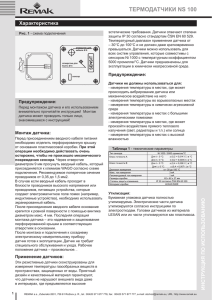
Руководство по программированию H-2000-6836-0B-A Циклы GoProbe Renishaw для ПО Inspection Plus © 2015–2017 Renishaw plc. Все права защищены. Запрещается копирование или воспроизведение настоящего документа целиком или частично, а также его перенос на какие-либо другие носители или перевод на другой язык каким бы то ни было образом без предварительного письменного разрешения компании Renishaw plc. Публикация материалов из данного документа не освобождает от соблюдения патентных прав компании Renishaw plc. Отказ от ответственности КОМПАНИЯ RENISHAW ПРИЛОЖИЛА ЗНАЧИТЕЛЬНЫЕ УСИЛИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ПРАВИЛЬНОСТИ ИНФОРМАЦИИ, СОДЕРЖАЩЕЙСЯ В ДАННОМ ДОКУМЕНТЕ НА ДАТУ ЕГО ПУБЛИКАЦИИ. ОДНАКО КОМПАНИЯ НЕ ПРЕДОСТАВЛЯЕТ НИКАКИХ ГАРАНТИЙ ИЛИ СООБЩЕНИЙ В ОТНОШЕНИЯ СОДЕРЖАНИЯ НАСТОЯЩЕГО ДОКУМЕНТА. КОМПАНИЯ RENISHAW СНИМАЕТ С СЕБЯ ВСЯКУЮ ОТВЕТСТВЕННОСТЬ ЗА ЛЮБЫЕ НЕТОЧНОСТИ В ДАННОМ ДОКУМЕНТЕ. Торговые марки RENISHAW и эмблема в виде контактного датчика, входящая в состав фирменного знака RENISHAW, являются зарегистрированными торговыми марками компании Renishaw plс в Соединенном Королевстве и других странах. apply innovation а также названия и обозначения изделий и технологий компании Renishaw являются торговыми марками компании Renishaw plc или ее подразделений. Все остальные торговые марки и названия изделий, встречающиеся в содержании настоящего документа, являются торговыми наименованиями, знаками обслуживания, торговыми марками или зарегистрированными торговыми марками их соответствующих владельцев. Учебная деталь GoProbe защищена зарегистрированным промышленным образцом Евросоюза № 2445510. Номер для заказа Renishaw: H-2000-6836-0B-A Выпуск: 06.2017 Служба работы с клиентами компании Renishaw – обращение в отделение компании Renishaw При возникновении вопросов о программном обеспечении сначала попробуйте найти ответ в соответствующей документации и других источниках информации, входящих в комплект поставки продукта. Если решение найти не удалось, вы можете получить информацию о предоставлении поддержки, обратившись в дочернюю компанию Renishaw, которая обслуживает клиентов в вашей стране. (адреса офисов Renishaw по всему миру указаны на сайте www.renishaw.ru/contact.) Вы поможете специалистам Renishaw оперативно отреагировать на ваш вопрос, если во время звонка будете держать под рукой соответствующую документацию на продукт. Необходимо иметь под рукой следующую информацию (в соответствующих случаях): • Версию используемого программного обеспечения (см. регистрационную карточку оборудования). • Тип используемого оборудования (см. регистрационную карточку оборудования). • Номер и текст всех сообщений об ошибках, появляющихся на экране. • Описание проблемы и действий, которые выполнялись в момент возникновения проблемы. • Описание предпринятых попыток решения возникшей проблемы. РЕГИСТРАЦИОННАЯ КАРТОЧКА ОБОРУДОВАНИЯ Просим вас после установки оборудования Renishaw на свой станок заполнить данную форму. Сохраните один экземпляр у себя, копию отправьте в отдел обслуживания клиентов местного представительства компании Renishaw (контактную информацию см. на веб-сайте www.renishaw.ru/contact). Обычно данные карточки заполняются специалистом компании Renishaw по установке оборудования. ИНФОРМАЦИЯ О СТАНКЕ Описание станка...................................................................................................................................................... Тип станка................................................................................................................................................................ Система ЧПУ............................................................................................................................................................ Специальные функции управления........................................................................................................................ .................................................................................................................................................................................. .................................................................................................................................................................................. ОБОРУДОВАНИЕ КОМПАНИИ RENISHAW Тип датчика для контроля детали........................... Тип интерфейса........................................................ ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ КОМПАНИИ RENISHAW Носители ПО Inspection................................................... .......................................................................................... Тип датчика для наладки инструмента................... Тип интерфейса........................................................ .......................................................................................... Носители ПО для наладки инструмента........................ .......................................................................................... .......................................................................................... СПЕЦИАЛЬНЫЕ M-КОДЫ (ИЛИ ДРУГИЕ), ЕСЛИ ПРИМЕНЯЮТСЯ Только двойные системы Включение датчика (вращением)............................ Включение измерительного датчика............................... Выключение датчика (вращением)......................... Включение датчика наладки инструмента...................... Сигнал запуска/ошибки............................................ Другое................................................................................ ........................................................................................... ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ Название предприятия-заказчика.................................................... Адрес предприятия-заказчика.......................................................... Дата установки....................................... ............................................................................................................ ............................................................................................................ Инженер, выполнявший установку....... ............................................................................................................ Номер телефона предприятия-заказчика........................................ Контактное лицо предприятия-заказчика........................................ Дата проведения обучения................... Внимание ВНИМАНИЕ – Техника безопасности при использовании программного обеспечения Приобретённое программное обеспечение (ПО) предназначено для управления перемещениями подвижных узлов станка. Данное ПО обеспечивает выполнение на станке заданных операций под наблюдением оператора; конфигурация ПО выбрана с учётом определённой комбинации механизмов и системы ЧПУ станка. Компания Renishaw не в состоянии контролировать такие факторы, как механическая конструкция каждого конкретного станка и параметры конфигурации системы его ЧПУ, в которой будет использоваться данное ПО. В связи с этим перед началом работы специалист, ответственный за ввод в эксплуатацию данного ПО, обязан: • до начала работы убедиться в том, что все защитные устройства станка установлены на своё место и работают должным образом; • до начала работы убедиться в том, что все средства ручного управления отключены; • убедиться в том, что кадры управляющей программы, выполняемые данным ПО, совместимы с системой ЧПУ, для которой они предназначены; • убедиться в том, что перемещения подвижных узлов станка, задаваемые данным ПО, не представляют опасности для людей, находящихся вблизи станка, и не могут приводить к повреждению станка; • внимательно ознакомится со станком и его системой ЧПУ, понимать работу систем координат, смещений инструмента, связь между программами (загрузка и выгрузка), а также знать расположение всех аварийных выключателей. ВАЖНО! В данном программном обеспечении в процессе работы используются переменные системы ЧПУ. Изменение этих переменных в ходе выполнения программы, в том числе перечисленных в настоящем руководстве, а также смещений инструмента и рабочих смещений, может привести к неисправностям. i Содержание Содержание Перед началом работы О содержании руководства . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . v Исходные предпосылки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . vi Пять шагов выполнения циклов измерений в ручном режиме и настройки датчика . . . . . . . . . vii Общие сведения об однострочной команде . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . viii Составление однострочной команды . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . viii Составление автоматической однострочной команды . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ix Рабочая система координат (WCS) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . x Выбор между ручным и автоматическим режимами . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xi Глава 1 Настройка и калибровка датчика Введение . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1 Необязательные входные параметры настройки датчика . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-2 Краткое описание циклов . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-3 Циклы настройки датчика . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-4 M100: проверка датчика . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-4 M101: Калибровка датчика (учебная деталь GoProbe) . . . . . . . . . . . . . . . . . . . . . . . . . . 1-5 M102: Калибровка датчика (эталонное кольцо) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-6 M103: калибровка датчика по длине . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-7 M104: калибровка датчика по стандартной длине . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-8 M105: калибровка датчика (сфера) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-9 Глава 2 Установка детали вручную Введение . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1 Краткое описание входных параметров . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-2 Краткое описание выходных параметров . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-2 Краткое описание циклов . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-3 Циклы установки детали (руководство) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-4 M1: одинарная поверхность (X) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-4 M1: одинарная поверхность (Y) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-5 M1: одинарная поверхность (Z) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-6 M2: отверстие. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-7 M3: Выступ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-8 M4: Паз . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-9 M5: Ребро . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-10 M6: угол (внутренний) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-11 ii Содержание M7: Угол (внешний) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-14 M8: Линия . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-17 M9: 3-точечная плоскость . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-18 M10: 5-точечный прямоугольник (внутренний) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-20 M11: 5-точечный прямоугольник (внешний) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-23 M12: отверстие по трём точкам . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-26 M13: выступ по трём точкам . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-28 M14: 3-D угол . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-30 M15: обновление положения поворотной оси . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-32 Глава 3 Автоматическая установка детали Введение . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-1 Общие сведения об автоматической установке детали . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-2 Настройка примерного/активного рабочего смещения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-2 Входные параметры C0./C1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-3 Входные параметры X, Y и Z . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-3 Входные параметры I, J и K . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-4 Краткое описание входных параметров . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-6 Краткое описание выходных параметров . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-7 Краткое описание циклов . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-8 Циклы (автоматической) установки детали . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-9 M1: одинарная поверхность (X) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-9 M1: одинарная поверхность (Y) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-10 M1: одинарная поверхность (Z) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-11 M2: отверстие. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-12 M3: Выступ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-13 M4: Паз . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-14 M5: Ребро . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-15 M6: угол (внутренний) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-16 M7: Угол (внешний) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-19 M8: Линия . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-22 M9: 3-точечная плоскость . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-23 M10: 5-точечный прямоугольник (внутренний) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-25 M11: 5-точечный прямоугольник (внешний) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-28 M12: Отверстие по трём точкам . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-31 M13: Выступ по трём точкам . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-33 M14: 3D угол . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-35 M15: Обновление положения поворотной оси . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-37 iii Содержание Глава 4 Необязательные входные параметры для привязки детали Введение . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1 Матрица необязательных входных параметров для установки детали вручную . . . . . . . . . . . 4-2 Матрица необязательных входных параметров для автоматической привязки детали . . . . . 4-4 Необязательные входные параметры привязки детали . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-6 Глава 5 Аварийные сигналы Введение . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-1 Аварийные сигналы GoProbe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-2 Аварийные сообщения системы ЧПУ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-2 Аварийные сигналы общего назначения. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-2 Глава 6 Справочная информация Введение . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-1 Редактирование программы O8898 (REN INSPECTION START CONFIG) . . . . . . . . . . . . . . . . 6-2 Редактирование программы O8899 (REN INSPECTION END CONFIG) . . . . . . . . . . . . . . . . . . 6-3 Корректировка первого касания – скорости подачи датчика в шпинделе . . . . . . . . . . . . . . . . 