На лесопильных рамах - Северный (Арктический)
реклама
")
Министерство образования и науки Российской Федерации
Северный (Арктический) федеральный университет
Г.Ф. Прокофьев, Н.Ю. Микловцик
ПИЛЕНИЕ ДРЕВЕСИНЫ
НА ЛЕСОПИЛЬНЫХ РАМАХ
И ПОВЫШЕНИЕ ЕГО ЭФФЕКТИВНОСТИ
В ВОПРОСАХ И ОТВЕТАХ
Архангельск
2011
УДК 621.822
ББК 34.42
П80
Рецензент
Б.К. Микитюк, доц., канд. техн. наук, зав. кафедрой
робототехнических систем, машин и оборудования
института энергетики и транспорта С(А)ФУ
П 80
Прокофьев, Г.Ф.
Пиление древесины на лесопильных рамах и повышение его
эффективности в вопросах и ответах / Г.Ф. Прокофьев, Н.Ю. Микловцик. - Архангельск: Сев. (Аркт.) фед. ун-т, 2011. - 142 с.
ISBN 978-5-261-00590-2
На основании собственных исследований авторов и исполь­
зования работ других специалистов приведены материалы по по­
вышению качества подготовки и эксплуатации рамных пил, рацио­
нальным методам подготовки лесопильных рам и совершенствова­
нию их конструкций. Материалы даны в доступной для использо­
вания форме в виде вопросов, ответов и рекомендаций.
Книга рекомендована для работников лесопильных предпри­
ятий, студентов и преподавателей образовательных учреждений
лесотехнического профиля.
УДК 621.822
ББК 34.42
ISBN 978-5-261-00590-2
О Северный (Арктический)
федеральный университет, 2011
ВВЕДЕНИЕ
Перед российским лесопилением стоит задача перехода от экс­
тенсивного пути развития к интенсивному, когда за счет повышения
технической и технологической культуры, модернизации лесопильно­
го оборудования, создания лесопильных станков нового типа и на базе
их новых технологий обеспечивается рост производительности труда и
потребительских свойств пилопродукции при минимальных затратах
сырья, энергии, транспорта, материалов и трудовых ресурсов.
Основные направления интенсификации переработки древесины
могут быть реализованы на трех уровнях.
Первый уровень - интенсификация пиления древесины на дей­
ствующем лесопильном оборудовании серийным инструментом. Для
его реализации необходимо повышать качество подготовки пил и
станков к работе, выбирать оптимальные схемы и режимы раскроя
брёвен и брусьев, улучшать организацию труда и снижать простои
лесопильного оборудования. Элементы этого уровня в значительной
степени проработаны в научно-исследовательских и учебных инсти­
тутах, имеется опыт их использования на передовых отечественных и
зарубежных предприятиях.
Второй уровень - модернизация действующего лесопильного
оборудования.
Третий уровень - создание лесопильного оборудования нового
поколения и на его базе - новых высоких технологий.
Авторы на основании своих исследований и имеющихся источ­
ников научно-технической информации попытались в данной работе
акцентировать внимание на путях повышения эффективности пиле­
ния древесины на лесопильных рамах в удобной для восприятия фор­
ме - в виде вопросов, ответов и рекомендаций. Авторы надеются, что
данная работа будет полезна не только работникам лесопильных
предприятий, но и студентам, и преподавателям образовательных уч­
реждений лесотехнического профиля.
з
1. ОСОБЕННОСТИ ПИЛЕНИЯ ДРЕВЕСИНЫ
НА ЛЕСОПИЛЬНЫХ РАМАХ
Вопрос 1.1. Что представляет собой пиление древесины на
лесопильных рамах (рамное пиление)?
Ответ.
Рамное пиление - пиление древесины блоком полосо­
вых пил, установленных с натяжением в пильную рамку и совер­
шающих возвратно-поступательное движение чаще всего с помощью
кривошипно-шатунного механизма. Инструмент лесопильных
рам
(рамные пилы) прост в изготовлении, подготовке и эксплуатации.
Целесообразно использовать при распиловке пиловочного сырья
при постоянном плане раскроя в течение определенного периода вре­
мени. К сырью не требуется предъявлять повышенных требований.
Вопрос 1.2. Что понимается под величиной хода пильной
рамки (хода пил)?
Ответ.
Величина хода пильной рамки (хода пил) Н - это рас­
стояние, которое проходит пильная рамка из верхнего крайнего поло­
жения (верхней мертвой точки кривошипно-шатунного механизма) до
нижнего крайнего положения (нижней мертвой точки). Она зависит от
радиуса кривошипа R коленчатого вала лесопильной рамы: Н = 2R.
Величина хода пильной рамки и частота вращения коленчатого
вала определяют скорость подачи распиливаемого материала, м/мин,
U = и.
с п
р
,
t 1000
где и - средняя подача на зуб, мм; г - шаг зубьев (расстояние между сосед­
ними зубьями), мм; и - частота вращения коленчатого вала лесопильной
рамы, об/мин.
2
с р
Вопрос 1.3. Что называется посылкой лесопильной рамы?
Ответ.
Посылкой лесопильной рамы называется величина по­
дачи распиливаемого материала (бревна или бруса) за один оборот
коленчатого вала лесопильной рамы (двойной ход пильной рамки).
Посылки бывают конструктивными и фактическими.
Конструктивная посылка, мм,
И
Фактическую посылку можно определить двумя способами: не­
посредственным замером по расстоянию между соседними рисками
на пластях досок или по времени распиловки бревна по формуле, мм,
4
6-Ю /,
где L - длина бревна (бруса), м; Т-время распиловки бревна (бруса), с.
Фактическая
посылка
всегда
меньше
конструктивной
из-за
скольжения бревна (бруса) в подающих вальцах лесопильной рамы.
При непрерывно-постоянной подаче она составляет 5... 10 %.
Вопрос 1.4. Для чего необходим уклон пил и почему он дол­
жен устанавливаться точно?
Ответ.
Уклон пил необходим для того, чтобы при холостом
ходе пил, когда пиление не происходит, зубья пил могли отойти от
дна пропила на величину, равную (обычно берется на 1...2 мм боль­
ше) перемещению бревна за холостой ход пил.
При малом уклоне пил увеличивается глубина и путь скобления
зубьев пил о дно пропила.
При большом уклоне зубья пилы в конце холостого хода дале­
ко отходят от дна пропила и при рабочем ходе движутся до встречи
с дном пропила, не производя резание (потеря хода), в результате
возрастает средняя подача на зуб и ухудшается качество получае­
мых пиломатериалов.
lis | .
Уклон пил может за­
даваться углом ф или ве­
личиной У (в мм). Второй
способ является основным.
Уклон У - это вели­
чина горизонтальной про­
екции части линии вершин
зубьев пилы, вертикальная
проекция
которой
величине
хода
равна
пильной
рамки Н.
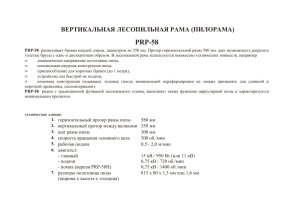
Уклон контролируется
пилоуклономером (рис. 1.1).
Рис. 1.1. Пилоуклономер:
1 - корпус уклономера;
2 - корпус с ампулой; 3 - ба­
рабан; 4 - винт; 5 - втулка;
6 - ампула
Вопрос 1.5. Какие виды подач распиливаемого материала
применяются в лесопильных рамах?
Ответ.
В лесопильных рамах применяются следующие виды
подач:
- толчковая подача за холостой ход пил - требуется уклон пил
У = Л + (1...3) мм;
- толчковая подача за рабочий ход пил - теоретически уклон
пил не требуется, но для устранения скобления зубьев о дно пропила
его делают равным 1.. .3 мм;
- двухтолчковая подача за рабочий и холостой ходы - требуется
уклон пил, угол которого
А
cp = arctg
;
2Н
- непрерывно-постоянная подача - требуется уклон пил
У = А/2 + (1...2) мм;
- непрерывно-переменная подача (непрерывная подача с меха­
низмом согласования скорости резания и подачи).
Подача бревен толчками связана с появлением сил инерции, вызы­
вающих скольжение вальцов по древесине и вредно отражающихся на
механизмах подачи. Толчковые подачи применяются только у тихоход­
ных легких малопроизводительных лесопильных рам (и < 275 об/мин).
У двухэтажных быстроходных лесопильных рам, имеющих ос­
новное применение в промышленности, используется
непрерывно-
постоянная подача, достоинство которой - простота, а недостатки - не­
равномерность подачи на зуб при рабочем ходе, скобление зубьев о дно
пропила при холостом ходе и большие пиковые силы резания. Для уст­
ранения недостатков постоянно ведутся попытки создать механизм со­
гласования скоростей резания и подачи. Периодически такие рамы по­
являются, но пока широкого промышленного применения не нашли.
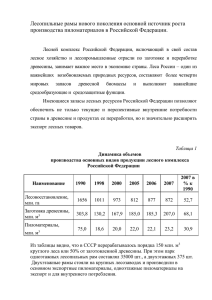
Вопрос 1.6. По какой траектории движется режущая кромка
зуба рамной пилы в древесине при непрерывно-постоянной
подаче?
Ответ.
При непрерывно-постоянной подаче зуб рамной пилы
движется по косинусоидальной кривой (рис. 1.2), уравнение которой
имеет вид
Д
R-y
х = —arccos
,
2тс
R
где у - расстояние от верхней мертвой точки до рассматриваемой, мм.
Холостой ход
Рабочий ход
Рис. 1.2. Характер стружкообразования при непрерывно-постоянной
подаче и уклоне пил, равном А/2
Вопрос 1.7. Как изменяется подача на зуб щ в течение рабо­
чего хода пил при непрерывно-постоянной подаче?
Ответ.
В течение рабочего хода подача на зуб изменяется по
уравнению
А ,
R-y
R-y + tcosa.
и ~ — (arccos
— - arccos
) + / sin а ,
2n
R
R
где у - расстояние от верхней мертвой точки, мм; а - угол наклона пил,
Подача на зуб:
максимальная
» max
2
R - /cos а
• + /sin а;
arCCOS R
2n
= —
средняя
А/
•ср
Н'
минимальная
A ,
~
rcosa
-—(;r-2arccos
) + fsma.
2л
27?
Изменчивость u за рабочий ход характеризуется коэффициентом
4
и,
тт
z
M
zcp
При принятых значениях А = 40 мм, R = 300 мм, Н = 600 мм и
/ = 26 мм w
z m a x
=3,62 мм; и
7 С р
= 1,73 мм, M
z m i n
= 1,5 мм, a = 2,41.
При существующей кинематике лесопильных рам подача на зуб,
от которой зависят качество пиломатериалов и силы резания, изменя­
ется в течение рабочего хода в широком диапазоне, что указывает на
целесообразность продолжения работ по совершенствованию кинема­
тики лесопильных рам.
Вопрос 1.8. Скорость подачи U лесопильной рамы, а следо­
вательно, и производительность пропорциональны её конструк­
тивным параметрам - ходу пильной рамки Н и частоте вращения п
коленчатого вала. Что является ограничением повышения Hunt
Ответ.
Ограничением повышения Я и и являются силы инер­
ции, максимальное значение которых определяется по формуле
2
Р = 5,5 • Ю ^ / и Я и ,
в
где т - масса возвратно-поступательно движущихся частей пильной рамки, кг.
От сил инерции зависит долговечность подшипника качения
нижней головки шатуна, определяемая по формуле
/
1
V
3
3
6
L = °
V "У
где С - динамическая грузоподъёмность, зависящая от размеров и типа под­
шипника, Н.
!
При снижении массы пильной рамки и повышении динамиче­
ской грузоподъемности С подшипника нижней головки шатуна резерв
долговечности подшипника может быть реализован путем увеличения
хода Н, так как Н и п одинаково влияют на производительность лесо­
пильной рамы, но силы Р зависят от Н прямопропорционально, а от и в
в квадрате.
В ряде стран, например в Швеции, при снижении массы пиль­
ной рамки за счет применения при изготовлении легких высокопроч­
ных материалов и уменьшения её просвета за счет оцилиндровки бре­
вен и повышении динамической грузоподъемности подшипника ниж­
ней головки шатуна ход пильной рамки повышен от 600 до 700 мм.
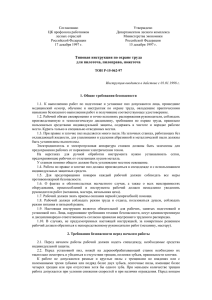
Вопрос 1.9. Какие способы распиловки пиловочника приме­
няют на лесопильных рамах?
Ответ.
Распиловка пиловочника на лесопильных рамах может
выполняться двумя способами (рис. 1.3).
При развальном
способе бревно проходит через лесопильную
раму один раз и распиливается на необрезные доски.
При брусово-развальном
способе бревно вначале распиливается
на лесопильной раме первого ряда на брус и необрезные боковые дос­
ки, а затем на раме второго ряда брус распиливается на доски шири­
ной, равной ширине бруса.
а
б
Способы распиловки брёвен на лесопильных рамах:
а - развальный; б - брусово-развальный
Брусово-развальный способ распиловки более предпочтитель­
ный, так как позволяет получить значительное количество досок нуж­
ной ширины, уменьшает число размеров досок и повышает их объём­
ный выход.
Вопрос 1.10. Что называется поставом?
Ответ.
Под поставом при рамной распиловке понимается на­
бор пил, межпильных, коренных и зажимных прокладок, устанавли­
ваемых в пильную рамку для получения пиломатериалов заданных
толщин; в более широком смысле (при переработке брёвен на любом
виде лесопильного оборудования) - план раскроя брёвен на пилома­
териалы заданных размеров ширины и толщины.
Пример обозначения постава при распиловке:
- развальным способом
d = 20 см; L= 6 м
19-19-25-32-25-19-19
- над чертой указывается, что постав составлен для брёвен с номинальным
диаметром в вершине 20 см и длиной 6 м; под чертой - номинальные толщи­
ны досок в миллиметрах при транспортной влажности;
- брусово-развальным способом
й?=24 с м ; / , = 6 м
19-19-150-19-19(1-й проход)
19-32-40-40-40-32-19 (2-й проход)
2. ПИЛОВОЧНЫЕ БРЕВНА
Вопрос 2.1. Каким стандартам должны соответствовать пи­
ловочные брёвна?
Ответ. Пиловочные брёвна общего назначения хвойных пород
должны соответствовать требованиям ГОСТ 9463-88 [17]; экспорт­
ные хвойных пород - ГОСТ 22298-76 [16].
Под пиловочными брёвнами (в дальнейшем - брёвна) понима­
ются круглые лесоматериалы определенных пород, формы и разме­
ров, предназначенные для выработки пиломатериалов и заготовок.
Хвойные породы - сосна, ель, пихта, лиственница, кедр.
Вопрос 2.2. Какие существуют основные размеры брёвен?
Ответ. Номинальная длина брёвен по ГОСТ 9463-88 - 3,0...6,5 м
с градацией 0,25 м; по ГОСТ 22298-76 - 4,0...7,0 м с градацией 0,25 м,
а также 3,8; 7,6; 8,0 м. Наименьший диаметр (толщина) брёвен - 14 см.
Диаметр бревна измеряют без коры с помощью метра или мер­
ной вилки.
Принимается средний диаметр бревна из наибольшего и наи­
меньшего диаметров, измеренных у вершинного торца. Средний диа­
метр округляется до ближайшего четного, к которому относятся все
диаметры, большие его на 0,1...0,9 см и меньшие на 0,1... 1,0 см, на­
пример к брёвнам диаметром 20 см относятся бревна, диаметры кото­
рых находятся в пределах 19...20,9 см.
Длину брёвен измеряют рейками или рулетками. Отклонения от
номинальной длины могут составлять +0,03...+0,1 м.
Вопрос 2.3. Что представляет собой сучок и какие сучки
учитываются при оценке качества брёвен хвойных пород?
Ответ. Сучок - это часть ветви, заключённая в древесине ствола.
Виды сучков:
открытый - сучок, выходящий на боковую поверхность бревна;
табачный
- загнивший или сгнивший сучок, в котором древе­
сина полностью или частично превратилась в рыхлую массу;
сросшийся - сучок, годичные слои которого срослись с окружа­
ющей древесиной на протяжении не менее 3/4 периметра разреза сучка;
несросшийся
- сучок, годичные слои которого не имеют сраста­
ния с окружающей древесиной или срослись с ней на протяжении ме­
нее 1 /4 периметра разреза сучка;
заросший - сучок, не выходящий на боковую поверхность брев­
на, обнаруживаемый по следам зарастания (вздутие).
Требования к размерам сучков (рис. 2.1) при оценке качества
бревен хвойных пород приведены в табл. 2.1 и 2.2.
Рис. 2.1. Измерение диаметра d открытого сучка (а) и взутия
t заросшего сучка (б) в круглых лесоматериалах
Показатель
Таблица 2.1
Требования ГОСТ 9463-88
3-й сорт
2-й сорт
I -й сорт
1. Диаметр наибольшего сучка
из всех разновидностей, за ис­
ключением табачных, см:
при диаметре бревна:
< 24 см
> 24 см
3
5
8
10
Допускается
»
2. Диаметр наибольшего табач­
ного сучка, км
Не
допускается
2
5
Требования ГОСТ 22298-76
1 -й сорт 2-й сорт
3-й сорт
Показатель
1. Сучки всех разновидностей, кро­
ме табачных и заросших:
не учитываются при диаметре, мм
не допускаются учитываемые
сучки диаметром, мм
< 10
>25
< 20
>50
< 40
> 80 (сросшиеся)
> 60 (несросшиеся)
В количеств е на 1м длины
3 шт.
5 шт.
4 шт.
Допускаются в числе
учитываемых диаме­
Не допускаются тром не более 35 мм
в количестве не более
2 шт. на 1 м длины
Вздутия, прикрывающие заросшие суч­
ки над поверхностью, допускаются вы­
сотой, мм, не более
10
|
40
|
60
2. Табачные сучки, см
3. Заросшие сучки
Вопрос 2.4. Что представляют собой грибные поражения
древесины и как они учитываются при оценке качества брёвен
хвойных пород?
Ответ.
Грибные
ядровые
пятна - ненормально окрашенные
участки ядра без понижения твёрдости древесины, возникающие в
растущем дереве под воздействием деревоокрашивающих и (или) дереворазрушающих грибов.
Ядровая
гниль - гниль, возникающая в ядре растущего дерева,
характеризующаяся пониженной твёрдостью.
Заболонная
гниль - гниль, возникающая в заболони срубленной
древесины, с желтовато-бурым или розово-бурым оттенком у хвой­
ных пород.
Наружная
трухлявая
гниль - бурая трещиноватая гниль, возни­
кающая преимущественно в наружной заболонной или в ядровой час­
ти лесоматериалов. Резко снижает механические свойства древесины.
Синева древесины - серая окраска заболони с синеватыми от­
тенками.
Требования к грибным поражениям древесины при оценке каче­
ства бревен приведены в табл. 2.3 и 2.4.
Таблица 2.3
Требования ГОСТ 9463-88
Показатель
1 -й сорт
2-й сорт
3-й сорт
1. Толщина вырезки ядро­
вой гнили и дупла, доли
диаметра торца, при диа­
метре торца:
< 24 см
Не допускается < 0,20 (на од­ < 0,33 (на од­
ном из торцов) ном из торцов)
26. ..38 см
< 0,25 (на одном из торцов)
< 0,33 (на од­
ном из торцов)
> 40 см
< 0,33 (на одном из торцов)
< 0,50 (на вто­
ром торце 0,25)
Не допускается
< 0,1
2. Глубина заболонной гни­
ли, доли диаметра торца
3. Наружная трухлявая
гниль
4. Глубина синевы, доли ди­
аметра торца
Показатель
1. Толщина сердцевинной
вырезки ядровых пятен в
долях от диаметра бревна
соответствующего торца
2. Толщина сердцевинной
вырезки, в которую может
быть вписана ядровая
гниль, в долях диаметра
торца
Не допускается
< 0,10
< 0,05
Допускается
любая
Таблица 2.4
Требования ГОСТ 22298-76
3-й сорт
1 -й сорт 2-й сорт
<25
<33
Допускается
любая
Допускается в одном из
торцов: в бревнах диамет­
Не допускается в
ром до 30 см - не более
бревнах, кроме ком­
0,2; свыше 30 см - не бо­
левых
лее 0,33 соответствующе­
го торца
B i сомлевых бревнах допускается
на ни жнем торце, в долях его диаметра
< 0,33
<0,20
Показатель
3. Глубина заболонной
гнили от боковой поверх­
ности бревна, в долях
диаметра соответствую­
щего торца
4. Наружная трухлявая
гниль
5. Заболонные грибковые
окраски (синева и забо­
лонные цветные пятна)
глубиной по радиусу,
в долях диаметра соот­
ветствующего торца
Продолжение табл. 2.4
Требования ГОСТ 22298-76
2-й сорт
3-й сорт
1 -й сорт
Допускается односторонняя глу­
биной от боковой поверхности
Не допус­
бревна не более 0,1, а кольцевая
кается
не более 0,05 диаметра соответ­
ствующего торца
Не допускается
<0,05
< 0,Ю
<0,25
Вопрос 2.5. Что представляет собой червоточина? Как её
учитывают при оценке качества хвойного пиловочника?
Ответ.
Червоточина - это ходы и отверстия, проделанные в
древесине насекомыми.
Различают поверхностную, неглубокую и глубокую червоточи­
ны, проникающие в древесину соответственно на 3, 15 и более 15 мм.
Червоточина снижает механические свойства древесины. Может по­
влечь за собой поражение древесины заболонной гнилью.
Требования к пиломатериалам по червоточине приведены в
табл. 2.5, 2.6.
Показатель
Глубина червоточины
Таблица 2.5
Требования ГОСТ 9463-88
1 -й сорт
2-й сорт
3-й сорт
Допускается поверхностная
Допускается неглубокая и
Допускается
глубокая при числе от­
поверхностная.
верстий на 1 м длины
Неглубокая и глу­
бокая не допуска­
<5
< ю
ются
Показатель
Требования ГОСТ 22298-76
2-й сорт
3-й сорт
Допускаются неглубокая
Допускается поверхностная.
и глубокая при числе от­
Неглубокая и глубокая
верстий не более 3
не допускаются
на 1 м длины
1-й сорт
Глубина червото­
чины
Вопрос 2.6. Какие виды трещин влияют на качество пило­
вочных брёвен?
Ответ. Трещина - это разрыв древесины вдоль волокон.
Виды трещин (рис. 2.2):
метиковая
- радиально направленная трещина в ядре или спелой
древесине, отходящая от сердцевины и имеющая значительную протя­
женность по длине пиловочника; простая метиковая
- трещина, распо­
ложенная в одной плоскости, сложная — в нескольких плоскостях;
отлупная - трещина, проходящая между годичными слоями;
морозная
- радиально направленная трещина, проходящая из
заболони в ядро и имеющая значительную протяженность по длине
пиловочника;
трещина
усушки
- радиально направленная трещина, возни­
кающая в древесине при сушке; может быть боковой, не выходящей
на торец, и торцовой, выходящей на торец.
Торцовые трещины (кроме трещин усушки) измеряют по наи­
меньшей толщине наименьшей вырезки, в которую они могут быть
вписаны, измеренной в линейных размерах (рис. 2.2, б, размер а;
рис. 2.2, е, размер а\) или в долях диаметра торца - a/d
2
и а/с1 .
ъ
Боковые трещины от усушки, выходящие на торец, измеряют
по длине (рис. 2.2, d, размер / ). Для измерения боковых трещин
2
от усушки, не имеющих выхода на торец, применяют щуп толщиной
0,3 мм.
Требования к трещинам при оценке качества брёвен хвойных
пород приведены в табл. 2.7 и 2.8.
в
Показатель
г - морозная; д- усушки
Таблица 2.7
Требования 9463-88
3-й сорт
1-й сорт | 2-й сорт
1. Величина сердцевинной вырезки
трещин (кроме трещин усушки),
в долях диаметра торца
<о,зз
Допускается
любая
2. Глубина боковых трещин усуш­
ки, в долях диаметра торца
<0,05
<0,20
3. Длина торцовых трещин усушки
Не более припуска
по длине (3...5 см)
Не более диа­
метра верхнего
торца
Показатель
1. Величина сердцевинной вырез­
ки трещин (кроме трещин усуш­
ки), в долях диаметра торца
2. Глубина боковых трещин усуш­
ки, в долях диаметра торца
3. Длина торцовых трещин усушки
Таблица 2.8
Требования 22298-76
1 -й сорт
3-й сорт
2-й сорт
<0,20
<о,зз
<0,05
< 0,10
Не более припуска по длине
(5...10 см)
Ориентация метиковой трещины зависит от способа распиловки
(рис. 2.3): при распиловке вразвал метик должен располагаться верти­
кально и попадать или между центральными досками, или в сердце­
винную доску; при распиловке с брусовкой - горизонтально перпен­
дикулярно плоскостям бруса.
Рис. 2.3. Схемы распиловки бревен с метиковой трещи­
ной: а - вразвал; б - с брусовкой
Вопрос 2.7. Ч т о называется закомелистостью?
Ответ.
Закомелистость -
это резкое увеличение
диаметра
бревна в его комлевой части. Она наблюдается на небольшом протя­
жении (длиной до 1 м) ствола, поэтому её м о ж н о характеризовать
как местную сбежистость. В зависимости от формы комлевой части
бревна закомелистость может
„
быть:
округлой - форма попе­
речного
сечения
комлевой
части близка к окружности
(рис. 2.4, а);
ребристой
разная
форма
-
звездооб- «
поперечного
сечения с продольными углублениями на боковой поверхности бревна (рис. 2.4, 6).
а
Р и с
б
. .4. Закомелистость бревна: а - округлая; б - ребристая
2
Округлую закомелистость оценивают как разность диаметров
(в сантиметрах) комлевого торца и сечения, расположенного на рас­
стоянии 1 м от него: Z\ = a\-
Ь\.
Ребристую закомелистость оценивают как разность максималь­
ного и минимального диаметров комлевого торца: 2г=а 2
b , Z = а - с.
2
3
2
К недостаткам пиления закомелистых бревен следует отнести:
- плохое базирование в подающих вальцах;
- необходимость обтесывания бревен при диаметре в комле,
превышающем просвет пильной рамки;
- большое смещение вверх верхних межпильных прокладок, что
увеличивает свободную длину пил и снижает точность пиления;
- образование засор, что заставляет останавливать лесопильную
раму для их удаления.
Для устранения закомелистости
целесообразно
использовать
оцилиндровочные станки.
