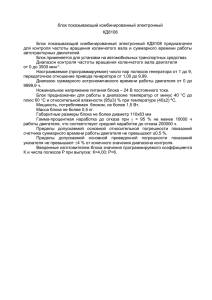
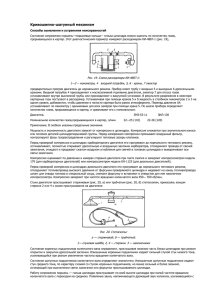
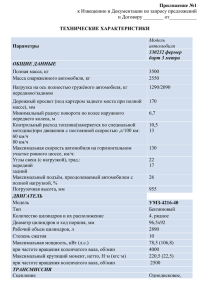
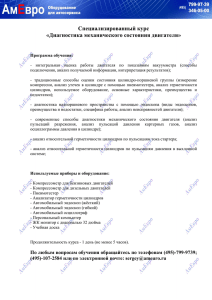
ВВЕДЕНИЕ Как бы не был совершенен автомобиль, для поддержания его в технически исправном состоянии на протяжении всего срока эксплуатации требуются определенные виды технического воздействия (диагностика, смазка, регулировка, ремонт и др.) и обеспечение запасными частями. Разработанное «Положение о техническом обслуживании и ремонте автомобилей…», устанавливает принципиальные основы и нормативы технических воздействий, направленных на обеспечение надежной и безопасной эксплуатации автомобилей, а также содержит основные сведения, необходимые для организации технического обслуживания и ремонта автомобилей на предприятиях системы «Автотехобслуживание» - СТОА. Автомобиль является источником повышенной опасности и, в соответствии с действующим законодательством, владелец несет полную ответственность за техническое состояние и эксплуатацию принадлежащего ему автомобиля. СТОА несут ответственность за качество выполняемых работ по ТО и ремонту. Техниче ско е обслуживание автомобилей - это комплекс технологических операций, имеющих целью: предупреждение возникновения отказов и неисправностей, поддержание автомобилей в исправном состоянии и обеспечение надежной, безопасной и экономичной их эксплуатации. Регулярное и качественное проведение ТО в полном объеме также снижает потребность в ремонте. Основным назначением ремонта является устранение возникших неисправностей и восстановление работоспособности автомобиля (агрегата) путем замены или ремонта его отдельных частей и их регулировки. Определение технического состояния автомобилей и установление объема ремонтных работ осуществляется при необходимости с применением средств диагностики. В случаях, когда с помощью диагностики невозможно определить техническое состояние или неисправность агрегатов и узлов, производится их снятие с автомобиля и разборка для окончательного определения объема ремонтных работ. Владельцы автомобилей в период гарантии завода-изготовителя обязаны производить техническое обслуживание в полном объеме (в противном случае они лишаются права на гарантийный ремонт). По окончании сроков гарантии им предоставлено право выборочного проведения на СТОА отдельных видов работ по техническому обслуживанию автомобилей, в том числе из объема работ, указанного в талонах сервисной книжки. Неисправности узлов, соединений и деталей, влияющие на бе зопасно сть движения, выявленные на СТОА, подлежат обязательному устранению. характеристика предприятия СТОА «Городок», станция технического обслуживания, находится по адресу: Мурманская область, город Мурманск, Верхне-Ростинском шоссе 38. Заезд на территорию СТОА осуществляется с ВерхнеРостинским шоссе 38. Рядом со станцией технического обслуживания имеются асфальтированные места стоянки автомобилей, размеры которых позволяют водителям свободно маневрировать. Для удобства клиентов и для обслуживающего персонала парковка расположена напротив СТОА «Городок». СТОА «Городок», как и большинство автосервисом города Мурманска, целью которой является качественно выполнением ремонтных работ или проведение профилактического техобслуживания автомобиля любого типа и модели от любого производителя. СТОА «Городок» оказывает следующие услуги: ремонт и диагностика ходовой части автомобиля; ремонт и замена сцепления; ремонт тормозной системы; замена масла; ремонт двигателя; регулировка сход - развала; ремонт коробки передач; регулировка инжектора; ремонт и регулировка карбюратора; диагностика и устранение неполадок в электрической системе автомобиля. На все виды оказываемых услуг имеются сертификаты соответствия. Накопленный на СТОА «Городок» опыт позволяет предполагать, что развернутый на его территории пост по техническому обслуживанию и ремонту легковых автомобилей сможет быстро стать конкурентоспособным и приносить предприятию ощутимую прибыль. На СТОА «Городок» работают специалисты разной квалификации. Среди них: производственные рабочие по ТО и ТР; служащие; административно-управленческий персонал. Квалификация персонала высокая. Каждый из работников компетентен в своей области и постоянно расширяет круг своих знаний и навыков. Сотрудники проходят дополнительное обучение, занимаются самообразованием, повышают свою квалификацию. При желании, клиент может пообщаться с персоналом, ремонтирующим его автомобиль – мастера ответят на все интересующие вопросы, касающиеся выполняемых работ, вежливо и в удобной для восприятия форме. Режим работы СТОА «Городок»: ежедневно с 9:00 до 19:00. Обед с 13:00 – 14:00. Выходные: без выходных. В праздничные дни предприятие не работает. Телефон СТОА «Городок»: 8-815-22-61-067,8-951-29-78-401. Прием клиентов осуществляется непосредственно на территории СТОА. По поводу выполнения работ, оплаты, стоимости услуг и другим организационным вопросам клиент должен обратиться к старшему мастеру. Цены зависят от сложности выполняемых работ. При оформлении договора фиксируются регистрационный номер автомобиля, а также номер телефона его владельца на случай оперативной связи с клиентом, во время долгосрочного ремонта. Нахождение клиента в ремонтной зоне неприемлемо, так как это может угрожать его безопасности. Оплата выполненных услуг производится после их выполнения. Въезд и выезд автомобилей из боксов (постов ремонта) и с территории предприятия осуществляется с разрешения мастера и под руководством специалиста, осуществляющего ремонт, поскольку пространство для маневрирования на стоянке зачастую бывает сильно ограничено из-за скопления автомобилей, находящихся на ремонте или наоборот, ожидающих своей очереди. УСТРОЙСТВО ДВИГАТЕЛЯ На автомобиле ВАЗ 2114 установлен четырехтактный, бензиновый, четырехцилиндровый, рядный, восьмиклапанный двигатель (ВАЗ 2114), с верхним расположением распределительного вала и жидкостным охлаждением. Блок цилиндров двигателя ВАЗ 2114 выполнен из чугуна, с выточенными внутри цилиндрами. В блоке внутренние полости для охлаждающей жидкости образованы при литье блока, а каналы подачи масла выполнены методом сверления. В нижней части блока выточены пять опор коренных подшипников коленчатого вала. Крышки коренных подшипников обрабатываются вместе со своими опорами и потому не взаимозаменяемы. Чтобы не перепутать крышки при установке, на них нанесена маркировка порядкового номера подшипника, которая начинается от шкива коленчатого вала. В крышке второго коренного подшипника сделаны два резьбовых отверстия для болтов крепления маслозаборника. В крышки и опоры коренных подшипников вставлены сталеалюминиевые вкладыши. С обеих сторон опоры третьего коренного подшипника сделаны гнезда для установки упорных полуколец, которые препятствуют осевому перемещению коленчатого вала. Переднее полукольцо – сталеалюминевое (с одной стороны желтое, с другой – стального