УДК 620.171:669-1 О ВОЗМОЖНОСТИ ПОВЫШЕНИЯ УДАРНОЙ ВЯЗКОСТИ НАПЛАВЛЕННОГО НИЗКОЛЕГИРОВАННЫМИ СВАРОЧНЫМИ
реклама

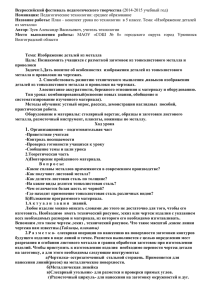
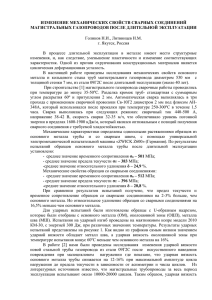
УДК 620.171:669-1 О ВОЗМОЖНОСТИ ПОВЫШЕНИЯ УДАРНОЙ ВЯЗКОСТИ НАПЛАВЛЕННОГО НИЗКОЛЕГИРОВАННЫМИ СВАРОЧНЫМИ ПРОВОЛОКАМИ МЕТАЛЛА Е.А. Протопопов, А.И. Вальтер, А.А. Протопопов, П.И. Маленко Рассмотрена оценка ударной вязкости при +200С, –400С и –600С наплавленного металла при использовании стальных низколегированных сварочных проволок. Показано, что сварочная проволока Св-08Г2С при определенном сочетании легирующих элементов и примесей в пределах допуска на их содержание, регламентированного ГОСТ 2246-70, может обеспечить высокую ударную вязкость наплавленного металла при температуре эксплуатации до –600С. Ключевые слова: ударная вязкость, сварной шов, низколегированные стали, степень ковалентности, степень металличности, сварочная проволока Св-08Г2С Введение При изготовлении сварных конструкций ответственного назначения широко применяются низколегированные стали, например перлитные: 09Г2, 09Г2С, 16ГС, 15ГФ, 10Г2, 10Г2С1, 10ХСНД, 15ХСНД и др.; бейнитно-мартенситные: 14Х2ГМР, 14ХГН2МДАФБ и др., для сварки которых в среде защитных газов используется сварочная проволока Св-08Г2С [1, 2]. Каждая плавка стали, предназначенной для производства проволоки Св-08Г2С, имеет свой уникальный химический состав. При этом эксплуатационные свойства металла, наплавленного данной проволокой, во многом определяются взаимными соотношениями содержания различных легирующих элементов и примесей. В связи с вышеизложенным, актуальна разработка расчетных критериев, позволяющих проводить оперативную коррекцию химического состава выплавляемой для получения сварочной проволоки стали, для обеспечения улучшенных механических характеристик наплавленного металла. Для сварных соединений ответственных металлоконструкций, особенно эксплуатируемых при пониженных температурах, одной из обязательно регламентируемых механических характеристик является ударная вязкость. Теоретическую оценку ударной вязкости сварных швов, полученных сваркой легированных сталей в защитном газе, можно получить с использованием регрессионных зависимостей, например, представленных в [3]. Однако применение соответствующих уравнений регрессии ограничено областью варьирования факторов при их получении и не позволяет выделить вклады основного и наплавленного металла в формирование ударной вязкости сварного шва. Методика проведения исследований В работе [4] разработан метод оценки ударной вязкости низколегированных сталей, основанный на определении приведенного обобщенного отношения степеней металличности и ковалентности межатомных связей, применимый для расчета ударной вязкости наплавленного низколегированными сварочными проволоками металла. В соответствии с [4] ударная вязкость низколегированной стали со структурой сорбита, полученной после закалки и высокого отпуска, определяется по уравнению регрессии C (1) KCU k KCU м a , Cк пр где kKCU, а – коэффициенты линейного уравнения регрессии, табл. 1; Cм – приведенное обобщенное отношение степеней металличности и C к пр ковалентности межатомных связей. Таблица 1 Температура, о С +20 –40 –60 Коэффициенты уравнения (1) [4] Коэффициенты 2 а, Дж/см -1919,7616 -2053,65231 -2266,56687 kКСU, Дж/см2 698,21158 804,68176 927,27728 C Параметр м определяется по уравнению: Cк пр N T C M C Cм i м X эi k эi X эi м X эj k эj X эj , (2) Cк пр i 1 i293 Cк i j 1 Cк j где i, j – индексы