Основы конструирования рабочей поверхности алмазно-абразивных инструментов на базе 3D статического обьектно-ориентированного моделирования
реклама

НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
“ХАРЬКОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ”
На правах рукописи
Гаращенко Ярослав Николаевич
УДК 621.91
ОСНОВЫ КОНСТРУИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ
АЛМАЗНО-АБРАЗИВНЫХ ИНСТРУМЕНТОВ НА БАЗЕ
3D СТАТИСТИЧЕСКОГО ОБЪЕКТНО-ОРИЕНТИРОВАННОГО
МОДЕЛИРОВАНИЯ
Специальность 05.03.01 - Процессы механической обработки,
станки и инструменты
Диссертация на соискание ученой степени
кандидата технических наук
Научный руководитель Доброскок Владимир Ленинмирович,
доктор технических наук, профессор
Харьков – 2004
СОДЕРЖАНИЕ
ВВЕДЕНИЕ............................................................................................................. 7
РАЗДЕЛ 1. МЕТОДОЛОГИЧЕСКИЕ ПОДХОДЫ К ИЗУЧЕНИЮ И
СОВЕРШЕНСТВОВАНИЮ РАБОЧИХ ПРОЦЕССОВ АЛМАЗНОГО
ШЛИФОВАНИЯ ИНСТРУМЕНТАЛЬНЫХ МАТЕРИАЛОВ............... 14
1.1. Анализ подходов к совершенствованию рабочих процессов алмазного
шлифования труднообрабатываемых материалов................................ 14
1.2. Методы регулирования статистических характеристик параметров
рабочей поверхности алмазно-абразивных кругов............................... 18
1.2.1. Параметры рабочей поверхности алмазно-абразивных кругов.... 19
1.2.2. Анализ возможностей регулирования параметров рабочей
поверхности кругов при конструировании и изготовлении ......... 21
1.2.3. Анализ возможностей регулирования параметров рабочей
поверхности кругов в процессе шлифования ................................. 24
1.3. Объектно-ориентированная методология статистического 3D
моделирования и возможности комплексного исследования алмазноабразивных кругов ................................................................................... 30
1.4. Цель и задачи исследования.................................................................... 36
РАЗДЕЛ 2. ОБЩАЯ ХАРАКТЕРИСТИКА ИСПОЛЬЗОВАННЫХ
МЕТОДОВ И МЕТОДИК ИССЛЕДОВАНИЙ АЛМАЗНОАБРАЗИВНЫХ КРУГОВ И ПРОЦЕССА ШЛИФОВАНИЯ .................. 38
2.1. Общие условия исследования, применяемые инструменты,
оборудование и приборы......................................................................... 38
2.2. Определение выходных показателей процесса шлифования .............. 42
2.2.1. Производительность процесса обработки ...................................... 42
2.2.2. Силы резания и энергоемкость процесса шлифования ................. 43
2.2.3. Температура в зоне шлифования ..................................................... 43
2.2.4. Удельный расход алмазов круга ...................................................... 44
2.2.5. Качество обработанной поверхности.............................................. 45
2.3. Статистическая оценка выходных показателей процесса
шлифования .............................................................................................. 45
2.4. Методика лазерного топографирования рабочей поверхности
алмазно-абразивных кругов при экспериментальном изучении
статистических характеристик................................................................ 46
2.5. Методика моделирования реального процесса формообразования
рабочей поверхности шлифовальных кругов в процессе
шлифования .............................................................................................. 47
2.6. Общая характеристика методологии исследований на основе
3D статистического объектно-ориентированного моделирования..... 52
2.6.1. Структура системы статистического 3D моделирования алмазноабразивных кругов............................................................................. 52
2.6.2. Статистическая схема формирования закона распределения
вершин зерен на рабочей поверхности круга ................................. 57
2.6.3. Корреляционный и регрессионный анализ исследуемых
признаков при 3D моделировании ................................................... 60
2.6.4. Разработка подсистемы формирования смешанных навесок ....... 67
2.6.5. Статистический анализ применимости законов распределения их
композиций или смесей при решении прикладных задач
предметной области алмазно-абразивной обработки .................... 70
2.6.6. Разработка подсистемы моделирования износа зерен по
обобщающему закону, учитывающему их расположение по
глубине рабочей поверхности .......................................................... 76
2.6.7. Визуализация результатов моделирования и интеллектуализация
форм их представления ..................................................................... 83
РАЗДЕЛ 3. ОБОСНОВАНИЕ И ПРИМЕНЕНИЕ АНАЛИТИКОСТАТИСТИЧЕСКИХ МЕТОДОВ ПОВЫШЕНИЯ УРОВНЯ
РЕАЛИСТИЧНОСТИ 3D МОДЕЛИРОВАНИЯ АЛМАЗНОАБРАЗИВНЫХ КРУГОВ ............................................................................... 88
3.1. Обоснование необходимости модификации известных статистических
законов распределения применительно к поставленным задачам
статистического моделирования шлифовальных кругов..................... 88
3.2. Определение вида и степени взаимосвязи статистических
характеристик распределения размеров зерен в навеске алмазного
порошка с его зерновым составом.......................................................... 91
3.3. Комплексный анализ алмазно-абразивных шлиф-, микро- и
субмикропорошков по ГОСТ 9206-80 и ДСТУ 3292-95 на основе
модифицированных параметров распределения размеров зерен...... 100
3.4. Анализ применимости модельной формы зерен и статистических
законов распределения их размеров по коэффициенту заполнения
модельного объема................................................................................. 110
Выводы ........................................................................................................... 116
РАЗДЕЛ 4. СИСТЕМНЫЙ АНАЛИЗ СТАТИСТИЧЕСКИХ
ХАРАКТЕРИСТИК ПАРАМЕТРОВ РАБОЧЕЙ ПОВЕРХНОСТИ
ШЛИФОВАЛЬНОГО КРУГА И МЕТОДОВ ИХ
РЕГУЛИРОВАНИЯ....................................................................................... 118
4.1. Основные параметры рабочей поверхности и условия, влияющие на
их формирование в процессе изготовления и эксплуатации кругов 118
4.1.1. Взаимосвязь между коэффициентом относительной критической
заделки зерен в связке и параметрами рабочей поверхности
кругов ................................................................................................ 119
4.1.2. Влияние допущений при выборе модели зерна на статистические
характеристики параметров рабочей поверхности ...................... 124
4.1.3. Моделирование износа вершин зерен на рабочей поверхности
круга .................................................................................................. 127
4.2. Репрезентативность параметров абразивного слоя и рабочей
поверхности при 3D моделировании ................................................... 133
4.3. Верификация методологии 3D моделирования рабочей поверхности
алмазно-абразивного инструмента....................................................... 136
4.4. Комплексный подход к регулированию статистических характеристик
распределения вершин зерен на этапах изготовления и эксплуатации
кругов....................................................................................................... 141
4.4.1. Задание требований на зерновой состав навески......................... 142
4.4.2. Формирование абразивного слоя на основе смешанной навески
зерен .................................................................................................. 144
4.4.3. Возможности и эффективность направленной ориентации зерен в
абразивном слое ............................................................................... 153
4.4.4. Исследование размерного формообразования макрогеометрии
поперечного и продольного профиля связки круга,
осуществляемое в процессе шлифования ..................................... 157
4.4.5. Комплексное регулирование статистических характеристик
рабочей поверхности кругов на этапах их изготовления и
эксплуатации .................................................................................... 167
Выводы ........................................................................................................... 173
РАЗДЕЛ 5. ПРАКТИЧЕСКАЯ РЕАЛИЗАЦИЯ ПРИНЦИПОВ
НАПРАВЛЕННОГО РЕГУЛИРОВАНИЯ СТАТИСТИЧЕСКИХ
ХАРАКТЕРИСТИК ШЛИФОВАЛЬНЫХ КРУГОВ .............................. 176
5.1. Шлифование метчиков с регулированием статистических
характеристик кругов путем размерного формообразования рабочей
поверхности в процессе работы............................................................ 176
5.1.1. Обеспечение точности обработки путем устранения
неравномерности износа круга....................................................... 177
5.1.2. Регулирование статистических характеристик режущего рельефа
посредством формообразования продольного профиля круга в
процессе работы............................................................................... 185
5.1.3. Оптимизация статистических характеристик, обеспечивающих
повышение эффективности процесса шлифования ..................... 189
5.1.4. Дополнительные возможности регулирования параметров
рабочей поверхности при электрохимическом формообразовании
продольного профиля круга ........................................................... 196
5.2. Практическое применение разработанных процессов алмазного
шлифования при обработке многогранных режущих пластин по
периферии ............................................................................................... 198
5.2.1 Квазиупругая схема шлифования режущих пластин ................... 199
5.2.2. Шлифование режущих пластин с регулированием статистических
характеристик рабочей поверхности круга................................... 202
5.2.3. Шлифование с использованием специальных алмазных кругов на
основе смешанных навесок зерен .................................................. 203
5.3. Технико-экономические показатели внедрения разработанных
рабочих процессов ........................................................................... 205
Выводы ....................................................................................................... 206
ОБЩИЕ ВЫВОДЫ ПО РАБОТЕ .................................................................. 208
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ ................................... 211
ПРИЛОЖЕНИЯ ................................................................................................ 226
ВВЕДЕНИЕ
В последние десятилетия машиностроение в индустриально развитых
странах
добилось
существенного
прогресса.
Гибкое
рыночно
ориентированное производство потребовало разработки новых, наукоемких
технологий. Основные направления развития обработки резанием связаны с
ее интенсификацией за счет новейших и синтеза существующих методов
обработки. Основная тенденция смещения технологических показателей в
размерной обработке в направлении более высоких степени точности и
качества изменяет соотношение отдельных видов обработки в сторону
прецизионных рабочих процессов высоких технологий. Высокими принято
считать технологии, обладающие совокупностью следующих основных
признаков: наукоемкость; системность; физическое и математическое
моделирование
с
целью
структурно-параметрической
оптимизации;
высокоэффективный рабочий процесс размерной обработки; компьютерная
технологическая среда и автоматизация всех этапов разработки и реализации;
устойчивость и надежность; экологическая чистота [92].
В современном машиностроении широко используются алмазноабразивные инструменты. Алмазно-абразивные инструменты используются
на промежуточных и окончательных операциях изготовления прецизионного
инструмента и деталей из труднообрабатываемых материалов.
Теория и практика производства прецизионного инструмента показала
наличие взаимосвязи параметров рабочей поверхности алмазно-абразивных
кругов с уровнем и стабильностью выходных показателей процесса
шлифования. Сложность изучения рабочей поверхности кругов обусловлена
ее статистической природой. Геометрические параметры режущих элементов
абразивных инструментов регламентируются косвенным образом – через
зерновой состав исходной навески зерен. Это затрудняет исследование
взаимосвязи параметров рабочей поверхности инструмента и его режущих
свойств, требует применения методов математической статистики при
моделировании и описании результатов экспериментальных исследований. К
настоящему времени выработаны только общие принципы системного
подхода к регулированию параметров рабочей поверхности шлифовальных
кругов,
определяющих
эффективность
обработки
отдельных
классов
материалов, например инструментальных материалов [25, 132].
Современные тенденции перехода от 2D к 3D моделированию,
развитие
методов
статистического
моделирования,
аппаратных
возможностей вычислительной техники и программного обеспечения
создают предпосылки для возникновения новых методологий изучения
процессов алмазно-абразивной обработки металлов. Такие методологии
открывают
новые
возможности
в
изыскании
способов
повышения
стабильности, исследования особенностей, установления закономерностей,
оптимизации процесса, что является важными задачами, решение которых
позволит
повысить
эффективность
алмазно-абразивных
процессов
обработки.
Настоящая работа посвящена созданию основ конструирования
рабочей поверхности алмазно-абразивных кругов и изучению методов
регулирования статистических характеристик рабочей поверхности на базе
современной
объектно-статистической
методологии
3D моделирования
алмазно-абразивных инструментов.
Актуальность
сверхтвердых
темы.
материалов
Эффективность
достигается
применения
только
при
кругов
из
соответствии
характеристик их рабочей поверхности заданным режимам обработки.
Одним
из
наиболее
перспективных
направлений
повышения
производительности и экономичности процесса шлифования является
направленное регулирование характеристик рабочей поверхности алмазноабразивных кругов. На современном этапе развития теории и практики
шлифования
разработан
ряд
методов
и
способов
регулирования
характеристик их рабочей поверхности. Отсутствие обобщенной оценки и
единого
модельного
представления
о
формировании
статистических
характеристик рабочей поверхности кругов создает проблему рационального
использования
методов
технологических
регулирования
возможностей
и
ограничивает
процесса
шлифования.
развитие
Главными
причинами, определяющими сложность конструирования шлифовальных
кругов, являются статистическая природа формирования характеристик их
рабочей поверхности и недостаточная точность экспериментальных методов
исследования. Для решения данной проблемы необходимо создание основ
конструирования рабочей поверхности шлифовальных кругов с учетом
статистической природы формирования их характеристик. Это становится
возможным
при
использовании
современной
объектно-статистической
методологии и концепции 3D моделирования.
Связь работы с научными программами, планами, темами.
Выполнение диссертационной работы связано с госбюджетной научной
тематикой
кафедры
"Резание
материалов
и
режущие
инструменты"
Национального технического университета "Харьковский политехнический
институт" по следующим темам: "Розробка концепції способів формування
високоточних
поверхонь
виробів
машинобудівного
та
медичного
призначення з заданими функціональними властивостями на основі
комплексного
застосування
нових
видів
покриттів
та
управління
трансформацією стану ріжучих поверхонь алмазно-абразивних інструментів"
(ГР № 0100U001084, 1999 – 2001 г.); «Розробка системи високої технології
обробки композиційних матеріалів, що включає об‘єктно-орієнтоване
статистичне моделювання алмазно-абразивних інструментів, керування
формуванням обробленої поверхні з врахуванням властивостей анізотропії,
нанесення
ефективних
функціональних
покриттів,
у
тому
числі
біоінженерних, і створення експертної системи якості» (ГР № 0102U000977,
2002 – 2004 г.), в которых соискатель был исполнителем отдельных разделов.
Объект исследования – алмазно-абразивный инструмент и процесс
шлифования.
Предмет исследования – конструирование рабочей поверхности
алмазно-абразивных инструментов на базе 3D статистического объектноориентированного моделирования.
Методы
исследования.
Теоретические,
модельные
и
экспериментальные исследования выполнены на основе фундаментальных
положений
теории
резания
материалов,
проектирования
режущих
инструментов, теории вероятностей и математической статистики. Основы
конструирования рабочей поверхности инструментов разработаны на основе
современной
методологии
статистического
объектно-ориентированного
3D моделирования алмазно-абразивных инструментов.
Научная новизна полученных результатов:
1. Впервые в рамках единой методологии статистического объектноориентированного 3D моделирования изучены особенности трансформации и
методы регулирования распределения вершин зерен на рабочей поверхности
алмазно-абразивных кругов. На этапе изготовления инструмента – задание
требований на зерновой состав навески и/или использование смеси навесок
зерен. На этапе эксплуатации – направленное изменение геометрических
параметров поверхности связки в ходе рабочего процесса.
2. Созданы основы конструирования алмазосодержащего слоя и
рабочей
поверхности
алмазно-абразивных
кругов
на
базе
системы
функциональных зависимостей, связывающих между собой их основные
статистические свойства: статистические характеристики распределения
размеров зерен Ù требования к зерновому составу исходной навески;
параметры композиционного закона распределения вершин зерен Ù
параметры распределения размеров зерен и коэффициент относительной
критической заделки зерен в связке; статистические характеристики
распределения вершин зерен Ù параметры композиционного закона
распределения.
3. Предложена обобщающая схема износа зерен, основанная на
корреляции величины износа зерна с глубиной залегания его вершины от
уровня наиболее выступающих зерен. Изучено влияние параметров износа
зерен на статистические характеристики распределения вершин зерен на
рабочей поверхности алмазно-абразивных кругов. Получены уравнения
регрессии для статистических характеристик распределения вершин зерен с
учетом процессов их выпадения и износа.
4. На базе единого системного подхода определены параметры законов
распределения размеров зерен для всех зернистостей шлифпорошков, микрои субмикропорошков с обеспечением зернового состава по ДСТУ 3292-95.
5. Предложены
и
исследованы
новые
рабочей
токопроводных
связках.
поверхности
алмазно-абразивных
кругов
Разработаны
рабочие
обеспечивающие
процессы,
на
конструкции
эффективность
их
использования путем регулирования рабочей поверхности на этапах
изготовления и в процессе работы.
Практическое значение полученных результатов. Исходя из
результатов модельных и экспериментальных исследований, предложена
конструкция
рабочей
(пат. Украины 37898).
поверхности
Для
алмазно-абразивных
регулирования
в
процессе
кругов
шлифования
статистических характеристик распределения вершин зерен разработаны
способы
электрохимического
формообразования
рабочей
поверхности
кругов на токопроводных связках (пат. Украины 37932, 37898) и устройства
для их реализации (пат. Украины 37908, 37973). Разработанные технические
решения реализованы при шлифовании многогранных сменных пластин
(МНТК "Практика",
г. Харьков)
и
метчиков
(ЗАО "Харьковский
инструментальный завод"). Экономический эффект от внедрений результатов
работы составляет более 30 тыс. грн. Результаты исследований используются
в учебном процессе кафедры "Різання матеріалів та різальні інструменти"
НТУ "ХПИ" в дисциплине "Об’єктно-орієнтоване моделювання робочих
процесів".
Личный вклад соискателя. Все научные положения представленные
на
защиту
разработаны
самостоятельно.
Разработка
алгоритмов,
программного обеспечения, модельные и экспериментальные исследования
выполнены самостоятельно. Постановка задач, теоретические исследования и
анализ результатов выполнены совместно с научным руководителем. Работы
по подготовке патентов Украины выполнены с участием соавторов. В работе
приведены ссылки на авторов и источники при использовании известных
зависимостей,
экспериментальных
данных,
научных
положений,
компьютерных систем моделирования и программного обеспечения.
Апробация результатов диссертации. Основные научные положения
и диссертационная работа докладывались на научных семинарах кафедры
"Резание материалов и режущие инструменты" Национального технического
университета "Харьковский политехнический институт" (1999 – 2003), а
также на международных научно-технических конференциях и семинарах:
"Developing tendencies of production engineering" (Мишкольц, 2002); 2nd
International Conference of "Research and Education" (Мишкольц, 2004);
Высокие технологии в машиностроении (Харьков – Алушта, 2001, 2002);
"Наука і соціальні проблеми суспільства: людина, техніка, технологія,
довкілля" (Харьков: НТУ "ХПИ", 2001); "Інформаційні технології: наука,
техніка, технологія, освіта, здоров’я" (Харьков: НТУ "ХПИ", 2002, 2003).
Диссертационная работа докладывалась в полном объеме на всеукраинской
молодежной научно-технической конференции "Машинобудування України
очима молодих: прогресивні ідеї – наука – виробництво" (Запорожье, 2003) и
международной
научно-практической
конференции
"Інформаційні
технології: наука, техніка, технологія, освіта, здоров’я" (Харьков, 2004).
Публикации. По результатам работы опубликовано 18 научных работ,
из них 9 статей в специализированных изданиях Украины и 5 патентов на
изобретения.
Структура и объем работы. Диссертационная работа состоит из
введения, 5 разделов основной части, заключения, списка использованных
источников
и
приложений.
Полный
объем
диссертации
составляет
259 страниц, из них 3 рисунка по тексту, 58 рисунков на 47 страницах,
1 таблица по тексту, 17 таблиц на 10 страницах, 5 приложений на
38 страницах,
15 страницах.
157
использованных
литературных
источников
на
РАЗДЕЛ 1
МЕТОДОЛОГИЧЕСКИЕ ПОДХОДЫ К ИЗУЧЕНИЮ И
СОВЕРШЕНСТВОВАНИЮ РАБОЧИХ ПРОЦЕССОВ АЛМАЗНОГО
ШЛИФОВАНИЯ ИНСТРУМЕНТАЛЬНЫХ МАТЕРИАЛОВ
В настоящем разделе рассмотрены направления совершенствования
эффективности процесса шлифования, произведена классификация и оценка
методов
направленного
формообразования
рабочей
поверхности
шлифовальных кругов для регулирования ее статистических характеристик.
Проведен
анализ
результатов
экспериментального
и
модельного
исследований алмазно-абразивных кругов. Сформулированы цель и задачи
исследования.
1.1. Анализ подходов к совершенствованию рабочих процессов
алмазного шлифования труднообрабатываемых материалов
Многочисленные исследования процесса шлифования [15, 25, 132] и др.
показали,
что
алмазно-абразивная
обработка
имеет
большой
резерв
повышения производительности и экономичности. Одним из перспективных
путей, позволяющих повысить эффективность процесса шлифования,
является регулирование параметров, характеризующих состояние рабочей
поверхности круга [25].
Совершенствование алмазно-абразивного круга связано с улучшением
его
составляющих
и
функциональных
элементов:
зерна,
связки
и
конструктивного исполнения рабочей поверхности [37].
Уникальные свойства и геометрические параметры алмаза делают его
наиболее подходящим абразивным материалом для эффективного резания
при шлифовании [37, 71, 88, 101, 149]. Работоспособность алмазных зерен
повышается путем нанесения специальных покрытий [37], агрегатированием
[37, 67] и овализацией [71] зерен.
Свойства связки алмазно-абразивных кругов во многом определяют их
эксплуатационные
свойства
[3].
Требования
к
свойствам
связок
противоречивы. С одной стороны, для обеспечения стабильного процесса
шлифования они должны иметь высокую износостойкость и прочность
удержания алмазных зерен при финишных процессах обработки. С другой,
обеспечивать высокий уровень режущей способности кругов на черновых
операциях, работая в режиме самозатачивания. Во всех случаях для
достижения
высокого
антифрикционными
качества
обработки
свойствами,
они
высокой
должны
обладать
теплопроводностью,
демпфирующей и полирующей способностями. Органические [71] и
керамические [39] связки обеспечивают возможность эксплуатации алмазных
кругов в режиме самозатачивания при высоком и стабильном уровне их
режущей способности. Однако, износостойкость и прочность удержания
алмазных зерен у них низкая. Высокой прочностью и износостойкостью
обладают круги на металлических связках [13, 71, 88]. Но они склонны к
потере режущей способности в результате засаливания и сглаживания
режущего рельефа [101]. Данное отрицательное обстоятельство устраняется
использованием методов формообразования рабочей поверхности в процессе
шлифования [25, 72, 81].
Перспективными
обладающие
являются
повышенной
адгезионно-активные
прочностью
удержания
связки
алмазных
[14],
зерен.
Повышение эффективности процесса также достигается использованием в
качестве наполнителя в связке круга специальных твердых смазок для
снижения коэффициента трения [43, 67].
Для повышения производительности и уменьшения удельного расхода
алмазов перспективным является изготовление кругов с ориентированными
зернами
[1,
5,
34].
Такой
метод
изготовления
дает
возможность
дифференцировать круги в зависимости от требуемого уровня выходных
показателей процесса обработки [37].
Применение
шлифовальных
кругов
с
прерывистой
рабочей
поверхностью
[137]
позволяет
значительно
снизить
температуру
шлифования, удельный расход алмазов, а также повысить уровень
виброустойчивости круга и производительности процесса обработки [25, 27,
36, 140, 154].
Значительным
шлифования
резервом
является
повышения
улучшение
эффективности
эксплуатационных
процесса
характеристик
оборудования, таких как жесткость и демпфирующая способность [53].
Выбор схемы и метода шлифования [62, 146, 150] также определяет его
эффективность. Известны следующие схемы - высокоскоростное [133],
силовое [156], низкотемпературное прецизионное [58], глубинное [36],
профильное шлифование [30, 36] и др. Однако не всегда выбор схемы
позволяет обеспечить высокую эффективность процесса. Это связано с
изменением состояния рельефа рабочей поверхности круга и условий
обработки.
Использование
систем
автоматического
регулирования
процесса
шлифования [66, 84] позволяет учитывать изменяющиеся условия обработки,
что повышает уровень и стабильность качества обработанных изделий.
Однако, такие системы не исключают периодическое формообразование
рабочей поверхности круга с целью восстановления его формы и режущей
способности. В таких системах чаще всего в качестве регулируемой
величины принимается сила [84] или мощность [66] резания, уровень
вибраций элементов станка [42].
Дополнительная энергия (электрических разрядов, ультразвука или
колебаний), введенная в зону резания [88, 91], в ряде случаев повышает
эффективность процесса шлифования за счет положительного влияния не
только
на
интенсивность
съема
обрабатываемого
материала,
но
и
поддержания заданного уровня развитости рабочей поверхности круга.
Повысить
работоспособность
алмазных
кругов
на
прочных
металлических связках и расширить технологические возможности и области
их
эффективного
формообразования
применения
рабочей
позволяют
поверхности
различные
кругов,
методы
осуществляемые
непрерывно в процессе шлифования, но автономно вне зоны резания [25, 72,
81,
103,
134,
154,
формообразования
157].
Эффективность
обеспечивается
использования
возможностью
методов
регулировать
и
стабилизировать на заданном уровне режущую способность рабочей
поверхности круга в соответствии с условиями шлифования.
Важнейшей
характеристикой
процесса
шлифования
является
стабильность, т. е. постоянство выходных показателей обработки изделий в
период всего времени работы, что в первую очередь зависит от сохранения
кругом требуемого уровня режущего рельефа, а также поперечного и
продольного профиля рабочей поверхности круга [15, 26]. Недопустимое для
финишных операций изменение поперечного профиля происходит из-за
неравномерного износа
круга. Такая неравномерность износа
круга
обусловлена формой его поперечного профиля и особенностями схемы
шлифования [26]. Наибольшие изменения претерпевает поперечный профиль
при врезном шлифовании [30, 36]. Самопроизвольное возникновение волн на
рабочей поверхности круга приводит к повышению вибраций системы
СПИД, интенсификации износа круга [41, 140] и ухудшению качества
обработки изделий. Особенно четко эти недостатки проявляются при
формообразовании
режущих
кромок
инструмента
[36].
Повысить
стабильность поперечного и продольного профиля круга и, соответственно,
процесса шлифования можно использованием методов формообразования
рабочей поверхности круга с заданными характеристиками [25, 131].
Как уже отмечалось, высокая и стабильная режущая способность
алмазных
кругов
может
обеспечиваться
регулированием
рабочей
поверхности круга путем дозированного воздействия на его связку в
процессе шлифования [17, 25, 71, 101, 131]. Это создает предпосылки для
работы
круга
в
режиме
схожем,
но
не
эквивалентном
режиму
самозатачивания, поскольку высокая прочность удержания зерен дает
возможность
поддерживать
большую
высоту
выступания
зерен
и
практически устранять непосредственный контакт связки с обрабатываемым
материалом, что позволяет снизить силы резания и температуру шлифования.
В настоящее время большинство исследователей признают значимость
взаимосвязи состояния рабочей поверхности кругов с эффективностью
процесса шлифования и предлагают пути регулирования режущего рельефа,
как на этапе изготовления [36], так и на этапе эксплуатации [3, 6, 13, 25, 62,
71, 88, 94, 101, 122, 140, 147]. Однако единой, общепризнанной методологии,
объединяющей этапы изготовления и эксплуатации алмазно-абразивных
кругов, не выработано. Алмазно-абразивный круг как исследуемый объект
обладает статистической природой, и поэтому его параметры определяются
соответствующими законами распределения [3, 6, 28, 62]. Следовательно, для
дальнейшего совершенствования алмазно-абразивной обработки необходимо
выявить
закономерности
регулирования
статистических
параметров,
характеризующих состояние рабочей поверхности и их взаимосвязи с
выходными показателями процесса, на основе которых представляется
возможным
осуществлять
формообразования
рабочей
рациональный
поверхности
выбор
кругов,
параметров
обеспечивающих
максимальную эффективность процесса шлифования.
Проведенный анализ известных работ указывает на необходимость
создания основ конструирования рабочей поверхности алмазно-абразивных
инструментов на металлических связках для формирования рациональных
статистических характеристик и выработки комплексной методологии
исследований методов и способов их регулирования на этапах изготовления
и эксплуатации.
1.2. Методы регулирования статистических характеристик параметров
рабочей поверхности алмазно-абразивных кругов
В
многочисленных
работах
задачу
регулирования
параметров,
характеризующих состояние рабочей поверхности круга (конструирование
рабочей
поверхности
алмазно-абразивных
инструментов),
выполняли
раздельно – или на этапе изготовления или во время процесса обработки. На
этапе
изготовления
инструмента
применяли
следующие
методы:
использование шлифпорошков с заданными геометрическими и физическими
характеристиками [143]; упорядочение расположения (ориентацией и
расстановкой по заданной программе) зерен в абразивном слое [5, 34, 74];
выполнение рабочей поверхности прерывистой или многослойной с
различной
зернистостью,
концентрацией
алмазов;
создание
широкой
номенклатуры связки для конкретных условий шлифования [36]. На этапе
эксплуатации:
использование
способов
размерного
формообразования
рабочей поверхности алмазно-абразивных кругов на наиболее прочных
связках, т. е. более универсальным путем [3, 6, 13, 25, 36, 62, 71, 88, 94, 101,
122, 140, 147].
1.2.1. Параметры рабочей поверхности алмазно-абразивных кругов
Рабочая поверхность алмазно-абразивного круга описывается на макро,
микро и субмикро уровнях тремя типами характеристик: геометрическими
(поперечный
и
продольный
профиль
рельефа);
совокупностью
поверхностных параметров, определяющих степень развитости режущего
рельефа [32, 88]; а также группой параметров, определяющих структурные
изменения связки круга [142] и субмикрорельеф зерен [71, 101].
Рабочую поверхность круга, как правило, рассматривают в сечениях
(поперечный и продольный профиль) ориентированных относительно
скорости вращения круга [3, 25]. В качестве базы принимается наружная
поверхность круга или поверхность связки [3]. Наружная поверхность для
кругов, работающих торцом, – это плоскость, перпендикулярная оси
вращения, и касательная к наиболее выступающим зернам; периферия –
цилиндрическая
поверхность,
диаметр
которой
соответствует
максимальному диаметру круга. Поверхность связки – поверхность
геометрически
правильной
формы,
заменяющая
с
наибольшим
приближением реальную поверхность связки [3, 25].
Поперечный профиль, имеющий заборную и калибрующую части,
описывается
математической
зависимостью
расстояний
от
наиболее
выступающих зерен до наружной поверхности по ширине круга [101].
Продольный профиль характеризуется шагом Lволн и высотой Hволн
волнистости, измеряемыми по наиболее выступающим зернам [25].
Основным
параметром
поперечного
и
продольного
профиля,
характеризующим уровень режущей способности кругов, как правило,
является высота выступания вершин зерен относительно уровня связки yВС
[73, 86, 101, 103] или глубина залегания вершин зерен относительно
наружной поверхности круга yВВ [25, 87, 95, 105, 129]. В качестве
дополнительных параметров применяют количество зерен на единицу длины
профиля nL [6] или на единицу площади рабочей поверхности nS [95],
коэффициент относительной критической глубины их заделки в связке
круга εкр [3], а также параметры, определяющие высоту hИ, площадки SИ или
объем VИ износа вершин зерен [67, 95]. Параметр εкр характеризует
устойчивость зерна в связке круга, т. е. способность его сохранять
динамическое равновесие в процессе работы. Данный параметр определяется
прочностью удержания зерен в связке и условиями шлифования [96].
Учитывая то обстоятельство, что высоту выступания вершин зерен hВС и
количество зерен nS на рабочей поверхности круга можно рассчитать
через εкр [3], то параметр εкр можно рассматривать как основную
характеристику режущего рельефа круга:
nS = n0 (1 − ε кр ) ; hВС_ max = d max (1 − ε кр ) ,
где n0 – номинальное количество зерен;
hВС_max – максимальная высота выступания вершин зерен;
dmax - максимальный размер зерен.
При изучении влияния методов формообразования рабочей поверхности
круга на его характеристики высота выступания вершин зерен относительно
уровня связки yВС и глубина залегания вершин зерен относительно уровня
наиболее выступающих yВВ не являются взаимно заменяемыми. Модельные
эксперименты по оценке влияния неравномерности поверхности связки на
распределение вершин зерен показали, что плотность распределения высоты
выступания вершин зерен относительно уровня связки yВС не зависит от
неравномерности
ее
поверхности.
Это
объясняется
однородностью
абразивного пространства и выбором в качестве базы отсчета поверхность
связки, в то время как распределение глубины залегания вершин зерен по
глубине рабочей поверхности в полной мере зависит от формы поверхности
связки. Поэтому при оценке влияния параметров поперечного и продольного
профилей рабочей поверхности круга на его характеристики в качестве
исследуемого признака рекомендуется глубина залегания вершин зерен от
уровня наиболее выступающих yВВ [25].
1.2.2. Анализ
возможностей
регулирования
параметров
рабочей
поверхности кругов при конструировании и изготовлении
Регулирование
параметров,
характеризующих
состояние
рабочей
поверхности круга, связано с заданием геометрических и физических свойств
его составляющих элементов: зерен шлифпорошка, наполнителя и связки
[25].
Технологические особенности синтеза и дробления зерен алмазных
порошков не позволяют получать их правильной формы и заданными
размерами
[70].
Поэтому
дополнительно
производится
размерная
классификация порошков производится методами рассева или проекций.
Зерновой состав (размерная однородность) шлифпорошков определяется
массовым содержанием зерен по фракциям (предельная, крупная, основная,
дополнительная и мелкая). При этом зернистость алмазных шлифпорошков
определяют по основной фракции, преобладающей по массе (70 - 90 %), и
обозначают
дробью,
числитель
которой
соответствует
размеру
в
микрометрах стороны ячейки верхнего сита, знаменатель – размеру стороны
ячейки нижнего сита [20]. Впервые гипотеза о регулировании рабочей
поверхностью круга посредством повышения размерной однородности
алмазных зерен (заданием требований по содержанию основной фракции)
была предложена в работах Зайцева А.Г. [33]. Исследования по оценке
влияния повышения размерной однородности алмазных зерен (с 60 до 80 %
содержания
основной
фракции)
показали
заметное
повышение
производительности обработки (на 3 – 9 %) и снижение удельного расхода
алмазов (на 3-29 %) [143].
Весьма
перспективными
являются
круги
с
упорядоченным
расположением зерен (с ориентацией и расстановкой по заданной программе)
в абразивном слое [5, 37]. Такие круги позволяют увеличить число режущих
зерен от 10 – 17 до 45 – 60 % [5].
Ориентация алмазно-абразивных зерен, предварительно покрытых
металлом, в абразивной массе осуществляется благодаря их способности
ориентироваться в магнитном поле вдоль магнитных силовых линий [5, 34,
74]. В этом направлении выполнены экспериментальные работы [1] по
определению оптимальных степени металлизации ориентированных зерен и
характеристик кругов на их основе для достижения наиболее полной
реализации режущего потенциала алмазно-абразивных зерен.
Предлагаются различные способы ориентации зерен: с помощью
наложения одного [116], двух [115] постоянных магнитных полей; одного
постоянного и второго переменного затухающего магнитного поля,
направленного перпендикулярно первому [114]. Для обеспечения лучшей
ориентации
зерна
предварительно
намагничивают
[116],
добавляют
специальные добавки с магнитными свойствами в металлическое покрытие
зерен [111] или в состав шихты связки [110, 112]. Для создания условий
лучшей подвижности зерен под действием магнитного поля вводят
временный
компонент
в
связку
круга
(воск
или
парафин)
[109].
Дополнительно для обеспечения сохранения заданной ориентации зерен
перед спеканием круга задают необходимое направление подачи шихты при
экструдировании в камеру [107, 108].
Экспериментальные исследования [1, 5, 34, 108] показали, что круги с
ориентированными зернами позволяют существенно снизить удельный
расход
алмазных
зерен
(20-30 %)
при
незначительном
увеличении
производительности обработки по сравнению с кругами, имеющими
произвольное расположение зерен.
Известны шлифовальные круги для прерывистого шлифования, рабочая
поверхность которых выполнена в виде выступов и впадин заданной
протяженности [2, 45, 137], а также сегментные шлифовальные круги, в
которых к корпусу крепятся абразивные сегменты, образующие выступы
[82]. Достоинства прерывистого шлифования заключаются в том, что
улучшаются
условия
контакта
и
трения,
снижается
интенсивность
тепловыделения, увеличивается число рабочих зерен, обеспечивается
вентиляционный эффект [37]. Поэтому применение таких кругов позволяет
значительно снизить температуру шлифования, удельный расход алмазов и
повысить производительность процесса обработки [25, 36, 140]. Недостатком
таких кругов является неполное использование возможностей прерывистого
шлифования, так как канавки выполнены на всю глубину алмазоносного
слоя, и большая глубина канавок снижает механическую прочность
выступов, ограничивая возможность увеличения количества выступов на
рабочей поверхности круга.
С
помощью
применения
многослойных
кругов
с
различной
зернистостью и концентрацией алмазов можно обеспечивать равномерность
интенсивности износа алмазоносного слоя круга. Однако, для реализации
такого подхода при регулировании характеристик рабочей поверхности круга
необходимо производство элементов с целой гаммой концентраций
алмазного порошка, что усложняет технологию изготовления круга и
увеличивает его стоимость [37].
1.2.3. Анализ
возможностей
регулирования
параметров
рабочей
формообразования
рабочей
поверхности кругов в процессе шлифования
Использование
методов
размерного
поверхности алмазно-абразивных кругов в процессе шлифования предлагает
наибольшие перспективы в повышении эффективности процесса [3, 6, 13, 25,
36, 62, 71, 88, 94, 101, 122, 140]. Целью таких методов является получение
рельефа рабочей поверхности заданной формы и размеров с достаточной
степенью
развитости
режущего
рельефа,
обеспечивающих
высокую
эффективность процесса обработки.
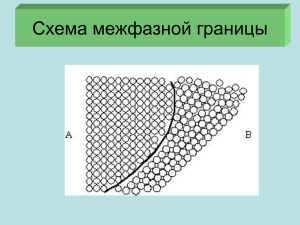
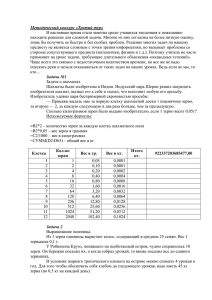
В настоящее время используются способы формирования рабочей
поверхности круга, основанные на самых различных механических,
физических, химических, электрохимических методах, а чаще на их
комбинациях (рис. 1.1). Применение каждого из этих способов позволяет
решать определенные технологические задачи. Однако, универсального
способа формообразования круга для различных условий шлифования не
существует [98].
Механические методы формообразования алмазно-абразивных кругов
(правка
шарошками,
алмазными
карандашами
и
т. д.)
являются
малоэффективными для решения задач регулирования статистических
характеристик рабочей поверхности. При использовании износостойких
алмазных кругов на металлических связках они технически неприменимы.
Известны
классификации
методов
и
способов
размерного
формообразования рабочей поверхности алмазно-абразивных кругов [25, 84,
139], с помощью которых можно произвести обоснованную оценку
возможностей данных методов и способов. Целесообразность использования
того или иного способа для регулирования рельефа круга в процессе
шлифования в полной мере можно определить при сравнительном анализе по
таким признакам [12, 25]:
A
V
+
-
Р
a) cвязанным абразивом
б) электроэрозионное
A
A
V
V
+
-
δ
в) анодно-механическое
г) электрохимическое
A
A
V
+
+
-
V
δ
+
-
д) комбинированное
Рис. 1.1. Методы формообразования рабочей поверхности
алмазно-абразивных кругов на металлических связках
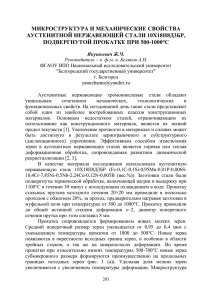
Автономная
Зона
шлифования
Совмещенная
Зона
формообразования
Комбинированная
Зона
шлифования
Зона
формообразования
Рис. 1.2. Схемы расположения зон шлифования и формообразования
– характер формообразования круга; среда обработки (технологические
и экологические аспекты);
– низкая энергоемкость и высокая интенсивность процесса; отсутствие
износа формообразующего инструмента;
– регулирование характеристик круга на макро, микро и субмикро
уровнях
(поперечный
и
продольный
профиль,
режущий
рельеф,
субмикрорельеф алмазных зерен);
– возможность раздельного воздействия на связку и зерна;
– доступность реализации в процессе обработки с автономной и
комбинированной
схемам
расположения
зоны
формообразования
относительно зоны шлифования (рис. 1.2).
Последние четыре признака являются определяющими при выполнении
оценки
методов
применительно
к
задачам
регулирования
рабочей
поверхности круга в процессе шлифования [101].
Оценка возможностей реализации методов формообразования алмазноабразивных кругов на металлических связках представлена в табл. 1.1.
Рассмотрим известные методы формообразования рабочей поверхности
алмазно-абразивного круга на металлической связке.
Пластическое деформирование [30, 135] используют дополнительно для
формообразования профильных кругов. Данный метод представляет собой
процесс дробления зерен и деформации связки при относительно медленном
вращении (1 – 1.5 м/с) металлического накатного ролика и круга [3].
Особенность метода – формообразование обеспечивается не путем удаления
припуска,
а
его
перераспределением,
что
обеспечивает
низкую
энергоемкость процесса по сравнению с другими методами.
Метод
точения.
В
качестве
инструмента
используют
алмазно-
металлический карандаш [3], алмазный брусок [41, 88, 135, 142],
молибденовый стержень [145], алмазный индентор [99]. Процесс реализуется
путем
радиального
врезания
формообразующего
инструмента,
Воздух
Вода техническая
Низкая энергоемкость процесса формообразования
Возможность реализации
комбинированной (совмещения
кинематической и копирования)
схемы формообразования
Низкая скорость рабочих
движений инструмента
Отсутствие износа инструмента
Высокая интенсивность
формообразования
Поперечного профиля
Продольного профиля
Режущего рельефа
Субмикрорельефа
алмазных зерен
Возможность раздельного
воздействия на материал связки и
алмазные зерна
Реализация формообразования в
процессе шлифования
Автономное расположение зоны
формообразования относительно зоны шлифования
Метод
формообразования
Пластическое
деформирование
+
+ + +
+
+
+
+
-
Точение
+
+
+ + +
+
+
+
+
+
+
Шлифование
+
+
+ + +
+
+
+
+
+
+
Обкатка
+
+
+ + +
+
+
+
+
+
+
Электрохимический
+
+
+
+
+
+
+
+
+
+
+
Электроэрозионный
+
+ + +
+
+
+
+
+
+
+
Анодно-механический
+
+ + +
+
+
+
+
+
+
+
Лазерный
+
+
+
+
+
+
+
+
+
+
+
+
+
-
Диэлектрические жидкости
Электролиты
Удаление припуска при
формообразовании круга
Таблица 1.1.
Анализ методов формообразования поверхности связки алмазно-абразивных кругов
Среда обработки
-
Регулирование
тангенциального перемещения, вращением инструмента, путем прижимания
с постоянным усилием к кругу, с наложением колебаний, подачей
абразивных частиц [106, 117] в зазор между инструментом и кругом.
Метод шлифования. Формообразование производится вне процесса
обработки абразивным кругом [98, 151], алмазным роликом [40], с подачей
абразивных частиц [44], инструментом из замороженной водно-абразивной
суспензии [119] с принудительным попутным или встречным вращением
инструмента.
Метод
обкатки.
Формообразование
представляет
собой
процесс
дробления алмазных зерен на рабочей поверхности круга инструментом,
получающим вращение вследствие сил трения от контакта с кругом [3].
Обкатка производится кругами из карбида кремния, стальными дисками,
звездочками и шарошками, роликами из различных материалов [3, 145, 153],
с подачей абразивных зерен [80].
Для решения задачи регулирования рабочей поверхности круга в
процессе шлифования выше перечисленные методы не применимы по
многим сравниваемым технологическим признакам (табл. 1.1), особенно по
причине невозможности обеспечить регулирование продольного профиля
круга и раздельного воздействия на материал связки и алмазных зерен.
Электрохимический
метод
[26,
30,
69,
71,
101,
131,
148].
Формообразование осуществляется в процессе обработки путем подачи тока
через
электролит,
который
поступает
в
зазор
между
электродом-
инструментом и кругом. Процесс заключается в электрохимическом
растворении материала связки и введении в работу новых алмазных зерен.
Такой метод формообразования обеспечивает возможность избирательности
воздействия на связку и алмазные зерна. Недостатки метода - высокая
энергоемкость процесса, недоступность регулирования субмикрорельефа
зерен и использование электролита (в качестве среды обработки). Хотя
последний
недостаток
можно
снизить
путем
использования
слабых
электролитов [26].
Электроэрозионный метод [83, 135]. Метод реализуется, так же как и
электрохимический метод. В качестве среды обработки используется вода
техническая, электролит или диэлектрические жидкости. Растворение
(эрозия)
материала
связки
производится
под
действием
теплового
воздействия электродуговых разрядов. Эффективность формообразования
повышают путем использования охватывающего электрода [120] или
созданием условий для скольжения электрода-инструмента по вершинам
алмазных зерен круга [121]. Преимущество по сравнению с другими
методами – возможность формирования затылков на алмазных зернах.
Недостатки метода – износ электрода-инструмента, высокая энергоемкость
процесса и недоступность регулирования субмикрорельефа зерен.
Анодно-механический метод. Формообразование осуществляется в
процессе шлифования системой гибких электродов и подачей постоянного
тока [31]. Такой метод имеет более высокую точность регулирования
рельефа круга и субмикрорельефа зерен, однако требует применения более
сложного оборудования. Недостатки метода – износ электрод-инструмента,
высокая
энергоемкость
процесса
и
невозможность
регулирования
продольного профиля круга. Снижение износа электрод-инструмента
обеспечивается расположением микроэлектродов под углом к оси вращения
[118].
Лазерный метод [21, 29]. Перспективный метод, применение которого
сдерживается сложностью и высокой стоимостью оборудования.
Проведенный анализ позволяет сделать вывод, что для решения задач
регулирования характеристик рабочей поверхности алмазно-абразивных
кругов
на
металлических
связках
в
процессе
шлифования
труднообрабатываемых материалов в настоящее время целесообразно
использовать электрохимический метод формообразования.
Одним из направлений повышения эффективности рабочих процессов
алмазного шлифования является совмещение и комбинирование известных
методов и способов обработки [92]. Анализ существующих работ показал,
что задачу регулирования параметров, характеризующих состояние рабочей
поверхности алмазно-абразивного инструмента, выполняли раздельно – или
на этапе изготовления или во время процесса обработки. Поэтому
комплексное
регулирование
характеристик
рабочей
поверхности
инструментов обеспечивающей рациональное совмещение методов и
способов регулирования, реализуемых как на этапе изготовления, так и в
процессе эксплуатации, можно рассматривать перспективным направлением
для расширения технологических возможностей алмазного шлифования
труднообрабатываемых материалов.
1.3. Объектно-ориентированная
методология
статистического
3D моделирования и возможности комплексного исследования алмазноабразивных кругов
Экспериментальные и модельные исследования элементов рабочей
поверхности алмазно-абразивных кругов являются основой для развития
теории процесса шлифования [3, 6, 13, 25, 36, 62, 71, 88, 94, 101, 122, 140].
В работе [88] приведена классификация известных и перспективных
методов экспериментального исследования рабочей поверхности алмазноабразивных
кругов.
Наиболее
часто
используется
метод
профилографирования. Однако этот метод имеет существенный недостаток искажающее влияние геометрии и размеров ощупывающей иглы на вид
профилограммы [88]. Методика лазерного сканирования лишена этого
недостатка, но обладает другим – не различает поверхности связки и зерен.
Высокая
точность
лазерного
сканирования
делает
такой
метод
профилографирования наиболее подходящим для изучения статистических
характеристик высотных параметров поверхности.
Высокой информативностью обладает метод топографирования [88,
136].
Получение
топограмм
выполняется
различными
способами:
многократное профилографирование [32]; последовательное снятие шлифов
[139]; нанесение многослойных покрытий отличающихся по цвету или
фактуре и снятие шлифа по уровню наиболее выступающих зерен [113];
стереофотографирование [104]. Однако метод топографирования не получил
достаточного распространения из-за его сложности и большой трудоемкости.
Экспериментальные исследования рабочей поверхности выполняются
как на существующих [88], так и на специально разработанных приборах
[65]. В качестве исследуемых характеристик, как правило, принимается
комплекс высотных и шаговых параметров [26, 86]. Высотные - высота
вершин зерен относительно уровня связки [73, 86, 103] или наиболее
выступающих зерен [52, 87, 95, 105, 129]. Шаговые - расстояние между
зернами на рабочей поверхности [47, 86, 102, 130] или между ближайшими
по высоте вершинами зерен [125].
В
работе
[6]
представлен
сравнительный
обзор
результатов
отечественных и зарубежных исследований рабочей поверхности алмазноабразивных
кругов.
Сложность
исследования
рабочей
поверхности
абразивного круга связана со статистической природой изучаемого объекта
[6, 25]. При описании результатов экспериментальных исследований
исследователями используются методы математической статистики [152,
155] и др. Однако разнообразие используемых методов и условий
исследований привело к появлению различных законов распределения
вершин зерен на рабочей поверхности круга: нормальный [95, 105],
нормальный со смещенной теоретической кривой [16]; Пуассона [57];
линейный [125]; Бета - распределение [134]; Релея [52]; равномерный [97];
параболический [6]; показательный [93].
Высокая степень неопределенности при экспериментальном выявлении
закона
распределения
вершин
зерен
приводит
к
необходимости
использования методов статистического моделирования (Монте-Карло) [4].
Моделирование алмазно-абразивного круга предоставляет возможность
получить на основе изучения его модели аналитические зависимости,
связывающие исходные параметры и статистические характеристики рабочей
поверхности круга [3, 6, 62, 63, 90, 102, 129].
Модель рабочей поверхности алмазно-абразивного круга строится на
основе следующих элементов [6, 25]: форма зерен и закон распределения их
размеров, закон распределения центров зерен в абразивном пространстве,
пространство абразивного слоя и поверхность связки, определенным образом
расположенная в абразивном пространстве.
Рассмотрим
существующие
предпосылки
для
выбора
наиболее
реалистичной формы зерен. Анализ формы плоского сечения фактических
алмазных зерен [56] показал, что сечением, наиболее близким к реальной
форме зерна, является эллипс. Многие исследователи в своих теоретических
расчетах и при 2D моделировании [3, 6, 10, 62, 72, 135] в зависимости от
решаемой
задачи
использовали
упрощенный
эквивалент
трехосного
эллипсоида (шар или двухосный эллипсоид). В работе [25] выдвинуто
предположение, что использование модели в виде трехосного эллипсоида
еще более точно будет соответствовать фактической форме зерен. Некоторые
авторы [17, 64] рассматривают трехосный эллипсоид как наиболее
подходящий для описания формы зерен, но в расчетах не используют.
При статистическом моделировании абразивных зерен важным является
выбор закона распределения их размеров [25]. Статистический анализ
размеров зерен, полученных экспериментальным путем, выявил нормальный
или
логарифмически-нормальный
законы
их
распределения
[3,
46].
Проведенные модельные исследования [25] выявили несущественное
отличие в плотностях этих распределений применительно к шлифпорошкам
узкого диапазона зернистостей.
Из
всего
многообразия
логарифмически-нормальный
законов
законы
распределения
являются
нормальный
наиболее
и
теоретически
обоснованными, исходя из вероятностной схемы формирования размеров
зерен. Наиболее часто используется в технических приложениях нормальный
закон (Гаусса) [127]. Этот тип распределения образовывается по схеме
суммы большого числа взаимно независимых слагаемых, т. е. при условии
отсутствия
доминирующего
воздействующего
фактора
на
изменение
исследуемой величины. Нормальный закон распределения применим для
размеров зерен только в усеченном виде (для положительных значений).
Схема формирования значений по логарифмически-нормальному типу
распределения теоретически обоснована для размеров и веса частиц,
образующихся при дроблении [51]. Для этого случая диапазон значений
исследуемых признаков имеет только положительные значения, и в отличие
от нормального закона, совпадает с областью задания закона распределения.
Рассмотрим
основные
модели
рабочей
поверхности
алмазно-
абразивного круга, оказавшие наибольшее влияние на развитие теории
шлифования материалов: Е.Н. Маслова, А.Н. Резникова и А.К. Байкалова.
Е.Н. Маслов [61, 62] представлял алмазно-абразивные зерна в форме
шара постоянного размера. Размер шара определялся размером ячейки
верхнего
контрольного
сита
в
свету
основной
зерновой
фракции
шлифпорошка. Число зерен в единице объема абразивного слоя круга
рассчитывается из соотношений общего объема и объема зерен с учетом
концентрации
алмазов.
Центры
зерен
расположены
в
вершинах
пространственной прямоугольной кубической решетки (условно равномерно
распределены). Автор благодаря принятым упрощениям модели разработал
теоретические основы кинематики, динамики и теплофизики процесса
шлифования.
А.Н. Резников [3, 95] описывал зерна эллипсоидом вращения с
постоянным значением отношения его размеров. Статистический закон
распределения наибольшего размера зерен - нормальный. Параметры
нормального
закона
распределения
размеров
зерен
получены
экспериментально. Средний размер Ed зерен шлифпорошков определяют
равным среднегеометрическому наибольших и наименьших размеров зерен
основной фракции. Среднеквадратическое отклонение sd для широкого
диапазона зернистостей sd ≈ 0.2⋅Ed, для узкого диапазона зернистостей
sd ≈ 0.11⋅Ed. Число зерен определяется аналогично с Е.Н. Масловым.
Ориентация больших осей зерен равновероятно относительно координатных
осей. Введен параметр - коэффициент относительной критической заделки
зерен в связке εкр, позволяющий учитывать выпадение зерен в процессе
эксплуатации
круга,
свойства
шлифования.
Использование
связки
удерживать
коэффициента
εкр
зерна
и
формирует
условия
условно-
динамическую модель рабочей поверхности круга, т. к. учитывает результат
участия зерен в резании обрабатываемого материала. Закон распределения
вершин зерен относительно уровня наиболее выступающих принимается
соответствующим закону распределения размеров зерен с параметрами,
зависящими от максимальной высоты выступания зерен из связки:
EВ ≅ (0.45 ... 0.30) ∆max ; sВ ≅ ∆max / 6. Максимальная высота выступания зерен
из связки рассчитывается следующим образом: ∆max ≅ (Ed + 3⋅sd)·(1 - εкр).
Важный вклад А.Н. Резникова в теорию шлифования заключается в
развитии представлений о механизме формирования рабочей поверхности
алмазно-абразивных кругов на основе использования вероятностного
подхода.
А.К. Байкалов [6, 7] рассматривал зерна в форме шара постоянных
размеров. Размер зерен определяется по методике ИСМ им. В.Н. Бакуля НАН
Украины [122] для расчета частиц неправильной формы. В методологию
моделирования рабочей поверхности алмазно-абразивных кругов введены и
сформулированы основные объектно-ориентированные научные положения:
понятие абразивного пространства и условия его подобия с реальным
объектом; размещение центров зерен по закону равной вероятности в
абразивном пространстве; формирование рабочей поверхности путем
разделения абразивного пространства поверхностью связки. В результате
получен закон распределения вершин зерен на рабочей поверхности,
учитывающий только закон распределения центров зерен в абразивном
пространстве.
Дальнейшее
развитие
модельных
представлений
связано
с
использованием статистического объектно-ориентированного моделирования
[18, 19]. Рассматривалась модель зерна – трехосный эллипсоид с диаметрами,
которые формируются по осям X, Y, Z по заданным взаимно независимым
статистическим
законам.
Закон
распределения
диаметров
зерен
–
нормальный или логарифмически-нормальный. Разработанная объектностатистическая
модель
рабочей
поверхности
алмазно-абразивного
инструмента построена на базе объединения научных положений и
методологических
подходов,
предложенных
А.Н. Резниковым
и
А.К. Байкаловым. Объединение подходов позволило определить закон
распределения вершин зерен на рабочей поверхности инструмента с
одновременным учетом композиции законов распределения размеров зерен
(А.Н. Резников) и распределения центров зерен в абразивном слое
(А.К. Байкалов). Предложена статистическая параметризация применительно
к
предметной
области
алмазно-абразивной
обработки,
позволяющей
выводить общие (для всех зернистостей) закономерности формирования
рабочей поверхности круга в процессе шлифования. Разработана концепция
3D моделирования алмазно-абразивных инструментов на базе объектностатистической методологии - статистическое моделирование с реализацией
в
объектно-ориентированной
среде
программирования.
В
основу
разработанной системы моделирования положены научные разработки
кафедры "Резание материалов и режущие инструменты" НТУ "Харьковский
политехнический институт" и ИСМ им. В.Н. Бакуля НАН Украины.
Анализ рассмотренных материалов позволяет сделать следующие
выводы:
- на сегодняшний день имеются методологические предпосылки и
достаточный
объем
экспериментальных
данных
для
реалистичного
модельного исследования рабочей поверхности алмазно-абразивных кругов;
- при решении задач статистического 3D моделирования наиболее
реалистичными являются форма зерен в виде трехосного эллипсоида с
распределением
размеров
по
нормальному
или
логарифмически-
нормальному закону;
- при
экспериментальных
исследованиях
рабочей
поверхности
шлифовальных кругов лазерное сканирование позволяет наиболее точно
определять статистические характеристики;
- современная объектно-статистическая методология моделирования
алмазно-абразивных инструментов открывает возможности исследовать
статистические механизмы регулирования их характеристик для создания
основ конструирования рабочей поверхности инструментов.
1.4. Цель и задачи исследования
Исходя из изложенного в анализе, определена цель данной работы создание основ конструирования рабочей поверхности алмазно-абразивных
инструментов на этапах изготовления и эксплуатации на базе статистической
объектно-ориентированной методологии 3D моделирования для расширения
технологических
возможностей
алмазного
шлифования
труднообрабатываемых материалов.
Для достижения поставленной цели необходимо решить следующие
задачи:
1. Провести
анализ
совершенствованию
методологических
рабочих
процессов
подходов
к
алмазного
изучению
и
шлифования
инструментальных материалов.
2. Выявить взаимосвязь между содержанием зерновых фракций навески
и статистическими характеристиками размеров зерен шлифпорошков и
микропорошков
для
обеспечения
возможности
регулирования
статистических характеристик распределения вершин зерен на рабочей
поверхности круга при его изготовлении.