По ГОСТ 22298-76 ребристая закомелистость для брёвен 1-го
сорта не допускается глубиной более 1/5 диаметра комлевого торца,
для брёвен 2-го и 3-го сортов допускается.
Вопрос 2.8. Что называется сбегом бревен?
Ответ. Сбег бревна - это уменьшение диаметра бревна от ком­
ля к вершине, приходящееся на 1 м.
Средний сбег
где D - диаметр бревна у комлевого торца, см; d - диаметр бревна у вер­
шинного торца, см; L ~ длина бревна, м.
K
a
Средний сбег для брёвен всех диаметров часто принимают рав­
ным 1 см на 1 м длины. Однако в брёвнах отдельных групп диаметров
он меняется (табл. 2.9).
Средний сбег,
Диаметр бревна в
Диаметр бревна в
вершинном торце, см
см/м
вершинном торце, см
12...13
0,75
23...26
14...18
0,80
27...30
19...22
0,90
31...34
Таблица 2.9
Средний сбег,
см/м
1,00
1,10
1,15
Средний сбег,
Диаметр бревна в
вершинном торце, см
см/м
1,25
35...38
1,35
39...42
1,45
43...46
1,55
47...50
Вопрос
у бревен?
Продолжение табл. 2.9
Диаметр бревна в
Средний сбег,
вершинном торце, см
см/м
51...55
1,65
56...58
1,70
> 60
1,80
2.9. Какая высота сучьев (от коры)
Ответ.
допускается
У бревен хвойных пород общего назначения (ГОСТ
9463-88) допускается наличие сучьев высотой до 2 см; у поставляе­
мых для экспорта (ГОСТ 22298-76) сучья должны быть вровень с по­
верхностью неокоренного бревна, при этом срез может быть плоским.
Вопрос 2.10. Что представляет собой кривизна бревен? Ка­
ковы допустимые значения?
Ответ. Кривизна бревна оценивается отклонением его продоль­
ной оси от прямой линии. При одном изгибе оси пиловочника имеем
простую кривизну, а при нескольких изгибах - сложную (рис. 2.5).
Простая кривизна опреде­
ляется как отношение прогиба а
к длине /, %,
к = -100.
/
Сложная кривизна
оцени­
вается по наибольшему из соот­
ношений а\Н\ и a lh2
Допускаемая кривизна пи­
ловочника хвойного общего наз­
начения (ГОСТ 9463-88) и хвой­
ного экспортного (ГОСТ 22298-76) приведена в табл. 2.10.
Кривизна бревен снижает выход пиломатериалов.
Вид
кривизны
Допускаемая кривизна к, %
Стандарт
1-й сорт
2-й сорт
3-й сорт
ГОСТ 9463-88
< 1,0
< 1,5
< 2,0
ГОСТ 22298-76
< 1,0
Простая
ГОСТ 9463-88
Сложная
ГОСТ 22298-76
Рекомендации.
< 1,5
Допускается в размере половины
нормы простой кривизны
При распиловке бревен на лесопильных рамах
бревно целесообразно ориентировать кривизной вниз. Для уменьше­
ния кривизны и повышения выхода пиломатериалов необходимо рас­
кряжевывать бревна по длине. При раскряжевке кривого бревна по­
полам кривизна каждого полученного бревна уменьшается примерно
в 2 раза по сравнению с первоначальной.
Перспективными направлениями повышения выхода пиломате­
риалов при наличии пиловочника с повышенной кривизной являются:
- пиление бревен вдоль кривизны;
- силовое выпрямление бревен при распиловке.
Полученные тонкие доски с продольной кривизной выправля­
ются при сушке.
Вопрос 2.11. Что называется скосом пропила и как его опре­
делить?
Ответ.
Скос пропила - это неперпендикулярность торца про­
дольной оси пиловочника.
Определяется по разности наибольшей и наименьшей длины
пиловочника. По ГОСТ 9463-88 скос пропила не должен превышать
припуска по длине; по ГОСТ 22298-73 не должен превышать 10 %
диаметра торца.
Вопрос 2.12. Как перевести складочный объем брёвен с ко­
рой в плотный объём без коры?
Для определения плотного объёма хвойного пиловочника необ­
ходимо складочный объём бревен с корой умножить на коэффициент
перевода, определяемый по ОСТ 13-43-79 (табл. 2.11).
Вид погрузки
Таблица 2.11
Коэффициент перевода при
номинальной длине бревна, м
5,6...6,5
3,0...3,9
4,0...5,5
Вагоны без «шапки», автомобили
0,68
0,66
0,62
Вагоны с «шапкой»:
зональный габарит
обычный габарит
0,67
0,64
0,65
0,62
0,61
0,58
3. ПИЛОМАТЕРИАЛЫ
Вопрос 3.1. Какие виды пиломатериалов получают на лесо­
пильных рамах?
Ответ.
Пшоматериалы
- это продукция установленных раз­
меров и качества, имеющая как минимум две плоскопараллельные
пласти. По геометрической форме и размерам сечения пиломатериалы
подразделяются на брусья - двухкантные, трехкантные, четырехкантные; доски - обрезные, необрезные; бруски; шпалы - обрезанные и
необрезанные; горбыли - простые, дощатые (рис. 3.1).
Брус - это пиломатериал толщиной и шириной 100 мм и более.
Брус, имеющий две противоположные обработанные пласти, называ­
ется двухкантным,
трехкантным,
три продольные обработанные поверхности
-
четыре продольные обработанные поверхности - че-
тырехкантным.
Доска - это пиломатериал толщиной до 100 мм и шириной более
двойной толщины. Она может быть необрезной
и обрезной.
Пилома­
териал толщиной до 100 мм и шириной не более двойной толщины
называется
Шпала
бруском.
-
пилопродукция установленной формы и размеров,
применяемая в качестве опор для рельсов железнодорожных путей.
Шпала в виде четырехкантного бруса называется обрезной; двухкантного бруса - необрезной.
Горбыль
- это боковая часть бревна, имеющая одну пропилен­
ную, а другую непропиленную или частично пропиленную (дощатый
горбыль) поверхности.
Пиломатериалы могут иметь пласти, торцы и ребра. Власть
-
это любая из двух противоположных более широких продольных по­
верхностей пиломатериала, а также любая продольная поверхность
пиломатериала с квадратным сечением. Кромка
- любая из двух про-
тивоположных более узких опиленных поверхностей обрезного пи­
ломатериала, а также любая из обзольных продольных поверхностей
необрезного пиломатериала. Торец - концевое поперечное сечение
пиломатериала. Ребро - линия пересечения двух смежных поверхно­
стей пиломатериалов.
а
б
в
г
д
е
ж
з
и
к
Рис. 3.1. Основные виды пиломатериалов: а - двухкантный брус; б - трехкантный; в - четырехбитный; г - необрезная доска; д - обрезная; е - брусок;
ж - обрезная шпала; з - необрезная; и - горбыль; к - дощатый горбыль
Вопрос 3.2. Какие номинальные размеры т о л щ и н ы и шири­
ны имеют пиломатериалы в соответствии с Г О С Т 24457-82?
Ответ.
Номинальные размеры толщины и ширины обрезных
пиломатериалов с параллельными кромками и т о л щ и н ы необрезных и
обрезных пиломатериалов с непараллельными кромками указаны в
табл. 3.1.
Таблица 3.1
Толщина,
мм
75
16
75
19
22
~IS
75
25
75
32
1
Ширина, мм
100
100
100
100
100
125
125
125
125
125
150
150
150
150
150
-
175
175
175
175
-
200
200
200
-
225
225
225
-
-
250
250
275
275
-
-
Продолжение табл. 3.1
Толщина,
мм
Ширина, мм
|
1 ~60
75
100
125
150
175
200
250
^
75
75
75
75
75
-
-
100
100
125
125
~ Т о ( Р 125
100
125
100
125
100
125
125
-
-
150
150
150
150
150
150
150
150
-
175
175
175
175
175
175
175
175
175
-
200
200
200
200
200
200
200
200
200
200
225
225
225
225
225
225
225
225
225
225
-
-
250
275
250
275
250
275
250 , 2 7 5
250
275
250
275
250
250
250
250
250
-
Ширина узкой пласти, измеренная в любом месте длины необ­
резных пиломатериалов, должна быть:
для толщин
16...50 мм
60...100 мм
125...300 мм
> 50 мм
> 60 мм
> 0,6 толщины
Номинальные размеры пиломатериалов по толщине и ширине
установлены для древесины влажностью 20 %. П р и влажности древе­
сины более или менее 20 % фактические размеры толщины и ширины
должны быть больше или меньше номинальных размеров на соответ­
ствующую величину усушки по ГОСТ 6782.1-75.
Для пиломатериалов хвойных пород, выпускаемых для внутрен­
него рынка по ГОСТ 8486-86, допускаемые отклонения от номиналь­
ной толщины и ширины, мм:
< 32 мм
40...100мм
> 100 мм
±1,0;
±2,0;
±3,0.
Для пиломатериалов хвойных пород северной сортировки, по­
ставляемых для экспорта по ГОСТ 260002-83, допускаемые отклоне­
ния, мм:
по ширине
по толщине:
<50 мм
> 50 мм
-2...+3
-1...+2
-1...+2
-2...+3
Вопрос 3.3. Какой длины выпускаются пиломатериалы
хвойных пород для внутреннего рынка и экспорта?
Ответ.
Пиломатериалы хвойных пород, выпускаемые для внут­
реннего рынка, в соответствии с ГОСТ 8476-86 и Г О С Т 24454-80
должны иметь номинальные длины 1,0...6,5 м с градацией 0,25 м; от­
клонения от номинальной длины от -25 до +50 мм.
Пиломатериалы хвойных пород северной сортировки, постав­
ляемые для экспорта, в соответствии с Г О С Т 26002-83 и ГОСТ
24454-80 должны иметь номинальные длины от 1,5 м и более с гра­
дацией 0,3 м и от 0,45 до 1,35 м с градацией 0,15 м. Отклонения от
номинальной длины от -12 до +25 мм.
Вопрос 3.4. Как пиломатериалы хвойных пород северной
сортировки, поставляемые для экспорта, подразделяются по
толщине, ширине и длине?
Ответ.
По ГОСТ 26002-83 пиломатериалы хвойных пород се­
верной сортировки, поставляемые для экспорта, подразделяются по
толщине - на тонкие - 16...22 мм, средние - 25...44 мм и толстые 50...100 мм; по ширине - на узкие - 75...125 мм и широкие - 150 мм и
более; по длине - на короткие - 0,45...2,4 м и длинные - 2,7...6,3 м.
Вопрос 3.5. Как рассортировываются пиломатериалы по ка­
честву?
Ответ.
Пиломатериалы рассортировываются по сечениям, по­
родам и сортам.
По ГОСТ 26002-83 подразделяются на 1, 2, 3, 4 и 5-й сорта; пи­
ломатериалы 1, 2 и 3-го сортов объединяются в бессортные.
По ГОСТ 8486-86 подразделяются на отборный, 1, 2, 3 и 4-й
сорта.
Вопрос 3.6. Какие виды сучков оказывают влияние на сорт­
ность пиломатериалов, выпускаемых по Г О С Т 8486-86 и ГОСТ
26002-83?
Ответ.
По форме сучки делятся на круглые, овальные и про­
долговатые (рис. 3.2, а, б, в) - это такие сучки, у которых отношение
большего диаметра к меньшему (в плоскости среза) соответственно
не превышает двух, больше двух, но меньше четырех, больше четы­
рех. Если продолговатый сучок проходит через всю ширину пласти, он
называется сшивным (рис. 3.2, г). Два продолговатых сучка, симмет­
рично расположенных относительно сердцевины, называются разветв­
ленным (или лапчатым) сучком (рис. 3.2, д).
По расположению
на поверхности пиломатериала сучки делятся
на пластевые (рис. 3.2, ё), кромочные (рис. 3.2, ж), ребровые (рис. 3.2, з).
а
б
в
г
д
е
ж
з
Рис. 3.2. Виды сучков в пиломатериалах: а - круглый; б - оваль­
ный; в - продолговатый; г - сшивной; д - разветвленный;
е - пластевой; ж - кромочный; з - ребровый
По степени
срастания
с окружающей древесиной делятся на
сросшиеся (годичные слои сучка срослись с окружающей древесиной
на протяжении не менее 3/4 периметра среза сучка), частично срос­
шиеся (срослись на протяжении от 1 /4 до 3/4 периметра среза сучка),
несросшиеся (не имеют срастания или срослись на протяжении менее
1/4 периметра среза сучка).
По состоянию
древесины
делятся на здоровые (имеют древеси­
ну без гнили), загнившие (с гнилью, занимающей не более 1/3 площа­
ди разреза сучка), гнилые (с гнилью, занимающей более 1/3 площади
разреза сучка), табачные (загнившие или гнилые сучки, в которых
древесина полностью или частично превратилась в рыхлую массу
ржаво-бурого цвета).
Характеристика древесины по сучковатости включает вид суч­
ков, размеры и количество сучков на 1 пог. м длины или на весь сор­
тимент. Круглые, овальные и продолговатые, не выходящие на ребро
сучки, измеряют по расстоянию между касательными к контуру суч­
ка, проведенными параллельно оси пиломатериала (рис. 3.3, размеры а\
и а ), и по наименьшему диаметру сечения сучка (размеры Ъ\ и b ) [18].
2
2
Продолговатые сучки, выходящие на ребро, измеряют по расстоянию
между ребром и касательной к контуру сучка, проведенной парал­
лельно ребру (размер а), и по диаметру продольного сечения сучка
(размер Ь) [18].
б
а
Рис. 3.3. Измерение размеров сучков в пиломатериалах:
а - круглых, овальных, продолговатых, не выходящих
на ребро; б - продолговатых, выходящих на ребро
Вопрос 3.7. Какие виды трещин оказывают влияние на сорт­
ность пиломатериалов?
Ответ.
Трещины представляют собой продольные разрывы
древесины, образующиеся под действием внутренних напряжений,
достигающих предела прочности древесины при растяжении поперек
волокон. Определение этих трещин дано в разд. 2. Виды трещин в пи­
ломатериалах даны на рис. 3.4.
б
а
в
д
г
Рис. 3.4. Виды трещин пиломатериалов: а - простая метиковая;
б - сложная метиковая; в - морозная; г - трещина усушки; д - отлупная
Боковые трещины измеряют по максимальной глубине и длине.
Если это обусловлено спецификой сортимента, допускается измерять
один из параметров. Для измерения боковых трещин, не имеющих
выхода на торцы, применяют щуп толщиной 0,3 мм.
Торцовую трещину измеряют по глубине и протяженности а на
торце в миллиметрах или в долях ширины z той стороны сортимента,
на которой её проекция больше, т.е. z, =— при а > а (рис. 3.5, а)
Ъ
ь
или г ~—
с
при а > а (рис. 3.5, б).
г
с
с
°
Торцовую отлупную трещину измеряют в миллиметрах по хор­
де, если длина её меньше полуокружности годичного слоя, или по
диаметру, если длина её равна или больше полуокружности годично­
го слоя, или в долях ширины той стороны сортимента, на которой её
проекция больше.
б
а
Рис. 3.5. Измерение параметров торцовых трещин
Вопрос 3.8. Какие виды покоробленности допускаются у пи­
ломатериалов?
Ответ. Покоробленность - это изменение формы пиломатериа­
лов при выпиловке, сушке и хранении.
Виды покоробленности (рис. 3.6): простая - продольная покороб­
ленность по пласти, характеризующаяся только одним изгибом; слож­
ная - продольная покоробленность по пласти, характеризующаяся не­
сколькими изгибами; продольная по кромке - покоробленность по дли­
не в плоскости, параллельной пласти; поперечная - покоробленность по
ширине; крыловатость - спиральная покоробленность по длине.
Рис. 3.6. Виды покоробленности и её измерение: а - прос­
тая; б - сложная; в - продольная по кромке; г - поперечная;
д - крыловатость
Продольную покоробленность по пласти и кромке, поперечную
покоробленность измеряют по стреле прогиба (размеры а\ и а , а и а );
4
5
6
сложную - по стреле наибольшего из искривлений (размеры а или а ) .
2
3
По ГОСТ 8486-86 допускаются:
- покоробленность продольная по пласти и кромке, крылова­
тость (стрелы прогиба а , а , а ), в % от длины пиломатериала, - для
{
4
6
отборного, 1 -го и 2-го сортов - 0,2; для 3-го - 0,4; для 4-го - любая;
- покоробленность поперечная (стрела прогиба а ), в % от ши­
5
рины пиломатериала, - для отборного, 1-го и 2-го сортов - 1; 3-го - 2;
4-го - любая.
По ГОСТ 26002-83 допускаются:
- покоробленность продольная по кромке (стрела прогиба щ), в %
от длины пиломатериала, - для бессортных - 0,15; 4-го сорта - 0,20;
5-го - любая;
- покоробленность продольная по пласти (стрела прогиба а
ь
а
2
или а ) на длине 1,5 м - для бессортных - 6 мм; 4-го сорта - 13 мм;
3
5-го - любая;
- покоробленность поперечная (стрела прогиба а ) при ширине
5
пиломатериалов от 75 до 125 мм •- для бессортных - 3 мм; 4-го сорта 6 мм; 5-го - любая; при ширине 150 мм и более - соответственно 6 мм,
10 мм и любая.
Крыловатость, отклонение от плоскостности пласти по всей
длине - для бессортных и 4-го сорта - 13 мм; 5-го - любая.
Вопрос 3.9. Что представляет собой обзол? Какие виды обзо­
л а существуют?
Ответ.
Обзол - это часть боковой поверхности бревна, сохра­
нившаяся на обрезном пиломатериале (рис. 3.7). Обзол может быть
тупой, занимающий часть ширины кромки, и острый, занимающий
всю ширину кромки.
Острый обзол (рис. 3.8) характеризуется отношением длины непропиленной кромки / к длине пиломатериала L, %: z = — 100 %.
L
б
Рис. 3.7. Виды обзола в обрез­
ном пиломатериале: а - тупой;
б - острый
Рис. 3.8. Измерение длины острого
обзола
Тупой
Z ]
обзол
характеризуется
=—100%, 2 = — 1 0 0 % , z.
В
По
2
ГОСТ
относительными
величинами
100% (рис. 3.9).
н
L
8486-86
острый обзол для отборно­
го, 1, 2 и 3-го сортов не
допускается: для 4-го сор­
1.
ь
1"
.1
ч
та допускается 25 %. Д о ­
пускаемые
значения
ту­
пого обзола приведены в
Рис. 3.9. Измерение длины тупого обзола:
а - по торцу; б - по длине
табл. 3.2.
Тупой обзол
На пластях и кромках без ограничения
по длине - размер непропиленной час­
ти, % ширины пиломатериала
На отдельных участках кромок - раз­
мер непропиленной части, % толщины
пиломатериала
Длина обзола, % длины пиломатериала
Таблица 3.2
Сорт пиломатериалов
отборный,
3-й
4-й
1-й и 2-й
< 16
< 33
< 33
< 66
< 16
< 25
Допус­
кается
По Г О С Т 26002-83, длина / тупого обзола, в % от длины пило­
материала L, допускается: для бессортных на одной из кромок - 33, на
обеих кромках - 25; для 4-го сорта - 67; для 5-го - любая.
Размер непропиленной части на пласти, в % от толщины пило­
материала, допускается:
- при толщине до 25 мм для бессортных - 50, 4-го сорта - 67;
5-го - любой;
- при толщине свыше 25 мм для бессортных - 33; 4-го сорта - 67;
5-го - любой.
Острый обзол в бессортных пиломатериалах и 4-го сорта не до­
пускается.
Вопрос 3.10. Что представляют собой такие пороки механи­
ческой обработки древесины, как риски, волнистость, ворси­
стость, мшистость, бахрома?
Ответ. Риски - периодически повторяющиеся глубокие следы,
оставленные на поверхности пиломатериала режущими инструментами.
Волнистость
- неплоские пропил или неровности на поверхно­
сти пиломатериала в виде закономерно чередующихся возвышений и
впадин дугообразного профиля.
Ворсистость
- присутствие на поверхности пиломатериала час­
то расположенных не полностью отделенных волокон древесины.
Мшистость
- присутствие на поверхности пиломатериала часто
расположенных пучков не полностью отделенных волокон древесины.
Бахрома - сплошная или прерывистая лента пучков не полностью
отделенных волокон и частиц древесины на ребрах пиломатериалов.
Для экспортных хвойных пиломатериалов (ГОСТ 26002-83) глу­
бина рисок и высота волны не должны превышать 0,75 мм; бахрома не
допускается; вырывы допускаются глубиной не более 0,75 мм для бес­
сортных пиломатериалов, до 3 мм для 4-го сорта и любой - для 5-го.
Для пиломатериалов хвойных пород (ГОСТ 8486-86) глубина
рисок, волнистости и вырывов допускается для отборного, 1 -го и 2-го
сортов - не более отклонений от номинальной толщины или ширины,
для 3-го - не более 3 мм, для 4-го - ограничений нет.
Глубина рисок зависит от точности подготовки пил и установки
их в станке. Измерение глубины рисок может быть выполнено с по­
мощью индикаторного глубиномера.
На волнистость пиломатериалов оказывает влияние точность
подготовки и установки пил, а также режимы пиления древесины.
Причиной образования мшистости может быть большая подача на
зуб (u ), затупление зубьев пил, несоответствие уклона пил посылке.
z
Для устранения бахромы на ребрах пиломатериалов возможны
два направления: первое - обеспечение остроты зубьев, точности ус­
тановки и движения пил, второе - подпор или подсечка нижних воло­
кон древесины при пилении.
Параметр шероховатости R
m
m a x
пиломатериалов, выпускаемых
по ГОСТ 8486-86, для отборного, 1, 2 и 3-го сортов не должен пре­
вышать 1250 мкм, для 4-го - 1600 мкм по Г О С Т 7016-82.
Вопрос 3.11. Как условно обозначаются пиломатериалы?
Ответ. Условное обозначение состоит из наименования пилома­
териалов (доска, брусок, брус), цифры, обозначающей сорт, наименова­
ния породы (хв. - хвойные или отдельные породы - сосна, ель, лист­
венница, кедр, пихта), цифрового обозначения поперечного сечения
(для необрезного пиломатериала - толщины) и обозначения стандарта.
Примеры условного обозначения пиломатериала:
Доска-2-сосна-32
х 100-ГОСТ 8486-86;
Доска-2 хв.-32-ГОСТ 8486-86.
Вопрос 3.12. Ч т о называется усушкой древесины и как она
учитывается при получении пиломатериалов?
Ответ.
Усушкой древесины называется уменьшение её линей­
ных размеров и объема при удалении связанной влаги при высыхании.
Полной усушкой называют усушку при удалении всего количества свя­
занной влаги. Полная усушка составляет: в тангенциальном направле­
нии 6... 10 %, радиальном - 3.. .5 %, вдоль волокон - 0,1.. .0,3 %. Полная
объемная усушка в среднем составляет 12... 15 %.
На лесопильных рамах выпиливаются пиломатериалы влажно­
стью более 35 %, а номинальные размеры пиломатериалов даны для
древесины со стандартной влажностью, получаемой после усушки,
поэтому пиломатериалы выпиливают толще и шире с учетом усушки.
Величина усушки учитывается при установке пил на определен­
ное расстояние друг от друга с помощью межпильных прокладок.
Транспортная влажность пиломатериалов хвойных пород внут­
реннего рынка по Г О С Т 8486-86 и северной сортировки, поставляе­
мых на экспорт, по Г О С Т 260002-85 принята 20 % . П р и большей или
меньшей влажности размеры пиломатериалов д о л ж н ы быть больше
или меньше на величину усушки по Г О С Т 6782.1-75.
4. РАМНЫЕ ПИЛЫ И ЛЕСОПИЛЬНЫЕ РАМЫ
Вопрос 4.1. Какие типы пил для вертикальных лесопильных
рам (рамных пил) выпускаются по ГОСТ 5524-75?
Ответ.
По ГОСТ 5524-75 [11] рамные пилы выпускаются из
стали 9ХФ двух типов: 1 - с планками и 2 - без планок (рис. 4.1).
70.
110... 150
110
!25
110
150
90.. 130
II
isuL
Рис. 4.1. Рамные пилы по ГОСТ 5524-75: а - тип 1; б - тип 2
Рамные пилы с планками (тип 1) можно смещать относительно
захватов и таким образом изменять уклон пил и эксцентриситет ли­
нии натяжения. И х применяют в высокопроизводительных лесопиль­
ных рамах с непрерывной подачей распиливаемого материала.
Пилы типа 2 используются в одно- и полутораэтажных лесопиль­
ных рамах (Р63, Р65, РК, ЛРВ). Планки к пилам типа 2 не приклёпыва­
ются, но могут поставляться по заказам потребителей в комплекте.
Вопрос 4.2. К а к у ю форму и параметры имеют зубья рамных
пил?
Ответ.
В соответствии с Г О С Т 5524-75 рамные пилы имеют
зубья с ломаной задней гранью (рис. 4.2).
Основные параметры зубьев рамных пил: толщина - s; высота - h;
шаг - t; радиус закругления межзубовой впадины - г; длина задней
грани - /.
Рис. 4.2. Форма и параметры зубьев рамных пил
Преимущества плющения перед разводом следующие:
1) плющенный зуб имеет симметричное уширение зубьев на обе
стороны, поэтому ширина режущей кромки равна ширине пропила;
2) каждый зуб формирует обе плоскости пропила одновременно,
и силы сопротивления резанию действуют на зуб симметрично; в то
же время на разведенный зуб действуют различные силы с разных
сторон, что приводит при пилении к потере развода;
3) плющенные зубья при одинаковом их шаге и скорости пода­
чи срезают стружку, толщина которой в два раза меньше, чем при пи­
лении разведенными зубьями, что улучшает качество поверхности
пиломатериалов по шероховатости;
4) при использовании плющеных зубьев вместо разведенных
можно на 30...40 % увеличить шаг зубьев без снижения качества про­
пила, что позволяет уменьшить энергозатраты на пиление, повысить
работоспособность межзубовых впадин, а следовательно, производи­
тельность станка, уменьшить трудоёмкость подготовки пил;
5) плющение зубьев повышает твердость вершин зубьев благо­
даря наклепу, поэтому плющеные зубья обладают более высокой из­
носостойкостью, чем разведённые. Увеличение твёрдости режущей
кромки от наклепа составляет примерно 7 единиц по Роквеллу.
.
Вопрос 4.3. Какие обозначения и размеры имеют рамные пи­
лы, выпускаемые по Г О С Т 5524-75?
