Оборудование для автоматической сборки
реклама

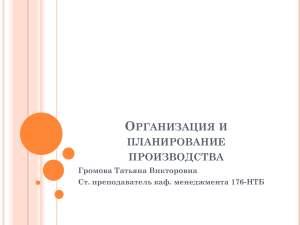
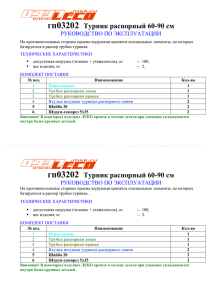
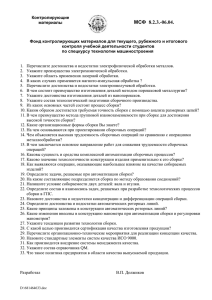
Относительное ориентирование деталей на позиции сборки Относительное ориентирование деталей на позиции сборки _______________________________________________ Классификация способов относительного ориентирования деталей 1. По методу совмещения сопрягаемых поверхностей: 1.1 Относительное скольжение по направляющим элементам деталей (направляющие фаски, центрирующие уступы и расточки и т.п.) 1.2 Центрирование деталей направляющими элементами оснастки и оборудования (ловителями, кулачками, конусами, рычагами и т.п.) 1.3 Создание предварительного наклона сопрягаемых поверхностей деталей (значительный угол относительного перекоса сопрягаемых поверхностей) Относительное ориентирование деталей на позиции сборки _______________________________________________ Классификация способов относительного ориентирования деталей 1. По методу совмещения сопрягаемых поверхностей: 1.4 Применение неуправляемого (по произвольной траектории) поискового перемещения деталей Относительное ориентирование деталей на позиции сборки _______________________________________________ Классификация способов относительного ориентирования деталей 1. По методу совмещения сопрягаемых поверхностей: 1.5 Применение управляемого (по заданной траектории) поискового перемещения деталей Относительное ориентирование деталей на позиции сборки _______________________________________________ Классификация способов относительного ориентирования деталей 1. По методу совмещения сопрягаемых поверхностей: 1.6 Применение направленного совмещения деталей, обеспечиваемого действием электромагнитных и электрических полей, ультразвуковых колебаний, воздушных потоков и др. Относительное ориентирование деталей на позиции сборки _______________________________________________ Классификация способов относительного ориентирования деталей 1. По методу совмещения сопрягаемых поверхностей: 1.7 Применение направленного совмещения деталей с использованием контактных средств контроля и сенсоров 1.8 Применение направленного совмещения деталей с использованием бесконтактных средств контроля и сенсоров 1.9 Применения комбинированных и других методов Относительное ориентирование деталей на позиции сборки _______________________________________________ Классификация способов относительного ориентирования деталей 2. По составу одновременно ориентируемых деталей : 2.1 Ориентирование присоединяемой детали 2.2 Ориентирование базовой детали 2.3 Одновременное ориентирование присоединяемой и базовой детали 2.4 Групповое ориентирование деталей 3. По применяемым средствам ориентации: 3.1 Ориентация сопрягаемых поверхностей деталей с помощью базирующих устройств 3.2 Ориентация сопрягаемых поверхностей деталей с помощью устройств относительной ориентации Относительное ориентирование деталей на позиции сборки _______________________________________________ Классификация способов относительного ориентирования деталей 4. По управлению процессом соединения: 4.1 Ориентация без управления процессом 4.2 Ориентация с управлением процессом 5. По применению контроля положения деталей: 5.1 Ориентация деталей с контролем положения 5.2 Ориентация деталей без контроля положения Оборудование для автоматической сборки Оборудование для автоматической сборки _______________________________________________ Классификация и характеристика средств технологического оснащения Вспомогательное оборудование: - для предварительных работ (распаковывание, расконсервация, разгрузка и т.п.); - для подготовительных работ (доделочная обработка, пригонка, промывка, комплектование); - для вспомогательных, связанных с выполнением сборки (нагрев и охлаждение деталей, контроль, переустановка, съем и т.п.); - для послесборочных работ (балансировка, регулирование, испытание, маркировка, окраска, упаковка и т.п.) операций Оборудование для автоматической сборки _______________________________________________ Классификация сборочного оборудования 1. По составу: 1.1 однопозиционные сборочные станки; 1.2 многопозиционные сборочные станки; 1.3 роботы; 1.4 манипуляторы; 1.5 прочее оборудование 2. По назначению: 2.1 оборудование для выполнения только сборочных операций; 2.2 оборудование для одновременного выполнения сборочных и вспомогательных операций 3. По типу управления: 3.1 оборудование с централизованным управлением; 3.2 оборудование с децентрализованным управлением; 3.3 оборудование с комбинированным управлением Оборудование для автоматической сборки _______________________________________________ Классификация сборочного оборудования 4. По числу позиций: 