•САНКТПЕТЕРБУРГ
•МОСКВА
•КРАСНОДАР
2014
Б. Я. ТРОФИМОВ
ТЕХНОЛОГИЯ СБОРНЫХ
ЖЕЛЕЗОБЕТОННЫХ
ИЗДЕЛИЙ
ДОПУЩЕНО
Уральским отделением УМО вузов РФ
по образованию в области строительства
в качестве учебного пособия для студентов,
обучающихся по направлению подготовки бакалавров
«Строительство» всех форм обучения
САНКТПЕТЕРБУРГ
МОСКВА
КРАСНОДАР
2014
ББК 38я73
Т 76
Т 76
Трофимов Б. Я.
Технология сборных железобетонных изделий: Учеб"
ное пособие. — СПб.: Издательство «Лань», 2014. — 384 с.:
ил. — (Учебники для вузов. Специальная литература).
ISBN 9785811416363
В данном учебном пособии рассматриваются основные операции из"
готовления сборных железобетонных изделий: армирование, формова"
ние, отделка отформованных изделий и ускорение твердения бетона.
Пособие предназначено для студентов строительных направлений
подготовки, а также для аспирантов и инженерно"технических работ"
ников заводов сборного железобетона.
ББК 38я73
Рецензенты:
Ф. Л. КАПУСТИН — доктор технических наук, профессор, зав. кафед"
рой «Материаловедение в строительстве» Уральского федерального уни"
верситета им. первого президента России Б. Н. Ельцина, директор де"
партамента строительного материаловедения; В. А. ХАРИТОНОВ —
доктор технических наук, профессор, зав. кафедрой «Строительный
инжиниринг и материаловедение» Пермского национального исследо"
вательского политехнического университета; Б. С. БАТАЛИН — док"
тор технических наук, профессор кафедры «Строительный инжини"
ринг и материаловедение» Пермского национального исследовательского
политехнического университета.
Обложка
Е. А. ВЛАСОВА
Охраняется Законом РФ об авторском праве.
Воспроизведение всей книги или любой ее части
запрещается без письменного разрешения издателя.
Любые попытки нарушения закона
будут преследоваться в судебном порядке.
© Издательство «Лань», 2014
© Б. Я. Трофимов, 2014
© Издательство «Лань»,
художественное оформление, 2014
ВВЕДЕНИЕ
Б
етон и железобетонные конструкции широко используются
во всех отраслях капитального строительства. Это связано с объективными
факторами:
§ практически неограниченными запасами исходного сырья для производ&
ства минеральных вяжущих веществ и заполнителей;
§ экологической необходимостью и технической возможностью рациональ&
ного использования побочных продуктов промышленности (шлаков, зол
и др.) в качестве сырьевых компонентов для бетонов;
§ возможностью снижения средней плотности бетона за счет применения
пористых заполнителей и поризации структуры;
§ низкой энергоемкостью исходных материалов и технологии бетона и же&
лезобетонных конструкций, ее сравнительной простотой;
§ возможностью регулирования строительно&технических свойств бетона в
широких пределах;
§ повышенной огнестойкостью, долговечностью в различных условиях экс&
плуатации.
Затраты энергии на производство 1 т железобетона ниже, чем затраты на
производство кирпича в 1,5 раза, а стали — в 16 раз. Железобетон лишь ненамно&
го превышает по этому показателю производство пиломатериалов, но переработ&
ка естественного камня превосходит его по энергозатратам. Для производства 1 т
стали необходимо переработать 20 т первичных ресурсов, 19 т из которых затем
поступают в окружающую среду в виде отходов. Кроме того, стальные конструк&
ции имеют низкую огнестойкость и их необходимо защищать от коррозии. Про&
изводство железобетона может быть полностью безотходным, а конструкции из
этого материала характеризуются до 5–7 раз более высокой огнестойкостью и
коррозионной стойкостью по сравнению со стальными конструкциями.
Ежегодное мировое производство бетона достигает 20 млрд т, что намного
превышает производство других видов промышленной продукции. По экс&
пертным оценкам железобетон сохранит свое доминирующее значение как
конструкционный строительный материал на ближайшее столетие.
