3.2. Расчет гидравлических прессов
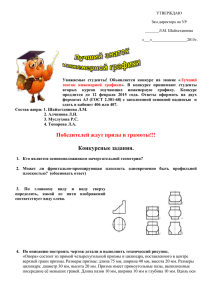
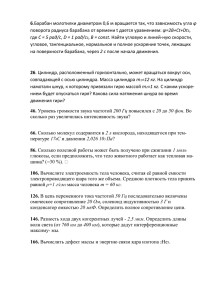
реклама

73 3. Прессовое оборудование 3.2. Расчет гидравлических прессов 3.2.1. Усилия, развиваемые прессами Номинальное усилие (Fн) гидравлического пресса любой конструкции с одним рабочим цилиндром определяется по формуле Fн = pнπD2/4, (3.4) где pн – номинальное (расчетное) давление рабочей жидкости; D — диаметр плунжера или поршня рабочего цилиндра. В прессах российского производства номинальное давление рабочей жидкости обычно соответствует требованиям ГОСТ 6540 и выбирается из ряда: (0,63); (0,1); (1,6); 2,5; 6,3; 10,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0 МПа. В скобках указаны допустимые, но нежелательные величины номинальных давлений. В прессах с несколькими рабочими цилиндрами номинальное усилие гидравлического пресса определяется как: i =n F н = ∑ Fн i , (3.5) i =1 где n — число рабочих цилиндров; Fнi — номинальное усилие i-го рабочего цилиндра. Величина номинального усилия должна быть достаточной для преодоления полезного сопротивления, определяемого произведением qsф. В этом произведении q — удельное давление прессования, зависящее от природы пресс-материала, а sф — площадь проекции прессуемого изделия на плоскость плиты пресса. В табл. 3.1 приведены величины удельных давлений прессования для ряда наиболее распространенных пресс-материалов. Достаточно большие пределы колебания этих величин для одного и того же пресс-материала объясняются зависимостью удельного давления прессования от конфигурации изделия и ряда других факторов. Таблица 3.1. Удельные давления прессования, МПа Марка пресс-материала 01-040-02 03-010-02 01-030-02 Э-2330-02 У-4080-02 Сп-1342-02 В-4-70 Текстолит- крошка Аминопласт АГ-4В АГ-4С Прямое прессование 25–35 25–35 25–35 25–35 30–40 40–50 25–35 30–40 Литьевое прессование 40–80 40–90 50–80 60–80 50–80 - 50–80 70–120 Эффективное усилие пресса (Fэ), то есть реальное усилие, воздействующее через пресс-инструмент на формуемый объект, для прессов с верхним расположением рабочего цилиндра (или рабочих цилиндров) определяют из зависимости: 74 3. Прессовое оборудование Fэ = (npн·πD2/4) + G – Fтр – Fв, (3.6) где n — число рабочих цилиндров, установленных на прессе; G — суммарный вес подвижных деталей пресса (плунжера или поршня каждого из рабочих цилиндров, подвижной плиты и верхней полуформы); Fтр = Fтр1+Fтр2; Fтр1 — сила трения, возникающая в уплотнениях гидроцилиндра(-ов); Fтр2 — сила трения, возникающая в направляющих подвижной плиты, для правильно отрегулированного пресса Fтр2 = (0,005÷0,01) Fн; Fв — сила, необходимая для преодоления сил сопротивления, возникающих в возвратных цилиндрах (при плунжерной конструкции рабочего цилиндра) или в штоковой полости рабочего цилиндра поршневого типа.о391Для прессов с нижним расположением рабочего цилиндра (или рабочих цилиндров) зависимость (3.6) приобретает следующий вид: Fэ = npн·πD2/4 – G – Fтр. (3.7) В этом случае сила тяжести подвижных частей направлена в сторону, противоположную усилию, создаваемому рабочим цилиндром, а возвратные цилиндры на подобных прессах отсутствуют, так как возврат нижней подвижной плиты в исходное положение осуществляется за счет силы тяжести подвижных деталей пресса. Угловые прессы, как правило, имеют верхний и боковой цилиндр, причем верхний цилиндр является прессующим, а боковой служит для замыкания формы. Поэтому эффективное усилие рассчитывается обычно только для верхнего цилиндра по уравнению (3.6). Возвратные цилиндры предусматриваются в прессах с рабочими цилиндрами плунжерного типа Fв = n(pо πDв2/4 + Fтрв), (3.8) где n — количество возвратных цилиндров, установленных на прессе; pо — остаточное давление в возвратных цилиндрах во время хода вниз подвижной плиты и прессования изделия; Dв — диаметр плунжеров возвратных цилиндров; Fтрв — силы трения, возникающие в уплотнениях возвратных цилиндров. Так