Вопросы технологии изготовления первой стенки защитного
advertisement

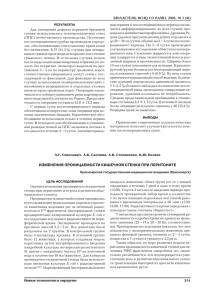
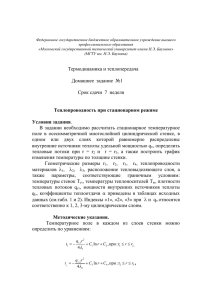
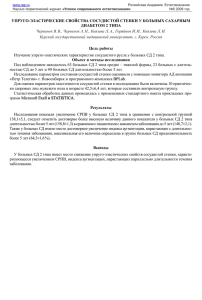
УДК 621.039.634 ВОПРОСЫ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ПЕРВОЙ СТЕНКИ ЗАЩИТНОГО МОДУЛЯ БЛАНКЕТА РЕАКТОРА ИТЭР К.С. Складнов (НИКИЭТ им Н.А. Доллежаля), В.Н. Москалев («Росэнергоатом»), В.М. Ефимов (ЦНИИТМАШ) В статье рассмотрены возможности применения при изготовлении первых стенок модулей защитного бланкета реактора ИТЭР технологических методов, использовавшихся при отработке конструкции панелей порт-лимитера, в частности, прессования полых профилей, а также первых стенок сегментов бланкета, как разработанных вновь, так и широко применяющихся в промышленности. TECHNOLOGICAL PROBLEMS OF MANUFACTURING THE FIRST WALL FOR ITER SHIELDING BLANKET MODULE. K.S. SKLADNOV, V.N. MOSKALEV, V.M. EFIMOV. The technological methods, used for the ITER shielding module first wall fabrication (both newly developed and widely applicable in the industry), were applied for the port-limiter panel design try-out. In particular, pressing technology was applied for the fabrication of the hollow profiles and first wall of the blanket segments. Kонструктивное исполнение защитного модуля бланкета реактора ИТЭР было предложено Центральной проектной группой (ЦПГ) ИТЭР в виде устройства, в состав которого входят стальная защитная часть (железоводная радиационная защита) и блоки первой стенки (рис. 1). При этом каждый блок первой стенки состоит из бронзовых частей со встроенными стальными трубопроводами и стальных частей с каналами для прохода теплоносителя. Бронзовая часть блока первой стенки подвергается резке в вертикальном направлении с частичным захватом стальной части для образования щелей размером 1 мм (рис. 2). Сборный коллектор Закрывающая плита Отверстие под электрический замыкатель Отверстие под гибкую опору Основание щели Паз под захваты Ножка первой стенки Входные патрубки Защитный блок Раздаточный коллектор Первая стенка Щель в первой стенке Панель первой стенки Щель в защитном блоке Передний коллектор Рис. 1. Общий вид защитного модуля бланкета ИТЭР в разрезе 56 Горячая посадка А Изготовление подобных конструкций, по мнению ЦПГ ИТЭР, должно осуществляться с использоваВходная нием, в частности, метода газостатираспределительная ческой диффузионной сварки (ГДС) полость для изготовления монолитной бронВход Выход зовой части со встроенными стальВыход ными трубами, а также ее соединения Лазерная со стальной частью. Метод ГДС отлисварка чается повышенными требованиями к ножки к панели качеству подготовки свариваемых деталей и других подготовительных мероприятий, таких, например, как Изометри- А Вид вид Сечение Вид поддержание герметичности свароч- ческий сзади секции А—А спереди ных контейнеров в процессе всего Рис. 2. Блок первой стенки модуля бланкета ИТЭР передела, в том числе при температуре выше 1000 ºС и давлении окружающей среды до 1500 кГс/см2, что сказывается и на цене изделия. В то же время технологический опыт изготовления биметаллических моделей порт-лимитера с использованием ГДС в РФ показал недостаточную воспроизводимость процесса в части качества получаемых сварных соединений. Как альтернативу ГДС в течение 2002—2004 гг. НИКИЭТ им. Н.А. Доллежаля с участием ЗАО ЗЭМ РКК «Энергия» им. С.П. Королева отрабатывал технологию пайки крупногабаритных биметаллических сталь-бронзовых и стальных конструкций со встроенными змеевиковыми трубопроводами. Такую технологию возможно использовать и для изготовления защитных модулей бланкета, в частности, для изготовления их первых стенок. Одновременно силами специалистов ЦНИИТМАШ по заданию НИКИЭТ исследовались возможности получения полых заготовок первых стенок высокой степени готовности для панелей порт-лимитера методом прямого горячего прессования (рис. 3). Экспериментальные работы по прессованию полых (с двумя параллельными отверстиями) бронзовых заготовок первой стенки панелей портлимитера подтвердили возможность и перспективность применения данного метода также и для изготовления бронзовых частей блоков первых стенок защитных модулей. Кроме ЦПГ ИТЭР, конструкцию блока первой стенки прорабатывают европейская сторона и Япония. СлеРис. 3. Полые прессованные профили первой стенки дует также отметить, что к 2003 г. НИИЭФА им. Д.