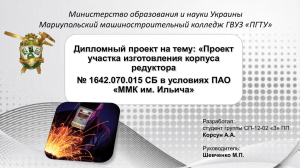
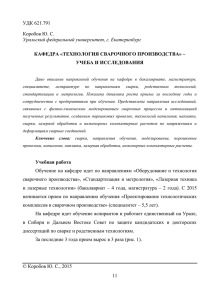
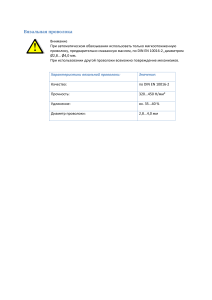
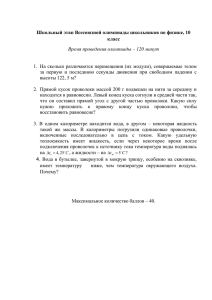
ПДГО - 570 - 4К ПОЛУАВТОМАТ СВАРОЧНЫЙ ПАСПОРТ ТЕХНИЧЕСКОЕ ОПИСАНИЕ И ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ 2011 П А С П О РТ 1. ОБЩИЕ СВЕДЕНИЯ ОБ ИЗДЕЛИИ Полуавтомат сварочный типа ПДГО-570-4К с четырьмя ведущими роликами предназначен для дуговой сварки в защитных газах (углекислый газ, аргон и т.п.) или открытой дугой (порошковой проволокой) изделий из малоуглеродистых, низколегированных и легированных сталей, алюминия и его сплавов, меди и ее сплавов протяженным, прерывистым швом и электрозаклепками. Сварка осуществляется постоянным током обратной полярности плавящейся электродной проволокой. Полуавтомат может быть укомплектован различными сварочными выпрямителями серий ВДУ, ВС, ВДГ. 2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ Номинальное напряжение питающей сети, В Потребляемая мощность, кВА, не более Наименование параметра Сварочного выпрямителя Норма 3х380 Подающего механизма ПДГО-570-4К ~(+) 24 … 36 В Сварочного выпрямителя ПДГО-570-4К Максимальный ток цепи включения сварочного источника, А, не более Род сварочного тока Номинальный сварочный ток при ПВ=60%, А Режим работы Длительность цикла, мин Пределы регулирования сварочного тока, А для выпрямителей до 500А Диаметр стальной электродной проволоки, мм Диаметр алюминиевой электродной проволоки, мм Диаметр порошковой электродной проволоки, мм Скорость подачи электродной проволоки, м/ч Расход защитного газа, л/ч, не более Сварочного выпрямителя Масса, кг, не более В соответствии с документацией 0,2 5 Постоянный обратной полярности 500 Повторно-кратковременный 5 Подающего механизма ПДГО-570-4К Масса проволоки в кассете, кг, не более Диаметр кассеты или каркаса для проволоки, мм, не более 60 – 500 0,8 - 2,0 1,0 – 3,2 1,0 – 3,2 45 – 960 1200 В соответствии с документацией 13 18 300 3. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ. Полуавтомат ПДГО-570-4К соответствует ГОСТ 18130-79 и признан годным к эксплуатации. Заводской номер № Дата выпуска М.П. Подпись 2 4. СВЕДЕНИЯ ОБ УПАКОВКЕ Упаковка изделия в транспортную тару выполняется по согласованию с потребителем. В пределах г. СПетербурга и области изделия поставляются без упаковки. 5. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА. 5.1. Производитель гарантирует соответствие параметров полуавтомата требованиям ГОСТ 18130-79 при соблюдении потребителем условий эксплуатации, транспортировки и хранения. 5.2. Гарантийный срок составляет 12 месяцев с начала эксплуатации потребителем, но не более 18 месяцев со дня отгрузки изготовителем при условии соблюдения правил транспортировки, хранения и эксплуатации. Гарантия не распространяется на детали с ограниченным сроком службы: сварочную горелку, ее сопло, наконечник и направляющий канал, сменные ролики подающего механизма. 5.3. В случае обнаружения неисправностей по вине изготовителя и по вопросам приобретения любых составных частей обращайтесь к поставщику. Без настоящего паспорта с отметкой о продаже полуавтомата претензии изготовителем не принимаются. 6. СВЕДЕНИЯ О РЕКЛАМАЦИЯХ Порядок предъявления и оформления рекламаций согласно действующему законодательству. Дата составления рекламации Краткое содержание рекламации Куда направлена рекламация 3 Меры, принятые по рекламации Должность, фамилия и подпись ответственного лица ТЕ Х Н И Ч Е С К ОЕ ОП И С А Н ИЕ И И Н С Т Р У К Ц ИЯ ПО Э К С П Л У А Т А Ц ИИ 1. НАЗНАЧЕНИЕ 1.1. 1.2. 1.3. 1.4. 1.5. Полуавтомат сварочный типа ПДГО-570-4К (Рис.1 или Рис.2), именуемый в дальнейшем «Полуавтомат», предназначен для: дуговой сварки в среде углекислого газа изделий из малоуглеродистых и низколегированных сталей протяженным, прерывистым швом и электрозаклепками; дуговой сварки в среде инертного газа изделий из легированных сталей, медных и алюминиевых сплавов протяженным, прерывистым швом и электрозаклепками; дуговой сварки и наплавки порошковой проволокой открытой дугой или в среде защитного газа изделий из малоуглеродистых и низколегированных сталей протяженным, прерывистым швом и электрозаклепками. Полуавтомат предназначен для работы в комплекте различными сварочными источниками серий ВДУ, ВС, ВДГ и другими, имеющими жесткую внешнюю характеристику (для автоматической и полуавтоматической сварки). Сварка осуществляется постоянным током обратной полярности (“+” на горелке, ”-“ на изделии), стальной, порошковой или алюминиевой плавящейся электродной проволокой. Для сварки малоуглеродистых и низколегированных сталей применяется электродная проволока марки СВ08ГС или СВ-08Г2С по ГОСТ 2246-70 и углекислый газ по ГОСТ 8050-76. Для сварки легированных сталей, меди, алюминия и его сплавов применяется проволока, соответствующая свариваемому металлу, в том числе порошковая, и аргон по ГОСТ 10157-73. Для наплавки применяется порошковая проволока, марка которой выбирается в соответствии с требованиями к наплавленному материалу. Полуавтомат предназначен для работы в закрытых помещениях на высоте не более 1000 м над уровнем моря. Полуавтомат изготавливается в исполнении У3.1 для работы в районах умеренного климата при температуре окружающего воздуха от -10оС до +40оС с относительной влажностью не более 80% при температуре +27оС. 2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Основные технические характеристики приведены в паспорте. 