Для совершенствования условий жизнедеятельности человека и общества
необходимо оптимальное развитие социальной, производственной и транс&
ВВЕДЕНИЕ
5
портной инфраструктуры, бережное природопользование и сохранение исто*
рико*культурного наследия. Решения этих задач предполагают взвешенную
инвестиционную политику, сохранение и активное развитие строительного
комплекса на основе научно*технического прогресса. В бывшем СССР особен*
ностью развития капитального строительства в ХХ столетии было развитие
сборного железобетона. Выделялись средства на научные разработки и созда*
ние зданий и сооружений из сборных железобетонных конструкций, совер*
шенствование их технологий. Была создана высокомеханизированная про*
мышленность сборного железобетона, за 30 лет (с 1955 по 1985 годы) объем
применения сборного железобетона возрос с 6,2 до 151 млн м3, то есть увели*
чился в 25 раз. Односторонность такой политики в строительстве привела к
существенным ошибкам: была заброшена кирпичная промышленность, лик*
видированы предприятия по производству мелких блоков, значительные сред*
ства затрачены на малоперспективное объемно*блочное домостроение. Посте*
пенно допущенные просчеты были осознаны, положение начало исправлять*
ся, чему способствовала политическая реформа в стране и переход к рыночной
экономике.
Таким образом, к 2000 году в России сложился в целом правильный под*
ход к определению оптимальных видов и областей применения бетона и желе*
зобетона.
Наиболее рациональными областями применения монолитного железобе*
тона являются подземные сооружения, автомобильные дороги и взлетные по*
лосы аэродромов, гидротехнические сооружения и платформы на морском
шельфе, высотные административные здания.
Сборный железобетон должен сохранить за собой доминирующее положе*
ние в массовом строительстве крупнопанельных, сборных и сборно*монолит*
ных жилых, производственных и общественных зданий, в изготовлении ши*
роко применямых специальных изделий — напорных и безнапорных труб,
шпал, дорожных плит, свай, опор линий электропередач, различных плит*
ных изделий, колонн, балок, ферм и др. Существенно развивается автомати*
зированное производство железобетонных тюбингов для метрополитенов, мел*
ких стеновых и фундаментных блоков, тротуарной плитки, архитектурных
деталей из серого и цветного бетона, а также изделий из легкого и ячеистого
бетона.
Ведущую роль бетона и железобетонных конструкций подтверждает миро*
вой опыт капитального строительства. Никакой другой строительный матери*
ал так широко не используется во всех отраслях строительства, как бетон и
железобетон. В индустриально развитых странах на одного жителя произво*
дится в год не менее 2 м3 бетона и железобетона, в России этот показатель
значительно ниже.
В предлагаемом учебном пособии приводится описание основных техноло*
гических операций, выполняемых при производстве сборных железобетон*
ных изделий и конструкций:
§ армирование с рассмотрением разновидностей и свойств стальной армату*
ры, заготовка ненапрягаемой и напрягаемой арматуры, а также техноло*
гические расчеты при напряжении арматуры различными способами;
§ формы и способы формования железобетонных изделий;
§ способы и агрегаты для ускорения твердения бетона, мероприятия по со*
кращению энергозатрат при тепловой обработке без ухудшения качества
бетона изделий.
6
ТЕХНОЛОГИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
РАЗДЕЛ ПЕРВЫЙ
АРМИРОВАНИЕ
ЖЕЛЕЗОБЕТОННЫХ
КОНСТРУКЦИЙ
ГЛАВА
Глава 1. АРМАТУРА
ДЛЯ ЖЕЛЕЗОБЕТОННЫХ
КОНСТРУКЦИЙ
1.1. ЗНАЧЕНИЕ И РОЛЬ АРМИРОВАНИЯ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
П
ромышленность сборного железобетона — наиболее мас+
совый потребитель стали, используемой для изготовления:
§ арматуры железобетонных конструкций;
§ закладных деталей (для соединения сборных железобетонных конструк+
ций при монтаже зданий и сооружений);
§ монтажных приспособлений;
§ опалубки, форм, оборудования, подмостей и др.
Потребление стали для производства сборных изделий и конструкций дос+
тигает почти 40% от объема всего металла, применяемого в строительстве.
В 1985 г. в промышленности сборного железобетона использовано 9,5 млн т
стали, в 2004 г. — 3,8 млн т, в 2010 — около 4,8 млн т.
