исследование анодного поведения твердого сплава вк8 в
реклама

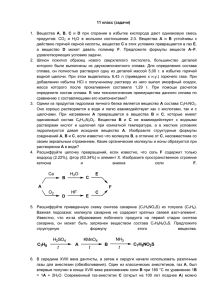
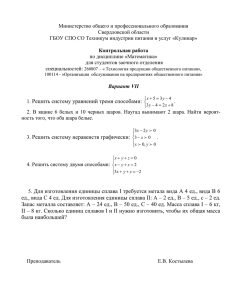
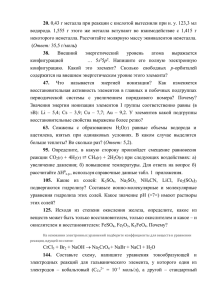
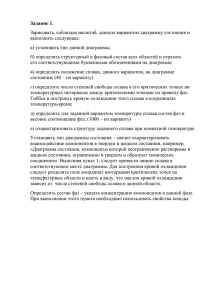
СБОРНИК НАУЧНЫХ ТРУДОВ НГТУ. – 2006. – № 4(46). – 87–92 УДК 66.086.2 ИССЛЕДОВАНИЕ АНОДНОГО ПОВЕДЕНИЯ ТВЕРДОГО СПЛАВА ВК8 В РАЗЛИЧНЫХ ЭЛЕКТРОЛИТАХ Б.А. КРАСИЛЬНИКОВ, А.А. БОГАЕВ Рассмотрено анодное поведение твердого сплава в электролитах на водной основе. Эксперимент проводился в неподвижном электролите потенциодинамическим методом с целью определения оптимального электролита для электроалмазной обработки твердого сплава ВК8. ВВЕДЕНИЕ Электроалмазное шлифование (ЭАШ) – комбинированный процесс, совмещающий анодное растворение материала и механическое резание зернами алмазного круга. Производительность ЭАШ в целом определяется скоростью анодного растворения и режимами механического резания. Анодное растворение обрабатываемого материала способствует уменьшению шероховатости поверхности и сил при последующем резании алмазными зернами. На характер анодного растворения большое влияние оказывает электролит, использующийся при ЭАШ. Несмотря на большое количество работ, посвященных процессу электроалмазного шлифования, в литературе нет данных, характеризующих анодное поведение твердого сплава ВК8 в 10 %-ных водных растворах NaNO3, NaCl, и NaOH в диапазоне потенциалов 0…8 В, полученных потенциодинамическим методом. Такие данные необходимы для разработки новых точных высокопроизводительных способов обработки глубоких отверстий в деталях, выполненных из твердого сплава. Для получения этих данных были проведены соответствующие исследования, результатам которых посвящена данная статья. 1. ПОТЕНЦИОДИНАМИЧЕСКИЙ МЕТОД ОЦЕНКИ АНОДНОГО ПОВЕДЕНИЯ МЕТАЛЛОВ Исследования электрохимической обрабатываемости металлов и сплавов в растворах электролитов базируются на изучении поляризационных характеристик, устанавливающих зависимость между потенциалом анода и плотностью тока, полученных при помощи потенциодинамического метода. Потен Доцент кафедры технологии машиностроения, канд. техн. наук Магистр техники и технологии, аспирант кафедры технологии машиностроения 88 Б.А. Красильников, А.А. Богаев циодинамический метод позволяет получать полную поляризационную характеристику анодного растворения как пассивирующихся, так и непассивирующихся металлов. При потенциодинамическом методе изменение потенциала осуществляется его развертыванием от 0 В в положительную сторону с определенной скоростью и фиксированием плотности тока. Для проведения исследований анодного растворения металлов была разработана и изготовлена установка для снятия поляризационных характеристик в потенциодинамическом режиме, схема которой представлена на рис. 1. Установка состоит из электрохимической ячейки, соединенной хлорсеребряным электродом 13 и электролитическим ключом 4 с емкостью для насыщенного раствора KCl, потенциостата П5827М, регистрирующего прибора Н307 – двухкоординатного планшетного графопостроителя 15. Конструкция электрохимической ячейки представляет собой емкость 1 с крышкой 9 и установленными в ней термометром 6, вспомогательным электродом 5, электролитическим ключом 4, а также направляющими 8, по которым при помощи микрометрического винта 7 осуществляется перемещение кронштейна 10. Исследуемый образец 2 устанавливается в кронштейне 10 и фиксируется винтом 3. Применение