занятие 1 - Сибирский федеральный университет
реклама

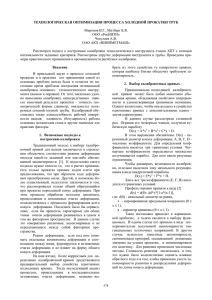
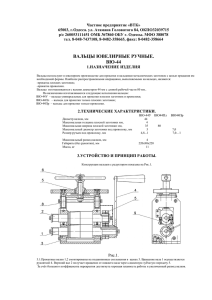
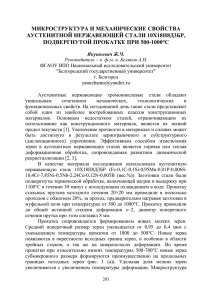
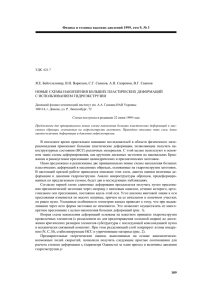
Федеральное агентство по образованию Федеральное государственное образовательное учреждение высшего профессионального образования «Сибирский федеральный университет» Н.Н. Загиров И.Л. Константинов Е.В. Иванов ПОСОБИЕ ДЛЯ ПРАКТИЧЕСКИХ ЗАНЯТИЙ Дисциплина «Теория процессов прокатки, прессования, волочения» (наименование дисциплины в соответствии с ФГОС ВПО и учебным планом) Укрупненная группа 150000 Металлургия, машиностроение и материалообработка (номер и наименование укрупненной группы) Направление150100 Металлургия__________________________________________ (номер и наименование направления, специальности) Факультет технологический________________________________________________ Кафедра «Обработка металлов давлением» г. Красноярск-2008 СОДЕРЖАНИЕ ВВЕДЕНИЕ ЗАНЯТИЕ 1 Очаг деформации и его параметры. Коэффициенты деформации. Условия захвата полосы валками ЗАНЯТИЕ 2 Нейтральный угол и соотношения между скоростями движения металла и валков. Уширение и влияние на него внешних зон ЗАНЯТИЕ 3 Определение контактной площади прокатываемого металла с валками. Среднее давление прокатки. Усилие прокатки. Момент прокатки ЗАНЯТИЕ 4 Определение показателей деформации при прессовании в зависимости от схемы прессования ЗАНЯТИЕ 5 Определение размеров заготовки для прессования ЗАНЯТИЕ 6 Расчет составляющих полного усилия прессования. Факторы, влияющие на усилие прессования ЗАНЯТИЕ 7 Показатели деформации при волочении. Основы составления маршрута волочения проволоки. Получение проволоки с заданными механическими свойствами ЗАНЯТИЕ 8 Определение силы и напряжения волочения при различных вариантах технологического процесса. Факторы, влияющие на силу волочения. Коэффициент запаса при волочении. 8.1 Волочение проволоки 8.2 Безоправочное волочение труб 8.3 Волочение труб на закрепленной цилиндрической и самоустанавливающейся цилиндро-конической оправках ЗАКЛЮЧЕНИЕ 2 3 5 11 16 34 40 47 56 63 63 75 77 81 ВВЕДЕНИЕ Как известно, обработка металлов давлением – это видовое наименование группы методов изготовления изделий, заготовок или полуфабрикатов, основанных на пластической деформации. К числу основных методов, наряду с другими, относят прокатку, прессование, волочение. Деформация в указанных процессах, как и соответствующие им напряжения и силы, являются предметом изучения курса «Теория процессов прокатки, прессования и волочения». Рассматриваемая наука является прикладной дисциплиной, которая объясняет процессы, происходящие при пластической деформации, описывает изменения структуры и механических свойств металлов в результате деформации, дает возможность определить усилия деформации, нагрузки на инструмент, конечную форму заготовки и ее предельное формоизменение, позволяет создавать оптимальные технологические процессы обработки давлением, обеспечивающие получение изделий наиболее высокого качества при минимальной затрате труда и материальных ресурсах. Основное содержание теории процессов прокатки, прессования и волочения заключатся в аналитическом и экспериментальном исследованиях напряженно-деформированного состояния обрабатываемого металла в зависимости от силовых, скоростных, деформационных, контактных и тепловых условий деформирования. В теории ППВП| большое место занимают исследования деформационной способности металлов и прежде всего их способности к обработке в нагретом состоянии, разработка методов оценки технологической пластичности и способов повышения допустимых разовых обжатий заготовок без их разрушения. В теории ППВП рассматривается также характер протекания процесса деформирования заготовок при различных операциях в целях установления наиболее благоприятных соотношений между размерами и формой заготовок и получаемых изделий. В соответствии с требованиями Федерального государственного образовательного стандарта высшего профессионального образования по направлению 150100 - Металлургия задачами дисциплины являются формирование у студентов определенных знаний, умений и навыков, отражающих различные компетенции. Назначение представленного пособия – помочь студентам глубже усвоить основы курса «Теория ППВП», развить у них инженерное мышление, подготовив к самостоятельному решению новых задач, возникающих в процессе изучения других специальных дисциплин технологической направленности, а также в процессе практической деятельности. 3 Задачи составлены по всем разделам курса, а для того, чтобы облегчить пользование сборником задач, каждый раздел методических указаний содержит перечень основных формул, а также необходимые для расчетов номограммы и справочные данные. Пособие может быть использовано студентами для выполнения упражнений, домашних заданий и контрольных работ при изучении соответствующих разделов курса. Совокупность знаний, умений и навыков должна обеспечить формирование следующих инструментальных (ИК), общепрофессиональных (ОПК) и специальных профессиональных (СПК) компетенций. 1. Умение находить и перерабатывать информацию, относящуюся к процессам прокатки, прессования и волочения (ИК1). 2. Умение проводить расчеты напряженно-деформированного состояния процессов ППВ, обобщать результаты этих расчетов и на основании этого делать выводы и рекомендации (ИК2). 3. Умение моделировать процессы ППВ с использованием современных методик (ОПК1). 4. Умение корректировать технологические процессы ППВ (СПК1). 4 ЗАНЯТИЕ 1 Очаг деформации и его параметры. Коэффициенты деформации. Условия захвата полосы валками Как известно если оси валков параллельны и лежат в одной плоскости, валки имеют одинаковые диаметры и вращаются в разные стороны с одинаковыми окружными скоростями, прокатываемый металл однороден по своим механическим свойствам и на него действуют только силы от валков, то такой процесс прокатки называется простым. Условимся называть прокатываемый металл полосой. Пространство, ограниченное сверху и снизу дугами захвата (АВ), боковыми гранями полосы и плоскостями входа и выхода металла из валков, называется геометрическим очагом (зоной) деформации (рис. 1). Рис. 1. Схема очага деформации при прокатке Разность высот полосы при входе и выходе из валков называют абсолютным обжатием: h = h0 – h1; разность между конечной и начальной шириной полосы – уширением: b = b 1 – b 0. Дугу АВ, по которой валок соприкасается с металлом, называют дугой захвата, а горизонтальную проекцию этой дуги l принимают за длину геометрического очага деформации. Углом захвата называют центральный угол, соответствующий дуге захвата, и находят по уравнению cos = 1 – h/D. 5 При небольших углах захвата ( = 10-150) можно считать, что sin , и тогда ∆h R α ≈ Горизонтальная проекция дуги захвата l = R sin или из треугольника ABC в зависимости от обжатия (см. рис. 1). l= ∆h R∆ h + 2 2 При малых углах захвата вторым членом подкоренного выражения можно пренебречь и величину длины дуги захвата с достаточной точностью для практических расчетов определять из равенства l= R∆ h Если радиусы валков R1 и R2 существенно различаются, то длину зоны деформации определяют по выражению l= 2 R1 R2 ∆h R1 + R2 Для характеристики пластического деформирования металла при прокатке используют величины, называемые соответственно коэффициентами: вытяжки полосы = l1/l0; уширения (или обжатия по ширине) = b1/b2; обжатия по толщине 1/ = h0/h1. Так как плотность материала при пластической деформации практически не изменяется, то и объем деформируемого тела остается неизменным. Поэтому произведение этих коэффициентов равно единице: η ⋅β ⋅λ = h1 b1 l1 V1 ⋅ ⋅ = =1 h0 b0 l0 V2 Для характеристики малой пластической деформации используют относительные величины: h0 − h1 ∆ h = ; h0 h0 b1 − b0 ∆ b уширения ε B = b = b ; 0 0 обжатия ε h = 6 удлинения ε L = l1 − l0 ∆ l = . l0 l0 Суммарная вытяжка за n проходов рассчитывается как произведение частных вытяжек i в каждом проходе Λ = λ 1 ⋅ λ 2 ⋅ ... ⋅ λ n = F0 . Fn Значения суммарной и средней вытяжки при прокатке некоторых металлов и сплавов приведены в таблице 1. Процесс прокатки обеспечивается наличием сил трения, действующих между поверхностями валков и металла. В момент захвата металла валками на полосу действуют нормальные N и касательные Т силы (рис. 2). Кроме того, могут действовать внешняя сила R (от других клетей, натяжных устройств и т. п.) и сила U – сила инерции. Рис. 2.