ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
реклама

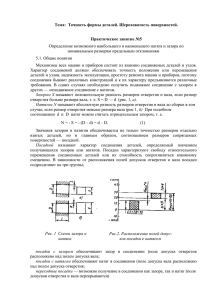
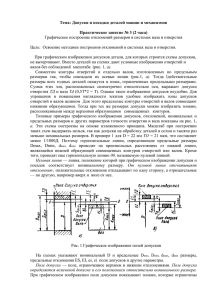
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ КАМЫШИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ (ФИЛИАЛ) ВОЛГОГРАДСКОГО ГОСУДАРСТВЕННОГО ТЕХНИЧЕСКОГО УНИВЕРСИТЕТА КАФЕДРА «ОБЩЕТЕХНИЧЕСКИЕ ДИСЦИПЛИНЫ» Привалов Н. И. ДОПУСКИ И ПОСАДКИ Методические указания к практическому занятию РПК «Политехник» Волгоград 2005 УДК 621. 753 (07) П 75 ДОПУСКИ И ПОСАДКИ: Методические указания к практическому занятию / Сост. Н. И. Привалов; Волгоград. гос. техн. ун-т. – Волгоград, 2005. – 19 с. Разработаны в соответствии с рабочей программой по дисциплине «Метрология, стандартизация, сертификация». Методические указания предназначены для проведения практического занятия по теме «Допуски и посадки». Методические указания рекомендуются для обучения студентов по направлениям: 551200, 551700; и по специальностям: 2802, 1004. Ил. 14. Табл. 2. Библиогр. 3 назв. Рецензент: Малявин Е. А. Печатается по решению редакционно-издательского совета Волгоградского государственного технического университета Составитель: Николай Иванович Привалов ДОПУСКИ И ПОСАДКИ Методические указания к практическому занятию Под редакцией автора Темплан 2005 г., поз. № 84. Подписано в печать 07. 10. 2005 г. Формат 60×84 1/16. Бумага потребительская. Гарнитура ”Times“. Усл. печ. л. 1,19. Усл. авт. л. 1,06. Тираж 100 экз. Заказ Волгоградский государственный технический университет 400131 Волгоград, просп. им. В. И. Ленина, 28. РПК «Политехник» Волгоградского государственного технического университета 400131 Волгоград, ул. Советская, 35. © 2 Волгоградский государственный технический университет, 2005 ВВЕДЕНИЕ В процессе учебной деятельности у студентов возникает множество задач, для решения которых необходимо располагать количественной информацией о том или ином свойстве объектов изучаемого материала (явления процесса, вещества, изделия). Основным способом получения такой информации являются измерения, при правильной организации и выполнении которых получают результат измерения с большей или меньшей точностью, отражающий интересующие свойства объекта. Информация о свойствах и качествах объекта, полученная посредством измерений, называется измерительной информацией. Студенты инженерных специальностей, выполняют практические и лабораторные работы, в основе которых лежат измерения. Измерительная информация является основой для принятия технических решений, оценивания технического уровня продукции. При изучении технических дисциплин каждый студент должен научиться свободно читать, и разбираться в конструкторской и технологической документации, указаниях о точности изготовления детали и характере сопряжения детали. 3 ПРАКТИЧЕСКОЕ ЗАНЯТИЕ Цель занятия: Научиться определять посадки гладких цилиндрических валов, определять величины отклонений зазоров (натягов), допусков. Время проведения: 4 часа ОБЩИЕ СВЕДЕНИЯ При изготовлении любого изделия рабочий всегда пользуется чертежом, на котором обозначены все линейные и угловые размеры этого изделия. Линейный размер – это числовое значение линейной величины (диаметра, длины) в выбранных единицах измерения. По принятой метрической системе линейные размеры на чертежах проставляются в миллиметрах (мм). Линейные размеры делятся на: номинальные действительные и предельные. Размер, полученный конструктором при проектировании машины в результате расчетов (на прочность, жесткость, износостойкость) или с учетом различных конструктивных, технологических и эксплуатационных соображений, называется расчетным. Размеры могут быть как целыми, так и дробными числами. Для уменьшения разнообразия назначаемых конструктором номинальных линейных размеров а, следовательно, уменьшения номенклатуры режущего и измерительного инструмента, типоразмеров изделий и запасных частей к ним и т. п., установлено обязательное применение так называемых