Средний расход арматурной стали на 1 м3 железобетона уменьшается за
счет применения более прочных сталей и составляет в разных странах мира —
45–58 кг, в России — 51 кг, а на 1 м3 сборного железобетона — 69 кг.
Структура потребляемой арматурной стали:
§ стержневая арматура 79,7%; в том числе обычная сталь 24,7%;
§ повышенной прочности 47,8%;
§ высокопрочная 7,2%;
§ проволочная арматура 15,9%; в том числе обычная 10,1%;
§ повышенной прочности 1,5%;
§ горячекатаная 1%;
§ высокопрочная 3,3%;
§ прокат для закладных деталей 4,4%.
Основная задача при производстве сборного железобетона — уменьше+
ние расхода стали без снижения эксплуатационных характеристик конст+
рукций, решается за счет более полного использования прочности сталей. За
последние 30 лет среднее значение временного сопротивления арматурных
сталей повысилось с 243 до 430 МПа. Внедряются новые виды и более высо+
кие классы арматурных сталей, которые вытесняют малоэффективные раз+
новидности стали (например, А500С вместо А240, А300, А400), стержневая
8
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
арматура для преднапряженного железобетона заменяется на высокопроч0
ную проволочную и канатную.
Арматура устанавливается для восприятия растягивающих напряжений
и для усиления бетона сжатых зон конструкций. Количество арматуры оп0
ределяется расчетом, при котором учитываются нагрузки и воздействия при
изготовлении, транспортировании, монтаже и эксплуатации. Для изготов0
ления арматуры используются углеродистые и низколегированные марте0
новские и конверторные стали различных марок и структур, а следователь0
но, и физико0механических свойств диаметром от 2,5 до 40 мм (для моно0
литных конструкций — до 90 мм). Арматура, устанавливаемая по расчету,
называется рабочей, устанавливаемая по конструктивным и технологиче0
ским соображениям — монтажной. Рабочую и монтажную арматуру объеди0
няют в арматурные изделия: сварные или вязаные сетки и каркасы, уста0
навливаемые и закрепляемые в форме или опалубке строго в проектном
положении в соответствии с характером воздействий при эксплуатации.
Арматура железобетонных конструкций различается по четырем при0
знакам.
1. По технологии различают горячекатаную (катанку) — стержневую и
холоднотянутую — проволочную арматуру. То есть, арматура любого диа0
метра, поставляемая в прутках или в мотках, изготовленная методом горя0
чего проката, называется стержневой, а изготовленная холодной вытяж0
кой — проволочной, хотя сейчас изготавливается проволочная горячеката0
ная арматура периодического профиля.
2. По способу упрочнения стержневая арматура может быть термоупроч0
ненной, термомеханически упрочненной или упрочненной в холодном со0
стоянии.
3. По форме поверхности арматура может быть гладкая, периодического
профиля — с продольными и поперечными ребрами и рифленая (проволоч0
ная) — с вмятинами на поверхности.
4. По способу применения различают арматуру без предварительного
напряжения и предварительно напряженную.
Совместная работа арматуры и бетона обеспечивается:
1) хорошим сцеплением металла с бетоном благодаря использованию ста0
ли с чистой поверхностью и усиливается применением арматуры периодиче0
ского профиля, анкеровкой, применением сварных сеток и каркасов;
2) близкими коэффициентами термического расширения бетона и стали,
благодаря чему не нарушается сцепление при изменении температуры;
3) бетон защищает арматуру от коррозии, что обеспечивает долговеч0
ность строительных конструкций;
4) бетон обеспечивает защиту арматуры от огня в условиях пожара, что
повышает огнестойкость железобетонных конструкций.
Основные стандарты по арматурным сталям.
ГОСТ 5781082 Сталь горячекатаная для армирования железобетонных
конструкций.
ГОСТ 6727080 Проволока из низкоуглеродистой стали холоднотянутая
для армирования железобетонных конструкций.
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
9
ГОСТ 734881 Проволока из углеродистой стали для армирования пред
варительно напряженных железобетонных конструкций.
ГОСТ 1088494 Сталь арматурная термомеханически упрочненная для
железобетонных конструкций.
ГОСТ 1384068 Канаты стальные арматурные.
ГОСТ 525442006 Прокат арматурный свариваемый периодического про
филя классов А500С и В500С для армирования железобетонных конструк
ций. Технические условия.
