ПЕРСПЕКТИВЫ РАЗВИТИЯ ТЕХНОЛОГИЧЕСКИХ
реклама

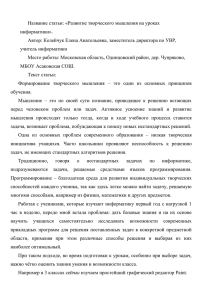
ISSN 19950470. МЕХАНИКА МАШИН, МЕХАНИЗМОВ И МАТЕРИАЛОВ. 2014. № 4 (29) УДК 621.01: 536.75 С.А. ЧИЖИК, акад. НАН Беларуси; М.Л. ХЕЙФЕЦ, др техн. наук Президиум НАН Беларуси, г. Минск С.А. ФИЛАТОВ, канд.техн. наук Институт тепло и массообмена им. А.В. Лыкова НАН Беларуси, г. Минск ПЕРСПЕКТИВЫ РАЗВИТИЯ ТЕХНОЛОГИЧЕСКИХ КОМПЛЕКСОВ АДДИТИВНОГО СИНТЕЗА КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ Проведен анализ автоматизации и пространственновременной интеграции производственных систем. Предложены модели процессов оперативного макетирования и производства при формообразовании из делий. Рассмотрено описание свойств композиционных материалов при аддитивном синтезе и обработ ке, а также модульные установки аддитивного производства. Определены перспективы использования компонентов материала и потоков энергии в технологиях аддитивного синтеза. Ключевые слова: технологические комплексы, аддитивные технологии, послойный синтез, формообразование изделий Повышению эффективности производства слу жит создание комплексов технологических, транс портных, энергетических и информационных ма шин на основе новых технологий и повышения производительности уже используемых. Такая сово купность производящих машин получила название технологических комплексов (ТК), которые авто номно функционируют и в установленных пределах значений с использованием программного управле ния обеспечивают требуемых характеристики каче ства изделий [1–3]. Технологические комплексы в своем развитии [3–7] прошли ряд этапов. По сравнению с универ сальным станочным оборудованием 70х годов компьютерноуправляемое производство начала ХХI века, с приходом на рабочие места персональ ных компьютеров, использует компоненты искус ственного интеллекта и позволяет повысить эф фективность оборудования в десятки раз при обеспечении все более возрастающих требований к качеству продукции [3, 7]. С середины 80х годов наметился переход от обрабатывающих центров к гибким производствен ным системам с элементами интеллектуального про изводства [4–6]. Развитие средств микроэлектрони ки явилось базой для создания мехатронных систем, которые включают как электромеханическую часть, так и электронноуправляющую (построенную на 68 основе использования компьютеров или микропро цессоров). Мехатронные системы обеспечивают синергетическое объединение узлов точной механи ки с электротехническими, электронными и ком пьютерными компонентами с целью проектирова ния и производства качественно новых установок, модулей, систем и комплексов машин с интеллек туальным управлением их функциями [1, 2]. Автоматизация и пространственно*временная интег* рация производственных систем. Новые этапы разви тия гибкой автоматизации производственных систем связаны (рисунок 1), прежде всего, с предельной кон центрацией средств производства и управления, а так же с сокращением сроков конструирования, проекти рования, технологической подготовки и изготовления изделий [3, 7]. В результате мехатронные технологи ческие комплексы объединяются в компактное интел лектуальное производство (CIM — Compact Intelligent Manufacture), базирующееся на сочетании интенсив ных, в том числе и аддитивных технологий, прогрес сивного технологического оборудования и интегриро ванной системы управления [8, 9]. Современный уровень развития информацион ных технологий в промышленности обеспечивает переход к использованию технологий создания, под держки и применения единого информационного пространства во времени на всех этапах жизнен ного цикла продукции от ее проектирования до ТЕХНОЛОГИЧЕСКАЯ МЕХАНИКА Рисунок 1 — Этапы развития технологических комплексов: П — производительность оборудования, возрастающая со временем; I — универсальное оборудование с производительностью, принятой за 1; II — оборудование с числовым программным управлением; III — робототехнические комплексы; IV — обрабатывающие центры; V — гибкие производственные системы; VI — компьютерноуправляемое производство; VII — мехатронные технологические комплексы; VIII — компактное интеллектуальное производство; IX — компьютерное сопровождение жизненного цикла изделий; X — виртуальные предприятия эксплуатации и утилизации, т. е. к CALSтехно логиям (Continuous Acquisition and Lifecycle Support) [3, 8, 9]. Единое информационное пространство позво ляет интегрироваться разрозненным комплексам компактного производства в виртуальное предпри ятие, создаваемое из различных пространственно удаленных подразделений, обладающих единой ин формационной ERPсистемой (Enterprise Resource Planning) для использования компьютерной поддер жки этапов жизненного цикла продукции [9]. Проведенный анализ возрастающей эффектив ности технологических комплексов показал, что после этапов пространственновременной интегра ции производственных процессов и жизненного цикла изделий последуют этапы, обеспечивающие компактность производства на основе технологий аддитивного синтеза композиционного материала и формообразования изделия, базирующаяся на со кращении длительности и количества производ ственнотехнологических этапов жизненного цик ла продукции. Изготовление масштабных макетов, легко раз рушаемых прототипов и заготовок деталей машин из композиционных материалов с рабочими повер хностями сложного профиля «прямым выращи ванием» без использования дорогостоящей фор мообразующей оснастки, сокращая стадии как подготовки, так и самого производства, наилучшим образом удовлетворяет требованию снижения мате риальных и трудовых затрат. Аддитивные технологии (AF — Additive Manufacturing), являются технологиями послой ного синтеза, обеспечивающими практически бе зотходное энергоэффективное производство изде лий из металлических, полимерных и композитных материалов. С момента появления в 1986 году сте реолитографии Чарльза Халла и технологии послой ного наплавления Скотта Крампа техника аддитив ного производства непрерывно совершенствовалась и современный мировой рынок аддитивных техно логий, по данным Wohlers Associates, с 2010 по 2013 годы увеличивался ежегодно на 27,4 %, достигнув к 2014 году 3,07 млрд долл. (40 % — оборудование и материалы, 60 % — оказание сервисных услуг). Современные аддитивные технологии произ водства позволяют реализовать энергоэффективный подход к проектированию и изготовлению деталей по сравнению с традиционными методами. Основ ные преимущества замены традиционных техноло гий на аддитивное производство заключаются в сни жении на порядок времени производственного цикла мелкосерийного производства; сокращении и упрощении цепочек поставок, локализации про изводства на площадках одного предприятия и ис пользовании принципиально новых подходов к про ектированию изделий, позволяющих создавать сложнопрофильные детали и облегченные конст рукции из металлов и полимерных материалов, про изводство которых с использованием традиционных технологических методов невозможно. В результате в настоящее время в авиа и автомо билестроении, производстве электро и радиоаппара туры, медицинской техники и инструментов активно используются аддитивные технологии «прямого вы ращивания» изделий без формообразующей оснаст ки. Моделирование процессов оперативного макети* рования и производства при формообразовании из* делий. Для обозначения процессов оперативного макетирования и производства изделий в техноло гической системе чаще всего употребляют терми ны [3, 10]: прямое получение изделий сложной фор мы — «выращивание» (Solid Freeform Fabrication); послойный синтез (Laminate Synthesis); быстрое макетирование — «прототипирование» (Rapid Prototyping); формирование — «печать» трехмер ных объектов (3D Component Forming). Поэтому в первую очередь встает вопрос определения взаимо связи процессов формообразования и разграниче ния используемых терминов. Для самовоспроизведения объектов, согласно мо дели фон Неймана [11], требуются машины: С — «ко пировщица плана построения»; О — «исполнитель ница плана построения»; S — «пусковое устройство» (включающее С и О в надлежащее время); BC+O+S — «план построения автомата» (описывающий все эле 69 ISSN 19950470. МЕХАНИКА МАШИН, МЕХАНИЗМОВ И МАТЕРИАЛОВ. 2014. № 4 (29) менты модели). В результате весь автомат выражается символически С+О+S+BC+O+S. После начального за пуска S получает в свое распоряжение план построе ния автомата в целом BC+O+S, C копирует его, а O в свою очередь следует ему для построения C, O и S. Таким образом, можно представить [3, 10]: запуск (S), как прямой доступ к потокам веще ства и энергии; получение плана (BC+O+S), как самонастройку про граммы воспроизведения; копирование плана (С), как трансляцию инфор мационного потока; построение автомата (О), как самоорганизацию его структуры. Исследование процессов производства деталей без использования формообразующей оснастки в зависи мости от агрегатного состояния исходного материала, размерности