В. Ефремова приобрел собственный определенный опыт изготовления блока первой стенки защитного модуля бланкета с использованием литейной технологии. Суть метода заключается в следующем. На стальной части блока пер- 57 вой стенки защитного модуля размещаются стальные трубы, которые заливаются расплавленной бронзой (БрХ1Цр). После определенных технологических операций (не опубликованы) подобная заготовка должна поступать на круговую механическую обработку и дальнейший технологический передел. К сожалению, в настоящее время крайне скудны или вовсе отсутствуют данные, касающиеся качества конкретных соединений на границе «бронза—сталь», а также их свойств. В НИКИЭТ совместно с ЦНИИТмаш проведена экспертиза конструкции блока первой стенки ИТЭР, которая совпадает с конструкцией европейской стороны. В результате предложено усовершенствовать технологию изготовления конструкции, при этом рассматриваются два варианта. По первому варианту бронзовые части блока первой стенки модуля изготавливаются из прессованных полых профилей со встроенными стальными трубами. При этом конструкция и технология изготовления стальной части блока в основном соответствуют техническим решениям ЦПГ ИТЭР. Бронзовые части блока первой стенки припаиваются к стальной части. По второму варианту при изготовлении бронзовой части блока первой стенки применяется метод глубокого сверления для образования отверстий под размещение в них с последующей пайкой стальных труб. Стальная часть аналогична первому варианту. Бронзовая часть закрепляется на стальной части механически на штифтах. В процессе экспертизы анализировалась и конструкция стальной части блока первой стенки, разработанной ЦПГ ИТЭР, на технологичность. Анализ конструкции показал, что она может быть доработана с целью повышения ее технологичности. Так, по варианту ЦПГ ИТЭР в заготовке стальной части сверлятся вертикальные отверстия, после чего в ee верхних и нижних частях в пределах каждого отверстия выполняются полости, закрываемые прямоугольными приварными крышками (рис. 4). К стальной части методом ГДС присоединяется бронзовая часть первой стенки, состоящая из двух полупанелей с фрезерованными пазами, в которых размещаются стальные трубы. После ГДС бронзовой и стальной частей следует ГДС Стальная труба, (Ø10/12) Вертикальное отверстие (Ø24) Щель Впускной канал Вид А Разделительный тороидальный коллектор Вид А Разрез А—А Крышка коллектора Рис. 4. Конструктивные особенности блока первой стенки ЦПГ ИТЭР 58 бериллиевой панели с бронзовой поверхностью. На заключительной стадии изготовления первой стенки в ней прорезаются вертикальные щели размером 1 мм, причем бронзовая часть с бериллиевым покрытием прорезается полностью на всю толщину, а стальная часть прорезается снизу и сверху на всю толщину до срединной части, где должна присоединяться штанга крепления первой стенки к защитной части модуля. Такая конструкция первой стенки имеет ряд недостатков, среди которых можно отметить следующие: — в стальной части механической обработкой выполняются полости с прямоугольными поперечными сечениями. Механическая обработка полостей подобных конфигураций крайне нетехнологична; — полости закрываются прямоугольными крышками, сварные швы которых относительно протяженные и располагаются под прямыми углами в разных направлениях, что приводит к неравномерному распределению сварочных напряжений; — бериллиевое покрытие, бронзовая часть и стальная часть первой стенки соединяются друг с другом методом ГДС, который относится к технологически трудновоспроизводимым и достаточно дорогим методам; кроме того, после ГДС бериллиевого покрытия требуется особая санитарная обработка изделия, а также наличие спецпроизводства, где возможны все дальнейшие операции и с блоком первой стенки, и с модулем в целом; — резка щелей выполняется на изделии в сборе с бериллиевым покрытием, при этом само покрытие также прорезается. В данном случае недостатки аналогичны указанным, так требует спецпроизводство. По первому конструкторско-технологическому варианту, предложенному НИКИЭТ и ЦНИИТМАШ, в составе блока первой стенки модуля предусматривается использование бронзовых частей, изготавливаемых из прессованных бронзовых заготовок с двумя параллельными отверстиями, в которых должны размещаться и пропаиваться стальные