2019. РАСЧЕТНО-ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ КАТАЛИТИЧЕСКОЙ ГАЗОВОЙ ЦЕМЕНТАЦИИ СТАЛИ. Статья
реклама

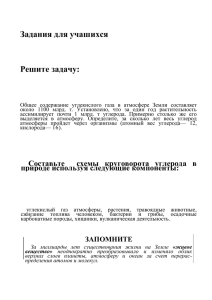
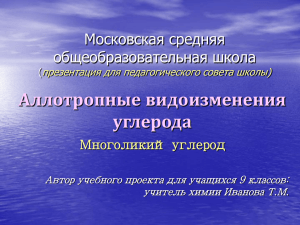
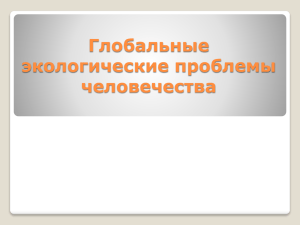
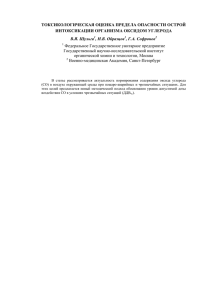
See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/334224589 РАСЧЕТНО-ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ КАТАЛИТИЧЕСКОЙ ГАЗОВОЙ ЦЕМЕНТАЦИИ СТАЛИ Article in Stal' · June 2019 CITATIONS READS 0 783 3 authors, including: Mikhail Maisuradze Ural Federal University 117 PUBLICATIONS 329 CITATIONS SEE PROFILE All content following this page was uploaded by Mikhail Maisuradze on 04 July 2019. The user has requested enhancement of the downloaded file. МЕТАЛЛОВЕДЕНИЕ И ТЕРМИЧЕСКАЯ ОБРАБОТКА УДК 621.785.51.062.5 РАСЧЕТНО-ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ КАТАЛИТИЧЕСКОЙ ГАЗОВОЙ ЦЕМЕНТАЦИИ СТАЛИ М. В. Майсурадзе, Ю. В. Юдин, А. А. Куклина ФГАОУ ВО УрФУ (г. Екатеринбург, Россия) Проведено экспериментальное исследование процесса насыщения углеродом поверхности стальных пластин при каталитической газовой цементации. Установлена скорость процесса насыщения, а также распределение твердости в диффузионном слое после закалки. Предложена упрощенная методика численного моделирования процесса насыщения стали углеродом. На основании экспериментальных данных и результатов численного моделирования получена математическая модель, позволяющая определять изменение во времени концентрации углерода в диффузионном слое на поверхности стали. Ключевые слова: каталитическая газовая цементация, диффузия, моделирование, сталь, твердость, диффузионный слой, мартенсит. Ö ементация — один из наиболее простых и распространенных методов поверхностного упрочнения стальных изделий, работающих в условиях абразивного износа и ударных нагрузок [1 – 3]. Обогащение углеродом поверхностного слоя стали значительно повышает твердость и износостойкость при сохранении вязкой и пластичной сердцевины после соответствующей упрочняющей термической обработки — в большинстве случаев закалки и низкотемпературного отпуска. В ходе цементации и упрочняющей термической обработки на поверхности формируются сжимающие напряжения, которые повышают усталостную прочность деталей [4 – 6]. Наиболее часто цементацию выполняют в газовой среде (например, в эндогазе) [7, 8]. Основными характеристиками газовой среды при цементации, которые определяют скорость процесса насыщения и параметры диффузионного слоя (толщина слоя, содержание в нем углерода, твердость после закалки и др.), являются углеродный потенциал Cp, температура t и время τ. Авторами [9] наряду с технологией управляемой жидкостной цементации был разработан и внедрен новый способ насыщения стали углеродом — каталитическая газовая цементация. В данном случае процесс науглероживания стали значительно ускоряется по сравнению с традиционной газовой цементацией за счет образования активных ионов углерода при прохождении газообразного карбюризатора через специально разработанный катализатор, в качестве которого используются соединения никеля, кобальта или РЗМ. Активные ионы углерода поверхностью детали адсорбирует быстрее, тем самым существенно сокращая продолжительность начальной стадии цементации и повышая качество поверхностного слоя. Еще одна особенность каталитической газовой цементации — отсутствие эндогенератора для приготовления газовой среды. Карбюризатор — смесь природного газа и воздуха в подводящем трубопроводе подают непосредственно в печь через твердый катализатор. Вследствие этого использование традиционных расчетных и эмпирических методов [10 – 12] при определении температурно-временных параметров 56 каталитической газовой цементации зачастую приводит к значительным отклонениям параметров