новые процессы и сплавы - Сибирский федеральный университет
реклама

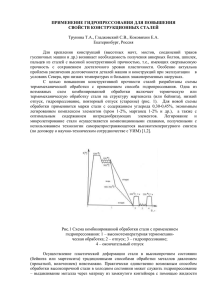
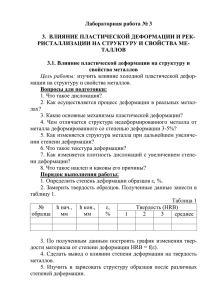
Министерство образования и науки Российской Федерации Федеральное государственное автономное образовательное учреждение Сибирский федеральный университет НОВЫЕ ПРОЦЕССЫ И СПЛАВЫ Методические указания к лабораторным работам для студентов магистерской подготовки направления 150400 «Металлургия» Красноярск СФУ 2012 УДК669.017 ББК 34.5 К56 Составители: Ковалева Ангелина Адольфовна Аникина Валентина Ильинична Лопатина Екатерина Сергеевна Новые процессы и сплавы в машиностроении.: методические указания к лабораторным работам / сост. Ковалева А.А., Аникина В.И., Лопатина Е.С.. – Красноярск: Сиб. федер. ун-т, 2012. – 17 с. Методические указания содержат рекомендации к выполнению лабораторных работ. Предназначено для студентов магистерской подготовки по направлению 150400 «Металлургия». УДК 669.017 ББК 34.5 © Сибирский федеральный университет, 2012 Лабораторная работа № 1 Получение слитков в электромагнитном кристаллизаторе Цель работы: Познакомиться с новым технологическим процессом Теоретические сведения Электромагнитное перемешивание положительно воздействует на структуру слитка. Электромагнитное, впрочем, как и любое другое, перемешивание расплава в жидкой фазе слитка приводит к измельчению структуры, сокращению или полной ликвидации зоны столбчатых кристаллов. Этот эффект позволяющий повысить пластичность и в некоторых случаях плотность и механические свойства слитка. Опытная установка, разработанная учеными кафедры электротехнологии Красноярского технического университета, представлена на рисунке 1. Рисунок 1 – Установка литья в электромагнитный кристаллизатор Структура слитков, отливаемых в электромагнитный кристаллизатор (ЭМК), в основном подчиняется известным закономерностям формирования структуры при непрерывном литье в кристаллизатор скольжения (КС). Однако применяемый в данном случае способ отливки вносит и некоторые особенности в условия формирования структуры слитка, отличающие ее от получаемых традиционным способом непрерывного литья. Это отличие объясняется влиянием следующих факторов: - отсутствием непосредственного контакта кристаллизующегося слитка с поверхностью теплопроводного кристаллизатора-формообразователя; - максимальным приближением пояса охлаждения к поверхности затвердевания слитка и обеспечением непрерывного теплоотвода; - принудительными тепло- и массообменными процессами в лунке, инициируемыми воздействием электромагнитного поля на расплав. В результате влияния этих факторов поверхность слитков становится гладкой, а структура более мелкозернистой, достигается высокая плотность и мелкодисперсная внутридендритная структура в периферийных зонах. Таким образом, отсутствие контакта с формообразователем и непрерывный теплоотвод, осуществляемый непосредственной подачей охлаждающей среды на поверхность слитка, исключают образование ликвационных наплывов и механических дефектов, а жидкая зона над кристаллизующейся частью слитка предотвращает образование неслитин. Процесс формирования слитка в ЭМК протекает в следующей последовательности. Жидкий металл, находящийся в пульсирующем электромагнитном поле индуктора, испытывает силовое воздействие, возникающее в результате взаимодействия вихревых токов, наведенных в металле, с магнитным полем индуктора. Объемные силы в металле действуют в направлении распространения электромагнитной энергии. Силовое взаимодействие токов в металле и поля индуктора приводит к взаимному отталкиванию металла и индуктора. В результате жидкий металл, находящийся под некоторым гидростатическим давлением, деформируется (сжимается) в радиальном направлении. При сжатии металл в поперечном сечении приобретает форму индуктора, с геометрическими размерами, определяемыми напряженностью магнитного поля. Установка непрерывного литья, схематично представлена на рисунке 2, включает: электромагнитный кристаллизатор, систему подачи металла и литейную машину с поддоном. Электромагнитный кристаллизатор состоит из индуктора 1, возбуждающего переменное электромагнитное поле, кольцевого охладителя 2, обеспечивающего равномерную подачу охлаждающей жидкости, и электромагнитного экрана 3, служащего для коррекции распределения магнитного поля на поверхности жидкой зоны и регулирования интенсивности циркуляции расплава. В систему подачи металла входят лоток 4, по которому расплав подается в распределительную коробку 5, плавающая чаша 6, применяемая для поддержания постоянного уровня поверхности жидкой зоны и равномерного распределения металла. Поддон 7 участвует в формировании донной части слитка и служит его опорой в процессе литья. 