Пламен Угринов - Станки, современные технологии и инструмент
advertisement

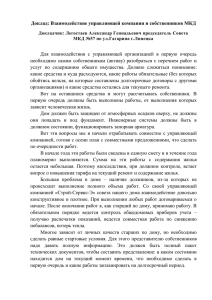
КОМАНДОАППАРАТ Л.А.ГЛЕЙЗЕРА- ПРОТООБРАЗ СИСТЕМЫ ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИИЯ СТАНКАМИ Пламен Угринов Резюме. Выполнен анализ и оценка изобретенного в середине двадцатого века Л.А.Глейзером способа автоматического управления металлорежущим станком. Выявлено, что идея Л.А.Глейзера содержит такие основные характеристики числового управления, как задание команд в бинарном коде, использование перфоленты как программоносителя, запись на программоносителе величины перемещения в числах, введение принципа обратной связи по положению при позиционировании исполнительных органов станка и др., и ее следует считать протообразом числового программного управления. Ключевые слова: числовое программное управление, металлорежущие станки, бинарный код, перфолента, обратная связь. 1. Введение. Числовое программное управление (ЧПУ) металлорежущими станками дало мощнейший толчок развитию глобального промышленного производства после Второй мировой войны. Существует мнение, что с появлением ЧПУ началась Вторая индустриальная революция. Общность станкостроителей в целом проинформирована об авторе идеи и первом станке с ЧПУ, хотя в современных учебниках редко отводится место для исторических сведений. Казалось бы, все уже сказано и добавить больше нечего. Целью данного исследования является анализ и оценка дела советского изобретателя, предвосхитившего своей работой достижения признанных уже авторов, но не получившего должного признания. Исследование проводится методом сравнительного анализа релевантных позиций. 60-летняя давность событий дает современному исследователю необходимую историческую дистанцию для более объективного анализа. А если сам он не несет нагрузку национальных, политических или этнических пристрастий, то достоверность выводов исследования возрастает. 2. Выявление релевантных позиций. Для выявления позиций, значимых в области исследования, сделан обзорный анализ публикаций по теме с 1951 года по сегодяшний день. Обрабатывались печатные издания- книги, журналы, учебники и on-line публикации на английском, русском и болгарском языках. На основе анализа выявлены две релевантные позиции: Позиция А. С одной стороны, изобретение Джона Т. Парсонса (John T. Parsons) в соавторстве с Франком Стуленом (Frank Stulen) (США)- названное здесь для краткости „Идея Дж. Т. Парсонса”, с другой- металлорежущий станок с NC-управлением Массачузетского технологического института (Massachusetts Institute of Technology) (MIT) (США)- названный здесь для краткости „Станок MIT”. Позиция Б. Командоаппарат и управляемый им металлорежущий станок Л.А.Глейзера (СССР)- названный здесь для краткости „Командоаппарат Л.А.Глейзера”. Следует отметить, что подавляющее большинство публикаций относит авторство ЧПУ к позиции А. Из них превалирующая часть отмечает имя Джона Т. Парсонса, значительно меньшее число отдает предпочтение MIT, а в отдельных случаях упоминаются вместе Джон Т. Парсонс и Франк Стулен. Например, ключевое слово „John T. Parsons” выявляет 1910 страниц (относящихся к теме позиции А) в поисковой системе Google, 2220 страниц в Yahoo. Аналогичный поиск по слову „L.A.Gleiser” (варианты „L.A.Glaser” и „L.A.Gleizer”) не дает результатов. На слово „Л.А.Глейзер” Yahoo дает 7 результатов, Google – 10. Русскоязычный Яндекс приводит 13 результатов, поисковые системы на болгарском языке Dir.bg – 8 страниц (но не относящихся к персоне проф.Л.А. Глейзера) и gbg.bg- 3 результата. В основном они касаются Л.А. Глейзера как (со)автора учебника по технологии машиностроения [8]. В специализированных сайтах отмечается лишь факт принадлежности Л.А. Глейзера к кафедре технологии машиностроения [6], сайт [4] приводит имя Л.А. Глейзера как проводившего опытные работы в области станков с программным управлением. И только лишь в старой версии сайта МГТУ „Станкин” [5] дана информация о том, что „проф. Глейзер Л.А. впервые в мире разработал станок с программным управлением от перфоленты (1947 г.)”. 