Фрезерный обрабатывающий центр модели ВС76М.
реклама

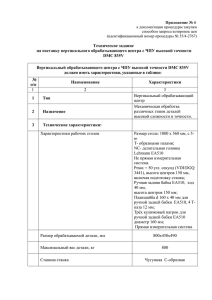
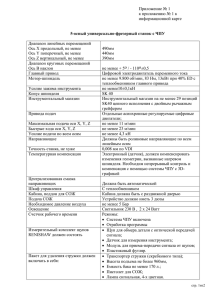
Приложение № 4 к документации процедуры закупки способом запроса котировок цен (идентификационный номер процедуры № 35/4-12897) ТЕХНИЧЕСКОЕ ЗАДАНИЕ Наименование оборудования: Фрезерный обрабатывающий центр модели ВС76М. Количество: 1 штука. Назначение оборудования, технические характеристики: Основные характеристики оборудования: - Механическая устойчивость и высокая точность - важные характеристики вертикального обрабатывающего центра ВС76М. Станина изготовлена из мелкозернистого чугуна обеспечивает высокую статическую и динамическую жесткость, что гарантирует высокую точность механической обработки и долговечность станка. - Система ЧПУ «Winmax-9» с русифицированным интерфейсом, делает использование и работу станка исключительно легким и эффективным. Диалоговое программирование значительно уменьшает время, необходимое для ввода данных изготавливаемой детали. Программирование также может быть выполнено в стандартах ISO. - Станки оснащены закрытой системой охлаждения и встроенным ленточным транспортером для удаления из рабочей зоны стружки, что соответствует самым современным экологическим требованиям. Стружка доставляется к выносному поддону. - Двигатели привода Главный двигатель станка - частотно-управляемый 3-х фазный двигатель переменного тока не требующий дополнительного обслуживания (Япония). Двигатели осей - 3-х фазные двигатели переменного тока, которые обеспечивают высокие пусковые способности и высокий крутящий момент. Вращательное движение надежно передается через предварительно натянутую пару винт-гайка, а точность обеспечивается отдельными для каждой оси направляющими скольжения. - Позиционирование системы Перемещение по осям X, Y и Z осуществляется на роликовых опорах по линейным направляющим, тем самым исключается эффект “slip-stick” (эффект скачкообразной подачи), что способствует повышению точности позиционирования по осям станка. Каждая ось оснащена кодирующим устройством (Encoder), импульсы которого используются как ответные сигналы. - Автоматическая смена инструмента. Устройство автоматической смены инструмента разработано в виде загрузочного устройства зонтичного типа. Оно имеет 24 рабочих положения с произвольным доступом в любом направлении. Основные технические характеристики: Рабочая поверхность стола в мм 760/510 Размеры пазов стола и их количество в мм Максимальная нагрузка стола (кг) 5 /18 /100 1360 Ход по осям в мм Ось Х 610 Ocь Y 510 Ocь Z 610 Мощность шпинделя в кВт Ход шпинделя в мм Max частота вращения шпинделя, об/мин Крутящий момент в Н.м Усилие зажима инструмента по оси X, Н Усилие зажима инструмента по оси Y, Н Усилие зажима инструмента по оси Z, Н 24,0 / 35,0 150-760 18000 119 (при 600 об /мин) 10700 10700 15200 Характеристики инструмента Конус шпинделя по DIN 69871 Количество гнезд в магазине Максимальный диаметр инструмента, мм Максимальная длина инструмента, мм Максимальный вес инструмента, кг HSK 63A 24 80 / 125 300 7 Другие данные Точность позиционирования по линейным осям X,Y,Z в мм +/-0.005 Повторяемость позиционирования по линейным осям X,Y,Z в мм +/-0.0025 Скорость резания в мм/мин* 3 – 30500 Быстрое перемещение в м/мин для осей X/Y/Z 45/45/40 Электро подключение Воздухоснабжение 58 kВА/ 84A 380 +/- 10% 7-8 атм./ 500 л./мин Вместимость бака системы охлаждения (л) 190 Вес станка, кг 5000 Габариты при расстановке оборудования, мм 3964/3939/2747 Транспортировочные размеры, мм 2950/2300/2540 Комплектация оборудования: Полная защиту корпуса (Кабинетная система) Двигатель привода вращения шпинделя - 3-х фазный, переменного тока, частотно управляемый, необслуживаемый(Япония) Привода