нормальных линейных размеров. Это значит, что на чертеже в качестве номинального линейного размера указывается расчетный размер, округленный до ближайшего значения из установленного ряда нормальных линейных размеров. Размер, полученный в результате обработки детали, обязательно будет отличаться от номинального, но ведь значение этого размера становится известно лишь в результате измерения, а оно, в свою очередь, также может осуществляться с различной погрешностью. Поэтому в дальнейшем, имея в виду изготовленную деталь, мы будем говорить о действительном размере – размере, установленном измерением с допустимой погрешностью. Так, после расчета номинального размера устанавливаются два предельных размера – наибольший и наименьший. Это предельно допустимые размеры, между которыми должен находиться или которым может быть равен действительный размер годной детали. 4 а + - вал поле допуска вала нулевая линия номинальный размер наибольший предельный размер номинальный размер вала нижнее предельное отклонение вала верхнее предельное отклонение допуск вала наименьшый предельный размер вала вал нулевая линия б Рис. 1. Графическое изображение размеров, отклонений и поля допуска вала: а – с указанием предельных размеров; б – с указанием поля допуска Поэтому в дополнение к номинальному размеру на чертеже проставляют его предельные отклонения – верхнее и нижнее. Верхнее предельное отклонение – это алгебраическая разность между наибольшим предельным и номинальным размерами. Определение отклонений как алгебраической разности числовых величин означает, что они всегда имеют знак: плюс (+) или минус (-). Разность между наибольшим и наименьшим предельными размерами, или алгебраическая разность между верхним и нижним предельными отклонениями, характеризует точность, с которой должен быть выполнен размер при изготовлении детали, и называется допуском. Допуск в отличие от отклонений знака не имеет. Поэтому вместо полного изображения отверстий и валов с предельными размерами (рис. 1, 2) применяют схематичные – только с указанием предельных отклонений, такие схемы можно вычерчивать в принятом масштабе, они получаются более наглядными, простыми и компактными. 5 поле допуска отверстия отверстие нулевая линия отв. + - нулевая линия номинальный размер верхнее предельное отклонение отверстия номинальный размер отверстия нижнее предельное отклонение отверстия наибольший предельный размер отверстия наименьший предельный размер отверстия допуск отверстия Построение схемы начинается с проведения нулевой линии – горизонтальной линии, соответствующей номинальному размеру, от которой откладываются предельные отклонения размеров (вверх – со знаком плюс и вниз – со знаком минус). а б Рис. 2. Графическое изображение размеров, отклонений и поля допуска отверстия: а – с указанием предельных размеров; б – с указанием поля допуска Зона, заключенная между двумя линиями, соответствующими верхнему и нижнему предельным отклонениям, называется полем допуска (на схемах заштрихованные прямоугольники со словами вал или отв.) Поле допуска отличается от допуска тем, что оно определяет не только величину, но и его положение относительно номинального размера. Поле допуска по отношению к нулевой линии может располагаться по-разному: асимметричное двустороннее расположение (рис. 3 а); асимметричное одностороннее расположение с нижним отклонением, равным нулю (рис. 3 б); асимметричное одностороннее с верхним отклонением, равным нулю (рис. 3 в); симметричное двухстороннее (рис. 3. г); 6 асимметричное одностороннее с плюсовыми отклонениями (рис. 3 д); асимметричное одностороннее с минусовыми отклонениями (рис. 3 е). нулевая линия номинальный размер + - а) б) в) г) д) е) Рис. 3. Варианты расположения поля допуска относительно нулевой линии Перед величиной предельного отклонения указывается знак плюс или минус, если же одно из отклонений не проставлено, то это означает, что оно равно нулю. Пример. Номинальный