Ответ. Рамные пилы имеют размеры и обозначения, приведен­
ные в табл. 4.1 и 4.2.
Обозна­
чение пил
3400-0021
3400-0022
3400-0023
3400-0024
3400-0025
3400-0026
3400-0027
3400-0028
3400-0029
3400-0031
3400-0032
3400-0033
3400-0034
3400-0035
3400-0036
3400-0037
3400-0038
т
L,
h
1250
1400
1500
1600
Таблица 4.1
Размеры рамных пил типа 1 (с планками)
г
s
t
h
и
пред.
пред.
/
пред.
(пред.
откл.
ном.
ном.
откл.
откл.
откл. ± 2)
+0,5
2,0
+ 0,13
22 15,0 10,0 4,0
±0,6
+ 0,14
2,2
1190
2,0
±0,13
±0,7
26 18,0 11,5 5,0
+ 0,14
2,2
32 22,0 14,0 6,0
±0,8
1340
2,0
±0,13 22 15,0 10,0 4,0
±0,6
2,2
±0,14
2,0
+ 0,13
±0,7
26 18,0 11,5
5,0
±0,14
2,2
+ 0,8
32 22,0 14,0 6,0
1440
1540
2,5
2,2
2,5
2,2
2,5
2,2
±0,15
±0,14
±0,15
±0,14
±0,15
±0,14
26
18,0 11,5
5,0
±0,7
32
22,0
14,0
6,0
±0,8
26
18,0 11,5
5,0
+ 0,7
32
22,0
6,0
±0,8
4,0
Обозна­
чение пил
3400-0039
3400-0041
3400-0042
3400-0043
3400-0044
3400-0045
3400-0046
3400-0047
3400-0048
L
1600
Продолжение табл. 4.1
Размеры рамных пил типа 1 (с планками)
s
/ | h
г
и
пред.
(пред.
пред.
/
пред.
ном.
откл.
ном.
откл.± 2)
откл.
откл.
±0,5
±0,15 32 22,0 4,0
6,0
+ 0,8
2,5
1540
2,2
±0,14
40 27,5 17,5 7,5
±1,0
1750
1690
1950
1890
2,5
±0,15
26
32
40
32
18,0 11,5
22,0 14,0
27,5 17,5
22,0 14,0
5,0
6,0
7,5
6,0
±0,7
±0,8
±1,0
±0,8
40 27,5 17,5 7,5
±1,0
3,2* ±0,18
Применять только при высоте пропила, превышающей высоту хода
пильной рамки лесопильной рамы.
Обозна­
чение пил
3400-0051
3400-0052
3400-0053
3400-0054
3400-0055
3400-0056
3400-0057
3400-0058
L
1100
1250
Таблица 4.2
Размеры рамных пил типа 2 (без планок)
s
t | h
г
и
/
пред.
пред.
пред.
(пред.
ном.
ном.
откл.
откл. откл. ±0,5
откл.+ 2)
1,6
8,0
+ 0,5
18 12,5
3,5
1,8
1040
±0,12
1,6
±0,6
22 15,00 10,0 4,0
1,8
22 15,0 10,0 4,0
±0,6
2,0 ±0,13
26 18,0 11,5 5,0
±0,7
1190
22 15,0 10,0 4,0
±0,6
2,2 ±0,14
±0,7
26 18,0 11,5 5,0
Пример условного обозначения пилы типа 1, длиной £ = 1 5 0 0 мм,
толщиной 5 = 2,2 мм, с шагом зубьев t = 32 мм:
Пила 3400-0034
ГОСТ5524-75.
Вопрос 4.4. К а к работает лесопильная рама?
Ответ. Пильная рамка с установленными в ней пилами совер­
шает возвратно-поступательное движение в направляющих (рис. 4.3).
Подача распиливаемого материала через пильную рамку осуществляет-
ся с помощью вальцов механизма подачи. Пильная рамка через щатун
связана с кривошипом коленчатого вала. Вращательное движение кри­
вошипа
преобразуется
с
помощью шатуна в воз­
вратно-поступательное
движение пильной рамки с
пилами.
Рис. 4.3. Кинематическая
схема лесопильной рамы:
1 - пильная рамка; 2 - пилы;
3 - направляющие пильной
рамки; 4 - распиливаемый
материал; 5 - валец меха­
низма подачи; 6 - шкив ре­
менной передачи; 7 - кри­
вошип коленчатого вала;
8 - шатун
Вопрос 4.5. По каким признакам классифицируются лесо­
пильные рамы?
Ответ.
Лесопильные рамы классифицируются по следующим
признакам.
1. По расположению пильной рамки - вертикальные, горизон­
тальные. В лесопилении в основном применяются вертикальные лесо­
пильные рамы. Горизонтальные лесопильные рамы имеют одну пилу и
применяются главным образом для выпиловки двухкантных брусьев из
бревен ценных пород для производства шпона строганием или тонких
досок, например для производства музыкальных инструментов.
2. По назначению - общего и специального назначения (тарные,
коротышевые, передвижные).
3. По габаритам - двухэтажные, полутораэтажные, одноэтажные.
4. По числу шатунов - одношатунные, двухшатунные. Одно­
этажные двухшатунные лесопильные рамы общего назначения отече-
ственного производства, распиливающие бревна на брусья и доски,
имеют ход пильной рамки и частоту вращения коленчатого вала зна­
чительно меньше, чем двухэтажные, поэтому они менее производи­
тельны. Используются на малых лесопильных предприятиях, в лес­
промхозах, на стройках, в сельском хозяйстве, на транспорте.
Создание
отечественных
одноэтажных
двухшатунных
лесо­
пильных рам, имеющих малые габариты и металлоёмкость, при ходе
пильной рамки и частоте вращения коленчатого вала, равных двух­
этажным одношатунным рамам, связано с повышением уровня отече­
ственного машиностроения (применение высокопрочных и легких
материалов для пильной рамки, использование подшипников с высо­
кой долговечностью, высокая точность изготовления шатунов).
5. По ширине просвета (расстоянию между стойками рамки): узкопросветные с шириной просвета менее 600 мм, среднепросветные 600...800 мм, широкопросветные - свыше 800 мм.
6. По месту в лесопильном потоке - рамы первого ряда и рамы
второго ряда. На рамах первого ряда бревна распиливают на брусья и
необрезные доски (при распиловке с брусовкой) или вразвал - на не­
обрезные доски. На рамах второго ряда при брусово-развальном спо­
собе получения пиломатериалов распиливаются брусья на доски.
7. По способу позиционирования пил (установки пил на опреде­
ленном расстоянии друг от друга в зависимости от толщины выпили­
ваемых материалов) - с помощью межпильных прокладок или на­
правляющих для пил.
Вопрос 4.6. Что представляет собой конструкция двухэтаж­
ной лесопильной рамы?
Ответ. Базовой моделью унифицированного ряда лесопильных
рам типа РД является среднепросветная двухэтажная лесопильная ра­
ма РД 75-6 (рис. 4.4). Она предназначена для использования в меха­
низированных лесопильных потоках в качестве лесопильной рамы
первого ряда (при распиловке с брусовкой), распиливающей брёвна
Рис. 4.4. Конструкция лесопильной рамы РД 75-6
на брус, необрезные доски и горбыли, или при распиловке брёвен
вразвал с получением необрезных досок и горбылей.
Лесопильная рама устанавливается на фундамент 1. Фундамент­
ная плита 2 станины прикрепляется к фундаменту болтами. На фун­
даментной плите монтируются нижние 3 и верхние 4 стойки. Ниж­
ние стойки в верхней части скрепляются между собой связями 5, а
верхние - крышкой 6. На фундаментной плите через корпуса ролико­
вых подшипников 8 монтируются коленчатый вал 9 с ведомым шки-
вом 7 привода. Коленчатый вал соединен с нижней головкой шатуна
10, а верхняя головка шатуна шарнирно соединена с проушинами
пильной рамки 11. Пильная рамка совершает возвратно-поступатель­
ное движение по направляющим 12. Коленчатый вал, шатун и пильная
рамка связаны между собой кинематическими парами, образуя меха­
низм резания.
Передние вальцы механизма подачи установлены в нижних 13 и
верхних 14 воротах. Задние вальцы установлены соответственно в
задних воротах. Передние ворота (верхние и нижние) и задние верх­
ние ворота выполнены
открывающимися.
Задний нижний
валец
смонтирован в неоткрывающемся корпусе. Это вызвано тем, что с
задней стороны к станине прикреплен направляющий аппарат, кото­
рый не позволяет иметь задние открывающиеся ворота. При работе
лесопильной рамы для автоматического подъема передних ворот ус­
танавливается щиток 15.
Привод механизма уклона пильной рамки осуществляется элек­
тродвигателем 16. Величину подачи показывает стрелочный указа­
тель 17.
Для направления распиливаемого материала, а также для отде­
ления боковых досок и горбылей в задней части лесопильной рамы
установлен направляющий аппарат 18. Привод механизма подачи
осуществляется от электрической муфты скольжения 19, а регулирова­
ние тока возбуждения производится центробежным регулятором 20.
Передача движения от привода к редуктору 22 механизма пода­
чи осуществляется с помощью клиноременной передачи 21. Цилинд­
рическая шестерня на выходном конце редуктора передает движение
шестерням 23, укрепленным на нижних переднем и заднем посылоч­
ных вальцах механизма подачи. Привод верхних подающих вальцов
осуществляется через звездочку 24.
Для ограничения наклона пильной рамки установлен конечный
выключатель 25. Конечный включатель 26 устанавливается для вклю­
чения электромагнитной муфты автоматического подъема
задней
верхней рябухи. Для предохранения от травматизма предусмотрено
ограждение коленчатого вала 27. Остановка пильной рамки в нужном
положении производится с помощью рукоятки 29 тормоза 28. Д м
смазки направляющих предусматривается насос-лубрикатор 30.
Технические характеристики РД 75-6
Ширина просвета пильной рамки, мм
Ход пильной рамки, мм
Наибольший диаметр распиливаемых бревен в комле, мм
Наименьшая толщина выпиливаемой доски, мм
Частота вращения коленчатого вала, об/мин
Посылка, мм/об9
Наибольшее количество пил в поставе
Мощность электродвигателей, кВт:
механизма резания
механизма подачи
Габариты, мм:
Высота
Ширина
Длина
Масса, кг
750
600
650
16
320
50
12
75
4,5
5050
2575
2250
15900
Вопрос 4.7. Что представляет собой коленчатый вал двух­
этажной лесопильной рамы в сборе с шатуном и ведомым шки­
вом привода?
Ответ. Коленчатый вал (рис. 4.5) служит для передачи движе­
ния от привода через шатун пильной рамке. Он состоит из двух полу­
валов, на которые напрессованы стальные литые маховики, выпол­
ненные заодно с противовесами. В телах маховиков в клеммовых
(разрезных) зажимах, стягиваемых болтами (или шпильками), закреп­
лены концы кривошипного пальца, соединяющего полувалы в один
коленчатый вал. На обоих полувалах установлены роликовые корен­
ные подшипники с помощью конических разрезных втулок с гайками.
Корпуса подшипников крепятся на фундаментной плите с по­
мощью шпилек. Посадочная шейка кривошипного пальца выполнена
конической, как и внутренняя поверхность роликоподшипника ниж­
ней головки шатуна. Это позволяет выбирать зазор между роликами и
Рис. 4.5. Коленчатый вал в сборе с шатуном и ведомым шкивом привода:
I - фундаментная плита; 2 - шкив; 3 , 8 - полувалы; 4 - коренной подшипник;
5, 7 - маховики; 6 - шатун; 9 - кривошипный палец;
10 - подшипник нижней головки шатуна
кольцами подшипника в процессе эксплуатации. На конце полувала 3
крепится ведомый шкив привода, изготовленный из чугунной отлив­
ки и подвергнутый статической балансировке.
Шатун служит для преобразования вращательного движения ко­
ленчатого вала в возвратно-поступательное движение пильной рамки.
Как коленчатый вал и пильная рамка, шатун подвержен значительным
силам инерции и силам сопротивления резанию. Он представляет со­
бой стальной цельнокованый стержень с нижней и верхней головками
на концах. Для уменьшения массы шатуна и обеспечения требуемой
жесткости в нём выфрезеровывают канавки. В нижней головке шату­
на установлен роликовый сферический двухрядный подшипник с
бочкообразными роликами, часто называемый мотылёвым. В верхней
головке шатуна установлен игольчатый двухрядный подшипник.
Вопрос 4.8. Что представляет собой пильная рамка
пильной рамы?
лесо­
Ответ. Пильная рамка служит для натяжения рамных пил и ус­
тановки их на определенных расстояниях друг от друга, определяемых
планом раскроя бревна или бруса (рис. 4.6). Она состоит из двух попе­
речин (траверс) и двух стальных стоек трубчатого сечения. Стойки с на­
тягом запрессовываются в отверстия поперечин и для надёжности это
соединение усиливают заклепкой. Поперечины пильной рамки изготав­
ливают из стального литья. Они имеют вертикальные несущие стенки, в
промежуток между которыми проходят захваты для натяжения рамных
пил. Нижняя поперечина в центральной нижней части имеет две
проушины. Они расположе­
ны симметрично относитель­
но вертикальной оси пильной
рамки и служат для закреп­
ления пальца, соединяющего
пильную рамку с верхней го­
ловкой шатуна.
Рис. 4.6. Конструкция пильной
рамки лесопильной рамы 2Р75-1:
1,6- соответственно коренная
и прижимная струбцины;
2, 7 - верхний и нижний ползу­
ны; 3 - палец ползуна; 4, 8 верхняя и нижняя поперечины;
5 - стойка; 9 - палец верхней
головки шатуна
Верхняя и нижняя поперечины имеют специальные проушины, в
которых закреплены пальцы ползунов 2, 7. Передние по направлению
подачи распиливаемого материала опорные поверхности ползунов вы­
полнены плоскими, а задние имеют призматическую форму и скользят
по призматическим направляющим. Ползуны пильной рамки изготав-
ливают чаще всего из текстолита, но могут применяться и другие ан­
тифрикционные материалы. Для установки межпильных прокладок
служат коренные и прижимные струбцины.
Вопрос 4.9. Для чего предназначен направляющий аппарат
лесопильной рамы и как он устроен?
Ответ. Направляющий аппарат (направляющее устройство) у
лесопильных рам первого ряда расположен на выходе брёвен из лесо­
пильной рамы. Предназначен для базирования (направления) распи­
ливаемых брёвен и отделения брусьев, получаемых из средней части
брёвен от необрезных досок и горбылей.
Направляющий аппарат лесопильной рамы 2Р75-1 (рис. 4.7) со­
стоит из двух чугунных литых кронштейнов, соединённых между со­
бой стальными шлифованными осями и стяжками и закреплённых на
боковинах станины. На осях надеты левый и правый суппорты, на ко­
торых закреплены вертикальные направляющие ножи, представляю­
щие собой стальные пластины толщиной 20 мм и имеющие на сторо­
нах, обращенных к станине, односторонние скосы для облегчения за­
хода их в пропилы. Для установоч­
1
ных перемещений суппортов служат
четыре ходовых винта - по два на
каждый суппорт.
Пара винтов каждого суппорта
вращается синхронно за счет кинема­
тической связи, включающей валик и
две пары конических зубчатых колес.
Благодаря этому исключается перекос
направляющих ножей.
Рис. 4.7. Конструкция направляющего
аппарата лесопильной рамы 2Р75-1:
1 - направляющий нож; 2 - кронштейн;
3 - ось; 4 - суппорт; 5 - стяжка;
6 - ходовой винт
Вид
А
Перемещение каждого из суппортов осуществляется вручную
поворотом рукоятки. Длина направляющего аппарата у лесопильных
рам второго ряда значительно короче, чем у лесопильных рам первого
ряда.
Рекомендации.
Направляющие ножи должны быть установлены
точно в плоскости пил, выпиливающих брус, в противном случае точ­
ность пиления снижается из-за упирания бруса в ножи, зажима его в
ножах или из-за смещения бруса при входе в ножи. По предложению
проф. Г.Ф. Прокофьева разработано устройство для настройки на­
правляющих ножей лесопильных рам [23]. Устройство включает ли­
нейку с магнитами на одном конце. Магниты прижимают линейку к
пиле и удерживают её в таком положении. Нож при помощи винта и
штурвала перемещают до соприкосновения с упором, выполненным
на линейке (рис. 4.8).
4
5
6
7
9
8
Рис. 4.8. Устройство для настройки направляющих ножей
лесопильной рамы: 1 - линейка; 2 - магниты; 3 - пила;
4 - зажим; 5 - провод; 6 - лампочка; 7 - электрическая
батарейка; 8 - направляющий нож; 9 - упор
В момент соприкосновения ножа с упором замыкается электри­
ческая цепь, состоящая из лампочки, электрической батарейки, про­
вода и зажима. Загорание лампочки свидетельствует о совпадении
плоскостей ножа и пилы.
Вопрос 4.10. Какие существуют способы позиционирования
рамных пил?
Ответ. Позиционирование - установка рамных пил на опреде­
ленном расстоянии друг от друга в зависимости от толщины выпили­
ваемых пиломатериалов.
Позиционирование рамных пил может осуществляться путем ус­
тановки между пилами межпильных прокладок, совершающих возврат­
но-поступательное движение вместе с
пилами, или с помощью направляю­
щих для пил, жёстко установленных
на станине над и под распиливаемым
материалом (рис. 4.9).
Рис. 4.9. Схемы установки (позициони­
рования) рамных пил: а - с помощью
межпильных прокладок (I - расстояние
между межпильными прокладками;
L - расстояние между центрами осей
захватов); б - с помощью направляю­
щих (/ - расстояние между направляю­
щими)
а
б
Для уменьшения трения рабочие поверхности направляющих
целесообразно выполнить в виде аэростатических опор.
В РФ в основном применяются деревянные межпильные про­
кладки (рис. 4.10), изготавливаемые по ТУ 13-0273675-25-89.
Рис. 4.10. Конструкция межпильных прокладок
(Т- толщина прокладок, определяемая толщи­
ной выпиливаемых досок)
Прокладки должны изготавливаться из древесины лиственницы,
березы и твердых лиственных пород. Направление волокон древеси­
ны в прокладках показано на рис. 4.10.
Допускаемые отклонения от номинальных размеров прокладок
не должны превышать, мм:
"
по длине
по высоте
по толщине
±3,0
+ 2,0
+ 0,2
Влажность межпильных прокладок должна быть равна 15±3 %.
В ряде зарубежных стран, где используются оцилиндровочные
станки, и поэтому отсутствуют при пилении «засоры» (короткие срез­
ки, застрявшие между пилами), применяются высокоточные меж­
пильные прокладки многоразового использования, изготовленные из
легких сплавов или пластмассы (рис. 4.11).
а
б
Рис. 4.11. Конструкции межпиль­
ных прокладок многоразового ис­
пользования, применяемых
в Швеции: а - прокладки фирмы
«Iggesung», изготовленные из лег­
кого металлического сплава;
б - фирмы «Westlings», изготов­
ленные из нейлона и снабженные
магнитом для фиксации на рам­
ных пилах
Направляющие для пил не только осуществляют позиционирова­
ние пил, но и уменьшают свободную длину в плоскости их наименьшей
жесткости на величину хода пильной рамки Н, что повышает жесткость
пил и позволяет использовать тонкие пилы с меньшим натяжением.
На рис. 4.12
показана конструкция аэростатической
направ­
ляющей для рамных пил, использованная для модернизации лесопиль­
ной рамы РТ-36 [22].
Рис. 4.12. Конструкция аэростати­
ческой направляющей для рамных
пил: 1 - винт; 2 - отверстие под­
дува; 3 - распределительная ка­
навка; 4 - отверстие для подвода
воздуха к направляющим; 5 - ан­
тифрикционные накладки;
6 - корпус направляющей
Вопрос 4.11. Что представляют собой конструкция направ­
ляющих и ползунов пильной рамки лесопильной р а м ы ? В чем их
недостаток?
Ответ.
У лесопильных рам применяют 4 пары чугунных на­
правляющих для ползунов пильной рамки. Каждый ползун пильной
рамки входит в пару направляющих, состоящих из плоской и призма­
тической. Для регулировки зазора между ползунами и направляющи­
ми предусмотрена возможность перемещения плоской направляющей
относительно призматической (рис. 4.13).
Рис. 4.13. Схема установки ползунов
пильной рамки между коренными и
прижимными направляющими (вид
сверху) у лесопильных рам: 1 - ползун;
2 - поперечина пильной рамки;
3 - коренная призматическая направ­
ляющая; 4 - станина лесопильной рамы;
5 - прижимная плоская направляющая
^^.I^NINMNIIMIII
™'.'™'"V^ „
При такой конструкции трудно осуществить точное движение
лесопильной рамки, так как имеются лишние базовые поверхности.
Рекомендации.
Для повышения точности движения пильной рам­
ки необходимо, чтобы число базовых поверхностей было минималь­
ным. Это может быть достигнуто, если рабочие поверхности правых и
левых по направлению подачи коренных направляющих будут выпол­
нены в виде плоскостей, расположенных друг к другу под углом, кото­
рый делится осью пильной рамки пополам. На рис. 4.14 дана принципи­
альная схема новой установки ползунов, закрепленных на поперечине
пильной рамки и совершающих движение в коренных и призматиче­
ских направляющих, установленных на станине лесопильной рамы [23].
Повышение точности движения пильной рамки и возможность
работы с минимальными зазорами между ползунами и направляющими
позволит выполнять рабочие поверхности ползунов в виде аэростатиче­
ских опор, что не только исключит боковые силы, вызванные низкой
точностью движения пильной рамки, но устранит большой расход жид­
кой смазки, который имеет место у существующих лесопильных рам.
Рис. 4.14. Схема новой установки
ползунов пильной рамки между ко­
ренными и прижимными направ­
ляющими (вид сверху): 1 - ползун;
2 - поперечина пильной рамки;
3 - коренная направляющая с рабо­
чей поверхностью, наклоненной под
углом а/2 к продольной оси лесо­
пильной рамы; 4 - станина лесо­
пильной рамы; 5 - прижимная пло­
ская направляющая
Вопрос 4.12. Как осуществляется натяжение рамных пил?
Ответ. Натяжение рамных пил осуществляется с помощью верх­
него и нижнего захватов. У одноэтажных лесопильных рам захваты
приклёпываются к пилам, у двухэтажных - пилы с планками на концах
можно смещать относительно захватов, что позволяет изменять линию
натяжения пил по мере их износа и стачивания, регулировать уклон пил
в зависимости от посылки и устанавливать оп­
тимальный
эксцентриситет
линии
натяжения.
Натяжение пил, установленных в захватах, осу­
ществляется путём поворота винта или эксцен­
трика в верхнем захвате.
Винтовые захваты более просты по уст­
ройству, но не позволяют устанавливать пилы
на расстоянии менее 24 мм друг от друга.
Эксцентриковые захваты сложнее в изго­
товлении, но позволяют обеспечить минималь­
ное расстояние между соседними пилами, равное
18 мм, и позволяют выпиливать более тонкие
пиломатериалы, поэтому нашли основное при­
менение в экспортном лесопилении (рис. 4.15).
Рис. 4.15. Конструкция натяжного
устройства рамных пил с эксцентриковым верхним
захватом: 1 - верхняя поперечина пильной рамки;
2 - верхний захват; 3 - пила; 4 - нижний захват;
5 - нижняя поперечина пильной рамки
Эксцентрик верхнего захва­
та (рис. 4.16) изготавливается из
стали 40Х. Рабочая поверхность
эксцентрика выполняется по лога­
рифмической спирали со следую­
щими параметрами, мм:
R = 26,55;
2
= 26,00
У?з = 27,12; R = 27,71
4
HRC 48...52
R = 28,31; R = 28,92; R = 29,54
5
6
7
Rt = 30,18; R = 30,83; R
9
= 31,50
w
Л = 32,18; Д, = 32,88; Л = 33,63
и
2
13
Ru = 34,32; Д = 35,66; Л = 35,82.
15
1 6
Рис. 4.16. Конструкция эксцентрика
верхнего захвата
Подэксцентрик изготавливается из стали 40Х (рис. 4.17).
.
h1,5...2,0;HRC48...52
Рис. 4.17. Конструкция подэксцентрика верхнего
эксцентрикового захвата
Вопрос 4.13. Как осуществляется установка рамных пил в
пильную рамку на определенные расстояния друг от друга в со­
ответствии с планом раскроя бревна или бруса?
Установка рамных пил на определенные расстояния друг от
друга осуществляется с помощью межпильных прокладок, сжимае-
мых в поперечном направлении по отношению к оси пильной рамки
двумя коренными и двумя прижимными струбцинами, закреплённы­
ми на стойках пильной рамки.
Коренные струбцины (обычно левые) служат не только для при­
жима пил к межпильным прокладкам, но и для устранения погрешно1 2 3
4 стей установки пил в горизонтальной плоскости (рис. 4.18).
Рис. 4.18. Конструкция коренной струбцины
лесопильной рамы: 1 - хомут; 2 - винты;
3 - основание; 4 - базовая планка
Коренные струбцины, применяемые в настоящее время, имеют
недостатки:
1) для поворота постава пил необходимо отжимать гайки хому­
тов и разворачивать всю струбцину ударами молотка, при этом угол
поворота неизвестен;
2) при повороте струбцины происходит смещение базовой план­
ки и в поперечном направлении, что приводит к нарушению точности
установки пил;
3) отсутствует жёсткая
связь базовой
планки
с
основанием
струбцины, что может привести к перекосу базовой планки и нару­
шить точность установки пил.
Рекомендации.
Предложена новая конструкция коренной струб­
цины лесопильной рамы (рис. 4.19) [8].
С помощью хомута и гаек основание струбцины крепится на
стойке пильной рамки. В прорезь основания струбцины, выполнен­
ную в виде ласточкина хвоста, входит опорная часть базовой планки.
На внешнюю базовую поверхность планки опирается коренная лесо­
пильная прокладка (распорка). Для удобства установки последней
служит пластинка, закреплённая в нижней части базовой планки.
—1—1—1_
—1—*—1
ч> •
А
Б-Б
140
Рис. 4.19. Новая конструкция коренной струбцины
пильной рамки лесопильной рамы: 1 - хомут; 2 - основа­
ние; 3 - гайка; 4 - пластинка; 5 - базовая планка;
6 - закреплённая пластинка; 7 - съёмный индикатор
часового типа; 8 - винты; 9 - опорная часть базовой планки
Для определения угла поворота базовой планки на основании
струбцины может крепиться съёмный индикатор часового типа, стер­
жень которого упирается в пластину. При проверке точности установки
пил угольником (см. рис. 5.11) по индикатору часового типа определя­
ют угол поворота пил относительно продольной оси лесопильной рамы.
