")
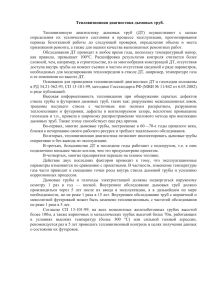
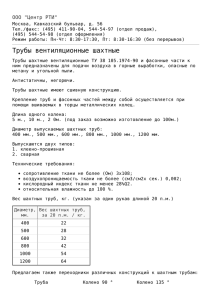
Технологическая карта № На замену труб горячего и холодного водоснабжения. 1. Область применения. Технологическая карта разработана на производство работ по замене существующих магистральных наружных стальных трубопроводов систем горячего и холодного водоснабжения (В1, В2, В23, Т3, Т4) от РЧВ-100 до конечных потребителей на пластиковые, а также замена стальных трубопроводов внутренних систем и горячего водоснабжения на (Т3, Т4, В1) на пластиковые, на объекте «Вахтовый поселок перевалочной базы для временного размещения персонала МЛСП «Приразломная» на Варандее». В состав работ, рассматриваемых технологической картой, входит: Замена труб наружного водопровода: - предварительный анализ трассы прокладываемого нового трубопровода, уточнение фактически необходимых фасонных элементов (углы, отводы, тройники и др.) согласно спецификации по РД, уточнение закупочных ведомостей; - монтаж пластикового наружного трубопровода В1 по эстакадам, параллельно существующему; - проведение испытаний на герметичность, работы греющего кабеля, выключателей; - обеззараживание и промывка; - переключение действующего металлического трубопровода на пластиковый; - демонтаж металлического трубопровода В1; - монтаж пластикового наружного трубопровода В2 по эстакадам, параллельно существующему; - проведение испытаний на герметичность, работы греющего кабеля, выключателей; - обеззараживание и промывка; - переключение действующего металлического трубопровода на пластиковый; - демонтаж металлического трубопровода В2; - монтаж пластикового наружного трубопровода В23 по эстакадам, параллельно существующему; - проведение испытаний на герметичность, работы греющего кабеля, выключателей; - обеззараживание и промывка; - переключение действующего металлического трубопровода на пластиковый; - демонтаж металлического трубопровода В23; - монтаж пластикового наружного трубопровода Т3 по эстакадам, параллельно существующему; - проведение испытаний на герметичность, работы греющего кабеля, выключателей; - обеззараживание и промывка; - переключение действующего металлического трубопровода на пластиковый; - демонтаж металлического трубопровода Т3; - монтаж пластикового наружного трубопровода Т4 по эстакадам, параллельно существующему; - проведение испытаний на герметичность, работы греющего кабеля, выключателей; - обеззараживание и промывка; - переключение действующего металлического трубопровода на пластиковый; - демонтаж металлического трубопровода Т4; Замена труб внутреннего водопровода: - согласование с СВП очередности по участкам и порядка проведения работ; - демонтаж подвесного потолка «Армстронг», светильников, изоляция/отключение пожарных датчиков, извещателей и иной электротехнической аппаратуры, при необходимости защита полиэтиленовой пленкой дверей, стен, полов; - демонтаж металлических трубопроводов по участкам; - монтаж пластиковых трубопроводов, теплоизоляция; - проведение испытаний на герметичность, промывка; - монтаж конечных устройств (в гараже: водонагреватель, смесители и др). 2. Характеристика труб. Сети холодного водоснабжения предусмотрены из полипропиленовых труб PP-R в ППУ изоляции в оболочке из оцинкованной стали. Греющий кабель проложен в специальном канале в ППУ изоляции и поставляется вместе с трубопроводами. Сети горячего водоснабжения по причине высокого коэффициента теплового расширения предусмотрены из армированных полипропиленовых труб PPR-AL-PPR в ППУ изоляции в оболочки из оцинкованной стали. Трубы (полипропиленовые, полиэтиленовые) в стальной оцинкованной гидроизоляции со встроенным нагревательным электрическим кабелем поставляются отрезками. Для размещения нагревательных электрических кабелей в конструкции трубопровода предусмотрены кабель-каналы, закрепленные на трубе и соединительных деталях, их количество и размещение определяется проектом. Кабель-каналы позволяют при необходимости производить замену нагревательного электрического кабеля. Полимерные трубы и соединительные детали соединяются за счет термической сварки в раструб или встык. Температура транспортируемой жидкости: от -20ºС до + 135ºС. Температура окружающего воздуха: от -50ºС до + 60ºС. Соединительные детали с индустриальной ППУ-теплоизоляцией и стальной оцинкованной гидроизоляцией со встроенным нагревательным электрическим кабелем: • • • • • • • • • • переход; отвод; тройник; Z- образный элемент; тройниковое ответвление; тройник параллельный; тройник с краном воздушником; фланцевое соединение; запорная арматура; заглушка. На