На правах рукописи УДК 621.983.044 Титов Антон Юрьевич
advertisement

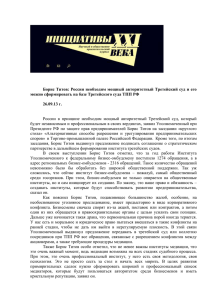
На правах рукописи УДК 621.983.044 Титов Антон Юрьевич РАЗРАБОТКА МЕТАЛЛОСБЕРЕГАЮЩИХ ТЕХНОЛОГИЙ ВЫТЯЖКИ-ОТБОРТОВКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ С ОТВЕРСТИЕМ В ДНЕ НА ОСНОВЕ АНАЛИЗА ЗАКОНОМЕРНОСТЕЙ ДЕФОРМАЦИИ ПРИ НАЛИЧИИ УПРАВЛЯЮЩИХ ФАКТОРОВ АВТОРЕФЕРАТ диссертации на соискание ученой степени кандидата технических наук Нижний Новгород – 2011 1 Работа выполнена в Ульяновском государственном техническом университете на кафедре «Материаловедение и обработка металлов давлением» Научный руководитель: доктор технических наук, профессор Филимонов Вячеслав Иванович Официальные оппоненты: доктор технических наук, профессор Пачурин Герман Васильевич кандидат технических наук, доцент Королев Петр Михайлович Ведущая организация: Ульяновский научно-технологический центр – филиал ФГУП ВИАМ – Всероссийского научно-исследовательского института авиационных материалов, г.Ульяновск Защита диссертации состоится «23» ноября 2011 г. в 14 часов на заседании совета Д 212.165.09 в Нижегородском государственном техническом университете по адресу: 603600, г. Нижний Новгород, ГСП – 41, ул. Минина, д. 24, ауд. 1258 Телефон для справок: (8314)36-83-46, 36-23-91. Ваш отзыв на автореферат в двух экземплярах, заверенных печатью, просим направлять по вышеуказанному адресу. С диссертацией можно ознакомиться в библиотеке университета. Автореферат разослан «17» октября 2011 г. Ученый секретарь диссертационного совета, канд. техн. наук, доцент Б.В. Устинов 2 ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ Актуальность. Основной тенденцией современного машиностроения является применение металлосберегающих технологий, обеспечивающих высокое качество продукции при изготовлении деталей, в частности листовой штамповкой. В номенклатуре изделий, получаемых листовой штамповкой, значительную долю составляют детали типа тел вращения с отверстием в донной части. Традиционно такие детали изготавливаются вытяжкой с последующей пробивкой отверстия. При этом коэффициент использования металла составляет 0,5 – 0,75; особенно он мал при изготовлении деталей с относительно большим отверстием типа ободков, колец, оправ, сепараторов подшипников и т.п. Повысить производительность (за счёт сокращения числа переходов) и существенно увеличить коэффициент использования металла можно путем совмещения операций вытяжки и отбортовки (вытяжка-отбортовка). Деталь изготавливается из плоской заготовки (или полуфабриката, полученного вытяжкой или формовкой), с предварительно пробитым отверстием, размеры которого меньше размеров отверстия в дне готовой детали. Формообразование детали в этом случае осуществляется не только за счет течения металла с периферийной части заготовки (за счет вытяжки), но и интенсивного деформирования внутренней ее части, примыкающей к отверстию, т.е. за счет неполной отбортовки. Несмотря на очевидные преимущества процесса вытяжки-отбортовки, он не получил широкого распространения в листоштамповочном производстве ввиду того, что при деформировании периферийная часть заготовки и внутренняя часть, примыкающая к отверстию, упрочняются с разной степенью и процесс не отличается стабильностью. Недостаточная изученность особенностей формоизменения заготовки при вытяжке-отбортовке в зависимости от условий осуществления процесса, возникновение различных дефектов заготовок при формообразовании, отсутствие данных о предельных деформациях и коэффициентах вытяжки-отбортовки, отсутствие научно-обоснованных рекомендаций и методик проектирования – все это сдерживает применение вытяжкиотбортовки в промышленности. Создание методики расчёта и проектирования процессов вытяжки, совмещенной с отбортовкой, на основе научно обоснованных моделях формоизменения является важной задачей, стоящей перед современным производством. Работа посвящена выработке технических решений, направленных на металлосбережение и повышение качества осесимметричных деталей с отверстием в дне, изготавливаемых вытяжкой отбортовкой с учётом управляющих факторов на основе теоретических и экспериментальных исследований, что подтверждает актуальность выбранной темы. Цель работы: Повышение эффективности изготовления осесимметричных деталей с отверстием в дне вытяжкой-отбортовкой с учётом управляющих факторов. Объектом исследования являлись процессы вытяжки-отбортовки и средства их реализации. Предметом исследования было повышение эффективно3 сти изготовления осесимметричных деталей с отверстием в дне вытяжкойотбортовкой с учётом управляющих факторов, направленное на металлосбережение, снижение трудоёмкости и повышение качества. Методологической и теоретической основой для разработки служили работы отечественных и зарубежных исследователей в предметной области: Ю.А. Аверкиева и А.Ю. Аверкиева, Ю.М. Арышенского, Ф.В. Гречникова, В.И. Ершова, В.А. Жаркова, З. Марчиньяка, А.Д. Матвеева, Г.А. Матвеева, А.Г. Овчинникова, Е.А. Попова, Л.А. Шофмана, С.П. Яковлева и С.С. Яковлева и других ученых. Информационной базой работы служили монографии, учебники, справочники, описания патентов, информационные ресурсы Интернет и публикации в отечественных и зарубежных журналах. Методы исследования: 1) методы теории ОМД (инженерный метод и метод баланса работ); 2) металлографические методы и измерение твёрдости; 3) методы измерений линейных и угловых характеристик; 4) метод полнофакторного эксперимента и статистического анализа (обработку данных проводили в пакете StatGraphics Centurion). Задачи исследований: 1) разработать математическую модель процесса вытяжки-отбортовки с учётом упрочнения материала и управляющих факторов процесса, позволяющую на основе анализа параметров напряженнодеформированного состояния не только прогнозировать характер формоизменения заготовки, но и управлять процессом деформирования; 2) исследовать экспериментально процесс вытяжки-отбортовки с целью установления влияния основных технологических параметров на характер деформирования, выявления предельных возможностей процесса и оценки достоверности математических моделей; 3) на основе экспериментальных и теоретических данных разработать методику проектирования технологий вытяжки-отбортовки с учетом управляющих факторов, а также прикладную программу расчёта основных технологических параметров процесса; 4) разработать технические решения, воплощённые в технологическое оснащение и направленные на интенсификацию процесса деформирования и металлосбережение; 5) разработать и внедрить в производство металлосберегающие технологические процессы штамповки деталей на основе вытяжки – отбортовки с учетом управляющих факторов. .