3. Позиция А. 3.1. Изобретение Дж. Т. Парсонса. Идея американского предпринимателя Дж. Т. Парсонса, в реализации которой участвовал его сотрудник Франк Стулен, возникла в результате бурного развития электронной и вычислительной техники после Второй мировой войны и необходимости обработки сложных поверхностей в мелкосерийном производстве. Сущность идеи состоит в следующем. Производится линейная аппроксимация профиля обрабатываемой поверхности произвольной сложности; положение отрезков определяется координатами опорных точек, лежащих на концах каждого отрезка. При большом числе опорных точек вычисление их координат производится с помощью компьютера. Далее компьютер подает управляющие импульсы на двигатели приводов подач. Исходя из того, что управление станком осуществляется компьютером, работающем на цифровом принципе (в отличие от аналоговых вычислительных машин), этот новый принцип управления был назван „Numerical Control” („Числовое управление”). Направление движения перфоленты П Контакты Д В Н Б Перфолента п пп Ведущий металлический барабан д дд а б Рис.1. Фрагмент перфоленты с отверстиями в соответствующих дорожках (а) и внешний вид электроконтактного читающего устройства (б) В качестве программоносителя предвиделись перфокарты, в связи с чем проектируемый Дж. Т. Парсонсом NC-управляемый фрезерный станок загодя был назван автором Card-a-matic Milling Machine. По разным причинам этот станок не был реализован и в публичной презентации его опередил станок Массачузетского технологического института (MIT-Massachusetts Institute of Technology) [2,3,7]. 3.2. Металлорежущий станок с NC-управлением, разработанный MIT. На основе изобретения Дж.Т.Парсонса Лаборатория приводов подач (ServoMechanism Laboratory) MIT начала паралелльную разработку и в сентябре 1952 года продемонстрировала прототип NC-управляемого вертикальнофрезерного станка. Управляющая программа набиралась на электронной пишущей машинке и синхронно с набором производилось автоматическое перфорирование бумажной ленты шириной в 1 дюйм. Далее, с помощью специального магнитофона, запись переносилась на магнитную ленту в виде исходящих сигналов, которыми осуществлялось управление двигателями приводов подач. Необходимо отметить, что разработки Дж.Т.Парсонса и MIT спонсорировались правительственными программами США [2,7]. 4. Позиция Б. Л.А.Глейзер разрабатывает систему автоматического управления металлорежущим станком по управляющей программе, записанной на перфоленте. Идея предложена и реализована в 1947 г. (авторское свидетельство №75545 от 20.01.1948 г.). Публикация выполнена в 1951 г. [1]. Автор системыЛ.А.Глейзер- в то время преподаватель, а позже- профессор Московского института металорежущих станков и инструментов (Станкин) (Россия), сегодня МГТУ „Станкин”. Идея состоит в следующем. Управляющая программа записывается на перфоленту. На рис.1а показан фрагмент 15-дорожечной бумажной перфоленты с записанными на ней командами. Для большей наглядности пример иллюстрирует только часть дорожек. Дорожки разделены на несколько групп. Одна из них предназначена для коммутирования двигателей продольного и поперечного суппортов, другая задает направление, третья- скорость и четвертая- длину перемещения. Предназначение дорожек следующее: - П и Д- для активирования движения продольного и поперечного суппортов; - В и Н- для указания направления движения „вперед” и „назад”; - Б и М- для задания скорости движения „быстрый ход” и „рабочий ход”; а б Рис.2. Внешний вид установленного на токарном станке командоаппарата (а) и вид на его устройство без кожуха (б) [1] - п и пп и д и дд- для задания величины премещения соответственно продольного и поперечного суппортов; п и д задает значение в миллиметрах, пп и дд- в десятых долях миллиметра, причем число отверстий определяет величину перемещения- например, наличие 4 отверстий в дорожке п и 5 отверстий в дорожке пп означает премещение продольного суппорта на разстоянии 4,5 миллиметров. Наличие отверстия (рис.1б) активирует управляющий сигнал на перемещение соответствующего суппорта на определенную длину с определенной скоростью (скорость рабочей