исследования отбора зерен в спираллевидном
реклама

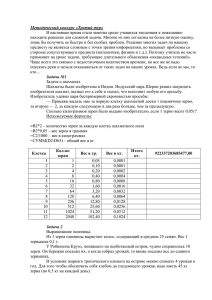
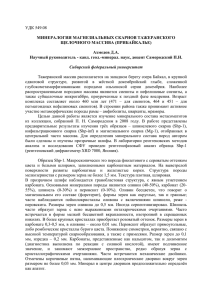
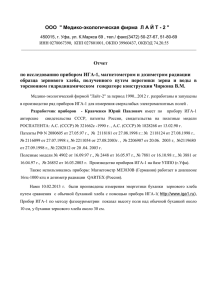
Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА». Подсекция «Машины и технологии литейного производства». ИССЛЕДОВАНИЯ ОТБОРА ЗЕРЕН В СПИРАЛЛЕВИДНОМ КРИСТАЛЛООТБОРНИКЕ В ПРОЦЕССЕ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ МОНОКРИСТАЛЛИЧЕСКИХ ГАЗОТУРБИННЫХ ЛОПАТОК асп. Поздняков А. Н., к.т.н., доц. Монастырский В. П. МГТУ «МАМИ» [email protected], +7(916) 709-24-06 I. Введение. Потребность в достижении увеличения производительности и эффективности газотурбинных генераторов мощности в аэрокосмической отрасли при одновременном снижении стоимости и издержек, требуют материалов выдерживающих высокие температуры. В газовой турбине, турбинные лопатки испытывают при самых жестких условиях эксплуатации, так как они находятся за камерой сгорания и вращаются на высоких скоростях. Таким образом, сплавы обладают высокой прочностью при повышенных температурах, например никелевые сплавы, которые используются для изготовления лопаток турбин. Из-за сложной геометрии лопатки и сложных каналов охлаждения лопасти турбин производятся с помощью литья по выплавляемым моделям. Значительного улучшения в развитии технологии литья удалось добиться в течение последних тридцати лет, и самым значительным является введение направленной кристаллизации (НК). Кульминацией этой технологии стала технология монокристаллизации для изготовления турбинных лопаток. Для получения столбчатых дендритов в условиях направленной кристаллизации были использованы модифицированные печи Бриджмена. Типичная модифицированная печь Бриджмена для ЛBM схематически показана на рисунке 1 Она включает в себя три зоны: 1 вакуумной индукционной плавки, 2 камера с резистивным нагревом, 3 камера извлечения. Предварительно подогретая керамическая форма открыта в нижней части и установлена на водоохлаждаемой медной плите. Как только расплавленный металл заливается в оболочку, температура пластины начинает постепенно снижаться, тем самым создавая температурный градиент, который позволяет жидкому металлу затвердевать направленно вверх начиная с нижней части формы. Чтобы вырастить отливку направленной кристаллизацией, используется отбор зерен, чтобы гарантировать рост только одного зерна в отливке. Преимущество монокристаллизации заключается в том, что из-за удаления границ зерен, существующих в столбчатых и равноосных структурах, существенно увеличивается время эксплуатации лопаток. Другое что способствует приобретению отливок монокристаллической структуры - это то, что укрепляющие добавки на границах зерен такие как В и Hf которые повышают температуру плавления и увеличивают рабочий интервал термической обработки могут быть удалены. Термообработка для монокристаллических отливок нужна для того чтобы исключить в отлитом виде микроскопической внутрикристаллической ликвации, а также для получения оптимальной формы, размера и упрочняющие сигма выделений. Были использованы различные конструкции кристаллоотборников. Типичные примеры показаны на рисунке 2. Как указано на рисунке, кристаллоотборник состоит из стартового блока и отборника. В нижней части стартового блока, зарождается множество зерен которые растут вверх в связи с определенным температурным градиентом. Из всех зерен, лишь немногие проникают в отборник на его базе вверху, только одно зерно может выжить, а остальные разростаются в связи с ограничением в отборнике. Оставшееся зерно