Для точной установки пил базовую планку струбцины (рис. 4.19) разво­
рачивают на такой же угол, но в противоположном направлении.
Вопрос 4.14. Для чего предназначен роликовый конвейерманипулятор лесопильных рам 2-го ряда?
Ответ.
Роликовый конвейер-манипулятор предназначен для
автоматического центрирования и подачи бруса на распиловку к ле­
сопильной раме 2-го ряда. Для узкопросветных и среднепросветных
лесопильных
рам
применяется
роликовый
конвейер-манипулятор
ПРДВ 80, а для широкопросветных - П Р Д В 100.
Конструкция состоит из трёх центрирующих механизмов с кле­
щами и четырёх поддерживающих гладких роликов. Непосредственно
перед лесопильной рамой расположен приводной рифлёный подаю­
щий ролик, к которому прижимается распиливаемый брус с помощью
консольного прижимного гладкого ролика, вертикальное перемеще­
нии которого осуществляется от гидроцилиндра. Последовательность
работы механизмов обеспечивается системой автоматики.
Вопрос 4.15. Для чего предназначен впередирамный манипу­
лятор (впередирамная тележка) лесопильных рам первого ряда?
Ответ.
Впередирамный манипулятор состоит из зажимной и
поддерживающей тележек. С помощью зажимной тележки бревно за­
жимается; ориентируется в горизонтальной плоскости так, чтобы его
ось совпадала с центром постава; подаётся к вальцам лесопильной
рамы и удерживается до тех пор, пока не зайдёт в ножевой аппарат и
не останется допилить 1/3 часть его длины; поднимает торец при рас­
пиловке кривых брёвен; поворачивается вокруг продольной оси для
пиления кривизной вниз с учетом метиковых трещин. Поддерживаю­
щая тележка выполняет функцию опоры для подаваемого в лесопиль­
ную раму бревна.
Конструкция впередирамного манипулятора П Р Т 8-2 для узко­
просветных и среднепросветных лесопильных рам первого ряда пока­
зана на рис. 4.20. В отличие от ПРТ 8-2 манипулятор П Р Т 8-2М имеет
дистанционное управление с пульта, установленного в конце рельсо­
вого пути, и предназначен для широкопросветных лесопильных рам.
в
Рис. 4.20. Внередирамный манипулятор ПРТ 8-2:
а - зажимная тележка, б - расположение органов управления за­
жимной тележки, в - поддерживающая тележка; 1 - рама зажим­
ной тележки; 2 - редуктор; 3 - стойка кабеля; 4 - сидение; 5 - блок
гидрораспределителей; 6 - гидробак с насосом; 7 - шкаф с элек­
трооборудованием; 8 - педаль управления; 9 - клещевая головка;
10 - рама подвижная; 11 - крюк автосцепки; 12 - ролик; 13 - гид­
роцилиндр подъёма клещей; 14 - гидроцилиндр поперечного пе­
ремещения клещевой головки; 15 - педаль управления ходом те­
лежки вперёд; 16 - педаль управления «Тормоз»; 17 - ручка
управления зажимом/разжимом клещей; 18 - ручка управления
клещевой головки вправо/влево; 19 - кнопки гидронасоса
пуск/стоп; 20 - выключатель общего питания тележки; 21 - ручка
управления поворотом клещей вправо/влево; 22 - ручка управле­
ния подъёмом/опусканием клещей; 23 - педаль управления ходом
тележки назад; 24 - рама поддерживающей тележки
Вопрос 4.16. Ч т о является критерием затупления
рамных пил?
Ответ.
зубьев
Критерием затупления рамных (и других) пил является
шероховатость поверхности получаемых пиломатериалов.
С увеличением затупления зубьев пил шероховатость поверхно­
сти пиломатериалов возрастает. При шероховатости больше, чем до­
пустимая, требуется заточка пил. Степень затупления зубьев пил ока­
зывает влияние и на точность пиления. Вместе с тем точность пиле­
ния сильно зависит и от других факторов, поэтому по ней трудно
оценивать степень затупления зубьев пил.
Для пиломатериалов, выпускаемых по Г О С Т 8486-86, отборного,
1, 2, и 3-го сортов R
mmsx
не должен превышать 1250 мкм, для 4-го сор­
та - 1600 мкм. Для еловых и пихтовых экспортных пиломатериалов
северной сортировки в соответствии с техническими требованиями по
ГОСТ 260002-83 глубина неровностей (риски и вырывы) для бессорт­
ных пиломатериалов (1-й—3-й сорта) не должна превышать 0,75 мм.
Вопрос 4.17. Почему рамные пилы должны иметь опреде­
ленный диапазон твёрдости?
Ответ.
При малой твёрдости происходит быстрое затупление
зубьев пил и приходится их часто затачивать, что снижает производи­
тельность лесопильной рамы, увеличивает расход инструмента и тру­
дозатраты на его подготовку. При повышенной твердости пил при
плющении зубьев образуются микротрещины, которые приводят к
выкрашиванию кромок зубьев во время пиления.
Диапазон твердости рамных пил зависит от способа уширения
зубьев. При уширении зубьев путем наплавки стеллитом диапазон
твердости пил может быть уменьшен по сравнению с пилами, имею­
щими уширение зубьев плющением.
Для рамных пил с плющенными зубьями твердость полотна пи­
лы по всей длине должна быть 43...47 H R C . У рамных пил с зубьями,
оснащенными стеллитом, износостойкость определяется не твердо­
стью пилы, а свойствами стеллита. Кроме того, при понижении твер­
дости полотна пилы снижается чувствительность металла пилы к
концентрации напряжений, поэтому по заказу потребителей для пил,
предназначенных для оснащения их зубьев стеллитом, допускается
поставка пил с твердостью 40.. .42 H R C .
5. ПОДГОТОВКА РАМНЫХ ПИЛ К РАБОТЕ
Вопрос 5.1. Что представляет собой такой дефект ф о р м ы и
напряженного состояния полотна рамной пилы, как выпучина?
Ответ.
Выпучина - результат разности напряжений по толщи­
не полотна пилы. Проявляется с одной стороны пилы как выпуклость,
с другой - как вогнутость. При изгибе пилы выпучина не переходит с
одной стороны на другую.
Выпучину устраняют правкой пилы на стальной наковальне
правильным молотком с круглым бойком (рис. 5.1).
Щ в
Рис. 5.1. Схема исправления выпучины у рамной пилы
Чтобы не растянуть металл, между пилой и наковальней про­
кладывают несколько листов плотной бумаги или правку проводят на
торце дерева твердой породы (дуб, бук). Первые удары, очень мягкие,
наносят вокруг выпучины, следующие захватывают её края. Правка
заканчивается ударами по центральной части выпучины. Выпучины
удлинённой формы исправляют молотком с продольным бойком.
Удары наносят так, чтобы направление продольной оси бойка совпа­
дало с направлением более длинной оси выпучины.
Вопрос 5.2. Что представляет собой такой дефект формы и
напряженного состояния полотна рамной пилы, как тугое место?
Ответ.
Тугое место - участок полотна пилы, на котором со
стороны прилегающих к его контуру частей действуют силы растя-
жения. Обнаруживается с помощью поверочной линейки и проявля­
ется в виде выпуклости с внутренней стороны изогнутой пилы.
Тугое место исправляют путем его удлинения (растяжения).
Тугое место небольших размеров исправляют правильным мо­
лотком, значительных размеров - целесообразно исправлять вальце­
ванием (рис. 5.2).
Рис. 5.2. Схема исправления тугого места у рамной пилы
Вопрос 5.3. Что представляет собой такой дефект формы и
напряженного состояния полотна рамной пилы, как слабина?
Ответ.
Слабина -
участок полотна пилы,
испытывающий
большие напряжения сжатия. Может возникнуть, например, в резуль­
тате чрезмерной проковки при исправлении выпучины. Проявляется в
виде выпуклости при горизонтальном положении пилы. При изгибе
участок пилы со слабиной выпучивается наружу. В этом месте с
внутренней стороны между полотном и приложенной поверочной ли­
нейкой имеется большая световая щель. Если перевернуть пилу и
снова проверить её, то картина повторяется.
Слабина исправляется удлинением металла вокруг дефектного
участка ударами правильного молотка или вальцеванием (рис. 5.3).
С£3
Рис. 5.3. Схема исправления слабины у рамной пилы
Вопрос 5.4. Что представляет собой такой дефект формы и
напряженного состояния полотна рамной пилы, как искривление
(крыловатость)?
Ответ.
Искривление (крыловатость) - выпуклость, располо­
женная под углом к кромкам пилы. Для обнаружения этого дефекта
пилу кладут на поверочную плиту и отыскивают «хребет» перекручи­
вания.
Искривление полотна пилы (крыловатость) устраняют ударами
правильного молотка с продольным бойком по «хребту» перекручи­
вания - наиболее выпуклому месту (рис. 5.4).
~Ч
о
0
И
Г°
'.
/Г/
',//'
///'
—уи^и^и^т^т^^^
о
0
—
;.
Рис. 5.4. Схема исправления искривления (крыловатости)
у рамной пилы
Вопрос 5.5. Что представляет собой такой дефект формы и
напряженного состояния полотна рамной п и л ы как желобчатость?
Ответ.
Желобчатость - выпуклость полотна пилы по всей его
длине с одной стороны и вогнутость - с другой. Этот дефект полотна
пилы чаще всего является результатом искажения профиля роликов
вальцовочного станка, низкой точности их взаимного расположения
или чрезмерно высокой степени вальцевания.
Желобчатость исправляют ударами правильного молотка с ко­
сым расположением бойка тороидальной формы. Пилу кладут на на­
ковальню выпуклостью вверх, причем между пилой и наковальней
укладывают эластичную прокладку (тонкий картон или несколько
листов оберточной бумаги). Направление продольной оси бойка мо­
лотка должно совпадать с направлением оси желобчатости. Удары
наносят вдоль всего полотна, причем более сильные удары наносят по
центру выпуклости.
Вопрос 5.6. Что представляет собой вальцевание рамных пил
и для чего его применяют?
Ответ. Вальцевание представляет собой прокатку полотна пи­
лы между стальными закаленными роликами вальцовочного станка
для создания в пиле остаточных напряжений, благоприятно распреде­
ленных по ширине полотна (в средней зоне создаются остаточные на­
пряжения сжатия, а в крайних - растяжения). Оно не только повыша­
ет жесткость и устойчивость пилы, но и позволяет ей при боковом от­
клонении во время пиления древесины совершать волнообразное дви­
жение без прогрессивного зарезания.
Степень вальцевания рамных пил оценивается по
величине
стрелы прогиба поперечного сечения полотна (световой щели)
при
продольном изгибе. Для этого пилу устанавливают в приспособление
(рис. 5.5), обеспечивающее продольный изгиб по дуге окружности
радиусом R = 1,75 м.
1
2
3
4
5
Рис. 5.5. Приспособление для проверки степени вальцевания
рамных пил: 1 - основание; 2 - пила; 3 - поверочная линейка;
4 - световая щель; 5 - упоры
Перпендикулярно полотну пилы и продольной оси её симметрии
прикладывают поверочную линейку. Стрела прогиба / в этом случае
равна величине просвета между рабочей кромкой линейки и пилой
посередине её длины и ширины. При создании начального напряжён­
ного состояния пилы путём вальцевания стрела прогиба характеризу-
ет степень вальцевания. Оптимальная степень вальцевания зависит от
размеров пилы (табл. 5.1).
Длина пи­
лы, мм
Толщина
пилы, мм
1100
1,6
1,8
2,0
2,2
2,0
2,2
2,2
2,5
2,2
2,5
2,5
2,5
1250
1400
1500
1600
1750
1950
Таблица 5.1
Оптимальная степень вальцевания, мм,
при ширине пил без высоты зубьев, мм
160
150
130
120...170
140
0,15
0,10
0,20
0,15
0,20
0,10
0,08
0,15
0,30
0,22
0,18
0,15
0,15
0,10
0,08
0,05
0,05
0,25
0,18
0,15
0.10
0,20
0.15
0,10
0,08
0,30
0,22
0,18
0,15
0,20
0,10
0,08
0,15
0,18
0,30
0,22
0,18
0,25
1,10
0,18 > Csl5
0,20
0,10
0,08
0,15
Предельные отклонения степени вальцевания пил:
Степень вальцевания, мм
Предельные отклонения, мм
0,05...0,10
-0,05
0,11—0,20
±0,05
0,21...0,30
±0,08
Стрела прогиба поперечного сечения изогнутой пилы может
быть замерена с помощью поверочной линейки и щупов (рис. 5.5) или
линейки с индикатором часового типа (рис. 5.6).
А-А
Рис. 5.6. Линейка с индикатором часового типа для проверки
степени вальцевания рамных пил
Рекомендации.
Чтобы исключить влияние неплоскостности по­
лотна пилы на точность замеров, напряжённое состояние пилы следу­
ет характеризовать средним арифметическим двух замеров при поло­
жении пилы одной стороной сначала вверх, а затем вниз.
При перевёртывании пилы её положение относительно опор
приспособления для изгиба пилы должно сохраняться. Для этого ме­
сто касания пилы одной из опор при первом положении нужно поме­
тить мелом и при установке пилы другой стороной эту метку совмес­
тить с симметричной опорой.
Вопрос 5.7. Для чего и как производится уширение зубьев
рамных пил?
Ответ.
Уширение зубьев необходимо для устранения трения
полотна пилы о стенки пропила. Величина уширения зависит: от уп­
ругого восстановления древесины, которое определяется
породой
древесины и её гидротермическим состоянием; точности подготовки,
установки, движения пил и точности подачи распиливаемого мате­
риала; величины запаса уширения на несколько заточек пилы. Упругое
восстановление древесины не превышает 0,4 мм, поэтому большие
уширения зубьев (до 1,0 мм и выше) объясняются несоблюдением вы­
шеперечисленных требований к подготовке пил и станка к работе.
Обычно уширение зубьев рамных пил создается разводом или
плющением. Можно также создать уширение путем осадки их вершин
с помощью чеканки, но этот способ не нашел широкого применения,
так как трудно создать равномерное уширение зубьев и данный спо­
соб трудно поддается механизации.
Уширение зубьев плющением нашло основное применение на
промышленных предприятиях, так как имеет ряд существенных пре­
имуществ перед разводом (см. 4.2). Вершины зубьев расплющивают
эксцентриковым валиком. При повороте валика его эксцентриковая
часть надавливает на переднюю грань зуба, расплющивая его. После
плющения зубья формуют: обжимают расплющенные кончики зубьев
плашками. Для плющения и формования зубьев используют специа­
лизированные станки типа ПХФ или ручные плющильные и формо­
вочные приспособления.
Внешние формы зуба после плющения и формования должны
соответствовать указанным на рис. 5.7.
а
б
в
Рис. 5.7. Общие виды зуба рамной пилы после следующих
стадий его подготовки: а - после плющения; б - после плю­
щения и формования: в - после плющения, формования
и заточки
Зубья новых пил рекомендуется расплющивать в два-три приема.
Поднутрение зубьев от вершины зуба к впадине и от передней грани к
задней в результате формования должно быть равным 4±1°.
Значения уширения зубьев рамных пил на сторону после плю­
щения, формования и заточки и минимальные после трех-четырех за­
точек должны соответствовать приведенным в табл. 5.2.
Древесина
Хвойные породы
Твердые породы
(дуб, бук и пр.)
Таблица 5.2
Минимальное
уширение, мм
0,50
Влажность, %
Уширение, мм
< 30, любое
время года
> 30, зимой
0,65 ±0,05
0,75 ±0,05
0,50
> 30 летом
0,85 ±0,05
0,60
0,55 ±0,05
0,40
Любая
Уширение зубьев на сторону
контролируется индикаторным разводомером (рис. 5.8).
При малом уширении зубьев
полотно нагревается от трения о
стенки пропила. Это приводит к
уменьшению устойчивости пилы и
точности пиления. При
большом
уширении зубьев пиление сопро­
вождается повышенным
расходом
древесины в опилки, увеличением
Рис. 5.8. Индикаторный разводомер
сил резания и потребляемой мощности, поэтому следует строго при­
держиваться нормативных значений уширения зубьев.
Вопрос 5.8. Д л я чего и как производится заточка зубьев рам­
ных пил?
Ответ.
Заточка зубьев рамных пил выполняется для восста­
новления их требуемой остроты с целью качественного пиления дре­
весины с минимальными энергозатратами.
Износ зубьев может иметь аварийный характер (излом кончиков
зубьев в начальный период пиления из-за неправильной их подготов­
ки) или монотонный (механическое истирание инструмента при пи­
лении) характер.
Заточка зубьев рамных пил производится на специализированных
станках для заточки рамных пил типа ТчПР или универсальных заточ­
ных станках типа ТчПА. Порядок выполнения работ на заточных стан­
ках определяется руководствами по эксплуатации этих станков. Пра­
вильная заточка должна обеспечивать требуемую остроту режущих
кромок зубьев и их стандартный профиль. Профиль зуба характеризу­
ется шагом и высотой, передним углом и углом заострения, радиусом
закругления межзубовой впадины и длиной задней грани.
При настройке заточного станка должны быть выдержаны пара­
метры, указанные в табл. 5.3.
Шаг
зубьев,
мм
22
26
32
40
Ход
собачки,
мм
23...26
27...30
33...36
41...44
Высота
зубьев, мм
15
18
22
27
Ход шлифо­
вальной го­
ловки, мм
27
30
34,5
39
Радиус про­
филя круга,
мм
2
2
3
4
Передний
угол,
1^ + 9°
Несмотря на значительный допуск, передний угол на заточных
станках должен устанавливаться с большой точностью. Несовпадение
переднего угла до заточки и после заточки приводит к увеличению
толщины снимаемого слоя металла и времени заточки. В летний пе­
риод передний угол должен быть увеличен до 17°, а в зимний период
при распиловке мёрзлой древесины - уменьшен до 13°.
Толщина шлифовального круга зависит от шага зубьев и прини­
мается равной (0,3...0,4)?. Заточка зубьев должна производиться пре­
имущественно за счёт сошлифования металла с задней грани, что по­
зволяет увеличить срок службы лопаточек плющеных зубьев. Число
проходов пилы при заточке зависит от степени затупленности зубьев
и толщины слоев, снимаемых с передней и задней граней за один про­
ход. Режим заточки должен соответствовать приведённому в табл. 5.4.
Таблица 5.4
Операция
Толщина сошлифовыЧисло
ваемого слоя за про­
ход, мм
Окружная двойных
ходов
скорость
перед­
круга, м/с головки в
няя
задняя
минуту поверх­ поверхность
ность
Количество
проходов
Профили­
ровка
25...35
35
0,09
0,18
До образова­
ния требуемо­
го профиля
Заточка
после
плющения
25...35
35
0,06
0,09
3-4
Заточка
25...35
35,56
0,03
0,06
3-4
Подшлифовка
25...35
35,56
0
0
2-3
При заточке зубьев после их насечки для уменьшения разношагости подачу пил собачкой ведут во второй зуб от шлифовального
круга. В дальнейшем пила подается в первый зуб от шлифовального
круга. Радиус профиля круга выбирается в зависимости от шага зубь­
ев. После заточки и подшлифовки зубьев с них снимают заусенцы
шлифовальным бруском или напильником.
Вопрос 5.9. Для чего и как проверяется прямолинейность
линии вершин зубьев и задней кромки пилы?
Ответ.
Непрямолинейность линии вершин зубьев приводит к
увеличению подачи на зуб при пилении отдельными зубьями и ухуд­
шению качества пиломатериалов по шероховатости.
Непрямолинейность задней кромки пилы ухудшает базирование
пилы на направляющей линейке заточного станка и ухудшает качест­
во заточки зубьев.
Отклонение от прямолинейности линий вершин зубьев и задней
кромки пилы проверяется с помощью поверочной линейки, калибро­
ванных плиток и набора щупов (рис. 5.9).
Поверочная
линейка
Щуп
\
<
\
Калиброванные
пластинки
•
••и
Поверочная
линейка/
»
^
<Ы 1
\Щуп
Рис. 5.9. Определение отклонения линии вер­
шин зубьев и задней кромки пилы от прямо­
линейности
Вопрос 5.10. Исходя из каких условий выбираются основны
параметры рамных пил?
Ответ.
Основные параметры рамных пил выбираются в зави
симости от максимальной высоты пропила (табл. 5.5).
~ОтТ6~'
до 14
От 10
Св.14 до 18
до 20
Св. 20
до 24 Св. 18
Св.24 до 24
до 28
Св.28
До 36
Св. 36
до 44
Св.24
до 32
Св. 32
до 40
Тол­
щина
Шири­
на
2,0
70
600
700
600
80
2,0
90
2,2
2,5
2,2
2,5
2,2
Св. 44
до 50
Св. 40
до 44
Ж501
до 56
Св. 56
до 60
Тв7б1Г
до 66
СвЖ1
до 50
Св. 50
до 58
2,5
Св.66
Св. 58
3,2
2,5
2,5
От 80
до 90
От 100
до 110
От 80
до 90
От 120
до 130
26
1400
1100 1200
1400
50
0,15
до ПО
От 140
до 150
От 120
до 130
От 120
до 130
От
до
От
до
150
160
140
160
1250
1000 1100
IOTIOO
140
1000
40
0,10
2,2
а
22
30
1250 900
2,0
700
[аг зубьев пил, мм
Свободная длина
пил, мм, при ходе
пильной рамки, мм
Длина пил, мм,
при ходе пильной
рамки, мм
Оптимальный относи­
тельный эксцентриситет
линии натяжения
Я
да
Сила натяжения, кН
S
с
о
с
к
сЗ
Н
О
о
Минимальные
размеры сечения
полотен пил, мм
5
и
Диаметр брёвен
в вершинном торце,см
Таблица 5.1
1500 1150 1250 32
1500
1200 1300
1600
1600
1300 1400
60
0,20
70
40
1950 1400
150 и
1950
и бо­
более
лее
Минимальные размеры сечений и сила натяжения взяты из ус­
ловия пиления талой древесины хвойных пород при ходе пильной
рамки Я = 600 мм. При использовании оцилиндровочных устройств и
уменьшении просвета пильной рамки, применении лёгких и прочных
материалов для изготовления пильной рамки, использовании под­
шипников с высокой долговечностью возможен переход лесопильных
рам с хода 600 мм на ход 700 мм. При распиловке мёрзлой древесины
и Я = 700 мм необходимо применять пилы с большими размерами
поперечного сечения. Увеличивать силу натяжения пил нежелатель­
но, так как запас прочности рамных пил при динамических нагрузках
незначителен.
При подборе пил в постав для распиловки брёвен значение шага
зубьев, указанное в таблице, обязательно для центральных пил, разме­
щённых в пределах 0,7 диаметра бревна. Для остальных пил постава
рекомендуется ближайший меньший шаг зубьев, но не менее 22 мм.
Вопрос 5.11. Как подбираются пилы в постав и устанавли­
ваются в пильной рамке?
Ответ.
Постав пил формируется в соответствии с планом рас­
кроя сырья. Согласно плану раскроя подбирают межпильные про­
кладки и пилы. Верхние и нижние прокладки подбирают попарно, на­
чиная со средних и кончая распорными (крайними). Подобранные
прокладки укладывают в ящик и за 10... 15 мин до начала смены под­
носят к лесопильной раме.
При подборе пил в постав необходимо соблюдать следующие
требования:
- минимальные размеры сечения полотен пил должны быть
приняты согласно указанным в табл. 5.5;
- для уменьшения «засор» пилы в поставе необходимо устанав­
ливать «желобком», т.е. более узкие пилы должны находиться в сере­
дине постава;
- пилы, расположенные в поставе симметрично, должны быть
одинаковой толщины и иметь одинаковый шаг зубьев;
- пилы для выпиловки бруса должны быть на 0,2 мм толще ос­
тальных.
Пилы устанавливают в пильную рамку лесопильной рамы в сле­
дующей последовательности:
1) устанавливают в пильную рамку захваты в количестве, рав­
ном числу пил в поставе;
2) верхние струбцины поднимают или опускают на такую высо­
ту, при которой свободная длина пилы / при заданной наибольшей
высоте пропила минимальная. При этом нижние струбцины должны
крепиться на расстоянии 50...60 мм от верха нижних подающих валь­
цов при верхнем положении пильной рамки;
3) пилы вставляют в захваты так, чтобы относительный эксцен­
триситет линии натяжения пил на середине их свободной длины / со­
ответствовал величине, приведённой в табл. 5.5;
4) распорки и межпильные прокладки в верхней и нижней частях
постава устанавливают, начиная с левой стороны, и затем слегка об­
жимают правыми струбцинами;
5) лёгким поколачиванием клиньев у эксцентриковых захватов
пилам придают предварительное натяжение;
6) пилам придают уклон в зависимости от величины посылки,
принимаемой по высоте пропила, и проверяют с помощью пилоуклономера;
7) выверяют положение пил в пильной рамке;
8) постав обжимают правыми струбцинами;
9) окончательно подтягивают пилы;
10) контролируют жёсткость пил.
При установке пил должны выполняться следующие требования:
- опорные поверхности планок (обычно левых) струбцин следу­
ет устанавливать в одной вертикальной плоскости;
- середина постава пил должна совпадать с центром пильной
рамки, допускаемое отклонение ± 2 мм;
- смежные прокладки следует устанавливать на одной высоте;
- правильно установленные пилы должны быть параллельны
продольной оси лесопильной рамы, иметь требуемый уклон и необ­
ходимое напряжённое состояние.
Вопрос 5.12. Для чего при установке рамных пил в пильную
рамку проверяется установка их параллельно продольной оси ле­
сопильной рамы? Как выполняется эта проверка?
Ответ. При установке рамных пил не параллельно оси лесопиль­
ной рамы во время пиления возникают боковые силы, действующие на
пилы, что приводит к снижению точности пиления древесины.
Правильность установки пил в горизонтальной и вертикальной
плоскостях проверяется с помощью линейки и угольника, которые
поставляются вместе с лесопильной рамой. Линейка опирается кон­
цами на планки, закреплённые на станине лесопильной рамы. Перво­
начальная выверка
планок
и линейки
производится
на
заводе-
изготовителе. В дальнейшем при эксплуатации лесопильной рамы по­
ложение планок уточняется с помощью линейки с угольником и стру­
ны, натянутой вдоль продольной оси лесопильной рамы (см. рис. 6.1).