трубы и соединительные детали предоставляется гарантия сроком на 5 лет. Номенклатура Диаметр стальных труб и соединительных деталей (мм): 32; 38; 45; 57; 76; 89; 108; 133; 159; 219; 273; 325; 426; 530. Наружный диаметр полипропиленовых напорных труб (мм): 20; 25; 32; 40; 50; 63; 75; 90; 110; 125. Наружный диаметр полиэтиленовых напорных труб (мм):20; 25; 32; 40; 50; 63; 75; 90; 110; 125; 140; 160; 180; 200; 225; 250; 280; 315; 355; 400. Толщина стенок и материал стальных труб определяется проектом; Толщина стенок полимерных труб определяется проектом и выбирается из условий эксплуатации (температура и давление транспортируемой жидкости). Толщина тепловой изоляции и материал гидроизолирующей оболочки определяется проектом и выбирается из условий эксплуатации (способ прокладки трубопровода, температура окружающего воздуха); Система электрического обогрева (нагревательный саморегулируемый электрический кабель или «СКИН-ЭФФЕКТ») выбирается из следующих условий: длина трубопровода; необходимая мощность для обогрева; возможность системы электропитания. Стандартное исполнение: - длина труб 6; 11,5 м. - толщина тепловой изоляции соответствует 1 или 2 типу по ГОСТ 30732-2006. 3. Организация и технология выполнения работ при замене наружных трубопроводов. 3.1. Общие сведения. Работы по монтажу элементов трубопровода выполнять в соответствии с требованиями следующих нормативных документов, руководств по проектированию и монтажу: - "Трубы напорные из полипропилена PPR соединительные детали и арматура к ним для систем водоснабжения и отопления"; - "Теплопроводы из полипропиленовых труб с теплогидроизоляцией", СП 40-102-2000 - --"Проектирование и монтаж трубопроводов систем водоснабжения и канализации из полимерных материалов. Общие требования"; - СП 40-101-96 "Проектирование и монтаж трубопроводов из полипропилена "Рандом сополимер", СНиП 12-03-2001 «Безопасность труда в строительстве. Часть1. Общие требования»; - СНиП 12-04-2002 «Безопасность труда в строительстве. Часть2. Строительное производство». Так же, если это необходимо, перед монтажем трубопроводов рекомендуется обратиться к производителям "Henco" - производители внутренних трубопроводов, НПО "Стройполимер" - производители наружных трубопроводов, для проведения обучения работников монтажной организации. При соединении пластмассовых труб используют контактную стыковую или электромуфтовая сварка, а также сварку нагретым газом с применением присадочного материала. Подготовка труб к сварке начинается с проверки сопроводительной документации на трубы (сертификатных данных). Марка, материал и качество труб должны соответствовать требованиям, принятым в проекте. Затем на специально оборудованной площадке (летом) или в помещении с положительной температурой (зимой) трубы осматривают и подбирают их по диаметрам, толщинам, партиям поставки. Трубы с дефектами, овальностью более 10%, трещинами, задирами, царапинами глубиной более 0,5 мм отбраковывают. Трубы с овальностью более допустимой (10%), ведущей к смещению кромок при сборке более чем на 10% от толщины стенок, но не более 1,2 мм, можно исправить путем калибровки на специальном приспособлении. Трубы с трещинами или другими повреждениями на концах могут быть использованы после отрезки поврежденных мест. В этом случае место отрезки должно находиться на расстоянии не менее 50 мм от края повреждения. Для соединения отбирают трубы из одной партии поставки, что позволяет уменьшить влияние свойств материала на качество сварки и подобрать трубы со стабильными размерами. Недопустимо соединять трубы из полиэтилена высокой (ПВП) и низкой (ПНП) плотности, полиэтилена и полипропилена (ПП). Элементы трубопроводов диаметром от 159мм до 273 мм подаются и монтируются автокраном КС-45721. Элементы трубопроводов диаметром от 57 мм до 133 можно укладывать вручную. Схемы строповки конструкций, места стоянки, опасные зоны крана указаны в монтажной схеме. 