Силы, действующие на прокатываемый металл в момент захвата Таблица 1 Металл или сплав Значения суммарной и средней вытяжки Средняя вытяжка, λ Суммарная вытяжка, Λ 7 Медь М0, М1 Латуни: Л90, Л80 Л68 Л63 ЛС59-1 Бронзы: БрКд0,5 БрБ2 БрОФ6,6-0,4 БрКмц3-1 БрКд0,5 Медно-никелевые сплавы: Мельхиор МН19 Нейзильбер МНЦ15-20 Никелевые сплавы: Никель Н1 НКО,2 НМЦ2,5 Монель-металл: НМЖц28-2,5-1,5 Нихром Х20Н80 Алюминиевые сплавы: Алюминий АМц АМг2 Д18 Д16 АМг3, АМг5, АМг6 В95 1,5 1,7 1,30-1,35 1,25-1,30 1,20-1,25 1,25-1,30 1,15-1,20 1,30-1,35 1,30 1,30 20 15 10 4 2 15 1,4 10 5 10 1,30-1,35 1,30-1,35 15 15 1,3 1,3 1,3 20 20 20 1,3 1,2 18 5 1,45 1,30 1,27 1,33 1,20 1,20 1,15-1,20 100 3,6 3,0 2,8 2,2 2,2 3,0 Если силой U пренебречь, а сила R отсутствует, то условие захвата может быть записано так: µ = tg α, или, выражая через угол трения , . Таким образом, для того, чтобы произошел захват металла валками, необходимо, чтобы угол захвата был меньше угла трения. На практике применяют наибольшие углы захвата, указанные в таблице 2. Таблица 2 Углы захвата при прокатке Условия прокатки и прокатываемый металл 8 Угол захвата Холодная прокатка стали и других металлов с поджатием валков после захвата: со смазкой на хорошо шлифованных валках без смазки на грубых валках Горячая прокатка: Стальных листов Алюминия при 350 0С Никеля при 1100 0С и мельхиора при 950 0С Латуни Л62 и Л68 при 800 0С Стальных сортовых профилей Меди при 900 0С Стальных профилей в валках с насеченной, рифленой или наваренной поверхностью рад град 0,05-0,07 0,09-0,14 3-4 5-8 0,31-0,38 0,35-0,38 0,38 0,37-0,42 0,38-0,42 0,47 18-22 20-22 22 21-24 22-24 27 0,47-0,59 27-34 Некоторые значения коэффициентов трения для других случаев горячей и холодной прокатки металлов и сплавов приведены в таблице 3. Таблица 3 Коэффициенты трения при горячей и холодной прокатке Характеристика прокатки Коэффициент трения Горячая прокатка меди 0,44 Горячая прокатка латуни 0,37 Горячая прокатка алюминия 0,45 Горячая прокатка никеля 0,40 Горячая прокатка титана 0,24 Холодная прокатка стали а) без смазки 0,20-0,30 б) смазка керосином 0,15-0,17 в) смазка минеральным маслом 0,10-0,13 Холодная прокатка меди а) без смазки 0,20-0,25 б) смазка керосином 0,13-0,15 в) смазка минеральным маслом 0,10-0,13 Холодная прокатка алюминия а) без смазки 0,20-0,30 б) смазка керосином 0,10-0,15 в) смазка минеральным маслом 0,08-0,09 Холодная прокатка латуни а) без смазки 0,12-9,15 б) смазка керосином 0,06 в) смазка минеральным маслом 0,05 Задачи 9 1. Толщина заготовки до прокатки h0 = 90 мм, коэффициент вытяжки за проход λ = 1,47. Прокатка ведется без уширения. Определить толщину заготовки после прокатки h1. 2. Толщина заготовки до прокатки h0 = 140 мм, обжатие ∆h = 36 мм, ширина заготовки b0 = 700 мм, уширение ∆b = 9 мм, длина заготовки до прокатки l0 = 1500 мм. Определить коэффициенты осадки η, уширения β, вытяжки λ и длину полосы после прокатки l1. 3. Размеры полосы до прокатки h0 = 10 мм, ширина b0 = 640 мм, длина l0 = 4000 мм, после прохода толщина полосы изменилась на 2 мм, т.е. ∆h = 2 мм, ширина осталась прежняя. Определить длину полосы после прокатки l0. 4. Толщина ленты до прокатки h0 = 2 мм, после прокатки h1= 1,5 мм, ширина не изменилась. Определить относительное обжатие ε и коэффициент вытяжки λ. 5. Относительное обжатие за проход составляет ε = 37%, толщина полосы после прохода h1= 43 мм. Определить абсолютное обжатие за проход ∆h и коэффициент вытяжки λ. 6. Площадь поперечного сечения полосы перед прокаткой F0 = 96000 2 мм , толщина h0 = 160 мм, относительное обжатие за проход ε = 42%, ширина после прохода b1= 615 мм. Определить толщину полосы после прокатки h1 и ширину полосы до прокатки b0. 7. При горячей прокатке с уширением коэффициент вытяжки λ = 1,5, толщина полосы после горячей прокатки h1 = 18 мм, площадь поперечного сечения после прокатки F1 = 12600 мм2. Определить толщину полосы до прокатки h0, если ширина ее до прокатки b0 = 695 мм. 8. Коэффициент вытяжки за проход λ = 1,58; толщина листа после прохода h1 = 3 мм, уширение ∆b равно нулю. Определить толщину листа до прохода h0 и относительное обжатие ε. 9. Обжатие за проход ∆h = 42 мм, толщина слитка h0 = 180 мм, ширина b0 =600 мм, уширение ∆b = 12 мм. Определить коэффициент вытяжки λ за проход. 10. Среднее обжатие за проход при прокатке меди ε = 30%. Определить суммарное обжатие ε и суммарный коэффициент вытяжки λ за 7 проходов. 11. Толщина полосы за проход при горячей прокатке меняется: h0 = 120 мм, h1 = 84 мм. Прокатка ведется на стане дуо 800. Определить длину дуги захвата Lд и угол захвата α. 12. Толщина слитка h0 = 160 мм. Прокатка ведется на стане дуо 800, угол захвата α = 200. Определить толщину заготовки после прокатки h1, коэффициент вытяжки λ1 и относительное обжатие ε1, если прокатка ведется без уширения. 13. При горячей прокатке слитка из алюминия на стане 1800 с диаметром рабочих валков D = 700 мм толщина заготовки после прокатки h1 = 120 10 мм. Определить начальную толщину слитка h0 из условия захвата, коэффициент вытяжки λ и относительное обжатие ε. 14. Максимальный угол захвата при прокатке полос из сплава АМг6 на стане 1800 с диаметром рабочих валков 750 мм α = 240. Определить углы захвата при прокатке той же полосы, с тем же обжатием на валках диаметром 600, 800, 900 и 1000 мм и построить график изменения угла захвата в зависимости от диаметра валков. Вопросы для контроля 1. Дайте определение процессу прокатки. 2. Нарисуйте схему геометрического очага деформации. 3. Дайте определение углу захвата. 4. Какими параметрами характеризуется форма геометрического очага деформации при прокатке? 5. Какие величины используют для характеристики пластического деформирования металла при прокатке? 6. Какие относительные величины используют для характеристики малой пластической деформации? 7. Наличием каких сил обеспечивается процесс прокатки? 8. Как определяется суммарная вытяжка при прокатке за n проходов? 9. Какие углы захвата применяют на практике? 10. Как определяется дуга захвата? 11. Как определяется абсолютное обжатие при прокатке? 12. Как определяется уширение при прокатке? ЗАНЯТИЕ 2 Нейтральный угол и соотношения между скоростями движения металла и валков. Уширение и влияние на него внешних зон При установившемся процессе прокатки нормальные и касательные силы (силы трения) действуют на металл по всей дуге захвата. Металл деформируется в направлении наименьшего сопротивления, контактные силы трения в начале и в конце дуги захвата имеют противоположное направление. Вертикальное сечение, в котором контактные силы трения изменяют направление, называют нейтральными. Соответствующий угол также называют нейтральным и обозначают γн. Нейтральное сечение делит зону деформации на зону отставания и зону опережения (рис. 3). 11 Рис. 3. Силы, действующие на прокатываемую полосу при установившемся движении Опережением называют превышение скорости выхода прокатываемого металла из валков по сравнению с их окружной скоростью, а отставанием – уменьшение скорости входа металла. Величину опережения выражают отношением S= (υ 1 − υâ υ â) , υ1 – скорость выхода металла из валков; υв – окружная скорость валков. Ее также можно найти из условия постоянства секундного объема прокатываемого металла: где R S = − 0,5 ⋅ γ í2 . h1 12 При прокатке тонких полос, когда R значительно больше h1, вторым членом в этом уравнении можно пренебречь и тогда получим формулу Головина-Дрездена: S= R 2 ⋅ γí , h1 где γн – угол (выраженный в радианах), характеризующий положение критического сечения. Последний определяется по соотношению γí = α α 1− 2 2β , где β – угол трения, численно равный коэффициенту терния µ. Коэффициент опережения находят по выражению ξ = 1+ R 2 γí . h1 Скорость входа металла в валки определяют по формуле υ0 = где ω = Так как ξ ωR, λ υâ – угловая скорость вращения валков, рад/с. R ω = πn 30 то, скорость υâ = π nR 30 , где n – скорость вращения валков, об/мин. Скорость выхода металл из валков определяется по формуле υ1 = υв ⋅ ξ = ω ⋅ R ⋅ ξ. Для расчета уширения предложено достаточно большое количество эмпирических и полуэмпирических формул. Из них наиболее простыми и дающими результаты, сопоставимые с производственными, являются следующие: 1. Формула В.П. Бахтинова 13 ∆ b = 1,15 ∆h h0 R∆ h − ∆h 2µ где µ – коэффициент трения между металлом и валками. 2. Формула С. Зибеля ∆b= c ∆h h R∆ h где с – коэффициент, зависящий от температуры, условий терния и качества металла и назначаемый на основании справочных данных (табл. 4). Таблица 4 Значение коэффициента в формуле Зибеля Металл Температура прокатки, 0С Коэффициент с Малоуглеродистая сталь 1000-1150 0,31-0,35 Медь 300-800 0,36 Алюминий 450 0,45 Свинец 20 0,33 Латунь 400-800 0,265 Задачи 15. При прокатке меди марки М1 на стане дуо 800 толщина заготовки до прокатки h0 = 120 мм, после прокатки h1 = 95 мм. Ширина заготовки до прокатки b0 = 622 мм. Определить ширину заготовки после прокатки b1, рассчитав уширение по формуле Зибеля. 16. При горячей прокатке латуни Л90 толщина заготовки до прокатки h0 = 180 мм, после прокатки h1 = 140 мм, ширина заготовки до прокатки b0 = 600 мм. Определить уширение по формуле Зибеля, при условии, что диаметр валков составляет 600, 700, 800, 850 мм и построить график зависимости уширения от диаметра валков. 17. Определить уширение по формуле В.П. Бахтинова и построить график по исходным данным задачи 16. 18. При горячей прокатке алюминия на стане кварто 1800 с диаметром рабочих валков D = 750 мм толщина слитка до прокатки h0 = 150 мм, ширина b0 = 900 мм. Определить ширину заготовки после прокатки при обжатии ∆h = 20, 40, 60, 80 мм и построить график зависимости ширины заготовки от геометрического фактора формы зоны деформации z. 19. При горячей прокатке сплава АМц на стане 1800 с диаметром рабочих валков D = 700 мм ширина слитка до прокатки b0 = 1000 мм, обжатие ∆h = 25 мм. Определить ширину заготовки после прокатки слитков разной тол- 14 щины h0 = 170, 180, 190, 200, 210 мм с одинаковым обжатием и построить график зависимости ширины заготовки после прокатки от отношения b0 / h0. 