3. СОСТАВ ИЗДЕЛИЯ И КОМПЛЕКТ ПОСТАВКИ 3.1. Полуавтомат (Рис.1 или Рис.2) состоит из подающего устройства 16 (механизма подачи) ПДГО-570-4К с установленной кассетой, сварочной горелки 18, сварочного выпрямителя и комплект принадлежностей и монтажных частей. 3.2. Полуавтомат снабжается комплектом запасных и сменных частей и комплектом эксплуатационной документацией. 3.3. Комплект поставки приведен в табл.1. Наименование Подающий механизм ПДГО-570-4К Кол-во 1 Ролик 40 / 32 / 10 мм для сплошной стальной проволоки 1,2 – 1,4 мм 2 Ролик 40 / 32 / 10 мм для сплошной стальной проволоки 1,6 – 2,0 мм 2 Разъем цепей управления ШР32П12НШ1 1 Разъем токовый ГМ-50-70 (ГМ-600) 1 Комплект эксплуатационной документации, экз. Сварочный выпрямитель Сварочная горелка Регулятор расхода углекислого газа РР-УЗО Подогреватель углекислого газа ПУЗ-К70-50 Блок питания БП-36-100 к подогревателю ПУЗ-К70-50 4 1 1* 1** 1*** 1*** 1*** Таблица 1. Примечание установлен на механизме подачи или в составе кабеля управления или в составе сварочного кабеля Регулятор расхода аргона РР-Ар-32 1*** Примечания: 3.4. 3.5. * - необходимость поставки сварочного выпрямителя и его тип определяется при заказе; ** - необходимость и количество поставки сварочных горелок на различные токи определяются потребителем при заказе оборудования; *** - количество и необходимость поставки определяется потребителем при заказе оборудования. По заказу потребителя возможна поставка всех соединительных кабелей и шлангов согласованной длины. Провода для подключения источника сварочного тока к питающей сети и баллон с защитным газом в комплект поставки не входят. 4. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ 4.1. Схема комбинированная общая полуавтомата приведена на Рис.1 или Рис.2. 4.2. Подающий механизм обеспечивает подачу электродной проволоки и защитного газа в зону сварки. Последовательное выполнение операций сварочного цикла обеспечивает встроенный в подающий механизм блок управления. Питание током сварочной дуги обеспечивает сварочный выпрямитель. 4.3. Процесс подачи электродной проволоки и защитного газа в полуавтомате – автоматический. Электродная проволока с помощью электродвигательного привода из кассеты поступает в зону сварки по полому токоведущему кабелю горелки. Одновременно по токогазоподводу горелки в зону сварки подводится защитный газ. Перемещение сварочной горелки вдоль шва производится сварщиком вручную. 4.4. Управление включением полуавтомата осуществляется от кнопки, расположенной на горелке. Управление включением может осуществляться в 3-х режимах: В режиме сварки «протяженными швами» включение сварки осуществляется нажатием и отпусканием кнопки на горелке. Выключение сварки осуществляется повторным нажатием и отпусканием; В режиме сварки «короткими швами» включение сварки осуществляется нажатием и удержанием кнопки на горелке, а выключение сварки – отпусканием кнопки. В режиме сварки «точками» включение сварки осуществляется нажатием и удержанием кнопки на горелке. Выключение сварки осуществляется автоматически по окончании выдержки времени «Длительность точки». Цикл сварки точки можно прервать отпусканием кнопки на горелке. При этом обеспечивается правильное завершение цикла сварки с растяжкой дуги и продувкой газа после сварки. 4.5. Настройка скорости подачи электродной проволоки (и, следовательно, сварочного тока), включение настроечных перемещений проволоки и включение проверки газа осуществляются с лицевой панели полуавтомата. Настройка величины напряжения на дуге осуществляется с лицевой панели полуавтомата (для сварочных источников, имеющих внешнее управление величиной напряжения) или непосредственно на сварочном выпрямителе. 4.6. Последовательность срабатывания составных чашей полуавтомата следующая: Команда на включение сварки подается от кнопки на горелке через подающий механизм в блок управления. Блок управления последовательно выполняет следующие операции: Включает подачу газа в сварочную горелку пневмоклапанном подающего механизма; Обеспечивает выдержку времени «Газ до сварки» Включает сварочный выпрямитель. От выпрямителя сварочное напряжение через силовой кабель подается на подающий механизм и далее по токоведущему кабелю на наконечник горелки ни электродную проволоку. Включает подачу проволоки в горелку путем подачи питания на двигатель подающего механизма и обеспечивает его быстрый разгон. От касания сварочной проволокой свариваемого изделия возбуждается сварочная дуга и обеспечивается процесс сварки. Подаваемая в дугу проволока плавится и обеспечивает формирование сварного шва. Команда на выключение сварки подается от кнопки на горелке через подающий механизм в блок управления (или вырабатывается блоком управления автоматически в режиме сварки электрозаклепками). Блок управления последовательно выполняет следующие операции: Выключает подачу проволоки в сварочную горелку, переводя двигатель подающего механизма в режим динамического торможения. Обеспечивает выдержку времени «Растяжка дуги» для предотвращения избыточного вылета проволоки из горелки после окончания сварки. Выключает сварочный выпрямитель. Выпрямитель прекращает питание сварочной дуги, и она гаснет. Обеспечивает выдержку времени «Газ после сварки» для защиты сварного шва от воздуха. Выключает подачу газа в сварочную горелку. 