Методика анализа проблем - система менеджмента качества
реклама

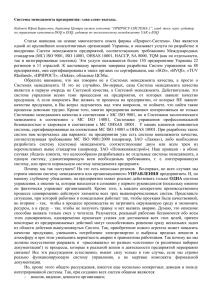
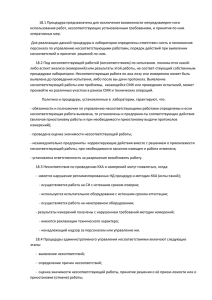
ОАО “Златоустовский металлургический завод” ОТДЕЛ МЕНЕДЖМЕНТА КАЧЕСТВА МЕТОДИКА АНАЛИЗА ПРОБЛЕМ 1. Общие положения Непременным требованием международного стандарта ИСО 9001:2000 и одним из важнейших условий результативной и эффективной работы предприятия является своевременный анализ возникающих проблем, коррекция (исправление) выявленных недостатков, применение корректирующих действий для предотвращения повторения подобных несоответствий, а также использование предупреждающих действий, позволяющих выявить возможную (потенциальную) проблему и не допустить её фактического проявления. Как показывает практика, во многих подразделениях имеют место определённые трудности, связанные с анализом проблемы, выявлением коренной (исходной, действительной) причины возникшего несоответствия, разработкой и реализацией адекватных корректирующих или предупреждающих действий. Более того, замечание о недостаточности и слабой работе в этой области было сделано аудиторами ТЮФ при проведении 2-го надзорного аудита функционирования СМК. Предлагаемая методика описывает основные подходы к выявлению причин случившихся или потенциальных несоответствий, принципы работы по устранению выявленной причины и, на этой основе, осуществление постоянного улучшения работы предприятия для повышения удовлетворённости потребителей и снижения затрат и издержек. 2. Коррекция, корректирующее и предупреждающее действия Для того, чтобы выявить разницу и чётко разграничить между собой коррекцию, корректирующее действие и предупреждающее действие, рассмотрим и ещё раз кратко поясним их определения. Определения терминов приводятся в соответствии с международным стандартом ИСО 9000:2000 “Системы менеджмента качества. Основные положения и словарь”. Коррекция – действие, предпринятое для устранения обнаруженного несоответствия. Упрощённо, это то, что мы делаем для устранения последствий допущенного несоответствия, например, внесение изменений в документ, если они не были своевременно внесены, дополнительная зачистка металла, если он имеет плохую поверхность, повторный переплав или переназначение слитков, если был получен брак и т.п. Таким образом, с помощью коррекции мы пытаемся минимизировать затраты, связанные с уже произошедшей ошибкой. Фактически, на заводе эта работа давно известна и правильно поставлена. Применение коррекций в подразделениях и на заводе в целом затруднений обычно не вызывает. Корректирующее действие – действие, предпринятое для устранения причины обнаруженного несоответствия или другой нежелательной ситуации. В отличие от коррекции, направлено на поиск и устранение причин имевших место несоответствий для предотвращения их повторного появления. Так, в приведённых выше примерах причинами могут быть недостаточная обученность персонала, неверно выбранный температурный режим, степень обжатия, использование излишне загрязнённых исходных материалов, несвоевременная подача раскислителей и т.п. Следовательно, адекватными корректирующими действиями могут быть: дополнительное обучение персонала, внесение изменений в действующую технологию, использование дополнительного входного контроля и др. Однако при этом следует помнить, что обычно возникают и другие, затрагивающие более глубокие аспекты проблемы, вопросы. Например: а как случилось, что персонал, ответственный за внесение изменений в документацию оказался недостаточно обучен? Отчего в технологической инструкции оказалась установлена температура, не обеспечившая нормальной прокатки металла? Каким образом в производство был задан несоответствующий материал? То есть оказывается, что у этих причин, в свою очередь, также были свои причины появления. Причём именно устранение этих коренных (глубинных, первоначальных, исходных) причин и даёт наибольший эффект, предотвращая повторение допущенных ошибок и связанных с ними затрат не только в данном, но и во всех подразделениях предприятия. Это и есть одна из основных и первейших задач управленца, менеджера, как на заводе вообще, так и в каждом конкретном цехе – обеспечить производство заказанной металлопродукции надлежащего качества в точные сроки и в требуемом объёме путём создания соответствующих условий