по осям X,Y,Z - частотно управляемые, необслуживаемые переменного тока (Япония) Направляющие качения «REXROTH» (Германия) Систему непрерывной смазки ШВП и направляющих Сигнальная лампа, показывающая состояние работы обрабатывающего центра Жидкостное охлаждение шпиндельного узла Конус шпинделя по HSK63A Систему удаления стружки сжатым воздухом Систему охлаждения и смазки шпиндельного узла (масляный туман) Жидкостное охлаждение шпиндельного узла. «Кулер» для водяного охлаждения шпиндельного узла Пистолет распылитель охлаждающей жидкости Пистолет распылитель сжатого воздуха Двойная подсветка (местное освещение) Набор установочных башмаков Ленточный транспортер для удаления стружки Система ЧПУ модели WinMAX Control русифицированная Два жидкокристаллических сенсорных монитора (текст + графика) Выносной манипулятор Электронный маховичок Первичная система охлаждения Вторичная система охлаждения через инструмент под высоким давлением (20атм) . Опция CTS. Кондиционер электрошкафа Магазин автоматической смены инструмента на 24 позиции Опция измерительной системы RENISHAW, включая датчик OMP60 для определения нулевой точки и лазерную скобу для измерения вылета инструмента Операционная система Windows XP Стойка ЧПУ модели WINMAX-руссифицированная Два стандарта программирования: А) диалоговое программирование на станке Б) ISO-коды программирования . Промышленный стандарт NC программирования. Опция ISNC / NCPP - пакет для NC программирования, включающий вызываемые подпрограммы, макросы, переменные, математические уравнения и адресные выражения, также включается поддержка T, M и G кодов общепромышленного стандарта 3d визуализация Постпроцессор под САМ Заказчика Процессор Pentium 4, 60 Гб жесткий диск, 2Гб оперативная память, параллельные и последовательные порты интерфейса USB 2,0 Инсталляция программы фрезерования карманов и островков повышенной сложности. Инсталляция программы синхронного нарезания резьбы Руководство по эксплуатации станка на русском языке Комплект масел и СОЖ для работы обрабатывающего центра в течение гарантийного периода обслуживания Изготовление группы (три) тестовых деталей «пользователя оборудования » с разработкой управляющих программ на каждую деталь с подбором инструмента (режущего и вспомогательного) Комплект режущего и вспомогательного инструмента Наименование комплектации и дополнительных работ Кол-во, шт. Фрезерный обрабатывающий центр мод. ВС76М включая: 1 1. Кабинетная система (полная защита корпуса) 2. Набор установочных башмаков 3. Ленточный транспортер для удаления стружки 4. Инструментальный магазин зонтичного типа. Число гнезд 24 шт. 5. Первичная система охлаждения (систему охлаждения заливкой через форсунки шпиндельного узла) 6. Вторичная система охлаждения через инструмент под высоким давлением (20 атм.) 7. Болты захватные (штревеля) 8. Насос непрерывной смазки швп и направляющих - VOGEL, (Великобритания) 9. Двигатель привода вращения шпинделя - 3-х фазный, переменного тока, частотно управляемый (Япония) 10. Комплектные сервопривода линейных осей X,Y, Z - YASKAWA SIGMA V (Япония) 11.Линейные микронные оптические датчики HEIDENHAIN (Германия) по осям X,Y,Z 12. Электронный маховичок 13. Направляющие качения по осям X,Y,Z REXROTH, (Германия) 14.Обдув детали от стружки в зоне обработки через форсунки шпиндельного узла. 15. Обдув детали от стружки в зоне обработки через инструмент. 16. Обдув детали от стружки в зоне обработки сжатым воздухом с помощью пневмопистолета 17. Пистолет распылитель охлаждающей жидкости 18. Сигнальная лампа, показывающая состояние работы станка 19. Местное освещение 20. Жидкостная система охлаждения шпиндельного узла 1 1 1 1 1 1 30 1 1 1 1 1 1 1 1 1 1 1 1 1 21. Кулер для жидкостного охлаждения шпиндельного узла 22. Кондиционер электрошкафа 23. Аппаратура электроавтоматики электрического шкафа - MOLLER ELECTRIC и SIEMENS (Германия). 