цвета), заднее – металлокерамическое (желтого цвета с обеих сторон). Поршни двигателя ВАЗ 2114 выполнены из алюминиевого сплава, с залитыми в них стальными кольцами. Для предотвращения удара поршней по клапанам при обрыве ремня привода ГРМ или срезании его зубьев, в днище каждого поршня выполнены углубления под тарелки клапанов. На каждом поршне установлено одно маслосъемное и два компрессионных кольца. Пальцы - плавающего типа (зафиксированные в отверстиях поршней с двух сторон пружинными стопорными кольцами). На часть двигателей 2111 может быть установлена шатунно-поршневая группа двигателя 21083, где пальцы зафиксированы в верхних головках шатунов методом «горячей посадки». Шатуны – кованые, стальные, со съемными крышками. Крышки шатунов не являются взаимозаменяемыми и устанавливаются на шатуны только в одном положении. На крышках шатунов и самих шатунах нанесена маркировка номера цилиндра. К блоку цилиндров,снизу, через прокладку, устанавливается поддон картера. Система смазки двигателя ВАЗ 2114 является комбинированной – под давлением и разбрызгиванием. Масляный насос двигателя ВАЗ 2114 – шестеренного типа с внутренним зацеплением и приводом от переднего конца коленчатого вала. насос забирает масло через маслозаборник из поддона картера и под давлением нагнетает в каналы системы смазки двигателя. Для контроля уровня масла в поддоне установлен измерительный щуп и электрический датчик недостаточного уровня масла. Масляный фильтр – полнопоточный, с обратным клапаном, препятствующим вытекание масла из каналов системы смазки в поддон картера после остановки двигателя, и бумажным фильтрующим элементом. В теле коленчатого вала двигателя ВАЗ 2114 просверлены каналы. Во время работы двигателя масло из блока под давлением через отверстия и проточки во вкладышах коренных подшипников и отверстия в коренных шейках поступает в каналы коленчатого вала и по ним попадает к шатунным шейкам, смазывая их. Технологические отверстия каналов закрыты стальными штампованными заглушками. К фланцу коленчатого вала болтами крепится маховик. Для соединения их в нужном положении на маховике имеется установочная метка в виде сверления, которая должна находиться напротив шатунной шейки четвертого цилиндра. С левой стороны блока двигателя ВАЗ 2114 (если смотреть со стороны шкива коленчатого вала) сделана полость для установки насоса охлаждающей жидкости и прилив для установки масляного фильтра. На блоке цилиндров двигателя ВАЗ 2114 сверху, через специальную прокладку, установлена алюминиевая головка. В ней находится распределительный вал, восемь клапанов с направляющими втулками и седлами и восемь толкателей клапанов с регулировочными шайбами. Опоры распределительного вала выполнены в головке. К верхней плоскости головки болтами прижаты два корпуса подшипников распределительного вала. Сверху газораспределительный механизм закрыт крышкой с маслозаливной горловиной. На части автомобилей в заглушке головки блока цилиндров установлен датчик положения распределительного вала, а на заднем конце вала установлен штифт, предназначенный для определения датчиком положения вала. Привод распределительного вала и насоса охлаждающей жидкости осуществляется зубчатым ремнем от зубчатого шкива, установленного на коленчатом вале двигателя. Натяжение ремня и направление его движения по шкивам производится натяжным роликом. Генератор в действие приводится поликлиновым ремнем от шкива коленчатого вала двигателя. необходимо рассмотреть схему устройства узлов и деталей, которые находятся непосредственно в главном силовом агрегате и снаружи. 1 – шкив привода генератора; 2 – масляный насос; 3 – ремень привода механизма газораспределения; 4 – зубчатый шкив насоса охлаждающей жидкости; 5 – передняя крышка привода механизма газораспределения; 6 – натяжной ролик; 7 – зубчатый шкив распределительного вала; 8 – задняя крышка привода распределительного вала; 9 – сальник распределительного вала; 10 – крышка головки блока цилиндров; 11 – распределительный вал; 12 – передняя крышка подшипников распределительного вала;13 – толкатель; 14 – направляющая втулка клапана; 15 – сетка маслоотделителя системы вентиляции картера; 16 – выпускной клапан; 17 – впускной клапан; 18 – задняя крышка подшипников распределительного вала; 19 – топливный насос; 20 – корпус вспомогательных агрегатов; 21 – датчик-распределитель зажигания; 22 – отводящий патрубок рубашки охлаждения; 23 – головка блока цилиндров; 24 – свеча зажигания; 25 – шланг вентиляции картера; 26 – маховик; 27 – держатель заднего сальника коленчатого вала; 28 – задний сальник коленчатого вала ; 29 – блок цилиндров; 30 – поддон картера; 31 – указатель уровня масла (масляный щуп); 32 – коленчатый вал; 33 – поршень; 34 – крышка шатуна; 35 – шатун; 36 – крышка коренного подшипника коленчатого вала; 37 – передний сальник коленчатого вала ; 38 – зубчатый шкив коленчатого вала . Также, стоит посмотреть двигатель ВАЗ-2114 в разрезе: 1 – пробка сливного отверстия поддона картера; 2 – поддон картера; 3 – масляный фильтр ; 4 – насос охлаждающей жидкости; 5 – выпускной коллектор; 6 – впускной коллектор; 7 – карбюратор; 8 – топливный насос; 9 – крышка головки блока цилиндров; 10 – крышка подшипников распределительного вала; 11 – распределительный вал; 12 – шланг вентиляции картера; 13 – регулировочная шайба клапана; 14 – толкатель; 15 – сухари клапана; 16 – пружины клапана; 17 – маслосъемный колпачок; 18 – направляющая втулка клапана; 19 – клапан; 20 – головка блока цилиндров; 21 – свеча зажигания; 22 – поршень; 23 – компрессионные поршневые кольца; 24 – маслосъемное кольцо ; 25 – поршневой палец; 26 – блок цилиндров; 27 – шатун; 28 – коленчатый вал; 29 – крышка шатуна; 30 – указатель уровня масла; 31 – приемник масляного насоса Разборка двигателя Ваз 2114 Перед тем как разбирать двигатель желательно его вымыть и слить масло с картера. Этапы разборки двигателя Снятие узлов и деталей системы подачи воздуха 1 – воздушный фильтр 2 – датчик массового расхода воздуха 3 – дроссельный патрубок 4 – уплотнительная прокладка 5 – ресивер 6 – выпускной патрубок системы охлаждения двигателя 7 – хомуты крепления шлангов 8 – подводящая труба насоса охлаждающей жидкости 9 – шланги подогрева дроссельного патрубка 10 – шланг впускной трубы Выньте с дроссельного патрубка шланги 9 подачи и отвода тосола, а также сапун картера. Снимите дроссельный патрубок, раскрутив гайки крепления. Отсоедините трубки подачи и слива бензина. Снимите вакуумный шланг, отсоединив его от патрубков и от датчика давления бензина. Снятие ресивера и впускной трубы 1 – поддерживающий кронштейн 2 – впускная труба 3 – прокладка ресивера 4 – ресивер 5 – кронштейн для наконечника троса привода акселератора 6 – кронштейн 7 – экран выпускного коллектора 8 – опорный кронштейн Снимите ресивер 4 и кронштейн топливопроводов, раскрутив гайку кронштейна 6 и гайки 2. Снятие топливной рампы с форсунками 1 – рампа форсунок 2 – регулятор давления 3 – вакуумный шланг 4 – впускная труба 5 – форсунка 6 – защелка форсунки Снимите рампу 1 форсунок с регулятором 2, раскрутив 2-а болта крепления. Раскрутив гайки и болты, снимите кронштейны 1 и 8, после чего трубу с кронштейном 6 и экраном 7. С левой стороны снимите провода, модуль зажигания и датчик детонации. Извлеките свечи зажигания, датчик температуры тосола и датчик давления масла ваз 2114. Из выпускного шланга охлаждающей рубашки выкрутите датчик температуры. Снятие генератора 1 – шкив привода генератора 2 – кронштейн правой опоры подвески двигателя 3 – установочная планка 4 – натяжная планка 5 – генератор 6 – кронштейн крепления генератора 7 – ремень привода генератора Блокировка маховика Снимите планку 4 и ремень 7 генератора. Снимите генератор. Заблокируйте маховик ваз 2113, раскрутите болт крепления шкива генератора и снимите шкив. Снятие привода распределительного вала 1 – передняя защитная крышка 2 – резиновый уплотнитель 3 – зубчатый ремень 4 – шкив распределительного вала 5 – зубчатый шкив коленчатого вала 6 – дистанционная шайба 7 – натяжной ролик Снимите крышку 1 ремня. Раскрутите гайку механизма натяжения. Ослабьте и снимите зубчатый ремень 3. Снимите натяжной ролик 7 с шайбой 6. Удерживая шкив 4 распределительного вала от проворачивания, раскрутите болт шкива, снимите шкив. Снимите зубчатый шкив 5 с вала. Снятие насоса охлаждающей жидкости 1 – задняя защитная крышка зубчатого ремня 2 – насос охлаждающей жидкости 3 – прокладка Раскрутите болты крепления насоса 2 тосола. Раскрутите болт и гайку крепления задней крышки 1 и снимите ее. Затем вытащите помпу с прокладкой 3. Снимите выпускной коллектор, затем термостат, патрубок циркуляции тосола. Снятие масляного фильтра приспособлением Открутите масляный фильтр. Отсоедините и вытащите сапун. Выньте измерительный щуп уровня масла. Снимите крышку головки цилиндров. Головка цилиндров снимается вместе с распредвалом. Снятие масляного насоса 1 – масляный насос 2 – прокладка масляного насоса 3 – приемник масляного насоса 4 – прокладка картера 5 – картер 6 – датчик положения коленчатого вала Затем снимите масляный картер 5 и масляный насос 1. Для снятия поршневой группы необходимо раскрутить гайки шатунных болтов и снять крышку. Блокировка маховика фиксатором Заблокируйте маховик, раскрутите болты крепления, снимите маховик с коленчатого вала лада самара 2. Снимите крышки коренных подшипников вместе с нижними вкладышами. Вытащите коленчатый вал, а затем верхние вкладыши и упорные полукольца. Устранение и дефектовка неисправностей двигателя Ваз 2114 Причина неисправности Метод устранения Стук коренных подшипников коленчатого вала Обычно стук глухого тона, металлический. Обнаруживается при резком открытии дроссельных заслонок на холостом ходу. Частота его увеличивается с повышением частоты вращения коленчатого вала. Чрезмерный осевой зазор коленчатого вала вызывает стук более резкий с неравномерными промежутками, особенно заметными при плавном увеличении и уменьшении частоты вращения коленчатого вала ваз 2113 Отрегулируйте установку Слишком раннее зажигание момента зажигания См. неисправность Недостаточное давление масла "Недостаточное давление масла на холостом ходу" Ослаблены болты крепления Затяните болты рекомендуемым маховика моментом Увеличенный зазор между Прошлифуйте шейки и замените шейками и вкладышами вкладыши коренных подшипников Увеличенный зазор между Замените упорные полукольца упорными полукольцами и новыми или с увеличенной Недостаточное давление масла См. неисправность "Недостаточное давление масла на холостом ходу" Затяните болты рекомендуемым моментом Ослаблены болты крепления маховика Увеличенный зазор между Прошлифуйте шейки и замените шейками и вкладышами вкладыши коренных подшипников Увеличенный зазор между Замените упорные полукольца упорными полукольцами и новыми или с увеличенной коленчатым валом толщиной, проверьте зазор Стук шатунных подшипников Обычно стук шатунных подшипников резче стука коренных. Он прослушивается на холостом ходу двигателя при резком открытии дроссельных заслонок. Место стука легко определить, отключая по очереди свечи зажигания См. неисправность Недостаточное давление масла "Недостаточное давление масла на холостом ходу" Чрезмерный зазор между Замените вкладыши и шатунными шейками коленчатого прошлифуйте шейки вала и вкладышами Стук поршней Стук обычно незвонкий, приглушенный; вызывается "биением" поршня в цилиндре. Лучше всего он прослушивается при малой частоте вращения коленчатого вала и под нагрузкой Увеличенный зазор между Замените поршни, расточите и поршнями и цилиндрами отхонин-гуйте цилиндры Чрезмерный зазор между Замените кольца или поршни с поршневыми кольцами и кольцами канавками на поршне Стук впускных и вьспускных клапанов Увеличенные зазоры в клапанном механизме вызывают характерный стук, обычно с равномерными интервалами; частота его меньше частоты любого другого стука в двигателе, так как клапаны приводятся в действие от распределительного вала, частота вращения которого в два раза меньше частоты вращения коленчатого вала Увеличенные зазоры в клапанном Отрегулируйте зазоры механизме Поломка клапанной пружины Замените пружину Чрезмерный зазор между клапаном и направляющей Замените изношенные детали втулкой Износ кулачков Замените распределительный вал распределительного вала ваз 2114 и регулировочные шайбы Недостаточное давление масла на холостом ходу на прогретом двигателе Попадание под редукционный Очистите клапан от посторонних клапан давления масла частиц и заусенцев, промойте посторонних частиц масляный насос Заедание редукционного клапана Чрезмерный зазор между клапаном и направляющей Замените изношенные детали втулкой Износ кулачков Замените распределительный вал распределительного вала ваз 2114 и регулировочные шайбы Недостаточное давление масла на холостом ходу на прогретом двигателе Попадание под редукционный Очистите клапан от посторонних клапан давления масла частиц и заусенцев, промойте посторонних частиц масляный насос Заедание редукционного клапана Замените клапан давления масла Изношены шестерни масляного Отремонтируйте масляный насос насоса Чрезмерный зазор между вкладышами и коренными Прошлифуйте шейки и замените шейками коленчатого вала ваз вкладыши 2115 Чрезмерный зазор между Замените распределительный вал шейками и корпусами или головку цилиндров с подшипников корпусами подшипников распределительного вала Применение моторного масла Замените масло другим, несоответствующей марки и рекомендуемым в приложении 4 качества Чрезмерное давление масла на прогретом двигателе Заедание редукционного клапана Замените клапан давления масла Пружина редукционного клапана давления масла имеет большую Замените пружину жесткость Повышенный расход масла Подтекание масла через Подтяните крепления или уплотнения двигателя лада замените прокладки и сальники самара 2 