4.7. Устройство и работа составных частей полуавтомата. 4.7. 1 Встроенный блок управления сварочными процессами и индикации далее по тексту БУСП (рис.8). 5 БУСП размещается на лицевой панели сварочного полуавтомата, и представляет собой закрытый корпус, внутри которого расположены электронные платы со встроенным микропроцессорным блоком управления. Блок управления БУСП состоит из двух печатных плат: «силовой платы» и «платы индикации» соединенных между собой 16контактным шлейфом. Принципиальные схемы печатных плат представлены в приложении см. рис.9 и рис.10. Монтажные схемы указанных плат представлены в приложении см. рис.11, рис.12, рис.13, рис.14. Силовая плата БУСП содержит преобразователь напряжения AC/DC ~24-36В/+24В,+15В,+5В. Напряжение 24В используется для управления клапаном подачи рабочего газа. Напряжение 15В предназначено для включения реле сигнал сварка ВКЛ/ВЫКЛ. Питание +5В используется для питания платы индикации и операционных усилителей, стоящих в цепи: измерения тока на токовой шине, измерения напряжения выпрямленного входного питания, измерения напряжения сварочного источника и в цепочки измерения сопротивления терморезистора установленного токовой шине. Так же на силовой плате БУСП расположен выходной каскад управления двигателем подающего механизма состоящий из микросхемы DA2 (драйвер IR2104) и транзисторов VT3, VT4, VT12, VT13. «Плата индикации» отвечает за сбор информации с входных датчиков, которая поступает через соединительный 16контактный шлейф с силовой платы привода на АЦП микропроцессора АТ90S8535 (DD2) и после обработки отображается на индикаторах, расположенных на данной плате вместе с клавишами задания параметров сварки. Параметры сварочного процесса установленные с помощью наружных клавиш сохраняются в памяти микропроцессора и в зависимости от выбранных параметров, микропроцессор управляет внешними устройствами, такими как: сварочный источник, двигатель подающего механизма, клапан сварочного газа. На передней панели БУСП располагаются органы управления и отображения, а в нижней части соединительные разъемы ХТ1, ХТ3 и ХТ5. Внешний вид передней панели БУСП представлен на рис. 8, на которой размещены следующие элементы: Цифровой 3-х сегментный индикатор А (2), на котором в зависимости от режима работы (“без сварки”, “сварка”, “изменение установок”) отображаются: скорость подачи проволоки, м/час; сварочный ток, А; значения временных параметров программируемых установок, сек. Цифровой 3-х сегментный индикатор V (3), на котором в зависимости от режима работы отображаются: напряжение на дуге, В; индикация номера программируемой установки. Группа из трех светодиодов, которые отображают один из возможных способов сварки: протяженный шов; прерывистый шов; сварка точками (электрозаклепками). Кнопка (4) “продувка газа” для установки требуемого расхода защитного газа. Кнопка (5) “подача проволоки” для установки скорости подачи электродной проволоки. Кнопка “УСТ.” (7) обеспечивает выбор способа сварки (протяженный или прерывистый шов или сварка точками) и настраиваемых установок рабочего цикла сварки (газ до и после сварки, длительность точки, предвыключение сварки). Группа из двух кнопок “+” / “-“ (8), которые в зависимости от режима работы обеспечиваю изменение (“+” – увеличение, “-“ - уменьшение) значений следующих параметров: скорость подачи проволоки в диапазоне 16 – 998 м/час; ток сварки, А; значения изменяемых установок (газ до и после сварки, длительность точки, предвыключение сварки и т.д.). Режим “БЕЗ СВАРКИ”. В указанный режим БУСП переходит при включении питания и/или при выключении сварки осуществляемой кнопкой на горелке. В этом случае на индикаторе 2 отображается значение установленной скорости подачи проволоки, на индикаторе 3 напряжение на дуге. Для оператора доступны кнопки 4 -“продувка газа” и 5 – “подача проволоки”, а также группа кнопок 8 “+” / “-”, которые обеспечивают регулировку скорости подачи проволоки. Режим “ СВАРКА”. В указанный режим БУСП переходит из режима “БЕЗ СВАРКИ” при включении сварки осуществляемой кнопкой на горелке. В этом случае на индикаторе 1 отображается величина тока сварки, а на индикаторе 2 – напряжение на дуге. Для оператора доступны группа кнопок 8 “+” / “-“, которые обеспечивают регулировку тока сварки. Выход из режима осуществляется выключением сварки кнопкой на горелке. Режим “ИЗМЕНЕНИЕ УСТАНОВОК БЕЗ СВАРКИ”. В указанный режим БУСП переходит из режима “БЕЗ СВАРКИ” при нажатии кнопки 7 “УСТ.”