размер 10 мм с различными предельными отклонениями в порядке вариантов расположения поля допуска на рис. 3 на чертеже будет обозначаться так: а) 1000,,12 ; б) 100,1 ; в) 10 0,1 ; г) 10 0,2; д) 1000,,42 ; е) 1000,,13 . Для удобства и упрощения оперирования данными чертежа все многообразие конкретных элементов деталей принято сводить к двум элементам. Наружные (охватываемые) элементы мы в дальнейшем будем называть отверстием, а внутренние (охватывающие) – валом. +0,02 наименьший зазор S min 50 0,03 0,08 0 номинанальный размер отв. 0 -0,03 вал наибольший зазор S max -0,06 Рис. 4. Графическое изображение посадки с зазором Сопряжения, образуемые в результате соединения отверстий и валов с одинаковыми номинальными размерами называют посадкой. Посадки могут образоваться как в системе отверстия, так и в системе вала. Посадки бывают с зазором (рис. 4), натягом (рис. 5) и переходные (рис. 6). Различают наибольший и наименьший зазоры и соответственно наибольший и наименьший натяги. 7 +0,02 0,01 0,05 +0,05 вал +0,03 отв. номинальный размер 0 50 0 наибольший натяг N max наименьший натяг N min 0,01 Рис. 5. Графическое изображение посадки с натягом +0,03 0,03 +0,02 отв. вал +0,01 50 0 наибольший зазор S max наибольший натяг N max Рис. 6. Графическое изображение переходной посадки Условные обозначения допусков обозначаются латинскими буквами. D и др. параметры отверстия обозначаются заглавными буквами, d и др. параметры вала обозначаются строчными буквами. Действительные размеры Dе и dе – это размеры детали, полученный при измерении ее с погрешностью, допускаемой нормативными документами. Номинальные размеры Dn и dn – это размеры детали, которые проставляются на чертежах. Предельные размеры имеют два значения max и min (Dmax, Dmin – для отверстия, dmax, d min – для вала). Интервалы размеров, в которых должны находиться размеры годных деталей называются допуском. ТD = Dmax - Dmin – допуск отверстия. Тd = dmax - d min – допуск вала. На чертежах указывают номинальный размер детали и предельные отклонения допусков 10000,,01 02 ). Знаки допусков бывают как (+), так и (-). Допуски принимаются в микронах (тысячная миллиметра). Верхнее отклонение допуска для отверстия обозначается ES, нижнее отклонение допуска обозначается EI, соответственно верхнее отклонение допуска для вала обозначается es и нижнее отклонение ei. 8 Отсюда: Dmax Dn ES , Dmin Dn EI , d max d n es , dmin dn ei . Допуск отверстия ТD = ES – EI. Допуск вала Тd = es – ei. Допуск посадки определяется по формуле: T TD Td . Посадка характеризует вид соединения детали (рис. 7, 8, 9). Зазор – это положительная разность между размерами диаметров отверстия и вала, обозначается S. Натяг это положительная разность между размерами диаметров вала и отверстия, обозначается N. Посадка с зазором Рис. 7. Посадка с зазором Т = ТD + Тd = ES – EI + es – ei. Максимальный зазор: Smax = Dmax – dmin = ES – ei. Минимальный зазор: Smin = Dmin – dmax = EI – es. Тогда допуск посадки с зазором: ТS = ES – ei – (EI – ei) = Smax - Smin. Проверка вычисления: ТS = ТD + Тd = Smax - Smin. Посадка с натягом Nmax = es – EI – максимальный натяг. 9 ei es нулевая линия ES EI = 0 Dn = d n + - d max d min Td D min D max TD TD Td Nmin = ei – ES – минимальный натяг. ТN = Nmax - Nmin = TD + Td – допуск посадки с натягом EI N max N min TD ES 0+ - ei es Td Рис. 8. Посадка с натягом Стандартом установлены две системы посадок – система отверстия и система вала. Название системы соответствует названию детали, основные предельные отклонения которой не изменяются. Таким образом, различные посадки получаются соединением различных d валов с основным отверстием. Принято, что у основного отверстия нижнее предельное отклонение EI = 0. Nmax TD ei S max es ES Td EI 0+ - Рис. 9. Переходные посадки Smax = ES – es, Nmax = es – EI, ТN(S) = TD + Td = Smax + N max. Система отверстия Система отверстия является предпочтительной, т. к. при изготовлении различных деталей