Министерство образования Нижегородской области Государственное бюджетное профессиональное образовательное учреждение
реклама

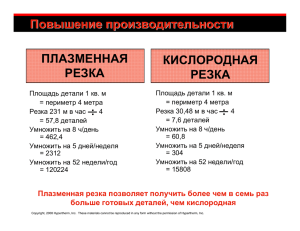
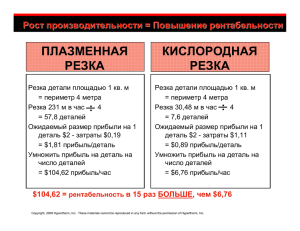
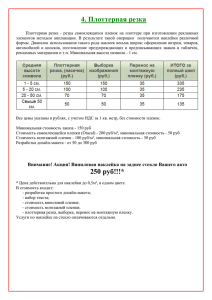
Министерство образования Нижегородской области Государственное бюджетное профессиональное образовательное учреждение «Павловский автомеханический техникум им. И.И. Лепсе» Исследовательская работа «Применение лазерной резки в машиностроении, как метод современной обработки металлов» Выполнил работу: Студент 2 курса, гр. 114-1 Специальность 15.02.08. «Технология машиностроения» Мартемьянов Егор Александрович Руководитель: Устимова Наталья Геннадьевна г. Павлово, 2015г. Актуальность данной темы представлена, как перспективный метод развития лазерных технологий обработки материалов и изделий (резка, обработка различных деталей сложной конфигурации, лазерная гравировка, лазерная маркировка). Метод исследований: анализ и сбор информации, выявление достоинств и недостатков методов обработки, сравнение среза при разных способах обработки. Цель работы: исследование современной и прогрессивной технологии обработки металлов лазерной резкой. Задачи: 1. Провести аналитический обзор технологии и других методов лазерной обработки материалов. 2. Познакомиться с компьютерной программой для разработки твердотельной модели детали и получить готовый образец. 3. Провести сравнительный анализ и выявить достоинства и недостатки каждого способа в отдельности лазерной обработки с другими методами обработки. Передовая технология лазерная резка. Лазерная резка – это современный способ раскроя различных материалов, не требует высоких денежных затрат, дает возможность получить узкий рез в обрабатываемом материале, вести обработку материала практически по любому сложному контуру и автоматизировать процесс резки при достаточно высокой точности и производительности. Лазерная маркировка Лазерная маркировка металлоизделий – это самый популярный и универсальный способ промышленной маркировки. Номенклатура материалов маркируемых лазером, очень велика: металлы и сплавы, керамика, пластик, стекло, дерево и т.д. Лазерная маркировка не влияет на свойства маркируемой продукции и осуществляется качественно, точно и быстро. Лазерная гравировка Гравировка представляет собой нанесение рисунка, надписи, узора или чертежа на поверхность металла, дерева, камня, стекла и т. д. Благодаря высокой точности работы, рисунок получается очень точным и филигранным - с помощью лазера, возможно, наносить изображения, состоящие даже из тончайших линий, без опасения как-либо испортить рисунок. Основные причины выбора лазерной резки 1) Отсутствие механического воздействия на обрабатываемый материал 2) Сфокусированное лазерное излучение регулируемой мощности 3)Точность позиционирования лазерной головки 0,08 мм 4) Раскрой любой степени сложности производится с высочайшей точностью (компьютерное управление лазерной головкой) 5) Лазерный луч имеет диаметр около 0,25мм, что позволяет создать отверстие диаметром от 0,5 мм. Основные причины выбора лазерной резки 6) Большая мощность, обеспечивает высокую производительность процесса 7) Возможность получать качественный срез, без дополнительной обработки 8) Изготовление изделий любой сложности, в любом количестве и из любого материала 9) Раскрой материала осуществляется в программе на компьютерной установки 10) Отсутствие шума и средств защиты при выполнении работ. Разработка и получение твердотельной модели. Лазерные станки работают с программами Kompas, ArtCut, CorellDraw, PhotoShop, AutoCAD, поддерживают графические форматы PLT, DXF, BMP, JPG, GIF, PGN, TIF. Исследование проводилось на лазерном комплексе YAG 500. В качестве материала образцов была применена сталь Ст3пс, толщиной 2мм. Методика включает разработку чертежа в управляющей программе, которая передается на лазерную установку для точной настройки на необходимый размер. Чертежи получаемых деталей приведены на рисунках. Применение лазерной резки в нашем городе ОАО «ГИДРОАГРЕГАТ» -является одним из ведущих крупных серийных предприятий в авиа-космической промышленности России и СНГ. Предприятие ОАО «Гидроагрегат», использует лазерную резку для различных видов стали, толщина обрабатываемого материала составляет