ГОСТ 1092290 Арматурные и закладные изделия сварные, соединения
сварные арматуры и закладных изделий железобетонных конструкций. Об
щие технические условия.
ГОСТ 1200481 Сталь арматурная. Методы испытания на растяжение.
ГОСТ 1409891 Соединения сварные арматуры и закладных изделий же
лезобетонных конструкций. Типы, конструкции и размеры.
1.2. РАЗНОВИДНОСТИ АРМАТУРНОЙ СТАЛИ:
СТЕРЖНЕВАЯ, ПРОВОЛОЧНАЯ, КАНАТНАЯ
В зависимости от вида и механических свойств стальную
арматуру делят на классы. Класс стержневой арматуры обозначается бук
вой А, проволочной — В, канатной — К. Арматурную сталь выбирают в за
висимости от типа конструкций, наличия предварительного напряжения,
условий изготовления, монтажа и эксплуатации. Все виды отечественной
ненапрягаемой арматуры хорошо свариваются, но выпускаются и некото
рые виды не свариваемой арматуры.
Стержневая горячекатаная круглая сталь гладкого и периодического
профиля, предназначенная для армирования обычных и предварительно на
пряженных железобетонных конструкций, должна соответствовать требо
ваниям ГОСТ 578182. В зависимости от механических свойств арматурная
сталь подразделяется на классы АI (А240); АII (А300); АIII (А400, А500);
АIV (А600); АV (А800); АVI (А1000). Арматурную сталь класса АI (А240)
изготовляют гладкой, классов АII (А300); АIII (А400); АIV (А600); АV
(А800) и АVI (А1000) — периодического профиля. По требованию потреби
теля сталь классов АII (А300); АIII (А400); АIV (А600) и АV (А800) изго
товляют гладкой.
Стержневая горячекатаная арматура выпускается номинальным диамет
ром (профилем) от 6 до 80 мм. Номинальные диаметры периодических про
филей должны соответствовать номинальным диаметрам равновеликих по
площади поперечного сечения гладких профилей.
Арматурная сталь периодического профиля представляет собой круглые
профили с двумя продольными ребрами и поперечными выступами, идущи
ми по трехзаходной винтовой линии. Для профилей диаметром 6 мм допус
каются выступы, идущие по однозаходной винтовой линии, диаметром
8 мм — по двухзаходной винтовой линии.
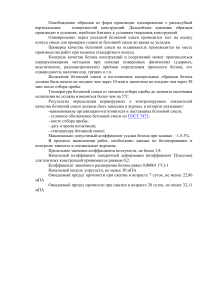
Арматурная сталь класса АII (А300), изготовленная в обычном исполне
нии, профилем, приведенным на рисунке 1а, и специального назначения
10
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Рис. 1
а
Сталь обычного профиля:
а — класса A+II; б — класса А+III; t — шаг попе+
речных ребер.
б
а
б
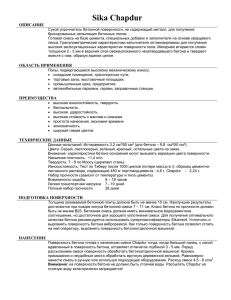
Рис. 2
Сталь разреженного профиля
Рис. 3
Сталь серповидного периодического профиля (t — шаг поперечных ребер)
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
11
АсII (Ас300) профилем, приведенным на рисунках 1а и 2а, должна иметь
выступы, идущие по винтовым линиям с одинаковым заходом на обеих сто
ронах профиля.
Сталь класса АIII (А400), изготовляемая профилем, приведенным на
рисунке 1б, и классов АIV (А600), АV (А800), АVI (А1000) профилем,
приведенным на рисунке 2б, должна иметь выступы по винтовым линиям,
имеющим с одной стороны профиля правый, а с другой — левый заходы
(«елочка»).
В настоящее время выпускается также по ТУ 14268686 стержневая
арматура с серповидным профилем и продольными ребрами (рис. 3), с винто
вым прерывистым профилем и специальным винтовым непрерывным про
филем, обеспечивающим возможность навинчивания на стержни винтовых
соединительных элементов (муфт, гаек и др.). Это позволяет стыковать ар
матурные стержни без сварки и образовывать временные или постоянные
концевые анкеры для улучшения сцепления бетона с арматурой.