4.1 однопозиционное оборудование 4.2 многопозиционное оборудование Оборудование для автоматической сборки _______________________________________________ Классификация сборочного оборудования 5. По степени специализации: 5.1 специальное оборудование; 5.2 специализированное оборудование; 5.3 универсальное оборудование 6. По числу одновременно собираемых изделий: 6.1 однопредметное оборудование; 6.2 многопредметное оборудование 7. По степени совмещения сборочных операций: 7.1 оборудование последовательного действия; 7.2 оборудование параллельного действия; 7.3 оборудование последовательно – параллельного действия Оборудование для автоматической сборки _______________________________________________ Классификация сборочного оборудования 8. По степени переналадки: 8.1 переналаживаемые; 8.2 непереналаживаемые 9. По степени механизации и автоматизации: 9.1 ручного действия; 9.2 механизировано – ручное; 9.3 автоматизировано – ручное; 9.4 механизированное; 9.5 автоматизированное; 9.6 автоматические Виды оборудования для автоматической сборки Виды оборудования для автоматической сборки _______________________________________________ 1. Специальные сборочные установки и устройства для выполнения промежуточной узловой сборки в процессе механической обработки Виды оборудования для автоматической сборки _______________________________________________ 2. Однопозиционные сборочные полуавтоматы (несложные изделия) 1 – стол станка; 2 – бункер; 3 - исполнительное устройство; 4- базирующее устройство Виды оборудования для автоматической сборки _______________________________________________ 3. Однопозиционные сборочные автоматы (постоянная и сменяемая программа) 1 – базовая деталь ; 2 – исполнительные устройства; 3 - вибробункеры; 4- магазин; 5 - лоток Преимущества: легко компонуются в автоматизированные и автоматические сборочные линии; коэффициент использования во времени 0,80,9; исключают присутствие рабочего Виды оборудования для автоматической сборки _______________________________________________ 4. Многопозиционные сборочные полуавтоматы 1 – позиция ручной установки базовой детали; 2–5, 8 и 9 – позиции автоматической сборки с бункерной подачей деталей; 6 и 10 – позиции ручной сборки; 7 – позиция автоматического контроля; 11 - позиция автоматической продувки и смазки собранного изделия; 12 – позиция автоматического съема собранного изделия Диаметр стола до1,5…2,0м (встречаются столы с диаметром до 3м). Количество позиций 6-12 (встречаются столы с количеством позиций от 3 до 36) Виды оборудования для автоматической сборки _______________________________________________ 5. Многопозиционные сборочные автоматы 1 – позиция автоматической установки базовой детали; 2–4, 6-9 – позиции автоматической сборки с бункерной подачей деталей; 5 и 11 – позиции автоматического контроля; 10 - позиция автоматической продувки и смазки собранного изделия; 12 – позиция автоматического съема собранного изделия Виды оборудования для автоматической сборки _______________________________________________ Многопозиционные сборочные автоматы (роторные, цепные, многоярусные) непрерывного действия 1, 4, 5 – чаши бункерно-загрузочной системы; 2, 3, 6, 9 – лотки; 7, 10 – приспособления; 8, 12 – верхний и нижний ярусы; 11 – рычаги; 13 - колонна Виды оборудования для автоматической сборки _______________________________________________ 6. Полуавтоматические (автоматизированные) линии Виды оборудования для автоматической сборки _______________________________________________ 7. Автоматические сборочные линии Виды оборудования для автоматической сборки _______________________________________________ Виды оборудования для автоматической сборки _______________________________________________ 8. Сборочные манипуляторы (промышленные роботы, механические руки), снабженных постоянной или сменяемой управляющей программой Сборочные работы могут: устанавливать базовую деталь и снимать готовое изделие; изменять положение собираемого объекта; выполнять вспомогательные и основные переходы сборки, осуществлять соединение с зазором сопрягаемых деталей; производить точечную и контактную сварку, окраску и т.д. Требования, предъявляемые к роботам: - высокая точность позиционирования – 0,01-1мм; - Быстродействие (не менее 0,6 – 0,8 м/с); - грузоподъемность до 60кг; - универсальность и низкая стоимость захвата; - система управления промышленным роботом должна допускать частую и быструю переналадку; - соответствие размеров рабочей зоны, обслуживаемой роботом, размерам собираемых изделий. Виды оборудования для автоматической сборки _______________________________________________ 9. Устройства для групповой сборки мелких и не сложных деталей Спасибо за внимание ,