будет расти в основной части лопатки во время литья. МАТЕРИАЛЫ 77-Й МЕЖДУНАРОДНОЙ НАУЧНО-ТЕХНИЧЕСКОЙ КОНФЕРЕНЦИИ ААИ «АВТОМОБИЛЕ- И ТРАКТОРОСТРОЕНИЕ В РОССИИ: ПРИОРИТЕТЫ РАЗВИТИЯ И ПОДГОТОВКА КАДРОВ» 66 Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА». Подсекция «Машины и технологии литейного производства». Как показано на рисунке 2 (а), ограниченный отборник оказался менее эффективным, поскольку ему не хватает длины, достаточной для выбора одного зерна. В угловатом отборнике (рис. 2 (б)), возникают проблемы возникают по углам, потому что новое зерно часто зарождаются в связи с внезапным изменением в направлении роста. В литейном производстве, наиболее часто используется спиралевидный кристаллоотборник. На рис. 2(с) отборник также известный как "свиной хвост", который состоит из двух частей: затравочного блока и спиральные селектора. Хотя этот проект широко применяются в промышленности, не существует стандартов для проектирования этого кристаллоотборника, и на практике, его конструкция была основана на оптимизации метода проб и ошибок. В результате, отбор зерен иногда не удается, что приводит к несоответствиям. Несмотря на повышение конкурентоспособности во время направленной кристаллизации изучали в течение более трех десятилетий, имеются ограниченные отчеты, относящиеся к отбору зерен и механизмам роста в кристаллоотборнике. Недавно в нескольких исследованиях была предпринята попытка повысить эффективность и надежность отбора зерен. В 2000 году Картер и др., использовали трехмерное (3-D) математическую модель для предупреждения ориентации отбора зерна в затравочном блоке. Было установлено, что выбор первичной ориентации происходит в затравочном блоке, и зерна отбираются в соответствии с выравниванием их первичных осей дендритов по отношению к градиенту температуры. Тем не менее, роль спираль не была рассмотрена подробно. В 2004 году Esaka и др., разработаны аналитические модели на основе теории роста столбчатых дендритов. Эффективность отбора зерна изучалась с точки зрения высоты затравочного блока, начального количества зерен, а также угла витка свиного хвоста, ширины и длины. Однако тогда была использована упрощенная двумерная (2D) форма, которая не являлась достаточной для исследования отбора зерен в 3-D спирали. Таким образом, системное исследование отбора зерна в спираллевидном отборнике, необходимо для улучшения нашего понимания отбора зерен и для предоставления возможности разработки и оптимизации выбора спирали для вновь разрабатываемых сплавов и комплектующих. В этом исследовании, ряд лабораторных экспериментов были проведены для определения физических процессов, происходящих в спиральных отборниках с различными взлета углом (θ) (определяется как угол между линией центра спирали и горизонтальном направлении, как показано на рисунке 3) , в то время как диаметр проволоки воск (DW) и спиральные вращения диаметром (DS) были сохранены одинаковые.Расчетная длина (LP) спиральной изменяется свзлетной углом (θ)в соответствии с уравнением LP = 2tan (θ) (DS - DW) Дифракция электронов обратного рассеяния (ЭИ) с помощью сканирующей электронной микроскопии (SEM) и оптической микроскопии был использован для количественной оценки влияния спиральной геометрии на отбор зерен. Влияние угла взлета, обсуждалось, и механизм, который объясняет экспериментальные результаты, предлагаются. II Экспериментальные методы. А. Литье по выплавляемым моделям спиралевидных кристаллоотборников. Литейная печь для направленного литья (расположена на базе Междисциплинарного