Общий вид линейки и угольника, поставляемых с лесопильной
рамой, приведён на рис. 5.10. Линейка представляет собой стальную
полосу, одна боковая кромка которой прошлифована. На середине
линейки сделана прорезь для болта и специальной гайки, служащей
упором для угольника, состоящего из стержня и направляющей пла­
стины. Угол между рабочими поверхностями стержня и пластины со­
ставляет 90°. Планки закрепляются на станине лесопильной рамы с
помощью болтов и штифтов.
Выверка пил в пильной рамке производится в следующей по­
следовательности:
1) поднимают пильную рамку в верхнее положение;
2) линейку устанавливают на планки до упора: угольник прижимается пластиной
к рабочей
поверхности
линейки;
стержень
угольника подводится к пиле так, чтобы он не касался плющеных
участков зубьев (к впадине между зубьями);
3) если стержень угольника не касается полотна пилы по всей его
ширине, то с помощью струбцин пилы разворачивают так, чтобы их по­
лотна касались стержня угольника. Допускаемые отклонения стержня
угольника от плоскости полотна пилы 0,2...0,3 мм. Большие значения
относятся к широким пилам. Отклонение измеряется щупом;
Рис. 5.10. Линейка и угольник для контроля уста­
новки рамных пил в пильную рамку: 1 - станина
лесопильной рамы; 2 - планка; 3 - линейка;
4 - гайка; 5 - стержень угольника; 6 - пластина
угольника; 7, 8 - болты; 9 - штифты
4) после проверки нижней части пил постав обжимают нижней
струбциной;
5) к одной из средних пил постава прикладывают угольник. По­
ложение его на линейке фиксируется с помощью передвижной гайки
упора. Затем угольник снимают с линейки и пильную рамку опускают
вниз;
6) угольник снова кладут на линейку и прижимают к гайкеупору. По расстоянию между пилой и стержнем угольника определя-
ют отклонение постава пил от вертикального положения. Отклонение
устраняют с помощью струбцин. Допускаемое отклонение пил от вер­
тикали ± 0 , 5 мм на величину хода пильной рамки;
7) проверяют параллельность всех пил продольной оси лесо­
пильной рамы (направлению подачи) и обжимают верх постава пра­
вой верхней струбциной.
Такой метод проверки установки рамных пил в лесопильную
раму имеет недостатки: определение отклонения пилы от стержня
угольника с помощью щупа малопроизводительно, неточно, а при ма­
лых расстояниях между пилами и невыполнимо.
Рекомендации.
С целью повышения точности определения угла
поворота пилы относительно продольной оси лесопильной рамы и
поперечного биения пил при движении проф. Г.Ф. Прокофьевым бы­
ла предложена новая конструкция угольника для проверки точности
установки пил (рис. 5.11) [22].
Устройство включает линейку с подвижным упором, установ­
ленную на планках станины лесопильной рамы, стержень на оси, за­
креплённой на планке, с возможностью поворота вокруг своей оси.
Винт ограничивает поворот стержня. На одном конце стержня имеет­
ся ручка, другой конец с одной стороны прямолинейный, а с другой
имеет упор. На планке установлен индикатор часового типа, фикси­
рующий угол поворота стержня. Упоры планок отрегулированы так,
чтобы рабочая поверхность линейки была перпендикулярна продоль­
ной оси лесопильной рамы, а рабочая поверхность планки прижата к
полотну проверяемой пилы. По показаниям индикатора часового типа
определяется угол между полотном пилы и продольной осью лесо­
пильной рамы (направлением подачи).
Для определения вертикальности пил пильную рамку устанав­
ливают в верхнее положение, рабочая поверхность планки прижима­
ется к рабочей поверхности линейки, одновременно упор касается бо­
ковой поверхности проверяемой пилы. Планку фиксируют относи-
тельно линейки подвижным упором. Пильную рамку опускают и по
разности показаний индикатора определяют вертикальность уста­
новки рамных пил.
Рис. 5.11. Новая конструкция угольника для про­
верки точности установки пил: 1 - упор;
2 - стержень; 3 - линейка; 4 - ось; 5 - планка;
6 - подвижный упор; 7 - винт; 8 - индикатор
часового типа; 9 - ручка
Вопрос 5.13. Для чего и как оценивается жесткость рамных
пил?
Ответ.
Для качественного пиления древесины рамные пилы
двухэтажных лесопильных рам должны быть должным образом натя­
нуты. При малых значениях силы натяжения пил не обеспечивается
требуемая точность пиления, при больших - снижается долговечность
пил, захватов и элементов пильной рамки.
Известные средства измерения силы натяжения в производст­
венных условиях не обеспечивают достаточной точности, поэтому
напряжённое состояние можно характеризовать жёсткостью, которая
должна составлять 60...80 Н/мм. Жёсткость показывает, какую боко­
вую силу необходимо приложить к режущей кромке пилы на середи­
не её свободной длины, чтобы отклонить эту кромку на 1 мм. Жёст­
кость находится из отношения
где Q - боковая сила, равная 19,6 Н (2 кгс); у - боковое отклонение пилы в
месте приложения нагрузки, мм.
При распиловке древесины с высотой пропила до 500 мм жёст­
кость должна составлять 60...70 Н/мм, при большей высоте пропила 70...80 Н/мм. Жёсткость контролируется выборочно у 1-2 пил в по­
ставе и может быть определена с помощью жёсткомера (рис. 5.12) [2J.
Рис. 5.12. Жесткомер: 1,11 - угольники;
2 - опора; 3 - ось; 4 - рычаг; 5 - упор;
6 - пила; 7 - направляющие стержни;
8 - основание; 9 - стопор; 10 - линейка;
12 - груз; 13 - блок; 14 - нить; 15 - сто­
порный винт; 16 - индикатор часового
типа
Жесткомер
имеет
основание,
которое может перемещаться с по­
следующим стопорением на линейке,
закрепленной на станине лесопиль­
ной рамы. На основании установле­
ны направляющие стержни, по кото-
12 13 14
15
16
рым может перемещаться с после­
дующим стопорением опора с осью двуплечего рычага. Один конец ры­
чага касается пилы на линии межзубовых впадин, а к другому концу
прикладывается нагрузка на гири. Величина отклонения пилы под дей-
ствием боковой силы Q определяется с помощью индикатора часового
типа, закрепленного на опоре.
Вопрос 5.14. Д л я чего служат планки у рамных пил и как их
закрепляют на концах пил?
Ответ.
Рамные пилы двухэтажных лесопильных рам натяги­
вают в пильной рамке с помощью захватов, в которые входят концы
пил с приклёпанными планками (рис. 5.13).
Согласно Г О С Т 5524-75, рамные пилы типа 1 могут поставлять­
ся потребителю с планками, приклёпанными к обоим концам пилы.
Допускается по заказу потребителя изготавливать рамные пилы типа 1
с планками, приклёпанными к нижнему концу с приложением ком­
плекта планок и заклёпок для верхнего конца. Н а заводе-потребителе
планки приклёпываются, если длина стандартных пил не соответству­
ет размеру пильной рамки или при ремонте пил.
Рис. 5.13. Конструкция и размеры планки
по ГОСТ 5524-75 [11]
Приклёпка планок производится с двух сторон пилы в следую­
щей последовательности (рис. 5.14):
1) пробивается бородком крайнее по ширине пилы отверстие,
при пробивке используется кондуктор;
2) приклёпываются планки одной заклёпкой;
3) планки устанавливают по угольнику перпендикулярно задней
кромке пилы;
4) пробивается второе крайнее отверстие. Кондуктором в этом
случае служат крайние отверстия в планках;
5) приклёпываются планки второй заклёпкой; пробиваются ос­
тальные отверстия в пиле;
6) вставляются поочерёдно с раз­
ных сторон в отверстия заклёпки и при­
клёпываются планки;
7) сошлифовываются торцы пилы,
выступающие за пределы планок, и час­
ти головок заклёпок, выступающие над
поверхностью планок;
8) контролируется
качество
при­
клёпки.
Рис. 5.14. Последовательность операций при
клепке планок к полотну рамной пилы:
а - пробивка правого крайнего отверстия;
б - приклепка планок одной заклепкой;
в - установка планок по угольнику; г ~ про­
бивка второго крайнего отверстия; д - про­
верка по угольнику перпендикулярности
кромок планок задней кромке пилы; е - при­
клепка планок на остальные заклепки
и окончательный контроль
д
г
Допускаемое отклонение расстояния между опорными поверхно­
стями верхних и нижних планок у разных пил ±1 мм. Отклонение пла­
нок от перпендикулярности к задней кромке пилы не должно превы­
шать 0,5 мм на 100 мм ширины полотна. Не допускается несовпадение
уровня опорных скошенных граней планок более 0,5 мм на 100 мм ши­
рины полотна. Контроль производится с помощью угольника и щупа.
Недостатком планок, выпускаемых по Г О С Т 5524-75 [11] и
применяемых в промышленности, являются неизбежные небольшие
угловые и линейные смещения рабочих кромок планок. Из-за непа-
раллельности и разного уровня кромок планок нагрузка от натяжения
пил на планки распределяется неодинаково, что приводит к искрив­
лению пилы и срезу планок.
Рекомендации.
Новая
конструкция
планок к рамным пилам (рис. 5.15) предло­
жена профессором Г.Ф. Прокофьевым и до­
центом Н.Ю. Микловциком.
Планки выполнены в виде детали П-образной формы. Рабочие поверхности планок,
изготовленные в виде симметричных скосов,
обрабатывают за одну установку в станке.
Такая конструкция планок обеспечивает па­
Рис. 5.15. Новая конст­
раллельность и одинаковый уровень их ра­
рукция планок рамных
пил: 1 - пила; 2 - планка; бочих кромок, чем обеспечивается равно­
мерное натяжение пилы и исключение обры­
3 - заклепка
ва вследствие среза заклёпок планок.
Вопрос 5.15. Что следует предпринять при распиловке дре­
весины повышенной плотности (например, мерзлой), когда проч­
ности зубьев недостаточно, наблюдается высокий аварийный
расход пил и пиление становится малоэффективным?
Ответ.
Для избежания аварийного расхода рамных пил при
пилении древесины повышенной плотности (например, мерзлой) не­
обходимо выполнить следующие мероприятия:
- сделать подшлифовку или фрезеровку межзубовых впадин
(особенно при шаге зубьев t - 26 мм между 23-м и 25-м зубьями);
- уменьшить передний угол зубьев до 13°;
- уменьшить уширение зубьев на 0,1 мм на сторону;
- уменьшить высоту зуба на 1.. .2 мм;
- увеличить радиус межзубовых впадин на 0,5 мм;
- у м е н ь ш и т ь посылку на 10... 15 %.
Обработка межзубовых впадин позволяет повысить прочность
пил на 40 %. Она может осуществляться шлифованием или фрезеро­
ванием. На рис. 5.16 показана обработка межзубовых впадин пилы с
помощью
карбидовольфрамовой
концевой фрезы, установленной в
ручную пневматическую машин­
ку, обеспечивающую
вращение
1
фрезы около 15000 мин" .
Рис. 5.16. Приспособление для по­
вышения качества обработки меж­
зубовых впадин пил: 1 - зуб;
2 - концевая фреза
Вопрос 5.16. Для чего проверяется перпендикулярность пе­
редней грани зубьев полотну рамной пилы?
Ответ. Неперпендикулярность передней грани зубьев полотну
рамной пилы после заточки приводит к возникновению боковых сил и
снижению качества пиломатериалов по точности.
Отсюда следует, что при заточке зубьев пил необходимо обес­
печить перпендикулярность передней грани зубьев полотну пилы.
Это достигается перпендикулярностью опорной поверхности фланца
шлифовального круга к опорной поверх­
ности зажимных планок заточного стан­
ка. Схема проверки показана на рис. 5.17.
Рис. 5.17. Схема проверки перпендикулярно­
сти опорной поверхности фланца шлифо­
вального круга к опорной поверхности за­
жимных планок заточного станка: 1 - пла­
стинка; 2 - зажимная планка; 3 - поверочный
угольник
Между зажимными планками заточного станка устанавливают
калиброванную пластину толщиной не менее 10 м м и шириной не ме­
нее 100 мм с плоскостностью всей базовой поверхности не ниже 2-й
степени точности по ГОСТ 10356-63. К базовой поверхности пласти­
ны прикладывают поверочный угольник. Щ у п о м проверяют зазор
между контрольной поверхностью угольника и опорной поверхно­
стью фланца шлифовального круга. Отклонение определяют как наи­
большую величину просвета. Допускается отклонение 40 мкм на дли­
не 50 мм (ГОСТ 18209-72 «Станки для заточки рамных и ленточных
пил»). Вместо поверочного угольника и щупов может быть использо­
ван оптический угломер.
6. ВЫВЕРКА ЛЕСОПИЛЬНЫХ РАМ
Вопрос 6.1. Для чего и как определяется продольная ось ле­
сопильной рамы?
Ответ.
Определение продольной оси лесопильной рамы в виде
продольной струны необходимо для выверки механизма подачи, на­
правляющего аппарата и установочной линейки для проверки и пра­
вильности установки рамных пил. Оно выполняется в следующей по­
следовательности (рис. 6.1).
Для определения положения продольной оси лесопильной рамы
опускают отвес таким образом, чтобы его нить проходила через цен­
тральную риску нижней головки шатуна. Перпендикулярно отвесу и
оси переднего нижнего подающего вальца на­
тягивают струну (отвес и струна находятся в
одной плоскости). Перпендикулярность стру­
ны оси переднего нижнего подающего валь­
ца проверяется
хомут-стрелкой.
Положение
струны должно совпадать с продольной осью
лесопильной рамы.
Рис. 6.1. Схема определения продольной оси
лесопильной рамы: 1 - отвес; 2 - передний ниж­
ний подающий валец; 3 - хомут-стрелка;
4 - нижняя головка шатуна; 5 - струна
Вопрос 6.2. Для чего и как производится проверка симмет­
ричности и параллельности ползунов пильной рамки относи­
тельно ее оси?
Ответ. Несимметричность ползунов пильной рамки относитель­
но её продольной оси приводит к смещению оси постава относительно
оси бревна (бруса) и уменьшению объемного выхода пиломатериалов.
Непараллельность ползунов оси пильной рамки приводит к воз­
никновению боковых сил при пилении и снижению точности разме­
ров пиломатериалов.
Проверка симметричности и параллельности ползунов относи­
тельно продольной оси пильной рамки (рис. 6.2) производится с помо­
щью контршаблона с центральной риской, в обе стороны от которой
нанесена метрическая шкала, и монтажной струны, проходящей через
центры поперечины пильной рамки. Контршаблон прикладывают в раз­
ных местах верхних и нижних ползу­
нов. По отклонению центральной рис­
ки на шаблоне от оси монтажной стру­
ны определяют погрешность, допус3 тимое значение которой 1,0 мм на дли­
не 1000 мм (1,0 : 1000).
Рис. 6.2. Схема проверки симметрично­
сти и параллельности ползунов относи­
тельно продольной оси: 1 - ползун;
2 - контршаблон; 3 - монтажная струна
Вопрос 6.3. Для чего и как проверяется вертикальность пе­
ремещения пил, установленных в пильную рамку?
Ответ. Отклонение от вертикальности перемещения пил, уста­
новленных в пильную рамку, приводит к снижению точности движе­
ния пил, возникновению боковых сил и снижению точности размеров
получаемых пиломатериалов.
Проверка вертикальности перемещения пил, установленных в
пильную рамку (рис. 6.3) осуществляется следующим образом. На
платиках станины лесопильной рамы ставят линейку для установки
пил. В пильной рамке, поднятой в крайнее верхнее положение, закре­
пляют контрольную полосу (в качестве контрольной полосы может
быть использована рамная пила) так, чтобы она по всей ширине приле­
гала к рабочей грани угольника. Вертикальность закрепления контроль­
ной полосы проверяют рамным уровнем, допуск вертикальности закре-
пления полосы - 0,05 мм на длине 1000 мм. На линейке устанавливают
стойку с индикатором часового типа так, чтобы его измерительный
наконечник касался поверочной грани контрольной полосы и был к
ней перпендикулярен.
Пильную рамку опускают в крайнее нижнее положение и по ин­
дикатору определяют отклонение контрольной полосы. Вертикаль­
ность перемещения пильной рамки оценивает­
ся по алгебраической разности показаний ин­
LX
дикатора по всей длине перемещения пильной
рамки. Допуск вертикальности
A
перемещения
«И
2
пил - 0,35 мм на длине 1000 мм.
i
Рис. 6.3. Схема проверки вертикальности переме­
щения пил, установленных в пильную рамку:
1 - установочная линейка; 2 - угольник для уста­
новки пил; 3 - контрольная полоса; 4 - стойка с
индикатором часового типа
i
Гh
Вопрос 6.4. Д л я чего и как определяется прямолинейность
движения пильной рамки?
Ответ. Непрямолинейность движения пильной рамки приводит
к возникновению боковых сил при пилении и снижению точности
размеров получаемых пиломатериалов.
Для
определения
прямолинейности
на верхнюю
поперечину
пильной рамки, находящуюся в верхнем крайнем положении, устанав­
ливают уровень (рис. 6.4). Пильную рамку за несколько приемов пере­
мещают от верхнего крайнего положе­
ния до нижнего. По показаниям уровня
судят о прямолинейности
движения
пильной рамки. Наибольшая разность
показаний уровня допускается 0,3 мм
надлине 1000 мм.
Рис. 6.4. Схема определения прямоли­
нейности перемещения пильной рамки:
1 - верхняя поперечина пильной рамки;
2 - уровень
Вопрос 6.5. Для чего и как проверяется прямолинейность
рабочих поверхностей направляющих пильной рамки?
Ответ.
Непрямолинейность рабочих поверхностей направляю­
щих пильной рамки вызывает появление боковых сил, отклоняющих
пилы и боковом направлении и снижающих точность пиления.
Прямолинейность рабочих поверхностей направляющих прове­
ряется с помощью калиброванных пластинок, поверочной линейки и
щупа (рис. 6.5).
Рис. 6.5. Схема проверки прямо­
линейности рабочих поверхно­
стей направляющих: 1 - направ­
ляющая; 2 - калиброванные пла­
стинки; 3 - поверочная линейка;
4 - щуп
Поверочную линейку узкой продольной кромкой прикладывают
к тонким калиброванным пластинкам одинаковой толщины, уложен­
ным на проверяемой поверхности направляющей. По зазору между
рабочей поверхностью направляющей и кромкой поверочной линей­
ки, измеренному в нескольких местах по всей длине направляющей,
с помощью щупа судят о плоскостности рабочей поверхности на­
правляющей. Допуск - 0,1 мм на длине 1000 мм.
Вопрос 6.6. Для чего и как определяется осевое смещение
нижнего подающего вальца?
Ответ.
Осевое смещение нижнего подающего вальца может
привести к образованию волнистости по пластям пиломатериалов.
Величина осевого смещения нижнего подающего вальца опре­
деляется с помощью индикатора часового типа, установленного на
неподвижную стойку у торца вальца (рис. 6.6).
Осевое смещение нижнего подающего вальца осуществляется
вручную или рычагом и определяется с помощью индикатора часового
Рис. 6.6. Схема проверки осевого смещения (люфта)
нижнего подающего вальца:
1 - стойка; 2 - индикатор часового типа;
3 - нижний подающий валец
типа, установленного на неподвижную стойку у торца вальца. Допус­
каемое осевое смещение А =0,6 мм.
Рекомендации.
При осевом смещении вальца, в ы ш е норматив­
ного, необходимо установить новые втулки или стопорное кольцо.
Вопрос 6.7. Для чего определяется горизонтальность рельсо­
вого пути подающей тележки в продольном и поперечном на­
правлениях?
Ответ.
Негоризонтальность рельсового пути приводит к воз­
никновению боковых сил и снижению точности размеров пиломате­
риалов, в частности к возникновению крыловатости пиломатериалов.
Для проверки необходимы поверочная линейка и уровень (рис. 6.7).
б
Рис. 6.7. Схемы определения горизонтальности рельсового
пути: а - в поперечном направлении, б - в продольном на­
правлении; 1 - рельс; 2 - уровень; 3 - поверочная линейка
Рекомендации.
При
горизонтальности
рельсового пути ниже
нормативной делается подстружка балок, на которых крепятся рельсы,
или вводятся прокладки под рельсы. Допуск - 0,6 мм на длине 1000 мм.
Вопрос 6.8. Для чего и как производится проверка парал­
лельности и симметричности рельсового пути продольной оси ле­
сопильной рамы?
Ответ. Погрешности параллельности рельсового пути относи­
тельно продольной оси лесопильной рамы приводят к возникновению
боковых сил и снижению точности пиления.
Погрешности симметричности рельсового пути относительно
продольной оси лесопильной рамы приводят к смещению оси бревна
относительно оси постава и снижению выхода пиломатериалов.
Проверка параллельности и симметричности рельсового пути
продольной оси лесопильной рамы выполняется с помощью монтаж­
ной струны (продольная ось лесопильной рамы), шаблона, устанавли­
ваемого на рельсы, и отвеса (рис. 6.8).
Перемещением отвеса по стру­
не и шаблона по рельсам определяют
погрешности в любом месте рельсо­
вого пути по расстоянию от цен­
тральной риски на шаблоне до поло­
жения отвеса. Допустимое отклонение
по длине рельсового пути Д=2,0 мм.
Рис. 6.8. Схема проверки параллельности
и симметричности рельсового пути про­
дольной оси лесопильной рамы: 1 - мон­
тажная струна; 2 - центральная риска на
шаблоне; 3 - отвес; 4 - шаблон; 5 - рельс
Вопрос 6.9. Для чего и как проверяется горизонтальность
нижних и верхних подающих вальцов?
Ответ.
Негоризонтальность
нижних
и верхних
подающих
вальцов приводит к возникновению боковых сил и снижению точно­
сти пиления.
Проверка горизонтальности подающих вальцов осуществляется
по двум вариантам. По первому варианту необходим специальный
мостик с призматическими основаниями и уровень (рис. 6.9, а); по
второму - отвес и хомут-стрелка (рис. 6.9, б). Допуск горизонтально­
сти - 0,2 мм на длине 1000 мм.
^ 3 -
а
б
Рис. 6.9. Схемы проверки горизонтальности подающих вальцов:
а - по первому варианту, б - по второму варианту; 1 - вал по­
дающего вальца; 2 - мостик; 3 - уровень; 4 - хомут-стрелка;
5 - отвес
Вопрос 6.10. Для чего и как проверяется параллельность ус­
тановочной линейки оси переднего нижнего подающего вальца?
Ответ.
Непараллельность установочной линейки оси передне­
го нижнего подающего вальца приводит к снижению точности уста­
новки пил в пильную рамку.
Параллельность установочной линейки оси переднего нижнего
подающего вальца измеряется с помощью стойки со специальной приз­
мой и установленным на ней индикатором часового типа (рис. 6.10).
Допуск - 0,3 мм на 1000 мм.
Рис. 6.10. Схема проверки параллельности установочной
линейки оси переднего подающего вальца: 1 - платик; 2 - устано­
вочная линейка; 3 - валец; 4 - стойка; 5 - индикатор часового типа .
Вопрос 6.11. Для чего и как проверяется боковое смещение
подающей тележки на рельсовых путях?
Ответ.
Боковое смещение подающей тележки на рельсовых
путях выше допустимого приводит к возникновению боковых сил при
пилении и снижению точности размеров пи­
e
ломатериалов, в частности к кривизне и
i
|
г
1
волнистости пиломатериалов.
V
Боковое смещение подающей тележки
на рельсовых путях определяется при по­
мощи
щупа
или
металлической
лийейки
(рис. 6.11).
Рис. 6.11. Схема проверки бокового смещения
подающей тележки на рельсовых путях:
1 - рельс; 2 - реборда колеса
Рекомендации.
Если зазор А больше допускаемой величины
(допускается боковое смещение до ± 3 мм) и образован увеличением
расстояния между рельсами, то необходимо сместить рельсы и на­
дежно закрепить их в новом положении. Если образование зазора А
вызвано сдвигом колес тележки, то необходимо установить упорные
кольца на валу колес.
Вопрос 6.12. Д л я чего и как проверяется параллельность на­
правляющих ножей продольной оси лесопильной рамы?
Ответ. Непараллельность направляющих ножей продольной оси
лесопильной рамы может вызывать боковые силы при пилении древе­
сины и, как следствие, приводить к крыловатости пиломатериалов.
Параллельность направляющих ножей относительно продольной
оси лесопильной рамы проверяется путем замеров расстояний между
монтажной струной, характеризующей продольную ось лесопильной
рамы, и концами ножей с
помощью
штангенциркуля (цена деления 0,05 мм)
или гатихмасса (рис. 6.12).
Непараллельность определяется по
выражению (aj -
а )//.
2
Допуск - 0,3 мм на длине 1 ООО мм.
Рис. 6.12. Схема определения параллельности
направляющих ножей относительно продоль­
ной оси лесопильной рамы: 1 - монтажная
струна; 2 - нож (а\, а - расстояния между
продольной осью и направляющими ножами;
/ - расстояние между точками замеров)
2
Вопрос 6.13. Д л я чего и как проверяется вертикальность на­
правляющих ножей?
Ответ.
Невертикальность направляющих ножей приводит к за­
жиму в них распиливаемого материала и снижению точности пиления.
Вертикальность направляющих ножей может быть проверена с
помощью рамного уровня или отвеса с набором щупов (рис. 6.13).
Допуск - 0,5 мм на длине 1 ООО мм.
Рекомендации.
П р и погрешности выше допустимой необходи­
мая вертикальность достигается путем установки прокладок. В от­
дельных случаях требуется правка ножей.
14
п
Рис. 6.13. Схемы проверок вертикаль­
ности направляющих ножей: а - с по­
мощью рамного уровня: 1 - направ­
ляющий нож; 2 - рамный уровень;
б - с помощью отвеса: 1 - направляю­
щий нож; 2 - отвес
Вопрос 6.14. Для чего и как проверяется торцовое и ради­
альное биения шкива лесопильной рамы?
Ответ.
Торцовое и радиальное биения шкива лесопильной ра­
мы создают переменные боковые и радиальные силы, действующие
на подшипники, вызывают их нагрев и снижают долговечность, при­
водят к вибрациям лесопильной рамы, снижают долговечность эле­
ментов ременной передачи.
Г+1
Эти
биения
проверяются
индикатором часового типа со
стрелкой, установленным на не­
подвижной части
лесопильной
рамы (рис. 6.14).