20. При горячей прокатке слитка толщиной h0 = 120 мм захват металла валками диаметром 650 мм осуществляется при максимальном обжатии ∆h = 30 мм. Определить величину опережения S. 21. При прокатке алюминиевого слитка толщиной h0 = 8 мм с обжатием ∆h = 3,5 мм на стане кварто 400 критический угол γ = 2,50, скорость вращения валков n = 120 об/мин. Определить скорость полосы на выходе из валков υi. 22. Определить коэффициент вытяжки λ, если входная скорость полосы υ0 = 1,8 м/с, выходная υi = 2,5 м/с. 23. Определить скорость входа υ0 и выхода υi полосы при горячей прокатке латуни Л63 на стане дуо 650. Толщина слитка до прокатки h0 = 120 мм, обжатие ∆h = 32 мм, скорость вращения валков n = 42 об/мин. 24. Опережение S при прокатке заготовки толщиной h0 = 5 мм равно 8 %. Угловая скорость вращения валков ω = 11,4 рад/с. Прокатка ведется на стане кварто 350 при входной скорости полосы υ0 = 1,2 м/с. Определить толщину полосы после прокатки. Вопросы для контроля 1. Какое сечение и угол называют нейтральными? 2. На какие зоны нейтральное сечение делит зону деформации? 3. Что называют опережением при прокатке? 4. Напишите формулу Головина-Дрездена. 5. Как определяют коэффициент опережения? 6. Как определяется скорость входа металла в валки? 7. Как определяется скорость выхода металла из валков? 8. Что называют уширением при прокатке? 9. Напишите формулу В.П. Бахтинова для расчета уширения. 10. Напишите формулу С. Зибеля для расчета уширения. 11. Нарисуйте схему сил, действующих на прокатываемую полосу при установившемся движении. 12. Чему числено равен угол терния? ЗАНЯТИЕ 3 Определение контактной площади прокатываемого металла с валками. Среднее давление прокатки. Усилие прокатки. Момент прокатки Так как в большинстве случаев прокатки равнодействующая контактных напряжений (усилие прокатки) направлена вертикально или отклоняется 15 от вертикали незначительно, то при практических расчетах величину F принимают равной горизонтальной проекции контактной площади металла с валками. При прокатке профилей прямоугольного сечения контактную площадь (одного валка) можно подсчитать по уравнению F = lд bср. В большинстве случаев можно принять, что bср (b0 + b1) / 2 где b0 и b1 – ширина прокатываемой полосы при входе в валки и выходе из них. Если кромку прокатываемого металла в поясе деформации аппроксимировать не прямой, а дугой параболы, что будет более точно, то bñð = b0 + 2 ( b1 − b0 ) . 3 При горячей прокатке длина зоны деформации lä = R⋅ ∆h При холодной прокатке тонких листов и лент из твердых сплавов (сталь, латунь, дюралюминий и др.) происходит упругое сплющивание валков и полосы. Уширением при этом можно пренебречь. Длина зоны деформации в этом случае lä = R∆ h + x22 + x2 . Параметр х2 с учетом упругого сплющивания валков и полосы определяется по формуле 1 − ν 12 1 − ν 22 R x2 = 8 pñð + π E π E 1 2 Если пренебречь упругой деформацией прокатываемой полосы, когда ее толщина мала по сравнению с радиусом валков, то получим выражение 16 Хичкока для подсчета длины дуги захвата с учетом упругого сплющивания валков: x2 = ( ) 8⋅ 1− ν 2 pñð R , πE ν – коэффициент Пуассона материала валков; Е – модуль упругости I рода. Значения коэффициента Пуасона и модуля упругости I рода при прокатке некоторых металлов и сплавов приведены в таблице 5. где Таблица 5 Коэффициенты Пуасона и модуль упругости для некоторых металлов и сплавов Металл или сплав Коэффициент Пуасона Модуль упругости, МПа Сталь и сплавы 0,3 2,20⋅105 Латуни: Л90 0,82-0,42 1,05⋅105 Л80 0,82-0,42 1,14⋅105 Л70 0,82-0,42 1,12⋅105 Л68 0,82-0,42 1,15⋅105 Л62 0,82-0,42 1,00⋅105 Медь 0,32 1,30⋅105 Никель 0,31 2,05⋅105 Цинк 0,24 8,40⋅104 Олово 5,50⋅104 Алюминий и его сплавы 0,34 7,20⋅104 Титан и его сплавы 0,34 1,20⋅105 Свинец и его сплавы 0,44 1,70⋅104 Бронза 0,33 1,05-1,3⋅105 Для стальных валков имеем х2 = рср R / 82. Трудность использования приведенных выше формул заключается в том, что необходимо знать неизвестную величину рср, которая должна быть подсчитана по величине дуги захвата lд. Поэтому величину рср определяют методом подбора (последовательных приближений). При практических расчетах величину усилия прокатки Рп находят как произведение среднего контактного нормального напряжения (контактного давления) рср на площадь соприкосновения металла с валками F: Pп = рср F. Среднее давление при горячей прокатке можно определить: 17 а) при прокатке толстых листов, когда z= 2 R⋅ ∆h < 1,5 h0 + h1 1 pñð = 0 ,32 ⋅ σ S 1 + + 1,25 z z по формуле ; б) при прокатке тонких листов, когда z < 1,5 по формуле рср = S(0,75 + 0,28z) где S – среднее значение сопротивления металла деформации определяемое по экспериментальным кривым упрочнения. Среднее давление при холодной прокатке определяется: а) по формуле А.И. Целикова, которая может быть рекомендована для холодной прокатки, когда валки подвергаются сплющиванию и достаточно справедлив закон терния Амонтона-Кулона δ 2h1 hH hH − 1 pñð = β σS ∆ h( δ − 1) h1 h1 где δ = 2µ lä' ∆h lä' – длина зоны деформации с учетом упругого сплющивания, такте; – коэффициент, учитывающий условия трения на кон- мм; – коэффициент, учитывающий влияние среднего напряжения ( = 1,0-1,15). б) по формуле Стоуна pñð = σ S ex − 1 x где x= 2µ l ä' h0 + h1 Давление прокатки с учетом натяжения приближенно можно рассчитать по формуле T − T1 p'ñð = pñð 1 − 0 2σ S 18 где ð'ñð – среднее давление без учета натяжения; Т0 и Т1 – соответственно, удельное заднее и переднее натяжение. Момент прокатки определяется по формуле M ï = 2 Pï ψ ï R∆ h где Рп – сила прокатки, Н; п – коэффициент плеча положения равнодействующей, определяемый по графику (рис. 4); R – радиус валков, мм; h – абсолютное обжатие, мм. Рис. 4. График для определения коэффициента плеча приложения равнодействующей при различных значениях геометрического фактора очага деформации: а – при z = 0-2; б – при z = 2-4 Сопротивление течению различных металлов и сплавов при горячей прокатке в зависимости от коэффициента вытяжки и скорости деформации представлены на рис. 5-12. 19 Рис. 5. Алюминий 20 Рис. 6. Сплав Амг6 21 Рис. 7. Сплав АМг6 22 Рис. 8. Сплав АМц 23 Рис. 9. Сплав Д16 24 Рис. 10. Медь марки М1 25 Рис. 11. Сплав Л68 26 Рис. 12. Сплав Л90 27 Временное сопротивление разрыву и предел прочности различных металлов и сплавов при холодной прокатке в зависимости от степени деформации представлены на рис. 13-19. Рис. 13. Алюминий: 1 - временное сопротивление разрыву В; 2 - предел текучести Т Рис. 14. Сплав Д16 28 Рис. 15 Медь марки М1 Рис. 16 Сплав Л68: 1 - временное сопротивление разрыву В; 2 - предел текучести Т 29 Рис. 17 Сплав Д1: 1 - временное сопротивление разрыву В; 2 - предел текучести Т 30 Рис. 18 Сплав ЛС59-1: 1 - временное сопротивление разрыву В; 2 - предел текучести Т Рис. 19 Сплав АМг: 1 - временное сопротивление разрыву В; 2 - предел текучести Т Задачи 31 25. Ширина полосы до прохода b0 = 605 мм, после прохода b1 = 617 мм. Прокатка ведется на стане дуо 800, толщина слитка до прохода h0 = 140 мм, после прохода hi = 103 мм. Определить площадь контакта металла с валками F. 26. При горячей прокатке алюминиевого слитка толщиной h0 =170 мм на стане 1800 с диаметром рабочих валков D = 700 мм коэффициент вытяжки за проход λ = 1,3, ширина bср = 1000 мм. Определить площадь контакта металла с валками F. 27. Определить силу при горячей прокатке меди на стане дуо 650, если толщина до прокатки h0 =125 мм, после прокатки h1 = 93 мм, среднее давление прокатки рср = 120 МПа, ширина bср = 580 мм. 28. При горячей прокатке полосы из сплава Л68 шириной bср = 700 мм на стане дуо 800 сила прокатки Рп = 4,9 МН, среднее давление прокатки рср =120 МПа. Определить угол захвата металла валками α. 29. Среднее давление при горячей прокатке рср = 250 МПа, ширина bср = 620 мм, угол захвата α = 100. Сила прокатки Рп = 12 МН. Определить диаметр валков D. 30. При горячей прокатке слитка из сплава АМг6 размером h0×b0×l0 = 175×2120×1370 мм на стане 2800 с диаметром рабочих валков D = 750 мм вытяжка за проход λ = 1,04, среднее давление прокатки рср = 117 МПа. Определить силу прокатки Рп без учета уширения. 31. При горячей прокатке меди марки М1 из слитка размером h0×b0× l0 = 170×700×1350 мм на стане дуо 850, среднее давление прокатки рср = 45 МПа. Определить силу прокатки Рп, если обжатие определено по максимальному углу захвата. Прокатка ведется без уширения. 32. Определить среднее давление рср при горячей прокатке сплава АМг6, если толщина полосы до прокатки h0 = 14,8 мм, после прокатки h1 = 11,7 мм. Среднее сопротивление деформации σS =163 МПа. Прокатка ведется без уширения на стане с диаметром рабочих валков D = 750 мм. 33. При горячей прокатке слитка размером h0×b0×l0 = 175×1500×2000 мм из сплава АМц6 на стане 1800 с диаметром рабочих валков D = 750 мм коэффициент вытяжки λ = 1,09, среднее сопротивление деформации σS =35 МПа. Определить среднее давление прокатки рср, если известно, что прокатка ведется без уширения. 34. При холодной прокатке полосы шириной b = 325 мм на стане кварто 160 сила Рп = 34 МН, среднее давление прокатки рср = 270 МПа. Определить обжатие за проход ∆h, если известно, ширина полосы в ходе прокатки не меняется. 