Арматурную сталь классов АI (А240) и АII (А300) диаметром до 12 мм и
класса АIII (А400) диаметром до 10 мм включительно поставляют в мотках
или стержнях, больших диаметров — только в стержнях. Арматурную сталь
классов АIV (А600), АV (А800) и АVI (А1000) всех размеров изготовляют в
стержнях диаметром 6 и 8 мм и поставляют по согласованию изготовителя с
потребителем в мотках.
Стержни поставляют длиной от 6 до 12 м:
1) мерной длины;
2) мерной длины с немерными отрезками длиной не менее 2 м не более
15% от массы партии;
3) немерной длины.
В партии стержней немерной длины допускается наличие стержней дли
ной от 3 до 6 м не более 7% от массы партии. По согласованию изготовителя
с потребителем допускается изготовление стержней длиной от 5 до 25 м.
Стержни повышенной точности изготавливают по требованию потребителя.
Кривизна стержней не должна превышать 0,6% измеряемой длины.
Стержневую арматуру производят из углеродистой и низколегированной
стали марок, указанных в таблице 1. Марка стали должна указываться по
требителем в заказе. При отсутствии указания марку стали устанавливает
предприятиеизготовитель. Для стержней класса АIV (А600) марки стали
устанавливают только по согласованию изготовителя с потребителем.
Механические свойства арматурной стали должны соответствовать нор
мам, указанным в таблице 2.
Для стали класса АII (А300) диаметром свыше 40 мм допускается сни
жение относительного удлинения на 0,25% на каждый миллиметр увеличе
ния диаметра, но не более чем на 3%.
Для стали класса АсII (Ас300) допускается снижение временного сопротив
ления до 426 МПа (43,5 кгс/мм2) при относительном удлинении ds 30% и более.
Для стали марки 25Г2С класса АIII (А400) допускается снижение вре
менного сопротивления до 560 МПа (57 кгс/мм2) при пределе текучести не
менее 405 МПа (41 кгс/мм2), относительном удлинении ds не менее 20%.
12
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
1234526782592 5
5 8 64 1234562787
3 52 4 55
1234567894
784
4
12334518894
8 784
78 84
12334518894
8 645
1233345178894
784
664
12333518894
784
3 4
4
4 4
6 4
7894
84
466 4
664
4
4
4
123451 8894
8 45
8 645
94
7894
8 4
6864
124518894
5 94
8 645 7894
4
6664
12345188894
8 664
66661466664
6866 4
9 5
2544 !" #4$%& '(")$"4!*+! *),4 !($4(!!4124518894$%4 !($4+!*4
66661466664$46666 -44!%+"*.4 !%!))."4'4/!04*$%'1# 44&(!'!2
)$24$%& '$ "(#44 *"/$ "("+-4434/%)!4")$$4+!*$4 &("*1$ .04 !(",4/ '.4 4/2
%)!4!2 4 !(546$7*.4 48414 484 (').,4)+"*4+!*$4%!'$#9$,4 40$+$4"&4 !'!4
!($-4434/%)!4")$$4+!*4)$%("&$*'!)).04 !(",4"*'!#46$7*!4/%)!4!" 41"*:!2
)$"4 &("*1!4 '4 .04 1(#04 *6") !4 / '.4 484 +!*&!)"64 484 *"+)$,4 484 $ !)4 484
0*+41484!% 4484!(2+$)$,44846$*)$,4484/*-4$7*.4("4/ '4/%)!4!2 4*$2
+"*)"41"*:!)$"4 '" ' 29"&4;("+") !4'4*6") !044+!"-4
2 6 23 2 4
5 "
8 64
# 2526642
! 272 2382" 4
4 26 2
11
$ 9 8 12
+,553
3-,553
+,553
3-,553
123456277
5 8 64 .64 "
2&642
87 62"
6 2 31
/
%7 6 $"
34& 25"
2 8 2 '()2*
1 64"
52 642
87 62"
6 2 3 4 /
0,53
3-45,
153
62 52622
29 6 2
6
$- 3
447645
446
41 5 46 "
6 4
3 2 5 7 52
2 067
1234
5167894
64
674
<4
4
64
84
84
84
81=4
4>44
12334
518894
6?4
84
7?84
84
?4
84
84
84
81=4
4>44
12334
51@8894