и исключения причин, этому препятствующих. На это, в том числе, направлена и система менеджмента качества, положения которой и должны реализовываться на всех уровнях управления – на заводе, в цехе, более того, в идеале – каждым конечным исполнителем на каждом рабочем месте. Предупреждающее действие – действие, предпринятое для устранения причины потенциального несоответствия или другой потенциально нежелательной ситуации. В отличие от корректирующего действия, направлено на предотвращение ошибок и полное исключение возможных вследствие их появления затрат. Его использование принципиально является более сложным, так как требует от работника (будь то руководитель или конечный исполнитель), не только высокого профессионального мастерства и глубоких знаний, но и способности к аналитическому мышлению, “чутья”, смекалки. В то же время, можно с большой долей уверенности утверждать, что в условиях современного динамичного рынка, если другие условия будут равны, лидерами станут именно те предприятия, на которых работа по применению предупреждающих действий (будь то на этапе разработки технологического процесса или при непосредственном его исполнении) ведётся лучше. Предприятия же, персонал которых не умеет правильно определять причины возникающих несоответствий и применять соответствующие корректирующие действия, будут оставаться в аутсайдерах. Взаимоотношение между коррекцией, корректирующим действием и предупреждающим действием представлено в табл. 1. 2 Таблица 1 Как сказывается на эффективности производства Коррекция Исправляем допущенную Дополнительные затраты уже имеют ошибку. место, пытаемся, по возможности, их уменьшить, минимизировать, снизить их отрицательное влияние на эффективность производства. Затраты, связанные с допущенной Корректирующее действие Устраняем причину допущенной ошибки, предотвра- ошибкой, были, посредством корщая тем самым её возможное рекции их максимально уменьшили, предотвращаем повторение этих заповторение. трат. Предупреждающее действие Предвидим и предотвращаем Избегаем затрат. ошибку. Название действия Что делаем Работа по применению коррекций, корректирующих и предупреждающих действий, строится, как и всякая другая работа в современных условиях, на основе цикла Шухарта-Деминга (цикла PDCA). В общем виде, приложение цикла PDCA к данному направлению деятельности представлено на рис. 1. Как видно из рис. 1, при коррекции этап планирования наиболее прост, действия очевидны, т.е. входные данные сразу же содержат практически полное описание того, что именно следует исправить, вследствие чего, видимо, коррекция и не вызывает больших затруднений. Во втором случае, при корректирующем действии, следует обращать большое внимание на то, чтобы была выявлена истинная причина несоответствия, которую на практике часто путают с одним из последствий этой первоначальной ошибки. Простой пример – в одном из цехов обнаружено не поверенное средство измерений. Возникает вопрос – почему? Лежащий на поверхности ответ – халатность ответственного, который своевременно не сдал его на поверку. Однако при детальном рассмотрении может выясниться, что, например, до сведения этого должностного лица своевременно не была доведена информация о назначении его ответственным за данный вид измерений. Таким образом, получается, что предполагаемая первоначально причина несоответствия на самом деле также является следствием более глубоко лежащей ошибки, т.е. ответственный не только не знал, что данное средство измерений пора поверять и, соответственно, не предпринял никаких действий для решения этого вопроса, но, более того, даже и не предполагал, что отвечает за эту работу. Разумеется, в данном примере может возникнуть и следующий вопрос – а как случилось, что назначаемое ответственным должностное лицо не ознакомили с соответствующим распоряжением? Но это будет уже другое несоответствие, которое можно сформулировать, например, как “ответственные лица своевременно не ознакомлены с распоряжением”. Получается, что одно несоответствие повлекло за собой другое и работа системы в цехе была нарушена. В случае же предупреждающего действия всё ещё более сложно, поскольку причины могут не “лежать на поверхности”. При этом требуется уточнение, объективный подбор и серьёзный анализ фактических исходных данных, умение делать 3 Рис. 1. Цикл Шухарта-Деминга и его применение к: а) коррекции, б) корректирующему действию, в) предупреждающему действию 4 объективные прогнозы, основанные на знании основных теоретических зависимостей и положений, а также на практическом опыте. Таким образом, коррекция, корректирующее действие и предупреждающее действие имеют разные цели и, как следствие, разные входные данные, разные объекты анализа. 