как во время хода вниз подвижной плиты возвратные цилиндры обычно соединяются со сливной магистралью, то величина остаточного давления pо определяется гидравлическим сопротивлением этой магистрали. В этом случае pо = (γξv2/2g) (S/s)2, (3.9) i=m i=n i=1 i=1 где ξ = ∑ εi + ∑ λi Li ; (3.10) di g — ускорение свободного падения (g = 9,81 м/с2); γ — удельный вес рабочей жидкости; v — скорость опускания верхней подвижной плиты; S и s — соответственно площадь поперечного сечения плунжера возвратного цилиндра и канала трубопровода; ξ — общий коэффициент потерь; ε — коэффициент потерь в местных сопротивлениях; 75 3. Прессовое оборудование m — количество местных сопротивлений в сливной магистрали; λi — коэффициент потерь на i-м прямолинейном участке трубопровода; Li — длина i-го прямолинейного участка трубопровода; di — диаметр i-го прямолинейного участка трубопровода; n — количество прямолинейных участков трубопровода. Потери на трение в уплотнениях из кожаных и резиновых манжет рассчитываются по формуле Fтр1 = πD1hpнf, (3.11) где h — высота соприкосновения манжет с плунжером; f — коэффициент трения скольжения между материалом манжет и плунжером (для краснодубной кожи f = 0,006; для хромовой кожи f = 0,008; для резины f = 0,01–0,02); D1 — для цилиндров поршневого типа — диаметр штока поршня, а для цилиндров плунжерного типа — диаметр плунжера. При использовании манжет, изготовленных из пластифицированного поливинилхлорида, потери на трение в уплотнениях определяются как Fтр1 = 0,6πD1hf(qк+pн), (3.12) где f — коэффициент трения между материалом манжет и плунжером (f = 0,35–0,45); qк — контактное давление от предварительного натяга манжет (qк = 1–2 МПа). При малых давлениях (например, в возвратных цилиндрах во время их соединения со сливной магистралью), учитывая предварительную затяжку манжет, qк = 2–5 МПа. Потери на трение в набивочных уплотнениях могут быть рассчитаны по формуле Fтр1 = πD1kh, (3.13) где h — высота уплотнения; k — сила трения, приходящаяся на единицу площади трущейся поверхности набивки. Величина k зависит от затяжки сальника и при давлении рабочей жидкости до 6,5 МПа составляет 0,04–0,13 МПа. Усилие, необходимое для подъема подвижной плиты пресса верхнего давления, снабженного возвратными цилиндрами, можно определить по формуле Fп = (npπdв2/4) – ΣFтр–Fтр2–Fг–G, (3.14) где dв и n — диаметр и количество плунжеров возвратных цилиндров соответственно; ΣFтр — суммарные силы трения в уплотнениях рабочего(их) и возвратных цилиндров; Fг — потери усилия возвратных цилиндров из-за противодавления главного цилиндра. Если пресс оборудован рабочим цилиндром(ми) поршневого типа и возвратные цилиндры отсутствуют, то усилие, необходимое для подъема подвижной плиты пресса верхнего давления, можно рассчитать по формуле π ( D − D1 ) − ∑ Fтр − Fтр 2 − Fг − G , (3.15) 4 2 Fп = p 76 3. Прессовое оборудование где D1 — диаметр штока поршня рабочего цилиндра(ов); ΣFтр — суммарные потери на трение в уплотнениях рабочего цилиндра(ов); Fг – потери усилия в штоковой полости из-за противодавления в поршневой полости рабочего цилиндра(ов). Усилие подъема выталкивателя при его приводе с помощью цилиндра поршневого типа рассчитывается по уравнению Fвыт = p 2 π D выт − ∑ Fтр − Fв , (3.16) 4 где Dвыт — диаметр поршня выталкивающего цилиндра; ΣFтр — суммарные потери на трение в уплотнениях выталкивающего цилиндра; Fв — потери усилия выталкивателя из-за противодавления в штоковой полости цилиндра выталкивателя. Усилие опускания выталкивателя равно Fов = p π ( D 2выт − Dш2 ) 4 − ∑ Fтр − Fв 1 , (3.17) где Dш — диаметр штока поршня выталкивателя; Fв1 — потери усилия опускания выталкивателя из-за противодавления в поршневой полости цилиндра выталкивателя. Силой тяжести подвижных элементов при расчете усилий подъема и опускания выталкивателя обычно пренебрегают. 