6?4
84
774
74
64
84
84
4
81=4
4>44
123334
5178894
?84
784
?84
84
74
84
84
84
?81=4
4>44
123334
518894
884
4
884
4
74
64
84
84
?81
4>44
1234
51 8894
?84
84
4
?84
4
64
84
84
71=4
4>44
124
518894
<4
84
884
84
<4
64
84
84
71=4
4>44
1234
5188894
?84
884
684
64
4
64
84
84
71=4
4>44
1
9 5
254 4A4 &(!'!)$24 $%& '$ "(#4 4 *"/$ "("+4 1 !" #4 )"4 *'1$ 54 $2
. !)$"4)!4 1!*) 24'#% 54!*+! *),4 !($4(!!41233-44(#4!*+! *),4 !($4(!!4
12341$!+" *+44++4+!*$48 4)*+!4$%&$/!4'40(1)+4 #)$$4 !)!'($'!" #4)"4+"2
)""4 81-4 4(#4 !*+! *),4 !($4 (!!4 1234 5167894 1$!+" *+4 '.B"4 684++4 *$4 $%&$/"4 '4 02
(1)+4 #)$$4 )!4 814 4>464 (!!4 12334 518894 1$!+" *+4 '.B"4 684++4 4>47-4 434 /2
!04 !%!).4 (')."4/%)!4")$#4(!!4!*+! *),4 !($44 (')+ 4*"1"( 4 " 4" $-4
843"*# ) 54/""4")$#4+"0!)$4"$04', '41(:)!4/. 54)"4+")""48?-4
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
13
На поверхности профиля, включая поверхность ребер и выступов, не
должно быть раскатанных трещин, трещин напряжения, рванин, прокат3
ных плен и закатов.
Допускаются мелкие повреждения ребер и выступов в количестве не бо3
лее трех на 1 м длины, а также незначительная ржавчина, отдельные раска3
танные загрязнения, отпечатки, наплывы, следы раскатанных пузырей, ря3
бизна и чешуйчатость в пределах допускаемых отклонений по размерам.
Свариваемость арматурной стали всех марок, кроме 80С, обеспечивается
химическим составом и технологией изготовления.
Углеродный эквивалент:
Cэкв £ С + Mn / 6 + Si / 10
для свариваемой стержневой арматуры из низколегированной стали класса
А3III (А400) должен быть не более 0,62% (в указанной формуле С, Мn, Si —
массовая доля соответствующих химических элементов в %).
Статистические показатели механических свойств стержней арматур3
ной стали периодического профиля должны соответствовать таблице 3.
123245246758479
83 327 497346758495 529
19
3559
332 9
523 49
79
4 9
119
9119 91 9
4
1139
9119
1139
12329
9119
398529
79!
9113
1139
1234562787
12339
19
9149 191
139
9149
779
123345167784
97
74
45684
45684
945984
945984
774
774
774
7764
12333451 7784
74
6 45 84
6 45 84
745 784
745 784
774
774
774
7764
1234517784
97 6 4
4584
4584
6 45 84
6 45 84
77 4
774
774
774
124517784
97 6 4
4584
4584
4584
4584
77 4
774
774
774
123451977784
97 6 4
45 84
45 84
4584
4584
774
774
774
77 4
9 5
254 "#444 !4 !"!4 4 #"$!%4 !!&'!4 '(2
%)4 144 !4 !"!4 4 '2'")4 244 4 * 4 4 #2
"$!%4 !!&'!4 '(%)4 344 ++"$!4 4 * 4 4 '2'",4
$#4-".4+&!%4"44+!/4+!+4444++4!'&.4'!(04!+4'!44414
4 4124574#3++38,4
Стержневая термомеханически упрочненная арматурная сталь (индекс
Ат) гладкая и периодического профиля диаметрами 6–40 мм предназначена
для армирования железобетонных конструкций.
Арматурную сталь подразделяют на классы в зависимости:
§ от механических свойств — класса прочности (установленного стандар3
том нормируемого значения условного или физического предела текуче3
сти в ньютонах на квадратный миллиметр);
§ от эксплуатационных характеристик — на свариваемую (индекс С), стой3
кую против коррозионного растрескивания (индекс К).
Арматурную сталь изготовляют классов Ат400С, Ат500С, Ат600, Ат600С,
Ат600К, Ат800, Ат800К, Ат1000, Ат1000К и Ат1200.