Засорена система вентиляции Промойте детали системы картера вентиляции картера Износ поршневых колец или Расточите цилиндры и замените цилиндров двигателя ваз 2115 поршни и кольца Поломка поршневых колец Замените кольца Закоксовывание прорезей в масло-съемных кольцах или пазов Очистите прорези и пазы от в канавках поршней из-за нагара, замените моторное масло применения не рекомендованного рекомендуемым в приложении 4 масла Износ или повреждение Замените маслоотражательные маслоотража-тельных колпачков колпачки клапанов Повышенный износ стержней Замените клапаны, клапанов или направляющих отремонтируйте головку втулок цилиндров Закоксовывание прорезей в масло-съемных кольцах или пазов Очистите прорези и пазы от в канавках поршней из-за нагара, замените моторное масло применения не рекомендованного рекомендуемым в приложении 4 масла Износ или повреждение Замените маслоотражательные маслоотража-тельных колпачков колпачки клапанов Повышенный износ стержней Замените клапаны, клапанов или направляющих отремонтируйте головку втулок цилиндров Перегрев двигателя Стрелка указателя температуры охлаждающей жидкости находится в красной зоне шкалы. Перед поиском неисправности убедитесь в исправности указателя температуры охлаждающей жидкости и его датчика (см. подраздел "Контрольные приборы"). Недостаточное количество 1. Долейте охлаждающую жидкости жидкость в систему охлаждения в системе охлаждения 2. Очистите наружную Сильно загрязнена наружная поверхность радиатора струей поверхность радиатора воды Неисправен термостат 3. Замените термостат 4. Проверьте электродвигатель, Не работает электродвигатель замени- те его или вентилятора отремонтируйте Неисправен насос охлаждающей 5. Проверьте работу насоса, жидкости замените его или отремонтируйте Быстрое падение уровня жидкости в расширительном бачке 1. Отремонтируйте радиатор или 1. Поврежден радиатор замените 2. Повреждение шлангов или 2. Замените поврежденные прокладок в соединениях шланги или прокладки, подтяните трубопроводов, ослабление хомуты шлангов хомутов Расточка двигателя Основные дефекты и неисправности блока цилиндров двигателя Начнем с того, что существует два вида блоков цилиндров: чугунные БЦ; блоки из алюминиевых сплавов; Как правило, блоки из чугуна дополнительно упрочнены при помощи графита, а облегченные изделия из алюминия делают гильзованными (в блок вставляется гильза из чугуна). Также существуют алюминиевые блоки цилиндров без гильз. В состав сплава включен кремний, который значительно упрочняет блок. Что касается гильзованных блоков, гильзы бывают «мокрыми» и «сухими». В первом случае охлаждающая жидкость напрямую контактирует с гильзой, тогда как во втором гильза плотно запрессована в тело блока во время изготовления. Так или иначе, каждое решение имеет свои плюсы и минусы, а также в процессе эксплуатации возникают различные повреждения и дефекты блока цилиндров или дефекты гильз блока (в зависимости от типа БЦ). Ремонт блока цилиндров необходимо начинать с установления причины неисправностей и дефектовки. Зачастую основной проблемой на моторах с большим пробегом является износ поверхности цилиндра или гильзы. На поверхности (зеркале) цилиндра появляются задиры, могут образоваться трещины, раковины и т.д. Также нередко возникает износ цилиндров по направлению оси коленвала. Как правило, к повреждениям цилиндров на «свежем» моторе приводит HYPERLINK "http://krutimotor.ru/peregrev-avtomobilnogo-dvigatelyaposledstviya/"перегрев двигателя или HYPERLINK "http://krutimotor.ru/gidroudardvigatelya/"гидроудар, а также HYPERLINK "http://krutimotor.ru/maslyanoe-golodaniedvigatelya-prichiny/"снижение уровня или значительная потеря свойств моторного масла. Реже причиной дефектов блока становится неожиданное разрушение поршневых колец и другие непредвиденные поломки. Еще добавим, что в БЦ часто происходит деформация постели подшипников коленвала и т.п. Что касается износа поверхностей цилиндров, в этом случае такой износ зачастую является «естественным», то есть становится результатом эксплуатации двигателя в нормальных рабочих режимах. Сам ремонт цилиндров в этом случае зачастую предполагает расточку и хонингование цилиндра (нанесение хона). Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале. Более сложным случаем можно считать обрыв шатуна, так как повреждения обычно более серьезные. Также причиной возникновения дефектов блока является и обрыв HYPERLINK "http://krutimotor.ru/klapan-grm/"клапана, разрушение седла клапана и т.д. Результат — задиры на поверхности цилиндра и другие повреждения. Также в списке частых неисправностей следует выделить HYPERLINK "http://krutimotor.ru/kak-ubrat-treshhinu-v-blokecilindrov/"трещины блока или гильзы. Еще добавим, что существуют так называемые «скрытые» проблемы, то есть определить дефекты визуально в рамках поверхностного осмотра может быть затруднительно. При этом неквалифицированный ремонт, который ограничен банальной заменой изношенных частей, все равно приведет к тому, что двигатель потребуется разбирать повторно через несколько сотен или тыс. километров пробега. К указанным «скрытым» дефектам, прежде всего, следует отнести деформацию блока цилиндров. Зачастую такая деформация является следствием нарушения технологии в процессе изготовления блока. Простыми словами, если в блоке не снять внутреннее напряжение, возникнет деформация. Кстати, данная проблема больше присуща блокам из чугуна. Также к деформации блока (как чугунного, так и алюминиевого) может привести перегрев двигателя или его неравномерный нагрев во время эксплуатации. ВОССТАНОВЛЕНИЕ ЦИЛИНДРОВ ДВИГАТЕЛЯ Итак, ремонт блока цилиндров и восстановление самих цилиндров предполагает: тщательную очистку поверхностей БЦ; затем производится HYPERLINK "http://krutimotor.ru/opressovka-dvigatelya-chto-etotakoe/"проверка на герметичность каналов системы охлаждения в блоке (рубашка охлаждения); также промываются и очищаются, а затем проверяются масляные каналы; далее проводится HYPERLINK "http://krutimotor.ru/defektovka-dvigatelya-chto-etotakoe/"осмотр цилиндров в целях выявления различных дефектов; затем производится расточка/гильзовка блока, шлифовка поверхностей и т.д. Для многих двигателей растачивание цилиндров является обязательной процедурой в рамках HYPERLINK "http://krutimotor.ru/kogda-delat- kapitalnyj-remont-dvigatelya-avtomobilya/"капитального ремонта мотора. Для выполнения процедуры используется специальный станок для расточки цилиндров двигателей. Под самой расточкой блока следует понимать обработку внутренней поверхности. Такая обработка фактически представляет собой снятие слоя металла для выравнивания неровностей, удаления задиров, сглаживания раковин и т.