подачи настраивается предварительно) и направлением. Таким образом, путем размещения последовательности отверстий на перфоленте, можно создать управляющую программу для обработки детали в автоматическом режиме. В качестве системы управления используется специально сконструированный командоаппарат, который устанавливается на подготовленный для цели токарный станок (рис.2а). Командоаппарат (рис.2б) содержит электромагниты, предназначенные для управления различными режими движения продольного и поперечного суппортов. Перфолентата вводится в электроконтактное читающее устройство. Движение ленты периодическое- шаг за шагом. Старт каждого нового шага происходит после подтверждения выполнения предыдущего. Для реализации Контроллерные барабаны программированного А и Б перемещения используются сигналы обратной связи. Для этой цели на оси каждого из двигательных винтов смонтированы контроллерные Двигательный барабаны (рис.3). С их помощью винт полный поворот винта разделяется условно на равные Путевые элементарные угловые секторы и вылючатели превращается в длину К системе управления движением перемещения с учетом шага винта. Командоаппарат А Рис.3. Схема обратной связи по положению предназначен для отсчета целых миллиметров, командоаппарат Бдесятых долей миллиметра. Поворот командоаппаратов вызывает коммутацию путевых выключателей и путем считывания электрических импульсов определяется момент завершения запрограммированного перемещения. Процесс генерирования управляющей программы- составление и перфорирование ленты- занимает 2-4 часа при длине ленты 3-5 метров. Весь процесс программирования выносится за рамки цеха в специально обособленное помещение. 5. Анализ релевантных позиций. 5.1. Общее в релевантных позициях. Состоит в следующем: - направленность на автоматизацию единичного и мелкосерийного производств; - использование единого программоносителя; - исползование перфоленты в качестве программоносителя; - представление информации в бинарном коде; - размещение на перфоленте информации о длине перемещений исполнительных органов; - подготовка управляющей программы вне станка специализированным персоналом; - возможность быстрой смены управляющей программы путем замены перфоленты. 5.2. Преимущества и недостатки позиции А. Преимущества состоят главным образом в широком использовании вычислительной техники в подготовке управляющей программы и в дальнейшем- в непосредственном управлении станком (в более современных системах типа CNC и в работающем в настоящее время поколении типа PCNC). Далее появляется возможность выполнения различных интерполяций, что позволяет обрабатывать практически произвольные по сложности контуры и поверхности. В пользу позиции А- разработанный в начале 1950-ых годов Дугласом Россом, программным специалистом MIT, язык автоматического программирования АРТ (Automatically Programmed Tool), который приобрел статус международного стандарта в 1978 г. [3]. Наличие такой системы дало толчок развитию и более широкому применению станков с ЧПУ. Недостатки изобретения Парсонса: - отсутствует практическая реализация; - в своей первоначальной идее числовое управление присутствует только на этапе подготовки управляющей программы- компьютер вычисляет координаты опорных точек контура; далее инструмент выводится в опорные точки ручным способом; - заимствование институтом MIT идеи об управлении приводами подач импульсами, вырабатываемыми NC-системой. Недостатки идеи MIT: - это не числовое управление в чистом виде, а управление унитарным кодом (последовательностью элементарных импульсов), записанным на магнитной ленте. - исключительная громоздкость, сложность, энергоемкость, ниская надежность, высокая цена системы управления. 