потоков формообразующей среды и пос ледовательности технологических операций [10] по зволило представить совокупность методов «выращи вания» деталей в виде модели (рисунок 2). Модель представляет собой направленный зам кнутый граф и описывает автомат с конечным чис лом состояний [11]. Вершины графа изображают процессы создания деталей без формообразующей оснастки и представляют логические операции: трансляцию информации, потоков вещества и энер гии, запуск и остановку автоматического цикла. Ребра графа отражают изменения состояний (1–6 и 1', 2', 4') материала технологической среды, а маршруты предусматривают различные комбина ции изменений в зависимости от выбора начально го и порядка выполнения последующих процессов. Так, различные варианты технологических маршру тов имеют вид последовательностей при выборе в качестве начального процесса (см. рисунок 2): I) прямого получения деталей сложной формы: 1→2→3; 4→3; 1→5; 4→2'→5; 6; II) послойного синтеза: 1'→4→3; 2→3; 1'→6; 2→4'→6; 5; III) быстрого прототипирования: 2'→1'→6; 4'→6; 2'→5; 4'→1→5; 3. Рассматривая замену в модели самовоспроизве дения процессов (прямого доступа к потокам веще ства и энергии; самонастройки программы воспро изведения; трансляции информационного потока; самоорганизации структуры автомата) обеспечива ющими их элементами технологической системы (де талью, инструментом, приспособлением, станком), Рисунок 2 — Модель способов изготовления деталей машин без формообразующей оснастки 70 приходим к выводу, что невозможно при использо вании формообразующей оснастки создать конечный автомат, так как для изготовления детали должна су ществовать оснастка, а, в свою очередь, для ее созда ния должна быть также изготовлена оснастка и т. д. Таким образом, алгоритмы [3, 10] предложен ные согласно модели самовоспроизведения фон Неймана [11], позволяют описывать способы из готовления деталей машин без формообразующей оснастки, а обратные им последовательности — способы, использующие оснастку, непредставимы в качестве конечного автомата. Описание в соответствии с существующими терминами процессов изготовления деталей без формообразующей оснастки алгоритмами по пред ложенной модели предоставляет возможность ана лизировать существующие и разрабатывать новые методы прямого «выращивания» изделий. Описание свойств композиционных материалов при аддитивном синтезе и интенсивной обработке. Для изу чения явлений пространственновременного распре деления результатов технологических воздействий при аддитивном синтезе или высокоинтенсивной об работке конструкционного материала следует рас сматривать материал как распределенную систему с позиции общей теории систем [12]. Такой подход предполагает, что свойства системы определяются свойствами элементов, из которых она построена, и организацией взаимодействий этих элементов. Бла годаря этому становится возможным изучение роли локальных свойств элементов и оптимизация их свя зей в определении глобальных свойств системы. Для описания свойств композиционного мате риала в первую очередь рассматривается распреде ленная система взаимодействующих элементов в структурнофазовом масштабе технологической среды [13, 14]. Состояние акты и изменения состо яния формируемого материала можно моделировать на дискретной однородной среде логических функ ций, относящихся к классу моделей «непрерывных сред» с дискретными модификациями, поскольку они удовлетворяют следующему основному прин ципу: функционально связными при изменении свойств являются только соседние «точки». Для выделения моделей тканей с локальными взаимодействиями точек — клеток используют на звание «точечная ткань», поскольку передача воз буждения здесь осуществляется по принципу «от точки к точке». Точечная ткань — это множество локально вза имодействующих точек — клеток. Как модель не прерывной возбудимой среды, точечная ткань яв ляется кинематической моделью и удобна для изучения глобальных свойств распространения волн возбуждeния без учета динамических эффек тов, присущих реальным технологическим средам. Дискретные модели ткани определяют на се тевых графах. Задание некоторого графа G означа ет задание возможных функциональных связей в ТЕХНОЛОГИЧЕСКАЯ МЕХАНИКА множестве клетоквершин X. Дальнейший переход от данной структурной схемы G(X) к некоторой модели ткани Т(X) связан с выбором формы фун кционального оснащения структурных элементов графа. При формальном подходе вершинам припи сываются