Опыт 50 лет безопасной эксплуатации Нововоронежской АЭС
реклама

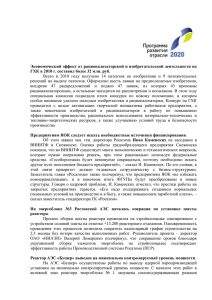
Опыт 50 лет безопасной эксплуатации Нововоронежской АЭС. А.И. Федоров.; Витковский С.Л; Витковский И.Л; Фоменко В.И.; Лоскутов В.Ф. ОАО «Концерн Росэнергоатом» «Нововоронежская атомная станция» г. Нововоронеж Россия Топчиян Р.М. ОАО «Атомэнергопроект» г. Москва, Россия Никитенко М.П. ОАО ОКБ «Гидропресс» г. Подольск Россия Журбенко А.В. НИЦ «Курчатовский институт» г. Москва, Россия Основные этапы развития Нововоронежской АЭС Этапы развития Станционный номер энергоблока, тип реактора №1 ВВЭР210 №2 ВВЭР365 №3 ВВЭР-440 №4 ВВЭР-440 №5 ВВЭР-1000 Начало строительства, год 1958 1964 1967 1967 1972 Энергетический пуск, месяц, год Сентябрь 1964 Декабрь 1969 Декабрь 1971 Декабрь 1972 Май 1980 Достижение 100% мощности, месяц, год Декабрь 1964 Апрель 1970 Июнь 1972 Май 1973 Февраль 1981 Вывод из эксплуатации, год 1984 1990 2001 проектный 2002 проектный 2010 проектный 2016 2017 Продлённый срок эксплуатации, год 2036 Основные технические характеристики блоков НВАЭС Блок 1 Характеристика Блок 2 Блок №3 Блок№4 Блок №5 № проекта реакторной установки В-1 В-3М В-179 В-179 В-187 Установленная электрическая мощность, МВт 210 365 417 417 1000 Тепловая мощность, МВт 760 1320 1375 1375 3000 6 8 6 6 4 3/70 5/75 2/220 2/220 2/500 36500 48000 42630 42750 88900 100 105 125 125 160 250 252 268 268 289 19,1 25,8 29,1 30,1 29,5 42,3 47,2 70 Количество циркуляционных петель (ГЦН, ПГ) Количество и мощность турбогенераторов, шт./МВт Расход теплоносителя через реактор, 3 м /ч Рабочее давление теплоносителя, 2 кГс/см Максимальная температура 0 теплоносителя на входе в реактор, С 0 Средний подогрев теплоносителя, С Масса урана в активной зоне, т Количество топливных сборок, шт 312 276 313 349 151 Количество механических органов регулирования реактивности реактора, шт 37 73 73 73 109 Энергоблоки первого поколения Блоки №1 и №2 Нововоронежской АЭС В начале 1957 года было принято решение о строительстве на Дону АЭС с энергетическим реактором, охлаждаемым водой под давлением – ВВЭР (водо-водяной энергетический реактор). Выбор этого типа реактора определил все последующее развитие Нововоронежской АЭС. Уже в мае 1957 года в село Новая Аленовка на место строительства АЭС и поселка прибыла первая группа строителей. С этого момента начинается история Нововоронежской АЭС. Параметры первого блока, тип и компоновка оборудования, строительные конструкции были спроектированы с определенным запасом на незнание. Хотя мощность энергоблока 210 МВт по современным представлениям небольшая, на уровне того времени это был самый мощный ядерный энергоблок не только в Советском Союзе, но и в мире. В декабре 1964 года 1 блок Нововоронежской АЭС был выведен на 100% уровень мощности. В процессе эксплуатации 1 блока были опробованы режимы работы на повышенной мощности 240 и 280 МВТ, при этом был выявлен ряд направлений улучшения конструкции и технологии энергоблока, позволяющих повысить мощность реактора без изменения его размера, которые были реализованы в проектах 2-4 блоков. В апреле 1970 года 2 блок Нововоронежской АЭС был выведен на 100% уровень мощности. Тепловая мощность энергоблока была увеличена почти в 2 раза по сравнению с 1 блоком за счёт: выравнивания энерговыделения по объёму реактора в связи с изменением принципа регулирования запаса реактивности реактора на выгорание с механического на жидкостный; повышения средних тепловых нагрузок на твэлы и увеличения поверхность теплообмена в связи с изменением конструкции ТВС и увеличением количества твэлов с 90 на 126; повышением расхода охлаждающей воды через реактор. На 2 блоке применена паровая система компенсации давления в 1 контуре вместо газовой на 1 блоке, что улучшило качества водно-химического режима и условия эксплуатации оборудования 1 контура Опыт эксплуатации 1 блока нашёл отражение в изменениях: конструкции реакторной установки, в частности изменен узел крепления теплового экрана; компоновочных решениях по размещению основного оборудования; доработана система перегрузки ядерного топлива; системы очистки воды 1 контура; системы охлаждения приводов СУЗ и многого другого. Реакторная установка 2 энергоблока явилась основой для перехода к строительству серийных блоков с ВВЭР. В августе 1984 года, после истечения срока промышленной эксплуатации корпуса реактора, первый блок был остановлен для выполнения работ по реконструкции и модернизации. Но планам по реконструкции и модернизации блока №1 , а в последующем и блока №2, было не суждено осуществиться. В 1986 году, после аварии на Чернобыльской АЭС, концепция безопасности атомных станций СССР была пересмотрена и работы по модернизации блока №1 прекращены. И начались работы по переводу систем и оборудования в режим консервации. Для экспериментального исследования изменения свойств металла под воздействием мощных радиационных полей из корпусов реакторов 1 и 2 блоков были отобраны сквозные пробы металла (трепаны). Результаты исследований легли в основу обоснования расчётов по продлению срока эксплуатации корпусов реакторов 3,4 блоков. Для персонала Нововоронежской АЭС вывод блоков из эксплуатации - это такой же сложный вид деятельности, как и пуск блока, продление срока его эксплуатации. Такая уж выпала станции судьба она первой пускала энергоблоки ВВЭР, первой решала задачу продления срока эксплуатации, и она же стала своеобразным полигоном, на котором отрабатываются технология и методы снятия блоков с эксплуатации. Энергоблоки первого поколения Блоки №3 и №4 Нововоронежской АЭС Энергоблоки № 3, 4 (тип реакторной установки В-179): –Введены в эксплуатацию: энергоблок № 3 в -1971 году, № 4 -в 1972 году. –Установленная мощность –417 МВт Эл. –Назначенный срок эксплуатации основного оборудования РУ –30 лет. –Проектный год вывода из эксплуатации: энергоблок № 3-2001, № 4 –2002. Энергоблоки Нововоронежской АЭС с ВВЭР-440 первого поколения (В-179) проектировались в 60-е годы в соответствии с общепромышленными нормами, стандартами и правилами по безопасности, действовавшими в то время в СССР. Проектные решения энергоблока №5 с ВВЭР-1000, отнесённым ко второму поколению (В-187), в большей степени соответствует основным современным принципам обеспечения безопасности. Опыт эксплуатации блоков № 3, 4. Изменения внесенные в процессе эксплуатации 1. Реактор, ВБ, ВКУ 1.1 Выполнен ремонт уплотнительных поверхностей главных разъемов реакторов с изменением профиля канавок под прокладки из никеля. Уменьшение напряжений на поверхности главного разъема и предотвращение образования трещин без изменения качества уплотнения. 