д. Главная задача обработки заключается в том, чтобы придать цилиндрам нормальную форму (цилиндрическую). Следующим шагом после расточки является HYPERLINK "http://krutimotor.ru/ xoningovanie-cilindrov/"хонингование. Нанесение хона на внутренние поверхности цилиндров выполняется абразивным мелкозернистым материалом (хонинговальный брус на хонинговальной головке). Сама хонинговальная головка крепится в шпинделе хонинговального станка. Такой станок позволяет реализовать вращательные и возвратнопоступательные движения. Еще ремонт блока цилиндров может предполагать гильзовку или перегильзовку. В первом случае следует понимать установку гильз, хотя заводская конструкция изначально этого не предполагает. Во втором изношенную гильзу извлекают из блока, после чего устанавливают ремонтную новую. Как правило, гильзовка блока может быть выполнена двумя способами, когда гильзу охлаждают жидким азотом или же осуществляется нагрев ответной детали. В первом случае охлажденная гильза уменьшается в размере и с легкостью ставится (запрессовывается) на посадочное место. Второй способ предполагает нагрев. Оба метода запрессовки гильз позволяет добиться нужного натяга. ДЛЯ ЧЕГО НУЖНА РАСТОЧКА МОТОРА Расточку мотора широко применяют при проведении капитальных работ по двигателю. Так, для установки ремонтного комплекта поршневой группы понадобиться расточить внутренние поверхности цилиндров. Что же касается тюнинга, то этот процесс выполняется — для все того же увеличения диаметра цилиндров, чтобы установить необходимые поршни. Процесс расточки двигателей, а точнее блоков цилиндров выполняется на специальном оборудовании. Существует несколько видов проточки мотора, которые по принципу мало чем отличаются друг от друга, но имеют разные технологические процессы. Также, в операцию расточки входит хонинговка цилиндров. Эти два понятия не стоит разделять между собой. Само технологическое назначение расточки достаточно простое. Вследствие эксплуатации мотор подвергается износу, а цилиндры блока подвержены постоянным тяжелым нагрузкам, особенно температурным. Так, в процессе эксплуатации появляется много изъянов, таких как царапины, раковины и прочие повреждения. Именно при процессе расточки можно убрать все эти недочеты и восстановить поверхность до рабочего состояния. Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров. Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Например станок 2Е78П и его конструкцию. Шпиндель 0,48 мм — 2Е78П.71.000 Шпиндель 0,78 мм — 2Е78П.72.000 Шпиндель 0,120 мм — 2Е78П.73.000 Шпиндель универсальный — 2Е78П.74.000 Шпиндель специальный — 2Е78П.75.000 Пульт управления — 2Е78П.83.000 Электроаппаратура панели — 2Е78П.81.000 Колонна — 2Е78П.30.000 Стол — 2Е78П.40.000 Основание 2Е78П.10.000 Отсчетное устройство — 2Е78П.40.020 Коробка скоростей и подач — 2Е78П.50.000 Шпиндельная бабка — 2Е78П.23.000 Электрооборудование сценка — 2Е78П.80.000 Панель пульта — 2Е78П.82.000 Пульт управления — 2Е78ПН.83.000 Электроаппаратура панели — 2Е78ПН.81.000 Основание — 2Е78ПН.10.000 Электрооборудование станка — 2Е78ПН.80.000 Панель пульта — 2Е78ПН.82.000 Следующая группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Максимальная длина блока Максимальное расстояние от встроенных параллелей до борштанги Шпиндельные скорости Станок L 2500 V мм 2540 мм 850 об/мин 750 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Максимальная длина блока Максимальное расстояние от встроенных параллелей до борштанги Шпиндельные скорости Быстрая подача в обе стороны Переменная подача в обе стороны Скоростная подача в обе стороны Максимальный ход борштанги Двигатели станка Шпиндельный двигатель Двигатель подачи шпинделя Размеры Высота Полная длина Полная ширина Требуемое рабочее место Вес NETTO приблизительно. Вес с упаковкой приблизительно (деревянная паллета) Объем упаковки Станок L 2500 V мм 2540 мм 850 об/мин 750 мм/мин 1000 мм/мин 1000 мм/мин 1000 мм 680 кВт 1.5 кВт 0.37 мм мм мм 2200 5100 800 мм 7600×800 кг 2700 кг куб.м 3140 12.82 ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС РАСТОЧКИ Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании. Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий: Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра. В шпиндель устанавливается резец, которым собственно и будет проводиться расточка. Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр. Таким самым способом проводится расточка остальных цилиндров. После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния. Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста. В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К показаниям к проведению расточки являются: Износ внутренней части цилиндров, наличие раковин и царапин. Возможность восстановления. Отсутствие трещин и других похожих повреждений. Возможность установки ремонтного комплекта поршневой группы. Проведение точных операций по расточке. А вот к противопоказаниям можно отнести: Невозможность восстановить поверхность цилиндров. Отсутствие возможности расточки под ремонтный размер (случаи с гильзовкой блока). Другие факторы, в которых растачивать блок не целесообразно. Технологический процесс расточки цилиндров Операция по восстановлению нужного зазора между стенками цилиндра и поршнями не такая уж и сложная. Достаточно проточить на расточном станке цилиндр до нужного размера, и зазор получается сам собой. Потом останется лишь установить новый поршень. Обычно для этих операций используют вертика льно- расточной станок для расточки блока цилиндров. И правильность расточки зависит от состояния оборудования и квалификации станочника. Однако, это не сложная технологическая операция. А вот для того, чтобы убрать эффект эллипса, придется повозиться. Восстановление формы цилиндра – вот самая сложная часть процесса. Причина в том, что выработка внутренних поверхностей цилиндра может быть самой разной в различных местах цилиндра. Поэтому перед тем как приступать к расточке, проводят несколько измерений при помощи микрометрических стрелочных приборов. И только после этого выносится решение, как именно нужно протачивать цилиндр, чтобы добиться нужной геометрии поверхности. Помимо устранения эллипсности расточка блока цилиндров преследует цель убрать и конусность цилиндра. И этот параметр должен быть не более 0,01 мм. На всей длине цилиндра. Подобные операции с такой минимальной погрешность можно делать только на расточных станках, у которых точность проточки еще ниже, чем 0,01 мм. Помимо этого при растачивании цилиндра должны выдерживаться высокие требования к получаемой чистоте обрабатываемых поверхностей. Чем чище будет обработана поверхность при расточке, тем меньше времени понадобится на притирку новых деталей. Если чистота обработки будет недостаточной, возникнут проблемы с преждевременным износом колец поршня, с перерасходом масла, перерасходом топлива. Плюс ко всему увеличивается трение, особенно в процессе обкатки, это всегда связано с лишним количеством металлической пыли в масле. Таблица7 -Технологический процесс восстановления «Гильз цилиндров» двигателя автомобиля ВАЗ-2114 № операции 1 005 