микрометрического винта 7 для перемещения кронштейна 10 в вертикальном направлении позволяет устанавливать зазор между исследуемым образцом 2 и электролитическим контактом 4 с точностью до 0,01 мм. Установлено [1], что величина зазора находится в пределах от 0,5 до 1 мм. С увеличением зазора более 1 мм сопротивление повышается и соответственно происходит падение потенциала. Однако уменьшение величины зазора менее 0,5 мм сопровождается экранированием поверхности исследуемого образца, что в свою очередь ведет к искажению потенциала. Из литературных источников [2–4] известно, что электроалмазная обработка осуществляется при напряжениях на электродах 6…8 В. Поэтому в потенциодинамических исследованиях интервал изменения потенциала анода был выбран в пределах 0…8 В. Скорость развертки потенциала составляла 2 В/мин. Температура электролита в экспериментах поддерживалась 20 1 С. Порядок подготовки образцов для потенциодинамического и потенциостатического методов исследований следующий: 1) разрезка образцов на электроэрозионном станке; 2) обезжиривание поверхности образцов; 3) микролегирование торцевой поверхности образца медью (под пайку) на установке «ЭФИ-ЭЛЕКТРОМ»; 4) припайка к образцу проводника; Исследование анодного поведения... 5) заливка образца в эбонитовой оправке клеем ЭПД-8. 89 6 5 3 2 10 1 8 7 9 15 14 1 – емкость для электролита; 2 – исследуемый образец; 3 – крепёжный винт; 4 – электролитический ключ; 5 – вспомогательный электрод; 6 – термометр; 7 – микрометрический винт; 8 – направляющие; 9 – крышка; 10 – кронштейн; 11 – емкость для насыщенного раствора KCl; 12 – пробка; 13 – электрод сравнения; 14 – потенциостат П5827М; 15 – двухкоординатный планшетный графопостроитель Н307 Рис. 1. Схема установки для снятия поляризационных характеристик: 13 11 12 4 90 Б.А. Красильников, А.А. Богаев Исследование анодного поведения... 91 2. АНОДНОЕ ПОВЕДЕНИЕ ТВЕРДОГО СПЛАВА ВК8 В [5] отмечается, что значительное влияние на скорость анодного растворения металлов и сплавов в электролите оказывают природа и концентрация ионов раствора, участвующих в реакции разряда. Непосредственное участие в ионно-обменной реакции могут принимать те ионы раствора, которые обладают определенным химическим сродством к тому или иному компоненту сплава. Причем это сродство, а следовательно, и влияние аниона, может проявляться при определенном значении потенциала анода, когда переход адсорбированного компонента станет энергетически возможен. Естественно, разным анионам могут соответствовать неодинаковые значения потенциалов. Более того, при растворении многокомпонентного сплава при данном потенциале анода один из анионов раствора может оказывать активирующее действие на определенные компоненты сплава, в то время как адсорбция других может привести к торможению процесса (пассивации). При изменении потенциала анода механизм влияния анионов может изменяться. Кроме того, электролиты для электроалмазного шлифования должны отличать высокая электропроводность, низкая кинематическая вязкость и относительная дешевизна. Такие электролиты не должны оказывать вредного воздействия на рабочий персонал и технологическое оборудование. С учетом вышеперечисленных требований в качестве электролитов для экспериментальных исследований особенностей анодного поведения твердого сплава ВК8 были выбраны 10 %ные водные растворы NaNO3, NaCl, и NaOH. Исследование особенностей анодного растворения твердого сплава ВК8 в