24.Мотор-шпиндель с рабочей мощностью 24 kBт Kessler (Германия) и 18000 об/мин максимальное 25. АСИ на 24 позиции (инструментальный магазин) 26. Конус шпинделя HSK 63A 27. Измерительная система Renishaw (Великобритания), Измерение детали и калибровка длины инструмента при помощи лазера. Включает датчик для определения нулевой точки OMP 60 и измерительную лазерную скобу NC4. 28. Операционная система Windows XP 29. ЧПУ модели WINMAX 9 Control , русифицированная 30. Два цветных двенадцатидюймовых жидкокристаллических монитора (текстовый и графический с 3D графикой) 31. Win Max процессор 32. 2 GHz Dual Core Intel processor 33. 64 GB Solid State Storage Drive 34. 2 GB RAM Memory 35. Два стандарта программирования: a) NC программирование в кодах G,T,M общепромышленного стандарта b) Диалоговое программирование 36. Порт USB 37. Ulti-Net. Сетевая карта и программное обеспечение для обеспечения соединения оборудования по локальной сети Ethernet 38. ISNC/ NCPP - пакет для общепромышленного стандарта программирования, включающий вызываемые стандартные подпрограммы, макросы, математические уравнения и адресные выражения. 39. Инсталляция программы фрезерования карманов и островков в них 40. Инсталляция программы синхронного нарезания резьбы. 41. Управление качеством обрабатываемой поверхности Rz. 42. Фильтр FTP 012 очистки воздуха. 43. Руководство по пользованию Оборудованием на русском языке: а) "Начало работы со станком" б) "NC программирование" в) "Диалоговое программирование" г) "Работа с системой ЧПУ WinMax д) Диагностика и устранение неисправностей е) Руководство по обслуживанию и безопасности 44. DIN 69781 SK40 контрольная оправка 45. Масло для ШВП и направляющих (вязкость 68) марки -80л в 20л канистре 46. Масло гидравлическое - 60 л в 20 литровой канистре 47.СОЖ -80 л в 20 литровой канистре 48. Антифриз G11 для жидкостного охлаждения шпиндельного узла 20л 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 4 3 4 1 49. Комплект режущего и вспомогательного инструмента 1 50. Изготовление группы (три) тестовых деталей «пользователя оборудованием» с разработкой управляющих программ на каждую деталь с подбором инструмента (режущего и вспомогательного) 1 51. Возможность создания файла - Log файл 1 52. Функии DB13 будут читаемы в системе файла « Log файл» 1 53. Разработка постпроцессора под NX 1 54. Разработка постпроцессора под CATIA 1 Перечень услуг: Упаковка; Доставка и разгрузка по адресу: г. Москва, ул. Новозаводская, д.18; Монтажные работы; Пусконаладочные работы; Проведение сдачи-приёмки станка с проверкой геометрической точности и точности позиционирования. Инструктаж в помещениях «пользователя оборудования» Инструктаж специалистов «пользователя оборудования» обслуживанию обрабатывающих центров данной группы (регламентные работы и устранение возможных ошибок, техника безопасности. Инструктаж по программированию в двух стандартах программирования. Программы совмещения стандартов. Создание управляющих программ. Гарантийный срок – 12 месяцев со дня подписания акта об исполнение обязательств по договору. Наименование оборудования: Фрезерный обрабатывающий центр модели 5ВС35. Количество: 5 штук. Назначение оборудования, технические характеристики: Основные характеристики оборудования: Механическая устойчивость и высокая точность - важные характеристики вертикального обрабатывающего центра 5ВС35. Станина изготовлена из мелкозернистого чугуна обеспечивает высокую статическую и динамическую жесткость, что гарантирует высокую точность механической обработки и долговечность станка. Система ЧПУ «Winmax» с русифицированным