1 – индуктор; 2 – кольцевой охладитель; 3 – электромагнитный экран; 4 – лоток; 5 – распределительная коробка; 6 – плавающая чаша; 7 – поддон. Рисунок 2 - Схема установки непрерывного литья с формированием слитка электромагнитным полем При литье в электромагнитный кристаллизатор возможно получения литых полуфабрикатов с мелкозернистой структурой. Это обеспечивает высокий уровень пластичности литых заготовок и возможность обработки давлением труднодеформируемых сплавов, например, таких как 01417, АВ, АМг6, АК5, АК12. а б Рисунок 3 - Микроструктура литого прутка из сплава АК12: а - полученная в электромагнитном кристаллизаторе, б – в литом Микроструктура литого прутка полученного в ЭМК (см. рис. 3) мелкодисперсна и представляет собой дендриты алюминиевого твердого раствора (светлый тон) и эвтектику Si+(А1) (темный тон). В отличие от структуры сплава после традиционного литья эвтектика имеет тонкодифференцированное строение, частицы кремния в ней дисперсные, что не различимы даже при больших увеличениях. настолько а б в г д е Рисунок 4 – Микроструктура слитков из сплава 01417, полученных в ЭМК: а – диаметр 17 мм, в – 10 мм, д – 5 мм; б – 4,8 мм/с; г – 7 мм/с; е – 8,5 мм/с Таблица Данные механических испытаний образцов из сплава 01417 различных диаметров, полученных литьем в электромагнитный кристаллизатор при различных скоростях литья 1. Одинаковый диаметр, разная скорость литья № образца Диаметр, мм 1 13,5 2 3 Скорость σ в, МПа δ,% Ψ, % 4,8 198,75 11,1 8,27 13,5 7 216,28 10,58 10,95 13,5 8,5 226,36 9,19 16,19 σ в, МПа δ,% Ψ, % литья, мм/с 2. Разный диаметр, одинаковая скорость литья Скорость № образца Диаметр, мм 1 5 7 235,9 4,69 5,8 2 10 7 211,96 5,64 6,15 3 20 7 205,31 9,24 10,15 литья, мм/с Порядок проведения работы: 1. Ознакомиться с теоретическими сведениями 2. Провести анализ изменения механических свойств в зависимости от диаметра изделий, 3. Провести анализ структуры слитков, полученных по различным технологическим параметрам 4. Сделать вывод по работе 5. Оформить отчет 6. Ответить на приведенные вопросы для самостоятельной подготовки Требования к отчету: 1.Указать цель работы 2.Кратко описать теоретические сведения 3.Привести табличные или графические данные, провести анализ полученных результатов 4.Сделать выводы по работе Вопросы для самостоятельной подготовки: - Структура сплавов после литья в кристаллизатор -Кремний в сплаве системы алюминий – кремний находится в после литья в кристаллизатор - Отличительные особенности структуры в литом состоянии в зависимости от способа получения -Как осуществляется литье металла в кристаллизатор -Расскажите об установке непрерывного литья - Особенности формирования структуры при литье в кристаллизатор Используемая литература 1. Непрерывное литье в электромагнитный кристаллизатор / З. Н. Гецелев, Г. А. Балахонцев, Ф.И.Квасов и др. М.: Металлургия, 1983. 152 с. 2. Непрерывное литье в электромагнитный кристаллизатор / З. Н. Гецелев, Г. А. Балахонцев, Ф.И.Квасов и др. М.: Металлургия, 1983. 152 с. Лабораторная работа №2 Совмещенная прокатка - прессование (СПП) Цель работы: Изучить теоретические основы методов совмещенной обработки давлением, исследовать структуру и свойства полуфабрикатов из различных алюминиевых сплавов, полученных совмещенной прокаткой-прессованием. Теоретические сведения Применение традиционных труднодеформируемых дискретных алюминиевых сплавов методов связано прессования с большими энергозатратами, требует мощное оборудование, к тому же у полученной продукции очень низкая технологичность. Получить высокую пластичность и прочие необходимые свойства таких сплавов, а также увеличить производительность можно благодаря применению совмещенных и комбинированных методов ОМД. Одним из таких методов является совмещенная прокатка-прессование. Для реализации процесса СПП необходимо иметь литую заготовку небольшого поперечного сечения с мелкозернистой структурой. Такую возможность может дать метод литья в электромагнитный кристаллизатор, рассмотренный в предыдущей работе. Способ совмещенной прокатки-прессования (СПП) базируется на методе Экстроллинг, он основан на деформации длинномерной заготовки прямоугольного поперечного сечения в двухвалковом закрытом калибре, перекрытом на выходе матрицей. При этом матрица расположена не в плоскости, проходящей через оси валков, а смещена от нее в направлении оси прокатки, причем катающие диаметры валков могут быть различны. Анализ схемы процесса СПП показал, что геометрический очаг деформации состоит из трех зон: 1 - зоны захвата заготовки и прокатки; 2 распрессовки; 3 –прессования (рис. 5). Характер деформации металла в зонах указывает на наличие активных сил трения со стороны стенок калибра, способствующих реализации процесса и повышению механических свойств пресс-изделий. Заполнение калибра металлом при вращении валков с угловой скоростью ω протекает в несколько стадий. На начальной стадии захват заготовки высотой h0 и шириной b0 происходит, как при обычной прокатке, причем условие осуществимости процесса ограничивается углом захвата α. В момент захвата наблюдается незначительное обжатие, при этом лишь часть калибра соприкасается с заготовкой, то есть имеет место неполный контакт металла с калибром. После захвата заготовки она обжимается по высоте валками с катающими диаметрами D1 по выступу и D2 по дну ручья калибра до сечения высотой h, проходящего через общую ось валков. Ширина заготовки b0 несколько меньше ширины калибра b,поэтому реализуется стесненное уширение металла в калибре. По мере продвижения заготовки в зону 2 за счет активных сил трения со стороны валков она достигает зеркала матрицы с высотой hм и продольное перемещение прекращается. А поскольку активные силы трения создают давление в зоне 2, то заготовка подвергается деформации продольного осаживания (распрессовке) с заполнением металлом части длины калибра у матрицы, то есть реализуется обратная по знаку деформация металла. 