диффузионного слоя от заданных значений. Цель настоящей работы — исследование каталитической газовой цементации и разработка математической модели, позволяющей определять требуемые технологические параметры насыщения для формирования диффузионного слоя с заданными свойствами (толщина, содержание углерода). Материал и методика исследования. Исследуемым материалом служили пластины 20×50×2 мм из стали Ст3. Химический состав исследуемой стали, мас. %: 0,25 C; 0,19 Si; 0,37 Mn; 0,05 Ni; 0,011 S; 0,032 P; 0,031 Cr; 0,060 Cu; основа — Fe. Пластины подвергали цементации в промышленной электрической шахтной муфельной печи СШЦМ 6.12, оснащенной системой автоматического измерения и регулировки углеродного потенциала в рабочем пространстве. Насыщающей средой являлись продукты пиролиза пропанобутановой смеси, подаваемые через катализатор непосредственно в муфель печи. Углеродный потенциал печной среды контролировали циркониевым кислородным зондом [13], регулировали его, вводя добавочный воздух в газовоздушную смесь, подаваемую в печь. Цементацию пластин проводили при 930 ± 5 °C, углеродном потенциале 0,70 %, который был выбран так, чтобы после закалки количество остаточного аустенита в структуре поверхностного диффузионного слоя низколегированных сталей было минимально. В ходе эксперимента несколько пластин одновременно загружали в муфель через клапан в крышке печи. Затем пластины по очереди вынимали из печи и охлаждали в воде для получения мартенситной структуры. Продолжительность насыщения пластин — от 1 до 6 ч. Концентрацию углерода на поверхности пластин после цементации определяли спектрометром АРГОН-5СФ. Микроструктуру пластин исследовали на оптическом микроскопе MEIJI IM7200. Микротвердость измеряли по сечению пластин с шагом 0,05 мм полуавтоматическим микротвердомером HVS1000A при нагрузке 0,3 – 1,0 кг. Микротвердость по Виккерсу HV конвертировали в твердость по Роквеллу ISSN 0038—920X. “СТАЛЬ”. № 6. 2019 г. МЕТАЛЛОВЕДЕНИЕ И ТЕРМИЧЕСКАЯ ОБРАБОТКА HRC по методике [14]. Были получены распределения твердости мартенсита по сечению закаленных пластин после разной продолжительности цементации. Как известно [15], твердость мартенсита определяется содержанием углерода в стали (рис. 1). Исходя из этого, на основании результатов измерения твердости определили профили концентрации углерода по сечению пластин, используемые в дальнейшем при верификации параметров расчетной модели каталитической газовой цементации. Процесс насыщения пластины углеродом при цементации был описан дифференциальным уравнением диффузии в одномерной постановке: ∂C ∂ 2C =D 2, ∂τ ∂x (1) где C — концентрация углерода, мас. %; τ — время, с; x — расстояние от насыщаемой поверхности, м; D — коэффициент диффузии углерода в аустените, м2/с. Уравнение (1) решили методом конечных разностей. В одномерной постановке задачи считается, что диффузия атомов углерода вглубь металла происходит только в одном направлении — перпендикулярно насыщаемой поверхности пластины. В этом случае для построения модели необходимо разбить пластину по Концентрация углерода, мас. % ∂C ΔC Ci,n − Ci,n−1 ≈ = , ∂τ Δτ Δτ (2) ∂ 2C Δ ( ΔC ) (Ci −1,n −1 − Ci,n −1 ) − (Ci,n −1 − Ci +1,n −1 ) ≈ = . ∂x 2 Δx 2 Δx 2 (3) Подставив (2) и (3) в (1), получим для определения концентрации углерода Ci,n = D Δτ (Ci −1,n −1 − 2Ci,n −1 + Ci +1,n −1 ) + Ci,n −1. Δx 2 (4) Сходимость численного решения дифференциального уравнения диффузии достигается при условии [16]: Δτ = Δx 2 . 2D Таким образом, (4) преобразуется C − Ci +1,n −1 Ci,n = i −1,n −1 . 