Автор защищает полученные результаты работы, определённые задачами 1-5, сформулированными выше. Лично автором и с его участием разработаны: классификатор осесимметричных деталей (60%), математические модели вытяжки-отбортовки с учётом управляющих факторов (70%), регрессионная модель вытяжки-отбортовки (80 %), методика и алгоритм расчёта и проектирования технологии (80%). На основе проведенных экспериментальных исследованиий выработаны рекомендации по назначению оптимальных технологических режимов, предложены технические решения, направленные на металлосбережение и повышение качества продукции; а также технические решения по конструкции штампов и 4 вспомогательных устройств, на которые получены шесть охранных документов патентного ведомства РФ (доля участия соискателя – 30 – 35 %). Соискателем лично разработано технологическое оснащение, проведен авторский надзор за его изготовлением, проведены экспериментальные исследования и выполнена обработка результатов, изготовлены образцы и проведены их испытания; при непосредственном участии соискателя внедрены процессы и технологическое оснащение на ОАО «Утёс» (г. Ульяновск). Лично автором разработана в среде Delphi-5 и внедрена на ОАО «УАЗ» программа расчёта процессов вытяжки-отбортовки. Творческий вклад автора в опубликованных работах приведен в заключении УлГТУ (организации, где выполнена работа). Научная новизна работы заключается в разработке математических моделей процесса вытяжки-отбортовки при наличии управляющих факторов, позволяющих определять преимущественный вид деформирования, рассчитывать предельные возможности формообразования и назначать рациональные режимы формообразования, рассчитывать размеры исходной заготовки. Разработаные шесть основных и вспомогательных устройств, позволяющие расширить технологические возможности процесса вытяжки- отбортовки, обладают новизной и защищены патентами РФ на полезную модель. Практическая значимость заключается в разработке и практическом применении алгоритма и программы расчёта параметров металлосберегающих процессов вытяжки-отбортовки. Практическая ценность работы подтверждается промышленным внедрением технологии изготовления деталей «Каскад», «Обод», «Сепаратор» (повышающей коэффициент использования металла на 7 ÷ 13% и качество деталей) на промышленных предприятиях РФ с суммарным годовым экономическим эффектом 377 тыс. рублей. Достоверность результатов обеспечена применением альтернативных методов исследования: теоретических и экспериментальных. Экспериментальные исследования подтвердили достоверность применяемых теоретических моделей с точностью от 5 до 15 %, что представляется удовлетворительным для практических целей. Публикации и апробация работы. Основные результаты диссертации опубликованы в 24 печатных работах, в том числе 4 патентах и 2 заявках на полезную модель, а также 2 статьях в рецензируемых журналах, рекомендованных ВАК. Материалы диссертации докладывались и обсуждались на Международной НТК «Современные проблемы машиностроения и транспорта» (г. Ульяновск, 2003 г.), ежегодных НТК УлГТУ (2003 – 2010), зональных НТК «Молодежь поволжья науке будущего» (г. Ульяновск, 2003 г.) и «Актуальные вопросы промышленности и прикладных наук» (г. Ульяновск, 2004 г.), всероссийской НТК «Ресурсосберегающие технологии в машиностроении» (г. Бийск, 2003 г.), «Молодежном инновационном форуме» (г. Ульяновск, 2009 г.), всероссийской НТК «Студенческая научная весна 2011: Машиностроительные технологии» (г. Москва, МГТУ), кафедре «Материаловедение и ОМД» Ульяновского государственного технического университета. Научные работы соис- 5 кателя были удостоены дипломов и грамот университета в 2009 и 2011 гг. по результатам конкурсов на лучшую научную работу. Структура и объём диссертации. Работа, состоящая из четырёх разделов и изложенная на 148 страницах (основной текст), включает 115 рисунков, 37 таблиц, 126 источников литературы и приложения. Работа выполнена в Ульяновском государственном техническом университете (кафедра «Материаловедение и ОМД») в соответствии с тематическим планом кафедры и по договору Д10-195/20-УП от 20.10.2006 на создание научно-технической продукции «Интенсификация формообразования заготовок» с ООО НИЦ «МИТОМ» (г. Ульяновск), а также по договорам с ОАО «Утёс» (г. Ульяновск) и ОАО «Волжский подшипниковый завод». Автор выражает глубокую признательность научному руководителю и коллегам за оказанную помощь и поддержку в процессе подготовки работы. ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ Во введении обоснована актуальность задач, указана цель работы, а также приведены общие сведения по диссертационной работе. В первом разделе на основе изучения монографий, учебников, справочников, описаний патентов, информационных ресурсов Интернет и статей в отечественных и зарубежных журналах выявлено состояние вопроса в предметной области. Проведенный анализ классификации осесимметричных деталей выявил нецелесообразность включения в них деталей со ступенчатой стенкой, при этом форма донной части детали должна обеспечивать интенсификацию процесса деформирования за счёт управляющих факторов. На основе изучения промышленного применения осесимметричных деталей с отверстием в дне показано, что наиболее подходящим объектом для применения металосберегающих операций вытяжки-отбортовки являются цилиндрические и конические детали массового производства типа корпусов и ободков бытовых и промышленных приборов (барометров, манометров, термометров), сепараторов подшипников качения, а также элементов осветительной арматуры. Показано, что внедрение металлосберегающих технологий на 30 % деталей номенклатуры подшипников, позволяющих