4.2
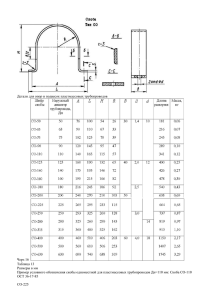
реклама

Учебно-методический комплекс «Атомные электростанции с реакторами размножителями на быстрых нейтронах. Технологии ремонта и технического обслуживания» Техническое обслуживание, испытания и ремонт систем оборудования АЭС с РБН, важных для безопасности авторы - к.т.н.Ташлыков О.Л. , д.т.н. Щеклеин С.Е., асс. Борисова Е.В. г. Екатеринбург 2008г. 4 – лекция 2 СОДЕРЖАНИЕ • Проведение технического обслуживания, испытаний и ремонта • Условия проведения замены оборудования •Эксплуатационный контроль за состоянием металла и сварных соединений оборудования и трубопроводов Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Основной и страховочный корпуса реактора • Контроль основного и страховочного корпусов РБН осуществляется в соответствии с Правилами АЭУ [ ] (п. 7.2.2), который предписывает обязательный контроль швов приварки страховочных корпусов к основному корпусу, а также все сварных швов корпуса реактора и швов приварки к нему других элементов в зоне отсутствия страховочного корпуса с учетом допущения по п. 7.2.31 [ПУБЭ]. • Допускается осуществлять контроль на отдельных участках вышеперечисленных зон оборудования и трубопроводов, указываемых в рабочих программах контроля 1 Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Основной и страховочный корпуса реактора • Так, в реакторе БН-600 торовый компенсатор страховочного кожуха приваривается к крыше основного корпуса односторонним тавровым сварным швом, т. к. конструкция страховочного кожуха не обеспечивает двухсторонний доступ к сварному шву (рис…..). Учитывая труднодоступность сварного шва для проведения полного объема контроля неразрушающими методами, и в соответствии с требованиями конструкторской документации при изготовлении реактора были выполнены следующие виды контроля: Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Основной и страховочный корпуса реактора • послойный визуальный контроль с занесением результатов в документ ОТК; • металлографические исследования; • внешний осмотр; • проверка плотности гелиевым течеискателем; • пневматические испытания. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Основной и страховочный корпуса реактора • Из перечня видов контроля видно, что радиографический контроль сварного шва был заменен на послойный визуальный контроль, т.к. при технической невозможности выполнения радиографического контроля сварных соединений взамен указанного вида контроля допускается проводить послойный визуальный контроль в процессе сварки с фиксацией результатов контроля в специальном журнале с последующим капиллярным или магнитопорошковым контролем выполненного шва в доступных местах (п. 9.11.7, /5/). Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Основной и страховочный корпуса реактора • При проведении контроля за состоянием металла в процессе эксплуатации, из-за труднодоступности, температурных и радиационных условий для сварного шва приварки страховочного кожуха технически невыполнимы: Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Основной и страховочный корпуса реактора • капиллярный контроль - из-за повышенной температуры контролируемой поверхности. В соответствии с ПНАЭ Г-7-018-89 температура в зоне контроля должна быть не выше +40оС /6/; • радиографический контроль - из-за конструкции сварного шва и страховочного кожуха, не обеспечивающей двухсторонний доступ к сварному соединению; • ультразвуковой контроль - из-за отсутствия средств контроля подобных сварных соединений из нержавеющей стали при высоких температурах. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Основной и страховочный корпуса реактора • Исходя из этого, контроль за состоянием металла шва приварки страховочного кожуха в процессе эксплуатации можно выполнить только внешним осмотром и пневматическими испытаниями. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Основной и страховочный корпуса реактора • Наиболее доступным местом для внешнего осмотра шва приварки страховочного кожуха является зона, расположенная на крыше корпуса около элеваторного патрубка, используемая также при внешнем осмотре поверхностей корпуса реактора при пневматических испытаниях /7/. Внешний осмотр шва приварки страховочного кожуха только в этой зоне не противоречит требованиям Правил АЭУ [ ] (п. 7.2.3). Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Основной и страховочный корпуса реактора • Проведенный контроль состояния металла сварного шва приварки страховочного кожуха и околошовной зоны в процессе эксплуатации показал отсутствие дефектов металла шва и околошовной зоны. • В связи с тем, что для основного и страховочного корпусов реактора БН-600, флюенс нейтронов в конце эксплуатации не превышает 1022 нейтр./м2, а расчетная температура превышает 250оС, образцысвидетели не устанавливаются и, соответственно, не проводится контроль разрушающими методами [ Пубэ ]. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Промежуточный теплообменник • Выбор методов контроля металла и сварных соединений обусловлен недоступностью погруженных в реактор поверхностей промежуточных теплообменников (ПТО). • Достаточность предусмотренного контроля подтверждена опытом эксплуатации теплообменника в составе реакторной установки БН-600, замечаний по работе которых за весь период их эксплуатации (28 лет) не было. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Промежуточный теплообменник • На одном из промежуточных теплообменников реакторной установки БН-600 в наиболее напряженных узлах были установлены датчики контроля напряжений и температур. Измерения, проведенные в начальный период эксплуатации теплообменника показали, что действующие напряжения и температуры контролируемых участков соответствуют расчетным. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Промежуточный теплообменник • На одном из теплообменников реакторной установки БН-600 после 14 лет эксплуатации проведен контроль качества одного из наиболее напряженных узлов - сварного шва, герметизирующего теплообменник в реакторе, в объеме: визуальный контроль, капиллярный контроль, радиографический контроль. Дефектов, выходящих за пределы норм для категорий Iн по ПНАЭ Г-7-010-89 /5/, не обнаружено. • В 2006 г. один ПТО был извлечен для проведения комплекса исследовательских работ. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Трубопроводы вспомогательных систем первого контура • В соответствии с ПНАЭ Г-7-008-89 [ ] для реакторной установки БН-600 разработана "Типовая программа эксплуатационного контроля за состоянием основного металла и сварных соединений оборудования и трубопроводов систем, важных для безопасности БН-600 Белоярской АЭС". Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Трубопроводы вспомогательных систем первого контура В соответствии с этой программой с периодичностью не более 45000 ч проводится контроль визуальным, капиллярным и радиографическим методами сварных соединений следующих трубопроводов натрия вспомогательных систем первого контура: • напорных коллекторов системы очистки натрия (диаметр 32 3,5; 894,5; 21910 мм); • напорных трубопроводов системы очистки натрия (диаметр 323,5; 484; 894,5 мм); • трубопроводов петли измерения расхода натрия (диаметр 484; 563 мм). Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Трубопроводы вспомогательных систем первого контура • Выбор методов контроля определяется условиями доступности элементов трубопроводов для контроля их металла и сварных соединений методами, указанными в ПНАЭ Г-7-008-89 [ ] (п. 7.3.2), а также условиями работы этих элементов по абсолютным значениям температур, давлению и уровню напряжений. • Многолетний опыт эксплуатации трубопроводов вспомогательных систем первого контура реакторной установки БН-600 показал надежность и достаточность установленных для них методов контроля состояния металла. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Парогенератор ПГН-200М • В секционном парогенераторе реакторной установки БН-600, с учетом его конструктивных особенностей (в эксплуатации находится 24 секции парогенератора, каждая из которых состоит из 3 модулей), условий эксплуатации и идентичности конструктивного исполнения секций, эксплуатационному контролю за состоянием металла и сварных соединений подвергаются отдельные секции парогенератора с обвязкой по натрию с учетом наработки Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Парогенератор ПГН-200М • Контролю подвергаются секции парогенератора с наибольшей наработкой. Допускается совмещать контроль с ремонтными и монтажными работами, но проводить не реже чем через 45000 ч. • При этом производится контроль состояния модулей основного и промежуточного перегревателей, модуляиспарителя (рис…..) и состояние трубопровода подачи натрия в парогенератор. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Парогенератор ПГН-200М • В соответствии с картой контроля оценивается состояние трубопроводов натрия выбранной секции, состояние паровых камер модулей секции, сварные швы обварки теплообменных трубок в трубных досках, сами теплообменные трубки и т. д. • При этом в зависимости от марки стали обследуемого модуля парогенератора производится осмотр внутренних поверхностей теплообменных труб с помощью волоконной оптики, оценка возможных изменений механических свойств по показателям твердости, состояния микроструктуры по репликам. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Парогенератор ПГН-200М Конкретно, при контроле секции парогенератора производится: • визуальный осмотр зеркал трубных досок (основной металл) и сварных соединений заделки труб в трубные доски (для верхних и нижних камер) и цилиндрической поверхности трубок на глубину 1015 мм; • визуальный осмотр шпилек, втулок, шайб, гаек фланцевых разъемов модулей. Для гладкой поверхности шпилек - ультразвуковой контроль; Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Парогенератор ПГН-200М • визуальный осмотр уплотнительных поверхностей камер и крышек модулей, металла резьбовых отверстий под шпильки; • визуальный осмотр угловых сварных соединений приварки патрубков подвода и отвода рабочей среды, кольцевых швов приварки трубопроводов к патрубкам; • визуальный осмотр радиусных переходов пароводяных камер к корпусам модулей, мест перехода от цилиндрической части к конической штуцеров (патрубков) подвода и отвода рабочих сред, дренажных сдувок; Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Парогенератор ПГН-200М • визуальный осмотр линз компенсаторов на корпусах модулей и теплообменных трубок со стороны верхней и нижней досок с помощью перископа (25-30 штук); • визуальный осмотр опор теплообменных модулей (основной металл), опорных рам и направляющих опорных металлоконструкций; • визуальный осмотр элементов дистанционного управления, штоков отсечной арматуры, мест установки индикаторов температурных перемещений и бобышек ползучести; Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Парогенератор ПГН-200М • визуальный осмотр сварного соединения опоры бака буферного натриевого с корпусом бака; • визуальный осмотр сварных соединений переходников с модулями промперегревателя и сварных соединений корпусов; • визуальный осмотр сварных соединений трубопроводов перелива; • визуальный осмотр и радиографический контроль основного металла штуцеров и сварных соединений дренажей второго контура парогенератора. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Парогенератор ПГН-200М Для баков буферных натриевых парогенераторов реакторной установки БН-600 эксплуатационный контроль за состоянием металла и сварных соединений производится при ремонте или демонтаже элементов оборудования. При этом, визуальному осмотру подвергаются: • основной металл корпуса; • сварные кольцевые соединения эллиптических днищ и корпуса, продольные и кольцевые сварные соединения корпуса; Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Парогенератор ПГН-200М • сварные соединения трубопроводов с патрубками входа и выхода теплоносителя; • сварные соединения опор и уплотнения лаза; • сварные соединения патрубков входа и выхода теплоносителя, сброса протечек от ГЦН, вывода продуктов взаимодействия, подвода-отвода инертного газа, уровнемера, лаза и импульсной линии, • подключения сбросных устройств. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Парогенератор ПГН-200М • Визуальному осмотру и капиллярному контролю подвергаются места пересечения продольных и кольцевых сварных соединений корпусов баков буферных натриевых. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Парогенератор ПГН-200М • Для натриевых трубопроводов обвязки секций парогенератора эксплуатационный контроль за состоянием металла и сварных соединений проводится для секции парогенератора с наибольшей наработкой. При этом, визуальному осмотру подвергаются сварные соединения врезки вспомогательных трубопроводов, а также гибы трубопроводов обвязки. • Визуальному осмотру, капиллярному контролю и радиографическому контролю подвергаются сварные соединения трубопроводов с задвижками. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Парогенератор ПГН-200М • Задвижки на входных (и на выходных) трубопроводах второго контура в модули парогенератора подвергаются визуальному осмотру и магнитопорошковому контролю. • Для бака приема среды БАС-1, который входит в САЗ парогенератора, эксплуатационный контроль за состоянием металла и сварных соединений производится при ремонте или демонтаже элементов оборудования. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Парогенератор ПГН-200М При этом, визуальному осмотру подвергаются сварные соединения: • на эллиптических днищах, днищ с корпусом и опор с корпусом; • воротников с корпусом и патрубков с воротником; • приварки фланцев к патрубкам и продольные сварные соединения патрубков; • трубопроводов сброса среды в БАС-1. Визуальному и капиллярному контролю подвергаются места пересечения продольных и кольцевых сварных соединений корпуса БАС-1. • …. Эксплуатационный контроль металла испарительного модуля парогенератора ПГН200М: 1 – шпилька, втулка, шайба, гайка; 2 – нижняя уплотнительная крышка; 3 – нижняя водяная камера; 4, 15 – трубные доски; 5 – патрубок входа питательной воды; 6 – перфорация; 7 – выгородка трубного пучка; 8 – патрубок выхода натриевого теплоносителя; 9, 14 – натриевые камеры; 10 – быстросъемный кожух; 11 –линзовый компенсатор; 12 – теплообменные трубы; 13 – опора модуля; 16 – патрубок выходя слабоперегретого пара; 17 – пароводяная камера; 18 – верхняя уплотнительная крышка пароводяной камеры; ● – места проведения визуального контроля и цветной дефектоскопии; ▬ – поверхности, подвергаемые контролю Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Парогенератор ПГН-200М • Выбор метода контроля определяется условиями доступности элементов парогенератора ПГН-200М для контроля их металла и сварных соединений методами, указанными в ПНАЭ Г-7-008-89 [ ] (п. 7.3.2), а также условиями работы этих элементов по абсолютным значениям температур, давлению и уровню напряжений. • Многолетний опыт эксплуатации парогенераторов РУ БН-600 показал надежность и достаточность установленных для них методов контроля состояния металла. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Трубопроводы второго контура • Постоянный контроль за состоянием металла и сварных соединений трубопроводов второго контура реакторной установки БН-600 в процессе их эксплуатации производится: • визуальным осмотром, капиллярным и радиографическим контролем для кольцевых и продольных сварных соединений. При этом радиографический контроль проводится для наиболее напряженных мест, определенных расчетом; • визуальным осмотром и капиллярным контролем для гибов (основной металл) по сжатой и растянутой линиям; Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Трубопроводы второго контура • визуальным осмотром и капиллярным контролем для сварных соединений врезок в трубопровод. При этом врезки контролируются до первой отсечной арматуры; • визуальным осмотром кольцевых сварных соединений и сварных соединений врезки в основной трубопровод трубопроводов дренажей и сдувок. При этом осмотру подлежат наиболее напряженные места, определенные расчетом. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Трубопроводы второго контура • Выбор методов контроля определяется условиями доступности элементов трубопроводов второго контура для контроля их металла и сварных соединений методами, указанными в ПНАЭ Г-7-00889 (п. 7.3.2), а также условиями работы этих элементов по абсолютным значениям температур, давлению и уровню напряжений. • Многолетний опыт эксплуатации трубопроводов второго контура реакторной установки БН-600 показал надежность и достаточность установленных для них методов контроля состояния металла. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Баки главных циркуляционных насосов второго контура. Постоянный контроль за состоянием металла и сварных соединений баков главных циркуляционных насосов второго контура реакторной установки БН600 (рис…..) в процессе их эксплуатации производится: • визуальным контролем основного металла баков насосов; • визуальным и капиллярным контролем сварных соединений корпусов баков, швов приварки патрубков к бакам; Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Баки главных циркуляционных насосов второго контура. • визуальным, капиллярным и ультразвуковым контролем шпилек крепления выемных частей насосов к бакам, баков к опорным плитам, опорных плит к фундаментам. По результатам проверки одного насоса уточняется объем проверки остальных насосов (причем при каждом следующем плановопредупредительном ремонте контролируется очередной насос). • Рис.4.3. Конструкция насоса второго контура реактора БН600: 1, 17 – напорный и всасывающий патрубки соответственно; 2 – патрубок слива протечек; 3 – вал; 4 – ремонтное уплотнение; 5 – уплотнение вала; 6 – верхний пошипниковый узел; 7 – соединительная муфта; 8 – станина электродвигателя; 9 – выемная часть; 10 – уровнемер; 