2 (5) (6) В большинстве случаев для решения дифференциального уравнения диффузии необходимо задаться граничными условиями 3-го рода: 0,8 0,7 0,6 D 0,5 0,4 0,3 0,2 0,1 0 30 40 50 60 70 Твердость, HRC Рис. 1. Зависимость концентрации углерода в стали от твердости мартенсита по данным [15] x Δx Ci–1, n–1 Δx Ci, n–1 Ci+1, n–1 Δτ τ толщине на ряд линейных элементов величиной Δx, начиная от поверхности. Из рис. 2, на котором приведена расчетная схема метода конечных разностей, следует: Ci, n Рис. 2. Расчетная схема для численного решения дифференциального уравнения диффузии методом конечных разностей “СТАЛЬ”. № 6. 2019 г. ISSN 0038—920X ∂C = β (ϕ − C 0 ) , ∂x (7) где β — коэффициент массопереноса углерода из атмосферы на поверхность пластины, м/с; ϕ — углеродный потенциал печной атмосферы, мас. %; C0 — концентрация углерода на поверхности пластины, мас. %. Заменив производную ∂C/∂x на отношение конечных разностей (C0 – C1)/Δx (где C1 — концентрация углерода в первом расчетном слое толщиной Δx), получим следующее выражение для определения концентрации углерода на поверхности пластины: C0 = C1D + βϕΔx . D + βΔx (8) Таким образом, применив уравнения (5), (6) и (8) к двум противоположным насыщаемым поверхностям пластины, можно построить математическую модель диффузионного насыщения стали углеродом при цементации. Исходные данные для расчетов: температура процесса T, K; углеродный потенциал насыщающей атмосферы ϕ, мас. %; коэффициент массопереноса углерода из атмосферы на поверхность детали β, м/с; концентрация углерода в аустените до начала насыщения Cγ, %. Расчет проводят в следующей последовательности: 1. Определяют коэффициент диффузии углерода в аустените при заданной температуре насыщения, T, K, по уравнению, аналогичному уравнению Аррениуса: 57 МЕТАЛЛОВЕДЕНИЕ И ТЕРМИЧЕСКАЯ ОБРАБОТКА D = D0exp(–Q/RT), (9) где Q = 132000 Дж/моль — энергия активации диффузии углерода в аустените [13]; R = 8,31 Дж/(моль ⋅ K) — универсальная газовая постоянная; D0 = 0,11 ⋅ 10–4 м2/с [13]. 2. По формуле (5) определяют шаг по времени Δτ, с. 3. В начальный момент τ = 0 принимают, что во всех рассматриваемых слоях изделия — от слоя 1 до слоя j — концентрация углерода в аустените равна Cj. 4. По формуле (7) определяют концентрацию углерода на поверхности пластины C0 в начальный момент времени. Коэффициент массопереноса углерода β в настоящей работе был принят равным 1 м/c, поскольку, как показали результаты спектрального анализа, при рассматриваемой продолжительности цементации (1 ч и более) концентрация углерода на поверхности пластины не изменяется и составляет 0,69 – 0,70 мас. %, что соответствует заданному углеродному потенциалу печной среды. 5. По формуле (6) определяется концентрация углерода во всех расчетных слоях изделия в каждый последующий момент времени. В итоге были определены расчетные профили концентрации углерода в пластине, формирующиеся в ходе цементации при разной продолжительности. Результаты и обсуждение. В результате цементации и последующей закалки в воде в исследуемых пластинах стали Ст3 сформировалась преимущественно мартенситная микроструктура при незначительном содержании бейнита. На рис. 3 показано изменение микроструктуры поверхности и сердцевины пластины при увеличении длительности выдержки при цементации от 1 до 6 ч. Как видно, микроструктура поверхностного слоя практически не изменяется и представляет собой мелкоигольчатый мартенсит (рис. 3, а, в). Микроструктура сердцевины претерпевает изменение, связанное с тем, что после 1-ч цементации концентрация углерода в сердцевине пластины практически не изменяется, и при закалке формируется низкоуглеродистый мартенсит (рис. 3, б). Насыщение же углеродом за 6 ч приводит к повышению концентрации углерода в сердцевине пластины вследствие диффузии и, как следствие, к изменению морфологии мартенсита (рис. 3, б, г). Экспериментальные распределения твердости по сечению пластин после цементации и закалки приведены на рис. 4. Как видно, твердость вблизи поверхности не изменяется с увеличением длительности выдержки при цементации и составляет