научно-исследовательского центра (ИРЦ), Университет. Бирмингем, Великобритания) была МАТЕРИАЛЫ 77-Й МЕЖДУНАРОДНОЙ НАУЧНО-ТЕХНИЧЕСКОЙ КОНФЕРЕНЦИИ ААИ «АВТОМОБИЛЕ- И ТРАКТОРОСТРОЕНИЕ В РОССИИ: ПРИОРИТЕТЫ РАЗВИТИЯ И ПОДГОТОВКА КАДРОВ» 67 Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА». Подсекция «Машины и технологии литейного производства». использована для литья по выплавляемым моделям для экспериментов в данном исследовании. В экспериментах на первом этапе, необходимо было сделать восковые спирали. Они были сделаны из 5-мм проволок, путем вращения вокруг различных металлических форм, для придания спиралям различных размеров. В шести случаях были изучены различные углы взлета спирали (0) от 25 до 70 градусов, а диаметр восковой проволоки (DW) и диаметр вращения спирали (DS) были постоянными, как указано в таблице I. Согласно формуле ., расчетная длина (LP) изменялась вместе со взлетным углом (0) в диапазоне от 9,3 до 54,9 мм. После нескольких предварительных испытаний, было отмечено, что при использовании стартового затравочного блока только несколько зерен с ограниченной ориентацией зерна может вырасти из этого блока в спираль. Для того, чтобы полностью исследовать влияние спиральной геометрии на отбор зерен, стартовый затравочный блок в эксперименте удаляется и спирали расположены прямо на водоохлаждаемой медной плите для обеспечения зарождения большего количества зерен растущих в спираль. Для каждой конструкции, были собраны по четыре одинаковых спирали, находившиеся непосредственно на плите, как показано на рисунке 4. Длинный цилиндрический стояк находится в середине, чтобы увеличить металлостатическое давление для облегчения попадания потока жидкого металла в полость формы. Для присоединения спиралей к центральному стояку были также использованы тонкие цилиндрические стержни, для присоединения спиралей к центральному стояку увеличить жесткость воска при последующей покраски и создания полости формы. При сборке этих восковых компонентов, особоевнимание было уделено обеспечению того, чтобы области совмещения являлись гладкими и без поднутрений, что позволило бы свести к минимуму любое попадание керамических включений в процессе окраски и, тем самым, предотвратило бы растрескивание форм. Центральная чаша, цилиндрический стояк и днище были подготовлены с использованием полуавтоматической шприц-машины (МюллерФиппс модель 54-20 Междисциплинарный научно-исследовательский центр (IRC), Университет Бирмингема, Великобритания). На рисунке 4 показано два комплекта восковых форм с различными углами взлета спиралей. Сборки, были погружены в керамическую суспензию и высушены для придания единого влажного покрытия. Затем поверхность была покрыта грубым керамическим зерном, чтобы склеиться с мокрым покрытием и сделать его твердым. Для наращивания толщины оболочки, последовательно были нанесены шесть слоев, в том числе первичное покрытие и был использован двух часовой интервал для сушки каждого последущего слоя. После это процесса, в паровой автоклаве из форм был удален модельный состав , а затем керамические оболочки подверглись обжигу при температуре 800 ° С до частичного спекания керамической оболочки. Наконец, форма была установлена на водоохлаждаемой медной плите в центре печи, как показано на рисунке 1. SX жаропрочных сплавов, CMSX4, был использован. Номинальный состав приведен в табл.1. Таблица 1 - Номинальный состав Опыты 1 2 34 5 dW (mm)5 dS (mm) 15 0 (deg) 25 28 29 40 50 6 70 МАТЕРИАЛЫ 77-Й МЕЖДУНАРОДНОЙ НАУЧНО-ТЕХНИЧЕСКОЙ КОНФЕРЕНЦИИ ААИ «АВТОМОБИЛЕ- И ТРАКТОРОСТРОЕНИЕ В РОССИИ: ПРИОРИТЕТЫ РАЗВИТИЯ И ПОДГОТОВКА КАДРОВ» 68 Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА». Подсекция «Машины и технологии литейного производства». LP (mm) 9.3 10.6 11.1 16.8 23.8 54.9 В процессе литья были зафиксированы высокотемпературный градиент (2000 Ks-1) и низкая скорость роста (6 x 10-5 ms-1) для обеспечения столбчатой структуры дендритов. В результате, температуры заливки расплава была 1570 C, учитывая температурный градиент и прочность керамической оболочки. при высоких температурах. Последовательности водоохлаждаемых перегородок также используются для поддержания теплового потока перпендикулярно к направлению выхода и обеспечения почти плоской изотермы на фронте роста. Весь процесс литья занял 4 часа. B. Характеристика микроструктуры Для того чтобы исследовать рост кристаллической структуры в отборнике, образцы спиралей были разрезаны вдоль их длины в соответствии с различными высотами. После погружения в эпоксидную смолу поверхность каждого образца была отполирована и обработана в течение 10ти минут коллоидальным кремнеземом для обеспечения свободно деформируемой плоской поверхности, с целью отображения высококачественных карт Кикучи, используемых для измерения ориентации зерна. Структура зерен и направленный рост в спиральном кристаллоотборнике были исследованы с помощью сканирующего электронного микроскопа в сочетании с кристаллографическим анализом. Данные анализа были собраны с использованием ускоряющего напряжения 20 кВ с размером пятна 5 мкм в излучении FEI автоэмиссионной пушки сканирующего электронного микроскопа (FEI Sirion 200, центр микроскопии, Лестерский университет, Великобритания) с 35ти кратным увеличением и оборудованный, для достижения хорошего сочетания точности и времени анализа. Созданные карты были. Данные анализа затем были проанализированы с помощью дальнейшего HKL CHANNEL5 набора программ, предоставляемых в Oxford Instruments Advanced Micros AMC), университет Лестера, Великобритания , при условии что будет гранецентрированная кубическая Ni-кристаллической структура с параметром решетки 0,36 нм. III. Результаты и изучение. А. Рост зернистой структуры в спираллевидном кристаллоотборнике. На рисунке 5 в качестве типичного примера показан рост зернистой структуры в отборнике с взлетным углом 50 градусов. На рисунке 5 (а) показана вытравленная макроструктура зерен в спиральной поверхности. На рисунках, начиная с 5(b1) и заканчивая (e1) показан характер роста зерен, например, осевая ориентация в поперечных сечениях соответствует разной высоте по спирали. Различные зерна обозначены различными цветами. На рисунках с 5(b2), по (е2) показывают соответствующие ориентации (001) обратные полюсные фигуры (IPFs), которые указывают на отклонение от основной (001) ориентации кристаллов от вертикальной оси спирали (вывод направление в процессе разливки). Последовательность укладки в различных сечениях по длине спирали указана красными стрелками на рисунках с 5 (B1) по (e1). Спиралевидная природа, то есть нижняя часть (b1) накладывается ниже верхней части (С2), это возникает из-за витков спирали. 1.