1.2 Выполнен ремонт главных разъемов верхних блоков путем проточки для удаления вмятин от прокладок (повышение надежности уплотнения главного разъема ректоров) 1.3 Выполнено дополнительное крепление днища шахты к шахте путем установки штифтов для снижения нагрузок на ВКУ под воздействием потока теплоносителя. 1.4 Установлены ограничители течи на патрубки ТК верхних блоков. Ограничение течи теплоносителя при разрывах патрубков ТК в пределах проектной аварии Ду100. 1.5 В каналы энерговыделений установлены датчики оперативного замера нейтронного потока по высоте активной зоны, датчики наличия водорода под крышкой реактора. Ранее каналы ЭВ использовались для установки датчиков, по которым поток по высоте активной зоны можно было получать расчетным путем, а так же в исследовательских целях. 1.6 Выполнено увеличение проходного сечения дроссельных шайб рабочих кассет реактора энергоблока №4 с целью оптимизации расходов через топливные сборки АРК и предотвращения поверхностного кипения на твэл, а так же для уменьшения интенсивности оседания продуктов коррозии на поверхности твэл. Реактор блока №4. 1.7 Переход уплотнения разъемов чехол-привод АРК и воздушников приводов АРК на прокладки из расширенного графита с целью повышения надежности уплотнения и снижения напряжений в крепеже разъемов 2. Парогенераторы. 2.1 Установлены дополнительно три канала измерения уровня в парогенераторах и увеличено количество блокировок, обеспечивающих более безопасную эксплуатацию как парогенератора так и паротурбинной установки 2.2 Установлены дополнительные патрубки в нижнюю образующую корпусов для удаления шлама, который накапливается при эксплуатации. 2.3 Разъемы первого и второго контуров переведены на прокладки из расширенного графита для увеличения надежности уплотнения разъемов и снижения напряжений в крепеже. 2.4 Трубопроводы продувки ПГ по стороне второго контура заменены на трубопроводы из стали 0Х18Н10Т, что позволило полностью исключить внеплановые остановы блока из за сквозных дефектов, которые образовывались в трубах из перлитной стали. 3. Главные циркуляционные насосы. 3.1 Заменены рабочие колеса на штампо-сварные взамен литых, которые подвержены растрескиванию. 3.2 Установлены дополнительные элементы в трубопроводы обвязки автономного контура, позволяющие устанавливать дополнительные термопары (увеличение количества замеров для обеспечения канальности блокировок). 4. Компенсаторы объема. 4.1 Заменен узел впрыска в компенсатор объема с установкой многокаскадного впрыска, позволяющего исключить отказы системы при отказе одного активного элемента (по проекту был установлен однокаскадный впрыск). Блок №4 5. Система промежуточного перегрева пара турбоустановок К-220-44: Эрозионные повреждения жалюзийного сепаратора и трубной системы первой ступени перегрева СПП-220-М. Эрозионные размывы корпусов регуляторов уровня из ст 25л в конденсатосборниках 1 и 2 ст. перегрева Выполнена реконструкция систем промперегрева ТА-11,12: - заменены сепараторы на модернизированные, в которых применены циклонные сепараторы; -выполнена замена кассет и трубы разводки из эрозионностойкого материала; - заменены регуляторы уровня поворотного типа в конденсатосборниках 1 и 2 ст перегрева на регуляторы шиберного типа с корпусами из эрозионностойкого материала; 6. Система регенерации высокого давления турбоустановок К-220-44: Эрозионный размыв внутренней поверхности входных участков спиралей трубных систем ПВД ПВ 1600-92-16-:-23 потоком питательной воды. Эрозионные размывы корпусов регуляторов уровня в ПВД-6,7,8 Выполнена модернизация трубных систем ПВД: -изменена схема подвода питательной воды к спиралям, ПВД переделаны с двухходовых на одноходовые; -заменены регуляторы уровня в ПВД-6,7,8 поворотного типа с корпусами из ст 25л на регуляторы шиберного типа с корпусами из эрозионностойкого материала; 7. Турбина К-220-44 Эрозионный износ входных кромок рабочих лопаток последних ступеней роторов низкого давления. Трубные системы конденсаторов турбин, изготовленные из латунных трубок ЛО-70, не обеспечивали необходимой плотности и имели значительные течи. -выполнена модернизация ЦНД ТА-11 с заменой проточной части; -выполнена замена рабочих лопаток последних ступеней РНД ТА-12 с последующим упрочнением кромок электроискровым методом «Кольчуга»; -модернизация ЦВД с установкой дополнительного направляющего аппарата перед первой ступенью РВД; -выполнена замена трубных систем конденсаторов турбин на трубные системы из медноникелевого сплава МНЖ-5-1. 8. Система регенерации низкого давления: Трубные системы подогревателей низкого давления типа ПН-800-4,5, изготовленные из латуни ЛО-70 не обеспечивали необходимой плотности и имели значительные течи. Насосы НПНД-4 тип КСД-140-140 с корпусами из чугуна имели размывы и трещины на корпусе. Регуляторы уровня в ПНД-2,3,4,5 имели эрозионные размывы корпуса -заменены трубные системы ПНД-4,5 на трубные системы из медно-никелевого сплава МНЖ-51; -заменены трубные системы ПНД 1-:-5 ТА-11 на трубные системы из эрозионно-стойкого материала; -заменены насосы 11(12)НПНД-4 на насосы АКсВ-125-140 с корпусом из ст.20 -заменены регуляторы уровня в ПНД 2,3,4,5 поворотного типа с корпусами ст25л на регуляторы типа «Диск». Энергоблоки №3,4 Нововоронежской АЭС первыми из промышленных станций, построенных по проектам и с использованием оборудования, выпущенного предприятиями бывшего СССР, достигали 30-ти летнего срока