3. Определить характеристики алмазно-абразивных зерен (параметры
распределения размеров и их количество в навеске шлифпорошка) для
обеспечения реалистичности модельного исследования рабочей поверхности
кругов.
4. Установить взаимосвязи между характеристиками шлифпорошков,
условиями шлифования, статистическими характеристиками распределения
вершин зерен на рабочей поверхности кругов и их трансформациями при
износе в процессе шлифования.
5. Произвести
оценку
возможности
регулирования
распределения
вершин зерен на рабочей поверхности круга. На этапе изготовления
инструмента – зерновой состав навески и использование смеси навесок. На
этапе эксплуатации – направленное формообразование поверхности связки.
Разработать
математические
модели,
обеспечивающие
комплексное
регулирование статистических характеристик рабочей поверхности алмазноабразивных кругов на этапе их изготовления и в процессе эксплуатации.
Выявить влияние статистических характеристик распределения вершин зерен
на выходные показатели процесса шлифования.
6. Разработать рекомендации по конструированию шлифовальных
кругов
с
заданными
статистическими
характеристиками
рабочей
поверхности. Выполнить практическую реализацию разработанных алмазноабразивных кругов на металлической связке и способов формообразования
рабочей
поверхности
для
регулирования
характеристик в процессе работы.
заданных
статистических
РАЗДЕЛ 2
ОБЩАЯ ХАРАКТЕРИСТИКА ИСПОЛЬЗОВАННЫХ МЕТОДОВ И
МЕТОДИК ИССЛЕДОВАНИЙ АЛМАЗНО-АБРАЗИВНЫХ КРУГОВ И
ПРОЦЕССА ШЛИФОВАНИЯ
Equation Section 2
В настоящем разделе рассмотрены вопросы методологии модельных и
экспериментальных
исследований,
направленных
на
повышение
эффективности процессов алмазно-абразивной обработки инструментальных
материалов.
Представлены
методики
исследования
статистических
характеристик рабочей поверхности шлифовальных кругов, моделирования
электрохимического процесса формообразования рабочей поверхности,
лазерного
сканирования
для
экспериментального
изучения
рабочей
поверхности.
2.1. Общие
условия
исследования,
применяемые
инструменты,
оборудование и приборы
В качестве обрабатываемых изделий использовали метчики машинноручные
М10 × 1.5
и
многогранные
режущие
пластины
2008-3111.
Обрабатываемые материалы - легированная инструментальная сталь 9ХС и
твердый сплав ВК8.
Алмазные круги. В исследованиях использовались алмазные круги:
12A2-45º 2724-0021 (125х6х3) AС6 100/80 МВ1-100 (ГОСТ 16172-80) и 1А1
2720-0139 (300х40х5х76) АС6 100/80 М1 – О1 – 100 % (ГОСТ 16167-80) с
алмазными зернами АС6 (АСВ) на металлической связке МВ1. На
ОАО "Полтавский алмазный завод" изготавливались специальные алмазные
круги 12А2-45 150х10х32 АС6 М1 – О1 – 100 % с навеской, созданной путем
смешивания стандартных шлифпорошков зернистостью 100/80 и 63/50.
Относительное содержание шлифпорошков (по весу): 100/80 – (50 кар) 85 %
и 63/50 – (8 кар) 15 %.
В
процессе
шлифования
реализован
электрохимический
метод
формообразования рабочей поверхности алмазных кругов для регулирования
их
статистических
характеристик.
Этот
метод
позволяет
раздельно
воздействовать на алмазные зерна и связку. Кроме этого, с помощью данного
метода можно формировать поперечный и продольный профиль круга, что
особенно
важно
для
регулирования
статистических
характеристик
распределения вершин зерен на рабочей поверхности круга. Эти причины, а
также наличие технологической базы на Харьковском инструментальном
заводе обусловили выбор электрохимического метода для формообразования
рабочей поверхности алмазно-абразивных кругов на металлической связке.
В качестве смазочно-охлаждающей технологической среды (СОТС) и
среды для формообразования круга применялся электролит (водный
раствор): натриевая селитра (NaNO3) – 5 %, техническая сода (Na2CO3) – 0.5 2 %, триэтаноламин – 0.5 %.
Исследования
проводились
в
лаборатории
"Финишные
методы
обработки и испытаний режущего инструмента" МНТК «Практика».
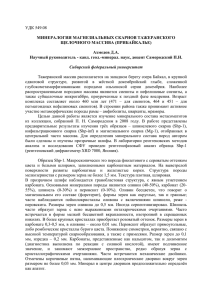
Испытательный
стенд
базировался
на
универсально-заточном
станке
мод. 3В642 (рис. 2.1) и обеспечивал алмазно-абразивный процесс обработки с
регулированием
электрохимическим
рабочей
поверхности
методом.
шлифовальных
Испытательный
стенд
кругов
оснащен
измерительными приборами (табл. 2.1), устройствами - продольной подачи,
поперечной подачи заготовки (по двум схемам - “упругой” и “жесткой”) и
электродом-инструментом
для
электрохимического
формообразования
рабочей поверхности шлифовального круга.
Специальное устройство поперечной подачи позволило максимально
приблизить процесс к реальному. С помощью данного устройства
шлифование производилось с постоянной поперечной подачей или со
стабилизацией среднего значения номинальной составляющей силы резания.
Электрод-инструмент устанавливался на шлифовальной бабке станка и
имел механизм перемещения электрода на плоскопараллельных пружинных
Рис. 2.1. Испытательный стенд на базе универсально-заточного станка мод.
3В642
Таблица 2.1
Измерительные приборы, использованные в испытательном стенде
Тип измерительного прибора
Измеряемый параметр
первичный
Частота вращения
Нестандартный
шпинделя станка, об/мин индуктивный датчик
вторичный
показывающий
записывающий
Частотомер электронносчетный Ч3-32
Осциллограф
Н 105.
Гальванометр
М 014-2500
Напряжение на
электродах, В
-
Вольтметр
М 336
Н 105
М 014-2500
Ток управления, А
Набор шунтов 75ШС
на ток: 5; 10; 25; 50;
75 А
Амперметр
М 362
Н 105
М 018А-15000
Поперечное перемещение
стола станка, мм;
поперечная подача, мкм/с
Реле РЭС-10
Частотомер электронносчетный Ч3-32. Индикатор
часового типа с ценой
деления: 0,01 мм; 0,002 мм.
Секундомер
Н 105
М 014-2500
Перемещение электрода,
мкм; скорость
перемещения электрода,
мкм/с
4 тензорезистора
ПКБ (l = 20 мм,
R = 100 Ом)
Микроамперметр М 266,
индикатор часового типа с
ценой деления 0.002 мм,
секундомер
Н 105
М 014-1200
Составляющие силы
резания Py, Pz, Px, Н
24 тензорезистора
ПКБ (l = 10 мм,
R = 200 Ом)
Микроамперметры
М 266
Н 105
М 017-400 М
014-1200
Мощность, потребляемая
электродвигателем
вращения круга, Вт
-
Ваттметр
Д 566
-
Температура
шлифования, T 0С
Термопары ХА
Потенциометр ПП-63,
Микроамперметр М 266
Самописец Н
338
Износ алмазного круга по
уровню связки, мкм
Нестандартное
автоматическое
устройство
Самописец Н
Микроамперметр М 24,
338
индикатор часового типа с
ценой деления 0.001 мм
Характер напряжения на Осциллограф светолучевой двенадцатиканальный типа Н 105,
осциллограф С8-9А, анализатор спектра СК 4-72
электродах, тока
управления,
составляющих силы
резания
Уровень вибраций
(виброускорение,
виброскорость)
Преобразователи
пьезоэлектрические
виброизмерительные
ДН-3, ДН-4
Измеритель шума и
вибраций ВШВ-303
подвесках.
Подача
электролита
в
зазор
между
кругом
и
рабочей
поверхностью катода осуществлялась с помощью имеющейся на станке
системы охлаждения через отверстия электрода-инструмента. Источник
питания
технологическим
током
(выпрямитель
переменного
тока)
обеспечивал плавную регулировку напряжения 0 – 30 В (максимальная
мощность P = 3 кВт).
Параметры процесса алмазного шлифования определялись при помощи
измерительных показывающих и записывающих приборов (табл. 2.1).
2.2. Определение выходных показателей процесса шлифования
Одновременное исследование различных сторон процесса шлифования
позволяет
получить
наиболее
полное
физическое
представление
о
происходящих явлениях. Поэтому при исследовании измерялись различные
характеристики шлифования: производительность процесса обработки, силы
резания, температура шлифования, качество обработанной поверхности.
2.2.1. Производительность процесса обработки
Производительность шлифования метчиков определялась как объем
сошлифованного материала в единицу времени и рассчитывалась по
формуле [37]:
Q = Vмат / τ ,
(2.1)
где Vмат - объем материала, снятого в процессе шлифования, мм3;
τ – время шлифования, с.
Так как шлифование осуществлялось по цилиндрической поверхности
заготовки, то объем сошлифованной части определяли из соотношения:
Q = π·10-3·lраб·dраб·∆l,
(2.2)
где lраб , dраб – длина и диаметр обрабатываемой поверхности, мм;
∆l – поперечное перемещение стола станка, мкм.
Величину ∆ определяли как разность показаний индикатора поперечной
подачи (табл. 2.1). При шлифовании применялся индикатор с ценой деления
∆ = 0.01 мм и ходом h = 10 мм. Время шлифования определялось по
секундомеру.
Оценка
погрешности
определения
производительности
показывает, что относительная ошибка не превышает 5 %.
2.2.2. Силы резания и энергоемкость процесса шлифования
Для измерения составляющих PX, PY, PZ силы резания использовали
трехкомпонентный динамометр с упругими восьмигранными элементами
[85]. Динамометр изготовлен из стали ХВСГ (HRC 58...60). На него
установлены 24 тензорезистора марки ПКБ с сопротивлением 200 Ом
каждый, соединенные в три полумоста. Получаемый сигнал усиливался
тензометрическим усилителем Топаз-3-01 и регистрировался с помощью
гальванометров светолучевого осциллографа.
Перед
экспериментами
осуществлялась
статическая
тарировка
динамометра поочередно в направлении каждой из составляющих силы
резания
с
использованием
динамометра
ДОСМ-З-05.
Относительная
погрешность аппроксимации данных тарировки составила для PX – 1…8 %,
PY – 1…6 %, PZ – 1…10 %.
Составляющие PX, PY, PZ силы резания определялись экспериментальнорасчетным
методом
[26],
позволяющим
учитывать
произвольную
ориентацию вектора силы резания и, соответственно, взаимовлияние
составляющих PX, PY, PZ. Анализ данного метода позволяет выявить
составляющие силы резания, взаимовлияние которых меньше 5 %.
По измеренным силам резания определялся коэффициент шлифования
kш = PZ /PY, характеризующий режущую способность алмазно-абразивного
круга [37].
2.2.3. Температура в зоне шлифования
Методы измерения температуры в зоне шлифования можно разделить на
непосредственные и косвенные [15]. Из непосредственных наибольшее
распространение получили методы с использованием различных термопар
[89]. Нами температура шлифования определялась с использованием
нестандартных хромель-алюмелевых термопар толщиной 0.02 мм, рабочий
диапазон которых составляет - 200...10000С.
Тарировка термопары производилась [26, 89] с использованием ртутного
термометра и компенсационного потенциометра ПП-63 на образце с
вклеенной термопарой. Торец образца предварительно шлифовался до
вскрытия горячего слоя термопары.
В
процессе
осуществлялась
шлифования
самописцем
регистрация
Н 338.
показаний
Температура
термопары
определялась
по
методике [89].
2.2.4. Удельный расход алмазов круга
Существующие методы определения удельного расхода алмазов можно
подразделить на три группы: контактные (с помощью длинномера,
индикаторных приспособлений т. д.) [69, 131]; бесконтактные, основанные на
измерении или расхода воздуха, проходящего между датчиком и рабочей
поверхностью круга [100] или емкостного сопротивления, (для кругов на
металлической связке); весовой, характеризующийся невысокой точностью.
При выполнении исследований линейный износ круга измерялся
непосредственно на станке бесконтактным методом (индуктивным способом)
по
уровню
связки.
Для
измерения
использовался
нестандартное
измерительное устройство [26]. Индуктивный датчик установлен на подвеске
из плоскопараллельных пружин и может перемещаться относительно
рабочей поверхности круга установочным винтом. Положение датчика
контролируется индикатором. Тарировка устройства показала, что при зазоре
между рабочей поверхностью круга и датчиком в пределах 200 – 450 мкм
устройство
позволяет
измерять
износ
круга
по
уровню
связки
с
относительной погрешностью 5 %. Данное устройство непрерывно в
процессе шлифования обеспечивает абсолютную точность ± 2 мкм.
По измеренному линейному износу круга рассчитывался удельный
расход алмазов, который является одним из наиболее важных показателей
эффективности алмазного шлифования [88]:
q = Vзерен / Vматер = ∆·Bкр·kалм / 16·Vматер ,
(2.3)
где Vзерен – масса израсходованных зерен;
Vматер – объем снятого материала;
∆ – линейный износ круга;
Bкр – ширина рабочей поверхности круга;·
kалм – концентрация алмазов в круге, kалм = 1…8 (25…200 %).
2.2.5. Качество обработанной поверхности
Оценка
влияния
режимов
шлифования
и
электрохимического
формообразования рабочей поверхности круга на качество обработки
инструментальных материалов производилась по таким показателям [32, 71]:
погрешность
геометрической
формы
и
шероховатость
обработанной
поверхности. Измерения выполнялись на профилографе-профилометре
мод. 201.
2.3. Статистическая
оценка
выходных
показателей
процесса
шлифования
Обработка
результатов
экспериментальных
исследований
производилась методами математической статистики с целью выявления
резко
выделяющихся
значений,
определения
средних
значений
и
доверительных интервалов результатов опытов, определения существенности
различия средних значений [50, 68].
Уравнения регрессии, описывающие экспериментальные значения, и их
коэффициенты получали методом наименьших квадратов (разработанная
система для корреляционного и функционально-регрессионного анализа
представлена в разд. 2.6.3).
Планирование экспериментов [48] использовано в исследованиях для
определения оптимальных режимов процесса шлифования. Оптимизация
производилась по критерию минимума удельной себестоимости процесса
шлифования с ограничением по качеству обработанной поверхности и
производительности процесса.
Исследования проводились с использованием следующих пакетов
программ: объектно-ориентированная среда управления базами данных и
создания приложений Visual FoxPro – работа с системами моделирования
алмазно-абразивных
имитационной
инструментов
модели
(в
том
числе
формообразования
также
рабочей
кругов)
и
поверхности
шлифовальных кругов на токопроводных связках; математические пакеты
MathCad, Maple и табличный процессор Excel - выполнение численных
расчетов и визуализация графиков; пакет для статистической обработки
данных Statistica – функционально-регрессионный и статистический анализ
экспериментальных результатов.
2.4. Методика лазерного топографирования рабочей поверхности
алмазно-абразивных
кругов
при
экспериментальном
изучении
статистических характеристик
Использование
параметров
методов
рабочей
профилографирования
поверхности
кругов
с
целью
при
изучении
определения
их
статистических характеристик имеют ряд существенных недостатков,
основной из них – искажающее влияние радиуса ощупывающей иглы [88].
Современная методика лазерного топографирования применительно к
изучению статистических характеристик рабочей поверхности алмазноабразивных кругов лишена этого недостатка, но имеет другой – не различает
поверхность зерен и связки, хотя это и не является важным при рассмотрении
высотных параметров поверхности.
Исследование
рабочей
поверхности
алмазно-абразивного
круга
проводилось на лазерном сканирующем приборе "Perthometer S8P" с
лазерным датчиком модели FOCODYN, диапазон вертикального разрешения
которого составлял ± 250 мкм, что вполне достаточно для измерения
поверхности
кругов
зернистостью
до
630/500.
Прибор
позволяет
одновременно фиксировать 9 выбранных из 86 возможных параметров
исследуемого участка поверхности. Прибор обеспечивает синхронную
компьютерную обработку результатов измерения, что снижает трудоемкость
исследований.
Исходя из анализа влияния параметров рабочей поверхности кругов на
выходные
показатели
алмазно-абразивного
процесса
обработки,
установленного ранее [15, 25, 132], для изучения выбраны следующие
параметры: высота от вершины зерен до средней линии (RР); среднее
арифметическое отклонение профиля (Rа); среднеквадратичное отклонение
профиля (Rq); максимальная высота неровностей профиля (Rt); средний шаг
неровностей профиля (SM); высота неровностей профиля по десяти точкам
(Rz); относительная опорная длина профиля (tp); средняя высота волнистости
по десяти точкам (Wz) и средний шаг волнистости (Sw).
Прибор
"Perthometer S8P"
позволяет
получать
визуальное
3D изображение исследуемого участка рабочей поверхности круга.
Методика лазерного сканирования предлагает достаточно высокую
точность определения параметров рабочей поверхности алмазно-абразивного
круга с зернистостью 100/80 при выполнении сканирования с шагом равным
2.38 мкм. Особый интерес представляет изучение относительной опорной
площади поверхности (tps). Этот параметр может послужить комплексным
параметром, по которому можно воссоздать реальную поверхность в системе
3D моделирования алмазно-абразивных инструментов для определения
статистических характеристик распределения вершин зерен. Сканирующий
прибор производит фильтрацию, что позволяет отделить волнистость
поверхности связки от рельефа зерен. Это необходимо при изучении влияния
продольного
профиля
на
статистические
характеристики
рабочей
поверхности круга (разд. 5.1.3).
2.5. Методика моделирования реального процесса формообразования
рабочей поверхности шлифовальных кругов в процессе шлифования
Регулирование статистических характеристик рабочей поверхности
алмазно-абразивных кругов в процессе эксплуатации реализовывается с
использованием принципа направленного электрохимического воздействия
на рабочую поверхность шлифовального круга по автономной схеме.
Принцип реализован за счет разделения рабочей поверхности электродаинструмента по ширине и длине на электрически изолированные области с
независимым регулированием подачи тока на каждую из них.
Расчет электрохимических параметров формообразования производился
с
использованием
программного
пакета
"Имитационная
модель
направленного формообразования" разработанного на кафедре резания
материалов и режущих инструментов НТУ "ХПИ". В основу модели
формообразования
положены
алгоритмы
расчетов,
обеспечивающие
реализацию разработанных способов и устройств [76, 77, 78, 79] для
регулирования статистических характеристик рабочей поверхности.
Экранные
формы
электрохимического
системы
имитационного
формообразования
приведены
моделирования
на
рис. 2.2 – 2.4.
Создание экземпляра модели (задание исходных параметров) производится в
следующей последовательности:
– задание
функций
неравномерности
зазора
между
электродом-
инструментом и рабочей поверхностью круга по ширине и длине круга;
– задание напряжение на электродах в зависимости от формы импульсов
и их частоты;
– расчет коэффициента выхода по току и удельной электропроводности
электролита в зависимости от химического состава электролита и связки
круга;
– расчет электрохимического эквивалента в зависимости от химического
состава связки, наполнителя и концентрации алмазов;
– задание конструктивных параметров рабочей поверхности круга и
электрода-инструмента, режимов шлифования (диметр шлифовального
круга, скорость шлифовального круга, ширина и длина электрода-
Примечание к номеру варианта (экземпляра модели)
Число электрически
изолированных
областей N
Уравнения верхней
b(x)j и нижней a(x)j
границы j-й электрически изолированной области
Размеры рабочей
поверхности электрода-инструмента
Диаметр и скорость
шлифовального
круга
Регуляторы
интенсивности
для каждой электропроводной области
катода
Номер варианта
Рабочая
поверхность катода
Интенсивность
ν
формообразования ( x )
Интервал
электропроводной
области
Номер текущей
электропроводной области
Коэффициент
выхода по току
Электрохимический эквивалент
Удельная электропроводность
электролита
Напряжение на
электродах
εη χU
ν ( x) =
π D ( x)
Диаметр круга в
сечении х
Продолжительность времени
подачи
напряжения на
j-ю область
N
τ
∑T
j =1
j
j
⋅
(b ( x ) j − a ( x ) j ) 2
∫
b (x) j
a (x) j
Период времени подачи
напряжения на j-ю электрически
изолированную область на
рабочей поверхности катода
δ ( x , z ) dz
Межэлектродный
зазор по ширине х и
длине z рабочей
поверхности катода
Рис. 2.2. Имитационная модель электрохимического формообразования рабочей поверхности
Расчет электрохимического эквивалента
k ⎞
⎛
ε = ε c ⎜1 −
⎟
⎝ 400 ⎠
Управляющие
параметры
формообразования
Cодержание селитры натриевой Na NO3 в
электролите, %
−1
k - концентрация алмазных зерен в круге, %,
ε с -объемный электрохимический эквивалент с
учетом относительного
содержания металлических компонентов и наполнителя в связке
Удельная электропроводность электролита
(
2
χ = kχ ⋅ VNa12 CO3 + VNaNO
3
n
n
)
Cодержание селитры натриевой Na NO3 в
электролите, %
k χ - эмпирический коэффициент;
n1, ... n4 - показатели степени влияния концентрации компонентов электролита
Коэффициент выхода по
току
(
4
η = kη ⋅ VNa32 CO3 + VNaNO
3
Cодержание соды технической Na2CO3 в
электролите, %
n
n
)
kη - эмпирический коэффициент
Cодержание соды технической Na2CO3 в
электролите, %
Рис. 2.3. Cтраничные блоки для расчета электро-химического эквивалента, удельной электро-проводности электролита и
коэффициента выхода по току
Форма электрических импульсов
синусоидальная
экспоненциальная
прямоугольная
Среднее значение напряжения
Межэлектродный зазор
по поверхности катода
по длине катода
Рис. 2.4. Страничные блоки для задания формы электрических импульсов и межэлектродного зазора
инструмента,
количество
электропроводных
областей
на
рабочей
поверхности электрода, для каждой электропроводной области интервал по
ширине электрода и уравнения нижней и верхней границы);
– визуализация рабочей поверхности электрода-инструмента;
– регулирование
интенсивности
подачи
тока
на
каждую
электропроводную область электрода-инструмента;
– визуализация интенсивности формообразования рабочей поверхности
круга.
Электрохимические
параметры
процесса
формообразования
поверхности связки определялись для заданной конструкции рабочей
поверхности алмазно-абразивных кругов (разд. 5). Исследования влияния
геометрических
параметров
поверхности
связки
на
статистические
характеристики рабочей поверхности шлифовальных кругов выполнялись с
использованием системы 3D моделирования алмазно-абразивных кругов
рассмотренной в следующем подразделе.
2.6. Общая характеристика методологии исследований на основе
3D статистического объектно-ориентированного моделирования
Модельные
исследования
статистических
характеристик
алмазосодержащего слоя (навески зерен) и рабочей поверхности алмазноабразивных кругов выполнялись в системе 3D моделирования алмазноабразивных кругов разработанной на кафедре резания материалов и режущих
инструментов НТУ «Харьковский политехнический институт». Система
моделирования
основана
на
концепции
3D моделирования
алмазно-
абразивных инструментов на базе объектно-статистической методологии статистическое моделирование с реализацией в объектно-ориентированной
среде программирования. В основу системы моделирования положены
научные разработки кафедры "Резание материалов и режущие инструменты"
и ИСМ им. В.Н. Бакуля НАН Украины [18, 19, 28].
2.6.1. Структура системы статистического 3D моделирования алмазно-
абразивных кругов
Система 3D моделирования ориентирована на изучение статистических
механизмов
формирования
Разработанная
рабочую
система
поверхность
регулирования
ее
параметров
алмазно-абразивных
3D моделирования
круга
и
характеристик.
позволяет
анализировать
Главная
конструировать
различные
экранная
кругов.
форма
методы
системы
3D моделирования представлена на рис. 2.5. В системе 3D моделирования
представлены следующие основные возможности задания конструктивных
элементов и свойств: форма зерен, параметры статистического закона
распределения размеров зерен, концентрация алмазов, форма и параметры
продольного и поперечного профиля поверхности связки, параметры износа
зерен, площадок износа, микрорельефа зерен и поверхности связки и т. д.
В
соответствии
с
методологией
объектно-статистического
моделирования алмазно-абразивных кругов [18, 19, 28] 3D модель рабочей
поверхности формируется путем задания поверхности связки круга в
исходном
алмазосодержащем
слое.
Коэффициент
относительной
критической заделки зерен в связке εкр (отношение величины заделки зерна в
связке к его размеру, при котором зерно удерживается в связке) определяет
соответствие
зерна
исходной
навески
шлифпорошка
как
элемент
поверхности круга: "З" – зерно или "Л" – лунка. Таким образом,
коэффициент εкр позволяет формировать условно-динамическую модель
рабочей поверхности круга [3, 95].
Для решения задач исследования система 3D моделирования была
усовершенствована и дополнена следующими подсистемами: формирования
смесей
навесок
различных
зернистостей
(разд. 2.6.4);
обеспечения
направленной ориентации зерен в абразивном слое (разд. 4.4.3); износа зерен
по обобщающей схеме с учетом расположения их вершин относительно
наиболее выступающих (разд. 2.6.7).
Структурная схема системы 3D моделирования алмазно-абразивного
Кнопка запуска главного меню
Меню выбора
формы круга
Кнопка запуска
системы
редактирования
баз данных
Кнопка запуска меню
просмотра
коллекции
графиков
результатов
моделирования
Меню выбора формы зерен
Параметры закона распределения
размеров зерен
в соответствии с ГОСТ и ДСТУ
Меню выбора закона распределения
размеров зерен
Подсистема
формирования
смешанной
навески
Меню выбора типа абразивного
порошка и диапазона зернистостей
Кнопка запуска
просмотра проекций
зерен на плоскость X-Z
Кнопка
запуска 3D
модели
рабочей
поверхности
Кнопка запуска
контроля
зернистости
порошка по
фракциям
Кнопка запуска
результатов
статистического
анализа размеров
зерен и
координат
Меню
выбора
зернистости
Рис. 2.5. Главная форма системы 3D моделирования алмазно-абразивных кругов
Кнопка запуска
Редактирования
текущей БД 3D модели
абразивоносного слоя
круга представлена на рис. 2.6.
Создание экземпляра модели производится по следующей схеме [19]:
- формирование
абразивного
пространства
(форма
и
размеры
абразивного слоя, концентрация алмазных зерен). В исследованиях для
получения
плоской
рабочей
поверхности
абразивное
пространство
принимается в форме параллелепипеда, т. к. статистические характеристики
распределения высоты выступания вершин зерен от уровня поверхности
связки не зависит от формы круга;
- формирование навески алмазно-абразивных зерен или смешанной
навески зерен с различными параметрами компонентов (форма зерен,
статистический закон распределения размеров зерен и его параметры,
коэффициент заполнения модельного объема зерен, ориентация зерен в
абразивном пространстве). На этом этапе создается база данных, содержащая
следующие атрибуты: dX, dY, dZ – диаметры зерен по осям X, Y, Z
формируемые по заданным взаимно независимым законам распределения;
xЦ, yЦ, zЦ – координаты центров зерен, равновероятно распределенных в
пределах абразивного слоя по осям X, Y, Z с учетом их размеров;
- имитационный контроль зернового состава навески (по ГОСТ 9206-80
или ДСТУ 3292-95) с помощью метода рассеивания - шлифпорошки; метода
проекций – микропорошки и субмикропорошки (автором добавлена
возможность контроля субмикропорошков);
- статистический анализ модельных характеристик абразивного слоя:
размеры зерен dX, dY, dZ по осям X, Y, Z; соотношения размеров зерен; объем
зерен VЗ; координаты центров зерен xЦ, yЦ, zЦ по осям X, Y, Z;
- задание поверхности связки в абразивном пространстве, параметры
поперечного (длина Xcone и угол φcone заборного конуса) и продольного
(высота HВОЛН и шаг LВОЛН волнистости) профиля поверхности связки;
- формирование рабочей поверхности инструмента по таким параметрам
- коэффициент относительной критической заделки зерен в связке круга εкр;
Исходные параметры абразивно-алмазного слоя:
форма и размеры абразивного слоя, форма зерен, закон распределения размеров
зерен, наполнителя и их параметры, концентрация алмазов
Lабр , Bабр , Sабр , d З ( X ) , d З (Y ) , d З ( Z ) , d Н ( X ) , d Н (Y ) , d Н ( Z ) , kалмазов
Координаты начала и
размеры исследуемого
участка поверхности
X 0 , Y0 , Z 0 , L X , LZ
Параметры неравномерности поперечного
и продольного
профиля поверхности
связки
YC (0) , f x ( x), f z ( z )
Шаг дискретизации по
осям X, Z, параметры
микрорельефа и износа
вершин зерен
∆ X , Y , wmax , ∆ wear , hrelief
Направление плоскости 2D модели
поперечного или
продольного профиля
X m, Zm
База данных
координат и
размеров зерен
абразивного слоя
База данных
координат и размеров зерен на рабочей поверхности
База данных
3D модели
исследуемого
участок рабочей
поверхности
База данных
2D модели
исследуемого
участка рабочей
поверхности
Коэффициент
относительной
критической заделки
зерен в связке
ε кр
Характер
расположения
зерен на рабочей
поверхности
зерно
лунка от
выпавшего зерна
Статистический анализ
исследуемых признаков
Визуализация
3D модели исследуемого участка
рабочей поверхности
Статистический анализ
исследуемых признаков
Визуализация
2D моделей поперечного и продольного
профиля
Рис. 2.6. Схема формирования объектно-статистической 3D модели
алмазно-абразивного круга
параметры износа зерен pИ1, рИ2, рИ3 (методика моделирования износа в
разд. 2.6.6); закон распределения и параметры микрорельефа поверхности
зерен и связки;
- статистический и корреляционный анализ модельных характеристик
рабочей поверхности, определение интегральных характеристик рабочей
поверхности (подсистемы усовершенствованы автором, разд. 2.6.3, 2.6.5).
Методика исследования 3D модели абразивного слоя и рабочей
поверхности круга включает следующие этапы: создание абразивного слоя;
задание поверхности связки; формирование модели рабочей поверхности;
учет износа вершин зерен, микрорельефа поверхности связки и зерен;
статистический анализ исследуемых признаков абразивного слоя и рабочей
поверхности; визуализация и документирование результатов моделирования.
2.6.2. Статистическая схема формирования закона распределения
вершин зерен на рабочей поверхности круга
В основу концепции 3D моделирования алмазно-абразивных кругов
положен
композиционный
закон
распределения
высоты
выступания
(глубины залегания) вершин зерен на рабочей поверхности инструмента [18,
28]. Высота выступания (глубина залегания) вершин зерен относительно
уровня связки (наиболее выступающих зерен) на поверхности круга, как
правило, выбирается основным параметром рельефа круга определяющим
выходные показатели процесса обработки [25, 87, 95, 101, 103, 105, 129].
Статистическая схема формирования закона распределения высоты
выступания вершин зерен представляет
собой композицию законов
распределения размеров алмазно-абразивных зерен (нормальный или
логарифмически-нормальный закон распределения) и распределения их
центров в абразивном слое (закон равной вероятности) [18, 28].
Закон распределения вершин зерен над поверхностью связки для случая
нормального закона распределения размеров зерен [28]:
ϕ ( yВC ) =k
⎛ yВC − δ В ⎞ ⎤
1 ⎡ ⎛ yВC + δ В ⎞
−
Φ
⎢Φ ⎜
⎟
⎜
⎟ ⎥ , если 0 ≤ yВС ≤ ∆ max ; 0, иначе, (2.4)
δВ ⎣ ⎝ σВ ⎠
⎝ σВ ⎠⎦
где k - коэффициент, компенсирующий усечение (k > 1, для практических
расчетов k ≅ 1);
yВС - высота вершин зерен;
δВ, σВ - параметры закона распределения;
∆max – максимальная высота выступания вершин зерен.
Зависимости параметров δВ, σВ от статистических характеристик
распределения размеров зерен E{dЗ}, s{dЗ} и коэффициента относительной
критической заделки зерен в связке εкр (характеризующего условия
шлифования и способность к удержанию зерен связкой круга) определены
модельным путем в разд. 4.1.1.
Значение размера максимально выступающего зерна ∆max можно
рассчитать по зависимости ∆ max ≈ (1.18 - 1.34) a0 (1 − ε кр ) , полученной при
моделировании.
Закон распределения вершин зерен над поверхностью связки для случая
логарифмически нормального закона распределения размеров зерен [18]:
⎧
1
⎪k
ϕ( yВС ) = ⎨ exp (δ В )
⎪
⎩
⎡ ⎛ ln ( yВС ) + δ В ⎞
⎛ ln ( yВС ) − δ В ⎞ ⎤
⎢Φ ⎜
⎟ − Φ⎜
⎟⎥ ,
σ
σ
⎝
⎠
⎝
⎠
В
В
⎣
⎦
если 0 ≤ yВС ≤ ∆ max ; 0, иначе;
(2.5)
где обозначения соответствуют (2.4).
Переход к закону распределения глубины залегания вершин зерен yВВ
относительно наиболее выступающих производится подстановкой в (2.4),
(2.5) выражения:
yВС = ∆ max − yВВ .
(2.6)
Оценка применимости статистических законов распределения вершин
зерен (2.4), (2.5), производилась в системе 3D моделирования алмазноабразивных кругов. На рис. 2.7 приведен пример для εкр = 0.5 (для прочих
εкр = 0.9
Плотность распределения глубины залегания
вершин зерен
Относительное количество
ϕВВ
Визуализация сравнения модельной с
теоретической плотностью распределения
⎧
⎡ ⎛ ln (∆ max − yВВ ) + δВ ⎞ ⎤
⎪
⎢Φ ⎜
⎟ −⎥
σ
1
В
⎠ ⎥
⎪
⎢ ⎝
,
⎪k
⎢
= ⎨ exp (δВ )
⎛ ln (∆ max − yВВ ) − δВ ⎞ ⎥
⎢ −Φ ⎜
⎟⎥
⎪
σ
⎢
⎠ ⎥⎦
В
⎣ ⎝
⎪
⎪
если 0 ≤ yВВ ≤ ∆ max ; 0, иначе,
⎩
εкр = 0.8
Распределение размеров зерен
εкр = 0.7
εкр = 0.6
ϕd =
εкр = 0.5
εкр = 0.4
εкр = 0.3
1
dЗ у З
⎡ 1 ( ln(d З ) − мЗ ) ⎤
exp ⎢ −
⎥
у 2З
2π
⎣ 2
⎦
εкр = 0.2
εкр = 0.1
Относительные значения исследуемых признаков yЗ a0 , y ВВ a0
Рис. 2.7. Плотности распределений размеров зерен и вершин зерен относительно максимально выступающего
значений коэффициента относительной критической заделки зерен в связке
εкр, как видно, общие тенденции не меняются). Среднеквадратическое
относительное отклонение теоретического распределения от модельного
составило < 2 % для всего диапазона значений коэффициента относительной
критической заделки зерен в связке εкр, что подтверждает применимость
законов распределения (2.4), (2.5) для модельных исследований.
Анализ
зависимостей
(2.4),
(2.5)
и
плотности
распределения
композиционного закона (рис. 2.7) приводит к следующим выводам:
параметр закона распределения δВ определяет интервал значений yВС от
уровня поверхности связки и до средней части криволинейного участка
плотности распределения; параметр σВ – интервал значений yВС для
криволинейного участка плотности распределения, наибольшее значение
которого соответствует максимальной высоте выступания; коэффициент εкр
имеет прямолинейную взаимосвязь с параметрами, т. е. формирует плотность
распределения как масштабный коэффициент. Для закона распределения
вершин зерен при логарифмически-нормальном законе распределения
размеров зерен параметры δВ, σВ зависят от коэффициента вариации размеров
зерен и
поэтому
являются относительными
определяющими форму
плотности распределения yВС.
2.6.3. Корреляционный
и
регрессионный
анализ
исследуемых
признаков при 3D моделировании
Изучение
взаимосвязи
исследуемых
признаков
выполнялось
в
разработанной системе функционально-регрессионного и корреляционного
анализа (интегрирована в систему 3D моделирования алмазно-абразивных
кругов)
и
в
профессиональном
статистическом
пакете
Statistica
(производитель StatSoft, Inc.). В разработанной подсистеме корреляционный
и регрессионный анализ производится набором функций (табл. 2.2 – 2.4). В
табл. 2.2 – 2.4 представлены функции, наиболее часто применяемые в
научных и инженерных расчетах при изучении связи экспериментальных
Таблица 2.2
Функции y = f ( x, a ) , приводимые к прямой Y = f ( X , A)
№
п/п
Функция
Обратные
Преобразования
исходных данных
коэффициентов преобразования
Y
X
А
A
2
1
a ⋅ ln( x)
y = a⋅x
3
y=a x
y
1x
a
A
4
y = a ⋅ exp(− x)
y
exp(− x)
a
A
5
y = a ⋅ ln( x)
y
ln( x)
a
A
1 y
exp(− x)
a
A
1
6
y=
y=
1
a ⋅ exp(− x)
1 y
ln( x)
a
A
y
x
a
A
Таблица 2.3
Функции y = f ( x, a, b) , приводимые к прямой Y = f ( X , A, B )
№
п/п
7
Преобразования
Функция
y = a⋅x+b
a
y = +b
x
y = a ⋅ exp(− x) + b
y = a ⋅ ln( x) + b
исходных данных
Y
X
y
x
коэффициентов
A
B
a
b
Обратные
преобразования
a
A
B
B
y
1x
a
b
A
B
y
y
exp(− x)
ln( x)
a
a
b
b
A
A
B
B
1 y
1x
1a
b a
1A
B A
1 y
exp(− x)
a
b
A
B
ln( y )
ln( y )
ln( y )
ln( x)
x
1x
a
a
a
ln(b)
ln(b)
ln(b)
a
a
a
exp( B)
exp( B)
exp( B)
1 y
x
a
b
A
B
17
y = b ⋅ xa
y = b ⋅ exp(a ⋅ x)
y = b ⋅ exp(a x)
1
y=
a⋅x+b
y = b ⋅ ax
ln( y )
x
ln(a )
ln(b)
exp( A)
exp( B)
18
y = exp(a ⋅ x + b)
ln( y )
x
a
b
A
B
19
y = exp(a ⋅ ln( x) + b)
ln( y )
ln( x)
a
b
A
B
20
y = x (a ⋅ x + b)
x y
x
a
b
A
B
21
y = a⋅ x +b
y
a
b
A
B
8
9
10
11
12
13
14
15
16
⎛1
⎞
y = a ⎜ + b⎟
⎝x
⎠
1
y=
a ⋅ exp(− x) + b
x
продолжение табл. 2.3
22
⎛a
⎞
y = exp ⎜ + b ⎟
⎝x
⎠
23
y = exp a ⋅ x + b
(
)
ln( y )
1x
a
b
A
B
ln( y )
x
a
b
A
B
a
b
A
B
a
b
A
B
1
a ⋅ ln( x) + b
1
y=
a⋅ x +b
y=
24
25
ln( x)
1 y
1 y
x
Таблица 2.4
Функции y = f ( x, a, b, c ) , приводимые к плоскости Y = f ( X 1 , X 2 , A, B, C )
Преобразования
исходных данных
коэффициентов
X2
Y
X1
А
В
С
Обратные
преобразования
a
b
C
№
п/п
Функция
26
y = a ⋅ x2 + b ⋅ x + c
y
x2
x
a
b
c
А
В
С
27
y = c ⋅ x b ⋅ exp(a ⋅ x)
ln( y )
x
ln( x)
a
b
ln(c)
А
В
exp(C )
28
y = c ⋅ exp(a ⋅ x 2 + b ⋅ x)
ln( y )
x2
x
a
b
ln(c)
А
В
exp(C )
29
y = a ⋅ x2 + b ⋅ x + c
y2
x2
x
a
b
c
А
В
С
30
y=
1 y
x2
x
a
b
c
А
В
С
31
y=
x y
x2
x
a
b
c
А
В
С
y
1 x2
1x
a
b
c
А
В
С
y
ln 2 ( x)
ln( x)
a
b
c
А
В
С
x2
x
a
b
c
А
В
С
exp( x)
x
a
b
c
А
В
С
a
b
c
А
В
С
С
32
33
1
a⋅ x +b⋅x +c
2
x
a⋅ x +b⋅x +c
a b
y = 2 + +c
x
x
2
y = a ⋅ ln ( x) +
+ b ⋅ ln( x) + c
2
34 y = exp( a ⋅ x 2 + b ⋅ x + c ) ln( y )
35
36
37
38
39
y = a ⋅ exp( x ) + b ⋅ x + c
y = a ⋅ exp( − x ) +
+ b ⋅ exp( x ) + c
a
y = +b⋅ x +c
x
y = c ⋅ exp( a ⋅ ln 2 ( x ) +
+ b ⋅ ln( x ))
y = c ⋅ xb ⋅ a x
y
y
exp( − x ) exp( x)
y
1x
x
a
b
c
А
В
ln( y )
ln 2 ( x)
ln( x)
a
b
ln(c)
А
В exp(C )
ln( y )
x
ln( x )
ln(a )
b
ln(c) exp( A) В
exp(C )
данных [11, 50, 54].
В системе корреляционного и регрессионного анализа решаются
следующие
основные
задачи:
комплексный
корреляционный
и
регрессионный анализ; совместное исследование с использованием наборов
функций (табл. 2.2 – 2.4); тестирование (регрессионный анализ) новых
функций;
визуальное
исследование
линеаризации
экспериментальных
данных (основной этап при анализе [50]); дополнительная оптимизация
уравнения регрессии (минимизация ошибки аппроксимации).
Главная экранная форма системы корреляционного и функциональнорегрессионного анализа экспериментальных данных представлена на рис. 2.8.
Вызов данной системы предусмотрен на всех гистограммах исследуемых
признаков
абразивного
слоя
и
рабочей
поверхности
в
системе
3D моделирования алмазно-абразивных кругов.
В качестве характеристик аппроксимации для текущей функции и для
набора функций (рис. 2.9) рассматриваются следующие: r – коэффициент
корреляции в функциональных шкалах, ∆abs_max – максимальное значение
абсолютной ошибки аппроксимации, ∆rel_max и ∆rel_mean – соответственно
максимальное и среднеквадратическое значения относительной ошибки
аппроксимации». На рис. 2.10 представлены графики кривой регрессии
отдельно (рис. 2.10а) и совместно с кривыми абсолютной (рис. 2.10б) или
относительной (рис. 2.10в) погрешности аппроксимации. Возможности
визуализации показаны на примере анализа функции нормального закона
распределения.
При разработке алгоритма программной реализации корреляционного
анализа
исследуемых
признаков
использовалась
методика
[68],
регрессионного анализа - метод наименьших квадратов [50, 54].
Использование способа наименьших квадратов не всегда позволяет
получить
удовлетворительные
характеристики
аппроксимации.
При
визуальной проверке удовлетворительности уравнения регрессии иногда
Меню выбора
функции
Графики относит.
и абсолют.
погрешности
аппроксимации
График кривой
уравнения
регрессии
Коэффициенты
заданного
уравнения
регрессии
Область задания
функции
Справка
Отчет
Уравнение регрессии
Расчет для заданного уравнения
регрессии
Меню процедур
Меню задания
уровня
значимости
Статистические
характеристики
Параметры
оптимизации коэффициентов
уравнения
регрессии
Рис. 2.8. Главная экранная форма функционально-регрессионного и корреляционного анализа
исследуемых признаков
Рис. 2.9.
Таблица
характеристик
аппроксимации для
набора
уравнений
регрессии
a) кривая уравнения
регрессии
б) кривая абсолютной
погрешности
аппроксимации
в) кривая относительной
погрешности
аппроксимации
Рис. 2.10. Визуализация
уравнения регрессии
и ошибок аппроксимации
оказывается, что она недостаточно хорошо представляет наблюдения в
области значений, в которой придется пользоваться формулой для
интерполяции [127]. Для таких случаев в рассматриваемой системе анализа
предлагается три процедуры, выполняющих дополнительную оптимизацию,
– минимизация абсолютной (максимального значения) и относительной
(максимального
аппроксимации.
или
В
среднеквадратического
процедурах
применен
значения)
метод
ошибок
математического
программирования (Монте-Карло) для задания коэффициентов уравнения с
целью
поиска
минимального
значения
выбранной
характеристики
аппроксимации. Параметры процедур: относительный интервал изменения
значений коэффициентов (в пределах до 50 %) и контрольное количество
генерирования значений коэффициентов уравнения. Второй параметр
определяет максимальное число неудачных попыток поиска минимального
значения для заданной характеристики аппроксимации.
Рассмотрим
использование
системы
на
примере
аппроксимации
функции нормального закона распределения размеров зерен.
В системе анализа (форма «запись тестовых значений в таблицу базы
данных» запускается из меню процедур) выполняем запись данных для
функции
плотности
нормального
распределения
с
параметрами:
математическое ожидание µ = 92.00 мкм; среднеквадратическое отклонение
σ = 15.64 мкм (параметры соответствуют распределению размеров зерен для
зернистости 100/80, табл. А.4) на интервале x∈ (µ - 3σ, µ + 3σ). Совместный
анализ с помощью набора функций показал наилучшие характеристики
аппроксимации
(относительная
среднеквадратическая
ошибка
аппроксимации ∆rel_mean = 0.3·10-11 %) для функции № 28 (табл. 2.4). На
рис. 2.9, 2.10
представлена
визуализация
аппроксимации
уравнением
регрессии функции плотности нормального закона распределения и таблица
результатов совместного анализа набором функций.
Для
аналитического
обоснования
такой
высокой
точности
аппроксимации было выполнено сопоставление уравнения регрессии № 28 с
функцией плотности нормального закона распределения:
f Norm
в
⎡ 1 ⎛ x − µ ⎞2 ⎤
=
exp ⎢ − ⎜
⎟ ⎥ ⇔
2
σ
σ 2π
⎝
⎠ ⎦⎥
⎣⎢
1
результате
выявлена
их
y = c exp(ax 2 + bx) ,
тождественность
при
следующих
⎡ 1 ⎛ µ ⎞2 ⎤
1
µ
1
a=− 2; b= 2; c=
exp ⎢ − ⎜ ⎟ ⎥ .
2σ
σ
σ ⋅ 2π
⎢⎣ 2 ⎝ σ ⎠ ⎥⎦
(2.7)
соотношениях параметров:
Результаты тестов зависимостей (2.7) показали достаточно высокую
точность
определения
значений
параметров
для
усеченного
закона
распределения даже на небольшом интервале значений x∈ (µ, µ + 0.5σ).
Относительная
ошибка
∆
расчета
параметров
распределения
по
зависимостям (2.7) составила ∆ µ < 5.2·10-3 % и ∆ σ < 2.4·10-13 %.
2.6.4. Разработка подсистемы формирования смешанных навесок
Технологически
доступный
метод
регулирования
статистических
характеристик рабочей поверхности кругов при их изготовлении - получение
нестандартных навесок путем смешивания в определенных пропорциях
навесок стандартных зернистостей. Для исследования смешанных навесок
(разд. 4.4.2) в системе 3D моделирования алмазно-абразивных кругов была
добавлена подсистема формирования модели абразивного слоя на основе
смеси навесок. Разработанная экранная форма «параметры смешанной
навески» и схема формирования абразивного слоя представлены на рис. 2.11.
Смесь
навесок
определяется
следующими
параметрами
(рис. 2.11):
зернистости составляющих компонентов (параметры закона распределения
размеров зерен для каждой навески), количество компонентов (до трех) и их
относительное содержание.
Задание пропорции содержания компонентов (рис. 2.11) в системе
3D моделирования предусмотрено следующим образом: по количеству зерен
или по объему (по весу при условии одинаковой весовой плотности
Страничные
блоки задания
параметров
каждого
компонента
смешанной
навески
Формирование алмазно-абразивного слоя
Исходные параметры абразивного слоя
! Форма и размеры абразивного слоя:
параллепипед, длина L, ширина B, толщина S;
! Концентрация зерен в абразивном слое:
kабр = 1 - 8 (25 - 200 %)
Исходные параметры каждой компоненты
смешанной навески зерен
! Форма зерен:
шар, трехосный эллипсоид;
! Закон распределения размеров зерен:
постоянный размер, равномерное распределение,
нормальное и логарифмически-нормальное
распределение;
Меню выбора формы
зерен
! Параметры распределения размеров зерен:
математическое ожидание и среднеквадратическое
отклонение
Меню выбора закона распределения
размеров зерен
Объем и количество зерен
для каждого
компонента
Задание пропорций
компонентов смеси
по объему или по
количеству зерен
Формирование 3D модели рабочей
поверхности алмазно-абразивного круга
Рис. 2.11. Экранная форма задания параметров смешанной навески и схема формирования 3D модели
рабочей поверхности алмазно-абразивного слоя на основе смеси навесок зерен
компонентов
смеси)
компонентов.
Для
практического
применения
рассматривается вес составляющих навесок, а для теоретических и
модельных
исследований
статистических
характеристик
рабочей
поверхности круга – количество зерен. Перерасчет весовых пропорций
компонентов в количественные и наоборот производится с учетом
отношения средних объемов зерен компонентов. После преобразований
соотношения между весовыми пропорциями mi и количественными ni,
зависимости будут иметь следующий вид:
mi E {di }
ni ⋅ E {di }
3
ni =
N
∑m
i =1
i
3
E {d i }
3
; mi =
N
∑ n ⋅ E {d }
,
(2.8)
3
i
i =1
i
где ni – относительное количество зерен в i-й навеске;
mi – относительный объем (вес) i-й навески;
Е{di} – математическое ожидание распределения размеров зерен для i-й
навески.
Предварительный расчет количества зерен N для каждой компоненты
выполняется с учетом заполнения их суммарного объема зерен, которые
определяются с учетом относительного веса компонентов mi, mj, по
следующим зависимостям:
Ni =
Vзерен mi
π
3
E {d i } K Ф
6
,
(2.9)
где Е{d} – математическое ожидание распределения размеров зерен для i-й
или j-й навески;
КФ – коэффициент заполнения модельного объема зерна (разд. 3.4);
Vзерен – суммарный объем зерен в абразивном слое (2.10).
Суммарный объем зерен для всех компонентов определяется с учетом
концентрации алмазов в абразивном слое:
Vзерен = B L S
kабр
16
,
(2.10)
где кабр = 1…8 (25…200 %) – концентрация алмазных зерен;
B, L, S – размеры абразивного слоя (ширина, длина и толщина
параллелепипеда).
Генерирование значений размеров зерен dX, dY, dZ соответственно по
осям X, Y, Z выполняется по методике [22]. Генерирование случайных чисел
для формирования размеров зерен производится без прерываний для всех
компонентов смешанной навески. Контрольный корреляционный анализ
взаимосвязи между параметрами для каждой компоненты не выявил
существенной корреляции исследуемых признаков (коэффициент корреляции
r < 0.002).
Такая
необходимую
несущественная
точность
корреляция
формирования
позволяет
статистических
обеспечить
характеристик
распределения размеров зерен для смешанной навески (отклонение среднего
значения размеров зерен от заданного составило меньше 0.02 %, при
количестве зерен в навеске больше 1 млн. шт.).
2.6.5. Статистический анализ применимости законов распределения их
композиций или смесей при решении прикладных задач предметной области
алмазно-абразивной обработки
Теоретические исследования статистических механизмов регулирования
характеристик
рабочей
поверхности
круга
(разд. 4)
выполняли
с
использованием системы "Анализ наборов распределений и композиций или
смесей на их основе" разработанной на кафедре резания материалов и
режущих
инструментов
усовершенствована
автором
распределений
расчета
и
НТУ «ХПИ».
Данная
применительно
статистических
к
система
была
изучению
смеси
характеристик
законов
распределения численными методами для тех случаев, когда затруднительно
выполнение аналитического расчета.
Главная экранная форма системы совместного анализа наборов
распределений и композиций (смеси) на их основе представлена на рис. 2.12.
В системе анализа наборов распределений и композиций (смеси) на их
Фильтр
по
меткам
Индексирование по
вариантам
Новая
запись
Визуализация распределений,
операции компонирования или
смешивания распределений
Номер
распреде
ления
Настройка
легенды
графиков
Характерис
тический
размер
Коэффициент
математического
ожидания
Наименование
распределения
Коэффициент вариации
Метка выбора
распределений
Коэффициент интегральной
функции вероятности
Примечание к записи
Математическое ожидание
Номер варианта
комплекта
распределений
Дисперсия
Среднеквадратическое отклонение
Пересчет отдельного распределения
Традиционные параметры
распределения
Переключатель добавления
параметров в легенду графиков
Интервал задания
текущего
распределения
Итервал
визуализации
выбранной группы
распределений
Количество интервалов
дискретизации при
визуализации и
компонировании
Рис. 2.12. Главная форма системы анализа
наборов распределений и композиций или
смесей на их основе
основе решаются следующие основные задачи:
– совместный анализ группы законов распределений (практически
неограниченного количества графиков), используется в разд.3, 4;
– исследование
статистических
механизмов
формирования
композиционных распределений, получаемых при суммировании нескольких
исходных законов распределения (в количестве от 2 до 5), используется для
изучения
регулирования
распределения
вершин
зерен
путем
формообразования поверхности связки (разд. 4.4.4);
– изучение механизмов формирования объединенных распределений,
получаемых при механическом смешении (в количестве от 2 до 5), для
регулирования
распределения
вершин
зерен
путем
использования
смешанных навесок (разд. 4.4.2);
– расчет статистических характеристик неинтегрируемых распределений
численными методами и исследование их взаимосвязи с параметрами закона
распределения, используется для композиционного закона распределения
вершин зерен (прил. Б).
В качестве примера на рис. 2.13. представлена визуализация набора
распределений, используемых при статистических исследованиях навески
зерен. В их число вошли следующие распределения: f1 – равномерное, f2 –
нормальное, f3 – логарифмически-нормальное. Для случая, представленного
на рис. 2.13, эти распределения имеют одинаковые модифицированные
параметры:
ожидания
km = 0.8
–
относительно
коэффициент
расположения
характеристического
математического
размера;
kv = 0.3
–
коэффициент вариации (разд. 3.1).
Алгоритмы получения композиционных и объединенных распределений
разрабатывались
с
использованием
зависимостей
[127].
Расчет
статистических характеристик закона распределения численными методами
производился по методике [8].
Рассмотрим использование системы на примере (рис. 2.14) композиции
Законы распределения:
f1 - равномерный,
f2 - нормальный,
f3 - логарифмическинормальный
f2
f3
f1
Рис. 2.13. Визуализация набора распределений с одинаковыми модифицированными параметрами (km = 0.8, kv = 0.3) применимых к описанию
размеров абразивных зерен
f2
композиция
f1
f1
cмесь
f2
Рис. 2.14. Композиция
равномерного и
логарифмически-норм
ального
распределений с
получением закона
распределения
вершин зерен на
рабочей поверхности
алмазно-абразивного
инструмента
Рис. 2.15. Смесь из
двух нормальных
распределений
размеров зерен
отличающимися
параметрами:
равномерного и логарифмически-нормального распределений с параметрами:
f1 – xmin = 0, xmax = 1.5 и f2 – km = 0.935, kv = 0.17. Результирующее
распределение c1 = f1*f2 является законом распределения вершин зерен на
рабочей
поверхности
алмазно-абразивного
инструмента
(2.5)
с
зернистостью 100/80.
При механическом смешивании нескольких отличающихся навесок
зерен
имеет
место
статистических
проявление
распределений
механизма
для
объединения
получения
исходных
результирующего
распределения с учетом их относительных «мощностей» (объемов) [127].
Результирующая плотность распределения для смешанной навески зерен
вычисляется по формуле:
N
ϕ ( u ) = ∑ f i ϕi ( xi ),
(11)
i =1
где f i = Fi
N
∑F
i =1
i
– относительная "мощность" (объем) i-й компоненты;
Fi – количество зерен в i-й компоненте смешанной навески.
На рис. 2.15 показан пример получения объединенного распределения
при относительных объемах f1 – 3, f2 – 1 для исходных навесок зерен с
размерами,
распределенными
по
закону
Гаусса,
с
отличающимися
параметрами: f1 – µ = 0.5, σ = 0.5 и f2 – µ = 1, σ = 0.5.
На рис. 2.16 представлена экранная форма для расчета статистических
характеристик на примере композиционного закона распределения вершин
зерен
yВС
на
рабочей
поверхности
кругов.
Возможности
расчета
статистических характеристик E, σ, kV, kS, kE для диапазона значений
параметров закона распределения δВ, σВ и их визуализации (рис. 2.16)
позволяют выполнять регрессионный анализ зависимостей. На рис. 2.16
представлена визуализация зависимости E{yВС} = f(δВ, σВ).
Визуализация в системе производится c использованием встроенных в
формы Visual FoxPro графиков Microsoft Graph. Методология визуализации
Интервал задания
текущего
распределения
Количество
интервалов при
интегрировании
Метки выбора
метода численного
интегрирования
Выбор
исследуемой
статистической
характеристики
Выбор параметра
по оси X для
визуализации
Параметры текущего
распределения
Количество точек для
каждого параметра
распределения
Визуализация
(на базе MS
Graph)
Рис. 2.16. Форма для расчета и
визуализации статистических
характеристик заданного закона
распределения
результатов моделирования построена на базе возможностей взаимодействия
Visual FoxPro с Microsoft Graph на основе механизмов OLE.
2.6.6. Разработка
подсистемы
моделирования
износа
зерен
по
обобщающему закону, учитывающему их расположение по глубине рабочей
поверхности
Совершенствование
существующих
методов
повышения
эксплуатационных характеристик шлифовальных кругов в значительной
мере зависит от достоверности и полноты модельных представлений о
геометрии инструмента с учетом не только выпадения зерен, но и их износа.
Износ зерен сложно учитывать в модели рабочей поверхности круга, т. к. он
трудно поддается изучению и аналитическому описанию [133]. В работе
предлагается обобщающая схема износа зерен, учитывающая расположение
их вершин по глубине рабочей поверхности круга (рис. 2.17). Исследование
такой схемы износа позволит выявить влияние параметров износа на
статистические характеристики рабочей поверхности алмазно-абразивного
круга (разд. 4.1.2).
Достаточное число экспериментальных и модельных исследований [6,
58, 59, 60, 62, 67, 88, 141] и др. создали методологические предпосылки для
разработки схемы износа зерен алмазно-абразивных кругов.
Специфика
абразивного
инструмента
такова,
что
в
процессе
шлифования почти всегда присутствуют все основные виды износа
(абразивный, адгезионный, диффузионный, химический, окислительный и
др.), поэтому исследователям удалось создать только качественную картину
износа. Теоретические основы сформированы только для каждого вида
износа в отдельности [58, 59]. Такой подход предполагает наличие
преобладающего
вида
износа.