3.2. Подготовительные работы. До начала монтажа элементов трубопроводов должны быть устроены временные подъездные дороги для автотранспорта и подготовлены площадки для складирования трубопроводов и работы крана. Произвести предварительный анализ трассы прокладываемого нового трубопровода, уточнение фактически необходимых фасонных элементов (углы, отводы, тройники и др.) согласно спецификации по РД, уточнение закупочных ведомостей. До начала производства работ необходимо выполнить следующие подготовительные работы: - назначить лиц ответственных за качественное и безопасное производство работ; - осуществить входной контроль поступивших элементов трубопровода, элементов для стыковки трубопроводов, запорной арматуры; - доставить элементы трубопроводов на строительную площадку с заводов- поставщиков или к местам их складирования, а также перевезти в пределах строительной площадки от складов к местам их установки; - подготовить элементы и соединительные детали, необходимые для монтажа участка трубопроводов, прошедшие входной контроль; - нанести риски установочных, продольных осей на боковых гранях конструкций и на уровне низа опорных поверхностей. Риски наносятся карандашом или маркером. Недопустимо нанесение царапин или надрезов на поверхности металлических конструкций; - доставить в зону монтажа элементов необходимые монтажные приспособления, оснастку и инструменты. Ответственный за безопасное и качественное производство работ должен ознакомить с технологической картой исполнителей под роспись и убедиться в их понимании технологии и методов выполнения работ. Очистка концов труб от грязи, масла, краски, а также поверхности труб снаружи и внутри на расстоянии от конца не менее чем на 30 мм. Грязь удаляют водой с применением волосяных щеток и последующей протиркой поверхности ветошью до сухого состояния. Соскабливать загрязнения металлическими щетками и инструментом не допускается. Затем концы труб обезжиривают ацетоном, уайт-спиритом. Поврежденный и подвергшийся воздействию солнечной радиации поверхностный слой выравнивают и снимают зачисткой торцов (торцовкой) путем обрезки или фрезерования острым инструментом или специальным устройством (рис.1). Толщина удаляемого слоя не менее 1…3 мм. Торцы зачищают непосредственно перед сваркой (но не ранее чем за 6…8 ч до сварки), чтобы свариваемые поверхности не окислялись и не загрязнялись. Рис.1. Устройство для торцовки и снятия фасок Контактную стыковую и раструбную сварку выполняют путем нагревания до расплавления материала с последующим сдавливанием соединяемых поверхностей и охлаждением стыка под давлением. Контактную сварку выполняют при температуре воздуха не ниже -10 °С для ПНП и ПВП и 0 °С - для ПП. 3.3. Монтаж наружных трубопроводов В1, В2, В23, Т3, Т4. Монтаж трубопроводов В1 с тепло-гидроизоляцией из ППУ производится с соблюдением надзора со стороны представителей проектной организации и заказчика. Монтаж трубопроводов производится поэлементно. В месте предполагаемой стыковки трубопроводов устанавливаются тур вышки, на которые будет опираться трубопровод. Тур вышки на заводе должны быть испытаны нагрузкой 5т, соответствующая запись должна быть сделана в паспорте на тур вышку. Монтажник производит строповку элемента трубопровода к траверсе. Затем подает команду машинисту автокрана поднять груз на высоту 20 – 30 см и останавливает подъем. Убедившись в надежности строповки, монтажник подает команду машинисту о поднятии и перемещении груза на эстакаду. Элемент трубопровода опускают на тур вышки, проверяют соостность стыкуемых трубопроводов. Трубопровод выправляют в плане ломами, подкладывая деревянные подкладки, выравнивают трубопровод по высоте. Мастер участка проверяет стыковку. Затем монтажник подает команду машинисту крана ослабить стропа и снимает стропа с трубопровода. Допускается производить сварку прямых участков труб в секции на грунте рядом с эстакадами, длинна сваренных секций не более 24 м/п. Сварку элементов трубы с запорной арматурой или с угловыми деталями, тройниками производить на грунте. Монтаж секции длинной 24 м/п на эстакады производить двумя кранами. Сопряжение участков трубопроводов со стеной здания должно осуществляется сальниковым уплотнением вокруг изолированных трубопроводов. Монтажные и сварочные работы при температурах наружного воздуха ниже минус 10 °С должны производиться в специальных кабинах, в которых температура воздуха в зоне сварки должна поддерживаться не ниже 0 °С. 3.4. Сварка элементов труб. Контактную сварку в раструб выполняют в последовательности (рис. 2): - разметка и ровная отрезка труб под прямым углом к оси трубы; - снятие на конце трубы фаски под углом 30 о, глубиной 1 мм; - обезжиривание ацетоном наружной поверхности конца трубы длиной, равной диаметру трубы, и внутренней поверхности муфтовой части соединительной детали; - нанесение метки (карандашом) на конец трубы на следующих расстояниях от для диаметров: 16 – 13 мм; 20 – 14,5 мм; 25 – 16 мм; 32 – 18 мм; 40 – 20,5 мм; 50 – 23,5 мм; 63 – 27,5 мм; 75 – 32 мм; 90 – 40 мм; 110 – 50 мм. - обезжиривание рабочих поверхностей нагревательных элементов сварочного устройства; - установка ограничительного хомута; - установка нагревательного элемента на трубы; - нагрев