некоторые свойства клеток, а ребрам — свойства передачи некоторых воздействий, влия ющих на свойства вершинклеток [14]. Модель методов изготовления деталей машин без формообразующей оснастки представляет со бой конечный автомат. Приняв за функциональ ные состояния технологической системы различ ные способы наращивания слоев, построим кинетическую схему конечного автомата при: I) прямом получении деталей; II) послойном синте зе; III) быстром прототипировании; IV) формиро вании трехмерных объектов (рисунок 3). Представив блоксхемами совокупности режи мов для каждого функционального состояния, полу чаем алгоритмические схемы состояний технологи ческой среды. После соединения алгоритмических схем состояний строим клеточный автомат техно логической среды при прямом выращивании изде лий (рисунок 4). Рассматривая взаимосвязи состояний конечно го автомата, получим граф состояний клеткиэле мента технологической среды (рисунок 5). Графы состояний возбудимой клеткиавтома та (рисунок 6) в совокупности описывают поведе ние клеточного автомата технологической среды при прямом выращивании изделий (см. рисунок 4), представленное графом состояний клетки — эле мента технологической среды (см. рисунок 5). Так, граф состояний (см. рисунок 5) для: I) пря мого получения деталей главным образом будет представляться режимами с разбиением состояния Рисунок 5 — Граф состояний клеточного автомата технологической среды а б Рисунок 3 — Кинетическая схема функциональных состояний технологической системы в Рисунок 4 — Клеточный автомат технологической среды Рисунок 6 — Графы состояний покоя (П), возбуждения (В), рефрактивности (Р) возбудимой клетки*автомата при упрощенной схеме (а), разбиении состояний возбуждения и рефрактивности на тактовые подсостояния (б) и разбиении состояния покоя на тактовые подсостояния (в) 71 ISSN 19950470. МЕХАНИКА МАШИН, МЕХАНИЗМОВ И МАТЕРИАЛОВ. 2014. № 4 (29) покоя (см. рисунок 6 в); II) послойного синтеза преж де всего будет описываться разбиениями состояний рефрактивности и возбуждения (см. рисунок 6 б); III) быстрого прототипирования в первом прибли жении — общей схемой (см. рисунок 6 а). В результате граф состояний (см. рисунок 5) может быть эффективно использован для описа ния функциональных состояний элементарных клеток технологической среды [13, 14]. Таким образом, как для технологического комп лекса, обеспечивающего сложную форму изделия при его прямом «выращивании», так и для аддитивного синтеза композиционного материала изделия может использоваться единая структура конечного автома та. При этом структурные элементы «точечной ткани», построенные на основе модели самовоспроизведения фон Неймана, могут применяться при описании про цессов как в конструкционных материалах, так и в функциональных биологических тканях. Перспективы использования компонентов мате* риала и потоков энергии в технологиях аддитивного синтеза. Традиционные технологии «выращива ния» деталей и их макетов стереолитографией (Stereolithography Application — SLA), селективным лазерным спеканием (Selective Laser Sintering — SLS), послойной заливкой экструдируемым рас плавом (Fused Deposition Modeling — FDM), по слойным формированием моделей из листового материала (Laminated Object Manufacturing — LOM) и другими процессами реализуются в основном для однородных материалов и формируют плоские не протяженные поверхностные слои [3, 10, 15]. Перспективным представляется использование композиционных материалов, с формируемым гра диентом свойств. В результате требуется примене ние новых аддитивных технологий создания слоев и формообразования изделий, использующих раз личные сочетания материалов и источников энер гии. Это в свою очередь ставит задачи распределе ния компонентов материалов и потоков энергии не только по заданному контуру или поверхности, но и по глубине от поверхности изделия, а также по характеру импульсов подачи энергии и материала. Изучение методов получения деталей машин без формообразующей оснастки, сравнение их преиму ществ и недостатков, определение областей рацио нального применения синтезируемых изделий из композиционных материалов позволили классифи цировать процессы оперативного макетирования и производства (рисунок 7) и выделить три основных направления развития методов аддитивного синтеза материалов изделий, связанные с применением: 1) концентрированных потоков энергии в качестве источников, обеспечивающих синтез и формооб разование материала и