интерфейсом, делает использование и работу станка исключительно легким и эффективным. Диалоговое программирование значительно уменьшает время, необходимое для ввода данных изготавливаемой детали. Программирование также может быть выполнено в стандартах ISO. Станки оснащены закрытой системой охлаждения и встроенным ленточным транспортером для удаления из рабочей зоны стружки, что соответствует самым современным экологическим требованиям. Стружка доставляется к выносному поддону. Двигатели привода Главный двигатель станка - частотно-управляемый 3-х фазный двигатель переменного тока не требующий дополнительного обслуживания (Япония). Двигатели осей - 3-х фазные двигатели переменного тока, которые обеспечивают высокие пусковые способности и высокий крутящий момент. Вращательное движение надежно передается через предварительно натянутую пару винт-гайка, а точность обеспечивается отдельными для каждой оси направляющими скольжения. Позиционирование системы Перемещение по осям X, Y и Z осуществляется на роликовых опорах по линейным направляющим, тем самым исключается эффект “slip-stick” (эффект скачкообразной подачи), что способствует повышению точности позиционирования по осям станка. Каждая ось оснащена кодирующим устройством (Encoder), импульсы которого используются как ответные сигналы. Наклонно-поворотные стол («глобусный») итальянской фирмы «LCM» поставляются полностью готовые к работе на станках, поддержка пяти осевой обработки уже интегрирована в систему ЧПУ. Автоматическая смена инструмента. Устройство автоматической смены инструмента разработано в виде загрузочного устройства зонтичного типа. Оно имеет 40 рабочих положений с произвольным доступом в любом направлении. Шпиндельный узел с рабочей мощностью 11 kBт фирмы производителя IBAG (Швейцария) и максимальное число оборотов 12000 об/мин Программное обеспечение для одновременной пяти координатной обработки. Основные технические характеристики: Размеры рабочей поверхности круглого стола, мм Размеры т-образных пазов, мм Максимальная нагрузка на круглый стол в кг ф 350 3 /12 / 80 250 Перемещения Ось X, мм 1060 Ось Y, мм 610 Ось Z, мм 560 Ось A (наклон стола) градусы -30° / +110° Ось C (вращение стола) градусы 360° Мощность шпинделя рабочая, кВт 11 Мощность шпинделя пиковая, кВт 18 Крутящий момент шпинделя в Нм при 600 об/мин 284 Ход шпинделя в мм 90-610 Частота вращения шпинделя в об/мин максимальная 12000 Конус шпинделя по DIN 69871 SK A 40 Число инструментов в магазине 40 Максимальный диаметр инструмента при полной загрузки, мм 80 Максимальный диаметр инструмента при его установке по меню через позицию, мм Максимальная длина инструмента (наладка), мм 125 300 Точность позиционирования по X,Y,Z в мм +/- 0,005 Повторяемость позиционирования по X,Y,Z в мм +/- 0,0025 Точность позиционирования по оси С, угловые сек. +/-22,5 Точность позиционирования по оси А, угловые сек. +/-22,5 Повторяемость позиционирования по осям С и А, угловые сек Скорость быстрых перемещений в мм/мин по осям X/Y/Z Скорость быстрых перемещений по осям А,С об/мин +/-7 35/35/30 25 Масса станка в кг 6700 Ёмкость бака системы охлаждения в л 190 Необходимое рабочее давление и расход воздуха Время смены инструмента, сек 6,5-8 атм, 500 см.