3.2.2. Цилиндры гидравлических прессов Цилиндры являются одними из основных и наиболее ответственных деталей прессов. Гидроцилиндры работают в условиях нагружения, которые зависят не только от условий работы и конструкции самих цилиндров, но и от конструкции сопряженных с ними деталей. Конструкция цилиндра выбирается в зависимости от величины требуемого усилия, условий работы, вида рабочей жидкости и гидравлического давления, под которым она подается в гидроцилиндр. Влияют на конструкцию и технологические возможности предприятия-изготовителя пресса. Цилиндры бывают поршневые, плунжерные, простые и дифференциальные. Конструкция поршневых цилиндров (рис. 3.4, а) обеспечивает как создание необходимого усилия и рабочее движение поршня 2 с соединенным с ним штоком 3, так и возвратный ход поршня со штоком. Поршень разделяет цилиндр 1 на две полости: поршневую и штоковую. При поступлении рабочей жидкости под давлением р через отверстие I в поршневой полости создается давление. Одновременно штоковая полость II соединяется со сливом. На поршень начинает действовать сила, обеспечивающая рабочее движение поршня со штоком. Возвратный ход поршня и штока происходит после подачи давления рабочей жидкости в штоковую полость через отверстие II и соединения поршневой полости со сливом. При прямом и возвратном ходе отличаются не только усилия, но и скорости передвижения поршня со штоком. Объясняется это тем, что при одной и той же производительности насоса, подающего рабочую жидкость, объемы поршневой и штоковой полостей отличаются друг от друга. 77 3. Прессовое оборудование а) б) 4 3 2 5 II 5 в) 4 3 2 II 1 I 1 I 4 6 1 I 4 г) д) 7 II 10 III 4 4 I I 8 I I 9 4 5 4 11 4 12 4 13 Рис. 3.4. Схемы гидравлических цилиндров прессов Конструкция поршневого цилиндра предусматривает наличие двух видов уплотнений: неподвижного 4 в месте сопряжения цилиндра с подвижным штоком и подвижного 5 в месте сопряжения поршня с цилиндром. Цилиндры поршневого типа можно подразделить на дифференциальные (рис. 3.4, а) и простые (рис. 3.4, б). В простых цилиндрах поршень имеет одинаковые скорости прямого и обратного хода и снабжен двухсторонним штоком. В дифференциальных цилиндрах, как было показано выше, поршни развивают различные усилия и скорости при прямом и обратном ходе. Плунжерные цилиндры (рис. 3.4, в) имеют более простую конструкцию. В них давление рабочей жидкости, поступающей через отверстие I, воспринимается плунжером 6, имеющим меньший диаметр, чем внутренний диаметр гидроцилиндра 1. Такая конструкция позволяет существенно упростить обработку внутренней поверхности цилиндра и иметь вместо двух видов уплотнений только один — неподвижное уплотнение 4 в месте сопряжения цилиндра с подвижным плунжером. Существенным недостатком плунжерных цилиндров является отсутствие обратного хода. Для осуществления обратного хода при использовании плунжерных цилиндров приходится устанавливать так называемые возвратные цилиндры (рис. 3.4, г). Основное усилие и ход подвижной плиты 13 осуществляется плунжерным цилиндром 8. Возвратный ход обеспечивается двумя возвратными цилиндрами 7, расположенными симметрично относительно рабочего цилиндра 8. Полость цилиндра 8 78 3. Прессовое оборудование соединяется со сливом, а в полости цилиндров 7 под давлением подается рабочая жидкость. Возвратные цилиндры должны преодолевать только силы тяжести и трения, возникающие при движении вверх, поэтому диаметры их плунжеров значительно меньше, чем диаметр плунжера рабочего цилиндра, и, следовательно, при той же самой производительности насоса скорость обратного хода всегда выше, чем рабочего. На прессах разной конструкции устанавливается различное число возвратных цилиндров. Однако надо иметь в виду, что возвратные цилиндры могут отсутствовать вообще. Так, в прессах нижнего давления с массивными подвижными частями и небольшим возвратным ходом обратное перемещение осуществляется за счет сил тяжести после соединения полости рабочего плунжерного цилиндра со сливом. При необходимости в прессах