6-4 iv Перед началом работы Перед началом работы О содержании руководства В настоящем руководстве содержится подробная информация о циклах контроля GoProbe компании Renishaw. GoProbe – это простое и интуитивно понятное начальное обучение для начинающих пользователей измерительной системы с использованием однострочных команд для циклов установки деталей. Программное обеспечение предназначено для работы с серией контактных триггерных датчиков компании Renishaw и совместимо с различными программными пакетами компании Renishaw. Компания Renishaw не поддерживает использование датчиков сторонних производителей. В GoProbe используются простые последовательные шаги с более понятными и единообразными инструкциями к циклам установки детали. Цель заключается в том, чтобы показать пользователю основные шаги измерения и порядок составления однострочных команд для установки детали. В данном руководстве представлены отдельные разделы для ручного и автоматизированного режимов работы, где это необходимо. Циклы настройки датчика включают цикл проверки датчиков и циклы калибровки датчиков. Цикл проверки датчиков можно использовать для определения того, настроен ли датчик и готов ли он к использованию. Настоящее руководство следует использовать вместе с другими компонентами учебного комплекта GoProbe и приложением GoProbe. Перед использованием циклов GoProbe пользователям рекомендуется пройти курс самостоятельного электронного обучения. Учебный комплект GoProbe Краткое руководство пользователя Учебная деталь Краткий справочник (справочная карта) USB -накопитель, содержащий курс электронного обучения и руководство по программированию Apple и логотип Apple являются товарными знаками корпорации Apple Inc., зарегистрированными в США и других странах. App Store является знаком обслуживания корпорации Apple Inc. v Перед началом работы Исходные предпосылки Предполагается, что пользователи настоящего руководства имеют предшествующий опыт использования станков с системами ЧПУ и знакомы с их интерфейсом. ВНИМАНИЕ! Циклы GoProbe нельзя использовать с ПО Inspection Plus в случае, когда ПО Inspection Plus было загружено из папки архива во время установки или когда включена опция, позволяющая использовать нескольких измерительных систем. Циклы GoProbe не поддерживают векторные циклы установки детали. Тем не менее, предусмотрены циклы векторной калибровки для использования с ПО Inspection Plus. ПРИМЕЧАНИЕ. Во всех примерах, приведённых в настоящем руководстве по программированию, используются только метрические значения. vi Перед началом работы Пять шагов выполнения циклов измерений в ручном режиме и настройки датчика G65P9901M1.A1.S54.; 1 2 3 4 5 Процесс состоит из пяти простых шагов. 1 Подведите датчик к шпинделю. 2 Вручную переместите датчик в исходное положение (обычно на 10 мм от элемента). 3 Нажмите кнопку MDI. 4 Введите однострочную команду. 5 Запустите цикл. vii Перед началом работы Общие сведения об однострочной команде Однострочная команда используется для определения измерительных циклов для установки детали и настройки датчика. G65P9901 MM .DD.; Номер программы Данные, вводимые пользователем Составление однострочной команды G65P9901 MM.A .DD .E .W− .S .; 1. Вставьте G65P9901. 2. Выберите и вставьте номер цикла (M). 3. Выберите и вставьте соответствующие входные параметры. Входные параметры варьируются в зависимости от цикла. 4. Выберите задаваемое рабочее смещение (S): S54 = G54, S55 = G55 и т. д. Если параметр «S» не задан, то измерения выполняются, однако WCS не задаётся. ПРИМЕЧАНИЕ. Расширенные рабочие смещения (G54.1PX) поддерживаются, однако в настоящем руководстве не используются. Пример. Для отверстия диаметром 10 мм однострочная команда следующая: G65P9901 M2. D10. S54.; Цикл Диаметр Смещение детали viii Перед началом работы Составление автоматической однострочной команды G65P9901 MM.C .X .Y .Z .A .S .; 1. Вставьте G65P9901. 2. Выберите и вставьте номер цикла (M). 3. Выберите C0. или C1. (автоматический режим, опция конца цикла). 4. Установите исходное положение датчика (координаты X, Y и Z относительно активной WCS). 5. При необходимости введите входные параметры I, J и K (местоположение элемента относительно активной WCS). 6. Выберите и вставьте соответствующие необязательные входные параметры. Входные параметры варьируются в зависимости от цикла. 7. Выберите подлежащее обновлению рабочее смещение (S): S54 = G54, S55 = G55 и т. д. Если параметр «S» не задан, то измерения выполняются, однако WCS не обновляется. ПРИМЕЧАНИЕ. Расширенные рабочие смещения (G54.1PX) поддерживаются, однако в настоящем руководстве не используются. Пример. Для выступа, имеющего диаметр 30 мм и глубину измерения −15, однострочная команда имеет вид: G65P9901 M3. C1. X0. Y0. Z10. D30. W−15. S54.; Цикл Режим Исходное положение датчика Диаметр Глубина измерения Смещение детали ПРИМЕЧАНИЯ Для некоторых контроллеров символ окончания блока (;) не требуется. Однострочные команды, показанные в примерах выше для ручного и автоматического режимов установки детали, для наглядности включают в себя пробел между каждым из входных параметров. При вводе команды в контроллер ЧПУ станка данный пробел ставить не нужно. В рамках настоящего руководства по программированию все числовые значения, содержащиеся в примерах однострочной команды, заканчиваются десятичной точкой для гарантии того, что контроллер ЧПУ будет считывать данные значения как миллиметры (мм), а не как микрометры (мкм). Некоторые системы ЧПУ работают корректно и при опущенных десятичных точках, однако перед тем, как запускать какую-либо программу, необходимо всегда проверять, допустим ли этот подход для конкретной системы ЧПУ. Если числовое значение является дробью, например 50,002, то в дальнейшем нет необходимости указывать десятичную точку в конце значения. Дополнительные примеры: . D = 30.5, однострочная команда имеет вид G65P9901M3.C1.X20.Y20.Z20.D30 5W−15.S54.; . D = 30.05, однострочная команда имеет вид G65P9901M3.C1.X20.Y20.Z20.D30 05W−15.S54.; ix Перед началом работы Рабочая система координат (WCS) WCS используется в качестве контрольной точки, с которой пользователь или станок начинает работать во время установки детали. WCS задаётся во время установки детали вручную, а во время автоматической настройки детали WCS обновляется. Пример. M3: выступ (автоматический режим) 1. На схеме ниже показан выступ 30 мм с исходным положением датчика, локальным относительно активной WCS. Глубина измерения, определяемая входным параметром W, устанавливается на 15 мм. −15 (W) 10 (Z) = Активная WCS W = −15 мм Исходя из того, что активная WCS установлена сверху на выступе, как показано выше, значения входных параметров X, Y и Z равны X0, Y0, Z10. Датчик должен вернуться к безопасной плоскости. Следовательно, однострочная команда будет: G65P9901 M3. C1. X0. Y0. Z10. D30. W−15. S54.; 20 (Z) 10 На схеме ниже показан выступ 30 мм с исходным положением датчика, удалённым относительно активной WCS. Глубина измерения, определяемая входным параметром W, устанавливается на 15 мм. −15 (W) 2. = Активная WCS 20 (Y) W = −15 мм 20 (X) Исходя из того, что активная WCS установлена в углу детали, как показано выше, значения входных параметров X, Y и Z равны X20, Y20, Z20. Датчик должен вернуться к безопасной плоскости. Следовательно, однострочная команда будет: G65P9901 M3. C1. X20. Y20. Z20. D30. W−15. S54.; x Перед началом работы Выбор между ручным и автоматическим режимами Разница между выполнением циклов в ручном и автоматическом режимах описана ниже. Цель данного раздела заключается в том, чтобы помочь пользователю принять решение, какой цикл лучше всего подходит для использования датчика в ручном или автоматическом режиме. Ручной режим: • Пользователь вручную перемещает (проталкивает) датчик в исходное положение примерно на 10 мм от элемента. • Однострочная команда вводится вручную в режиме MDI. • Параметр «S» определяет необходимость задания WCS. Если параметр «S» не задан, то измерения выполняются, однако WCS не задаётся. • Местоположение, задаваемое для WCS, зависит от измеряемого элемента и исходного положения датчика. • По окончании цикла датчик возвращается в исходное положение. ПРИМЕЧАНИЕ. Циклы настройки датчика доступны только в ручном режиме. Автоматический режим: • Работа в автоматическом цикле установки детали происходит в активной WCS. • В цикле датчик автоматически перемещается в исходное положение. Входные параметры X, Y, Z определяют координаты исходного положения датчика. Данные параметры связаны с активной WCS. • Однострочная команда встроена в программу обработки резанием или измерения. • Для повышения эффективности циклы можно объединять. • Входной параметр S выбирает WCS, подлежащую обновлению. Если входной параметр S не задан, то измерения выполняются, однако WCS не обновляется. • Выбранная WCS обновляется (обычно выбранной для обновления WCS является активная WCS). • Дополнительные необязательные входные параметры создают диапазон опций измерения внутри процесса. • В конце цикла датчик возвращается к безопасной плоскости или в начальное (нулевое) положение (определяется входным параметром С). ПРИМЕЧАНИЕ. Как правило, оператор выбирает установку детали вручную при обработке одного компонента и задаёт автоматическую установку детали при обработке большой партии одинаковых компонентов. xi Перед началом работы Эта страница преднамеренно оставлена пустой xii Глава 1: Настройка и калибровка датчика Глава 1 Настройка и калибровка датчика Введение В данном разделе описаны циклы настройки датчика, которые включают в себя проверку системы и циклы калибровки. В данной главе также рассматриваются вопросы, касающиеся данных калибровки и необязательных входных параметров, которые сохраняются в программе настройки датчика. Основные особенности циклов настройки датчика: • Цикл проверки датчика позволяет пользователю проверить готовность системы измерения к использованию. • Циклы калибровки датчика позволяют пользователю настраивать датчик и подготавливать его к использованию. • Пользователь вручную перемещает (проталкивает) датчик в исходное положение. • Однострочная команда вводится вручную в режиме MDI. • По окончании каждого цикла датчик возвращается в исходное положение. Когда нужно выполнять калибровку: Новый датчик или щуп После поломки После получения неудовлетворительных результатов или периодически с целью коррекции изменений механических параметров станка с ЧПУ и параметров окружающей среды Хранение данных калибровки: Данные калибровки датчика хранятся в общих переменных станка. Точное местонахождение зависит от настройки #111, базового номера переменной, определяемой при установке программного обеспечения. Пример. Если #111 присвоено значение 500. #500 = радиус наконечника щупа по оси X #501 = радиус наконечника щупа по оси Y #502 = смещение щупа по оси X #503 = смещение щупа по оси Y 1-1 Глава 1: Настройка и калибровка датчика Необязательные входные параметры настройки датчика B = диаметр шарика датчика Применяется к циклам M101, M102, M103, M104 и M105. Определяет номинальный диаметр шарика датчика. Значение по умолчанию равно 6 мм. Пример. B4. указывает на использование шарика щупа диаметром 4 мм (радиусом 2 мм). F = предел перебега датчика по оси Z Применяется к циклам M103, M104 и M105. Определяет предел перебега по оси Z для датчика, используемого во время оптимизации. Значение по умолчанию равно 5 мм. Пример. F7. задаёт предел перебега по оси Z равным 7 мм. H = предел перебега датчика по осям XY Применяется к циклам M101, M102 и M105. Определяет предел перебега по осям XY для датчика во время оптимизации. Стандартное значение равно 11 мм. Пример. H15. задаёт предел перебега по осям XY равным 15 мм. Q = расстояние перебега Применяется к циклам M101, M102, M103, M104 и M105. Определяет максимальное проходимое расстояние за измеряемой поверхностью. Расстояние перебега по умолчанию составляет 5 мм по всем осям. Если данные значения не подходят, то с помощью входного параметра Q можно откорректировать расстояние, которое проходит датчик при поиске поверхности. Пример. Q20. задаёт расстояние перебега 20 мм. U1. = оптимизация усилия Применяется к циклам M101, M102, M103, M104 и M105. Использование входного параметра U1. подаёт циклу команду выполнить оптимизацию. В случае, если входной параметр U1. не определён, оптимизация не выполняется. Оптимизация всегда происходит при первой калибровке. 1-2 Глава 1: Настройка и калибровка датчика V1. = векторная калибровка Применяется к циклам M101 и M102. Включение входного параметра V1. подаёт циклу команду выполнить векторную калибровку. В случае если входной параметр V1. не определён, векторная калибровка не выполняется. Данные векторной калибровки хранятся в общих переменных станка: от #[базовый номер +10] до #[базовый номер +17]. Краткое описание циклов Циклы настройки датчика (только для ручного режима) M100: проверка датчика M101: калибровка датчика (учебная деталь GoProbe) M104: Обычная калибровка датчика по длине M105: калибровка датчика (сфера) M102: калибровка датчика (эталонное кольцо) M103: калибровка датчика по длине 1-3 Глава 1: Настройка и калибровка датчика Циклы настройки датчика M100: проверка датчика • • Проверяет готовность датчика к использованию. Исходная точка датчика и траектория перемещения датчика показаны ниже. 1 2 3 5 = P9901 M101 1 «ФАЙЛ НЕ НАЙДЕН» «НОМЕР НЕ НАЙДЕН» 2 5 3 G65P9901M100.; 4 Проверка датчика гарантирует, что: • Циклы GoProbe загружены. • Датчик можно включать и выключать. • Интерфейс работает. • Функция SKIP работает (станок останавливается, когда отклоняется щуп и срабатывает датчик). • Датчик откалиброван и выполнена проверка того, что калибровочные данные находятся в пределах ожидаемых параметров. • Биение щупа проверено. ПРИМЕЧАНИЕ. По завершении цикла отображается сообщение «Датчики прошли основную проверку». Если при выполнении цикла произошёл сбой, то подаётся аварийный сигнал. Дополнительную информацию см. в главе 5 «Аварийные сигналы». 1-4 Глава 1: Настройка и калибровка датчика M101: Калибровка датчика (учебная деталь GoProbe) • • • Калибрует датчик с помощью учебной детали GoProbe и калибровочного эталона. Калибрует только по осям X и Y. Для калибровки датчика по длине используется вместе с M103 или М104. Исходная точка датчика показана ниже. 2 1 180° 3 5 = P9901 M103 X/Y / G65P9901M101.; ~1 мм 4 Необязательные входные параметры B = диаметр шарика датчика H = предел перебега датчика по осям XY Q = расстояние перебега U1. = оптимизация усилия V1. = векторная калибровка ПРИМЕЧАНИЕ. Характеристики калибровочного эталона: Ø4,998/5,000 мм, сферичность 0,0001 мм. 1-5 Глава 1: Настройка и калибровка датчика M102: Калибровка датчика (эталонное кольцо) • • • Калибрует датчик с помощью эталонного кольца. Калибрует только по осям X и Y. Для калибровки датчика по длине используется вместе с M103 или М104. Исходная точка датчика и траектория перемещения датчика показаны ниже. 2 1 180° 3 5 = P9901 M103 X/Y / G65P9901M102.D .; 4 D Обязательные входные параметры D = точный диаметр эталонного кольца Необязательные входные параметры B = диаметр шарика датчика H = предел перебега датчика по осям XY Q = расстояние перебега U1. = оптимизация усилия V1. = векторная калибровка 1-6 Глава 1: Настройка и калибровка датчика M103: калибровка датчика по длине • • • Калибрует датчик по длине. Используется вместе с M101 и M102. Исходная точка эталонного инструмента показана ниже. 2 1 3 5 = Z T20 G65P9901M103.D D .T .; 4 Известный размер Обязательные входные параметры D = размер объекта (известный размера) T = номер инструмента для эталонного инструмента или инструмент известной длины Необязательные входные параметры B = диаметр шарика датчика F = предел перебега датчика по оси Z Q = расстояние перебега U1. = оптимизация усилия Шаг 1. Подведите эталонный инструмент (или инструмент известной длины) к шпинделю (убедитесь в том, что смещение инструмента не применяется и что в регистре смещения задана длина). Шаг 2. Разместите объект известного размера на базовой поверхности под инструментом и протолкните инструмент вниз так, чтобы режущая кромка слегка коснулась объекта. Аккуратно отрегулируйте высоту инструмента так, чтобы объект с небольшим трением мог перемещаться вперёд и назад между инструментом и поверхностью до окончательного извлечения объекта. Шаг 3. Нажмите кнопку MDI. Шаг 4. Введите однострочную команду. ПРИМЕЧАНИЕ. Если датчик короче инструмента, требуется ввести входной параметр Q, чтобы увеличить расстояние поиска для датчика и чтобы датчик мог выполнять поиск поверхности. Шаг 5. Запустите цикл. ПРИМЕЧАНИЕ. Станок отводит датчик и подводит его к шпинделю. Затем датчик касается поверхности в том месте, в котором ранее вручную был установлен эталонный инструмент (или инструмент известной длины). Затем датчик возвращается в начальное положение и выполняется обновление длины датчика. 