0>А
Рис. 6.14. Схема проверок торцово­
го и радиального биения шкива:
1 - шкив; 2 - маховик; 3 - шатун;
4 - индикатор часового типа
Допускаемое торцовое и радиальное биения шкива - 0,6 мм на
диаметре 1000 мм.
7. ПРОИЗВОДИТЕЛЬНОСТЬ РАМНОГО ПИЛЕНИЯ
Вопрос 7.1. Как определяется производительность лесопиль­
ной рамы?
Ответ. Производительность лесопильной рамы наиболее часто
3
определяется как объем пиловочного сырья, м , распиливаемого за
смену. Рассчитывается по формуле
A=
eOjq zK K ,
cp
p
u
где U - скорость подачи лесопильной рамы, м/мин; L - длина бревна, м;
q - средний объем бревна, м ; z - число часов в смене; К - коэффициент
3
cp
р
использования рабочего времени; К
ного времени.
м
- коэффициент использования машин­
При расчете годовой производительности в формулу необходи­
мо ввести коэффициент К , учитывающий потери производительно­
г
сти при годовой эксплуатации лесопильной рамы.
3
Объемы пиловочных брёвен (м ) в зависимости от их диаметра в
вершине могут быть определены по ГОСТ 2708-75. Некоторые их
значения приведены в табл. 7.1.
Таблица 7.1
Диаметр
бревна
4 см
14
16
3
Объем пиловочного бревна, м , при длине L, м
18
20
22
24
26
'
4,0
4,25
4,5
4,375
5,0
0,073
0,095
0,120
0,078
0,102
0,129
0,158
0,084
0,110
0,138
0,170
0,190
0,22
0,26
0,200
0,24
0,090
0,117
0,147
0,180
0,210
0,25
0,30
0,097
0,124
0,156
0,190
0,230
0,27
0,33
0,147
0,178
0,21
0,24
0,28
Продолжение табл. 7.1
Диаметр
бревна
3
Объем пиловочного бревна, м , при длине L, м
d, см
4,0
28
30
32
34
36
38
40
42
44
0,29
0,33
0,38
0,43
0,48
0,53
0,58
0,64
0,70
4,25
4,5
4,375
5,0
0,31
0,35
0,40
0,46
0,51
0,57
0,62
0,68
0,75
0,33
0,38
0,43
0,49
0,54
0,35
0,40
0,45
0,51
0,57
0,63
0,70
0,77
0,85
0,37
0,42
0,48
0,54
0,60
0,67
0,74
0,81
0,89
0,60
0,68
0,73
0,80
Вопрос 7.2. Что выражает коэффициент использования ра­
бочего времени станка?
Ответ.
Коэффициент использования рабочего времени станка -
это величина, выражающая относительный расход рабочего времени с
учетом простоя станка:
где 1 - машинное время (время работы станка в течение смены), мин;
1 - полное время смены, мин.
К
Причины простоев лесопильной рамы в течение смены могут
быть следующие: неисправность узлов лесопильной рамы и вспомо­
гательных механизмов, необходимость правки пил, смены захватов,
подтяжка пил, устранение засор, смазка направляющих.
Рекомендации.
Для повышения К
р
и производительности лесо­
пильной рамы необходимо систематически вести учет времени про­
стоев, изучать их причины и проводить мероприятия по их устране­
нию. Большое влияние на К
р
оказывает уровень организации инстру­
ментального и ремонтного хозяйства цеха.
Вопрос 7.3. Что выражает коэффициент использования ма­
шинного времени станка?
Ответ. Коэффициент использования машинного времени стан­
ка выражает относительный расход машинного времени с учетом
скрытых простоев:
v
где ? - продолжительность производительной работы станка в течение сме­
ф
ны, мин; t - машинное время, мин.
M
Время скрытых простоев t =
c
- t
M
связано со скольжением
распиливаемого материала в вальцах лесопильной рамы, межторцо­
выми разрывами распиливаемых бревен (брусьев), неравномерностью
подачи бревен (брусьев) к лесопильной раме. Причинами скольжения
бревен или брусьев в вальцах могут быть: недостаточный прижим
верхних вальцов, неправильный выбор угловых параметров зубьев
пил, неправильный уклон пил, большое затупление зубьев, обледене­
лая поверхность бревна, износ и загрязнение шипов (или рифлей) по­
дающих вальцов.
Для распиловки без торцовых разрывов необходимо, чтобы вре­
мя полного цикла впередирамной тележки г
мени допиливания бревна г
доп
тел
было не больше вре­
с момента освобождения его тележкой:
^тел — ^доп •
Время t
TejI
зависит от квалификации рамщика и находится в
пределах 10... 15 с.
Для обеспечения качественной распиловки необходимо бревно
освободить от зажимной тележки, когда остается допилить 1/3 часть
его длины / , при условии, что распиливаемая часть вошла в направ­
ляющие ножи лесопильной рамы.
Время допиливания определяется по формуле
_
б-10
Ч
где А - посылка (скорость подачи за один оборот коленчатого вала), мм; п частота вращения коленчатого вала, мин' .
1
Величину посылки, при которой исходя из заданных /
т е л
, l
q
и п
обеспечивается пиление без торцовых разрывов, можно определить
по формуле
или по номограмме (рис. 7.1).
1
При t
Ten
= 12 с, п = 320 мин" и l = 2 м (что соответствует длине
q
бревна L = 6 м) по номограмме имеем А = 31 мм. При большей по­
сылке распиловка будет вестись с торцовыми разрывами.
12 14
10
t„,-6c
\ \
-
X
280
300
320
п=340мше'
1
1
1
1
i
т
1
Д, мм
40
1
1
20
О
4. м
Рис. 7.1. Номограмма для определения величины посылки, при
которой обеспечивается пиление бревен без разрывов
Максимальная посылка у лесопильной рамы 2Р75-1 А
Рекомендации.
т а х
= 65 мм.
Уменьшить торцовые разрывы и устранить их
можно следующими способами: сократить время цикла тележки за
счет повышения квалификации рамщика и совершенствования конст­
рукции тележки, применить поддерживающе-перехватные тележки,
использовать впередирамный подающий конвейер. За счет повыше-
ния квалификации рамщика время цикла тележки можно уменьшить до
10 с. Применение перехватных тележек позволяет сократить г
тел
до 5 с.
Наибольший эффект в повышении производительности может
дать применение впередирамных подающих конвейеров, однако их
конструкции еще недостаточно отработаны и промышленность их не
выпускает. Отсюда следует, что при создании конструкции новой высо­
копроизводительной лесопильной рамы необходимо одновременно ре­
шить вопрос о создании высокопроизводительного конвейера, обеспе­
чивающего реализацию преимуществ новой лесопильной рамы.
Неритмичность подачи бревен к лесопильной раме также может
влиять на К ,
и
поэтому целесообразно использовать накопительные
(буферные) площадки для размещения запаса бревен перед лесопиль­
ной рамой.
Вопрос 7.4. Когда вводится поправочный коэффициент на
среднегодовые условия в формулу для расчета производительно­
сти лесопильной рамы и что он учитывает?
Ответ.
вия К
г
Поправочный коэффициент на среднегодовые усло­
вводится при определении годовой производительности лесо­
пильной рамы. Он учитывает длительные остановки лесопильной ра­
мы на профилактический ремонт, простои из-за отсутствия сырья и по
организационным причинам.
Поправочный коэффициент определяется по формуле
где Т - число дней в году работы лесопильной рамы; Т - число дней в году
за вычетом праздничных и выходных дней.
Применение узлового ремонта лесопильного оборудования и ор­
ганизация круглогодового обеспечения предприятия сырьем позволя­
ют поднять этот коэффициент до единицы.
Вопрос 7.5. От чего зависит скорость подачи распиливаемого
материала в лесопильной раме?
Ответ.
Скорость подачи распиливаемого материала в лесо­
пильной раме, м/мин, зависит от величины посылки и частоты враще­
ния коленчатого вала:
3
£/=1(Г Д-и.
1
где А - посылка, мм; п - частота вращения коленчатого вала, мин" .
Величина посылки является важнейшим параметром режимов
рамного пиления, оказывающим прямое влияние на производитель­
ность лесопильной рамы. Существуют четыре ограничения увеличения
посылки: по шероховатости поверхности пиломатериалов, точности пи­
ления, работоспособности межзубовых впадин и мощности привода.
Для определения расчетной технической посылки вычисляют посылки с
указанными выше ограничениями и принимается минимальная из них.
Частота вращения коленчатого вала лесопильной рамы ограни­
чена силами инерции возвратно-поступательно движущихся масс.
Амплитудные силы инерции Р первого порядка возвратно-пос­
в
тупательно движущихся масс т определяются по формуле
18
где Н - ход пильной рамки, мм; т - массы, совершающие возвратнопоступательное движение, кг.
Как
следует
из
формулы,
силы
инерции
возвратно-
поступательно движущихся масс пропорциональны квадрату частоты
вращения коленчатого вала лесопильной рамы. При увеличении п
снижается работоспособность подшипников, надежность узлов и ме­
ханизмов, растут вибрации лесопильной рамы. Увеличение п возмож­
но при выполнении следующих условий: создании новых подшипни­
ков повышенной работоспособности; применении двухшатунных ле­
сопильных рам; снижении масс, совершающих возвратно-поступа­
тельное движение; уменьшении хода пил. Последнее условие для ле-
сопильных рам традиционной конструкции менее предпочтительно,
так как производительность лесопильной рамы прямо пропорцио­
нальна ходу пильной рамки.
Вопрос 7.6. О т чего зависит посылка лесопильной рамы с
ограничением по шероховатости поверхности пиломатериалов?
Ответ.
Посылка лесопильной рамы с ограничением по шеро­
ховатости поверхности пиломатериалов зависит от допустимой сред­
ней подачи на зуб (табл. 7.1) и числа зубьев, участвующих в пилении:
Я
t
где Я - ход пильной рамки, мм; t - шаг зубьев, мм; M
z c p
- средняя подача на
зуб, мм.
Таблица 7.1
Шерохова­
тость пило­
материалов
Я
,мкм
Средняя подача на зуб, мм, при шаге зубьев
22 мм
26, 32,40 мм
Зубья
плющен­
ные
Зубья раз­
веденные
Зубья плю­
щенные
Зубья
разведенные
700...1000
1,7
1,2
1,8
1,25
< 1600
1,9
1,3
2,0
1,4
г п м х
Вопрос 7.7. От чего зависит посылка лесопильной рамы с
ограничением по точности пиления?
Ответ. Посылка лесопильной рамы с ограничением по точно­
сти пиления зависит от сил сопротивления резанию (нормальной си­
лы Р и боковой силы Q) и способности пил сопротивляться действию
этих сил (критической силы Р и начальной жесткостиу'„).
кр
Посылка с ограничением по точности пиления, мм, [22]
НР.
кр
Д, = qKb% ср
Q
V
где Р - критическая сила - предельная нагрузка на пилу в плоскости её
наибольшей жесткости, при которой она теряет устойчивость плоской формы
изгиба, Н; q - коэффициен резания; q = P /Rcp. . ; Лпах - максимальное
кр
p
p
max
Р
х
значение горизонтальной составляющей силы резания, Н; Л
- среднее
значение вертикальной составляющей силы резания за рабочий ход, Н; К удельная сила резания, Н/мм ; У - ширина пропила, мм; /г - средняя высота
пропила в середине бревна или бруса, мм; Q - боковая составляющая силы
резания, Н; /„ - начальная жесткость пилы, Н/мм; [у] - допускаемое боковое
отклонение пилы, определяемое заданной точностью пиления, мм.
ср
р х
2
ср
Рекомендации по определению Р
J , q, К, Q и [у] приведены в
кр
H
работе [22].
Вопрос 7.8. От чего зависит посылка лесопильной рамы с
ограничением по мощности привода?
Ответ. Посылка лесопильной рамы с ограничением по мощно­
сти привода определяется энергозатратами при пилении и зависит от
распиливаемого материала (порода древесины, высота пропила, гидрогермическое состояние); характеристики лесопильной рамы (хода
пильной рамки); режимов пиления (скорость подачи, скорость реза­
ния); параметров пил (ширина главной режущей кромки, шаг зубьев,
угловые параметры зубьев, острота зубьев).
Посылка с ограничением по мощности привода А , мм,
м
5
612-10 Л л
Р а НЪ'
п р
ы
ъ
р
kb' + ah „
c
где N - мощность привода лесопильной рамы, кВт; л - КПД механизма ре­
зания лесопильной рамы; ц = 0,8; г - число пил в поставе (число пропилов);
/г - средняя высота пропила; Р - удельная сила, приходящаяся на 1 мм ши­
рины лезвия, Н/мм; а - коэффициент, учитывающий влияние затупления
зубьев пил на расход энергии; к - постоянное давление передней грани зуба
на стружку по направлению движения резания, Н/мм ; а - коэффициент интен­
сивности трения стружки о стенки пропила, при h < Н~ 50 мм а = 0,2 Н/мм .
np
ср
%
р
2
2
Значения к и Р зависят от породы древесины:
3
Сосна, ель, пихта
Кедр
Лиственница
Коэффициент а
р
к, Н/мм
35
24
43
2
Р , Н/мм
7,2
5,0
8,5
3
зависит от продолжительности работы пилы
до заточки V.
t, мин
180
140
1,6
а
9
1,75
240
2,0
Вопрос 7.9. От чего зависит посылка лесопильной рамы с
ограничением по работоспособности межзубовых впадин?
Ответ. Посылка лесопильной рамы с ограничением по работо­
способности межзубовых впадин зависит от хода пильной рамки Я ,
шага зубьев пил t и максимальной высоты пропила / г , мм [25]:
тах
_ (Q,50...0,55)fff
р в
~
h
"max
Меньшие значения А
р в
принимаются при повышенных требова­
ниях к качеству пиломатериалов.
При значениях посылок больших, чем рассчитанные по приве­
денной формуле, происходит переполнение опилками межзубовых
впадин, нагрев пил и зарезание их в древесину.
Вопрос 7.10. Как влияет шаг зубьев на производительность
рамного пиления?
Ответ.
Влияние шага зубьев рамных пил на производитель­
ность рамного пиления неоднозначно. Уменьшение шага зубьев / при­
водит к увеличению числа зубьев z, участвующих в процессе резания
за рабочий ход, так как z = H/t, поэтому увеличивается допустимая по­
сылка с ограничением по шероховатости. Однако с уменьшением шага
зубьев t быстро уменьшается площадь межзубовых впадин. Последняя
2
связана с величиной t зависимостью / = ®t , где © - коэффициент
формы зуба.
Уменьшение шага зубьев может привести к переполнению межзубовых впадин и снижению производительности по работоспособности межзубовых впадин.
Оптимальный шаг зубьев определяется по формуле, мм [22]
При заданных высоте пропила h и качестве пиломатериалов по
шероховатости U
определяется оптимальный шаг зубьев и прини­
z
мается ближайший стандартный (ГОСТ 5524-75) [11].
Вопрос 7.11. Как рассчитать посылку лесопильной рамы,
удовлетворяющей требования по шероховатости пиломатериалов
и работоспособности межзубовых впадин?
Ответ.
При оптимальном шаге зубьев, удовлетворяющем тре­
бованиям по шероховатости поверхности пиломатериалов и работо­
способности межзубовых впадин, посылка лесопильной рамы
Из приведенной формулы видно, что при увеличении и
2 С р
з а счет
согласования скоростей резания о и подачи и или других мероприятий
производительность лесопильной рамы возрастает не пропорцио­
нально M
z c p
, как может показаться на первый взгляд (см. 7.10), а про­
порционально квадратному корню из u . Это объясняется тем, что
zcp
при увеличении M
z c p
возрастает объем опилок, срезаемых зубом, и
необходимо идти на увеличение шага зубьев. П р и Н = 600 мм, t
и и
, равной 1,8 мм, Д О П Т
569
8. ПОВЫШЕНИЕ ВЫХОДА ПИЛОМАТЕРИАЛОВ
Вопрос 8.1. Как влияет ширина пропила на объемный выход
пиломатериалов?
Ответ.
В работе [22] приведены расчеты по определению
влияния ширины пропила на объемный выход пиломатериалов при
следующих условиях: номинальный диаметр в вершинном торце
d = 240 мм; длина брёвен L = 6,5 м; точность сортировки а = ± 10 мм;
H
смещения оси бревна и бруса относительно оси постава при первом и
втором проходах ei и е равны нулю; ширина пропила V изменялась
2
от 1 до 5 мм через 1 мм. План раскроя брёвен при первом проходе
22-175-22, при втором - проходе 16-22-22-50-22-22-16.
Расчеты показали, что уменьшение ширины пропила от 5 до
2 мм увеличивает объемный выход пиломатериалов на 4,67 %, а при
уменьшении ширины пропила на 1 мм - соответственно на 1,56 %.
Таким образом ширина пропила У, которая складывается из
толщины пилы и двойного уширения зубьев на сторону, существенно
влияет на выход пиломатериалов. Тонкие пилы имеют низкую устой­
чивость, и их применение приводит к снижению точности пиления.
Толстые пилы увеличивают расход древесины в опилки, силы реза­
ния, энергозатраты. Рекомендации по выбору толщин рамных пил для
серийно выпускаемых лесопильных рам в зависимости от высоты
пропила даны в табл. 5.5.
На уменьшение ширины пропила в большей степени, ч е м тол­
щина пилы, влияет уширение зубьев на сторону. Требуемая величина
уширения зависит от упругого восстановления древесины, точности
подготовки и установки пил в станок, точности движения распили­
ваемого бревна. Н а предприятиях часто применяют пилы с уширением зубьев До 1,0... 1,2 мм, т.е. значительно больше рекомендуемых в
табл. 5.2.
В условиях, когда выпускаемое оборудование технически не­
совершенно, имеются недостатки в организации инструментального
дела и обслуживании лесопильного оборудования, на предприятиях
для достижения требуемого качества пиломатериалов по точности
применяют пилы повышенной толщины, с большим уширением зубь­
ев и высоким натяжением полотна, т.е. качество достигается за счет
увеличения потерь древесины в опилки, больших энергозатрат, уве­
личения поломок и расхода инструмента.
Рекомендации.
Снижение ширины пропила при существующем
лесопильном оборудовании заключается в повышении технической
культуры подготовки инструмента и обслуживания оборудования, что
позволит снизить ширину пропила у рамных пил на 0,4...0,6 мм и по­
высить выход пиломатериалов на 0,5...0,7 %. Создание нового более
совершенного лесопильного оборудования, обеспечивающего повы­
шение устойчивости и долговечности пил, точность их установки и
движения, также служит решению проблемы снижения ширины про­
пила. На наш взгляд, это может быть оборудование с применением
для рамных пил аэростатических направляющих, при использовании
которых толщина пил может быть уменьшена д о 1,6 мм, а уширение
зубьев до 0,5...0,6 мм, в результате ширина пропила уменьшится на
0,5...0,7 мм по сравнению с нормативной, что даст повышение выхода
пиломатериалов на 0,6...0,9 %.
Вопрос 8.2. Как влияет точность размеров пиломатериалов
на объемный выход?
Ответ.
В работе [22] приведены расчеты по определению
влияния точности пиления на объемный выход пиломатериалов при
следующих условиях: d = 240 мм; а - ± 1 0 мм; L = 5,2 м; Ei = 0; по­
H
став первого прохода 22-22-150-22-22; ширина пропила V изменялась
от 2 до 5 мм через 1 мм, поле рассеяния толщины пиломатериалов от
0,5 до 2,5 мм через 0,5 мм.
Точность размеров пиломатериалов характеризуется величиной
поля рассеяния их толщины ю. Расчеты показали, что при V = 4 мм
уменьшение ю на 1 мм (что соответствует среднему квадратическому
отклонению толщины пиломатериалов о ~ 0,17 мм) дает увеличение
выхода пиломатериалов на 1,4 %.
Повышение
точности
пиления позволяет
получать
пилома­
териалы с малыми припусками на строгание и значительно повышать
выход пиломатериалов с номинальными размерами, что указывает на
актуальность проведения работ по повышению точности пиления
древесины и получению пиломатериалов с точными размерами.
Рекомендации.
Точность пиления древесины рамными пилами
может быть повышена за счет точности подготовки инструмента и
оборудования к работе, а также улучшения базирования древесины
при подаче её через станок. Наибольшего эффекта в повышении точ­
ности пиления древесины рамными и ленточными пилами можно
достичь при модернизации существующего оборудования путем ус­
тановки над и под распиливаемым материалом направляющих для
пил и при создании лесопильного оборудования нового поколения,
обеспечивающего повышение жесткости и устойчивости пил, повы­
шающего точность движения пил и распиливаемого материала.
Вопрос 8.3. Как влияет смещение оси бревна и бруса относи­
тельно оси постава на объемный выход пиломатериалов?
Ответ. В работе [22] выполнены расчеты по определению совме­
стного влияния смещения бревна Б] и бруса е относительно осей соот­
2
ветствующих поставов при первом и втором проходах на выход пило­
материалов при следующих условиях: распиловка бревна с номи­
нальным диаметром в вершине (/„ = 160 мм; точность сортировки
а = ± 1 0 мм; длина бревна L = 5,2 м; допуск т о л щ и н ы пиломатериа­
лов по Г О С Т 24454-80; поставы для распиловки - первый проход
19-100-19, второй проход 19-32-32-32-19; г, изменяли от 0 до 20 мм, а
£
2
- от 0 до 25 мм с интервалом 5 мм. Выход пиломатериалов, %, при­
веден в таблице:
Смещение
бруса е , мм
0
5
10
15
20
25
Смещение бревна е.
2
10
15
53,70
52,09
48,99
53,06
51,15
49,21
51,64
49,32
50,69
50,10
48,36
49,39
48,83
48,21
46,82
47,41
45,29
47,00
0
54,20
53,93
53,01
51,22
49,28
47,47
2
20
46,24
46,51
46,58
45,76
44,13
42,34
Из полученных результатов следует, что с увеличением е, от 0
до 10 мм при е = 0 выход пиломатериалов уменьшается на 2,11 %,
2
при увеличении е от 0 до 10 мм выход пиломатериалов уменьшается
2
на 1,19 %, при увеличении г и s
х
2
от 0 до 10 мм выход пиломатериа­
лов уменьшается на 3,51 %. Как видим, уменьшение выхода пилома­
териалов не пропорционально увеличению смещений 8j и г . С уве­
2
личением смещений е, и е интенсивность уменьшения выхода пило­
2
материалов возрастает.
Рекомендации.
Для уменьшения смещения бревна или бруса
при установке пил центр постава должен совпадать с центром пиль­
ной рамки и центральной осью механизма подачи. Д л я этого необ­
ходимо использовать коренные струбцины с постоянным расстоянием
от стойки пильной рамки до базовой планки, а размеры коренных
прокладок должны назначаться вместе с размерами межпильных про­
кладок и обеспечивать центральное положение постава.
При создании новых гибких технологических линий с автомати­
чески настраиваемыми на сырье лесопильными модулями положение
геометрической оси бревна определяется путем измерения его гео­
метрических характеристик, затем дается команда позиционерам на
настройку модулей относительно этой оси. Такая настройка оси блока
модулей может выполняться двумя путями - за счет смещения всего
блока модулей или индивидуально пильных полотен.
Вопрос 8.4. Как влияет точность сортировки брёвен на объ­
емный выход пиломатериалов?
Ответ. Для обеспечения высокого выхода пиломатериалов необ­
ходимо, чтобы постав пил и диаметр распиливаемого бревна соответст­
вовали друг другу. Обычно задают постав соответствующим опреде­
ленному диаметру бревна в вершине и перед распиловкой отсортировы­
вают бревна с заданным номинальным диаметром и допустимыми от­
клонениями от него. Предельные отклонения фактического диаметра
бревна в вершине от номинального характеризуют точность сортировки.
Выполнены расчеты по определению влияния на выход пило­
материалов точности сортировки бревен а при следующих условиях
[22]: d = 160 мм; L = 5,2 м; s = 0; со = 2,0 мм; постав первого прохода
H
22-22-100-22-22; постав второго прохода 22-22-44-44-22-22; ширина
пропила изменялась от 2 до 5 мм через 1 мм. Расчеты выполнены при
следующих значениях точности сортировки а: ± 5 ; ±10; ±20 и ±30 мм.
Результаты расчетов при V = 4 мм показали следующее. Если при
изменении а от ±5 до ±10 мм объемный выход пиломатериалов Q
n
изменился незначительно - всего на 0,1 %, то при изменении а от ±10
до ±20 мм Q изменился на 1,5 %, а при изменении а от ±20 до ±30 мм n
примерно на 2,1 %. При других диаметрах d
H
и поставах влияние
точности сортировки бревен на выход пиломатериалов может носить
другой характер, но приведенный пример подтверждает, что низкая
точность сортировки значительно снижает выход пиломатериалов. В
то же время повышение точности сортировки бревен выше ±10 мм
нецелесообразно, так как растут трудозатраты на сортировку, а выход
пиломатериалов изменяется несущественно.
Чем больше фактический диаметр распиливаемого бревна отлича­
ется от диаметра, для которого подобран оптимальный постав, тем
больше потери в выходе пиломатериалов. Добиться соответствия диа­
метра бревна и постава можно двумя путями: путем сортировки бревен
или путем автоматической настройки постава пил лесопильного станка
на конкретное бревно или группу бревен, поступивших на распиловку.
Первый путь традиционный, он базируется на использовании
многопильных лесопильных станков с нерегулируемым поставом пил.
Сортировка бревен по диаметрам может осуществляться в бассейне
или с помощью сортировочного конвейера. Сортировка бревен в бас­
сейне широко распространена в отечественном лесопилении благода­
ря её простоте, отсутствию сложных механизмов, возможности одно­
временно с сортировкой бревен удалять песок и ил, а также в зимний
период осуществлять оттаивание бревен. Но этот способ сортировки
не поддается механизации и автоматизации, требует большого расхо­
да тепловой энергии в зимний период и использования большого чис­
ла рабочих. Применение сухопутных сортировочных устройств - бо­
лее прогрессивное направление, так как позволяет механизировать и
автоматизировать процесс сортировки, но для этого требуется доро­
гостоящее сортировочное и подъемно-транспортное оборудование и
значительные производственные площади на складах сырья.