5.3. Преимущества и недостатки позиции Б. Преимущества состоят в простоте и компактности, ниской цене, удовлетворительной надежности, возможности работы в цеховых условиях. Впервые закладываются идеи, которые дальше находят применение в практике числового программного управления: - задание команд в бинарном коде „Да” и „Нет”, что по своей сути тождественно „1” и „0”; - использование перфоленты как программоносителя; - запись на программоносителе величины перемещения в числах; - введение принципа обратной связи по положению при позиционировании исполнительных органов станка; в данном случаене прямая обратная связь; - генерирование управляющей программы за рамками цеха. Недостатки: - отсутствие возможности одновременного управления двумя и более изполнительными органами для обработки сложных контуров; - отсутствие средств вычислительной техники для подготовки управляющей программы; - отсутствие элементов электроники, что позволило бы увеличить быстродействие и расширить функции системы управления; - доказана эффективность только на двухкоординатном оборудовании. 6. Анализ причин нереализованного потенциала позиции Б. Идея позиции Б, обладавшая не меньшим потенциалом, чем позиция А, не получила дальнейшего развития ввиду следующих объективных обстоятельств, характерных для СССР периода 1947-1953 г.: - недостаточное развитие электроники в СССР и вынужденная ориентация машиностроения на другую элементную базу (электрическую, гидравлическую, механическую или на комбинацию между ними); - господствующий в тоталитарном государстве идеологический постулат о невозможности создания „искусственного интеллекта”, т.е. системы управления, предназначенной для замены человека в принятии решений. Ввиду этого машина не может заменить человека в управлении. Государство не поощряло развитие идеологически неправильных разработок (а больше было и некому). Позже СССР отошел от этих позиций. 7. Результаты исследования. В период 1947-1953 годов в США и СССР велись параллельно разработки, направленные на повышение степени автоматизации металлорежущих станков, работавших в условиях единичного и мелкосерийного производств. Железный занавес холодной войны мешал свободному обмену научными достижениями между основными противостоящими странами- СССР и США. Поэтому идеи возникали и развивались без необходимого уровня взаимного влияния и проникновения. В США, при материальной поддержке государства, на широкой конкурентной основе продвигалась идея автоматизации обработки сложных поверхностей в условиях единичного и мелкосерийного производств. В СССР роль государства как спонсора и вдохновителя достижений в станкостроении проявлялась особо четко в системе грантов, наград (Сталинских, Ленинских, Государственных), званий и должностей. Но прагматический смысл нередко терялся в темном лесу идеологических догм. Ценные и перспективные идеи ввиду их идеологического несоответствия при отсутствии государственной поддержки просто погибали. В связи с этим можно заключить следующее: 1. Идея ЧПУ возникла практически одновременно в США и СССР. 2. Средства ее реализации были различными в США и СССР. 3. Идея, появившаяся в США, получила развитие, пользуясь государственной поддержкой. Идея, выдвинутая советским специалистом, не получила поддержки государства и прекратила свое развитие. 4. Идеи ЧПУ, возникшие независимо друг от друга в США и СССР в период 1947-1953 г., одинаково ценны как научный результат. 5. Идею Л.А. Глейзера следует считать протообразом числового программного управления. 8. Выводы. 1. Изобретенный Л.А.Глейзером командоаппарат, предназначенный для автоматического управления металлорежущими станками, основанный на идее записи управляющей программы в числовом виде на перфоленте, является протообразом числового программного управления металлорежущими станками. 2. В исторических сведениях о возникновении числового программного управления наряду с Дж. Т. Парсонсом и MIT следует упоминать имя Л.А.Глейзера. Литература 1. Глейзер Л.А. Автоматические станки для мелкосерийного производства. ВНИИТОМАШ (Московское отделение). М:Машгиз, 1951. 2. Olexa R. The Father of the Second Industrial Revolution. Manufacturing Engineering, August 2001, volume 127, number 2. 3. ***50 years of technological development. Cutting Tool Engineering, August 2005, volume 57, number 8. 4. www.mexanik.ru. 5. www.old.stankin.ru. 6. www.stankin.ru. 7. www.ugrinov.com. 8. Поисковые системы google.com, yahoo.com, aport.ru, yandex.ru, rambler.ru, dir.bg, gbg.bg.