используются ступенчатые цилиндры (рис. 3.4, д). В этих цилиндрах реализуется несколько скоростей за счет комбинации дифференциальных поршней с плунжерами. Ускоренное движение происходит при подаче под давлением рабочей жидкости через отверстие I в полость штока 12 поршня 10. Эта полость работает как подвижный гидроцилиндр, в котором размещен неподвижный плунжер 9 — при создании в его полости давления он начинает движение вправо. Благодаря небольшому внутреннему диаметру полости реализуется высокая скорость перемещения штока 12 при сравнительно небольшом усилии. По мере продвижения поршня 10 через отверстие II происходит заполнение поршневой полости цилиндра 11. На конечной стадии передвижения штока 12 необходимо снизить скорость его движения и создать большое усилие. Для этого в поршневой полости гидроцилиндра 11 создается давление рабочей жидкости, скорость движения поршня со штоком снижается, а рабочее усилие возрастает. Для возврата поршня со штоком в первоначальное положение рабочая жидкость под давлением подается через отверстие III в штоковую полость цилиндра 11, а его поршневая полость соединяется со сливом. Метод расчета цилиндра существенно зависит от способа его крепления к станине пресса. Широко используются крепления цилиндров при помощи буртов или фланцев, изготовленных совместно с цилиндром. Используются фланцы, закрепленные на цилиндре с помощью резьбы или сварки. Применяются конструкции крепления разрезной кольцевой шпонкой. Используется опора цилиндра на его днище. После выбора давления pн, с которым будет подаваться в цилиндр рабочая жидкость, необходимо определить диаметр поршня или плунжера, при котором будет развиваться заданное усилие Fн D = 4 Fн . (3.18) π pн Полученный размер D округляют до ближайшего большего размера по ГОСТ 6540 (табл. 3.2). Затем, в зависимости от принятой конструкции, определяют внутренний диаметр цилиндра, который также должен соответствовать указанному выше стандарту. 79 3. Прессовое оборудование Таблица 3.2. Рекомендуемые диаметры поршней, плунжеров и внутренние диаметры гидравлических цилиндров Диаметр цилиндра (поршня, плунжера) D, мм Основной ряд Дополнительный ряд Основной ряд Дополнительный ряд 10 — 12 — 16 — 20 — 25 — 32 — 40 — 50 — 63 — 80 — — — — — — — — — — — — 36 — 45 — 56 — 70 — 90 100 — 125 — 160 — 200 — 250 — 320 — 400 — 500 — 630 — 800 — — 110 — 140 — 180 — 220 — 280 — 360 — 450 — 560 — 710 — 900 При определении толщины стенки цилиндры гидравлических прессов рассчитываются как толстостенные цилиндрические оболочки. В толстостенных цилиндрах, находящихся под действием внутреннего давления pн, возникает сложное напряженное состояние, так как одновременно действуют нормальные напряжения в радиальном (σr) направлении в точке, удаленной на расстояние r от оси цилиндра, в тангенциальном (σt) и осевом (σz) направлениях. Величина этих напряжений по теории Ламе для толстостенных осесимметричных сосудов определяется по формулам: σr = σt = pн R22 R12 1 − 2 ; (3.19) R12 − R22 r pн R22 R12 1 + 2 ; (3.20) R12 − R22 r σz = pн R22 . (3.21) R12 − R22 80 3. Прессовое оборудование Напряжение, направленное вдоль оси цилиндра σz, распределено равномерно по толщине стенки (рис. 3.5), а величины напряжений σt и σr по толщине стенки принимают различные значения. Причем на внутренней поверхности цилиндра, то есть при r = R2, напряжения принимают свои наибольшие абсолютные значения σ r = pн R22 R12 1 − = − p н ; (3.22) R12 − R22 R22 ( ) 2 2 p R 2 + R22 σ = pн R2 1 + R1 = н 1 . (3.23) t R12 − R22 R22 R12 − R22 pнR22 R12 – R22 pн(R12 + R22) σz R12 – R22 σt 2pнR22 R12 – R22 pн R2 σr R1 pн Рис. 3.5. Распределение напряжений в толстостенном цилиндре под действием внутреннего давления Напряженное состояние любой из точек, находящихся на внутренней поверхности цилиндра, показано на рис. 3.6. σt σz σr σr σz σt Рис. 3.6. Напряженное состояние точек, находящихся на внутренней поверхности цилиндра