эксплуатации в 2001 и 2002 годах. Подготовка к продлению этих блоков началась в 1995 году. • В ходе выполнения работ по продлению сроков эксплуатации были сформулированы основные принципы и разработана методология продления, которые затем легли в основу нормативной базы создаваемой органом государственного регулирования в области использования атомной энергии. Для обеспечения возможности эксплуатации в период ПСЭ были разработаны и реализованы в течение 1999 - 2002 годов мероприятия по модернизации. Мероприятия были направлены на: Организацию канальной структуры систем безопасности. Улучшение контроля и управления. Повышение надежности оборудования. Повышение пожарной безопасности. Снижение радиоактивных выбросов. Увеличение спектра проектных аварий. Система аварийного электроснабжения: Установлены дополнительные аккумуляторные батареи и щиты постоянного тока. Модернизирована существующая сеть надежного питания первой категории переменного тока. Смонтированы два дополнительных дизель-генератора (ДГ 7,8) по 1600 кВт каждый. Модернизирована сеть 6 кВ надежного питания второй категории с целью создания двух каналов СБ. Система контроля и управления Созданы на базе современного комплекса аппаратуры АКНП-7 два комплекта аварийной защиты и контроля реактора. Установлены два комплекта аварийной защиты СУЗ по технологическим параметрам. Импульсный регулятор мощности реактора заменен на автоматический регулятор мощности АРМ 5СРВ. Установлены два комплекта устройства разгрузки и ограничения мощности реактора РОМ-2СРВ. Установлены два комплекта унифицированного комплекса технических средств (УКТС), предназначенных для создания устройств логического управления, защиты, блокировок и сигнализации двух каналов систем безопасности. Реакторная установка оснащена системой внутриреакторного контроля на базе аппаратуры СВРК-В179 Технологические системы безопасности: Модернизирована система аварийной подпитки 1 контура с целью создания двух каналов СБ. Модернизирована спринклерная система с целью создания двух каналов СБ. Установлены БЗОК на главных паропроводах. Заменены рычажные предохранительные клапаны парогенераторов и компенсатора давления. Энергоблоки оснащены дополнительными системами подачи питательной воды в парогенераторы. Модернизирована система технической воды ответственных потребителей с целью создания двух каналов СБ на каждом блоке. Модернизированы элементы и оборудование гермопомещений. Реализованы мероприятия по обеспечению хрупкой прочности корпусов реакторов на Нововоронежской АЭС Обоснована возможность продления сроков эксплуатации корпусов реакторов энергоблоков № 3, 4 Нововоронежской АЭС Оценка эффективности реализованных мероприятий по повышению безопасности В результате реализации на энергоблоках № 3, 4 приведенных мероприятий, расширен спектр проектных аварий с разрыва трубопровода первого контура условным диаметром 32 мм до разрыва трубопровода первого контура условным диаметром 100 мм. При запроектных авариях (LOCA Dу200 и более) обеспечено ограничение радиационного воздействия АС на персонал, население и окружающую среду (техническими и организационными мерами). Устранены отступления категорий 3 и 4 (по классификации МАГАТЭ) от требований нормативных документов безопасности. Частота ПАЗ по результатам проведенного ВАБ первого уровня снижена с 1,08Е-03 1/год до величин энергоблок № 3 - 3,44Е-05 1/год, энергоблок № 4 - 5,12Е-05 1/год. В результате реализации программы ПСЭ 3 и 4 блоков НВАЭС: Существенно повышен уровень безопасности блока за счет реализации в полном объеме Программы ПСЭ, основанной на требованиях федеральных норм и правил. Обоснована на основе критериев норм и правил в области использования атомной энергии безопасность блока в период дополнительного срока эксплуатации. Выполненные работы по обоснованию остаточного ресурса зданий, сооружений, систем и оборудования блоков обеспечивают дальнейшую безопасную эксплуатацию в течение 15 лет. Эксплуатация в период продленного срока Основными условиями эксплуатации энергоблоков №3,4 в продленный период являются: Продолжение работ по повышению текущего уровня безопасности и надежности. Управление ресурсом оборудования Дальнейшие перспективы эксплуатации энергоблоков №3,4. С 2009года начаты работ по оценке возможности продолжения безопасной эксплуатации сверх продленного (15 лет) срока. Энергоблок№ 5 Энергоблок №5 - головной блок серии ВВЭР-1000 второго поколения с реактором типа В187. Технические решения, реализованные на 5 блоке, послужили основой при проектировании, сооружении и эксплуатации блоков ВВЭР-1000 с реактором типа В-302, В-320, введенных в эксплуатацию на АЭС России, Украины, Чехии, Болгарии. • Генеральный Проектировщик «Атомтеплоэлектропроект», Главный Конструктор РУ ОКБ «Гидропресс», Научный Руководитель ИАЭ им. Курчатова И.В. • • • Введён в эксплуатацию 25 сентября 1980 года. Назначенный срок эксплуатации основного оборудования – 30 лет. Достижение назначенного срока службы - 2010 год. Опыт эксплуатации блока № 5. Изменения внесенные в процессе эксплуатации 1. Верхний блок: В 2004-2005г.г. заменены 109 патрубков по причине образования трещин в нижней части патрубков СУЗ по границе сплавления наплавки ЗИО-8 со сталью 20, которое обусловлено совместным воздействием сварочных напряжений, заложенных при выполнении и ремонте наплавки на заводе-изготовителе и эксплуатационных нагрузок. Наличие технологических дефектов в виде несплавлений, которые являлись концентраторами напряжений, способствовало процессу образования трещин. 2. Парогенераторы ПГВ-1000: Трещины коллекторов ПГВ-1000. По причине образования трещин на коллекторах ПГ в 198889 гг. были заменены ПГВ-1000 на ПГВ-1000М и разневолены коллектора на новых ПГ. Дефекты сварного шва №111 ПГВ-1000. Впервые сквозные дефекты в сварном шве № 111 были обнаружены на ПГ-1 в 1998 году далее аналогичные дефекты были зафиксированы в 2001 году на ПГ-3 и повторно на ПГ-1 в 2005 году, на ПГ-2,4 в 2007г. Для устранения дефектов была разработана технология и выполнен ремонт. Причина появления дефектов в сварном шве № 111 определена, как коррозионное растрескивание под напряжением. 