Целью
таких
исследований
являлось
получение и исследование интегральных характеристик износа рабочей
поверхности (высоты hИ, площади площадок SИ или объема VИ изношенных
зерен) и расчет стойкости круга, как правило, по степенной зависимости в
.
yВВ(i)
wi
+ YC (i ) + D Y (i ) 2
Величина износа
wi = wmax
DZ
(DX)
⎛ yВВ(i ) ⎞
− wmax ⎜
⎟
⎝ ∆ wear ⎠
PИ3
Интервал износа вершин зерен
∆ wear = pИ2 ⋅ ∆ max
YN
Dy
Область износа
вершин зерен
Центр зерна
∆wear
yВВ(i ) = ∆ max - YN (i ) +
wmax = pИ1 ⋅ ∆ max
Зерно
Y
Глубина залегания вершины
зерна
.
wmax
Часть зерна
подвергшаяся
износу
Износ наиболее
выступающего
зерна
∆max
Наибольшая глубина залегания вершин зерен
∆max= MAX(YN(i) + Dy(i)/2)
Условная наружная поверхность шлифовального круга (координаты X - Z)
Поверхность
связки
Yc = f (x, z)
YN координата центра зерна
относительно поверхности связки
Рис. 2.17. Обобщающая схема формирования износа зерен на рабочей поверхности алмазно-абразивных кругов
зависимости от объема диспергированного материала.
Предлагаемая схема износа (рис. 2.17) базируется на зависимости между
величиной износа зерна yИ(i) и глубиной его залегания от уровня наиболее
выступающих зерен yВВ(i). Обоснованием такого подхода может являться
выявленная ранее [60, 62] при резании единичным зерном, корреляция между
величиной износа зерна и шириной срезаемого слоя. В свою очередь
толщина и ширина срезаемого слоя зерном, расположенным на рабочей
поверхности круга уменьшается с увеличением глубины залегания этого
зерна относительно уровня наиболее выступающих зерен.
Особенности рассматриваемого процесса приводят к необходимости
использования трех параметров (pИ1, pИ2, pИ3), которые представляют
достаточную информацию о характере износа зерен на рабочей поверхности
алмазно-абразивного круга.
Первый параметр pИ1 = wmax / ∆max, где wmax – максимальная величина
износа для наиболее выступающих зерен; ∆max – максимальная глубина
залегания
вершин
зерен
(рис. 2.17).
Параметр
pИ1
характеризует
интенсивность износа зерен, так как определяет величину их приработки wmax
- уменьшение максимальной глубины (высоты) вершин зерен. Наиболее
выступающие зерна снимают наибольшие сечения среза, поэтому в процессе
обработки подвержены наибольшему износу.
Второй параметр pИ2 = ∆wear / ∆max, где ∆wear – глубина области износа
вершин зерен (рис. 2.17). Экспериментальные исследования [6] установили,
что распределение вершин зерен можно разбить на две зоны. Первая зона
связана с областью воздействия сил шлифования, т. е. обрабатываемого
материала и стружки на вершины зерен. Вторая зона расположена
непосредственно у поверхности связки. Здесь зерна защищены от внешнего
воздействия и имеют исходные статистические характеристики. Параметр pИ2
определяет ширину первой зоны (области в которой зерна подвергаются
износу) и глубину границы между первой и второй зоной ниже которой
износ вершин отсутствует (yИ(i) = 0). Значение параметра pИ2 определяется
условиями процесса и лежит в диапазоне pИ1 ≤ pИ2 ≤ 1.
Третий параметр pИ3 определяет интенсивность изменения величины
износа зерна в зависимости от глубины его залегания. Величина износа зерна
должна в зависимости от глубины его залегания yИ(i) = f(yВВ(i)) уменьшаться от
величины pИ1 (максимальной величины износа) для наиболее выступающей
вершины до 0 для вершин с глубиной залегания равной pИ2. Для определения
режимов резания, периода стойкости и величины износа применительно к
абразивной обработке наиболее часто используют уравнения степенного
вида. Поэтому для зависимости yИ(i) = f(yВВ(i)) принято уравнение степенного
вида, а в качестве третьего параметра схемы износа pИ3 - показатель степени.
Задание параметров pИ1, pИ2 относительно максимальной глубины
залегания (высоты выступания) вершин зерен ∆max, позволяет получить
общую картину изучаемого процесса для всех зернистостей шлифпорошков и
микропорошков независимо от характеристического размера зерен a0 (первая
цифра
в
обозначении
зернистости)
и
коэффициента
относительной
критической заделки зерен в связке εкр. Как показали модельные
исследования, для случая отсутствия неравномерности поверхности связки,
a0 и εкр формируют подобные плотности распределения вершин зерен
тождественные по форме при различных величинах ∆max. Максимальная
высота (глубина) расположения вершин зерен ∆max = {yВВ}max определяется по
зависимости ∆ max = (1.18 - 1.34) a0 (1 − ε кр ) , полученной при моделировании.
Предложенная схема износа с учетом принятых параметров имеет
следующий вид (рис. 2.17):
yИ (i)
⎡ ⎛ y ВВ(i) ⎞ pИ3 ⎤
= pИ1 ⋅ ∆ max ⎢1 − ⎜
⎟ ⎥ , если 0 ≤ y ВВ(i) ≤ ∆ wear ; 0, иначе , (2.12)
⎢⎣ ⎝ pИ2 ⋅ ∆ max ⎠ ⎥⎦
где pИ1 = wmax/∆max –
параметр
износа,
определяющий
износ
наиболее
выступающего зерна wmax относительно максимальной глубины
распределения вершин зерен ∆max;
pИ2 = ∆wear/∆max – параметр износа, определяющий глубину области износа
зерен ∆wear относительно ∆max;
pИ3 – показатель степени определяет интенсивность изменения величины
износа зерна в зависимости от глубины его залегания;
yВВ(i) – глубина залегания i-го зерна от уровня наиболее выступающих.
В определенных условиях, например, при неравномерности связки, для
некоторых зерен величина износа wi формируемая по схеме (2.12) будет
иметь значения большие чем высота выступания зерна над поверхностью
связки
yВС(i).
Для
устранения
такой
возможности
было
введено
дополнительное условие:
/
yИ(i)
= yВС(i) , если yВС(i) < yИ(i) ; yИ(i) , иначе ,
(2.13)
которое ограничивает величину износа зерна высотой его выступания над
поверхностью связки yВС.
В подсистеме формирования 3D модели рабочей поверхности алмазноабразивного круга запись износа зерен в базу данных рабочей поверхности
(Z3DM_NNN, где NNN – номер варианта экземпляра модели) производится
по схеме представленной на рис. 2.18. Процедура расчета износа зерен
"m_Wear" выполняется по зависимостям (2.12), (2.13).
На рис. 2.19 представлена визуализация схемы износа (2.12) с
различными показателями степени pИ3 = 0.125 - 8. Анализ зависимостей
(рис. 2.19) приводит к выводу, что параметр pИ3 определяет вид износа зерен.
С учетом работ [3, 67] параметр pИ3 будет зависеть от отношения σЗ / PЗ (σЗ –
прочность зерен на изгиб; PЗ – нагрузка на единичное зерно) и прочности
связки (т. е. от коэффициента относительной критической заделки зерен в
связке εкр). Так как в основном износ зерен, для алмазно-абразивных
инструментов, происходит за счет механического разрушения [67] то можно
полагать, что реалистичные значения параметра pИ3 находятся в пределах 1 –
4.
Наибольшая высота выступания вершин зерен (глубина
рабочего слоя поверхности круга)
ZERO_SYS.N_H_Z_Max = MAX (Y_C + Y_N + DyN/2)
Z3DM_NNN
DxN
DyN
Глубина залегания вершины зерна
Y_Z = N_H_Z_Max - (Y_C + Y_N + DyN/2)
DzN
X_N
Y_C
Величина износа: Y_IW = m_Wear ( Y_Z, N_P1, N_P2, N_P3 )
Y_N
Y_Z
Z_N
Z_T
Условия
отбора:
Y_IW
Z_T = 'З' AND
Y_Z < N_P2
Параметры износа (БД ZERO_SYS):
N_P1 - износ наиболее выступающего
зерна;
N_P2 - глубина области износа
вершин;
N_P3 - показатель степени
интенсивности изменения величины
износа по глубине
Относительная величина износа зерна yи/∆max
Рис. 2.18. Схема формирования износа вершин зерен в подсистеме
3D модели рабочей поверхности (база данных Z3DM_NNN)
p1
0,10
pИ3 = 2
0,08
pИ3 = 4
pИ3 = 8
pИ3 = 1
0,06
pИ3 = 0.5
0,04
pИ3 = 0.25
0,02
pИ3 = 0.1
0,00
0
0,2
0,4
0,6
0,8
1
Относительная глубина залегания вершины зерна yВВ/ ∆wear
Рис. 2.19. Изменение величины износа по глубине залегания вершин зерен
Рассмотрим трансформации закона распределения вершин зерен
(разд. 2.6.2) на рабочей поверхности исходного круга с учетом износа зерен.
Плотность распределения изношенных вершин зерен yВВ(И) является
результатом
вершин
трансформации
(2.4),
yВВ
(2.5).
плотности
распределения
Трансформация
плотности
неизношенных
распределения
заключается в уменьшении высоты выступания вершин зерен на величину их
износа yВС(И) = yВС - yИ с учетом схемы износа yИ = f(yВВ) (2.12). Поэтому
функция плотности распределения изношенных вершин зерен yВС(И)
получается путем подстановки в (2.4), (2.5) следующего выражения:
yВC = yВC(И) + wmax
⎛ y ВВ(i) ⎞
− wmax ⋅ ⎜
⎟
⎝ ∆ wear ⎠
pИ 3
,
(2.14)
где yВС(И) – высота выступания изношенных вершин зерен;
∆max – высота неизношенного зерна, максимально выступающего над
уровнем связки;
wmax – износ наиболее выступающего зерна.
В случае когда область износа вершин распространяется не на полную
глубину распределения вершин зерен (pИ2 < 1) функция распределения
вершин зерен будет иметь две области значений: в первой 0 < yВВ(И) < ∆wear –
функция исходного статистического закона распределения yВС (2.4), (2.5); во
второй ∆wear < yВВ(И) < ∆max – функция yВВ (2.4), (2.5) с подстановкой (2.14).
Таким
образом,
предложенная
схема
износа
зерен
позволила
сформировать представление о механизмах трансформации статистических
характеристик распределения вершин зерен на рабочей поверхности алмазноабразивных инструментов.
Закон распределения вершин зерен с учетом процессов их выпадения и
износа
создал
характеристик.
теоретическую
основу
для
расчета
статистических
2.6.7. Визуализация результатов моделирования и интеллектуализация
форм их представления
Наглядная визуализация данных и результатов модельных исследований
необходима
для
принятия
объективных
решений.
В
современных
статистических пакетах предлагаются достаточно широкий набор средств
визуализации данных: построение графиков различных типов, двух- и
трехмерных диаграмм [128]. Все это помогает лучше представить исходные и
результирующие данные, получить общее представление об их особенностях
и закономерностях.
Система
3D моделирования
алмазно-абразивного
круга
является
многопараметрической и многовариантной. Поэтому для эффективного
представления и анализа результатов модельных исследований требуется
интеллектуализация
(повышение
возможностей)
визуализации
применительно к предметной области алмазно-абразивных процессов
обработки
[25].
моделирования
Для
повышения
предлагаются
возможностей
специальные
анализа
коллекции
в
системе
гистограмм
исследуемых параметров в "интеллектуальных" формах визуализации под
определенную
Microsoft Graph
задачу.
В
дополнение
"интеллектуальные"
к
возможностям
формы
графиков
обеспечивают
автомасштабирование размеров сравниваемых гистограмм относительно
характеристического размера (первая цифра в обозначении зернистости)
используемой зернистости, привязку гистограмм к задаваемым реперным
объектам (линии, определяющей уровень связки или наиболее выступающие
зерна, элемента другой гистограммы и др.). Примеры "интеллектуальных"
форм визуализации приведены на рис. 2.20.
Гистограммы плотности (или интегральной функции) распределения
исследуемых параметров объединены в комплекты для анализа: взаимосвязи
между исходными и результирующими параметрами; статистического
механизма формирования исследуемого признака; сравнения различных
Cравнение
вариантов
законов
распределения
размеров
зерен
Установка
единой линии
отсчета для
гистограмм
Настройка
единого
масштаба для
гистограмм
Cтатистические
характеристики
абразивного слоя
Графики
рабочей
поверхности
исследуемого
участка
Рис. 2.20. Интеллектуализация представления результатов 3D моделирования алмазно-абразивных кругов
вариантов одного или нескольких исследуемых параметров.
В системе моделирования предлагаются следующие "интеллектуальные"
формы визуализации (представлены те, которые использовались при
исследовании):
формы с возможностью выбора исследуемого параметра и варианта
экземпляра модели для каждой гистограммы в отдельности:
– варианты распределений вершин зерен Yзс, Yзп и их износа YИ
[Graph_v1.scx];
– варианты распределений размеров зерен dx, dy, dz для различных
законов распределения [Graph_v2.scx];
– варианты распределений объемов зерен Vzero для различных их
моделей [Graph_v3.scx];
– варианты распределений отношений размеров зерен для различных
законов распределения (отношение среднего размера зерна к максимальному
dmean / dmax и отношение минимального размера зерна к максимальному
dmin / dmax) [Graph_v4.scx];
формы по вариантам экземпляров для анализа исследуемых параметров
3D модели абразивного слоя (пространства):
– статистические характеристики абразивного пространства (размеры
зерен dx, dy, dz и их координаты центров xц, yц, zц по осям X, Y, Z, объем зерен
Vzero, отношение размеров зерен dmean / dmax и dmin / dmax) [Graph_a1.scx];
– влияние распределения размеров зерен в навеске на распределение их
объемов (dx, dy, dz → Vzero) [Graph_a2.scx];
– влияние распределения размеров зерен в навеске на соотношение их
размеров (dx, dy, dz → dmean / dmax и dmin / dmax) [Graph_a3.scx];
формы анализа исследуемых параметров по вариантам экземпляров
моделей рабочей поверхности:
– интегральные статистические характеристики 3D рабочей поверхности
(максимальные значения элементов рельефа Hmax зерен и лунок; количество
Nз_л зерен и лунок; номинальные объемы V зерен и лунок; площадь
поверхности S зерен, лунок и связки) [Graph_b1.scx];
– статистические
характеристики
3D
рабочей
поверхности
(относительная неравномерность поверхности связки Yc = Yx* Yz, по ширине -
Yx, по длине - Yz; глубина залегания вершин зерен от уровня наиболее
выступающих Yзп; глубина залегания вершин зерен без учета влияния
неравномерности связки и износа зерен Yзп_си; глубина залегания вершин
зерен без учета износа зерен Yзп_и; высота выступания вершин зерен от
поверхности связки Yзс; относительное расстояние до центров зерен по
глубине рабочей поверхности Yцп; высота центров зерен относительно уровня
связки Yцс; относительный износ вершин зерен Yи; радиус зерен по глубине
рабочей поверхности Yр) [Graph_b2.scx];
– 3D график рабочей поверхности и 2D графики поперечного и
продольного профилей [Graph_b3.scx];
формы анализа статистической схемы формирования распределения
вершин зерен:
– схема распределения вершин и центров зерен (Yцс, Yцп, Yзс, Yзп, Yр)
[Graph_d1.scx];
– схема
распределения
вершин
зерен
(Yзп_си → Yзп_и → Yзп)
[Graph_d2.scx];
– схема распределения неравномерности поверхности связки (графики
неравномерности поверхности связки f(x), f(z) → f(x, z) и гистограммы
Yx, Yz → Yc) [Graph_d3.scx];
– схема влияния неравномерности поверхности связки на распределение
вершин зерен (графики неравномерности поверхности связки f(x), f(z) → f(x,
z) и гистограммы Yзп_си, Yc → Yзп_и) [Graph_d4.scx];
– схема влияния износа на распределение вершин зерен (Yзп_и, Yи → Yзп)
[Graph_d5.scx].
В каждой «интеллектуальной» форме визуализации предусмотрены
следующие возможности настройки визуализации и анализа исследуемых
признаков:
– просмотр комплекта гистограмм для каждого варианта модели;
– задание
единого
масштаба
для
гистограмм
относительно
характеристического размера (первая цифра в обозначении зернистости)
используемой зернистости;
– привязка гистограмм к реперной линии, определяющей уровень связки
или наиболее выступающих зерен или элемент другой гистограммы
(например, среднее значение, что является предпочтительным при сравнении
распределений размеров зерен);
– для
каждого
исследуемого
параметра
предусмотрен
вывод
гистограммы в отдельную экранную форму и просмотр результатов его
статистического анализа;
– возможность
конструирования
элементов
формы
и
графиков
(создание, скрытие объектов, настройка их формата);
– справка по исходным параметрам экземпляра модели для выбранной
гистограммы исследуемого признака;
– настройка,
редактирование
свойств
каждой
в
отдельности
гистограммы (имя гистограммы, номер варианта экземпляра модели для
многовариантных "интеллектуальных" форм, способ выравнивания по
реперной линии, изменение направления изменения гистограммы по
отношению к реперной линии, примечание к графику и т. д.).
РАЗДЕЛ 3
ОБОСНОВАНИЕ И ПРИМЕНЕНИЕ АНАЛИТИКОСТАТИСТИЧЕСКИХ МЕТОДОВ ПОВЫШЕНИЯ УРОВНЯ
РЕАЛИСТИЧНОСТИ 3D МОДЕЛИРОВАНИЯ АЛМАЗНОАБРАЗИВНЫХ КРУГОВ
Equation Section 3
В данном разделе рассмотрены вопросы обеспечения реалистичности
моделирования
алмазно-абразивных
кругов:
определение
размерных
параметров зерен навески, обеспечивающих заданные требования по
зерновому составу; формирование реалистичного количества зерен в
экземпляре модельной навески. Для выявления обоснованного подхода к
разработке рациональной конструкции алмазно-абразивного круга и заданию
его статистических характеристик определены реалистичные параметры
распределений размеров зерен для всех зернистостей шлиф-, микро- и
субмикропорошков в соответствии с требованиями ГОСТ 9206-80 и
ДСТУ 3292-95 на содержание зерновых фракций.
3.1. Обоснование
необходимости
модификации
известных
статистических законов распределения применительно к поставленным
задачам статистического моделирования шлифовальных кругов
Широкая гамма зернистостей шлиф-, микро- и субмикропорошков
существенно отличаются абсолютными значениями размеров зерен основной
фракции, что не позволяет выполнять сравнительный анализ статистических
выводов модельных и экспериментальных исследований для нескольких
зернистостей. Реализация статистической параметризации [24] обеспечивает
сравнительный
зернистостей
анализ
шлиф-,
параметров
микро-
и
законов
распределения
субмикропорошков.
Под
для
всех
термином
"статистическая параметризация" подразумевается приведение параметров
различных
законов
распределения
к
единой
использованием масштабного коэффициента.
системе
координат
с
Параметризация
заключается
в
модификации
параметров
масштабируемых законов распределения. В качестве основного параметра
принят характеристический размер зернистости a0, который определяется
спецификой
технологического
метода
разделения
на
фракции
при
изготовлении: для шлифпорошков - размер верхнего сита в свету, микро- и
субмикропорошков - полусумма максимальных размеров проекции зерна
основной
фракции.
Остальные
параметры
определяются
по
характеристическому размеру зернистости. Статистическая параметризация
реализуется введением следующих параметров, применимых к предметной
области алмазно-абразивной обработки и производства шлифовальных
кругов [22]:
a0 – первая цифра в обозначении зернистости, имеет размерность – мкм,
является масштабным коэффициентом;
km =
E
– коэффициент расположения математического ожидания
a0
плотности закона распределения относительно характеристического размера;
kv =
σ
– коэффициент вариации, где E – математическое ожидание или
E
выборочное среднеарифметическое; σ – среднеквадратическое отклонение.
Статистическая параметризация выполнена для набора наиболее
распространенных законов распределения (равномерный, нормальный и
логарифмически-нормальный
статистические
законы),
гипотетически
применимых к распределению размеров зерен в навеске шлиф-, микро- и
субмикропорошков (рис. 3.1). На рис. 3.1 демонстрируются возможности
визуализации и анализа различных законов распределения и их параметров.
Невозможность сравнения традиционных параметров для различных законов
распределения
связана
различным
физическим
их
смыслом.
Модифицированные параметры характеризуют относительные значения
статистических
характеристик
сравниваемых
законов
распределения,
поэтому позволяют проводить сравнительный анализ статистических
Плотность равномерного закона распределения
x + xmin
⎧
= a0 ⋅ km
f Rand ( x, a0 , km , k v ) ≡ ⎪µ = E = max
2
⎪
xmax − xmin
⎪
= 3 D = 3 ⋅ a0 ⋅ km ⋅ k v
⎨δ =
2
⎪
1
⎪
⎪ f = x − x , если xmin ≤ x ≤ xmax ; 0, иначе
⎩
max
min
Плотность нормального закона распределения
f Norm ( x, a0 , km , k v ) ≡ ⎧µ = E = a0 ⋅ km
⎪σ = s = a ⋅ k ⋅ k
0
m
v
⎪
⎨
⎡ 1 ⎛ x − µ ⎞2 ⎤
1
⎪ f (µ, σ) =
⋅ exp ⎢ − ⋅ ⎜
⎟ ⎥
⎪
σ ⋅ 2 ⋅π
⎣⎢ 2 ⎝ σ ⎠ ⎦⎥
⎩
Плотность логарифмически-нормального закона
2,0
f
Шлифпорошок
узкого диапазона
зернистостей - 100/80
fL_Norm
1,5
1,0
f Norm
fRand
0,5
0,0
0,0
0,2
0,4
0,6
0,8
1,0
а
0
1,2
1,4
X 1,6
100/80
Параметры распределения Модифицированные параметры
fRand
fNorm
xmin = 41.565, xmax = 121.435
a0 = 100, km = 0.815, kv = 0.490
µ = 81.500, σ = 25.690
a0 = 100, km = 0.815, k v = 0.315
fL_Norm
µ = − 29.794, σ = 29.341
a0 = 100, km = 0.775, kv = 0.300
⎧
⎛ a ⋅k ⎞
f L _ Norm ( x,a0 , km , k v ) ≡ ⎪µ = ln ⎜ o m ⎟ , σ = ln(k v 2 + 1)
⎜ k 2 +1 ⎟
⎪
v
⎝
⎠
⎪
⎨
⎡ 1 ⎛ ln( x) − µ ⎞2 ⎤
1
⎪ f (µ, σ) =
exp ⎢ − ⋅ ⎜
⎟ ⎥ , если x > 0;
σ
2π ⋅ σ ⋅ x
⎠ ⎥⎦
⎪
⎢⎣ 2 ⎝
⎪
⎩0, иначе
δ, µ, σ - параметры распределений;
E = a0 km - математическое ожидание;
D - дисперсия, s = D = a0 ⋅ km ⋅ k v;
a0 - характеристический размер зернистости;
km -коэффициент расположения математического
ожидания относительно a0;
kv - коэффициент вариации.
Рис. 3.1. Модификация параметров законов распределений размеров алмазных зерен
выводов для всей гаммы зернистостей.
Статистическая параметризация в дальнейшем используется на всех
этапах исследований, что позволяет получить общие зависимости для всех
зернистостей шлиф- и микропорошков. Тем самым расширена возможность
применения результатов модельных (разд. 3, 4) и экспериментальных
(разд. 5) исследований ко всем зернистостям, которые рекомендованы ГОСТ
и ДСТУ для изготовления алмазных шлифовальных кругов, алмазных паст и
суспензий.
Модифицированные параметры распределения размеров зерен для всех
зернистостей
алмазно-абразивных
шлифпорошков,
микропорошков
и
субмикропорошков в соответствии с требованиями ГОСТ 9206-80 и
ДСТУ 3292-95 определены в следующих подразделах.
3.2. Определение
вида
и
степени
взаимосвязи
статистических
характеристик распределения размеров зерен в навеске алмазного порошка с
его зерновым составом
У абразивных кругов геометрические параметры режущих элементов
определяются исключительно по заданному зерновому составу исходной
навески
зерен.
Данное
обстоятельство
конструирование алмазно-абразивного
затрудняет
круга и
рациональное
аналитический расчет
режимов резания для определенных условий шлифования. Для абразивных
инструментов существуют только приближенные рекомендации на основе
производственного опыта (табличный метод) по выбору характеристик круга
и расчету режимов резания. Поэтому задача определения геометрических
параметров режущего профиля круга через зерновой состав шлифпорошка
ставилась в работе [122].
Навеска алмазно-абразивного порошка характеризуется размерами зерен
и их количеством. При этом количество зерен связано с их размерами через
суммарный объем зерен, который определяется концентрацией алмазов в
абразивном слое. Поэтому в ранее выполненных работах [3, 6, 62, 64, 122] и
др. делалось допущение о достаточности определения размеров зерен в
заданной модельной форме или количества зерен в навеске введением
некоего коэффициента, учитывающего неточность описания моделью
реальной формы зерен. Для определения размеров зерен наиболее часто
используют методику ИСМ им. В.Н. Бакуля НАН Украины, где модель зерен
– шар постоянных размеров. В этой методике средний размер зерен
определяется как средний взвешенный кубический размер частиц с учетом
содержания зерновых фракций. Такой подход возможен при постоянном
размере зерен для каждой фракции в отдельности, что не соответствует
реальности. Определение количества зерен в навеске наиболее часто
выполняют на основе данных по количеству зерен в единице объема
порошка, полученных экспериментально В.Н. Бакулем [122].
Распределение размеров зерен и их относительное положение в
абразивном слое характеризуются параметрами соответствующих законов
распределения. Определение таких параметров становится возможным на
основе современной концепции 3D моделирования алмазно-абразивных
кругов (разд. 2.6). С точки зрения статистического моделирования, задача
формулируется таким образом: определить параметры статистического
закона распределения размеров зерен, обеспечивающих существующие
требования (ДСТУ 3292-95) по содержанию зерновых фракций. Для решения
данной задачи первоначально необходимо выявить взаимосвязь между
параметрами распределения размеров зерен и относительным содержанием
фракций.
В соответствии с методологией 3D моделирования алмазно-абразивных
инструментов адекватность модели рабочей поверхности инструмента
обеспечивается ее созданием на основе исходного абразивного слоя
(разд. 2.6).
Формирование модели абразивного слоя [19] выполняется по схеме,
представленной на рис. 3.2. Навеска зерен для абразивного слоя представлена
Исходные параметры абразивного слоя
Форма и размеры абразивного пространства: параллепипед, длина L, ширина B,
толщина S;
Концентрация зерен в абразивном слое kабр = 1 - 8 (25 - 200 %);
Форма зерен: шар, трехосный эллипсоид;
Закон распределения размеров зерен: равномерный, нормальный и
логарифмически-нормальный;
Модифицированные параметры статистического закона распределения:
a 0 - характеристический размер (масштабный коэффициент); km = Ε / a 0 - коэффициент
расположения математического ожидания относительно характеристического размера;
kv = σ / Ε - коэффициент вариации;
Объем заполняемый
зернами
VЗЕРЕН =
kабр
16
yi
d X (i)
n
если
⋅L⋅B⋅S
∑V
i =1
i
< VЗЕРЕН
Формирование
размеров
dY ( i )
зерен
xi
d Z (i)
zi
Vi =
π
6
d X ( i ) d Y ( i ) d Z ( i ) KФ
X, Y, Z
Формирование координат центров зерен
Размещение зерен в абразивном пространстве методом Монте-Карло
xЦ ( i ) , y Ц ( i ) , z Ц ( i ) =
d X , Y , Z (i )
Объем зерна
d X , Y , Z (i )
2
d
⎛
⎞
+ ⎜ X , Y , Z А (max) − X , Y , Z ( i ) ⎟ ⋅ Rand ( 0,1)
2
⎝
⎠
y
x
yn
z
где X, Y, ZА(max) - границы абразивного слоя;
размещение
xЦ(i), yЦ(i), zЦ(i), dX, Y, Z(i) - координаты и размеры i-го зерна по осям X, Y, Z;
i-го зерна
Rand (0, 1) - функция, возвращающая равномерно распределенное число, x , y , z
ц( i )
ц( i )
ц( i )
находящееся в интервале 0 ... 1
Рис. 3.2. Cхема формирования абразивного слоя
rn
xn
Условие размещения i-го зерна относительно ранее размещенных 1...i-1
S1 ≥ ri + r1 , ..., Si −1 ≥ ri + ri −1
xц(i), yц(i), zц(i)
Коэффициент заполнения модельного объема зерен КФ
zn
ri
S i_n
n-е зерно навески
xц( n ) , yц( n ) , zц( n )
базой данных размеров зерен и координатами их центров, содержащей
следующие атрибуты: dX, dY, dZ – диаметры зерен по осям X, Y, Z,
формируемые по заданным взаимно независимым законам распределения;
xц , yц , zц – координаты центров зерен, равновероятно распределенных в
пределах абразивного слоя по осям X, Y, Z с учетом их размеров (рис. 3.2).
Генерирование
значений
размеров
и
координат
центров
зерен
выполнялось по методике [20] для каждой из переменных dX, dY, dZ, xц , yц , zц.
Контрольный корреляционный анализ взаимосвязи между параметрами
моделируемых зерен не выявил существенной корреляции исследуемых
признаков (коэффициент корреляции меньше 0.002).
Существующие предпосылки для выбора наиболее реалистичной
модельной формы зерен рассмотрены в разд. 1.3. В результате анализа
рассмотренных данных в качестве реалистичной модели зерен был выбран
трехосный эллипсоид с распределением размеров по нормальному или
логарифмически-нормальному закону. По методическим соображениям для
сравнительного
анализа
параметры
распределения
размеров
зерен
определяли для следующих шести вариантов моделей: шар и трехосный
эллипсоид с распределением размеров по равномерному, нормальному и
логарифмически-нормальному законам.
Модифицированные параметры распределения размеров зерен km, kv
(разд. 3.1), обеспечивающие заданные требования ДСТУ на содержание
зерновых фракций, определялись в соответствии с методикой, включающей
следующие этапы:
– регрессионный анализ взаимосвязи между параметрами распределения
размеров зерен и процентным содержанием фракций;
– определение с помощью полученных уравнений регрессии области
значений параметров распределения размеров зерен, обеспечивающих
заданные требования;
– определение параметров распределения размеров зерен km, kv (при
условии максимально допустимого значения коэффициента вариации) для
всех зернистостей алмазно-абразивных шлиф-, микро- и субмикропорошков
в соответствии с требованиями по зерновому составу.
Модифицированные
параметры закона
распределения размеров
зерен
a0 , k m , k v
Общая схема модельного исследования,
направленного на определение взаимосвязи
между параметрами распределения размеров
зерен
и
относительным
содержанием
зерновых фракций, представлена на рис. 3.3.
Формирование
экземпляров 3D модели
навески зерен
Связь зернового состава навески по
массе (или объему) с параметрами законов
распределения размеров зерен, моделируемых
трехосным
Определение
относительного
содержания зерновых
фракций Pм, .., п, %
эллипсоидом,
имеет
аналитического описания в явном виде.
Невозможность использования непрерывных
математических
функций
сложностью
Корреляционный и
регрессионный анализ
взаимосвязи
Pм, ..., п = f ( km , k v )
не
определяется
прогнозирования
стохастического механизма разделения зерен
по
фракциям
при
шлифпорошков.
контрольном
Поэтому
рассеве
отношения
параметров распределения размеров зерен к
Рис. 3.3. Схема исследования процентному
содержанию
фракций
необходимо определять путем имитационного моделирования (рис. 3.3):
создание экземпляров навесок зерен с определенными параметрами закона
распределения размеров зерен; имитационный контроль зернового состава
для определения содержания фракций; корреляционный и регрессионный
анализ
полученных
отношений;
определение
функций,
корректно
описывающих эти взаимосвязи (табл. 2.2 – 2.4).
Модельное исследование проводилось для алмазно-абразивных шлиф-,
микро- и субмикропорошков. При исследовании определяли взаимосвязь
между процентным содержанием фракций Рм,…,п и коэффициентами km, kv.
Поэтому выводы, полученные при исследовании одной зернистости, можно
перенести и на другие зернистости с таким же знаменателем геометрической
прогрессии ϕ. Это связано с тем, что для просева алмазных порошков
используются проволочные сита, размеры которых построены на основе ряда
предпочтительных чисел. Например, для шлифпорошков узкого и широкого
диапазонов
зернистостей
соответственно равны ϕузк =
знаменатели
10
геометрической
прогрессии
10 = 1.259 и ϕшир = 5 10 = 1.585.
Значения km выбирали в интервале от 1/ϕ до 1. Для узкого диапазона
зернистостей это соответствовало диапазону значений 0.8 – 1 с интервалом
0.05; широкого – 0.63 – 1 с интервалом 0.0925. Значения kv выбирали в
диапазоне, обеспечивающем требования ГОСТ по содержанию фракций: для
узкого диапазона зернистостей – 0.05 – 0.15; широкого – 0.05 – 0.25.
Интервал изменения значений составлял 0.05. Максимальные значения kv
были выбраны с учетом рекомендаций [3].
В
соответствии
с
выбранным
коэффициентом
относительного
математического ожидания km и коэффициентом формы kv значения
математического ожидания Е и среднеквадратического отклонения σ,
являющиеся промежуточными параметрами при создании навески зерен,
определяли из ранее рассмотренных соотношений (разд. 3.1).
Количество зерен, создаваемое в каждом экземпляре модельной навески,
соответствовало
≅ 100 тыс. шт.
Такое
количество
зерен
в
навеске
обеспечивало достаточную устойчивость статистических выводов. Как
показали проведенные испытания, дальнейшее увеличение количества зерен
(до 10 млн. шт.) приводит к относительному изменению содержания фракций
в пределах 1 %.
Корреляционный и регрессионный анализ зависимостей производился с
использованием специальной подсистемы функционального регрессионного
анализа
(разд. 2.6.3).
Для
повышения
достоверности
результатов
контрольные расчеты производились в среде статистического пакета
Statistica (производитель StatSoft, Inc.) с использованием модуля Nonlinear
Estimation.
Исследование функциональных зависимостей выполняли в следующей
последовательности:
– определение функции взаимосвязи между содержанием фракций и
коэффициентом km, P = f (km);
– определение функций взаимосвязи между коэффициентами уравнения
регрессии P = f (km) и коэффициентом kv;
– определение функции взаимосвязи между содержанием фракций и
коэффициентами km и kv, P = f (km, kv);
– определение коэффициентов уравнений регрессии P = f (km, kv).
Определяющим условием выбора вида функции являлось значение
средней относительной ошибки аппроксимации, не превышающей 5 %. В
качестве базовых использовались функции, представленные в табл. 2.2 - 2.4.
Полученные функции взаимосвязи между процентным содержанием
фракции и коэффициентом km, имеют следующий вид:
для основной фракции
2
P (km ) = A ⋅ km + B ⋅ km + C ;
(3.1)
для предельной, крупной, дополнительной и мелкой фракций
2
P (km ) = exp( A ⋅ km + B ⋅ km + C ) ,
(3.2)
где A, B, C – коэффициенты уравнений регрессии P = f (km).
Функции взаимосвязи между коэффициентами уравнения регрессии
P = f (km) и коэффициентом kv имеют следующий вид:
A ( k v ) = a A ⋅ k v bA + c A ;
(3.3)
B ( k v ) = aB ⋅ kv bB + cB ;
(3.4)
C ( k v ) = aC ⋅ k v bC + cC ,
(3.5)
где аА, bА, … сC – коэффициенты уравнений регрессии.
Обобщенные уравнения регрессии были получены подстановкой
зависимостей (3.3) - (3.5) в уравнения (3.1), (3.2). После выполнения
преобразований имеем:
для основной фракции
b
2
b
b
P(k v , km ) = a1 ⋅ (kv + c1 ) ⋅ km + a2 ⋅ ( kv + c2 ) ⋅ km + a3 ⋅ (kv + c3 ) ;
(3.6)
для предельной, крупной, дополнительной и мелкой фракции
b
2
b
b
P(k v , km ) = exp ⎡⎣ a1 ⋅ (k v + c1 ) ⋅ km + a2 ⋅ (kv + c2 ) ⋅ km + a3 ⋅ (kv + c3 ) ⎤⎦ , (3.7)
где a1, a2, a3, b, c1, c2, c3 – коэффициенты уравнений регрессии.
Значения
коэффициентов
уравнений
регрессии
P = f (km, kv)
для
алмазных шлифпорошков при нормальном законе распределения размеров
зерен и форме зерен - трехосный эллипсоид представлены в табл. 3.1.
Полученные зависимости (3.6) - (3.7) обеспечивают относительную
ошибку аппроксимации в пределах 4 – 12 % для всех зернистостей шлиф- и
микропорошков. Это позволяет определять процентное содержание фракций
P от коэффициентов km, kv, задающих параметры распределения размеров
зерен.
Зависимости
(3.6) – (3.7)
служат
основой
для
последующего
определения параметров распределения размеров зерен обеспечивающих
заданные требования по содержанию зерновых фракций в разд. 3.3.
Становится возможным также оценить влияние изменения требований по
содержанию фракций на изменение характеристик рабочей поверхности
круга, не прибегая к дорогим исследованиям.
Использование
статистические
зависимостей
характеристики
(3.6) – (3.7)
распределения
позволяет
размеров
регулировать
зерен
и,
соответственно, вершин зерен на рабочей поверхности кругов (разд. 4.4.1).
Такая возможность реализуется путем задания требований на содержание
Таблица 3.1
Значения коэффициентов уравнений регрессии P = f(km, kv) для зерен в форме
трехосного эллипсоида при нормальном законе распределения размеров
Наименование фракции
Коэффициенты уравнения
a2
a1
a3
b
с1
c2
c3
-6.26542
-6.26542
-6.26542
Узкий диапазон шлифпорошков
Предельная 0.338978 0.329152 -0.726992 -2.13158
Крупная
25.29969
-1170.90
1156.000 0.024049 -0.819016 -0.964135 -0.964135
Основная
-14577.5
26683.58
-12043.8 -0.150038 -1.13832
Дополнит.
-1.11152
1.492705 -0.481025 -1.53694
Мелкая
-0.619358 0.293392 0.114161
-2.02502
-1.13650
-1.13832
22.82648 25.96829 22.09619
-7.87232
2.873374
-4.78872
-3.95389
-6.84056
-1.40897
Широкий диапазон шлифпорошков
Предельная 1.513854 -0.850623 -0.785667 -2.065039 -3.66619
Крупная
-80.0392
-1.44710
83.16444 0.190398 -0.091059 -77.5830
Основная
-134.618
222.6682
-87.3972
Дополнит.
-76.3200
17.61101 20.28459 -0.151003 -1.00768 -0.352155 -1.18374
Мелкая
1.795918
-3.25852
1.277851
-1.11507
-1.84513
3.138588 3.259210 2.826839
-8.79984
-5.40053
-1.20326
Микропорошки зернистостей 60/40 и 3/2
Крупная
4.638670
-1.47112
-3.15115 -0.616324 -9.96431
-50.4174
7.528148
Основная
-19330.0
32452.40
-13092.8 -0.067446 -1.05851
-1.06391
-1.07349
Мелкая
-3.46035 -0.673473 2.005806 -0.951291 -0.848093 -4.34933 -0.033551
Микропорошки зернистостей 40/28, 20/14 и 10/7
Крупная
5.613156
-2.37789
-3.23328 -0.589176 -8.64599
-32.5690
7.610960
Основная
-7515.23
12813.43
-5290.75 -0.178132 -1.18149
-1.19583
-1.22030
Мелкая
-1.50587
0.159116 0.626810
-1.24998
3.061569 40.78205 1.495498
Микропорошки зернистостей 28/20, 14/10 и 7/5
Крупная
6.537863
-3.38160
-3.14919 -0.544156 -8.06958
-25.0694
8.804362
Основная
-10396.9
17864.77
-7457.10 -0.138069 -1.14398
-1.15474
-1.17260
-11.2559
1.206559
Мелкая
-0.901049 -0.566167 0.863624
-1.29582
5.172501
Микропорошок зернистости 5/3
Крупная
4.882220
-3.94028 -0.930794 -0.685429 -8.91810
-18.5281
27.09223
Основная
-6606.38
10650.06
-4026.68 -0.114289 -1.05939
-1.07327
-1.10109
Мелкая
-1.23624
-3.02500
2.260497
-1.03205
-2.12894 -0.179404 0.859698
зерновых фракций навески.
3.3. Комплексный анализ алмазно-абразивных шлиф-, микро- и
субмикропорошков
по
ГОСТ 9206-80
и
ДСТУ 3292-95
на
основе
модифицированных параметров распределения размеров зерен
В требованиях ГОСТ 9206-80 и ДСТУ 3292-95 для шлиф-, микро- и
субмикропорошков
заданы
условия
по
процентному
содержанию
предельной, крупной, основной и мелкой фракций. Подставив эти условия в
уравнения (3.6) и (3.7), получим систему уравнений, определяющих значения
параметров распределения размеров зерен, обеспечивающих заданные
требования:
⎧ Pп < exp[aп1 ⋅ (kv bп + cп1 ) ⋅ km 2 + aп 2 ⋅ (kv bп + cп 2 ) ⋅ km + aп 3 ⋅ (kv bп + cп 3 )]
⎪
b
b
b
2
⎪ Pк < exp[aк1 ⋅ (k v к + cк1 ) ⋅ km + aк 2 ⋅ (kv к + cк 2 ) ⋅ km + aк 3 ⋅ (kv к + cк 3 )]
(3.8)
⎨
bо
bо
bо
2
≥
⋅
+
⋅
+
⋅
+
⋅
+
⋅
+
P
a
k
c
k
a
k
c
k
a
k
c
(
)
(
)
(
)
⎪ о
v
m
v
m
v
о1
о1
о2
о2
о3
о3
⎪ P < exp[a ⋅ (k bм + c ) ⋅ k 2 + a ⋅ (k bм + c ) ⋅ k + a ⋅ (k bм + c )],
v
m
м1
м1
м2
v
m
v
м2
м3
м3
⎩ м
где Рп, Рк, Ро, Рм –
заданные
условия
по
процентному
содержанию
предельной, крупной, основной и мелкой фракций;
aп1, bп …,cм3 – коэффициенты уравнений регрессии.
На рис. 3.4 представлены зависимости процентного содержания фракций
от коэффициентов km и kv (для случая описания узкого диапазона
зернистостей шлифпорошков) при нормальном законе распределения
размеров зерен. Представленные графики позволяют в наглядной форме
оценить
закономерности
влияния
коэффициента
расположения
математического ожидания относительно характеристического размера и
коэффициента вариации на распределение веса зерен по фракциям.
Анализ зависимостей (3.6) и (3.7) показывает, что для шлифпорошков
границы
областей
допустимых
значений
коэффициентов
km
и
kv,
определяемых условиями по крупной и основной фракциям, пересекаются
(рис. 3.5). Общая область для этих фракций включает области предельной и
Предельная фракция
Коэффициент вариации kv
Крупная фракция
Основная фракция
Коэффициент вариации kv
Коэффициент расположения математического ожидания относительно
характеристического размера зернистости km
Коэффициент вариации kv
Коэффициент расположения математического ожидания относительно
характеристического размера зернистости km
Мелкая фракция
Дополнительная фракция
Коэффициент расположения математического ожидания относительно
характеристического размера зернистости km
Рис. 3.4. Зависимости процентного содержания фракций от
коэффициентов k m и k v для узкого диапазона зернистостей, при
нормальном законе распределения размеров зерен
мелкой фракций. Данное соответствие выполняется для шлифпорошков всех
зернистостей. С учетом рассмотренных особенностей система уравнений
(3.8) примет следующий вид:
⎧⎪ Pо ≥ ao1 ⋅ (kv bo + co1 ) ⋅ km 2 + ao 2 ⋅ (kv bo + co 2 ) ⋅ km + ao 3 ⋅ (kv bo + co 3 )
(3.9)
⎨
b
b
b
2
⎪⎩ Pк < exp(ak 1 ⋅ (k v k + ck1 ) ⋅ km + ak 2 ⋅ (k v k + ck 2 ) ⋅ km + ak 3 ⋅ (kv k + ck 3 )).
Коэффициент вариации kv
kv = f (km, Pк)
крупная фракция
Выполняются
условия по всем
фракциям
b
kv = f (km, Po)
основная
фракция
a
с
Коэффициент смещения km
Рис. 3.5. Область значений коэффициентов km и k v
обеспечивающие требования по содержанию зерновых фракций
На рис. 3.5 представлена характерная область для шлифпорошков,
полученная из системы уравнений (3.9), на примере зернистости 250/200.
Границы области a − b − c имеют три участка. Участки a − b и b − c
определены условиями по основной и крупной фракциям. Участок a − c
зависит от минимального значения коэффициента kv.
Первый участок границы области зависит от максимальных значений kv
на интервале km (а, b). Значения коэффициента вариации kv определяются
решением первого уравнения системы (3.9):
⎡ P − ao1 ⋅ co1 ⋅ km − ao 2 ⋅ co 2 ⋅ km − ao 3 ⋅ co 3 ⎤
kv = f (km , Pо ) = ⎢ о
⎥
2
ao1 ⋅ km + ao 2 ⋅ km + ao 3
⎣
⎦
2
Второй
участок
границы
области
обусловлен
1
bo
.
(3.10)
максимальными
значениями kv на интервале km (b, c). Значения kv определяются решением
второго уравнения системы:
⎡ ln ( Pк ) − ak 1 ⋅ ck 1 ⋅ km − ak 2 ⋅ ck 2 ⋅ km − ak 3 ⋅ ck 3 ⎤
kv = f (km , Pк ) = ⎢
⎥
2
ak 1 ⋅ km + ak 2 ⋅ km + ak 3
⎢⎣
⎥⎦
2
Определение
областей
значений
коэффициентов
1
bk
.
km, kv
(3.11)
для
микропорошков производится аналогично шлифпорошкам.
В реальных навесках коэффициент вариации размеров зерен kv имеет
максимальные значения с ограничением по требованиям на содержание
фракций. Следовательно, представляет практический интерес получение
параметров распределения размеров зерен в навеске при максимально
допустимых значениях kv при одновременном соответствии требованиям
ГОСТ или ДСТУ по содержанию фракций.
Определение модифицированных параметров распределения размеров
зерен для каждой модели зерен (заданной зернистости) производилось
методом
итераций
в
системе
3D моделирования
алмазно-абразивных
инструментов при количестве зерен в навеске равном 100 000 шт. Такое
количество зерен обеспечивало достаточную устойчивость статистических
выводов. Как показали проведенные модельные испытания, дальнейшее
увеличение количества зерен (до 1 млн. шт., реально такая навеска зерен
отвечает алмазно-абразивному кругу 1А1 63х4х20х3 100/80 100 %) приводит
к несущественному изменению параметров. Изменение параметров km, kv
распределения размеров зерен производилось с шагом 0.005. Начальные
приближения значений параметров определялись по уравнениям (3.10) и
(3.11). Для каждого экземпляра модельной навески определялся зерновой
состав с помощью подсистемы имитационного контроля [23]. В качестве
окончательного варианта принималась навеска зерен с максимально
возможным значением коэффициента вариации kv, отвечающая требованиям
ДСТУ (или ГОСТ) по содержанию фракций.
Полученные модифицированные параметры km, kv (для всех вариантов
модели зерен) приведены в табл. А.1 – А.5. В таблицах также приведены
требования по зерновому составу и значения относительного содержания
всех фракций для полученных параметров распределения размеров зерен.
Анализ модифицированных параметров km, kv распределения размеров
зерен показал существенное отличие параметров для шлифпорошков,
микропорошков и субмикропорошков. При логарифмически-нормальном
законе распределении шлифпорошки узкого диапазона зернистости имеют
значения коэффициента вариации kv в интервале 0.110 – 0.190 (km = 0.920 –
0.935). Для широкого диапазона зернистостей значения kv соответствуют
0.275 – 0.300 (km = 0.775 – 0.815). Значения kv для микропорошков узкого
диапазона зернистостей находятся в пределах 0.230 – 0.520 при km = 0.450 –
0.730,
а
для
широкого
Субмикропорошки
kv = 0.350 – 0.575
характеризуются
при
km = 0.435 – 0.580.
наибольшими
значениями
коэффициента вариации kv в интервале 0.450 – 2.045 (и наименьшими
km = 0.190 – 0.470).
Зернистости
с
одинаковыми
требованиями
по
содержанию фракций и отношением ϕфакт = aВ / aН размеров в обозначении
зернистости (табл. А.1 – А.5) имеют одинаковые параметры закона
распределения размеров зерен.
Анализ взаимосвязи параметров km, kv распределения размеров зерен с
требованиями по зерновому составу (табл. А.1 – А.5) позволяет сделать
следующие выводы:
– на параметры
распределения существенное влияние
оказывает
совокупность величин ϕфакт (для шлифпорошков – отношение размеров ячеек
в свету верхнего сита к нижнему, микро- и субмикропорошков – отношение
полсуммы максимального размера проекции зерен к минимальному) и P требуемое относительное содержание (по массе для шлифпорошков и по
количеству зерен для микро- и субмикропорошков) каждой из фракций;
– главным образом значения km, kv зависят от параметров ϕфакт и P
основной фракции, второстепенное влияние имеют параметры остальных
фракций навески;
– повышение фактического значения ϕфакт для основной фракции
приводит к увеличению kv и уменьшению km, а повышение относительного
содержания P основной фракции – к росту kv;
– для микропорошков и субмикропорошков повышение относительного
содержания P или ϕфакт крупной фракции приводит к увеличению kv.
Выявленные закономерности распространяются на все варианты модели.
Исключение составляет шар с равномерным распределением размеров, для
которого коэффициенты km, kv зависят только от параметров ϕфакт и P
основной фракции.
На рис. 3.6 представлены
полученные параметры
распределения
размеров зерен для шести вариантов модели зерен для всех зернистостей по
ДСТУ. Анализ параметров распределения показывает, что для трехосного
эллипсоида (по сравнению с шаром) параметр km имеет более широкий
разброс значений, а kv на 10 – 347 % больше для всех законов распределения
размеров зерен. Существенное влияние от выбора закона распределения
(нормального
или
логарифмически-нормального)
имеет
место
для
микропорошков, субмикропорошков и шлифпорошков широкого диапазона
зернистостей
(при
kv > 0.19).
Равномерный
закон
распределения
характеризуется наибольшими значениями коэффициента вариации kv
размеров зерен для обеих модельных форм – шар и трехосный эллипсоид.
В табл. 3.2 приведены данные по областям значений параметров km, kv
распределения размеров зерен для всех рассмотренных вариантов модели по
каждой группе и диапазону зернистостей алмазно-абразивных порошков.
На рис. 3.7 представлены плотности распределения размеров зерен для
всех зернистостей по ДСТУ и ГОСТ. Количество графиков плотностей
распределений для ДСТУ соответствует 73 и 69 по ГОСТ с учетом того, что
некоторые зернистости для различных марок порошка имеют отличающиеся
требования по зерновому составу. Из них по ДСТУ шлифпорошков – 29 (по
субмикропорошки
шар
1,0
Модельная форма зерен:
трехосный эллипсоид
шир.диап.
микропор.
узк.диап.
микропор.
0,2
0,0
0,4
0,5
0,6
0,7
узк.диап.
микропор.
1,6
субмикропорошки
шир.диап.
микропор.
0,8
0,9
шир.диап.
шлифпор.
1,0 0,3
0,5
0,7
шир.диап.
микропор.
0,8
0,9
субмикропор.
шир.диап.
шлифпор.
0,0
0,4
0,5
0,6
0,7
0,8
0,9
1,0 0,3
0,4
0,2
0,0
шир.диап.
микр.
шир.диап.
шлиф.
узк.диап.
микр.
узк.диап.
шлифпор.
узк.диап.
шлиф.
1,6
1,2
0,8
0,4
узк.диап.
микропор.
шир.диап.
микропор.
0,4
2,0
узк.диап.
шлифпор.
0,4
0,6
0,1
1,0 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
1,2
0,8
узк.диап.
шлифпор.
узк.диап.
микропор.
0,6
1,0
0,8
шир.диап.
микропор.
узк.диап.
шлифпор.
0,4
шир.диап.
шлифпор.
субмикропор.
шир.диап.
шлифпор.
0,2
узкий диапазон
микропорошков
0,0
субмикропор.
2,0
1,0
1,2
широкий диапазон
0,8
шлифпорошков
0,6
узк.диап.
шлифпор.
0,4
0,8
0,4
1,2
субмикропор.
0,5
0,6
0,7
0,8
0,9
0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
0,0
Коэффициент расположения математического ожидания относительно характеристического размера зернистости km
Рис. 3.6. Параметры распределения размеров зерен для шлиф-, микро- и субмикропорошков по ДСТУ
Коэффициент вариации k v
равномерный (Rand)
1,2
0,6
Закон распределения размеров зерен:
нормальный (Norm)
логарифмически-нормальный (lnNorm)
9
Плотности логарифмически нормального распределения размеров
зерен в форме трехосного эллипсоида
Субмикропорошок АСМ5 0,1 / 0
8
по ДСТУ и ГОСТ
km = 0.190, kv = 2.045
по ГОСТ 9206-80
Субмикропорошки
По ГОСТ
km = 0.190 ... 0.400,
kv = 0.540 ... 1.300
7
6
По ДСТУ
km = 0.190 ... 0.470,
kv = 0.450 ... 1.300
5
4
Широкий диапазон
микропорошков
По ДСТУ
km = 0.435 ... 0.580,
kv = 0.350 ... 0.575
по ДСТУ 3292-95
Узкий диапазон
микропорошков
По ГОСТ
km = 0.515 ... 0.730,
kv = 0.225 ... 0.530
По ДСТУ
km = 0.515 ... 0.730,
kv = 0.230 ... 0.520
Узкий диапазон шлифпорошков
По ГОСТ и ДСТУ
km = 0.920 ... 0.935,
kv = 0.110 ... 0.190
Широкий диапазон шлифпорошков
3
По ГОСТ
km = 0.775 ... 0.845,
kv = 0.220 ... 0.300
По ДСТУ
km = 0.775 ... 0.815,
kv = 0.275 ... 0.300
2
1
0
0
0 ,2
0 ,4
0 ,6
0 ,8
1
1 ,2
Относительное значение исследуемого признака d x , d y , d z a0
1 ,4
Рис. 3.7. Плотности распределения размеров зерен алмазно-абразивных шлифпорошков, микропорошков и
субмикропорошков по ГОСТ и ДСТУ
1 ,6
ГОСТ – 39), микропорошков – 32 (22), субмикропорошков – 12 (8).
Таблица 3.2
Области значений параметров km, kv распределения размеров зерен при
различных моделях зерен
km
kv
km
kv
km
Группы порошков и диапазоны зернистостей
Шлифпорошки
Микропорошки
Субмикроузкий
широкий
узкий
широкий
порошки
диапазон диапазон диапазон диапазон
0.805-0.885 0.735-0.740 0.630-0.800 0.605-0.705 0.500-0.550
0.130-0.245 0.375-0.400 0.255-0.610 0.415-0.725 0.825-0.995
0.845-0.885 0.675-0.715 0.630-0.800 0.565-0.710 0.420-0.530
0.065-0.125 0.205-0.250 0.150-0.355 0.200-0.460 0.385-0.825
0.850-0.895 0.685-0.745 0.615-0.795 0.525-0.655 0.245-0.570
kv
0.065-0.120 0.175-0.200 0.145-0.315 0.220-0.400 0.290-1.170
km
0.920-0.930 0.790-0.825 0.550-0.715 0.510-0.635 0.520-0.550
kv
0.170-0.280 0.420-0.495 0.490-1.000 0.640-1.000
1.000
km
0.910-0.925 0.790-0.825 0.400-0.725 0.300-0.645
0.440
kv
0.105-0.190 0.290-0.345 0.260-0.970 0.315-1.460 0.665-0.845
km
0.920-0.935 0.775-0.815 0.515-0.730 0.435-0.580 0.190-0.470
kv
0.110-0.190 0.275-0.300 0.230-0.520 0.350-0.575 0.450-2.045
Парамет
ры
распреде
ления
Модель зерен
(форма, закон
распределения
размеров)
Шар, равномерный
закон
Шар, нормальный
закон
Шар,
логарифмическинормальный закон
Трехосный
эллипсоид,
равномерный закон
Трехосный
эллипсоид,
нормальный закон
Трехосный эллипсоид, логарифмически-нормальный
закон
Требования ДСТУ введены взамен ГОСТ для синтетических алмазов.
Сопоставление
этих
стандартов
по
техническим
требованиям
на
шлифпорошки, микропорошки и субмикропорошки выявляет следующие
отличия ДСТУ:
– сужен диапазон размеров зернистостей для широкого диапазона
зернистостей шлифпорошков с 63 ÷ 2500 до 63 ÷ 630 и геометрический ряд
зернистостей (знаменатель геометрической прогрессии ϕузк = 10 10 = 1.259), а
геометрический ряд для размеров сит не изменился (ϕшир = 5 10 = 1.585);
– добавлен широкий диапазон зернистостей микропорошков;
– в зерновой состав микропорошков введена промежуточная фракция
(между основной и мелкой);
– для
микропорошков
марки
АСМ
ужесточены
требования
на
содержание основной фракции (67 % против 65 %);
– добавлены две зернистости субмикропорошков – 1/0.5 и 0.5/0.
Анализ модифицированных параметров распределения показывает, что
микропорошки по ДСТУ, в отличие от порошков по ГОСТ, имеют
увеличенные коэффициенты вариации kv. Объясняется это тем, что добавлена
промежуточная фракция для микропорошков. и появился широкий диапазон
зернистостей, характеризующийся по сравнению с узким диапазоном
большими значениями kv в среднем на 46 %.
Полученные параметры распределения размеров зерен не являются
максимально допустимыми в соответствии с требованиями ДСТУ. В
стандарте
заложены
нормы
на
случайное
отклонение
результатов
определения зернового состава.
По ГОСТ и ДСТУ в методах определения зернового состава алмазных
шлифпорошков и микропорошков задана абсолютная погрешность ∆.