свариваемых поверхностей; - изъятие нагревательного элемента; - стыковка труб. Процесс оплавления продолжают до тех пор, пока у кромок раструба и на трубе по всему периметру не появится валик оплавленного материала высотой 1…2 мм. После этого быстро раздвигают соединяемые трубы и удаляют элемент из зоны соединения. Затем не более чем через 2…3 с, трубы соединяют, вводя гладкий конец трубы, в раструб (рис. 2) и выдерживая их под осевой нагрузкой 20…30 с до начала отверждения материала. После соединения труб поворачивать и смещать их относительно друг друга не допускается. Рис. 2. Последовательность процесса контактной свари. А) подготовка труб и деталей к сварке; Б) нагрев и охлаждение труб и деталей; В) соединение труб и деталей; 1- раструб соединительной детали; 2- конец трубы; 3- ограничительный хомут; 4- нагревательный инструмент; 5- сварной шов; 6- зона оплавленного материала. При контактной тепловой сварке в раструб труб из РР-R требуется соблюдать следующий технологический режим: - температура рабочих поверхностей нагревательных элементов при сварке не должна превышать 260±5о С; - время оплавления, технологическая пауза, время охлаждения сварочного соединения определяется по таблице №1. Технологические параметры контактной тепловой сварки труб из PP-R (при температуре наружного воздуха). Таблица №1 1) Время оплавления – время, отсчитываемое с момента полного вдвигания деталей в рабочие элементы электронагревательного инструмента. 2) Технологическая пауза – время после снятия оплавленных деталей со сварочного устройства до момента стыковки оплавленных деталей. 3) Время охлаждения – период после стыковки оплавленных деталей до приложения монтажных усилий. Примечание: при температуре наружного воздуха ниже +5 о С время оплавления следует увеличить на 50 о/о. При выполнении операции «оплавление» не следует допускать несносности труб и рабочих поверхностей нагревательного элемента более чем на 3 градуса. При сопряжении оплавленных частей труб и соединительных деталей из PP-R запрещается их вращение относительно оси. Стыковка труб диаметром до 40 мм включительно, при контактно тепловой сварки в раструб, допускается производить вручную. При сварке труб большего диаметра следует использовать для стыковки специальные центрирующие приспособления. Для резания труб до 40 мм следует использовать специальные ножницы, обеспечивающие ровный рез труб под прямым углом. Для труб большего диаметра допускается использование ножовок для отрезания и рашпилей для снятия фасок. m После монтажа, сварки элементов, испытаний участка трубопровода В1 от РЧВ-100 до конечных потребителей и подписания исполнительной документации, по согласованию со службой эксплуатации, производится отключение действующего трубопровода и переключение на пластиковый трубопровод. Металлический трубопровод В1 демонтируется. На месте демонтированного трубопровода В1 укладывается трубопровод Т3 либо Т4 (по усмотрению производителя работ). Трубопроводы Т3 и Т4 монтируются по аналогичной технологии (описана выше). Преимущества контактной раструбной сварки по сравнению со стыковой состоят в следующем: - не образуются наплывы материала, которые мешают свободному движению жидкости в трубопроводе; - создается прочное соединение - за счет большой площади соприкосновения; - не требуется усилий для центровки и сжатия труб при их соединении. 4. Контроль качества. К качеству сварных соединений предъявляются особые требования, целью которых является получение эксплуатационной надежности соединений, не уступающим надежности самих труб. Контроль качества сварных соединений призван выявлять возможные их дефекты – недопустимые отклонения в параметрах шва от требований нормативной документации, и предотвращать причины их появления. Применительно к сварным соединениям под термином «дефект» понимают также структурные микро и макро неоднородности, возникающие в сварном шве вследствие нарушений технологии подготовки свариваемых конструкций, их сборки и сварки. По своему расположению дефекты подразделяются на внешние и внутренние. Технические требования к контролю качества и методы испытаний различаются в зависимости от способа получения выполненных сварных соединений: одни – для сварки нагретым инструментом встык и другие – для сварки при помощи деталей с закладными электронагревателями. В зависимости от воздействия на материал сварного соединения, используемые для оценки качества сварных соединений методы контроля подразделяются на разрушающие и неразрушающие. Кроме этого, методы контроля подразделяются на обязательные (экспресс-методы), проводимые