1-7 Глава 1: Настройка и калибровка датчика M104: калибровка датчика по стандартной длине • • Калибрует датчик по длине. Используется вместе с M101 и M102. 1 2 3 5 = Z G65P9901M104.Z 10 мм .; 4 Обязательные входные параметры Z = положение базовой поверхности Необязательные входные параметры B = диаметр шарика датчика F = предел перебега датчика по оси Z Q = расстояние перебега U1. = оптимизация усилия Шаг 1. Точно измерьте исходное положение поверхности по оси Z в соответствующей WCS, а затем установите датчик в шпиндель. Шаг 2. Активируйте WCS и подведите датчик примерно на 10 мм выше исходного положения по оси Z. Шаг 3. Нажмите кнопку MDI. Шаг 4. Вставьте однострочную команду с исходным положением по оси Z. Шаг 5. Запустите цикл. 1-8 Глава 1: Настройка и калибровка датчика M105: калибровка датчика (сфера) • • • Калибрует датчик с помощью сферы. Калибрует длину датчика по осям X и Y. Исходная точка датчика и траектория перемещения датчика показаны ниже. 2 1 3 5 = Z G65P9901M105.D Z .Z .; 4 D Обязательные входные параметры D = точный диаметр сферы Z = точное исходное положение центра сферы по оси Z Необязательные входные параметры B = диаметр шарика датчика F = предел перебега датчика по оси Z H = предел перебега датчика по осям XY Q = расстояние перебега U1. = оптимизация усилия ПРИМЕЧАНИЕ. При калибровке с помощью сферы всегда выполняется векторная калибровка. Шаг 1. Точно измерьте исходное положение сферы по оси Z в соответствующей WCS, а затем установите датчик в шпиндель. Шаг 2. Активируйте WCS и подведите датчик примерно на 10 мм выше сферы. Шаг 3. Нажмите кнопку MDI. Шаг 4. Введите однострочную команду. Шаг 5. Запустите цикл. 1-9 Глава 1: Настройка и калибровка датчика Эта страница преднамеренно оставлена пустой 1-10 Глава 2: Установка детали вручную Глава 2 Установка детали вручную Введение В данной главе описываются пять шагов измерения и однострочная команда для каждого цикла установки детали вручную. Кроме того, представлены необязательные входные параметры и выходные параметры цикла, доступные в программе установки детали вручную. Основные особенности циклов установки детали вручную: • Пользователь вручную перемещает (проталкивает) датчик в исходное положение примерно на 10 мм от элемента. • Однострочная команда вводится вручную в режиме MDI. • Параметр «S» определяет необходимость задания WCS. Если параметр «S» не задан, то измерения выполняются, однако WCS не задаётся. • Местоположение, задаваемое для WCS, зависит от измеряемого элемента и исходного положения датчика. • По окончании цикла датчик возвращается в исходное положение. 2-1 Глава 2: Установка детали вручную Краткое описание входных параметров G65P9901 M .A .D .E .W− .S .; M = выбор цикла A = направление датчика A2=Y D = размер первичного элемента A1=X M1 M2 M3 A−1=−X A−2=−Y D A−3=−Z M4 M5 M6 E = размер вторичного элемента W = высота измерения по –Z W− E S = требуется задать WCS (X, Y, Z) S S54 S55 S56 S57 S58 S59 S101 S148 G54 G55 G56 G57 G58 G59 G54.1P1 G54.1P48 Краткое описание выходных параметров G54 Размер D= #100 Измеренные размеры элемента показаны в #100 X ✓ G54 задан по X Y ✓ G54 задан по Y Z ✓ G54 задан по Z Дельта = #101 Разница между двумя = #102 #103 Углы показаны в #102 и точками на линии показана в #101 Углы #103 2-2 Глава 2: Установка детали вручную Краткое описание циклов D M1: одинарная поверхность (X, Y, Z) M2: отверстие D D M3: Выступ M4: Паз D D E E D D M5: Ребро M6: угол (внутренний) E M7: Угол (внешний) E D D M8: Линия E D M9: 3-точечная плоскость D M10: 5-точечный прямоугольник (внутренний) M11: 5-точечный прямоугольник (внешний) D D M12: отверстие по 3 точкам M13: выступ по трём точкам D M14: 3-D угол D M15: Обновление положения поворотной оси 2-3 Глава 2: Установка детали вручную Циклы установки детали (руководство) M1: одинарная поверхность (X) • • Задаёт положение WCS на поверхности по оси X. Исходная точка датчика и траектория перемещения датчика показаны ниже. G54 1 2 5 3 = G65P9901M1.A X Y Z .S54.; 4 ~10 мм A−1=−X A1=X Обязательные входные параметры A = определяет направление, в котором перемещается датчик S = задаёт рабочее смещение (например, S54 = G54) Необязательные входные параметры I = корректирует WCS по оси X Q = расстояние перебега Пример. Корректировка WCS на 10 мм осуществляется по оси X с помощью входного параметра I. −10 (I) G65P9901M1.A1.I−10.S54.; 4 2-4 Глава 2: Установка детали вручную M1: одинарная поверхность (Y) • • Задаёт положение WCS на поверхности по оси Y. Исходная точка датчика и траектория перемещения датчика показаны ниже. G54 3 2 1 5 = X Y Z G65P9901M1.A ~10 мм .S54.; 4 A2=Y A−2=−Y Обязательные входные параметры A = определяет направление, в котором перемещается датчик S = задаёт рабочее смещение (например, S54 = G54) Необязательные входные параметры J = корректирует WCS по оси Y Q = расстояние перебега Пример. Корректировка WCS на 10 мм осуществляется по оси Y с помощью входного параметра J. −10 (J) G65P9901M1.A2.J−10.S54.; 4 2-5 Глава 2: Установка детали вручную M1: одинарная поверхность (Z) • • Задаёт положение WCS на поверхности по оси Z. Исходная точка датчика и траектория перемещения датчика показаны ниже. G54 1 2 3 5 = X Y Z ~10 мм G65P9901M1.A .S54.; 4 A−3=−Z Обязательные входные параметры A = определяет направление, в котором перемещается датчик S = задаёт рабочее смещение (например, S54 = G54) Необязательные входные параметры K = корректирует WCS по оси Z Q = расстояние перебега Пример. Корректировка WCS на 5 мм осуществляется по оси Z с помощью входного параметра K. 5 (K) G65P9901M1.A−3.K5.S54.; 4 2-6 Глава 2: Установка детали вручную M2: отверстие. • • • Задаёт положение рабочей системы координат в центре отверстия. Измеренный размер отображается в #100. Исходная точка датчика и траектория перемещения датчика показаны ниже. G54 2 1 3 5 = X Y Z D #100 #101 D #102 G65P9901M2.D .S54.; 4 Обязательные входные параметры D = диаметр отверстия S = задаёт рабочее смещение (например, S54 = G54) Необязательные входные параметры I = корректирует WCS по оси X J = корректирует WCS по оси Y Q = расстояние перебега R− = радиальное расстояние (используется вместе со входным параметром W) W = расстояние между исходным положением и точкой измерения в направлении –Z (используется вместе со входным параметром R–) 20 (D) Пример. Отверстие с внутренним диаметром 20 мм на прямоугольной детали. WCS задаётся в углу детали. 15 (J) 15 (I) G65P9901M2.D20.I15.J15.S54.; 4 2-7 Глава 2: Установка детали вручную M3: Выступ • • • Задаёт положение рабочей системы координат в центре выступа. Измеренный размер отображается в #100. Исходная точка датчика и траектория перемещения датчика показаны ниже. 2 1 3 5 = G54 X Y Z D #100 #101 #102 ~10 мм G65P9901M3.D W− D .W− .S54.; 4 Обязательные входные параметры D = диаметр выступа S = задаёт рабочее смещение (например, S54 = G54) W = расстояние между исходным положением и точкой измерения в направлении –Z Необязательные входные параметры I = корректирует WCS по оси X J = корректирует WCS по оси Y Q = расстояние перебега R = радиальный зазор Пример. Выступ с внешним диаметром 20 мм на прямоугольной детали. Значение W равно −13 мм, и WCS задаётся в положении вертикально над углом детали. 20 (D) 15 (J) 15 (I) G65P9901M3.D20.W−13.I15.J15.S54.; 4 2-8 Глава 2: Установка детали вручную M4: Паз • • • Задаёт положение WCS в центре паза по оси X или Y. Измеренный размер отображается в #100. Исходная точка датчика и траектория перемещения датчика показаны ниже. G54 2 1 3 5 = X Y Z D #100 #101 #102 G65P9901M4.A D .D .S54.; 4 A2=Y A1=X Обязательные входные параметры A = определяет направление, в котором перемещается датчик D = размер паза по оси X или Y S = задаёт рабочее смещение (например, S54 = G54) Необязательные входные параметры I = корректирует WCS по оси X (если используется A1) J = корректирует WCS по оси Y (если используется A2) Q = расстояние перебега R– = радиальное расстояние (используется вместе со входным параметром W) W = расстояние между исходным положением и точкой измерения по оси –Z (используется вместе со входным параметром R–) 30 (D) Пример. Паз шириной 30 мм. WCS задаётся на кромке детали. 20 (I) G65P9901M4.A1.D30.I20.S54.; 4 2-9 Глава 2: Установка детали вручную M5: Ребро • • • Задаёт положение WCS в центре ребра по оси X или Y. Измеренный размер отображается в #100. Исходная точка датчика и траектория перемещения датчика показаны ниже. G54 2 1 3 5 = X Y Z D #100 #101 #102 ~10 мм W− G65P9901M5.A .D .W− .S54.; 4 D A2=Y A1=X Обязательные входные параметры A = определяет направление, в котором перемещается датчик D = размер ребра по оси X или Y S = задаёт рабочее смещение (например, S54 = G54) W = расстояние между исходным положением и точкой измерения по оси –Z Необязательные входные параметры I = корректирует WCS по оси X (если используется A1) J = корректирует WCS по оси Y (если используется A2) Q = расстояние перебега R = радиальный зазор 30 (D) Пример. Ребро длиной 30 мм. Значение W равно −13 мм, и WCS задаётся в положении вертикально над кромкой детали. 20 (I) G65P9901M5.A1.D30.W−13.I20.S54.; 4 2-10 Глава 2: Установка детали вручную M6: угол (внутренний) • • • Задаёт WCS в углу. Углы от двух точек по осям X и Y отображаются в #102 и #103. Исходная точка датчика и траектория перемещения датчика показаны ниже. G54 1 2 3 5 = X Y Z D #100 #101 G65P9901M6.D D ~10 мм E X #102 Y #103 .E .S54.; 4 ~10 мм Обязательные входные параметры D = расстояние между двумя измерительными точками по оси X E = расстояние между двумя измерительными точками по оси Y S = задаёт рабочее смещение (например, S54 = G54) ПРИМЕЧАНИЕ. Опускание входных параметров D или E изменяет количество точек датчика. Дополнительную информацию см. в главе 4 «Необязательные входные параметры установки детали». Необязательные входные параметры B = угловой допуск I = корректирует WCS по оси X J = корректирует WCS по оси Y Q = расстояние перебега W = расстояние между исходным положением и точкой измерения по оси –Z Пример. Внутренний угол со значением D 10 мм и значением E 10 мм. WCS задаётся в центре детали. −15 (J) −15 (I) G65P9901M6.D10.E10.I−15.J−15.S54.; 4 2-11 Глава 2: Установка детали вручную Необязательные входные параметры (продолжение) U = изменяет положение по умолчанию для P3 по оси X относительно нижнего левого угла (BLC) V = изменяет положение по умолчанию для P1 по оси Y относительно нижнего левого угла (BLC) Цикл по умолчанию Цикл, откорректированный с помощью U и V P2 P2 E E P1 ~10 V P1 P3 ~10 P3 P4 P4 U D D (P1 = 1-я точка датчика) P1 ~10 мм по оси Y (от BLC) = исходная точка движения датчика P2 = P1 + E P3 ~10 мм по оси X (от BLC) = точка касания датчика P4 = P3 + D Пример. Внутренний угол детали. Положения P3 и P1 изменяются от значений по умолчанию на 15 мм с помощью U и V. Значения D и E также изменяются на 5 мм. Цикл, откорректированный с помощью U и V Цикл по умолчанию 5 (E) P2 P1 P1 15 (V) ~10 12 (E) P2 P3 P4 ~10 12 (D) P3 15 (U) P4 5 (D) G65P9901M6.D5.E5.U15.V15.S54.; 4 2-12 Глава 2: Установка детали вручную Необязательные входные параметры (продолжение) A = изменяет угол, подлежащий измерению P3 P4 P4 D P3 P2 P4 P1 E P1 P3 P3 P1 P4 E P1 D D P2 E E P2 P2 D A24 или входной параметр A не задан = угол по умолчанию A21 = нижний правый угол A22 = верхний правый угол A23 = верхний левый угол Пример. Внутренний угол детали. Измеряемый угол изменяется с угла по умолчанию на верхний правый угол. Цикл, откорректированный с помощью A22 12 (D) ~10 P4 P3 P1 P3 P4 ~10 12 (D) P1 ~10 ~10 12 (E) P2 P2 12 (E) Цикл по умолчанию G65P9901M6.D12.E12.A22.S54.; 4 2-13 Глава 2: Установка детали вручную M7: Угол (внешний) • • • Задаёт WCS в углу. Углы от двух точек по осям X и Y отображаются в #102 и #103. Исходная точка датчика и траектория перемещения датчика показаны ниже. G54 = 3 2 1 5 X Y Z D #100 #101 E X #102 Y #103 ~10 мм ~10 мм G65P9901M7.D ~10 мм .E .S54.; 4 ~10 мм D Обязательные входные параметры D = расстояние между двумя измерительными точками по оси X E = расстояние между двумя измерительными точками по оси Y S = задаёт рабочее смещение (например, S54 = G54) ПРИМЕЧАНИЕ. Опускание входных параметров D или E изменяет количество точек датчика. Дополнительную информацию см. в главе 4 «Необязательные входные параметры установки детали». Необязательные входные параметры B = угловой допуск I = корректирует WCS по оси X J = корректирует WCS по оси Y Q = расстояние перебега W = расстояние между исходным положением и точкой измерения по оси –Z Пример. Внешний угол со значением D 15 мм и значением E 15 мм. WCS задаётся в центре детали. −15 (J) −15 (I) G65P9901M7.D15.E15.I−15.J−15.S54.; 4 2-14 Глава 2: Установка детали вручную Необязательные входные параметры (продолжение) U = изменяет положение по умолчанию для P3 по оси X относительно нижнего левого угла (BLC) V = изменяет положение по умолчанию для P1 по оси Y относительно нижнего левого угла (BLC) Цикл, откорректированный с помощью U и V Цикл по умолчанию P2 P2 E E P1 10 V P1 P3 P4 P4 ~10 ~10 P3 ~10 10 D ~10 U D (P1 = 1-я точка датчика) P1 ~10 мм по оси Y (от BLC) = исходная точка движения датчика P2 = P1 + E P3 ~10 мм по оси X (от BLC) = точка касания датчика P4 = P3 + D Пример. Внешний угол детали. Положения P3 и P1 изменяются от значений по умолчанию на 15 мм с помощью U и V. Значения D и E также изменяются на 5 мм. Цикл, откорректированный с помощью U и V Цикл по умолчанию 5 (E) P2 P1 15 (V) P1 10 12 (E) P2 P4 P3 P4 ~10 ~10 P3 ~10 10 12 (D) ~10 15 (U) 5 (D) G65P9901M7.D5.E5.U15.V15.S54.; 4 2-15 Глава 2: Установка детали вручную Необязательные входные параметры (продолжение) A = изменяет угол, подлежащий измерению D P1 P1 E P4 P3 P3 P4 P3 P1 P4 P1 E P3 P4 E P2 E P2 D P2 P2 A22 = верхний правый угол A23 = верхний левый угол D D A24 или входной параметр A не задан = угол по умолчанию A21 = нижний правый угол Пример. Внешний угол детали. Измеряемый угол изменяется с угла по умолчанию на верхний правый угол. Цикл, откорректированный с помощью A22 Цикл по умолчанию 12 (D) 10 ~10 ~10 12 (E) P2 P4 P4 P2 ~10 12 (E) P3 P3 10 10 P1 P1 ~10 10 12 (D) G65P9901M7.D12.E12.A22.S54.; 4 2-16 Глава 2: Установка детали вручную M8: Линия • • • • Задаёт положение WCS посередине между двумя измеряемыми точками на линии по оси X или Y. Разница между двумя измеряемыми точками отображается в #101. Угол детали отображается в #102 (может иметь положительное или отрицательное значение). Исходная точка датчика и траектория перемещения датчика показаны ниже. G54 1 2 3 5 = X Y Z D #100 #101 #102 D G65P9901M8.A ~10 мм .D .S54.; 4 A2=Y A1=X A−1=−X A−2=−Y Обязательные входные параметры A = определяет направление, в котором перемещается датчик D = расстояние между двумя измерительными точками, равноудалёнными от исходной точки датчика S = задаёт рабочее смещение (например, S54 = G54) Необязательные входные параметры B = угловой допуск I = корректирует WCS по оси X J = корректирует WCS по оси Y Q = расстояние перебега W = расстояние между исходным положением и точкой измерения по оси –Z Пример. Линия со значением D 40 мм. Корректировка WCS на 10 мм осуществляется по оси Y с помощью входного параметра J. −10 (J) G65P9901M8.A2.D40.J−10.S54.; 4 2-17 Глава 2: Установка детали вручную M9: 3-точечная плоскость • • • Задаёт WCS в самой нижней из трёх измеряемых точек на поверхности Z (по умолчанию). Разница между самой верхней и самой нижней точками на поверхности Z отображается в #101. Исходная точка движения датчика (над 1-й точкой датчика по оси Z) и траектория перемещения датчика показаны ниже. G54 2 1 3 5 = X Y Z D #100 #101 #102 E W− G65P9901M9.D D .E .W− .S54.; 4 Обязательные входные параметры D = расстояние и направление между 1-й и 2-й точками измерения по оси X E = расстояние и направление между 1-й и 3-й точками измерения по оси Y W = расстояние между исходным положением и точкой измерения по оси –Z S = задаёт рабочее смещение (например, S54 = G54) Необязательные входные параметры F = изменяет критерий для настройки WCS Входной параметр F не задан = WCS задаётся в самой нижней из трёх измеряемых точек F1 = WCS задаётся в средней из трёх измеряемых точек F2 = WCS задаётся в верхней из трёх измеряемых точек K = корректирует WCS по оси Z Q = расстояние перебега Пример. 