2.1.1 Уплотнения неподвижных соединений
реклама

<== Возврат к разделу 2.1
2.1.1 Уплотнения неподвижных соединений (УН)
Разъемные неподвижные соединения наиболее характерны для аппаратов и трубопроводов химических производств. Уплотнение таких соединений
(обтюрация) достигается сжатием уплотняемых поверхностей непосредственно друг с другом или через уплотняющие устройства из более мягкого
материала (беспрокладочная или прокладочная обтюрация). Сжатие производится с помощью болтов и шпилек (во фланцевых соединениях) или резьбы
(в резьбовых соединениях). Неметаллические прокладки (из резины, пластмасс, картона) за счет предварительного сжатия и поджатия давлением рабочей среды входят в микронеровности механической обработки соединения, а
металлические прокладки и уплотняемые поверхности в беспрокладочной
обтюрации – упруго деформируют неровности соединения, обеспечивая запирание рабочей среды за счет поверхностного натяжения жидкости в капиллярных зазорах между деталями уплотнения.
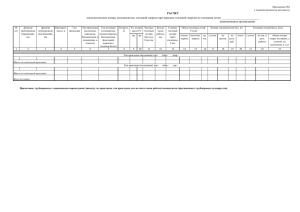
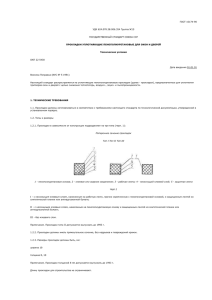
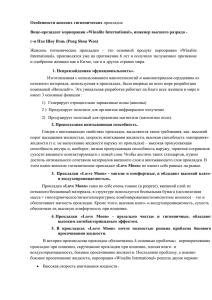
Наиболее популярные типы обтюраций и соответствующие им характеристики рабочей среды приводятся в справочниках. Например, с прокладками прямоугольного сечения между плоскими поверхностями (рисунок 2.1а),
которые пригодны для малоагрессивных сред, при давлениях рс 2.5 МПа и
температурах tc 540 оС. Обтюрации с такими же прокладками в выступвпадине (рисунок 2.1б) пригодны для малоагрессивных сред при 1 < рс 20
МПа и tc 540 оС, а с прокладками прямоугольного или круглого сечения в
шип-пазу (рисунок 2.1в) - для агрессивных, токсичных, взрыво-пожароопасных сред при рс 40 МПа и tc 540оС, а также при вакууме и tc 250 оС. Беспрокладочная обтюрация с плоскими уплотняемыми поверхностями (рисунок
2.1г) пригодна для любой среды при рс 150 МПа и температурах, определяемых термостойкостью материала.
а
б
в
Рисунок 2.1 Типы обтюраций
г
а) – прокладочная с плоскими поверхностями, б) – прокладочная в выступ-впадине,
в) – прокладочная в шип-пазу, г) – беспрокладочная с плоскими поверхностями
Для основных видов прокладок, применяемых в химической аппаратуре, в справочниках указываются типы обтюраций, где прокладка может быть
использована, материалы, из которых она может быть изготовлена, и рекомендуемые условия применения (Dу - внутренний диаметр уплотняемого соединения, рс и tc). Например, для прокладок прямоугольного сечения:
- резиновых и картонных -Dу 3 м, рс 0.6 МПа, -30 tc 100 оС;
- паронитовых - Dу 3 м, рс10 МПа, -200 tc 400 оС;
- фторопластовых - Dу 1 м, рс10 МПа и вакуум, -200 tc 250 оС.
Для прокладок круглого сечения:
- из вакуумной резины - 50 Dу 1000 мм, рс 0.1 МПа, -30 tc 100 оС;
- металлических (из алюминия, меди, латуни): Dу 200 мм, 2.5 рc 10
МПа, -200 tc 300 оС.