3. Система промежуточного перегрева пара турбоустановок К-500-60/1500: Эрозионные повреждения внутрикорпусных устройств СПП-1000 Выполнена реконструкция систем промперегрева: - заменены собственно сепараторы СПП-1000; - установлены плёночные сепараторы усовершенствованной конструкции; - заменены кассеты греющих секций на кассеты из нержавеющей стали; - заменены трубы разводки на трубы из нержавеющей стали; - установлены циклонные сепараторы на паропроводе 1 отбора к 1 ступени СПП-1000; - установлены разделители фаз на линиях отвода сепарата из плёночных сепараторов и из - циклонного сепаратора 1 отбора. Низкая надёжность отсечных клапанов промперегрева. Установлены заслонки (последовательно стопорные и регулирующие после каждого СПП). Неравномерное распределение пара по отдельным сепарационным пакетам и размывы корпуса сепаратора. Установка внутри собственно сепаратора выравнивающего устройства, представляющего из себя перфорированную обечайку из нержавеющей стали. 4. Система регенерации низкого давления: Трубные системы подогревателей низкого давления типа ПН-1300,1400,1500, изготовленные из латуни ЛО-70 не обеспечивали необходимой плотности имели значительные течи. На основе освоенного производства трубок из безникелевой нержавеющей стали марки 08Х14МФ на Таганрогском заводе были изготовлены трубные системы для подогревателей низкого давления ПНД-4,3, а на «Атоммаше» - трубные системы для охладителей дренажа ОД ПНД-4 и в 1988-1992 г.г. выполнена их замена. Подогреватели низкого давления ПНД-1,2 были заменены на изготовленные на «Атоммаше» в 1999 -2000гг. 5. Система Автоматического Регулирования и Защиты турбоустановок К-500-60/1500 Наличие двух отдельных гидравлических линий управления (линия управления ЭГСР , работающая по отсечному принципу и линия управления ГСР, работающая по проточному принципу) и специальная система переключения этих линий не обеспечивают "безударность" при переводе управления турбиной с основной системы ЭГСР на резервную ГСР. В ППР-2004 года выполнены работы по модернизации гидравлической системы регулирования с исключением переключающих устройств (ПУ ЭГСР-ГСР) на обеих турбоустановках. При реконструкции автоматической системы регулирования и защиты турбины К-500-60/1500 устраняются "узкие" места в системе регулирования и применяются современные решения, касающиеся построения контуров гидравлического управления органами парораспределения. 6. Опыт эксплуатации электрооборудования Течи дистиллята обмоток статоров. Ослабление крепления лобовых частей. Выполнена замена статоров на статоры с модернизированной обмоткой. Течи дистиллята с токопроводов и обмотки ротора и снижение сопротивление изоляции. Выполнена замена роторов с водяным охлажденным на ротора с непосредственным водородным (газовым) охлаждением обмотки, производства ОАО «Электросила». Выполненные работы значительно сократили число отказов на турбогенераторах пятого блока. Батареи типа СКЭ были не сейсмического исполнения. Неоднократно появлялись протечки электролита по корпусу аккумулятора. Заменены на батареи с аккумуляторами «ВАРТА» сейсмического исполнения производство Германия, установленные в сейсмостойкие стеллажи. Устройства бесперебойного питания потребителей первой группы производства фирма «ТЕТ» г.Таллин имели много отказов. Заменены на УБП ПО «Электропреобразователь» г. Оренбург. 7. Опыт эксплуатации оборудования ТАИ Конструкция привода ЛШП оказалась недостаточной по надежности в эксплуатации: малое тяговое усилие на подъем ОР СУЗ, затирания якоря в подшипниках привода, обрывы обмоток электродвигателя, много замыканий в силовых разъемах. Графитовые подшипники заменены на термаровые. ЩПТ-СУЗ переведен на напряжение ═ 36В. Реконструкция приводов ЛШП на ЛШП-М. Замена кабельных разъемов СУЗ на кольцевой ферме реактора. Скорость ввода ОР СУЗ при срабатывании АЗ-ΙΙΙ рода и РОМ оказалась недостаточной в режимах отключения 1 или 2-х ГЦН, 1 или 2-х ТПН, 1или 2-х ТА или ТГ. Эти режимы приводили к срабатыванию АЗ – Ι рода. Внедрён проект системы ускоренной разгрузки реактора (УРБ). 8. Технологические системы При эксплуатации 5 блока НВ АЭС были внедрены уникальные проектно-конструкторские решения: система возврата водорода в 1 контур позволяющая значительно снизить расход аммиака дозируемый в 1 контур, нагрузку на систему спецгазоочистки и, соответственно, газоаэрозольные выбросы; впервые была опробована технология переработки жидких радиоактивных отходов методом глубокого упаривания, позволившая существенно уменьшить объем хранящихся на блоках ЖРО. Подготовка к продлению срока эксплуатации 5 блока: Достигнутые результаты в области повышения безопасности и устойчивости эксплуатации первого энергоблока с ВВЭР-1000 создали предпосылки для продолжения его работы после установленного проектом 30-летнего срока эксплуатации. Выполненный в 2004 г. анализ соответствия 5 энергоблока действующим нормам и правилам выявил основные дефициты безопасности, которые должны быть устранены для обоснования возможности эксплуатации энергоблока в дополнительный период. В первую очередь это: недостаточное физическое разделение активных, обеспечивающих и управляющих систем безопасности, не исключающее отказов по общей причине; отсутствие в исходном проекте систем безопасности, наличие которых требует современная нормативная документация (система аварийного удаления и контроля концентрации водорода в гермообъеме, система индустриальной антисейсмической защиты и т.