снизить норму расхода металла на их сепараторы в среднем до 10%, позволит получить экономию в размере 14÷18 млн. рублей в год, что более, чем на порядок превышает затраты на разработку и внедрение технологии вытяжки-отбортовки в промышленность. Установлено, что среди формующих операций наиболее материалосберегающей операцией является вытяжка-отбортовка, а наболее часто употребляемыми в промышленности материалами явлются низкоуглеродистые стали класса 08. Изученные вопросы технологичности изготовления осесимметричных деталей позволили установить требования к элементам деталей рассматриваемой номенклатуры. Рассмотрение теоретических работ в предметной области выявило отсутствие математических моделей процессов вытяжки-отбортовки, учитывающих упрочнение заготовки, торцовое поджатие, соответствующие ему силы прижима и контрприжима, а также ряд других управляющих факторов. Это сдерживает внедрение процессов вытяжки-отбортовки в промышленность. Анализ известных способов изготовления осесимметричных деталей с отверстием в донной части показывает их недостаточную эффективность в отно6 шении достижения предельных размерных соотношений (∆S/ S0; dk/d0; d0/Dвыт) и металлосбережения, что требует разработки новых способов, совмещающих вытяжку и отбортовку. Имеющиеся в первоисточниках сведения относятся к частным случаям и недостаточны для разработки рекомендаций по выбору оптимальной геометрии заготовок и технологической оснастки, рациональных технологических режимов деформирования, оптимальных параметров управляющих факторов при вытяжке-отбортовке. Отсутствуют данные по оценке характера влияния основных параметров процесса (силы прижима и контрприжима, силы торцового поджатия, толщины материала, диаметров заготовки и отверстия, радиусов скругления матрицы и пуансона, угла конусности детали и др.) на величину предельного формоизменения при вытяжке-отбортовке с учетом управляющих факторов. Анализ процессов формообразования осесимметричных деталей с отверстием в дне на основе ряда патентов позволил выявить их недостатки и достоинства. Последние приняты в рассмотрение при создании нового технологического оснащения и алгоритма разработки технологии. Исследование вопросов применяемого для вытяжки-отбортовки оборудования показало, что разнообразие производимого в настоящее время оборудования позволяет выбрать подходящее листоштамповочное оборудование, позволяющее обеспечить эффективное управление технологическим процессом для достижения планируемого уровня эффективности. Изучение патентной и технической литературы по теме позволило выявить проблемы, определить эффективные способы изготовления деталей, наиболее применимые материалы, оборудование и номенклатуру деталей для исследования, сформулировать задачи работы. Во втором разделе на основе разработанного классификатора осесимметричных деталей с отверстием в дне уточнена номенклатура деталей для исследования, сформулированы допущения для теоретического анализа процессов формообразования, приведены расчётные схемы и основные соотношения теории пластичности для их использования при теоретическом анализе. При исследовании схемы, предусматривающей использование конической оправки для создания торцового поджатия (рис. 1), применяли инженерный метод, базирующийся на использовании уравнения равновесия: d cos 1 а 0, S sin d (1) где , – напряжения в меридиональном (радиальном) и широтном направлениях соответственно, МПа; – текущее значение радиуса, мм; S – толщина заготовки, мм; – коэффициент трения; – угол образующей инструмента по отношению к оси симметрии заготовки, рад. Условие пластичности, с учётом допущений для данного случая Рис. 1. Схема вытяжки-отбортовки со 7 встречной оправкой: 1 – матрица; 2 – полый пуансон; 3 – коническая оправка представляется в виде: s П i , (2) где S – предел текучести материала, МПа; П – модуль упрочнения, МПа; i – интенсивность деформаций. Предварительный анализ соотношений силовых параметров на кромке отверстия показал, что при торцевом поджатии от s r 3S 0 , превышаю от 12 tg rот щем 0,16 s, возникает изгиб заготовки и её прилегание к конической оправке. Для этого случая совместное решение уравнений (1) и (2) с нулевыми условиями на контуре отверстия позволило получить следующее решение для радиального напряжения части заготовки в зазоре между матрицей и пуансоном: r s 1 ctg 1 от r r f п где геометрические параметры соответствуют обозначениям рис. 1. Влияние радиуса отверстия на уровень радиальных напряжений в соответствии с решением (3) показано на рис. 2, а глубины формовки (угла ) и коэффициента отбортовки = rот/(rf – rп) – на рис. 3. Согласно модели (3), на контуре отверстия радиальные напряжения отсутствуют, а при приближении к значению радиуса внутренней выемки пуансона они растут, причём, по мере увеличения различия между радиусом отверстия и радиусом выемки пуансона их значения увеличиваются с тенденцией достижения предела текучести, что хорошо иллюстрируется рис. 3, на котором показаны предельные значения относительных радиальных напряжений и технологически допустимые области, обозначенные стрелками и заштрихованными зонами. При этом предельные коэффициенты отбортовки, в зависимости от этапа деформирования, задаваемого значением , с точностью до 7 – 11% s S exp( ) , r S / 2 п (3) Рис. 2. Зависимость относительного радиального напряжения от радиуса отверстия: 1, 2, 3 – rот = 30, 40 и 50 мм соответственно Рис. 3. Зависимость относительного радиального напряжения от коэффициента от8 бортовки: 1, 2, 3 – = 10, 30 и 50 соответственно коррелируют с рекомендуемыми значениями коэффициентов отбортовки по В.П. Романовскому. В предельном случае решение (3) совпадает с классическим решением Е.