1 – зона прокатки; 2 – зона распрессовки; 3 – зона прессования. Рисунок 5 - Схема процесса совмещенной прокатки – прессования В тот момент, когда давление, создаваемое активными силами трения в зоне контакта, будет достаточным для продавливания металла через калибрующее отверстие матрицы размером d1, реализуется процесс прессования. При этом степень деформации увеличивается в несколько раз по сравнению с прокаткой . Экспериментальные исследования деформации металла при прокатке проводят обычно на недокатах. Такая методика может быть применена и для изучения характера формоизменения при совмещенной прокатке- прессовании. Опытное определение границ очага деформации и правильное их математическое описание, является необходимым условием получения точной геометрической модели процесса СПП. При экструдировании прокаткой–прессованием появляется дополнительный вид деформации – знакопеременная, т. е. каждый элементарный объем металла вначале подвергается вертикальной деформации сжатия и горизонтальной удлинения, а после прохождения минимального межвалкового зазора – противоположной деформации. Такой характер деформации способствует повышению пластичности, особенно, литого, металла и увеличению предельно допустимой скорости экструдирования. Исследование структуры прессованных полуфабрикатов проводили путем изучения макроструктуры недоката, полученного в результате остановки валков установки совмещенной прокатки-прессования, и микроструктуры прутков и проволоки. Недокат был извлечен из калибра валков и матрицы и подвергся исследованию с целью выявления характерных зон деформации металла для установившегося процесса. На недокате, полученном после совмещенного процесса прокатки – прессования из сплава АК12, на фрезерном станке сняли тонкий слой металла в продольном направлении, и для выявления макроструктуры приготовили 10% раствор щелочи NaOH. Макротравление проводили в подогретом до 40-50 0С с последующим осветлением в 10%-ном растворе азотной кислоты. Полученная макроструктура недоката показана на рисунке 6. Из рисунка 6 видно, что структура недоката состоит из следующих зон: литой зоны – 1; зоны захвата металла валками – 2; зоны максимального обжатия при прокатке – 3; зоны распрессовки – 4; зоны выдавливания – 5 и зоны сформировавшегося прутка – 6. Образец представляет собой весьма мелкозернистую и однородную по сечению макроструктуру, но, несмотря на мелкозернистость, отчетливо видны все зерна, зоны и заготовки. поведение металла при деформации литой 1 – литая зона; 2 – зона захвата металла валками; 3 – зоны максимального обжатия при прокатке; 4 – зона распрессовки; 5 – зона выдавливания; 6 – зоны сформировавшегося прутка. Рисунок 6 - Макроструктура недоката из сплава АК12 Рисунок 7 - Макроструктура недоката: зона сформировавшегося прутка, выдавливания и распрессовки Рисунок 8 – Макроструктура недоката: зона максимального обжатия при прокатке Рисунок 9 – Макроструктура недоката: зона захвата металла валками Рисунок 10 – Макроструктура недоката: литая зона Порядок проведения работы: 7. Ознакомиться с теоретическими сведениями 8. Провести 9. Сделать вывод по работе 10. Оформить отчет 11. Ответить на приведенные вопросы для самостоятельной подготовки Требования к отчету: 1.Указать цель работы 2.Кратко описать теоретические сведения 3.Привести табличные или графические данные, провести анализ полученных результатов 4.Сделать выводы по работе Контрольные вопросы: 1. Особенности процесса совмещенной прокатки-прессования 2. Отличительные особенности структуры в зависимости от зоны расположения в недокате 3. Структурные зоны в прутке при непрерывном выдавливании и прессовании 4. Отличие структуры прутка и проволоки 5. Метод Экстроллинг 6. Экструдирование – это ….. 7. Зоны геометрического очага деформации Используемая литература 1.Сидельников, С.Б. Комбинированные и совмещенные методы обработки цветных металлов и сплавов [Текст]: монография / С.Б. Сидельников, Н.Н. Довженко, Н.Н. Загиров Н.