п.); несоответствие исходных проектов систем важных для безопасности современным нормативным документам. Параллельно с анализом соответствия требованиям современной нормативной документации была выполнена оценка безопасности энергоблока до реализации модернизационных мероприятий методами вероятностного анализа с определением основных вкладчиков в частоту повреждения активной зоны. Оценка безопасности: проектный уровень безопасности реактора ВВЭР-1000 (В-187) Частота ПАЗ до модернизации 2,24 × 10-4 1/реактор×год Относительный вклад в ЧПАЗ основных групп исходных событий Подготовка к продлению срока эксплуатации 5 блока: По результатам выполненных анализов были разработаны мероприятия по модернизации энергоблока с целью обеспечения его безопасной и надежной работы в дополнительный период эксплуатации В 2009 г. завершено комплексное обследование энергоблока, которое показало: техническое состояние элементов, систем, строительных конструкций, зданий и сооружений и в целом 5-го энергоблока Нововоронежской АЭС удовлетворительное; соответствует требованиям эксплуатационной, проектно-конструкторской и нормативной документации и позволяет их дальнейшую эксплуатацию; технически возможно продление эксплуатации при обосновании остаточного ресурса элементов энергоблока, важных для безопасности. По результатам анализа остаточного ресурса важного для безопасности оборудования был составлен перечень оборудования исчерпавшего ресурс и подлежащего замене и было установлено, что: ресурс корпуса реактора может быть продлен до 56 лет; ресурс остального незаменяемого оборудования может быть продлен до 60 лет. Для обоснования возможности безопасной эксплуатации энергоблока был разработан Отчет по углубленной оценке безопасности 5-го энергоблока с учетом мероприятий по модернизации и замене оборудования и в 2009 г. в составе комплекта документов, обосновывающих безопасность, представлен в Ростехнадзор для получения лицензии на эксплуатацию энергоблока свыше 30-летнего срока. Углубленная оценка безопасности энергоблока № 5 Нововоронежской АЭС подтверждает возможность дальнейшей безопасной эксплуатации энергоблока в течение 26 лет. Основные модернизационные мероприятия, выполненные в период останова энергоблока на ППР-2010-2011: физическое разделение систем аварийного электроснабжения с полной заменой силовых кабелей, созданием нового отдельно стоящего здания РДЭС, переводом в новое здание безопасности секций 6 и 0,4 кВ соответствующего канала САЭ; полная замена с физическим разделением оборудования и кабельных потоков управляющих систем безопасности; полная замена оборудования СУЗ с созданием двух комплектной системы АЗ, ПЗ; создание системы аварийного впрыска бора высокого давления для ввода концентрированного раствора поглотителя при номинальных параметрах первого контура; модернизация системы аварийного охлаждения активной зоны высокого давления с возможностью подключения насосов системы к приямку гермообъема; создание системы аварийной питательной воды, соответствующей требованиям современных требованиям безопасности; замена ИПУ КД на новые с возможностью осуществления режима "feed and bleed"; внедрение системы аварийного удаления и контроля концентрации водорода в гермообъеме защитной оболочки для проектных и запроектных аварий; внедрение системы индустриальной антисейсмической защиты с уставкой срабатывания 4 балла по шкале MSK-64; создание на основе одного из бывших каналов системы аварийного электроснабжения канала системы надежного электроснабжения для оборудования нормальной эксплуатации, важного для безопасности; создание на основе бывшей системы аварийной питательной воды системы вспомогательной питательной воды; полная замена оборудования и кабельных потоков управляющих систем нормальной эксплуатации; замены выработавших ресурс генераторов на новые; модернизация блочного и резервного пультов управления с практически 100% заменой оборудования; создание полномасштабных тренажеров БЩУ и РЩУ. Достигнутый уровень безопасности • Обеспечено соответствие 5 блока современным требованиям российских норм и правил и стандартам МАГАТЭ. -4 • Частота повреждения активной зоны снижена с величины 6,9х10 (1/реактор год), до -5 2,9х10 (1/реактор год), что соответствует рекомендациям МАГАТЭ. • По результатам международной страховой инспекции 2011г. Энергоблок №5 соответствует требованиям по страховым рискам для АЭС 2-го поколения во всем мире. • • • • • • • Совершенствование ядерного топлива ВВЭР и его эксплуатация 1. Развитие конструкции твэла и ТВС На основании статуса головной АЭС с реакторами типа ВВЭР в активных зонах 1-го 4-го энергоблоков Нововоронежской АЭС велись реакторные испытания топлива, направленные на совершенствование конструкции и повышение надежности твэл и ТВС, их эксплуатационных характеристик. На этапе освоения реакторов первого поколения ВВЭР-210 и ВВЭР-365 изучалось поведение топлива в реальных условиях эксплуатации. Тем самым была заложена база для разработки конструкции твэла и ТВС реактора второго поколения - ВВЭР-440. Результаты реакторных испытаний и послереакторных исследований были учтены в проекте твэла ВВЭР-1000. На основе послереакторных исследований были реализованы следующие технологические и конструкторские совершенствования: По топливу: Уменьшение содержания примесей влаги (на начальном этапе не контролировалось) и фтора в топливе с целью снижения разгерметизации твэлов по причине коррозионного повреждения оболочек. Перевод производства с технологии изготовления стержневого топлива на технологию изготовления таблеточного топлива с центральным отверстием с целью снижения температуры топлива и распухания. Выбор оптимального зазора топливо – оболочка путём уменьшения допуска на диаметр топливной таблетки (доведен до 0,03 мм) и диаметр оболочки. Изготовление фасок на топливных таблетках для исключения крошки топлива в твэле и уменьшения механического взаимодействия (эффект «храповика») топлива с оболочкой твэла, в результате чего существенно снижена эта компонента удлинения твэла, достигавшая нескольких миллиметров и приводившая к разгерметизации оболочки. Увеличение плотности топлива, оптимизация микроструктуры таблеток (размер зерна, пористость, открытая пористость). По конструкции и технологии изготовления твэлов: Увеличение исходного давления гелия в твэлах от атмосферного до 6,5 атм, что позволило снизить температуру топлива на ~300°С. Переход от 4-х шовной герметизации твэлов