УДК 621.91.06-187.4-529:001.891.54 А.С. ТАРАПАНОВ, Г.А. ХАРЛАМОВ, Н.В. КАНАТНИКОВ, П.А. КАНАТНИКОВА,
advertisement

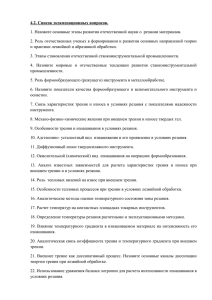
УДК 621.91.06-187.4-529:001.891.54 А.С. ТАРАПАНОВ, Г.А. ХАРЛАМОВ, Н.В. КАНАТНИКОВ, П.А. КАНАТНИКОВА, A.S. TARAPANOV, G.A. HARLAMOV, N.V. KANATNIKOV, P.A. KANATNIKOVA, ОПТИМИЗАЦИЯ ПРОЦЕССОВ ЛЕЗВИЙНОЙ ОБРАБОТКИ ПЕРИОДИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН ПО КРИТЕРИЮ ЭНЕРГОЭФФЕКТИВНОСТИ OPTIMIZATION BLADE BY CRITERION OF ENERGY EFFICIENCY PROCESSING OF PERIODIC SURFACES OF MACHINE COMPONENT В статье рассматриваются вопросы управления процессом обработки периодических поверхностей деталей машин. Предлагаемая методика управления основана на анализе виртуальной модели процесса обработки. В статье предлагается оценивать технологической процесс по критерию минимальных энергетических затрат. In the article are considered questions about controlling processing of periodic surfaces of machine component. The new controlling methodology is based on the analysis virtual process model of processing. It is offered to estimate technological process by criterion of the minimum energetic expenses. Ключевые слова: периодический профиль, управление процессом обработки, виртуальная модель процесса обработки, энергоэффективность, энергетические затраты. Key words: periodic surfaces, control of processing, virtual process model, energy efficiency, energetic expenses. Отличительной чертой машиностроения, по сравнению с другими отраслями промышленности, является высокий уровень энергоёмкости изготавливаемой продукции. В последние несколько десятилетий удельный вес энергетической составляющей в себестоимости продукции, изготавливаемой на машиностроительных предприятиях, увеличился до 25 процентов. На российских машиностроительных предприятиях на образование тонны стружки расходуется в среднем 450–600 кВт·ч электроэнергии, в то время как на аналогичную продукцию, выпускаемую в индустриально развитых странах Европы расходуется в 1,5 – 2,0 раза меньше электроэнергии. В первую очередь это связано с тем, что при разработке технологических процессов в Германии, Франции и др. странах наряду с основными критериями (себестоимость, точность, производительность) применяют такие критерии, как удельная энергоемкость и съем металла на единицу мощности. Значительную долю в процессе изготовления деталей машин занимают процессы, связанные с обработкой основных или вспомогательных поверхностей имеющих периодический профиль (венцов зубчатых колес, ходовых винтов, шлицов и др.). Обработка данных поверхностей может занимать до 70% основного времени изготовления детали. Повышение энергоэффективности технологических процессов обработки периодических поверхностей путём оптимизации энергетических затрат на их осуществление является актуальной задачей отечественного машиностроительного производства. Целью данной работы является дополнение существующей методики управления процессом обработки периодических профилей деталей машин [1] с целью определения рациональных параметров технологической системы, режимов обработки и конструкции режущего инструмента при которых требуемые значения качества получаемых поверхностей, стойкости режущего инструмента и производительности будут обеспечиваться за счёт минимально необходимого количества энергетических затрат. В общем случае задача повышения энергетической эффективности процессов обработки резанием может решаться путем снижения энергетических потерь в - зоне резания; - механической части оборудования; - электрической части оборудования. В данной работе рассмотрен вариант управления энергетической эффективностью процесса, так как механическая работа, совершаемая режущим инструментом при каждом рабочем ходе и определяемая закономерностями стружкообразования, влияет на нагрузочные потери в трансмиссии и устанавливает, в конечном счёте, общее количество энергии, потребляемой двигателем станка. Существует ряд показателей, по которым можно оценить процесс резания с точки зрения затрачиваемой энергии в частности удельная энергоёмкость процесса резания численно характеризует количество энергии, затрачиваемой режущим инструментом на отделение в виде стружки единицы объёма срезаемого слоя заготовки (предварительные стадии обработки), либо на образование единицы площади новой поверхности детали. Это универсальный физический показатель эффективности процесса резания. К достоинствам удельной энергоёмкости процесса резания следует отнести простоту её определения как теоретическими, так и экспериментальными методами [2]. Однако показатель удельной энергоемкости пропорционален мощности резания, при этом мощность полагается постоянной в течение всего времени рабочего хода, что справедливо только для стационарного резания и встречается редко. В качестве интегральной характеристики эффективности обработки резанием возможно использование безразмерного показателя К – «энергетического КПД процесса резания», предложенного А.