Количество зерен на различных высотах Большое количество зерен зарождается в нижней части кристаллоотборника (рис. 5 (B1). С увеличением высоты, как показано на рисунке 5 (С1), количество зерен сократилось в соответствии увеличением их размера. на Данном этапе часто возникает ускоренный между дендритами, и витая спираль также ограничивает рост зерен, что приводит к значительному снижению их количества. Когда затвердевание достигает одного шага спирали (рис. 5 (d1)), число зерен сокращается до менее чем 20ти. На высоте полутора витка, МАТЕРИАЛЫ 77-Й МЕЖДУНАРОДНОЙ НАУЧНО-ТЕХНИЧЕСКОЙ КОНФЕРЕНЦИИ ААИ «АВТОМОБИЛЕ- И ТРАКТОРОСТРОЕНИЕ В РОССИИ: ПРИОРИТЕТЫ РАЗВИТИЯ И ПОДГОТОВКА КАДРОВ» 69 Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА». Подсекция «Машины и технологии литейного производства». отбирается одно единственное зерно (рис. 5 (e1)). Значительное снижение числа зерен в спиральных отборниках является прямым показателем их эффективности в отборе зерен и показывает, какую роль играют спирали в отборе одного зерна. 2. Ориентация зерен на различных высотах. Изучив ориентацию зерен в ОПЗ начиная с (б), заканчивая (е) на рисунке 5,видно, что результат строения при кристаллизации не является предпочтительным. Осевая ориентация в ОПЗ (рис. 5 (b2), (С2) и (d2)) была распределена случайным образом, и осевая ориентация зерна не была оптимизирована в спираль. Некоторые зерна с осевой ориентации далекой от (001) ("дезориентированные зерна'') могут обогнать по скорости роста более четко ориентированные зерна. На высоте полторы шага (позиция (е)), наконец произошел отбор единственного зерна (как показано синим цветом на рисунке 5 (e1)) и осевая ориентация последнего одиночного зерна отклонилась на 22 градусов от ориентации (001). Это показывает, что спираль может предложить возможности для дезориентированных зерен перерасти хорошо ориентированных зерен из-за геометрических ограничений (блокировка). Этого не следует ожидать, однако, в затравке, где постоянное поперечное сечение позволяет хорошо ориентированные зерна перерасти дезориентированные зерна, которые мы называем «тепловой контроль'' ситуацию и приведет к зернам с (001) осевой ориентацией (аксиальная текстура). Эксперименты Картера и соавт. показали, что затравочный блок может эффективно фильтровать зерна с осевой ориентации заметно отклоняется от(001). Они показали, что зерна с дезориентацией более 20 градусов, скорее всего, зарастет зерном с меньшей дезориентацией при затвердевании высотой 5 мм в затравочном блоке. С другой стороны, как наблюдалось в этом исследовании, был одиночный рост зерна в спирали с дезориентацией 22град, который имеет заросшие дезориентированные зерна как большие, так и малые. Таким образом, можно сделать вывод, что основная роль спирали в уменьшении количества зерен, но она не в состоянии оптимизировать осевую ориентацию зерна. С этой точки зрения, исследование влияния взлетного угла на число зерен, осевую ориентацию зерна, было проведено для того, чтобы лучше понять процесс отбора зерен в спирали. B. Влияние спиральных углов взлета на отбор зерен Оптическая характеристика структуры зерна была проведена с целью изучения эффективности отбора зерен в спиральных отборниках с различными углами взлета, сохраняя при этом диаметр проволоки из воска (DW) и витки спирали диаметром (DS) неизменными (рис. 6 (а) по (с)). Macroetched спирали показывают, что большое количество зерен со случайными осевыми ориентациями находятся в нижней части спирали. Однако после того, как повышается конкурентоспособность, количество зерен быстро уменьшается и, наконец, сохраняется только одно зерно. Цилиндрический стержень с таким же диаметром восковой проволоки (д) также была проанализирована для сравнения (рис. 6 (г)). Высоту, где образуется SX структура указывают сплошными линиями на рисунке 6., монокристаллическая структура получена после большей высоты (рис. с 6(a) по (c)). По сравнению со спиральным отборником, прямой цилиндрический не