Н.: –М.: МАКС Пресс, 2005.344с] . Лабораторная работа №3 Совмещенное литье и прокатка прессование Цель работы: Изучить теоретические основы методов совмещенной обработки давлением, исследовать структуру и свойства полуфабрикатов из различных алюминиевых сплавов, полученных совмещенным литьем и прокаткой-прессованием. Теоретические сведения Для изготовления деформированных полуфабрикатов в виде прутков и проволоки из алюминиевых сплавов, трудно поддающихся пластической деформации, необходимо применение новых процессов, одним из которых является совмещенное литье и прокатка-прессование (СЛИПП). Установка алюминиевых предназначена сплавов методом для получения непрерывного пресс-изделий литья, прокатки из и прессования. Основными элементами установки являются: печь-миксер, в которой находится расплав металла, устройство прокатки-прессования, охлаждающее устройство и моталка. Габаритные размеры ее невелики, а максимальное расстояние по длине не превышает 7-10 метров. На данной установке возможно получение прутков любых размеров. Наиболее близкими по существу к техническому решению являются устройства, позволяющие получать изделия совмещенным методом литья и прокатки, которые характеризуются высокой производительностью и позволяют получать алюминиевую катанку заданных размеров. Однако они имеют ряд недостатков. Для получения особого структурного состояния прутков, характеризующегося наличием развитой субзеренной структуры, необходимы большие степени деформации, а это возможно при реализации большого количества проходов на непрерывных литейно-прокатных агрегатах, включающих не менее 15-20 клетей. Расходы на изготовление инструмента (валков), его переналадка и профилировка на каждый типоразмер профиля требуют достаточно больших затрат, что экономически целесообразно лишь при больших объемах производства продукции. Для совершенствования технологии получения прутков и проволоки из алюминия и его сплавов, в качестве базового оборудования использована установка для непрерывного литья, прокатки и прессования профилей. Данная установка включает печь-миксер, валок с ручьем и валок с выступом, образующие рабочий калибр, на выходе из которого установлена матрица с клиновидными полостями для охлаждения. При этом роль кристаллизатора выполняют валки, на поверхности которых в момент поступления жидкого металла в очаг кристаллизация металла, формирование литой деформации происходит заготовки, ее обжатие в зазоре между валками, распрессовка перед матрицей и формирование профиля путем выдавливания в калибрующее отверстие матрицы с помощью активных сил трения. Форма и размеры канала матрицы обеспечивает форму изделия и его заданные размеры. Кристаллизация металла на валках и его дальнейшая деформация осуществлялась по схеме, показанной на рисунке 11. После захвата металла валками (рисунок 11) закристаллизовавшаяся заготовка обжималась валками со степенью деформации, равной примерно 50%. Рисунок 11 - Схема движения металла по методу СЛИПП Далее достигнув матрицы, металл заполнял весь калибр и под действием напряжений трения, подводимых валками, выдавливался в виде прутка заданного диаметра через калибрующее отверстие матрицы. Матрица была смонтирована при помощи специального клинового устройства и плотно поджата к валкам снизу. Порядок проведения работы: 1. Ознакомиться с теоретическими сведениями 2. Изучить структуру и свойства образцов, полученных методом СЛИПП из различных сплавов 3. Сделать вывод по работе 4. Оформить отчет 5. Ответить на приведенные подготовки вопросы для самостоятельной Требования к отчету: 1.Указать цель работы 2.Кратко описать теоретические сведения 3.Привести табличные или графические данные, провести анализ полученных результатов 4.Сделать выводы по работе Используемая литература 1. Канцельсон М. П. Литейно-прокатные агрегаты ждя производства катанки из цветных металлов. –М: ЦНИИТЭИтяжмаш, 1990. 2. Патент России №2100136. Довженко Н. Н., Сидельников С. Б., Ешкин А. В. Устройство для непрерывного литья и прессования металла. Опубликовано в бюл. № 36. 27.12.97. Лабораторная работа №4 Применение комбинированных методов обработки для получения изделий и полуфабрикатов из алюминиевой стружки Цель работы: Изучить полуфабрикаты из стружки, полученные методами совмещенной обработки металлов и сделать выводы о возможности применения данных технологий в производстве. Теоретические сведения Одним из наиболее значимых достижений в области обработки цветных металлов и сплавов за последние годы является разработка технологий и оборудования для комбинированных и совмещенных методов, в частности, совмещенной прокатки-прессования (СПП) и совмещенного литья и прокатки-прессования (СЛИПП). Новой тенденцией в развитии этих процессов является их использование для деформации некомпактных материалов в виде стружки или опилок, т.