ATS at low temperatures and high speeds
advertisement

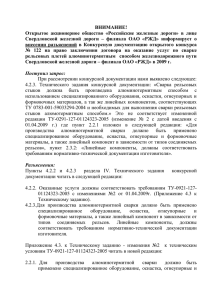
Алюминотермитная сварка в условиях низких температур и высоких скоростей Здэнек Русы (Zdeněk Rusý), Кандидат технических наук) В разных странах Европы и всего мира – разные подходы, обусловленные историческим развитием, к оценке алюминотермитной сварки в пути, к её преимуществам или отрицательным свойствам в определённых условиях эксплуатации железнодорожных путей. На основе такой оценки и исторического опыта в инструкциях и технических условиях каждой железной дороги, каждой страны указаны ограничивающие условия для допуска выполнения путевых работ в бесстыковом железнодорожном пути, включая конечно сварку как алюминотермитную, так и электроконтактную. Целью настоящей статьи является анализ условий выполнения алюминотермитной сварки для удержения полной, неограниченной эксплуатационной скорости в пути в течение всего времени, в каждый период года, с учётом именно экстремальных температур. ВВЕДЕНИЕ Для вышеуказанной темы моего доклада совершенно важным, с точки зрения ограничающих условий, является наш опыт работ выполненных в период с 2003 по 2007 годах в России. Технические условия здесь заставляют сваривать рельсы очень высокой твёрдости - 360°HB, но нам были предоставлены и образцы твёрдостью свыше 400°HB – объёмно-закалённые. Сварены стыки на линии Москва – Санкт-Петербург для скорости 200 км/ч, сварены стыки на низкой температуре – заключение выданное московским ВНИИЖТ-ом допускает сварку до температуры -5°C и сварены на линии Санкт-Петербург – Хельсинки стыки с широким зазором 68 мм. Технология алюминотермитной сварки рельсов по технологии Railtech International для России никак не ограничивается скоростью на данном участке пути. Посмотрим, почему условия для алюминотермитной сварки в России являются настолько жёсткими. В Таблице 1 показываются средние месячные и средние годовые амплитуды температуры воздуха на четырёх метеорологических станциях, на большом расстоянии от берега Атлантического океана. Valentia (51°56'N) лежит на западном берегу Ирландии, прямо на берегу океана, остальные станции лежат приблизительно на одинаковой географической широте (около 55-56°N). Станция недалеко от Копенгагена находится под прямым влиянием Атлантического океана, где уже показываются величины континентальных характеристик температуры воздуха (минимальные в январе, максимальные в июле). Омск является станцией расположенной в западной Сибири. Станция / Месяц 01 02 03 7,2 7,4 9,1 11,1 13,6 14,7 15,2 13,6 10,7 8,7 7,5 8,1 -0,4 -0,2 1,5 5,8 11,0 15,4 17,0 16,0 12,7 8,2 4,0 1,3 17,4 Москва -10,8 -9,1 -4,8 3,4 11,8 15,6 18,0 15,8 10,1 3,7 -2,8 -8,0 28,8 Омск -19,6 -17,6 -11,6 -0,1 10,8 16,4 19,1 13,3 10,4 0,9 -9,4 -16,1 38,7 Valentia Копенгаген 7,1 04 05 06 07 08 09 10 11 12 Амплитуда Таблица 1 Минимальная температура, на которой допускается выполнение алюминотермитной сварки, является совершенно важным фактором с точкы зрения оформления периода, когда возможно выполнять рельсосварочные работы алюминотермитным снособом в течение календарного года. Климатические условия – для рассмотрения я выбрал средние температуры и выпадения осадков – показывают, что в направлении в центр Евроазиатского материка растет амплитуда температуры между летом и зимой. Дальше мы определимся, что в близи побережья Атлантического океана и на небольших высотах над уровнем моря, oграничения температуры для выполнения алюминотермитной сварки рельсов могут показаться даже ненужными. На географической долготе Копенгагена, получается ограничение работ (до -5°C) достаточным для возможности выполнения алюминотермитной сварки рельсов в течение всего года, за исключением более-менее случайных экстремальных температур. На географической долготе Москвы, ограничение температуры в +5°C, теоретически разрешило бы выполнение работ по алюминотермитной сварке рельсов с апреля по октябрь, ограничение температуры в -5°C даёт теоретически возможность выполнения вышеуказаных работ с марта по ноябрь. В западной Сибири ограничение температуры в +5°C, теоретически разрешило бы выполнение работ по алюминотермитной сварке рельсов с мая по сентябрь, ограничение температуры в -5°C, даёт теоретически возможность выполнения вышеуказанных работ с апреля по октябрь. Надо заметить, что низкие температуры больше влияют на повышение влияния человеческого фактора на качество работ. Выполнение рельсосварочных работ в пути, при низких температурах, возможно при: - условии строгого соблюдения и документирования состояния напряжённости в пути; - использовании в течении работ по алюминотермитной сварке рельсов дополнительных технических средств (гидравлический натяжитель); - условии, что после окончания работ по алюминотермитной сварке рельсов, путь должен находиться в условиях напряжения, которое не будет нарушать нейтральной температуры на данном участке пути. Помимо низких температур, для обеспечения безопасности движения на бесстыковом пути, а как правило, выполнение всех работ в пути, влияющих на стабильность бесстыкового пути, ограничивается в диапазоном температур меньше 30°C, в результате чего, остававшийся срок для выполнения, в том числе рельсосварочных работ, может в глубине Евроазиатского материка ещё больше уменьшиться. Посмотрим теперь на график средней температуры в течение нормального года в Чехии (Рис.1). Рис. 1 График средней температуры в Чехии Из графика следует, что при предельном ограничении возможности выполнения алюминотермитных стыков в +5°C в Чехии, средний период допуска выполнения работ стал бы возможным между 80-ый и 305-ый днями года, то есть между «21» марта и «30» октября. При ограничении возможности выполнения алюминотермитной сварки рельсов дo -5°C, период допускаемых работ практически не ограничивается. Но, на практике выполнение указанных работ в Чехии (ČD) ограничивается температурой -3ºC. Сравнение климатических условий с Запада на Восток Доступные климатические условия, в отношении западной Европы, происходят от двух мест, которые находятся на территории французского государства, среди которых первое – Ukkel (Uccle) – находится на в высоте над уровнем моря 1 104 метров в Альпах, и является знаменитой станцией зимних спортов. Нa Рис. 2 красной линией показаны средние температуры в Брюсселе, а также экстремальные температуры в отдельных месяцах года. Прошу обратить внимание на естественность, что на севере самого запада Европы средние температуры никогда не падают ниже 0°C и экстремальные температуры при длительном наблюдении не упали ниже -5°C в течении 50 лет. Но мы встречаемся здесь с другим климатическим фактором – с осадками, которые достигают самого большого уровня именно в тот период года, в котором, согласно, всем предположениям выгоднее выполнять алюминотермитную сварку. Рис. 2 – Температура средняя и экстремальная в Брюсселе Рис. 3 – Oсадки средние и экстремальные в Брюсселе Исследования в Mégève в 2005 – 2006 годах показывают, что нахождение на +1 000 метров над уровенем моря на географической долготе Парижа или Лондона можно сравнить с климатическими условиями в глубине материка, на реке Волге в Центральноевропейской части России : Январь - Декабрь 2005 г. : Январь - Декабрь 2006 г. : Температу ра MИНИ Температу ра MАКСИ T средняя Температура MИНИ Температура MАКСИ T средняя - 8,2 + 2,7 - 2,8 Январь - 7,9 + 3,0 - 2,5 - 10,1 + 0,3 - 4,9 Февраль - 7,5 + 2,6 - 2,4 Maрт - 4,4 + 8,6 + 2,1 Maрт - 4,6 + 4,8 + 0,1 Апрель + 0,3 + 11,0 + 5,6 Апрель + 0,7 + 12,1 + 6,4 Maй + 5,6 + 17,4 + 11,5 Maй + 4,6 + 16,7 + 10,7 Июнь + 9,2 + 22,8 + 16,0 Июнь + 7,8 + 22,5 + 15,2 Июль + 9,6 + 22,3 + 15,9 Июль + 11,8 + 26,6 + 19,2 Август + 8,1 + 19,9 + 14,0 Август + 7,6 + 17,9 + 12,7 Сентябрь + 7,1 + 18,6 + 12,9 Сентябрь + 8,2 + 20,5 + 14,4 Октябрь + 3,2 + 16,0 + 9,6 Октябрь + 4,1 + 17,2 + 10,7 Ноябрь - 2,5 + 7,2 + 2,4 Ноябрь - 0,7 + 10,4 + 4,9 Декабрь - 9,5 - 0,8 - 5,1 Декабрь - 4,1 + 6,2 + 1,1 Месяц Январь Февраль Месяц Выполнение алюминотермитного стыка на экстремально низкой температуре Другим фактом, на который желательно обратить внимание, является применение высокого уровня качества рельсосварочных материалов. Только наружняя температура не может прямо влиять на окончательное качество алюминотермитной сварки. Уже в 1993 году были удачно выполнены сварочные работы, при применении метода PLA производства фирмы Railtech International, в Швеции на участке при Дистанции пути в Кируне, испытательные алюминотермитные стыки при наружной температуре дo - 37° C : Фото 1a и 1б : На снимках видно, что шланги входят в отопливаемое помещение Фото 2 : Уплотнение формы является самым чувствительным и самым ограничивающим моментом с точки зрения человеческого фактора - как правило считается, что ручная работа без перчаток ограничена температурой -7ºC – согласно температуре замороживания пропана. Нанесение уплотнительной пасты при помощи апликатора упрощает выполнение этой работы. Фото 3 : Для подогрева наружная температура не имеет решительного значения – при одинаковом времени подогрева (касается метода с ускоренным подогревом) температура концов рельсов до пуска может колебаться o ±50°C, в зависимости от отвода тепла в массу рельсов, качества газов в данной области и тому подобно. Выравнивание указанных отклонений гарантируется объёмом термической энергии алюминотермитной реакции. Фото 4 : Провизорная охрана охлаждения сварки после выполнения резки облевов «болгаркой» (самым эффективным методом обеспечения кристаллизации стали сварного шва в таких экстремальных условиях является оставление целой формы на рельсе после сварки, охрана от внезапной потери тепла и потом резка облевов бензорезом или «болгаркой»). Фото 5 : Строгий контроль скорости охлаждения сварнрго шва является безусловным при экспериментах в эктремальных условиях. Практическое выполнение алюминотермитной сварки на линиях со скоростью до 350 км/ч Руководящим параметром для планирования и выполнения рельсосварочных работ является диапазон „нейтральных” температур, который может быть собственным для климатической зоны, государств (и теоретически даже – как указано сверху – для климатических условий отдельных регионов). В случае, выполнения алюминотермитной сварки рельсов, вне обязательной „нейтральной” температуры, выполнение работ является допустимым только (см. выше) при условии применения всех мер, обеспечивающих выравнивание температур крепления рельсов на данном участке, или, при наличии приборов для искусственного образования нейтральной температуры, после полного выполнения указанных работ. При соблюдении в применении сверхуказанных мер эксплуатационная скорость на данной линии не имеет значения, с точки зрения металлургии и сопротивления (долговечности) алюминотермитной сварки. Фото 6 : Бригада сварщиков на постройке новой линии TGV Париж – Страсбург в феврале 2006 года : Гидравлический натяжитель (тендер) и домкраты Railtech International для фиксации рельса Риски при выполнении алюминотермитной сварки на низких температурах (ниже -5ºC): - подогрев может не работать устойчиво (пропан, сопровождаемый как правило бутаном замораживается при -7ºC); - неустойчивая работа гидравлического натяжителя (тендера) – прибор должен быть в исправном эксплуатационном состоянии, чтобы не допустить увеличение зазора на весь срок выполнения сварного шва: рельсам не допускается сдвижка по меньшей мере до 3 минут после пуска стали. (Обязательно проверить гидравлический натяжитель (тендер) до начала подготовки работ в пути, а именно выдержку постоянного давления гидравлического масла); - большой объём воды в балласте - в результате