при строительстве лабораториями строительномонтажных организаций и специальные, которые рекомендуются к использованию отраслевыми испытательными центрами в случае необходимости подтверждения результатов экспресс методов, проведения углубленных исследований и других целей. Перечень обязательных и специальных методов контроля для различных способов сварки приведен в табл. 2. и 3. Таблица 2. Перечень обязательных методов испытаний (экспресс-методов) Таблица 3. Перечень специальных методов испытаний В условиях строительного производства используются только экспресс-методы, которые могут быть технически легко реализованы с использованием широко распространенного испытательного оборудования (разрывных машин, приборов УЗК и пр.). Для оценки швов экспресс-методами необходимы относительно небольшие промежутки времени (от нескольких минут до нескольких часов), в отличие от специальных методов, которые направлены в основном на определение длительной прочности образцов сварных соединений и на проведение которых требуются десятки, а иногда и сотни часов. Требования и особенности применения экспресс-методов контроля сварных соединений включают: • визуальный контроль, которому подвергаются соединения, выполненные любым способом сварки и проводимые путем поиска внешних признаков дефектов. Виды дефектов выявляемых визуальным контролем приведены ниже в данном разделе; • испытание на осевое растяжение (относительное удлинение при разрыве), используемое для соединений, выполненных сваркой нагретым инструментом встык, и характеризующее качество шва по типу разрушения; • ультразвуковой контроль (УЗК) стыковых соединений, позволяющий выявлять внутренние скрытые дефекты типа газовых пор, несплошностей и посторонних включений; • гидравлические и пневматические испытания, проводимые при сдаче трубопровода в эксплуатацию, которым подвергаются сварные соединения, выполненные как сваркой нагретым инструментом встык, так и сваркой деталями с закладными нагревателями; • испытание на сплющивание, применяемое для соединений, полученных при помощи деталей муфтового типа с закладными нагревателями, при котором определяется процент декогезии (отрыва) сварного шва; • испытание на отрыв, которому подвергают сварные соединения труб и седловых отводов с закладными нагревателями и при котором определяется характер разрушения. Для предупреждения и выявления дефектов при сооружении трубопроводов реализуется системный подход к проведению контроля качества сварных соединений с использованием методов, включенных в перечень обязательных методик контроля. В процессе строительства осуществляют входной, операционный и приемочный производственный контроль, а также контроль и приемку выполненных работ и законченных строительством объектов заказчиком. Входной контроль заключается в оценке поступающих на объект строительства материалов: труб, соединительных деталей и других изделий. При входном контроле материалов следует проверить внешним осмотром соответствие их требованиям стандартов или других нормативных сопроводительных документов. Операционный контроль должен осуществляться в ходе выполнения производственных операций и обеспечивать своевременное выявление дефектов и принятие мер по их устранению и предупреждению. Под операционным понимается контроль, осуществляемый на этапе строительства трубопровода непосредственными исполнителями работ (сварщиком и мастером, ведущим журнал производственных работ) в процессе выполнения всей цепочки технологических операций, предусмотренной технологией получения сварного соединения. При операционном контроле, в частности, проводят проверку качества подготовки труб под сборку и сварку, контроль технологического режима сварки. Качество сварных соединений при операционном контроле контролируется внешним осмотром и измерениями производителем работ (мастером) с участием, при необходимости, строительной лаборатории. При операционном контроле проводится также изготовление и испытание пробных (допускных) стыков, являющееся важнейшей мерой по предупреждению появления дефектов. Эти испытания (иногда называемые предупредительным контролем) проводятся на стадии подготовки к строительству. Качество пробных стыков оценивается визуальным контролем и механическими испытаниями с привлечением строительной лаборатории. Для пробных стыков, сваренных между собой сваркой в раструб, рекомендуется использовать трубы и детали из одной группы, соответствующей диаметру строящегося водопровода. К одним группам типовых представителей: • ГОСТ 18599-2001 относит трубы с номинальным наружным