3. Этапы решения проблемы Согласно циклу Шухарта-Деминга, практическое проведение предупреждающего или корректирующего действия происходит путём выполнения последовательных этапов работы, направленных на: – выявление возможного (потенциального) несоответствия; – анализ возможного (при предупреждающем действии) или уже имеющего место (при корректирующем действии) несоответствия и поиск его коренной (исходной) причины; – выработку возможных решений по устранению выявленной причины; – выбор наиболее оптимального варианта устранения выявленной причины и планирование его реализации; – реализацию выбранного решения по разработанному плану; – проверку исполнения намеченных действий; – анализ и оценку проведённой работы. Графически последовательность перечисленных этапов на примере корректирующего действия представлена на рис. 2. Рис.2. Последовательные этапы работы согласно циклу Шухарта-Деминга при применении корректирующего действия 5 Следует только добавить, что в случае предупреждающего действия на рисунке 2 в разделе “Планирование” самым первым пунктом, перед анализом проблемы и поиском её коренной причины, будет “выявление возможного (потенциального) несоответствия”. 3.1 Шаг первый: выявление возможного (потенциального) несоответствия (применяется только при предупреждающем действии) Использование предупреждающих действий – наиболее сложный этап рассматриваемой работы по улучшению деятельности. Ещё раз отметим, что для успешного применения предупреждающих действий от специалиста, как правило, требуется высокое профессиональное мастерство, глубокие теоретические знания и богатый опыт практической работы, а также способность к аналитическому мышлению. Это связано с тем, что правильное и своевременное выявление потенциальных несоответствий возможно только на основе сбора и анализа объективных данных о ходе того или иного процесса или о его результатах, о его параметрах и тенденциях к их изменению. Например, при использовании статистических методов управления, одним из признаков изменения хода процесса могут служить так называемые “тренды” (последовательности точек, характеризующих ярко выраженное однонаправленное изменение рассматриваемого показателя) на контрольных картах. В целом, примерами потенциальных несоответствий могут быть: возможное появление несоответствующей продукции, возможное повышение материало-, ресурсо- или трудоёмкости процесса по сравнению с предшествующим периодом при прочих равных условиях, возможное нарушение технологии, неожиданный выход из строя технологического агрегата и др. Заметим ещё раз, что правильно и обоснованно спрогнозировать возможное появление того или иного несоответствия можно только на основе сбора и последующего анализа объективных данных. Правильная реализация основных направлений, по которым разрабатываются предупреждающие мероприятия, также невозможна без анализа, например: – проверка знаний технологических инструкций и нормативной документации рабочими ведущих профессий и ИТР – а какие инструкции знают лучше, какие – хуже, какие инструкции соблюдают всегда, имеют ли место отступления от требований инструкций, если да, то каких; – повышение квалификации рабочих и ИТР – а чему учить, в каком объёме, каких дополнительных знаний требует современное производство; – совершенствование технологического процесса производства металлопродукции с целью улучшения её качества – а какие места являются наиболее “узкими”, что надо улучшить в первую очередь, какие потенциальные недостатки следует устранить; – приобретение и модернизация оборудования и технологической оснастки – а что следует модернизировать в первую очередь, что это даст, какой именно агрегат следует приобрести, его параметры и т.