ХОЛОДНАЯ СВАРКА ДАВЛЕНИЕМ АЛЮМИНИЕВОЙ
реклама

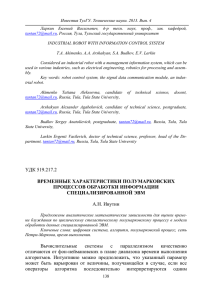
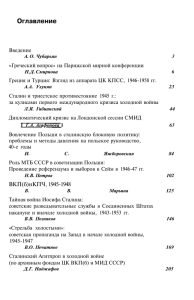
Известия ТулГУ. Технические науки. 2013. Вып. 7. Ч. 2 Zakharov Sergei Konstantinovich, candidate of technical science, docent, [email protected], Russia, Tula, Tula State University, Protopopov Aleksandr Anatolevich, doctor of technical science, professor, manager of department, [email protected], Russia, Tula, Tula State University, Erofeyev Vladimir Aleksandrovich, candidate of technical science, professor, [email protected], Russia, Tula, Tula State University, Walter Alexander Igorevich, doctor of technical [email protected], Russia, Tula, Tula State University, Malenko Pavel Igorevich, candidate of [email protected], Russia, Tula, Tula State University, technical science, professor, science, docent, Protopopov Evgeniy Aleksandrovich, assistant, [email protected], Russia, Tula, Tula State University УДК 621.791.12:[62-426: 669.715] ХОЛОДНАЯ СВАРКА ДАВЛЕНИЕМ АЛЮМИНИЕВОЙ ПРОВОЛОКИ СЛОЖЕННОЙ ВНАХЛЕСТ А. К. Евдокимов, Ву Нгок Тхыонг Исследуется влияние геометрических характеристик заготовок и инструмента на силовые и деформационные параметры процесса холодной сварки проволоки «внахлестку». Разработана математическая модель процесса с использованием метода конечных элементов. Результаты моделирования являются основой для выбора оптимальной конструкции инструмента для заданных размеров проволоки. Ключевые слова: метод конечных элементов, моделирование, холодная сварка проволоки, алюминиевые сплавы, сложенной внахлест. В настоящее время алюминиевые и медные сплавы используются для изготовления электрических проводов, кабелей и шин из-за хорошей электропроводности, наименьшей окисляемости, высоких механических и пластических свойств. Существует много различных приемов для соединения подобных проводников, таких как традиционные способы электросварки и пайки. Толстые алюминиевые провода часто соединяют холодной сваркой стыковой или внахлест. В первом случае требуется более сложное устройство и в полевых условиях затруднительно. Второй способ более пригоден для мобильного использования, но требует четких условий и режимов деформирования. Соединение проводов во время ремонтных работ требует уни28 Машины, технологии и моделирование сварочных производств версального устройства для создания больших сил деформирования и соответствующих условий для подготовки свариваемых поверхностей. Наиболее часто для изготовления токонесущих проводов на городском транспорте используется алюминиевые сплавы типа АД31Е, АВЕ и др. Несмотря на худшую проводимость алюминия по сравнению с чистой медью в среднем на 80% в целом конечные затраты на использование алюминиевых сплавов существенно ниже использования меди. Алюминиевые проводники дешевле в эксплуатации, так как проще заменять поврежденные участки, благодаря возможности использования холодной сварки давлением. Для повышения экономичности и производительности холодной сварки алюминиевых проводов необходимо изучить влияние геометрических параметров сварочного инструмента на силовые параметры процесса с помощью компьютерного моделирования, например, методом конечных элементов. Метод конечных элементов представляет собой эффективный численный метод решения инженерных и физических задач, который, фактически, является численным методом решения дифференциальных уравнений, встречающихся в физике и технике. Область его применения простирается от анализа напряжений в конструкциях или автомобилях до расчета таких сложных систем, как атомная электростанция. С его помощью рассматривается движение жидкости по трубам, через плотины, в пористых средах, исследуется течение сжимаемого газа, решаются задачи электростатики и смазки, анализируются колебания систем. Основная идея метода конечных элементов состоит в том, что любую непрерывную величину, такую, как температура, давление пли перемещение, можно аппроксимировать дискретной моделью, которая строится на множестве кусочно-непрерывных функций, определенных на конечном пространстве подобластей. Кусочно-непрерывные функции определяются с помощью значений непрерывной величины в конечном числе точек рассматриваемой области. За основу моделирования возьмем программный пакет DEFORM™ - 3D, основные свойства которого определяются следующими положениями: 1. Обязательное выполнение условия полного автоматического преобразования сетки конечных элементов в процессе моделирования; 2. Необходимо наличие библиотеки оборудования и оснастки для горячей и холодной штамповки; 3. Модель материала может быть жесткой, жесткопластической, упругопластической, пористой или упругой; 4. Позволяет определить деформационные характеристики и параметры теплопередачи с наглядным представлением распределения интенсивностей деформации и напряжений в деформируемом теле; 29 Известия ТулГУ. Технические науки. 