3-точечная плоскость. Исходная точка датчика находится на расстоянии 10 мм над поверхностью по оси Z, значения D и E, соответственно, равны 10 мм и 5 мм. Корректировка WCS на 5 мм осуществляется по оси Z с помощью входного параметра K. 5 (K) G65P9901M9.D10.E5.W−10.K5.S54.; 4 2-18 Глава 2: Установка детали вручную Необязательные входные параметры (продолжение) U = изменяет положение по умолчанию для P3 по оси X относительно P1 Цикл, откорректированный с помощью U Цикл по умолчанию P3 E E P3 P2 P1 ½D P1 P2 U ½D D D (P1 = 1-я точка датчика) P1 = исходная точка P2 = P1 + D по оси X = исходная точка датчика P3 = P1 + E по оси Y, P1 + ½ D по оси X = точка касания датчика ПРИМЕЧАНИЕ. U и E могут иметь отрицательное значение. Пример. 3-точечная плоскость. Положение P3 по оси X изменяется на 40 мм с помощью входного параметра U, и теперь P3 инвертируется с помощью отрицательного значения E. Цикл, откорректированный с помощью U Цикл по умолчанию P3 50 (D) 40 (U) P2 P1 25 P2 −30 (E) 30 (E) P1 25 50 (D) P3 G65P9901M9.D50.E−30.W−15.U40.S54.; 4 2-19 Глава 2: Установка детали вручную M10: 5-точечный прямоугольник (внутренний) • • • • Задаёт положение WCS в центре прямоугольника по осям X и Y. Разница между двумя точками на одной грани отображается в #101. Угол детали отображается в #102 (может иметь положительное или отрицательное значение). Исходная точка датчика и траектория перемещения датчика показаны ниже. G54 1 2 3 = 5 X Y Z D #100 #101 E #102 G65P9901M10.D D .E .S54.; 4 Обязательные входные параметры D = размер прямоугольника по оси X E = размер прямоугольника по оси Y S = задаёт рабочее смещение (например, S54 = G54) Необязательные входные параметры B = угловой допуск I = корректирует WCS по оси X J = корректирует WCS по оси Y Q = расстояние перебега R– = радиальное расстояние (используется вместе с W) W = расстояние между исходным положением и точкой измерения по оси –Z 30 (D) Пример. Внутренний угол со значением D и E 30 мм. WCS задаётся в углу детали. 30 (E) 20 (J) 20 (I) G65P9901M10.D30.E30.I20.J20.S54.; 4 2-20 Глава 2: Установка детали вручную Необязательные входные параметры (продолжение) F = изменяет расстояние между двумя точками на одной грани. Данные две точки измеряют линию, используемую для определения угла детали. U = изменяет положение по умолчанию для P2 и P4 по оси X относительно нижнего левого угла (BLC) V = изменяет положение по умолчанию для P3 и P1 по оси Y относительно нижнего левого угла (BLC) ПРИМЕЧАНИЕ. Входной параметр F необходимо использовать, если используются входные параметры U или V. Цикл, откорректированный с помощью U и F Цикл по умолчанию P2 Цикл, откорректированный с помощью V и F P2 P2 P3 P3 P1 P1 ¼D ¾D D P5 P4 U ½E P5 P4 V ½E ½E E E P1 E P3 P5 P4 ¼D F D F D (P1 = 1-я точка датчика) P1 и P3 = ½ E по оси Y (от BLC) = исходная точка движения датчика P2 = ½ D по оси X (от BLC) P4 = ¼ D по оси X (от BLC) = точка касания датчика P5 = ¾ D по оси X (от BLC) Пример. Внутренний прямоугольник с размерами 80 мм на 60 мм. Положения P2 и P4 изменяются на 15 мм с помощью входного параметра U, и расстояние между P4 и P5 изменяется на 45 мм с помощью входного параметра F. Цикл, откорректированный с помощью U и F Цикл по умолчанию P2 P3 P2 P3 P1 30 30 60 (E) 60 (E) P1 P4 P4 P5 P5 15 (U) 20 60 45 (F) 80 (D) 80 (D) G65P9901M10.D80.E60.U15.F45.S54.; 4 2-21 Глава 2: Установка детали вручную Необязательные входные параметры (продолжение) A = изменяет грань при измерении линии P2 P2 P3 P2 P3 P1 P4 P3 P4 P2 P4 P5 P5 A14 или входной параметр A не задан = грань по умолчанию A11 = правая грань P3 P1 P1 P1 P4 P5 A12 = верхняя грань P5 A13 = левая грань Пример. Внутренний прямоугольник с размерами 80 мм на 60 мм. Грань, используемая для измерения линии, изменяется с помощью входного параметра A. Цикл по умолчанию Цикл, откорректированный с помощью A11 80 (D) 80 (D) P2 P3 P1 P3 P4 60 (E) 60 (E) P2 P4 P5 P5 P1 G65P9901M10.D80.E60.A11.S54.; 4 2-22 Глава 2: Установка детали вручную M11: 5-точечный прямоугольник (внешний) • • • • Задаёт положение WCS в центре прямоугольника по осям X и Y. Разница между двумя точками на одной грани отображается в #101. Угол детали отображается в #102 (может иметь положительное или отрицательное значение). Исходная точка датчика и траектория перемещения датчика показаны ниже. G54 3 2 1 5 = X Y Z D #100 #101 #102 W− ~10 мм E G65P9901M11.D D .E .W− .S54.; 4 Обязательные входные параметры D = размер прямоугольника по оси X E = размер прямоугольника по оси Y S = задаёт рабочее смещение (например, S54 = G54) W = расстояние между исходным положением и точкой измерения по оси –Z Необязательные входные параметры B = угловой допуск I = корректирует WCS по оси X J = корректирует WCS по оси Y Q = расстояние перебега R = радиальный зазор 30 (D) Пример. Внешний прямоугольник с длиной 30 мм и шириной 30 мм. WCS задаётся в положении вертикально над углом детали. Значение W равно −13 мм. 30 (E) 20 (J) 20 (I) G65P9901M11.D30.E30.W−13.I20.J20.S54.; 4 2-23 Глава 2: Установка детали вручную Необязательные входные параметры (продолжение) F = изменяет расстояние между двумя точками на одной грани. Данные две точки измеряют линию, используемую для определения угла детали. U = изменяет положение по умолчанию для P2 и P4 по оси X относительно нижнего левого угла (BLC) V = изменяет положение по умолчанию для P1 и P3 по оси Y относительно нижнего левого угла (BLC) ПРИМЕЧАНИЕ. Входной параметр F необходимо использовать, если используются входные параметры U или V. Цикл по умолчанию Цикл, откорректированный с помощью U и F P2 Цикл, откорректированный с помощью V и F P2 P2 P1 P3 P1 P4 U ¾D D V ½E ½E E ¼D P5 E P3 E ½E P4 P3 P1 P5 P4 P5 ¼D F D F D (P1 = 1-я точка датчика) P1 и P3 = ½ E по оси Y (от BLC) = исходная точка движения датчика P2 = ½ D по оси X (от BLC) P4 = ¼ D по оси X (от BLC) = точка касания датчика P5 = ¾ D по оси X (от BLC) Пример. Внешний прямоугольник с размерами 80 мм на 60 мм. Положения P1 и P3 изменяются на 50 мм с помощью входного параметра V, и расстояние между P4 и P5 изменяется на 45 мм с помощью параметра F. Значение W равно −15 мм. Цикл по умолчанию Цикл, откорректированный с помощью V и F P2 P2 P1 P4 60 (E) P1 30 60 (E) P3 50 (V) 30 P3 P4 P5 20 20 60 80 (D) P5 45 (F) 80 (D) G65P9901M11.D80.E60.W−15.V50.F45.S54.; 4 2-24 Глава 2: Установка детали вручную Необязательные входные параметры (продолжение) A = изменяет грань при измерении линии P2 P3 P2 P3 P1 P4 P4 P4 P5 P5 A14 или входной параметр A не задан = грань по умолчанию P2 P3 P2 P1 P3 P5 A11 = правая грань P1 P1 P5 P4 A13 = левая грань A12 = верхняя грань Пример. Внешний прямоугольник с размерами 80 мм на 60 мм. Грань, используемая для измерения линии, изменяется с помощью входного параметра A. Значение W равно −15 мм. Цикл, откорректированный с помощью A11 80 (D) 80 (D) P2 P3 P2 P5 P1 P3 P1 P4 P5 60 (E) 60 (E) Цикл по умолчанию P4 G65P9901M11.D80.E60.W−15.A11.S54.; 4 2-25 Глава 2: Установка детали вручную M12: отверстие по трём точкам • • • Задаёт положение WCS в центре отверстия по осям X и Y. Диаметр отверстия отображается в #100. Исходная точка датчика и траектория перемещения датчика показаны ниже. G54 2 1 3 5 = X Y Z D #100 #101 D #102 G65P9901M12.D .U .V .F .S54.; 4 90° V 180° F Y X U 0° −90° Обязательные входные параметры D = размер отверстия F = третий угол для векторного измерения S = задаёт рабочее смещение (например, S54 = G54) U = первый угол для векторного измерения V = второй угол для векторного измерения ПРИМЕЧАНИЕ. Все углы находятся в диапазоне ±180°. Положительный (+) угол: в направлении против часовой стрелки. Отрицательный (−) угол: в направлении по часовой стрелке. Перед использованием данного цикла датчик необходимо откалибровать с помощью M101.V1., M102.V1. или M105. для установления векторных значений радиуса щупа. 2-26 Глава 2: Установка детали вручную Необязательные входные параметры I = корректирует WCS по оси X J = корректирует WCS по оси Y Q = расстояние перебега R– = радиальное расстояние (используется вместе со входным параметром W) W = расстояние между исходным положением и точкой измерения по оси –Z 20 (D) Пример. Отверстие с внутренним диаметром 20 мм на прямоугольной детали. WCS задаётся в углу детали. Точки берутся в углах 60°, 155° и −90°. 15 (J) 15 (I) G65P9901M12.D20.U60.V155.F−90.I15.J15.S54.; 2-27 Глава 2: Установка детали вручную M13: выступ по трём точкам • • • Задаёт положение рабочей системы координат в центре выступа. Диаметр выступа отображается в #100. Исходная точка датчика и траектория перемещения датчика показаны ниже. G54 2 1 3 5 = X Y Z D #100 #101 #102 ~10 мм G65P9901M13.D .U W− .V .F .W− .S54.; 4 D 90° V 180° F U 0° Y −90° X Обязательные входные параметры D = размер выступа F = третий угол для векторного измерения S = задаёт рабочее смещение (например, S54 = G54) U = первый угол для векторного измерения V = второй угол для векторного измерения W = расстояние между исходным положением и точкой измерения по оси –Z ПРИМЕЧАНИЕ. Все углы находятся в диапазоне ±180°. Положительный (+) угол: в направлении против часовой стрелки. Отрицательный (−) угол: в направлении по часовой стрелке. Перед использованием данного цикла датчик необходимо откалибровать с помощью M101.V1., M102.V1. или M105. для установления векторных значений радиуса щупа. 2-28 Глава 2: Установка детали вручную Необязательные входные параметры I = корректирует WCS по оси X J = корректирует WCS по оси Y Q = расстояние перебега R− = радиальное расстояние 20 (D) Пример. Выступ с внешним диаметром 20 мм на прямоугольной детали. Значение W равно −13 мм, и WCS задаётся в положении вертикально над углом детали. Точки берутся в углах 60°, 150° и −90°. 15 (I) 15 (J) G65P9901M13.D20.U60.V150.F−90.W−13.I15.J15.S54.; 2-29 Глава 2: Установка детали вручную M14: 3-D угол • • Задаёт WCS в углу. Исходная точка движения датчика и траектория перемещения датчика показаны ниже. G54 1 2 3 5 = X Y Z D #100 #101 #102 D D W− G65P9901M14.D D .W− .S54.; 4 Обязательные входные параметры D = определяет положения для измерений по осям XYZ, измеряемые из исходной точки движения датчика S = задаёт рабочее смещение (например, S54 = G54) W = расстояние между исходным положением и точкой измерения по оси –Z Необязательные входные параметры I = корректирует WCS по оси X J = корректирует WCS по оси Y K = корректирует WCS по оси Z Q = расстояние перебега Пример. 3D угол со значением D 15 мм и значением W –20 мм. WCS задаётся в центре детали. −15 (J) −15 (I) G65P9901M14.D15.W−20.I−15.J−15.S54.; 2-30 Глава 2: Установка детали вручную Необязательные входные параметры (продолжение) A = изменяет угол, подлежащий измерению D D P3 P3 D P2 P1 P2 P1 D P1 D P2 P2 P1 D P3 P3 D D A24 или входной параметр A не задан = угол по умолчанию A21 = нижний правый угол A22 = верхний правый угол A23 = верхний левый угол Пример. 3D угол детали. Измеряемый угол изменяется с угла по умолчанию на верхний правый угол. Цикл, откорректированный с помощью A22 Цикл по умолчанию 12 (D) P2 P3 P1 12 (D) 12 (D) P1 P3 P2 12 (D) G65P9901M14.D12.W−15.A22.S54.; 2-31 Глава 2: Установка детали вручную M15: обновление положения поворотной оси • • • • Задаёт положение рабочей системы координат в центре выбранной поворотной оси. Разница между двумя измеряемыми точками отображается в #101. Угол детали отображается в #102 (может иметь положительное или отрицательное значение). Исходная точка датчика и траектория перемещения датчика показаны ниже. G54 2 1 3 5 = A B C D #100 #101 #102 G65P9901M15.A .D .S54.; 4 D A1.= ось A A2.= ось B A3.= ось C (Y+) A−3.= ось C (Y−) A4.= ось C (X+) A−4.= ось C (X−) Z X Y Обязательные входные параметры A = выбор ориентации поворотной оси D = расстояние между двумя измерительными точками, равноудалёнными от исходной точки датчика S = задаёт рабочее смещение (например, S54 = G54) Необязательные входные параметры B = угловой допуск Q = расстояние перебега Пример. Обновление положения оси C значением измерения D, равным 40 мм, в направлении X+. G65P9901M15.A4.D40.S54.; 4 2-32 Глава 3: Автоматическая установка детали Глава 3 Автоматическая установка детали Введение В данной главе описывается порядок создания однострочной команды для каждого цикла автоматической установки детали. Кроме того, представлены необязательные входные параметры и выходные параметры цикла, доступные в программе автоматической установки детали. Основные особенности циклов автоматической установки детали: • Работа в автоматическом цикле установки детали происходит в активной WCS. • В цикле датчик автоматически перемещается в исходное положение. Входные параметры X, Y, Z определяют координаты исходного положения датчика. Данные параметры связаны с активной WCS. • Однострочная команда обычно встроена в программу обработки резанием или программу измерения. • Для повышения эффективности циклы можно объединять. • Входной параметр S выбирает WCS, подлежащую обновлению. Если входной параметр S не задан, то измерения выполняются, однако WCS не обновляется. • Выбранная WCS обновляется (обычно выбранной для обновления WCS является активная WCS). • Дополнительные необязательные входные параметры создают диапазон опций измерения внутри процесса. • В конце цикла датчик возвращается к безопасной плоскости или в начальное (нулевое) положение, определяемое входным параметром С. 3-1 Глава 3: Автоматическая установка детали Общие сведения об автоматической установке детали Автоматическая установка детали позволяет пользователю встроить цикл измерений в программу резания металла. Различные циклы можно объединить для устранения необходимости проверки вручную во время процесса резания. В результате сокращается время, необходимое для изготовления большой партии деталей. Как правило, оператор выбирает установку детали вручную при обработке одного компонента и задаёт автоматическую установку детали при обработке большой партии одинаковых компонентов. Важная разница между циклами автоматической и ручной установкой детали заключается в том, что в циклах установки детали вручную цикл задаёт WCS, в то время как в циклах автоматической установки детали WCS обновляется. ПРИМЕЧАНИЕ. В автоматическом режиме активная WCS является необходимым условием для запуска цикла автоматической установки детали. Активная WCS может быть приближённой величиной, которая затем обновляется после цикла измерения. Настройка примерного/активного рабочего смещения Как правило, для задания примерного рабочего смещения необходимо определить координаты из исходного (нулевого) положения для положения WCS. Эти координаты можно определить, используя цикл установки детали вручную или с помощью ручного измерительного инструмента. Нулевое (начальное) положение шпинделя (X0, Y0, Z0) Активная WCS (например, G54) Положение инструмента = X600, Y−500, Z−400 После задания активного рабочего смещения можно определить исходное положение датчика. 