электронно-лучевой сваркой к 2-х шовной герметизации контактно-стыковой сваркой и новой конструкции заглушек. Также по результатам исследований было обращено внимание изготовителя на возможность загрязнения прилегающих к заглушкам участков оболочки материалом медных цанг сварочного автомата с последующим повреждением при эксплуатации твэлов. Замена фиксатора топливного столба с разрезной втулки на пружинный. При изменяющихся термических удлинениях топливного столба в твэле разрезная втулка смещалась вверх, что при очередном цикле приводило к образованию больших зазоров между таблетками топлива и как следствие - к локальным всплескам потока нейтронов. По конструкции топливных сборок: • Замена фрезерованной верхней решётки с отверстиями Ø5 мм под верхние наконечники твэлов решёткой ячеистого типа. В результате осевой зазор для температурного и радиационного роста составил не менее 25 мм. • Выбор конструкции и технологии изготовления циркониевых дистанционирующих решёток взамен решёток из нержавеющей стали (исследованы 3 топливные сборки 1-го, 2х и 3-х лет эксплуатации) с целью исключения паразитного захвата нейтронов конструкционным материалом. В исследованиях определялись жёсткость всей решётки, упругие свойства ячеек, прочность контактной сварки ячеек, участки гидрирования ячеек. • Увеличение размера чехловой трубы «под ключ» до 145 мм с уменьшением толщины стенки до 1,5 мм с целью снижения межкассетных протечек. • Установка гафниевых пластин в верхней части ТВС СУЗ для исключения всплеска нейтронов в кассетах окружения от стыковочного узла кассеты СУЗ. Впервые внимание было обращено на влияние стыковочного узла кассеты СУЗ на кассеты окружения при опытных испытаниях на 4-ом энергоблоке двухэтажных кассет в режиме маневрирования мощностью в 1986 г. По технологиям изготовления элементов конструкции: • Замена автоклавирования чехловых труб технологией принудительного окисления на воздухе. В результате замены существенно сократился цикл изготовления при сохранении защитной оксидной плёнки на поверхности изделия. • Замена автоклавирования твэлов технологией анодирования. По нейтронно-физическим характеристикам: • Увеличение обогащения топлива по U-235 от 1,5% на ВВЭР-210 до 4% на ВВЭР-440. • Увеличение продолжительности эксплуатации топлива и выгорания - внедрение 4-х летнего топливного цикла после ресурсных испытаний сборки до выгорания 50,5 МВт·сут/кг U и её исследований. • Профилирование обогащения топлива в сечении сборки. В горячей камере проводились работы с поглощающими надставками типа ВВЭР-440 и ПС СУЗ ВВЭР-1000: • Были обоснованы материалы по увеличению срока службы поглощающих надставок до 20 лет против первоначально установленного срока в три года, что существенно сократило объём радиоактивных отходов. • Обосновано увеличение срока службы штатных ПС СУЗ ВВЭР-1000 с карбидом бора в режиме АР до двух лет (первоначально – один год). • Проведены реакторные испытания и послереакторные исследования ПС СУЗ ВВЭР-1000 с титанатом диспрозия в качестве поглощающего материала, что обеспечило их внедрение со сроком службы до 10 лет на всех реакторах ВВЭР-1000 2. Развитие проектирования топливных загрузок В результате улучшения конструкции кассет и схем загрузки топлива средняя глубина выгорания выгружаемого топлива увеличилась - в реакторах ВВЭР-440 с проектных 28.4 Мвт*сут/кгU до 39-40 Мвт*сут/кгU - в реакторе ВВЭР-1000 с проектных 40 Мвт*сут/кгU до 46 Мвт*сут/кгU - 3. Контроль энерговыделения в активной зоне 5 блока по локальным параметрам В процессе внедрения уран-гадолиниевого топлива на 5 блоке впервые для ВВЭР разработаны и внедрены эксплуатационные пределы по локальным параметрам, ограничивающим допустимую линейную мощность и относительное энерговыделение твэлов. Это позволило уменьшить консервативность проектных эксплуатационных пределов на 4% и расширить возможности выбора топливных загрузок по длительности их работы и количества топлива подпитки. 4. Развитие методов КГО На НВ АЭС наряду со штатными методиками КГО адаптируются, развиваются, проходят опытную эксплуатацию и внедряются средства и методики, повышающие качество идентификации ТВС, содержащих негерметичные твэлы. Работы по развитию методов КГО твэлов ТВС в целом ведутся в двух направлениях: повышение эффективности КГО на работающем реакторе; - повышение эффективности КГО на остановленном реакторе. КГО на работающем реакторе • Разработаны методики контроля удельной активности инертных радиоактивных газов в теплоносителе 1-го контура РУ. Использование этих методик в сочетании с контролем по удельной активности радионуклидов йода позволяет повысить достоверность оценки текущего состояния топлива при работе РУ на мощности. • Осуществляется опытная эксплуатация экспертной системы для оценки уровня дефектности активной зоны («ТРИНИТИ»). Проведение таких оценок необходимо при составлении планов-графиков остановов РУ и при планировании переходных режимов эксплуатации РУ для снижения рисков разгерметизации твэлов. КГО на остановленном реакторе • КГО на остановленном реакторе обычно проводится пенальным водным методом в пеналах системы обнаружения дефектных сборок по активности реперных радионуклидов 131 I, 134Cs, 137Cs. Для повышения точности выявления наличия негерметичных твэлов внедрена методика использования дополнительно в качестве реперных короткоживущих радионуклидов 136Cs и 133Хе. • В настоящее время на 5 блоке ведутся работы по вводу в эксплуатацию системы оперативного КГО сиппинг-методом - СКГО МП-1000 в штанге перегрузочной машины непосредственно в процессе перегрузки . 5. Перекомплектация групп ОР СУЗ Перекомпоновка групп ОР СУЗ 5 блока и алгоритмов управления необходима для улучшения динамических характеристик блока и для замены ОР СУЗ с половинной длиной поглотителя на ОР СУЗ с поглотителем полной длины. При разработке алгоритмов управления используется опыт внедрения на АЭС (Ростовской, Хмельницкой, Калининской, Тяньваньской) усовершенствованных алгоритмов управления (У-алгоритмов),представляющих собой комплекс современных методов управления энерговыделением активной зоны реактора ВВЭР-1000. В качестве критериев безопасности применения алгоритмов применялись ограничения на скорость введения положительной реактивности при извлечении управляющих групп ОР СУЗ с рабочей скоростью в произвольной и штатной последовательности, эффективность аварийной защиты, величину положительной реактивности при выбросе одного ОР СУЗ, температуру повторной критичности. 