И. Попова для отбортовки. Взаимосвязь параметра нагружения и напряжения в стенке заготовки может использоваться в качестве модели управления процессом вытяжки-отбортовки в специальных технологических машинах с сервоприводами исполнительных механизмов, охваченных системой ЧПУ. Несмотря на простоту схемы раздачи отверстия с помощью конического пуансона, она имеет свои недостатки: 1. Перегиб на скруглении внутренней кромки пуансона; 2. Дополнительное упрочнение кромки отверстия; 3. Скос торца отверстия; 4. Остаточные депланации дна после деформирования. Одним из путей устранения этих недостатков является применение эластичной среды (рис. 4). Для этого случая уравнение равновесия и условие пластичности соответственно имеют вид: d d 0, S i . (4) (5) В условии (5) интенсивность деформаций и входящие в её величины задаются таким образом: B i D B , D R0 , В 2 2 1 , 2 Рис. 4. Расчётная схема процесса вытяжки-отбортовки с применением эластичной среды где – соотношение радиального и тангенциального напряжений. Совместное решение уравнений (4) и (5) с граничным условием ( = R0) = 0 , а также учётом изгиба-разгиба заготовки, сил трения и действия контрприжима приводит к следующему максимальному радиальному напряжению для дна заготовки, в котором обозначение силовых и геометрических параметров соответствует рис. 4: S0 2Qкп d F ln с D с R0 0 S e . R0 2 rп S 0 2Rп S 0 (6) Анализ решения (6) показывает, что уменьшение коэффициента трения в два раза приводит к уменьшению предельного коэффициента отбортовки на (8 – 10)%. Уменьшение коэффициента трения может быть достигнуто за счёт уменьшения сродства материала заготовки и технологического оснащения, улучшения чистоты обработки поверхности инструмента, применения надлежащих смазок. При использовании эластичных материалов в качестве рабочей поверхности контрприжима, контактное трение в модели (6) необходимо учитывать по-другому: вместо удвоения коэффициента трения в последнем члене модели следует складывать коэффициенты трения, относящиеся к нижней и 9 верхней поверхности донной части заготовки. Уменьшение радиуса скругления пуансона примерно в два раза ведёт к повышению уровня радиальных напряжений и повышению предельного коэффициента отбортовки на 7 – 11%. Уменьшение радиусов скругления пуансона хотя и нежелательно, однако бывает необходимо в случаях, когда в конструкции детали не учтены требования технологичности, или же когда такие радиусы продиктованы особыми требованиями к детали. Однако применение торцового поджатия отчасти компенсирует негативный эффект от уменьшения радиуса скругления пуансона. Рис. 5 показывает, что приложение торцового поджатия до уровня 25% от предела текучести существенно снижает предельный коэффициент отбортовки: (с 0,67 до 0,48). Это наиболее действенный инструмент интенсификации процесса отбортовки. Предотвращение изkо гиба (депланаций) заготовkв ки при торцовом поджатии Рис. 5. Зависимость относительного радипредполагает применение ального напряжения от величины торцового контрприжима. Эта вынужподжатия: 1, 2, 3, 4 – 0 = 20; 40; 50 и 60 денная мера уменьшает МПа соответственно технологические возможности отбортовки, что хорошо видно на рис. 6. С ростом силы прижима уменьшается коэффициент отбортовки: увеличение силы прижима с 1 кН до 2 кН приводит к увеличению коэффициента отбортовки на 4%. Одним из путей снижения силы контрприжима является применение тарельчатой оправки, обеспечивающей kо нормированный зазор под Рис. 6. Зависимость относительного радизаготовку между оправкой и ального напряжения от величины силы донной частью пуансона. контрприжима: 1, 2, 3, 4 – Qпр = 4,0; 3,0; Решение модельной 2,0; 1,0 кН соответственно задачи о деформировании донной части заготовки 10 сжимающими напряжениями 0 на контуре отверстия и растягивающими вблизи кромки скругления пуансона ф позволило получить трансцендентное уравнение для определения дрейфа нейтральной окружности н: 2n s ln R 0 ф В П ln ф R 0 R0 В П n ф ф 0 . ф R0 (7) Оценка в среде MathCAD2001Pro величин второго и третьего члена в правой части уравнения (7) показывает, что в области практических значений входящих параметров они не превышает 1, 67 МПа, что в сравнении с первым членом составляет менее 1%. Поэтому из уравнения (7) получаем радиус нейтральной окружности: ф 0 . n R0 ф exp 2 s (8) На рис. 7 показан дрейф нейтральной окружности радиальных напряжений в зависимости от величины торцовых нагрузок. Здесь принято = (ф+0)/(2s). К сожалению, зависимость (8) не позволяет указать какое из напряжений в показателе экспоненты оказывает большее влияние на дрейф нейтральной окружности при де- Рис. 7. Зависимость радиуса нейтральной формировании. Но можно опреде- окружноси от фактора торцовых нагрузок: лить совместное действие этих 1, 2, 3, 4 – R0 = 20, 30, 40 и 50 мм соответнапряжений, приводящее к выходу ственно нейтральной окружности на участок скругления пуансона (см. стрелки на рис. 7). Рис. 8 показывает, что двустороннее радиальное нагружение приближает коэффициент отбортовки к его теоретическому значению. Зависимость рис. 8 получена из формулы (6), где не учитываются коэффициент трения, упрочнение, влияние прижима и изгиб заготовки. Для определения радиальных напряжений фланцевой части заготовки решали уравРис. 8. Зависимость коэффинение (4) совместно с условием пластичности s П i . (9) циента отбортовки от нагружения торцов кольцевой плаГраничное условие при = RT для данностины (дна заготовки) го случая имеет вид: ( RТ ) 0 . (10) 11 Полученные максимальные напряжения с учётом изгиба-разгиба заготовки на скруглении матрицы (получено методом баланса работ при наличии упрочнения заготовки), сил трения на ребре матрицы и действия силы прижима (Qпф) представляются в виде: R ф G ln T Rф R BП ф 1 S П S 0 2r S R 0 m T s 0 2rm S 0 Qпф e , (11) Rф S 0 где Rф – внутренний радиус плоского кольцевого участка заготовки, мм; – угол наклона боковой стенки заготовки. Здесь G П B s . На рис. 9 представлена зависимость относительного радиального напряжения от модуля упрочнения и силы прижима, показывающая, что давление прижима является важным управляющим фактором. Также показано, что на уровень радиальных напряжений существенно влияет коэффициент трения, а также радиус скругления матрицы: с уменьшением радиуса скругления матрицы с 5 до 3 мм предельный коэффициент вытяжки Рис. 9. Зависимость относитель(kв = Rф/RТ) изменяется с 0,58 до 0,66. ного радиального напряжения от Модели для расчёта радиальмодуля упрочнения и силы приных напряжений от деформирования жима: 1, 2, 3 – Qпф = 30, 42 и 54 фланца (11) и радиальных напряжекН соответственно ний от