3-2 Глава 3: Автоматическая установка детали Входные параметры C0./C1. Использование входного параметра C0. или C1. указывает на то, что цикл установки детали должен использоваться в автоматическом режиме. Если входной параметр C0. или C1. не используется, то цикл происходит в ручном режиме. Входные параметры C0. и C1. подводят датчик установки детали в шпиндель и включают датчик; отличие C0. от C1. состоит в поведении датчика в конце цикла. Начальное Датчик включён Начальное Датчик включён C0. По завершении цикла датчик отводится в начальное (нулевое) положение станка и выключается. C1. По завершении цикла датчик отводится в положение безопасной плоскости и остаётся во включённом состоянии готовым для следующего цикла измерений. Входной параметр C1 обычно используется при объединении циклов измерений. ПРИМЕЧАНИЕ. Безопасная высота плоскости определяется в макросе O8898 пользовательских настроек и относится к активному рабочему смещению. Входные параметры X, Y и Z Данные входные параметры X, Y и Z представляют собой координаты местоположения для исходного положения датчика относительно активной WCS. Значения для входных параметров X и Y указываются от центра шарика щупа; значение для входного параметра Z указывается от наконечника щупа. Примеры M3: Выступ Удалённая WCS Локальная WCS Исходное положение датчика (X20, Y20, Z15) 15 (Z) 20 (Y) 10 (Z) Исходное положение датчика (X0, Y0, Z10) 20 (X) 3-3 Глава 3: Автоматическая установка детали Входные параметры I, J и K Входные параметры I, J и K представляют собой координаты местоположения элемента, подлежащего измерению, относительно активной WCS. Использование входных параметров I, J и K зависит от используемого цикла установки детали. Подробные сведения о том, в каких случаях должен использоваться входной параметр I, J и K, см. в таблице ниже. Цикл автоматической установки детали Входной параметр I M1: одинарная поверхность (X) ДA M1: одинарная поверхность (Y) Не требуется M1: одинарная поверхность (Z) Не требуется M2: отверстие Не требуется M3: Выступ Не требуется M4: Паз Не требуется M5: Ребро Не требуется M6: угол (внутренний) ДA M7: Угол (внешний) ДA M8: Линия ДА, если A=1 или A=–1 M9: 3-точечная плоскость Не требуется M10: 5-точечный прямоугольник (внутренний) Не требуется M11: 5-точечный прямоугольник (внешний) Не требуется M12: Отверстие по трём точкам Не требуется M13: Выступ по трём точкам Не требуется M14: 3D угол ДA M15: Обновление поворотной оси Не требуется Входной параметр J Не требуется ДA Не требуется Не требуется Не требуется Не требуется Не требуется ДA ДA ДА, если A=2 или A=–2 Не требуется Не требуется Не требуется Не требуется Не требуется ДA Не требуется Входной параметр K Не требуется Не требуется ДA Не требуется Не требуется Не требуется Не требуется Не требуется Не требуется Не требуется ДA Не требуется Не требуется Не требуется Не требуется ДA Не требуется I = положение элемента, который необходимо измерить, по оси Х относительно активной WCS. J = положение элемента, который необходимо измерить, по оси Y относительно активной WCS. K = положение элемента, который необходимо измерить, по оси Z относительно активной WCS. Примеры M7: Угол (внешний) Удалённая WCS −30 (J) Локальная WCS Местоположение поверхности детали относительно активной WCS I=0, J=0 −40 (I) Местоположение поверхности детали относительно активной WCS I=−40, J=−30 3-4 Глава 3: Автоматическая установка детали Примеры M1: одинарная поверхность (Z) Удалённая WCS 20 (K) Локальная WCS Местоположение поверхности детали относительно активной WCS K=0 Местоположение поверхности детали относительно активной WCS K=20 3-5 Глава 3: Автоматическая установка детали Краткое описание входных параметров G65P9901 M .C .X .Y .Z .A .D .E .W− .I .J .K .S .; M = выбор цикла C = автоматический X, Y, Z = исходное положение датчика относительно активной WCS Z M1 M2 M3 X M4 M5 C0. M6 C1. Y A = направление датчика E = размер вторичного элемента D = размер первичного элемента A2=Y A1=X A−1=−X E A−2=−Y D A−3=−Z W = высота измерения по −Z I, J, K = Расстояние до элемента относительно активной WCS по осям X, Y, Z W− X S = номер WCS, которую требуется обновить S S54 S55 S56 S57 S58 S59 S101 S148 G54 G55 G56 G57 G58 G59 G54.1P1 G54.1P48 Y 3-6 Глава 3: Автоматическая установка детали Краткое описание выходных параметров G54 Размер D= #100 Измеренные размеры элемента показаны в #100 X ✓ G54 задан по X Y ✓ G54 задан по Y Z ✓ G54 задан по Z Дельта = #101 Разница между двумя = #102 #103 Углы показаны в #102 и точками на линии показана в #101 Углы #103 3-7 Глава 3: Автоматическая установка детали Краткое описание циклов D M1: одинарная поверхность (X, Y, Z) M2: отверстие D D M3: Выступ M4: Паз D D E E D D M5: Ребро E M6: угол (внутренний) M7: Угол (внешний) M8: Линия E D D E D M9: 3-точечная плоскость M10: 5-точечный прямоугольник (внутренний) D M11: 5-точечный прямоугольник (внешний) D D M12: Отверстие по трём точкам M13: Выступ по трём точкам D M14: 3D угол D M15: Обновление поворотной оси 3-8 Глава 3: Автоматическая установка детали Циклы (автоматической) установки детали M1: одинарная поверхность (X) Обновляет WCS по оси X. Указанное положение грани относительно WCS отображается в #100. Исходная точка перемещения датчика (представлена входными параметрами X, Y, Z) и траектория перемещения датчика показаны ниже. G54 X Y Z D #100 #101 10 мм #102 G65P9901M1.C .X .Y .Z .A .I .S54.; C0/C1 A−1=−X A1=X Обязательные входные параметры A = определяет направление, в котором перемещается датчик C = опция окончания цикла (дополнительную информацию см. на стр. 3-3) I = положение элемента по оси Х относительно активной WCS (дополнительную информацию см. на стр. 3-4) S = обновляет рабочее смещение (например, S54 = G54) X, Y, Z = исходное положение датчика относительно активной WCS (дополнительную информацию см. на стр. 3-3) Необязательные входные параметры H = допуск на размер (при использовании входного параметра H входной параметр S необходимо опускать) Q = расстояние перебега T = номер корректора инструмента (при использовании входного параметра T входной параметр S необходимо опускать) −10 (X) Пример: −5 (Z) Прямоугольная деталь. Исходное положение датчика: X−10, Y20, Z−5, значение I: ноль. 20 (Y) • • • G65P9901M1.C0.X−10.Y20.Z−5.A1.I0.S54.; 3-9 Глава 3: Автоматическая установка детали M1: одинарная поверхность (Y) Обновляет WCS по оси Y. Указанное положение грани относительно WCS отображается в #100. Исходная точка датчика (представлена входными параметрами X, Y, Z) и траектория перемещения датчика показаны ниже. G54 X Y Z D 10 мм #100 #101 #102 G65P9901M1.C .X .Y .Z .A .J .S54.; C0/C1 A2=Y A−2=−Y Обязательные входные параметры A = определяет направление, в котором перемещается датчик C = опция окончания цикла (дополнительную информацию см. на стр. 3-3) J = положение элемента по оси Y относительно активной WCS (дополнительную информацию см. на стр. 3-4) S = обновляет рабочее смещение (например, S54 = G54) X, Y, Z = исходное положение датчика относительно активной WCS (дополнительную информацию см. на стр. 3-3) Необязательные входные параметры H = допуск на размер (при использовании входного параметра H входной параметр S необходимо опускать) Q = расстояние перебега T = номер корректора инструмента (при использовании входного параметра T входной параметр S необходимо опускать) Пример: −10 (Y) Прямоугольная деталь. Исходное положение датчика: X12, Y−10, Z−5, значение J: ноль. −5 (Z) • • • 12 (X) G65P9901M1.C0.X12.Y−10.Z−5.A2.J0.S54.; 3-10 Глава 3: Автоматическая установка детали M1: одинарная поверхность (Z) Обновляет WCS по оси Z. Указанное положение грани относительно WCS отображается в #100. Исходная точка датчика (представлена входными параметрами X, Y, Z) и траектория перемещения датчика показаны ниже. G54 X Y Z 10 мм D #100 #101 #102 G65P9901M1.C .X .Y .Z .A .K .S54.; C0/C1 A−3=−Z Обязательные входные параметры A = определяет направление, в котором перемещается датчик C = опция окончания цикла (дополнительную информацию см. на стр. 3-3) K = положение элемента по оси Z относительно активной WCS (дополнительную информацию см. на стр. 3-4) S = обновляет рабочее смещение (например, S54 = G54) X, Y, Z = исходное положение датчика относительно активной WCS (дополнительную информацию см. на стр. 3-3) Необязательные входные параметры H = допуск на размер (при использовании входного параметра H входной параметр S необходимо опускать) Q = расстояние перебега T = номер корректора инструмента (при использовании входного параметра T входной параметр S необходимо опускать) Пример. Прямоугольная деталь. Исходное положение датчика: X12, Y15, Z10, значение K: ноль. 15 (Y) 12 (X) 10 (Z) • • • G65P9901M1.C0.X12.Y15.Z10.A−3.K0.S54.; 3-11 Глава 3: Автоматическая установка детали M2: отверстие. Обновляет WCS по осям X и Y. Измеренный размер отображается в #100. Исходная точка перемещения датчика (представлена входными параметрами X, Y, Z) и траектория перемещения датчика показаны ниже. G54 X Y Z D D #100 #101 #102 G65P9901M2.C .X .Y .Z .D .S54.; C0/C1 Обязательные входные параметры C = опция окончания цикла (дополнительную информацию см. на стр. 3-3) D = диаметр отверстия S = обновляет рабочее смещение (например, S54 = G54) X, Y, Z = исходное положение датчика относительно активной WCS (дополнительную информацию см. на стр. 3-3) Необязательные входные параметры H = допуск на размер Q = расстояние перебега R− = радиальное расстояние (используется вместе со входным параметром W) T = номер корректора инструмента W = расстояние между исходным положением и точкой измерения по оси −Z (используется вместе с R−) Пример. Прямоугольная деталь с отверстием в центре. Исходное положение датчика: в центре отверстия под поверхностью с координатами X0, Y0, Z−12. −12 (Z) • • • 30 (D) G65P9901M2.C0.X0.Y0.Z−12.D30.S54.; 3-12 Глава 3: Автоматическая установка детали M3: Выступ Обновляет WCS по осям X и Y. Измеренный размер отображается в #100. Исходная точка перемещения датчика (представлена входными параметрами X, Y, Z) и траектория перемещения датчика показаны ниже. G54 10 мм W− X Y Z D #100 #101 D #102 G65P9901M3.C .X .Y .Z .D .W− .S54.; C0/C1 Обязательные входные параметры C = опция окончания цикла (дополнительную информацию см. на стр. 3-3) D = диаметр выступа S = обновляет рабочее смещение (например, S54 = G54) W = расстояние между исходным положением и точкой измерения в направлении −Z X, Y, Z = исходное положение датчика относительно активной WCS (дополнительную информацию см. на стр. 3-3) Необязательные входные параметры H = допуск на размер Q = расстояние перебега R = радиальный зазор T = номер корректора инструмента Прямоугольная деталь с выступом в центре. Исходное положение датчика: X0, Y0, Z10, расстояние между исходным положением датчика и положением измерения в направлении −Z составляет 13 мм. −13 (W) Пример. 10 (Z) • • • 30 (D) G65P9901M3.C0.X0.Y0.Z10.D30.W−13.S54.; 3-13 Глава 3: Автоматическая установка детали M4: Паз Обновляет WCS по оси X или Y. Измеренный размер отображается в #100. Исходная точка перемещения датчика (представлена входными параметрами X, Y, Z) и траектория перемещения датчика показаны ниже. G54 X Y Z D #100 D #101 #102 G65P9901M4.C .X .Y .Z .A .D .S54.; C0/C1 A2=Y A1=X Обязательные входные параметры A = определяет направление, в котором перемещается датчик C = опция окончания цикла (дополнительную информацию см. на стр. 3-3) D = размер паза по оси X или Y S = обновляет рабочее смещение (например, S54 = G54) X, Y, Z = исходное положение датчика относительно активной WCS (дополнительную информацию см. на стр. 3-3) Необязательные входные параметры H = допуск на размер Q = расстояние перебега R− = радиальное расстояние (используется вместе со входным параметром W) T = номер корректора инструмента W = расстояние между исходным положением и точкой измерения по оси −Z (используется вместе с R−) Прямоугольная деталь с пазом в центре. Исходное положение датчика: в центре паза с координатами X25, Y25, Z−12. 25 (Y) Пример. 25 (X) −12 (Z) • • • 30 (D) G65P9901M4.C0.X25.Y25.Z−12.A1.D30.S54.; 3-14 Глава 3: Автоматическая установка детали M5: Ребро Обновляет WCS по оси X или Y. Измеренный размер отображается в #100. Исходная точка перемещения датчика (представлена входными параметрами X, Y, Z) и траектория перемещения датчика показаны ниже. G54 X Y Z 10 мм W− D #100 #101 D #102 G65P9901M5.C .X .Y .Z .A .D .W− .S54.; C0/C1 A2=Y A1=X Обязательные входные параметры A = определяет направление, в котором перемещается датчик C = опция окончания цикла (дополнительную информацию см. на стр. 3-3) D = размер ребра по оси X или Y S = обновляет рабочее смещение (например, S54 = G54) W = расстояние между исходным положением и точкой измерения в направлении −Z X, Y, Z = исходное положение датчика относительно активной WCS (дополнительную информацию см. на стр. 3-3) Прямоугольная деталь с ребром в центре. Исходное положение датчика: 10 мм над центром ребра с координатами X12, Y12, Z20. 12 (X) −15 (W) Пример. 12 (Y) Необязательные входные параметры H = допуск на размер Q = расстояние перебега R = радиальный зазор T = номер корректора инструмента 20 (Z) • • • 15 (D) G65P9901M5.C0.X12.Y12.Z20.A1.D15.W−15.S54.; 3-15 Глава 3: Автоматическая установка детали M6: угол (внутренний) • • • Обновляет WCS по осям X и Y. Углы от двух точек по обеим осям отображаются в #102 и #103. Исходная точка датчика (представлена входными параметрами X, Y, Z) и траектория перемещения датчика показаны ниже. G54 X Y Z D D E 10 мм #100 #101 10 мм X #102 Y #103 G65P9901M6.C .X .Y .Z .D .E .I .J .S54.; C0/C1 Обязательные входные параметры C = опция окончания цикла (дополнительную информацию см. на стр. 3-3) D = расстояние между двумя измерительными точками по оси X E = расстояние между двумя измерительными точками по оси Y I = положение элемента по оси Х относительно активной WCS (дополнительную информацию см. на стр. 3-4) J = положение элемента по оси Y относительно активной WCS (дополнительную информацию см. на стр. 3-4) S = обновляет рабочее смещение (например, S54 = G54) X, Y, Z = исходное положение датчика относительно активной WCS (дополнительную информацию см. на стр. 3-3) Необязательные входные параметры B = угловой допуск Q = расстояние перебега W = расстояние между исходным положением и точкой измерения в направлении −Z 20 (X) 10 (D) −12 (Z) Активная WCS задаётся в углу детали. Исходное положение датчика: X20, Y20, Z−12. 10 (J) Пример. 20 (Y) 10 (E) 10 (I) G65P9901M6.C0.X20.Y20.Z−12.D10.E10.I10.J10.S54.; ПРИМЕЧАНИЕ. Опускание входных параметров D или E изменяет количество точек датчика. Дополнительную информацию см. в главе 4 «Необязательные входные параметры установки детали». 3-16 Глава 3: Автоматическая установка детали Необязательные входные параметры (продолжение) U = изменяет положение по умолчанию для P3 по оси X относительно нижнего левого угла (BLC) V = изменяет положение по умолчанию для P1 по оси Y относительно нижнего левого угла (BLC) Цикл по умолчанию Цикл, откорректированный с помощью U и V P2 P1 E E P2 10 V P1 P3 P4 10 D P3 U P4 D (P1 = 1-я точка датчика) P1 = 10 мм по оси Y (от BLC) = Исходная точка перемещения датчика P2 = P1 + E P3 =10 мм по оси X (от BLC) = Точка касания датчика P4 = P3 + D Пример. Внутренний угол детали. Положения P3 и P1 изменяются от значений по умолчанию на 15 мм с помощью U и V. Значения D и E также изменяются на 5 мм. Цикл по умолчанию Цикл, откорректированный с помощью U и V Исходная P1 P1 Исходная точка Z=−5 точка Z=−5 15 (V) P3 Номинальная WCS (X0, Y0, Z0) 5 (E) P2 10 12 (E) P2 10 P4 12 (D) P3 Номинальная WCS (X0, Y0, Z0) 15 (U) P4 5 (D) G65P9901M6.C0.X10.Y10.Z−5.D5.E5.I0.J0.U15.V15.S54.; 3-17 Глава 3: Автоматическая установка детали P1 P1 P3 P4 D P4 P3 P4 D D P3 P3 P1 P4 P1 P2 E P2 E P2 E E Необязательные входные параметры (продолжение) A = изменяет угол, подлежащий измерению P2 D A24 или входной параметр A не задан = угол по умолчанию A21 = нижний правый угол A22 = верхний правый угол A23 = верхний левый угол Пример. Внутренний угол детали. Измеряемый угол изменяется с угла по умолчанию на верхний правый угол. 12 (D) 10 P4 P3 Исходная P1 Номинальная WCS (X0, Y0, Z0) P1 10 12 (E) P2 Цикл, откорректированный с помощью A22 P2 12 (E) Цикл по умолчанию точка Z=−5 Исходная 10 точка Z=−5 Номинальная WCS (X0, Y0, Z0) P3 P4 10 12 (D) G65P9901M6.C0.X−10.Y−10.Z−5.A22.D12.E12.I0.J0.S54.; 3-18 Глава 3: Автоматическая установка детали M7: Угол (внешний) • • • Обновляет WCS по осям X и Y. Углы от двух точек по обеим осям отображаются в #102 и #103. Исходная точка перемещения датчика (представлена входными параметрами X, Y, Z) и траектория перемещения датчика показаны ниже. G54 10 мм 10 мм X Y Z E D 10 мм 10 мм #100 #101 D X #102 Y #103 G65P9901M7.C .X .Y .Z .D .E .I .J .S54.; C0/C1 Обязательные входные параметры C = опция окончания цикла (дополнительную информацию см. на стр. 3-3) D = расстояние между двумя измерительными точками по оси X E = расстояние между двумя измерительными точками по оси Y I = положение элемента по оси Х относительно активной WCS (дополнительную информацию см. на стр. 3-4) J = положение элемента по оси Y относительно активной WCS (дополнительную информацию см. на стр. 3-4) S = обновляет рабочее смещение (например, S54 = G54) X, Y, Z = исходное положение датчика относительно активной WCS (дополнительную информацию см. на стр. 3-3) Активная WCS задаётся в углу детали. Исходное положение датчика: X−10, Y−10, Z−12. −10 (Y) Пример. 