Параметры распределения km, kv с учетом ∆, и отклонения от ранее
полученных
значений
(табл. А.1 – А.5)
определялись
аналогично
вышеизложенной методике. В качестве условий при определении параметров
km, kv для шлифпорошков были приняты следующие: минимальное
допустимое
значение
содержания
основной
фракции
(наименьшее
отклонение ∆ по ГОСТ – 3 %, и ДСТУ – 15 %) и максимальных значениях
крупной (наибольшее отклонение ∆ по ГОСТ + 2 %, и ДСТУ + 8 %) и мелкой
фракций (значение ∆ по ГОСТ + 2 %, и ДСТУ + 3 %). Модифицированные
параметры km, kv для микропорошков рассчитывались аналогично, но с
учетом следующих отклонений: для крупной фракции – по ГОСТ + 1 %, и
ДСТУ + 2 %; основной – по ГОСТ – 3 %, и ДСТУ – 5 %; и мелкой – + 2 %.
Оценка
отклонений
параметров
распределения выполнялась
для
модельной формы зерен – трехосный эллипсоид с логарифмическинормальным распределением размеров. Допустимые наибольшие отклонения
параметра kv распределения размеров зерен с учетом предусмотренного по
ДСТУ
случайного
отклонения
результатов
контроля
составили
для
шлифпорошков + 17 ÷ 41 % (по ГОСТ + 5 ÷ 9 %), и микропорошков
+ 12 ÷ 15 % (по ГОСТ + 2 ÷ 6 %).
Полученные
параметры
законов
распределений
(табл. А.1-А.5),
обеспечивающие зерновой состав в соответствии с ГОСТ (или ДСТУ), были
занесены в специальную базу данных. В системе 3D моделирования алмазноабразивного инструмента предусмотрен выбор и установка этих параметров в
зависимости
от
субмикропорошки)
типа
и
абразивного
его
порошка
зернистости.
В
(шлиф-,
дальнейшем
микро-
и
(разд. 4, 5)
использовались полученные значения параметров законов распределения
размеров зерен, что обеспечило реалистичность моделирования рабочей
поверхности алмазно-абразивных кругов по статистическим характеристикам
распределения вершин зерен.
Значения параметров законов распределения размеров зерен для
нескольких моделей зерен (табл. А.1 – А.5) используются в разд. 4.1.3. для
оценки
влияния
модели
зерен
на
статистические
характеристики
распределения вершин зерен на рабочей поверхности кругов.
3.4. Анализ применимости модельной формы зерен и статистических
законов
распределения
их
размеров
по
коэффициенту
заполнения
модельного объема
Количество зерен на рабочей поверхности круга является одним из
основных параметров, характеризующим состояние рабочей поверхности
круга [3]. Количество зерен на рабочей поверхности в соответствии с
объектно-статистической
методологией
3D моделирования
алмазно-
абразивных кругов [18, 19, 28] определяется количеством зерен в единице
объема абразивного слоя. В соответствии с полученными в разд. 3.3
параметрами распределения размеров зерен стоит задача формирования
реалистичного количества зерен в единице объема модельной навески
посредством задания коэффициента заполнения модельного объема зерен.
Рассмотрим
задачу
определения
коэффициента
КФ
заполнения
модельного объема зерен (в расчетах использовали варианты моделей зерен,
для которых определены параметры законов распределения размеров зерен в
разд. 3.3), на основе известных данных по фактическому числу зерен в
единице
объема
алмазно-абразивного
порошка
[122].
Введение
коэффициента КФ при расчете модельного объема зерен обеспечит
реалистическое
количество
зерен
в
модели.
Определение
значений
коэффициента КФ имеет кроме практической необходимости и методическую
ценность для оценки адекватности выбранной модельной формы зерен.
В соответствии с методологией формирования модели абразивного слоя
(разд. 2.6) количество зерен nмод. в экземпляре модели навески определялось в
процессе генерирования зерен по заданным параметрам соответствующего
закона распределения с ограничением по условию формирования суммарного
объема зерен Vмод. (рис. 3.2):
nмод.
π
∑6d
i =1
X (i )
dY ( i ) d Z ( i ) K Ф
≥ Vмод. =
kабр.
16
Vабр. слоя ,
(3.12)
где dX (i), dY (i), dZ (i) – размеры i–го зерна по осям X, Y, Z;
Vабр. слоя – объем абразивного слоя;
kабр. – концентрация зерен, kабр. = 1…8 (25…200 %);
КФ – коэффициент заполнения модельного объема зерен.
Коэффициент заполнения модельного объема зерен КФ может быть
определен по модельным и экспериментальным данным двумя способами:
– сопоставлением модельного nмод. и фактического nфакт. количеств зерен
в навесках одинакового объема или веса
K Ф = nмод. nфакт. (Vмод. = Vфакт. ) ;
(3.13)
– сопоставлением модельного Vмод. и фактического Vфакт. объемов зерен в
навесках с одинаковым числом зерен
K Ф = Vфакт. Vмод. ( nмод. = nфакт. ) .
(3.14)
Коэффициент заполнения модельного объема зерен шлифпорошка
рассчитывался по экспериментальным данным [122], включающим в себя:
марку и зернистость шлифпорошка, фактическое количество зерен в навеске
и их распределение по фракциям (табл. 3.3).
По зерновому составу навески (табл. 3.3) определялись параметры
взаимно независимых распределений размеров зерен по осям и создавался
экземпляр модельной навески.
Определение параметров законов распределений, обеспечивающих
заданный зерновой состав навески, производилось методом итераций с
использованием системы 3D моделирования алмазно-абразивного круга.
Модельная навеска зерен создавалась в количестве 50 000 шт., т. к. такое
количество зерен обеспечивает достаточную устойчивость статистических
выводов. Параметры распределений размеров зерен km, kv подбирались с
шагом 0.005 обеспечивая соответствие модельного зернового состава
фактическому (табл. 3.3) с допустимым абсолютным отклонением ∆ ≤ 1%
для крупной и основной фракций. Содержание дополнительной и мелкой
фракций рассматривали в сумме, так как только в этом случае удавалось
выдержать для них требование по отклонению ∆. Зерновой состав модельной
навески определялся ситовым методом в подсистеме имитационного
контроля [23].
Модельное
найденные
количество
параметры
km,
зерен
kv
в
навеске
определяли,
распределения
размеров
используя
зерен
для
рассматриваемой зернистости навески весом в 1 карат [122]. Определение
коэффициента заполнения модельного объема зерен КФ производили по
зависимости (3.13).
Исследование коэффициента заполнения модельного объема зерен КФ
для разных вариантов формы зерен и закона распределения размеров зерен
показало
существенный
разброс
значений
КФ.
Выборочное
Таблица 3.3
Коэффициенты заполнения модельного объема зерен в форме трехосного эллипсоида
Нормальный закон распределения
Количество зерен по
фракциям, % [122]
Логарифмически-нормальный закон
Фактичесразмеров
распределения размеров
кое число
Марка и
Модифицирован- МодельМодифицирован- Модельзерен в
зернистость
допоные
параметры
ное коли- Коэффи- ные параметры ное коли- Коэффикруп основ
мел- одном
порошка [2]
лнитечество циент КФ
чество циент КФ
ная ная
кая карате нальная
km
kv
km
kv
вески [122]
зерен
зерен
АСК 500/400
АСК 500/400
АСК 400/315
АСК 400/315
АСК 400/315
АСК 400/315
АСК 400/315
АСК 400/315
АСК 400/315
АСК 400/315
АСВ 400/315
АСК 315/250
АСВ 315/250
АСР 315/250
АСК 250/200
АСВ 250/200
АСР 250/200
АСК 200/160
АСВ 200/160
АСО 200/160
АСК 160/125
9
3
6
7
2
5
7
6
6
9
3
10
10
7
3
5
4
8
10
8
10
65
68
66
59
71
67
73
72
65
67
56
68
57
72
67
64
71
65
60
65
65
22
24
27
31
24
25
19
22
29
24
40
20
30
21
30
31
25
27
30
27
25
4
5
1
3
3
3
1
—
—
—
1
2
3
—
—
—
—
—
—
—
—
827
842
1 640
1 816
1 690
1 792
1 516
1 580
1 800
1 632
1 720
3 408
4 020
3 620
6 920
5 850
6 100
14 080
14 910
15 700
23 120
0.930
0.900
0.910
0.905
0.890
0.905
0.925
0.920
0.910
0.930
0.875
0.935
0.920
0.925
0.895
0.910
0.910
0.925
0.930
0.925
0.925
0.175
0.150
0.180
0.200
0.150
0.175
0.160
0.165
0.180
0.185
0.190
0.175
0.210
0.160
0.150
0.170
0.150
0.175
0.195
0.175
0.195
1 084
1 195
2 262
2 302
2 414
2 299
2 150
2 186
2 262
2 120
2 543
4 253
4 463
4 388
9 647
9 177
9 178
17 056
16 777
17 056
33 313
1.31
1.42
1.38
1.27
1.43
1.28
1.42
1.38
1.26
1.30
1.48
1.25
1.11
1.21
1.39
1.57
1.50
1.21
1.13
1.09
1.44
0.935
0.900
0.915
0.910
0.890
0.910
0.925
0.920
0.910
0.930
0.880
0.940
0.935
0.930
0.900
0.910
0.910
0.930
0.935
0.930
0.935
0.185
0.150
0.185
0.205
0.150
0.180
0.170
0.170
0.185
0.190
0.190
0.180
0.220
0.165
0.155
0.170
0.150
0.180
0.200
0.180
0.205
1 067
1 195
2 225
2 262
2 414
2 260
2 150
2 185
2 237
2 103
2 476
4 166
4 228
4 298
9 513
9 199
9 198
16 825
16 549
16 825
32 374
1.29
1.42
1.36
1.25
1.43
1.26
1.42
1.38
1.24
1.29
1.44
1.22
1.05
1.19
1.37
1.57
1.51
1.19
1.11
1.07
1.40
среднеарифметическое значений E{КФ} для рассмотренных вариантов: шар с
распределением
размеров
по
равномерному
E{КФ} = 1.54,
закону
нормальному E{КФ} = 1.58, логарифмически-нормальному E{КФ} = 1.59 и
трехосный эллипсоид с распределением размеров по равномерному закону
E{КФ} = 1.36, нормальному E{КФ} = 1.33, логарифмически-нормальному
E{КФ} = 1.31.
Полученные
значения
E{КФ}
заметно
отличаются
от
полученных (E{КФ} = 1.38) для эллипсоида с постоянными размерами,
которые равны средним экспериментальным значениям, полученным
В.Н. Бакулем. Из приведенных данных можно предположить, что трехосный
эллипсоид с распределением размеров по нормальному или логарифмическинормальному закону является наиболее подходящими для описания реальной
формы зерен в навеске алмазно-абразивного порошка.
Экспериментальные
исходные
данные
[122],
модифицированные
параметры распределений размеров зерен и полученные коэффициенты КФ
для формы зерен в виде трехосного эллипсоида с распределением размеров
по нормальному и логарифмически-нормальному закону (как для наиболее
реалистичных вариантов модели зерен) приведены в табл. 3.3.
Анализ полученных значений коэффициентов заполнения модельного
объема зерен КФ показал несущественное влияние закона распределения
размеров
зерен,
что
подтверждает
применимость
нормального
и
логарифмически-нормального законов для шлифпорошков узкого диапазона
зернистостей. Коэффициент заполнения модельного объема зерен при
нормальном распределении размеров имеет значения в интервале КФ = 1.09 –
1.57 (E{КФ} = 1.33). Для логарифмически-нормального закона значения КФ
соответствуют 1.05 – 1.57 (E{КФ} = 1.31).
Таким
образом,
выполненные
модельные
исследования
с
использованием экспериментальных данных В.Н. Бакуля [122] подтвердили
теоретическое предположение А.Н. Колмогорова [51] (о логарифмическинормальном законе распределения размеров частиц при дроблении) и
позволили выявить наиболее реалистичную модель зерен - трехосный
эллипсоид с независимым распределением размеров по каждой из осей по
логарифмически-нормальному закону.
Для всех рассмотренных зернистостей (табл. 3.3) коэффициент КФ имеет
значения больше единицы, следовательно, фактический средний объем зерен
больше
модельного.
прогнозируемого
В
первом
стохастического
приближении,
процесса
без
учета
сложно
прохождения
зерен
неправильной формы через ячейки сита, можно считать, что сумма объемов
выступов реального зерна больше объема впадин на поверхности модельного
трехосного эллипсоида.
Значения КФ больше единицы можно объяснить существующей
погрешностью изготовления сит, посредством которых производится
классификация зерен по фракциям. Номинальные размеры сторон ячеек сит
выполняются в соответствии с ГОСТ 3584-73. Его требования задают
относительные (%) предельные отклонения среднеарифметического размера
стороны ячейки сита в свету от номинального. Размер ячеек сит имеет
прямое влияние на среднее значение размеров зерен в навеске. Поэтому
заданные в стандарте относительные отклонения на размер ячейки сита ± (3 –
7)% (в зависимости от размера ячейки) могут соответствовать значениям
коэффициента относительного размера зерен в диапазоне 0.93 - 1.07. При
переходе к объему зерен, можно предположить, что КФ ≅ (0.93 – 1.07)3 =
0.80 – 1.23.
Представляет существенный интерес определение значений КФ для
различных материалов зерен, т. к. марка (прочность и способ получения)
существенно влияет на их форму. Но объем данных [122] недостаточен для
получения статистически значимых выводов, поэтому для решения такой
задачи
необходимо
проведение
дополнительных
экспериментальных
исследований.
Наличие значений коэффициента заполнения модельного объема зерен
КФ
(табл. 3.3),
правильность
близких
основных
к
единице,
положений
и
дополнительно
методологии
подтверждает
статистического
объектно-ориентированного 3D моделирования алмазно-абразивных кругов
(разд. 2.6).
Полученные характеристики модельной навески зерен используются в
разд. 4, 5 при модельном исследовании статистических и интегральных
характеристик рабочей поверхности. Учет параметров распределения
размеров зерен в соответствии с заданными требованиями по содержанию
зерновых фракций и соответствующих им коэффициентов заполнения
модельного
объема
зерен
позволили
повысить
реалистичность
3D моделирования алмазно-абразивных кругов.
Выводы
1. Установлена
функциональная
зависимость
модифицированных
параметров распределения размеров зерен в навеске алмазно-абразивного
порошка с содержанием зерновых фракций навески. Определение такой
зависимости создает предпосылки для регулирования статистических
характеристик распределения размеров зерен, а соответственно и рабочей
поверхности круга посредством задания требований по содержанию
зерновых фракций исходной навески алмазно-абразивного порошка.
2. В результате модельных исследований выявлено, что определяющее
влияние на модифицированные параметры распределения размеров алмазноабразивных зерен оказывает величина знаменателя геометрического ряда
зернистостей (для шлифпорошков – отношение размеров ячеек в свету
верхнего сита к нижнему, микро- и субмикропорошков – отношение
максимальной полсуммы размеров проекции зерен к минимальной). Из
требований на содержание фракций в наибольшей степени определяющими
являются основная и крупная фракции. Второстепенную роль в определении
параметров распределения размеров зерен для шлифпорошков играют
требования на содержание предельной и мелкой фракций.
3. Анализ модифицированных параметров распределения размеров
алмазно-абразивных
зерен
для
всех
зернистостей
шлифпорошков,
микропорошков и субмикропорошков по ГОСТ 9206-80 и ДСТУ 3292-95,
позволил оценить отличие в размерных параметрах зерен вызванных
изменением требований на содержание фракций.
4. Определение
параметров
распределений
размеров
зерен
и
коэффициента заполнения их модельного объема для различных их моделей
в виде, как шара, так и трехосного эллипсоида с распределением размеров по
равномерному, нормальному и логарифмически-нормальному законам,
позволило создать методологическую основу для сравнительного анализа
влияния модели зерен на характеристики навески алмазно-абразивного
порошка.
5. Наиболее реалистичной моделью алмазных зерен является трехосный
эллипсоид с независимым распределением размеров по каждой из осей по
логарифмически-нормальному закону. Обоснованием такого вывода служат
следующие результаты исследования: наибольшие коэффициенты вариации
распределения размеров зерен (в реальных навесках коэффициент вариации
размеров зерен имеет максимальные значения ограниченных требованиями
на содержание зерновых фракций); значения коэффициента заполнения
модельного объема зерен наиболее близкие к единице (модельная форма
зерен наиболее точно описывает реальную).
РАЗДЕЛ 4
СИСТЕМНЫЙ АНАЛИЗ СТАТИСТИЧЕСКИХ ХАРАКТЕРИСТИК
ПАРАМЕТРОВ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО
КРУГА И МЕТОДОВ ИХ РЕГУЛИРОВАНИЯ
Equation Section 4
В данном разделе представлен комплекс модельных и теоретических
исследований статистических характеристик рабочей поверхности кругов для
разработки основ конструирования рабочей поверхности и анализа методов
регулирования
статистических
комплексного
регулирования
характеристик.
статистических
Оценены
возможности
характеристик
рабочей
поверхности кругов при их изготовлении и эксплуатации. На этапе
изготовления инструмента – задание требований на зерновой состав навески,
использование смешанных навесок зерен и направленная ориентация зерен в
абразивном слое. На этапе эксплуатации – направленное формообразование
поверхности связки.
4.1. Основные параметры рабочей поверхности и условия, влияющие
на их формирование в процессе изготовления и эксплуатации кругов
Рабочая
поверхность
алмазно-абразивного
круга
состоит
из
совокупности объектов (навеска зерен и связка) имеющих определенные
свойства: статистические характеристики распределения размеров зерен
km{dЗ}, kv{dЗ}; коэффициент относительной критической заделки зерен в
связке εкр и параметры износа зерен рИ1, рИ2, рИ3 (разд. 2.6). Конструирование
рабочей
поверхности
алмазно-абразивных
инструментов
можно
рассматривать как построение рабочих элементов с учетом их свойств для
формирования рациональных статистических характеристик, главной из
которых
является
распределение
вершин
зерен:
km{yВВ} = E{yВВ}/a0,
kv{yВВ} = s{yВВ}/E{yВВ}, где a0 – характеристический размер зернистости.
Характеристики рабочей поверхности должны обеспечивать заданные
выходные показатели процесса обработки с учетом условий шлифования.
Выявление взаимосвязей между исходными характеристиками кругов,
условиями шлифования и параметрами, определяющими состояние рабочей
поверхности, необходимо для создания основ конструирования рабочей
поверхности
кругов
и
исследования
методов
регулирования
их
статистических характеристик (рис. 4.1).
В качестве наиболее представительных параметров рабочей поверхности
круга, с учетом работ [6, 25, 62, 94, 101] и др., для изучения были выбраны:
количество зерен nр; коэффициент относительной критической заделки зерен
в
связке
εкр;
статистические
характеристики
распределения
высоты
выступания yВС и глубины залегания yВВ вершин зерен. В соответствии с
работами [3, 95] основной характеристикой, определяющей динамическую
устойчивость зерен на поверхности связки круга, является коэффициент εкр,
который определяется прочностью удержания зерен в связке и условиями
шлифования [96]. Во многих экспериментальных работах [38, 96] показана
взаимосвязь εкр с параметрами круга (максимальная высота выступания зерен
и их количество) и режимами шлифования (некоторые зависимости [3]
представлены
на
рис. 4.2).
Выявление
зависимостей
между
εкр
и
статистическими характеристиками рабочей поверхности является базой для
оценки методов регулирования служебных свойств рабочей поверхности
(разд. 4.4).
4.1.1. Взаимосвязь между коэффициентом относительной критической
заделки зерен в связке и параметрами рабочей поверхности кругов
Выявление
зависимости
характеристик
рабочей
поверхности
от
коэффициента относительной критической заделки зерен в связке εкр
выполнялось в системе 3D моделирования алмазно-абразивных кругов
(разд. 2.6). Полученная функциональная зависимость количества зерен на
поверхности круга nр от коэффициента εкр с учетом рекомендаций [3, 6]
имеет следующий вид:
На этапе изготовления
инструмента
Зерновой состав
навески
На этапе эксплуатации
инструмента
Формообразование
поверхности связки
Ориентация зерен в
алмазосодержащем слое
продольный профиль
Смесь навесок различных зернистостей
поперечный профиль
Закон распределения
размеров зерен
Закон распределения
центров зерен в
абразивном слое
Закон распределения
глубины залегания
вершин зерен
Условия
шлифования
Коэффициент
относительной
критической
заделки зерен в
связке εкр
Параметры закона
износа зерен
pИ1, рИ2, рИ3
Выходные показатели процесса шлифования
Рис. 4.1. Схема направленного регулирования статистических
характеристик рабочей поверхности алмазно-абразивных инструментов
εкр
εкр
сталь 45
0,9
0,9
0,6
0,6
0,3
сплав ВК6
0,0
0,02
εкр
0,04
0,06
0,08
подача Sдв.ход, мм/дв.ход
0,6
0,0
0,0
сталь 45
сплав ВК6
100/80 200/160 315/250
зернистость круга
сталь 45
0,9
0,3
0,3
сплав ВК6
50
100
150
концентрация алмазов, %
Рис. 4.2. Зависимость
коэффициента относительной
критической заделки зерен в связке
εкр от подачи, зернистости, и
концентрации алмазов
nр = nV ⋅
E {d Y }
S
⋅ (1 − ε кр ) ⋅ kкр.эф ,
(4.1)
где nv – количество зерен в абразивном слое;
E{dY} – среднее значение диаметра зерен;
S – толщина абразивного слоя;
εкр – коэффициент относительной критической заделки зерен в связке;
kкр.эф = f (S / Е{dY}) – поправочный коэффициент, учитывающий влияние
краевого эффекта расположения зерен в абразивном слое (прил. В).
Зависимость
(4.1)
отличается
от
известной
[3]
присутствием
коэффициента kкр.эф. Данный коэффициент учитывает влияние отношения
S / Е{dY} и закона распределения размеров зерен на количество зерен nр.
На
рис. 4.3
представлены
полученные
при
моделировании
и
рассчитанные по зависимости (4.1) количество зерен на поверхности круга
nр, а также статистические характеристики распределения глубины залегания
вершин зерен от уровня наиболее выступающего yВВ. На рис. 4.4
представлены модельные плотности распределения высоты выступания yВС и
глубины залегания вершин зерен yВВ. Пример плотности распределения
вершин зерен представлен для зернистости 100/80 при εкр = 0.5.
На основе результатов моделирования (некоторые данные приведены на
рис. 4.3) получены соотношения между статистическими характеристиками
распределения глубины залегания вершин зерен yВВ и коэффициентом εкр,
которые имеют следующий вид:
максимальное значение yВВ
{ yВВ }max = k∆ a0 (1 − ε кр ) ,
(4.2)
E { yВВ } = kE a0 (1 − ε кр ) ,
(4.3)
среднее значение yВВ
среднеквадратическое отклонение значений yВВ
s { yВВ } = kS a0 (1 − ε кр ) ,
(4.4)
nр 105 шт., {yВВ/a0}наиб, E{yВВ/a0},
s{yВВ/a0}, kv{yВВ}
1,50
{yВВ}НАИБ
1,25
Количество
зерен nр при
S/E{dЗ} = 10
Количество
зерен nр при
S/E{dЗ} = 100
1,00
0,75
E{yВВ}
0,50
kv{yВВ}
0,25
s{yВВ/a0}
0,00
0,0
0,2
0,4
0,6
0,8
1,0
Коэффициент относительной критической заделки зерен в связке εкр
Рис. 4.3. Зависимость количества зерен nр и статистических характеристик
распределения глубины залегания вершин зерен от уровня наиболее
выступающих на рабочей поверхности кругов от коэффициента εкр (площадь
рабочей поверхности 1700 мм 2 ; модель зерен - трехосный эллипсоид с
распределением размеров по нормальному закону; зернистость 100/80;
концентрация зерен kабр = 4)
Глубина залегания вершин
зерен от наиболее
выступающего
Высота выступания
вершин зерен от уровня
поверхности связки
Рис. 4.4. Гистограммы распределения вершин зерен на рабочей поверхности
алмазно-абразивного инструмента полученных при статистическом анализе
экземпляра модели (зернистость 100/80, коэффициент εкр = 0.5)
где k∆, kE, kS – эмпирические коэффициенты, которые зависят от параметров
распределения размеров зерен исходной навески, для алмазных
шлифпорошков
и
микропорошков
при
нормальном
законе
распределения размеров зерен – k∆ = 1.18 – 1.34, kE = 0.78 – 0.88,
kS = 0.24 – 0.29, при логарифмически-нормальном законе – k∆ = 1.25 –
1.94, kE = 0.78 – 1.65, kS = 0.24 – 0.30;
a0 – характеристический размер зернистости порошка.
Полученные зависимости (4.1) – (4.4) используются в 4.4 для анализа
методов регулирования статистических характеристик и определения
рациональных
значений
E{yВВ},
s{yВВ}
в
зависимости
от
условий
шлифования (коэффициента εкр). Для расчета статистических характеристик
распределения вершин km{yВВ} = E{yВВ}/a0 и kv{yВВ} = s{yВВ}/E{yВВ} в
зависимости от статистических характеристик распределения размеров зерен
E{dЗ}, s{dЗ} (табл. A.1 – A.5) необходимо использовать композиционный
закон распределения вершин (разд. 2.6.2). Для определения зависимости
параметров δВ, σВ композиционного закона от E{dЗ}, s{dЗ} и коэффициента
εкр были выполнены модельные исследования статистических характеристик
распределения вершин зерен для всех зернистостей шлифпорошков и
микропорошков. Анализ результатов моделирования позволил получить
следующие функциональные зависимости:
Eˆ = E{d З } (1 − ε кр ) ; sˆ = s{d З } (1 − ε кр ) ,
для
случая
логарифмически-нормального
закона
(4.5)
распределения
размеров зерен переход к параметрам δВ, σВ выполняется по следующим
зависимостям:
⎛
Eˆ 2
δ В = ln ⎜
⎜ ˆ2 ˆ 2
⎝ s +E
⎞
⎟⎟ ; σ В =
⎠
⎡⎛ sˆ ⎞2 ⎤
ln ⎢⎜ ⎟ + 1⎥ .
⎣⎝ Eˆ ⎠
⎦
(4.6)
После преобразований для перехода к модифицированным параметрам
распределения размеров зерен a0, km{dЗ}, kv{dЗ}, зависимости (4.6) имеют
следующий вид:
для случая нормального закона распределения размеров зерен
δ В = a0 km {d З } ⋅ (1 − ε кр ) ; σ В = a0 km {d З } kV {d З } ⋅ (1 − ε кр ) ,
для
случая
логарифмически-нормального
закона
(4.7)
распределения
размеров зерен
⎡a k d 1− ε ⎤
0 m { З}(
кр ) ⎥
δ В = ln ⎢
; σВ =
2
⎢
⎥
( kV {dЗ } + 1) ⎥⎦
⎢⎣
где δВ > 0,
σВ > 0.
Для
случая
δВ ≤ 0
ln ( kV2 {d З } + 1) ,
выполняется
(4.8)
дополнительная
модификация уравнений.
Полученные
композиционный
зависимости
закон
(4.7) - (4.8)
распределения
позволяют
вершин
зерен
использовать
для
расчета
статистических характеристик km{yВВ}, kv{yВВ} (прил. Б).
4.1.2. Влияние допущений при выборе модели зерна на статистические
характеристики параметров рабочей поверхности
Вопрос выбора модели зерен является центральным при моделировании
рабочей поверхности алмазно-абразивных кругов [122]. Этому вопросу
уделяется большое внимание [3, 6, 10, 17, 62, 64, 72, 135], так как модель
основного элемента круга – абразивного зерна определяет уровень
адекватности модели рабочей поверхности и характер зависимостей,
получаемых на основе исследования модели.
В исследовании роли формы и закона распределения размеров зерен в
формировании
статистических
характеристик
рабочей
поверхности
рассмотрены следующие варианты [3, 6, 17, 62, 64]: шар (частный случай
трехосного эллипсоида dX = dY = dZ) с постоянными размерами; шар и
трехосный эллипсоид с распределением размеров по равномерному,
нормальному и логарифмически-нормальному законам. Для всех вариантов,
кроме первого, определены в разд. 3.3 статистические характеристики
распределения размеров зерен (табл. А.1 – А.5). Зерна в виде шара
постоянных размеров имеют область возможных значений диаметра d в
интервале размеров ячеек нижнего и верхнего сит основной фракции (для
шлифпорошков). Рационального обоснования размера шара d не существует,
поэтому размер d принят равным среднеарифметическому значению
размеров сит основной фракции.
На примере шлифпорошка зернистости 100/80 выполнены модельные
эксперименты по выявлению роли формы зерен и статистического закона
распределения их размеров в формировании характеристик рабочей
поверхности
круга
(рис. 4.5).
Результаты
статистического
анализа
исследуемых признаков модели рабочей поверхности приведены в табл. 4.1.
Анализ данных исследования (табл. 4.1) выявил существенное различие
статистических характеристик yВВ в зависимости от выбранной формы зерен
и
закона
распределения
характеристика
среднее
их
размеров.
значение
Основная
статистическая
залегания
E{yВВ}
глубины
имеет
наименьшее значение для шара с постоянными размерами, а наибольшее –
для
трехосного
эллипсоида
с
логарифмически-нормальным
законом
распределения размеров. Форма зерен имеет большое влияние на все
характеристики круга. Характеристики для трехосного эллипсоида по
сравнению с шаром отличаются в среднем для E{yВВ} на +42 % и nS – -11 %.
Для логарифмически-нормального закона распределения размеров зерен
статистические характеристики yВВ имеют большие значения по сравнению с
нормальным законом и тем более с равномерным независимо от формы
зерен. Указанные существенные отличия (табл. 4.1) подтвердили важность
правильного выбора формы зерен и закона распределения их размеров.
Для модельных исследований были приняты зерна в форме трехосного
эллипсоида
с
распределением
их
размеров
по
нормальному
или
логарифмически-нормальному закону (разд. 1.3 и 3.4). Статистические
характеристики yВВ, полученные для обоих вариантов закона распределения
размеров зерен, имеют заметное отличие (E{yВВ} – +15.8 % и nS – -3.1 %).
Поэтому при определении рациональных статистических характеристик
Относительное количество
шар,
нормальный
закон
шар,
логнормальный
закон
трех.эллипсоид,
логнормальный
закон
шар,
равномерный
закон
трех.эллипсоид,
нормальный закон
трех.эллипсоид,
равномерный закон
шар,
постоянный
размер
Зернистость 100/80; коэффициент
относительной критической заделки зерен
ε кр = 0.5; параметры законов распределения
размеров зерен обеспечивают зерновой
состав в соответствии с требованиями
ДСТУ 3292-95
Относительная глубина залегания вершин зерен относительно
наиболее выступающих, yвв / a0
Рис. 4.5. Влияние модельной формы зерен и закона распределения их
размеров на плотность распределения вершин зерен на рабочей поверхности
Таблица 4.1
Характеристики рабочей поверхности круга для зерен различной формы и
закона распределения их размеров (при εкр = 0.5)
Модель зерен (форма,
закон распределения
размеров)
Шар,
постоянный размер
Шар,
равномерный закон
Шар,
нормальный закон
Шар,
логнормальный закон
Трехосный эллипсоид,
равномерный закон
Трехосный эллипсоид,
нормальный закон
Трехосный эллипсоид,
логнормальный закон
L{yВВ}
E{yВВ}
s{yВВ}
Количество зерен на
исследуемом участке,
nS (площадью
S = 1000 мм2)
44.980
22.564
12.967
32 421
49.756
29.052
12.361
37 172
56.378
34.638
12.852
34 008
58.223
36.262
12.978
33 388
57.943
34.205
14.237
30 319
68.294
44.610
14.371
31 002
75.730
51.678
14.641
30 038
Статистические характеристики распределения глубины залегания вершин зерен
распределения вершин зерен необходимо учитывать выявленное различие
как погрешность, вызванную неопределенностью правильного выбора
модели зерен.
4.1.3. Моделирование износа вершин зерен на рабочей поверхности
круга
Выявление технологических возможностей методов регулирования
статистических характеристик рабочей поверхности в значительной мере
зависит от достоверности и полноты используемой модели алмазноабразивных кругов с учетом не только выпадения зерен, но и их износа. В
процессе выполнения работы была предложена обобщающая схема износа
зерен, учитывающая расположение их вершин по глубине рабочей
поверхности круга (разд. 2.6.6).
Схема износа определяется тремя параметрами pИ1, pИ2, pИ3, которые
представляют достаточную информацию о характере износа зерен на рабочей
поверхности алмазно-абразивного круга. Первый параметр pИ1 = wmax / ∆max,
где wmax – максимальная величина износа для наиболее выступающих зерен;
∆max – максимальная высота выступания вершин зерен. Второй параметр
pИ2 = ∆wear / ∆max, где ∆wear – глубина области износа вершин зерен. Третий
параметр pИ3 – показатель степени, определяющий интенсивность изменения
величины износа зерна в зависимости от глубины его залегания.
Статистические характеристики для распределения изношенных вершин
зерен yВВ(И) определялись путем модельных исследований, так как
аналитически их определить затруднительно, из-за наличия функций Лапласа
в плотности вероятности φ(yВВ(И)) (разд. 2.6).
Фактические значения параметров pИ1, pИ2, pИ3 исследуемой схемы
износа определяли путем экспериментальных исследований характеристик
рабочей
поверхности
алмазно-абразивного
круга
(разд. 4.3).
Условия
шлифования существенно влияют на перераспределение видов износа и их
интенсивность [92], поэтому каждый параметр износа имеет достаточно
широкий диапазон значений в зависимости от условий шлифования:
pИ1 = 0 – 0.5, pИ2 = 0.5 – 1 и pИ3 = 0.5 – 2.
Исследование
влияния
износа
на
изменение
статистических
характеристик глубины залегания вершин зерен yВВ(И) производилось при
задании параметров износа pИ1, pИ2, pИ3 в выявленных их фактических
областях существования. Из методических соображений для сравнительного
анализа рассматривались несколько частных случаев схемы износа,
существенно отличающиеся по характеру изменения величины износа зерен
от глубины их расположения. Для дальнейшего изучения, с учетом
полученных фактических значений параметров износа, были выбраны
следующие частные случаи pИ1 = 0 – 0.5:
1. pИ1 = pИ2,
сверхтвердых
pИ3 = 1.0.
Схема
материалов
и
износа
характерная
характеризующаяся
для
обработки
преобладающим
диффузионным износом зерен. Вершины зерен расположенные в области
износа сглаживаются до установившегося уровня наиболее выступающих
зерен.
2. pИ2 = 0.5 – 1, pИ3 = 0.5. Схема, при которой наибольшему износу
подвергаются наиболее выступающие зерна. Данный случай возможен когда
хрупкое разрушение зерен не является преобладающим в общем износе.
3. pИ2 = 0.5 – 1, pИ3 = 2.0. Схема износа с преобладающим хрупким
разрушением зерен.
4. pИ2 = 0.5 – 1, pИ3 = 1.0. Схема износа, при которой величина износа
уменьшается
прямопропорционально
увеличению
глубины
залегания
вершин. Данный случай возможен, когда отсутствует превалирующий вид
износа.
Исследования выполнялись при следующих условиях: зернистость
100/80 (параметры нормального закона распределения размеров зерен
обеспечивают зерновой состав навески по ДСТУ 3292-95, табл. А.1 – А.5);
концентрация алмазов – 100 %; размеры исследуемого участка рабочей
поверхности круга – длина L = 170 мм, ширина B = 10 мм. При коэффициенте
относительной критической заделки зерен в связке εкр = 0.5 количество зерен
на
рабочей
поверхности
составляло
52 134 шт.
Такое
количество
обеспечивает достаточную устойчивость статистических выводов.
На рис. 4.6 представлены, полученные в результате моделирования,
плотности вероятностей величины износа yИ и глубины залегания
изношенных вершин зерен yВВ(И). Плотности вероятностей распределения yИ
и yВВ(И) построены для различных значений параметров износа pИ1 и pИ3, при
pИ2 = 0.5.
Параметр
pИ2
незначительно
влияет
на
статистические
характеристики распределения вершин, поэтому не представлен на рис. 4.6.
Анализ гистограмм плотности распределения вершин зерен показывает
существенное их отличие для различных параметров износа. Вид плотности
распределения величины износа зависит только от параметра pИ3. Величина
1 – pИ1 определяет широту распределения выборочных данных величины
износа L{yИ} и глубины залегания изношенных вершин L{yВВ(И)}. На
перераспределение наиболее выступающих изношенных вершин зерен
влияют параметры износа, в последовательности убывания их значимости,
pИ1, pИ3, pИ2.
В результате исследований выявлены соотношения параметров износа
со
статистическими
характеристиками
распределения
вершин
зерен.
Уравнения, описывающие данные соотношения, получены с использованием
функционально-регрессионного анализа (относительная средняя ошибка
аппроксимации ∆rel_mean < 5 %) и имеют следующий вид:
для параметра pИ3 ≥ 1
{y }
ВВ
max
E { yВВ } , s { yВВ } = ∆ max
для параметра pИ3 = 0.5
(
)
= ∆ max 1 − pИ1 ;
(( a p
2
И2
(4.9)
)
)
+ b pИ2 + c pИ1 +d ,
(4.10)
pИ1 = 0.20;
pИ2 = 0.50;
pИ3 = 0.50;
pИ1 = 0.20;
pИ2 = 0.50;
pИ3 = 1.00;
pИ1 = 0.20;
pИ2 = 0.50;
pИ3 = 2.00;
a0 = 100;
km = 0.309;
kv = 0.433
a0 = 100;
km = 0.300;
kv = 0.426
a0 = 100;
km = 0.306;
kv = 0.393
yВВ(И)
yВВ(И)
yВВ(И)
уровень связки
Влияние максимальной величины износа для наиболее выступающей вершины pИ1
km = 0.027;
km = 0.034;
km = 0.050;
kv = 0.604
kv = 0.714
kv = 0.714
km = 0.067;
yИ
yИ
yИ
kv = 0.715
yИ
pИ1 = 0.10;
pИ1 = 0.20;
pИ1 = 0.30;
pИ1 = 0.40;
pИ2 = 0.50;
pИ2 = 0.50;
pИ2 = 0.50;
pИ2 = 0.50;
pИ3 = 1.00;
pИ3 = 1.00;
pИ3 = 1.00;
a0 = 100;
km= 0.364;
kv= 0.359
yВВ(И)
a0 = 100;
km= 0.300;
kv= 0.426
yВВ(И)
a0 = 100;
km= 0.239;
kv= 0.507
pИ3 = 1.00;
yВВ(И)
a0 = 100;
km= 0.178;
kv= 0.646
Масштаб a0
И
Масштаб a0
kv = 0.337
уровень
изношенных
вершин
Исходная плотность распределения (зернистость 100/80; εкр = 0.5)
Влияние показателя степени зависимости величины износа вершин от глубины залегания pИ3
km = 0.019; yИ
km = 0.034; yИ
km = 0.054;
a0 =100;
kv = 0.798
kv = 0.714
kv = 0.605
km = 0.422; y
уровень связки
Рис. 4.6. Влияние параметров износа на плотности распределений величины износа и глубины залегания изношенных
вершин зерен (модифицированные параметры распределения вершин зерен: a0 - характеристический размер
зернистости, 100 мкм; km = E{yВВ} / a0; kV = s{yВВ} / E{yВВ})
{y }
ВВ
max
2 ⎞⎞
⎛ ⎛
pИ1
= ∆ max ⎜1 − ⎜ pИ1 −
⎟ ⎟⎟ ;
⎜
4
p
И2 ⎠ ⎠
⎝ ⎝
(4.11)
2 ⎞
⎛
⎞
⎛
pИ1
2
E { yВВ } , s { yВВ } = ∆ max ⎜ a pИ2 + b pИ2 + c ⎜ pИ1 −
+d ⎟ , (4.12)
⎟
⎜
4 pИ2 ⎠ ⎟⎠
⎝
⎝
(
)
где a, b, с , d – коэффициенты уравнений регрессии (табл. 4.2);
pИ1 = wmax/∆max –
параметр
выступающего
зерна
износа,
wmax
определяющий
относительно
износ
наиболее
максимальной
высоты
выступания вершин зерен ∆max;
pИ2 = ∆wear/∆max – параметр износа, определяющий глубину области износа
зерен ∆wear относительно ∆max;
pИ3 – показатель степени, определяющий интенсивность изменения
величины износа зерна в зависимости от глубины его залегания;
∆max – максимальная высота выступания вершин зерен определяемая по
зависимости (4.2).
Анализ значений коэффициентов уравнений (4.10), (4.12) (табл. 4.2)
показывает, что коэффициент d соответствует отношению E{yВВ}/∆max для
исходного круга, т. е. без износа. Уравнения (4.10), (4.12) можно
использовать для расчета статистических характеристик распределения
вершин зерен применительно ко всем зернистостям алмазно-абразивных
инструментов.
Визуализация уравнения регрессии (4.10) для pИ1 = 0 – 0.5, pИ2 = 0.5 – 1,
pИ3 = 2 представлена на рис. 4.7. Полученные графики показывают, что
наибольшее
влияние
на
статистические
характеристики
оказывает
максимальная величина износа pИ1. Степень влияния области износа pИ2
возрастает с увеличением pИ1. При pИ3 ≥ 1 влияние параметра pИ1 на
статистические характеристики yВВ имеет линейную зависимость, pИ2 –
квадратичную. В случае pИ3 = 0.5 наблюдается квадратичная зависимость для
обоих параметров pИ1, pИ2.
Предложенная схема является основой для последующего анализа
Таблица 4.2
Коэффициенты уравнения регрессии для зависимости статистических
характеристик распределения вершин зерен от параметров износа
Параметры Статистические
износа
характеристики
pИ1 = pИ2,
pИ3 = 1
pИ1 < pИ2,
pИ3 = 1
pИ1 < pИ2,
pИ3 = 2
a
b
c
d
E { yВВ }
0
0
-0.9362
0.6538
s { yВВ }
0
0
-0.0858
0.2081
E { yВВ }
0.2373
0.2129
-1.1030
0.6538
s { yВВ }
0.7170
-1.3250
0.3980
0.2089
E { yВВ }
0.2714
0.4480
-1.1897
0.6539
s { yВВ }
1.3070
-2.2330
0.6714
0.2063
E { yВВ }
0.1637
0.1030
-1.0140
0.6432
s { yВВ }
0.4307
-0.8163
0.2237
0.2128
E{yВВ}/ ∆max
s{yВВ}/ ∆max
pИ1 < pИ2,
pИ3 = 0.5
Коэффициенты уравнений регрессий
pИ1
pИ2
pИ1
pИ2
Рис. 4.7. Взаимосвязь параметров износа со статистическими
характеристиками распределения вершин зерен. Параметры износа:
pИ1 – максимальная величина износа зерен относительно наибольшей
глубины залегания вершин ∆max, pИ2 - величина глубины области износа
вершин относительно ∆max
методов регулирования статистических характеристик рабочей поверхности
кругов (разд. 4.4) с учетом выпадения зерен и их износа.
4.2. Репрезентативность параметров абразивного слоя и рабочей
поверхности при 3D моделировании
При модельных и экспериментальных исследованиях на ограниченной
части изучаемого объекта (выборке) основным требованием является
репрезентативность полученных результатов – представительность по
отношению ко всему исследуемому объекту (генеральной совокупности).
Обеспечение приемлемых затрат на модельные или экспериментальные
исследования требует ограничения объема исследуемой выборки (количество
зерен, площадь исследуемого участка рабочей поверхности круга). Поэтому
возникает
потребность
в
определении
степени
представительности
статистических выводов в зависимости от объема выборки.
В качестве эталона (меры репрезентативности) приняты значения
исследуемых признаков (табл. 4.3), полученных модельным путем при
количестве зерен в навеске na = 10 000 000 шт. Такое количество зерен
соответствует реальным инструментам. Например, в абразивном слое
шлифовального круга 12А2х45 150х10х3 AC6 100/80 в зависимости от
концентрации алмазов в круге содержится 2 – 18 млн. зерен.
Результаты оценки репрезентативности статистических характеристик
абразивного слоя и рабочей поверхности круга представлены в табл. 4.4 – 4.5.
Параметры эталона абразивного слоя: параллелепипед 170 х 100 х 1 мм;
концентрация зерен 100 %. Модель зерен в форме трехосного эллипсоида с
распределением размеров по нормальному закону. Параметры закона
распределения размеров зерен обеспечивают требования по зерновому
составу для зернистости 100/80 (табл. А.4). Параметры модели рабочей
поверхности: поверхность связки на уровне yC = 0.5 мм; неравномерность
связки отсутствует; коэффициент относительной критической заделки зерен
в связке εкр = 0.5.
Таблица 4.3
Статистические характеристики абразивного слоя и рабочей поверхности
инструмента при количестве зерен в исходной навеске na = 10 000 000 шт.
Статистические характеристики, мкм
среднеквадраИсследуемый признак
минимальное максимальное
среднее
тическое
значение
значение
значение
отклонение
Абразивный слой
{dx}min
{dx}max
{dx}mean
s{dx}
Размеры зерен dx, dy, dz
13.761
47.329
137.609
92.496
(исходные параметры
{dy}min
{dy}max
{dy}mean
s{dy}
нормального закона
13.761
47.357
137.630
92.500
распределения
{d
}
{d
}
{d
}
s{dz}
z min
z max
z mean
E = 92.50, s = 13.88)
47.338
137.676
92.495
13.762
Соотношения размеров {dmin / dmax}min {dmin / dmax}max {dmin / dmax}mean s{dmin / dmax}
0.103
0.356
1.000
0.780
зерна (минимального
dmin, среднего dmean,
{dmean / dmax}min {dmean / dmax}max {dmean / dmax}mean s{dmean / dmax}
максимального dmax)
0.080
0.409
1.000
0.891
Рабочая поверхность инструмента
Распределение глубины
залегания вершин зерен
{yВВ}min
{yВВ}max
{yВВ}mean
s{yВВ}
от уровня наиболее
14.230
0
67.594
43.934
выступающих yвв
Количество зерен (на
1 мм2) на участке
523 165 шт. (30.774 шт / мм2)
170 х 100 мм
Таблица 4.4
Репрезентативность статистических характеристик распределения вершин
зерен в зависимости от случайного выбора исследуемого участка
Статистические
характеристики
распределения глубины
залегания вершин зерен
от уровня наиболее
выступающих yвв
1
Статистические характеристики, мкм (относительное отклонение
от эталонной характеристики)
среднеквадратическое
минимальное максимальное
среднее
отклонение
значение
значение
значение
(коэффициент
вариации)
2
3
2
4
5
10 исследуемых участков, площадь 1 700 мм (1/10 часть эталонной поверхности)
{yВВ}max
65.246 (-3.5 %) 67.594 (0 %) 66.366 (-1.8 %) 0.733 (0.011)
{yВВ}mean
41.535 (-5.5 %) 43.973 (0.1 %) 42.709 (-2.8 %) 0.778 (0.018)
s{yВВ}
14.185 (-0.3 %) 14.270 (0.3 %) 14.231 (0.0 %) 0.029 (0.002)
10 исследуемых участков, площадь 170 мм2 (1/100 часть эталонной поверхности)
{yВВ}max
62.654 (-7.3 %) 67.568 (0 %) 64.392 (-4.7 %) 1.593 (0.025)
{yВВ}mean
39.397 (-10.3 %) 44.100 (0.4 %) 40.794 (-7.1 %) 1.683 (0.037)
s{yВВ}
14.057 (-1.2 %) 14.306 (0.5 %) 14.188(-0.3 %) 0.553 (0.006)
продолжение табл. 4.4
1
2
3
4
5
2
10 исследуемых участков, площадь 17 мм (1 / 1 000 часть эталонной поверхности)
{yВВ}max
58.821 (-13.0 %) 62.653 (-7.3 %) 60.757 (-10.1 %) 1.390 (0.023)
{yВВ}mean
35.478 (-19.2 %) 39.420 (-10.3 %) 37.452 (-14.8 %) 1.423 (0.038)
s{yВВ}
13.963 (-1.9 %) 14.468 (1.7 %) 14.233 (0.0 %) 0.154 (0.011)
10 исследуемых участков площадь 1.7 мм2 (1 / 10 000 часть эталонной поверхности) 96
зерен
{yВВ}max
48.800 (-27.8 %) 61.403 (-9.2 %) 55.483 (-17.9 %) 4.229 (0.076)
{yВВ}mean
27.548 (-37.3 %) 40.799 (7.1 %) 33.149 (-24.5 %) 4.408 (0.133)
s{yВВ}
13.370 (-6.0 %) 14.871 (4.5 %) 14.121 (-0.8 %) 0.493 (0.035)
Таблица 4.5
Уровень репрезентативности исследуемых признаков абразивного слоя и
рабочей поверхности инструмента в зависимости от количества зерен в
исходной навеске
Количество зерен в
Абсолютные (мкм) и относительные отклонения статистических
исходной навеске (или
(интегральных) характеристик
на рабочей поверхности
среднеквадрати
минимальное максимальное
среднее
сумма зерен и лунок),
ческое
значение
значение
значение
шт.
отклонение
Размеры зерен dy
(исходные параметры нормального закона распределения E = 92.50, s = 13.88)
{dy}min
{dy}max
{dy}mean
s{dy}
10 000 000
13.761
47.357
137.630
92.500
{dy}min
{dy}max
{dy}mean
s{dy}
1 000 000
47.459 (-0.2 %) 137.512 (0.1 %) 92.507 (-0.01 %) 13.770 (-0.07 %)
{dy}min
{dy}max
{dy}mean
s{dy}
100 000
48.071 (-1.5 %) 137.512 (0.1 %) 92.510 (-0.01 %) 13.770 (-0.06 %)
{dy}max
{dy}mean
s{dy}
{dy}min
10 000
49.261 (-4.0 %) 136.135 (1.1 %) 92.528 (-0.03 %) 13.820 (-0.4 %)
{dy}max
{dy}mean
s{dy}
{dy}min
1 000
49.261 (-4.0 %) 132.934 (3.4 %) 92.988 (-0.53 %) 14.116 (-2.6 %)
{dy}mean
{dy}min
{dy}max
s{dy}
100
52.189 (-10.2 %) 119.282 (13.3 %) 91.683 (0.88 %) 13.047 (-5.2 %)
Распределение глубины залегания вершин зерен от уровня наиболее выступающих yвв
{yВВ}max
{yВВ}mean
s{yВВ}
1 000 000
0
14.230
67.594
43.934
100 000
0
65.827 (-2.6 %) 42.204 (-3.9 %) 14.211 (-0.1 %)
10 000
0
65.819 (-2.6 %) 42.012 (-4.4 %) 14.118 (-0.8 %)
1 000
0
57.915 (-14.3 %) 34.481 (-21.5)
14.477 (1.7 %)
100
0
55.950 (-17.2 %) 31.031 (-29.4)
14.346 (0.8 %)
В табл. 4.4 приведены результаты модельных экспериментов, дающих
представление о степени влияния случайного выбора исследуемого участка
на статистические характеристики поверхности. Из полученных результатов
(табл. 4.5) прослеживается влияние объема выборки (количества зерен) на
отклонение исследуемых статистических характеристик от эталонных
значений. Например, уменьшение количества зерен на исследуемом участке с
1 млн. до 1 тыс. шт. приводит к отклонению средней глубины залегания
вершин зерен на 21.5 %.
На первоначальном этапе модельных исследований (разд. 3, 4) выбор
рационального количества зерен производился по данным табл. 4.4, 4.5.
4.3. Верификация
методологии
3D моделирования
рабочей
поверхности алмазно-абразивного инструмента
Модель исследуемого объекта перед ее использованием требует
проверки на адекватность [4]. Один из аспектов проверки заключается в
определении степени соответствия модели реальному исследуемому объекту.
Моделирование
рабочей
поверхности
алмазно-абразивного
круга
используется по причине невозможности достоверного его натурного
исследования [3, 6, 62, 63, 129]. Опубликованные результаты [32, 88, 113]
экспериментальных исследований рабочей поверхности характеризуются
существенной неоднозначностью.
В
качестве
базового
объекта
для
верификации
методологии
3D моделирования алмазно-абразивных инструментов выбран исследуемый
участок рабочей поверхности шлифовального круга 12А2х45 150х10х3 AC6
100/80 100 %. Характеристики исследуемого участка определяли методом
лазерного сканирования с использованием прибора "Perthometer S8P"
(разд. 2.4).
На рис. 4.8 представлена 3D визуализация участков равных размеров,
полученных путем моделирования (рис. 4.8а) и лазерного сканирования
(рис. 4.8б). Предварительное визуальное сравнение показывает их сходство.
Выборочное
среднеарифметическое значение
Ra
Rq
Rt
7.82 11.56 52.25
2,2
1,9
1,6
1,3
40
30
20
10
0
-10
-20
-30
X, мм
1
0,7
0,4
a)
0,1
2,2
1,9
1,6
1,3
1,0
0,7
0,4
0,1
Z, мм
Выборочное
среднеарифметическое значение
Ra
Rq
Rt
8.45 10.87 52.11
б)
Рис. 4.8. Исследуемый участок рабочей поверхности полученный путем
моделирования (a) и лазерного сканирования реального круга (б)
Статистическое подобие двух поверхностей (рис. 4.8а, б) определялось
соответствием модельных и экспериментальных значений относительной
опорной площади поверхности tp(yВВ). Исследование проводилось при
следующих параметрах: коэффициент относительной критической заделки
зерен в связке εкр = 0.3; износ зерен при максимальной величине износа (для
наиболее выступающей вершины) wmax = 35.3 мкм (p1 = 0.40), области износа
∆wear ≈ 65 мкм (p2 = 0.73) и показателе степенной зависимости величины
износа вершины от ее глубины залегания p3 = 2. Микрорельеф задавался по
нормальному закону распределения для поверхности зерен σЗ = 1 мкм и
связки σC = 9 мкм.
Визуальное сравнение 3D поверхности модельного и реального кругов
(рис. 4.8) не позволяет подобрать параметры модели, так как существенная
часть зерен и лунок от выпавших зерен визуально не отслеживаются из-за
значительной
высоты
неровностей
поверхности
связки.
Поэтому
коэффициент εкр и параметры износа выбирались из условия обеспечения
равенства модельного и экспериментального максимальных значений высоты
неровностей профиля Rt = 89.11 мкм, соответствия относительной опорной
длины
профиля
(рис. 4.9а)
и
распределения
неровностей
рельефа
(рис. 4.9б, в). Как видно из рис. 4.9а, модельные зависимости tp(yВВ) в
достаточной
мере
соответствуют
экспериментальным.
Модельное
распределение координат высоты неровностей рельефа несущественно
отличается от экспериментального (рис. 4.9б, в). Модельные характеристики
(рис. 4.9б, в) соответствуют реальным при формировании закругленных
площадок износа в форме трехосного эллипсоида по сравнению с плоскими
или наклонными.
Оценка адекватности модели производилась по всем полученным
экспериментальным характеристикам. В табл. 4.6 приведены значения
модельных и экспериментальных характеристик рабочей поверхности круга.
Сравнение модельных и экспериментальных значений статистических
Глубина рельефа рабочей
поверхности, yВВ / ∆мах
1,2
Исходные параметры модели:
a)
коэффициент относительной критической
заделки зерен в связке εкр = 0.3; параметры
схемы износа p1 = 0.353, p2 = 0.65, p3 = 2;
микрорельеф задавался по нормальному закону
распределения: зерна - µЗ = 0 мкм, σЗ = 1 мкм;
связка - µC = 0 мкм, σC = 9 мкм.
1,0
0,0
0,2
0,8
0,4
0,6
0,6
0,4
экспериментальные
данные;
результаты
моделирования
0,8
0,2
1,0
0,0
0,0
0,2
0,4
0,6
0,8
Относительная опорная длина профиля, tp
1,0
Высота неровностей рельефа, yнр
б)
в)
35
17,5
0
0,1
1,064
2,028
-17,5
-35
Координаты по ширине исследуемого участка
рабочей поверхности круга
0
1
2
3
4%
Относительное
количество
Рис. 4.9. Проверка соответствия реального и модельного рельефа
шлифовального круга по следующим характеристикам: измение
относительной опорной длины профиля по глубине рельефа (а);
распределение координат высоты неровностей рельефа (б, в).
Таблица 4.6
Характеристики исследуемого участка рабочей поверхности шлифовального
круга 12А2х45 150х10х3 AC6 100/80 100 %
Статистические характеристики (в скобках относительное
Параметры
Способ
поверхности
получения
Высота от
эксперимен-
вершины зерен
тальный
до средней
линии Rp
модельный
эксперименПараметр
тальный
отклонение модельных от экспериментальных значений)
среднее
среднеквадр.
широта
максим.
миним.
значение
отклонение
распред.
значение
значение
27.30
9.83
47.23
56.95
9.72
27.74
6.60
19.00
36.53
17.53
(-1.6%)
(32.9%)
(59.8%)
(35.9%)
(-80.3%)
8.45
2.92
10.15
13.70
3.56
7.82
2.91
8.40
13.22
4.82
(7.5%)
(0.3%)
(17.2%)
(3.5%)
(-35.4%)
10.87
3.55
12.37
17.04
4.67
11.56
2.71
8.32
16.19
7.87
(-6.4%)
(23.6%)
(32.7%)
(5%)
(-68.5%)
52.11
14.72
65.98
89.11
23.13
52.25
15.60
60.80
88.56
27.76
(-0.3%)
(-6%)
(7.9%)
(0.6%)
(-20%)
22.82
5.86
23.71
38.31
14.60
31.67
9.54
25.70
46.13
20.43
(-38.8%)
(-62.8%)
(-8.4%)
(-20.4%)
(-40%)
шероховатости
Ra
модельный
Среднеквадрат экспериментальный
ичное
отклонение
профиля Rq
модельный
Максимальная экспериментальный
высота
неровностей
профиля Rt
модельный
Высота
эксперимен-
неровностей
тальный
по десяти
точкам Rz
модельный
характеристик рабочей поверхности круга (табл. 4.6) показывает, что их
модельные
значения
находятся
в
соответствующих
интервалах
экспериментальных. Средние значения параметров Rp, Ra, Rq и Rt с
достаточно высокой точностью совпадают, относительное отклонение
меньше 7 %. Такое отклонение является небольшим, т. к. модельные
исследования других участков (таких же размеров) рабочей поверхности
круга определяют отклонение ±16 %. Существенное отклонение параметра Rz
можно не учитывать, так как он определяется только по десяти точкам
поверхности.
Таким образом, подтверждена возможность на основе методологии
3D моделирования
алмазно-абразивных
кругов
(разд. 2.6)
создавать
реалистичные модели и получать на их основе достоверные зависимости для
определения рациональных характеристик рабочей поверхности круга.
