81 Повышение качества и производительности методов
advertisement

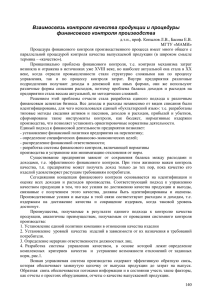
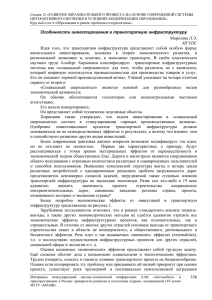
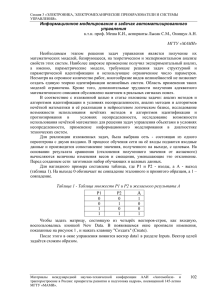
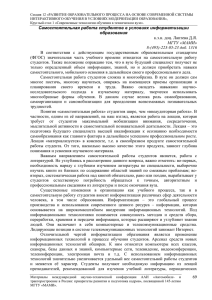
Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». Повышение качества и производительности методов комбинированного волочения инструментом с регулярной микрогеометрией поверхности на основе применения металлоплакирующих смазок Гаврилов С. А. инжеер Щедрин А. В. к.т.н., доцент, член-корреспондент академии проблем качества РФ по отделению “Проблемы безызносности машин и механизмов” МГТУ «МАМИ» В работах [1, 2] рассмотрено влияние свойств технологических смазок на характеристики метода комбинированного волочения инструментом с регулярной микрогеометрией воздействующей поверхности. Как показывает системный анализ методов обработки [3], применение фундаментальных физических эффектов, к которым относится “эффект безызносности” [4], позволяет целенаправленно создавать принципиально новые, или кардинально совершенствовать существующие технологии. Для проверки данного решения были проведены экспериментальные исследования по влиянию концентрации металлоплакирующей присадки «Валена» на характеристики метода комбинированного волочения инструментом с регулярной микрогеометрией поверхности. В качестве экспериментальных образцов-заготовок использовались цилиндрические штоки из углеродистой стали марки Сталь 3 (твёрдость по Бринеллю 1430 МПа) номинальной длиной 150 мм. Образцы предварительно обрабатывались шлифованием с точностью до 0,02 мм и шероховатостью поверхности RaЗ = 0,423…0,665 мкм. В качестве обрабатывающего инструмента использовалась деформирующая фильера из стали марки 9ХС (HRC 60). Диаметр фильеры по калибрующей ленточке 20,02 мм, угол рабочего и обратного конусов 50, ширина калибрующей ленточки 5 мм. Регулярный микрорельеф рабочей поверхности фильеры представлял собой однозаходные винтовые канавки радиусом 1,5 мм, шагом 0,5 мм, и глубиной на участке калибрующей ленточки 6,5 мкм. В качестве технологической смазки применялось минеральное масло марки «И40», в которое добавлялась металлоплакирующая присадка «Валена». Концентрация присадки по объёму “К” составляла соответственно 25%, 10%, 5% и 0%. Скорость волочения около 1 м/мин, номинальный натяг деформирования iН варьировался в диапазоне до 0,5 мм через 0,1 мм. На рисунке 1 представлена зависимость удельного усилия волочения от фактического натяга деформирования iФ и концентрации металлоплакирующей присадки. Как следует из анализа зависимости в первом приближении – металлоплакирующая присадка уменьшает усилие обработки и при концентрации 10% и 25% полностью исключает адгезионное наростообразование обрабатываемого материала. Наибольшая адгезия наблюдалась при отсутствии присадки в области iН > 0,4 мм. При К=5% адгезия обрабатываемого материала носила весьма локальный характер и возникала также при предельной деформации. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 81 Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». 1 – K = 0%; 2 – K = 25%; 3 – K = 10%; 4 – K = 5%. Рисунок 1 – Зависимость удельного усилия волочении образцов-заготовок из углеродистой стали марки Сталь 3 от фактического натяга деформирования и концентрации металлоплакирующей присадки «Валена» Аналитически графическую зависимость, показанную на рисунке 1, можно представить в виде следующей системы линейных уравнений, Н/мм: (1) Для оценки динамического эффекта была использована величина относительного процентного изменения усилия обработки: На рисунке 2 приведена зависимость параметра от натяга деформирования и концентрации присадки. Из анализа зависимости следует, что максимальный динамический эффект наблюдается при