деформирования донной части (6) позволяют определять вид преимущественного деформирования на основе их сравнения. Для этого введён показатель преимущественного деформирования в виде: ф д , S а также индикаторная функция преимущественного деформирования: I() = sign(), , если 0 (деформация дна), -, если 0 (деформация фланца ) . (12) (13) где sign ( ) Показатель преимущественного деформирования (12) количественно характеризует соотношение радиальных напряжений во фланцевой и донной части заготовки (рис. 10), в то время как индикаторная функция (13) только указывает преимущественный вид процесса. В практическом плане расчётная процедура строится следующим образом. Для заданных геометрических параметров детали, подлежащей изготовлению, на основе свойств материала заготовки и предельного коэффициента неполной отбортовки для предполагаемой технологии (способа изготовления) 12 определяют радиус отверстия, а затем – диаметр заготовки с учётом операции вытяжки. Если для получения требуемой конфигурации детали собственно деформирование фланца также идёт с достижением предельного коэффициента вытяжки, в этом случае обеспечивается максимальный коэффициент использования материала. Управление преимущественным видом процесса может осуществляться по перемещению пуансона (или по времени) или же по силе на пуансоне (давлению). В ряде случаев такое управление может достигаться специальной конструкцией технологического оснащения. Таким образом, введённая индикаторная функция преимущественного деформирования позволяет прогнозировать развитие процесса формообразования в зависимости от сочетания управляющих факторов. В третьем разделе представлены результаты экспериментальных исследований вытяжки-отбортовки на широко распространенных в листовой штамповке материалах сталей 08 – 08кп, 08ю, 08пс толщиной 0,6 – 2,5мм. Рис. 10. Значения показателя преимуЭкспериментальные исщественного деформирования от коследования проводили в лабоэффициентов вытяжки и отбортовки: 1, раторных условиях УлГТУ на 2, 3 – kот = 0,5; 0,6 и 0,7 соответственно однокривошипном прессе простого действия КВ-2324, в производственных условиях ОАО «Утес» г. Ульяновск с использованием пресса К-2132, а так же на ОАО «Волжский подшипниковый завод» (ГПЗ-15), г. Волжский, на многопозиционном прессе Эрфурт-320. Для исследований формообразования с торцовым поджатием были изготовлены матрицы и пуансоны с эластичной средой (рис. 11). 13 Рис. 11. Рабочие детали штампа различных типоразмеров Для установления свойств исходного материала сертификатам на его поставку и для определения параметров упрочнения проводили исследования на одноосное растяжение. Полученные механические характеристики материалов отличались не более, чем на 3…5% от заявленных значений в сертификатах. Параметры упрочнения для последующего их использования в программе расчёта технологических параметров получали методом наименьших квадратов. Экспериментальные исследования по влиянию основных факторов вытяжки-отбортовки осесимметричных заготовок с отверстием в дне на процесс формообразования проводили на стали 08кп толщиной S0 = 0,9; 1,8; 2,5 мм, диаметр пуансона 67,1 мм, диаметр заготовки 140,2 мм. Варьировались следующие параметры: давление прижима 1, 2 и 3 МПа; радиус скругления кромки пуансона 3, 6 и 9 мм; диаметр отверстия 20, 25 и 30 мм; давление торцового поджатия 7,6; 15,3 и 22,9 МПа. Сочетание факторов при проведении опытов, использовали во всех возможных комбинациях. Заготовки (по три образца на каждый опыт) подвергали поэтапной вытяжке на глубину Н = 31,2 мм с шагом 5,2 мм. После каждого очередного деформирования заготовки измеряли выходные параметры: Dф – диаметр фланца, Sk – толщина заготовки на кромке отверстия, dk – диаметр отверстия, и вычисляли деформации фланца D =(D0 – Dф)/D0 и отверстия d =(dк – dо)/dо. Анализ результатов показывает, что формообразование боковой поверхности образцов идёт одновременно за счёт фланцевой и внутренней части заготовки. Установлено, что с увеличением толщины заготовки с 0,9 до 2,5 мм и радиуса скругления кромки пуансона с 3 до 9 мм увеличиваются окружные деформации внутренней части заготовки на 12 и 8,3% соответственно. С увеличением давления прижима от 1,0 до3,0 МПа увеличивается относительное утонение кромковой части отверстия на 6,6%, а увеличение давления торцового поджатия с 7,6 до 22,9 МПа уменьшает относительное утонение на 2,6%. При этом значительно увеличиваются окружные деформации: до 18% (рис. 12,а) и до 25% (рис. 12,б) соответственно. а) б) 14 Рис. 12. Влияние прижима и контрприжима на деформации отверстия и фланца при вытяжке-отбортовке: а) кривые 1, 2, 3 – qпр = 1,0; 2,0 и 3,0 МПа соответственно; б) кривые 1, 2, 3, 4 — qТП = 0; 7,6; 15,3 и 22,9 МПа соответственно Это позволяет значительно уменьшить размеры исходной заготовки и тем самым сократить на 6 – 13% расход металла при использовании вытяжкиотбортовки взамен вытяжки с последующей пробивкой отверстия. Таким образом, давление прижима и давление торцового поджатия могут использоваться в качестве управляющих факторов при вытяжке-отбортовке. Для определения предельного деформирования была изготовлена специальная экспериментальная оснастка. В качестве образцов использовались заготовки с размерами, исключающими течение металла из фланцевой части, толщиной S0=0,5;0,6; 0,8; 0,9; 1,0; 1,2; 1,8; 2,0; 2,5 мм из сталей 08кп, 08сп, 08Ю. Диаметры вытяжки Dп = 40; 60; 67,1; 80; 110, 150 мм, диаметр отверстия в исходных заготовках составлял от 10 до 100 мм в зависимости от диаметра вытяжки. На первом этапе эксперимента производилась предварительная оценка предельного формоизменения путем последовательной операции вытяжки с увеличением высоты вытягиваемой полости на 1 мм до появления трещин на внутренней части отверстия кольцевой заготовки. Затем проводилось окончательное определение предельного деформирования при установленной на первом этапе высоте H. Каждый опыт повторялся не менее трех раз. Одновременно регистрировались дефекты заготовок, подвергнутых деформированию (рис. 13). а) б) в) г) Рис. 13. Дефекты заготовок: а – гофрообразование при недостаточной силе прижима; б – фестонообразование вследствие анизотропии; в – отрыв дна при чрезмерных радиальных напряжениях; г – трещинообразование по кромке отверстия при превышении предельного коэффициента отбортовки Статистическая обработка полученных результатов проводилась при использовании программы Statgraphics Centurion. По результатам регрессионного анализа получено уравнение и построены графики зависимостей Кп от S0/d0, и d0/Dвыт, rп/S0 для группы сталей 08. Регрессионная зависимость имеет вид: S k п 0,441 0 d0 0 , 0905 d 0 Dп 0 ,1468 r п S0 0 , 0227 . (14) Полученная зависимость характеризует предельные параметры процесса, поэтому для их практического применения коэффициент предельного деформирования kп необходимо увеличить на 5 – 10 %. Анализ полученных графических зависимостей позволил установить: – при увеличении относительной толщины материала S0/d0 от 0,01 до 0,09 коэффициент предельного деформирования уменьшается на 15-25% (например, 15 для rп/S0 = 1 и d0/Dп = 0,5 коэффициент уменьшается от 0,76 до 0,61); – при увеличении относительного диаметра пробиваемого отверстия d0/Dп от 0,2 до 0,9 коэффициент предельного деформирования уменьшается на 20-37% (например, для rп/S0 = 1 и S0/d0 = 0,05 коэффициент уменьшается от 0,81 до 0,59); – при увеличении относительного радиуса скругления кромки пуансона rп/S0 от 0,1 до 0,9 коэффициент предельного деформирования уменьшается на 4-6% (например, для S0/d0 = 0,05 и d0/Dп = 0,5 коэффициент уменьшается от 0,675 до 0,642). Для экспериментального исследования характера распределения деформаций использовали экспериментально – аналитический метод координатных делительных сеток (рис. 15). Деформирование проводили поэтапно с шагом высоты отбортовки 4 мм. Измерения относили к пяти точкам, расположенным радиально в донной части заготовки для стадии, предшествующей разрушению, и стадии разрушения. На плоских участках проводили сканирование сетки и её измерение с помощью программы Grafula 3. Контрольные замеры параметров сетки проводили на микроскопе МИМ-8. Толщину заготовки измеряли толщиномером с точностью до 0,01 мм. Y 2' 1' 6 4 3' 1 8' 6' 4' 2 5' 3 10' 8 7' 5 9' 7 12' 10 12 11' 9 11 X Рис. 15. Исходная заготовка, образец, доведённый до разрушения, и суперпозиция исходной и деформированной сетки (слева направо) Обработку результатов проводили по стандартной методике. Компоненты тензора деформаций и интенсивность деформаций рассчитывали в пакете MathCAD. Полученные значения деформаций удовлетворяли условию несжимаемости. Графики интенсивности деформации для двух стадий деформирования по элементам даны на рис. 16, откуда видно, что исчерпание ресурса наступает при эквивалентной деформации порядка Рис. 16. Интенсивность деформаций по 40…45%. С точки зрения эксдну деформированной заготовки части плуатации деталей опасной зо(нижний график – стадия, предшествующая разрушению, верхний график – стадия разрушения заготовки 16 ной разрушения является кромка зоны, примыкающей к отверстию. Структуру и твёрдость деформированных на предельных и рабочих режимах, принятых для типового технологического процесса, образцов изучали на приготовленных по стандартной методике шлифах продольного сечения детали. Протравленные образцы изучали на микроскопе МИМ-8, а измерение твёрдости по Виккерсу проводили на приборе ПМТ-3М с точностью до 1,5%. Данные исследования предприняты с целью оценки характеристик деталей с точки зрения их эксплуатационной пригодности и надёжности. Значения твёрдости металла образца согласуются с изменением структуры металла (рис. 17). Наблюдается некоторая разнородность свойств металла, которая может оказы- 1 124,1HV 2 127,0HV 133,1HV 3 4 5 142,6HV 151,4HV Рис. 17. Образец детали после предельного деформирования: структура и твёрдость характерных участков вать негативное влияние на эксплуатационные свойства деталей, работающих в условиях динамического нагружения. Для деталей, работающих в условиях статического нагружения или без значительной нагрузки (как в нашем случае) такая разнородность свойств металла не является существенной. Сравнение приведенных экспериментальных результатов с данными теоретических моделей показал их удовлетворительную сходимость (расхождения не превы- Рис. 18. Зависимость силы от конечного шают 5 – 15%). В качестве примера диаметра отверстия: кривые 1, 2 – сила на рис. 18 представлено сравнение прижима; кривые 3, 4 – сила торцового данных по интегральному показате- поджатия (сплошные линии – расчет по молю (силе деформирования), где рас- делям, пунктирные – эксперимент) хождение не превышает 5%. В четвёртом разделе на основе теоретических и экспериментальных моделей и логической схемы процесса вытяжки-отбортовки осесимметричных деталей разработан алгоритм проектирования технологии с учётом управляющих факторов (рис. 19), а также программа в среде Delphi-5 (рис. 20), реализующая указанный алгоритм. 17 С использованием разработанного программного модуля осуществлены расчеты и разработка технологии (табл. 1) в соответствии с договорами для предприятий ОАО «Утес» (г. Ульяновск) (детали «Каскад» № 2112-1139073, Обод 9П8-636.032 и Обод 9П8-636.036, см. акт внедрения в прил. к работе); ОАО «Волжский подшипниковый завод» (г. Волжский) (деталей «Сепаратор подшипника качения» восьми типоразмеров). Деталь с отверстием Начало программы Ввод исходных данных Да Расчет параметров заготовки Dзаг, d0 d0 ≥ 0,25Dп Нет Да Расчет Sк, ∆S/S0 ∆S/S0 < [∆S/S0] Нет ∆S/S0=[∆S/S0] Нет Да Расчет hо , hв , h1 h1 < H д Нет Нет Котб ≤ Кп Да D max d max Расчет Котб, Кп, Квыт, D d max , max Да Расчет параметров предварительной вытяжки К1выт, Нвыт, Dф, . Да D max Нет Расчет параметров вытяжки Да D max d max К1выт ≤ [Квыт] Да Нет Расчет Qпр, Qтп Нет Расчет силовых параметров вытяжкиотбортовки Расчет параметров вытяжкиотбортовки с промежуточной пробивкой или многопереходная вытяжка Конец программы Рис. 19. Алгоритм проектирования технологических процессов Реализация технологических процессов вытяжки-отбортовки требует применения адаптированного под данный процесс технологического оснащения. 