может успешно отбрать одно зерно после аналогичного периода затвердевания (рис. 6(d)), который показывает важность спирального кристаллоотборника при направленной кристаллизации. Экспериментально наблюдаемые высоты отбора монокристалла соответствуют спиральным отборникам с различными углами взлета (рис.7). Каждая точка представляет МАТЕРИАЛЫ 77-Й МЕЖДУНАРОДНОЙ НАУЧНО-ТЕХНИЧЕСКОЙ КОНФЕРЕНЦИИ ААИ «АВТОМОБИЛЕ- И ТРАКТОРОСТРОЕНИЕ В РОССИИ: ПРИОРИТЕТЫ РАЗВИТИЯ И ПОДГОТОВКА КАДРОВ» 70 Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА». Подсекция «Машины и технологии литейного производства». собой один особый случай. Следует отметить, что на графике показаны лишь результаты успешного отбора монокристалла. В связи с этим, некоторые из спиралей не смогли произвести отбор монокристалла (например, две спирали со взлетным углом 70 градусов), неудачи некоторых спиралей были связаны с их геометрией (например, одна спираль со взлетным углом 20 градусов). Как показано на рисунке 7, одно зерно выбирается на более высоком уровне, в спирали с большим спиральным углом взлета. Когда угол взлета (θ) увеличен до 70 градусов, длина затвердевания будет около 40 мм до образования монокристалла, и только 50% спиралей смогли отобрать монокристалл в рассматриваемой длине затвердевания. С другой стороны, для отбора одного зерна со взлетным углом 25 град она требует только 10 мм. Это показывает, что эффективность спирали при отборе монокристалла уменьшается с увеличением взлетного угла. Это можно объяснить следующими причинами: (1) из-за меньшего спирального взлетного угла (θ), зерна в спирали имеют меньшую высоту роста и имеют больше шансов быть заблокированными стенками спирали во время затвердевания. Таким образом, число зерен будет уменьшаться быстрее, с меньшим спираль взлета углом (θ), (2) меньшие углы соответствуют меньшей величине уклона, это означает, что число витков на той же высоте будет увеличено и , следовательно, может улучшить эффективность спирали, (3) меньший угол взлета спирали (θ) предоставляет больше возможностей для роста вторичных дендритных ответвлений, которые конкурируют с ростом существующих зерен и тем самым делают отбор зерен более эффективным, чем в спирали с бОльшим взлетным углом. В заключение, отбор зерен в спирали во время литья по выплавляемым моделям, существенно зависит от спиральной геометрии. Увеличение угла взлета в спирали(θ) приведет к снижению эффективности спираль в отборе монокристалла. Когда спираль взлета углом (θ) увеличена до 70 градусов, «контроль геометрии» не является эффективным и при отборе зерна начинает доминировать «тепловой контроль». В результате высота образования отбора монокристалла становится все больше. Однако, учитывая собственный диаметр спирали, угол взлета (θ) менее 20 градусов не подходит для производства восковых спиралей и литейной формы. Это объясняет то, почему взлетный угол в спиральных кристаллоотборниках обычно делают от 25 до 30 градусов в промышленной практике при монокристаллическом литье. C. Влияние взлетного угла спирали на отбор ориентации зерен. На рисунке 8 показано влияние угла взлета на отбор ориентации монокристалла. Не существует очевидной взаимосвязи между ориентацией монокристалла и спиральные взлета углом (θ), что подтверждает случайный характер отбора зерна ориентации в спирали. Однако, как уже говорилось ранее, когда угол взлета спирали (θ) увеличен до 70 градусов, то окончательная ориентация монокристалла близка к (001). Причиной этому является то, что с меньшим ограничением стенками