атомов соответственно замещения и внедрения; Хэi, Хэj – мольная доля соответственно i-го и j-го компонентов стали; k эi X эi , k эj X эj – экспериментальные зависимости, учитывающие влияние содер- жания соответственно i-го и j-го элементов на величину ударной вязкости; i T – температурная зависимость линейного коэффициента термического расширения i-го элемента в температурном интервале от +20оС до – 60оС; i293 – значение линейного коэффициента термического расширения i-го элемента при +20оС. Зависимости k эi X эi и k эj X эj , полученные на основе обработки экспериментальных данных [5 - 8], представлены на рис.1, 2. Рис.1. Влияние ряда химических элементов на ударную вязкость в зависимости от их мольной доли в стали Рис.2. Влияние P, S, B, Zr, Nb, O и N на ударную вязкость в зависимости от их мольной доли в стали Температурные зависимости i T ряда легирующих химических элементов, образующих в сталях твердые растворы замещения в интервале температур от +20оС до –60оС получены путем обработки экспериментальных данных [9] с помощью программы Origin и приведены в табл. 2. Таблица 2 Температурные зависимости линейных коэффициентов теплового расширения ряда элементов в интервале температур от +20оС до –80оС ЭлеУравнение температурной зависимости, К-1 мент Al 106 0,84286 0,18939 T 5,36706 104 T 2 5,787041 107 T 3 Al Ce Ce 8,5 106 Co Co 106 7,36895 0,23177 T 9,54321 104 T 2 1,35436 107 T 3 Cr 122,1251 2,1383759 T 135,6257 10 Cr 10 6 7 3 7 4 385,433 10 Cu Fe Mn Mo Nb Ni Si Ti V T 0,414 10 T 4 2 T Fe 106 2,68231 0,09432 T 1,63638 104 T 2 4,14681 108T 3 Mn 106 8,91429 0,26288T 8,01587 104 T 2 9,25926 107 T 3 Mo 106 1,67 0,0195T 0,25 104 T 2 1,9058241313 1021T 3 Nb 106 4,36071 0,01221T 1,02679 105T 2 Ni 106 0,62857 0,07879T 1,25 104 T 2 Si 106 9,212857 0,102117 T 3,139881 104 T 2 3,472 107 T 3 Ti 106 0,71886 0,06868T 1,76659 104 T 2 1,60514 107 T 3 V 106 7,14999 T 188,900610,01936 Cu 106 3,98571 0,10403T 3,09524 104 T 2 3,47222 107 T 3 W W 106 3,1 0,005T Zr Zr 106 4,77833 0,00465T Представленные на рис. 1, 2 и в табл.1 зависимости получены при массовом содержании легирующих элементов, указанном в табл. 3. Оценка ударной вязкости наплавленного металла проводилась для ряда стальных сварочных проволок сплошного сечения. Стальные низколегированные сварочные проволоки для сварки в среде активных защитных газов должны обеспечивать требуемую ударную вязкость металла шва при температурах эксплуатации сварных соединений не ниже указанных в соответствующих руководящих документах. Как правило, это +20оС, 0оС, –20оС, –30оС, –40оС, –50оС, –60оС и –70оС. Таблица 3 Области массовых концентраций элементов, для которых справедливы уравнения (1) – (2) ЭлеМассовая ЭлеМассовая ЭлеМассовая мент концентрамент концентрамент концентрация, не более, ция, не более, ция, не более, % % % Al 3,9 Nb 1,6 B 0,17 Ce 0,3 Ni 6,0 C 0,55 Co 2,0 Si 3,5 N 0,1 Cr 4,9 Ti 2,4 O 0,08 Cu 4,8 V 2,5 P 0,5 Mn 4,0 W 2,3 S 0,28 Mo 2,4 Zr 1,6 В табл. 4 приведены данные по минимальной допустимой температура эксплуатации сварных соединений, выполненных сварочной проволокой Св-08Г2С различных производителей и рядом других низколегированных стальных сварочных проволок, применяемых при сварке низколегированных сталей по данным [10 - 12]. Таблица 4 Минимальная допустимая температура эксплуатации сварных соединений Tмин для ряда используемых низколегированных стальных сварочных проволок при сварке сталей типа 09Г2С №п/п Tмин ПримечасварочМарка Производитель о ной про, С ние волоки 1 OK Autrod 12.51 –20 