4.4. Комплексный
подход
к
регулированию
статистических
характеристик распределения вершин зерен на этапах изготовления и
эксплуатации кругов
Выполненные
исследования
(разд. 3, 4.1 – 4.3)
создали
основу
конструирования рабочей поверхности алмазно-абразивных кругов и
реалистической
оценки
возможностей
регулирования
статистических
характеристик распределения вершин зерен. Основы конструирования
базируются на системе функциональных зависимостей связывающих между
собой основные статистические свойства алмазосодержащего слоя и рабочей
поверхности кругов: статистические характеристики распределения размеров
зерен ! требования к зерновому составу исходной навески; параметры
композиционного закона распределения вершин зерен ! параметры
распределения размеров зерен и коэффициент относительной критической
заделки зерен в связке; статистические характеристики распределения
вершин зерен ! параметры композиционного закона распределения.
В
данном
подразделе
рассматриваются
методы
и
способы
регулирования статистических характеристик распределения вершин зерен,
реализуемых путем определения статистических характеристик навески
зерен (на этапе изготовления кругов) или поверхности связки (при
эксплуатации
кругов).
Методы
регулирования,
реализуемые
при
изготовлении кругов – задание требований на зерновой состав навески,
направленная ориентация зерен в абразивном слое и использование
смешанных навесок. В процессе эксплуатации кругов – формообразование
поверхности связки, которое позволяет регулировать ее статистические
характеристики. Исследования методов и способов регулирования на основе
единого критерия - статистических характеристик распределения вершин
зерен, обеспечивают возможность реализации комплексного подхода по
созданию необходимых условий для эффективного шлифования на этапах
изготовления кругов и их эксплуатации.
4.4.1. Задание требований на зерновой состав навески
Навеска зерен как основополагающий элемент абразивного слоя задает
исходные
свойства
рабочей
поверхности
алмазно-абразивного
круга.
Свойства навески – статистические характеристики распределения размеров
зерен и их количество определяют распределение вершин зерен и их
количество на рабочей поверхности круга. Использование нестандартных
навесок зерен является одним из возможных направлений регулирования
статистических характеристик рабочей поверхности [33]. Преимуществом
такого подхода является возможность его реализации на этапе изготовления
алмазно-абразивных кругов.
В работах [33, 143] рассмотрено влияние размерной однородности
алмазных зерен, т. е. содержания основной фракции на выходные показатели
процесса шлифования. Такие исследования подтвердили возможность
повышения эффективности процесса шлифования за счет повышения
требований на содержание основной фракции навески. Поэтому такой
подход может быть использован для регулирования статистических
характеристик распределения вершин зерен на рабочей поверхности кругов.
Оценка возможностей такого метода регулирования выполнялась на
основе ранее выявленных зависимостей:
– параметров
распределения
размеров
зерен
km{dЗ},
kv{dЗ}
от
содержания основной фракций навески Pосн (разд. 3.2);
– параметров композиционного закона распределения вершин зерен δВ,
σВ от статистических характеристик распределения размеров зерен km{dЗ},
kv{dЗ} (разд. 4.1.1);
– статистических
характеристик
распределения
вершин
зерен
km{yВC} = E{yВС}/a0, kv{yВC} от параметров композиционного закона δВ, σВ
(прил. Б).
Влияние содержания основной фракций навески зернистостью 100/80 на
плотность распределения вершин зерен представлено на рис. 4.10. Анализ
возможности регулирования статистических характеристик распределения
вершин зерен путем задания требований на содержание основной фракции
навески выявил особенности такого метода регулирования. Увеличение
содержания основной фракции приводит к уменьшению высоты выступания
вершин зерен и их разновысотности. Повышение требований на содержание
основной фракции навески Pосн с 70 % до 100 % (для узкого диапазона
зернистостей шлифпорошков) приводит к уменьшению km{yВС} с 0.521 до
0.502 (на 3.8 %) и kV{yВС} с 0.593 до 0.579 (на 2.4 %). Для идеальных зерен,
т. е.
с
постоянными
размерами
(kV{dX,Y,Z} = 0),
km{yВС} = 0.500
и
kV{yВС} = 0.577. Данные статистические характеристики распределения
вершин зерен определяют предел возможностей метода регулирования путем
задания требований на зерновой состав навески.
Таким образом, путем увеличения содержания основной фракции можно
уменьшать km{yВС} в пределах до 4.2 % и kV{yВС} до 2.8 % (для узкого
диапазона зернистостей шлифпорошков). Особенность такого метода
регулирования в формировании с большей плотностью распределения
наиболее выступающих вершин зерен.
Относительное количество
1,2
Pосн = 100 %,
km{yВС} = 0.506,
kv{yВС} = 0.568,
1,0
Pосн = 70 %,
km{yВС} = 0.520,
kv{yВС} = 0.598,
0,8
0,6
Pосн = 90 %,
km{yВС} = 0.511,
kv{yВС} = 0.580,
Зернистость 100/80 (a0 = 100 мкм),
0,4
Pосн = 80 %,
km{yВС} = 0.515,
kv{yВС} = 0.588,
коэффициент относительной
критической заделки зерен в
связке εкр = 0.5
0,2
0,0
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
Относительная высота выступания вершин зерен yВC a0
Рис. 4.10. Влияние относительного содержания основной зерновой фракции
навески Pосн на плотность распределения высоты выступания вершин зерен.
Создание навески зерен с другими (отличающимися от требований
ДСТУ 3292-95) характеристиками потребует существенного изменения
технологии. Увеличение содержания мелкой, промежуточной, крупной или
предельной фракции подобно добавлению навески зерен с зернистостью
соответствующей
изменяемой
фракции.
Поэтому
рассмотрим
технологически доступный метод получения нестандартных навесок путем
смешивания в определенных пропорциях навесок стандартных зернистостей.
4.4.2. Формирование абразивного слоя на основе смешанной навески
зерен
Преимущество использования смешанных навесок по сравнению со
стандартными
–
повышенная
точность
задания
статистических
характеристик рабочей поверхности применительно к заданным условиям
обработки.
Повышение
уровня
соответствия
параметров
рабочей
поверхности для определенных условий шлифования создает предпосылки
для более полной реализации потенциальных режущих свойств алмазных
зерен.
Как известно, большие значения зернистости используются при
повышенных требованиях к производительности процесса шлифования
(предварительные операции), а меньшие зернистости – к качеству
обработанной поверхности изделия (окончательные операции). Рациональная
композиция
составляющих
смешанной
навески
предоставляет
дополнительные возможности сочетания производительной и качественной
обработки изделий в каждом конкретном случае. Кроме этого, добавление
абразивного порошка с меньшей зернистостью может давать такой же
дополнительный
эффект,
как
и
добавление
материалов
с
малым
коэффициентом трения в состав связки круга [67, 126].
Модельные исследования возможности использования смешанных
навесок для регулирования статистических характеристик выполнялись в
системе 3D моделирования алмазно-абразивных кругов. Для этого была
разработана
подсистема
формирования
абразивного
слоя
на
основе
смешанных навесок (разд. 2.6.4). Смешанная навеска (рис. 2.11) определяется
следующими параметрами: статистические характеристики распределения
размеров зерен для каждой компоненты навески, количество компонентов и
их
относительное
содержание.
Произведем
предварительную
оценку
рациональных диапазонов значений каждого из параметров смешанных
навесок.
Приемлемое количество компонентов будет определяться соотношением
их зернистостей. Как видно из рис. 4.11, четырехкратное соотношение
размеров зернистостей компонентов в смеси является допустимым, так как в
противном
случае
нивелируется
значение
компонента
с
меньшей
зернистостью. При максимально приемлемом соотношении зернистостей,
наличие более трех компонентов в смеси будет обезличивать значения
зернистостей промежуточных компонентов.
Двухкомпонентная
навеска
зернистость
50/40
Трехкомпонентная
навеска
50/40
смесь
смесь
100/80
зернистость
200/160
Четырехкомпонентная
навеска
50/40
80/63
200/160
50/40
Пятикомпонентная
навеска
80/63
100/80
смесь
смесь
125/100
200/160
125/100
200/160
Рис. 4.11. Плотности распределения вершин на рабочей поверхности инструмента для смешанных навесок. Условия
моделирования: коэффициент εкр = 0.5, компоненты в смешанной навеске имеют равное количество зерен
Соотношение
компонентов
значений
a0_наим / a0_наиб
зернистостей
(отношение
(рис. 4.12 а)
составляющих
характеристических
размеров
зернистостей компонентов наименьшего a0_наим к наибольшему a0_наиб по
зернистости) определяет соотношение по высоте выступания над связкой
вершин зерен различных компонент при условии постоянного для всех
зернистостей коэффициента относительной критической заделки зерен в
связке εкр. Соотношение pС1 = a0_наим / a0_наиб определяет степень участия в
процессе обработки зерен компонента с меньшей зернистостью. Уменьшение
величины pС1 приводит к снижению роли зерен меньшей зернистости,
поэтому занижение значения a0_наим является нежелательным. С другой
стороны увеличение a0_наим до размеров соответствующей промежуточной
или мелкой фракции наибольшего по зернистости компонента смеси будет
подобно увеличению содержания этих фракций, что влечет за собой
существенное снижение производительности обработки [70]. Следовательно,
при использовании в смешанной навеске узкого диапазона зернистостей
рациональное соотношение a0_наим / a0_наиб < 0.50, для широкого диапазона
зернистостей a0_наим / a0_наиб < 0.25. По причине малого значения a0_наим / a0_наиб
для зернистостей широкого диапазона шлифпорошков они представляют
меньший интерес для их использования в смешанных навесках.
При выборе значений параметра pС2 (относительное по весу pС2m или по
количеству
зерен
pС2к
содержание
i-й
компоненты
с
меньшим
характеристическим размером a0) определяемого соотношением веса (или
количества зерен) i-й компоненты к весу смешанной навески mi
( ni
N
∑n )
i =1
i
необходимо
руководствоваться
двумя
N
∑m
i =1
i
обстоятельствами:
исключение (уменьшение) контакта связки с обрабатываемой поверхностью
и предоставление достаточного пространства для продуктов шлифования.
Первое обстоятельство требует увеличение количества зерен меньшего по
размерности a0 компонента смеси, а второй их уменьшения. Кроме
0,05
80 % / 20 %
Относительное количество
0,04
60 % / 40 %
0,03
50 % / 50 %
Двухкомпонентная навеска
(зернистости 50/40 и 100/80)
Коэффициент относительной
критической заделки зерен в
связке εкр = 0,5
а)
40 % / 60 %
0,02
40 % / 60 %
20 % / 80 %
0,01
100/80 (0 % / 100 %)
50/40 (100 % / 0 %)
0,00
0,0
Относительное количество
0,03
0,02
0,1
0,2
0,3
0,4
0,5
0,6
0,7
Относительное значение исследуемого признака yВC a0
Зернистости
200 / 160 + 50/40
Зернистости
200 / 160 + 63/50
0,8
Относительное содержание
компонент по количеству
зерен - 50% / 50%
Коэффициент относительной
yВкритической
C РП a0
заделки зерен в
связке εкр = 0,5
Зернистости
200 / 160 + 80/63
б)
Зернистости
200 / 160 + 125/100
0,01
Зернистости
200 / 160 + 160/125
Зернистости
200 / 160 + 80/63
0,00
0
20
40
60
80
100
120
Высота выступания вершин зерен над поверхностью связки, мкм
140
Рис. 4.12. Плотности распределения вершин зерен относительно поверхности
связки для инструмента изготовленного на основе смешанной навески:
а) влияние пропорций количества зерен компонент смешанной навески;
б) влияние отношения характеристических размеров зернистостей компонент
перечисленных факторов, необходимо иметь в виду то, что уменьшение доли
большей по размерности навески будет приводить к снижению средней
высоты выступания вершин зерен E{yВС} (производительности обработки).
Поэтому на основе модельных экспериментов определено максимальное
значение {pС2m}max – 0.25 – 0.20, обеспечивающей незначительное изменение
E{yВС}.
Соотношение
характеристических
размеров
зернистостей
a0_наим / a0_наиб также влияет на выбор pС2. Увеличение a0_наим / a0_наиб приводит
к уменьшению {pС2}max.
Модельные
эксперименты,
направленные
на
изучение
влияния
параметров смеси навесок на статистические характеристики распределения
вершин зерен yВС, проводились для двухкомпонентных смесей. Влияние
параметров
третьей
компоненты
для
трехкомпонентных
смесей
по
отношению к первым двум компонентам имеет аналогичные механизмы и
степень влияния каждого из них.
3D модель
рабочей
поверхности
круга
создавалась
на
основе
абразивного слоя с размерами 20×10×2 мм (L×B×S – длина, ширина,
толщина). Такие размеры абразивного слоя обеспечивают для навески
зернистостью
200/160
достаточную
устойчивость
статистических
характеристик и незначительное влияние краевого эффекта (прил. В).
Поверхность связки задавалась плоской на уровне yC = 1 мм. Эксперименты
проводились для модели зерен – трехосный эллипсоид с распределением
размеров dX, dY, dZ по нормальному закону. Пропорции компонентов навески
задавались по количеству зерен с содержанием первого компонента в
пределах 0 – 100 %, зернистость первого компонента 200/160; для второго –
160/125, 125/100, 100/80, 80/63, 63/50 и 50/40. Концентрация зерен
соответствовала 100% (концентрация зерен не влияет на высотные
статистические характеристики рабочей поверхности круга). Формирование
модели рабочей поверхности круга выполнялось при коэффициенте
относительной критической заделки зерен в связке εкр = 0.5. Статистические
характеристики распределения глубины залегания вершин зерен на рабочей
поверхности
определялись
с
использованием
подсистемы
анализа
исследуемых признаков рабочей поверхности.
В
анализа
результате
функционально-регрессионного
экспериментальных
данных
выявлена
и
корреляционного
корреляционная
связь
статистических характеристик распределения вершин зерен с параметрами
смеси навесок и определены уравнения регрессии для среднего и
среднеквадратического
отклонения
значений
высоты
выступания
yВС
(глубины залегания yВВ) вершин зерен :
3
2
2
+ b pC2k
+ c pC2k + d ) pC1
+
E , σ { yВС }Смеси = a0 ( 2k ) ⎡⎣( a pC2k
3
2
2
+ ( e pC2k
+ f pC2k
+ g pC2k + h ) pC1 + ( i pC2k
+ j pC2k + k ) ⎤⎦ ,
где a0 (2k) –
характеристический
размер
зернистости
наибольшей
(4.13)
2-й
компоненты;
a, b, …, k – коэффициенты уравнений регрессий (табл. 4.7);
pС1, pС2k – параметры смешанной навески. Относительная средняя ошибка
аппроксимации ∆rel_mean ≤ 0.3 %.
Анализ
полученных
уравнений
регрессии
(4.13)
показал,
что
наибольшее влияние на статистические характеристики имеет параметр pС2k
(отношение количества зерен компонентов смешанной навески). Степень
влияния pС2k возрастает с уменьшением pС1 (отношения a0_наим / a0_наиб
составляющих компонент).
Влияние параметров смеси навесок на статистические характеристики
распределения вершин зерен целесообразно рассматривать относительно
соответствующих
характеристик
основной
(наибольшей
по
характеристическому размеру зернистости a0) компоненты смешанной
навески. Зависимости влияния параметров смеси на среднее значение высоты
выступания вершин E{yВС} и среднеквадратическое отклонение s{yВС}
(рис. 4.13) показывают незначительное снижение E{yВС} при pС2k < 0.2
(pС2k < 0.4 при pС1 > 0.5) в пределах 5 % и уменьшение s{yВС} до 2 %.
Среднее
значение
глубины
залегания
вершин
зерен
E{yВВ}/a0
Среднеквадратическое
отклонение
s{yВВ}/a0
Среднее значение
высоты выступания
вершин зерен E{yВC}/a0
p1k - отношение
характеристических
размеров наименьшей
a0_наим к наибольшей
a0_наиб по размерности
компонент
Коэффициент
вариации kV{yВВ}
p2k - отношение
количества зерен
меньшей по величине
a0 компоненты к
наибольшей
Рис. 4.13. Взаимосвязь параметров смешанной навески (p1k, p2k) со статистическими характеристиками распределения
вершин зерен (для стандартной навески зерен: E{yВВ} = 0.446 a0; E{yВC} = 0.237 a0; s{yВВ} = 0.144 a0; kV{yВВ} = 0.322)
Таблица 4.7
Коэффициенты уравнений регрессии для зависимости статистических
характеристик распределения высоты выступания вершин зерен от
параметров смешанной навески
Коэффициенты
уравнения
a
b
c
d
e
f
g
h
i
j
k
Статистические характеристики распределения вершин зерен
E {yВВ}
E {yВС}
σ {yВВ}
-1.770
1.553
1.851
3.369
-2.976
-2.493
-2.098
1.877
1.212
0.272
-0.231
-0.152
1.248
-1.166
-1.436
-2.895
2.738
1.977
1.918
-1.826
-1.078
-0.250
0.229
0.132
0.396
-0.401
-0.059
-0.269
0.275
0.102
0.480
0.194
0.131
Высота выступания вершин зерен yВС , мкм
120
160/125
100
125 / 100
80
60
L { yВС }
100 / 80
E { yВС }
80 / 63
σ { yВС }
63 / 50
50 / 40
40
20
Коэффициент εкр = 0.5
0
компонент 1:
компонент
1 2:
160/125 .
125/100
2
160/125 .
100/80
3
160/125 .
80/63
4
160/125 .
63/50
5
160/125 .
50/40
6
Рис. 4.14. Статистические характеристики распределения вершин зерен
смешанных и стандартных навесок (пропорции количества зерен
двухкомпонентных навесок - 50 % / 50%)
- смешанные навески зерен
- стандартные навески зерен
Увеличение параметра pС2k определяет статистические характеристики в
пределах от значения характерного для наибольшей зернистости до значения
для меньшей зернистости. Для pС2k до 0.4 – 0.6 (наибольшие значения pС2k
характерно для больших pС1) наблюдается сравнительно меньшее изменение
характеристик, поэтому данный диапазон параметров можно рекомендовать
к использованию.
Для
сравнения
на
рис. 4.14
представлены
статистические
характеристики yВС для стандартных и смешанных навесок шлифпорошка в
зависимости
от
параметра
pС1 = a0_наим / a0_наиб
(p2k = 0.5).
Сравнение
статистических характеристик yВВ показывает, что максимальное значение
{yВС}max = const и среднее значение E{yВС} несущественно изменяется от
параметра
pС1,
где
{yВС}max
соответствует
наибольшей
зернистости
компоненты.
Использование
предпосылки
полученного
для
уравнения
регулирования
регрессии
(4.13)
статистических
создает
характеристик
распределения вершин зерен на рабочей поверхности круга на этапе
проектирования круга посредством задания параметров смеси навесок.
Смешанные навески позволяют расширить возможности регулирования
статистических характеристик рабочей поверхности кругов на этапе их
изготовления. Дополнительные возможности обеспечиваются большей
областью регулирования статистических характеристик по сравнению с
другими методами реализуемых на этапе изготовления кругов.
Далее целесообразно рассмотреть метод регулирования статистических
характеристик рабочей поверхности круга путем направленной ориентации
зерен в абразивном слое.
4.4.3. Возможности и эффективность направленной ориентации зерен в
абразивном слое
В известных работах [35, 138] направленная ориентация зерен в
абразивном слое используется для повышения режущей способности рабочей
поверхности круга.
Оценка влияния ориентации зерен на статистические характеристики
распределения вершин зерен выполнялась путем модельных экспериментов.
Для этого в системе 3D моделирования алмазно-абразивных кругов, на этапе
формирования размеров зерен в навеске, была добавлена возможность
ориентации зерен по глубине абразивного слоя (ось Y). Максимальный
размер зерна в процессе генерирования размеров dX, dY, dZ (по заданному
статистического закону распределения) присваивается диаметру dY.
Степень влияния ориентации зерен на изменения статистических
характеристик распределения вершин зерен зависит от коэффициента
вариации размеров зерен kv{dЗ}. Для ее оценки выполнялось модельное
исследование
влияния
kv{dЗ}
на
статистические
характеристики
максимальных размеров зерен dmax = MAX(dX, dY, dZ), где dX, dY, dZ - размеры
зерен по осям X, Y, Z. Последующая оценка возможностей направленной
ориентации выполнялась численным методом с использованием ранее
полученных зависимостей по схеме представленной в 4.4.1. Такой подход
позволяет получить обобщенные оценки для всех зернистостей и возможного
диапазона коэффициента критической заделки зерен в связке εкр.
Модельные
исследования
зависимости
km{dmax}, kv{dmax} = f (kv{dЗ})
выполнялись по следующей схеме:
- формирование навески с заданным количеством зерен – 100 000 шт.
(количество выбрано из соображений обеспечения репрезентативности
статистических выводов по табл. 4.4 – 4.5), модель зерен – трехосный
эллипсоид
с
распределением
размеров
по
нормальному
закону,
модифицированные параметры распределения размеров зерен dX, dY, dZ
одинаковые – a0 = 100 мкм., km = 1.00, kV задавали в интервале 0.05 – 1.50 с
шагом
0.05
(диапазон
значений
характерен
для
шлифпорошков
и
микропорошков);
- статистический
анализ
значений
максимального
размера
зерен
dmax = MAX(dX, dY, dZ) с определением km{dmax}, kv{dmax};
- корреляционный и регрессионный анализ полученных отношений
(табл. 4.8).
В результате регрессионного анализа были получены следующие
зависимости:
– для коэффициента расположения среднего значения dmax относительно
характеристического
размера
(относительная
средняя
ошибка
аппроксимации ∆rel_mean = 1.05 %)
km {d max } = km ( 0.7835 exp(- k v ) + 0.2164 ) ,
(4.14)
– для коэффициента вариации (∆rel_mean = 1.04 %)
kV {d max } = kV (1.783 kV + 1.217 ) .
(4.15)
Уравнения регрессии (4.14), (4.15) обеспечивают достаточно малую
ошибку аппроксимации, делая возможным их использование для расчета
статистических характеристик распределения вершин ориентированных
зерен на рабочей поверхности кругов.
Для шлифпорошков c kv = 0.105 – 0.345 ориентация зерен приводит к
следующим изменениям параметров закона распределения вершин зерен:
увеличение δВ на 9 – 29 % и уменьшение σВ на 26 %. Такое изменение
параметров закона распределения вершин зерен приводит к следующим
отклонениям его статистических характеристик: увеличение среднего
значения на 10 – 18 %, а среднеквадратического отклонения на 7 – 9 %.
Уменьшение параметра σ закона распределения вершин зерен указывает на
большую плотность распределения наиболее выступающих вершин зерен по
сравнению
с
исходным
распределением,
тем
самым,
подтверждая
экспериментальные данные [5]. Наибольшая эффективность от ориентации
зерен наблюдается для навесок шлифпорошков широкого диапазона
зернистостей, для которых характерно более существенное увеличение
средней высоты выступания вершин зерен (рис. 4.15).
Полученные
зависимости
(4.14),
(4.15)
позволяют
реализовать
Таблица 4.8
Модельные результаты исследования взаимосвязи параметров распределения
наибольших размеров зерен dmax с коэффициентом вариации размеров зерен
dX, dY, dZ по осям Х, Y, Z
Модифицированные Модифицированные параметры распределения высоты выступания
параметры
вершин зерен
распределения
km{yВС}
kv{yВС}
km = 1, kv = 0.05
1.042
0.035
km = 1, kv = 0.10
1.084
0.068
km = 1, kv = 0.15
1.126
0.098
km = 1, kv = 0.20
1.168
0.126
km = 1, kv = 0.25
1.210
0.152
km = 1, kv = 0.30
1.252
0.177
km = 1, kv = 0.35
1.295
0.199
размеров зерен
2,5
2. 100/80 - зернистость
Зернистость
100/80
узкого диапазона
шлифпорошков
Относительное количество
2
случайная
ориентация
зерен
1. 100/63 - зернистость
широкого диапазона
шлифпорошков
1,5
1
Параметры закона распределения
0,5
случайная
направленная
ориентация зерен ориентация зерен
δ = 0.455,
δ = 0.530,
1
σ = 0.091
σ = 0.068
δ = 0.463,
δ = 0.520,
2
σ = 0.069
σ = 0.053
направленная
ориентация
зерен
0
0
0,2
0,4
0,6
0,8
Относительная высота выступания вершин зерен yВC a0
Рис. 4.15. Влияние ориентации зерен на плотность распределения высоты
выступания вершин зерен
регулирование статистических характеристик распределения вершин зерен
посредством направленной ориентации зерен в абразивном слое.
Далее
целесообразно
рассмотреть
возможности
регулирования
статистических характеристик рабочей поверхности кругов на этапе их
эксплуатации путем направленного формообразование поверхности связки.
4.4.4. Исследование размерного формообразования макрогеометрии
поперечного и продольного профиля связки круга, осуществляемое в
процессе шлифования
Шлифовальные круги с прерывистой рабочей поверхностью позволяют
существенно повысить эффективность и уровень выходных показателей
процесса обработки [140, 154] и др.
На
основе
теоретических,
модельных
и
экспериментальных
исследований [18, 28] была выдвинута и подтверждена гипотеза о
возможности
регулирования
km{yВВ},
kv{yВВ}
путем
изменения
геометрической формы поверхности связки (статистических характеристик
ее
неравномерности).
Примеры,
иллюстрирующие
влияние
формы
поверхности связки на плотность распределения вершин зерен представлены
на рис. 4.16. При наличии неравномерности связки (рис. 4.16 б - г) вид
плотности распределения вершин зерен существенно изменяется по
сравнению
с
исходной,
когда
неравномерность
связки
отсутствует
(рис. 4.16 а).
При изучении формообразования поверхности связки статистические
характеристики высоты выступания вершин зерен относительно уровня
связки yВС и глубина залегания вершин зерен относительно уровня наиболее
выступающих yВВ не являются взаимно заменяемыми [18, 28]. Единственно
представительными являются статистические характеристики распределения
глубины залегания вершин зерен yВВ.
Регулирование
статистических
характеристик
yВВ
посредством
формирования волнистости продольного профиля позволяет их задавать в
Влияние высоты волнистости связки
Hволн = 0 мкм
Hволн = 40 мкм
а)
Hволн = 0 мкм
б)
в)
Hволн = 52 мкм
г)
Нпоп = 0
Hпоп = 0 мкм
Влияние высоты заборного конуса
Нпоп = 52
Рис. 4.16. Влияние неравномерности поверхности связки на плотность распределения глубины залегания вершин зерен
на рабочей поверхности: Hволн - высота волнистости продольного профиля; Hпоп - высота заборного конуса или
поднутрения поперечного профиля
соответствии с заданными условиями шлифования (коэффициент εкр,
параметры износа pИ1, pИ1, pИ3). Размерное формообразование поперечного
профиля
круга
представляет
интерес
из
соображений
обеспечения
равномерности износа и засаливания круга по его ширине.
При
исследовании
влияния
геометрической
формы
связки
на
статистические характеристики рассматривали относительные параметры
продольного профиля поверхности связки: HВОЛН / a0, LВОЛН / a0 - высота и
шаг волнистости. Параметры поперечного профиля: Xcone / a0, φcone - ширина и
угол
заборного
конуса
(или
поднутрения).
Задание
параметров
неравномерности поверхности связки в относительных величинах по
отношению к характеристическому размеру зернистости a0 позволило
получить общие (для всех зернистостей) закономерности.
Исходные
условия
формирования
модели
абразивного
слоя:
элементарный объем с размерами 170 х 10 х 1 мм (L x B x S – длина, ширина,
толщина выбраны для обеспечения репрезентативности статистических
выводов по табл. 4.4 - 4.5 и ограничения влияния краевого эффекта
расположения зерен в абразивном пространстве по табл. В.1); зернистость
100/80 узкого диапазона шлифпорошков. При 100 % концентрации (25 %
объем зерен от объема абразивного слоя), количество зерен в абразивном
слое
соответствовало
nv = 1 025 506 шт.,
на
рабочей
поверхности
исследуемого участка nр = 104 165 шт. (суммарное количество зерен и
лунок).
На рис. 4.17 представлены графики влияния параметров продольного и
поперечного профиля поверхности связки на статистические характеристики
полученных путем моделирования рабочей поверхности круга. Высота
волнистости HВОЛН / a0 и угол заборного конуса φcone представляют основной
интерес для регулирования статистических характеристик распределения
глубины залегания вершин зерен L{yВВ / a0}, Е{yВВ / a0}, s{yВВ / a0} и kv{yВВ}.
Шаг волнистости не влияет на распределение вершин зерен, и поэтому его
Параметры волнистости 1,4
продольного профиля связки
yВВ a0
yВВ2,50a0
L { yВВ a0 } = { yВВ a0 }НАИБ
1,2
2,00
1,50
1,00
L { yВВ a0 }
1,0
E { yВВ a0 }
E { yВВ a0 }
0,8
0,6
σ { y ВВ a0 }
σ { yВВ a0 }
0,4
0,50
0,2
0,0
0,00
0,00
0,25
0,50
0,75
1,00
1,25
0,0
1,50
0,2
0,4
0,6
0,8
1,0
yВВ a60
L { yВВ a0 }
5
1,2
H ВОЛН a0
Относительное значение шага волнистости
Параметры поднутрения (заборного
конуса) поперечного профиля связки
6
yВВ a0
Относительное значение высоты волнистости
1,4
1,6
1,8
LВОЛН a0
5
E { yВВ a0 }
4
L { yВВ a0 }
4
3
3
2
2
1
1
σ { y ВВ a0 }
E { yВВ a0 }
σ { yВВ a0 }
0
0
0
1
2
3
4
5
6
0,0
0,2
0,4
0,6
0,8
ϕCONE , град.
Относительное значение длины поднутрения X CONE B
Рис. 4.17. Влияние параметров продольного и поперечного профиля связки на статистические характеристики
распределения вершин зерен
Угол поднутрения
1,0
необходимо
выбирать
с
учетом
существующих
рекомендаций,
обеспечивающих снижение вибраций в процессе шлифования [27] и
уменьшение температуры [140].
Для выбора статистических характеристик km{yВВ}, kv{yВВ}, которые
обеспечивают условия для эффективного шлифования необходимо выявить
закономерности их регулирования.
Модельные зависимости (рис. 4.17) имеют теоретико-вероятностное
обоснование. Результирующее распределение вершин зерен является
композицией исходного распределения вершин зерен и распределения
неравномерности поверхности связки (рис. 4.18).
Статистические характеристики распределения вершин зерен с учетом
неравномерности поверхности связки yВВ(С) определяются для суммы двух
независимых случайных величин [127]:
E{ yВВ( С ) } = E{ yВВ } + E{ yС } .
s{ yВВ( С ) } =
( s{ yВВ })
2
(4.16)
+ ( s{ yС }) ,
2
(4.17)
где E{yВВ}, s{yВВ} – статистические характеристики распределения глубины
залегания вершин зерен при ровной поверхности связки;
E{yС}, s{yC} –
статистические
характеристики
распределения
неравномерности поверхности связки.
Распределение неравномерности поверхности связки представляет собой
распределение проекций центров зерен на поверхность связки. Волнистость
продольного профиля по гармонической кривой приводит к плотности
распределения неравномерности поверхности связки по закону арксинуса. По
ширине заборного конуса поперечного профиля формируется плотность
распределения по равномерному закону [28]. Параметры продольного и
поперечного
профиля
определяют
статистические
характеристики
неравномерности поверхности связки yС по следующим зависимостям:
- широта распределения yС
Исходная
плотность
распределения
вершин зерен
Плотность
распределения
неравномерности
поверхности
связки
Плотность
распределения
вершин зерен при
формировании
волнистости
продольного
профиля
Масштаб
визуализации
Рис. 4.18. Схема формирования
распределения вершин зерен с
учетом неравномерности
поверхности связки
L { yС a0 } = H волн a0 , L { yС a0 } = tg ( ϕcone ) X cone 10−3 a0 ,
(4.18)
где Hволн – высота волнистости продольного профиля круга;
a0 – характеристический размер зернистости;
φcone – угол заборного конуса поперечного профиля круга;
Xcone – ширина заборного конуса;
- среднее значение распределения yС
E { yС a0 } = H волн 2a0 , E { yС a0 } = tg ( ϕcone ) X cone 10−3 2a0 ,
(4.19)
- среднеквадратическое отклонение распределения yС
s { yC a0 } = aS ⋅ H волн a0 , s { yC a0 } = bS tg ( ϕcone ) X cone 10−3 a0 ,
(4.20)
где aS = 0.5/ 2 = 0.354 (распределение по закону арксинуса);
bS = 0.5/ 3 = 0.289 (распределение по равномерному закону).
Используя
уравнения
(4.16) - (4.20)
для
расчета
статистических
характеристик распределения вершин зерен yВВ(С) при формировании
волнистости продольного профиля, получим следующие зависимости:
- широта распределения yВВ(С)
L { yВВ(C) a0 } = L { yВВ a0 } + H волн a0 ,
(4.21)
- среднее значение распределения yВВ(С)
E { yВВ(C) a0 } = E { yВВ a0 } + H волн 2a0 ,
(4.22)
- среднеквадратическое отклонение распределения yВВ(С)
s { yВВ(C) a0 } = s 2 { yВВ a0 } + ( 0.354 ⋅ H волн a0 ) ,
2
(4.23)
где L, Е, s{yВВ / a0} – статистические характеристики распределения глубины
залегания вершин зерен относительно наиболее выступающих при
отсутствии неравномерности поверхности связки (разд. 4.1.1, прил. Б).
Проверка уравнений (4.21) - (4.23) с модельными данными (рис. 4.17)
показала, для высоты волнистости Hволн / a0 в интервале 0.2 – 2.0, достаточно
хорошие характеристики аппроксимации: коэффициент корреляции r > 0.99,
и среднюю относительную ошибку ∆rel_mean < 1%. Заметные отклонения
∆ возникают в случае исследования на малых участках рабочей поверхности
круга, которые можно объяснить смещением уровня отсчета (уровня
наиболее выступающих вершин), возникающим в результате расположения
наиболее выступающих вершин во впадинах образовавшейся волнистости
поверхности связки. Такое утверждение подтверждается модельными
экспериментами, так как отклонения ∆ стремятся к нулю при увеличении
площади исследуемого участка.
Основой для рационального выбора высоты волнистости Hволн служит ее
взаимосвязь
с
параметрами
определяемыми
условиями
шлифования
(коэффициентом εкр и параметрами износа pИ1, pИ2, pИ3). Такая взаимосвязь
выявлена путем подстановки Е, s{yВВ / a0} = f(pИ1, pИ2, pИ3) – (4.12) и
Е, s{yВВ / a0} = f(a0, εкр) – (4.2) - (4.4) в Е, s{yВВ(C) / a0} = f(Hволн) – (4.22), (4.23).
В результате преобразований зависимость статистических характеристик
yВВ(С) от Hволн и εкр, pИ1, pИ2, pИ3 принимает следующий вид:
для среднего значения распределения yВВ(С)
⎡
k ⎤ H
2
E { yВВ(C) a0 } = k∆ (1 - ε кр ) (1- pИ1 ) ⎢( a pИ2
+ b pИ2 + c ) pИ1 + E ⎥ + волн , (4.24)
k∆ ⎦ 2a0
⎣
для среднеквадратического отклонения распределения yВВ
s { yВВ(C) }
a0
2
2
⎡
⎛
k ⎞⎤ ⎡ H ⎤
2
= ⎢ k∆ (1 - ε кр ) (1- pИ1 ) ⎜ ( a pИ2
+ b pИ2 + c ) pИ1 + S ⎟ ⎥ + ⎢ волн ⎥ ,(4.25)
k∆ ⎠ ⎦ ⎣ 8a0 ⎦
⎝
⎣
где k∆ = 1.316, kE = 0.844, kS = 0.284 – применительно к зернистости 100/80,
коэффициенты уравнений (4.2) – (4.4);
а0 –
характеристический
размер
зернистости
(первое
число
в
обозначении);
εкр – коэффициент относительной критической заделки зерен в связке;
a, b, c – коэффициенты уравнения износа зерен (4.12);
pИ1, pИ2 –
относительные
соответственно
параметры
максимальную
износа
величину
зерен
определяющие,
износа
наиболее
выступающей вершины и глубину области износа вершин;
Hволн – высота волнистости продольного профиля связки.
Зависимости (4.24), (4.25) имеют общий вид для всех зернистостей и
показывают возможности регулирования статистических характеристик yВВ
путем
формирования
волнистости
продольного
профиля
с
учетом
статистических характеристик исходного распределения yВВ, коэффициента
εкр и параметров износа зерен pИ1, pИ2, pИ3.
На рис. 4.19 представлены графики, построенные по зависимости (4.24)
для шлифпорошка зернистостью 100/80. Анализ зависимости (рис. 4.19)
показывает, что формирование статистических характеристик yВВ на
заданном уровне, для создания необходимых условий шлифования,
обеспечивается формированием продольного профиля круга с высотой
волнистости Hволн, определяемой величиной компенсации отклонения
статистических характеристик yВВ от выпадения зерен (коэффициент εкр) и их
износа (параметры износа зерен pИ1, pИ2, pИ3). Таким образом, волнистость
продольного профиля связки позволяет формировать рабочую поверхность
круга со статистическими характеристиками соответствующими меньшим
значениям коэффициента относительной критической заделки зерен в связке
εкр. Такие возможности необходимы для процесса шлифования с большой
интенсивностью съема обрабатываемого материала. Так как повышение
интенсивности
обработки
приводит
к
росту
коэффициента
εкр,
то
соответствующее увеличение высоты волнистости обеспечивает значения
E{yВВ},
s{yВВ}
на
рассматриваемого
Максимальное
заданном
случая
значение
уровне.
находилась
рациональной
в
Высота
волнистости
пределах
Hволн = 0.2 – 1.0·a0.
высоты
волнистости
для
Hволн
определяется из (4.24) областью значений статистических характеристик yВВ
используемой
зернистости.
Например,
при
условиях
шлифования,
определяющих коэффициент εкр = 0.8, параметры износа зерен pИ1 = 0 - 0.5,
pИ2 = 1, необходимо задавать высоту волнистости Hволн = 0.6 - 0.8·a0 для
Относительная высота волнистости, Hволн/а0
1,4
1,2
Область
эффективного
шлифования
метчиков из 9ХС
1,0
0,8
0,6
εкр = 0.9
εкр = 0.8
εкр = 0.7
εкр = 0.6
а)
εкр = 0.5
0,4
εкр = 0.4
0,2
εкр = 0.3
0,0
1,4
1,2
Область
эффективного
шлифования
метчиков из 9ХС
1,0
0,8
0,6
εкр = 0.9
εкр = 0.8
εкр = 0.7
H волн(и)
Относительная высота волнистости, Hволн/а0
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
Относительная средняя глубина залегания вершин зерен E{yВВ(С)}/a0
εкр = 0.6
б)
εкр = 0.5
0,4
0,2
εкр = 0.4
εкр = 0.3
Высота волнистости
компенсирующая
износ зерен
0,0
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
Относительная средняя глубина залегания вершин зерен E{yВВ(С)}/a0
Рис. 4.19. Высота волнистости продольного профиля связки (для зернистости
100/80) в зависимости от заданного уровня средней глубины залегания
вершин зерен и условий шлифования задаваемых коэффициентом
относительной критической заделки зерен в связке εкр и параметрами износа:
а) pИ1= 0; б) pИ1= 0.2, pИ2= 1, pИ3= 1
формирования
E{yВВ} =
0.5 – 0.65·a0
характерных
при
εкр = 0.1 – 0.3
(рис. 4.19). По результатам экспериментальных исследований обработки
метчиков из стали 9ХС (разд. 5.3) волнистость продольного профиля
обеспечивает эффективное шлифование при E{yВВ} = (0.54 – 0.62)·a0.
Рациональные значения угла φcone заборного конуса поперечного
профиля
или
другие
параметры
определяющие
неравномерность
поверхности связки можно получить аналогично высоте волнистости Hволн
продольного профиля шлифовального круга.
Таким образом, полученные функциональные зависимости (4.24), (4.25)
позволяют направленно регулировать статистические характеристики yВВ в
процессе эксплуатации с учетом условий шлифования для восстановления их
потери в результате изменения коэффициента относительной критической
заделки зерен в связке εкр и параметров износа зерен pИ1, pИ2, pИ3.
Зависимости (4.24) вместе с (4.13), (4.14), (4.15) создают предпосылки
для комплексного регулирования статистических характеристик yВВ на этапе
изготовления и в процессе эксплуатации кругов.
4.4.5. Комплексное
регулирование
статистических
характеристик
рабочей поверхности кругов на этапах их изготовления и эксплуатации
Модельные исследования (разд. 4.4) позволяют оценить возможности
комплексного
поверхности
регулирования
статистических
алмазно-абразивных
кругов
характеристик
реализуемого
на
рабочей
этапе
их
изготовления и эксплуатации. На этапе изготовления путем задания
статистических характеристик навески зерен (посредством требований на
зерновой состав навески, использования смешанной навески, направленной
ориентации зерен в абразивном слое). На этапе эксплуатации путем задания
статистических характеристик поверхности связки (способ регулирования –
направленное формообразование поверхности связки).
Каждый метод регулирования формирует для него характерный
(специфичный) вид плотности распределения вершин зерен на рабочей
поверхности круга (рис. 4.20). Плотность распределения yВВ при совмещении
различных методов регулирования наследует отличительные признаки,
характерные для каждого из методов. Наследственность просматривается у
плотности
распределения
характеристиках
регулирования
вершин
(рис. 4.21).
статистических
зерен
Такие
yВВ
и
их
статистических
возможности
комплексного
характеристик
позволяют
обеспечить
наилучшее соответствие моментных статистических характеристик к
заданным условиям шлифования. Проведенные исследования (разд. 4.4)
позволили
выявить
возможности
комплексного
регулирования
для
формирования необходимой плотности распределения вершин зерен путем
рационального совмещения методов реализуемых на этапе изготовления
алмазно-абразивных инструментов и их эксплуатации (рис. 4.21).
Сравнительный анализ методов регулирования (разд. 4.4) позволяет
выявить особенности механизмов трансформации плотности распределения
yВВ для каждого из методов (рис. 4.20). Регулирование путем задания
требований на зерновой состав навески и направленная ориентация зерен в
абразивном слое характеризуются подобными механизмами трансформации
yВВ
–
формирование
большей
плотности
распределения
наиболее
выступающих вершин зерен (рис. 4.20б) по сравнению с исходной
плотностью (рис. 4.20а). Задание требований на зерновой состав является
более гибким методом по сравнению с направленной ориентацией для
регулирования
статистических
характеристик
yВВ.
Использование
смешанных навесок позволяет задавать большую плотность распределения
для вершин зерен, расположенных у поверхности связки, благодаря
добавлению компонента с характеристическим размером зернистости a0
меньшим, чем у основной компоненты смеси (рис. 4.20в). Формирование
неравномерности поверхности связки (рис. 4.20г) позволяет наиболее
существенно видоизменять плотность распределения вершин зерен за счет
увеличения плотности распределения вершин со средней глубиной залегания
Исходная плотность распределения
(зернистость 100/80; εкр = 0.5)
a0=100 мкм; km{yВВ}=0.422; kv{yВВ}=0.337
Варианты гистограмм плотности распределений глубины залегания вершин зерен от уровня наиболее выступающих
a)
Направленная
ориентация зерен
a0 = 100 мкм; km{yВВ}=
0.411; kv{yВВ}= 0.376
б)
в)
г)
Масштаб
в долях a0
(характеристического размера
зернистости)
Смешанная навеска
(зернистостей 100/80 - 60% и
50/40 - 40%); a0 = 100 мкм;
km{yВВ}=0.451; kv{yВВ}=0.307
Волнистость поверхности связки (Hволн = 40 мкм)
a0 = 100 мкм; km{yВВ} = 0.614; kv{yВВ} = 0.325
Рис. 4.20. Плотности распределения
глубины залегания вершин зерен для
различных методов регулирования
Варианты гистограмм плотности распределений глубины залегания вершин от уровня наиболее выступающих
a) a0 =100мкм;
б) a0 =100мкм;
1и2
1и3
km = 0.443;
kv = 0.340
методы
регулирования
km = 0.618;
kv = 0.321
в)
a0 =100мкм;
km = 0.575;
kv = 0.365
г) a0 =100мкм;
2и3
1, 2, 3
km = 0.595;
kv = 0.348
a0 =100мкм;
km = 0.422;
kv = 0.337
Исходная
плотность
распределения
2. Направленная
ориентация
зерен
1. Смешивание
навесок зерен
зернистостей 100/80
(60%) и 50/40 (40%)
Масштаб
в долях a0
(характеристического размера
зернистости)
3. Волнистость
связки
(Hволн= 40мкм)
Рис. 4.21. Плотности распределения
глубины залегания вершин зерен при
совместном использовании
методов регулирования
(при незначительной высоте волнистости) или с большей и меньшей
глубиной
залегания
вершин
(при
высоте
волнистости
большей
от
максимальной высоты выступания вершин зерен). Особенность такого
метода в формировании плотности распределения yВВ с одной вершиной (при
Hволн < 0.5·a0) или с двумя вершинами (из-за сравнительно большей высоты
волнистости по сравнению с высотой выступания вершин). Как показали
экспериментальные исследования в 5.1.3, наименьший удельный расход
алмазов круга наблюдается для одновершинной плотности распределения yВВ
и двухвершинной плотности с несущественной разницей между Mo1{yВВ} и
Mo2{yВВ} (модами первой и второй вершин плотности распределения).
Расчет
статистических
характеристик
при
совмещении
методов
производится по выявленным зависимостям для каждого из методов
регулирования (разд. 4.4). При регулировании путем создания кругов на
основе смешанных навесок – (4.13); с использованием направленной
ориентации зерен – (4.14), (4.15); путем формообразования поверхности
связки – (4.24). На рис. 4.21 представлены примеры возможных вариантов
совместного использования методов регулирования (смешивание навесок с
зернистостями 100/80 (60 %) и 50/40 (40 %); направленная ориентация зерен
и задание волнистости связки высотой Hволн = 40 мкм).
Анализ статистических характеристик yВВ (рис. 4.20, 4.21) позволил
выявить особенности методов регулирования в отдельности и при различных
их сочетаниях. Статистические характеристики исходного распределения
вершин
зерен
на
исследуемом
участке
рабочей
поверхности
–
km{yВВ} = 0.422, kV{yВВ} = 0.337 при L{yВВ} = 65.83 мкм. Для смешанной
навески
–
km{yВВ} = 0.411,
kV{yВВ} = 0.376;
ориентации
зерен
–
km{yВВ} = 0.451, kV{yВВ} = 0.307; формообразования поверхности связки –
km{yВВ} = 0.614,
kV{yВВ} = 0.325.
Статистические
характеристики
в
зависимости от сочетания методов изменяются в следующих пределах – для
km - 0.575 – 0.618, и kV - 0.321 – 0.365. Наибольшее значение km{yВВ} и
наименьшее kV{yВВ} для совмещения смешанной навески и ориентации зерен
(рис. 4.21 б), а наименьшее km{yВВ} и наибольшее kv{yВВ} для ориентации
зерен и формообразования поверхности связки (рис. 4.21 в).
Анализ результатов модельных исследований (разд. 4.4) показывает, что
рациональное совместное использование методов регулирования – задание
зернового состава (увеличение содержания основной фракции) и/или
направленная ориентация зерен для стандартных или специальных (на основе
смешанных навесок) кругов позволяет обеспечить наибольший диапазон
регулирования
методов
статистических
противоположных
по
характеристик
благодаря
характеру
формирования
совмещению
плотности
распределения вершин зерен.
Совмещение смешанной навески с ориентацией зерен или заданием
зернового
состава
позволяет
получить
усредненные
статистические
характеристики для этих методов и увеличить количество наиболее
выступающих вершин зерен и прилегающих к поверхности связки. Задание
волнистости поверхности связки представляет наибольший интерес для его
совмещения с методами реализуемыми на этапе изготовления кругов, так как
позволяет
формировать
плотность
распределения
yВВ,
существенно
отличающуюся по всем статистическим характеристикам.
Совмещение формообразования поверхности связки со смешанной
навеской или ориентацией зерен может иметь рациональное применение.
Например, при обработке метчиков из 9ХС (разд. 5.1.3) рациональными
являются такие статистические характеристики yВВ, которые формируются
при
высоте
волнистости
продольного
профиля
Hволн = 0.6 – 0.8·a0.
Формирование волнистости продольного профиля при Hволн = 0.6·a0 для круга
на основе смеси навесок или при Hволн = 0.8·a0 для круга с ориентированными
зернами позволяет задать такие статистические характеристики yВВ, которые
обеспечат заметное снижение удельного расхода алмазов круга (для первого
случая) или повышение производительности процесса обработки (для
второго случая).
Таким образом, рациональное совместное использование методов
регулирования (на этапе изготовления круга – задание требований на
зерновой состав навески и / или использование смеси навесок зерен и / или
направленной ориентации зерен в абразивном слое, а на этапе эксплуатации –
направленное формообразование поверхности связки) позволяет расширить
область регулирования статистических характеристик рабочей поверхности
кругов и формировать необходимую плотность распределения вершин зерен
yВВ. Такие возможности позволяют обеспечить наилучшее соответствие
статистических характеристик рабочей поверхности алмазно-абразивных
кругов к заданным условиям шлифования.
Выводы
1. Полученные функциональные зависимости связывающие между
собой основные статистические свойства алмазосодержащего слоя и рабочей
поверхности
алмазно-абразивных
кругов
являются
основой
для
конструирования рабочей поверхности алмазно-абразивных кругов для
направленного задания рациональных статистических характеристик.
2. Разработана обобщающая схема износа, основанная на взаимосвязи
величины износа зерен с глубиной залегания вершин от уровня наиболее
выступающих зерен. Предложенная схема износа позволила получить
уравнения регрессии для статистических характеристик распределения
вершин зерен с учетом их выпадения и износа.
3. Объектно-статистическая
3D моделирования
достаточно
алмазно-абразивных
реалистичную
характеристик
их
методология
рабочей
модель
кругов
для
поверхности.
и
концепции
позволяет
создавать
исследования
статистических
Относительное
отклонение
модельных и экспериментальных средних выборочных значений параметров
шероховатости E{Rp}, E{Ra}, E{Rq} и E{Rt} составляет менее 7 %.
4. Исследования в рамках единой методологии различных методов
регулирования рабочей поверхности алмазно-абразивных кругов позволили
дать обобщенную оценку и получить единое представление о направленном
формировании статистических характеристик, что создает предпосылки для
практической реализации их комплексного регулирования.
5. Проведенные теоретические и модельные исследования подтвердили
гипотезу о возможности регулирования распределения вершин зерен и их
статистических характеристик путем использования смешанной навески.
Преимущество смешанных навесок по сравнению со стандартными –
повышение
точности
задания
статистических
характеристик
рабочей
поверхности применительно к заданным условиям обработки. Использование
смешанных навесок позволяет задавать большую плотность распределения
для вершин зерен, расположенных у поверхности связки, благодаря
добавлению компонента с характеристическим размером зернистости a0
меньшим, чем у основной компоненты смеси.
6. Направленная ориентация зерен позволяет увеличить плотность
распределения наиболее выступающих зерен и среднее значение высоты
выступания
вершин
(среднеквадратическое
над
поверхностью
отклонение
на
связки
7 – 9 %)
в
на
10 – 18 %
зависимости
от
коэффициента вариации распределения размеров зерен, а соответственно и
зернового состава навески. Рациональное совмещение зернового состава
навески с направленной ориентацией зерен обеспечивает наибольший
диапазон
регулирования
статистических
характеристик
распределения
вершин зерен. Особенность такого метода регулирования – большая
плотность распределения наиболее выступающих вершин по сравнению с
зернами со случайной ориентацией.
7. Подбор зернового состава навески позволяет существенно увеличить
плотность распределения наиболее выступающих вершин зерен при
незначительном изменении статистических характеристик. Для узкого
диапазона зернистостей шлифпорошков увеличение содержания основной
фракции с 70 % до 100 % позволяет уменьшить km{yВС} на 3.8 % и kv{yВС} на
2.4 %.
8. Задание неравномерности поверхности связки позволяет формировать
такие
статистические
абразивных
кругов,
характеристики
которые
рабочей
характерны
поверхности
для
меньших
алмазнозначений
коэффициента относительной критической заделки зерен в связке. При
высоте волнистости продольного профиля связки в пределах 0.2 – 1.2 от
характеристического размера зернистости обеспечиваются характерные для
используемой зернистости статистические характеристики распределения
вершин зерен. Полученные функциональные зависимости позволяют
направленно
регулировать
статистических
характеристик
в
процессе
эксплуатации с учетом условий шлифования для восстановления их потери в
результате изменения коэффициента относительной критической заделки
зерен в связке и параметров износа
9. Комплексное
регулирование
статистических
характеристик
распределения вершин зерен на этапах изготовления и эксплуатации кругов
позволяет расширить технологические возможности методов регулирования.
Совмещение методов регулирования противоположных по характеру
формирования плотности распределения вершин зерен, позволяет увеличить
область
регулирования
распределения
вершин
статистических
зерен,
получаемая
характеристик.
в
результате
Плотность
совмещения
различных методов регулирования рабочей поверхности кругов, наследует
особенности, характерные для каждого из методов.
РАЗДЕЛ 5
ПРАКТИЧЕСКАЯ РЕАЛИЗАЦИЯ ПРИНЦИПОВ НАПРАВЛЕННОГО
РЕГУЛИРОВАНИЯ СТАТИСТИЧЕСКИХ ХАРАКТЕРИСТИК
ШЛИФОВАЛЬНЫХ КРУГОВ
Equation Section 5
В
разделе
подходов
по
представлены
результаты
реализации
конструированию
рабочей
поверхности
разработанных
с
заданными
статистическими характеристиками путем направленного формообразования
поверхности связки стандартных и специальных (на основе смешанных
навесок) алмазных кругов. Приведены результаты экспериментальных
исследований
и
апробации
предложенных
методов
регулирования
статистических характеристик рабочей поверхности кругов в процессе
шлифования применительно к рабочим процессам обработки метчиков
машинно-ручных и твердосплавных режущих пластин.
5.1. Шлифование
характеристик
кругов
метчиков
путем
с
регулированием
размерного
статистических
формообразования
рабочей
поверхности в процессе работы
Производственный опыт шлифования метчиков машинно-ручных в
условиях ЗАО «Харьковский инструментальный завод» определил такие
лимитирующие факторы, как неравномерный износ шлифовальных кругов и
производительность
обработки.
Регулирование
статистических
характеристик рабочей поверхности кругов путем формообразования
поверхности связки в процессе шлифования метчиков позволило повысить
производительность их обработки Q и уменьшить удельный расход
алмазов q.
Реализация процесса формообразования поверхности связки сводится к
регулированию интенсивности растворения связки для поперечного и
продольного
профиля
круга
одним
из
электрохимических
методов.
Электрохимические методы на сегодняшний день являются одними из
наиболее пригодных для формообразования рабочей поверхности круга в
процессе шлифования (анализ методов формообразования приведен в 1.2.3).
При разработке рабочих процессов применялся принцип направленного
электрохимического воздействия на рабочую поверхность шлифовального
круга по автономной схеме, разработанный на кафедре "Резания материалов
и режущие инструменты" НТУ "ХПИ" [15, 25, 69, 132]. Направленность
воздействия обеспечивалась разделением рабочей поверхности электродаинструмента по ширине и длине на электрически изолированные области, с
независимым регулированием подачи тока на каждую из них [77, 79].
Формирование статистических характеристик реализовывалось путем
регулирования параметров поперечного (при обработке заборной части
метчиков в 5.1.1) и продольного профиля (при обработке хвостовика
метчиков в 5.1.2, 5.1.3) рабочей поверхности круга в процессе шлифования.
Экспериментальные
испытания
регулирования
статистических
характеристик рабочей поверхности кругов путем формообразования
поверхности связки проводились при обработке метчика машинно-ручного
М 10×1.5 из 9ХС (заводское обозначение чертежа 05-121-50).
5.1.1. Обеспечение
точности
обработки
путем
устранения
неравномерности износа круга
При
обработке
заборной
части
метчиков
(рис. 5.1)
из-за
изменяемых условий шлифования наблюдается неравномерность износа по
ширине круга вследствие чего образуется кривизна поперечного профиля,
приводящая к снижению точности обработки (предельно допустимое
значение
отклонения
профиля
∆ = 20 мкм).
Нестабильность
условий
шлифования также приводит к формированию различных статистических
характеристик
распределения
Обеспечение
постоянства
вершин
зерен
статистических
yВВ
по
ширине
характеристик
круга.
yВВ
и
прямолинейности поперечного профиля обеспечивалось дополнительным
формообразованием круга (период стойкости 800 метчиков), что приводило к
увеличению износа.
Для устранения неравномерности износа по ширине круга был
Шлифовальный круг
12A2-45 125х6х3 АС6
100/80 МВ1-100
nкр
nдет
5
P = 60 н
Обрабатываемый
метчик М10 х 1.5
Sпр = 50 дв.ход./мин
Рис. 5.1. Схема шлифования заборного конуса метчиков
Электрически изолированные области
Z (vкр)
4
z( x ) 3
3
⎡ 72.20
22.78 ⎤
=⎢
−
⎥ x + 0.040
−0.8
⎢⎣ π
(1 − 16 x ) ⎥⎦
z( x ) 2 =
2
0.7220
0.2278
−
+ 0.015
−0.8
π
−
x
1
16
(
)
z( x ) 1 = x + 0.010
1
X
Рис. 5.2. Развертка рабочей поверхности электрода-инструмента
реализован способ электрохимического формообразования поперечного
профиля рабочей поверхности кругов [77, 79]. В данном способе повышение
точности
формообразования
электрохимического
достигается
формообразования
тем,
что
устройство
шлифовальных
кругов
для
на
электропроводной металлической связке, содержит электрод-инструмент,
разделенный неэлектропроводными границами на заданное количество
электрически изолированных областей. Каждая из разделяющих границ
определяется функцией влияния определенного технологического фактора,
отвечающего за нестабильность условий шлифования, а соответственно
интенсивности износа круга.
На рис. 5.2 представлена развертка рабочей поверхности электродаинструмента. Применительно к данным технологическим условиям рабочая
поверхность электрода-инструмента разделена на четыре электрически
изолированные области. Электрод-инструмент разработан для операции
шлифования заборной части метчика М 10×1.5. Обработка производилась
при следующих условиях: круг 12A2-45º 2724-0021 (125×6×3) АС6 (АСВ)
100/80 М1-О1 (МВ1) -100; скорость вращения круга vкр = 25 м/с.; частота
вращения детали nдет = 1250 об/мин (расчетная скорость vдет = 40 м/мин);
квазиупругая схема шлифования, стабилизирующая силу резания Py = 60 Н.