изготовить отверстие дороже, чем изготовление вала. Поэтому в системе отверстия размер отверстия не изменяется, а изменяются диаметры валов. Основное отклонение в системе отверстия обозначается буквой H. Поля допуска для вала обозначаются строчными буквами латинского алфавита (a, b, c, cd, d, e, ef, f fg, g, h, js, j, k, m, n, p, r, s, t, u, v, x, y, z, za, zb, zc). Отсюда поле 10 допуска будет обозначаться следующим образом. z H k js m n p r .. . h 0 + - EI = 0 c b .. . a посадки с зазором переходные посадки посадки с натягом Рис. 10. Сочетание поля допуска отверстия с полем допуска вала Сочетание поля H и a, b, c, cd, d, c, ef, f, fg, g, h в системе образуют посадки с зазором (рис. 10); H и j, js, k, mn – образуют переходные посадки; H и p, r, s, t, u, v, x, y, z, za, zb, zc – образуют посадки с натягом; поле допусков p, r, s, t, u – только для точных отверстий; для неточных – переходные посадки. Система вала Система вала зеркальное отображение системы отверстия (рис. 11). В системе вала – размер вала не изменяется, его основное отклонение обозначается h. У него es = 0. Систему вала применяют в тех случаях, когда на вал одного диаметра необходимо осуществить несколько различных посадок. Посадки в системе отверстия и в системе вала обозначаются следующим образом: H7 10 – посадка в системе отверстия с зазором; e8 H6 10 – посадка в системе отверстия с натягом; p6 p6 – посадка в системе вала с натягом; h6 H7 7 – посадка в системе отверстия с зазором; h6 10 11 H7 – посадка в системе отверстия с натягом; z6 G7 10 – внесистемная посадка используется редко. f7 Наличие Н или h – системная посадка. Н – система отверстия; h – система вала. 7 A B C 0 + - .. . H JS es = 0 K M N P R h .. посадки с зазором переходные посадки . Z посадки с натягом Рис. 11. Сочетание поле допуска вала с полем допуска отверстия Ряды квалитетов (точности) Квалитеты – это ряды точности и являются совокупностью допусков соответствующих одинаковой степени точности для всех номинальных размеров. В ЕСТД принято, что величина допуска (интервал) в каждом квалитете определяется: IT = a i, а – число единиц допуска зависит от номера квалитета; i – единица допуска зависит от размера. . Каждый квалитет характеризуется определенным числом единиц допуска. С возрастанием номера квалитета допуск увеличивается, то есть точность изготовления детали убывает. Для посадок предусмотрены квалитеты с 5 по 12. Допуски в каждом квалитете обозначаются латинскими буквами IT с добавлением номера квалитета (IT10 – допуск по 10 квалитету). Квалитет может иметь несколько полей допусков для одного и того же номинального размера в зависимости от вида сопряжения. Поле допуска определяет величину допуска и его положение относительно номинального размера, а взаимное расположение полей 12 допусков характеризует тип посадки и величины зазоров или натягов. Допуск дается в микрометрах 1 мм = 1000 мкм. Указание квалитета, по сути, есть указание на способ обработки поверхности детали. Так валы 5 квалитета и отверстия 6, 7 квалитетов получаются шлифованием. Валы 6, 7 квалитетов и отверстия 7, 8 квалитетов образуются тонким точением. Валы 8, 10 квалитета и отверстия 9 квалитета получаются тонким строганием. В машиностроении для изготовления ответственных деталей сопряжение применяют 6, 7 квалитетов, для средних сопряжений 8-10 квалитеты, для грубых сопряжений 11, 12 квалитеты. При изготовлении деталей диаметром с номинальным размером в пределах от 1 до 500 мм установлено 13 интервалов размеров (3-6 мм, 6-10 мм, 10-18 мм, 18-30 мм…400-500 мм). Допуски в пределах интервала могут быть одинаковыми. В ЕСТД принято 19 квалитетов точности изготовление деталей: более точные точные менее точные грубые 01, 0, 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17. В машиностроении используется точность, начиняя с 5-го и грубее. ПРАВИЛА ПОЛЬЗОВАНИЯ ШИФРОМ ЗАДАНИЯ Задание выполняется согласно цифрового шифра. Числовые данные всех заданий инженерно-графической работы сводятся в таблицу, принцип построения которой следующий (см. табл. 1). Все числовые данные задач разбиваются на три группы. В шифре каждого варианта имеется три цифры. По первой цифре выбираются числовые значения величин I группы (номинальный диаметр), по второй цифре – значения величин II группы (шифры отверстия) и по третьей цифре – значения величин III группы (шифры вала) таблицы. В шифре 1-я цифра является порядковым номером по списку. 