изделия; 2) различных видов и форм материала для заготовки и разнообразного компонентного состава материала; 3) распределения компонентов материала и пото ков энергии по поверхности и глубине обрабаты ваемого объекта. Рисунок 7 — Классификация аддитивных процессов оперативного макетирования и производства сложнопрофильных изделий 72 ТЕХНОЛОГИЧЕСКАЯ МЕХАНИКА Последовательность операций проектирования изделий из конструкционных материалов для ад дитивного синтеза включает наряду с созданием необходимой геометрии изделия, выбор требуемых механических и физикохимических свойств эле ментов изделия, с последующим выбором команд технологическому оборудованию для формирова ния материалов с заданными свойствами в опре деленной области пространства. В результате при проектировании технологии аддитивного синтеза применяются как методы формообразования деталей из конструкционных материалов, использующие концентрированные потоки энергии, так и методы автоматизации и управления процессами оперативного макетирова ния и производства изделий. Различия методов автоматизации и управления процессами аддитивного синтеза изделий определя ются применяемыми рабочими органами установок для обработки, транспортировки и контроля изделий. Для технологий, использующих концентрированные потоки энергии, алгоритмы построения изделия за висят от рабочего цикла процесса, послойной сбор ки и окончательной обработки изделий. Анализ современных возможностей использова ния концентрированных потоков энергии при фор мообразовании изделий (первое направление разви тия), с учетом особенностей традиционных методов создания деталей машин без формообразующей ос настки (SLA, SLS, FDM, LOM и др.) позволяет вы делить общие принципы построения различных ад дитивных технологий послойного синтеза. Повышение качества поверхности формиру емого изделия и снижение длительности процес сов макетирования и производства (второе на правление развития) предполагает рациональное разбиение изделия на слои, с учетом требуемого качества поверхности, зависящей от формы из делия. Автоматический анализ разбиения в раз личных методах послойного синтеза обеспечива ет выбор наиболее рациональных процессов производства конкретного изделия. Анализ достижимости заданной точности фор мирования поверхностей с позиций влияния плот ности мощности применяемых концентрирован ных потоков энергии (третье направление развития) позволяет определить необходимые параметры ис точников энергии для использования в оборудова нии. Практически непрерывный ряд по плотности мощности обеспечивают следующие технологичес кие источники: газовое пламя и плазменная дуга; сварочная дуга и искровые разряды; непрерывный и импульснопериодический лазеры. Модульные установки аддитивного производства. Управлять геометрическими параметрами качества сложнопрофильной поверхности и вносить коррек тировки в начальный выбор метода оперативного макетирования и производства позволяет регулиро вание толщины слоя и угла «разделки» его кромок. Рисунок 8 — Система резки под углом криволинейных поверхностей плазменной головкой Пятикоординатные портальные манипуляторы, обеспечивающие резку под углом криволинейных поверхностей плазменной и гидроабразивной пово ротными головками позволяют проводить разделку кромок и существенно расширяют технологические возможности комплексов при обработке толстоли стовых заготовок и обеспечивают переход к широ кому применению «прямого выращивания» путем листового раскроя и сборки изделий (рисунок 8). Системы формирования изделий методом сплав ления экструдированного материала, реализующие принципы аддитивных технологий, в наибольшей степени позволяют реализовать возможности изме нения состава формирующего материала для послой ного создания изделий с заданным пространствен ным распределением характеристик материала. Прототип модульной установки аддитивного производства, обеспечивающей создание изделий из материалов с наноразмерными добавками (такими как TiO2 и SiO2), углеродные волокна и углеродные нанотрубки, разработан с целью исследования воз можности реализации описанных технологических приемов и анализа теплофизических особенностей формирования изделий из полимерных и компози ционных материалов (рисунок 9). Рисунок 9 — Общий вид прототипа модульной FDM установки аддитивного производства 73 ISSN 19950470. МЕХАНИКА МАШИН, МЕХАНИЗМОВ И МАТЕРИАЛОВ. 