диаметром – 63 мм и менее, от 75 до 225 мм, от 250 до 630 мм, 710 до 1200 мм; • ГОСТ Р 50838-2009 относит трубы с номинальным наружным диаметром – 75 мм и менее, от 90 до 200 мм, 225 до 315 мм, от 355 до 630 мм; Количество пробных стыков рекомендуется до 3 шт. Приемочный производственный контроль – заключительный этап комплекса мероприятий по обеспечению качества сооружаемых трубопроводов. Он заключается в проверке качества выполненных строительно- монтажных работ, а также ответственных конструкций. Для полиэтиленовых трубопроводов приемочный контроль кроме проверки соответствия трубопровода требованиям проекта, предусматривает проведение неразрушающего контроля сварных соединений физическими методами и гидравлические или пневматические испытания трубопровода на герметичность. Контроль выполненных работ заказчиком заключается в проверке соответствия смонтированной водо- или газораспределительной системы проекту и представленной исполнительной документации, требованиям строительных норм и правил. По результатам принимается решение по приемке объекта в эксплуатацию. Для соединений, выполненных сваркой в раструб, к экспресс-методам контроля относят: • визуальный контроль и гидравлические или пневматические испытания, которым подвергаются все соединения; • испытание на сплющивание (для деталей муфтового типа) и отрыв (для седловых отводов), используемые в основном только при оценке квалификации сварщика на этапе подготовки к строительству. Визуальному контролю подлежат все сварные соединения. При этом внешний вид соединений должен отвечать следующим требованиям: • трубы за пределами соединительной детали должны иметь следы механической обработки (зачистки); • индикаторы сварки деталей должны находиться в выдвинутом положении; • угол излома сваренных труб или трубы и соединительной детали не должен превышать 5 °; • поверхность деталей не должна иметь следов температурной деформации или сгоревшего полиэтилена; • по периметру детали не должно быть следов расплава полиэтилена, возникшего в процессе сварки. Визуальный контроль соединений, выполненный, сваркой в раструб часто дает информацию о том: был проведен процесс сварки или нет. Поскольку поверхность контакта скрыта от глаз наблюдателя поверхностью детали, судить по внешним признакам о том, как протекали процессы формирования сварного соединения, достаточно сложно. Поэтому внешний вид поверхности детали лишь в редких случаях является достаточным признаком для отбраковки сварного шва. Характеристиками наличия дефекта может стать деформированная поверхность детали или видимое появление расплава в зоне соприкосновения. Критерии оценки внешнего вида соединений, выполненных сваркой в раструб, приведены в таблице 4. Результаты внешнего осмотра считают положительными, если соединения отвечают всем требованиям, предъявляемым к внешнему виду и критериям оценки дефектов. Таблица №4. Критерии оценки деталей муфтового типа и сваркой в раструб внешним осмотром. При проведении работ на трассе строительства должна быть обеспечена точная маркировка сварных соединений. При соединении пластмассовых труб должно быть обеспечено высокое качество стыков, их прочность и плотность. Качество сварных соединений пластмассовых труб контролируют на всех стадиях технологического процесса: до начала сварочных работ, в процессе сварки (операционный контроль) и после его окончания. До начала сварочных работ проверяют размеры соединяемых деталей и сварочного инструмента. При операционном контроле проверяют, как подготовлены места соединений, производят контроль технологического режима сварки (температуры нагревательного элемента, времени нагрева и т.д.). После окончания сварки все сварные швы подлежат внешнему осмотру. При этом выявляют зоны непровара (пустоты), перегрева материала, перекосы в соединении. При производстве клеевого соединения контролируют равномерность и непрерывность клеевой пленки по всему периметру соединения и определяют дефекты: непроклей, наличие мягкой клеевой прослойки, пористости клеевого шва, перекос соединения и т.