10 12 (E) Необязательные входные параметры B = угловой допуск Q = расстояние перебега W = расстояние между исходным положением и точкой измерения по оси −Z 10 10 (D) −12 (Z) −10 (X) G65P9901M7.C0.X−10.Y−10.Z−12.D10.E12.I0.J0.S54.; ПРИМЕЧАНИЕ. Неиспользование входных параметров D или E изменяет количество точек датчика. Дополнительную информацию см. в главе 4 «Необязательные входные параметры установки детали». 3-19 Глава 3: Автоматическая установка детали Необязательные входные параметры (продолжение) U = изменяет положение по умолчанию для P3 по оси X относительно нижнего левого угла (BLC) V = изменяет положение по умолчанию для P1 по оси Y относительно нижнего левого угла (BLC) Цикл, откорректированный с помощью U и V Цикл по умолчанию P2 P2 P1 10 V E E P1 P3 P4 P4 10 10 P3 10 10 D 10 U D (P1 = 1-я точка датчика) P1 = 10 мм по оси Y (от BLC) = Исходная точка перемещения датчика P2 = P1 + E P3 =10 мм по оси X (от BLC) = Точка касания датчика P4 = P3 + D Пример. Внешний угол детали. Положения P3 и P1 изменяются от значений по умолчанию на 15 мм с помощью U и V. Значения D и E также изменяются на 5 мм. Цикл, откорректированный с помощью U и V Цикл по умолчанию P1 Номинальная WCS (X0, Y0, Z0) P3 P4 −10 (Y) Исходная точка Z=−5 Номинальная WCS (X0, Y0, Z0) P4 −10 (Y) P3 P1 15 (V) 5 (E) P2 10 12 (E) P2 Исходная −10 (X) 10 12 (D) точка Z=−5 −10 (X) 15 (U) 5 (D) G65P9901M7.C0.X−10.Y−10.Z−5.D5.E5.I0.J0.U15.V15.S54.; 3-20 Глава 3: Автоматическая установка детали Необязательные входные параметры (продолжение) A = изменяет угол, подлежащий измерению D P1 P1 E P4 P3 P3 P4 P3 P1 P4 P1 E P3 P4 E P2 E P2 D P2 P2 D D A24 или входной параметр A не задан = угол по умолчанию A21 = нижний правый угол A22 = верхний правый угол A23 = верхний левый угол Пример. Внешний угол детали. Измеряемый угол изменяется с угла по умолчанию на верхний правый угол. Цикл, откорректированный с помощью A22 Цикл по умолчанию 12 (D) P2 10 (Y) P3 P4 Номинальная WCS (X0, Y0, Z0) 10 10 10 P4 P3 −10 (X) Исходная 12 (D) P2 12 (E) 12 (E) Номинальная WCS (X0, Y0, Z0) −10 (Y) точка Z=−5 10 (X) точка Z=−5 P1 Исходная 10 P1 G65P9901M7.C0.X10.Y10.Z−5.A22.D12.E12.I0.J0.S54.; 3-21 Глава 3: Автоматическая установка детали M8: Линия Обновляет WCS по оси X или Y. Разница между двумя измеряемыми точками отображается в #101. Угол детали отображается в #102 (может иметь положительное или отрицательное значение). Исходная точка перемещения датчика (представлена входными параметрами X, Y, Z) и траектория перемещения датчика показаны ниже. G54 X Y Z D 10 мм D #100 #101 #102 G65P9901M8.C .X .Y .Z .A .D .I .J .S54.; C0/C1 A2=Y A−1=−X A1=X A−2=−Y Обязательные входные параметры A = определяет направление, в котором перемещается датчик C = опция окончания цикла (дополнительную информацию см. на стр. 3-3) D = расстояние между двумя измерительными точками, равноудалёнными от исходной точки датчика I = положение элемента по оси Х относительно активной WCS (дополнительную информацию см. на стр. 3-4) J = положение элемента по оси Y относительно активной WCS (дополнительную информацию см. на стр. 3-4) S = обновляет рабочее смещение (например, S54 = G54) X, Y, Z = исходное положение датчика относительно активной WCS (дополнительную информацию см. на стр. 3-3) Необязательные входные параметры B = угловой допуск Q = расстояние перебега W = расстояние между исходным положением и точкой измерения по оси −Z −10 (Y) Пример. Прямоугольная деталь. Исходное положение датчика: X20, Y−10, Z−10, значение J: ноль. 20 (D) −10 (Z) • • • • 20 (X) G65P9901M8.C0.X20.Y−10.Z−10.A2.D20.J0.S54.; 3-22 Глава 3: Автоматическая установка детали M9: 3-точечная плоскость G54 X Y Z D E W− #100 #101 #102 D G65P9901M9.C .X .Y .Z .D .E .K .W− .S54.; C0/C1 Обязательные входные параметры C = опция окончания цикла (дополнительную информацию см. на стр. 3-3) D = расстояние и направление между 1-й и 2-й точками измерения по оси X E = расстояние и направление между 1-й и 3-й точками измерения по оси Y K = расстояние от элемента по оси Z относительно активной WCS (дополнительную информацию см. на стр. 3-4) S = обновляет рабочее смещение (например, S54 = G54) W = расстояние между исходным положением и точкой измерения в направлении −Z (исходное положение определяет высоту, на которой датчик перемещается вдоль детали) X, Y, Z = исходное положение датчика относительно активной WCS (дополнительную информацию см. на стр. 3-3) Необязательные входные параметры F = изменяет критерий для настройки WCS H = допуск на размер Q = расстояние перебега 20 (E) Входной параметр F не задан = WCS задаётся в нижней из трёх измеряемых точек F1 = WCS задаётся в средней из трёх измеряемых точек F2 = WCS задаётся в верхней из трёх измеряемых точек Пример. 3-точечная плоскость. Исходное положение датчика: над деталью в любой точке поверхности, на которой размещены все три точки датчика. В данном случае исходное положение: X−20, Y−10, Z10. −20 (X) 10 (Z и −W) • • Обновляет WCS по оси Z относительно самой нижней из трёх измеренных точек на поверхности детали. Разница между самой верхней и самой нижней точками отображается в #101. Исходная точка датчика (представлена входными параметрами X, Y, Z) и траектория перемещения датчика показаны ниже. −10 (Y) • 40 (D) G65P9901M9.C0.X−20.Y−10.Z10.D40.E20.K0.W−10.S54.; 3-23 Глава 3: Автоматическая установка детали Необязательные входные параметры (продолжение) U = изменяет положение по умолчанию для P3 по оси X относительно P1 Цикл, откорректированный с помощью U Цикл по умолчанию P3 E E P3 P2 P1 ½D P1 P2 U ½D D D (P1 = 1−я точка датчика) = Исходная точка датчика P1 = исходная точка P2 = P1 + D по оси X = Точка касания датчика P3 = P1 + E по оси Y, P1 + ½ D по оси X ПРИМЕЧАНИЕ. U и E могут иметь отрицательное значение. Пример. 3-точечная плоскость. Положение P3 по оси X изменяется на 40 мм с помощью входного параметра U, и теперь P3 инвертируется с помощью отрицательного значения E. Цикл по умолчанию Цикл, откорректированный с помощью U Номинальная WCS (X0, Y0, Z0) Номинальная WCS (X0, Y0, Z0) −40 (Y) P1 P1 P2 P2 30 (E) W=−15 Z=15 50 (D) 40 (U) 30 (E) −40 (Y) P3 25 25 50 (D) W=−15 Z=15 P3 G65P9901M9.C0.X0.Y−40.Z15.D50.E−30.K0.U40.W−15.S54.; 3-24 Глава 3: Автоматическая установка детали M10: 5-точечный прямоугольник (внутренний) Обновляет положение WCS в центре прямоугольника по осям X и Y. Разница между двумя точками на одной грани отображается в #101. Угол детали отображается в #102 (может иметь положительное или отрицательное значение). Исходная точка датчика и траектория перемещения датчика показаны ниже. G54 X Y Z E D D #100 #101 #102 G65P9901M10.C .X .Y .Z .D .E .S54.; C0/C1 Обязательные входные параметры C = опция окончания цикла (дополнительную информацию см. на стр. 3-3) D = размер прямоугольника по оси X E = размер прямоугольника по оси Y S = обновляет рабочее смещение (например, S54 = G54) X, Y, Z = исходное положение датчика относительно активной WCS (дополнительную информацию см. на стр. 3-3) Необязательные входные параметры B = угловой допуск Q = расстояние перебега R− = радиальное расстояние (используется вместе со входным параметром W) W = расстояние между исходным положением и точкой измерения по оси −Z Внутренний прямоугольник детали. Исходное положение датчика: в центре прямоугольника с координатами X30, Y20, Z−12. 20 (Y) Пример. 25 (E) 30 (X) −12 (Z) • • • • 45 (D) G65P9901M10.C0.X30.Y20.Z−12.D45.E25.S54.; 3-25 Глава 3: Автоматическая установка детали Необязательные входные параметры (продолжение) F = изменяет расстояние между двумя точками на одной грани. Данные две точки измеряют линию, используемую для определения угла детали. U = изменяет положение по умолчанию для P2 и P4 по оси X относительно нижнего левого угла (BLC) V = изменяет положение по умолчанию для P3 и P1 по оси Y относительно нижнего левого угла (BLC) ПРИМЕЧАНИЕ. Входной параметр F необходимо использовать, если используются входные параметры U или V. Цикл по умолчанию Цикл, откорректированный с помощью U и F P2 Цикл, откорректированный с помощью V и F P2 P2 P3 P1 V P5 P4 U ¾D D ½E P5 P4 ¼D ½E ½E E E P1 P1 E P3 P3 P5 P4 ¼D F D F D (P1 = 1−я точка датчика) P1 и P3 = ½ E по оси Y (от BLC) = Исходная точка перемещения датчика P2 = ½ D по оси X (от BLC) P4 = ¼ D по оси X (от BLC) = Точка касания датчика P5 = ¾ D по оси X (от BLC) Пример. Внутренний прямоугольник. Исходная точка перемещения датчика: в центре элемента на 10 мм ниже положения WCS по оси Z. Положения P2 и P4 изменяются на 10 мм с помощью входного параметра U, и расстояние между P4 и P5 изменяется на 35 мм с помощью входного параметра F. Цикл, откорректированный с помощью U и F Цикл по умолчанию 30 (X) P2 20 P4 P4 10 (U) 15 Номинальная WCS (X0, Y0, Z0) P5 45 60 (D) P1 P3 40 (E) 40 (E) P1 20 (Y) P3 P2 P5 35 (F) 60 (D) Номинальная WCS (X0, Y0, Z0) G65P9901M10.C0.X30.Y20.Z−10.D60.E40.F35.U10.S54.; 3-26 Глава 3: Автоматическая установка детали Необязательные входные параметры (продолжение) A = изменяет грань при измерении линии P2 P3 P3 P4 P1 P4 P2 P3 P4 P5 P5 P5 P1 A11 = правая грань A14 или входной параметр A не задан = грань по умолчанию P2 P3 P2 P1 P4 A12 = верхняя грань P5 P1 A13 = левая грань Пример. Внутренний прямоугольник. Грань, используемая для измерения линии, изменяется с помощью входного параметра A. Цикл по умолчанию Цикл, откорректированный с помощью A11 60 (D) 60 (D) P2 P3 P5 P4 40 (E) P1 P5 P1 30 (X) 30 (X) Номинальная WCS (X0, Y0, Z0) P4 20 (Y) P3 20 (Y) 40 (E) P2 Номинальная WCS (X0, Y0, Z0) G65P9901M10.C0.X30.Y20.Z−10.A11.D60.E40.S54.; 3-27 Глава 3: Автоматическая установка детали M11: 5-точечный прямоугольник (внешний) Обновляет положение WCS в центре прямоугольника по осям X и Y. Разница между двумя точками на одной грани отображается в #101. Угол детали отображается в #102 (может иметь положительное или отрицательное значение). Исходная точка датчика и траектория перемещения датчика показаны ниже. G54 X Y Z W− 10 мм E D #100 #101 #102 D G65P9901M11.C .X .Y .Z .D .E .W− .S54.; C0/C1 Обязательные входные параметры C = опция окончания цикла (дополнительную информацию см. на стр. 3-3) D = размер прямоугольника по оси X E = размер прямоугольника по оси Y S = обновляет рабочее смещение (например, S54 = G54) W = расстояние между исходным положением и точкой измерения в неправлении −Z (исходное положение определяет высоту, на которой датчик перемещается вдоль детали) X, Y, Z = исходное положение датчика относительно активной WCS (дополнительную информацию см. на стр. 3-3) 20 (D) −15 (W) Внешний прямоугольник. Исходное положение датчика: 10 мм над центром прямоугольника с координатами X14, Y12, Z20. 12 (Y) Пример. 16 (E) Необязательные входные параметры B = угловой допуск Q = расстояние перебега R = радиальный зазор 14 (X) 20 (Z) • • • • G65P9901M11.C0.X14.Y12.Z20.D20.E16.W−15.S54.; 3-28 Глава 3: Автоматическая установка детали Необязательные входные параметры (продолжение) F = изменяет расстояние между двумя точками на одной грани. Данные две точки измеряют линию, используемую для определения угла детали. U = изменяет положение по умолчанию для P2 и P4 по оси X относительно нижнего левого угла (BLC) V = изменяет положение по умолчанию для P3 и P1 по оси Y относительно нижнего левого угла (BLC) ПРИМЕЧАНИЕ. Входной параметр F необходимо использовать, если используются входные параметры U или V. Цикл по умолчанию Цикл, откорректированный с помощью U и F P2 Цикл, откорректированный с помощью V и F P2 P2 P1 P3 P1 P4 U ¾D D V ½E ½E E ¼D P5 E P3 E ½E P4 P3 P1 P5 P4 P5 ¼D F D F D (P1 = 1-я точка датчика) P1 и P3 = ½ E по оси Y (от BLC) = Исходная точка датчика P2 = ½ D по оси X (от BLC) P4 = ¼ D по оси X (от BLC) = Точка касания датчика P5 = ¾ D по оси X (от BLC) Пример. Внешний прямоугольник. Положения P1 и P3 изменяются на 30 мм с помощью входного параметра V, и расстояние между P4 и P5 изменяется на 30 мм с помощью входного параметра F. Значение W: −15 мм, исходное положение датчика: в центре элемента, 10 мм над активной WCS. Цикл по умолчанию Цикл, откорректированный с помощью V и F 30 (X) P2 P2 P3 20 P4 15 Номинальная WCS (X0, Y0, Z0) P5 45 60 (D) 40 (E) 30 (V) 20 (Y) P1 40 (E) P3 P1 P5 P4 15 Номинальная WCS (X0, Y0, Z0) 30 (F) 60 (D) G65P9901M11.C0.X30.Y20.Z10.D60.E40.F30.V30.W−15.S54.; 3-29 Глава 3: Автоматическая установка детали Необязательные входные параметры (продолжение) A = изменяет грань при измерении линии P2 P3 P3 P2 P2 P3 P2 P1 P3 P4 P4 P4 P5 P1 P5 P1 P5 A14 или входной параметр A не задан = грань по умолчанию P1 A11 = правая грань P4 A12 = верхняя грань P5 A13 = левая грань Пример. Внешний прямоугольник. Исходное положение перемещения датчика: в центре элемента на 10 мм над поверхностью по оси Z. Грань, используемая для измерения линии, изменяется с помощью входного параметра A. 60 (D) 60 (D) P2 P3 P2 P5 P1 P1 30 (X) P5 Номинальная WCS (X0, Y0, Z0) P4 20 (Y) P3 P4 Номинальная WCS (X0, Y0, Z0) Цикл, откорректированный с помощью A11 20 (Y) 40 (E) 40 (E) Цикл по умолчанию 30 (X) G65P9901M11.C0.X30.Y20.Z10.D60.E40.W−15.A11.S54.; 3-30 Глава 3: Автоматическая установка детали M12: Отверстие по трём точкам • • • Обновляет положение WCS в центре отверстия по осям X и Y. Диаметр отверстия отображается в #100. Исходная точка перемещения датчика (представлена входными параметрами X, Y, Z) и траектория перемещения датчика показаны ниже. 90° G54 X Y Z V 180° F U 0° D Y #100 #101 D #102 −90° X G65P9901M12.C .X .Y .Z .D .U .V .F .S54.; C0/C1 Обязательные входные параметры C = опция окончания цикла (дополнительную информацию см. на стр. 3-3) D = размер отверстия F = третий угол для векторного измерения S = задаёт рабочее смещение (например, S54 = G54) U = первый угол для векторного измерения V = второй угол для векторного измерения X, Y, Z = исходное положение датчика относительно активной WCS (дополнительную информацию см. на стр. 3-3) ПРИМЕЧАНИЕ. Все углы находятся в диапазоне ±180°. Положительный (+) угол: в направлении против часовой стрелки. Отрицательный (−) угол: в направлении по часовой стрелке. Перед использованием данного цикла датчик необходимо откалибровать с помощью M101.V1., M102.V1. или M105. для установления векторных значений радиуса щупа. 3-31 Глава 3: Автоматическая установка детали Необязательные входные параметры H = допуск на размер Q = расстояние перебега R− = радиальное расстояние (используется вместе со входным параметром W) T = номер корректора инструмента W = расстояние между исходным положением и точкой измерения по оси −Z Пример. Прямоугольная деталь с отверстием в центре. Исходное положение датчика: в центре отверстия под поверхностью с координатами X0, Y0, Z−12. Точки берутся в углах 60°, 155° и −90°. −12 (Z) 30 (D) G65P9901M12.C0.X0.Y0.Z−12.D30.U60.V155.F−90.S54.; 3-32 Глава 3: Автоматическая установка детали M13: Выступ по трём точкам • • • Обновляет положение рабочей системы координат в центре выступа. Диаметр выступа отображается в #100. Исходная точка датчика (представлена входными параметрами X, Y, Z) и траектория перемещения датчика показаны ниже. 90° G54 X Y Z V 10 мм 180° F W− U 0° D #100 #101 Y #102 −90° D X G65P9901M13.C .X .Y .Z .D .U .V .F .W− .S54.; C0/C1 Обязательные входные параметры C = опция окончания цикла (дополнительную информацию см. на стр. 3-3) D = размер выступа F = третий угол для векторного измерения S = задаёт рабочее смещение (например, S54 = G54) U = первый угол для векторного измерения V = второй угол для векторного измерения W = расстояние между исходным положением и точкой измерения в направлении −Z X, Y, Z = исходное положение датчика относительно активной WCS (дополнительную информацию см. на стр. 3-3) ПРИМЕЧАНИЕ. Все углы находятся в диапазоне ±180°. Положительный (+) угол: в направлении против часовой стрелки. Отрицательный (−) угол: в направлении по часовой стрелке. Перед использованием данного цикла датчик необходимо откалибровать с помощью M101.V1., M102.V1. или M105. для установления векторных значений радиуса щупа. 3-33 Глава 3: Автоматическая установка детали Необязательные входные параметры H = допуск на размер Q = расстояние перебега R = радиальный зазор T = номер корректора инструмента Пример. Прямоугольная деталь с выступом в центре. Исходное положение датчика: X0, Y0, Z10, расстояние между исходным положением датчика и положением измерения по оси −Z составляет 13 мм. Точки берутся в углах 60°, 155° и −90°. 