. При кратковременном нажатии, менее 3с, кнопки 7 (“УСТ.”) БУСП переходит в подрежим выбора способа сварки (протяженный или прерывистый шов или сварка точками). Последующее кратковременное нажатие кнопки 7 “УСТ.” обеспечивает последовательное (циклическое) переключение способов сварки. Выбранный способ сварки отображается соответствующим светодиодом из группы из трех светодиодов. Выход из указанного подрежима осуществляется автоматически после выдержки времени, более 10 сек. 6 Длительное удержание, более 3 сек, кнопки 7 “УСТ.” в нажатом состоянии переводит БУСП в подрежим изменение установок (“газ до и после сварки”, “длительность точки”, “предвыключение сварки” и т.д.). Все виды возможных установок приведены в таблице 2. Таблица 2. Условное Заводские Установка Диапазон Примечание обозначение установки “газ до сварки” Р-1 0,5 сек 0,2…8 сек “газ после сварки” Р-2 3,0 сек 0,2…8 сек “предвыключение Р-3 0,2 сек 0,2…8 сек сварки” “длительность точки” Р-4 2,0 сек 0,2…8 сек НЕ ИЗМЕНЯТЬ в процессе эксплуатации. Параметр вводится “коэффициент шины” Р-5 изготовителем, шина каждого ПДГО замаркирована. НЕ ИЗМЕНЯТЬ в процессе “установка типа Р-6 527 эксплуатации. Параметр вводится подающего” изготовителем. При (Р-7)=001 пароль не “установка пароля” Р-7 001 установлен При (Р-8)=003 блокируется “блокировка изменения Р-8 ХХХ изменение скорости подачи скорости” проволоки “запрос пароля” Р-9 В этом подрежиме вначале проверяется наличие пароля, блокирующего изменения установок (“газ до и после сварки”, “длительность точки”, “предвыключение сварки”). Пароль не установлен. При отсутствии пароля (установка с условным обозначением “Р-7” имеет значение “001”), выбор изменяемой установки осуществляется последующим кратковременным нажатием кнопки 7 “УСТ.”, последовательно выбирая нужную, согласно следующего рисунка. (Р-1) (Р-2) “ГАЗ ДО СВАРКИ” “ГАЗ ПОСЛЕ СВАРКИ” (Р-4) (Р-3) “ДЛИТЕЛЬНОСТ Ь ТОЧКИ” “ПРЕДВЫКЛЮЧЕНИЕ СВАРКИ” На индикаторе 3 отображается условное обозначение выбранной установки (Р-1)…(Р-4), а на индикаторе 2 ее значение. Изменение значения выбранной установки осуществляется группой кнопок 8 (“+” / “-“). Переход на установки (Р-6) и (Р-5) осуществляется из установки (Р-4) нажатием кнопки 4 (для Р-6) или кнопки 5 (для Р-5). Установки (Р-5) “коэффициент шины” и (Р-6) “установка типа подающего” определяются изготовителем и не подлежат изменению в процессе эксплуатации. Переход на установку (Р-7) “установка пароля” осуществляется из установки (Р-6) нажатием кнопки 5 “прогон проволоки”. Изменение значения пароля осуществляется группой кнопок 8 (“+” / “-“). Порог может принимать значение в диапазоне от 002 до 999. Значение 001 определяет отсутствие пароля. Переход на установку (Р-8) “блокировка изменения скорости” осуществляется из установки (Р-7) нажатием кнопки 4 “продувка газа”. Блокировка изменения скорости прогона проволоки включается при значении установки (Р8) равной 003, в противном случае блокировка отключена. При включенной блокировки ((Р-8)=”003”) изменение значения скорости подачи проволоки, возможно, только в течение 10 мин после выхода из подрежима изменения установок. 7 Общая схема перехода с установки на установку представлена на рисунке. (Р-1) (Р-2) (Р-4) (Р-3) кн. 4 кн. 5 (Р-6) “ТИП ПОДАЮЩЕГО” (Р-5) “КОЭФ. ШИНЫ” кн. 5 (Р-7) “ПАРОЛЬ” кн. 4 (Р-8) “БЛОКИРОВКА ИЗМ. СКОРОСТИ” Выход из режима изменения установок осуществляется автоматически после выдержки времени, более 10 сек. Пароль установлен. Если пароль установлен, то после длительного удержания кнопки 6 “УСТ.” БУСП запрашивает пароль. На индикаторе 2 отображается условное обозначение (Р-9), а на индикаторе 1 отображается водимое значение пароля. Изменение пароля осуществляется группой кнопок 8 (“+” / “-“). Ввод пароля подтверждается кратковременным нажатием кнопки 7 “УСТ.”. Если пароль введен верно, то БУСП переходит в подрежим изменения установок (Р-1) … (Р-4), в противном случае переходит в исходное состояние “без сварки” 4.7. 2 Устройство и принцип работы подающего механизма. Подающий механизм (рис.3) представляет собой закрытый корпус 1 с откидной крышкой, внутри которого на стальной раме 2 смонтированы подающее устройство 5 и тормозное устройство 4, не допускающее самораскручивания проволоки с кассеты 12 при работе. На передней панели установлена панельная часть 12 так называемого «евроразъема», обеспечивающего подключение сварочной горелки (подвод тока, защитного газа, электродной проволоки, подключение управляющей кнопки на горелке) и лицевая панель БУСП (см. рис.6).В корпус подающего механизма встроен газовый клапан 6 с ниппелями для подключения газовой магистрали, разъем цепей управления 9, разъем для подключения сварочного выпрямителя 10 с токоведущей шиной. Устройство подающее (рис.4) включает в себя электродвигательный привод и две пары роликов 3 и 7. Электродвигательный привод состоит из червячного редуктора 1 и электродвигателя постоянного тока 2 (мощность N= 120 Вт, номинальное напряжение V=24 В). 