спирали, дендриты, которые имеют свою первичную ориентацию (001) зерна в соответствие с температурным градиентом могут вырасти перед другими зернами, и, следовательно, перерасти зерна с большей дезориентацией. В экспериментах, впоследствии стартовый блок был снят, это позволило детально изучить влияние спирали на выбор SX ориентации. Экспериментальные результаты спирали с большим углом взлета показали, что в данном случае, термический контроль повышения конкурентоспособности зерна начинает играть важную роль в отборе зерна, что приводит к сокращению распространения осевой ориентации. Это доказывает, что механизм разрастания в спиральных отборниках не имеет прямого влияния на выбор осевой ориентации зерна. Таким образом, можно сделать вывод, что МАТЕРИАЛЫ 77-Й МЕЖДУНАРОДНОЙ НАУЧНО-ТЕХНИЧЕСКОЙ КОНФЕРЕНЦИИ ААИ «АВТОМОБИЛЕ- И ТРАКТОРОСТРОЕНИЕ В РОССИИ: ПРИОРИТЕТЫ РАЗВИТИЯ И ПОДГОТОВКА КАДРОВ» 71 Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА». Подсекция «Машины и технологии литейного производства». спираль может эффективно уменьшить количество зерна, но не может оптимизировать ориентацию зерен во время затвердевания. Рисунок 1 - Схематическое изображение литья по выплавляемым моделям монокристалических монокр. лопаток Рисунок 2 -Кристаллоотборники для изготовления турбинных лопаток Рисунок 3 - Геометрические параметры спирального кристаллоотборника МАТЕРИАЛЫ 77-Й МЕЖДУНАРОДНОЙ НАУЧНО-ТЕХНИЧЕСКОЙ КОНФЕРЕНЦИИ ААИ «АВТОМОБИЛЕ- И ТРАКТОРОСТРОЕНИЕ В РОССИИ: ПРИОРИТЕТЫ РАЗВИТИЯ И ПОДГОТОВКА КАДРОВ» 72 Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА». Подсекция «Машины и технологии литейного производства». Рисунок 4 - Восковые формы с различными углами взлета спиралей (θ), (a) 28 град. и (b) 50 град. Рисунок 5 - Оптический снимок литой спирали, анализ роста кристаллической структуры (с (b1) по (e1)), и соответствующая ориентации 001 (с (b2) до (е2)) на разных высотах (b) 0 мм (c) 12 мм, (d) 24 мм, и (е) 36 мм от нижнего края спирали МАТЕРИАЛЫ 77-Й МЕЖДУНАРОДНОЙ НАУЧНО-ТЕХНИЧЕСКОЙ КОНФЕРЕНЦИИ ААИ «АВТОМОБИЛЕ- И ТРАКТОРОСТРОЕНИЕ В РОССИИ: ПРИОРИТЕТЫ РАЗВИТИЯ И ПОДГОТОВКА КАДРОВ» 73 Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА». Подсекция «Машины и технологии литейного производства». Рисунок 6 - Структуры зерен после испытаний со спиральными углами (θ), (а) 28 градусов, (b) 50 град, (c) 70 °, и (d) цилиндрический отборник. Высота уровня отбора монокристалла, мм Угол взлета, град. Ориентация монокристалла, град. Угол взлета, град. Литература 1. M McLean: Directionally Solidified Materials for High Temperature Service, The Metals Society, London, 1983, pp. 107–149. 2. P.A. Jennings: Rolls-Royce plc., Derby, United Kingdom, 1996. 3. T. Murakumo, T. Kobayashi, Y. Koizumi, and H. Harada: Acta Mater., 2004, vol. 52, pp. 3737–44. 4. B.C. Wilson and G.E. Fuchs: Metall. Mater. Trans. A, 2010, vol. 41A, pp. 1235–45. 5. A. Suzuki, M.F.X. Gigliotti, B.T. Hazel, D.G. Konitzer, and T.M. Pollock: Metall. Mater. Trans. A, 2010, vol. 41A, pp. 947–56. 6. H.J. Dai, H.B. Dong, H.V. Atkinson, and P.D. Lee: Solid State Phenomena, 2008, vol. 139, pp. 129–34. 7. N. D’Souza, P.A. Jennings, X.L. Yang, H.B. Dong, P.D. Lee, and M. McLean: Metall. Mater. Trans. B, 2005, vol. 36B, pp. 657–66. 8. R.C. Reed, T. Tao, and N. Warnken: Acta Mater., 2009, vol. 57, pp. 5898–5913. 9. P. Caron and T. Khan: Aero. Sci. Technol., 1999, vol. 3, pp. 513–23. МАТЕРИАЛЫ 77-Й МЕЖДУНАРОДНОЙ НАУЧНО-ТЕХНИЧЕСКОЙ КОНФЕРЕНЦИИ ААИ «АВТОМОБИЛЕ- И ТРАКТОРОСТРОЕНИЕ В РОССИИ: ПРИОРИТЕТЫ РАЗВИТИЯ И ПОДГОТОВКА КАДРОВ» 74