010 015 020 025 030 035 040 045 050 055 060 070 Наименованиеопераций 2 Установить двигатель Расточка первого цилиндра Расточка второго цилиндра Расточка третьего цилиндра Расточка четвёртого цилиндра Снять двигатель Установить двигатель Хонингование первого цилиндра Хонингование второго цилиндра Хонингование третьего цилиндра Хонингование четвёртого цилиндра Снять двигатель Контроль Таблица 8– Режимы токарной обработки восстанавливаемых деталей С п о с о б Вид обработки Станок Р е ж и м ы восстановления резания Скорость Подача Гл у б и нS,а резания мм/об обработк V, м/мин и t, мм 1 2 3 4 5 6 Расточка чистовая 2450 46,0 0,2 1,0 цилиндра 27,5 0,3 2,0 Таблица 9 – Режимы шлифования С п о с о б Вид обработки Характеристика Р е ж и м ы восстановшлифовального обработки vк, м/с t, v пр S ,, мм// ления круга дмм мин С п о с о б Вид обработки восстановления Характеристика Р е ж и м ы шлифовального обработки vк, м/с t, v пр S ,, мм// круга дмм мин Шлифованиехонингованиехонинг3Г83325…3010…150,7…1,21,7-2 Техническое нормирование операций механической обработки На основании типовых обобщенных данных, приведенных в справочной литературе «Режимы резания метталов Ю. В. БАРАНОВСКОГО 1972г.»,по величине площади восстанавливаемой поверхности и толщине слоя,наносимого на дефектную поверхность, находим для каждой операции,приведенной в таблице 10,значения трудоемкости. Таблица 10– Значения технических норм времени для операций обработки Наименование операций Техническая норма времени Тштк, мин 1 2 005 Очистная и моечная 1,30 010 Токарная 3,23 015 Токарная 3,23 020 Токарная 3,23 025 Токарная 3,54 030 Шлифовальная 3,54 035 Шлифовальная 3,54 040 Шлифовальная 3,54 045 Шлифовальная 3,54 050 Контрольная 2,40 Итого 34,32 Контроль качества, мерительный инструмент Вот к чему может привести неквалифицированный или некачественно выполненный ремонт двигателя. Контроль над качеством ремонта таких деталей двигателя как блок цилиндров, головка блока цилиндров, коленчатого вала, а также других деталей, ремонт которых производился сторонними организациями (например, мастерскими, специализирующимися на расточке блоков цилиндров) целесообразно проводить непосредственно у исполнителя (т.е. «не отходя от кассы»). Для проверки необходим измерительный инструмент и некоторый навык. Наиболее распространённые ошибки, имеющие место при ремонте блоков цилиндров двигателя следующие: Низкое качество зеркала цилиндров. Является следствием нарушения технологии обработки поверхности ц и л и н д р а ( хо н и н го ва н и я ) , н е с о от ве т с т в и я т ех н и ч е с ко й оснащённости мастерской современным требованиям, низкой квалификации или халатности исполнителя; Отклонение геометрии цилиндра (конусность, овальность, корсетность, бочкообразность) выше допустимых пределов(рис. 6.11). Конусность и овальность цилиндров после расточки и финишной обработки поверхности не должна превышать 0,01 мм. При больших значениях не обеспечивается должное прилегание поршневых колец к поверхности цилиндра и как следствие, увеличивается расход масла, уменьшается компрессия в цилиндре и общий ресурс двигателя. Корсетность или бочкообразность цилиндра является следствием низкой квалификации мастера, производящего расточку блока. Корс етно сть возникает при избыточном выводе хонинговальной головки за верхнюю и нижнюю части цилиндра, бочкообразность, наоборот, из-за её недостаточного вывода. Проверяется путём измерения диаметра цилиндра нутромером. Измерения проводятся по двум, взаимно перпендикулярным, осям в трёх плоскостях (в верхней, средней и нижней частях цилиндра); Несоответствие междуосевых расстояний цилиндров. Расстояние между осями цилиндров (рис. 6.12а) задаётся конструкцией двигателя (например, для двигателей автомобилей ВАЗ это расстояние равно 95, 0 мм.) и независимо от номера выполняемого ремонта, должно оставаться постоянной величиной. Несоответствие межосевых расстояний, как правило, является следствием неправильной установки блока цилиндров на расточку. Проверяется путём измерения расстояния между осями пар цилиндров с помощью штангельциркуля или другого измерительного инструмента; Не параллельность осей цилиндров (оси цилиндров не перпендикулярны привалочной плоскости блока цилиндров и оси коленчатого вала) или оси цилиндров не лежат на одной плоскости(рис. 6.12б,в). Является следствием неверной установки блока цилиндров на расточку; Несоответствие установочного зазора между цилиндром и поршнем заданной величине. Является следствием низкой квалификации мастера или его халатности. Зазор между цилиндром и поршнем регламентируется техническими условиями. В ряде случаев и только осознано, его величина может быть изменена в сторону увеличения. Решение об увеличении установочного зазора принимает мастер, производящий ремонт двигателя. Мастер – станочник производит расточку цилиндров двигателя под заданный ремонтный размер, оставляя припуск на хонингование примерно 0,05-0,06 мм. с каждой стороны цилиндра. При хонинговании расточенного цилиндра, мастер учитывает диаметр поршня, который будет установлен в данный цилиндр. Проверка установочного зазора осуществляется путём измерения диаметра цилиндра и диаметра поршня. Величина зазора определяется как разница измеренных диаметров. Неплоскостность привалочной плоскости блока цилиндров. Проверка неплоскостности осуществляется с помощью набора щупов и лекальной (слесарной) линейки, прикладываемой к плоскости. Общие требования техники безопасности 1. При получении новой (незнакомой) работы требовать от мастера дополнительного инструктажа по технике безопасности. 2. При выполнении работы нужно быть внимательным, не отвлекаться посторонними делами и разговорами и не отвлекать других. 3. На территории завода (во дворе, в здании, на подъездных путях) соблюдать следующие правила: а) быть внимательным к сигналам, подаваемым крановщиками электрокранов и водителями движущегося транспорта, и выполнять их; б) не находиться под поднятым грузом; в) не проходить в местах, не предназначенных для проходов, и не перебегать пути перед движущимся транспортом; г) не проходить в неустановленных местах через конвейер и рольганги и не подлезать под них, не заходить без разрешения за ограждения; д) не прикасаться к электрооборудованию, клеммам и электропроводам, арматуре общего освещения и не открывать дверок электрошкафов; е) не включать и не останавливать (кроме аварийных случаев) машин, станков и механизмов, работа на которых не поручена администрацией цеха. 4. В случае ранения прекратить работу, известить об этом мастера и обратиться в медпункт. Мастер или лицо, его заменяющее, обязан немедленно сообщить об этом администрации цеха для своевременного составления акта о происшедшем несчастном случае и принятия мер, предупреждающих повторение подобных случаев. Техника безопасности при выполнении слесарных работ Производственная деятельность слесаря вследствие