10 (Z) −13 (W) 30 (D) G65P9901M13.C0.X0.Y0.Z10.D30.U60.V155.F−90.W−13.S54.; 3-34 Глава 3: Автоматическая установка детали M14: 3D угол • • Обновляет положение WCS в углу. Исходная точка перемещения датчика (представлена входными параметрами X, Y, Z) и траектория перемещения датчика показаны ниже. G54 X Y Z D W− D #100 #101 #102 D G65P9901M14.C .X .Y .Z .D .I .J .K .W− .S54.; C0/C1 Обязательные входные параметры C = опция окончания цикла (дополнительную информацию см. на стр. 3-3) D = определяет положения для измерений по осям XYZ, измеряемые из исходной точки датчика I = положение элемента по оси Х относительно активной WCS (дополнительную информацию см. на стр. 3-4) J = положение элемента по оси Y относительно активной WCS (дополнительную информацию см. на стр. 3-4) K = положение элемента по оси Z относительно активной WCS (дополнительную информацию см. на стр. 3-4) S = задаёт рабочее смещение (например, S54 = G54) W = расстояние между исходным положением и точкой измерения в направлении −Z X, Y, Z = исходное положение датчика относительно активной WCS (дополнительную информацию см. на стр. 3-3) Необязательные входные параметры Q = расстояние перебега 10 (D) Пример. 10 (D) 3D угол со значением D 10 мм и значением W −15 мм. WCS располагается в углу детали. Исходное положение датчика: X0, Y0, Z10. −15 (W) 10 G65P9901M14.C0.X0.Y0.Z10.D10.I0.J0.K0.W−15.S54.; 3-35 Глава 3: Автоматическая установка детали Необязательные входные параметры (продолжение) A = изменяет угол, подлежащий измерению D D P3 P3 D P2 P1 P2 P1 D P1 D P2 P2 P1 D P3 P3 D D A24 или входной параметр A не задан = угол по умолчанию A21 = нижний правый угол A22 = верхний правый угол A23 = верхний левый угол Пример. 3D угол детали. Измеряемый угол изменяется с угла по умолчанию на верхний правый угол. Цикл, откорректированный с помощью A22 Цикл по умолчанию 12 (D) P2 P3 P1 12 (D) 12 (D) P1 P3 P2 12 (D) G65P9901M14.C0.X0.Y0.Z12.D12.W−15.A22.S54.; 3-36 Глава 3: Автоматическая установка детали M15: Обновление положения поворотной оси • • • • Обновляет положение рабочей системы координат относительно угла выбранной поворотной оси. Разница между двумя измеряемыми точками отображается в #101. Угол детали отображается в #102 (может иметь положительное или отрицательное значение). Исходная точка перемещения датчика (представлена входными параметрами X, Y, Z) и траектория перемещения датчика показаны ниже. G54 = A B C D #100 #101 #102 D G65P9901M15.C .X .Y .Z .A .D .S54.; C0/C1 A1.= ось A A2.= ось B A3.= ось C (Y+) A4.= ось C (X+) A−3.=C axis (Y−) A−4.=C axis (X−) Z X Обязательные входные параметры A = выбор ориентации поворотной оси C = опция окончания цикла (дополнительную информацию см. на стр. 3-3) D = расстояние между двумя измерительными точками, равноудалёнными от исходной точки датчика S = задаёт рабочее смещение (например, S54 = G54) X, Y, Z = исходное положение датчика относительно активной WCS (дополнительную информацию см. на стр. 3-3) Необязательные входные параметры Y B = угловой допуск Q = расстояние перебега Пример. Обновление положения оси C значением измерения D, равным 40 мм, в направлении X+. G65P9901M15.C0.X−10.Y0.Z−10.A4.D40.S54.; 4 3-37 Глава 3: Автоматическая установка детали Эта страница преднамеренно оставлена пустой 3-38 Глава 4: Необязательные входные параметры для привязки детали Глава 4 Необязательные входные параметры для привязки детали Введение В данной главе приведено описание необязательных входных параметров, доступных для использования во время циклов автоматической и ручной привязки деталей. 4-1 Глава 4: Необязательные входные параметры для привязки детали Матрица необязательных входных параметров для установки детали вручную Необязательные входные параметры установки детали вручную A G65P9901 B DиE Корректировка Входные угла или параметры Угловой допуск линейной цикла поверхности измерения угла F Функция зависит от цикла I J Корректировка Корректировка Корректировка WCS по оси X WCS по оси Y WCS по оси Z M1 Одинарная поверхность (X, Y, Z) ✓ Используется вместе с A1 или A-1 ✓ Используется вместе с A2 или A-2 M2 отверстие ✓ ✓ M3 Выступ ✓ ✓ M4 Паз ✓ Используется вместе с A1 ✓ Используется M5 Ребро ✓ Используется вместе с A1 ✓ Используется вместе с A2 M6 угол (внутренний) ✓ Угол (A21, A22, A23) ✓ Применяется к углам X и Y Y90°, X0° ✓ см. стр. 4-7 ✓ ✓ M7 Угол (внешний) ✓ Угол (A21, A22, A23) ✓ Применяется к углам X и Y Y90°, X0° ✓ см. стр. 4-7 ✓ ✓ M8 Линия ✓ Используется вместе с A1 или A-1 ✓ Используется вместе с A2 или A-2 M9 3-точечная плоскость ✓ 5-точечный M10 прямоугольник (внутренний) ✓ Линейная поверхность (A11, A12, A13) ✓ 5-точечный M11 прямоугольник (внешний) ✓ Линейная поверхность (A11, A12, A13) ✓ ✓ Задаёт WCS нижней, верхней или средней точкам ✓ Изменение расстояния между двумя точками на линии (используется вместе с U или V) ✓ Изменение расстояния между двумя точками на линии (используется вместе с U или V) ✓ Используется вместе с A-3 вместе с A2 ✓ ✓ ✓ ✓ ✓ M12 Отверстие по 3 точкам ✓ ✓ M13 Выступ по 3 точкам ✓ ✓ M14 3-D угол ✓ ✓ M15 Обновление положения поворотной оси ✓ Угол (A21, A22, A23) K ✓ ✓ 4-2 Глава 4: Необязательные входные параметры для привязки детали Необязательные входные параметры привязки детали вручную (продолжение) Q G65P9901 Перебег R/R− U V W Расстояние между Радиальный Корректировка Корректировка исходным положением зазор/расстояние точек датчика по точек датчика по датчика и точкой измерения по радиусу оси X по умолчанию оси Y по умолчанию в направлении −Z M1 Одинарная поверхность (X, Y, Z) ✓ M2 отверстие ✓ ✓ R− (используется вместе с W) M3 Выступ ✓ ✓R M4 Паз ✓ ✓ R− (используется вместе с W) M5 Ребро ✓ ✓R M6 угол (внутренний) ✓ ✓ P3 от BLC ✓ P1 от BLC ✓ M7 Угол (внешний) ✓ ✓ P3 от BLC ✓ P1 от BLC ✓ M8 Линия ✓ M9 3-точечная плоскость ✓ ✓ (Используется вместе с R−) ✓ (Используется вместе с R−) ✓ ✓ P3 относительно P1 5-точечный M10 прямоугольник (внутренний) ✓ ✓ R− (используется вместе с W) ✓ P2/P4 от BLC (используется вместе с F) ✓ P1/P3 от BLC (используется вместе с F) 5-точечный M11 прямоугольник (внешний) ✓ ✓R ✓ P2/P4 от BLC (используется вместе с F) ✓ P1/P3 от BLC (используется вместе с F) M12 Отверстие по 3 точкам ✓ ✓ R− (используется вместе с W) M13 Выступ по 3 точкам ✓ ✓R M14 3-D угол ✓ M15 Обновление положения поворотной оси ✓ ✓ (Используется вместе с R−) ✓ (Используется вместе с R−) BLC = нижний левый угол 4-3 Глава 4: Необязательные входные параметры для привязки детали Матрица необязательных входных параметров для автоматической привязки детали Необязательные входные параметры автоматической привязки детали A G65P9901 B DиE F Корректировка Входные угла или Угловой допуск параметры цикла Функция зависит от цикла линейной измерения угла поверхности H Q Допуск на размер Перебег M1 Одинарная поверхность (X, Y, Z) ✓ (Недоступно со входным параметром S) ✓ M2 отверстие ✓ ✓ M3 Выступ ✓ ✓ M4 Паз ✓ ✓ M5 Ребро ✓ ✓ M6 угол (внутренний) ✓ Угол (A21, A22, A23) ✓ Применяется к углам X и Y Y90°, X0° ✓ см. стр. 4-7 ✓ M7 Угол (внешний) ✓ Угол (A21, A22, A23) ✓ Применяется к углам X и Y Y90°, X0° ✓ см. стр. 4-7 ✓ M8 Линия M9 3-точечная плоскость ✓ ✓ ✓ Задаёт WCS нижней, верхней или средней точкам ✓ ✓ 5-точечный M10 прямоугольник (внутренний) ✓ Линейная поверхность (A11, A12, A13) ✓ ✓ Изменение расстояния между двумя точками на линии (используется вместе с U или V) ✓ 5-точечный M11 прямоугольник (внешний) ✓ Линейная поверхность (A11, A12, A13) ✓ ✓ Изменение расстояния между двумя точками на линии (используется вместе с U или V) ✓ M12 Отверстие по 3 точкам ✓ ✓ M13 Выступ по 3 точкам ✓ ✓ M14 3-D угол M15 Обновление положения поворотной оси ✓ угол (A21, A22, A23) ✓ ✓ ✓ 4-4 Глава 4: Необязательные входные параметры для привязки детали Необязательные входные параметры автоматической привязки детали (продолжение) R/R− T Радиальный зазор/ расстояние по радиусу Номер корректора инструмента G65P9901 U V W Расстояние между Корректировка точек Корректировка точек исходным положением датчика по оси X по датчика по оси Y по датчика и точкой умолчанию умолчанию измерения по оси −Z M1 Одинарная поверхность (X, Y, Z) M2 отверстие ✓ R− (используется вместе с W) ✓ M3 Выступ ✓R ✓ M4 Паз M5 Ребро M6 угол (внутренний) ✓ P3 от BLC ✓ P1 от BLC ✓ M7 Угол (внешний) ✓ P3 от BLC ✓ P1 от BLC ✓ M8 Линия M9 3-точечная плоскость ✓ (недоступно со входным параметром S) ✓ R− (используется вместе с W) ✓R ✓ (используется вместе с R−) ✓ (используется вместе с R−) ✓ ✓ ✓ ✓ P3 относительно P1 5-точечный ✓ R− M10 прямоугольник (используется вместе с W) (внутренний) ✓ P2/P4 от BLC ✓ P1/P3 от BLC ✓ (используется вместе с R) (используется вместе с F) (используется вместе с F) 5-точечный M11 прямоугольник (внешний) ✓ P2/P4 от BLC ✓ P1/P3 от BLC (используется вместе с F) (используется вместе с F) M12 ✓R ✓ R− Отверстие по 3 (используется вместе с W) точкам M13 Выступ по 3 точкам M14 3-D угол M15 Обновление положения поворотной оси ✓R ✓ ✓ (используется вместе с R−) ✓ BLC = нижний левый угол 4-5 Глава 4: Необязательные входные параметры для привязки детали Необязательные входные параметры привязки детали A = корректировка угла, подлежащего измерению (M6, M7 и M14), или корректировка линейной поверхности, подлежащей измерению (M10 и M11) Применяется к циклам M6, M7, M10, M11 и M14. Подробное объяснение см. в отдельных циклах. B = угловой допуск Применяется к циклам M6, M7, M8, M10, M11 и M15. Добавление входного параметра B позволяет задавать угловой допуск. Данный входной параметр определяет максимально допустимый угол между двумя точками на линии. ПРИМЕЧАНИЕ. Если используется входной параметр B и угол находится за пределами допусков, станок останавливается и подаётся аварийный сигнал. Информация об истинном угле отображается только в #139 для угла X и в #142 для угла Y; данные в #102 или #103 являются неверными. Пример. M6: угол (внутренний) При использовании цикла M6 углы осей X и Y отображаются, соответственно, в #102 и #103. Если деталь правильно выставлена по осям станка, то #102 должно быть равно 0 и #103 должно быть равно 90. Однако данные значения будут отличаться, если деталь выставлена неправильно, как показано ниже. Добавление входного параметра B означает, что станок остановится, если измеренный угол превышает заданные допуски. В примере ниже показано, что если задан угловой допуск 0,5° (B0.5), однако измеренное значение равно 0,6°, то станок остановится и будет подан аварийный сигнал, указывающий на то, что произошла ошибка и что угол выходит за пределы допусков. После этого деталь можно выставить повторно. В некоторых станках предусмотрена возможность автоматической корректировки угла резания для компенсации ошибок юстировки. 0,6° ~10 мм E P2 P1 ~10 мм P3 ~10 мм P4 0,6° D ПРИМЕЧАНИЕ. Значения в #139 и #142 будут равны, соответственно, 0,6° и 90,6°. 4-6 Глава 4: Необязательные входные параметры для привязки детали D = расстояние между двумя измерительными точками по оси X E = расстояние между двумя измерительными точками по оси Y Опускание входных параметров D и (или) E из циклов M6 и M7 изменяет количество точек датчика. Рекомендуется для M6: цикл измерения угла (внутреннего) или М7: цикл измерения угла (внешнего), использование входных параметров D и E создает 4-точечный цикл для измерения угла Это наиболее точный способ измерения углов по осям X и Y, а также причина, по которой для циклов по умолчанию M6 и M7 рекомендуются входные параметры D и E. При опускании входных параметров D или E происходит 3-точечный цикл для угла. При опускании обоих входных параметров D или E происходит 2-точечный цикл для угла. Цикл по умолчанию M6 Цикл по умолчанию M7 E P2 P1 P1 ~10 мм 10 мм ~10 мм E P2 P3 P4 ~10 мм D Цикл M6 при опускании входного параметра D P3 ~10 мм Цикл M7 при опускании входного параметра D P2 E P1 ~10 мм P1 10 мм E D 10 мм P2 ~10 мм P4 P3 P3 ~10 мм ~10 мм 10 мм Цикл M6 при опускании входного параметра E Цикл M7 при опускании входного параметра E ~10 мм P2 ~10 мм 10 мм P1 P1 P2 P3 P3 ~10 мм ~10 мм Цикл M6 при опускании входных параметров DиE D Цикл M7 при опускании входных параметров DиE P1 ~10 мм 10 мм ~10 мм P1 10 мм D P2 P2 ~10 мм ~10 мм 10 мм 4-7 Глава 4: Необязательные входные параметры для привязки детали F = задаёт предпочтение WCS (M9) или задаёт расстояние между двумя точками на линии (M10 и M11) Применяется к циклам M9, M10 и M11. Подробное объяснение см. в отдельных циклах. H = допуск размера (только для автоматической установки деталей) Применяется к циклам M1, M2, M3, M4, M5, M9, M12 и M13. ПРИМЕЧАНИЕ. Для М1: цикл для одинарной поверхности - входной параметр S необходимо опускать, когда используется входной параметр H. Это значение допустимой ошибки измерения. Если ошибка измерения превышает значение установленного допуска, то станок подаёт аварийный сигнал и останавливается. Пример. M2 (отверстие) H0.02 устанавливает допуск ±0,02 мм. При измерении отверстия 40 мм верхний допустимый предел допуска равен 40,02, а нижний допустимый предел допуска равен 39,98. На схеме ниже показано отверстие с внутренним диаметром 40 мм и установленным допуском ±0,02 мм. Фактическое измерение показывает 39,96 мм: ошибка 0,04 мм. Поскольку данная ошибка превышает установленный допуск, станок подаёт аварийный сигнал и останавливается. Траектория перемещения датчика Исходное положение 40 39,96 Ошибка = 0,02 с каждой стороны ПРИМЕЧАНИЕ. Значение измерения выходит за пределы значения допуска, цикл останавливается и подаётся аварийный сигнал. Измерительная информация отображается только в #138; данные в #100 или #101 являются неверными. 