ESAB (Швеция) 2 OK Aristorod 12.63 –20 ESAB (Швеция) 3 Св-08Г2С-О -40 4 Св-08Г2С-О 5 Св-08Г2С-О 6 Св-08Г2С-О 7 Св-08Г2С-О -40 АО Стальметиз (Украина) ОАО Белорецкий металлур-40 гический комбинат (Россия) Askaynak (Kaynak Teknigi -40 San. ve Tic. A.S.) (Турция) Oerlikon Kaynak -40 Elektrodlary ve Sanayi A.S. ПАО "АрселорМиттал Кривой Рог" (Украина) Аналог Св-08Г2С Аналог Св-08Г2С - №п/п сварочной проволоки Марка Tмин , оС Производитель (Турция) CHW (Китай) ESAB (Швеция) Weld Team K.F.T. ISAF Group (Венгрия) ОАО Молдавский металлургический завод (Молдова) ОАО Молдавский металлургический завод (Молдова) ООО Сварка (Россия) 8 9 Св-08Г2С-О Св-08Г2С-О -40 -40 10 Св-08Г2С-О -40 11 Св-08Г2С -40 12 Св-08Г2С -40 13 Св-08Г2С-О -40 14 OK Aristorod 13.09 –40 ESAB (Швеция) 15 Св-08Г2С-С 16 Св-08ГСНТ 17 OK Aristorod 13.13 ОАО НПО ЦНИИТМАШ (Россия) ОАО ИТЦ Прометей –40 (Россия) -40 –70 ESAB (Швеция) Примечание Плавка №176281 Плавка №256765 Аналог Св08ГНМ Аналог Св08ХНМ Химический состав указанных в табл. 4 сварочных проволок приведен в табл. 5 (номера сварочных проволок в табл. 4 соответствуют номерам строк в табл. 5). Химический состав сварочной проволоки №15 (табл. 4, табл. 5) принят по данным работы [12]. Химический состав сварочных проволок № 1 - 14, 16 и 17 определялся с помощью стационарного многоосновного оптико-эмиссионного анализатора "FOUNDRY-MASTER UVR". С этой целью, в соответствии с рекомендацией поставщика данных приборов в РФ (ООО "Синерком"), изготавливались образцы из многократно скрученной в несколько рядов сварочной проволоки, которые затем подвергались холодной пластической деформации (расплющиванию) и плоскому шлифованию контролируемой поверхности. На контролируемой поверхности образца, рис. 3, проводилось определение химического состава проволоки. Окончательные результаты измерений химического состава данных сварочных проволок, пред- ставленные в табл. 4, вычислялись как среднее арифметическое 5 измерений содержания химических элементов для каждого образца. Таблица 5 Химический состав указанных в табл. 4 сварочных проволок, %масс. № п/п C Si Mn P S Cr Mo Ni Al Co Cu Nb Ti V W B Zr As 1 0,0646 0,827 1,48 0,0265 0,0295 0,0153 0,005 0,0100 0,001 0,0124 0,0397 0,0023 0,0098 0,0080 0,015 2 0,1010 0,949 1,67 0,0279 0,0270 0,0205 0,005 0,005 0,001 0,0025 0,0086 0,0034 0,0135 0,0165 0,0025 0,0064 0,0233 3 0,0185 0,846 1,90 0,0348 0,0339 0,0166 0,005 0,0163 0,0239 0,0025 0,0645 0,0049 0,0113 0,0021 0,015 0,0015 0,0103 0,0267 4 0,0840 0,837 1,35 0,0291 0,0124 0,0401 0,005 0,0367 0,001 0,0020 0,0552 0,0027 0,002 0,002 0,015 0,0015 0,0042 0,0173 5 0,0676 0,850 1,49 0,0283 0,0209 0,0090 0,005 0,0245 0,001 0,0026 0,0548 0,0040 0,002 0,0021 0,015 0,0070 0,0074 0,0294 6 0,0617 0,754 1,87 0,0327 0,0251 0,0079 0,005 0,005 0,001 0,0038 0,0280 0,0037 0,0021 0,002 0,0167 0,0014 0,0070 0,0276 7 0,0455 0,941 1,56 0,0251 0,0262 0,0606 0,005 0,005 0,001 0,0100 0,0026 0,0065 0,0112 0,0081 0,0174 0,0011 0,0127 0,0161 8 0,0700 0,851 1,55 0,0275 0,0131 0,0093 0,005 0,0118 0,001 0,0021 0,0369 0,0041 0,002 0,002 0,0182 0,0060 0,0086 0,0337 9 0,0588 0,767 1,86 0,0329 0,0102 0,0278 0,005 0,0866 0,001 0,0023 0,1690 0,0041 0,002 0,002 0,0169 0,0096 0,0083 0,0334 10 0,0596 0,824 1,91 0,0281 0,0082 0,0104 0,005 0,0841 0,001 0,0034 0,1630 0,0041 0,0030 0,002 0,0151 0,0096 0,0094 0,0285 11 0,0393 0,756 1,66 0,0460 0,0570 0,0313 0,01 0,7070 0,005 < 0,01 0,0789 0,005 0,0710 0,005 0,0341 - - - 12 0,1530 0,653 1,35 0,0269 0,0458 0,5720 0,1550 0,4250 0,005 < 0,01 0,0348 