д. 5. Испытание трубопроводов. Водопроводы из труб PP-R после монтажа должны быть испытаны в соответствие со СНиП 3.02.01-85, СН 478-80, СП 40-101, СП 40-102-00. Трубопроводы водоснабжения и канализации испытывают на прочность и плотность (герметичность) гидравлическим или пневматическим способом дважды (предварительное и окончательное). Гидравлические испытания водопроводов из труб PP-R следует производить не раньше чем, через 16 ч. после сварки последнего соединения. Предварительное испытательное (избыточное) гидравлическое давление при испытании на прочность, до установки арматуры (гидрантов, предохранительных клапанов, вантузов), должно быть равно расчетному рабочему давлению, умноженному на коэффициент 1,5. Окончательное испытательное гидравлическое давление при испытаниях на плотность, но до установки гидрантов, предохранительных клапанов и вантузов, вместо которых на время испытания устанавливают заглушки, должно быть равно расчетному рабочему давлению, умноженному на коэффициент 1,3. Гидравлические испытания на герметичность PP-R трубопровода проводятся только после его пребывания под давлением в течении определенного времени. Причина этого объясняется тем, что под давлением PP-R трубы увеличиваются в диаметре, что проявляется только в течении первых суток функционирования трубопровода. Падение давления, вызванное расширением труб, может быть неправильно истолковано, как утечка, если испытание на герметичность будет проведено слишком рано. Обычно трубопроводы водоснабжения и канализации испытывают гидравлическим способом. Пневматические испытания трубопроводов при их наземной и надземной прокладках производят в следующих случаях: температура окружающего воздуха ниже 0 °С; применение воды недопустимо по техническим причинам; вода в необходимом количестве отсутствует. Порядок пневматических испытаний трубопроводов и требования безопасности при испытаниях устанавливаются СНиП 3.05.04 и СП 40-102-2000. Внимание!!! Если трубопровод водоснабжения или канализации было решено испытывать пневматическим способом, то значение опрессовочного давления рассчитывается как для газопровода. Пример расчета опрессовочного давления: 1. Рассчитываем максимальное рабочее давление: где MRS – минимальная длительная прочность, МПа С – коэффициент запаса прочности (для полиэтиленовых газопроводов = 2,5) SDR – стандартное размерное отношение 2. Рассчитываем значение опрессовочного давления: Рисп = 1,3 МОР Если при пневматических испытаниях расчет опрессовочного давления проводить как для гидравлических испытаний (где коэффициент запаса прочности для водопровода = 1,25), то данная ситуация может привести к разрушению трубопровода, т.к. значение опрессовочного давления будет превышать в 2 раза от допустимого для пневматических испытаний. По окончании гидравлических испытаний должна быть произведена промывка водопровода из PP-R труб проточной водой в течение 3 ч. 6. Установка греющего кабеля. В проекте заложен греющий кабель от 0,2 до 2,5 кВт. Греющий кабель поставляется на объект отдельно от пластиковых трубопроводов. Греющий кабель протягивается в технологических каналах ППУ оболочки. 7. Потребность в машинах, механизмах, технологической оснастки. №п/п 1 2 3 4 5 Итого Состав бригады. Профессия Разряд Машинист автомобильного крана Монтажник 5 Стропальщик 5 Сварщик (полипропилена). 4 Подсобный рабочий 2 Кол-во, чел. 1 2 2 2 2 11 Потребность в машинах, инструменте, инвентаре № п/п 1 2 3 4 5 6 7 8 9 10 11 Наименование Марка, тип, ГОСТ Кол-во. Кран автомобильный, Q=25,0 т Траверса КС-45717 или аналог 1 Q=5,0 т 2 Капроновый строп Ø 10мм Строп текстильный г/п 4 тн Нивелир Рейка нивелировочная 3м. Рулетка измерительная металлическая Уровень строительный УС2-II Отвес стальной строительный Домкрат реечный Болгарка большая ГОСТ 10293 ISO 4878 НИ-3 TS 50/2 ГОСТ 7502-98 1 4 2 4 4 ГОСТ 9416-83 ГОСТ 7948-80 ДР-5 Makita 2 2 2 2 12 13 15 16 17 18 19 20 21 22 23 24 Вышка тура высотой 7 м Дрель электрическая, реверсная с регулировкой скорости оборотов Электро-лобзик Гайковерт электрический Инвентарная винтовая стяжка Лом стальной монтажный Аппарат для сварки труб полипропилена диаметров от 40-125 мм. Аппарат для сварки труб полипропилена диаметров от 10-40 мм. Переноски для электроинструмента Жилеты оранжевые Каски строительные Набор ключей ГОСТ 27321-87 Makita 6 2 Makita Makita Dytron ST-160 2 1 2 2 1 BRIMA TG-171 1 L-50м, U-220 В. 5 MATRIX 6 - 32 мм. 5 5 2 8. Тепло-гидроизоляция стыков. Тепловая изоляция мест стыковки трубопроводов выполняется пенополиуретановыми скорлупами (сегментами) с подгонкой их по месту и установки металлической накладки (манжеты). Работы по изоляции стыков следует производить по специальным технологическим инструкциям производителя трубопроводов или стыковых соединений. Теплоизоляция сварных стыков на трассе производятся после гидравлического испытания этого участка на прочность и плотность или 100%-го контроля неразрушающим методом, а также после повторного замера сопротивления изоляции по каждому элементу До устройства изоляции при отсутствии на концах свариваемых труб заводского антикоррозионного покрытия необходимо выполнить следующие работы: - очистить поверхность стыкового соединения (неизолированные концы труб) от грязи, ржавчины, окалины; - просушить газовой горелкой, защитив торцы изоляции; - нанести на стык антикоррозионную защиту. Гидроизоляция выполняется с использованием металлического кожуха с продольным разрезом. По окончании изоляции стыков по всей длине трубопровода производится заключительный контроль целостности сигнальных проводов и сопротивления изоляции с помощью мегомметра. 