Кроме того, в справочниках даются рекомендации по определению
наружных диаметров прокладок для случаев, когда уплотняемые поверхности не плоские (выступ-впадина, шип-паз), и по чистоте обработки уплотняемых поверхностей. Например, наружный диаметр прокладки круглого сечения для обтюрации типа шип-паз при Dу = 200 мм и рc 10 МПа равен 259 мм,
а чистота обработки уплотняемых поверхностей фланцев стальных аппаратов, трубопроводов и арматуры для прямоугольных и круглых прокладок
должна быть не ниже 4.
Замечание: при выборе типа обтюрации следует помнить, что резиновые
прокладки допускают многократную разборку соединений, паронитовые,
фторопластовые – несколько (34) разборок, картонные следует менять после
каждой разборки, металлические прокладки, а также беспрокладочные обтюрации, после каждой разборки требуют дополнительной шлифовки.
Наиболее популярное неподвижное разъемное соединение в химическом
оборудовании - фланец (аппарата, трубопровода), стягиваемый болтами или
шпильками.
Расчет прокладок во фланцах включает выбор типа обтюрации, вида и
материала прокладки исходя из заданных значений Dу, рс и tc, а затем - определение пригодности выбранной прокладки для данного соединения в следующем порядке:
1. Определение эффективной ширины прокладки bэ. Для прокладок
круглого сечения bэ= d2 (диаметру сечения), для прямоугольных
3
b 10 , если b 12 мм
bэ
, где b – ширина прокладки.
3.8 10 3 b , при b 12 мм
2. Определение удельной утечки рабочей среды через единицу периметра уплотняемого соединения:
p R 3 e 15q / E 3
м /м/с,
Q 1.5 10 7 c z
bэ c
где Rz - шероховатость поверхностей уплотняемого соединения (определяется классом чистоты обработки уплотняемых поверхностей, например при 3
Rz=40, 4 - 25, 5 - 12.5, 6 - 10, 7 - 5 мкм) ,
q - удельное давление, которое необходимо создать на поверхности прокладки для обеспечения герметичности (для резины q = 1.5, для картона, паронита, фторопласта q = 20, для меди q = 90 МПа),
Е - модуль упругости материала прокладки (для резины - 7, паронита и
фторопласта - 150, для меди - 120000 МПа),
с= ат(1+0.03рс10-6) - вязкость рабочей среды при давлении рс,
ат - вязкость среды при атмосферном давлении.
Замечание: допустимую величину удельной утечки характеризует класс
негерметичности уплотнения: классу 1-1 соответствует Q 510-13,
классу 1-2 – Q 510-12 м3/м/с,
классу 2-1 – Q 510-11 м3/м/с,
классу 2-2 – Q 510-10 м3/м/с,
классу 3-1 – Q 2.510-9 м3/м/с.
3. Расчет нагрузки, необходимой для начального смятия прокладки при
затяжке уплотнения:
Pз = Dпbэq ,
где Dп - средний диаметр прокладки.
4. Расчет нагрузки на уплотнение от внутреннего давления (если оно
превосходит наружное, иначе пункт пропускается):
Рв = (рсDп2 /4 + Dпbэkрс)[]20/[]t,
где k - отношение удельного давления на прокладку к внутреннему давлению, необходимое для обеспечения герметичности (для резины k = 1, для
картона, паронита, фторопласта k = 2.5, для меди, латуни k = 4.75),
[]20,[]t- допускаемые напряжения материала фланца при 20 оС и tс.
Для соединительных фланцев трубопроводов, где отсутствует сплошная
крышка, первое слагаемое равно 0.
5. Расчет допустимой нагрузки на 1 болт или шпильку: qб = []tdо2/4,
где dо - внутренний диаметр резьбы,
[]t - допускаемое напряжение материала болта или шпильки при температуре tс.
6. Определение необходимого числа болтов или шпилек:
nб = max{Pз,Pв}/qб
и округление его до большего целого. Если на фланце удастся разместить nб
стяжных струбцин (или оно не больше имеющегося числа отверстий) то прокладка выбрана правильно.
Часто решается обратная задача: определение необходимой ширины или
диаметра прокладки, обеспечивающей заданную утечку.
<== Возврат к разделу 2.1