2-я последняя цифра зачетной книжки. 3-я выдается преподавателем числовые значения величин I, II, III групп принимаются из табл. 2. Таблица 1 Последовательность выбора исходных данных к расчету Цифра шифра 0 1 2 3 4 и т. д. I группа Величины I группы 0–I II группа Величины II группы III группа Величины III группы 0 – III 2 – II 3–I 3 – III 4 – II 13 Таблица 2 Исходные данные к заданию I Цифра шифра 0 1 2 3 4 5 6 7 8 9 I группа d, мм 10 18 30 24 40 56 65 80 100 125 II группа Шифр отверстий Н7, F8, M8 Н7, D8, N8 Н7, G8, Js7 Н8, F7, Js8 Н8, E10, Js6 Н9, G6, N7 Н6, D7, K8 Н6, D9, M7 Н9, F6, K7 Н8, G7, Js6 III группа Шифр валов h6, r7, f8 h8, f9, h9 h7, k7, x8 h6, d11, p7 h9, d7, m6 h8, g7, h6 h7, d9, u8 h9, g6, js7 h6, c7, c8 h7, f8, m7 Например: дан шифр 023. По первой цифре выбираются числовые данные на пересечении строки 0 с колонкой I группы, т. е. из клетки 0 – I. По второй цифре 2 значения величин выбираются из пересечения строки 2 с колонкой II группы, т. е. из клетки 2 – II. Аналогично по цифре 3 выбираются данные из пересечения строки 3 с колонкой III, т. е. из клетки 3 – III. В совокупности все эти значения величин из трех клеток образуют заданные, соответствующие шифру 023. Или: дан шифр 340. Значения величин выбираются последовательно из клеток 3 – I, 4 – II и 0 – III. Исходными данными для выполнения задания являются: номинальный диаметр сопряжения, мм; три шифра отверстия; три шифра вала. ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ РАБОТЫ 1. Из шифров отверстий и валов скомбинировать все возможные сочетания отверстий и валов, записать шифры получившихся посадок. 2. Исключить посадки, не имеющие практического значения или недопустимые стандартом. В учебных целях принято, что посадки, в которых разница в квалитетах точности вала и отверстия более двух квалитетов, не имеют H7 E11 практического значения. Так, например, из ряда посадок , , h7 f9 E11 G6 G6 G6 , посадки и следует по этому признаку исключить, h7 d9 k 8 d9 14 H7 G6 и оставить. Нужно иметь в виду, что стандартом f9 k8 H разрешены посадки вида в любом квалитете точности. h 3. Найти предельные отклонения для отверстий и валов на каждой посадки, [(3)]. Написать шифры посадок, включив в них кроме буквенных числовые значения предельных отклонений. 4. Написать шифры отверстий и валов отдельно друг от друга. Шифр пишется один раз, без повторений. 5. Выбрать, любые две посадки, отличающиеся друг от друга характером сопряжения (например, одну с зазорами, другую с натягами), и построить для них в произвольном масштабе схему полей допусков, показав стрелками с буквенными обозначениями величины допусков, зазоров или натягов, а также предельных отклонений. 6. Пользуясь схемой полей допусков, самостоятельно составить формулы для вычисления допуска отверстия TD и допуска вала Td и подсчитать численные значения. 7. Аналогичным способом составить формулы для вычисления зазоров или натягов и подсчитать их численные значения. 8. Проверить правильность проделанных вычислений, подсчитав двумя независимыми способами допуск посадки TS или TN, TS(N) = TD + Td; TS = Smax – Smin; TN = Nmax – Nmin; Ts(N) = Smax + Nmax. 9. Определить классы шероховатости для отверстий и валов из обеих посадок, предварительно подсчитав высоту неровностей RZ по формулам: 1 1 R ZD TD ; R z d TD . 