Постоянство поперечного профиля и статистических характеристик yВВ
в
процессе
шлифования
обеспечивается
соблюдением
равенства
по
абсолютной величине и различием по знаку линейных скоростей износа и
удаления связки по ширине рабочей поверхности алмазного круга.
Прогнозирование
изменения
поперечного
профиля
в
процессе
шлифования можно рассчитать по следующей зависимости [36]:
γ = kизн p m v n ,
(5.1)
где γ - скорость изнашивания;
kизн - коэффициент,
характеризующий
поверхности круга и условия шлифования;
р - давление на поверхности контакта;
износостойкость
рабочей
v - скорость скольжения;
m, n -соответственно показатели степени влияния давления и скорости
скольжения на скорость изнашивания.
Исходя из схемы шлифования заборной части метчика (рис. 5.1) и
зависимости (5.1), изменение линейного износа обуславливается изменением
скорости
резания,
длиной
обработанной
и
рабочей
поверхности.
Распределение давления по ширине круга, в нашем случае, постоянное, так
как профиль обрабатываемой поверхности прямолинейный. Следовательно,
функцию (5.1) для рассматриваемого случая можно записать в следующем
виде:
γ ( x ) = kизн 2 v(nx )l(Lx ) ,
где γ (x) - скорость
линейного
износа
(5.2)
алмазного
круга
в
точке,
соответствующей x-ой координате;
v, l – соответственно скорость резания и длина рабочей поверхности в
точке контакта, соответствующей x-ой координате;
kизн2, n, L - коэффициент и показатели степени влияния параметров,
определяемые экспериментально.
С учетом зависимости скорости резания и длины рабочей поверхности
по ширине круга уравнение (5.2) примет следующий вид:
γ ( x)
⎛
2x ⎞
n
DкрL ⎜1 −
= kизн 2 vкр
⎜ D ⎟⎟
кр ⎠
⎝
n+ L
,
(5.3)
где vкр, Dкр – соответственно максимальные скорость резания и диаметр
круга;
kизн2, n, L - коэффициент и показатели степени влияния параметров,
определяемые экспериментально (n = 0.5, L = 0.3).
Зависимость (5.3) определяет неравномерность линейного износа по
ширине рабочей поверхности круга в зависимости от показателей степени n,
L влияния скорости резания и длины рабочей поверхности круга. Изменение
условий шлифования влияет на величину линейного износа в виде
масштабного
коэффициента
kизн2.
Среднее
значение
коэффициента
kизн2 = 0.85·10-8 определено путем измерения максимального отклонения
профиля заборной части каждого 100-го метчика (всего 8 шт. вплоть до 800го метчика) после размерного формообразования, которое обеспечивало
прямолинейность профиля круга.
Линейная скорость сглаживания режущего рельефа круга необходима
для расчета соответствующей линейной интенсивности электрохимического
воздействия νс в сечении х.
Интенсивность формообразования в сечении х электрода-инструмента в
случае разделения его рабочей поверхности на электрически изолированные
области определяется в зависимости от координат начала и конца этих
областей и времени подачи напряжения на каждую из них по формуле [77]:
ν ( x) =
εηχU
π D( x ) δ0
N
τ
∑ T (b
j=1
j
j
−a j) ,
(5.4)
j
где ν(x) - интенсивность формообразования в сечении х;
ε - электрохимический эквивалент;
η - коэффициент выхода по току;
χ - удельная электропроводность электролита;
U - напряжение, подаваемое на электроды;
τj - время подачи напряжения на j-ю электрически изолированную
область за период времени Тj;
aj, bj - соответственно
электрически
уравнения
изолированной
передней
области
и
на
задней
рабочей
границ
j-й
поверхности
электрода-инструмента;
D(x) - диаметр шлифовального круга в сечении x;
δо - межэлектродный зазор;
N - число электрически изолированных областей.
В левой части уравнения (5.4) для ν(х), D(х) проведена замена переменных
применительно к схеме представленной на рис. 5.1 [77]:
ν ( x ) = ν max − γ ( x ) ,
(5.5)
D( x ) = Dкр − x ,
(5.6)
где νmax , γ (x) – постоянная (максимальная) и переменная линейная скорость
изменения поперечного профиля круга соответственно для обеспечения
развитого режущего рельефа и компенсации неравномерности износа;
D(x) - диаметр шлифовального круга в сечении x;
Dкр – максимальный диаметр шлифовального круга.
После проведения преобразований окончательно получим:
N
τj
∑ T ⋅ (b
j=1
j
− aj ) =
j
π ⋅ δ0
π ⋅ δ0
⋅ ν ( x ) ⋅ D( x ) =
⋅ ν c + γ( x ) ×
ε ⋅ η ⋅ χ ⋅U
ε ⋅ η ⋅ χ ⋅U
(
)
π ⋅ δ0
× ( Dкр − x ) =
⋅ ⎡ ν c ⋅ Dкр − ν c x + Dкр γ ( x ) − γ ( x ) x ⎤
⎦
ε ⋅ η ⋅ χ ⋅U ⎣
. (5.7)
В соответствии с рекомендациями и алгоритмом определения [77]
коэффициентов
уравнений
границ,
разделяющих
электрически
изолированные области, выполнено структурное преобразование уравнения
(5.7) к следующему виду:
N
τj
∑ T ⋅ (b
j=1
j
− a j ) = C0 + C1 ⋅ x + C 2 ⋅ γ( x ) + C3 ⋅ γ( x ) ⋅ x ,
(5.8)
j
где С0 = A·νс·Dкр; С1 = -A·νс; С2 = A·Dкр; С3 = -A – коэффициенты многочлена с
учетом принятого обозначения
A =
Экспериментально
полученные
π ⋅ δ0
.
ε ⋅ η ⋅ χ ⋅U
оптимальные
(5.9)
электрохимические
параметры процесса формообразования достаточны для поддержания
развитости режущего рельефа круга: ε = 3.99·10 -11 - электрохимический
эквивалент, м3·A-1·c-1; η = 0.39 - коэффициент выхода по току; χ = 0.58 удельная электропроводность электролита, Ом-1·м-1; U = 5 - напряжение,
подаваемое на электроды, В; δо = 0.3·10-4 - межэлектродный зазор, м.
Характеристики получены при использовании электролита следующего
состава: натриевая селитра NaNO3 – 5 %, техническая сода Na2CO3 – 2 %,
триэтаноламин – 0.5 %.
Исходя из уравнения (5.8), в соответствии с рекомендациями [77],
получены геометрические характеристики рабочей поверхности электродаинструмента (рис. 5.2а):
- число электрически изолированных областей N = 4, что соответствует
общему количеству коэффициентов Ci;
- уравнения границ между электрически изолированными областями,
приводятся к следующему виду:
z( x ) 1 = x + 0.010;
0.7220
0.8
− 0.2278 ⋅ (1 − 16 x ) + 0.015;
π
0.8 ⎤
⎡ 0.7220
=⎢
− 0.2278 ⋅ (1 − 16 x ) ⎥ ⋅ x ⋅ 102 + 0.040.
⎣ π
⎦
z( x )2 =
z( x ) 3
(5.10)
Дозированная подача тока на каждую электрически изолированную
область
электрода-инструмента
осуществлялась
путем
изменения
соотношения времени подачи напряжения на данную область (τj) и периода
подачи
(Тj).
Блок
управления
(рис. 5.3)
обеспечивал
регулирование
относительного времени подачи напряжения на каждую электрически
изолированную область в диапазоне τj / Тj = 0…1, с шагом дискретизации
1 / 16. Относительные значения продолжительности подачи напряжения на
каждую электрически изолированную область были получены при решении
системы уравнений [77] с учетом коэффициентов уравнения (5.8) и
параметров рабочей поверхности электрода-инструмента (5.10):
τ1
T1
= 0.2500;
Дополнительно
для
τ2
T2
= 0.6875;
τ3
T3
повышения
= 0.500;
τ4
T4
точности
= 0.5625.
и
производительности
обработки производилось выхаживание обрабатываемой поверхности путем
осциллирующих движений стола станка с частотой 50 дв.ход./мин.
Испытания разработанного устройства (рис. 5.4) показали достаточную
Рис. 5.3. Общий вид блока управления устройства для регулирования
подачи напряжения на каждую электрически изолированную область
электрода-инструмента
Рис. 5.4. Общий вид устройства для электрохимического формообразования
поперечного профиля круга непосредственно в процессе шлифования
стабильность профиля по ширине рабочей поверхности алмазного круга,
обеспечивающую погрешность обработки заборной части метчиков в
пределах допустимой. Создание условий для равномерного износа круга
позволило
обеспечить
достаточную
равномерность
статистических
характеристик распределения вершин зерен по ширине рабочей поверхности
круга (отклонение составляло не более 5 %). Статистические характеристики
определялись модельным путем (аналогично исследованиям в разд. 4.3) по
параметрам
шероховатости,
использованием
лазерного
полученным
сканирующего
экспериментально
прибора
"Perthometer
с
S8P"
(разд. 2.6).
Благодаря обеспечению равномерности статистических характеристик
распределения вершин зерен по ширине рабочей поверхности путем
использования электрода-инструмента для регулирования поперечного
профиля круга удалось увеличить производительность процесса шлифования
в 1.4 - 1.5 раза и стойкость кругов (ресурс стойкости повысился с 8.9 тыс. до
11.5 тыс. шт. обработанных метчиков).
Для повышения эффективности процесса шлифования хвостовика и
рабочей
части
статистических
метчиков
необходимо
характеристик
рабочей
реализовать
регулирование
поверхности
кругов
путем
формообразования волнистости продольного профиля связки.
5.1.2. Регулирование статистических характеристик режущего рельефа
посредством формообразования продольного профиля круга в процессе
работы
Возможность
регулирования
статистических
характеристик
распределения вершин зерен yВВ на рабочей поверхности алмазного круга,
путем
формообразования
его
продольного
профиля
реализована
на
операциях шлифования хвостовика и рабочей части метчика. Непрерывное
формообразование рабочей поверхности круга обеспечивало оптимизацию
выходных показателей процесса шлифования посредством регулирования
статистических характеристик распределения вершин зерен, при которых
предотвращается топографическая и структурная приспосабливаемость
рабочей поверхности, создаются условия для самозатачиваемости зерен и
исключения контакта связки круга с обрабатываемой поверхностью [15, 25,
132].
В отличие от шлифовальных кругов для прерывистого шлифования [2,
37, 82], с канавками на всю глубину алмазосодержащего слоя, получаемыми
на
этапе
изготовления,
предложено
формирование
и
непрерывное
поддержание меньших по глубине канавок. Оказалось, что вместо глубоких
прорезей предпочтительно формировать канавки с пологими краями, по
форме напоминающие волнистость поверхности [76, 78]. Образование на
рабочей поверхности кругов таких канавок повышает механическую
прочность выступов его рабочей поверхности.
Регулирование статистических характеристик распределения вершин
зерен
путем
формообразования
волнистости
продольного
профиля
шлифовального круга производилось путем подачи электрических импульсов
синхронизированных с частотой вращения круга. При этом частоту
электрических импульсов определяли по следующей зависимости [76]:
fи =
ω
⋅ nвп ,
2⋅π
(5.11)
где fи - частота импульсов;
ω - угловая скорость вращения круга;
nвп – число впадин на рабочей поверхности круга.
На рис. 5.5 приведена схема устройства для электрохимического
формообразования
продольного
профиля
круга.
Электрод-инструмент
содержит поперечные относительно направления скорости вращения круга
токопроводные полосы. Расстояние между токопроводными полосами
задается равным требуемому шагу волнистости продольного профиля круга.
Шаг рассчитывался таким образом, чтобы частота возмущающих колебаний
круга была большей собственных колебаний станка fкруг > 80 Гц [36] с целью
предотвращения резонансных явлений [27]. Источник питания подключен к
Блок
коммутации
Источник
питания
Электрод-инструмент
Нетокопроводные
полосы
Алмазный круг
Токопроводные
полосы
Датчик угловой
скорости
вращения круга
Метка
Рис. 5.5. Схема устройства для формообразования продольного профиля
алмазного круга
Электрический режим
формообразования продольного
профиля круга
I, tc / Tc
Параметры
шероховатости
рабочей
поверхности
круга
Модельные характеристики распределения
вершин зерен E{yВВ},
kv{yВВ} и высоты
волнистости Hволн
Определение выходных
показателей процесса
шлифования
Q, Kш, T, q, А
Определение уравнений
регрессии
Q, Kш, T, q, А =
f (E{yВВ}, kv{yВВ}) =
f ({yВC}max, Hволн)
Рис. 5.6. Структурная схема исследования взаимосвязи параметров
продольного профиля круга с выходными показателями процесса
шлифования
одному из входов коммутирующего устройства, выполненного по схеме
элемента “И”. Ко второму входу коммутирующего устройства подключен
датчик угловой скорости вращения шлифовального круга, выполненный в
виде фотодиода, регистрирующего прохождение метки на шлифовальном
круге. При вращении шлифовального круга датчик угловой скорости
вырабатывает сигнал с частотой, кратной скорости вращения круга. Этот
сигнал, поступая на коммутирующее устройство, открывает его и подает
импульс от источника питания на токопроводные полосы электрода.
Синхронная и синфазная связь между углом поворота круга и подачей
импульсов на электрод-инструмент обеспечивает подачу импульсов на одни
и те же участки рабочей поверхности круга, что позволяет формировать
поперечные канавки.
Формообразование
рабочей
поверхности
(300×40×5×76) АС6 100/80 МВ1 – 100 %
круга
1А1 2720-0139
производилось
на
модернизированном станке мод. 3Б12. Модернизация станка заключалась в
электрической изоляции алмазного круга от шпинделя станка и оснащении
круга токопроводящим устройством (коллектором с графитовыми щетками);
на
шлифовальной
бабке
было
установлено
катодное
устройство,
представляющее собой электрод с цилиндрической рабочей поверхностью,
имеющий нетокопроводные участки (поперечные канавки c заданным шагом
l = 6.28 мм и шириной b = 3.14 мм, заполненные эпоксидной смолой); на
шпинделе
станка
был
установлен
диск
синхронизатора,
имеющий
150 отверстий, управляющих работой фотодиода системы синхронизации
источника
питания.
В
качестве
источника
питания
использовался
двухполупериодный выпрямитель постоянного тока (U = 12 B, P = 2 000 Вт)
с включенным в выходную цепь силовым тиристором, частота включения
которого
определялась
частотой
срабатывания
фотодиода,
а
продолжительность – электронной схемой (τи = 8.4×10-5 сек).
При
исходным
формообразовании
зазором
электрод-инструмент
δ0 = 0.3 мм
относительно
устанавливался
круга,
с
подачей
с
в
межэлектродный зазор электролита (водный раствор NaNO3 – 5 %, NaСO3 –
0.5 %)
системой
охлаждения
станка
(производительность
6 л/мин).
Формообразование осуществлялось с электрическим режимом U = 12 B,
I = 40 A.
После
формообразования
30
минут
поверхности
непрерывного
круга
на
его
электрохимического
продольном
профиле
образовалась волнистость с шагом Lволн = 6.2 - 6.4 мм и высотой Hволн = 90 –
110 мкм.
5.1.3. Оптимизация статистических характеристик, обеспечивающих
повышение эффективности процесса шлифования
Общая
схема
исследования,
направленного
на
определение
рациональных статистических характеристик распределения вершин зерен на
рабочей поверхности алмазных кругов, представлена на рис. 5.6.
В результате экспериментальных исследований применительно к
шлифованию метчиков выявлено влияние средней высоты выступания
вершин зерен и высоты волнистости на выходные показатели процесса
шлифования (табл. 5.1). Рассматривались следующие показатели процесса
шлифования (разд. 2.2): производительность обработки Q, коэффициент
шлифования Kш, температура шлифования T, удельный расход алмазов q и
амплитуда колебаний детали А. Полученные зависимости не противоречат
известным аналогичным исследованиям [25] по характеру и тенденциям
изменения показателей процесса шлифования, но имеют отличия, вызванные
особенностью физико-механических свойств обрабатываемого материала и
условий шлифования. Экстремальный характер зависимости удельного
расхода алмазов указывает на возможность оптимизации по данному
показателю.
Исследования проводились методом однофакторных экспериментов при
следующих условиях: шлифовальный круг 1А1 2720-0139 (300×40×5×76)
АСВ 100/80 МВ1 – 100 %; скорость вращения круга vкр = 25 м/сек; частота
вращения детали nдет = 800 об/мин (расчетная скорость vдет = 25 м/мин);
квазиупругая схема шлифования со стабилизацией силы резания Py = 60 Н.
Таблица 5.1.
Коэффициенты уравнения регрессии зависимости выходных показателей
процесса шлифования от характеристик рабочей поверхности круга
Относительные характеристики рабочей
поверхности круга, x
Коэффициенты
Выходные показатели
Максимальная
уравнения регрессии
процесса шлифования, y
высота выступания Высота волнистости,
b
y = c·x ·exp(a·x)
вершин зерен,
x2 = Hволн /а0
x1 = {yвс}мах/а0
0
0
а
Производительность
0.32
0.20
b
обработки, Q
3.178·101
1.899·101
с
0
0
а
Коэффициент
0.30
0.16
b
шлифования Kш
3.510·10-1
5.653·10-1
с
0
0
а
Температура шлифования,
-0.22
-0.22
b
T
2
3.319·10
4.727·102
с
9.5
1.9
а
Удельный расход алмазов,
-3.14
-1.24
b
q
2.356·10-6
3.510·10-4
с
0
0
а
Амплитуда колебаний
-0.35
0.34
b
детали, А
6.944
1.201·101
с
Таблица 5.2.
Коэффициенты уравнений регрессии взаимосвязи между выходными
показателями процесса шлифования и статистическими характеристиками
распределения вершин зерен на рабочей поверхности круга
Коэффициенты
уравнения
регрессии
a
Q
q
Kш
T
А
7.584·10+1
7.567·10-1
3.368·10-2
2.276·10+2
2.539·100
b
1.659·100
-6.298·100
-4.286·100
-1.130·100
-1.082·100
c
-2.007·100
1.109·10+1
3.144·100
1.231·100
1.863·100
d
-2.410·10+1
4.871·10+2
1.567·10-1
1.126·10+1
1.952·10+1
e
2.998·10-1
4.903·10-1
-1.588·100
1.510·10-1
2.469·10-1
i
-7.426·10-1
-1.161·100
-5.295·10-1
-5.421·10-1
-5.388·10-1
j
Средняя относительная ошибка
аппроксимации, %
9.502·100
-1.773·10+2
-2.054·100
-5.724·100
-7.265·100
0.15
1.21
0.16
0.10
0.18
Выходные показатели процесса шлифования
Задание относительной средней высоты выступания вершин зерен от уровня
поверхности связки Е{yВС}/а0 в пределах 0.10 - 0.40 с шагом 0.05 (при
постоянной
высоте
волнистости
Hволн/а0 = 1.0)
производилось
путем
регулирования интенсивности формообразования всей рабочей поверхности
круга, а высоты волнистости Hволн/а0 в пределах 0.25 - 1.75 с шагом 0.25 (при
постоянной Е{yВС}/а0 = 0.15) – интенсивности воздействия на впадины
продольного
профиля
формообразования
круга.
производилось
Регулирование
изменением
интенсивности
величины
тока
I
и
относительного времени подачи напряжения τc / Tc, где Tc – период подачи
напряжения [76].
Определение статистических характеристик распределения вершин
зерен для каждого конкретного режима формообразования производилось по
характеристикам шероховатости рабочей поверхности круга. Характеристики
шероховатости определялись с использованием лазерного сканирующего
прибора "Perthometer S8P" (разд. 2.6) на участке рабочей поверхности круга
размерами 2.4×2.4 мм. Такие размеры исследуемого участка оказались
достаточными для получения статистически устойчивых параметров. По
измеренным параметрам шероховатости в системе 3D моделирования
алмазных кругов воссоздавалась модель экспериментального участка с целью
определения статистических характеристик распределения вершин зерен. В
качестве исследуемых параметров шероховатости были выбраны следующие:
высота от наиболее выступающих вершин зерен до средней линии (RР);
среднее арифметическое отклонение профиля (Rа); среднеквадратичное
отклонение профиля (Rq); максимальная высота неровностей профиля (Rt);
средний шаг неровностей профиля (SM); высота неровностей профиля по
десяти точкам (Rz); относительная опорная длина профиля (tp); средняя
высота волнистости (Wz) и средний шаг волнистости (Sw). Аналогично
исследованиям в разд. 4.3 по параметрам шероховатости воспроизводилась
3D
модель
исследуемого
участка
с
последующим
определением
статистических характеристик распределения глубины залегания вершин
зерен yВВ.
В качестве исследуемых статистических характеристик распределения
yВВ выбраны коэффициент расположения среднего значения относительно
характеристического размера зернистости km{yВВ} = E{yВВ}/a0 и коэффициент
вариации kv{yВВ} т. к. среднее значение E{yВВ} однозначно не определяет
выходные показатели по причине различной трансформации плотности
распределения yВВ при изменении E{yВВ} (в отличие от распределения yВВ
при ровной поверхности связки). Выявление функциональных зависимостей
Q, Kш, T, q, А = f (E{yВВ}/a0, kv{yВВ}) осуществлялось в соответствии с
методикой, включающей следующие этапы:
- определение
функциональной
взаимосвязи
между
выходными
показателями процесса шлифования и средним значением глубины залегания
вершин зерен Q, Kш, T, q, А = f (E{yВВ}/a0);
- определение функциональной взаимосвязи между средним значением
глубины
залегания
вершин
зерен
и
коэффициентом
вариации
kv{yВВ}2 / kv{yВВ}1 = f (E{yВВ}2/ E{yВВ}1);
- определение функциональной взаимосвязи между относительным
изменением
коэффициента
вариации
и
относительным
изменением
выходных показателей процесса шлифования kv{yВВ} = f (E{yВВ}/a0);
- получение функциональной взаимосвязи выходных показателей со
статистическими характеристиками распределения yВВ путем подстановки
полученных зависимостей на предыдущих этапах исследования;
- определение коэффициентов уравнения регрессии Q, Kш, T, q,
=
f (E{yВВ}/a0, kv{yВВ}).
Корреляционный и регрессионный анализ исследуемых взаимосвязей
выполнялся
в
разработанной
специальной
системе
(разд. 2.6.3)
и
статистическом пакете Statistica. Выявленное уравнение регрессии для
зависимости выходных показателей процесса шлифования от статистических
характеристик распределения глубины залегания вершин зерен yВВ, имеет
следующий вид:
Y = aX 1b exp ( cX 1 + dX 12 e X 22 exp(2iX 1 ) + jX 1e X 2 exp(iX 1 ) ) ,
(5.12)
где Y – выходные показатели процесса шлифования Q, Kш, T, q, А;
X1, X2 – статистические характеристики km{yВВ} = E{yВВ}/a0, kv{yВВ};
a, … j – коэффициенты уравнения регрессии (табл. 5.2).
На
рис. 5.7 – 5.8
показателей
процесса
представлены
шлифования
графики
от
зависимости
статистических
выходных
характеристик
распределения yВВ. Анализ зависимостей показывает существование области
значений
km{yВВ} = E{yВВ}/a0,
kv{yВВ},
обеспечивающих
минимальный
удельный расход алмазов q. Область рациональных значений km{yВВ} = 0.54 –
0.62 и kv{yВВ} = 0.43 – 0.48 обеспечивает максимальную производительность
процесса шлифования при удельном расходе алмазов не более 0.002 мг/мм3.
Данная область km{yВВ} и kv{yВВ} соответствует средней высоте выступания
вершин зерен от уровня связки E{yВС} / a0 = 0.20 – 0.24, и высоте волнистости
Hволн = 0.65 - 0.75·a0, где a0 – характеристический размер зернистости.
Как показали модельные исследования при высоте волнистости
продольного профиля до Hволн/а0 = 0.75 формируются естественные значения
Е{yВВ}/а0 для используемой зернистости круга. Задание Hволн / а0 = 0.65 – 0.75
определяет такие значения средней глубины залегания вершин зерен
Е{yВВ}/а0, которые формируются при ровной поверхности связки и
коэффициенте εкр = 0.1 – 0.2 (параметры износа pИ1 = 0.41, pИ2 = 0.9, pИ3 = 2 в
соответствии с схемой представленной в разд. 2.6.6). Можно предположить,
что
значения
Е{yВВ},
нежелательному
отличающиеся
изменению
от
характера
естественных,
процессов
приводят
к
взаимодействия
обрабатываемой поверхности и рабочей поверхности круга, т. к. при
увеличении высоты волнистости Hволн / а0 > 0.75 наблюдается не только
увеличение производительности, но и снижение прочности выступов
волнистости
связки,
которое
сопровождается
существенным
ростом
удельного расхода алмазов.
Используемые подходы по определению рациональных статистических
характеристик распределения вершин зерен на рабочей поверхности
а) Производительность обработки Q, мм3/с
12
0,60
14
0,60
16
0,55
Коэффициент вариации kv{yВВ}
б) Удельный расход алмазов q 10-3, мг/мм3
18
20
26
0,5
0,6
0,7
0,8
0,9
3
5
0,5
0,6
0,7
0,8
0,9
1,0
0,9
1,0
г) Амплитуда колебаний детали А, мкм
18
0,60
0.24
0.28
17 16
15
14
13
0,55
12
11
0.32
10
0.36
0,50
2
1.5
4
10
0,4
1,0
0.2
0,55
1.5
0,45
в) Коэффициент шлифования Kш
0,60
2
0,50
0,45
5
3
22
24
0,4
4
0,55
0,50
10
15
0,50
0.40
0,45
9
0.44
0,45
8
0.48
0,4
0,5
0,6
0,7
0,8
0,9
1,0
0,4
0,5
0,6
0,7
0,8
Относительное значение среднего значения глубины залегания вершин зерен E{yВВ} / а0
Рис. 5.7. Контурные диаграммы зависимости выходных показателей процесса шлифования от статистических
характеристик распределения глубины залегания вершин зерен от уровня наиболее выступающих
Коэффициент вариации kv{yВВ}
0,60
750
650
600
0,55
550
500
450
0,50
400
380
0,45
0,4
0,5
0,6
0,7
0,8
0,9
1,0
Относительное значение средней глубины залегания вершин зерен E{yВВ}/а0
Рис. 5.8. Контурная диаграмма зависимости температуры в зоне
шлифования от статистических характеристик распределения глубины
залегания вершин зерен
Относительная глубина
профиля, yC / a0
∆ = 3.14 мм
δ0 = 0.3 мм
Lволн = 6.28 мм
ν кр
zC
0.2
0.4
0.6
0.8
Токопроводный участок
рабочей поверхности
электрода-инструмента
Продольный профиль
круга с учетом его
приработки
Координата продольного профиля, zC
Рис. 5.9. Форма продольного профиля круга при подаче прямоугольных
импульсов напряжения
алмазных кругов при размерном формообразовании в процессе обработки
имеют общий характер и для других обрабатываемых материалов. Это
подтверждается
аналогичными
исследованиями
процесса
шлифования
многогранных режущих пластин из твердого сплава ВК8 (разд. 5.2).
Экспериментальная
оценка
эффективности
процесса
шлифования
производилась при обработке хвостовой цилиндрической части метчиков
М12×1.5, на модернизированном станке мод. 3Б12. В качестве инструмента
использовался алмазный круг 1А1 2720-0139 (300×40×5×76) АСВ 100/80
МВ1 – 100 %.
Шлифование
производилось
при
следующих
режимах
обработки: скорость алмазного круга vкр = 25 м/с; частота вращения изделия
nизд = 800 об/мин.
При
этом
снятие
припуска
0.2 мм
(на
сторону)
выполнялось за 0.32 мин. Формообразование производилось при напряжении
на электроде-инструменте U = 12 B и токе I = 5 A (τc / Tc = 3 / 16 = 0.1875).
Периодически (через 30 с) устройство синхронизации отключалось, и
производилась равномерное формообразование всей поверхности круга в
течении 9 с для поддержания заданной средней высоты выступания вершин
зерен от уровня поверхности связки.
Обеспечение заданных статистических характеристик распределения
вершин зерен yВВ в процессе шлифования посредством формообразования
продольного профиля поверхности связки алмазного круга позволило
увеличить производительность обработки в 1.5 – 2.0 раза и уменьшить
расход кругов в 1.8 – 2.1 раз.
5.1.4. Дополнительные
рабочей
поверхности
возможности
при
регулирования
электрохимическом
параметров
формообразовании
продольного профиля круга
Различные условия шлифования и широкая гамма обрабатываемых
материалов
приводит
к
необходимости
расширения
возможностей
регулирования статистических характеристик km{yВВ}, kV{yВВ}. Поэтому
предложено в разработанном устройстве [78, 79] реализовать возможность
регулирования
формы
и
расположения
впадин
на
поверхности
шлифовального круга, что позволило расширить область возможных
значений статистических характеристик распределения вершин зерен
km{yВВ},
kV{yВВ}.
Рабочая
поверхность
разработанного
электрода-
инструмента [78, 79] разделена на участки, длина которых кратна шагу
впадин на рабочей поверхности круга, каждый из участков содержит
электропроводную часть, электрически связанную с источником питания, и
электрически изолированную часть. Электрически связанные с источником
питания части участков соединены параллельно или в параллельные группы,
а их продольные размеры и расположение на участках выполнены так, что
количество поперечных сечений, равноудаленных от начала участков и
пересекающих эти части участков, пропорционально глубине впадины в
соответствующем сечении поверхности круга.
Параметры электрохимического процесса формирования для получения
заданной формы впадин на поверхности круга определялись по зависимости
глубины впадины с учетом периодичности подачи рабочих импульсов [78]:
z εn η χ
hл = в
zk f и
δ
τb
∫ U dτ ,
(5.13)
τa
где zв – количество формируемых впадин на рабочей поверхности круга;
zk – количество электропроводных областей на рабочей поверхности
катода;
fи – частота подачи импульсов;
εn – электрохимический эквивалент материала связки;
η – коэффициент выхода по току;
χ – удельная электропроводность электролита;
δ – величина межэлектродного зазора;
U – напряжение между электродами;
τ a , τb –
соответственно
время
начала
и
окончания
процесса
электрохимического растворения.
При шлифовании метчиков путем размерного формообразования
обеспечивалась волнистость продольного профиля поверхности связки круга
по гармонической кривой (разд. 5.1.3). Формирование такого профиля круга
обеспечивалось подачей прямоугольной формы электрических импульсов на
электрод-инструмент [78].
Продольный профиль рабочей поверхности круга, образующийся при
прямоугольных импульсах подачи напряжения, представлен на рис. 5.9.
Впадины представляют собой симметричные фигуры с плоским дном,
размеры
которых
определяются
параметрами
электрохимического
формообразования по зависимости (5.13). Однако в процессе шлифования с
учетом процессов приработки связки продольный профиль приобретает
форму волнистости. Для получения требуемой формы профиля задавались
временем действия импульса напряжения τи = ∆·10-3 / 2vкр = 6.28·10-5 с, где
∆ = 3.14 мм - длина электрически изолированных участков на рабочей
поверхности
электрода-инструмента;
vкр = 25 м/с -
скорость
вращения
круга [78].
Экспериментальная проверка формы и размеров впадин производилась
путем профилографирования слепков с рабочей поверхности кругов после
30 минут
непрерывного
результатам
электрохимического
профилографирования
отклонение
формообразования.
По
экспериментальных
и
расчетных значений глубины впадины составляло 15 - 20 %.
Реализация предлагаемых возможностей для регулирования рабочей
поверхности алмазных кругов на электропроводной связке позволила
расширить область возможных значений статистических характеристик
распределения вершин зерен. Преимуществом разработанных устройств
является возможность коррекции формы впадин в процессе шлифования
путем изменения коммутации электропроводных участков электродаинструмента.
5.2. Практическое применение разработанных процессов алмазного
шлифования при обработке многогранных режущих пластин по периферии
Процесс шлифования задних поверхностей многогранных режущих
пластин является трудоемким и сложным, что определяет высокую
стоимость обработки. Для повышения эффективности процесса обработки
многогранных пластин из твердого сплава ВК8 предложено использовать
следующие технологические приемы: квазиупругая схема шлифования;
регулирование
статистических
характеристик
рабочей
поверхности
шлифовального круга стандартного или со смешанной навеской путем
направленного формообразования поверхности связки.
5.2.1 Квазиупругая схема шлифования режущих пластин
Квазиупругая схема шлифования задних поверхностей многогранных
режущих
пластин
технологических
была
реализована
приемов:
подача
с
использованием
обрабатываемой
следующих
пластины
на
шлифовальный круг путем обкатки копира по упору при постоянном усилии
подачи; последующее выхаживание шлифуемых поверхностей пластины без
поперечной подачи; обкатка выполнялась последовательно по всему
периметру; измерение при этом продолжительности непрерывного контакта
копира с упором; сопоставление этого времени с периодом вращения
обрабатываемой пластины Tп; когда время непрерывного контакта копира с
упором равно Tп, выполнение выхаживания в течение заданного промежутка
времени кратного Tп.
На
рис. 5.10
представлена
схема
разработанного
устройства,
реализующего предложенные приемы. При шлифовании обрабатываемой
многогранной режущей пластины по команде с блока 17 управления циклом
работы обрабатываемую пластину 9 подают на рабочую позицию, крепят ее,
перемещая вал 5 в осевом направлении с помощью гидроцилиндра 6, и
приводят шпиндель 3 во вращение электродвигателем 4. При этом
приводится во вращение обрабатываемая пластина 9 и копир 11. Под
воздействием пружины 2 каретка перемещается и прижимает пластину 9 к
вращающемуся шлифовальному кругу 10 с силой, определяемой жесткостью
пружины 2.
Обработка задних поверхностей пластины 9 производится путем
11. Копир
4. Электродвигатель
10. Шлифовальный
круг
3. Шпиндель
7,
7,8.
8. -- зажимные
зажимные
цапфы
12. Упор
6. Гидроцилиндр
5. Вал
14. Блок
измерения
периода
вращения
13. Блок
измерения
времени
контакта
15. Блок
сравнения
9. Заготовка
1. Каретка
2. Пружина
18. Узел подачи заготовок
Гидроцилиндр
подачи
заготовки
Гидроцилиндр
зажима
заготовки
17. Блок
управления
рабочим
циклом
Заготовки
16. Реле
времени
Ограничитель
Рис. 5.10. Схема устройства для шлифования многогранных пластин
обкатки копира 11 по упору 12. В процессе работы блок 14 измеряет период
вращения пластины Tп, а блок 13 - время непрерывного контакта между
копиром
11
и
упором
12.
По
мере
съема
припуска
импульсы,
вырабатываемые при контакте копира 11 с упором 12, будут удлиняться, и в
момент, когда платина приобретет заданную форму, копир будет непрерывно
контактировать
с
упором.
Момент,
когда
длительность
импульса
непрерывного контакта копира и упора станет равной Tп, и является
сигналом завершения подачи пластины на шлифовальный круг. В этот
момент блок 15 сравнения вырабатывает сигнал, запускающий реле времени
16, установленное на заданное время выхаживания. По истечении этого
времени по сигналу, вырабатываемому реле времени 16, включается блок 17
управления циклом работы, который выдает команды на остановку
электродвигателя 4, освобождение готовой пластины 9, путем отвода вала 5 с
помощью гидроцилиндра 6, подачу на рабочую позицию следующей
заготовки и ее закрепление. После этого проводится следующий цикл
обработки.
Эффективность применения устройства оценивалась при шлифовании
четырехгранных
пластин
(2008-3111)
из
твердого
сплава
ВК8
на
модернизированном универсально-заточном станке мод. 3Д642Е (рис. 5.10).
При шлифовании использовался чашечный алмазный круг 12А2 – 45 27240040 (150×10×3) АС6 80/63 МВ1 – 100%. В качестве смазочно-охлаждающей
технологической среды применялся водный раствор: углекислой соды
(Na2CO3) – 2 %, триэтаноламина – 1 %.
Шлифование
пластин
2008-3111
производилось
при
следующих
режимах: скорость шлифовального круга vкр = 25 м/с; продольная подача
Sдв.х. = 50 дв.х./мин; частота вращения пластины и копира nдет = 20 об/мин;
усилие пружины, прижимающей пластину к кругу или копиру, Pу = 40 –
50 Н; усилие закрепления гидроцилиндром заготовки PЗ = 500 – 700 Н;
период вращения пластины Tп = 3 с. Время выхаживания пластины (9 с.)
выбиралось экспериментально кратным периоду ее вращения из условия
получения требуемой точности профиля пластин. Время обработки одной
пластины составило 35 с.
Использование
предлагаемого
устройства
позволяет
значительно
повысить точность обрабатываемой поверхности многогранных пластин.
Отклонение профиля пластины от номинальной формы не превышало
0.01 мм. В отличие от известного способа [75], при котором последовательно
шлифуются все элементы обрабатываемой поверхности (грани и радиусные
участки
вершин),
небольшое
отклонение
достигается
стабильностью
процесса копирования по всей периферии пластины. Преимуществом
предлагаемого способа является также то, что конструкция разработанного
устройства не требует использования сложных систем ЧПУ или делительных
устройств по сравнению с известными методами шлифования задних
поверхностей пластин (граней и вершин) [75, 124].
5.2.2. Шлифование режущих пластин с регулированием статистических
характеристик рабочей поверхности круга
Повышение эффективности обработки многогранных режущих пластин
обеспечивалось регулированием статистических характеристик рабочей
поверхности алмазно-абразивных кругов. В качестве метода регулирования
использовали направленное формообразование поверхности связки алмазных
кругов.
Эффективность регулирования статистических характеристик рабочей
поверхности кругов оценивалась при шлифовании четырехгранных пластин
(2008-3111) из твердого сплава ВК8. Условия шлифования пластин
представлены в разд. 5.2.1.
Рациональные статистические характеристики рабочей поверхности
кругов определяли по схеме, представленной на рис. 5.4 (по аналогии с
метчиками
5.1.2, 5.1.3).
Полученная
область
рациональных
значений
статистических характеристик E{yВВ} / a0 = 0.52 – 0.56 и kv{yВВ} = 0.42 – 0.45.
В данной области статистических характеристик удалось обеспечить
производительность процесса шлифования Q = 22 – 24 мм3/с при удельном
расходе алмазов q ≤ 0.003 – 0.004 мг/мм3. Данная область E{yВВ} / a0 и kv{yВВ}
соответствует средней высоте выступания вершин зерен от уровня связки
E{yВС} / a0 = 0.24 – 0.26, и высоте волнистости Hволн = 0.60 – 0.65·a0, где a0 –
характеристический размер зернистости. Электрохимические параметры для
формирования требуемых статистических характеристик: ток управления
Iу = 6 А, частота подачи импульсов fи = 2.2 кГц, время подачи напряжения
τc = 80 мкс, период подачи напряжения Tc = 0.4 с.
Регулирование статистических характеристик рабочей поверхности
алмазно-абразивных кругов в процессе шлифования путем размерного
формообразования
поверхности
связки
позволило
увеличить
производительность обработки в 1.3 – 1.8 раза и уменьшить расход алмазных
кругов в 1.5 – 2.3 раз.
5.2.3. Шлифование с использованием специальных алмазных кругов на
основе смешанных навесок зерен
Общепринятым
ограничивающим
фактором
для
повышения
эффективности процесса шлифования является качество обработки. Качество
режущих пластин характеризуется шероховатостью поверхности, наличием
прижогов,
трещин
и
сколов
режущей
кромки
[35].
Предельная
величина допускаемой шероховатости режущих пластин из твердых сплавов
Ra = 0.32 [3].
Для повышения качества обрабатываемых пластин при высокой
производительности
обработки
предложено
реализовать
комплексное
регулирование статистических характеристик рабочей поверхности путем
направленного формообразования поверхности связки специальных (на базе
смешанных навесок) алмазных кругов в процессе шлифования.
Круги на основе смешанной навески находят практическое применение,
т. к. в ряде случаев позволяют улучшить качество обрабатываемых
поверхностей. Такие круги изготавливаются специальными партиями на
ОАО "Полтавский алмазный завод".
Специальные круги на основе смешанных навесок имеют существенно
большее количество зерен у поверхности связки при незначительно меньшем
наиболее выступающих зерен по сравнению со стандартными навесками.
Таким образом, создаются условия для уменьшения шероховатости
обрабатываемой поверхности при снижении производительности процесса
обработки [70]. Однако без научно-обоснованных подходов использование
таких кругов сопряжено с высокими трудозатратами для подбора параметров
смешанной навески обеспечивающей эффективное шлифование для каждого
конкретного случая. Полученная путем модельных исследований (разд. 4.4)
зависимость статистических характеристик распределения вершин зерен
km{yВВ} = E{yВВ} / a0, kV{yВВ} от параметров смешанной навески позволяет
подобрать их значения для обеспечения рациональной области km{yВВ},
kV{yВВ} (разд. 5.2.2). Для испытаний на ОАО "Полтавский алмазный завод"
были изготовлены алмазные круги 12А2-45º 150×10×32 АС6 100/50 100 %
М1–01 со специальной навеской, созданной путем смешивания стандартных
шлифпорошков зернистостью 100/80 и 63/50. Относительное содержание
шлифпорошков: 100/80 – 50 кар (85 %) и 63/50 – 8 кар (15 %).
Оптимальные
режимы
шлифования
(vкр = 25 м/с,
Py = 50 Н)
и
электрохимического формообразования рабочей поверхности круга (Iу = 6 А,
τc / Tc = 0.2) были получены с использованием метода многофакторных
экспериментов (прил. Д). Первоначально область оптимизации параметров
была определена по значениям, полученным при шлифовании стандартными
кругами
(разд. 5.2.2),
так
как
модельные
исследования
показали
несущественное отличие плотностей распределения вершин зерен.
Выявленные,
путем
оптимизации
по
критериям
максимальной
производительности обработки при минимальном удельном расходе алмазов,
рациональные значения статистических характеристик рабочей поверхности
E{yВВ} / a0 = 0.53 – 0.55 и kv{yВВ} = 0.40 – 0.43 обеспечивались при средней
высоте выступания вершин зерен от уровня связки E{yВС} / a0 = 0.26 – 0.28, и
высоте волнистости Hволн = 0.58 – 0.62·a0. В данной области значений
статистических
характеристик
производительность
обработки
обеспечивалась на том же уровне, что при размерном формообразовании
стандартных кругов (5.2.2). Количество брака по сколам и прижогам
поверхностей удалось снизить с 0.7 % до 0.3 %.
Таким
образом,
комплексное
регулирование
статистических
характеристик рабочей поверхности алмазно-абразивных кругов позволяет
сочетать положительные стороны совмещаемых методов. При шлифовании
многогранных пластин из твердого сплава ВК8 удалось обеспечить
производительность 22 – 24 мм3/с и качество обработанной поверхности.
5.3. Технико-экономические
показатели
внедрения
разработанных
рабочих процессов
Исходя из результатов модельных и экспериментальных исследований,
предложена конструкция рабочей поверхности алмазно-абразивных кругов
(пат. Украины 37898).
Для
регулирования
в
процессе
шлифования
статистических характеристик распределения вершин зерен разработаны
способы
электрохимического
формообразования
рабочей
поверхности
инструмента на токопроводных связках (пат. Украины 37932, 37898) и
устройства для их реализации (пат. Украины 37908, 37973).
Предложенная
конструкция
шлифовального
круга
с
глубиной
волнистости (задаваемой в зависимости от условий шлифования) 0.2 - 1.2
характеристического
размера
зернистости
позволяет
обеспечивать
рациональные статистические характеристики распределения вершин зерен.
Регулирование статистических характеристик распределения вершин
зерен путем формообразования поверхности связки алмазных кругов
реализовано
при
шлифовании
метчиков
(ЗАО "Харьковский
инструментальный завод", экономический эффект составляет 194 грн на
10 тыс. шт.) и многогранных режущих пластин (МНТК "Практика", 2124 грн
на 10 тыс. шт.).
Разработанный способ шлифования многогранных пластин (пат. 37950)
позволил обеспечить точность обработки задних поверхностей пластин до
10 мкм.
Ожидаемый годовой экономический эффект от внедрения результатов
исследований (приложение Ж) составляет 30.94 тыс. грн.
Выводы
1. Регулирование статистических характеристик рабочей поверхности
алмазных
кругов
электрохимического
в
процессе
метода
шлифования
формообразования
с
использованием
поверхности
связки
позволяет повысить эффективность шлифования метчиков и многогранных
режущих пластин. Определение и задание рациональных статистических
характеристик позволило увеличить производительность обработки метчиков
в 1.5 – 2.2 раза (режущих пластин в 1.3 – 1.8 раза) и уменьшить расход
алмазных кругов в 1.4 – 2.1 раза (режущих пластин в 1.5 – 2.3 раза) при
обеспечении требуемого качества обработанной поверхности.
2. Выявлено влияние статистических характеристик распределения
вершин зерен на выходные показатели процесса шлифования метчиков из
9ХС и многогранных режущих пластин из ВК8. Получены уравнения
регрессии
зависимости
выходных
показателей
от
статистических
характеристик распределения глубины залегания вершин зерен – среднее
значение и среднеквадратическое отклонение. В качестве выходных
показателей выбраны: производительность обработки, удельный расход
алмазов, коэффициент шлифования, температура шлифования и амплитуда
колебаний детали. Такие уравнения позволяют реализовать направленное
регулирование статистических характеристик распределения вершин зерен
на рабочей поверхности алмазных кругов.
3. Рациональные значения средней глубины залегания вершин зерен и
коэффициента вариации, обеспечивающие минимальный удельный расход
алмазов, формируются при высоте волнистости продольного профиля круга в
пределах
0.2 – 1.2
от
характеристического
размера
зернистости
в
зависимости от условий обработки. При шлифовании метчиков из стали 9ХС
рациональные статистические характеристики обеспечиваются при высоте
волнистости продольного профиля связки 0.65 – 0.75 от характеристического
размера зернистости. При шлифовании многогранных режущих пластин из
твердого сплава ВК8 - 0.60 – 0.65. Экспериментальные исследования
показали, что дальнейшее увеличение высоты волнистости приводит к
повышенному расходу алмазных кругов.
4. Регулирование формы поперечного профиля с учетом износа
позволяет обеспечить близкие значения статистических характеристик
распределения вершин зерен по ширине алмазного круга и тем самым
уменьшить интенсивность его износа (на 10 % при обработке заборной части
метчиков из инструментальной стали 9ХС).
5. Комплексное регулирование статистических характеристик рабочей
поверхности
алмазно-абразивных
кругов
при
их
изготовлении
и
эксплуатации позволяет сочетать положительные стороны совмещаемых
методов и способов регулирования. Направленное формообразование
поверхности
связки
алмазных
кругов
на
базе
смешанной
навески
подтвердило эффективность такого подхода. При шлифовании многогранных
пластин из твердого сплава ВК8 удалось обеспечить повышенную
производительность
(в
1.3 – 1.8 раза
большую
по
сравнению
с
использованием стандартных кругов) и уменьшить количество брака по
сколам и прижогам поверхностей с 0.7 % до 0.3 %.
ОБЩИЕ ВЫВОДЫ ПО РАБОТЕ
1. Исследование методов и способов регулирования статистических
характеристик рабочей поверхности кругов в рамках единой концепции
статистической объектно-ориентированной методологии 3D моделирования
алмазно-абразивных кругов позволило создать основы конструирования их
рабочей поверхности. Регулирование статистических характеристик рабочей
поверхности кругов обеспечивается заданием требуемых свойств элементов
рабочей поверхности – зерен навески (при изготовлении кругов) и
поверхности связки (в процессе шлифования). На этапе изготовления
инструмента - заданием требований на зерновой состав навески и
использованием смеси навесок зерен. На этапе эксплуатации - направленным
формообразованием поверхности связки в ходе рабочего процесса.
2. Установленная взаимосвязь параметров распределения размеров
алмазных зерен с содержанием зерновых фракций навески позволяет
реализовать регулирование статистических характеристик распределения их
вершин на рабочей поверхности круга на этапе его изготовления
посредством задания требований к зерновому составу алмазно-абразивного
порошка.
3. Подбор зернового состава навески позволяет существенно увеличить
плотность распределения наиболее выступающих вершин зерен при
незначительном изменении статистических характеристик. Для узкого
диапазона зернистостей шлифпорошков увеличение содержания основной
фракции с 70 % до 100 % позволяет уменьшить km{yВС} на 3.8 % и
kv{yВС} на 2.4 %.
4. Изготовление алмазно-абразивных кругов на основе смешанных
навесок позволяет расширить технологические возможности регулирования
статистических характеристик рабочей поверхности кругов на этапе их
изготовления. Дополнительные возможности обеспечиваются увеличением
области регулирования статистических характеристик за счет совмещения
методов регулирования противоположных по характеру формирования
плотности
распределения
вершин
зерен.
Смешанные
навески
зерен
обеспечивают формирование наибольшей плотности распределения для
вершин зерен у поверхности связки. Задание требований на зерновой состав
навески обеспечивает формирование большей плотности для наиболее
выступающих зерен.
5. Использование параметров закона распределения размеров зерен в
соответствии с существующими требованиями на зерновой состав навески
позволяет
обеспечить
реалистичность
моделирования
при
изучении
статистических характеристик рабочей поверхности кругов. Адекватность
модели рабочей поверхности алмазных кругов на металлической связке
подтверждена путем сравнения их модельных статистических характеристик
с экспериментальными, полученными лазерным сканированием.
6. Наиболее реалистичной моделью алмазных зерен является трехосный
эллипсоид с независимым распределением размеров по каждой из осей по
логарифмически-нормальному
теоретическое
предположение
закону.
Такой
вывод
А.Н. Колмогорова
(о
подтверждает
логарифмически-
нормальном законе распределения размеров частиц при дроблении).
7. Предложенная
конструкция
шлифовального
круга
с
глубиной
неровностей (задаваемой в зависимости от конкретных условий шлифования
- коэффициента относительной критической заделки зерен в связке и
параметров износа) 0.2 - 1.2 характеристического размера зернистости
позволяет
обеспечивать
рациональные
статистические
характеристики
распределения вершин зерен. Практическое использование алмазных кругов
с рациональными статистическими характеристиками рабочей поверхности
позволило повысить производительность шлифования метчиков в 1.5 – 2.2
раза (режущих пластин в 1.3 – 1.8 раза) и уменьшить расход алмазных кругов
в 1.4 – 2.1 раза (режущих пластин в 1.5 – 2.3 раза) при обеспечении
требуемого качества обработанной поверхности.
8. Комплексное регулирование статистических характеристик рабочей
поверхности
алмазно-абразивных
кругов
при
их
изготовлении
и
эксплуатации позволяет сочетать положительные стороны совмещаемых
методов и способов регулирования. Направленное формообразование
поверхности
связки
алмазных
кругов
на
базе
смешанной
навески
подтвердило эффективность такого подхода. При шлифовании многогранных
пластин удалось обеспечить высокую производительность (22 – 24 мм3/с),
характерную при направленном формообразовании стандартных кругов, и
уменьшить количество брака по сколам и прижогам поверхностей с 0.7 %
до 0.3 %.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. А.Г. Зайцев, Т.М. Дуда, Е.Л. Прудников. Влияние металлизации на
работоспособность кругов с ориентированными зернами // Сверхтвердые
материалы. - 1983. - №2. - С. 17-22.
2. А.с. 200461 СССР, МКИ В24. Опубл. 1967.
3. Абразивная и алмазная обработка материалов: Справочник / Под ред.
д-ра техн. наук проф. А.Н. Резникова. - М.: Машиностроение, 1977. - 391 с.
4. Айвазян С.А., Енюков И.С., Мешалкин Л.Д. Прикладная статистика:
Основы моделирования и первичная обработка данных. Справочное изд. М.: Финансы и статистика, 1983. - 471 с.
5. Алмазно-абразивная обработка и упрочнение изделий в магнитном
поле/ П.И. Ящерицын, М.Т. Забавский, Л.М. Кожуро, Л.М. Акулович. - Мн.:
Наука и техника, 1988. - 272 с.
6. Байкалов А.К. Введение в теорию шлифования материалов. - К.:
Наукова думка, 1978. - 207 с.
7. Байкалов А.К., Сукенник И.Л. Алмазный правящий инструмент на
гальванической связке. - К.: Наук. думка, 1976. - 203 с.
8. Бронштейн И.Н., Семендяев К.А. Справочник по математике для
инженеров и учащихся втузов. - М.: Наука, 1981. - 720 с.
9. Бурдун Г.Д., Сурогин В.Ф., Даревский В.Г. Методы и средства
контроля качества алмазного инструмента. - М.: Машиностроение, 1979. 119 с.
10. В.А. Ляшко, М.М. Потемкин Изучение характеристик рабочей
поверхности алмазного шлифовального круга // Сверхтвердые материалы. 1996. - № 4. - С. 53-59.
11. Вознесенский
В.А.
Статистические
методы
планирования
Эксперимента в технико-экономических исследованиях. - М.: Финансы и
статистика, 1981. - 263 с.
12. Волков Ю.С., Лившиц А.Л. Введение в теорию размерного
формообразования электрофизико-химическими методами. - К.: Выща
школа, 1978. - 120 с.
13. Высокопроизводительное
электроалмазное
шлифование
инструментальных материалов / Семко М.Ф., Внуков Ю.Н., Грабченко А.И. и
др. - К.: Вища школа, 1979. - 232 с.
14. Галицкий
В.И.,
Муравский
В.А.
Пути
совершенствования
металлических связок алмазно-абразивного инструмента // Синтетические
сверхтвердые материалы и твердые сплавы. - К.: 1973. - С. 60-65.
15. Грабченко
А.И.
Научные
основы
алмазного
шлифования
сверхтвердых поликристаллических материалов: Диссертация в форме
научного доклада докт. техн. наук: 05.03.01. - Харьков, 1995. - 59 с.
16. Грабченко А.И. Исследование процесса алмазного шлифования
инструментальных материалов: Автореф. дис. ... канд. техн. наук. - Харьков,
1966. - 26 с.
17. Грабченко
А.И.
Расширение
технологических
возможностей
алмазного шлифования. - Харьков: Вища шк., 1985. - 184 с.
18. Грабченко А.И., Доброскок В.Л. Генезис моделирования абразивноалмазных инструментов // Резание и инструмент в технологических
системах. - Харьков: НТУ "ХПИ". - 2002. - Вып. 63. - С. 41-61.
19. Грабченко А.И., Доброскок В.Л., Месарош И. 3D моделирование
рабочей поверхности шлифовальных кругов из сверхтвердых материалов //
Високi технологiї в машинобудуваннi. - Харкiв: ХДПУ. - 2000. - Вип. 1(3). С. 58-71.
20. ДСТУ
3292-95.
Порошки
алмазные
синтетические.
Общие
технические условия. - Киев: Госстандарт Украины. - 1996. - 71 с.
21. Добровольська Л.Г. Вдосконалення технології процесу правки
алмазних шліфувальних кругів на металевих зв'язках шляхом використання
лазерного випромінювання: Автореф. дис... канд. техн. наук: 05.03.01 / Харк.
держ. політехн. ун-т. - Х., 1995. - 24 с.
22. Доброскок В.Л. Генерирование последовательностей случайных
чисел на основе нормального закона распределения при решении задач
статистического моделирования // Вестник ХГПУ. - 2000. - Вып. 100. - С. 5665.
23. Доброскок В.Л. Имитационная модель контроля зернового состава
абразивных порошков из сверхтвердых материалов // Резание и инструмент в
технологических системах. - Харьков: ХГПУ. - 2000. - Вып. 58. - С. 123-133.
24. Доброскок В.Л. Модификация законов распределения на основе
нормального для решения задач статистического моделирования параметров
шлифовальных
кругов
связанных
с
исходными
характеристиками
шлифпорошков // Резание и инструмент в технологических системах. Харьков: ХГПУ. - 2000. - Вып. 56. - С. 55-64.
25. Доброскок
В.Л.
Научные
основы
формирования
рабочей
поверхности кругов на токопроводных связках в процессе шлифования:
Дис...докт. техн. наук: 05.03.01 - Харьков, 2001. - 447 с.
26. Доброскок В.Л. Повышение стабильности процесса шлифования
путем управления рельефом рабочей поверхности алмазных кругов: Дис...
канд. техн. наук, Ростов на Дону, 1986. - 253 с.
27. Доброскок В.Л. Снижение уровня вибраций при шлифовании
кругами на токопроводных связках // Вестник ХГПУ. - Харьков: ХГПУ. 1999. - Вып. 32. - С. 96-100.
28. Доброскок В.Л. Статистические механизмы формирования рабочей
поверхности абразивно-алмазных инструментов // Резание и инструмент в
технологических системах. - Харьков: НТУ "ХПИ". - 2001. - Вып. 60. - С. 5173.
29. Добротворський С.С. Наукові основи процесу лазерної правки
шліфувальних кругів з надтвердих матеріалів: Автореф. дис... д-ра техн.
наук: 05.03.07 / Нац. техн. у-т України, Київ. політехн. ін-т. - К., 1996. - 37 с.
30. Дорофеев В.Д. Основы профильной алмазно-абразивной обработки.
- Саратов: Изд-во Сарат. ун-та, 1983. - 186 с.
31. Дрожин В.Ф., Доброскок В.Л. Особенности управления режущей
способностью алмазных кругов анодно-механическим способом. В кн.:
Современные
проблемы
резания
инструментами
из
сверхтвердых
материалов. Тезисы докладов. Т.2 - Харьков, 1981.
32. Дунин-Барковский И.В., Карташева А.Н. Измерение и анализ
шероховатости,
волнистости
и
некруглости
поверхности.
-
М.:
Машиностроение, 1978. - 232 с.
33. Зайцев А.Г. Влияние однородности зернового состава и формы
зерна на работу алмазного круга // Алмазы, Вып.4. - М.: НИИМАШ. 1968.
34. Зайцев А.Г. Влияние расположения алмазных зерен на процесс
шлифования твердого сплава // Вестник машиностроения. - 1977. - № 8. - с.
71-72.
35. Зайцев А.Г., Старов В.Н., Скрипченко В.Г., Фоменко В.П. Алмазное
шлифование
хрупких
материалов
кругами
с
ориентированным
расположением зерен // Межвуз. сб. науч. тр. Пенз. политехн. ин-та. Вып. 11.