разнообразия условий и характера работ требует проявления особой внимательности в работе, всестороннего знакомства с оборудованием, которым приходится пользоваться. Для выполнения производственных заданий слесарю необходимо применять различный инструмент (механизированный, электрифицированный, пневматический), а также использовать станочное оборудование для сверлильных, заточных и других работ, различные приспособления, механизмы и транспортно-подъемные средства. Указанный характер работы требует от слесаря знаний правил техники безопасности и строгого их соблюдения. Каждый слесарь обязан знать и строго выполнять все требования по технике безопасности, а администрация цеха, участка должна обеспечить рабочее место всем необходимым и создать нормальные условия труда для безопасности. Условия обеспечения безопасности перед началом работ 1. Привести в порядок рабочую одежду, застегнуть или обхватить широкой резинкой обшлага рукавов (или ; закатать рукава выше локтя); убрать концы галстука, i косынки или платка; заправить одежду так, чтобы не было развевающихся концов; убрать волосы под плотно ; облегающий головной убор. Работать в легкой обуви (тапочках, сандалиях, босо- ; ножках) запрещается. 2. Внимательно осмотреть место работы, привести его в порядок, убрать все мешающие работе посторонние предметы. Инструмент и детали располагать так, чтобы избегать лишних движений и обеспечить безопасность работы. Содержать в чистоте и порядке свое рабочее место. 3. Проверить наличие и исправность инструмента,’ приспособлений и средств индивидуальной защиты (защитных очков, резиновых перчаток и т. п.). При работе применять только исправные инструменты и приспособления. 4. При работе ручным инструментом следить, чтобы инструмент удовлетворял следующим требованиям: а) слесарные, молотки и кувалды должны иметь ровную, слегка выпуклую поверхность, быть надежно насажены на ручки и закреплены стальными заершенными клиньями; б) все инструменты, имеющие заостренные концы для рукояток (напильники, ножовки, шаберы и др.), должны быть снабжены деревянными ручками, соответствующими размерам инструмента, с бандажными кольцами, предохраняющими их от раскалывания; в) рубящие инструменты (зубила, крейцмейсели, просечки, бородки, обжимки и т. п.) не должны иметь косых и сбитых затылков, трещин и заусенцев; их боковые грани не должны иметь острых ребер; г) гаечные ключи должны соответствовать размерам гаек и головок болтов и не имет^ь трещин и забоин; запрещается применять прокладки между зевом ключа и гранями гаек и наращивать их трубами или другими рычагами (если это не предусмотрено конструкцией ключа). Раздвижные ключи не должны иметь слабины в подвижных частях. 5. Для переноски рабочего инструмента к рабочему месту подготовить специальную сумку или ящик; переносить инструмент в карманах запрещается. 6. Проверить, чтобы освещение рабочего места было достаточным и свет не слепил глаза. Пользоваться на станках и верстаках местным освещением напряжением выше 36 В запрещается. 7. Если необходимо пользоваться переносной электролампой, проверить, есть ли нд лампе защитная сетка, исправны ли шнур и изоляционная резиновая трубка. Напряжение переносных ламп допускается не выше 12 В. 8. При работе талями проверить их исправность, приподнять груз на небольшую высоту и убедиться в надежности тормоза, стропа и цепи. Место для подвешивания талей должен указать мастер или бригадир, укреплять тали можно только после разрешения мастера или бригадира. Особое внимание обратить на прочность крепления талей. 9. Если рядом производятся электросварочные работы, потребовать от администрации установления щита (ширмы) для защиты глаз и лица от воздействия ультрафиолетовых лучей или надеть специальные защитные очки. 10. Если работа производится около электрических проводов и электроустановок, потребовать от электриков выключения тока на время работы; если этого сделать нельзя, то при проведении работ должны обязательно присутствовать мастер или механик; опасные места необходимо ограждать. 11. При работе около движущихся частей станков и механизмов требовать ограждения опасных мест. 12. Перед работой на заточном станке проверить состояние и исправность станка, убедиться, что: а) защитные кожухи надежно прикреплены к станку; б) подручник правильно установлен, т. е. зазор между краем подручника и рабочей поверхностью круга меньше половины толщины шлифуемого (затачиваемого)’ изделия и не более 3 мм; в) подручник установлен так, что прикосновение изделия к кругу происходит по горизонтальной плоскости, проходящей через центр круга или выше ее, но не более чем на 10 мм (перестановку подручника разрешается производить только после полной остановки станка); г) наждачный круг не имеет биения и на его поверхности нет выбоин или трещин; д) круг прочно закреплен. Между фланцами и кругом должны быть прокладки (из плотной бумаги, картона или резины) толщиной 0,5—1 мм. Прокладки должны перекрывать всю зажимную поверхность фланца и выступать наружу по всей окружности фланца не менее чем на 1 мм; е) пылеотсасывающая установка находится в исправном состоянии и обеспечивает во время работы станка удаление пыли; ж) станок имеет исправный защитный подвижный экран. Если экрана нет, необходимо надеть защитные очки. При заточке и включении абразивного круга следует стоять не напротив круга, а несколько в стороне от него (вполоборота). 13. При работе на станках убедиться, что станок заземлен. Условия обеспечения безопасности во время работы 1. При работе в тисках надежно зажимать обрабатываемую деталь. 2. При спуске рычага тисков остерегаться удара по ноге и защемления руки между головками рычага и винтом. 3. При установке в тиски осторожно обращаться с тяжелыми деталями, чтобы избежать ушибов при их падении. 4. При работах, требующих разъединения или соединения деталей при помощи кувалды и выколотки, выколотку держать клещами; выколотка должна быть из меди или другого мягкого металла. Нельзя находиться прямо против работающего кувалдой, следует стоять сбоку от него. 5. При рубке металла зубилом пользоваться защитными очками с небьющимися стеклами или сеткой. Для защиты окружающих обязательно ставить предохранительные щитки или сетку. 6. При работе шабером второй конец закрывать специальной ручкой (футляром). 7. При резке металла ручными или приводными ножовками прочно закреплять ножовочное полотно. 8. Для того чтобы при резке ножницами не было заусенцев, между половинками ножниц должен быть отрегулирован необходимый зазор, а сами ножницы должна быть хорошо заточены. 9. Для того чтобы поверочные инструменты, плиты, линейки, клинья не могли упасть, их следует укладывать или устанавливать надежно на верстаке или в отведенном месте. 