В. Карповым [3, 4]: K wV wV , Ц n Ц АЦ n N( )d Ц (1) 0 где Δw – удельная энергоёмкость обрабатываемого материала; V – объём обрабатываемого материала, подвергнувшийся воздействию; n ц – число циклов изменения мощности резания N(τ) за время рабочего хода инструмента; Ац – работа резания за время τц одного цикла изменения мощности. Под продолжительностью τц одного цикла изменения мощности резания будем понимать время рабочего хода, либо промежуток времени, в течение которого наблюдается полное однократное изменение мощности резания при неустановившемся режиме [5]. Для определения мощности резания используется пространственная математическая модель процесса лезвийной обработки. Сущность её заключается в описании перемещения произвольной точки режущего лезвия инструмента в процессе обработки. Модель задается рядом аналитических зависимостей описывающих конструкцию режущей части инструмента и кинематику движений резания. Это позволяет моделировать не только существующие и хорошо известные процессы, но и новые варианты обработки. Показатель К, отвечает требованиям, предъявляемым к критериям оптимальности технологических процессов: во-первых, этот показатель выражает КПД процесса резания и, следовательно, обладает физическим смыслом; во-вторых, он просто и однозначно описывается в математическом виде; в-третьих, он может быть сведён к целевой функции вида К→max, аргументами которой являются показатели свойств обрабатываемого и инструментального материалов, геометрические параметры инструмента и срезаемого слоя, элементы режима резания. Таким образом, при оптимизации технологических процессов по критерию К в рассмотрение включается большое число управляемых факторов системы резания [3]. На рисунке 1 представлена схема процесса прогнозирования режимов обработки. Рисунок 1 – Схема процесса прогнозирования режимов обработки В качестве входных параметров можно выделить: геометрические параметры и материал обрабатываемой детали, режимы обработки, кинематическую схему резания, конструкцию инструмента, станок. Совокупность ограничений в системы составляют требуемые параметры шероховатости и точности, а также производительности процесса и стойкости инструмента. В качестве первообразной целевой функции выступает энергоэффективность процесса обработки. Для оптимизации значений выходных параметров в схеме предусмотрена подпрограмма, оптимизирующая значения выходных параметров в соответствии с заданными ограничивающими факторами и целевой функцией. Подробнее рассмотрим блок «Получение решений», рисунок 2. Предлагаемая методика управления обработкой периодических профилей, основана на анализе виртуальной модели процесса (1). Он позволит произвести расчеты параметров резания – кинематические изменения углов резания, а также толщин срезаемых стружек на каждом элементарном участке режущего лезвия (2), что дает возможность перейти к детальному анализу процесса обработки – определению изменения осевых составляющих силы резания (3). Данные о динамике процесса, в свою очередь, позволяют рассчитать управляемые параметры системы: износ режущих кромок (4), шероховатость обрабатываемой поверхности (5), точность профиля (6), производительность процесса (7) и энергетической характеристики процесса (8). Рисунок 2 – Схема блока «Получение решений» Завершающим шагом подпрограммы является проверка достижения целевой функции (9), в случае не выполнения условия происходит корректировка управляющих параметров (в диапазоне допустимых значений). Использование предложенной методики позволяет прогнозировать результаты процесса обработки (точность, шероховатость, производительность, затраты энергии) на этапе технологической подготовки производства и основываясь на полученных результатах определить рациональный метод обработки, параметры технологической системы, режимы обработки и конструкцию инструмента необходимые для обработки детали требуемой точности, с минимальными энергетическими затратами. СПИСОК ЛИТЕРАТУРЫ 1. Харламов Г.А. Теория проектирования процессов лезвийной обработки. [Текст]/ Тарапанов А.С. – М: Машиностроение, 2003. – 252с. 2. Старков В.К. Физика и оптимизация резания материалов. – М.: Машиностроение, 2009. – 640 с. 3. Карпов А.В. К вопросу снижения энергоёмкости технологических процессов обработки резанием // Современные проблемы науки и образования. – 2013. – № 2. 4. Карпов А. В., Игнатов С. Н., Распопин А. П. Оценка эффективности лезвийной обработки с использованием безразмерного энергетического критерия // СТИН. – 2004. – № 12. – С. 23–26. 5. Карпов А. В. Оптимизация процессов обработки резанием на основе энергетических закономерностей деформации и разрушения материалов // Машиностроение и безопасность жизнедеятельности. – 2012. – № 1. – С. 58–63. Канатников Никита Владимирович Госуниверситет - УНПК, г. Орел Аспирант кафедры “КТОМП” Тел.: +7-920-086-57-82 E-mail: NKanatnikov@ya.ru Канатникова Полина Андреевна Госуниверситет - УНПК, г. Орел Аспирант кафедры “Информационные системы” Тел.: +7(4862) 76-49-71 E-mail: polka190@yandex.ru Тарапанов Александр Сергеевич Госуниверситет - УНПК, г. Орел Д.т.н., проф. кафедры “КТОМП” Тел.: +7(4862) 54-15-03 E-mail: Tarapanov@rambler.ru Харламов Геннадий Андреевич Госуниверситет - УНПК, г. Орел Д.т.н., проф. кафедры “КТОМП” Тел.: +7(4862) 54-15-03 E-mail: upk@ostu.com