- Пенза: - 1982. С. 33-35.
36. Захаренко И.П. Алмазные инструменты и процессы обработки. - К.:
Техника, 1980. - 215 с.
37. Захаренко И.П. Основы алмазной обработки твердосплавного
инструмента. - К.: Наукова думка, 1981. - 300 с.
38. Захаренко И.П., Ахундов Э.А. Об устойчивости зерен в связке
шлифовального круга // Синтетические алмазы. - 1978. - Вып.6. С. 24-28.
39. Захаренко И.П., Шепелев А.А. Алмазная заточка твердосплавного
инструмента совместно со стальной державкой. - К.: Наукова думка, 1976. 220 с.
40. Заявка 3035635 ФРГ / Мейер Н. Способ правки шлифовального
круга.
41. Заявка 56-126576 Япония. Способ правки шлифовального круга.
42. Заявка 57-178645 Япония. Способ адаптивного управления станком.
43. Заявка 57-22280 Япония. Шлифовальный круг.
44. Заявка 58-5147 Япония. Устройство для правки шлифовального
круга.
45. Заявка 58-59765 Япония. Шлифовальный круг.
46. Инструменты из сверхтвердых материалов: Учебное пособие / Под
ред. Н.В. Новикова. - Киев: ИСМ НАНУ, 2002. - 528 с.
47. Кандалов М.И., Радченко Г.В. Установка для записи информации о
состоянии рельефа режущей поверхности алмазного инструмента на
металлической связке // Алмазы и сверхтвердые материалы. - 1974. - Вып. 6. С. 26-29.
48. Кацев П.Г. Статистические методы исследования режущего
инструмента. - М.: Машиностроение, 1974. - 231 с.
49. Кизиков Э.Д., Верник Е.Б., Кошевой Н.С. Алмазно-металлические
композиции. - К.: Технiка, 1988. - 136 с.
50. Колкер Я.Д. Математический анализ точности механической
обработки деталей. - К.: Техника, 1976. - 200 с.
51. Колмогоров
А.Н.
О
логарифмически-нормальном
законе
распределения размеров частиц при дроблении. ДАН СССР, 1941, т. 31, С. 99
- 101 // Теория вероятностей и математическая статистика: Сб. статей. - М.:
Наука, 1986. - С. 264 - 267.
52. Королев А.В. Исследование процессов образования поверхностей
инструмента и детали при абразивной обработке. - Саратов, 1975. - 189 с.
53. Кудинов В.А. Динамика станков. - М.: Машиностроение, 1967. - 356
с.
54. Л.М. Батунер, М.Е. Позин Математические методы в химической
технике. - Л.: Изд-во "Химия", 1971. - 824 с.
55. Лавриненко В.И. Пространственное расположение зерен СТМ в
абразивосодержащем слое круга // Сверхтвердые материалы. - 1997. - № 5. -
С. 72 - 79.
56. Лавриненко В.И., Шепелев А.А., Петасюк Г.А. Модели формы
зерен СТМ. // Сверхтвердые материалы. - 1994. - № 5-6. - С. 18-21.
57. Левин
В.В.
Влияние
режимов
абразивной
обработки
на
микрогеометрию поверхности // Изв. вузов. Сер. Машиностроение. - 1972.
Вып. 9. - С. 153-160.
58. Лоладзе Т.Н. Прочность и износостойкость режущего инструмента.
- М.: Машиностроение, 1982. - 320 с.
59. Лоладзе Т.Н., Бокучава Г.В. Износ алмазов и алмазных кругов. - М.:
Машиностроение, 1967. - 113 с.
60. Лурье Г.Б. Шлифование металлов. - М.: Машиностроение, 1969. 172 с.
61. Маслов Е.Н. Основы теории шлифования металлов.- М.: Машгиз,
1951. - 177 с.
62. Маслов
Е.Н.
Теория
шлифования
материалов.
-
М.:
Машиностроение, 1974. - 320 с.
63. Матюха П.Г. Математическая модель алмазного шлифовального
круга // Резание и инструмент. - Харьков. - 1981. - Вып. 25. - С. 81-89.
64. Матюха П.Г. Научные основы стабилизации выходных показателей
алмазного шлифования с помощью управляющих воздействий на рабочую
поверхность круга: Автор. дис... докт. техн. наук. - Харьков, 1996. - 48 с.
65. Матюха П.Г., Беззубенко Н.К., Кононов А.Е. Устройство для
измерения высоты режущего рельефа алмазных кругов // Сверхтвердые
материалы, № 4. 1982. - с. 47-49.
66. Михелькевич В.Н. Автоматическое управление шлифованием. - М.:
Машиностроение, 1975. - 304 с.
67. Мишнаевский Л.Л. Износ шлифовальных кругов. - К.: Наукова
думка, 1982. - 192 с.
68. Мюллер П., Нойман П., Шторм Р. Таблицы по математической
статистике: Пер. с нем. - М.: Финансы и статистика, 1982. - 278 с.
69. Наконечный Н.Ф. Расширение технологических возможностей
алмазного шлифования кругами на металлических связках: Дис... канд. техн.
наук: 05.03.01. - Харьков, 1984.
70. Никитин Ю.И. Технология изготовления и контроль качества
алмазных порошков. - К.: Наук. думка, 1984. - 264 с.
71. Основы алмазного шлифования / Семко М.Ф., Грабченко А.И., Раб
А.Ф., Узунян М.Д., Пивоваров М.С. - К.: Техника, 1978. - 192 с.
72. Островский В.И. Теоретические основы процесса шлифования. - Л.:
Изд-во Ленингр. ун-та, 1981. - 144 с.
73. Охтень В.Д. Экспериментально-теоретические основы механики
процесса электроалмазного шлифования магнитотвердых сплавов: Автореф.
дис... канд. техн. наук. - Новосибирск, 1971. - 18 с.
74. П.И. Ящерицын, В.А. Аканович, М.Т. Забавский, Г.В. Пустовойт.
Технология изготовления шлифовальных кругов с ориентированными
зернами // Абразивная обработка и обработка металлов резанием и
давлением. - Минск: Наука и техника. - 1975. - С.8-11.
75. Палей М.М., Дибнер Л.Г., Флид М.Д. Технология шлифования и
заточки режущего инструмента. - М.: Машиностроение, 1988. - 288 с.
76. Пат. 37898 А УКРАЇНА, МПК B24B1/00 / А.І. Грабченко А.И., М.
Хорват (HU), В.Л. Доброскок, Ф. Лієрат (DE), Ю.Л. Уварова, Я.М.
Гаращенко; ХДПУ. Шліфувальний круг і спосіб формування і підтримки
його подовжнього профілю - № 2000042461; Заяв. 28.04.2000; Опубл.
15.05.2001, Бюл. № 4.
77. Пат. 37908 А УКРАЇНА, МПК B24D17/00 / А.І. Грабченко, М.
Хорват (HU), В.Л. Доброскок, Ю.Л. Уварова, Я.М. Гаращенко; ХДПУ.
Пристрій
для
електрохімічної
правки
шліфувальних
кругів
на
електропровідній металевій зв'язці - № 2000052513 Заяв. 04.05.2000; Опубл.
15.05.2001, Бюл. № 4.
78. Пат. 37932 А УКРАЇНА, МПК B24B53/00 / А.І. Грабченко, М.
Хорват (HU), В.Л. Доброскок, Ю.Л. Уварова, Я.М. Гаращенко; ХДПУ.
Спосіб формування переривчастої робочої поверхні шліфувального круга - №
2000052558; Заяв. 04.05.2000; Опубл. 15.05.2001, Бюл. № 4.
79. Пат. 37973 А УКРАЇНА, МПК B24B53/04 / А.І. Грабченко, М.
Хорват (HU), В.Л. Доброскок, Я.М. Гаращенко, Ю.Л. Уварова; ХДПУ.
Пристрій для правки шліфувального круга з переривчастою робочою
поверхнею на електропровідній зв'язці - № 2000052685; Заяв. 12.05.2000;
Опубл. 15.05.2001, Бюл. № 4.
80. Пат. 56-42426 Япония. Способ правки абразивного круга.
81. Пат. 677894 Швейцария, МКИ B 24 B 53/00; B 23 H 5/08; B 24 D
3/34. / V.L. Dobroskok, V.F. Drozhin, A.I. Grabchenko, A.I. Mikhailov, D.E.
Belyavsky, V.L. Rokhlin (Kharkov SU); Заявл. 27.09.88; Опубл. 15.07.91. - 20 с.
82. Пат. США 3859761, Кл. 51-2065, 1975.
83. Пахалин Ю.А. Алмазное контактно-эрозионное шлифование. - Л.:
Машиностроение, 1985. - 178 с.
84. Подураев В.Н. Автоматически регулируемые и комбинированные
процессы резания. - М.: Машиностроение, 1977. - 304 с.
85. Полетика М.Ф. Приборы для измерения сил резания и крутящих
моментов. - М.- Свердловск: Машгиз, 1962. - 108 с.
86. Попов С.А. Геометрия рельефа режущей поверхности абразивных
инструментов из синтетических алмазов и кубического нитрида бора //
Синтетические алмазы в промышленности. - К.: Наук. думка. - 1974. - С. 4754.
87. Попов С.А., Лукашев Л.К. Процесс формообразования режущей
поверхности абразивных кругов и изменение режущей поверхности во
времени // Обработка металлов резанием. - 1976. - С. 41-48.
88. Попов С.А., Малевский Н.П., Терещенко Л.М. Алмазно-абразивная
обработка металлов и твердых сплавов. - М.: Машиностроение, 1977. - 263 с.
89. Преображенский В.П. Технические измерения и приборы. - М.:
Энергия, 1978. - 704 с.
90. Раб А.Ф., Новиков Н.В. Относительная полнота профиля рабочей
поверхности круга из СТМ // Резание и инструмент, Вып. 24. - Харьков. 1980. - С. 41-47.
91. Работоспособность алмазных кругов / Семко М.Ф., Узунян М.Д. и
др. - К.: Технiка, 1983. - 95 с.
92. Рабочие процессы высоких технологий в машиностроении: Уч.
пособие / Под. ред. А.И. Грабченко. - Харьков: ХГПУ, 1999. - 436 с.
93. Редько С.Г., Королев А.В. Вероятностный расчет шероховатости
шлифованной
поверхности
//
Вероятностно-статистические
основы
процессов шлифования и доводки. - 1974. - C. 73-79.
94. Резников А.Н. Теплофизика процессов механической обработки
металлов. М.: Машиностроение, 1981. - 279 с.
95. Резников А.Н. Теплофизика резания. - М.: Машиностроение, 1969. 288 с.
96. Резников А.Н., Мовла-Заде В.З. Исследование устойчивости
алмазных зерен в связке алмазно-абразивного инструмента // Синтет. алмазы,
1972. - 5. - С. 5-10.
97. Резников А.Н., Федосеев О.Б. Выбор режимов
шлифования
синтетическими сверхтвердыми материалами при заданной шероховатости
поверхности изделия // Вестник машиностроения. - 1976. - № 6. - С. 69-70.
98. Романов
В.Ф.,
Абакян
В.В.
Технология
алмазной
правки
шлифовальных кругов. - М.: Машиностроение, 1980. - 118 с.
99. Сагарда А.А., Химач О.В., Покладий Г.Г. Правка кругов из
сверхтвердых
материалов
вращающимся
алмазным
индентором
//
Синтетические алмазы. Н-т. сборник. Вып. 3. - К: - 1960. - С. 16-18.
100. Сагарда А.А., Чеповецкий И.Х., Мишнаевский Л.А. Алмазная
обработка деталей машин. - К.: Техника, 1974. - 180 с.
101. Семко М.Ф., Грабченко А.И., Ходоревский М.Г. Алмазное
шлифование синтетических сверхтвердых материалов. - Харьков: Вища
школа, 1980. - 192 с.
102. Сизый Ю.А. Вероятность участия в резании кромок алмазного
шлифовального круга // Резание и инструмент. - 1974. - Вып. 11. - С. 89-99.
103. Сизый
Ю.А.
Исследование
работоспособности
алмазных
шлифовальных кругов: Автореф. дис... канд. техн. наук. - Харьков, 1975. - 20
с.
104. Сильвестров В.Д. Безалмазная правка шлифовальных кругов. - М.:
Оборонгиз, 1955. - 128 с.
105. Соколова
Л.С.
Исследование
влияния
рельефа
режущей
поверхности на процесс шлифования: Автореф. дис. ... канд. техн. наук. - М.:
1973. - 19 с.
106. Способ вскрытия зерен абразивного инструмента: А.с. № 1227438
СССР, МКИ В 24 В 53/013. / П.Г. Сувалян, Г.К. Абрамян, Т.А. Оганесян, А.Г.
Насыбулин. Опубл. 1986, Бюл. № 16.
107. Способ изготовления абразивного инструмента: А.с. 852530 СССР,
М.кл. В 24 D 17/00. / Р.Б. Мартиросян, Г.С. Апоян, К.В. Митоян, Ж.С.
Карапетян. № 2831223/25-08; Заявлено 24.10.79; Опубл. 07.08.81, Бюл. №29. 2 с.
108. Способ изготовления абразивного инструмента: А.с. 952566 СССР,
М.кл. В 24 D 17/00. / Р.Б. Мартиросян. № 3254281/25-08; Заявлено 06.01.81;
Опубл. 23.08.82, Бюл. № 31. - 4 с.
109. Способ изготовления абразивного инструмента: А.с. 979097 СССР,
М.кл. В 24 D 17/00. / Р.Б. Мартиросян. № 2991348/25-08; Заявлено 18.08.80;
Опубл. 07.12.82, Бюл. № 45. - 4 с.
110. Способ
изготовления
алмазно-абразивного
инструмента
с
ориентированным расположением зерен: А.с. 905040 СССР, М.кл. В 24 D
17/00. / А.Г. Зайцев, А.И. Скидаленко, Б.А. Меркушев. № 2906020/25-08;
Заявлено 02.04.80; Опубл. 15.02.82, Бюл. № 6. - 2 с.
111. Способ изготовления алмазно-абразивного инструмента: А.с.
990488 СССР, М.кл. В 24 D 17/00. / А.Г. Зайцев, Т.М. Дуда, Е.Л. Прудников,
В.Д. Бондаренко, Ю.С. Скрипченко, В.И. Новиков, В.С. Андреещев, В.С.
Сукочев. № 3352670/22-02; Заявлено 22.10.81; Опубл. 23.01.83, Бюл. № 3. - 3
с.
112. Способ изготовления алмазного инструмента: А.с. 676436 СССР,
М.кл. В 24 D 17/00. / Ю.П. Вишнев. № 2307490/25-08; Заявлено 24.12.75;
Опубл. 30.07.79, Бюл. № 28. - 2 с.
113. Способ исследования неровностей поверхности: А.с. 1054669
СССР, МКИ G 01 B 5/28. / В.Л. Доброскок, В.Ф. Дрожин, А.И. Грабченко,
А.И. Михайлов. № 3360097/15-28; Заявлено 20.11.81; Опубл. 15.11.83, Бюл.
№ 42. - 3 с. ил.
114. Способ ориентирования зерен в абразивной массе: А.с. 595142
СССР, М.кл. В 24 D 17/00. / В.А. Аканович, Г.Б. Пустовойт, А.К.
Шпаковский, М.Т. Забавский. № 2417980/25-08; Заявлено 04.11.76; Опубл.
28.02.78, Бюл. №8. - 2 с.
115. Способ ориентирования зерен в абразивной массе: А.с. 835732
СССР, М.кл. В 24 D 17/00. / А.Г. Зайцев, Б.А. Меркушев. № 2639389/25-08;
Заявлено 07.07.78; Опубл. 07.06.81, Бюл. №21. - 2 с.
116. Способ ориентирования зерен в абразивной массе: А.с. 891415
СССР, М.кл. В 24 D 17/00. / А.И. Яцюк, Б.Г. Покровский, А.М. Митин. №
2923414/25-08; Заявлено 08.05.80; Опубл. 23.12.81, Бюл. №47. - 2 с.
117. Способ
правки
шлифовального
инструмента
свободным
абразивом: А.с. 967784 СССР. / В.В. Бурмистров. Опубл. 1982, Бюл. № 39.
118. Способ правки шлифовального круга: А.с. 870099 СССР. / В.В.
Бурмистров. Опубл. 1981, Бюл. № 37.
119. Способ профильной правки шлифовального круга: А.с. 914259
СССР. / В.С. Григорьев, В.Д. Дорофеев, Г.П. Гринин, А.Н. Мартынов. Опубл.
1982, Бюл. № 11.
120. Способ
электроэрозионного
профилирования
шлифовальных
кругов: А.с. 599950 СССР / Н.И. Степанов. Опубл. 1978, Бюл. № 12.
121. Способ электроэрозионной правки: А.с. 639676 СССР. / Р.Б.
Мартиросян, С.Р. Макросян. Опубл. 1978, Бюл. № 48.
122. Справочник
по
алмазной
обработке
металлорежущего
инструмента / Под ред. В.Н. Бакуля. - К.: Техника, 1971. - 208 с.
123. Справочник по специальным функциям с формулами, графиками и
математическими таблицами / Под ред. М. Абрамовица и И. Стиган: Пер. с
англ. - М.: Наука, 1979. - 832 с.
124. Станок для шлифования цилиндрических деталей: А.с. 1158329
СССР, МКИ B 24 B 5/14; B 24 B 5/04. / А.М. Боярунас, В.Ф. Дрожин, А.И.
Грабченко, В.Л. Доброскок, А.И. Михайлов. № 3569307/25-08; Заявлено
31.03.83; Опубл. 30.05.85, Бюл. № 20. - 2 с. ил.
125. Тимофеев
И.И.
Исследование
кинематики
и
динамики
шлифования периферией круга: Автореф. дис. ... канд. техн. наук. - М., 1959.
- 20 с.
126. Тищенко В.Т. Антифрикционные свойства органических связок
алмазных кругов // Синтетические алмазы. - 1971. - № 3.
127. Точность производства в машиностроении и приборостроении.
Под ред. А.И. Гаврилова. М.: Машиностроение, 1973. 567 с.
128. Тюрин Ю.Н., Макаров А.А. Статистический анализ данных на
компьютере / Под ред. В.Э. Фигурнова. - М.: ИНФРА-М, 1998. - 528 с.
129. Узунян М. Д. Теоретический анализ плотности распределения
зерен на рабочей поверхности алмазного круга // Резание и инструмент. Харьков. - 1980. - Вып. 23. - С. 104-110.
130. Узунян М.Д. Расчет числа зерен, участвующих в резании и
расстояние между ними на поверхности алмазного круга // Станки и
режущие инструменты. - 1966. - Вып. 1. - С. 81-85.
131. Федорович В.А. Алмазное шлифование сверхтвердых материалов
с управлением режущим рельефом круга: Дис... канд. техн. наук, Харьков,
1981. - 231 с.
132. Федорович
В.А.
Разработка
научных
основ
и
способов
практической реализации управления приспосабливаемостью при алмазном
шлифовании сверхтвердых материалов: Дис...докт. техн. наук: 05.03.01 Харьков, 2002. - 469 с.
133. Филимонов
Л.Н.
Высокоскоростное
шлифование.
-
Л.:
Машиностроение, 1979. - 248 с.
134. Филимонов Л.Н., Степаненко В.Г., Приймак Ю.П. Статистический
анализ
распределения
режущих
кромок
на
рабочей
поверхности
шлифовального круга // Абразивы. - 1975. - № 10. - С. 10-13.
135. Чачин
В.Н.,
Дорофеев
В.Д.
Профилирование
алмазных
шлифовальных кругов. - Минск: Наука и техника, 1974. - 160 с.
136. Шальнов В.Л. Шлифование и полирование высокопрочных
материалов. - М.: Машиностроение, 1972. - 272 с.
137. Шлифовальный круг: А.с. 580108 СССР. / А.В. Якимов, А.Д.
Курносов, В.А. Бахвалов, В.А. Борисов, С.М. Маленьких, Н.И. Савинов.
Опубл. 1977, Бюл. № 42.
138. Шлифовальный круг: А.с. 967788 СССР. / Р.Б. Мартиросян, Р.Р.
Мартиросян. Опубл. 1982, Бюл. № 39.
139. Электроимпульсная обработка металлов / А.Л. Лившиц, А.Т.
Кравец, И.С. Рогачев, А.Б. Сосенко. - М.: Машиностроение, 1967. - 294 с.
140. Якимов
А.В.
Оптимизация
процесса
шлифования.
-
М.:
Машиностроение, 1975. - 176 с.
141. Якимов А.В. Прерывистое шлифование. - Киев: Вища школа, 1986.
- 170 с.
142. Ящерицын
П.И.,
Дорофеев
В.Д.,
Пахалин
Ю.А.
Электроэрозионная правка алмазно-абразивных инструментов. - Минск:
Наука и техника, 1981. - 232 с.
143. Ящерицын П.И., Зайцев А.Г. Повышение качества шлифованных
поверхностей и режущих свойств абразивно-алмазного инструмента. Минск.: Наука и техника, 1972. - 478 с.
144. Ящерицын П.И., Махаринский Е.И. Планирование эксперимента в
машиностроении. - Минск: Вышэйшая школа, 1985. - 286 с.
145. "Roll-2-Dress" - Verfahren - Schrauber in der Fertigung // Ln:
Maschine und Werkzeug. - 1977, 78. № 21. - P. 122.
146. Childs, T.H.C., Mahmood, S., Yoon, H.J., 1995, Magnetic Fluid
Grinding of Ceramic Balls, Tribology International, 28: 341-348.
147. Dornfeld, D., Liu, J.J.B., 1993, Abrasive Texturing and Burnishing
Process Monitoring Using Acoustic Emission, Annals of CIRP, 42/1: 397-400.
148. Liu, C.W., Dai. B.T., Tseng. W.T., and Yeh, C.F., 1996, Modeling of
the Wear Mechanism During Chemical Mechanical Polishing, J. of Electrochem.
Soc. 143: 716-721.
149. Namba, Y., Yamada, Y., Tsuboi, A., Unno, K., Nakao, H., 1992,
Surface Structure of Mn-Zn Ferrite Single Crystals Ground by an Ultraprecision
Surface Grinder with Various Diamond Wheels, Annals of CIRP. 41/1: 347-351.
150. Ohmori H., Nakagawa T. Analysis of Mirror Surface Generation of
Hard and Brittle Materials by ELID Grinding with Superfine Grain Metallic Bond
Wheels // Annals of CIRP. - 1995. 44/1. - P. 287-290.
151. Profiliermaschine fur Diamantsch leifscheiben // Ln: Maschine. - 1983,
37. № 5. - P. 54.
152. Ritzuntezzuchungen zur losing schliftechif - technische probleme.
D.U.Busch. "Werkstattstechnik", - 1969. m.59. - С. 119-123.
153. Schwambe J., Lowin R. Deep form grinding with crush-formed
diamond and CBN wheels // Ln: Lnd. Diamond Rev. - 1983, 43. № 494. - P. 2024.
154. Yanagi, K., Tsukada, Y., Yamada, R., 1992, Surface Topography
Assessment of High-Precision Coated Abrasive Tape and Estimation of Its
Machining Performance, Annals of CIRP, 41/1: 377- 380.
155. К. Kubiki. M. Mazyrkiewicz. Modelova analiza twardosci scirnic. /
Mechanik, 1969, m.42, № 6, 321-323 (польск.).
156. Мацуо Тэцуо, Морита Такехиро. Кумамото дайчаку когакубу
кэнсю хококу // Ln: Fechn. Repts. Kumamoto Univ. - 1983. 31, № 3. P. 97-104.
157. Туасаки Икиро. Никон кикай гаккайси // Ln: g.Jap. Soc. Mech. Eng.
- 1984. 87, № 783. P. 133-138.
ПРИЛОЖЕНИЯ
А. Статистические характеристики распределения размеров зерен
шлиф-, микро- и субмикропорошков в соответствии с требованиями
ГОСТ 9206-80 и ДСТУ 3292-95 на содержание зерновых фракций ..... 227
Б. Статистические характеристики композиционного закона
распределения вершин зерен....................................................................... 243
В. Краевой эффект расположения зерен навески у стенок пресс-формы и
его роль в формировании рабочей поверхности круга .......................... 251
Д. Математическое планирование экспериментов при поиске
рациональных параметров формообразования поверхности связки
алмазно-абразивных кругов и режимов обработки................................ 257
Ж. Акты внедрения результатов диссертационной работы..................... 260
Приложение А. Статистические характеристики распределения
размеров зерен шлиф-, микро- и субмикропорошков в соответствии с
требованиями ГОСТ 9206-80 и ДСТУ 3292-95 на содержание зерновых
фракций
Статистические
характеристики
распределения
размеров
зерен
обеспечивающих существующие требования на зерновой состав навески
(ГОСТ 9206-80 и ДСТУ 3292-95) приведены в табл. А.1 - А.5. В табл. А.1
приведены статистические характеристики распределения размеров зерен
шлифпорошков по ГОСТ 9206-80. В табл. А.2 - микропорошков по
ГОСТ 9206-80. В табл. А.3 - шлифпорошков по ДСТУ 3292-95. В табл. А.4 микропорошков по ДСТУ 3292-95. В табл. А.5 - субмикропорошков по
ДСТУ 3292-95 и ГОСТ 9206-80. В таблицах также приведены требования по
зерновому составу и значения относительного содержания всех фракций для
полученных параметров распределения размеров зерен.
При
проведении
сравнительного
статистического
анализа
статистических характеристик распределения размеров зерен для всей гаммы
зернистостей алмазных порошков (шлиф-, микро- и субмикропорошки)
дополнительно
к
традиционным
D
Е (математическое ожидание),
статистическим
характеристикам
(среднеквадратическое отклонение)
использовались модифицированные параметры: km = E a0 – коэффициент
расположения математического ожидания относительно характеристического
размера зернистости a0; kV = D E – коэффициент вариации [24].
Определение модифицированных параметров распределения размеров
зерен для каждой модели зерен производилось методом итераций в системе
3D моделирования абразивно-алмазных инструментов при количестве зерен
в навеске равном 100 000 шт. В качестве окончательного варианта
принималась
навеска
зерен
с
максимально
возможным
значением
коэффициента вариации kv, отвечающая требованиям ДСТУ (или ГОСТ) по
содержанию фракций.
Таблица A.1
Значения модифицированных параметров km, kv распределения размеров
Зернистость
aВ / aН ,
мкм
ϕфакт= aВ/aН
зерен шлифпорошков по ГОСТ 9206-80
2500/1600 1.563
1600/1000 1.600
1000/630 1.587
630/400
1.575
400/250
1.600
250/160
1.563
160/100
1.600
100/63
1.587
63/40
1.575
2500/2000 1.250
2000/1600 1.250
1600/1250 1.280
1250/1000 1.250
1000/800 1.250
800/630
1.270
630/500
1.260
630/500* 1.260
500/400
1.250
Закон
Параметры
Содержание фракций по массе
распределения закона распшлифпорошка, %
размеров
ределения
зерен в форме km
kv
ме- допол- основная крупная преде
трехосного
льная
лкая нительэллипсоида
ная
шлифпорошки широкого диапазона зернистостей
нормальный 0.840 0.215 0.23
5.68 90.39 >90 3.69 < 8 0.01
лог.-нормал. 0.845 0.220 0.02
5.00 90.53 >90 4.38 < 8 0.07
нормальный 0.835 0.225 0.37
5.07 90.62 >90 3.93 < 8 0.01
лог.-нормал. 0.835 0.235 0.07
5.25 90.14 >90 4.50 < 8 0.04
нормальный 0.835 0.225 0.37
5.56 90.13 >90 3.93 < 8 0.01
лог.-нормал. 0.840 0.230 0.05
5.03 90.27 >90 4.62 < 8 0.03
нормальный 0.810 0.295 1.75 11.09 80.46 >80 6.67 <10 0.03
лог.-нормал. 0.810 0.280 0.72 13.05 80.98 >80 5.18 <10 0.07
нормальный 0.800 0.310 2.23 10.76 80.32 >80 6.65 <10 0.04
лог.-нормал. 0.795 0.285 1.07 13.49 81.06 >80 4.29 <10 0.09
нормальный 0.810 0.290 1.66 11.75 80.32 >80 6.24 <10 0.03
лог.-нормал. 0.810 0.275 0.66 13.72 80.65 >80 4.90 <10 0.07
нормальный 0.820 0.315 1.91
9.14 79.13 >75 9.74 <12 0.08
лог.-нормал. 0.775 0.300 1.93 17.29 76.84 >75 3.85 <12 0.09
нормальный 0.820 0.315 1.91
9.78 78.49 >75 9.74 <13 0.08
лог.-нормал. 0.775 0.300 1.93 18.49 75.64 >75 3.85 <13 0.09
нормальный 0.800 0.345 —
15.74 75.24 >75 8.96 <15 0.06
лог.-нормал. 0.785 0.300 —
19.51 75.95 >75 4.45 <15 0.09
шлифпорошки узкого диапазона зернистостей
нормальный 0.925 0.105 0.00
5.51 90.54 >90 3.95 < 8 0.00
лог.-нормал. 0.930 0.110 0.00
4.82 90.02 >90 5.16 < 8 0.00
нормальный 0.925 0.105 0.00
5.51 90.54 >90 3.95 < 8 0.00
лог.-нормал. 0.930 0.110 0.00
4.82 90.02 >90 5.16 < 8 0.00
нормальный 0.915 0.115 0.00
5.55 90.89 >90 3.56 < 8 0.00
лог.-нормал. 0.920 0.120 0.00
4.78 90.58 >90 4.64 < 8 0.00
нормальный 0.925 0.105 0.00
5.51 90.54 >90 3.95 < 8 0.00
лог.-нормал. 0.930 0.110 0.00
4.82 90.02 >90 5.16 < 8 0.00
нормальный 0.925 0.105 0.00
5.51 90.54 >90 3.95 < 8 0.00
лог.-нормал. 0.930 0.110 0.00
4.82 90.02 >90 5.16 < 8 0.00
нормальный 0.920 0.145 0.06 11.16 80.66 >80 8.12 <10 0.00
лог.-нормал. 0.925 0.150 0.00 10.60 80.44 >80 8.95 <10 0.01
нормальный 0.925 0.140 0.05 10.73 80.74 >80 8.48 <10 0.00
лог.-нормал. 0.930 0.145 0.00 10.14 80.47 >80 9.38 <10 0.01
нормальный 0.920 0.175 0.56 16.76 70.56 >70 12.12 <15 0.00
лог.-нормал. 0.930 0.180 0.13 16.11 70.35 >70 13.37 <15 0.04
нормальный 0.925 0.135 0.02 11.39 80.74 >80 7.85 <10 0.00
лог.-нормал. 0.930 0.140 0.00 10.77 80.41 >80 8.82 <10 0.00
Зернистость
aВ / aН ,
мкм
ϕфакт= aВ/aН
продолжение табл. А.1
500/400* 1.250
400/315
1.270
400/315* 1.270
315/250
1.260
315/250* 1.260
250/200
1.250
250/200* 1.250
200/160
1.250
200/160* 1.250
160/125
1.280
160/125* 1.280
125/100
1.250
125/100* 1.250
100/80
1.250
100/80*
1.250
80/63
1.270
80/63*
1.270
63/50
1.260
63/50*
1.260
50/40
1.250
50/40*
1.250
Закон
распределения
размеров
зерен в форме
трехосного
эллипсоида
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
Параметры
закона распределения
km
kv
0.920
0.935
0.920
0.925
0.915
0.930
0.925
0.930
0.920
0.930
0.925
0.930
0.920
0.935
0.925
0.930
0.920
0.935
0.915
0.925
0.910
0.925
0.925
0.935
0.920
0.935
0.925
0.935
0.920
0.935
0.920
0.935
0.915
0.930
0.925
0.930
0.920
0.930
0.925
0.935
0.920
0.935
0.170
0.170
0.145
0.150
0.180
0.185
0.140
0.145
0.175
0.180
0.135
0.140
0.170
0.170
0.135
0.140
0.170
0.170
0.145
0.155
0.190
0.190
0.135
0.140
0.170
0.170
0.150
0.155
0.170
0.170
0.160
0.165
0.180
0.185
0.155
0.160
0.175
0.180
0.150
0.155
0.170
0.170
Содержание фракций по массе
шлифпорошка, %
ме- дополлкая нительная
0.40 17.93
0.05 15.09
0.06 11.16
0.00 10.60
0.56 16.94
0.11 15.25
0.05 10.73
0.00 10.10
0.56 16.77
0.13 16.11
0.04 11.32
0.00 10.77
0.54 17.79
0.08 15.06
0.01 11.40
0.00 10.76
0.33 18.00
0.03 15.12
0.10 11.47
0.01
9.98
0.83 17.28
0.18 15.43
0.04 11.41
0.00
9.61
0.54 17.79
0.08 15.05
0.09 14.08
0.01 12.55
0.40 17.93
0.05 15.10
0.18 13.55
0.02 11.10
0.56 16.94
0.11 15.25
0.16 13.13
0.02 12.84
0.56 16.76
0.13 16.12
0.00 13.91
0.00 12.27
0.00 18.34
0.00 15.15
основная
крупная преде
льная
70.14
71.41
80.66
80.44
70.77
70.73
80.74
80.47
70.55
70.35
80.76
80.41
70.14
71.41
80.74
80.41
70.14
71.41
80.63
80.49
70.01
70.96
80.72
80.52
70.14
71.41
76.07
75.81
70.14
71.40
76.31
76.22
70.76
70.74
76.14
76.03
70.57
70.34
76.11
75.92
70.13
71.40
11.53
13.42
8.12
8.95
11.73
13.85
8.48
9.42
12.12
13.37
7.88
8.82
11.53
13.42
7.85
8.82
11.53
13.41
7.80
9.51
11.87
13.36
7.83
9.87
11.53
13.45
9.76
11.62
11.53
13.42
9.96
12.64
11.74
13.84
10.57
11.10
12.11
13.37
9.98
11.80
11.53
13.42
>70
>70
>80
>80
>70
>70
>80
>80
>70
>70
>80
>80
>70
>70
>80
>80
>70
>70
>80
>80
>70
>70
>80
>80
>70
>70
>75
>75
>70
>70
>75
>75
>70
>70
>75
>75
>70
>70
>75
>75
>70
>70
<15
<15
<10
<10
<15
<15
<10
<10
<15
<15
<10
<10
<15
<15
<12
<12
<15
<15
<12
>12
<15
<15
>12
>12
<15
<15
<12
<12
<15
<15
<13
<13
<15
<15
<13
<13
<15
<15
<15
<15
<15
<15
0.00
0.03
0.00⋅
0.01
0.00
0.06
0.00
0.01
0.00
0.04
0.00
0.00
0.00
0.03
0.00
0.00
0.00
0.03
0.00
0.01
0.01
0.07
0.00
0.00
0.00
0.01
0.00
0.01
0.00
0.03
0.00
0.02
0.00
0.06
0.00
0.01
0.00
0.04
0.00
0.01
0.00
0.03
Примечание. * - Для марок А1, А2, А3, АС2, АС4, АС6 зернистостью
от 630/500 и мельче и для марок АС15 АС20 зернистостью от 250/200 и
мельче.
Таблица А.2
Значения модифицированных параметров km, kv распределения размеров
60/40
1.500
40/28
1.429
28/20
1.400
20/14
1.429
14/10
1.400
10/7
1.429
7/5
1.400
5/3
1.667
Марка зерен
Зернистость
aВ/aН ,
мкм
ϕфакт= aВ/aН
зерен микропорошков по ГОСТ 9206-80
АМ,
АСМ
АН,
АСН
АМ,
АСМ
АН,
АСН
АМ,
АСМ
АН,
АСН
АМ,
АСМ
АН,
АСН
АМ,
АСМ
АН,
АСН
АМ,
АСМ
АН,
АСН
АМ,
АСМ
АН,
АСН
АМ,
АСМ
АН,
АСН
Параметры
Закон
Содержание фракций по
распределения закона распколичеству микропорошка, %
размеров зерен ределения
в форме
трехосного
мелкая
основная крупная
km
kv
эллипсоида
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
0.710
0.670
0.725
0.685
0.720
0.705
0.730
0.720
0.720
0.715
0.735
0.730
0.720
0.705
0.730
0.720
0.720
0.715
0.735
0.730
0.695
0.705
0.710
0.720
0.695
0.715
0.715
0.730
0.655
0.605
0.640
0.625
0.275
0.265
0.260
0.255
0.265
0.255
0.250
0.240
0.260
0.245
0.245
0.225
0.265
0.255
0.250
0.240
0.260
0.245
0.245
0.225
0.295
0.255
0.275
0.240
0.295
0.240
0.270
0.230
0.360
0.330
0.375
0.315
15.24
29.24
12.12
24.46
20.06
28.54
17.45
23.57
23.5
29.68
19.57
24.41
20.06
28.56
17.46
23.59
23.50
29.69
19.58
24.42
26.35
28.57
22.54
23.60
29.82
29.35
24.68
24.67
14.56
29.99
17.18
24.03
< 30
< 30
< 25
< 25
< 30
< 30
< 25
< 25
< 30
< 30
< 25
< 25
< 30
< 30
< 25
< 25
< 30
< 30
< 25
< 25
< 30
< 30
< 25
< 25
< 30
< 30
< 25
< 25
< 30
< 30
< 25
< 25
80.17
67.86
83.07
72.44
75.04
66.63
78.07
71.61
72.09
65.35
75.81
71.15
75.01
66.58
78.06
71.56
72.09
65.38
75.80
71.15
69.12
66.58
73.13
71.55
65.49
66.14
70.74
70.36
80.63
67.51
78.66
73.28
>65
>65
>70
>70
>65
>65
>70
>70
>65
>65
>70
>70
>65
>65
>70
>70
>65
>65
>70
>70
>65
>65
>70
>70
>65
>65
>70
>70
>65
>65
>70
>70
4.59
2.90
4.81
3.10
4.90
4.83
4.48
4.82
4.41
4.97
4.62
4.44
4.93
4.86
4.48
4.85
4.41
4.93
4.62
4.43
4.53
4.85
4.33
4.85
4.69
4.51
4.58
4.97
4.81
2.50
4.16
2.69
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
3/2
1.500
2/1
2.000
1/0
∞
Марка зерен
Зернистость
aВ/aН ,
мкм
ϕфакт= aВ/aН
продолжение табл. А.2
АМ,
АСМ
АН,
АСН
АМ,
АСМ
АН,
АСН
АМ,
АСМ
АН,
АСН
Параметры
Закон
Содержание фракций по
распределения закона распколичеству микропорошка, %
размеров зерен ределения
в форме
трехосного
мелкая
основная крупная
km
kv
эллипсоида
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
нормальный
лог.-нормал.
0.645
0.670
0.670
0.690
0.380
0.515
0.450
0.540
0.380
0.515
0.450
0.540
0.375
0.290
0.340
0.275
1.045
0.440
0.800
0.410
1.06
0.530
0.800
0.480
29.18
29.89
24.32
23.90
29.72
29.93
24.42
22.83
—
—
—
—
< 30
< 30
< 25
< 25
< 30
< 30
< 25
< 25
< 25
< 25
< 25
< 25
65.87
65.82
70.83
71.16
65.65
68.08
70.91
75.12
95.08
95.35
95.35
95.52
>65
>65
>70
>70
>65
>65
>70
>70
>65
>65
>95
>95
4.95
4.29
4.85
4.94
4.63
1.99
4.67
2.05
4.92
4.65
4.65
4.48
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
<5
Таблица А.3
Значения модифицированных параметров km, kv распределения размеров
630/400
500/315
400/250
Форма зерен
Зернистость
aВ / aН ,
мкм
ϕфакт= aВ/aН
зерен шлифпорошков по ДСТУ 3292-95
Закон
распределения
размеров
зерен
Параметры
закона распределения
Содержание фракций по массе
шлифпорошка, %
дополмелkm
ните- основная
kv
кая
льная
Шлифпорошки широкого диапазона зернистостей
равном.
0.735 0.385 1.97 9.59 81.45 >80
шар
нормал.
0.705 0.210 1.77 11.40 80.52 >80
лог.-нормал. 0.735 0.180 0.44 9.69 80.40 >80
1.575
равном.
0.820 0.430 0.44 12.34 80.31 >80
тр.
нормал.
0.810 0.295 1.74 10.98 80.36 >80
элл-д
лог.-нормал. 0.815 0.280 0.63 12.28 81.01 >80
равном.
0.735 0.385 1.97 9.10 81.93 >80
шар
нормал.
0.710 0.215 1.73 10.04 80.39 >80
лог.-нормал. 0.735 0.180 0.44 8.94 81.15 >80
1.587
равном.
0.810 0.440 0.84 12.81 80.13 >80
тр.
нормал.
0.805 0.300 1.92 10.82 80.54 >80
элл-д
лог.-нормал. 0.800 0.285 0.93 13.69 80.25 >80
равном.
0.735 0.385 1.97 8.64 82.39 >80
1.600 шар
нормал.
0.705 0.220 1.91 9.74 80.43 >80
лог.-нормал. 0.720 0.185 0.70 10.11 80.71 >80
прекрупная дельная
6.99
6.31
9.44
6.91
6.90
5.99
7.00
7.84
9.39
6.22
6.69
5.04
7.00
7.92
8.39
<10
<10
<10
<10
<10
<10
<10
<10
<10
<10
<10
<10
<10
<10
<10
0.00
0.00
0.03
0.00
0.02
0.09
0.00
0.00
0.08
0.00
0.03
0.09
0.00
0.00
0.09
400/250
Форма зерен
Зернистость
aВ / aН ,
мкм
ϕфакт= aВ/aН
продолжение табл. А.3
1.600
тр.
элл-д
шар
315/200
1.575
тр.
элл-д
шар
250/160
1.563
тр.
элл-д
шар
200/125
1.600
тр.
элл-д
шар
160/100
1.600
тр.
элл-д
шар
125/80
1.563
тр.
элл-д
шар
100/63
1.587
тр.
элл-д
80/50
1.600 шар
Закон
распределения
размеров
зерен
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
Параметры
закона распределения
km
kv
0.815
0.810
0.795
0.740
0.710
0.735
0.820
0.815
0.815
0.735
0.710
0.745
0.820
0.815
0.815
0.735
0.705
0.720
0.815
0.810
0.795
0.735
0.710
0.685
0.825
0.815
0.775
0.740
0.715
0.715
0.810
0.825
0.795
0.740
0.710
0.690
0.815
0.815
0.775
0.740
0.710
0.690
0.445
0.305
0.285
0.375
0.210
0.180
0.430
0.295
0.280
0.380
0.205
0.175
0.420
0.290
0.275
0.385
0.220
0.185
0.445
0.305
0.285
0.385
0.235
0.200
0.495
0.315
0.300
0.385
0.230
0.195
0.475
0.320
0.300
0.395
0.235
0.200
0.490
0.315
0.300
0.395
0.235
0.200
Содержание фракций по массе
шлифпорошка, %
дополмелнитекая
льная
0.84 11.59
1.91 9.70
1.02 13.39
1.99 9.24
1.92 10.59
0.57 9.56
0.68 12.10
1.87 10.25
0.80 12.11
1.71 9.97
1.58 11.74
0.30 9.10
0.26 12.89
1.55 11.16
0.55 12.91
1.97 8.64
1.91 9.74
0.70 10.11
0.84 11.60
1.91 9.70
1.02 13.39
1.91 8.27
1.99 8.93
1.84 14.98
1.77 11.23
1.98 9.39
1.90 17.10
2.00 9.63
1.94 10.39
1.08 13.36
0.00 24.06
1.98 10.51
1.51 17.23
2.00 8.58
1.99 9.54
1.68 15.23
1.92 12.72
1.97 10.07
1.90 18.30
2.00 8.14
1.99 8.93
1.68 14.26
преосновная крупная дельная
80.45 >80 7.12 <10 0.00
80.63 >80 7.71 <10 0.05
80.85 >80 4.65 <10 0.09
81.92 >80 6.85 <10 0.00
80.51 >80 6.98 <10 0.00
80.39 >80 9.45 <10 0.03
80.31 >80 6.91 <10 0.00
80.35 >80 7.51 <10 0.02
81.01 >80 5.99 <10 0.09
80.10 >80 8.22 <10 0.00
80.48 >80 6.20 <10 0.00
80.79 >80 9.73 <10 0.08
80.47 >80 6.38 <10 0.00
80.20 >80 7.06 <10 0.03
80.76 >80 5.69 <10 0.09
82.38 >80 7.01 <10 0.00
80.43 >80 7.92 <10 0.00
80.71 >80 8.39 <10 0.09
80.44 >80 7.12 <10 0.00
80.63 >80 7.71 <10 0.05
80.84 >80 4.66 <10 0.09
78.85 >75 10.97 <12 0.00
77.47 >75 11.61 <12 0.00
76.14 >75 6.97 <12 0.07
75.27 >75 11.73 <12 0.00
79.26 >75 9.29 <12 0.08
76.80 >75 4.11 <12 0.09
78.73 >75 9.64 <12 0.00
76.12 >75 11.55 <12 0.00
75.72 >75 9.75 <12 0.09
75.94 >75 0.00 <12 0.00
76.19 >75 11.26 <12 0.06
75.60 >75 5.57 <12 0.09
77.13 >75 12.29 <13 0.00
76.85 >75 11.62 <13 0.00
75.46 >75 7.53 <13 0.10
75.48 >75 9.88 <13 0.00
78.59 >75 9.29 <13 0.08
75.60 >75 4.11 <13 0.09
77.58 >75 12.28 <13 0.00
77.47 >75 11.61 <13 0.00
76.43 >75 7.53 <13 0.10
80/50
1.600
63/40
1.575
63/40
1.575
2500/2000 1.250
2000/1600 1.250
1600/1250 1.280
1250/1000 1.250
1000/800 1.250
Форма зерен
Зернистость
aВ / aН ,
мкм
ϕфакт= aВ/aН
продолжение табл. А.3
Закон
распределения
размеров
зерен
Параметры
закона распределения
Содержание фракций по массе
шлифпорошка, %
предополмелkm
ните- основная крупная дельkv
кая
ная
льная
равном.
0.820 0.495 1.90 11.61 75.55 >75 10.94 <13 0.00
тр.
нормал.
0.815 0.315 1.98 9.39 79.26 >75 9.29 <13 0.08
элл-д
лог.-нормал. 0.775 0.300 1.90 17.10 76.80 >75 4.11 <13 0.09
равном.
0.740 0.400 0.00 10.96 75.38 >75 13.66 <15 0.00
шар
нормал.
0.675 0.250 0.00 16.42 75.28 >75 8.30 <15 0.00
лог.-нормал. 0.700 0.200 0.00 16.09 75.11 >75 8.70 <15 0.10
равном.
0.790 0.490 0.00 18.51 75.11 >75 6.38 <15 0.00
тр.
нормал.
0.790 0.345 0.00 16.45 75.12 >75 8.35 <15 0.08
элл-д
лог.-нормал. 0.790 0.300 0.00 18.51 76.25 >75 5.14 <15 0.10
шлифпорошки узкого диапазона зернистостей
равном.
0.885 0.130 0.00 8.83 91.13 >90 0.04 <8 0.00
шар
нормал.
0.885 0.065 0.00 4.55 92.24 >90 3.21 <8 0.00
лог.-нормал. 0.895 0.065 0.00 2.87 91.20 >90 5.93 <8 0.00
равном.
0.930 0.170 0.00 3.09 90.70 >90 6.21 <8 0.00
тр.
нормал.
0.925 0.105 0.00 5.48 90.47 >90 4.05 <8 0.00
элл-д
лог.-нормал. 0.930 0.110 0.00 4.82 90.02 >90 5.16 <8 0.00
равном.
0.885 0.130 0.00 8.83 91.13 >90 0.04 <8 0.00
шар
нормал.
0.885 0.065 0.00 4.55 92.24 >90 3.21 <8 0.00
лог.-нормал. 0.895 0.065 0.00 2.87 91.20 >90 5.93 <8 0.00
равном.
0.930 0.170 0.00 3.09 90.70 >90 6.21 <8 0.00
тр.
нормал.
0.925 0.105 0.00 5.48 90.47 >90 4.05 <8 0.00
элл-д
лог.-нормал. 0.930 0.110 0.00 4.82 90.02 >90 5.16 <8 0.00
равном.
0.875 0.145 0.00 8.41 90.55 >90 1.04 <8 0.00
шар
нормал.
0.870 0.075 0.00 5.45 91.10 >90 3.45 <8 0.00
лог.-нормал. 0.870 0.075 0.00 5.15 90.41 >90 4.44 <8 0.00
равном.
0.920 0.190 0.00 3.91 90.10 >90 5.99 <8 0.00
тр.
нормал.
0.915 0.115 0.00 5.51 90.80 >90 3.69 <8 0.00
элл-д
лог.-нормал. 0.920 0.120 0.00 4.75 90.45 >90 4.80 <8 0.00
равном.
0.885 0.130 0.00 8.83 91.13 >90 0.04 <8 0.00
шар
нормал.
0.880 0.065 0.00 4.55 92.24 >90 3.21 <8 0.00
лог.-нормал. 0.885 0.065 0.00 4.21 91.77 >90 4.02 <8 0.00
равном.
0.925 0.170 0.00 4.03 90.76 >90 5.21 <8 0.00
тр.
нормал.
0.925 0.105 0.00 5.48 90.47 >90 4.05 <8 0.00
элл-д
лог.-нормал. 0.930 0.110 0.00 4.82 90.02 >90 5.16 <8 0.00
равном.
0.885 0.130 0.00 8.83 91.13 >90 0.04 <8 0.00
шар
нормал.
0.880 0.065 0.00 5.38 92.11 >90 2.51 <8 0.00
лог.-нормал. 0.885 0.065 0.00 4.21 91.77 >90 4.02 <8 0.00
равном.
0.925 0.170 0.00 4.03 90.76 >90 5.21 <8 0.00
тр.
нормал.
0.925 0.105 0.00 5.48 90.47 >90 4.05 <8 0.00
элл-д
лог.-нормал. 0.930 0.110 0.00 4.82 90.02 >90 5.16 <8 0.00
Форма зерен
Зернистость
aВ / aН ,
мкм
ϕфакт= aВ/aН
продолжение табл. А.3
шар
800/630
1.270
тр.
элл-д
шар
630/500
1.260
тр.
элл-д
шар
500/400
1.250
тр.
элл-д
шар
400/315
1.270
тр.
элл-д
шар
315/250
1.260
тр.
элл-д
шар
250/200
1.250
тр.
элл-д
шар
200/160
1.250
тр.
элл-д
Закон
распределения
размеров
зерен
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
Параметры
закона распределения
km
kv
0.850
0.865
0.870
0.920
0.920
0.925
0.855
0.870
0.870
0.925
0.925
0.930
0.860
0.870
0.875
0.930
0.925
0.930
0.850
0.865
0.870
0.920
0.920
0.925
0.855
0.870
0.870
0.925
0.925
0.930
0.815
0.860
0.870
0.930
0.920
0.935
0.815
0.860
0.870
0.930
0.920
0.935
0.175
0.095
0.090
0.225
0.145
0.150
0.170
0.090
0.090
0.215
0.140
0.145
0.160
0.090
0.085
0.210
0.135
0.140
0.175
0.095
0.090
0.225
0.145
0.150
0.170
0.090
0.090
0.215
0.140
0.145
0.225
0.110
0.105
0.250
0.170
0.170
0.225
0.110
0.105
0.250
0.170
0.170
Содержание фракций по массе
шлифпорошка, %
дополмелнитекая
льная
0.00 18.73
0.02 10.59
0.00 8.98
0.00 10.95
0.06 11.15
0.01 10.52
0.00 18.90
0.01 10.32
0.00 10.48
0.00 10.00
0.00 11.25
0.00 10.07
0.00 18.88
0.01 11.89
0.00 10.10
0.00 9.80
0.02 11.37
0.00 10.72
0.00 18.73
0.02 10.59
0.00 8.98
0.00 10.96
0.06 11.15
0.01 10.52
0.00 18.90
0.01 10.33
0.00 10.49
0.00 10.00
0.05 10.76
0.00 10.07
0.99 28.79
0.30 16.04
0.03 14.15
0.00 15.47
0.52 17.76
0.08 15.11
0.00 29.78
0.17 16.17
0.00 14.17
0.00 15.48
0.32 17.96
0.03 15.16
преосновная крупная дельная
81.27 >80 0.00 <10 0.00
81.19 >80 8.20 <10 0.00
81.94 >80 9.08 <10 0.00
80.02 >80 9.03 <10 0.00
80.60 >80 8.19 <10 0.00
80.40 >80 9.07 <10 0.00
80.92 >80 0.18 <10 0.00
81.93 >80 7.74 <10 0.00
80.44 >80 9.08 <10 0.00
80.76 >80 9.24 <10 0.00
80.59 >80 8.16 <10 0.00
80.42 >80 9.51 <10 0.00
81.12 >80 0.00 <10 0.00
80.36 >80 7.74 <10 0.00
81.41 >80 8.49 <10 0.00
80.20 >80 10.00 <10 0.00
80.70 >80 7.91 <10 0.00
80.35 >80 8.93 <10 0.00
81.27 >80 0.00 <10 0.00
81.19 >80 8.20 <10 0.00
81.94 >80 9.08 <10 0.00
80.02 >80 9.02 <10 0.00
80.60 >80 8.19 <10 0.00
80.40 >80 9.07 <10 0.00
80.91 >80 0.19 <10 0.00
81.91 >80 7.75 <10 0.00
80.43 >80 9.08 <10 0.00
80.75 >80 9.25 <10 0.00
80.61 >80 8.58 <10 0.00
80.42 >80 9.51 <10 0.00
70.22 >70 0.00 <15 0.00
71.73 >70 11.93 <15 0.00
71.60 >70 14.22 <15 0.00
70.92 >70 13.61 <15 0.00
70.22 >70 11.50 <15 0.00
71.36 >70 13.42 <15 0.03
70.22 >70 0.00 <15 0.00
71.73 >70 11.93 <15 0.00
71.61 >70 14.22 <15 0.00
70.92 >70 13.60 <15 0.00
70.22 >70 11.50 <15 0.00
71.36 >70 13.42 <15 0.03
Форма зерен
Зернистость
aВ / aН ,
мкм
ϕфакт= aВ/aН
продолжение табл. А.3
шар
160/125
1.280
тр.
элл-д
шар
125/100
1.250
тр.
элл-д
шар
100/80
1.250
тр.
элл-д
шар
80/63
1.270
тр.
элл-д
шар
63/50
1.260
тр.
элл-д
шар
50/40
1.250
тр.
элл-д
Закон
распределения
размеров
зерен
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
равном.
нормал.
лог.-нормал.
Параметры
закона распределения
km
kv
0.805
0.845
0.850
0.920
0.910
0.925
0.815
0.860
0.870
0.930
0.920
0.935
0.815
0.860
0.870
0.930
0.920
0.935
0.805
0.845
0.855
0.925
0.915
0.930
0.810
0.855
0.865
0.925
0.920
0.930
0.815
0.860
0.870
0.930
0.920
0.935
0.245
0.125
0.120
0.280
0.190
0.190
0.225
0.110
0.105
0.250
0.170
0.170
0.225
0.110
0.105
0.250
0.170
0.170
0.245
0.120
0.115
0.270
0.180
0.185
0.235
0.115
0.110
0.260
0.175
0.180
0.225
0.110
0.105
0.250
0.170
0.170
Содержание фракций по массе
шлифпорошка, %
дополмелнитекая
льная
1.81 25.01
0.57 15.42
0.16 15.41
0.00 16.00
0.83 17.28
0.18 15.48
0.98 28.79
0.30 16.04
0.03 14.15
0.00 15.47
0.52 17.76
0.08 15.11
0.00 29.78
0.21 16.13
0.01 14.18
0.00 15.48
0.38 17.91
0.05 15.15
1.81 26.42
0.46 16.85
0.08 15.48
0.00 15.51
0.56 16.89
0.12 15.28
1.72 27.25
0.39 15.80
0.06 14.17
0.00 16.05
0.55 16.74
0.14 16.15
0.00 29.78
0.00 16.34
0.00 14.19
0.00 15.49
0.00 18.29
0.00 15.19
преосновная крупная дельная
72.17 >70 1.01 <15 0.00
71.07 >70 12.94 <15 0.00
70.10 >70 14.33 <15 0.00
70.20 >70 13.80 <15 0.00
70.01 >70 11.87 <15 0.01
70.91 >70 13.37 <15 0.06
70.23 >70 0.00 <15 0.00
71.71 >70 11.95 <15 0.00
71.60 >70 14.22 <15 0.00
70.93 >70 13.60 <15 0.00
70.22 >70 11.50 <15 0.00
71.36 >70 13.44 <15 0.01
70.22 >70 0.00 <15 0.00
71.73 >70 11.93 <15 0.00
71.58 >70 14.23 <15 0.00
70.92 >70 13.60 <15 0.00
70.21 >70 11.50 <15 0.00
71.35 >70 13.42 <15 0.03
70.76 >70 1.01 <15 0.00
71.31 >70 11.38 <15 0.00
70.54 >70 13.90 <15 0.00
70.38 >70 14.11 <15 0.00
70.85 >70 11.69 <15 0.01
70.67 >70 13.87 <15 0.06
70.89 >70 0.14 <15 0.00
71.53 >70 12.28 <15 0.00
71.11 >70 14.66 <15 0.00
70.66 >70 13.29 <15 0.00
70.56 >70 12.15 <15 0.00
70.30 >70 13.38 <15 0.03
70.22 >70 0.00 <15 0.00
71.73 >70 11.93 <15 0.00
71.58 >70 14.23 <15 0.00
70.90 >70 13.61 <15 0.00
70.21 >70 11.50 <15 0.00
71.35 >70 13.43 <15 0.03
Таблица А.4
Значения модифицированных параметров km, kv распределения размеров
60/28 2.143
АСН.
АСМ
40/20 2.000
АСН.
АСМ
28/14 2.000
АСН.
АСМ
20/10 2.000
АСН.
АСМ
14/7 2.000
АСН.
АСМ
10/5 2.000
АСН.
АСМ
Параметры
Содержание фракций по количеству
закона
Закон распмикропорошка, %
распредеределения
ления
размеров
проме
зерен
мелкая жуточ основная крупная
km
kv
ная
Микропорошки широкого диапазона зернистостей
равномер. 0.685 0.455 0.00 <5 14.73 85.27 >85 0.00 < 2
шар нормальн. 0.705 0.205 0.34 <5 4.49 93.27 >85 1.90 < 2
лог.-нормал. 0.625 0.240 0.40 <5 12.64 85.36 >85 1.60 < 2
равномер. 0.630 0.665 0.64 <5 5.02 92.39 >85 1.95 < 2
тр.