8 Ведущая шестерня 8, закрепленная на валу электродвигательного привода, передает вращение шестерням с закрепленными на них ведущими роликами 3, имеющими по две канавки для подачи проволоки. Шестерни роликов 3 при опущенном прижимном устройстве передают вращение шестерням с закрепленными на них ведущими прижимными роликами 7 с гладкой поверхностью или с одной канавкой для подачи проволоки. Для заправки электродной проволоки необходимо откинуть прижимное устройство 4 с гайкой 5, и развести в стороны скобы 6 с прижимными роликами 7. Усилие поджатия прижимных роликов регулируется гайкой 5. Регулировкой поджатия следует добиться отсутствия проскальзывания ведущих роликов по электродной проволоке. Слишком сильная затяжка прижимных роликов приводит к смятию поверхности проволоки и к уменьшению срока службы подающего механизма. Настройка тормозного устройства должна обеспечивать торможение целиком заполненной проволокой катушки после выключения подающего устройства, работающего на максимальной скорости, не допускающее образования петель электродной проволоки. Слишком сильная затяжка тормозного устройства приводит к перегрузке подающего механизма и уменьшает срока службы полуавтомата. 4.8. Схема принципиальная электрическая подающего устройства приведена на рис. 7. 4.9. Технические характеристики и подробное описание сварочного выпрямителя приводятся в его сопроводительной документации. 5. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ. 5.1. При обслуживании электросварочного оборудования необходимо обязательно соблюдать «Правила технической эксплуатации электроустановок, Правила технической безопасности при эксплуатации электроустановок потребителями (ПТЭ и ПТБ) и требования стандартов системы безопасности труда (ССБТ) и ГОСТ 12.2.007-79. 5.2. При работе на данном оборудовании необходимо руководствоваться требованиями ГОСТ 12.3.003-86 ССБТ «Работы электросварочные. Общие требования». 5.3. Работа на данном электросварочном оборудовании разрешается только при наличии надежного заземления источника питания. Следует помнить, что работа без заземления опасна для жизни! 5.4. Ремонт и обслуживание данного оборудования, в том числе и смена сварочной проволоки, должны производиться при отключенном сетевом автомате сварочного выпрямителя и отключении газа. При этом надо помнить, что на входных зажимах сетевого автомата сварочного выпрямителя напряжение остается. 5.5. Сварочное оборудование нельзя считать обесточенным, если сигнальная лампа, указывающая на наличие напряжения на оборудовании, не горит, т.к. лампа может не зажигаться из-за неисправности или отсутствия одной из фаз питающей сети. 5.6. Сварочное оборудование считается обесточенным, если отключен сетевой выключатель (общий) или другое отключающее устройство. 6. ПОДГОТОВКА ИЗДЕЛИЯ К РАБОТЕ. К работе с полуавтоматом допускаются лица, прошедшие соответствующее обучение и получившие свидетельство на право выполнения сварочных работ. 6.1. Убедиться в исправном состоянии распакованного полуавтомата, проверить комплектность поставки по данным сопроводительной документации. 6.2. Снять консервационную смазку с помощью чистой ветоши, смоченной бензином или уайт-спиритом. 6.3. Установить оборудование на месте производства сварочных работ. 6.4. Заземлить сварочный выпрямитель. 6.5. Установить и закрепить баллон с защитным газом. Смонтировать на баллоне газовый редуктор с подогревателем газа. 6.6. Произвести монтаж полуавтомата в соответствии со схемой комбинированной общей (рис.1 или рис.2), схемы распайки разъемов для различных устройств представлены на рис. 3 или рис.4. 6.7. Подключить полуавтомат к сети. При подключении сварочного выпрямителя руководствуйтесь его сопроводительной документацией. 6.8. При подготовке полуавтомата к работе: Заполнить снятую с тормозного устройства подающего механизма кассету 3 (рис. 6) проволокой, очищенной от грязи, масла, ржавчины (при заполнении следить за тем, чтобы проволока не имела перегибов) или использовать заполненную ранее кассету с проволокой. Закруглить напильником конец электродной проволоки. Установить кассету на тормозное устройство механизма подачи. Откинуть прижимное устройство со скобой 6 (рис. 6). Заправить проволоку в подающее устройство, пропустив ее через направляющую втулку и седловидную канавку подающего ролика 3. Опустить прижимное устройство в рабочее положение до фиксации. 9 Включить сварочный выпрямитель (см. описание выпрямителя). При этом на блоке управления зажигается индикация. Пропустить электродную проволоку через шланг горелки, для чего на пульте БУСП подающего механизма нажать кнопку 5 “подача проволоки”. Отрегулировать при этом усилие проталкивания проволоки вращением гайки 5 (рис.3) на прижимном устройстве подающего механизма. Открыть вентиль на баллоне с защитным газом. Установить требуемый расход защитного газа по расходомеру с помощью газового редуктора при нажатии кнопки 4 “продувка газа”, расположенной на панели БУСП. Установить предварительную скорость подачи электродной проволоки нажатием группы кнопок 8 “+” / ““ на панели БУСП при нажатой кнопки 5 “подача проволоки”. Установить предварительную величину напряжения на сварочной дуге, руководствуясь описанием сварочного выпрямителя. Провести опытную сварку на образцах в соответствии с требованиями раздела «Порядок работы». При необходимости откорректировать режим сварки. 