концентрации К=10%. Причём уменьшение усилия обработки более чем на 25% стабильно сохраняется во всём диапазоне изменения натяга деформирования. Меньшие динамические эффекты наблюдались при К=5% и К=25%. Однако в отличии от обработки при К=10%, обработка при вышеприведённых концентрациях присадки характеризуется соответствующим увеличением динамического эффекта при возрастании степени деформации. Приравнивая параметры в общем виде при К=10% и при К=25% получим, что при iФ > 1,5 мм наиболее эффективна концентрация присадки К=25%, так как при ней на рабочей поверхности фильеры образовывался наибольший по толщине слой меди. Силовые зависимости (согласно рисункам 1 и 2) хорошо подтверждаются зависимостью коэффициента уточнения по параметру шероховатости поверхности (рисунок 3): Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 82 Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». где и – соответственно параметры шероховатости поверхности образцов до и после волочения, или условно образцов-заготовок и образцов-деталей. 1 – K = 25%; 2 – K = 10%; 3 – K = 5%. Рисунок 2 – Зависимость процентного уменьшения удельного усилия волочения от фактического натяга деформирования и концентрации металлоплакирующей присадки «Валена» 1 – K = 0%; 2 – K = 25%; 3 – K = 10%; 4 – K = 5%. Рисунок 3 – Зависимость коэффициента уточнения по параметру шероховатости поверхности образцов-деталей из углеродистой стали марки Сталь 3 от фактического натяга деформирования и концентрации металлоплакирующей присадки «Валена» Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 83 Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». Наличие адгезионного наростообразования при К=0% и К=5% приводит к ухудшению качества обработки и уменьшению . Усреднив значения при каждой концентрации присадки «Валена» в диапазоне изменения натяга деформирования – получим зависимость среднего коэффициента уточнения по параметру шероховатости от концентрации (рисунок 4). Рисунок 4 – Зависимость среднего коэффициента уточнения по параметру шероховатости поверхности от концентрации металлоплакирующей присадки «Валена» Анализ этой зависимости показывает, что с увеличением концентрации данной металлоплакирующей присадки качество обработки по шероховатости поверхности увеличивается более чем в 2 раза. После построения характерных профилей образцов-деталей, показанных на рисунке 5, было установлено, что размерная точность (параметр ∆ДД) определяется в большей степени геометрической точностью в продольном, а не в поперечном сечении (овальностью). Рисунок 5 – Характерные профили образцов-заготовок из углеродистой стали марки Сталь 3 при iФ ≈ 0,25 мм В свою очередь, отклонение профиля в продольном сечении зависит от деформационных краевых эффектов в начале (Н. О.) и в конце (К. О.) обработки, которые Материалы международной научно-технической конференции ААИ «Автомобиле- и 84 тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». соответственно проявляются в виде фаски смятия переднего торца образца-заготовки и в виде упругого волнообразного восстановления его заднего торца. Как следует из анализа зависимости, представленной на рисунке 6, с увеличением степени деформации размерная точность ухудшается вследствие роста краевых деформационных эффектов. 1 – K = 0%; 2 – K = 25%; 3 – K = 10%. Рисунок 6 – Зависимость поля рассеяния диаметра образцов-деталей из углеродистой стали марки Сталь 3 от фактического натяга деформирования и концентрации металлоплакирующей присадки «Валена» Используя характерные профили образцов-деталей – определяли их средний диаметр, который затем сравнивали с диаметром рабочего канала фильеры, таким образом, оценивали остаточную деформацию поверхности, которая выражалась величиной её упругого восстановления ∆В (рисунок 7). Анализ данной зависимости показывает, что чем меньше усилие обработки, тем больше величина упругого восстановления и наоборот. Это связано с тем, что при увеличении усилия обработки возрастает величина сжимающих радиальных остаточных напряжений и относительное процентное удлинение (рисунок 8). Усредним по аналогии с зависимостью, показанной на рисунке 4, зависимости (рисунки 6-8), представленные в таблице 1. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 85 Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». 1 – K = 0%; 2 – K = 25%; 3 – K = 10%. Рисунок 7 – Зависимость величины упругого восстановления поверхности образцовдеталей из углеродистой стали марки Сталь 3 от фактического натяга деформирования и концентрации металлоплакирующей присадки «Валена» 1 – K = 0%; 2 – K = 25%; 3 – K = 10%. Рисунок 8 – Зависимость процентного удлинения образцов-деталей из углеродистой стали марки Сталь 3 от фактического натяга деформирования и концентрации металлоплакирующей присадки «Валена» Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 86 Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». К, % ∆ мкм В, мкм Таблица 1 – Усреднённые значения 0 5 10 25 50 52 52 56 22,439 30,6 33,4 32,55 2,461 2,505 2,168 2,1836 4,038 5,2 8,58 8,9 Д, L, % y(Ra) К – концентрация металлоплакирующей присадки; ∆ Д, В, L – соответственно средние по диапазону натяга деформирования и концентрации присадки значения поля рассеяния диаметра, упругого восстановления и относительного удлинения образцов-деталей; y(Ra) – поверхности. средний коэффициент уточнения по параметру шероховатости Анализ результатов таблицы ещё раз дополнительно подтверждает существенное влияние контактных процессов на технико-экономические показатели методов обработки, включая комбинированное волочение (редуцирование). Таким образом, выполненные исследования расширяют информационную базу для системного параметрического синтеза [3] принципиально новых методов комбинированной деформирующе-режущей обработки [5-7]. Литература 1) Shchedrin A. V., Ul`yanov V. V., Bekaev A. A., Skoromnov V. M. Improving the effectiveness of combined drawing methods by regularizing the microgeometry of the tool working surface // Russian Engineering Research. Vol. 26. № 11. p. p. 35-38, 2006, Allerton Press Inc., New-York. 2) Shchedrin A. V., Ul`yanov V. V., Bekaev A. A., Skoromnov V. M. Benefits of a draw plate with regular microrelief // Russian Engineering Research. Vol. 28. №4. p. p. 357-361, 2008, Allerton Press Inc., New-York. 3) Щедрин А. В. и др. Трибология как фундаментальная основа системного проектирования конкурентоспособных технологических объектов // Ремонт, восстановление, модернизация. – 2009, №4, c. 15-20. 4) Научное открытие, диплом №41. Эффект избирательного переноса при трении (эффект безызносности) / Д. Н. Гаркунов, И. В. Крагельский // Открытия в СССР 1957-1967 гг. М.: ЦНИИПИ, 1968. – c. 52-53. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 87 Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». 5) Shchedrin A. V., Ul`yanov V. V., Bekaev A. A., Chikhacheva N. Yu. Efficient hole broaching with regularized surface microgeometry of deforming elements // Russian Engineering Research. Vol. 29. №9. p. p. 911-915, 2009, Allerton Press Inc., New-York. 6) Shchedrin A. V., Ul`yanov V. V., Bekaev A. A Improving the use lubricants and coolants fluids in machining // Russian Engineering Research. Vol. 26. №10. p. p. 38-39, 2006, Allerton Press Inc., New-York. 7) Shchedrin A. V., Ul`yanov V. V., Bekaev A. A., Skoromnov V. M. Bauschinger effect in complex machining methods // Russian Engineering Research. Vol. 28. №8. p. p. 797-799, 2008, Allerton Press Inc., New-York. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 88