е. переработка отходов металлообрабатывающего производства. Анализ существующих технологических процессов переработки стружки показал, что в основном она идет на переплав, при этом безвозвратные потери металла (угар, шлак) в зависимости от сплава и размера частиц могут составлять от 5 до 15%, а в некоторых случаях до 25%. Применение метода СПП в соответствии с изобретением позволяет осуществить процесс компактирования и дальнейшей обработки сформировавшейся заготовки в одном узле путем экструдирования ее через калибрующий канал матрицы за счет сил трения, передаваемых металлу валками. Интенсивно внедряемые в цветной металлургии совмещенные процессы, такие как литье-прокатка и литье-прокатка-прессование, приводят к значительному снижению энергозатрат, поскольку деформация осуществляется с использованием тепла литейного передела. Высокая скорость затвердевания позволяет получить хорошие свойства полуфабрикатов. Способ плавления, очистка расплава и легирующие добавки заимствуются из традиционных технологий. Система непрерывной подачи жидкого металла также хорошо известна. Она должна отвечать трем основным требованиям: - в начальной фазе металл не должен затвердевать; - поток металла к установке СЛИПП должен быть постоянным и соответствовать скорости затвердевания, определяемой скоростью вращения валков и скоростью теплоотвода от них; - в металле не должно быть завихрений, иначе в центральные слои могут попасть окислы или пузыри, что приведет к дефектам пресс-изделий. Экономический эффект эксплуатации установки СЛИПП зависит от скорости прохода металла, которая связана с количеством тепла, отводимого от прокатных валков. Два фактора определяют тепловую отдачу – вид теплового потока и скорость, с которой тепло может передаваться с поверхности охлаждения валков. Поэтому, несмотря на то, что способ прессования, при котором жидкий металл заливается в установку, является самым экономичным способом получения стандартной проволоки или профилей, основные трудности при реализации идеи совмещения процессов литья и прессования видятся в различной организации процессов. Установки типа СПП и СЛИПП могут использоваться для получения прутков, проволоки и профилей из некомпактных цветных металлов и сплавов, в частности, из стружки или опилок, образующихся при резке пресс-изделий на мерные длины. Разработанный технологический процесс состоит из следующих основных операций: брикетирования стружки в заготовки с необходимым размером поперечного сечения, получения прессованных прутков определенного диаметра методом совмещенной прокатки-прессования, термообработки и волочение проволоки на цепном стане до заданного диаметра. Брикетирование стружки производится в пресс-форме, включающей верхний и нижний пуансоны, разъемную матрицу и обойму с наклонными контактирующими поверхностями. Давление брикетирования составляет 100 МПа, размеры брикета – 15х20х200 мм, относительная плотность – 80%. Далее полученные брикеты нагревают в печи до температуры порядка 400 0 С, выдерживали при этой температуре в течение 30 мин, после чего задавали в валки установки СПП-200, предварительно подогретых до 100…150 0С. Выдавливание металла осуществлялось через матрицу с калибрующим отверстием диаметром 7 мм, при этом процесс истечения металла прерывался незадолго до его завершения, что позволяло извлекать из валков недокаты (рис. 12 б). а б Рис. 12 Форма заготовки после брикетирования (а) и недоката (б) после прокаткипрессования Основными факторами, оказывающими влияние на схватывание частиц стружки при прессовании, являются температура и степень деформации. Низкая температура прессования, обусловленная недостаточным прогревом валков, не обеспечивает получения качественного прутка. При испытании на разрыв образцы, изготовленные из этих прутков, разрушались по границам стружки практически без удлинения. Об этом же свидетельствуют результаты металлографических исследований, подтверждающих, что частицы стружки находятся лишь в плотном контакте и никакого взаимодействия между ними не происходит (рис. 13). а б Рис.13 Микроструктура прутков (х500) в поперечном (а) и продольном (б) сечениях, полученных при температуре валков 200С и вытяжке λ<10 Для обеспечения удовлетворительного качества прутков необходимо вести прессование с высокими степенями деформации, в большинстве случаев превышающими 90% (λ≥10). При прессовании с меньшими степенями деформации полного схватывания частиц стружки не происходит. На микроструктуре прутков (рис. 3), полученных при λ=10,3 и температуре нагрева валков около 150 градусов, видны участки взаимодействия отдельных частиц стружки в виде сплошных зон, вытянутых по направлению деформации. При этом объем этих зон значителен, а границы между частицами стружки менее выражены. Зависимость качества схватывания частиц стружки от степени деформации подтверждена и при механических испытаниях образцов. Прутки, полученные из стружки сплава АД31 имеют предел прочности 170-180 МПа, относительное удлинение и относительное сужение шейки составили соответственно 13-15 % и 35-40%, что соответствует уровню свойств горячепрессованных прутков из алюминиевых сплавов по ГОСТ 21488-97. а б Рис. 14. Микроструктура прутков (х500) в поперечном (а) и продольном (б) сечениях, полученных при температуре валков 1500С и вытяжке λ>10 Таким образом, применение такой технологической схема получения пресс-изделий из алюминиевой стружки может существенно сократить безвозвратные потери металла. Порядок проведения работы: 1. Ознакомиться с теоретическими сведениями 2. Изучить структуру и свойства образцов, полученных их стружковых материалов 3. Сделать вывод по работе 4. Оформить отчет 5. Ответить на приведенные вопросы для самостоятельной подготовки Требования к отчету: 1.