7. ПОРЯДОК РАБОТЫ Ориентировочные режимы сварки изделий из малоуглеродистых и низколегированных сталей приведены в таблице 3. Таблица 3. Положение шва в пространстве Диаметр электродной Нижнее Горизонтальное Вертикальное Потолочное проволоки, мм Iсв, А Uсв,В Iсв, А Uсв,В Iсв, А Uсв,В Iсв, А Uсв,В 0,8 60-140 18-20 60-130 18-19 60-120 18-19 60-110 18-19 1,0 80-180 18-23 80-160 18-22 80-140 18-22 80-120 18-21 1,2 100-220 19-25 100-200 19-23 100-190 19-22 100-180 19-21 1,4 160-300 24-30 160-260 24-28 1,6 260-320 25-30 2,0 290-500 28-40 Ориентировочные режимы сварки изделий из алюминиевых сплавов приведены в таблице 4. Таблица 4. Диаметр электродной проволоки, мм 1,6 2,0 2,4 Положение шва в пространстве Нижнее Iсв, А 60-150 180-250 250-380 Вертикальное Uсв,В 18-21 21-23 23-27 Iсв, А 70-150 150-310 200-300 Uсв,В 17-21 21-24 22-26 Ориентировочные режимы сварки изделий из малоуглеродистых и низколегированных сталей порошковой проволокой марок ПП-АН приведены в таблице 5. Таблица 5. Положение шва в пространстве Диаметр электродной Нижнее проволоки, мм Iсв, А Uсв,В 2,4 230-300 22-25 2,8 300-350 24-29 3,0 350-420 24-29 Ориентировочные режимы наплавки порошковой проволокой марки ПП-Нп-200Х15С1ГРТ-Н-С-3,2 приведены в таблице 6. Таблица 6. Диаметр Положение шва в пространстве электродной Нижнее проволоки, мм Iсв, А Uсв,В 3,2 400-420 28-32 7.1. Расстояние от сопла горелки до свариваемого изделия необходимо выдерживать в пределах 8…25 мм. 10 7.2. Угол наклона горелки и характер ее перемещения относительно свариваемого изделия определяется технологией сварки. 7.3. Пуск полуавтомата произвести в следующей последовательности: Убедиться по светящимся сигнальным лампам на сварочном выпрямителе и индикации на блоке управления в том, что полуавтомат включен и готов к работе. Приготовить сварочный щиток или сварочную маску Поднести горелку к свариваемому изделию (при этом нужно следить, чтобы шланг горелки не имел резких перегибов). Закрыться от излучения дуги сварочной маской или щитком. Нажать кнопку на горелке. После зажигания дуги равномерно перемещать горелку в нужном направлении. 7.4. В процессе сварки следить за устойчивостью горения дуги, стабильностью подачи и плавления электродной проволоки, за подачей защитного газа. 7.5. Выключение сварки осуществляется кнопкой на горелке. После окончания выдержки времени подачи газа после сварки отвести горелку от свариваемого изделия. 7.6. В случае прекращения сварки на длительный период полуавтомат отключить от сети, для чего: Закрыть вентиль на баллоне с защитным газом. Выключить источник питания. 7.7. При переходе с одного режима на другой: Выключить полуавтомат согласно п. 7.7. Подобрать сварочную горелку, соответствующую новому режиму сварки и подключить ее к механизму подачи электродной проволоки. Подготовить полуавтомат к работе по п. 6.8. 7.8. Во время кратковременных перерывов в работе проверять внешним осмотром состояние наконечника, сопла сварочной горелки. При необходимости удалять прилипшие брызги металла. 7.9. Регулировка сварочного тока во время наладки и сварки осуществляется с помощью изменения скорости подачи электродной проволоки кнопками 8 “+” / “-“ на панели БУСП. Увеличение скорости подачи проволоки ведет к росту сварочного тока. 7.10. Величина напряжения на дуге контролируется или вольтметром, установленным на сварочном выпрямителе, или индикатором 3 на панели БУСП. 7.11. Регулировка напряжения на дуге производится потенциометром на панели ПДГО, либо на сварочном выпрямителе. 7.12. Расход защитного газа контролируется расходомером, смонтированном на газовом редукторе. 7.13. Регулировка расхода защитного газа производится вращением регулировочного винта газового редуктора. 8. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ МЕХАНИЗМА ПОДАЧИ 8.1. Техническое обслуживание механизма подачи выполняется персоналом, знающим устройство полуавтомата, правила его эксплуатации и технику безопасности. 8.2. Для повышения срока службы механизма подачи и шлангов сварочной горелки необходимо применять очищенную проволоку, не имеющую резких перегибов, соответствующую требованиям Государственных стандартов. 8.3. Следует предохранять корпус подающего механизма от ударов и других механических повреждений. 8.4. Следите за рациональным размещением механизма подачи на рабочем месте. Принимайте меры для возможного сокращения количества брызг, попадающих на него. Не допускать попадания проводов и шлангов на разогретые детали свариваемых изделий. 8.5. Периодически очищайте полуавтомат от пыли. Чтобы удалить пыль, полуавтомат необходимо продувать струей сжатого воздуха, а в доступных местах протирать мягкой тканью. 