куб/мин 38 kВА/ 55 A 380 В +/-10% 3 Транспортировочные размеры, мм (Д/Ш/В) 2300/2950/2360 Электроподключение Габариты оборудования при его размещение в цехе, мм (Д/Ш/В) Комплектация оборудования и опции: 3770/4570/2951 Полная защита корпуса (Кабинетная система) Двигатель привода вращения шпинделя - 3-х фазный, переменного тока, частотно управляемый, необслуживаемый; (Япония) Привода по осям X,Y,Z –частотно управляемые, необслуживаемые переменного тока (Япония). Направляющие качения «REXROTH» ( Германия) Систему непрерывной смазки ШВП и направляющих Сигнальная лампа, показывающая состояние работы обрабатывающего центра Жидкостное охлаждение шпиндельного узла Конус шпинделя по DIN 69871 SK40 Систему удаления стружки сжатым воздухом Систему охлаждения и смазки шпиндельного узла (масляный туман) Жидкостное охлаждение шпиндельного узла. «Кулер» для водяного охлаждения шпиндельного узла Пистолет распылитель охлаждающей жидкости Пистолет распылитель сжатого воздуха Двойная подсветка (местное освещение) Набор установочных башмаков Ленточный транспортер для удаления стружки Система ЧПУ модели WinMAX Control русифицированная Два жидкокристаллических сенсорных монитора (текст + графика) Выносной манипулятор Электронный маховичок Первичная система охлаждения Вторичная система охлаждения через инструмент под высоким давлением (20атм). Опция CTS. Кондиционер электрошкафа Магазин автоматической смены инструмента на 40 позиций Наклонно-поворотный «глобусный» стол LCM (Италия) с диаметром рабочего стола 350 мм (координаты А,С) Оптико-электронные датчики отсчёта линейных перемещений по оси Х Оптико-электронные датчики отсчёта линейных перемещений по оси Y Оптико-электронные датчики отсчёта линейных перемещений по оси Z Опция измерительной системы RENISHAW, включая датчик OMP60 для определения нулевой точки и лазерную скобу для измерения вылета инструмента Операционная система Windows XP Стойка ЧПУ модели WINMAX-русифицированная Два стандарта программирования: А) диалоговое программирование на станке Б) ISO-коды программирования. Промышленный стандарт NC программирования. Опция ISNC / NCPP - пакет для NC программирования, включающий вызываемые подпрограммы, макросы, переменные, математические уравнения и адресные выражения, также включается поддержка M,G и T кодов общепромышленного стандарта 3d визуализация Программное обеспечения X5, позволяющая совершать одновременную пяти осевую обработку Постпроцессор под САМ Заказчика Процессор Pentium 4, 60 Гб жесткий диск, 2Гб оперативная память, параллельные и последовательные порты интерфейса USB 2,0 Инсталляция программы фрезерования карманов и островков повышенной сложности. Инсталляция программы синхронного нарезания резьбы Руководство по эксплуатации станка на русском языке Комплект масел и СОЖ для работы обрабатывающего центра в течение гарантийного периода обслуживания Изготовление группы (три) тестовых деталей «пользователя оборудования» с разработкой управляющих программ на каждую деталь с подбором инструмента (режущего и вспомогательного). Комплектность обрабатывающего центра включая для каждой единицы оборудования: Наименование комплектации и услуг Кол-во, шт. 1. Кабинетная система (полная защита корпуса) 1 2. Набор установочных башмаков 1 3. Ленточный транспортер для удаления стружки 1 4. Инструментальный магазин цепного типа. Число гнезд 40 шт. 1 5. Первичная система охлаждения (систему охлаждения заливкой через форсунки шпиндельного узла) 1 6. Вторичная система охлаждения через инструмент под высоким давлением (20 атм.) 1 7. Болты захватные (штревеля) 40 8. Насос непрерывной смазки швп и направляющих - VOGEL, (Великобритания) 1 9. Двигатель привода вращения шпинделя - 3-х фазный, переменного тока, частотно управляемый (Япония) 1 10. Комплектные сервопривода линейных осей X,Y, Z и угловые осей A и C- YASKAWA SIGMA V (Япония) 1 11. Линейные микронные оптические датчики HEIDENHAIN (Германия) по осям X,Y,Z 1 12. Оптико-электронные оптические датчики энкодеры по осям A и C 1 комплект 13. Электронный маховичок 1 14. Направляющие качения по осям X,Y,Z REXROTH, (Германия) 1 15. Обдув детали от стружки в зоне обработки через форсунки шпиндельного узла. 1 16. Обдув детали от стружки в зоне обработки через инструмент. 