Повышение эффективности фрезерования окон
реклама

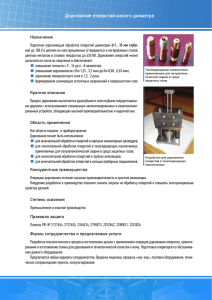
Повышение эффективности фрезерования окон сепаратора подшипника 2-697737Л Муравьев Р.А. (ВМ 436) Научный руководитель Даниленко М.В. Рассматриваются способы повышения эффективности фрезерования окон сепаратора подшипника 2-697737 Л. This article considers how to improve the efficiency of milling windows bearing separator Сепаратор предназначен для удержания тел качения на соответствующем расстоянии друг от друга и предотвращения непосредственного контакта между соседними телами качения для поддержания минимального трения и, следовательно, тепловыделения. Сепаратор подшипника 2-697737Л изготавливается из латуни марки ЛЦ40С и имеет 37 окон открытой формы. В условиях ОАО «Волжский подшипниковый завод» окна обрабатываются на вертикально-фрезерном станке с ЧПУ модели. 6Р13Ф3-01. Фрезерование каждого окна выполняется последовательно концевой фрезой по методу копирования. В связи с имеющимся количеством окон и принятым способом фрезерования время цикла обработки одной детали довольно большое и составляет 9,42 мин. Скорость выполнения операции можно повысить с помощью применения специальных приспособлений, например, многошпиндельной универсальной головки. Это приспособление позволяет выполнять фрезерование нескольких окон сепаратора одновременно, что приведет к сокращению времени цикла и увеличению эффективности процесса. Многошпиндельные головки применяют при одновременной обработке нескольких отверстий в одной детали или для последовательной позиционной обработки отверстий в нескольких деталях одновременно на агрегатном или сверлильном станках. Многошпиндельные головки подразделяются на специальные и универсальные. Специальные головки применяют при обработке отверстий в деталях одного типоразмера, поэтому расстояние между осями шпинделей в таких головках постоянно. Универсальные головки применяют для обработки отверстий в деталях, различных по форме и размерам; расстояние между осями шпинделей в этих головках можно изменять в соответствии с расположением отверстий в обрабатываемых деталях. Многошпиндельные специальные головки применяют в крупносерийном и массовом производстве, а универсальные – в серийном производстве. Универсальные и специальные многошпиндельные головки могут иметь шестеренчатый или кривошипно-шатунный механизм. В универсальных многошпиндельных головках положение рабочих шпинделей относительно оси головки можно изменять, поэтому одной головкой можно обрабатывать различное число отверстий, расположенных на разных диаметрах окружностей деталей. Для обработки отверстий в различных деталях на вертикально-сверлильных станках применяют четырех - или шестишпиндельные головки с поворотно-передвижным кронштейном. Универсальная четырехшпиндельная головка На рисунке показана типовая универсальная четырехшпиндельная головка с поворотно-передвижными кронштейнами. Сверлильную головку центральным базовым отверстием в силуминовом корпусе 12 устанавливают на гильзу шпинделя станка и закрепляют двумя винтами 13. Шпиндель станка вращает установленное на шпонке на его конце ведущее зубчатое колесо 11, которое через промежуточные зубчатые колеса 8 и 5 передает вращение четырем рабочим колесам 15, сидящим на рабочих шпинделях 1. В цилиндрическом пазу корпуса 12 установлены 4 сектора 9 с отверстиями, в которых расположены шарикоподшипники, сидящие на верхних концах пустотелых валиков 7. В четырех поворотных кронштейнах 4 находятся шарикоподшипники для нижних концов пустотелых валиков 7, промежуточная втулка 6 и рабочий шпиндель 1 головки. Ослабив гайку 2 на болте 3, кронштейн 4 с рабочим шпинделем 1 можно повернуть вокруг оси болта на 360 градусов. В требуемом положении каждый рабочий шпиндель крепится болтом 3 при завинчивании гайки 2 и винта 10. Болт 3 с гайкой 2 прижимает кронштейн 4 и сектор 9 к горизонтальной плоскости корпуса 12, а винт 10 и сектор 9 – к цилиндрической поверхности корпуса. При ослаблении винта 10 сектор 9 с кронштейном 4 и рабочим шпинделем 1 можно повернуть на определенный угол относительно оси Данная головка применяется для сверления (фрезерования) отверстий, расположенных в детали по окружности или по диагоналям на вертикальносверлильном станке модели 2134; максимальный диаметр обрабатываемых отверстий 18 мм Данные тезисы опубликованы в сборнике [17-я межвузовская научно-практическая конференция молодых ученых и студентов г. Волжского]. Подробная информация о конференции представлена на сайте ВПИ (филиал) ВолгГТУ:http://volpi.ru (VolzhskyPolitechnicalInstitute) в разделе «Наука» > «Конференции». Вопросы можно задать по электронной почте: [email protected].