8.6. Периодически прочищать канал для подачи электродной проволоки. Для этого извлечь канал из горелки и промыть ее бензином или уайт-спиритом. Продуть канал сжатым воздухом с давлением 3…4 атм. 8.7. Следить за исправностью газовой магистрали от баллона. Работа с углекислым газом без подогревателя газа вызывает замерзание газового редуктора и нарушение подачи защитного газа. 8.8. Основные виды работ по техническому обслуживанию полуавтомата и их периодичность приведены в таблице 7. Таблица 7. Виды работ Периодичность ежедневно Проверка контактных соединений проводов, при необходимости их зачистка и протяжка ежедневно Проверка состояния изоляции соединительных проводов и, при наличии повреждений, восстановление изоляции Проверка состояния наконечника и сопла сварочной горелки, снятие брызг металла Систематически в и, при необходимости, замена запасными процессе работы Очистка подающего устройства и приводных шестерен от загрязнений ежедневно 11 Проверка газового тракта на утечку газа Проверка работы всей аппаратуры и механизмов Проверка спирали горелки на проходимость электродной проволоки и, при необходимости, чистка спирали Промывка и смазка шестерен и шарикоподшипников подающего механизма 1 раз в неделю 1 раз в неделю 1 раз в неделю 1 раз в год 9. ХАРАКТЕРИНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ 9.1. Перечень возможных неисправностей и способы их устранения приведены в таблице 8. Неисправность 1.При подаче питания не горит сигнальная лампа или индикация 3. При нажатии кнопки на горелке сварочный цикл не включается 4. При нажатии кнопки на горелке подача газа включается, а подачи проволоки нет. 5. При включении двигатель подающего механизма не вращается Вероятная причина Отсутствуют или неисправны предохранитель или лампы Неисправность кнопки или кабеля подключения сварочной горелки Установлено слишком большое значение времени продувки газа Регулировка скорости подачи проволоки установлена в ноль. Попадание посторонних предметов в приводные шестерни 7. При включении не подается газ в зону сварки Неисправен потенциометр регулировки скорости двигателя или пере Закончился газ в баллоне, закрыт вентиль баллона или газовый редуктор Неисправен газовый тракт (оборван или забит посторонними предметами) Замерз газовый редуктор Не срабатывает клапан подачи газа 8. Нет сварочного тока Не включается выпрямитель 9. Неравномерная подача электродной проволоки. Проскальзывание ведущих роликов по проволоке Не настроено тормозное устройство, проволока сильно провисает Износ токоподводящего наконечника в горелке. Большой износ кромки канавки подающего ролика. Перепутывание электродной проволоки в кассете. Износ канала подачи проволоки. Неправильно установлен режим сварки 10. Нестабильное горение сварочной дуги. сварочный Износ токоподводящего наконечника в горелке. 9.2. При устранении неисправностей следует пользоваться измерительными приборами. 12 Таблица 8. Метод устранения Проверить и при необходимости заменить Проверить правильность подключения горелки к подающему механизму и исправность кнопки на горелке При включении удерживать кнопку на горелке до срабатывания остального цикла сварки или уменьшить время продувки подстроечным потенциометром «Газ до сварки» Установить движок потенциометра на блоке в положение, обеспечивающее требуемую скорость подачи проволоки. Проверить состояние приводных шестерен. При необходимости перебрать приводные шестерни, промыть, смазать подшипники. Проверить правильность подключения подающего механизма и потенциометр. Проверить, при необходимости заменить баллон. Отрегулировать давление и подачу газа редуктором. Проверить на герметичность и продуть газовый тракт. Проверить исправность подогревателя газа и прогреть редуктор Проверить правильность подключения подающего механизма и исправность клапана. Очистить клапан от посторонних предметов. Проверить правильность подключения к сварочному выпрямителю и автономно проверить работу сварочного выпрямителя. Настроить усилие прижима роликов. Настроить тормозное устройство. Настроить тормозное устройство Заменить наконечник. Перевернуть ролик, используя вторую канавку, либо заменить ролик. Распутать проволоку в кассете. Заменить канал в кабеле горелки. Правильно выбрать сварочную горелку, диаметр полающего канала, диаметр наконечника в горелке. Настроить напряжение на дуге и скорость подачи проволоки. Заменить наконечник. стандартным инструментом и стандартными Рис. 1. Схема комбинированная общая с выпрямителем. 13 1.- Вентиль баллонный; 2 - Редуктор газовый; 3 - Подогреватель газа (только для углекислого газа); 4 - Баллон с углекислым газом или аргоном; 5 - Кабель подключения подогревателя газа (2 провода сечением не менее 0,75 мм2); 6 - Шланг подключения газовой магистрали; 7 - Подключение заземления сварочного выпрямителя; 8 - Кабель подключения ‘+’ сварочного выпрямителя (КГ-50 или КГ-70); 9 - Кабель цепей управления; 10 - Шланг подключения газовой магистрали; 11 – Катушка с проволокой; 12 - Разъем подключения “+” сварочного выпрямителя (ГМ-50-70 на кабеле); 13 – Разъем для подключения цепи измерения сварочного напряжения (дублирует сигнал Uсв разъема Х1); 14 - Разъем подключения цепей управления (ШР32П12НШ1 на кабеле); 15 - Ниппель подключения газовой магистрали; 16 - Подающий механизм; 17 – Комбинируемый шланг газовой горелки; 18 - Сварочная горелка; 19 - Сварочный стол и свариваемое изделие; Рис.2 Схема комбинированная общая с выпрямителем. 