10. При работе с паяльной лампой соблюдать следующие правила: а) не применять горючую жидкость, не предназначенную для данной лампы; б) не заливать горючее в горящую лампу и вблизи открытого огня; в) не накачивать в лампу воздух больше допускаемого давления; г) горючее должно занимать не более емкости; д) пробку лампы завертывать плотно, до отказа; е) при обнаружении неисправности (течь горючего, пропуск газа через резьбу горелки и т. п.) немедленно прекратить работу и заменить паяльную лампу. 11. При работе электроинструментом: а) обязательно заземлять инструмент; б) работать в резиновых перчатках и диэлектрических галошах или на резиновом коврике, если рабочее напряжение выше 36 В; в) не подключать электроинструмент к распределительным устройствам, если отсутствует безопасное штепсельное соединение; г) предохранять провод, питающий электроинструмент, от механических повреждений; д) при переноске электроинструмента держать его за ручку, а не за провод; е) при порче электроинструмента не производить его ремонт самому без разрешения мастера; ж) не производить замену режущего инструмента до полной его остановки; з) при перерывах в работе или прекращении подачи электроэнергии выключать инструмент; и) не работать с переносным электроинструментом на высоте более 2,5 м на приставных лестницах; к) при работе внутри барабанов, котлов и других металлических конструкций не вносить внутрь трансформаторы и преобразователи.частоты. 12. При работе пневматическим инструментом: а) перед пуском воздуха во избежание вылета инструмента (чеканки, зубила и т. п.) плотно прижать последний к обрабатываемой поверхности; б) переносить инструмент за ручку, а не за шланг; в) по окончании работы и во время перерыва в работе выключать подачу воздуха; г) запрещается работать на приставных лестницах; д) при работе пневматическим зубилом обязательно надевать очки с небьющимися стеклами или сеткой; е) при смене инструмента вентиль воздухопровода должен быть закрыт, перекручивать и зажимать шланг для прекращения доступа воздуха запрещается; ж) запрещается направлять струю сжатого воздуха на себя и на других’работающих и обдувать одежду. 13. Не сдувать металлическую пыль и стружку сжатым воздухом, сметать их только щеткой или кисточкой. 14. Расплавление свинца, баббита и других цветных металлов производить, применяя при этом вытяжную вентиляцию, и обязательно в защитных очках. 15. Без специального разрешения мастера не производить никакого ремонта или осмотра электрической части оборудования; если необходимо присоединить или отсоединить концы или снять электродвигатель или электроустройство, следует вызвать электромонтера. 16. Промывку деталей производить в моечных машинах, а обдувку сжатым воздухом — в закрытых камерах, имеющих вентиляцию. 17. Укладывать детали устойчиво на подкладках или стеллажах, не загромождая рабочего места и проходов. Высота штабелей не должна превышать для мелких деталей 0,5 м, для средних — 1 м и для крупных — 1,5 м. 18. При работе на сверлильных станках: а) прочно закреплять обрабатываемые детали; б) при заедании режущего инструмента немедленно остановить станок; в) детали малых размеров, если их нельзя закрепить на столе станка или в тисках, придерживать-клещами, плоскогубцами; г) не браться за сверло, шпиндель и патрон руками до полной остановки станка; д) не работать в рукавицах; е) убирать стружку только крючком или щеткой-сметкой. 19. Зачаливать груз только испытанными стропами, имеющими бирки с указанием сроков испытания и их грузоподъемности. Запрещается при подъеме грузов применять стропы, срок испытания которых истек, а также превышать указанную грузоподъемность. 20. Стропальные работы может производить сам слесарь лишь в том случае, если он имеет удостоверение на право выполнения этих работ. 21. При обработке длинных деталей, труб, валов, тяг и других необходимо соблюдать осторожность, так как они могут причинить травму окружающим. 22. Соблюдать на работе правила личной гигиены: а) не мыть руки в масле, эмульсии, керосине и не вытирать их концами, загрязненными стружкой; б) не принимать пищи на рабочем месте; в) не хранить личной одежды на рабочем месте; г) при работе со свинцом, баббитом и т. п. по окончании работы и особенно перед едой тщательно вымыть руки и прополоскать рот. Условия обеспечения безопасности по окончании работы 1. Убрать детали, материалы и инструмент. 2. Привести в порядок рабочее место. 3. Сдать смену, сообщить своему сменщику или мастеру обо всех недостатках, обнаруженных в оборудовании и инструменте. 4. Вымыть руки и лицо теплой водой с мылом или принять душ. Специальные правила при работе на высоте 1. Пользоваться исправными лестницами, прочными лесами с перилами и бортовой доской. 2. Приступать к работе на лесах и подмостях только с разрешения мастера и только после тщательного осмотра их. 3. Материалы на подмостях складывать в местах, указанных мастером. Не перегружать леса и подмости свыше разрешенной нагрузки (людьми и материалами). 4. Инструмент и мелкие детали укладывать в ящик или в сумку. 5. Если оголенные электрические провода проходят близко от подмостей и лесов, требовать их ограждения или выключения тока на время работы. 6. При работе в местах, где работает кран или транспорт, потребовать их остановки или ограничения движения в установленном на заводе порядке. 7. При подъеме на лестницы, леса, подмости и при спуске с них держать инструмент в ящике или сумке При значительной тяжести их поднимать и опускать с помощью троса, каната. 8. Не бросать предметов вниз. При спуске предметов на тросе или веревке предупреждать об этом работающих внизу. 9. Доски настилов лесов, подмостей обязательно дол жны быть укреплены гвоздями, болтами и т. п. Не переставлять самовольно досок настилов лесов и подмостей и не делать без разрешения мастера переходов с одной линии лесов на другую. 10. О неисправностях в лесах или подмостях и лестницах или какихлибо признаках начинающегося разрушения их следует немедленно сообщить мастеру. 11. По окончании работы проверить, нет ли на под мостях и лесах инструмента, деталей и т. п. 12. Пользоваться только исправной и приспособлен ной для работы переносной лестницей, не перегружать ее тяжестями, не работать стоя на лестнице вдвоем. Переносная лестница должна быть: а) прочной, легкой; б) с упорами на нижних концах, не допускающими скольжения лестницы по полу; в) такой длины, чтобы при работе наклон ее к полу был не менее 60°. 13. При работе на переносной лестнице устанавли вать ее так, чтобы она не могла быть сбита проходящим транспортом; за этим обязан следить подручный, кото рый должен находиться внизу. 14. При работе на высоте без подмостей, лесов необ ходимо применять специальный предохранительный пояс с прочно прикрепленной к нему веревкой, тросом, кото рые надо надежно закреплять за прочные конструкции на высоте. 15. Пояс и страховая веревка должны через каждые три месяца подвергаться статическому испытанию в течение 15 мин. грузом 300 кг, причем удлинение веревки не должно превышать 5% от первоначальной длины. Лист Изм. Лист № докум. Подп. Дата