1 17. Обдув детали от стружки в зоне обработки сжатым воздухом с помощью пневмопистолета 1 18. Пистолет распылитель охлаждающей жидкости 1 19. Сигнальная лампа, показывающая состояние работы станка 1 20. Местное освещение 1 21. Жидкостная система охлаждения шпиндельного узла 1 22. Кулер для жидкостного охлаждения шпиндельного узла 1 23. Кондиционер электрошкафа 1 24. Аппаратура электроавтоматики электрического шкафа - MOLLER ELECTRIC и SIEMENS (Германия). 1 25. Шпиндельный узел с рабочей мощностью 11 kBт IBAG (Швейцария) и 12000 об/мин максимальное число оборотов 1 26. Наклонно-поворотный стол фирмы LCM (Италия) ф350мм 1 27. АСИ на 40 позиций (инструментальный магазин цепного типа) 1 28. Конус шпинделя SK40A DIN 69871 1 29. Измерительная система Renishaw (Великобритания), Измерение детали и калибровка длины инструмента при помощи лазера. Включает датчик для определения нулевой точки OMP 60 и измерительную лазерную скобу NC4 . 1 30. Операционная система Windows XP 1 31. ЧПУ модели WINMAX 9 Control , русифицированная 1 32. Два цветных двенадцатидюймовых жидкокристаллических монитора (текстовый и графический с 3D графикой) 1 33. Win Max процессор 1 34. 2 GHz Dual Core Intel processor 1 35. 64 GB Solid State Storage Drive 1 36. 2 GB RAM Memory 1 37. Два стандарта программирования : a) NC программирование в кодах G,T,M общепромышленного стандарта. b) Диалоговое программирование 1 38. Порт USB 2 39. Ulti-Net. Сетевая карта и программное обеспечение для обеспечения соединения оборудования по локальной сети Ethernet 1 40. ISNC/ NCPP- пакет для общепромышленного стандарта программирования, включающий вызываемые стандартные подпрограммы, макросы, математические уравнения и адресные выражения. 1 41. Опция X5 программного обеспечения. Работа в пяти координатах одновременно. 42. Инсталляция программы фрезерования карманов и островков в них 1 43. Инсталляция программы синхронного нарезания резьбы. 1 44. Управление качеством обрабатываемой поверхности Rz. 1 45. Фильтр FTP 012 очистки воздуха. 1 46. DIN 69781 SK40 контрольная оправка 1 47. Руководство по пользованию Оборудованием на русском языке: 1 а) "Начало работы со станком" 1 6) "NC программирование" 1 в) "Диалоговое программирование" 1 г) "Работа с системой ЧПУ WinMax" 1 д) Диагностика и устранение неисправностей 1 е) Руководство по обслуживанию и безопасности 1 48. Масло для ИТВП и направляющих (вязкость 68) марки -80л в 20л канистре 4 49. Масло гидравлическое - 60л в 20 л канистре 3 50. СОЖ -80 л в 20 л канистре 4 51. Антифриз G11 для жидкостного охлаждения шпиндельного узла 20л 1 52. Изготовление группы (три) тестовых деталей Заказчика с разработкой управляющих программ на каждую деталь с подбором инструмента (режущего и вспомогательного) 1 53. Возможность создания файла- Log файл. 1 54. Функии DB13 будут читаемы в системе файла « Log файл». 1 55. Разработка постпроцессора под NX 1 56. Разработка постпроцессора под CATIA. 1 57. Комплект режущего и вспомогательного инструмента 1 Перечень услуг: - Упаковка; - Доставка и разгрузка по адресу: г. Москва, ул. Новозаводская, д.18; - Монтажные работы; - Пусконаладочные работы; - Проведение сдачи-приёмки станка с проверкой геометрической точности и точности позиционирования на территории «пользователя оборудования»; - Инструктаж в помещениях «пользователя оборудования»; - Инструктаж специалистов «пользователя оборудования» обслуживанию обрабатывающих центров данной группы (регламентные работы и устранение возможных ошибок, техника безопасности; - Инструктаж по программированию в двух стандартах. Программы совмещения стандартов. Создание управляющих программ. - Гарантийный срок – 12 месяцев со дня подписания акта об исполнение обязательств по договору.