6. Совершенствование охлаждения активных зон реакторов 3 и 4 блоков С целью выравнивания распределения расходов через ТВС и РК активных зон 3 и 4 блоков были выполнены перешайбовки дроссельных шайб в корзине реактора. На 3 блоке перешайбовка была выполнена путем замены дроссельных шайб или вкручиванием вкладышей в те ячейки, где диаметр дроссельных шайб изменялся с 56мм до 52 мм. На 4 блоке оптимальный размер дроссельных шайб выполнялся путем их рассверливания с 45 мм до 50 мм. 7. Обращение с негерметичными ОТВС ВВЭР-440 Впервые в отрасли был разработан критерий необходимости помещения ТВС с негерметичными твэлами в пеналы с целью предотвращения возможного выноса топливной композиции из твэлов, разрушений негерметичных твэлов в процессе хранения и проведения необходимых транспортных операций после их хранения в БВ в течение запланированного периода времени, является одновременное выполнения следующих условий: регистрация в пробах КГО, проведенного по штатной методике, уровней удельной активности хотя бы одного из реперных изотопов (131I, 134Cs и 137Cs), превышающих значения 1,010-3 Ки/кг; регистрация в пробах КГО тех же кассет статистически значимых (отличных от фоновых значений) количеств радионуклидов 144Ce и 106Ru и подтверждение принадлежности этих продуктов деления твэлам проверяемой кассеты. 8. Система хранения ОТВС ВВЭР-440 с негерметичными твэлами в пеналах 30. Разработанный проект системы предназначен для хранения ОТВС с негерметичными твэлами, степень разгерметизации которых превысила критерий пенального хранения. Входящий в состав этой системы пенал 30 предназначен также для внутриобъектового транспортирования ОТВС в «горячую» камеру. Система обеспечивает отсутствие водообмена между водной средой бассейна выдержки и водной средой пенала 30 при нормальной эксплуатации. В состав системы входят четыре пенала 30, четыре направляющие, стеллаж, арматурный блок, бак запаса охлаждающей воды, соединительные трубопроводы и щит контроля технологических параметров. Совершенствование водно-химического режима первого и второго контуров от ВВЭР-210 до ВВЭР-1000 Первый и второй блоки Нововоронежской АЭС были опытно-промышленными, третий, четвертый и пятый являются головными в своей серии. С момента их пуска водно-химический режим первых и вторых контуров регламентировался только проектной и конструкторской документацией, по мере эксплуатации разрабатывались стандарты. С глубиной понимания процесса приходила необходимость пересмотра нормативной документации, регламентирующей водно-химический режим. Принимались технические решения, позволяющие совершенствовать средства его ведения, внедрялись современные приборы, повышающие надежность химического контроля. Водно-химический режим 1 контура На первом блоке конструкционным материалом, контактирующим с теплоносителем первого контура, служила нержавеющая сталь аустенитного класса (за исключением некоторых деталей ГЦЭН и подпиточных насосов), на корпусе реактора также имелась наплавка из нержавеющей стали толщиной 20 мм, что позволило вести нейтральный (бескоррекционный) водно-химический режим. Для подавления избыточного кислорода в подпиточную воду первого контура дозировался аммиак и гидразин-гидрат в небольших количествах, а с 1966 года только гидразин-гидрат с поддержанием его концентрации в подпиточной воде 100 мкг/кг. Остаточное содержание кислорода при этих условиях не превышало 0,02 мг/кг. На втором, третьем и четвертом блоках НВАЭС корпуса ректоров и компенсаторов объема не имеют наплавки из нержавеющей стали, что обусловило более жесткие требования к водно-химическому режиму. Кроме того, начиная со второго блока, внедрен режим регулирования реактивности с помощью борной кислоты, что позволило улучшить распределение энерговыделения по активной зоне и тем самым создать необходимый запас по тепловой мощности реактора. Однако, присутствие в воде 1 контура борной кислоты, потребовало корректировки требований к водно-химическому режиму. Был принят аммиачно-калиевый режим, не претерпевший принципиальных изменений на 3-5 блоках по настоящее время. Диапазон нормируемых концентраций щелочных металлов от текущей концентрации борной кислоты за этот период значительно изменился с целью снижения скорости коррозии конструкционных материалов и минимизация массопереноса. Для 3, 4 блоков проводилась отработка различных режимов в рамках этого диапазона, опытным путем был определен его оптимальный уровень. Усовершенствована схема вывода избыточной щелочности дозагрузкой катионита в ФСД СВО-1, что позволило вести режим более плавно. Зависимость суммарной молярной концентрации щелочных металлов в теплоносителе первого контура 3, 4 блоков от текущей концентрации борной кислоты, представлена на диаграмме — до ввода новых норм по 1 контуру — оптимальный режим в соответствии с СТП ЭО 00004-00 Зависимость суммарной молярной концентрации щелочных металлов в теплоносителе первого контура 5 блока от текущей концентрации борной кислоты, представлена на диаграмме — до ввода новых норм по 1 контуру — оптимальный режим в соответствии с СТО 1.1.1.02.005.0621-2007 На 5 блоке была реализована схема возврата водорода в 1 контур, что, наряду с возможностью более стабильного поддержания концентрации водорода в теплоносителе, позволило держать более низкий уровень равновесной концентрации аммиака и, соответственно, увеличить эффективность работы ионообменной шихты, уменьшить количество радиоактивных отходов. Большой проблемой 3, 4 блоков при нахождении в «холодном» состоянии была высокая концентрация аммиака в консервирующих