18 Автором работы предложено шесть устройств, защищённых патентами, для осуществления технологии и интенсификации процесса формообразования осесимметричных деталей, а также способ комбинированного изготовления и упрочнения рабочих поверхностей штампов. Четыре из этих устройств представлены на рис. 21. Рис. 20. Панель интерфейса программы расчёта параметров процесса 3 4 2 1 Рис. 21. Схемы устройств для вытяжки-отбортовки, предложенные автором Геометрические характеристики изготовленных деталей (рис. 22) удовлетворяли требованиям чертежей. Технология изготовления деталей вытяжкой19 отбортовкой внедрена на указанных выше промышленных предприятиях с экономическим эффектом 377 тыс. руб. Таблица 1 Металлосберегающие технологические процессы на основе вытяжки-отбортовки «Каскад» № 2112-1139073 «Сепаратор» № 7516А 1. Вырубка, вытяжка 1. Вырубка 2. Вытяжка 2. Пробивка, вытяжка-отбортовка 3. Обрезка фланца 3. Пробивка 4. Пробивка Ø74 4. Обжим 5. Вытяжка-отбортовка Ø92 5. Формовка 6. Пробивка Ø100 8. Калибровка 7. Пробивка окон 20 Результаты работы также использованы в учебном процессе на кафедре «Материаловедение и ОМД» УлГТУ при выполнении курсовых и дипломных работ по листовой штамповке и при разработке интерактивных методов обучения и создании учебно-методических пособий по дисциплине «Технология листовой штамповки». Рис. 22. Деталь «Каскад» (слева); деталь «Сепаратор подшипника качения» (справа) ОСНОВНЫЕ РЕЗУЛЬТАТЫ И ВЫВОДЫ В работе решена актуальная научно-техническая задача, имеющая важное народнохозяйственное значение для отрасли маширостроения и состоящая в повышении эффективности изготовления осесимметричных деталей с отверстием в донной части вытяжкой-отбортовкой на основе разработанных устройств для формообразования и установленных научно обоснованных параметров технологических процессов пластического деформирования листовых заготовок с отверстиями, обеспечивающих снижение металлоёмкости и повышение качества деталей. В процессе выполнения работы получены новые основные результаты и сделаны следующие выводы: 1. Анализ применения в промышленности осесимметричных деталей с отверстием в донной части показал, что их целесообразно изготавливать вытяжкой отбортовкой, позволяющей на 6 – 13% снижать расход металла. Изучение патентной и технической литературы по теме позволило выявить проблемы, определить эффективные способы изготовления деталей, наиболее применимые материалы, оборудование и номенклатуру деталей для исследования, сформулировать задачи работы. 2. Математическое моделирование процессов с учётом упрочнения металла на основе разработанного конструкторско-технологического классификатора позволило установить, что при торцовом поджатии конической оправкой уровень радиальных напряжений существенно зависит от толщины заготовки и от радиуса отверстия, в то время как влияние угла образующей оправки несуществен21 но. Показано, что предельный коэффициент отбортовки увеличивается с глубиной формовки, а при торцевом поджатии, превышающем 0,16 s, возникает изгиб заготовки. Показано, что при использовании эластичной среды для раздачи и контрприжима на уровень относительных радиальных напряжений можно влиять варьированием таких факторов как коэффициент трения, сила прижима, торцовое поджатие и радиус скругления пуансона. Показано влияние каждого из указанных факторов на предельные коэффициенты отбортовки. Установлено, что при действии сжимающих напряжений торцового поджатия и растягивающих радиальных напряжений на границе наружного контура кольцевой зоны дрейф нейтрального слоя напряжений зависит не только от текущей конфигурации дна, но и от суммы действующих внешних радиальных напряжений. Найденное инженерным методом решение задачи деформирования фланца с учётом упрочнения показывает его зависимость от геометрии инструмента и заготовки, а также условий трения и силы прижима. Введённая индикаторная функция преимущественного деформирования позволяет прогнозировать развитие процесса формообразования в зависимости от сочетания управляющих факторов. 3. В результате экспериментальных исследований установлено, что при уменьшении толщины заготовки от 2,5 до 0,9 мм уровень радиальных напряжений донной части заготовки увеличивается на 9,5% с уменьшением утонения на 2,3%, а увеличение радиуса скругления кромки пуансона от 3 до 9 мм приводит к утонению заготовки на 3 – 4% при увеличении конечного диаметра отверстия до 2,5%, что указывает на малую действенность данного фактора. Выявлено, что с увеличением диаметра отверстия на 30% (до 30 мм) деформация фланцевой части заготовки прекращается, а отбортовка становится доминирующим видом деформации, приводящим утонение кромки отверстия к 25%-му уровню, сопровождающемуся трещинообразованием. Показано, что увеличение давления прижима до 30 МПа позволяет увеличить конечный диаметр отверстия до 25 %. Построенная регрессионная модель, связывающая коэффициент предельного деформирования с параметрами заготовки и инструмента, адекватна при 95%-ом уровне вероятности и позволяет определять предельно допустимый диаметр пробиваемого отверстия. Установлено, что с увеличением относительной толщины материала S0/d0 от 0,01 до 0,09 коэффициент предельного деформирования уменьшается на 15 – 25%, а при увеличении относительного диаметра пробиваемого отверстия d0/Dп от 0,2 до 0,9 коэффициент предельного деформирования уменьшается на 20 –37%, в то время как увеличение силы торцового поджатия уменьшает коэффициент предельного деформирования на 5 – 8%. Показано, что расхождение экспериментальных данных и данных теоретических моделей лежит в пределах от 5 до 15 % для различных параметров процесса, что свидетельствует о приемлемости моделей для разработки ресурсосберегающих технологий вытяжки-отбортовки. 4. На основе теоретических и экспериментальных моделей и логической схемы процесса вытяжки-отбортовки осесимметричных деталей разработан алгоритм проектирования технологии с учётом управляющих факторов, а также про22 грамма в среде Delphi-5, реализующая указанный алгоритм. 5. Разработанные автором технические решения, направленные на интенсификацию процесса деформирования и металлосбережение и защищённые шестью патентами на полезную модель, использованы при разработке технологии и изготовлении штамповой оснастки для производства деталей «Каскад», «Обод» и «Сепаратор». 