д. Точные ответы на поставленные вопросы может дать только анализ. Если же работа по предупреждающим действиям в подразделении (службе, цехе) недостаточно эффективна, могут иметь место несоответствия. Несоответствия 6 могут проявляться в виде брака, отклонений от нормального хода технологического процесса, неудовлетворённости внутренних потребителей, могут выявляться контролёрами ОТК, специалистами ЦИОТП, технического отдела, отдела менеджмента качества, службы главного метролога, ЦЛОТОС, а также вышестоящими руководителями и др. Алгоритм выявления потенциального несоответствия представлен на рис. 3. Рис. 3. Алгоритм выявления потенциального несоответствия 3.2 Шаг второй: анализ возможного или уже имеющего место несоответствия и поиск его коренной причины При анализе любого несоответствия следует выполнить определённые действия и получить точные ответы на ряд вопросов. 1. Уточнение и восприятие сути несоответствия. 1.1 Точно ли формулировка отражает суть несоответствия? 7 1.2 Все ли заинтересованные в устранении несоответствия и его причины стороны одинаково понимают несоответствие, нет ли расхождений в понимании? 2. Сбор дополнительных данных о выявленном несоответствии или уточнение данных о потенциальном несоответствии. Следует опираться на данные, а не на мнения, производить анализ на основе фактов. 2.1 Все ли необходимые данные собраны? Ничего не упущено? 3. Поиск коренной (ключевой, исходной) причины несоответствия (примеры коренных причин приведены в приложении 1 к данной методике). 4. Рассмотрение сил, которые могут способствовать либо, наоборот, препятствовать устранению причины несоответствия. 5. Рассмотрение масштаба несоответствия. 5.1 Ограничен ли масштаб несоответствия данным участком, службой, цехом и т.п.? 5.2 Находится ли причина несоответствия под контролем и влиянием руководителей данного уровня управления (бригадира, мастера, старшего мастера, начальника участка, начальника смены, начальника цеха), или для успешного устранения выявленной причины несоответствия следует обратиться за содействием к другим подразделениям завода, службам, отделам, либо к руководителям более высокого уровня? Графически алгоритм анализа и поиска коренной причины несоответствия представлен на рис. 4. 3.3 Шаг третий: выработка возможных решений по устранению коренной причины несоответствия После нахождения коренной причины несоответствия следует рассмотреть возможные варианты устранения выявленной причины с целью исключения повторного появления несоответствия, а значит, повторения всех связанных с ним затрат и издержек. При разработке вариантов устранения исходной причины несоответствия нужно обратить внимание на следующие моменты. 1. Выяснение, не случалось ли такого когда-то в прошлом, нельзя ли устранить причину несоответствия, используя прошлый опыт. 2. Сбор идей по возможным вариантам устранения коренной причины несоответствия. 3. Всестороннее рассмотрение каждой из предложенных идей, способов минимизации противодействующих и максимизации способствующих устранению причины несоответствия сил и выработка одного из возможных вариантов устранения причины несоответствия. 4. Уточнение сути и подробное рассмотрение каждого разработанного варианта. 5. Формирование на этой основе ряда возможных решений по устранению причины несоответствия. Графически весь этот процесс представлен на рис. 5. 8 Рис. 4. Алгоритм поиска коренной причины несоответствия 9 Рис. 5. Алгоритм создания набора возможных решений по устранению коренной причины несоответствия 10 3.4 Шаг четвёртый: выбор оптимального варианта устранения причины несоответствия и планирование его реализации Из всех возможных вариантов устранения причины несоответствия следует выбрать наиболее оптимальный, требующий наименьших затрат труда, времени, ресурсов и средств. После выбора такого варианта необходимо произвести планирование его реализации, обратив внимание на следующие моменты: – весь процесс реализации выбранного решения следует разделить на последовательные, простые, легко управляемые этапы; – следует определить сроки реализации и назначить ответственных за каждый этап; – нужно довести до сведения каждого исполнителя полную информацию о том, что ему следует сделать и убедиться в чётком понимании этого; – необходимо заинтересовать и мотивировать исполнителей; – следует определить, каким образом будет контролироваться исполнение каждого этапа и обеспечить сбор данных для осуществления такого контроля; – определить способ оценки результативности выполнения принятого решения в целом, т.