МЕТОД ЛАЗЕРНОЙ СВАРКИ БИОЛОГИЧЕСКИХ ТКАНЕЙ А.Ю. Герасименко, Е.С. Пьянков, Д.И. Рябкин
реклама

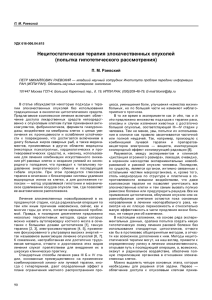
МЕТОД ЛАЗЕРНОЙ СВАРКИ БИОЛОГИЧЕСКИХ ТКАНЕЙ А.Ю. Герасименко, Е.С. Пьянков, Д.И. Рябкин Национальный исследовательский университет «МИЭТ» Зеленоград E-mail: [email protected] В последнее время в хирургической медицине все чаще используется метод лазерной сварки биологических тканей. Для использования этого метода важную роль играет совокупное влияние двух основных объектов: лазерного аппарата, действующего на восстанавливаемые биологические ткани, и лазерного припоя, который наносится на соединяемые поверхности ткани. Разработан макет лазерного аппарата, основным элементов которого является источник основного лазерного излучения (ОЛИ). Источник ОЛИ использует совместное действие трех одинаковых лазерных диодов, объединенных в лазерной головке аппарата для достижения мощности до 8 Вт на длинах волн 810 и 970 нм. Лазерное излучение на таких динах волн широко используется в медицинской практике для резекции, коагуляции и адгезии соединяемых биологических тканей. Мощность излучения лазерного диода может варьироваться изменением значения силы тока, протекающего через него. Из-за изменения температуры диода длина волны максимума его излучения смещается, что крайне нежелательно в лазерной сварке т.к. лазерные припоя (ЛП) имеют определенный максимум поглощения, который совпадает с максимумом ОЛИ. В процессе работы из-за небольшого КПД, происходит перегрев лазерных диодов. Их грубое охлаждение и удаления тёплого воздуха происходит за счет куллера, а охлаждение с большей точностью осуществляется элементом Пельтье (Рис.1.). Лазерная головка (7) подключена к блоку питания (БП), с помощью которого осуществляется управление источником ОЛИ (силой тока, шириной и продолжительностью импульса излучения), системой охлаждения БП (рабочей температурой лазерной головки и температурой зоны действия ОЛИ на биологическую ткань). БП оснащён интерфейсом физического уровня RS-232, описывающим уровни логического нуля и единицы, что позволяет управлять БП с помощью внешних устройств, например, компьютером или микроконтроллером (12). Управление осуществляется по стандарту связи UART со скоростью передачи данных 9600 бит в секунду, длиной строки 8 бит, одним стоп битом и отсутствием контроля по чётности. Доставка ОЛИ к месту сварки биологической ткани осуществляется с помощью оптического волокна (5) диаметром 600 мкм, подключаемого через разъём SMA соответствующего диаметра к лазерной головке. Помимо ОЛИ используется пилотное излучение (4) длиной волны в видимом диапазоне спектра (532 нм). Рим. 1. Схема аппарата лазерной сварки биологических тканей 1 – блок питания, 2 – основной лазер (λ = 810, 970 нм; N ≤ 8 Вт),3 – элемент Пельтье, 4 – пилотный лазер (λ = 532 нм; N ≤ 1 мВт); 5 – оптическое волокно, 6 – оптический смеситель, 7 – лазерная головка, 8 – хирургический наконечник, 9 – лазерное излучения, 10 – тепловое ИК излучения ткани, 11 – ИК-датчик, 12 – процессорная плата, 13 – обратная температурная связь, 14 – сварной шов, 15 – биологическая ткань При использовании лазерного припоя на основе бычьего сывороточного альбумина (БСА) максимальная прочность сварного шва достигается при его кратковременном нагреве до 64-65 °C. Перегрев или недостаточный нагрев зоны свариваемой ткани с ЛП снижает прочность получившегося соединения. Более того длительный нагрев периферийных здоровых участков ткани свыше 44 °C приводит к деструкции, свыше 70 °C к практически мгновенной смерти клеток. Для локализованного действия источника ОЛИ используется коллимационная система, установленная на конце оптоволокна. Контроль температуры биологической ткани осуществляется с помощью системы обратной температурной связи. Данная система состоит из измерителя температуры зоны сваривания ткани и микроконтроллера, анализирующего информацию с измерителя температуры и управляющего силой тока источника ОЛИ. В качестве измерителя температуры используется ИК-датчик расположенный вблизи зоны сварки (первый вариант) и оборудованного собирательной линзой, сужающей его рабочий угол [1]. Во втором варианте ИК-датчик (12) находится в БП, а инфракрасное излучение (10) подается к нему через оптоволокно, подведенное к зоне сварки. Микроконтроллер, соединённый с ИК-датчиком по шине I2C, интерпретирует данные с датчика в температуру и согласно им регулирует силу тока излучателя ОЛИ. Программа микроконтроллера основана на ПИД алгоритме, что позволят плавно и быстро регулировать температуру, не допуская перегрева биологической ткани. В качестве ЛП использовалась водно-белковая дисперсия углеродных нанотрубок (УНТ). В результате воздействия ОЛИ на соединяемые участки биологической ткани, с нанесенным на них ЛП, происходит испарение жидкостной составляющей ЛП и сваривание ткани за счет образования нанокомпозита. Воздействие направленного ОЛИ способствует самоорганизации УНТ и образованию объемного нанокаркаса в БСА, армированном УНТ. Для изучения свойств нанокомпозитов использовались методы физической химии: определение удельной поверхности и диаметра пор, структурных параметров и термических свойств. Объемные нанокомпозиты отличаются высокой прочностью из-за образования в них объемного каркаса УНТ, малой плотностью (почти на уровне воды) из-за высокой пористости. В работе выполнены комплексные исследования характеристик образцов нанокомпозитов на основе однослойных УНТ (ОУНТ) производства фирмы NanocarbLab (4 образца), ОУНТ, функциализированные фталоцианином магния [МГУ, Rice Univ. (Houston, USA)](1 образец), многослойные УНТ (МУНТ) марки «Таунит» (4 образца), МУНТ МИЭТ (Зеленоград, 4 образца) и 2-4 слойные МУНТ РХТУ (Москва, 1 образец). При нагреве нанокомпозитов происходила их частичная дегидратация. Структура белка в нанокомпозита сохраняла нативную поверхность. Повышенная термостабильность белка в образцах обусловлена его иммобилизацией на пористой поверхности углеродной фракции. Часть воды была прочно связана с белком или вода входила в его сольватную оболочку. Нанокомпозиты отличались исключительной устойчивостью к действию протеолитических ферментов [2]. Библиографический список 1. S. Sade, Temperature controlled multi-wavelihgth laser welding heating system. – EP1958584 A1, 20.08.2008. 2. И.А. Андреева, В.Н.Баграташвили, Л.П. Ичкитидзе, В.М. Подгаецкий, О.В. Понамарева, В.В. Савринский, С.В. Селищев. Исседование механическх войств биосовместимых объёмных нанокомпозитов, изготовленных лазерным методом. – Медицинская техника, 2009, №6, с. 1-9. Сведения об авторах Рябкин Дмитрий Игоревич – магистр второго года обучения, дата рождения: 08.02.1991г. Герасименко Александр Юрьевич – к.ф.-м.н., дата рождения: 04.10.1983г. Пьянков Евгений Сергеевич – к.т.н., дата рождения: 28.01.1984г. Вид доклада: устный (/ стендовый)