HRC 62 – 63. Это согласуется с результатами спектрального анализа поверхности пластин, показавшими, что в течение 1-ч выдержки концентрация углерода на поверхности достигает равновесного значения, соответствующего углеродному потенциалу печной среды 0,70 мас. %. Твердость сердцевины с увеличением продолжительности цементации от 1 до 6 ч повышается от HRC 43 – 44 до HRC 53 – 54. Установлено, что эффективная толщина диффузионного слоя, соответствующая расстоянию от поверхности пластины до точки с твердостью HRC 50 [13], увеличивается от 0,5 мм при 1-ч цементации до 0,9 мм при 4-ч цементации. Таким образом, максимальная скорость насыщения (0,5 мм/ч) наблюдается в самом начале цементации (на первом часе выдержки), когда лимитирующим является перенос атомов углерода из атмосферы на поверхность стали [8, 13]. Обычно при стандартной газовой цементации скорость насыщения составляет ∼ 0,1 мм/ч [8, 15, 17]. Пятикратное увеличение скорости в начале цементации, вероятно, является особенностью каталитического процесса, а 20 мкм б 20 мкм в 20 мкм г 20 мкм Рис. 3. Микроструктура поверхности (а, в) и сердцевины (б, г) пластины из стали Ст3 после цементации и закалки в воде: а, б — цементация в течение 1 ч; в, г — цементация в течение 6 ч 58 ISSN 0038—920X. “СТАЛЬ”. № 6. 2019 г. МЕТАЛЛОВЕДЕНИЕ И ТЕРМИЧЕСКАЯ ОБРАБОТКА 64 0,70 62 0,65 Концентрация углерода, мас. % 60 58 56 HRC 54 52 50 1ч 48 3ч 46 4ч 44 5ч 42 6ч а 0,60 0,55 0,50 0,45 0,40 0,35 1ч 3ч 4ч 5ч 6ч 0,30 0,25 0,20 40 0,2 0 0,4 0,6 0,8 Расстояние от поверхности, мм 0 1,0 0,0002 0,0004 0,0006 0,0008 0,001 0,0012 0,0014 Расстояние от поверхности, м 0,70 Рис. 4. Экспериментальное распределение твердости по сечению пластин стали Ст3 после цементации и закалки Концентрация углерода, мас. % 0,70 Концентрация углерода, мас. % 0,65 0,60 0,55 0,50 0,45 1ч 0,40 3ч 0,35 0,55 0,50 0,45 0,40 0,35 1ч 3ч 4ч 5ч 6ч 0,30 0,25 0 0,0002 0,0004 0,0006 0,0008 0,001 0,0012 0,0014 Расстояние от поверхности, м 5ч 0,25 0,60 0,20 4ч 0,30 б 0,65 6ч 0,20 0 0,2 0,4 0,6 0,8 Расстояние от поверхности, мм 1,0 Рис. 5. Профили концентрации углерода по сечению пластин стали Ст3 после цементации, определенные по данным [15] при котором повышается активность атомов углерода в печной среде. Дальнейшее уменьшение скорости насыщения (до 0,15 – 0,20 мм/ч) — следствие лимитирующего влияния диффузии на процесс проникновения атомов углерода вглубь пластины и уменьшения градиента концентрации углерода в пластине. Для определения профилей концентрации углерода по сечению пластин после цементации (рис. 5) использовали результаты измерения твердости мартенсита (см. рис. 4) и зависимость твердости мартенсита от содержания в нем углерода (см. рис. 1). Полученные данные использовали для верификации модели диффузионного насыщения стали углеродом, описанной выше. В качестве первого приближения приняли допущение о постоянном коэффициенте диффузии углерода в аустените, значение которого, определенное по уравнению (9), составило 2,1 ⋅ 10–11 м/с для температуры цементации 930 ± 5 °C. При этом удовлетворительное совпадение результатов расчета с эксперименталь“СТАЛЬ”. № 6. 2019 г. ISSN 0038—920X Рис. 6. Сравнение результатов эксперимента и численного моделирования цементации пластины стали Ст3 с постоянным (а) и с переменным (б) коэффициентами диффузии ными данными получили только для 1-ч цементации (рис. 6, а). В остальных случаях (при 3 – 6-ч цементации) в результате численного моделирования получили существенно завышенные значения концентрации углерода. Наблюдаемые отклонения, вероятнее всего, вызваны тем, что в процессе цементации изменяется коэффициент диффузии углерода вследствие изменения химического состава стали и иных термодинамических характеристик. Для повышения точности расчета в модель ввели переменный коэффициент