Наиболее прогрессивное направление совершенствования лесо­
пильного производства - это сортировка сырья по диаметрам на не­
сколько укрупненных групп и затем распиловка его на лесопильном
оборудовании, настраиваемом на конкретное бревно с учетом его
геометрической формы и других особенностей. Это направление рас­
пространено в зарубежных странах с развитым лесопилением. Оно
позволяет значительно повысить эффективность лесопильного произ­
водства: повысить производительность и упростить технологический
процесс на складах сырья; повысить выход пиломатериалов, освобо­
дить большое количество людей от тяжелого неквалифицированного
труда. Создаются предпосылки для создания заводов, работающих в
автоматическом режиме. Для реализации этого направления необхо­
димо провести большие научные и конструкторские работы, включая
разработку, создание и внедрение лесопильного оборудования, ском­
понованного из настраиваемых модулей, имеющих высокую надеж­
ность работы узлов и инструмента, малые габариты и металлоемкость,
простоту конструкции, обеспечивающих высокую точность пиления и
настройки на размер распиливаемых пиломатериалов.
9. ПОВЫШЕНИЕ КАЧЕСТВА ПИЛОМАТЕРИАЛОВ,
ПОЛУЧАЕМЫХ НА ЛЕСОПИЛЬНЫХ РАМАХ
Вопрос 9.1. От чего зависит точность толщины выпиливае­
мых пиломатериалов?
Ответ. Точность толщины выпиливаемых пиломатериалов оп­
ределяется точностью настройки лесопильной рамы на заданные
толщины пиломатериалов и точностью пиления древесины. Точность
настройки лесопильной рамы зависит от точности позиционирования
пил (точности установки смежных пил на определенные расстояния
друг от друга) и точности уширения зубьев.
Точность пиления оценивается максимальным отклонением пи­
лы при формировании толщины пиломатериала
Утах
у :
тт
/
где Q - боковая сила, действующая на пилу, Н; _/ - начальная жесткость пи­
лы (жесткость натянутой пилы при отсутствии горизонтальной силы, дейст­
вующей на пилу в плоскости наибольшей жесткости), Н/мм; Р - нормальная
сила (нормальная составляющая силы сопротивления резанию), Н; Р - кри­
тическая сила, при достижении которой пила теряет устойчивость плоской
формы изгиба, Н; \у] - допускаемое отклонение пилы, мм.
н
кр
Вопрос 9.2.
рамных пил?
Ответ.
От чего зависит точность
позиционирования
Точность позиционирования рамных пил определяется
точностью толщины межпильных прокладок.
O C T J3-6-78 «Прокладки межпильные для вертикальных ле­
сопильных рам» допускает разнотолщинность межпильных прокла-
док ±0,2 мм, но на многих предприятиях в этот допуск не укладыва­
ются, так как промышленностью не выпускаются специализирован­
ные станки для вырезки межпильных прокладок, а приспособленные
для этих целей торцовочные станки не обеспечивают высокой точно­
сти размеров прокладок.
Рекомендации.
Для повышения точности установки пил целе­
сообразно использовать точные металлические, пластмассовые, древолитовые прокладки многоразового применения. Такие межпильные
прокладки используются на многих зарубежных предприятиях, на ко­
торых распиливаются оцилиндрованные брёвна и отсутствуют при
пилении «засоры».
Точность обычных деревянных межпильных прокладок можно
повысить калиброванием. Разработано устройство для калибрования
межпильных прокладок [9]. Устройство (рис. 9.1) имеет основание, на
котором закреплены машинные тиски.
Рис. 9.1. Устройство для калибрования межпильных прокладок:
1 - межпильная прокладка; 2 - основание; 3 - шаблон;
4 - подвижная часть тисков; 5 - электродвигатель; 6 - пила;
7 - угольник; 8 - зажимная скоба; 9 - неподвижная часть тисков
На неподвижной части тисков установлен угольник со шлифо­
ванной рабочей поверхностью, в которой выполнена прорезь. Меж­
пильную прокладку зажимают и перемещают в прорези с помощью
скобы, на подвижной части тисков закреплен электродвигатель с пи­
лой, оснащенной твердым сплавом. Толщина межпильных прокладок
задается шаблоном, установленным между неподвижной и подвиж­
ной частями тисков. На торцовочном станке изготавливают межпиль­
ную прокладку с припуском, определяемым максимальной погрешно­
стью, устанавливают её на рабочую поверхность уголка, зажимают
упорами скобы и, прижимая к уголку, перемещают относительно ра­
ботающей пилы. Устройство калибрует межпильные прокладки с
точностью ±0,05 мм.
Номинальную толщину межпильных прокладок определяют по
формуле, мм,
T = t+k+2s' + tSt,
где t - номинальная толщина пиломатериалов при конечной влажности, мм;
к - припуск на усушку по ГОСТ 6792.2-75, мм (зависит от толщины пилома­
териалов, конечной влажности и породы распиливаемой древесины); s' - ве­
личина уширения зубьев на сторону, мм; At - полуразность абсолютных зна­
чений плюсового и минусового допускаемых отклонений от номинальной
толщины пиломатериалов, мм (при симметричном поле допуска At = 0).
Фактическая толщина межпильных прокладок и их точность
проверяются штангенциркулем или специальными калибрами.
Вопрос 9.3. От чего зависит точность уширения зубьев рам­
ных пил?
Ответ.
Точность уширения зубьев рамных пил определяется
равномерностью уширения зубьев на каждой стороне пилы и симмет­
ричностью зубьев с двух сторон пилы. Для измерения уширения зубь­
ев используют разводомер.
Равномерность уширения зубьев на каждой стороне пилы, про­
веряемая по схеме, показанной на рис. 9.2, а, характеризуется полу-
разностью максимального и минимального уширении: 8 = -
J m
-^
m m
.
Станки типа П Х Ф обеспечивают равномерность уширения зубьев
5 = 0,08мм.
Симметричность уширения зубьев с двух сторон пилы проверя­
ют по схеме, приведенной на рис. 9.2, б. Разводомером измеряют
уширение зубьев на обеих сторонах пилы и оценивают его симмет­
ричность, т.е. наибольшую разность между отклонениями уширения
s'
зубьев с обеих сторон пилы: А =
m a x
-s'•
ч . Согласно ТУ на станки
т |
типа П Х Ф , допустимая несимметричность уширения зубьев пилы
А = 0,16 мм.
б
а
Рис. 9.2. Определение показателей точности уширения
зубьев пил: а - равномерности; б - симметричности
Уширение зубьев контролируют относительно участков полотна
пилы, непосредственно примыкающих к этим зубьям. В е р ш и н ы трех­
гранных углов зубьев лежат на кривой линии, зависящей не только от
точности уширения зубьев, но и от формы полотна нерастянутой пи­
лы. В результате происходит «разбивание» пропила, снижается каче­
ство пиломатериалов.
Повышению точности уширения зубьев способствует их калиб­
рование (рис. 9.3). Рамную пилу устанавливают между неподвижной
и подвижной линейками и поднимают с помощью винта 10 до упора.
Рис. 9.3. Схема устройства для калибрования
зубьев рамных пил: 1 - рамная пила;
2 - неподвижная линейка; 3 - разводомер;
4 - упор; 5 - шлифовальный круг; 6 - элек­
тродвигатель; 7 - основание; 8, 10 - винты;
9 - прижимная линейка
Винтом 8 пилу зажимают между
линейками 2 и 9. Основание с закреп­
ленным на нём электродвигателем со
шлифовальным
кругом
прижимают
опорами к базовой поверхности одной
из линеек, перемещают его вдоль пилы
и калибруют зубья. Для контроля уширения зубьев основание разводомера также прикладывают не к полотну пилы, а к линейке. Калиб­
рование зубьев позволяет не только достигнуть требуемой Р П И 6.1-00
точности ±0,05 мм [27], но и превзойти её.
Вопрос 9.4. Что называется начальной жесткостью рамной
пилы?
Ответ.
Начальной жесткостью рамной пилы называется отно­
шение боковой силы Q к величине прогиба растянутой пилы в месте
приложения этой силы (у режущей кромки на середине свободной
длины I). Может быть определена экспериментально с помощью жесткомера или рассчитана по формуле [22]
1
7
Н
-
Z
и=1,3,5
Г
П
2
21
N
XB
%
+
21'
2 2
ПП
~6~Г
N +
27rV
/г/
С
где / - свободная длина пилы в плоскости её наименьшей жесткости, мм;
N - сила натяжения пилы, Н; В = EJ- жесткость пилы при изгибе, Н • мм ;
2
5
3
Е - модуль упругости материала пилы, Е =2,15Т0 МПа; J = bs /12- мо­
мент инерции поперечного сечения пилы при изгибе, мм ; b - ширина полот­
на пилы, мм; 5 - толщина пилы, мм; С — G J - жесткость пилы при кручении,
4
K
2
5
Н • мм ; G = 8,1 • 10 - модуль сдвига материала пилы, МПа; J
мент инерции сечения пилы при кручении, мм .
3
K
= b s /3 - мо­
4
Вопрос 9.5. Что понимается под устойчивостью пилы и чем
она характеризуется?
Ответ.
Устойчивость пилы - это способность пилы сопротив­
ляться силам, действующим на неё в плоскости наибольшей жестко­
сти. Устойчивость пилы характеризуется величиной критической си­
лы Р
кр
- предельной нагрузкой, действующей на пилу в плоскости её
наибольшей жесткости, при достижении которой пила теряет устой­
чивость плоской формы изгиба (происходит выпучивание её в боко­
вом направлении).
Критическая сила рамной пилы при центральном натяжении
может быть рассчитана по формуле [22]
кр
2
I [\
Nb
}'
где N - сила натяжения пилы, Н; b - ширина полотна пилы, мм; / - свободная
длина пилы в плоскости её наименьшей жесткости (расстояние между боковыми
опорами пилы), мм; С = G J - жесткость пилы при изгибе, Н • м ; G - модуль
2
K
2
3
упругости материала пилы, Н/мм ; J = bs /з - момент инерции поперечно­
го сечения полотна пилы при кручении, мм ; s - толщина пилы, мм.
K
4
Более общий случай расчета критической силы пилы рассмот­
рен в работе [22]. Он учитывает эксцентричность натяжения пил, рас­
пределенность действия нагрузки, влияние направляющих на устой­
чивость пил и может быть использован для рамных и ленточных пил
обычных конструкций лесопильных станков, модернизированных и
новых типов.
Вопрос 9.6. От чего зависит нормальная составляющая силы
сопротивления резанию?
Ответ.
Нормальная составляющая силы сопротивления реза­
нию зависит от следующих факторов:
- характеристик станка (ход пил, жесткость узла резания, согла­
сование скоростей резания и подачи);
- параметров пил (ширина главной режущей кромки, шаг зубь­
ев, угловые параметры зубьев, острота зубьев, уклон пил);
- параметров и свойств древесины (высота пропила, наличие
коры, порода, гидротермическое состояние);
- режимов пиления (скорость резания, скорость подачи).
Максимальная нормальная составляющая силы резания (а сле­
довательно, и силы сопротивления резанию) может быть рассчитана
по формуле
=
2,5Kb'hA
—
•'max
'
2
где К - удельная работа резания, Я/мм ; V - ширина пропила, мм; h - высота
пропила, мм; Д - посылка, мм / об.
При внесении изменений в узлы резания и подачи лесопильной
рамы коэффициент резания q
p
может измениться, поэтому при изме­
нении кинематики лесопильной рамы необходимо выполнить экспе­
риментальные исследования по уточнению этого коэффициента.
Удельная работа резания при рамном пилении древесины может
2
быть определена по формулам проф. А.Л. Бершадского [10], Н/мм :
при распиловке сосны, ели и пихты
Ь'
при распиловке кедра
u
z
при распиловке лиственницы
V
где а
u
z
- коэффициент затупления, определяемый в зависимости от продол­
р
жительности работы пил Т.
Т, мин
60
90
«
1,30
Р
1,35
120
180
210
1,50
1,75
1,85
240
2,00
Вопрос 9.7. От чего зависит величина боковых сил, дейст­
вующих на пилы в процессе пиления древесины?
Ответ.
На величину боковых сил влияют режимы пиления и
следующие факторы:
•
подготовка зубьев пил:
- несимметричность уширения зубьев;
- неперпендикулярность передней грани зубьев боковой поверх­
ности пилы;
•
точность установки пил в станке:
- невертикальность;
- непараллельность направлению движения распиливаемого ма­
териала;
•
точность подачи распиливаемого материала:
- негоризонтальность рельсовых путей в поперечном и продоль­
ном направлениях;
- непараллельность рельсовых путей продольной оси станка;
- боковое смещение подающей тележки на рельсовых путях;
- непараллельность осей подающих вальцов;
- негоризонтальность подающих вальцов;
- осевое смещение (люфт) нижнего подающего вальца лесопиль­
ной рамы;
- непараллельность направляющих ножей продольной оси лесо­
пильной рамы;
• точность движения пил:
- невертикальность пил;
- непараллельность пил продольной оси станка.
Схемы, поясняющие причины возникновения боковых сил, при­
ведены на рис. 9.4.
Рис. 9.4. Причины возникновения боковых сил:
а, г - неперпендикулярность передней грани зубьев полотну пилы;
6 - неточность установки пил в горизонтальном направлении;
в - неточность подачи распиливаемого материала; д - неточность уста­
новки пил в вертикальном направлении; е - неточность движения пил;
ж - несимметричность уширения зубьев; з - непараллельность верхних
и нижних подающих вальцов; и - негоризонтальность нижних подаю­
щих вальцов
Вопрос 9.8. От чего зависит допускаемое отклонение пилы?
Ответ.
Допускаемое отклонение пилы [>] зависит от допусков
толщины пиломатериалов, позиционирования пил (толщины меж­
пильных прокладок), уширения зубьев и усушки пиломатериалов.
Допускаемое отклонение рамной пилы в процессе пиления оп­
ределяется по формуле
А
где А , А ,
л
ит
А ,
уш
А
ус
•- соответственно допуски толщины пиломатериалов,
позиционирования пил (толщины межпильных прокладок), уширения зубьев
и усушки пиломатериалов; значения А ,А ,
Т
пт
A ,
ym
A
wc
приведены в норма­
тивно-технических документах.
Вопрос 9.9. Как измерить толщину пиломатериалов?
Ответ. Замеры толщины досок целесообразно производить с по­
мощью индикаторных толщиномеров (рис. 9.5), выполненных в виде
скоб с измерительными пятками
диаметром 15...20 мм. Измере­
ние толщины досок,
получае­
мых на лесопильных рамах, с
помощью штангенциркулей не­
допустимо из-за малой толщины
губок.
Перспективным
направ­
лением интенсификации лесо­
Рис. 9.5. Индикаторный толщиномер
пильного производства являет-
ся создание и использование гибких автоматизированных лесопиль­
ных линий (ГАЛЛ) [20]. Для эффективной работы Г А Л Л необходима
разработка простых и надежных средств автоматического определе­
ния качества пиломатериалов, в частности толщины пиломатериалов.
Предложено
новое
уст­
ройство для измерения толщин
пиломатериалов в лесопильных
линиях (рис. 9.6) [22].
Рис. 9.6. Схема устройства для
измерения толщины пиломате­
риалов в лесопильных линиях:
1 - диск; 2 - нить; 3 - рама;
4 - датчик линейных переме­
щений; 5 - регистрирующий
прибор; 6 - груз; 7 - рамка;
8 - блок
Механизм перемещения
Устройство для определения точности толщины пиломатериалов
ГАЛЛ включает два подвижных измерительных элемента, выполнен­
ных в виде круглых дисков, датчик линейного перемещения и регист­
рирующий прибор. Одинаковый и постоянный прижим каждого из
дисков к перемещаемому пиломатериалу осуществляется с помощью
устройства, включающего нить, которая огибает блок, прикреплен­
ный к раме подшипникового узла первого диска, причем один конец
нити закреплен на рамке подшипникового узла второго диска, а дру­
гой связан с грузом.
Работает предложенное устройство следующим образом. В ле­
сопильной линии с помощью механизма перемещения движется пи­
ломатериал, полученный с помощью пильных модулей из бревна или
бруса. В зависимости от толщины пиломатериала происходит пере­
мещение в горизонтальном направлении измерительных элементов,
выполненных в виде круглых дисков и прижатых к пиломатериалу.
Такая конструкция измерительных элементов и прижим каждого из
них к контролируемому пиломатериалу с одинаковой и постоянной
силой позволяют измерять толщину пиломатериалов большого диапа­
зона толщин без их остановки в автоматическом режиме. Величина
горизонтального перемещения дисков преобразуется с помощью дат­
чика линейного перемещения в электрический сигнал, который рас-
шифровывается в регистрирующем приборе как толщина пиломате­
риала. После анализа замеренных толщин на Э В М определяется соот­
ветствие точности толщины пиломатериалов требованиям стандартов
и, если требуется, выполняется корректировка позиционирования ле­
сопильных моделей и режимов их работы.
Вопрос 9.10. Как оценивается шероховатость
пиломатериалов?
Ответ.
поверхности
Шероховатость поверхности наиболее часто оценивает­
ся по среднему арифметическому высот отдельных наибольших не­
ровностей [15]:
1 "
n
mmax
Zj
max; >
где H
-расстояние от высшей до низшей точек i-Pi наибольшей неровно­
сти (рис. 9.7); п -число наибольших неровностей (не менее 5).
mXij
На шероховатость
поверх­
пиломатериалов
влияют
ности
следующие факторы:
- распиливаемый
материал
(порода древесины и её гидро­
Рис. 9.7. Определение высоты неровно­
стей на поверхности пиломатериалов
термическое состояние);
- техническое состояние ле­
сопильного станка (точность дви­
жения пил и точность подачи распиливаемого материала);
- режимы пиления (скорость резания и скорость подачи);
- пилы (точность подготовки и установки, положение по отно­
шению к центру бревна, затупление зубьев).
Шероховатость поверхности пиломатериалов может оценивать­
ся визуально путем сравнения с образцами или с п о м о щ ь ю индика­
торного глубиномера (рис. 9.8). Индикатор снабжен конусообразным
наконечником, конец которого имеет диаметр 1,3 мм и закруглен с
радиусом сферы 4 мм.
Рис. 9.8. Индикаторный глубиномер:
1 - корпус; 2 - наконечник; 3 - винт;
4 - державка; 5 - индикатор часового типа
(ИЧ-2,-5,-10)
Перед определением шероховато­
сти поверхности пиломатериала необхо­
димо произвести настройку индикатор­
ного глубиномера. Для этого индикатор­
ную головку устанавливают в корпусе
так, чтобы конец наконечника выступал над опорной поверхностью
примерно на величину хода, равную 2,0; 5,0 или 10,0 мм (в зависимости
от типа индикатора часового типа). Затем прибор устанавливают на
плоское стекло или контрольную плитку и совмещают стрелку индика­
тора с нулевым делением шкалы, поворачивая шкалу индикатора. Для
измерения глубины неровностей прибор ставится на контролируемую
поверхность так, чтобы конец стержня индикатора часового типа попал
в ту впадину, глубину которой необходимо измерить.
Для контроля шероховатости движущегося пиломатериала на
ГАЛЛ предложено новое устройство (рис. 9.9) [22], включающее на­
правляющую линейку для контролируемого пиломатериала, рабочая
поверхность которой выполнена в виде аэростатической опоры с от­
верстиями поддува и распределительными микроканавками. Пневмосистема устройства включает воздухопровод, редукционный клапан,
манометр и расходомер. Работает устройство следующим образом. От
компрессора по воздуховоду поступает сжатый воздух к направляю­
щей линейке, проходит через отверстия поддува, распределяется по
микроканавкам и истекает в атмосферу.
Рис. 9.9. Устройство для измере­
ния шероховатости пиломате­
риалов: 1 - расходомер; 2 - ма­
нометр; 3 - редукционный кла­
пан; 4 - воздухопровод; 5 - рас­
пределительная микроканавка;
6 - отверстие поддува; 7 - кон­
тролируемый пиломатериал;
8 - направляющая линейка
Давление сжатого воздуха настраивается редукционным клапаном
и контролируется манометром. По рабочей поверхности направляющей
линейки перемещается пиломатериал, и по расходу воздуха, определяе­
мого с помощью расходомера, оценивается шероховатость поверхности
пиломатериала, обращенной к рабочей поверхности линейки.
Градуировка расходомера для оценки шероховатости поверхно­
сти может быть выполнена по эталонным образцам.
Вопрос 9.11. Каковы особенности образования неровностей
на поверхности пиломатериалов, получаемых на лесопильных
рамах?
Ответ.
В условиях летней распиловки основными неровностя­
ми на поверхностях досок являются вырывы, глубина которых в зна­
чительной степени зависит от подачи на зуб щ. В зимний период при
недостаточном оттаивании мерзлого пиловочника шероховатость по­
верхности пиломатериалов характеризуется рисками, а вырывов на
мерзлой древесине не наблюдается. Шероховатость поверхности сос­
новых и еловых пиломатериалов при одинаковых условиях распилов­
ки практически одинакова.
Не оказывают существенного влияния на шероховатость по­
верхности пиломатериалов следующие факторы: влажность древеси­
ны, порода (сосна или ель), способ подачи бревна в лесопильную ра­
му (вершиной или комлем вперед).
При
увеличении
высоты
пропила
наблюдается
некоторое
уменьшение шероховатости пиломатериалов.
С увеличением подачи на зуб и пропорционально растет вели­
2
чина неровностей. Шероховатость поверхности досок ухудшается с
увеличением расстояния от центра бревна, поэтому целесообразно
крайние пилы ставить с меньшим шагом, чем средние. Шероховатость
поверхности досок, обращенных к периферии бревна, хуже, чем шеро­
ховатость поверхности досок, обращенных к центру бревна. К увеличе­
нию глубины рисок приводят неравномерность уширения зубьев пил,
а также неточности установки пил, движения пил и подачи распили­
ваемого материала.
Увеличение затупления пил и распиловка древесины рамными
пилами, установленными с уклоном, не соответствующим рекомендуе­
мому (Y - у +1...2 м м ) , также приводит к увеличению неровностей.
Вопрос 9.12. В чем заключаются особенности образования
бахромы на кромках пиломатериалов?
Ответ.
При торцовом резании древесины, что характерно при
пилении древесины на лесопильных рамах, часто встречается де­
фект механической обработки - бахрома на кромках пиломатериа­
лов (рис. 9.10). Иногда его называют «усом»
или «отщепом». Зуб пилы в начальной стадии
резания (поз. А) сминает верхние волокна древе­
сины, которые вдавливаются в нижние, и затем
происходит их перерезание и отделение в виде
опилок. Освобожденные зубом волокна древеси­
ны восстанавливаются, стремясь занять первона­
чальное горизонтальное положение, но вследст­
вие остаточных деформаций они образуют мшистость глубиной примерно 2,0.. .2,5 мм.
Рис. 9.10. Образование бахромы
Когда зуб пилы доходит до нижних волокон (поз. Б), не имею­
щих подпора снизу, то эти волокна отрываются от волокон, располо­
женных выше, образуя бахрому.
Факторы, влияющие на образование бахромы: порода древеси­
ны; гидротермическое состояние древесины; строение древесины; по­
ложение пилы в поставе; острота зубьев; точность установки и дви­
жения пил.
Наблюдения показывают, что у еловых досок бахрома встреча­
ется чаще, чем у сосновых, и имеет иной характер. У сосновых пило­
материалов'отщепы древесины хотя и более длинные, но тоньше и
реже. Влажная древесина имеет большую бахрому, чем сухая. Боко-
вые тонкие доски имеют большую бахрому, чем центральные тол­
стые. Большое влияние на образование бахромы на кромках пилома­
териалов оказывают особенности строения древесины: косослой, сви­
леватость, наличие сучков. Значительное влияние на образование ба­
хромы оказывает острота зубьев. Когда зубья затуплены, количество
и размеры отщепов у кромок досок возрастают.
Так как бахрома у экспортных пиломатериалов не допускается, то
необходимы мероприятия, направленные против её образования. Воз­
можны два направления: первое - обеспечение остроты зубьев, точно­
сти установки и движения пил; второе - использование специальных
способов предотвращения образования бахромы (подпор нижних воло­
кон древесины, подсечка нижних волокон древесины, фрезерование ка­
навок в древесине). При пилении древесины на обычных лесопильных
рамах (без направляющих для пил) эти способы трудно реализовать изза недостаточной точности движения рамных пил. Они могут быть реа­
лизованы при использовании направляющих для пил.
На рис. 9.11 показана конструкция узла резания лесопильной
рамы, у которой подпор распиливаемого материала осуществляется
направляющими для пил и прокладками, установленными между на­
правляющими.
Рис. 9.11. Узел резания с направляющими ножами для
распиливаемого материала: 1 - пила; 2 - направляющая;
3 - антифрикционная накладка; 4 - стержень; 5 - на­
правляющий нож
Вопрос 9.13. Чем характеризуется шероховатость поверхно­
сти пиломатериалов?
Ответ.
Шероховатость поверхности пиломатериалов характе­
ризуется числовыми значениями параметров неровностей, которые
могут быть в виде рисок, неровностей разрушения и неровностей уп­
ругого восстановления древесины, а также наличием или отсутствием
ворсистости (мшистости) и бахромы на обработанных поверхностях.
Направление, форма и размеры рисок зависят от кинематики
процесса резания и геометрии режущих кромок рамных пил. На по­
верхности пиломатериалов, получаемых при рамном пилении древе­
сины, хорошо видны поперечные риски ступенчатой формы с шагом,
равным величине посылки (подаче распиливаемого материала за один
оборот коленчатого вала).
Неровности разрушения представляют собой вырывы целых
пучков волокон ранней, менее прочной древесины по годичным слоям
с обнажением более прочной зоны годичного слоя. Глубина вырывов
зависит от подачи на зуб u и гидротермического состояния древесины.
z
Шероховатость упругого восстановления древесины образуется
после обработки режущим инструментом поверхностного слоя древе­
сины на участках различной плотности и твердости.
Требования к шероховатости поверхности пиломатериалов не
включают требований к механическим повреждениям (например, выколам).
10. СОВЕРШЕНСТВОВАНИЕ ЛЕСОПИЛЬНЫХ РАМ
Вопрос 10.1. Что дает применение для рамных пил направ­
ляющих, установленных над и под распиливаемым материалом?
Ответ.
Рамные пилы представляют собой тонкие стальные по­
лосы. У лесопильных рам, применяющихся в промышленности, сво­
бодная длина пил в плоскости наименьшей жесткости / определяется
по уравнению
1
где h
mx
"max
т
' '
1
- максимальная высота пропила, мм; Н-ход
пильной рамки, мм.
Для уменьшения трения между пилами и направляющими рабо­
чие поверхности последних целесообразно выполнять в виде аэроста­
тических опор [22, 23]. Принципиальные схемы совершенствования
лесопильных рам при использовании направляющих для рамных пил
даны на рис. 10.1.
