Прогнозирование характеристик силовой динамики
реклама

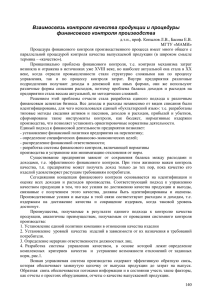
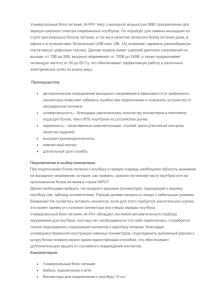
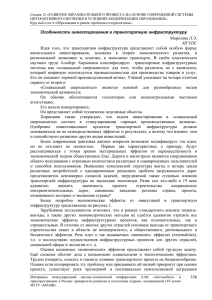
Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». Прогнозирование характеристик силовой динамики методов комбинированного волочения сплошных круглых профилей Ерохин В.В., к.т.н. Щедрин А.В. МГТУ "МАМИ" От точности анализа [1] характеристик силовой динамики традиционных и принципиально новых, высокоэффективных методов комбинированного волочения [2-5] зависит достоверность синтеза энергосиловых и стоимостных параметров соответствующего технологического оборудования. В настоящее время существует большое многообразие теоретических моделей для аналитического прогнозирования характеристик силовой динамики в основном методов деформирующего волочения сплошных круглых профилей [6-10]. При этом наибольшей физической обозримостью и комплексностью обладают теоретические модели, представленные в работах [9, 10]. Для проверки их перспективной работоспособности были использованы результаты сравнительного экспериментального исследования конкурентоспособных методов комбинированного волочения круглых сплошных профилей инструментом с регулярной и иррегулярной микрогеометрией воздействующей поверхности [11, 12]. При этом в качестве экспериментальных образцов-заготовок использовались цилиндрические штоки из стали марки 40X (НВ = 1890МПа) номинальной длиной 150мм. Образцы-заготовки обрабатывались с точностью до 0,02мм и исходной шероховатостью поверхности R = 2,75...4,7мкм. Опытные деформирующие волоки изготавливали из стали марки 9ХС (твердость после термообработки 58...61HRC). Угол рабочего и обратного конуса волок 5°±l°, ширина калибрующей ленточки 5мм, диаметр по калибрующей ленточке 20+0,03мм. Иррегулярный микрорельеф (ИМР) воздействующей поверхности волок формировался шлифованием с высотой максимального микровыступа Hmax = 7...11мкм. Регулярный микрорельеф (РМР) формировался на аналогичном ИМР алмазным выглаживателем радиусом 1,5мм в виде однозаходных винтовых канавок глубиной (Гк) 4...10мкм и шагом (Шк) 0,5 и 1мм. При этом нулевые параметры РМР (Гк = ШК = 0) условно соответствуют ИМР. Скорость волочения 1м/мин. Технологическая смазка — смесь солидола с мелкодисперсным порошком дисульфида молибдена. Номинальный натяг пластического деформирования (абсолютная деформация на диаметр) iH варьировался в диапазоне 0,1...0,5мм через 0,1 мм. Продольные профилограммы калибрующих ленточек опытных деформирующих волок представлены на рис. 1. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 117 Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». а) б) Рисунок 1 - Продольные профилограммы калибрующих ленточек опытных деформирующих волок (вертикальное увеличение 4000, горизонтальное увеличение 40): а) Гк = 0мкм, Шк = 0мм; б) Гк = 4мкм, Шк = 0,5мм; Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 118 Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». в) г) Рисунок 1 (продолжение) — в) Гк = 10мкм, Шк = 0,5мм; г) Гк = 4,75мкм , Шк = 1мм; Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 119 Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». д) Рисунок 1 (окончание) — Продольные профилограммы калибрующих ленточек опытных деформирующих волок (вертикальное увеличение 4000, горизонтальное увеличение 40): д) Гк = 10мкм, Шк = 1мм. На рисунках 2 и 3 представлены зависимости теоретических адгезионной и компонент полного коэффициента внешнего трения скольжения деформационной от фактического натяга пластического деформирования , характера и параметров микрогеометрии воздействующей поверхности инструмента. Значения и получены расчетным путем по адекватным методикам авторов [13, 14], основанным на адгезионно-деформационной теории трения [15]. Анализ зависимости (рис. 2) показывает, что регуляризация микрогеометрии поверхности волочильного инструмента позволяет целенаправленно уменьшить крайне негативную адгезионную компоненту полного коэффициента внешнего трения скольжения, приводящую к адгезионному наростообразованию обрабатываемого материала и резко ухудшающую качество, производительность и себестоимость обработки. Это объясняется большей "маслоемкостью" РМР по сравнению с ИМР (рис. 1), так как более объемные канавки РМР являются мощными аккумуляторами технологической смазки, выдавливаемой из них обрабатываемым материалом и существенно уменьшающей трение и износ [11, 12]. Сравнительный анализ зависимости (рис. 3) показывает, что в диапазоне = 0,1...0,5мм полный коэффициент внешнего трения скольжения в большей степени зависит от своей деформационной компоненты, чем от адгезионной. Существенное превышение деформационной компоненты над адгезионной объясняется значительной соответствующей относительной деформацией микровыступов шероховатых поверхностей образцов-заготовок, которая в исследуемом диапазоне достигает величины 48...89%. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 120 Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». Рисунок 2 — Зависимость теоретической адгезионной компоненты полного коэффициента внешнего трения скольжения при волочении образцов-заготовок из стали 40X от фактического натяга пластического деформирования, характера и параметров микрогеометрии воздействующей поверхности инструмента: — Гк = Шк = 0; — Гк = 4мкм, Шк = 0,5мм; — Гк = 10мкм, Шк = 0,5мм; — Гк = 4,75мкм , Шк = 1мм; — Гк = 10мкм, Шк = 1мм. Рисунок 3 — Зависимость теоретической деформационной компоненты полного коэффициента внешнего трения скольжения при волочении образцов-заготовок из стали 40X от фактического натяга пластического деформирования, характера и параметров микрогеометрии воздействующей поверхности инструмента: — Гк = Шк = 0; — Гк = 4мкм, Шк = 0,5мм; — Гк = 10мкм, Шк = 0,5мм; — Гк = 4,75мкм , Шк = 1мм; — Гк = 10мкм, Шк = 1мм. Подставляя полученный таким образом полный теоретический коэффициент внешнего трения скольжения в теоретические модели [9, 10], получим соответствующие значения теоретического удельного усилия комбинированного деформирующего волочения (рис. 4-6). Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 121 Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». Рисунок 4 — Зависимость теоретического удельного усилия деформирующего волочения образцов-заготовок из стали 40Х от фактического натяга пластического деформирования, характера и параметров микрогеометрии воздействующей поверхности инструмента (расчет по модели [9]): — Гк = Шк = 0; — Гк = 4мкм, Шк = 0,5мм; — Гк = 10мкм, Шк = 0,5мм; — Гк = 4,75мкм , Шк = 1мм; — Гк = 10мкм, Шк = 1мм. Рисунок 5 — Зависимость теоретического удельного усилия деформирующего волочения образцов-заготовок из стали 40X от фактического натяга пластического деформирования, характера и параметров микрогеометрии воздействующей поверхности инструмента (расчет по модели [10] без учета эффекта линейного упрочнения обрабатываемого материала): — Гк = Шк = 0; — Гк = 4мкм, Шк = 0,5мм; — Гк = 10мкм, Шк = 0,5мм; — Гк = 4,75мкм , Шк = 1мм; — Гк = 10мкм, Шк = 1мм. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 122 Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». Рисунок 6 — Зависимость теоретического удельного усилия деформирующего волочения образцов-заготовок из стали 40X от фактического натяга пластического деформирования, характера и параметров микрогеометрии воздействующей поверхности инструмента (расчет по модели [10] с учетом эффекта линейного упрочнения обрабатываемого материала): — Гк = Шк = 0; — Гк = 4мкм, Шк = 0,5мм; — Гк = 10мкм, Шк = 0,5мм; — Гк = 4,75мкм , Шк = 1мм; — Гк = 10мкм, Шк = 1мм. Экспериментальные значения удельного усилия обработки qд для стали 40Х возьмем из работ [11, 12] (Н/мм): (1) Сравнение экспериментального и теоретического удельных усилий волочения выполним в виде относительной процентной погрешности: (2) Соответствующие зависимости относительной процентной погрешности прогнозирования удельного усилия волочения по теоретической модели [9], а также по теоретической модели [10] без и с учетом эффекта линейного упрочнения обрабатываемого материала приведены на рис. 7-9. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 123 Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». Рисунок 7 — Зависимость относительной погрешности теоретического удельного усилия обработки, рассчитанного по модели [9], от фактического натяга пластического деформирования, характера и параметров микрогеометрии воздействующей поверхности инструмента: — Гк = Шк = 0; — Гк = 4мкм, Шк = 0,5мм; — Гк = 10мкм, Шк = 0,5мм; — Гк = 4,75мкм , Шк = 1мм; — Гк = 10мкм, Шк = 1мм. Рисунок 8 — Зависимость относительной погрешности теоретического удельного усилия обработки, рассчитанного по модели [10] без учета линейного упрочнения обрабатываемого материала, от фактического натяга пластического деформирования, характера и параметров микрогеометрии воздействующей поверхности инструмента: — Гк = Шк = 0; — Гк = 4мкм, Шк = 0,5мм; — Гк = 10мкм, Шк = 0,5мм; — Гк = 4,75мкм , Шк = 1мм; — Гк = 10мкм, Шк = 1мм. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 124 Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». Рисунок 9 — Зависимость относительной погрешности теоретического удельного усилия обработки, рассчитанного по модели [10] с учетом линейного упрочнения обрабатываемого материала, от фактического натяга пластического деформирования, характера и параметров микрогеометрии воздействующей поверхности инструмента: — Гк = Шк = 0; — Гк = 4мкм, Шк = 0,5мм; — Гк = 10мкм, Шк = 0,5мм; — Гк = 4,75мкм , Шк = 1мм; — Гк = 10мкм, Шк = 1мм. Для экспертной оценки точности прогнозирования усилия обработки по указанным теоретическим моделям по зависимостям (рис. 7-9) определим среднюю за диапазон , значения которой представлены в таблице. относительную процентную погрешность Теоретическая модель усилия Характер и параметры микрогеометрии обработки воздействующей поверхности инструмента Гк = 0, Гк = Гк =10мкм, Гк =4,75 Гк Шк=0,5мм мкм, =10мкм, Шк = 0 4мкм, Шк = 1мм Шк = 1мм Шк = 0,5мм [9] +62,5% +70% +88,6% +53% +60,5% [10] без учета эффекта линейного упрочнения обрабатываемого материала +65,8% +61,5% +76,2% +43,8% +49,2% [10] с учетом эффекта линейного + 121% +95,3% упрочнения обрабатываемого материала + 114% +79,6% +81,3% Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 125 Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». • • • • Таким образом, анализ полученных результатов позволяет сделать следующие основные выводы: все исследуемые теоретические модели [9, 10] достаточно точно качественно прогнозируют усилие волочения инструментами с ИМР и РМР воздействующей поверхности (рис. 4-6); с увеличением степени абсолютной деформации (/<*) относительная процентная погрешность прогнозирования усилия комбинированного деформирующего волочения по всем теоретическим моделям уменьшается до приемлемых для инженерной практики значений (рис, 7-9); наибольшей точностью прогнозирования усилия обработки обладает теоретическая модель [10] без учета эффекта линейного упрочнения обрабатываемого материала (рис. 5, 8, таблица). Дополнительно, применение фундаментальных подходов [15] к системному проектированию технологических объектов [13, 14] позволяет модернизировать существующие теоретические модели [9, 10] характеристик соответствующего метода обработки в направлении кардинального увеличения комплексности и физической обозримости алгоритмических процедур "систем искусственного технологического интеллекта" [1]. Литература 1. Щедрин А.В., Ульянов В.В., Егорова З.И., Скоромнов В.М. Применение научных основ теории "Искусственного технологического интеллекта" для системного анализа-синтеза методов обработки давлением // Труды Всероссийской научно-технической конференции «Непрерывные процессы обработки давлением», посвященной 100-летию со дня рождения академика А.И. Целикова, 14-15 апреля 2004, Москва, МГТУ им. Н.Э. Баумана, с. 420-421. 2. Щедрин А.В., Ульянов В.В., Бекаев А.А. Применение фундаментального "эффекта Баушингера" в комбинированных методах обработки проката // Машиностроитель. — 2009, №2, с. 41-43. 3. Щедрин А,В. и др. Перспективные методы комбинированного волочения // Машиностроитель. — 2008, №5, с. 40-43. 4. Щедрин А.В. и др. Исследование влияния свойств технологической смазки на закономерности метода комбинированного волочения инструментом с регулярной микрогеометрией поверхности // Машиностроитель. — 2008, №7, с. 27-30. 5. Климов К.М. Альтернативные пути получения прутков и проволоки // Металлург. — 2007, № 9, с. 47-49. 6. Перлин И.Л., Ерманок М.З. Теория волочения, М: Металлургия, 1971, 448 с. 7. Кучеряев Б.В. и др, Расчет энергосиловых параметров процесса волочения прутков // Производство проката. —2006, №6, с. 31-33. 8. Теория пластической деформации и обработка металлов давлением. Мастеров В.А., Берковский B.C. — М.: Металлургия, 1989, 400 с. 9. Деордиев Н.Т. и др. Пластическое течение упрочняющегося материала в конической матрице // Кузнечно-штамповочное производство. — 1970, №1, с. 8-10. 10. Осадчий В.Я., Воронцов А.Л. Формула для расчета напряжения волочения круглых сплошных профилей // Производство проката. — 2001, №6, с. 3-8. 11. Щедрин А.В. и др. Повышение эффективности методов комбинированного волочения за счет регуляризации микрогеометрии рабочей поверхности инструмента // Машиностроитель. — 2007, №7, с. 26-29. 12. Shchedrin A.V., Ul'yanov V.V., Skoromnov V.M., Bekaev A.A. Improving the effectiveness of the combined drawing methods by regularized the microgeometry of the tool working surface. // Russian Engineering Research. Vol. 26, №11, p.p. 35-39, New York, Allerton Press Inc., 2006. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 126 Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». 13. Щедрин А.В., Таненгольц А.Б., Скоромнов В.М. Трибологическая концепция системного анализа-синтеза комбинированных методов деформирующе-режущей обработки // Техника машиностроения. — 2001, №4 (32), с. 53-59. 14. Shchedrin A.V. Generalized space-time model of deforming-cutting process. // Russian Engineering Research. Vol. 17, №3, p.p. 55-59, New York, Allerton Press Inc., 1997. 15. Крагельский И.В. Трение и износ. — М.: Машиностроение, 1968.-480 с. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 127