нормальн. 0.635 0.325 0.10 <5 2.08 96.33 >85 1.49 < 2
элл-д
лог.-нормал. 0.550 0.385 0.47 <5 12.01 85.63 >85 1.89 < 2
равномер. 0.705 0.415 0.00 <5 14.72 85.28 >85 0.00 < 2
шар нормальн. 0.710 0.200 0.40 <5 6.41 91.29 >85 1.90 < 2
лог.-нормал. 0.655 0.220 0.14 <5 12.53 85.48 >85 1.85 < 2
равномер. 0.635 0.640 0.69 <5 6.71 91.11 >85 1.49 < 2
тр.
нормальн. 0.645 0.315 0.11 <5 3.09 95.16 >85 1.65 < 2
элл-д
лог.-нормал. 0.580 0.350 0.23 <5 12.00 85.78 >85 1.99 < 2
равномер. 0.705 0.415 0.00 <5 14.72 85.28 >85 0.00 < 2
шар нормальн. 0.710 0.200 0.50 <5 6.32 91.26 >85 1.92 < 2
лог.-нормал. 0.655 0.220 0.23 <5 12.49 85.42 >85 1.86 < 2
равномер. 0.635 0.640 0.81 <5 6.60 91.11 >85 1.48 < 2
тр.
нормальн. 0.645 0.315 0.14 <5 3.05 95.16 >85 1.65 < 2
элл-д
лог.-нормал. 0.580 0.350 0.28 <5 11.94 85.80 >85 1.98 < 2
равномер. 0.705 0.415 0.00 <5 14.72 85.28 >85 0.00 < 2
шар нормальн. 0.710 0.200 0.41 <5 6.40 91.29 >85 1.90 < 2
лог.-нормал. 0.655 0.220 0.15 <5 12.53 85.47 >85 1.85 < 2
равномер. 0.635 0.640 0.69 <5 6.72 91.11 >85 1.48 < 2
тр.
нормальн. 0.645 0.315 0.10 <5 3.08 95.18 >85 1.64 < 2
элл-д
лог.-нормал. 0.575 0.350 0.25 <5 12.84 85.11 >85 1.80 < 2
равномер. 0.705 0.415 0.00 <5 14.76 85.24 >85 0.00 < 2
шар нормальн. 0.695 0.215 1.04 <5 8.37 88.69 >85 1.90 < 2
лог.-нормал. 0.655 0.220 0.23 <5 12.50 85.41 >85 1.86 < 2
равномер. 0.620 0.690 1.47 <5 7.83 88.91 >85 1.79 < 2
тр.
нормальн. 0.640 0.325 0.18 <5 3.51 94.55 >85 1.75 < 2
элл-д
лог.-нормал. 0.575 0.350 0.32 <5 12.76 85.12 >85 1.80 < 2
равномер. 0.705 0.415 0.00 <5 14.78 85.22 >85 0.00 < 2
шар нормальн. 0.690 0.220 0.34 <5 10.08 87.66 >85 1.92 < 2
лог.-нормал. 0.655 0.220 0.00 <5 12.68 85.47 >85 1.85 < 2
равномер. 0.610 0.710 0.60 <5 9.81 88.18 >85 1.41 < 2
тр.
нормальн. 0.625 0.350 0.09 <5 5.26 92.80 >85 1.84 < 2
элл-д
лог.-нормал. 0.575 0.350 0.02 <5 13.02 85.19 >85 1.77 < 2
Форма зерен
Марка зерен
ϕфакт= aВ/aН
Зернистость
aВ/aН , мкм
зерен микропорошков по ДСТУ 3292-95
ϕфакт= aВ/aН
Марка зерен
7/3
2.333
АСН.
АСМ
5/2
2.500
АСН.
АСМ
3/1
3.000
АСН.
АСМ
3/0
∞
АСН.
АСМ
2/0
∞
АСН.
АСМ
АСН
60/40 1.500
АСМ
Параметры
Содержание фракций по количеству
закона
Закон распмикропорошка, %
распредеределения
ления
размеров
проме
зерен
мелкая жуточ основная крупная
km
kv
ная
равномер. 0.665 0.505 0.00 <5 14.45 85.37 >85 0.18 < 2
шар нормальн. 0.665 0.245 0.85 <5 6.36 90.95 >85 1.84 < 2
лог.-нормал. 0.605 0.270 0.20 <5 11.61 86.21 >85 1.98 < 2
равномер. 0.585 0.795 1.15 <5 6.09 91.02 >85 1.74 < 2
тр.
нормальн. 0.590 0.410 0.27 <5 3.33 95.45 >85 1.94 < 2
элл-д
лог.-нормал. 0.510 0.415 0.28 <5 12.75 85.65 >85 1.32 < 2
равномер. 0.650 0.545 0.00 <5 14.47 85.01 >85 0.52 < 2
шар нормальн. 0.615 0.305 1.22 <5 11.17 85.71 >85 1.90 < 2
лог.-нормал. 0.575 0.295 0.00 <5 13.04 85.10 >85 1.86 < 2
равномер. 0.515 1.000 1.52 <5 10.16 87.73 >85 0.59 < 2
тр.
нормальн. 0.445 0.715 0.79 <5 12.01 85.23 >85 1.97 < 2
элл-д
лог.-нормал. 0.480 0.435 0.01 <5 13.16 85.91 >85 0.92 < 2
равномер. 0.605 0.645 0.00 <15 14.99 85.01 >85 0.00 < 2
шар нормальн. 0.565 0.370 13.11 <15 -- 85.12 >85 1.77 < 2
лог.-нормал. 0.525 0.355 12.47 <15 -- 85.63 >85 1.90 < 2
равномер. 0.510 1.000 6.95 <15 -- 92.82 >85 0.23 < 2
тр.
нормальн. 0.300 1.285 13.03 <15 -- 85.05 >85 1.92 < 2
элл-д
лог.-нормал. 0.435 0.575 12.93 <15 -- 85.11 >85 1.96 < 2
равномер. 0.605 0.725 ---- 95.09 >95 4.91 <5
шар нормальн. 0.565 0.460 ---- 95.27 >95 4.73 <5
лог.-нормал. 0.525 0.400 ---- 97.00 >95 3.00 <5
равномер. 0.510 1.000 ---- 99.77 >95 0.23 <5
тр.
нормальн. 0.300 1.460 ---- 95.03 >95 4.97 <5
элл-д
лог.-нормал. 0.435 0.575 ---- 98.04 >95 1.96 <5
равномер. 0.605 0.725 ---- 95.13 >95 4.87 <5
шар нормальн. 0.565 0.460 ---- 95.27 >95 4.73 <5
лог.-нормал. 0.525 0.360 ---- 97.99 >95 2.01 <5
равномер. 0.510 1.000 ---- 99.77 >95 0.23 <5
тр.
нормальн. 0.300 1.415 ---- 96.06 >95 3.94 <5
элл-д
лог.-нормал. 0.435 0.520 ---- 98.87 >95 1.13 <5
Микропорошки узкого диапазона зернистостей
равномер. 0.765 0.310 0.00 <5 28.95 70.62 >70 0.43 <5
шар нормальн. 0.775 0.175 1.01 <5 19.91 74.29 >70 4.79 <5
лог.-нормал. 0.760 0.175 0.19 <5 24.69 70.41 >70 4.71 <5
равномер. 0.690 0.545 1.71 <5 19.02 74.94 >70 4.33 <5
тр.
нормальн. 0.715 0.270 0.27 <5 13.76 81.34 >70 4.63 <5
элл-д
лог.-нормал. 0.690 0.275 0.23 <5 23.68 71.13 >70 4.96 <5
равномер. 0.755 0.330 0.00 <5 31.93 67.27 >67 0.80 <5
шар нормальн. 0.775 0.175 1.01 <5 19.91 74.29 >67 4.79 <5
лог.-нормал. 0.755 0.180 0.31 <5 26.56 68.38 >67 4.75 <5
Форма зерен
Зернистость
aВ/aН , мкм
продолжение табл. А.4
Форма зерен
Марка зерен
ϕфакт= aВ/aН
Зернистость
aВ/aН , мкм
продолжение табл. А.4
тр.
60/40 1.500 АСМ
элл-д
шар
АСН
тр.
элл-д
40/28 1.429
шар
АСМ
тр.
элл-д
шар
АСН
тр.
элл-д
28/20 1.400
шар
АСМ
тр.
элл-д
шар
АСН
тр.
элл-д
20/14 1.429
шар
АСМ
тр.
элл-д
Закон распределения
размеров
зерен
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
Параметры
Содержание фракций по количеству
закона
микропорошка, %
распределения
проме
мелкая жуточ основная крупная
km
kv
ная
0.690 0.545 1.71 <5 19.02 74.94 >67 4.33 <5
0.715 0.270 0.27 <5 13.76 81.34 >67 4.63 <5
0.690 0.275 0.23 <5 23.68 71.13 >67 4.96 <5
0.790 0.270 0.00 <5 28.59 70.66 >70 0.75 <5
0.790 0.160 0.95 <5 22.50 71.78 >70 4.77 <5
0.785 0.155 0.09 <5 24.81 70.20 >70 4.90 <5
0.700 0.525 2.37 <5 22.73 70.19 >70 4.71 <5
0.720 0.265 0.54 <5 19.49 75.18 >70 4.79 <5
0.720 0.240 0.13 <5 23.53 71.46 >70 4.87 <5
0.780 0.285 0.00 <5 31.68 67.82 >67 0.50 <5
0.780 0.170 1.61 <5 25.39 68.21 >67 4.79 <5
0.780 0.160 0.20 <5 26.89 67.94 >67 4.97 >5
0.700 0.525 2.37 <5 22.73 70.19 >67 4.71 <5
0.720 0.265 0.54 <5 19.49 75.18 >67 4.79 <5
0.710 0.250 0.24 <5 26.73 68.26 >67 4.77 <5
0.800 0.255 0.00 <5 28.69 70.37 >70 0.94 <5
0.800 0.150 0.46 <5 22.91 71.92 >70 4.71 <5
0.795 0.145 0.01 <5 24.80 70.43 >70 4.76 <5
0.715 0.490 1.49 <5 23.44 70.22 >70 4.85 <5
0.725 0.260 0.44 <5 21.77 72.86 >70 4.93 <5
0.730 0.230 0.07 <5 24.61 70.36 >70 4.97 <5
0.790 0.270 0.00 <5 31.92 67.34 >67 0.74 <5
0.790 0.160 0.95 <5 26.23 68.05 >67 4.77 <5
0.790 0.150 0.04 <5 27.07 68.06 >67 4.83 <5
0.705 0.515 2.09 <5 24.89 68.12 >67 4.90 <5
0.725 0.260 0.44 <5 21.77 72.86 >67 4.93 <5
0.720 0.240 0.13 <5 27.89 67.11 >67 4.87 <5
0.790 0.270 0.00 <5 28.60 70.66 >70 0.74 <5
0.790 0.160 0.95 <5 22.50 71.78 >70 4.77 <5
0.785 0.155 0.09 <5 24.83 70.18 >70 4.90 <5
0.700 0.525 2.37 <5 22.73 70.19 >70 4.71 <5
0.720 0.265 0.55 <5 19.48 75.18 >70 4.79 <5
0.720 0.240 0.13 <5 23.53 71.47 >70 4.87 <5
0.780 0.285 0.00 <5 31.69 67.82 >67 0.49 <5
0.780 0.170 1.61 <5 25.40 68.20 >67 4.79 <5
0.780 0.160 0.20 <5 26.90 67.93 >67 4.97 >5
0.700 0.525 2.37 <5 22.73 70.19 >67 4.71 <5
0.720 0.265 0.55 <5 19.48 75.18 >67 4.79 <5
0.710 0.250 0.24 <5 26.73 68.26 >67 4.77 <5
Форма зерен
Марка зерен
ϕфакт= aВ/aН
Зернистость
aВ/aН , мкм
продолжение табл. А.4
шар
АСН
тр.
элл-д
14/10 1.400
шар
АСМ
тр.
элл-д
шар
АСН
тр.
элл-д
10/7 1.429
шар
АСМ
тр.
элл-д
шар
АСН
тр.
элл-д
7/5
1.400
шар
АСМ
тр.
элл-д
5/3
1.666 АСН
шар
Закон распределения
размеров
зерен
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
Параметры
Содержание фракций по количеству
закона
микропорошка, %
распределения
проме
мелкая жуточ основная крупная
km
kv
ная
0.800 0.255 0.00 <5 28.70 70.37 >70 0.93 <5
0.800 0.150 0.47 <5 22.91 71.91 >70 4.71 <5
0.795 0.145 0.01 <5 24.81 70.42 >70 4.76 <5
0.715 0.490 1.49 <5 23.45 70.21 >70 4.85 <5
0.725 0.260 0.44 <5 21.77 72.86 >70 4.93 <5
0.730 0.230 0.07 <5 24.62 70.34 >70 4.97 <5
0.790 0.270 0.00 <5 31.93 67.34 >67 0.73 <5
0.790 0.160 0.95 <5 26.24 68.04 >67 4.77 <5
0.790 0.150 0.03 <5 27.09 68.05 >67 4.83 <5
0.705 0.515 2.09 <5 24.89 68.13 >67 4.89 <5
0.725 0.260 0.44 <5 21.77 72.86 >67 4.93 <5
0.720 0.240 0.13 <5 27.91 67.10 >67 4.86 <5
0.790 0.270 0.00 <5 28.61 70.66 >70 0.73 <5
0.790 0.160 0.95 <5 22.51 71.77 >70 4.77 <5
0.785 0.155 0.09 <5 24.84 70.18 >70 4.89 <5
0.700 0.525 2.38 <5 22.72 70.19 >70 4.71 <5
0.720 0.265 0.55 <5 19.48 75.18 >70 4.79 <5
0.720 0.240 0.14 <5 23.54 71.46 >70 4.86 <5
0.780 0.285 0.00 <5 31.70 67.82 >67 0.48 <5
0.780 0.170 1.61 <5 25.41 68.19 >67 4.79 <5
0.780 0.160 0.20 <5 26.92 67.91 >67 4.97 >5
0.700 0.525 2.38 <5 22.72 70.19 >67 4.71 <5
0.720 0.265 0.55 <5 19.48 75.18 >67 4.79 <5
0.710 0.250 0.24 <5 26.75 68.25 >67 4.76 <5
0.800 0.255 0.00 <5 28.73 70.36 >70 0.91 <5
0.800 0.150 0.00 <5 23.40 71.89 >70 4.71 <5
0.795 0.145 0.00 <5 24.84 70.41 >70 4.75 <5
0.715 0.490 0.18 <5 24.77 70.22 >70 4.83 <5
0.715 0.270 0.10 <5 24.82 70.46 >70 4.63 <5
0.730 0.230 0.00 <5 24.70 70.35 >70 4.95 <5
0.790 0.270 0.00 <5 31.94 67.35 >67 0.71 <5
0.790 0.160 0.09 <5 27.11 68.03 >67 4.77 <5
0.790 0.150 0.00 <5 27.16 68.00 >67 4.84 <5
0.705 0.515 0.37 <5 26.63 68.11 >67 4.89 <5
0.705 0.285 0.18 <5 27.29 67.76 >67 4.77 <5
0.720 0.240 0.00 <5 28.07 67.06 >67 4.87 <5
0.715 0.400 0.00 <5 29.63 70.24 >70 0.13 <5
0.730 0.225 2.07 <5 19.06 73.94 >70 4.93 <5
0.715 0.220 0.36 <5 23.60 71.18 >70 4.86 <5
Форма зерен
Марка зерен
ϕфакт= aВ/aН
Зернистость
aВ/aН , мкм
продолжение табл. А.4
тр.
АСН
элл-д
5/3
шар
1.666
АСМ
тр.
элл-д
шар
АСН
тр.
элл-д
3/2
1.500
шар
АСМ
тр.
элл-д
шар
АСН
тр.
элл-д
2/1
2.000
шар
АСМ
тр.
элл-д
шар
1/0
∞
АСН.
АСМ
тр.
элл-д
Закон распределения
размеров
зерен
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
равномер.
нормальн.
лог.-нормал.
Параметры
Содержание фракций по количеству
закона
микропорошка, %
распределения
проме
мелкая жуточ основная крупная
km
kv
ная
0.630 0.720 2.99 <5 17.48 74.80 >70 4.73 <5
0.655 0.360 0.71 <5 13.90 80.64 >70 4.75 <5
0.620 0.320 0.30 <5 25.61 71.37 >70 2.72 <5
0.700 0.425 0.00 <5 32.96 67.04 >67 0.00 <5
0.730 0.225 2.07 <5 19.06 73.94 >67 4.93 <5
0.700 0.230 0.78 <5 27.56 67.11 >67 4.55 <5
0.630 0.720 2.99 <5 17.48 74.80 >67 4.73 <5
0.655 0.360 0.71 <5 13.90 80.64 >67 4.75 <5
0.605 0.330 0.55 <5 29.74 67.34 >67 2.37 <5
0.765 0.310 0.00 <5 29.02 70.64 >70 0.34 <5
0.765 0.185 0.02 <5 24.05 71.15 >70 4.78 <5
0.760 0.175 0.00 <5 24.97 70.34 >70 4.69 <5
0.670 0.605 0.15 <5 24.37 70.69 >70 4.79 <5
0.670 0.335 0.08 <5 24.32 70.94 >70 4.66 <5
0.690 0.275 0.00 <5 24.00 71.07 >70 4.93 <5
0.755 0.330 0.00 <5 32.00 67.29 >67 0.71 <5
0.755 0.195 0.09 <5 27.13 68.05 >67 4.73 <5
0.755 0.180 0.00 <5 26.96 68.29 >67 4.75 <5
0.650 0.660 0.48 <5 27.61 67.20 >67 4.71 <5
0.655 0.360 0.19 <5 27.48 67.60 >67 4.73 <5
0.680 0.285 0.00 <5 27.01 68.23 >67 4.76 <5
0.645 0.555 29.53 <33 -- 70.14 >70 0.33 <5
0.645 0.330 24.72 <33 -- 70.53 >70 4.75 <5
0.630 0.290 24.83 <33 -- 71.45 >70 3.72 <5
0.550 1.000 18.92 <33 -- 76.49 >70 4.59 <5
0.440 0.835 25.13 <33 -- 70.03 >70 4.84 <5
0.525 0.425 27.13 <33
70.86 >70 2.01 <5
0.630 0.590 32.27 <33 -- 67.61 >67 0.12 <5
0.630 0.355 27.99 <33 -- 67.19 >67 4.82 <5
0.615 0.300 28.63 <33 -- 67.92 >67 3.45 <5
0.550 1.000 18.92 <33 -- 76.49 >67 4.59 <5
0.400 0.970 28.07 <33 -- 67.17 >67 4.76 <5
0.515 0.435 29.96 <33 -- 68.15 >67 1.89 <5
0.645 0.610 ---- 95.32 >95 4.68 <5
0.645 0.330 ---- 95.28 >95 4.72 <5
0.630 0.315 ---- 95.23 >95 4.77 <5
0.550 1.000 ---- 95.44 >95 4.56 <5
0.440 0.835 ---- 95.23 >95 4.77 <5
0.525 0.520 ---- 95.14 >95 4.86 <5
Таблица А.5
Значения модифицированных параметров km, kv распределения размеров
Форма зерен
Марка зерен
Зернистость
aВ/aН ,
мкм
ϕфакт= aВ/aН
зерен субмикропорошков по ДСТУ 3292-95 и ГОСТ 9206-80 (*)
шар
АСМ5
тр.
элл-д
1/0.5
2.000
шар
АСМ1
тр.
элл-д
шар
АСМ5
тр.
элл-д
0.7/0.3* 2.333
шар
АСМ1
тр.
элл-д
шар
АСМ5
тр.
элл-д
0.5/0.1* 5.000
шар
АСМ1
тр.
элл-д
0.5/0
∞
АСМ5
шар
Закон распределения
размеров
зерен
равномерный
нормальный
лог.-нормал.
равномерный
нормальный
лог.-нормал.
равномерный
нормальный
лог.-нормал.
равномерный
нормальный
лог.-нормал.
равномерный
нормальный
лог.-нормал.
равномерный
нормальный
лог.-нормал.
равномерный
нормальный
лог.-нормал.
равномерный
нормальный
лог.-нормал.
равномерный
нормальный
лог.-нормал.
равномерный
нормальный
лог.-нормал.
равномерный
нормальный
лог.-нормал.
равномерный
нормальный
лог.-нормал.
равномерный
нормальный
лог.-нормал.
Параметры
закона
распределения
km
kv
0.500
0.525
0.570
0.550
0.440
0.470
0.550
0.530
0.545
0.520
0.440
0.470
0.525
0.420
0.470
0.550
0.440
0.385
0.505
0.460
0.480
0.520
0.440
0.400
0.525
0.420
0.245
0.550
0.440
0.190
0.505
0.460
0.260
0.520
0.440
0.200
0.525
0.420
0.245
0.995
0.540
0.405
1.000
0.835
0.640
0.825
0.385
0.290
1.000
0.665
0.450
0.995
0.760
0.385
1.000
0.800
0.560
0.995
0.505
0.355
1.000
0.665
0.540
0.995
0.735
0.670
1.000
0.775
1.030
0.995
0.505
0.640
1.000
0.670
0.985
0.995
0.735
0.670
Содержание фракций
по количеству
субмикропорошка, %
мелкой
49.83 <50
44.81 <50
44.30 <50
18.96 <50
25.21 <50
44.18 <50
44.31 <45
43.83 <45
43.54 <45
22.41 <45
31.74 <45
42.87 <45
40.59 <50
46.13 <50
47.55 <50
11.90 <50
15.83 <50
48.85 <50
42.19 <45
43.34 <45
43.83 <45
14.12 <45
18.33 <45
44.21 <45
18.83 <50
16.68 <50
49.22 <50
1.24 <50
0.90 <50
48.27 <50
19.60 <45
11.29 <45
44.25 <45
1.51 <45
0.80 <45
43.92 <45
-------
основной
50.17 >50
50.31 >50
50.71 >50
76.48 >50
69.98 >50
50.92 >50
55.41 >55
55.21 >55
55.47 >55
76.71 >55
67.33 >55
56.17 >55
54.88 >50
50.10 >50
51.27 >50
83.57 >50
80.49 >50
50.55 >50
57.09 >55
55.69 >55
55.24 >55
85.01 >55
80.74 >55
55.13 >55
76.85 >50
80.10 >50
50.48 >50
94.26 >50
96.17 >50
51.58 >50
79.87 >55
87.76 >55
55.42 >55
97.65 >55
98.21 >55
55.92 >55
95.68 >95
96.78 >95
99.70 >95
крупной
0.00 < 5
4.88 < 5
4.99 < 5
4.56 < 5
4.81 < 5
4.90 < 5
0.28 < 1
0.96 < 1
0.99 < 1
0.88 < 1
0.93 < 1
0.96 < 1
4.53 < 5
3.77 < 5
1.18 < 5
4.53 < 5
3.68 < 5
0.60 < 5
0.72 < 1
0.97 < 1
0.93 < 1
0.87 < 1
0.93 < 1
0.66 < 1
4.32 < 5
3.22 < 5
0.30 < 5
4.50 < 5
2.93 < 5
0.15 < 5
0.53 < 1
0.95 < 1
0.33 < 1
0.84 < 1
0.99 < 1
0.16 < 1
4.32 < 5
3.22 < 5
0.30 < 5
0.5/0
∞
0.3/0*
∞
0.1/0*
∞
Форма зерен
Марка зерен
Зернистость
aВ/aН ,
мкм
ϕфакт= aВ/aН
продолжение табл. А.5
Закон распределения
размеров
зерен
равномерный
тр.
АСМ5
нормальный
элл-д
лог.-нормал.
равномерный
шар нормальный
лог.-нормал.
АСМ1
равномерный
тр.
нормальный
элл-д
лог.-нормал.
равномерный
шар нормальный
лог.-нормал.
АСМ5
равномерный
тр.
нормальный
элл-д
лог.-нормал.
равномерный
шар нормальный
лог.-нормал.
АСМ1
равномерный
тр.
нормальный
элл-д
лог.-нормал.
равномерный
шар нормальный
лог.-нормал.
АСМ5
равномерный
тр.
нормальный
элл-д
лог.-нормал.
равномерный
шар нормальный
лог.-нормал.
АСМ1
равномерный
тр.
нормальный
элл-д
лог.-нормал.
Параметры
закона
распределения
km
kv
0.550
0.440
0.190
0.505
0.460
0.260
0.520
0.440
0.200
0.525
0.420
0.245
0.550
0.440
0.190
0.505
0.460
0.260
0.520
0.440
0.200
0.525
0.420
0.245
0.550
0.440
0.190
0.505
0.460
0.260
0.520
0.440
0.200
1.000
0.775
1.030
0.995
0.505
0.640
1.000
0.670
0.985
0.995
0.815
0.765
1.000
0.840
1.195
0.995
0.505
0.640
1.000
0.670
1.145
0.995
0.825
1.170
1.000
0.845
2.045
0.995
0.505
0.795
1.000
0.675
1.300
Содержание фракций
по количеству
субмикропорошка, %
мелкой
-------------------------------------------------------------------
основной
95.50 >95
97.07 >95
99.85 >95
99.47 >99
99.05 >99
99.67 >99
99.16 >99
99.01 >99
99.84 >99
95.82 >95
95.08 >95
99.34 >95
95.51 >95
95.03 >95
99.50 >95
99.61 >99
99.08 >99
99.66 >99
99.21 >99
99.01 >99
99.48 >99
96.48 >95
95.09 >95
97.81 >95
96.01 >95
95.16 >95
97.54 >95
99.30 >99
99.15 >99
99.03 >99
99.40 >99
99.03 >99
99.04 >99
крупной
4.50 < 5
2.93 < 5
0.15 < 5
0.53 < 1
0.95 < 1
0.33 < 1
0.84 < 1
0.99 < 1
0.16 < 1
4.18 < 5
4.92 < 5
0.66 < 5
4.49 < 5
4.97 < 5
0.50 < 5
0.39 < 1
0.92 < 1
0.34 < 1
0.79 < 1
0.99 < 1
0.52 < 1
3.52 < 5
4.91 < 5
2.19 < 5
3.99 < 5
4.84 < 5
2.46 < 5
0.70 < 1
0.85 < 1
0.97 < 1
0.60 < 1
0.97 < 1
0.96 < 1
Приложение Б. Статистические характеристики композиционного
закона распределения вершин зерен
Приведены статистические характеристики теоретического закона
распределения
высоты
выступания
вершин
зерен
и
их
расчет
с
использованием численного метода.
В
качестве
исходного
был
принят
композиционный
закон
распределения высоты выступания yВС (глубины залегания yВВ) вершин зерен
[18, 28], учитывающий равновероятное распределение их центров и
логарифмически-нормальное (или нормальное) распределение размеров.
Определение статистических характеристик, для ранее неизвестного в
прикладной статистике закона распределения высоты выступания вершин
зерен yВС является необходимым при конструировании рабочей поверхности
кругов.
Закон распределения вершин зерен над поверхностью связки для
случая нормального закона распределения размеров зерен [28]:
⎧ 1 ⎡ ⎛ yВС + δ В ⎞
⎛ yВС − δ В ⎞ ⎤
Φ
−
Φ
⎪k
⎢ ⎜
⎟
⎜
⎟⎥ ,
ϕ( yВС ) = ⎨ δ В ⎣ ⎝ σ В ⎠
σ
⎝
⎠⎦
В
⎪
если 0 ≤ yВС ≤ ∆ max ; 0, иначе;
⎩
(Б.1)
для случая логарифмически нормального закона распределения
размеров зерен [18]:
⎧
1
⎪k
ϕ( yВС ) = ⎨ exp (δ В )
⎪
⎩
⎡ ⎛ ln ( yВС ) + δ В ⎞
⎛ ln ( yВС ) − δ В ⎞ ⎤
⎢Φ ⎜
⎟ − Φ⎜
⎟⎥ ,
σ
σ
⎝
⎠
⎝
⎠
В
В
⎣
⎦
если 0 ≤ yВС ≤ ∆ max ; 0, иначе,
(Б.2)
где k - коэффициент, компенсирующий усечение (k > 1, для практических
расчетов k ≅ 1);
yВС - высота вершин зерен;
δВ, σВ - параметры закона распределения;
∆max – максимальная высота выступания вершин зерен.
Аналитически
определить
статистические
характеристики
для
композиционного закона распределения вершин зерен затруднительно, из-за
наличия в плотности распределения φ(yВС) функций Лапласа. Функция
Лапласа
Φ (z)
вычисляется
по
специальным
таблицам
или
аппроксимационным формулам [123]. Поэтому определение статистических
характеристик
выполняли
с
использованием
численных
методов
и
последующим функционально-регрессионным анализом их взаимосвязи с
параметрами композиционного закона распределения δВ, σВ. В подсистеме
статистического
возможность
анализа
(рис. Б.1)
наборов
расчета
распределений
статистических
была
добавлена
характеристик
для
выбранного закона распределения численными методами [8].
Для расчета статистических характеристик композиционного закона
распределения вершин зерен yВС было выбрано интегрирование по формуле
«Прямоугольников». Такой выбор определился при расчете тремя методами
интеграла плотности распределения, значение которого должно быть равным
единице во всем исследуемом диапазоне параметров распределения δВ, σВ.
Исследуемые области параметров δВ, σВ определены из соображений
применимости к шлиф-, микро- и субмикропорошкам и коэффициента εкр во
всем его теоретическом диапазоне 0.1 – 0.9. Для распределения размеров
зерен по нормальному закону исследуемые диапазоны параметров δВ = 0.05 –
0.9 и σВ = 0.01 – 0.8. По логарифмически-нормальному закону - δВ = 1 – 9 и
σВ = 0.1 – 0.55.
Интегрирование
по
формуле
«Прямоугольников»
обеспечивает значение интеграла распределения равным единице в пределах
всей исследуемой области значений δВ и σВ при следующих исходных
параметрах: интервал аргумента (высоты выступания yВС) функции X от 0 до
5
(в
относительных
величинах,
т. е.
характеристических
размерах
зернистости a0), количество интервалов разбиения X при интегрировании
nint = 100. Расчет по формуле «Трапеций» или «Симпсона» обеспечивает
такой результат при больших значениях nint > 1000.
Метки выбора метода
численного
интегрирования
Форма для анализа и визуализации статистических характеристик закона распределения
в подсистеме статистического анализа
Статистические характеристики
распределения вершин зерен
Среднеквадратическое отклонение
Математическое ожидание
σВ
σВ
δВ
δВ
Выбор
исследуемой
статистической
характеристики
распределения
Параметр по оси
X для формы
визуализации
Количество точек
для каждого
параметра
распределения
Коэффициент вариации
Параметры
текущего
распределения
δ в, σ в
Рис. Б.1. Статистические характеристики композиционного закона распределения вершин зерен
σВ
δВ
Расчеты выполнялись для следующих статистических характеристик
закона распределения yВС: среднее значение E{yВС}, среднеквадратическое
отклонение σ{yВС}, коэффициенты вариации kV{yВС}, асимметрии kS{yВС} и
эксцесса kЕ{yВС}.
На
основе
проведенных
расчетов
выполнено
табулирование
статистических характеристик (табл. Б.2 – Б.9) для композиционного закона
распределения высоты выступания вершин зерен yВC. Уравнения регрессии
для основных статистических характеристик E{yВС}, s{yВC} = f(δВ, σВ) имеют
следующий вид:
- для распределения размеров зерен по нормальному закону
( cδ2В +d δВ +e) +
E { yВС a0 } , s { yВС a0 } = ( a δ В + b ) σ В
( n δВ + k ) ,
(Б.3)
- для распределения размеров зерен по логарифмически-нормальному
закону
(
)
E { yВС a0 } , s { yВС a0 } = exp ⎡( a δ В + b ) σ 2В + c δ 2В + d δ В +e σ В + n ⎤ , (Б.4)
⎣
⎦
где a, …, k – коэффициенты уравнений регрессии (табл. Б.1).
Таблица Б.1.
Коэффициенты уравнений регрессии (Б.3), (Б.4)
Уравнение
Коэффициенты уравнения регрессии
зависимости
a
b
c
d
e
n
k
для распределения размеров зерен по нормальному закону
E{yВС} = f (δВ, σВ) -0.37422 0.810029 -0.53601 1.410181 0.96719 0.512629 -0.01254
s{yВС} = f (δВ, σВ)
-0.19661 0.605113 -0.51913 0.928682 0.975139 0.291997 -0.00747
для распределения размеров зерен по логарифмически-нормальному закону
E{yВС} = f (δВ, σВ) -0.03646 0.008306 0.187403 0.321739 0.915629 -2.87654
s{yВС} = f (δВ, σВ)
-0.07447 0.011318 0.132688 0.70671 0.920643 -3.72047
-
Полученные
относительную
аппроксимации
зависимости
ошибку
является
(Б.3),
аппроксимации
допустимой
(Б.4)
обеспечивают
среднюю
∆rel_mean < 2 %.
Такая
для
статистических
расчета
ошибка
характеристик распределения вершин зерен на рабочей поверхности алмазноабразивных инструментов.
Таблица Б.2
Математическое ожидание распределения высоты выступания вершин зерен
относительно уровня поверхности связки (при нормальном законе
распределения размеров зерен)
Параметр
δВ
Параметр σВ
0.01
0.05
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.05
0.0263 0.0466 0.0833 0.1610 0.2410 0.3200 0.4000 0.4790 0.5590 0.6390
0.10
0.0507 0.0626 0.0926 0.1660 0.2440 0.3230 0.4020 0.4810 0.5600 0.6400
0.20
0.1000 0.1060 0.1250 0.1850 0.2570 0.3320 0.4100 0.4880 0.5660 0.6450
0.30
0.1500 0.1540 0.1670 0.2140 0.2770 0.3480 0.4230 0.4980 0.5750 0.6530
0.40
0.2000 0.2030 0.2130 0.2490 0.3050 0.3700 0.4400 0.5130 0.5880 0.6650
0.50
0.2500 0.2530 0.2600 0.2900 0.3370 0.3960 0.4620 0.5320 0.6050 0.6790
0.60
0.3000 0.3020 0.3080 0.3330 0.3740 0.4270 0.4880 0.5550 0.6250 0.6970
0.70
0.3500 0.3520 0.3570 0.3790 0.4140 0.4620 0.5180 0.5810 0.6470 0.7170
0.80
0.4000 0.4020 0.4060 0.4250 0.4560 0.4990 0.5510 0.6090 0.6730 0.7400
0.90
0.4500 0.4510 0.4560 0.4720 0.5000 0.5380 0.5860 0.6410 0.7010 0.7650
Таблица Б.3
Среднеквадратическое отклонение закона распределения высоты выступания
вершин зерен от уровня поверхности связки (при нормальном законе
распределения размеров зерен)
Параметр
δВ
Параметр σВ
0.01
0.05
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.05
0.0149 0.0341 0.0624 0.1220 0.1820 0.2420 0.3020 0.3620 0.4220 0.4830
0.10
0.0291 0.0437 0.0689 0.1250 0.1840 0.2440 0.3030 0.3630 0.4230 0.4830
0.20
0.0579 0.0672 0.0880 0.1380 0.1930 0.2510 0.3090 0.3680 0.4280 0.4870
0.30
0.0867 0.0933 0.1100 0.1560 0.2070 0.2620 0.3190 0.3760 0.4350 0.4930
0.40
0.1160 0.1210 0.1350 0.1760 0.2250 0.2770 0.3310 0.3870 0.4440 0.5020
0.50
0.1440 0.1490 0.1600 0.1980 0.2440 0.2940 0.3460 0.4000 0.4550 0.5120
0.60
0.1730 0.1770 0.1870 0.2210 0.2650 0.3120 0.3620 0.4150 0.4690 0.5240
0.70
0.2020 0.2050 0.2140 0.2450 0.2860 0.3320 0.3810 0.4320 0.4840 0.5380
0.80
0.2310 0.2340 0.2410 0.2700 0.3090 0.3530 0.4000 0.4490 0.5010 0.5530
0.90
0.2600 0.2620 0.2690 0.2950 0.3320 0.3740 0.4200 0.4680 0.5180 0.5700
Таблица Б.4
Коэффициент асимметрии закона распределения высоты выступания вершин
зерен от уровня поверхности связки (при нормальном законе распределения
размеров зерен)
Параметр
δВ
Параметр σВ
0.01
0.05
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.05
0.5530 1.0200 1.0100 1.0000 0.9980 0.9970 0.9960 0.9960 0.9960 0.9960
0.10
0.1370 0.7980 0.9690 0.9960 0.9970 0.9960 0.9960 0.9960 0.9960 0.9960
0.20
0.0344 0.4220 0.7710 0.9570 0.9860 0.9930 0.9940 0.9950 0.9950 0.9950
0.30
0.0153 0.2360 0.5660 0.8710 0.9540 0.9790 0.9880 0.9920 0.9930 0.9940
0.40
0.0086 0.1450 0.4130 0.7640 0.9010 0.9540 0.9750 0.9840 0.9890 0.9920
0.50
0.0055 0.0974 0.3050 0.6580 0.8350 0.9160 0.9530 0.9720 0.9810 0.9870
0.60
0.0038 0.0694 0.2310 0.5630 0.7630 0.8690 0.9240 0.9530 0.9690 0.9790
0.70
0.0028 0.0518 0.1800 0.4800 0.6920 0.8160 0.8880 0.9290 0.9530 0.9670
0.80
0.0022 0.0401 0.1430 0.4100 0.6240 0.7620 0.8480 0.9000 0.9330 0.9530
0.90
0.0017 0.0319 0.1160 0.3520 0.5620 0.7090 0.8050 0.8680 0.9090 0.9350
Таблица Б.5
Коэффициент эксцесса закона распределения высоты выступания вершин
зерен от уровня поверхности связки (при нормальном законе распределения
размеров зерен)
Параметр
δВ
Параметр σВ
0.01
0.05
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.05
-0.6120 0.7860 0.8770 0.8740 0.8720 0.8710 0.8700 0.8700 0.8700 0.8700
0.10
-1.1300 0.1800 0.7300 0.8590 0.8690 0.8700 0.8700 0.8700 0.8700 0.8700
0.20
-1.1900 -0.5740 0.1640 0.7170 0.8280 0.8550 0.8630 0.8670 0.8680 0.8690
0.30
-1.2000 -0.8690 -0.2870 0.4480 0.7150 0.8050 0.8390 0.8540 0.8610 0.8640
0.40
-1.2000 -1.0000 -0.5710 0.1600 0.5430 0.7140 0.7900 0.8260 0.8440 0.8540
0.50
-1.2000 -1.0700 -0.7500 -0.0876 0.3490 0.5890 0.7130 0.7790 0.8140 0.8340
0.60
-1.2000 -1.1100 -0.8660 -0.2870 0.1600 0.4460 0.6150 0.7130 0.7700 0.8040
0.70
-1.2000 -1.1300 -0.9440 -0.4460 -0.0108 0.3000 0.5040 0.6330 0.7130 0.7640
0.80
-1.2000 -1.1500 -0.9980 -0.5710 -0.1600 0.1590 0.3870 0.5420 0.6450 0.7130
0.90
-1.2000 -1.1600 -1.0400 -0.6700 -0.2870 0.0297 0.2710 0.4460 0.5680 0.6540
Таблица Б.6
Математическое ожидание распределения высоты выступания вершин зерен
относительно уровня поверхности связки (при логарифмически-нормальном
законе распределения размеров зерен)
Параметр
δВ
Параметр σВ
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.55
1.0
0.1480 0.1450 0.1480 0.1540 0.1620 0.1720 0.1850 0.2010 0.2210 0.2450
2.0
0.3770 0.3870 0.4010 0.4190 0.4430 0.4730 0.5090 0.5540 0.6100 0.6770
3.0
1.0200 1.0500 1.0900 1.1400 1.2000 1.2800 1.3800 1.5100 1.6600 1.8400
4.0
2.7900 2.8600 2.9600 3.0900 3.2700 3.4900 3.7600 4.0900 4.5000 5.0000
5.0
7.5700 7.7600 8.0400 8.4100 8.8800 9.4800 10.2000 11.1000 12.2000 13.6000
6.0
20.600 21.100 21.900 22.900 24.100 25.800 27.800 30.200 33.300 36.900
7.0
55.900 57.400 59.400 62.100 65.600 70.100 75.500 82.200 90.400 100.000
8.0
152.000 156.000 161.000 169.000 178.000 190.000 205.000 221.000 240.000 259.000
Таблица Б.7
Среднеквадратическое отклонение закона распределения высоты выступания
вершин зерен от уровня поверхности связки (при логарифмическинормальном законе распределения размеров зерен)
Параметр
δВ
Параметр σВ
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.55
1.0
0.0776 0.0819 0.0875 0.0945 0.1030 0.1140 0.1270 0.1440 0.1640 0.1890
2.0
0.2190 0.2270 0.2390 0.2560 0.2770 0.3040 0.3380 0.3810 0.4350 0.5020
3.0
0.5970 0.6200 0.6530 0.6970 0.7550 0.8290 0.9220 1.0400 1.1800 1.3700
4.0
1.6200 1.6900 1.7700 1.9000 2.0500 2.2500 2.5100 2.8200 3.2200 3.7100
5.0
4.4100 4.5800 4.8200 5.1500 5.5800 6.1300 6.8100 7.6700 8.7400 10.1000
6.0
12.000 12.500 13.100 14.000 15.200 16.700 18.500 20.900 23.800 27.400
7.0
32.600 33.900 35.700 38.100 41.200 45.300 50.300 56.700 64.600 74.300
8.0
88.700 92.000 96.900 104.000 112.000 123.000 135.000 149.000 162.000 174.000
Таблица Б.8
Коэффициент асимметрии закона распределения высоты выступания вершин
зерен от уровня поверхности связки (при логарифмически-нормальном
законе распределения размеров зерен)
Параметр
δВ
Параметр σВ
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.55
1.0
0.1950 0.3190 0.4670 0.6330 0.8290 1.0600 1.3200 1.6100 1.9300 2.2800
2.0
0.1190 0.2440 0.4140 0.6230 0.8660 1.1400 1.4400 1.7600 2.1100 2.4800
3.0
0.1050 0.2300 0.3990 0.6070 0.8510 1.1200 1.4200 1.7500 2.1000 2.4700
4.0
0.1030 0.2280 0.3970 0.6050 0.8490 1.1200 1.4200 1.7500 2.1000 2.4700
5.0
0.1030 0.2280 0.3970 0.6050 0.8480 1.1200 1.4200 1.7500 2.1000 2.4700
6.0
0.1030 0.2280 0.3970 0.6050 0.8480 1.1200 1.4200 1.7500 2.1000 2.4700
7.0
0.1030 0.2280 0.3970 0.6050 0.8480 1.1200 1.4200 1.7400 2.0800 2.3800
8.0
0.1030 0.2280 0.3970 0.6050 0.8450 1.0900 1.3000 1.4400 1.5000 1.5100
Таблица Б.9
Коэффициент эксцесса закона распределения высоты выступания вершин
зерен от уровня поверхности связки (при логарифмически-нормальном
законе распределения размеров зерен)
Параметр
δВ
Параметр σВ
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.55
9.740
1.0
-1.470 -1.020 -0.562 -0.018
0.694
1.640
2.900
4.580
6.810
2.0
-1.070 -0.845 -0.493
0.034
0.786
1.830
3.230
5.090
7.540 10.700
3.0
-1.050 -0.833 -0.486
0.034
0.778
1.810
3.200
5.060
7.490 10.700
4.0
-1.050 -0.832 -0.485
0.034
0.777
1.810
3.200
5.050
7.490 10.700
5.0
-1.050 -0.831 -0.485
0.034
0.776
1.810
3.200
5.050
7.490 10.700
6.0
-1.050 -0.831 -0.485
0.034
0.776
1.810
3.200
5.050
7.490 10.700
7.0
-1.050 -0.831 -0.485
0.034
0.776
1.810
3.200
5.010
7.120
9.050
8.0
-1.050 -0.831 -0.485
0.033
0.751
1.560
2.180
2.400
2.280
1.960
Приложение В. Краевой эффект расположения зерен навески у
стенок пресс-формы и его роль в формировании рабочей поверхности
круга
Приведены
результаты
исследования
влияния
неравномерности
расположения зерен навески у стенок пресс-формы на формирование
рабочей поверхности алмазно-абразивных кругов.
Несмотря на применение технологических приемов [49], направленных
на обеспечение равномерности распределения зерен в объеме исходной
алмазно-металлической
композиции,
экспериментальные
исследования
характера расположения зерен в абразивном слое позволили выявить их
неравномерность возле границ слоя [55]. Автором этих исследований
выдвинуто предположение, что, неравномерность распределения зерен
образуется при прессовании алмазно-металлической композиции, в процессе
которого зерна неодинаково смещаются в пределах слоя (особенно возле его
границ).
Статистический анализ исследуемых параметров модели абразивного
слоя также выявил подобный эффект неравномерности распределения
центров зерен в абразивном слое возле его краев. Данный краевой эффект
имеет место независимо от влияния технологических факторов процесса
прессования круга на расположение зерен в абразивном слое. Поэтому
проверялось предположение, что такая неравномерность распределения
центров зерен возникает в результате размещения зерен внутри абразивного
слоя с учетом их размеров dX, Y, Z.
Координаты центров зерен xц, yц, zц формируются равновероятно
распределенными в пределах абразивного слоя по осям X, Y, Z с учетом их
размеров dX, Y, Z по следующей зависимости [28]:
xЦ (i) , yЦ (i) , zЦ (i) =
d X, Y, Z (i)
2
d X, Y,
⎛
+ ⎜ X , Y , Z А (max) −
2
⎝
Z (i)
⎞
⎟ ⋅ Rand ( 0, 1) , (В.1)
⎠
где X, Y, ZА(max) - границы абразивного пространства; dX, Y, Z = dX, dY, dZ –
диаметры зерен по осям X, Y, Z, формируемые по заданным взаимно
независимым
законам
распределения;
Rand (0, 1) - функция,
возвращающая равномерно распределенное число, находящееся в
интервале 0 - 1.
Для выявления роли размеров зерен в образовании неравномерности
распределения их центров (в последующем «краевой эффект») выполнен
комплекс модельных исследований. Анализ результатов исследований
(рис. В.1)
позволил определить закономерности проявления краевого
эффекта и его влияния на параметры рабочей поверхности кругов.
Представленная на рис. В.2 условная схема формирования центров зерен
по функции (В.1) раскрывает сущность проявления краевого эффекта. Из
схемы видно, что зерна с различными размерами отличаются областью
определения координат центров по равномерному закону распределения.
Поэтому в случае постоянных размеров зерен краевой эффект не
наблюдается (рис. В.1), т. к. для всех зерен будет одинаковый диапазон
значений
xц,
yц,
zц,
в
котором
определяются
их
координаты
по
равновероятному распределению.
Форма плотности распределения центров зерен в краевой области
абразивного слоя зависят от типа распределения размеров зерен и его
параметров (рис. В.1). Ширина области проявления «краевого эффекта» не
зависит от толщины абразивного слоя S (при условии S / E{dX, Y, Z} > 5), а
однозначно зависит от параметров распределения размеров зерен, а точнее от
широты L{dX, Y, Z}, Lкр.эф. = L{dX, Y, Z} / 2. В свою очередь, как показали
модельные
распределения
исследования
центров
L{d} = {dy}max - {dy}min < 6 s{dX, Y, Z}.
зерен
определенно
является
Тип
композицией
распределений исходного равномерного и размеров (радиусов) зерен.
Полученные
модельным
путем
распределения
центров
зерен
при
равномерном (рис. В.1 б), нормальном (рис. В.1 в) и логарифмическинормальном (рис. В.1 г) распределениях размеров зерен подводят к такому
0,030
0,025
0,020
а)
0,015
0,010
0,005
Относительное количество
Относительное количество
0,030
0,020
0,010
0,005
0,
03
0,
04
0,
05
0,
06
0,
07
0,
08
0,
08
0,
09
0,
10
0,
11
Координата по оси Y
Координата по оси Y
0,030
0,025
0,020
в)
0,015
0,010
0,005
Относительное количество
0,030
0,025
0,020
г)
0,015
0,010
0,005
0,000
0,
03
0,
04
0,
05
0,
06
0,
07
0,
08
0,
08
0,
09
0,
10
0,
11
0,000
Координата по оси Y
0,
03
0,
04
0,
05
0,
06
0,
07
0,
08
0,
08
0,
09
0,
10
0,
11
Относительное количество
б)
0,015
0,000
0,
05
0,
05
0,
06
0,
06
0,
07
0,
08
0,
08
0,
09
0,
09
0,
10
0,000
0,025
Координата по оси Y
Рис. В.1. Влияние распределения размеров зерен в навеске на
расположение центров зерен у границ абразивного слоя:
а) постоянные размеры зерен;
б) распределение размеров зерен по равномерному закону;
в) распределение размеров зерен по нормальному закону;
г) распределение размеров зерен по логарифмически-нормальному
закону
Рис. В.2. Схема формирования распределения центров зерен
выводу. Для случая с равномерным распределением размеров зерен проведен
анализ распределения центров (рис. В.1 б). Статистические расчеты выявили
соответствие модельных данных распределению Симпсона 2 (трапеция) со
следующими параметрами: a = E{xi} = 0.075 (параметр расположения);
l = (xmax - xmin) /2 = 0.04328 (параметр масштаба); b =
6 ⋅ D {xi } − l 2 = 0.02288
(половина горизонтального участка), где D{xi} – дисперсия распределения.
Следствием
«краевого
эффекта»
является
увеличение
плотности
распределения в середине абразивного слоя, т.к. недостающие зерна у границ
слоя равномерно перераспределяются внутри него. Соответственно на
рабочей поверхности круга, получаемого в результате рассечения исходного
слоя поверхностью связки, увеличивается количество зерен. Количество
зерен на исследуемом участке рабочей поверхности зависит от соотношения
толщины слоя к среднему размеру зерен (S / E{dX, Y, Z}). Отклонение
количества зерен, полученных при S / E{dX, Y, Z} ≈ 10, от рассчитанного по
зависимости (В.1) для случая отсутствия краевого эффекта составляет в
пределах до 10 %. Поэтому возникает необходимость учитывать «краевой
эффект» при модельных исследованиях рабочей поверхности круга для
навесок различных зернистостей. Тогда толщина исходного абразивного слоя
должна
задаваться
зернистости.
В
одинаково
таком
случае
кратной
характеристическому
влияние
«краевого
размеру
эффекта»
будет
относительно одинаковым для всех зернистостей, что является необходимым
условием для сравнительного анализа.
Создание экземпляров модели рабочей поверхности, отличающихся
уровнем расположения поверхности связки в пределах абразивного слоя,
позволило проследить эволюцию трансформации плотности распределения
вершин
зерен
в
процессе
шлифования.
Представленные
плотности
распределения вершин зерен (рис. В.3) позволяют визуально оценить
влияние краевого эффекта на распределение вершин зерен в зависимости от
расположения поверхности связки от первоначального уровня, т.е. от
E{yВВ/a0} = 0.171
s{yВВ/a0} = 0.089
0,
45
47
0,
41
76
0,
38
05
0,
34
34
0,
30
63
0,
23
2
0,
26
91
0,
19
49
0,
15
78
0,
12
06
0,
08
35
а)
0,
04
64
0,
00
93
Относительное количество
0,1
0,09
0,08
0,07
0,06
0,05
0,04
0,03
0,02
0,01
0
0,07
0,06
0,05
E{yВВ/a0} = 0.444
s{yВВ/a0} = 0.142
0,04
0,03
б)
0,02
0,01
0,
64
07
0,
58
84
0,
53
61
0,
48
38
0,
43
15
0,
37
92
0,
32
69
0,
27
46
0,
22
23
0,
17
0,
11
77
0,
06
54
0
0,
01
31
Относительное количество
Глубина вершин зерен
0,07
0,06
0,05
E{yВВ/a0} = 0.446
s{yВВ/a0} = 0.144
0,04
0,03
в)
0,02
0,01
22
,3
81
27
,6
47
1
32
,9
13
2
38
,1
79
3
43
,4
45
5
48
,7
11
6
53
,9
77
7
59
,2
43
8
64
,5
09
9
6,
58
26
11
,8
48
7
17
,1
14
9
0
1,
31
65
Относительное количество
Глубина вершин зерен
Глубина вершин зерен
Рис. В.3. Влияние краевого эффекта на плотность закона распределения
глубины залегания вершин зерен (круг зернистости 100/80, a0= 100 мкм)
при расположении поверхности связки от края абразивного слоя на
расстоянии: а) Yc = 0.5a0; б) Yc = a0; в) Yc > 2a0
границы абразивного слоя. Рис. В.3 показывает, что существенное влияние
«краевого эффекта» прослеживается при формировании рабочей поверхности
на
глубине
от
края
абразивного
пространства
меньшей
от
характеристического размера зернистости a0. Такая глубина формирования
(меньше a0) быстро вырабатывается в процессе шлифования, так как
соизмерима с износом круга при его вскрытии перед работой.
В табл. В.1 приведены результаты статистического анализа экземпляров
модели рабочей поверхности, полученных при одинаковых условиях
(зернистость 100/80, концентрация зерен 100 %, площадь исследуемого
участка 100 мм2, коэффициент εкр = 0.5), но отличающихся отношением
S / E{dX, Y, Z}.
Таблица В.1
Влияние краевого эффекта на характеристики рабочей поверхности
Отношение
S / E{dX, Y, Z}
3
5
10
20
50
100
Распределение высоты выступания вершин зерен от
поверхности связки
статистические
параметры распределения
характеристики
E{уВС} / a0
kv{уВС}
δВС
σВС
0.4676
0.0703
0.2393
0.5973
0.4651
0.0686
0.2377
0.5983
0.4619
0.0694
0.2362
0.6016
0.4587
0.0706
0.2350
0.6004
0.4567
0.0788
0.2339
0.6087
0.4601
0.0782
0.2333
0.6123
Количество зерен nр,
(отклонение от
количества при
S / E{dX, Y, Z} = 100)
4097 (+43.3 %)
3374 (+18.0 %)
3066 (+7.2 %)
2941 (+2.9 %)
2899 (+1.4 %)
2859
Значительное влияние отношения S / E{dX, Y, Z} прослеживается для
количества зерен на рабочей поверхности (табл. В.1). Для реального круга
(S / E{dX, Y, Z} > 10) отличие по количеству зерен приблизительно составляет
до 8 %. Поэтому при изучении интегральных характеристик рабочей
поверхности кругов (количество зерен их площади или объемов) необходимо
особенно принимать во внимание роль краевого эффекта.
Приложение Д. Математическое планирование экспериментов при
поиске рациональных параметров формообразования поверхности
связки алмазно-абразивных кругов и режимов обработки
Поиск оптимальных режимов обработки метчиков машинно-ручных и
пластин многогранных производился последовательным планированием
экспериментов
по
критерию
минимума
удельной
себестоимости
с
ограничением по качеству обработки (отсутствие трещин, сколов и
выкрашивание на режущей кромке инструмента [9]). В качестве примера
рассмотрим оптимизацию процесса шлифования многогранных режущих
пластин из ВК8 алмазно-абразивным кругом 12А2-45 150х10х32 АС6 М1 –
01 – 100 % со специальной навеской (100/80 – 50 кар и 63/50 – 8 кар).
Диапазоны и шаг дискретности изменения параметров формообразования
рабочей поверхности алмазно-абразивных кругов и условий обработки
приведены в табл. Д.1.
Таблица Д.1
Диапазоны и шаг дискретности изменения условий обработки
Условия обработки
минимальное максималь- дискретнозначение ное значение
сть
5
7
1
Факторы
Ток управления Iу, А
Относительная продолжительность подачи
импульсного тока, τC/TC
Скорость круга vкр, м·с-1
Стабилизация силы резания Py, Н
Исследования
проводились
в
0.188
0.313
16-1
20
40
30
60
5
10
соответствии
с
планом
полного
факторного эксперимента [144]. В качестве центральной точки плана
выбраны
значения
факторов,
которые
являются
наилучшими
для
шлифования многогранных режущих пластин стандартными кругами.
Результаты оптимизации условий обработки многогранных пластин по
критерию удельного расхода алмазов q и производительности обработки Q
приведены в табл. Д.2.
Таблица Д.2
Номер
испытания
Исходные условия и результаты исследований
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
Выходные результаты
исследования
q,
мг / мм3
0.0064
0.0056
0.0062
0.0058
0.0062
0.0052
0.0058
0.0056
0.0056
0.0046
0.0052
0.0048
0.0054
0.0044
0.0050
0.0046
0.0046
0.0042
0.0044
0.0046
0.0044
0.0041
0.0049
0.0046
Q,
мм3 / с
30.36
32.34
25.52
28.38
25.30
27.50
24.20
28.38
22.00
23.76
17.60
21.34
17.16
18.48
14.08
16.94
21.12
23.54
24.20
21.56
24.64
22.00
28.16
20.24
Значения факторов
Iу, А
τC/TC
vкр, м·с-1
Py, Н
0.313
0.188
0.313
0.188
0.313
0.188
0.313
0.188
0.313
0.188
0.313
0.188
0.313
0.188
0.313
0.188
0.313
0.188
0.250
0.250
0.250
0.250
0.250
0.250
7
7
5
5
7
7
5
5
7
7
5
5
7
7
5
5
6
6
7
5
6
6
6
6
60
60
60
60
40
40
40
40
60
60
60
60
40
40
40
40
50
50
50
50
60
40
50
50
30
30
30
30
30
30
30
30
20
20
20
20
20
20
20
20
25
25
25
25
25
25
30
20
Рациональные области значений исследуемых факторов выявляли на
основе результатов анализа зависимостей выходных показателей процесса
шлифования q, Q от факторов Iу, τC/TC, vкр, Py (рис. Д.1). Область
рациональных значений параметров выбрана такая, которая обеспечивает
минимальный удельный расход алмазов q: Iy = 5 – 7 A, τС / TС = 0.188 - 0.250,
vкр = 20 – 25 м·с-1, Py = 40 – 50 Н. Определяющим для выбора рациональных
значений
параметров
является
минимальное
значение
себестоимости
обработки. Расчет себестоимости обработки для возможных значений
параметров позволил выявить такие рациональные параметры: Iy = 7 A,
τС / TС = 0.188, vкр = 25 м·с-1, Py = 50 Н.