2014. № 4 (29) Рисунок 10 — Общий вид и термограмма экструдера прототипа модульной FDM установки аддитивного производства Контролируемое применение добавок позволя ет сформировать изделия, включающие трехмерные структуры имеющие различную электрическую про водимость, заданные механические, тепловые и оп тические свойства. Особенностью созданной установки является использование специализированного контроллера управления приводами и программного обеспече ния. Специально разработанные для установки эк струдеры обеспечивают возможность работы с ма териалами имеющими температуру размягчения до 300 °С, а дополнительные модули позволят осуще ствлять формирование трехмерных конструкций с использованием низкотемпературных отверждае мых суспензий и нановолокон (рисунок 10). Конструкция установки позволяет реализовать ос новные преимущества аддитивных технологий произ водства — возможность компьютерного проектирова ния изделий и создание функционально законченных изделий в течение одного цикла «печати» (рисунок 11). Заключение. Анализ современного состояния и перспектив развития технологических комплексов аддитивного синтеза и формообразования изделий позволяет говорить о формировании концепции «цифровой фабрики» [15, 16], в которой аддитив ные технологии являются ключевым элементом системы, включающей развитые подсистемы трех мерного проектирования и управления техноло гическим процессом, начиная от проектирования изделия в соответствии с новыми технологически ми маршрутами и заканчивая получением функци онально ориентированного изделия. Рисунок 11 — Общий вид прототипа настольной FDM установки аддитивного производства Список литературы 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. Мехатроника / Т. Исии [и др.]; пер. с яп. С.А. Масленнико ва; под. ред. В.В. Василькова. — М.: Мир, 1988. — 314 с. Bradley, D.A. Mechatronics — Electronics in Products and Processes / D.A. Bradley. — Chapman & Hall, 1993. — 376 p. Интеллектуальное производство: состояние и перспек тивы развития / Л.М. Акулович [и др.]; под общ. ред. М.Л. Хейфеца и Б.П. Чемисова. — Новополоцк: ПГУ, 2002. — 268 с. Classifications of Flexible Manufacturing Systems / J. Brown [at al] // The FMS magazine, 1984. — Pр. 114–117. Delchambke, A. Computeraided Assembly Planning / A. Delchambke. — London: Chapman & Hall, 1992. — 276 p. DeGarmo, E.P. Material and Processes in Manufacturing / E.P. DeGarmo, J.T. Black, R.A. Kohser. — New York: John Wiley & Sons, Inc., 1999. — 259 p. Сироткин, О. Технологический облик России на рубеже XXI века / О. Сироткин // Экономист. — 1998. — № 4. — С. 3–9. Компьютеризированные интегрированные производства и CALSтехнологии в машиностроении / Б.И. Черпакова [и др.]; под ред. Б.И. Черпакова. — М.: ГУП «ВИМИ», 1999. — 512 с. CALS в авиастроении / А.Г. Братухина [и др.]; под ред. А.Г. Братухина. — М.: МАИ, 2000. — 304 с. Хейфец, М.Л. Формирование свойств материалов при по слойном синтезе деталей / М.Л. Хейфец. — Новополоцк: ПГУ, 2001. — 156 с. Нейман фон, Дж. Теория самовоспроизводящих автоматов / Дж. фон Нейман. — М.: Мир, 1971. — 342 с. Дружинин, В.В. Проблемы системологии / В.В. Дружинин, Д.С. Конторов. — М.: Сов. радио, 1976. — 296 с. Цетлин, М.Л. Исследования по теории автоматов и моде лированию биологических систем / М.Л. Цетлин. — М.: Наука, 1969. — 368 с. Смолянинов, В.В. Математические модели биологических тканей / В.В. Смолянинов. — М.: Наука, 1980. — 368 с. Vitiaz, P.A. LaserPlasma Techniques in ComputerControlled Manufacturing / P.A. Vitiaz, M.L. Kheifetz, S.V. Koukhta. — Minsk: Belorusskaya nauka, 2011. — 164 p. Freedman, D.H. Layer By Layer/ D.H. Freedman // Technology Review 115.1. Academic Search Premier. 2012. – Pp. 50–53. Chizhik S.A., Kheifetz M.K., Filatov S.A. Prospects for the development of technological systems of composite materials additive synthesis and products shaping The analysis of the spacetime production systems automation and integration has been performed and models of the processes of operational prototyping and manufacturing in the shaping of goods have been proposed. The description of the properties of composite materials in additive synthesis and processing as well as modular units for additive manufacturing have been reviewed. The prospects of usage of the components of material and energy flows in the additive synthesis technologies have been determined. Keywords: technological systems, additive technologies, layer by layer synthesis, products shaping Поступила в редакцию 05.11.2014. 74