0,005 0,0030 0,005 0,025 - - - 13 0,0402 0,832 2,01 0,0360 0,0164 0,0213 0,005 0,005 0,001 0,0017 0,0273 0,0029 0,002 0,002 0,015 14 0,0725 0,657 1,06 0,0230 0,0284 0,0434 0,3850 < 0,01 0,0107 < 0,01 0,0384 0,005 0,0027 0,005 0,025 - - - 15 0,0700 0,600 1,32 0,0030 0,0050 - 0,0100 - - 0,0100 - - 0,1400 - - - - 16 0,0402 0,832 2,01 0,0360 0,0164 0,0213 0,005 0,005 0,001 0,0017 0,0273 0,0029 0,002 0,002 0,015 17 0,1530 0,653 1,35 0,0269 0,0458 0,5720 0,1550 0,4250 0,005 < 0,01 0,0030 0,005 0,025 - 0,0348 0,005 0,002 0,0013 0,0053 0,0214 0,0015 0,0079 0,0230 0,0015 0,0079 0,0230 - - - Рис. 3. Внешний вид образца для определения химического состава стальной сварочной проволоки после проведения измерения Химический состав наплавленного металла оценивался с учетом табл. 5 и использованных, в первом приближении, данных по коэффициентам перехода основных элементов при полуавтоматической дуговой сварке стальными низколегированными проволоками сплошного сечения в среде CO2+Ar [7], табл. 6. Таблица 6 Коэффициенты перехода основных элементов в наплавленный металл [7] Элемент C Si Коэффициент перехода 0,90 0,38 Mn 0,53 Ударную вязкость наплавленного металла и металла сварного шва различные нормативные документы регламентируют измерять на образцах Менаже [10] или на образцах Шарпи [11]. Из-за различного напряженного состояния в образцах Менаже и Шарпи, разного вклада работы изгиба образца единой связи между KCU и KCV не существует [13]. Известно, что при различной термической обработке одной и той же стали можно получить одинаковые значение временного сопротивления и KCU, но результаты по KCV при этом будут сильно различаться [13]. Учитывая, что образец Менаже более чувствителен к хрупкости от ослабления границ зерна, строчечности, и ликвационной неоднородности [13] в данной работе проводилась оценка KCU наплавленного металла. Результаты исследований и их обсуждение Результаты расчета по уравнению (1) ударной вязкости сорбитообразного наплавленного металла сварочными проволоками (табл. 4, 5) с учетом коэффициентов перехода основных элементов (табл. 5) при +20оС, –40 оС и –60 оС приведены на рис. 4 - 6. Из рис. 4 - 6 следует, что сварочные проволоки Св-08Г2С различных производителей имеют достаточно сильный разброс по значениям ударной вязкости наплавленного металла, составляющий (в расчете от максимальных значений) 8% для +20оС, 10% для –40 оС и 12,5% для –60 оС. При проведении дальнейшего анализа полученных результатов в качестве точки отсчета выбрана сварочная проволока OK Aristorod 13.13, производства концерна ESAB (Швеция), являющаяся аналогом отечественной проволоки Св-08ХНМ. Данная сварочная проволока применяется для изготовления ответственных сварных конструкций из высокопрочных низколегированных сталей в энергетике машиностроении, краностроении вплоть до температуры эксплуатации –70 оС (для сварных соединений из сталей типа 09Г2С) [11]. Рис. 4. Ударная вязкость наплавленного металла при +20оС (нумерация проволок соответствует табл. 4,5); заливкой выделены проволоки марки Св-08Г2С различных производителей Рис. 5. Ударная вязкость наплавленного металла при –40оС (нумерация проволок соответствует табл. 4, 5); заливкой выделены проволоки марки Св-08Г2С различных производителей Рис. 6. Ударная вязкость наплавленного металла при –60оС (нумерация проволок соответствует табл. 4, 5); заливкой выделены проволоки марки Св-08Г2С различных производителей При температурах эксплуатации наплавленного металла +20оС, рис. 4, и –40оС, рис. 5, только сварочная