4-8 Глава 4: Необязательные входные параметры для привязки детали I = корректирует положение WCS по оси X (только для ручной установки деталей) Применяется к циклам M1 (X), M2, M3, M4 (X), M5 (X), M6, M7, M8 (X), M10, M11, M12, 13 и M14. Корректирует положение WCS по оси X. Пример. I−10. корректирует WCS на 10 мм в направлении X. −10 (I) J = корректирует положение WCS по оси Y (только для ручной установки деталей) Применяется к циклам M1 (Y), M2, M3, M4 (Y), M5 (Y), M6, M7, M8 (Y), M10, M11, M12, M13 и M14. Корректирует положение WCS по оси Y. Пример. J−10. корректирует WCS на 10 мм в направлении Y. −10 (J) K = корректирует положение WCS по оси Z (только для ручной установки деталей) Применяется к циклам M1 (Z), M9 и M14. Корректирует положение WCS по оси Z. Пример. K5. корректирует WCS на 5 мм в направлении Z. 5 (K) Q = расстояние перебега Применяется ко всем циклам. Определяет максимальное проходимое расстояние за измеряемой поверхностью. Расстояние перебега по умолчанию составляет 5 мм по всем осям. Если данные значения не подходят, то с помощью входного параметра Q можно откорректировать расстояние, которое проходит датчик при поиске поверхности. Пример. Q20. задаёт расстояние перебега 20 мм. 4-9 Глава 4: Необязательные входные параметры для привязки детали R = радиальный зазор Применяется к циклам M3, M5, M11 и M13. Это значение зазора при перемещении вниз по стороне элемента. Значение по умолчанию равно 5 мм. По умолчанию Траектория перемещения по умолчанию Альтернативная траектория перемещения Исходное положение Исходное положение Препятствие R 5 Пример. R2. изменяет радиальный зазор на 2 мм. R− = радиальное расстояние Применяется к циклам M2, M4, M10 и M12. Данный входной параметр используется при обнаружении препятствия возле элемента. Исходная точка датчика и траектория перемещения датчика могут быть изменены с помощью входного параметра R− в сочетании со входным параметром W. По умолчанию Альтернативная траектория перемещения Траектория перемещения по умолчанию Исходное положение Исходное положение W− Препятствие D R− Пример. R−2. изменяет радиальное расстояние на 2 мм. 4-10 Глава 4: Необязательные входные параметры для привязки детали T = смещение инструмента, подлежащее обновлению (только для автоматической установки деталей) Применяется к циклам M1, M2, M3, M4, M5, M12 и M13. ПРИМЕЧАНИЕ. Для М1: цикл для одинарной поверхности - входной параметр S необходимо опускать, когда используется входной параметр T. Это номер корректора инструмента, который будет обновлён при обнаружении ошибки во время цикла. Пример. M2: отверстие. T08. добавляет ошибку, обнаруженную во время цикла измерения, к номеру корректора инструмента 8. На схеме ниже показано отверстие с внутренним диаметром 40 мм. Фактическое измеренное значение равно 39,98. Ошибка 0,02 (диаметр) или 0,01 (радиус) будет добавлена к номеру корректора инструмента 8. Траектория перемещения датчика Исходное положение 40 39,98 Ошибка = 0,01 с каждой стороны U = корректирует точки датчика по оси X по умолчанию Применяется к циклам M6, M7, M9, M10 и M11. Корректирует точки датчика по оси X по умолчанию. Точки, которые можно изменять, зависят от цикла. Подробное объяснение см. в отдельных циклах. V = корректирует точки датчика по оси Y по умолчанию Применяется к циклам M6, M7, M10 и M11. Корректирует точки датчика по оси Y по умолчанию. Точки, которые можно изменять, зависят от цикла. Подробное объяснение см. в отдельных циклах. 4-11 Глава 4: Необязательные входные параметры для привязки детали W = расстояние от исходного положения датчика до точки измерения в направлении −Z Применяется к циклам M2, M4, M6, M7, M8, M10 и M12. Данный входной параметр определяет расстояние от исходного положения датчика до положения по оси Z, в котором производится измерение. Должен иметь отрицательное значение. Исходное положение датчика определяет высоту, которую использует датчик при перемещении вдоль детали. Входной параметр W является обязательным для циклов M3, M5, M9 и M11, но не обязательным для других циклов, указанных выше. Его можно использовать в случаях, когда на траектории перемещения находится зажим или элемент, как показано в примере ниже. Пример. M8: (линия). На схеме ниже показана траектория перемещения датчика по умолчанию для M8. D На рисунке ниже элемент находится на траектории перемещения датчика по умолчанию. Входной параметр W можно использовать для задания расстояния в приращениях от исходного положения до высоты измерения по оси Z. W− D 4-12 Глава 5: Аварийные сигналы Глава 5 Аварийные сигналы Введение В данной главе содержится информация о порядке определения номера аварийного сигнала, который может отображаться на устройстве управления, о значении и вероятной причине подачи каждого аварийного сигнала, а также о типичных действиях, которые пользователю необходимо предпринять для устранения неисправности. Аварийные сигналы включают в себя: • Аварийные сигналы GoProbe. • Аварийные сообщения системы ЧПУ. • Аварийные сигналы общего назначения. 5-1 Глава 5: Аварийные сигналы Аварийные сигналы GoProbe Ниже показаны наиболее общие аварийные сигналы: 1*CALIBRATION*REQUIRED (ТРЕБУЕТСЯ КАЛИБРОВКА) 1 Требуется калибровка. 2*PROBE*START*UP*FAILURE (СБОЙ ПРИ ВКЛЮЧЕНИИ ДАТЧИКА) 2 Сбой при включении датчика. 3*SKIP*FUNCTION*TEST*FAILED (СБОЙ ПРИ ПРОВЕРКЕ ФУНКЦИИ SKIP) 3 Сбой при проверке функции SKIP. 5*STYLUS*RUNOUT*EXCESSIVE (ЧРЕЗМЕРНОЕ БИЕНИЕ ЩУПА) 5 Чрезмерное биение щупа (> 0,2 мм). FILE*NOT*FOUND/NUMBER*NOT*FOUND (ФАЙЛ НЕ НАЙДЕН/НОМЕР НЕ НАЙДЕН) Файл не найден (программное обеспечение не загружено). Аварийные сообщения системы ЧПУ На экране появляются только номера аварийных сигналов, сами аварийные сообщения на экране не отображаются. Номера аварийных сигналов отображаются в формате (500 + n), где n – номер аварийного сигнала. Пример. 92(PROBE OPEN) (ИЗМЕРЕНИЕ НЕ ЗАВЕРШЕНО) является аварийным сигналом под номером 592. Аварийные сигналы общего назначения. #148 Формат: 1 (OUT OF TOL) (ВНЕ ПОЛЯ ДОПУСКА) 1 (OUT OF POS) (ВНЕ ПОЗИЦИИ) 1 (ANGLE OUT OF TOL) (УГОЛ ВНЕ ДОПУСКА) 1 DIA OFFSET TOO LARGE (СЛИШКОМ БОЛЬШАЯ КОРРЕКЦИЯ НА ДИАМЕТР) Если для продолжения будет нажата кнопка запуска цикла, произойдёт обновление смещения 1 (UPPER TOL EXCEEDED) (ПРЕВЫШЕНИЕ ВЕРХНЕГО ДОПУСКА) Если для продолжения будет нажата кнопка запуска цикла, 1 (EXCESS STOCK) (ИЗБЫТОЧНЫЙ ПРИПУСК) обновления смещения не произойдёт 1 2 4 5 3 6 ПРИМЕЧАНИЕ. Аварийные сигналы, описанные выше, указывают на возникновение ситуации выхода за пределы допусков. При нажатии кнопки запуска цикла станок игнорирует данные аварийные сигналы и продолжает работать обычным образом. Решение данной ситуации полностью возлагается на усмотрение пользователя. 5-2 Глава 5: Аварийные сигналы Формат: 86(PATH OBSTRUCTED) (ТРАЕКТОРИЯ ЗАБЛОКИРОВАНА) Причина: Произошло столкновение датчика с препятствием. Это происходит только во время защищённого перемещения. Действия по устранению: Внесите соответствующие изменения в программу. Устраните препятствие и выполните повторный запуск, начиная с безопасного положения. Требуется перезапуск программы. Формат: 88 (NO FEEDRATE) (СКОРОСТЬ ПОДАЧИ ОТСУТСТВУЕТ) Причина: Это происходит только во время защищённого перемещения. Действия по устранению: Внесите соответствующие изменения в программу. Введите значение F___ и выполните повторный запуск, начиная с безопасного положения. Требуется перезапуск программы. Формат: 89 (NO TOOL LENGTH ACTIVE) (АКТИВНАЯ ДЛИНА ИНСТРУМЕНТА ОТСУТСТВУЕТ) Причина: Перед запуском цикла следует активировать G43 или G44. Действия по устранению: Отредактируйте программу и выполните повторный запуск, начиная с безопасного положения. Требуется перезапуск программы. Формат: 91 (A INPUT MISSING) (ПРОПУЩЕН ВХОДНОЙ ПАРАМЕТР А) 91 (B INPUT MISSING) (ПРОПУЩЕН ВХОДНОЙ ПАРАМЕТР В) 91 (D INPUT MISSING) (ПРОПУЩЕН ВХОДНОЙ ПАРАМЕТР D) 91 (E INPUT MISSING) (ПРОПУЩЕН ВХОДНОЙ ПАРАМЕТР Е) 91 (F INPUT MISSING) (ПРОПУЩЕН ВХОДНОЙ ПАРАМЕТР F) 91 (I INPUT MISSING) (ПРОПУЩЕН ВХОДНОЙ ПАРАМЕТР I) 91 (J INPUT MISSING) (ПРОПУЩЕН ВХОДНОЙ ПАРАМЕТР J) 91 (K INPUT MISSING) (ПРОПУЩЕН ВХОДНОЙ ПАРАМЕТР K) 91 (M INPUT MISSING) (ПРОПУЩЕН ВХОДНОЙ ПАРАМЕТР M) 91 (T INPUT MISSING) (ПРОПУЩЕН ВХОДНОЙ ПАРАМЕТР T) 91 (W INPUT MISSING) (ПРОПУЩЕН ВХОДНОЙ ПАРАМЕТР W) 91 (X INPUT MISSING) (ПРОПУЩЕН ВХОДНОЙ ПАРАМЕТР X) 91 (Y INPUT MISSING) (ПРОПУЩЕН ВХОДНОЙ ПАРАМЕТР Y) 91 (Z INPUT MISSING) (ПРОПУЩЕН ВХОДНОЙ ПАРАМЕТР Z) 91 (XY INPUT MISSING) (ПРОПУЩЕН ВХОДНОЙ ПАРАМЕТР XY) 91 (XYZ INPUT MISSING) (ПРОПУЩЕН ВХОДНОЙ ПАРАМЕТР XYZ) 91 (H INPUT NOT ALLOWED) (ВХОДНОЙ ПАРАМЕТР Н ЗАПРЕЩЁН) 91 (S INPUT NOT ALLOWED) (ВХОДНОЙ ПАРАМЕТР S ЗАПРЕЩЁН) 91 (T INPUT NOT ALLOWED) (ВХОДНОЙ ПАРАМЕТР Т ЗАПРЕЩЁН) 91 (IJK INPUTS 5 MAX) (ВХОДНЫЕ ПАРАМЕТРЫ IJK МАКС. 5) 91 (XY INPUT MIXED) (ВХОДНЫЕ ПАРАМЕТРЫ X И Y ПЕРЕПУТАНЫ) 91 (SH INPUT MIXED) (ВХОДНЫЕ ПАРАМЕТРЫ S И H ПЕРЕПУТАНЫ) 91 (ST INPUT MIXED) (ВХОДНЫЕ ПАРАМЕТРЫ S И T ПЕРЕПУТАНЫ) 91 (TM INPUT MIXED) (ВХОДНЫЕ ПАРАМЕТРЫ T И M ПЕРЕПУТАНЫ) 91 (XYZ INPUT MIXED) (ВХОДНЫЕ ПАРАМЕТРЫ X, Y И Z ПЕРЕПУТАНЫ) 5-3 Глава 5: Аварийные сигналы Действия по устранению: Отредактируйте и выполните повторный запуск, начиная с безопасного исходного положения. Требуется перезапуск программы. Формат: 92 (PROBE OPEN) (ДАТЧИК СРАБОТАЛ) Причина: Данный аварийный сигнал подаётся при неожиданном срабатывании датчика. Щуп может соприкасаться с какой-либо поверхностью или произошёл сбой при возврате датчика в исходное положение. Это могло произойти вследствие скопления стружки в районе защитной шторки датчика. Действия по устранению: Устраните препятствие и выполните повторный запуск, начиная с безопасного исходного положения. Требуется перезапуск программы. Формат: 93 (PROBE FAIL) (ДАТЧИК НЕ СРАБОТАЛ) Причина: Данный аварийный сигнал подаётся, если датчик при перемещении не сработал. Поверхность не была найдена или неисправен датчик. Действия по устранению: Отредактируйте и выполните повторный запуск, начиная с безопасного исходного положения. Требуется перезапуск программы. Формат: 99 (TOOL OFFSET ACTIVE) (АКТИВНО СМЕЩЕНИЕ ИНСТРУМЕНТА) Причина: Система обнаружила, что смещение инструмента включено во время калибровки датчика в шпинделе по длине. Действия по устранению: Отключите смещение инструмента и повторно запустите цикл. Требуется перезапуск программы. Формат: 101 (PROBE STARTUP FAILURE) (ОШИБКА ПРИ ВКЛЮЧЕНИИ ДАТЧИКА) Причина: Датчик не включается. Действия по устранению: Убедитесь в том, что батареи находятся в хорошем состоянии. Убедитесь в наличии кредитного жетона и в том, что он находится в хорошем состоянии (только для системы Primo). Убедитесь в том, что способы включения и выключения (M-код или вращением) соответствует настройкам станка и (или) системы измерения. Перед запуском цикла убедитесь в том, что в данный момент датчик не находится в активированном состоянии (касается детали, инструмента или объекта). Требуется перезапуск программы. Формат: 106 (CALIBRATION REQUIRED) (ТРЕБУЕТСЯ КАЛИБРОВКА) Причина: Система обнаружила, что сохранённые данные калибровки выходят за границы заданного диапазона. Действия по устранению: Используйте предпочтительный(е) метод(ы) калибровки. Требуется перезапуск программы. 5-4 Глава 5: Аварийные сигналы Формат: 192 (3 PT Z PLANE DELTA OUT OF TOLERANCE) (ДЕЛЬТА ДЛЯ 3-ТОЧЕЧНОЙ ПЛОСКОСТИ ПРЕВЫШАЕТ ПРЕДЕЛ ДОПУСКА) Причина: Система обнаружила, что разница между верхней и нижней точками при использовании M9: цикл для 3-точечной плоскости превышает предел допуска, заданный во входном параметре H. Действия по устранению: Определите причину, по которой нижняя и верхняя точки находятся за пределами допуска. Устраните ошибку и выполните повторный запуск. Требуется перезапуск программы. Формат: 193 (SKIP FUNCTION TEST FAILED) (СБОЙ ПРИ ПРОВЕРКЕ ФУНКЦИИ SKIP) Причина: Система обнаружила, что функция SKIP не работает. Действия по устранению: Обратитесь к изготовителю станка. Формат: 196 (M INPUT ERROR) (ОШИБКА ВХОДНОГО ПАРАМЕТРА М) Причина: Использован недопустимый входной параметр M. Действия по устранению: Используйте допустимый входной параметр M в строке вызова и выполните повторный запуск. Требуется перезапуск программы. Формат: 197 (F INPUT ERROR) (ОШИБКА ВХОДНОГО ПАРАМЕТРА F) Причина: Использован недопустимый входной параметр F. Действия по устранению: Используйте допустимый входной параметр F в строке вызова и выполните повторный запуск. Требуется перезапуск программы. Формат: 198 (STYLUS RUNOUT EXCESSIVE) (ЧРЕЗМЕРНОЕ БИЕНИЕ ЩУПА) Причина: Во время калибровки датчика программа обнаружила, что биение щупа датчика в шпинделе превышает 0,2 мм. Действия по устранению: Откорректируйте биение датчика в шпинделе. Выполните сброс и повторно запустите калибровку. Требуется перезапуск программы. Формат: 199 (SPINDLE PROBE NOT IN SPINDLE) (ДАТЧИК НАХОДИТСЯ ВНЕ ШПИНДЕЛЯ) Причина: При попытке запуска цикла программа обнаружила, что в шпинделе установлен не датчик, а другой инструмент. Действия по устранению: Замените инструмент, вставьте датчик в шпиндель и (или) убедитесь в том, что в программе O8898 правильно задан номер смещения шпинделя. Требуется перезапуск программы. 5-5 Глава 5: Аварийные сигналы Эта страница преднамеренно оставлена пустой 5-6 Глава 6: Справочная информация Глава 6 Справочная информация Введение В данной главе приведена различная справочная информация, среди которой: • Редактирование программы O8898 (REN INSPECTION START CONFIG). • Редактирование программы O8899 (REN INSPECTION END CONFIG). • Корректировка расстояния отвода датчика в шпинделе. • Корректировка скорости подачи датчика при первом касании. ПРИМЕЧАНИЕ. Все значения в программе настройки должны задаваться в метрических единицах. 6-1 Глава 6: Справочная информация Редактирование программы O8898 (REN INSPECTION START CONFIG) В данной программе содержатся важные данные настроек, которые можно изменять в соответствии с требованиями при каждой установке. Значения и команды в данной программе используются в цикле GoProbe P9901. Смещение инструмента для датчика #29=1. (PROBE OFFSET) Редактировать для выбора номера корректора инструмента для датчика. Расстояние удаления #30=10. (STAND OFF) Редактировать для установки расстояния удаления по умолчанию. В циклах настройки вручную удаление – это расстояние от заданной поверхности, на котором располагается датчик. Рекомендуется устанавливать значение 10 мм. Безопасная высота плоскости #31=50. (DEFAULT SAFETY PLANE) Редактировать для установки плоскости безопасного перемещения. После выполнения цикла измерения выберите безопасную высоту по оси Z относительно активной WCS, на которую будет отводиться датчик. Данное значение используется при измерении нескольких элементов в автоматическом режиме с выбранным параметром C1. В циклах GoProbe предусмотрена автоматическая загрузка датчика в шпиндель. Для активации данной функции необходимо добавить соответствующие команды в назначенном поле. См. пример ниже. ПРИМЕЧАНИЕ. Данное редактирование требуется при измерении в автоматическом режиме с выбранным параметром C0. или C1. (START Z RTN AND PROBE LOAD) (USER EDITS BELOW) G91G28Z0 (пример кода, отведение оси Z в исходное положение) G90 (пример кода, выбор режима абсолютных перемещений) T1 (пример кода, выбор датчика с помощью соответствующего номера инструмента) M6 (пример кода, активация изменения инструмента) (USER EDITS ABOVE) 6-2 Глава 6: Справочная информация Редактирование программы O8899 (REN INSPECTION END CONFIG) В данной программе содержатся важные данные настроек, которые можно изменять в соответствии с требованиями при каждой установке. Команды в данной программе используются в цикле GoProbe P9901. В циклах GoProbe предусмотрено автоматическое отведение датчика в исходное положение по оси Z в конце измерения. Для активации данной функции необходимо добавить соответствующие команды в назначенном поле. См. пример ниже. ПРИМЕЧАНИЕ. Данное редактирование требуется при измерении в автоматическом режиме с выбранным параметром C0. (USER EDITS BELOW) G91G28Z0 (пример кода, отведение оси Z в исходное положение) G90 (пример кода, выбор режима абсолютных измерений) (USER EDITS ABOVE) 6-3 Глава 6: Справочная информация Корректировка первого касания – скорости подачи датчика в шпинделе Программа автоматически создаёт значение по умолчанию 3000 мм/мин. Предусмотрена возможность вручную переопределить данное значение, например, если клиент предпочитает работать на скорости подачи меньшей, чем оптимальная. Дополнительную информацию см. в файле Readme, прилагаемому к программному обеспечению. 6-4 Эта страница преднамеренно оставлена пустой ООО «Ренишоу» ул. Кантемировская 58 115477 Москва Россия телефон +7 495 231 1677 факс +7 495 231 1678 эл. почта [email protected] www.renishaw.ru Более подробную информацию о GoProbe см. на сайте www.renishaw.ru/goprobe Адреса офисов Renishaw по всему миру указаны на сайте www.renishaw.ru/contact *H-2000-6836-0B* © 2015–2017 Renishaw plc. Все права защищены. Выпуск: 06.2017 Артикул H-2000-6836-0B-A