11 – теплоизоляция; 12 – опорная плита; 13 – электронагреватели и теплоизоляция; 14 – бак; 15 – рабочее колесо; 16 – улитка Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Баки главных циркуляционных насосов второго контура. • Кроме этого, производится периодический контроль за состоянием металла гидравлическим методом (рабочей средой) в составе петли второго контура. • Выбор методов контроля обусловлен недоступностью баков насосов второго контура для контроля их металла и сварных соединений другими методами, указанными в ПНАЭ Г-7-008-89 (п. 7.3.2), а также относительно легкими условиями работы этого оборудования по абсолютным значениям температур, давлению и уровню напряжений в элементах конструкции. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Баки главных циркуляционных насосов второго контура. • Многолетний опыт эксплуатации ГЦН второго контура реакторной установки БН-600 показал надежность и достаточность установленных для их баков методов контроля состояния металла. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Основной и страховочный корпуса барабана отработавших сборок • Выбор методов контроля для основного и страховочного корпуса барабана отработавших сборок реакторной установки БН-600 обусловлен недоступностью их для контроля металла и сварных соединений другими методами, указанными в ПНАЭ Г-7-008-89 (п. 7.3.2), а также относительно легкими условиями работы этого оборудования по абсолютным значениям температур, давлению и уровню напряжений в элементах конструкции. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Основной и страховочный корпуса барабана отработавших сборок • Контроль за состоянием корпусов ведется непрерывно в процессе эксплуатации, а также периодически при техническом освидетельствовании. • Непрерывный контроль целостности корпусов в процессе эксплуатации производится по сигналам наличия течи теплоносителя в страховочную полость барабана, падения давления газа в корпусе барабана, возрастания газовой активности в страховочной полости барабана, падения давления газа в страховочной полости барабана. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Основной и страховочный корпуса барабана отработавших сборок • Периодически (при техническом освидетельствовании) контроль за состоянием корпусов барабана осуществляется внешним осмотром и испытаниями на прочность и плотность. • Многолетний опыт эксплуатации барабана отработавших сборок РУ БН-600 показал надежность и достаточность установленных для него методов контроля состояния металла. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Фильтр-ловушки и рекуператоры • Постоянный контроль за состоянием металла и сварных соединений фильтр-ловушек и рекуператоров в процессе их эксплуатации (контроль герметичности) производится системами контроля по замыканию «на землю» электронагревателей и по наличию дыма от горения натрия. • Кроме этого, производится периодический (не реже одного раза за четыре года) контроль за состоянием металла в соответствии с методиками контроля технического состояния БН-600 для фильтр-ловушек и для рекуператоров гидравлическим методом (рабочей средой) в составе системы очистки первого контура. Опыт эксплуатационного контроля за состоянием металла оборудования и трубопроводов, повреждаемости и ремонта Фильтр-ловушки и рекуператоры • Выбор методов контроля обусловлен недоступностью фильтр-ловушек и рекуператоров для контроля их металла и сварных соединений другими методами, указанными в ПНАЭ Г-7-008-89 (п. 7.3.2), а также относительно легкими условиями работы этого оборудования по абсолютным значениям температур, давлению и уровню напряжений в элементах конструкции. • Многолетний опыт эксплуатации фильтр-ловушек и рекуператоров реакторной установки БН-600 показал надежность и достаточность установленных для них методов контроля состояния металла. •БИБЛИОГРАФИЧЕСКИЙ СПИСОК Ташлыков О.Л. Ремонт оборудования атомных станций: Учеб. пособие для вузов / Под ред. С.Е.Щеклеина. Екатеринбург. Издательство УМЦ УПИ. 2003. 320 с. • Ташлыков О.Л. Эксплуатация и ремонт ядерных паропроизводящих установок АЭС. / О.Л.Ташлыков, Кузнецов А.Г., Арефьев О.Н. – М.: Энергоатомиздат, 1995. Кн. 2. 352 с. • РД ЭО 0085-97. Техническое обслуживание и ремонт систем и оборудования атомных станций. Нормативная продолжительность ремонта энергоблоков (с изменением №1 - 2000 г.). • РД ЭО 0069-97. Правила организации технического обслуживания и ремонта систем и оборудования атомных станций.