от 1,5 - 3,5 мм Применение лазерной резки в нашем городе ОАО «ВОСXОД» - одно из ведущих в авиационной промышленности предприятий России, проектирует и изготавливает электрогидравлические приводы и агрегаты для систем автоматического управления летательными аппаратами. На своем производстве используют лазерную резку для различных материалов, толщина обрабатываемого материала от 0,5 - 3,5 мм Применение лазерной резки на предприятиях нашего города ОАО «ПАЗ» - это Павловский автобусный завод, является основным производителем малых автобусов в России. Ежегодно с конвейера предприятия сходит более десяти тысяч единиц техники. Предприятие ОАО «ПАЗ», тоже использует лазерную резку для конструкционных сталей, толщина обрабатываемого материала составляет от 0,5 - 4 мм Применение лазерной резки в нашем городе ООО НПФ «Реабилитационные Технологии» - это Научно-производственная фирма занимается разработкой, производством и реализацией современного оборудования для медицинской реабилитации. Предприятие использует лазерную резку главным образом для сталей, в том числе нержавеющей, а еще алюминия и пластмассы, толщина обрабатываемого материала составляет от 0,3 – 15мм Сравнение методов резки Гидроабразивная резка Плазменная резка Лазерная резка Сравнение лазерной резки с плазменной и гидроабразивной резкой Фундаментальные факторы: Лазерная резка Плазменная резка Гидроабразивная резка Метод передачи энергии световое излучение газ вода Источник энергии лазерный резонатор источник тока насос высокого давления Путь передачи энергии зеркала, оптоволокно заряженный газ надежные, стальные трубки струя газа повышенного давления струя газа струя воды под высоким давлением Лазерная резка Плазменная резка Гидроабразивная резка резка, сверловка, гравировка, маркировка, сварка, термообработка резка резка, гравировка все металлы все металлы, все пластики, стекло, дерево, резина, кожа, керамика, камень и т. д. материалы и различной температурой плавления могут легко обрабатываться возможна обработка материалов с разной температурой плавления возможна может оказывать не значительное влияние значительное влияние нет средние толщины большие толщины большие толщины (ограничение по оси Z ) полная не высокая высокая Удаление расплава Технологические факторы: Технологические операции все металлы, все пластики, Обрабатываемые материалы стекло, дерево, резина, кожа и т. д. Многослойные материалы Изменение структуры материалов Обрабатываемая толщина Степень автоматизации процесса Лазерная резка Плазменная резка Гидроабразивная резка минимальная (зависит от толщины) средняя маленькая низкая низкая низкая не значительная (при больших толщинах) непараллельная кромка с колебанием конусности не высокая высокая средняя средняя нет не значительный нет не значительное значительное нет Лазерная резка Плазменная резка Гидроабразивная резка Капитальные вложения средние средние высокие Себестоимость деталей низкая низкая высокая Дополн. комплектующие низкая средние высокие Лазерная резка Плазменная резка Гидроабразивная резка нет защитные очки защитные очки, респиратор, наушники Образование токсичных газов и дыма могут образовываться при резки полимеров и некоторых металлов могут образовываться при резки некоторых металлов образуется пыль, повышенная влажность в помещении Удаление дыма и токсичных газов фильтровентиляционная система фильтровентиляционная система Дорогостоящая установка для циркуляции воды очень низкий средний высокий среднее высокое Качество обработки: Ширина прореза Шероховатость кромки Конусность кромки Точность обработки Грат Термическое воздействие Экономические факторы: Безопасность: Индивидуальные средства защиты Шум Загрязнение оборудования в процессе обработки 17 низкое Заключение На основании проделанной работы решены следующие задачи: 1. Проведен аналитический обзор технологий и других методов лазерной обработки материалов. 2. Освоена компьютерная программа для разработки твердотельной модели детали и получен готовый образец. 3. Проведен сравнительный анализ и выявлены достоинства и недостатки каждого способа. Вывод: Можно сказать, что доступность надежного лазерного оборудования будут и в дальнейшем определять широкое практическое применение лазерной техники в различных областях машиностроения. СПАСИБО ЗА ВНИМАНИЕ!