проволока №3 в табл. 4 – Св08Г2С-О производства ПАО "АрселорМиттал Кривой Рог" (Украина) дает несколько худшие по сравнению с OK Aristorod 13.13 значения ударной вязкости (всего на 1%). Изложенное означает, что исследованные сварочные проволоки Св08Г2С различных производителей (табл. 4) обеспечивают достаточно высокие механические свойства наплавленного металла при температуре эксплуатации до –40оС. Из рис. 6 видно, что при температуре эксплуатации –60оС ряд сварочных проволок Св-08Г2С обеспечивает ударную вязкость наплавленного металла, превосходящую соответствующий показатель выбранной в качестве сравнения проволоки OK Aristorod 13.13, несмотря на то, что предельной допустимой температурой эксплуатации металла, наплавленного проволокой Св-08Г2С является –40оС. Это сварочные проволоки Св-08Г2С следующих производителей (табл. 4, рис. 6): №9 – ESAB (Швеция), №10 – Weld Team K.F.T. ISAF Group (Венгрия), №11 – ОАО Молдавский металлургический завод (Молдова), №13 – ООО Сварка (Россия). Выводы 1. Сварочные проволоки Св-08Г2С, имеющие химический состав, соответствующий ГОСТ 2246-70, изготовляемые рядом производителей, могут применяться для получения наплавленного металла при температуре эксплуатации до –60 оС. 2. Разработанная методика оценки ударной вязкости может быть использована для коррекции соотношения легирующих элементов и примесей при выплавке стали, предназначенной для изготовления низколегированной сварочной проволоки по критерию получения требуемой ударной вязкости наплавленного металла. Список литературы 1. Сварка и свариваемые материалы: справочник. В 3 т. / Под общ. ред. В.Н. Волченко. Т1: Свариваемость материалов / Под ред. Э.Л. Макарова. М.: Металлургия, 1991. 528 с. 2. Сварка в машиностроении: справочник. В 4-х т./Редкол.: Г.А. Николаев и [др.]. Т 2 / Под ред. А.И. Акулова. 1978. 462 с. 3. Касаткин О.Г., Миходуй Л.И. Выбор системы легирования шва при сварке высокопрочных сталей // Автоматическая сварка. 1992. №5. С.19-25. 4. Протопопов Е.А. Оценка ударной вязкости низколегированных сталей // Заготовительные производства в машиностроении. 2010. №10. С.35-38. 5. Степанов С.А., Гуляев Б.Б. Влияние легирующих добавок на механические свойства малоуглеродистой стали // Основы образования ли- тейных сплавов. Труды XIV совещания по теории литейных процессов. М.: Наука, 1970. С.228-233. 6. Болховитинов Н.Ф. Металловедение и термическая обработка / Н.Ф. Болховитинов. М.: Машгиз, 1958. 431 с. 7. Grong O. Metallurgical Modelling of Welding / University of Trondheim, The Norwegian Institute of Technology, 1994. 581 p. 8. Венец Ю.С., Трегубенко Г.Н., Тарасьев М.И., Рабинович А.В. Экономно-легированная никелем азотосодержащая коррозионно-стойкая сталь // Вопросы атомной науки и техники (Украина). 2000. №4. С.149-152. 9. Новикова С.И. Тепловое расширение твердых тел. М.: Наука, 1974. 292 с. 10. ОСТ 26 291-94. Сосуды и аппараты стальные сварные: Общие технические условия.– Измененная редакция, Изм. № 1; введ. 1996-01-01. М.: Изд-во стандартов, 2005. 152 с. 11. Сварочные материалы производства ESAB: каталог 2008-2009 / ООО "Газстройсервис", ООО "ЭСАБ". М.: Газстройсервис, 2009. 152 с. 12. Сурков А.В., Кипиани П.Н., Волобуев Ю.С., Яковлев В.В. Электродная проволока Св-08Г2С-С для сварки в газовых смесях на основе аргона и углекислого газа // Сварочное производство. 2009. №5. С.33–37. 13. Штремель, М. А. Информативность измерений ударной вязкости / М. А. Штремель // Металловедение и термическая обработка металлов. - 2008. - N 11. - С.37-51.