35. При холодной прокатке полосы из латуни Л63 толщиной h0 = 0,8 мм на стане кварто 250 на полосу толщиной h1 = 0,45 мм среднее сопротивление деформации σS = 320 МПа, ширина полосы b = 300 мм, в ходе прокатки не меняется. Определить среднее давление прокатки рср по формуле А.И. Целикова и Стоуна и сопоставит полученные значения. 32 36. При холодной прокатке с натяжением на стане кварто 150 ленты из никеля толщиной h0 = 0,4 мм коэффициент вытяжки λ = 1,68, среднее сопротивление деформации σS = 500 МПа. Заднее удельное натяжение T0 = 120 МПа, переднее удельное натяжение T1 = 65 МПа. Определить среднее давление прокатки, если ширина ленты в процессе прокатки не меняется. 37. При горячей прокатке латуни Л68 на стане дуо 800 с толщины h0 = 144 мм обжатие ∆h = 38 мм. Определить коэффициент плеча положения равнодействующей ψп. 38. При горячей прокатке, без уширения, меди марки М1 на стане дуо 800 толщина полосы до прокатки h0 = 115 мм, после прокатки h1 = 80 мм. Сила прокатки Рп = 5,7 МН. Определить момент прокатки Мпр. 39. При горячей прокатке сплава АМг6 на стане 1800 с диаметром рабочих валков D = 700 мм толщина заготовки до прокатки h0 = 152 мм, после прокатки h1 = 140 мм, ширина заготовки b = 1000 мм, в ходе прокатки не меняется, среднее давление прокатки рср = 160 МПа. Определить момент прокатки Мпр. 40. При горячей прокатке латуни Л90 на стане дуо 850 полосы толщиной h0 = 160 мм на толщину h1 = 132 мм среднее сопротивление деформации σS = 31 МПа, ширина заготовки b = 600 мм, в ходе прокатки не меняется. Определить момент прокатки Мпр. Вопросы для контроля 1. Как определяют при прокатке контактная площадь (одного валка)? 2. Как определяют при горячей прокатке длину зоны деформации? 3. Как определяют при холодной прокатке длину зоны деформации? 4. Как определяют величину усилия прокатки Рп? 5. Как определяют среднее давление при горячей прокатке? 6. Напишите формулу А.И. Целикова для определения среднего давления при холодной прокатке? 7. Напишите формулу Стоуна для определения среднего давления при холодной прокатке? 8. Как определяют момент прокатки? 9. Как определяют давление прокатки с учетом натяжения? 10. Когда происходит упругое сплющивание валков? 11. Как учитываются прочностные характеристики металлов и сплавов при расчете среднего давления при прокатке? 12. Как при прокатке определяется среднее значение сопротивления металла деформации? ЗАНЯТИЕ 4 Определение показателей деформации при прессовании в зависимости от схемы прессования 33 Одним из основных показателей деформации при прессовании является условная степень деформации, получающаяся из сравнения поперечных сечений распрессованной заготовки и пресс-изделия. При этом в качестве показателя этой величины большей частью принимают коэффициент вытяжки λ = Fê Fèçä ⋅ n где Fк и Fизд – площадь поперечного сечения, соответственно, распрессованной заготовки и пресс-изделия; n – число каналов в матрице. Площадь поперечного сечения распрессованной заготовки, равная в случае использования сплошного слитка площади поперечного сечения втулки контейнера, связана с размерами исходной заготовки D0L0 соотношением, вытекающим из условия постоянства объема: Fê = F0 L0 π D02 L0 = ⋅ = F0 ⋅ K ð Lê 4 Lê где Lк – длина распрессованной заготовки; Кр > 1 – коэффициент распрессовки. Площадь поперечного сечения пресс-изделия, имеющего сложный профиль, определяется путем разбиения сечения на элементарные геометрические фигуры и суммирования их площадей. При прессовании круглого прутка коэффициент вытяжки рассчитывается по формуле λ = Dê2 2 , d èçä где Dк, dизд – диаметр, соответственно, втулки контейнера и отпрессованного прутка. При прессовании круглых труб на игле коэффициент вытяжки 2 Dê2 − d èãë λ = 2 2 , d ì − d èãë где Dк, dм и dигл – диаметр, соответственно, втулки контейнера, матрицы и иглы. 34 Воспользовавшись условием постоянства секундных объемов (Fi i = const), формулу для нахождения коэффициента вытяжки можно записать λ = υ Fê = èñò Fèçä υ ïð где ист – скорость истечения готового профиля; пр – скорость прессования, соответствующая скорости перемещения пресс-штемпеля. Температурно-скоростные режимы прессования некоторых цветных металлов и сплавов представлены в табл. 6 Другими показателями деформации при прессовании, которые реже используются на практике, являются: - интегральный показатель деформации i = lnλ = ln Fê Fèçä ; - степень деформации (относительное обжатие) ε= Fê − Fèçä ⋅ 100% = Fê 1 1 − ⋅ 100% λ Таблица 6 № 1 2 3 4 5 6 7 8 Температурно-скоростные режимы прессования цветных металлов и сплавов Сплав Температура, 0С υист, м/мин υпр, мм/с ЛС59-1 670-700 до 300 50-100 ЛС58-2 650 - 670 до 300 50-100 ЛС60-2 650 - 670 до 300 50-100 Л63 700 - 730 150-180 50-60 Л68 680 - 710 75,0 25 Медь М1, М2, М3Р 750 - 850 до 300 50-100 БрОФ6,5-0,15 730 - 750 6,0 - 8,0 10-15 БрОФ7-0,2 710 - 730 2-3 3-5 35 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 Мельхиор МНЖ5-1 Хромистые бронзы МН95-5 Л96 ЛО70-1 ЛОМ-70-1-0,05 ЛС62-1 ЛЖМц59-1-1 ЛМц58-2 Алюминиевые бронзы Никель и его сплавы Алюминий АВ Д1,Д16,В65,ВД17,Д18, Д19 АД31,АДЗЗ,АД35 АК2, АК4.АК4 -1, АК6, АК8 В92, В93, В94, В95, В96 АМг2 АМгЗ АМг5, АМг6 ОТ4, ВТ8, ВТ9, ВТ6, ВТ20 (прутки) ВТ5, ВТ6, ВТ14, ВТ20 (профили тонкостенные) Сталь углеродистая, низколегированная 930 - 960 880 - 930 850 - 910 880 - 900 820 - 850 650 - 670 650 - 670 670 - 700 710 - 750 710 - 750 800 - 850 1100 - 1200 250 - 500 250 - 500 350 - 480 480 - 500 400 - 450 360 - 430 450 - 520 450 - 500 400 - 450 75,0-100 75,0 - 100 75,0 - 90,0 60-80 150-200 30-45 30-45 30-45 60-90 60-90 70-80 до 350 50 и более 18-50 2,5-3,5 12-30 4-6 2-3 6,5-9,5 3-6 2,0-2,5 25-35 25-35 25-30 30-35 50-70 10-15 10-15 10-15 20-30 20-30 25-35 150-250 15-20 5-15 1-2 5-10 2-4 1-2 4-8 3-4 1-2 900 - 950 24-36 50 - 300 1100 - 1150 до 120-150 20-30 1100-1300 24-36 50 - 300 Задачи 1.Рассчитать значение коэффициента вытяжки при прессовании прутка, сечение которого показано на рис. 20, из контейнера с диаметром втулки Dк = 105 мм, 130 мм, 150 мм. В случае прессования полых профилей размеры сечения иглы принять равным размерам полости прессуемого профиля. 2. Определить значения коэффициента вытяжки при прессовании сплошных профилей сечением, показанном на рис. 20, если размеры исходной заготовки D0L0 = 100250 мм, а коэффициент распрессовки составляет Кр = 1,05. 3. Определить значение коэффициента вытяжки при прессовании на неподвижной игле полых профилей сечением, показанным на рис. 20 если диаметр втулки контейнера Dк = 200 мм, а размеры исходной полой заготовки Dâí 0 × d âí 0 × L0 = 195 × 20 × 300 ìì . 4. Определить значение коэффициента вытяжки при прессовании из контейнера с диаметром Dк = 170 мм через четырехочковую матрицу: а) прутков диаметром 12 мм; б) профиля сечением показанном на рис. 21. 36 5. Подобрать соответствующий максимальному значению коэффициента вытяжки = 80, 60, 40 диаметр контейнера, используемый при прессовании профилей, сечение которых показано на рис. 20. 6. Чему равен диаметр втулки контейнера при прессовании сплошных профилей сечением, показанном на рис. 20: а) степень деформации при прессовании составляет 70; 80; 90%; б) интегральный показатель деформации i при прессовании составляет 3,0; 3,4; 3,7. 7. Как измениться скорость истечения прессуемого сплошного профиля, сечением показанном на рис. 20, если при фиксированном диаметре втулки контейнера Dк = 150 мм, скорость прессования а) увеличить в 1,2 раза; б) уменьшить на 20%. 37 38 Рис. 20. Профили, получаемые прессованием Рис. 21. Профиль сечением – уголок, размерами: a = 4-6 мм; m = 20-40 мм Вопросы для контроля 39 1. Что при прессовании называют условной степенью деформации? 2. Как определяют при прессовании круглого прутка коэффициент вытяжки? 3. Как определяют при прессовании площадь поперечного сечения распрессованной заготовки? 4. Как определяют при прессовании площадь поперечного сечения пресс-изделия, имеющего сложный профиль? 5. Сформулируйте условие постоянства секундных объемов при прессовании? 6. Как определяют при прессовании интегральный показатель деформации? 7. Как определяют при прессовании степень деформации (относительное обжатие)? 8. Как определяют при прессовании круглых труб на игле коэффициент вытяжки? 9. Чему равна площадь поперечного сечения распрессованной заготовки, в случае использования сплошного слитка? 10. Что называют коэффициентом распрессовки? 11. Чем определяется при прессовании внутренний диаметр трубы? 