условиях неподвижного электролита проводилось с применением потенциодинамического метода. Характер потенциодинамических поляризационных кривых анодного поведения твердого сплава ВК8 в вышеперечисленных электролитах представлен на рис. 2. Как видно из рисунка, процессы растворения сплава в электролитах NaNO3, NaCl идентичны. Отмечены активное растворение в интервале потенциалов φ =1…4 В с незначительным торможением в области φ =2.5…3 В и полная пассивация анода при потенциалах φ =4…8 В. Полная пассивация анода связана с образованием на поверхности анода окисной пленки. Несмотря на небольшую толщину, порядка 30…50 Å, окисные пленки обладают значительным омическим сопротивлением, что приводит к переходу металла в пассивное состояние. Окисная пленка, возникающая на поверхности анода, состоит из двух слоев: тонкой сплошной пленки синего цвета, близкой по составу к WO3 и непосредственно прилегающей к поверхности сплава, и внешнего пористого сильногидратированного слоя белого цвета 92 Б.А. Красильников, А.А. Богаев WO3 x H2O [5]. Падение тока после потенциалов φ = 4 В объясняется тем, что возникшая оксидная пленка не растворяется в электролитах NaNO3, NaCl. 7 Плотность тока, i , А/см 2 6 5 4 3 2 1 0 0 2 4 6 8 Потенциал, В NaNO3 NaNO 3 NaCl NaOH Рис. 2. Анодные поляризационные кривые твердого сплава ВК8 в 10 %-ных водных растворах электролитов: NaNO3, NaCl, NaOH В 10 %-ном водном растворе NaOH (рис. 2) плотность тока с увеличением потенциала резко возрастает, что свидетельствует об активном растворении сплава в данном электролите. По всей видимости, такое активное растворение можно связать с химической активацией поверхности анода, механизм которой может быть обусловлен растворением оксидной пленки, возникающей на поверхности анода. Активное растворение ВК8 в 10 %-ном растворе NaОН и его пассивация в 10 %-ных NaNO3 и NaCl объясняется различным показателям рН этих электролитов. Так, 10 %-ные водные растворы NaNO3, NaCl нейтральны (рН = 7), тогда как 10 %-ный водный раствор NaОН щелочной (рН = 13,5). Полученные данные согласуются с [5], где показано, что с увеличением рН происходит растворение окисной пленки, а следовательно, отсутствуют участки пассивации поверхности анода. ЗАКЛЮЧЕНИЕ Проведенные исследования позволяют сделать вывод о влиянии анионного состава исследованных электролитов на твердый сплав ВК8. Анионы NO3– Исследование анодного поведения... 93 и Сl- являются пассивирующими, а анион OH– – активирующим. В качестве электролита для электроалмазного шлифования предпочтительно использовать пассивирующие электролиты, так как в этом случае возможно локализовать растворение сплава в месте контакта круга со сплавом, что обеспечит точность обработки бо́льшую, чем при использовании активирующего электролита. [1] Фрейман Л.И., Макаров В.А., Брыкин И.Е. Потенциодинамические методы в коррозионных исследованиях и электрохимической защите. – Л., 1972. [2] Савченко Ю.А. Исследование процессов АЭО твёрдосплавного инструмента»: Автореф. дис. … канд. техн. наук. – Киев, 1977. [3] Иполитов Г.М. Абразивно-алмазная обработка. – М.: Машиностроение, 1969. – С. 334. [4] Захаренко И.П., Шмелев А.А. Алмазная заточка твердосплавного инструмента. – Киев: Наук. думка, 1978. – С. 218. [5] Крейчман Б.М. Исследование закономерностей анодного растворения вольфрамокобальтовых твердых сплавов применительно к процессу электрохимической обработки: Дис. … канд. техн. наук. – Новосибирск, 1973.