2013. Вып. 7. Ч. 2 5. Благодаря функции отслеживания точек можно узнать любой доступный параметр в любой точке поковки; 6. Можно прогнозировать опасное место или место возможного разрушения материала в процессе штамповки. С использованием программного пакета DEFORM - 3D было проведено компьютерное моделирование процесса холодной сварки давлением проволоки из алюминия АД1M. Оба проволочных образца имеют одинаковые диаметры по 2,5 мм, а радиус скругления кромок пуансона (рис. 1) принимаем R ∏ = (0,5 − 0,8) S (S диаметра заготовки). Рис .1. R - радиусы скругления кромок пуансона Результаты деформирования отражаются на экране компьютера в виде цветных ЗD-моделей детали распределения напряжений после холодной сварки (Рис. 2.) и графиков зависимостей (рис. 3). Рис. 2. Распределения напряжений в свариваемых заготовках в 3D - модели на изделии после окончания деформирования 30 Машины, технологии и моделирование сварочных производств Рис. 3. Графики влияния различных радиусов R1 , R2 скругления пуансона на силу деформирования при операциях холодной сварки давлением Анализ графиков и результатов расчетов показывает, что с различными радиусами скругления кромок пуансона, влияние на силу деформирования при холодной сварке со степенью деформации ε=0,8 существенно, а наибольшему радиусу соответствует наименьшая величина технологической силы. Вариант 1 2 3 4 Резульиаиы исследований Радиусы пуан- Радиусы пуансо- Силы пуансона на Pmax (N) сона R1 (мм) R2 (мм) 0,3 0,3 3066,5 0,3 0,5 2644,0 0,5 0,3 2961,3 0,5 0,5 3022,9 По результатам имитационных экспериментов с использованием метода конечных элементов, а также с использованием программирования на языке Pascal можно решить задачи оптимизации при обработке любых данных. Например, найдем значения оптимальных параметров для холодной сварки проволоки диаметром 2,5 из деформируемого алюминия AД1M. Примем радиуса скругления инструментов: R1 = 0.3 мм, R2 = 0.5 мм, коэффициент трения: µ = 0,3 . Получим силу деформирования P = 2644 N, что соответствует расчетам по оптимизации параметров инструмента. Ву Нгок Тхыонг аспирант, [email protected] Россия, Тула, Тульский государственный университет, 31 Известия ТулГУ. Технические науки. 2013. Вып. 7. Ч. 2 Евдокимов Анатолий Кириллович, д-р техн. наук, проф., Россия, Тула, Тульский государственный университет COLD PRESSURE WELDING ALUMINIUM WIRE LAP OF ADDITION Evdokimov Anatoly Kirillovic , Vu Ngoc Thuong The influence of the geometric characteristics of the workpiece and the tool to force and deformation parameters of the process of cold welding wire "lap". A mathematical model of the process using the finite element method. The simulation results are the basis for selection of the optimal design of the instrument for a given size of wire. Key words: finite element method, modeling, cold welding wire, aluminum alloys, folded overlapping. Evdokimov Anatoly Kirillovich, professor, doctor [email protected], Russia, Tula, Tula State University, of Technical Sciences, Vu Ngoc Thuong, the post-graduate student, [email protected], Russia, Tula, Tula State University УДК 621.791.03: 621.791.762 -426-034.71 УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ СВАРКИ АЛЮМИНИЕВОЙ ПРОВОЛОКИ Ву Нгок Тхыонг Холодная сварка пластическим деформированием заняла достойное место в машиностроительных технологических процессах. Таким способом получают биметаллический прокат, сваривают стальные прутки с наконечниками из дорогостоящих металлов, герметизируют капсулы и емкости, сваривают электрические шины на транспорте и др. Ключевые слова: холодная сварка, устройство, алюминие, сварки проволоки,соединения, производство, электрический. В соответствии с введенным условным разделением процессов сварки оборудование для холодной сварки с пластической деформацией делят на две группы: машины общего и специального назначения. Машины для стыковой холодной сварки, как правило, относят к группе оборудования общего назначения. Действительно, большинство машин и приспособлений для стыковой сварки снабжаются универсальным набором зажимных губок, позволяющим сваривать детали в достаточно широком диапазоне сечений. Такие машины 32