а
б
в
Рис. 10.1. Принципиальные схемы совершенствования
лесопильных рам: а •- действующие; б - модернизиро­
ванные; в - нового типа
Пилы лесопильных рам, применяемых в отечественной про­
мышленности, имеют большую свободную длину / (рис. 10.1, а), что
снижает их жесткость и точность пиления. Для обеспечения необхо­
димой точности получаемых пиломатериалов приходится снижать
скорость подачи, что уменьшает производительность рамного пиле­
ния; применять толстые пилы и увеличивать поле допуска толщины
пиломатериалов со смещением его центра, что приводит к уменьше­
нию выхода пиломатериалов; увеличивать натяжение пил, что снижа­
ет срок службы пил и захватов.
При установке направляющих для пил (рис. 10.1, б) над и под
распиливаемым материалом свободная длина пил уменьшается на ве­
личину хода пильной рамки. Это эффективное направление модерни­
зации лесопильных рам.
При уменьшении свободной длины пил в плоскости их наимень­
шей жесткости (Г) до 200 мм за счет установки направляющих и свобод­
ной длины пил в плоскости их наибольшей жесткости (L) до 660 мм за
счет уменьшения хода пильной рамки возможно пиление древесины не­
растянутыми пилами (рис. 10.1, в). Это позволяет создать новый лесо­
пильный станок с нерастянутыми пилами, совершающими возвратнопоступательное движение в аэростатических направляющих [22].
Вопрос 10.2. В чем состоит особенность модернизации двух­
этажных лесопильных рам при установке направляющих для пил?
Ответ. При установке направляющих для пил над и под распи­
ливаемым материалом и жесткого закрепления их на станине (рис.
10.1, б) свободная длина пил / уменьшается на величину хода пиль­
ной рамки Н и равна максимальной высоте пропила h .
mm
Так, если
распиливается брус высотой h =200 мм на лесопильной раме с ходом
Н =600 мм, то при использовании направляющих для пил свободная
длина / уменьшается в 4 раза.
Для уменьшения трения пил о направляющие их рабочие по­
верхности целесообразно выполнять в виде аэростатических опор.
Это является эффективным направлением модернизации действую­
щих лесопильных рам.
При использовании направляющих для пил у действующих лесо­
пильных рам жесткость пил может быть повышена в 3-5 раз (в зависи­
мости от высоты пропила). В то же время устойчивость пил, характери­
зуемая критической силой Р , увеличивается лишь на 30...50 %, так
кр
как устойчивость в большей степени зависит от свободной длины пи­
лы L в плоскости ее наибольшей жесткости, равной расстоянию между
осями захватов, которая при модернизации лесопильных рам путем ус­
тановки направляющих не изменяется. Для реализации этого направле­
ния совершенствования лесопильных рам необходимо повысить точ­
ность движения пил. Это может быть достигнуто за счет изменения
конструкции направляющих и ползунов пильной рамки (см. рис. 10.6, б)
или выполнения самоустанавливающейся пильной рамки.
Конструкция узла резания лесопильной рамы с направляющими
для пил дана на рис. 10.2.
Рис. 10.2. Конструкция блока направляющих для пил лесопильных рам:
1 - пилы; 2, 12 - соответственно промежуточные и крайние направляющие
элементы; 3 - втулки; 4, 13, 14 - гайки; 5 - стержни; 6 - кронштейны; 7 - ста­
нина лесопильной рамы; 8 - приливы; 9 - базовые выступы кронштейнов;
10 - отверстия; 11 - прорези; 15 - прокладки; 16, 17 - лыски; 18 - крепеж
Вопрос 10.3. Что представляет собой экспериментальная лесо­
пильная рама с нерастянутыми пилами, совершающими возврат­
но-поступательное движение в аэростатических направляющих?
Ответ.
Исследованиями проф. Г.Ф. Прокофьева установлено,
что при уменьшении свободной длины рамной пилы в плоскости наи­
меньшей жесткости / до 200 мм за счет установки направляющих над
и под распиливаемым материалом и свободной длины рамной пилы в
плоскости наименьшей жесткости L до 660 мм за счет уменьшения хода
пил до 250...300 мм возможно пиление брусьев высотой до 200 мм не­
растянутыми рамными пилами.
На основании научных исследований и технических решений на
базе тарной лесопильной рамы РТ-36 создана экспериментальная короткоходовая лесопильная рама с нерастянутыми «плавающими» пи­
лами, совершающими возвратно-поступательное движение в аэроста­
тических направляющих (рис. 10.3).
А
-
~
А-А
Рис. 10.3. Конструкция узла резания короткоходовой лесопильной рамы
с нерастянутыми пилами, совершающими возвратно-поступательное
движение в аэростатических направляющих: 1 - втулки; 2 - захваты;
3,10 - кронштейны; 4 - планки; 5,9,13,15 - стержни; 6,14 - поперечины
пильной рамки; 7 - пилы; 8,12 - направляющие пил; 11 - прокладки;
16 - направляющие ножи; 17 - гайки; 18 - пружины
Нерастянутые рамные пилы установлены между верхними 8 и
нижними 12 направляющими, жестко закрепленными соответственно
на стержнях 9 и 13. Последние смонтированы на кронштейнах, закреп­
ленных на станине лесопильной рамы.
В верхней и нижней частях пил выполнены отверстия. В нижних
отверстиях закреплены втулки, у краев верхних отверстий параллель­
но друг другу закреплены планки.
Каждая пила постава насаживается на верхний 5 и нижний 15
стержни. На верхнем стержне выполнены лыски, охватываемые план­
ками. Диаметр отверстий в верхних частях пил больше верхнего диа­
метра стержня 5, что позволяет пилам беспрепятственно удлиняться
при нагреве во время работы. Пилы выполнены «плавающими», т.е.
они могут перемещаться по стержням 5 и 15 в поперечном на­
правлении. Ограничителями поперечного перемещения пил являются
рабочие поверхности направляющих, поэтому точность движения пил
не зависит от точности движения пильной рамки, а определяется точ­
ностью установки направляющих, жестко связанных со станиной ле­
сопильной рамы.
Для уменьшения трения пил о направляющие, охлаждения пил и
лучшего удаления опилок из зоны резания рабочие поверхности на­
правляющих выполнены в виде аэростатических опор.
Концы стержней 5 и 15 входят в направляющие захватов, закре­
пленных на верхней 6 и нижней 14 поперечинах пильной рамки. Меж­
ду концами стержней и задними стенками захватов установлены уп­
ругие элементы в виде пружин, жесткость которых можно регулиро­
вать гайками (а.с. 818859). Нагрузка от сил резания передается пила­
ми на стержни 5 и 15 через втулки и планки.
Наличие упругих элементов позволяет снизить пиковые силы
резания, выровнять подачу на зуб при рабочем ходе пил и уменьшить
скобление зубьев пил о дно пропила при холостом ходе пил. Значи­
тельное снижение пиковых значений сил резания и сил скобления в
сочетании с применением нерастянутых пил повышенной устойчиво-
сти позволяет повысить надежность работы рамных пил, зубья кото­
рых оснащены твердым сплавом. Выравнивание подачи на зуб при
рабочем ходе пил позволяет повысить качество пиломатериалов и по­
лучить опилки более равномерной фракции, что облегчает их ис­
пользование в качестве вторичного сырья. Испытания лесопильной
рамы дали положительные результаты.
Вопрос 10.4. За счет чего повышается точность движения
распиливаемого материала в лесопильной раме с нерастянутыми
рамными пилами?
Ответ.
Повышение точности движения бруса в лесопильной
раме с нерастянутыми рамными пилами, совершающими возвратнопоступательное движение в аэростатических направляющих осущест­
вляется с помощью направляющих ножей, установленных перед и за
пилами.
Нижние передние по направлению подачи прокладки 5, уста­
новленные между направляющими для пил, выполнены с выступаю­
щими лезвиями (рис. 10.4) [3].
Передние по направлению
подачи прокладки 6 выполнены
в виде ножей с лезвиями, высту­
пающими над нижними направ­
ляющими
для пил. Брус
движении
через
при
лесопильную
раму вдавливается нижней пластью в лезвия прокладок и пе­
ремещается строго в плоскости
пилы. При возникновении сил,
Рис. 10.4. Узел резания с направляющим устройством для распиливаемого
стремящихся сместить вбок расi _ основание; 2 - направпиливаемый материал, они урав- ляющие; 3 - антифрикционные накладновешиваются реакциями лезвий
^ ~ ы ; 5,6 - прокладки;
,
7 - стержни; 8 - гайки
прокладок и не оказывают боком а т е р и а л а :
к и ;
п и л
вого воздействия на пилы. Так как направляющие ножи являются од­
новременно прокладками, разрушенные ножами слои древесины все­
гда попадают в пропил.
На рис. 9.11 показано, что за каждой пилой установлен направ­
ляющий нож, концы которого служат прокладками между направ­
ляющими для пил [4]. Толщина ножа меньше ширины пропила, но
больше толщины пилы. Направляющие ножи предохраняют пилы от
зажима в пропиле и уменьшают боковые воздействия на них.
Вопрос 10.5. Как можно значительно повысить точность
движения пильной рамки лесопильной рамы?
Ответ. Для повышения точности движения пильной рамки не­
обходимо, чтобы число базовых поверхностей у направляющих пол­
зунов пильной рамки было минимальным, что может быть достигну­
то, если рабочие поверхности правых и левых по направлению подачи
коренных направляющих выполнить в виде плоскостей, расположен­
ных друг к другу под углом, который делится продольной осью пиль­
ной рамки пополам.
На рис. 10.6 показана установка ползунов, применяемая на су­
ществующих лесопильных рамах и новая.
Рис. 10.6. Установка ползунов пильной рамки между коренными и прижим­
ными направляющими (вид сверху): я - применяемая конструкция; б - новая
конструкция; 1 - ползун; 2 - поперечина пильной рамки; 3 - коренная
ползунная направляющая; 4 - станина лесопильной рамы; 5 - прижимная
направляющая
Повышение точности движения пильной рамки и возможность
работы с минимальным зазором между ползунами и направляющими
позволяет выполнить рабочие поверхности ползунов в виде аэроста­
тических опор, что не только исключает боковые силы, вызванные
низкой точностью движения пильной рамки, но и устраняет большой
расход жидкой смазки, который имеет место у существующих лесо­
пильных рам.
Вопрос 10.6. Что представляет собой узел резания нового ле­
сопильного станка с полосовыми нерастянутыми пилами, совер­
шающими возвратно-поступательное движение в направляющих?
Ответ.
В случае пиления нерастянутыми полосовыми пилами
(см. 10.1) не только не требуются захваты для пил, струбцины и меж­
пильные прокладки, но можно отказаться и от пильной рамки, т.е.
имеем новый тип лесопильного станка (рис. 10.7), который не являет­
ся лесопильной рамой, так как отсутствует пильная рамка [6].
Узел резания лесопильного станка содержит станину 2, на которой
закреплены плиты 1. Сквозь отверстия, выполненные в станине и пли­
тах, проходят стержни 8, на которые надеты направляющие 9. Толщина
их соответствует требуемому расстоянию между пилами 5, надетыми на
верхний 4 и нижний 10 горизонтальные стержни. Верхний стержень
установлен на станине неподвижно, а нижний стержень - на поперечи­
не 11, связанной с кривошипно-шатунным механизмом. В нижних час­
тях пил выполнены круглые отверстия, на которых закреплены втулки
12, охватывающие стержень 10. В верхних частях пил выполнены удли­
ненные в вертикальном направлении отверстия, на краях которых закре­
плены планки 3, охватывающие направляющие поверхности стержня 4.
Длина удлиненных отверстий и планок превышает величину хо­
да пильной рамки. В местах соединения стержня 4 со станиной 2 и
стержня 10 с поперечиной 11 установлены упругие элементы в виде
пружин сжатия 13. Между направляющими установлены прокладки.
Нижние передние по направлению подачи прокладки 4 выступают
над направляющими 9. Выступающие части прокладок 14 выполнены
Г
b
3
l ibJiiltMlll
e
9 17
Рис. 10.7. Конструкция лесопильного станка с нерастянутыми плавающими
пилами, совершающими возвратно-поступательное движение
в направляющих
в виде лезвий ножей. За каждой пилой установлен нож 15, концы ко­
торого служат прокладками между направляющими для пил. При та­
кой конструкции направляющие ножи всегда находятся в одних плос­
костях с пилами. Для установки крайних направляющих на опреде­
ленном расстоянии от базовых поверхностей плит и параллельно им
установлены разделительные втулки 16. Гайки 6, 17 служат для вы­
борки зазоров между направляющими 9 и прокладками 7 и ориенти­
рования направляющих параллельно базовым поверхностям плит.
Узел резания лесопильного станка работает следующим образом.
Пилы, надетые на стержни 4 и 10, совершают
возвратно-
поступательное движение в направляющих. Закрепленный на станине
стержень 4 остается неподвижным в вертикальном направлении. Уп­
ругие элементы в виде пружин сжатия 13 снижают пиковые силы ре­
зания и выравнивают подачу на зуб. Планки 3, закрепленные на пиле,
уменьшают удельное давление на стержень 4. При движении рас­
пиливаемого материала по выступающим частям прокладок предот­
вращается его перебазирование в процессе пиления и уменьшаются
боковые силы. Направляющие ножи 15 исключают зажим пил в про­
пиле, повышают точность движения распиливаемого материала.
Для уменьшения трения пил о направляющие рабочие поверхно­
сти последних целесообразно выполнить в виде аэростатических опор.
Предварительные расчеты показывают следующие преимущест­
ва лесопильного станка нового типа по сравнению с существующими
лесопильными рамами:
1) снижаются габариты и металлоемкость в 2-3 раза;
2) уменьшаются энергозатраты на 15...20 %;
3) снижается расход древесины в опилки на 30.. .40 %;
4) обеспечивается получение пиломатериалов высокого качества;
открывается возможность оснащения зубьев пил твердым сплавом.
Вопрос 10.7. При какой конструкции пильной рамки лесо­
пильной рамы возможно получение тонких пиломатериалов, на­
пример для лыжного или паркетного производства?
Ответ. Для получения на лесопильной раме тонких пиломате­
риалов (толщиной менее 10 мм) необходимо внести следующие изме­
нения в конструкцию пильной рамки [7]:
- количество захватов должно быть меньше количества пил;
- концы захватов должны быть выполнены как межпильные прок­
ладки;
- через отверстия, выполненные в пилах, межпильных проклад­
ках и в концах пил, должны быть пропущены болты, стягивающие
постав пил.
На рис. 10.8 приведен общий вид пильной рамки лесопильной
рамы для выпиловки тонких пиломатериалов, на рис. 10.9 - взаимное
расположение пил, захватов и межпильных прокладок.
Пильная рамка лесопильной рамы содержит стойки, верхнюю и
нижнюю поперечины, зажимные болты с гайками. На зажимных бол­
тах установлены пильные полотна. Ме­
жду пильными полотнами поочередно
размещены прокладки, имеющие отвер­
стия под зажимные болты, и захваты,
выполненные в виде стержней и пла­
нок. На верхней поперечине установле­
но натяжное устройство для взаимодей­
ствия со стержнем.
Рис. 10.8. Пильная рамка лесопильной рамы
для выпиловки тонких пиломатериалов:
1 - стойка; 2, 8 - верхняя и нижняя попере­
чины; 3 - планка захвата; 4 - межпильная
прокладка; 5 - упор; 6 - стержень захвата;
7 - натяжное устройство; 9 - зажимные бол­
ты; 10 - гайка; 11 - пила
Рис. 10.9. Взаимное расположение пил, захватов
и межпильных прокладок (обозначения соответ­
ствуют приведенным на рис. 10.8)
На обеих поперечинах закреплены упоры для ориентации поста­
ва относительно оси пильной рамки.
Пильная рамка работает следующим образом. Между концами
пильных полотен устанавливаются поочередно прокладки и планки
захватов. Через отверстия, выполненные в прокладках, планках и
пильных полотнах, проходят зажимные болты. С помощью гаек на­
бранный постав сжимается с усилием, превышающим силу трения
между пильными полотнами, прокладками и планками захватов. За­
тем постав фиксируется относительно оси пильной рамки по упорам.
Использование предлагаемой пильной рамки в тарных лесопиль­
ных рамах позволяет выпиливать дощечки толщиной до 2 мм, а путем
снижения её металлоемкости - повысить производительность пиления.
Вопрос 10.8. Какого типа лесопильную раму целесообразно
использовать в гибких автоматизированных линиях?
Ответ.
Для гибких автоматизированных линий целесообразно
использовать лесопильные рамы с автоматически регулируемым по­
ставом пил.
На рис. 10.10 приведена схема лесопильной рамы [5], которая
может быть использована в ГАЛЛ в качестве головного лесопильного
станка.
Рис. 10.10. Схема лесопильной
рамы для гибких автоматизиро­
ванных лесопильных линий:
1,12- верхняя и нижняя консо­
ли; 2 - воздухопровод;
3 , 1 1 - поперечины пильной
рамки; 4 - рамные пилы;
5, 10 - направляющие для пил;
6 - направляющие; 7 - полурама;
8, 9 - позиционеры;
13, 14 - нижние и верхние за­
хваты для пил
Пильная рамка
имеет
два пильных модуля, кото­
рые могут автоматически ус­
танавливаться на определен­
ном расстоянии друг от дру­
га в зависимости от плана
раскроя сырья.
Каждый пильный модуль включает полурамку с верхней 1 и
нижней 12 консолями, в верхних 14 и нижних 13 захватах которых ус­
тановлены с натяжением рамные пилы, совершающие
возвратно-
поступательное движение в направляющих 5 и 10, установленных над
и под распиливаемым материалом. Расстояние между направляющими
в вертикальном направлении регулируется с помощью позиционеров 8.
По воздухопроводу к направляющим для пил подводится сжатый воз­
дух, образуя аэростатические опоры на рабочих поверхностях направ­
ляющих.
С блоками направляющих для пил жестко связаны направляю­
щие, в которых совершают возвратно-поступательное движение стой­
ки полурам. По поперечинам пильной рамки с помощью позиционе­
ров 9 осуществляется поперечное перемещение пильных модулей в
соответствии с геометрическими характеристиками
распиливаемых
бревен для получения максимального выхода пиломатериалов.
ЗАКЛЮЧЕНИЕ
Пиление древесины на лесопильных рамах нашло широкое при­
менение в РФ, так как наиболее полно соответствует условиям лесо­
пильного производства: качеству сырья, требованиям к пиломатериа­
лам, объемам сырья, уровню механизации и автоматизации предпри­
ятий, квалификации технических специалистов. К достоинствам ле­
сопильных рам следует отнести их универсальность, проходной ме­
тод пиления блоком пил, низкими требованиями к качеству сырья.
Режущий инструмент лесопильных рам прост в изготовлении,
подготовке и эксплуатации. На лесопильных рамах можно получать
пиломатериалы с большей точностью размеров, чем на ленточнопильных станках, и с большим объемным выходом пиломатериалов,
чем на круглопильных станках. Благодаря этим достоинствам лесо­
пильные рамы еще долго будут оставаться в Р Ф основным лесопиль­
ным оборудованием.
Отсюда следует, что вопросам повышения эффективности пиле­
ния древесины на лесопильных рамах следует уделять большое вни­
мание.
СПИСОК ЛИТЕРАТУРЫ
1. А.с. 266188 СССР, М.Кл 38а,3/04. Устройство для установки рамных
пил / Г.Ф. Прокофьев, А.Г. Туфанов. - № 1285275/29-33; заяв. 25.11.68;
опубл. 17.03.70, Бюл.№ П .
2. А.с. 392320 СССР, М. KJI.GOI В 5/30, G01 1 5/06, G01 m 5/00. Устрой­
ство для определения жесткости рамных пил / Г.Ф. Прокофьев. № 1664026/25-28; заявл. 28.05.71; опубл. 27.07.73, Бюл. № 32.
3. А.с. 859153 СССР, М.Кл В27В 27/02. Направляющее устройство для
распиливаемого материала / Г.Ф. Прокофьев, Б.Д. Носаль. - № 2792946/29-15;
заявл. 09.07.79; опубл. 30.08.81, Бюл. № 32.
4. А.с. 935265 СССР, М.Кл В27В 3/00. Направляющее устройство для
распиливаемого материала / Г.Ф. Прокофьев, Ю.В. Васкан, Б.Д. Носаль. № 3212101/29-15; заявл. 04.12.80; опубл. 15.06.82, Бюл. № 22.
5. А.с. 1092037 СССР, МПК В27В 3/00. Лесопильная рама / Г.Ф. Про­
кофьев, Ю.С. Воронцов, В Т . Турушев, И.Ю. Королев. - № 3481057/29-15; за­
явл. 05.07.82; опубл. 15.05.84, Бюл. № 18.
6. А.с. 1113245 СССР, МПК В27В 3/10. Узел резания лесопильного
станка / Г.Ф. Прокофьев, И.Ю. Королев. - № 3569974/29-15; заявл. 29.03.83;
опубл. 15.09.84, Бюл. № 34.
7. А.с. 1161382 СССР, МПК В27В 3/00. Пильная рамка для лесопиль­
ной рамы / Г.Ф. Прокофьев. - № 3596039/29-15; заявл. 06.04.83; опубл.
15.06.85, Бюл. № 2 2 .
8. А.с. 1648763 СССР, МПК В27В 3/38. Коренная струбцина пильной
рамки лесопильной рамы / Г.Ф. Прокофьев. - № 4636913/15; заявл. 14.12.88;
опубл. 15.05.91, Бюл. № 18.
9. А.с. 1821362 СССР, МПК В27В 3/00. Устройство для калибровки меж­
пильных прокладок рамных пил / Г.Ф. Прокофьев, Ю.М. Стахиев, С В . Ершов. № 4937029/15; заявл. 20.05.91; опубл. 15.06.93, Бюл. № 22.
10. Бершадский А.Л., Цветкова Н.И. Резание древесины. - Минск: Вышэйш. шк., 1975. - 303 с.
11. ГОСТ 5524-75. Пилы для вертикальных лесопильных рам. - Введ.
01.07.1976. - М.: Изд-во стандартов, 1977. - 10 с.
12. ГОСТ 24454-80. Пиломатериалы хвойных пород. Размеры. - Введ.
1981-01-01. - М . : Изд-во стандартов, 1981.-3 с.
3
13. ГОСТ 26002-83. Пиломатериалы хвойных пород северной сорти­
ровки, поставляемые для экспорта. Технические требования. - Введ.
1985-01-01.-М., 1985.-33 с.
14. ГОСТ 6782.1-75. Пилопродукция из древесины хвойных пород. Вели­
чина усушки. - Введ. 1976-01-07. - М., 1980. - 10 с.
15. ГОСТ 7016-82. Древесина. Параметры шероховатости. - Введ.
1982-10-12.-М., 1983.-6 с.
16. ГОСТ 22298-76. Бревна пиловочные хвойных пород, поставляемые
для экспорта. Технические требования. - Введ. 1976-30-12. - М., 1978. - 4 с.
17. ГОСТ 9463-88. Лесоматериалы круглые хвойных пород. Техниче­
ские условия. - Введ. 1991-01-01.-М., 1991.-8 с.
18. ГОСТ 2140-81. Пороки древесины. Классификация, термины и оп­
ределения, способы измерения. - Введ. 1982-30-12. - М., 1982. - 111 с.
19. ГОСТ 8486-86. Пиломатериалы хвойных пород. Технические усло­
вия.-Введ. 1988-30-12.-М., 2007.- Юс.
20. Иванкин И.И., Прокофьев Г.Ф. Основные задачи разработки гибких
автоматизированных лесопильных линий // Охрана окружающей среды и ра­
циональное использование природных ресурсов: сб. науч. тр. / АГТУ. - Ар­
хангельск, 2006. - Вып. 64. - С. 86-89.
21. Пат. 2278021, МПК В27В 13/00 Узел резания лесопильной рамы /
Г.Ф. Прокофьев, Н.Ю. Микловцик, Н.И. Иванкин, М.Ю. Кузнецова. № 2005100486/03; заявл. 11.01.2005; опубл. 20.06.2006, Бюл. № 17.
22. Прокофьев Г.Ф., Иванкин И.И. Повышение эффективности пиления
древесины на лесопильных рамах и ленточнопильных станках: моногр. - Ар­
хангельск: Арханг. гос. техн. ун-т, 2009. - 380 с.
23. Прокофьев Г.Ф., Иванкин И.И., Казанцев В.А. Повышение качества
пиления древесины на лесопильных рамах: моногр. - Архангельск: Арханг.
гос. техн. ун-т, 2007. - 192 с.
24. Прокофьев Г.Ф., Королев И.Ю. Узел резания лесопильной рамы //
Станки и инструменты. - 1982. - № 10. - С. 27.
25. РТМ по определению технических посылок при распиловке бревен
и брусьев хвойных пород на лесопильных рамах с плющеными зубьями /
ЦНИИМОД. - М.: ЦНИИТЭИлеспром, 1966. - 60 с.
26. ТУ 13-0273675-25-89. Прокладки межпильные для вертикальных
лесопильных рам. Технические условия. - Введ. 1990-01-01. - Архангельск,
1989.- 13 с.
27. Технологические режимы РПИ 6.1-00. Подготовка рамных пил /
Г.Ф. Прокофьев. - Архангельск: ЦНИИМОД, 1987. - 40 с.
ОГЛАВЛЕНИЕ
Введение
1. Особенности пиления древесины
на лесопильных рамах
2. Пиловочные бревна
3. Пиломатериалы
3
4
•
12
24
4. Рамные пилы и лесопильные рамы
5. Подготовка рамных пил к работе
6. Выверка лесопильных рам
7. Производительность рамного пиления
8. Повышение выхода пиломатериалов
9. Повышение качества пиломатериалов, получаемых на
лесопильных рамах
36
60
83
93
103
10. Совершенствование лесопильных рам
126
109
Заключение
139
Список литературы
140
Прокофьев Геннадий
Федорович
Микловцик Николай Юрьевич
Пиление древесины на лесопильных рамах
и повышение его эффективности
в вопросах и ответах
Редактор Е.А. Зажигина
Выпускающий редактор М.Н. Абрамова
Корректор А.В. Миленина
Компьютерная верстка Л.В. Мусиковой
Подписано в печать 31.05.2011. Формат 70x84/16.
Усл. печ. л. 9,81. Тираж 200 экз. Заказ № 131.
Отпечатано в Северном (Арктическом)
федеральном университете
163002, г. Архангельск, наб. Северной Двины, 17