Синхронизация операций, расчет основных параметров
реклама

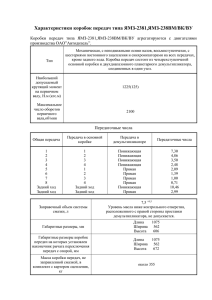
Синхронизация операций, расчет основных параметров поточной линии Коробки передач (габарит 365×265 мм) собирают на рабочем конвейере. Сменная программа запуска линии 365 шт.; режим работы в две смены; регламентированные перерывы составляют 30 мин. в смену. Технологический процесс сборки следующий: N 1 2 3 4 5 6 7 8 9 8 9 Операция Завести шестерню с запрессованной в ней деталью в коробку передач Поставить валик в отверстие коробки, надеть на валик шестерню и кольца, продвинуть валик на место Надеть на валик шестерню с запрессованной втулкой, напрессовать втулку Вставить валик в коробку передач Просверлить и нарезать два отверстия под винты в валиках и в корпусе коробки (снять с конвейера) Нарезать два отверстия в валике и корпусе коробки Поставить винты В отверстие коробки передач запрессовать наружное кольцо роликоподшипника Контроль В отверстие коробки передач запрессовать наружное кольцо роликоподшипника Контроль Норма времени, мин. 2.5 7.4 2.3 2.6 5.0 7.45 5.1 5.0 1.3 5.0 1.3 Необходимо: 1) определить такт линии; 2) рассчитать потребное число рабочих мест на линии и их загрузку; 3) наметить тип и определить основные параметры конвейера (шаг, длину рабочей части конвейера, скорость); 4) подсчитать продолжительность цикла сборки.