растворах, низкая прозрачность воды бассейна перегрузки топлива. Проведены исследования, по результатам которых стояночный режим принят низкоаммиачным, очистка воды БП и БВ проводится на ультра фильтрационной установке типа UWF-120-4, анионитовом фильтре СВО-4, загруженном акриловым анионитом ядерного класса Amberlite IRN 67R, обладающим высокой селективностью к поглощению мелкодисперсных частиц. Водно-химический режим второго контура Аналогично первому контуру, ВХР второго контура за 50 лет эксплуатации претерпел значительные изменения. На первом блоке с момента пуска он велся бескоррекционно. В дальнейшем вводили корректирующие добавки, такие как аммиак, гидроксид лития, гидразингидрат, что позволило минимизировать коррозионные процессы. С 1993 года на НВАЭС практикуются химические отмывки теплообменной поверхности ПГ по второму контуру на 3-5 блоках от отложений во время ППР с помощью уникальных технологий с применением комплексонов. Реконструкция системы водопитания с организацией солевого отсека парогенераторов 5 блока в 1995 году позволила увеличить степень вывода солей из парогенератора с продувочной водой и, соответственно, уменьшить содержание солей в основном объеме ПГ. С 2010 года на 3 блоке, а с 2011 года на 4 и 5 блоках проводится опытно-промышленная эксплуатация с коррекционной обработкой рабочей среды второго контура этаноламином. Анализ ведения водно-химического режима второго контура при опытно-промышленном дозировании этаноламина подтвердил ожидаемые преимущества данного режима по сравнению с гидразинно-аммиачным ВХР. При дозировании ЭТА выровнялись величины рН25°С в потоках второго контура и устойчиво поддерживаются на уровне 9,0 - 9,3 в питательной воде, в продувочной воде ПГ – на уровне 9,2-9,5 При опытно-промышленном дозировании этаноламина достигнуто снижение концентрации железа в питательной воде ПГ До 1996 подпитка и заполнение первых и вторых контуров проводилось водой после двухступенчатого обессоливания. Введение новых норм по качеству ХОВ привело к необходимости сооружения дополнительной ступени очистки и в 1996 года была введена в эксплуатацию 3 ступень ХВО с ФСД, а с 2005 года в работе спроектированная по европейским стандартам, с высокой степенью автоматизации новая химводоочистка для нужд 3, 4 и 5 блоков. Была разработана и введена в действие информационно-аналитическая система представления и обработки результатов контроля водно-химического режима по всем регламентированным точкам контроля и контролируемым показателям качества водного теплоносителя и вспомогательных водных сред I и II контуров для 3, 4 и 5 энергоблоков Нововоронежской АЭС при различных режимах работы энергоблоков. На НВАЭС ведется планомерная работа по обновлению парка лабораторых приборов и оборудования на современные, высокотехнологичные, которые используются для контроля показателей качества технологических сред, ручной контроль заменяется инструментальным. Продолжаются работы по внедрению автоматизированной системы химического контроля первых и вторых контуров 5 блока. Физико-химический контроль ведется аккредитованной лабораторией по аттестованным методикам. В совокупности это позволило за 50 лет эксплуатации Нововоронежской АЭС обеспечить стабильность поддержания важнейших характеристик теплоносителя первых и вторых контуров, их уровень максимально приблизить к оптимальным значениям, что, в конечном итоге, позволило продлить срок эксплуатации основного оборудования. Совершенствование методов диагностики и контроля металлов Для повышения качества выявления дефектов металла на НВ АЭС постоянно ведется работа по внедрению современных средств и новых методик контроля металла. Среди них: Приборы и системы УЗК на базе фазированных решеток; Комплексы цифровой радиографии; Автоматизированные установки для обработки рентгеновских снимков; Новые отечественные разработки ЦНИИТМАШ и ПОЛИТЕСТ в области вихретокового контроля; В 2007 году на энергоблоке №3 Нововоронежской АЭС впервые был проведен АУЗК композитных сварных соединений №23 патрубков ДУ 1100 с коллектором ПГВ-4М. В результате на 3ПГ-1 своевременно выявлен дефект, который был на гране разрушения сварного соединения. В целях повышения оперативности проведения контроля металла, по инициативе Нововоронежской АЭС специалистами ООО «Диагностика-М» разработан комплекс цифровой радиографии с использованием матричного детектора. Вместо рентгеновской пленки или пластины используется матричный детектор Прибор позволяет в течении 30-40 секунд получить изображение (рентгеновский снимок) на экране монитора. Нововоронежская АЭС выбрана пилотной для внедрения системы ВТК теплообменных труб и перемычек коллекторов ПГ с использованием матричного зонда. Контроль с применением данного зонда значительно повышает достоверность оценки выявленных индикаций. На примере контроля образца с опорными пластинами (Фото 1) датчик матричного типа позволяет распознать не только дефекты трубы в виде язв расположенных на краю опорных пластин, но и увидеть контуры самих пластин. (Фото 2) (Фото 1) (Фото 2) Заключение Нововоронежская АЭС с реакторами ВВЭР сыграла одну из ключевых ролей на этапах становления и развития ядерной энергетики Советского Союза и России. 50 летний опыт эксплуатации реакторов ВВЭР продемонстрировал, что блоки ВВЭР могут работать длительное время и наша технология безопасна. Это на деле показывает, что те научно-технические достижения и практические решения, которые принимались 50 лет назад, были верными. На энергоблоках Нововоронежской АЭС отрабатывались и проверялись принципиальные решения, предложенные проектировщиками и конструкторами. Осуществлялось накопление и обобщение опыта для учёта их в серийных блоках. Энергоблоки №3,4,5 первыми из Российских АЭС прошли процедуру продления сроков эксплуатации. Выполненные работы по обоснованию остаточного ресурса зданий, сооружений, систем и оборудования блоков обеспечивают дальнейшую безопасную эксплуатацию в течение 15 лет для ВВЭР-440 (блоки 3,4) и 26 лет для ВВЭР-1000 (блок 5).