трубы. Полученные таким образом заготовки с вмонтированными трубами подвергаются штамповке и чистовой механической обработке. Работы, связанные с прессованием полых профилей, проводились в 1975—1976 гг. в ГИПРОЦМО с целью отработки технологии получения прямоугольных (в поперечном сечении) профилей из меди, латуни и бронзы с двумя параллельными продольными (более 2000 мм) отверстиями диаметром 16 мм для МГД-генераторов. По разным причинам после первых прессований эти работы были прекращены. Специалисты ЦНИИТМАШ уже в настоящее время провели техническую экспертизу имеющихся материалов ГИПРОЦМО, после чего внесли конкретные изменения в технологию прессования подобных и более сложных (П-образных со смещенными отверстиями) профилей из бронзы типа БрХ1Цр с целью существенного (более, чем на порядок) снижения фактических допусков на межосевое расстояние отверстий. В результате в 2003 г. в ЦНИИТМАШ по заданию НИКИЭТ была успешно завершена пробная экспериментальная работа по изготовлению горячим прессованием заготовок первых стенок с двумя параллельными отверстиями для панелей портлимитера (см. рис. 2). По результатам выполненной работы после их анализа и об59 суждений на двусторонних РФ—ИТЭР совещаниях метод прямого горячего прессования был рекомендован для дальнейшей отработки в качестве перспективного при изготовлении первых стенок порт-лимитера со сниженной стоимостью. По второму варианту предусматривается использование как основного при изготовлении бронзовой части конструкции метода глубокого сверления длинномерной бронзовой заготовки с последующим размещением в отверстиях стальных труб и их пайки в сборе с окружающим бронзовым массивом (работы 1989 г. и более поздние, проведенные НИКИЭТ совместно с ЦНИИТМАШ). На рис. 5 представлены модели биметаллических сталь-бронзовых первых стенок с вмонтированными стальными трубами, изготавливавшиеся в начале 1990-х годов в ЦНИИТМАШ и на ЗиО (г. Подольск) с применением метода глубокого (более 40 калибров) сверления панелей. Рис. 5. Модели биметаллических первых стенок ИТЭР на разных этапах изготовления При проработке вариантов конструкции первой стенки были предложены также и другие концептуальные изменения, в частности, касающиеся стальной защитной части блока первой стенки, способные повысить технологичность изделия в целом. Как обычно, до сих пор неоднозначно трактуемыми или не до конца проработанными в ИТЭР остаются вопросы технологической оптимизации нанесения бериллиевых защитных покрытий на первую стенку. В данном конкретном предложении могут быть рекомендованы в качестве предварительных разные варианты нанесения бериллия. Варианты могут, в частности, предусматривать нанесение теми или иными методами, например, с использованием пайки бериллиевых протекторов (макротайлов), на бронзовую часть на разных этапах изготовления блока первой стенки: как до сборки бронзовых частей со стальной частью, так и после этого. Однако в данной статье эти вопросы подробно не освещаются. Сборка бронзовых частей блока первой стенки со стальной (защитной) частью для обоих вариантов изготовления первой стенки может быть осуществлена как с использованием пайки, так и механически на штифтах, подобно конструкции крепления первой стенки к защитной части панели порт-лимитера, которая прорабатывается в настоящее время в НИКИЭТ. На рис. 6—13 представлена концептуальная технология изготовления блока первой стенки, в рамках которой предполагается использование как прессованной бронзовой части (вариант 1), так и сверленой (вариант 2) с последующей ее пайкой со стальной частью. 60 2 3 3 2 1 1 1 1 2 Рис. 6. Предварительная мехобработка полупанели стальной части первой стенки: сверление и растачивание отверстий 1; фрезерование полостей 2; сверление отверстий 3 Рис. 7. Установка и электронно-лучевая сварка заглушек 1 вертикальных отверстий стальной части 1 2 1 Рис. 8. Разделка кромок полупанели под сварку со Рис. 9. Аргонодуговая сварка двух стальных повторой полупанелью и формирование щелей 1 мм лупанелей первой стенки электроэрозионной обработкой: формирование сварочных кромок 1 строгальной обработкой; формирование щелей размером 1 мм в стальной части 2 61 1 1 2 Рис. 10. Сверление и растачивание соедини- Рис. 11. Аргонодуговая сварка пробок соединительных коллекторов: 1 — стальная панель с тельных коллекторов: установка и сварка пробок 1 соединительных коллекторов 2 соединительными коллекторами 2 3 4 4 4 4 1 3 2 1 1 2 3 5 Рис. 12. Приварка штанги и чистовая мехобработка: сварка 1 стальной части 2 первой стенки и штанги 3; сварка участка канала подвода теплоносителя 4; фрезерование лицевой поверхности 5 62 Рис. 13. Пайка бронзовых частей первой стенки к стальной части: установка и пайка бронзовых частей 1 первой стенки; обварка концов труб 2; сварка крышек 3 и механическая обработка пазов 4 На рис. 14—17 представлена концептуальная технология изготовления блока первой стенки, где бронзовая часть (прессованная или сверленая) соединяется со стальной штифтами. При этом отверстия под штифты (см. рис. 17, поз. 2) в бронзовых и стальной частях первой стенки должны сверлиться в сборе. Первыми сверлятся отверстия диа1 3 1 2 4 4 4 1 3 1 2 Рис. 14. Чистовая механическая обработка передней и боковых поверхностей стальной части первой стенки: обработка поверхностей 1 и 2; разделка кромок 3; фрезерование пазов 4 Рис. 15. Изготовление бронзовой части первой стенки: изготовление полой заготовки 1; установка в отверстие 2 стальных труб 3 с припоем, их раздача и пайка 4 2 5 Охлаждающий контур 5 1 Охлаж3 дающий контур 5 2 1 1 4 Рис. 16. Изготовление бронзовой части первой стенки: штамповка бронзовой части 1; вскрытие концов 4 труб 3; чистовая механическая обработка 3 4 Рис. 17. Заключительные операции изготовления блока первой стенки: установка бронзовых частей 1 первой стенки и их закрепление штифтами 2; обварка концов труб 3; сварка крышек 4; механическая обработка пазов 5 63 метром 8 мм, затем с доступом через эти отверстия сверлятся следующие отверстия диаметром 7,5 мм на втором участке первой стенки. На третьем участке сверлятся отверстия диаметром 7 мм с доступом сверла через уже выполненные отверстия. Аналогичным образом выполняются отверстия с противоположной стоКонстантин Сергеевич Владимир Николаевич роны блока первой стенки. Далее отверСкладнов, начальник Москалев, кандидат т.н., стия развертываются до требуемых разгруппы, награжден ме- ведущий специалистмеров, и в них, начиная с диаметра 7 мм далями «850 лет Моск- технолог концерна вы», «Ветеран атомной «Росэнергоатом», вете- (затем 7,5 и 8 мм), запрессовываются сопромышленности и ран труда ЦНИИТ- ответствующие штифты. В данном случае энергетики» МАШ, награжден медасверление может выполняться сверлами с лью «850 лет Москвы» короткими рабочими участками и жесткими шейками или одноперовым инструментом с целью минимизации отклонения осей отверстий от номинальных значений. Проведенный специалистами НИКИЭТ и ЦНИИТМАШ анализ конструкции и технологии изготовления блока первой стенки защитного модуля бланкета ИТЭР выявил возможные и перспективные пути ее усовершенствования с использованием, в частности, как известных и широко применяемых в изделиях ядерного класса технологических методов, так и вновь разрабатываемых. Ранее разработанная и проходящая в настоящее время дальнейшую углубленную отработку технология получения прессованных полых профилей из бронзы для первых стенок порт-лимитера— высоконагруженного термонапряженного компонента бланкета реактора ИТЭР [1] применима и для создания конструкции блоков первых стенок защитных модулей бланкета. Следует отметить, что до последнего времени в отрасли еще используется технология глубокого сверления, котоВиктор Михайлович рая также подходит для изготовления первых стенок. Поэтому, Ефимов, кандидат т.н., принимая во внимание уже имеющийся технологический опыт заведующий лаборатои полученные ранее заделы, а также, соответственно, произверией, ведущий специалист по обработке меденные в РФ (и в НИКИЭТ) затраты на разработку технологиталлов давлением ческих методов изготовления первых стенок, представляется ЦНИИТМАШ, ветеран труда ЦНИИТМАШ, целесообразным рекомендовать заинтересованным организацинагражден медалями ям РФ использовать уже имеющийся в НИКИЭТ и ЦНИИТВДНХ, «850 лет МоскМАШ опыт создания первых стенок бланкета ИТЭР. вы» СПИСОК ЛИТЕРАТУРЫ 1. Складнов К.С., Стребков Ю.С., Шелков В.С. и др. Вопросы технологии изготовления первой стенки порт-лимитера реактора ИТЭР. — ВАНТ. Сер. Термоядерный синтез, 2004, вып. 3, с. 41. Статья поступила в редакцию 20 апреля 2005 г. Вопросы атомной науки и техники. Сер. Термоядерный синтез, вып. 3, с. 56—64. 64