таяния снега и льда, вызванного теплом, освобождённым в процессе алюминотермитной сварки – неисправное состояние нижнего строения пути могут вызвать неприемлимые условия для эксплуатации сварных стыков на данном пути. Алюминотермитная сварка на низких температурах во Франции Во Франции, на государственной железной дороге SNCF, нет разницы допустимой для выполнения алюминотермитной сварки температуры между севером и югом страны, или востоком и западом, причём климатические условия страны являются достаточно разнообразными. В практике SNCF полагает, что алюминотермитная сварка рельсов – это значит методами Railtech International – является «возможным» при температуре до -5ºC, но при условии полного выполнения трёх нижеследующих мер: 1. Подогрев: внимательно смотреть за давлением газов при низких температурах – например: нагревание баллонов с пропаном при помощи электрической оболочки («одеяла»); баллоны, которые оставались сутки под влиянием холодного ветра или низкой наружной температуры (в холодном помещении, в машине, или вагоне бригады сварщиков) подлежит согревать при помощи «одеяла» 1 час, температурой +30ºC, и этого нагревания баллона с газом не удалять до окончания работ. Фото 7: Баллоны с пропаном подлежит согревать при помощи электрического «одеяла» 1 час температурой +30ºC (на снимках контроль температуры баллона с газом электронным термометром). 2. Состояние уплотнительной пасты : Уплотнительная паста, поставляемая фирмой Railtech International обеспечивает постоянные консистенцию в диапазоне температуры с +30ºC до -5ºC, это значит в полном диапазоне температур настоящего выполнения рельсосварочных работ. С точки зрения хранения уплотнительная паста не теряет физических характеристик до -30ºC (многолетний опыт из Канады). 3. Технические, человеческие и законные пределы : - На государственной железной дороге Франции (SNCF), в принципе, резка рельса в бесстыковом пути на температурах ниже 0ºC запрещена, если она не обеспечена гидравлическим натяжителем (тендером) по той причине, что рельс может лопнуть в результате экстремальных усилий в материале рельса под конец резки. - Если балласт заморожен (заключает в себе глину и воду или большой объём снега и льда) – очень трудно, даже невозможно правильно определить возвышение рельса при подготовке сварного зазора. 4. Человек не обязан работать при очень низких температурах согласно Трудового кодекса или других указаний данного государства. Алюминотермитная сварка на стройке новой линии TGV Париж – Страсбург для скорости 350 км/ч в феврале 2006 года На государственной железной дороге Франции, SNCF, пользуются не принимая во внимание категорию и установленную скорость пути, для алюминотермитной сварки рельсов производства Railtech International с коротким подогревом PLC. Для алюминотермитной сварки рельсов на высокоскоростных линиях больше нет особенных условий для приёма качества и поставки. Комплекты для сварки рельсов поставляются непосредственно из главного склада фирмы Railtech International в городке St.Amand-les-Eaux на севере Франции. Дешевле и более качественно выходит текущее производство высокого качества, чем организация кампанией в отдельном случае поставок для строительства путей высокоскоростных линий). Фото 8a и 8б : Участок снятых фото на линии TGV в феврале и марте 2006 г. С друтой стороны, при алюминотермитной сварке рельсов в путях для скорости ≥ 270 км/ч параметры геометрии оконченного сварного шва становятся даже более строгими : - длина шлифованного участка не должна быть больше 600 мм, - возвышение на длине 900 мм не должно быть больше чем +0,2 мм, - седловина на длине 1 000 мм не должна быть больше -0,1 мм Фото 9 : Бригада сварщиков выезжает с гусеничным перевозчиком на место работы Фото 10 : Бригада сварщиков с гусеничным перевозчиком на новой линии Повторение и заключения Свойства и качество