Указать цель работы 2.Кратко описать теоретические сведения 3.Привести табличные или графические данные, провести анализ полученных результатов 4.Сделать выводы по работе Используемая литература 1. Сидельников С.Б., Довженко Н.Н., Загиров Н.Н. Комбинированные и совмещенные методы обработки цветных металлов и сплавов: монография. - М.: МАКС Пресс, 2005.- 344 с. 2. Сидельников С.Б., Корнилов В.Н, Довженко Н.Н. и др. Устройство для получения проволоки и профилей: А.с. № 1692739 (СССР), 1991. Опубл. Б.И., 1991, № 43. 3. Довженко Н.Н., Сидельников С.Б., Загиров Н.Н. Устройство для непрерывного прессования металла: Патент РФ № 1785459, 1992. Опубл. Б.И., 1992, № 48. Лабораторная работа 5 Исследование изменения микроструктуры сплава с ЭПФ Цель работы: Изучить структуру сплава после пластической деформации Теоретические сведения При деформации (в данном случае изгибе) внешние слои материала вытягиваются, а внутренние сжимаются (средние остаются без изменения). Эти вытянутые структуры — мартенситные пластины. Что не является необычным для металлических сплавов. Необычным является то, что в материалах с памятью формы мартенсит термоупругий (см. след. пункт). При нагреве начинает проявляться термоупругость мартенситных пластин, то есть в них возникают внутренние напряжения, которые стремятся вернуть структуру в исходное состояние, то есть сжать вытянутые пластины и растянуть сплюснутые. Поскольку внешние вытянутые пластины сжимаются, а внутренние сплюснутые растягиваются, материал в целом проводит автодеформацию в обратную сторону и восстанавливает свою исходную структуру, а вместе с ней и форму. Характеристики эффекта памяти формы Эффект памяти формы характеризуется двумя величинами. Маркой сплава со строго выдержанным химическим составом. (См. далее «Материалы с памятью формы») Температурами мартенситных превращений. В процессе мартенситные проявления превращения эффекта двух видов памяти — формы прямое и участвуют обратное. Соответственно каждое из них проявляется в своем температурном интервале: МН и МК — начало и конец прямого мартенситного превращения при деформации, АН и АК — начало и конец обратного мартенситного превращения при нагреве. Возможны реверсивные эффекты памяти формы, когда материал при одной температуре «вспоминает» одну форму, а при другой температуре — другую. Чем выше температуры обратного мартенситного превращения, тем в меньшей степени выражен эффект памяти формы. Например, слабый эффект памяти формы наблюдается в сплавах системы Fe-Ni (5 – 20 %Ni), у которых температуры обратного мартенситного превращения 200—400˚C. Сверхупругость Другим явлением тесно связанным с эффектом памяти формы является сверхупругость. Сверхупругость — свойство материала, подвергнутого нагружению до напряжения, значительно превышающего предел текучести, полностью восстанавливать первоначальную форму после снятия нагрузки. Сверхупругое поведение на порядок выше упругого. Сверхупругость наблюдается в области температур между началом прямого мартенситного превращения и концом обратного. Материалы с эффектом памяти формы Никелид титана Лидером среди материалов с памятью формы по применению и по изученности является никелид титана. Никелид титана — это интерметаллид эквиатомного состава с 55 мас.%Ni. Температура плавления 1240—1310˚C, плотность 6,45 г/см3. Исходная структура никелида титана стабильная объемно-центрированная кубическая решетка типа CsCl при деформации претерпевает термоупругое мартенситное превращение с образованием фазы низкой симметрии. Другое название этого сплава, принятое за рубежом, — нитинол происходит от аббревиатуры NiTiNOL, где NOL — это сокращенное название Лаборатории морской артиллерии США, где этот материал был разработан в 1962 году. Элемент из никелида титана может исполнять функции как датчика, так и исполнительного механизма. Никелид титана обладает: Превосходной коррозионной стойкостью. Высокой прочностью. Хорошими характеристиками формозапоминания. Высокий коэффициент восстановления формы и высокая восстанавливающая сила. Деформация до 8 % может полностью восстанавливаться. Напряжение восстановления при этом может достигать 800 МПа. Хорошая совместимость с живыми организмами. Высокая демпфирующая способность материала. Недостатки: Из-за наличия титана сплав легко присоединяет азот и кислород. Чтобы предотвратить реакции с этими элементами при производстве надо использовать вакуумное оборудование. Затруднена обработка при изготовлении деталей, особенно резанием. (Оборотная сторона высокой прочности). Высокая цена. В конце XX века он стоил чуть дешевле серебра. При современном уровне промышленного производства изделия из никелида титана (наряду со сплавами системы Cu-Zn-Al) нашли широкое практическое применение и рыночный сбыт. (См. далее «Применение материалов с памятью формы»). Другие сплавы На конец XX века эффект памяти формы был обнаружен более чем у 20 сплавов. Эффект памяти формы обнаружен в системах: -Au-Cd. ( 1951 год, США. Один из пионеров материалов с памятью формы). -Cu-Zn-Al. (имеет