14 1.- Вентиль баллонный; 2 - Редуктор газовый; 3 - Подогреватель газа (только для углекислого газа); 4 - Баллон с углекислым газом или аргоном; 5 - Кабель подключения подогревателя газа (2 провода сечением не менее 0,75 мм2); 6 - Шланг подключения газовой магистрали; 7 - Подключение заземления сварочного выпрямителя; 8 - Кабель подключения ‘+’ сварочного выпрямителя (КГ-50 или КГ-70); 9 - Кабель цепей управления; 10 - Шланг подключения газовой магистрали; 11 – Катушка с проволокой; 12 - Разъем подключения “+” сварочного выпрямителя (ГМ-50-70 на кабеле); 13 – Разъем для подключения цепи измерения сварочного напряжения (дублирует сигнал Uсв разъема Х1); 14 - Разъем подключения цепей управления (ШР32П12НШ1 на кабеле); 15 - Ниппель подключения газовой магистрали; 16 - Подающий механизм; 17 – Комбинируемый шланг газовой горелки; 18 - Сварочная горелка; 19 - Сварочный стол и свариваемое изделие; Ucc Uдуги GND 8 9 10 1 X1:3 X1:4 X1:5 3 4 5 6 X1:8 X1:10 1 2 X1:8 X1:10 X1:9 U 5 7 11 12 ~ ~ ВДУ-506Э X1:5 8 9 10 4 X5 X1:8 X2 ~36 ~36 ВДУ-505 X1:9 X1 X1:1 X1:2 X1:3 X1:4 U X1:1 X1:2 X1:3 X1:4 X1:5 X1:10 3 4 5 1 2 U 9 ~27в 11 ~27в X1:9 XS2 X1:4 X1:5 X1:1 X1:3 X1:2 X1:8 X1:10 1 2 3 4 5 9 10 U ~24 ~24 X1:9 XS1 X1:8 X1:10 X1:4 X1:5 3 ~24 5 6 ~24 7 ВДГ-506 3 4 5 X1:1 ВДУ-511 XS10 1 ВДГ-401 ПДГ (c цифровым БУСПом) X1 X1:9 Рис. 3.1. Типовые схемы подключения подающего механизма с различными устройствами 15 U 2 3 4 5 Ucc Uдуги 8 9 GND 10 6 Ucc 16 Uдуги 8 GND 4 X1:2 Welding VOLTAGE 3 4 5 Welding ON 8 ~ 24 V. 9 VOLTAGE 10 11 ~ 24 V. 12 - XS1 1 2 X1:8 9 +27 11 -27 X1:10 U 5 X1:4 X1:5 U 1 2 X1:8 9 ~0v 11 ~27v X1:10 XS3 X1:1 4 X1:2 5 X1:4 X1:5 1 2 X1:8 X1:10 U 9 ~27V 11 ~27V - ЭСВА 2006 X1:9 X1:10 10 X1:4 X1:5 ВДУ-506(601) X1:8 X1:10 9 серия 06(7) X1:4 X1:5 X1:9 U XS9[1] 1 2 X1:8 13 ВДУ-506С X1:3 X1:4 X1:5 X1:1 ВC506K X1:1 X1:2 XS3 12 X1:9 X6 X1:2 X1:1 ВC-600 1 ВДУ-506 ПДГ (c цифровым БУСПом) X1 X1:9 X1:9 Рис. 3.2. Типовые схемы подключения подающего механизма с различными устройствами 16 Ucc Uдуги 8 9 GND 10 2 X1:8 X1:10 9 ~24 11 ~24 X1:9 X1:3 X1:4 X1:5 X1:8 X1:10 X1:9 8 9 10 U 4 5 7 11 ~ 12 ~ ВДУ-3010 X1:2 XS1 X1:4 X1:5 X1:1 X1:3 X1:2 X1:8 X1:10 +24 3 X1:4 4 5 X1:9 X1 X1:1 X1:5 ВС-300Б 5 1 X1:5 1 2 1 2 3 4 5 U 9 ~24 10 ~24 X1:9 XS1 X1:4 X1:5 X1:1 X1:3 X1:2 X1:8 X1:10 1 2 3 4 5 6 8 U ~24 ~24 ВДГ-303-4 4 X1:4 X1 X1:8 X1:10 (5-ТИ КОНТАКТНЫЙ РАЗЪЕМ) XS4 2 3 ВС-300Б U (12-ТИ КОНТАКТНЫЙ РАЗЪЕМ) 1 ВДГ-303-3 ПДГ (c цифровым БУСПом) X1 X1:9 Рис. 3.3. Типовые схемы подключения подающего механизма с различными устройствами 17 NEW X1:5 X1:8 X1:10 X1:4 X1 1 2 3 4 5 +24 X1:9 X1:9 11 12 ~ ~ X1:8 X1:10 8 4 5 7 11 12 ~ ~ X1:9 БЛОК(045-1) 5 7 X1:3 X1:4 X1:5 10 3020 U X1 ВДУ- 506 Э 10 4 БЛОК(045) X1:8 X1:10 8 ВДУ-3020 X1:3 X1:4 X1:5 X1 X1:1 +24 X1:9 X1 X1:1 1 2 3 ВС-350/450 Uдуги X1 X1:1 X1:2 X1:3 X1:4 X1:5 X1:8 X1:10 8 9 10 5 7 11 12 U ~ ~ БЛОК(049) +24 X1:4 X1:8 X1:10 X1:5 ВДУ-3020 1 2 3 4 ВДГ-313 X1 ВС-350/450 X1:4 X1:8 X1:10 X1:5 X1:9 X1:9 Рис. 3.4. Типовые схемы подключения подающего механизма с различными устройствами 18 Рис. 5. Внешний вид подающего механизма 1. 2. 3. 4. 5. 6. 7. Корпус подающего механизма; Стальная рама; Крышка; Тормозной механизм; Подающее устройство; Газовый клапан; БУСП; Ниппель подключения газа; Разъем подключения цепей управления; 10. Разъем подключения силовых цепей; 11. Потенциометр напряжения дуги; 12. Разъем подключения газовой горелки. 8. 9. 19 Рис. 6. Устройство подающее CWF-511. 1. 2. 3. 4. 5. Редуктор Электродвигатель Ролик ведущий Устройство прижимное Гайка регулировочная 6. Скоба прижимная 7. Ролик прижимной 8. Ведущая шестерня 9. Крышка а. Втулка 20 ПДГО-570-4K токоведущая Разъем токовый ВП-50-70 шина Rt термистор B57045-K 102 Epcos R1 резистор СП4-2МА (вал ВС-2(3)-20 1 кОм) "регулировка напряж." Х4 ШР32П12ЭШ1 блочная вилка Welding VOLTAGE Welding ON ~ 24 В. БЛОК УПРАВЛЕНИЯ VOLTAGE ~ 24 В. ДВП4-2 ВП2Б-1В 10А Х1: MF-2x04F;Х2: MF-2x02F;Х3: MF-2x03F; кабельные розетки с шагом 4.2 мм. Пневмоклапан А 331-1Е2 с соленоидом G73 (24в). Рис. 7. Схема электрическая принципиальная. 21 Рис. 8. Лицевая панель БУСП. 1. 2. 3. 4. 5. 6. 7. 8. 9. Лицевая панель БУСП Цифровой 3-х сегментный индикатор А Цифровой 3-х сегментный индикатор V Кнопка “продувка воздуха” для установки требуемого расхода защитного газа. Кнопка “подача проволоки” для установки скорости подачи электродной проволоки. Разъем подключения БУСП (ХТ1, ХТ3, ХТ5) Кнопка “УСТ” обеспечивает выбор способа сварки Группа из двух кнопок (“+” увеличение, “-” уменьшение) Группа из трех светодиодов 22 Рис. 9. Принципиальная схема платы индикации. 23 Рис. 10. Принципиальная схема силовой платы. 24 Рис. 11. Монтажная схема платы индикации, два вида. 25 Рис. 12. Монтажная схема силовой платы, два вида 26