14
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
а
б
Рис. 4
Серповидный профиль:
а — с поперечными ребрами 0,5 длины; б — с поперечными ребрами 0,25 длины.
Арматурную сталь изготовляют с периодическим (серповидным) профи5
лем согласно рисунку 4 или по ГОСТ 5781 (рис. 1–2). По согласованию изго5
товителя с потребителем арматурную сталь класса прочности Ат800 и выше
допускается изготовлять гладкой.
Арматурная сталь с профилем, соответствующим рисунку 4, представля5
ет собой круглые стержни с двумя продольными ребрами или без них и с
расположенными под углом к продольной оси стержня поперечными серпо5
видными выступами высотой h по середине, не пересекающимися с продоль5
ными ребрами и идущими по многозаходной винтовой линии, имеющей на
сторонах профиля разное направление.
Арматурную сталь диаметром 10 мм и более изготовляют в виде стерж5
ней длиной, оговоренной в заказе.
Арматурная сталь диаметрами 6 и 8 мм изготовляется в мотках. Изготов5
ление арматурной стали классов Ат400С, Ат500С и Ат600С диаметром 10 мм
допускается в мотках. Стержни производят мерной длины от 5,3 до 13,5 м.
Допускается изготовление стержней мерной длиной до 26 м. Длина стерж5
ней — по требованию потребителя.
Свариваемую арматурную сталь допускается поставлять в виде стержней:
§ мерной длины с немерными отрезками длиной не менее 2 м в количестве
не более 15% массы партии;
§ немерной длины от 6 до 12 м. В партии такой арматурной стали допуска5
ется наличие стержней длиной от 3 до 6 м в количестве не более 7%
массы партии.
Предельные отклонения по длине стержней мерной длины должны соот5
ветствовать требованиям ГОСТ 5781.
Термомеханически упрочненная арматурная сталь изготовляется из уг5
леродистой и низколегированной стали с массовой долей химических эле5
ментов по ковшовой пробе, приведенной в таблице 4.
Для свариваемой арматурной стали класса Ат400С углеродный эквива5
Mn Si
2 , должен быть не менее
лент, определяемый по формуле Сэкв 1 С 2
8
7
0,32%, класса Ат500С — не менее 0,40%, класса Ат600С — не менее 0,44%.
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
15
123245672896 6
9 53 35 2456729 45 89 3
66
669
3 89
6 29
5 19
59 559
1234456
41736
1284456
1244516
124416
124416
12 44416
12 4446
9 9232456729535
3 9
75329
4189 186
6 6
41486
1234562787
896
29
199
659
6 9
59 559
414386
4176
419716
414386
4197136
9 5
256 662 6266123445661284456 6 ! 6 " ! #
"6266 26$ 266$6 6$6 %7&'6! 662 6
2661284456$ 266$6( $6 6 64%)&'6
"57 3553593 7296
123456277
29
669
3 89
6 29
# $ 45259
9 55958%
6
&589
'()9
' 32%
*89
$35+9339
1234456
*6
9346
52 1652 6
1284456
6
6
528 16528 6
7 96
29
12446
12#+,6
6
74-56
124456
12#+,56
49346
78-75168-51675167)-56
12446
12#+,6
6
4-57164-75167857.6
4976
74-51674-57164-7516 4-5716751678-75167756
976
8-5167857.1674-576
12446
12#,6
12446
12#,6
976
8-5167857.6
12 4446
12#,+6
4976
74-51674-57167857.6
12 4446
12#,+6
4976
74/-576
12 7446
12#,++6
4976
4/576
1
В указанной формуле С, Mn, Si — массовая доля соответствующих хими/
ческих элементов.
Рекомендуемые марки углеродистой и низколегированной стали для изго/
товления арматурной стали соответствующих классов приведены в таблице 5.
Химический состав углеродистой стали — по ГОСТ 380, в стали марки
35ГС, предназначенной для изготовления арматуры классов Ат600С, Ат800 и
Ат800К, массовая доля углерода должна быть в пределах 0,28–0,33%, а мас/
совая доля марганца 0,9–1,2%.