практическое применение). В сравнении с никелидом титана сплавы имеют преимущества: выплавляются в обычной атмосфере, легко обрабатывается резанием, в пять раз дешевле. Однако эти сплавы имеют меньшие характеристики формозапоминания, механических и коррозионных свойств. При термообработке легко происходит укрупнение зерна, что приводит к снижению механических свойств. Температуры мартенситных превращений в интервале от −170 до 100˚C. -Cu-Al-Ni. Разработан в университете города Осака, Япония. Температуры мартенситных превращения в интервале от 100 до 200˚C. -Fe-Mn-Si. Сплавы этой системы наиболее дешевые. -Fe-Ni,Cu-Al,Cu-Mn,Co-Ni ,Ni-Al и др. Некоторые исследователи полагают, что эффект памяти формы принципиально возможен у любых материалов, претерпевающих мартенситные превращения, в том числе и у таких чистых металлов как титан, цирконий и кобальт. Производство никелида титана Плавка происходит в вакуумно-гарнисажной печи или в электродуговой печи с расходуемым электродом в защитной атмосфере (гелий или аргон). Шихтой в обоих случаях служит йодидный титан или титановая губка, спрессованная в брикеты, и никель марки Н-0 или Н-1. Для получения равномерного химического состава по сечению и высоте слитка рекомендуется двойной или тройной переплав. При выплавке в дуговой печи рекомендуется сила тока 1,2 кА, напряжение 40 V, давление гелия 53 МПа. Оптимальный режим остывания слитков с целью предотвращения растрескивания — охлаждение с печью (не больше 10˚ в секунду). Удаление поверхностных дефектов — обдирка наждачным кругом. Для более полного выравнивая химического состава по объёму слитка проводят гомогенизацию при температуре 950—1000˚C в инертной атмосфере. Применение материалов с эффектом памяти формы Соединительные втулки из никелида титана Втулка, впервые разработанная и внедренная фирмой «Рейхем Корпорейшен», США, для соединения труб гидравлической системы военных самолетов. В истребителе более 300 тысяч таких соединений, но ни разу не поступило сообщений об их поломках. Внешний вид соединительной втулки показан на рис. 5. Её функциональными элементами являются внутренние выступы. Втулка помещается в криостат, где при температуре −196˚C плунжером развальцовываются внутренние выступы. Холодная втулка становится изнутри гладкой. Специальными клещами втулку вынимают из криостата и надевают на концы соединяемых труб. Комнатная температура является температурой нагрева для данного состава сплава. Дальше все происходит «автоматически». Внутренние выступы «вспоминают» свою исходную форму, выпрямляются и врезаются во внешнюю поверхность соединяемых труб. Получается прочное вакуумплотное соединение, выдерживающее давление до 800 атм. По сути дела этот тип соединения заменяет сварку. И предотвращает такие недостатки сварного шва, как неизбежное разупрочнение металла и накопление дефектов в переходной зоне между металлом и сварным швом. Кроме того, этот метод соединения хорош для финального соединения при сборке конструкции, когда сварка из-за переплетения узлов и трубопроводов становится трудно доступной. Эти втулки используются автомобильной технике. в авиационной, космической и Этот метод также используется для соединения и ремонта труб подводных кабелей. В медицине Перчатки, применяемые в процессе реабилитации и предназначенные для реактивации групп активных мышц с функциональной недостаточностью. Могут быть использованы в межзапястных, локтевых, плечевых, голеностопных и коленных суставах. Противозачаточные спиральки, которые после введения приобретают функциональную форму под воздействием температуры тела. Фильтры для введения в сосуды кровеносной системы. Вводятся в виде прямой проволоки с помощью катетера, после чего они приобретают форму фильтров, имеющих заданную локацию. Зажимы для защемления слабых вен. Искусственные мышцы, которые приводятся в действие электрическим током. Крепежные штифты, предназначенные для фиксации протезов на костях. Искусственное удлинительное приспособление для так называемых растущих протезов у детей. Замещение хрящей головки бедренной кости. Заменяющий материал становится самозажимным под действием сферической формы (головки бедренной кости). Стержни для коррекции позвоночника при сколиозе. Временные зажимные фиксирующие элементы при имплантации искусственного хрусталика. Оправа для очков. В нижней части, где стекла крепятся проволокой. Пластиковые линзы не выскальзывают при охлаждении. Оправа не растягивается при протирке линз и длительном использовании. Используется эффект сверхупругости. Ортопедические импланты. Проволока (ортодонтическая дуга) для исправления зубного ряда. Имплантаты дентальные (самофиксация расходящихся элементов в кости) Тепловая сигнализация • Пожарная сигнализация. • Противопожарные заслонки. • Сигнальные устройства для ванн. • Сетевой предохранитель (защита электрических цепей). • Устройство автоматического открывания-закрывания окон в теплицах. • Бойлерные баки тепловой регенерации. • Пепельница с автоматическим стряхиванием пепла. • Электронный