9. Приемка в эксплуатацию. Приемка в эксплуатацию смонтированных трубопроводов должна производиться по действующим нормативным документам. В состав приемочной комиссии следует включать представителя проектной организации. Дополнительно к обязательному перечню актов приемки трубопроводов в эксплуатацию комиссии должны быть представлены следующие документы: - акт приемки системы обогрева трубопровода; Осуществление авторского и технического надзора не снимает ответственности со строительно-монтажных организации и заказчика за качество строительно-монтажных работ и их соответствие проектно-сметной документации. При авторском и техническом надзоре за сборкой элементов трубопровода на эстакадах необходимо обращать внимание: - на качество поставляемых заводом труб и деталей; - на качественную сварку труб и заделку стыков; - на правильную настройку и установку пусковых компенсаторов; - на температуру предварительного нагрева; - на сжатие стартового компенсатора по меткам на корпусе компенсатора в соответствии с проектными данными. 10. Требования безопасности. Настоящим разделом устанавливаются требования безопасности, определенные специфическими свойствами материалов теплоизоляции труб и фасонных изделий, деталей и элементов, методами производства монтажных работ. К работам по устройству тепловых сетей из труб с теплоизоляцией из пенополиуретана в полиэтиленовой оболочке допускаются лица, достигшие 18 лет, прошедшие медицинское освидетельствование, специальное обучение, вводный инструктаж и инструктаж на рабочем месте по технике безопасности. При хранении теплоизоляционных труб, фасонных изделий, деталей и элементов на объекте строительства и на месте монтажа, учитывая горючесть пенополиуретана и полиэтилена, следует соблюдать правила противопожарной безопасности (ГОСТ 12.1.004). Запрещается разводить огонь и проводить огневые работы в непосредственной близости (не ближе 2 м) от места складирования изолированных труб, хранить рядом с ними горючие и легковоспламеняющиеся жидкости. При загорании теплоизоляции труб, фасонных изделий, деталей и элементов следует использовать обычные средства пожаротушения, при пожаре в закрытом помещении следует пользоваться противогазами марки БКФ (ГОСТ 12.4.121). Отходы пенополиуретана и полиэтилена при резке изолированных труб или освобождении стальных труб от изоляции должны быть сразу после окончания рабочей операции собраны и складированы в специально отведенном на стройплощадке месте на расстоянии не менее 2 м от теплоизолированных труб и деталей. Изоляция труб и деталей (вспененный пенополиуретан и полиэтилен) не взрывоопасна, при обычных условиях не выделяет в окружающую среду токсичных веществ и не оказывает при непосредственном контакте вредного влияния на организм человека. Обращение с ней не требует особых мер предосторожности (класс опасности 4 по ГОСТ 12.1.007). Все работы по укладке трубопроводов сборке стыков должны производиться в спецодежде с применением индивидуальных средств защиты (костюм хлопчатобумажный, спецобувь, перчатки резиновые, рукавицы хлопчатобумажные, очки защитные). 11. Охрана окружающей среды Меры по охране окружающей среды должны соответствовать требованиям СНиП 3.05.03 и настоящего раздела. Промывку трубопроводов следует выполнять с повторным использованием воды. Слив воды из трубопроводов после промывки (дезинфекции) следует производить в подготовленные емкости, с емкостей вода сливается в отведенное место согласованное с Госсанэпидназдором,. Территория после окончания работ по устройству тепловой сети должна быть очищена и восстановлена. Отходы теплоизоляции из пенополиуретана и полиэтилена следует собрать для последующего их вывоза и захоронения в местах, согласованных с Госсанэпидназдором, в соответствии с порядком накопления, транспортировки, обезвреживания и захоронения токсичных промышленных отходов. На территории Российской Федерации документ не действует. Действуют СанПиН 2.1.7.1322-03, утвержденные Постановлением Главного государственного врача Российской Федерации от 30.04.2003 N 80.