6 6 10. Начертить эскизы валов и отверстий из этих же посадок с простановкой размеров и шероховатости поверхности. посадки ПРИМЕР ВЫПОЛНЕНИЯ ЗАДАНИЯ Шифр варианта: 000. Исходные данные по этому варианту (табл. 2): 1) номинальный диаметр сопряжения dн = 10 мм; 2) шифры отверстий: Н7, F8, М8; 3) шифры валов h6, r7, f8. Решение 1. Из шифров отверстий и валов комбинируются возможные сочетания: 15 10 10 F8 ; r7 H7 ; h6 10 10 F8 ; f8 H7 ; r7 10 10 M8 ; h6 H7 ; f8 10 10 M8 ; r7 F8 ; h6 10 M8 . f8 F8 h6 (квалитеты точности отверстия и вала различаются более чем на два квалитета). 3. Находятся предельные отклонения [(3)], посадки выписываются в расшифрованном виде: F 8 0,049 H7 0,015 H7 0,015 0,013 10 ; ; ; 10 10 f 8 0,01 r 7 0,034 r 7 0,034 0,035 0,019 0,019 2. Из этого количества посадок исключается посадка 10 F 8 0,049 0,013 10 ; 0,013 r 8 0,035 4. M 8 0,001 0,021 ; 10 h6 0,009 M 8 0,013 H7 0,015 0,021 . 10 ; 10 0,013 f 8 h6 0,035 0,009 Шифры отверстий и валов пишутся отдельно друг от друга. Отверстия: Валы: 10r 7 0,034 ; 10H7 0,015 ; 0,019 10F8 0,049 ; 0,013 10r8 0,013 ; 0,035 10h6 0,009 . 10M8 0,001 . 0,021 5. 10 M 8 0,001 0,021 ; 10 r 7 0,034 0,019 Выбираются любые две посадки (например, 10 M8 ) и для них строятся схемы полей допусков (рис. 12, 13): r7 16 F8 r7 и F 8 0,049 M 8 0,001 0,013 0,021 . 10 ; 10 r 7 0,034 r 7 0,034 0,019 0,019 +0,034 d Td Nmax TD D Smax +0,049 +0,019 +0,013 0 0 Рис. 12. Переходная посадка d Td +0,034 -0,001 Nmin Nmax +0,019 0 D TD 0 --0,021 Рис. 13. Посадка с натягом Составляются формулы выражающие допуски отверстий и валов из обеих посадок через верхние и нижние предельные отклонения: TD = ES – EJ; td = es – ei. Подсчитываются численные значения допусков для каждой посадки: TD = 0,049 – 0,013 = 0,036 мм; TD = 0,001 – (- 0,021) = 0,022 мм; Td = 0,034 – 0,019 = 0,015 мм; Td = 0,034 – 0,019 = 0,015 мм. 17 6. Составляются формулы для вычисления зазоров или натягов для каждой посадки: Smax = ES – ei; Nmax = es – EJ; Nmax = es – EJ; Nmin = ei – ES. Подсчитываются численные значения зазоров и натягов: Smax = 0,049 – 0,019 = 0,030 мм; Smin = 0,034 – (- 0,021) = 0,055 мм; Nmax = 0,034 – 0,013 = 0,021 мм; Nmin = 0,019 – 0,001 = 0,018 мм. 7. Правильность подсчитанных зазоров и натягов проверяется по допуску посадки: Ts(N) = Smax + Nmax; TN = Nmax + Nmin; Ts(N) = TD + Td; TX = TD + Td; Ts(N) = 0,030 + 0,021 = 0,051 мм; TN = 0,055 – 0,018 = 0,037 мм; Ts(N) = 0,036 + 0,015 = 0,051 мм; TN = 0,022 + 0,015 = 0,037 мм. Одинаковость допусков, подсчитанных двумя независимыми способами, подтверждает правильность определения зазоров и натягов. 8. Подсчитывается высота неровностей RzD для деталей из обеих посадок (допуски в мкм): 1 1 1 1 R zD TD 36 6,0 мкм ; R zD TD 22 3,7 мкм ; 6 6 6 6 1 1 1 1 R zd Td 15 2,5 мкм ; R zd Td 15 2,6 мкм . 6 6 6 6 По величине Rz определяется класс шероховатости для каждой детали: Отв. 10F9 кл. 7; Отв. 10М8 кл. 7; Вал 10r7 кл. 8; Вал 10r7 кл. 8. 9. Начертить эскизы валов и отверстия на каждой посадке (рис. 14). 10F8(-0,049 -0,013 10M8(+0,001 -0,021 ) ) 1,08 1,25 0,63 10r7 (+0,034 +0,019 ) 0,63 10r7 (+0,034 +0,019 ) Рис. 14. Схемы отверстий и валов по выбранным посадкам 18 КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Что такое линейный размер? 2. Какие бывают линейные размеры? 3. Что означает (предельный размер детали)? 4. Что такое посадка? 5. Что такое зазор и каковы условия его образования? 6. Что такое натяг и каковы условия его образования? 7. Какие группы посадок существуют? 8. Как образуются посадки в системе отверстия? 9. Как образуются посадки в системе вала? 10. Какая из систем посадок является предпочтительней и почему? 11. Как по взаимному расположению полей допусков отверстия и вала при графическом изображении посадки определить характер соединения? ИСПОЛЬЗУЕМАЯ ЛИТЕРАТУРА 1. Ганевский Г. М. и др. Допуски, посадки и технические измерения в машиностроении. – М.: Высшая школа, 1993. – 286 с. 2. Мягков В. Д. Допуски и посадки. – М.: Машиностроение 1978. – 256 с. 3. Анурьев В. И. Справочник конструктора-машиностроителя Т.1. – М.: Машиностроение 1982. – 736 с. 19