контактор. • Система для предотвращения выхлопа газов, содержащих пары топлива (в автомобилях). • Устройство для удаления тепла из радиатора. • Устройство для включения противотуманных фар. • Регулятор температуры в инкубаторе. • Ёмкость для мытья теплой водой. • Регулирующие клапаны охлаждающих и нагревательных устройств, тепловых машин. Фирма «Фокусу Боро», Япония использует никелид титана в приводных устройствах самописцев. Входной сигнал самописца преобразуется в электрический ток, которым нагревается проволока из никелида титана. За счет удлинения и сокращения проволоки приводится в движение перо самописца. С 1972 года изготовлено несколько миллионов таких узлов (данные на конец XX века). Так как механизм привода очень прост, поломки случаются крайне редко. Электронная кухонная плита конвекционного типа. Для переключения вентиляции при микроволновом нагреве и нагреве циркуляционным горячим воздухом используется датчик из никелида титана. Чувствительный направление ветра клапан в комнатного продувочном кондиционера. отверстии Регулирует кондиционера, предназначенного для охлаждения и отопления. Кофеварка. Определение температуры кипения, а также для включения-выключения клапанов и переключателей. Электромагнитный кухонный комбайн. Нагрев производится вихревыми токами, возникающими на дне кастрюли под действием магнитных силовых полей. Чтобы не обжечься, появляется сигнал, который приводится в действие элементом в виде катушки из никелида титана. Электронная сушилка-хранилище. Приводит в движение заслонки при регенерации обезвоживающего вещества. В начале 1985 года формозапоминающие сплавы, исползуемые для изготовления каркасов бюстгальтеров, стали с успехом завоевывать рынок. Металлический каркас в нижней части чашечек состоит из проволоки из никелида титана. Здесь используется свойство сверхупругости. При этом нет ощущения присутствия проволоки, впечатление мягкости и гибкости. При деформации (при стирке) легко восстанавливает форму. Сбыт — 1 млн штук в год. Это одно из первых практических применений материалов с памятью формы. Изготовление разнообразного зажимного инструмента. Герметизация корпусов микросхем. Высокая эффективность превращения мартенситных превращениях (в никелиде работы в титана) тепло при предполагает использование таких материалов не только как высокодемпфирующих, но и в качестве рабочего тела холодильников и тепловых насосов. Свойство сверхупругости используется для создания высокоэффективных пружин и аккумуляторов механической энергии. Также используется «эффект памяти» в изготовлении ювелирных изделий. Например, украшение в виде цветка. При надевании его на шею на цепочке, лепестки цветка, прислоняясь к телу раскрываются, обнажая спрятанный внутри драгоценный камень. Материал для исследования: сплавы с ЭПФ Порядок проведения работы: 1.Изучить рост и исчезновение мартенситных пластин в результате воздействия температуры (охлаждение , нагрев) 2. Выбрать и объяснить свой выбор температуры нагрева (охлаждения) 3.Определить влияние температуры охлаждения на характер мартенситного превращения 4. Определить влияние степени деформации на процесс образования мартенсита Требования к отчету: Отчет по лабораторной работе должен включать: 1.Название лабораторной работы 2. Цель работы 3. Материал для исследования 4. Краткое теоретическое введение 5. Формулы, графики, структуры, таблицы 6. Обоснование полученных результатов 6. Индивидуальные выводы по работе Вопросы и задания для самоподготовки: 1.Понятие памяти формы 2.Виды памяти 3.Механизмы проявления памяти формы 4. Условия возникновения памяти формы 5. Понятие термоупругого мартенсита 6.Состояние материала, для придания ему первоначальной формы 7. Состояние материала, в котором можно придавать материалу нужную форму 8. Системы материалов с ЭПФ 9. Нитинол, его свойства 10. Области применения нитинола 11. Применение ЭПФ в медицине 12. Использование ЭПФ в авиации Литература : 1. Применение эффекта памяти формы в современном машиностроении. А.С. Тихонов, А.П. Герасимов, И.И. Прохорова. -М.:Машиностроение. 1984, с. 80. 2. Эффект памяти формы в сплавах. Пер. с англ. –М.: Металлургия, 1997. с. 473 с ил. Учебное издание Ковалева Ангелина Адольфовна Аникина Валентина Ильинична Лопатина Екатерина Сергеевна Новые процессы и сплавы Методические указания к практической работе для студентов магистерской подготовки направления 150400 «Металлургия» Редактор И.О. Фамилия Корректор И.О.Фамилия Компьютерная верстка: И.О.Фамилия Подписано в печать (дата) 2011 г. Формат 60х84/16. (А5) Бумага офсетная. Печать плоская. Усл. печ. л. ?? (количество страниц/16). Уч.-изд. л. ? ?. Тираж 100 экз. Заказ ????. (Дает РИО) Редакционно-издательский отдел Библиотечно-издательского комплекса Сибирского федерального университета 660041, г. Красноярск, пр. Свободный, 79 Тел/факс (391) 244-82-31. E-mail [email protected] http://rio.sfu-kras.ru Отпечатано Полиграфическим центром Библиотечно-издательского комплекса Сибирского федерального университета 660041, г. Красноярск, пр. Свободный, 82а