диффузии D = f(τ). Коэффициент диффузии варьировали на каждом шаге по времени для достижения наилучшего описания экспериментальных данных. Полученные в результате расчетные профили концентрации углерода достаточно хорошо совпали с экспериментальных данными для всего исследованного интервала продолжительности цементации (рис. 6, б). Соответствующее расчетное изменение коэффициента диффузии углерода во времени приведено на рис. 7. Как видно, в начале цементации коэффициент диффузии максимален (2,1 ⋅ 10–11 м/с). Затем наблюдается его снижение до минимального (1,2 ⋅ 10–11 м/с) при ∼ 3-ч цементации. 59 МЕТАЛЛОВЕДЕНИЕ И ТЕРМИЧЕСКАЯ ОБРАБОТКА e = –1,02 ⋅ 10–4τ3 + 1,64 ⋅ 10–3τ2 – – 8,81 ⋅ 10–3τ + 7,16 ⋅ 10–1. –11 Коэффициент диффузии D, м/c 2,1Е 1,9Е–11 1,7Е–11 1,5Е–11 1,3Е–11 1,1Е–11 0 1 2 3 4 5 6 7 Время, ч Рис. 7. Расчетное изменение коэффициента диффузии углерода в ходе цементации Увеличение продолжительности цементации приводит к незначительному изменению D (от 1,3 ⋅ 10–11 до 1,4 ⋅ 10–11 м/с), что связано с уменьшением скорости насыщения вследствие уменьшения градиента концентрации. Об этом свидетельствует также тот факт, что профили концентрации углерода по сечению пластин после 5- и 6-ч цементации отличаются незначительно (см. рис. 5). Таким образом, предлагаемая модель (см. уравнения (4) – (9)) позволяет с достаточной точностью определять необходимые температурно-временные параметры процесса цементации для получения требуемых параметров диффузионного слоя — толщины и концентрации углерода (а следовательно, твердости после закалки). Расчетные профили концентрации углерода по сечению пластин для разной продолжительности цементации (рис. 6, б) могут быть аппроксимированы полиномом четвертой степени: C = ax4 + bx3 + cx3 + dx + e, (10) где C — концентрация углерода, мас. %; x — расстояние от поверхности пластины, м; a, b, c, d, e — коэффициенты полинома. Был получен набор коэффициентов полинома (10) для каждой исследованной продолжительности цементации пластин из стали Ст3. Это позволило, в свою очередь, установить зависимости коэффициентов полинома (10) от продолжительности цементации τ: 60 a = –3,11 ⋅ 109τ3 + 4,71 ⋅ 1010τ2 – – 2,34 ⋅ 1011τ + 3,27 ⋅ 1011; (11) b = 1,29 ⋅ 107τ3 – 1,96 ⋅ 108τ2 + + 9,70 ⋅ 108τ – 1,35 ⋅ 109; (12) c = –1,63 ⋅ 104τ3 + 2,49 ⋅ 105τ2 – – 1,28 ⋅ 106τ + 2,19 ⋅ 106; (13) d = 1,29 ⋅ 107τ3 – 1,96 ⋅ 108τ2 + + 9,70 ⋅ 108τ – 1,35 ⋅ 109; (14) (15) Уравнения (10) – (15) могут быть использованы для экспресс-оценки распределения концентрации углерода в диффузионном слое для разной продолжительности цементации низколегированных и углеродистых сталей при углеродном потенциале печной среды 0,70 мас. % и начальном содержании углерода в стали 0,25 ± 0,05 мас. %. Кроме того, приведенная методика расчетно-экспериментального исследования процесса цементации может быть использована в дальнейшем при разработке, корректировке и анализе химико-термической обработки стальных изделий на металлургических и машиностроительных предприятиях. ВЫВОДЫ 1. Экспериментально исследована кинетика насыщения углеродом пластин из стали Ст3 в процессе каталитической газовой цементации при углеродном потенциале 0,70 мас. %. Установлено, что в первый час процесса скорость насыщения 0,5 мм/ч, это значительно выше, чем при стандартной газовой цементации без катализатора. Кроме того, каталитическая газовая цементация в течение 1 ч обеспечивает на поверхности пластин концентрацию углерода, соответствующую углеродному потенциалу печной среды. 2. Определено распределение твердости в диффузионном слое науглероженных пластин после закалки. На основании зависимости твердости мартенсита от содержания в нем углерода, приведенной в справочниках, получены профили концентрации углерода в диффузионном слое пластин после каталитической газовой цементации разной продолжительности. 