е. проверки того, позволили ли запланированные и выполненные мероприятия действительно устранить причину несоответствия. Алгоритм планирования реализации решения представлен на рис. 6. 3.5 Шаг пятый: реализация выбранного варианта устранения причины несоответствия по разработанному плану При реализации выбранного варианта устранения причины несоответствия следует производить последовательное выполнение каждого отдельного этапа в точном соответствии с ранее намеченным планом. При этом необходимо обеспечить своевременную передачу информации о ходе и выполнении работ по каждому этапу должностному лицу, ответственному за реализацию выбранного мероприятия по устранению причины несоответствия (например, начальнику цеха, его заместителю или др.). 3.6 Шаг шестой: контроль и проверка исполнения намеченных действий По ходу реализации выбранного варианта устранения причины несоответствия необходимо контролировать выполнение каждого отдельного этапа, а по окончании работ – дополнительно проверить полноту и точность выполнения запланированных мероприятий. Алгоритм реализации выбранного варианта устранения причины несоответствия и контроля за исполнением намеченных действий представлен на рис. 7. В том случае, если контроль показывает, что в ходе реализации решения возникают трудности, следует ещё раз оценить намеченный план, проверить, был ли он точно доведён до сведения исполнителей, заинтересованы ли они в успехе и пр. 11 Рис. 6. Алгоритм планирования реализации выбранного варианта устранения причины несоответствия 12 Рис. 7. Алгоритм реализации выбранного варианта устранения причины несоответствия и контроля за его исполнением 3.7 Шаг седьмой: анализ и оценка проведённой работы В соответствии с установленным при планировании реализации решения способом оценки результативности его выполнения, следует собрать необходимую информацию для проверки того, позволило ли мероприятие действительно устранить причину несоответствия. При этом для точной и объективной оценки результативности предпринятого корректирующего или предупреждающего действия следует также сравнить вновь получаемые данные о ходе процесса с данными, которые были собраны ранее – на первом и втором этапах работы, т.е. при анализе причины проблемы и поиске путей её устранения. Это может помочь оценить динамику положительных изменений в ходе процесса после применения корректирующих или предупреждающих действий. 13 Следует также обратить внимание на то, не возникли ли в результате предпринятого корректирующего или предупреждающего действия новые проблемы. В том случае, если при анализе и оценке результатов мероприятий такие проблемы будут выявлены, следует принять объективное и взвешенное решение – что лучше, отказаться от первоначального и выбрать другой вариант устранения причины имевшего место несоответствия, пусть даже он будет не таким эффективным, как первоначальный, либо устранить эти, порождённые проведёнными мероприятиями новые проблемы. Алгоритм анализа и оценки результативности предпринятого корректирующего или предупреждающего действия представлен на рис. 8. Рис. 8. Алгоритм анализа и оценки результативности предпринятого корректирующего или предупреждающего действия 14 Заключение Как видно из вышеизложенного, только своевременная и полноценная работа по устранению причин произошедших и предупреждению причин потенциальных несоответствий способна уверенно вести предприятие по пути постоянного улучшения, а значит – к удовлетворённости потребителей, прибыли и успеху на рынке. Полный алгоритм работы по устранению причин потенциальных и уже имевших место несоответствий представлен в приложении 2. Напомним также об известном подходе к решению проблем Тайити Оно, создателя производственной системы фирмы “Тойота”. Этот подход, получил название “Пять “почему” (Five whys). Он основан на том, что для нахождения первопричины любого несоответствия, как правило, надо пять раз спросить “почему”, т.е., пять раз задуматься, что было причиной конкретного несоответствия, что, в свою очередь, явилось причиной появления этой причины и т.д. И только после получения пяти чётких ответов можно браться за разработку и реализацию соответствующих корректирующих действий. Начальник отдела менеджмента качества К.А. Осминин, тел. 64-48 15