12. Чем определяется при прессовании наружный диаметр трубы? ЗАНЯТИЕ 5 Определение размеров заготовки для прессования Размеры слитков под прессование определяются, исходя из мощности пресса, размеров пресс-изделий, условий достижения максимальной производительности и наибольшего выхода годного. При этом должны соблюдаться следующие основные ограничения: а) длина выбранного слитка не должна превышать длины контейнера; б) диаметр заготовки должен соответствовать одному из размеров нормального ряда втулок контейнера рассматриваемого пресса (табл. 7); Таблица 8 Нормальный ряд диаметров втулок контейнеров гидравлических прессов Сила пресса, МН Элементы наладок 8,0 12,5 20,0 Диаметр рабочей втулки контейне105 115 130 130 150 170 170 200 ра, мм Сила пресса, МН Элементы наладок 25,0 35,0 50,0 Диаметр рабочей втулки контейне200 225 250 250 280 310 310 360 450 ра, мм 40 в) вытяжка при прессовании должна превышать минимально допустимую по условиям проработки литой структуры; г) максимум вытяжки должен быть ограничен допускаемыми технологическими напряжениями д) при определении длины заготовки учитывают схему раскроя металла, которая должна учитывать кратность пресс-изделий в одной прессовке. В общем случае длину заготовки определяют по формуле: L0 = [( lÏÈ + ∆ l ) ⋅ m + lÊÎ ] ⋅ n ⋅ Fèçä + hÏÎ ⋅ K Ð Fç где lПИ – длина готового пресс-изделия; ∆l – припуск на длину; m – кратность пресс-изделий в прессовке; lКО – длина концевой обрези и образцов на анализ механических свойств, на макро- и микроструктуру; n – число каналов в матрице; F0 и Fизд – площади сечения заготовки и готового пресс-изделия с учетом плюсовых допусков; hПО – высота пресс-остатка; КР – коэффициент распрессовки заготовки в контейнере. Величина пресс-остатка при прессовании жестко регламентируется для устранения попадания центральной и боковой утяжин в пресс-изделие. В настоящее время отсутствуют какие-либо четкие рекомендации по величине пресс-остатка. Размеры его устанавливают опытным путем, по эмпирическим зависимостям: - при прямом процессе прессования hÏÎ = ( 0,22 − 0 ,25 ) Dê - при обратном процессе hÏÎ = ( 0 ,12 ÷ 0 ,15 ) Dê где Dк – диаметр контейнера. Для определения размеров пресс-остатка можно воспользоваться ниже приведенными табл. 8 и 9 при прессовании из разных контейнеров. Таблица 8 41 Зависимость высоты пресс-остатка hПО от диаметра контейнера Dк и длины заготовки L0 при прессовании изделий из алюминиевых сплавов Высота пресс-остатка hПО, мм, при длине заготовки L0, мм Dк, Вытяжка, мм 200 250 300 350 400 500 600 700 800 900 1000 λ 10-29 30 40 45 50 60 75 – – – – – 122 130 30-59 25 30 35 40 45 55 – – – – – 10-29 35 45 50 55 60 75 – – – – – 150 30-59 30 35 40 45 50 60 – – – – – 10-29 40 45 50 55 60 75 – – – – – 170 30-59 35 40 45 50 55 60 – – – – – 10-29 – – – 55 60 75 90 100 – – – 200 30-59 – – – 50 55 65 65 75 – – – 10-29 – – – – 60 75 90 105 120 – – 225 250 30-49 – – – – 55 65 70 80 90 – – 10-29 – – – – 70 75 90 105 120 – – 270 30-49 – – – – 60 65 70 80 90 – – 10-29 – – – – 75 80 95 110 125 140 – 310 30-49 – – – – 60 65 70 80 90 100 – 5-19 – – – – – 80 100 115 130 145 – 360 20-39 – – – – – 70 80 90 105 120 – 3-9 – – – – – – 110 120 135 150 165 420 10-29 – – – – – – 90 105 120 140 150 3-9 – – – – – – 120 125 135 150 170 500 10-29 – – – – – – 100 105 120 140 150 Таблица 9 Высота пресс-остатков hПО при прессовании изделий из цветных металлов на горизонтальных прессах hПО, мм при Dк, мм Прессуемый Пресс-изметалл делие 155 180 205 255 306 408 Трубы 15-80 20-25 20-35 20-45 20-45 30-45 Медь Прутки Профили 25-30 30-35 30-40 30-40 30-40 35-40 Трубы 30-35 25-40 30-40 35-40 35-50 30-60 Л63 Прутки Профили 25-45 40-45 40-45 40-45 35-40 БрАЖ, БрАТрубы 35-40 40-45 40-45 40-45 40-45 40-45 ЖМу Коэффициент распрессовки 42 F D K Ð = ê = ê Fç Dç 2 Расчет размеров заготовки для прессования проводят в следующем порядке: 1. По площади поперечного сечения пресс-изделия Fизд и допустимой для прессуемого сплава вытяжки λдоп определяют площадь сечения контейнера: Fê = Fèçä ⋅ λ äîï 2. Определяют расчетный диаметр контейнера: Dê = 4Fê . π 3. Выбирают ближайший стандартный диаметр контейнера Dк.ст. 4. Вычисляют действительный коэффициент вытяжки Fê.ñò Fèçä . λ = 5. Назначают диаметр заготовки D0 учетом принятых ограничений. 6. Рассчитывают длину заготовки L0 по вышеприведенной формуле. 7. Рассчитывают технологические показатели - массу заготовки m0 = V0 ⋅ ρ Me = π D02 ⋅ L0 ⋅ ρ Me , 4 где Me – плотность прессуемого металла или сплава; кг/мм3; - массу погонного метра прессуемого профиля mÏÌ = Fèçä ⋅ ρ Me ⋅ 1000 , кг; Плотность некоторых металлов и сплавов представлена в табл. 10. Таблица 10 Плотность некоторых металлов и сплавов представлена 43 Металл или сплав Плотность, кг/м3 44 Металл или сплав Плотность, кг/м3 Сталь Медь Алюминий Титан Никель Олово Свинец Цинк Магний Монель-металл Бронза оловянная Бронзы алюминиевые: БрА5 БрА7 7850 8900 2700 4500 8900 7300 11360 7130 1740 8800 8800-9000 8200 7800 Мельхиор Нейзильбер Алюмель Хромель Копель Константан Манганин Дюралюмины АД31 АМц АМг6 Латуни: Л90 Л80 Л70 Л68 Л63 8900 8700 8500 8720 8890 8900 8400 2800 2780 2730 2660 8800 8650 8530 8500 8450 - массу годного от одной прессовки mПИ = mПМ Lсд где Lсд – суммарная сдаточная длина прессуемого профиля, м; - массу геометрических и технологических отходов mотх = m0 – mПИ - выход годного A= m0 − mîòõ m ⋅ 100% = ÏÈ ⋅ 100% ; m0 m0 - запуск металла на 1 тонну годного mçàã = 1000 ⋅ 100% . A Задачи 1. Рассчитать максимальное и минимальное значение диаметра втулки контейнера, используемой для получения одноканальным прессованием профилей сечением, показанном на рис. 22, если интервал допустимых вытяжек для прессуемого сплава составляет: а) λдоп = 20-40; б) λдоп = 30-50; в) λдоп = 2070. 2. Рассчитать значения диаметра втулки контейнера, используемой для получения многоканальным прессованием профиля сечением, показанном на 45 рис. 22, если рекомендуемая величина коэффициента вытяжки прессуемого сплава составляет λ = 30, число каналов в матрице равняется: а) n = 2; б) n = 4. 3. Определить максимальную кратность получаемых из одного слитка пресс-изделий сечением, показанном на рис. 22, и сдаточной длиной lПИ = 3000 мм (6000 мм), если размеры исходного слитка L0 × D0 = 400 × 195 мм, диаметр втулки контейнера Dк = 200 мм, припуск на длину ∆l = 10 мм, параметр lко = 500 мм, число каналов в матрице n = 1. 4. Определить размеры заготовки для одноканального прессования профиля сечением, показанном на рис. 22, если допустимая вытяжка прессуемого сплава составляет λдоп = 30, сдаточная длина пресс-изделия lПИ = 6000 мм, припуск на длину ∆l = 10 мм, кратность пресс-изделий в прессовке , m = 3, параметр lко = 400 мм. 5.Определить размеры полой заготовки для одноканального прессования на подвижной игле трубы наружным диаметром 60 мм, толщиной стенки 3 мм и сдаточной длиной 3000 мм, если допустимая вытяжка прессуемого сплава составляет λдоп = 20, припуск на длину ∆l = 5 мм, кратность пресс-изделий в прессовке m = 4, параметр lко = 600 мм. Диаметр полости в исходной заготовке превышает внутренний диаметр получаемой трубы на 20 мм. 6. Найти значения технологических показателей, характеризующих процесс прессования профиля сечением, показанном на рис. 22, если: а) - размеры заготовки L0 × D0 = 400 × 160 мм; - плотность прессуемого металла Me = 2,7 г/см3; - суммарная сдаточная длина профиля Lсд = 24 м. 46 Рис. 22. Профили, получаемые прессованием б) - размеры заготовки L0 × D0 = 500 × 160 мм;95 - плотность прессуемого металла Me = 8,9 г/см3; - суммарная сдаточная длина профиля Lсд = 18 м. 47 Вопросы для контроля 1. Какие ограничения существуют при определении размеров слитка под прессование? 2. Как определяют длину слитка? 3. Как определяют высоту пресс-остатка при прямом процессе прессования? 4. Как определяют высоту пресс-остатка при обратном процессе прессования? 5. Как определяют коэффициент распрессовки? 6. Каков порядок расчета размеров заготовки для прессования? 7. Как определяют массу заготовки? 8. Как определяют массу погонного метра прессуемого профиля? 9. Как определяют массу годного от одной прессовки? 10. Как определяют массу геометрических и технологических отходов? 11. Как определяют выход годного? 12. Как определяют запуск металла на 1 тонну годного? ЗАНЯТИЕ 6 Расчет составляющих полного усилия прессования. Факторы, влияющие на усилие прессования В общем случае формула для нахождения полного усилия прессования: Р = Rм + Ткр + Тм + Тп где Rм – составляющая, необходимая для осуществления основной деформации без учета контактного трения; Ткр – составляющая, необходимая для преодоления сил трения заготовки о стенки контейнера; Тм – составляющая, необходимая для преодоления сил терния, действующих на боковой поверхности матрицы или обжимающей части пластической зоны; Тп – составляющая, необходимая для преодоления сил трения о калибрующий поясок матрицы. При прессовании труб на неподвижной игле к перечисленным выше добавляется составляющая Тигл, необходимая для преодоления трения о поверхность иглы, которая в этом случае учитывается при расчете составляющих Ткр и Тп соответствующими добавками. При обратном прессовании предполагается, что составляющая Ткр = 0. При прессовании с активным действием сил терния за счет опережающего пресс-штемпель движения контейнера составляющая Ткр в формуле берется со знаком «-». 