алюминотермитных сварных стыков фирмы Railtech International в очень разнообразных климатических и эксплуатационных условиях – говоря о Евроазиатском материке – успешно проверены при участии как фирменных, так и независимых учёных разных стран, от берега Атлантического океана до берега реки Волги. На материках Америки, Африки и Aвстралии алюминотермитные стыки фирмы Railtech International работают в условиях современных шахт полезных ископаемых при нагрузке на ось около 37 тонн. Из полученных результатов и опыта можно подчеркнуть следующее : 1. Алюминотермитной сваркой можно пользоваться без ограничения скорости или нагрузки на ось. Условием успешной эксплуатации является - выполнение рельсосварочных работ строго по указаниям (Техническим условиям и Справочникам), то есть, уменьшение влияния человеческого фактора : Минимальные геометрические параметры в путях со скоростю ≥ 270 km/h : - длина шлифованного участка не должна быть больше 600 мм, - возвышение на длине 900 мм не должно быть больше чем +0,2 мм, - седловина на длине 1 000 мм не должна быть больше -0,1 мм 2. Алюминотермитную сварку можно выполнять независимо от наружной температуры, но необходимо обеспечить технические условия – состояние усилий от нейтральной температуры в бесстыковом пути, предохранение от ветра и осадков во время выполнения сварного шва, и минимизировать человеческий фактор: 1. Подогрев : тщательно смотреть за давлением газов на низких температурах – на пример нагревание баллонов с пропаном с помощю электрической оболочки («одеяла») 1 час температурой +30ºC и этого нагревания не удалять. 2. Состояние уплотнительной пасты : Уплотнительная паста, поставляемая фирмой Railtech International, обеспечивает постоянные физические характеристики в диапазоне температуры с +30ºC до -5ºC, это значит в полном диапазоне температур настоящего выполнения рельсосварочных работ. 3. Технические, человеческие и законные пределы : - Запрещена не обеспеченная тендером резка рельса в бесстыковом пути при температуре ниже 0ºC - рельс может лопнуть в результате экстремальных усилий в материале рельса под конец резки. - На замороженном балласте (включающий в себя глину и воду, или большой объём снега и льда) не возможно точно определить возвышение рельса при подготовке сварного зазора. 4. Человек не обязан работать при очень низких температурах, согласно Трудового кодекса или других указаний данного государства. Как правило, считается, что работа вручную без перчаток может выполняться до -7ºC – согласно температуры замороживания пропана. Рекомендуется применение огнеупорных тентов для охраны бригад сварщиков на рабочем месте. Фото 11a и 11б : Предохранительный огнеупорный тент для выполнения алюминотермитной сварки в сложных климатических условиях Фото 12 : Реакция в предохранительном тенте Фото 13 : Полный состав Railtech для выправки рельсов и обеспечения резки рельсов при низких температурах Здэнек Русы (Zdeněk Rusý), Кандидат технических наук –Генеральный директор фирмы Railtech Slavjana, о.o.o. в Праге (Чехия),основаной в 1994 г., генеральный директор фирмы Railtech Volga, о.o.o. в Санкт-Петербурге (Россия), основаной в 2007 г. Обе фирмы являются филиалами французской промышленной группы Railtech International. Автор закончил Строительный факултет Чешского Высшего Технического Заведения (ČVUT) в Праге (1978). 1978 – 1985 - ČSD (Чехословацкие государственные железные дороги), 1985 – 1991- VÚŽ (Железнодорожный Научно Исследовательский Институт в Праге),1991Кандидат технических наук (Геометрия железнодорожного пути для повышения скоростей на действующих линиях), стажировка на SNCF (Французские государственные железные дороги – модернизация железнодорожных линий для повышенных скоростей и строительство железнодорожных линий для болших скоростей, 1991-1994 –Генеральное управление ČD (Чешские государственные железные дороги).