6. Разработаны и внедрены металлосберегающие технологические процессы изготовления деталей «Каскад», «Обод» и «Сепаратор» с учётом управляющих факторов на ОАО «Утёс» (г. Ульяновск) и ОАО «ВПЗ» (г. Волжский) с экономическим эффектом 377 тыс. руб. Результаты работы также использованы в учебном процессе на кафедре «Материаловедение и ОМД» УлГТУ при выполнении курсовых и дипломных работ по листовой штамповке и при разработке интерактивных методов обучения и создании виртуальных учебнометодических пособий по дисциплине «Технология листовой штамповки». ОПУБЛИКОВАННЫЕ РАБОТЫ ПО ТЕМЕ ДИССЕРТАЦИИ В изданиях, рекомендованных ВАК: 1. Титов А.Ю., Мурасов А.Ш., Никитенко В.М., Титов Ю.А. Прогрессивные технологии штамповки деталей с отверстием в донной части с использованием вытяжки отбортовки // Заготовительные производства в машиностроении. Москва, Машиностроение, 2007. – С. 32 – 34. В других изданиях: 2. Титов А.Ю., Титов Ю.А. Классификатор осесимметричных листовых деталей с отверстием в донной части // Вестник УлГТУ, 2007, №4, – С. 52 – 53. 3. Титов А.Ю., Филимонов В.И. Теоретическая модель вытяжки-отбортовки с радиальной раздачей отверстия. // Современные проблемы проектирования, производства и эксплуатации радиотехнических систем. Сборник трудов. Восьмой выпуск. – Ульяновск: УлГТУ, 2011. – 257 с. – С. 213 – 216. 4. Титов А.Ю., Титов Ю.А. Способы управления процессом вытяжки – отбортовки // УлГТУ НТК «Вузовская наука в современных условиях», Ульяновск, 2008. – С 42. 5. Титов А.Ю., Круглов П.Ю. Исследование процесса вытяжки, совмещенной с отбортовкой, при получении цилиндрических деталей с отверстием в дне // Четвертая Всероссийская НТК «Студенческая весна 2011: Машиностроительные технологии» / МГТУ им. Н.Э Баумана. –М.: МГТУ, 2011. – С. 34 – 38. 6. Титов А.Ю., Титов Ю.А. Адаптируемость существующего оборудования к процессам вытяжки-отбортовки // УлГТУ ЗНТК “Актуальные вопросы промышленности и прикладных наук”, Ульяновск, 2004. – С. 245 – 247. 7. Титов А.Ю., Титов Ю.А. Вытяжка-отбортовка деталей типа «Сепаратор» с технологическими отверстиями в дне // УлГТУ НТК “Современные проблемы машиностроения и транспорта”, Ульяновск, 2003. С.65-66. 8. Титов А.Ю., Титов Ю.А. К вопросу определения диаметра отверстия, пробиваемого в плоской заготовке перед вытяжкой-отбортовкой деталей типа тел вращения // НТК УлГТУ “Современные проблемы машиностроения и транспорта”, Ульяновск: УлГТУ, 2003. –С. 58 – 61. 9. Титов А.Ю., Титов Ю.А. Способы интенсификации процессов вытяжки-отбортовки полых осесимметричных деталей с отверстием в донной части // УлГТУ «Тезисы докладов 45-й научно-технической конференции», Ульяновск, 2011. С.54 – 55. 23 10. Титов А.Ю., Титов Ю.А. Влияние параметров процесса вытяжки-отбортовки на расположение граничных кривых. Некоторые закономерности приграничных областей неустановившегося процесса // УлГТУ НТК “Современные проблемы машиностроения и транспорта”, Ульяновск, 2003. С.63 – 65. 11. Титов А.Ю., Титов Ю.А. Использование многопозиционных прессов для изготовления двух деталей с малым производственным циклом // УлГТУ НТК «Вузовская наука в современных условиях». – Ульяновск, 2009. – С 26. 12. Титов А.Ю., Титов Ю.А., Кокорин В.Н. Ресурсосберегающие технологии изготовления деталей типа «сепаратор» подшипников качения // УлГТУ XXXVIII НТК “Вузовская наука в современных условиях”, часть I, 2004. – С. 31. 13. Титов А.Ю., Титов Ю.А. Ресурсосберегающие технологии изготовления деталей типа «сепаратор» подшипников качения // УлГТУ «Молодёжный инновационный форум», Ульяновск, 2009. С 158. 14. Титов А.Ю., Титов Ю.А. Расположение граничных кривых и некоторые закономерности приграничных областей процесса вытяжки-отбортовки. // Материалы Всероссийской НПК “Ресурсосберегающие технологии в машиностроении”. – Бийск: АлтГТУ, 2003. – С. 239 – 242. 15. Титов А.Ю., Титов Ю.А., Кокорин В.Н. Способ комбинированного изготовления и упрочнения рабочих поверхностей штампов // Вестник УлГТУ, №1, 2007. – С. 39 – 41. 16. Титов А.Ю., Титов Ю.А. Интерактивные методы обучения в области машиностроения на примере дисциплин «ТКОШ и ТЛШ» // Студенческая НТК УлГТУ «Студент – науке будущего». – Ульяновск: Изд-во УлГТУ, 2004. – С. 5. 17. Титов А.Ю., Титов Ю.А. Использование 3DS max пакета в разработке виртуальных учебно-методических пособий. // Студенческая НТК УлГТУ “Студент – науке будущего”. – Ульяновск: Изд-во УлГТУ, 2005. – С. 6. Патенты: 18. Патент РФ на полезную модель № 2011107474/02 (010645). МПК В 21 D 37/08. Устройство для отбортовки / Титов А.Ю., Титов Ю.А.. – Положительное решение от 01.06.2011. 19. Патент РФ на полезную модель № 2011107475/02 (010647). МПК В 21 D 37/08. Штамп для изготовления осесимметричных полых изделий вытяжкой-отбортовкой / Титов А.Ю., Титов Ю.А.. – Положительное решение от 25.02.2011. 20. Патент РФ на полезную модель № 107083, МПК В 21 D 37/08, В 21 D 22/22, B 21 D 19/00. Штамп для изготовления полых изделий вытяжкой и отбортовкой / Ю.А. Титов, В. И. Филимонов, В.Н. Кокорин, С.Ю. Поляков, А.Ю. Титов. – Опубл. 10.08.2011. Бюл. № 22. 21. Патент РФ на полезную модель №2011107473 (010643). МПК В 21 D 37/08. Устройство для изготовления полых изделий отбортовкой / Титов А.Ю., Титов Ю.А. – Положительное решение от 01.06.2011. 22. Патент РФ на полезную модель № 64117. МПК В 21 D 43/04. Устройство к многопозиционному прессу для подачи ленточного материала с использованием шахматного раскроя. / Титов А.Ю., Губанова Н.В., Титов Ю.А. – Опубл. 27. 06.2007. Бюл. №18. 23. Патент РФ на полезную модель № 67897. МПК В 21 D 43/10. Устройство для поворота неосесимметричных заготовок. / Титов А.Ю., Байкалов К.О., Титов Ю.А. – Опубл. 10. 11.2007. Бюл. №31. 24. Патент РФ на полезную модель № 94181. МПК В 21 D 43/13. Устройство для подачи плоских заготовок в область штампа и выгрузки готовых деталей или полуфабрикатов. / Титов А.Ю., Титов Ю.А. – Опубл. 20.05.2010. Бюл. №14. 24 Подписано в печать __________. Формат 60х84 1/16. Бумага офсетная. Печать офсетная. Уч.- изд. л. _______. Тираж 100 экз. Заказ ______. Нижегородский государственный технический университет. Типография НГТУ. 603600, Нижний Новгород, ул. Минина, 24. 25