48 Формулы для нахождения составляющих полного усилия прессования при различных вариантах ведения технологического процесса прессования представлены в табл. 11. Составляющая Таблица 11 Формулы для нахождения составляющих полного усилия прессования Виды изделия Пруток, пресКруглый прусуемый в Круглая труба, полученная с Круглая труба, поток, прессуемый несколько капомощью иглы на пресслученная через через один каналов или штемпеле язычковую матрицу нал сложный профиль Rм 0 ,8ε σ S Dê2 α cos 2 2 Тм 0 ,8ε σ S Dê2 f ì sin α Ткр Тп 0 ,9( i + ε ä ) σ S Dê2 α cos 2 2 0 ,8ε σ S Dê2 f ì sin α π Dê ( L − hóç ) f ê σ S π Dê Lðñ f ê σ S λ π d èç l ï f ï σ S λ S n lï f ï σ S D2 − d 2 èãë 0,9 ⋅ i ⋅ σ S ê 2 α cos 2 1,75 ⋅ i ⋅ Dê2 σ S D − d èãë D − d èãë 1,6 2 2 fì σ S Dê2 − d èãë ln ê f ì σ1S,6 Dê ln ê d èçä − d èãë sinα d èç − d èãë ( ) π ( Dê + d èãë ) Lðñ f ê σ S π ( Dê + d èãë ) Lðñ f ê σ S λ π( d èç + d èãë ) l ï f ï σ S λ π( d èç + d èãë ) l ï f ï σ S При этом использованы следующие обозначения: i – натуральный логарифм коэффициента вытяжки λ; α – угол образующей канала матрицы к оси прессования; при действительном угле канала, превышающем 600, в том числе и при плоской матрице (α = 900), за расчетный принимается угол α = 600; Dк – диаметр контейнера; dизд – диаметр изделия, а при прессовании трубы ее внешний диаметр; dигл – диаметр иглы, равный внутреннему диаметру трубы; σS – среднее по очагу деформации сопротивление деформации (рис. 23-32); lп – длина калибрующего пояска матрицы, или ее средняя величина при переменной длине; ε ä = ln 4 Fèçä 2 añð – дополнительная деформация, учитываемая при прессовании сплошного некруглого профиля; Fизд – площадь поперечного сечения пресс-изделия; 49 Рис. 23. Кривые деформационного упрочнения горячепрессованного алюминия АД1. Скорость деформации, с-1: 1 – 1; 2 – 10; 3 – 200. Рис. 24. Кривые деформационного упрочнения горячепрессованного сплава АМц. Скорость деформации, с-1: 1 – 0,01; 2 – 1; 3 – 10; 4 – 100; 5 – 200. 50 Рис. 25. Кривые деформационного упрочнения сплава АД31. Скорость деформации, с-1: 1 – 0,01; 2 – 1; 3 – 10; 4 – 100; 5 – 200. Рис. 26. Кривые деформационного упрочнения сплава АМг5. Скорость деформации, с-1: 1 – 0,01; 2 – 1; 3 – 10; 4 – 100; 5 – 200. 51 Рис. 27. Кривые деформационного упрочнения горячепрессованного сплава АМг6. Скорость деформации, с-1: 1 – 0,01; 2 – 1; 3 – 10; 4 – 100; 5 – 200. Рис. 28. Кривые деформационного упрочнения горячепрессованного сплава Д1. Скорость деформации, с-1: 1 – 0,001; 2 – 1; 3 – 10; 4 – 100; 5 – 200. 52 Рис. 29. Кривые деформационного упрочнения горячепрессованного сплава Д16АМц. Скорость деформации, с-1: 1 – 0,01; 2 – 1; 3 – 10; 4 – 100; 5 – 200. Рис. 30. Кривые деформационного упрочнения горячепрессованного меди М1. Скорость деформации, с-1: а – 18; б – 6; в – -1,8; г – 0,4. Температура, 0С: 1 – 450; 2 – 600; 3 – 750; 4 – 950. 53 Рис. 31. Кривые деформационного упрочнения латуни Л90. Скорость деформации, с-1: а – 18; б – 6; в – -1,8; г – 0,4. Температура, 0С: 1 – 450; 2 – 600; 3 – 750; 4 – 900. Рис. 32. Кривые деформационного упрочнения латуни Л62. Скорость деформации, с-1: а – 18; б – 6; в – -1,8; г – 0,4. Температура, 0С: 1 – 450; 2 – 600; 3 – 750; 4 – 850. àñð = 1 k ∑ ai – средняя ширина профиля, определяемая после разбивки поk i= 1 перечного сечения профиля на k приблизительно прямоугольных участков равной ширины; εä = 1 lnn 4 – дополнительная деформация, учитываемая при многоканальном прессовании n круглых прутков. fм, fк, fп – коэффициент трения, соответственно, на боковой поверхности матрицы, поверхности контейнера и калибрующего пояска матрицы; Lрс – длина распрессованного слитка; 54 hуз – высота упругой зоны, рассчитываемая по формуле hóç = Dê − d èçä (0 ,58 − ctgα ð ) ; 2 при α ≤ 600, αр = 600 и hуз = 0; при α > 600 αр = α; S – периметр сечения сложного профиля; n – количество одновременно прессуемых изделий. Напряжение прессования σпр подсчитывается как отношение усилия прессования Р к площади поперечного сечения распрессованного слитка: σ ïð = Ð Fð.ñ. ; Задачи 1. Найти составляющую Rм полного усилия прямого прессования, необходимую для осуществления основной деформации, при получении профиля, сечение которого показано на рисунке 22. Диаметр контейнера Dк = 170 мм. Среднее по очагу деформации сопротивление деформации металла σS = 40 МПа. Угол образующей канала конусной матрицы α = 600. Как изменится величина этой составляющей при переходе то использования конусной матрицы к плоской (α = 900). 2. Определить составляющую Тп полного усилия прессования, затрачиваемую на преодоление сил трения на калибрующем пояске матрицы при прессовании профиля, сечение которого показано на рисунке 22. Длина калибрующего пояска матрицы lп = 6 мм. Среднее по очагу деформации сопротивление деформации металла σS = 40 МПа, коэффициент трения fп = 0,4. Диаметр втулки контейнера Dк = 130 мм. Как изменится эта составляющая если: а) уменьшить длину калибрующего пояска до lп = 4 мм; б) увеличить диаметр втулки контейнера до Dк = 170 мм; в) увеличить длину исходного слитка в 1,2 раза. 3. Найти составляющую Ткр полного усилия прямого прессования через плоскую матрицу (α = 900), затрачиваемую на преодоление трения заготовки о стенки контейнера при прессовании прутка dизд = 60 мм из заготовки размерами D0×L0 = 195×450 мм. Диаметр втулки контейнера Dк = 200 мм. Среднее по очагу деформации сопротивление деформации металла σS = 45 МПа, коэффициент трения fк = 0,4. Как измениться эта составляющая, если: а) увеличить длину слитка до L0 = 550 мм; б) перейти от плоской к конусной матрице с углом образующей α = 600; в) изменить условия трения на контакте, уменьшив коэффициент трения до fк = 0,2. 4. Определить составляющую Тм полного усилия прессования, затрачиваемую для преодоления сил трения, возникающих на боковой поверхности 55 конусной матрицы (α = 600), при прессовании трубы сечением 48×4 мм. Диаметр втулки контейнера Dк = 250 мм, сопротивление деформации металла σS = 48 МПа, коэффициент трения fм = 0,25. 5. Найти составляющие Rм и Тп при многоканальном (n = 4) прессовании круглого прутка диаметром dизд = 12 мм. Диаметр втулки контейнера Dк = 225 мм. Среднее по очагу деформации сопротивление деформации металла σS = 36 МПа, коэффициент трения на калибрующем пояске fп = 0,3, длина калибрующего пояска матрицы lп = 5 мм. Матрица плоская. 6. Определить составляющую полного усилия обратного прессования трубы (рис. 33), затрачиваемую на преодоление силы трения на поверхности пресс-шайбы при ее перемещении вниз на величину ∆h = 2 мм, ∆h = 5 мм, ∆h = 10 мм. Диаметр контейнера Dк = 150 мм, диаметр пресс-шайбы dпш = 140 мм, длина калибрующего участка пресс-шайбы lк = 10 мм, высота исходной заготовки h0 = 300 мм. Среднее сопротивление деформации металла σS = 30 МПа, коэффициент трения f = 0,2. Рис. 33. Схема обратного прессования трубы: а – до деформации; б – после деформации Вопросы для контроля 1. Какие составляющие входят в формулу для определения в общем случае полного усилия прессования? 2. Какая составляющая добавляется в формулу для определения общего усилия прессования при прессовании трубы на неподвижной игле? 3. Какая составляющая в формуле для определения общего усилия прессования принимается равной 0 при обратном прессовании? 4. Какая составляющая в формуле для определения общего усилия прессования берется со знаком «-» при прессовании с активными силами трения? 56 5. Как определяется полное усилие при прессовании круглого прутка, прессуемого через один канал? 6. Как определяется полное усилие при прессовании прутка, прессуемого в несколько каналов или сложного профиля? 7. Как определяется полное усилие при прессовании круглой трубы, получаемой с помощью иглы на пресс-штемпеле? 8. Как определяется полное усилие при прессовании круглой трубы, получаемой через язычковую матрицу? 9. Как определяется дополнительная деформация, учитываемая при прессовании сплошного некруглого профиля? 10. Как определяется средняя ширина профиля, определяемая после разбивки поперечного сечения профиля на k приблизительно прямоугольных участков равной ширины? 11. Как определяется дополнительная деформация, учитываемая при многоканальном прессовании n круглых прутков? 12. Как определяется высота упругой зоны? 13. Как определяется напряжение прессования? ЗАНЯТИЕ 7 Показатели деформации при волочении. Основы составления маршрута волочения проволоки. Получение проволоки с заданными механическими свойствами Ряд последовательных ступеней изменения размеров поперечного сечения проволоки, прутков, труб при их протягивании через несколько волок называется переходами или маршрутами волочения. Расчет маршрутов волочения является наиболее ответственной частью разработки технологического процесса изготовления тянутых изделий. При этом должны быть максимально использованы пластические свойства материала – металла или сплава – и технические характеристики стана (скорость, мощность). Исходными данными для такого расчета служат: допустимое обжатие ε (вытяжка µ), диаметр заготовки или готового изделия, а также допустимая сила волочения на стане (по паспортным данным). При волочении различают единичное обжатие εед (обжатие за один переход), εср (среднее обжатие за один переход), общее εоб (обжатие за несколько переходов) и суммарное εΣ (обжатие между отжигами). Единичное обжатие рассчитывают по формуле ε åä = F0 − Fê D2 − D2 ⋅ 100 = 0 2 ê ⋅ 100 , %, F0 D0 57 а, общее обжатие ε îá = F0 − Fn D2 − D2 ⋅ 100 = 0 2 n ⋅ 100 , %, F0 D0 где n – номер перехода. Обжатия за переход и суммарные обжатия между отжигами при волочении проволоки из цветных металлов представлены в табл. 12. Соответственно, единичная вытяжка µ åä F0 D02 = = Fê Dê2 µ îá F0 D02 = = . Fn Dn2 и общая вытяжка Кроме того, общая вытяжка будет равна µоб = µ1 ⋅ µ2 ⋅ µ3 ⋅ ... ⋅ µn а после логарифмирования интегральная деформация