3. Предложена упрощенная методика моделирования каталитической газовой цементации стальной пластины на базе численного решения дифференциального уравнения диффузии в одномерной постановке. Показано, что адекватное описание экспериментальных профилей концентрации углерода в диффузионном слое исследуемых пластин достигается при использовании в модели переменного во времени коэффициента диффузии углерода. 4. Получены уравнения, позволяющие провести экспресс-оценку распределения концентрации углерода в диффузионном слое после разной продолжительности каталитической газовой цементации большинства цементуемых конструкционных сталей. * * * Работа выполнена при финансовой поддержке постановления № 211 Правительства РФ, контракт № 02. А03.21.0006, в рамках государственного задания Минобрнауки, проект № 11.1465.2014/К. БИБЛИОГРАФИЧЕСКИЙ СПИСОК 1. Yang Y.-H., Wang M.-Q., Chen J.-C., Dong H. Microstructure and Mechanical Properties of Gear Steels After High Temperature Carburization // Journal of Iron and Steel Research International. 2013. Vol. 20. P. 140 – 145. ISSN 0038—920X. “СТАЛЬ”. № 6. 2019 г. МЕТАЛЛОВЕДЕНИЕ И ТЕРМИЧЕСКАЯ ОБРАБОТКА 2. Ivanov A. S., Greben’kov S. K., Bogdanova M. V. Optimization of the Process of Carburizing and Heat Treatment of LowCarbon Martensitic Steels // Metal Sciemce and Heat Treatment. 2016. Vol. 58. P. 116 – 119. 3. Walvekar A. A., Sadeghi F. Rolling contact fatigue of case carburized steels // International Journal of Fatigue. 2017. Vol. 95. P. 264 – 281. 4. Semenov M. Yu. Computational Evaluation of Cyclic Strength of Carburized Gears from Heat-Resistant Steels // Metal Science and Heat Treatment. 2014. Vol. 56. № 7 – 8. P. 428 – 433. 5. Paulson N. R., Golmohammadi Z., Walvekar A. A. et al. Rolling contact fatigue in refurbished case carburized bearings // Tribology International. 2017. Vol. 115. P. 348 – 364. 6. Jo. B., Sharifimehr S., Shim Y., Fatemi A. Cyclic deformation and fatigue behavior of carburized automotive gear steel and predictions including multiaxial stress states // International Journal of Fatigue. 2017. Vol. 100. P. 454 – 465. 7. Edenhofer B., Joritz D., Rink M., Voges K. Carburizing of steels / in “Thermochemical Surface Engineering of Steels”. — Elsevier Ltd., 2015 P. 485 – 553. 8. Лахтин Ю. М., Арзамасов Б. Н. Химико-термическая обработка металлов. — М. : Металлургия, 1985. — 256 с. 9. Syropyatov V. Ya. Automated modular complex MPPASSI12 — a breakthrough technology for «liquid» “СТАЛЬ”. № 6. 2019 г. ISSN 0038—920X View publication stats cementation // Metallurgist. 2011. Vol. 54. № 11 – 12. P. 717 – 724. 10. Lee S.-J., Matlock D. K., Van Tyne C. J. An Empirical Model for Carbon Diffusion in Austenite Incorporating Alloying Element Effects // ISIJ International. 2011. Vol. 51. P. 1903 – 1911. 11. Kim D.-W., Cho H.-H., Lee W.-B. et al. A finite element simulation for carburizing heat treatment of automotive gearing incorporating transformation plasticity // Materials and Design. 2016. Vol. 99. p. 243 – 253. 12. Sugianto A., Narazaki M., Kogawara M. et al. Numerical simulation and experimental verification of carburizing-quenching process of SCr420H steel helical gear // Journal of Materials Processing Technology. 2009. Vol. 209. P. 3597 – 3609. 13. Steel and its Heat Treatment : a Handbook / ed. by T. Holm, P. Olsson, E. Troell. — Sweden : Swerewa IVF, 2012. — 832 p. 14. Марочник сталей и сплавов / под ред. А. С. Зубченко. — М. : Машиностроение, 2001. — 672 с. 15. Totten G. E. Steel Heat Treatment : Metallurgy And Technologies. — CRC Press, 2006. — 848 p. 16. Тарасик В. П. Математическое моделирование технических систем. — Минск : ДизайнПРО, 1997. — 640 с. 17. Квагинидзе В. С. Технология металлов и сварка. — М. : МГТУ, 2004. — 566 с. 61