удлинения lnµоб = lnµ1 + lnµ2 + lnµ3 + ... + lnµn. Средняя вытяжка за один переход определяется как µ ñð = n µ îá ; Таблица 12 Обжатия за переход и суммарные обжатия между отжигами при волочении проволоки из цветных металлов Марка металла или сплава Обжатие за Суммарное обжатие 58 переход, % между отжигами, % 17-50 >99 20-50 20-35 18-40 20-32 >99 >99 60-80 35-50 9-26 15-35 20-35 15-35 35-78 80-82 88-94 88-94 20-35 21-50 20-35 18-35 >99 >99 >99 98 21-30 21-30 21-30 95-98 75-80 95 20-50 16-40 15-30 15-30 99 70-85 60-70 60-75 23-28 14-20 30-60 20 Медь: М0, М1 Латунь: Л80 Л68 Л63 ЛС59-1 Бронза: БрБ2 БрКМц3-1 БрОФ6,5-0,4 БрОЦ4-3 Медно-никелевые сплавы: Мельхиор МН19, нейзильбер МНЦ15-20 Манганин МНМц 3-12 Копель МНМц 43-0,5 Константан МНМц 40-1,5 Никелевые сплавы: Никель Н1; НМц2,2; НМц5 Алюмель НМцАК2-2-1 Монель-металл НМЖМц28-2,5-1,5 Алюминиевые сплавы: А99, А97, А95, А5, АД1 Д18, АМг2, АМц Д1, Д16 АМг3, АМг5, АМг6 Титановые сплавы: ВТ1 ОТ4, ВТ6, ВТ16 число переходов n= lnµ îá lnµ ñð . Между обжатием и вытяжкой существует связь, позволяющая переходить от одной характеристики к другой: ε = 1− 1 µ −1 = ⋅ 100 µ µ 59 ,% или µ = 100 100 − ε По известным показателям деформации можно вычислить диаметры прутка или проволоки по переходам. Из формулы ε = D02 − Dê2 ⋅ 100 , % находим, что D02 Dê = а из формулы µ = D0 ⋅ 100 − ε , 10 D02 Dê2 Dê = D0 µ или D0 = Dê ⋅ µ . Сечение круглой трубы представляет собой кольцо, площадь которого можно подсчитать по формуле F= ( ) π D+ d D− d D2 − d 2 = π ⋅ = π Dc t , 4 2 2 где D – наружный диаметр трубы; d – внутренний диаметр трубы; Dс – средний диаметр трубы, Dc = ( D + d ) 2 ; t – толщина стенки трубы, t = ( D − d ) 2 . Легко показать, что Dc = D – t. Действительно, D – t = D – (D – d)/2 = (D + d)/2 = Dc. Отсюда D = Dc + t, аналогично d = Dc – t. При волочении труб в общем случае изменяются их наружные и внутренние размеры и толщина стенки. В связи с этим становится необходимым введение дополнительных деформационных показателей, которыми являются вытяжка по стенке µt и, соответственно, интегральная деформация ln µt и вытяжка по диаметру µD и, соответственно, ln µD. 60 Связь этих показателей с общей вытяжкой µF (т.е. вытяжкой по поперечному сечению) вытекает из выражения: µ F = F0 π ⋅ Dc 0 ⋅ t 0 = = µ Fê π ⋅ Dñê ⋅ t ê D ⋅µt или lnµ где µ D = Dc0 Dc ê ; µt = F = lnµ D + lnµ t tí . tê В табл. 13 указано распределение вытяжек по диаметру и толщине стенки, применяемых на некоторых заводах. Таблица 13 Распределение вытяжек по диаметру и толщине стенки при волочении труб на закрепленной цилиндрической оправке Внутренний Применяемые вытяжки (за переход) Металл или сплав диаметр, мм µD µt Медь 4-12 1,25-1,35 1,13-1,18 13-30 1,35-1,30 1,15-1,13 31-60 1,30-1,18 1,13-1,10 61-100 1,18-1,03 1,06-1,03 61 Латунь Мельхиор Алюминиевые сплавы 101 и более 4-12 13-30 31-60 61-100 14-20 21-30 30-50 51-80 81-100 100 и более 1,03-1,02 1,25-1,35 1,30-1,25 1,25-1,10 1,10-1,08 1,28-1,18 1,18-1,13 1,12-1,11 1,10-1,09 1,09-1,08 1,07-1,05 1,03-1,02 1,13-1,18 1,16-1,15 1,15-1,06 1,06-1,02 1,10-1,15 1,14-1,08 1,05-1,06 1,01-1,02 1,02-1,015 1,02-1,01 Задачи 1. Рассчитать единичное обжатие и единичную вытяжку при волочении проволоки из латуни Л63 с диаметра 7,2 мм на диаметр 6,1 мм. Чему будет равен диаметр проволоки после волочения с единичным обжатием ε = 35%, единичной вытяжкой µ = 1,22. Во сколько раз при этом произойдет изменение длины проволоки. 2. Рассчитать единичное обжатие и единичную вытяжку при волочении медной трубы размерами Dвнеш×dвнут = 9×7 мм из заготовки Dâíåø 0 × d âíóò 0 = 12 × 10 мм. какими будут размеры получаемой трубы после волочения с единичным обжатием 18%, единичной вытяжкой 1,16 при условии, что толщина стенки при этом не изменяется. 3. При волочении проволоки диаметром D0 = 7,8 мм распределение обжатий по 3м переходам выглядит как 23% → 19% → 16%. Определить диаметр проволоки после волочения Dк, общее обжатие εоб, общую вытяжку µоб, среднюю вытяжку за переход µср. 4. В результате волочения необходимо получить проволоку Dк = 3,6 мм. определить диаметр исходной проволоки D0, если известно, что число переходов n = 4, а распределение единичных вытяжек по переходам выглядит как 1,23 – 1,18 – 1,18 – 1,12. 5. Разбить суммарное обжатие за три перехода εоб на единичные обжатия, если известно, что коэффициент вытяжки в первом проходе в 1,15 раза выше средней вытяжки за переход, а во втором переходе - равен средней вытяжки за переход. Составить маршрут волочения и определить конечный диаметр проволоки Dк, если начальный диаметр проволоки составляет D0 = 6,2 мм. 6. Средняя вытяжка за 4 перехода при волочении проволоки с диаметра D0 = ... мм до конечного диаметра Dк = ... мм составляет µср = .... Составить маршрут волочения проволоки, предварительно распределив вытяжки по проходам, с учтем того, что от первого к четвертому переходу обжатие должно уменьшаться на 20-25%. 62 С использованием зависимости временного сопротивления разрыву металла или сплава от степени деформации, приведенной на рис. 34, определить величину относительного обжатия металла после проведения операции "отжиг" для получения проволоки прочностью, соответствующей σB = ... МПа. Рассчитать диаметр проволок, подвергающейся отжигу, если конечный диаметр Dк = ... мм. Рис. 34. Зависимость временного сопротивления разрыву от степени деформации: 1 – алюминий А2; 2 – медь; 3 – латунь Л63; 4 – титан ВТ1 Вопросы для контроля 1. Дайте определение переходам или маршрутам при волочении. 2. Что является исходными данными для расчета маршрута волочения? 3. Какие обжатия различают при волочении? 4. Как определяется единичная вытяжка при волочении? 5. Как определяется общая вытяжка при волочении? 6. Как определяется средняя вытяжка за переход при волочении? 7. Как определяется единичное обжатие при волочении? 8. Как определяется общее обжатие при волочении? 9. Как определяется интегральная деформация удлинения? 10. Какая существует связь между обжатием и вытяжкой при волочении? 11. Как определяется диаметр прутка или проволоки по переходам? 12. Как определяется площадь поперечного сечения круглой трубы? 63 13. Почему вводятся дополнительные деформационные показатели при волочении труб? 14. Какие дополнительные деформационные показатели вводятся при волочении труб? ЗАНЯТИЕ 8 Определение силы и напряжения волочения при различных вариантах технологического процесса. Факторы, влияющие на силу волочения. Коэффициент запаса при волочении. 8.1 Волочение проволоки Схема протяжке проволоки через волоки с конической рабочей зоной представлена на рис. 35. Рис. 35. Схема к учету сил и напряжений, действующих в калибрующей зоне волоки Для определения силы волочения широкое распространение получили формула А.П. Гавриленко PB = σ Bc ⋅ ( F0 − Fê ) ⋅ (1 + f ⋅ ctgα и формула С.Н. Петрова PB = σ Bc ⋅ Fê ⋅ lnµ (1 + f ⋅ ctgα 64 ) ) где σ Bc – среднее значение временного сопротивления разрыву металла в пределах деформационной зоны (рис. 36-44), которое для холодных процессов пластической деформации принимают равной σ Scð и определяют как среднеарифметическое по формуле σ Bc = σ B0 + σ Bê 2 ; F0 и Fк – начальная и конечная площади поперечного сечения деформируемого металла; f – коэффициент трения; α – действительный угол образующей канала (полуугла) волоки. 65 Рис. 36 Зависимость временного сопротивления разрыву от степени деформации для алюминия А1 Рис. 37 Зависимость временного сопротивления разрыву от степени деформации для алюминиевого сплава АМц 66 Рис. 38 Зависимость временного сопротивления разрыву от степени деформации для алюминиевого сплава АМг3 67 Рис. 39 Зависимость временного сопротивления разрыву от степени деформации для алюминиевого сплава Д1 68 Рис. 40 Зависимость временного сопротивления разрыву от степени деформации для меди М1 69 Рис. 41 Зависимость временного сопротивления разрыву от степени деформации для меди М4 70 Рис. 42 Зависимость временного сопротивления разрыву от степени деформации для латуни Л90 71 Рис. 43 Зависимость временного сопротивления разрыву от степени деформации для латуни Л68 72 Рис. 44 Зависимость временного сопротивления разрыву от степени деформации для латуни ЛС59-1 Значения коэффициента трения и величины углов наклона образующей волочильного канала для цветных металлов и сплавов представлены в табл. 14 и табл. 15. 73 Таблица 14 Средние значения коэффициента трения Протягиваемый металл или сплав Состояние Отожж. Упрочн. Отожж. Упрочн. Отожж. Упрочн. Отожж. Упрочн. Отожж. Упрочн. Нагретые до 700-900 0С Медь и сплавы на медно-цинковой основе Бронзы, никель и сплавы на никелевой и медно-никелевой основе Алюминий Дюралюмины Титан и его сплавы Вольфрам и молибден Материал волоки Твердый Сталь сплав 0,08 0,07 0,07 0,06 0,07 0,06 0,06 0,05 0,11 0,10 0,10 0,09 0,09 0,08 0,08 0,07 0,10 0,08 - 0,25 Напряжение волочения в этом случае определяется по формуле K B = PB Fê Эти формулы не учитывают влияния эффекта противонатяжения, упругой зоны и силы трения в калибрующей зоне волоки и поэтому дают заниженные до (5-12%) значения силы волочения. Таблица 15 74 Величина углов наклона образующей волочильного канала Форма Материал Протягиваемый металл или сплав поперечного волоки сечения Медно-никелевые сплавы, бронзы, среднеуглеродистые сплавы. Прутки Сталь Медь, латунь, дюралюмин, алюминий, никруглые келевые сплавы Никелевые, медно-никелевые сплавы, бронза. Проволока Твердые Медь, латунь, алюминий и его сплавы. круглая сплавы Титан и его сплавы. ∅ > 0,25 мм Вольфрам и молибден (700-900 0С) Никелевые, медно-никелевые сплавы, бронза Медь, латунь, алюминий и его сплавы Вольфрам и молибден (700-900 0С) Цветные металлы и сплавы Проволока круглая ∅ < 0,25мм Техни-ческий алмаз Трубы при волочении на закрепленной, подвижной и самоустанавливающейся оправках Трубы при волочении без оправки Сталь, твердые сплавы α, град 6-12 12-15 6-18 7-9 7-16 8-10 5-7 6-8 7-9 9-15 12-20 8.2 Безоправочное волочение труб Деформационная зона при безоправочном волочении может быть разделена на два основных участка: осаживания и калибровки (рис. 45). В данном процессе единственным формообразующим инструментом служит волока и характер изменения стенки зависит от геометрических и технологических параметров безоправочного волочения. При осаживании толщина стенки изменяется значительно менее интенсивно, чем диаметр трубы, поэтому при расчете напряжения волочения принимается, что t0 ≈ tк ≈ t. 75 Рис. 45. Схема процесса безоправочного волочения трубы: I – участок осаживания; II – участок калибровки Напряжение волочения в этом случае можно рассчитать либо по формуле Е. Зибеля K oc B = σ Bc ⋅ ln F0 f 1+ , Fê sin α ⋅ cos α либо по эмпирической формуле М.М. Бернштейна α K îñ Â = 0,105 1 − sin ⋅ (1 + f ) σ Âñ ε 2 где ε = D0 − Dê ⋅ 100 , %. D0 76 , 8.3 Волочение труб на закрепленной цилиндрической и самоустанавливающейся цилиндро-конической оправках Схемы процессов показаны на рисунках 46 и 47. Рис. 46. Схема процесса волочения трубы на закрепленной цилиндрической оправке: I – участок осаживания; II – оправочного волочения; III – калибровки Рис. 47. Схема процесса волочения трубы на самоустанавливающейся цилиндро-конической оправке: I – участок осаживания; II – уменьшения наружного, внутреннего диаметра и стенки трубы; III – уменьшения наружного диаметра и стенки трубы; IV – калибровки 77 Для практических расчетов напряжения волочения трубы на закрепленной цилиндрической оправке часто применяется упрощенная формула И.Л. Перлина K Bç.î = ln где À1 = 1 + [ ( F0 1,10 STñ + À1 ⋅ f ⋅ ctg α ï 1,10 STñ − σ l óï Fê )] + σ l óï d ê ⋅ cos α ï , d ê + t 0 + tê или формула В.А. Кочкина K Bç.î = σ Bc ⋅ ln F0 f f 1 + + Fê sin α ⋅ cos α tg α В связи с тем, что напряжения волочения на цилиндрической оправке превышают напряжения волочения на цилиндро-конической не более, чем на 20%, указанными формулами можно пользоваться для приближенного определения и этих напряжений. Различие в расчете напряжения волочения труб на этих оправках заключается лишь в назначении величины коэффициента трения f. Ввиду того, что при волочении на самоустанавливающейся цилиндроконической оправке обеспечиваются лучшие условия смазки внутренней поверхности трубы, чем при волочении на закрепленной цилиндрической оправке, коэффициент трения f можно принять меньше на 25-40% . Для обеспечения нормального хода процесса волочения необходимо иметь определенный запас прочности, который называют коэффициентом запаса. При недостаточном запасе прочности процесс волочения нарушается из-за частых обрывов. Коэффициент запаса γз представляет собой отношение временного сопротивления разрыву протянутого металла к напряжению волочения: γç= σ Âê ÊÂ Коэффициент запаса в зависимости от условий волочения принимается равным 1,4-2,0. При γз > 2,0 снижается производительность. Задачи 78 1. Найти по формулам Гавриленко и Петрова силу при волочении отоженной медной проволоки с диаметра D0 = 8 мм до Dк = 7 мм, если угол α = 70, коэффициент трения f = 0,1. Значения σ B0 и σ Bê определить, воспользовавшись графиками, приведенными на рисунках 36-44. 2. Как изменится сила РВ при волочении латунной (Л63) проволоки диаметром D0 = 6 мм со степенями обжатия, соответственно, 12%, 20%, 34%, если угол волоки α = 80 и коэффициент трения f = 0,11 при этом останутся неизменными. Для расчета РВ воспользоваться формулой Гавриленко. 3. Оценить влияние на силу волочения РВ коэффициента трения f, изменяющегося в пределах от 0,09 до 0,11, при волочении алюминиевой (А2) проволоки диаметром D0 = 8 мм с обжатием 28%. Угол волоки α = 70. Для расчета Рв воспользоваться формулой Петрова. 4. Как изменится сила волочения РВ при увеличении угла образующей канала волоки α с 80 до 140 при волочении титановой (ВТ1) проволоки диаметром D0 = 5 мм с обжатием 18%. Коэффициент трения f = 0,1. Для расчета РВ воспользоваться формулой Гавриленко. 5. Рассчитать напряжение и силу при безоправочном волочения медной трубы 9×7 мм из заготовки 12×10 мм через коническую волоку (α = 120). Коэффициент трения f = 0,08. Для расчетов воспользоваться формулами Зибеля и Бернщтейна. 6. Рассчитать напряжения и силу волочения трубы из сплава Л63 размером 27,2×24 мм из заготовки 30×26 мм на закрепленной цилиндрической оправке через коническую волоку (α = 120, lк = 2,0 мм). Коэффициент трения f=0,08. Для расчетов воспользоваться формулами Перлина и Кочкина. Как измениться величина напряжения волочения при переходе на самоустанавливающуюся оправку. 7. Как измениться коэффициент запаса при волочении медной отоженной проволоки диаметром D0 = 7 мм, если в первом случае коэффициент вытяжки составит µ1 = ..., во втором µ2 = ..., в третьем µ3 = .... Угол волоки α = 80, коэффициент трения f=0,08. Вопросы для контроля 1. Напишите формулу А.П. Гавриленко для определения усилия волочения. 2. Напишите формулу С.Н. Петрова для определения усилия волочения. 79 3. Как в формулах А.П. Гавриленко и С.Н. Петрова для определения усилия волочения определяется среднее значение временного сопротивления разрыву металла в пределах деформационной зоны? 4. Нарисуйте схема к учету сил и напряжений, действующих в калибрующей зоне волоки? 5. Как определяется напряжение волочения? 6. На какие участки делится деформационная зона при безоправочном волочении? 7. Что является формообразующим инструментом при волочении? 8. Какое выражение применяется для учета изменения толщины стенки при безоправочном волочении трубы? 9. Нарисуйте схему процесса безоправочного волочения трубы. 10. Напишите формулу Е. Зибеля для определения напряжения волочения при безоправочном волочении трубы. 11. Напишите формулу М.М. Бернштейна для определения напряжения волочения при безоправочном волочении трубы. 12. Нарисуйте схему процесса волочения трубы на закрепленной цилиндрической оправке. 13. Нарисуйте схему процесса волочения трубы на самоустанавливающейся. 14. Напишите формулу И.Л. Перлина для практических расчетов напряжения волочения трубы на закрепленной цилиндрической оправке. 15. Напишите формулу В.А. Кочкина для практических расчетов напряжения волочения трубы на закрепленной цилиндрической оправке. 16. Во сколько напряжения волочения на цилиндрической оправке превышают напряжения волочения на цилиндро-конической оправке? 17. В чем заключается различие в расчете напряжения волочения труб на цилиндрической оправке и цилиндро-конической оправке? 18. Укажите интервал коэффициента запаса, обеспечивающий нормальный режим волочения. 80 ЗАКЛЮЧЕНИЕ В результате изучения дисциплины «Теория ППВП» студент должен знать: - базовые показатели, характеризующие геометрию очага деформации и условия протекания рассмотренных технологических процессов; - характер формоизменения заготовок при различных операциях и основные приемы практического воздействия на него с целью отыскания наиболее благоприятных соотношений между размерами и формой исходных заготовок и получаемых изделий; - термические и механические условия, при которых обеспечивается возможность наибольшего формоизменения металла, что необходимо для установления оптимальных режимов технологических процессов; - распределение напряжений, необходимые усилия и работы для осуществления основных операций в целях правильного выбора оборудования и прочностного расчета рабочего инструмента; - принципы построения математических моделей процессов прокатки, прессования и волочения, отражающих физическую сущность и технологические особенности поведения реальных объектов. После изучения дисциплины студент должен уметь: - выбирать технологические режимы, а также необходимое оборудование и инструмент с учетом решения задач энерго- и ресурсосбережения, а также защиты окружающей среды от техногенных воздействий производства; - оценивать технологические рекомендации и технические решения с позиции достижения необходимого качества продукции; - обобщать, представлять в соответствующем виде и анализировать результаты проведенных расчетов исследований и измерений; - использовать опыт расчета параметров процессов ППВ при решении технологических задач и проектировании конкретных технологических процессов. Студент должен иметь навыки: - проведения исследования технологических процессов, работы на оборудовании и получения металлопродукции , выполнение литературного и патентного поиска с применением современных информационных средств и технологий; -выбора материала и режима его обработки, исходя из условий эксплуатации изделий полученных из него, а также комплекса предъявляемых к ним требований. 81