Арматура классов Ат800К, изготовленная из стали марки 35ГС, должна
иметь на поверхности отпущенный слой толщиной не менее 0,3 мм твердо/
стью не более 280 НV. Контроль толщины отпущенного слоя и его твердости
проводят по ГОСТ 10243 на двух образцах, отобранных от партии.
Арматурная сталь классов Ат800 и Ат800С, изготавливаемая из стали
марки 35ГС, должна подвергаться 100%/ному неразрушающему контролю
по длине стержней на соответствие временного сопротивления разрыву.
16
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Свариваемость и стойкость против коррозионного растрескивания арматур,
ной стали обеспечиваются химическим составом и технологией изготовления.
Для арматурной стали, стойкой против коррозионного растрескивания,
при испытании образцов в нитратном растворе, состоящем из 600 частей по
массе нитрата кальция (NaNO3), 50 частей по массе нитрата аммония (NH4NO3)
и 350 частей по массе воды при температуре 98–100°С и при напряжении,
равном 0,9s02 (принимаемом по таблице 6), время до разрушения от корро,
зионного растрескивания должно составлять не менее 100 ч.
Для свариваемой термомеханически упрочненной арматурной стали свар,
ные соединения, по типу, конструкции и размерам удовлетворяющие требо,
ваниям ГОСТ 14098, должны иметь временное сопротивление разрыву не
менее 0,9sв , указанного в таблице 6.
Механические свойства арматурной стали до и после электронагрева, а
также результаты испытаний ее на изгиб должны соответствовать требова,
ниям, установленным таблицей 6.
По требованию потребителя регламентируют требования по релаксации
напряжений, усталостной прочности и по испытанию на изгиб с разгибом.
Для арматурной стали классов прочности Ат800, Ат1000 и Ат1200 ре,
лаксация напряжений не должна превышать 4% за 1000 ч при исходном
усилии, составляющем 70% максимального усилия, соответствующего вре,
менному сопротивлению разрыва по таблице 6.
Арматурная сталь классов прочности Ат800, Ат1000 и Ат1200 должна
выдерживать без разрушения 2 млн циклов напряжения, составляющего
70% номинального предела прочности на растяжение. Интервал напряже,
ния для гладкой арматурной стали должен составлять 245 Н/мм2, для арма,
турной стали периодического профиля — 195 Н/мм2.
123456728962 8
8 4 2 2345672896 75255
123456728962 8
#488
7
5 86
44
5
846
6
5452
642
1 $22
44
%29
54
&2 41 4'
225
5 28 6 2562
4 211 2
8 5
66 6672
896 22
297286
232!24"1 2
1234562787
8252
8 4
5 86
25 2
6525621
31
35
52 2522
44
(84
562 54
6&6)
3 5 8 8 *
5661
&4
+642
4 96
!1 , 5 654
5 64
2
44
5 &
825*"
95
123445
67345
85
9945
3345
65
85
45
129445
67345
85
6445
9445
35
85
45
95
126445
47345
3445
445
6445
5
35
395
995
12 445
47 15
3445
4445
445
5
5
395
995
12 4445
47 5
3945
945
4445
5
5
395
995
12 445
47 5
3945
3945
445
65
5
395
995
1252525512
44525 7 5 5
5 25!5 -.55 25 25 5 12644"5 #25 $5 %&5 '
3
#2%5()%55945*+ 5$5,52%)-52./,5#5%052'
21&5 5 115 5 253. 455%&551455 253. 4 5/.55'
25 25 %5 12344",5 12944"5 5 126445%52$-5%5#2%5()%5
5$5#%)5215(0,5#%)-5%52./,5.5055445*+3 5
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
17
Для арматурной стали классов Ат400С, Ат500С и Ат600С испытание на
изгиб может быть заменено испытанием на изгиб с разгибом. После испыта3
ния ни один из испытываемых образцов не должен иметь разрывов или
трещин, видимых невооруженным глазом.
Для арматурной стали классов прочности Ат800, Ат1000 и Ат1200 услов3
ный предел упругости 0,9s002 должен быть не менее 0,85s02, для Ат1200
допускается снижение условного предела текучести до 1150 Н/мм2.
Качество поверхности арматурной стали должно соответствовать требо3
ваниям ГОСТ 5781.
Арматурная сталь периодического профиля имеет маркировку класса
прочности и завода3изготовителя, наносимую при ее прокатке в виде
маркировочных коротких поперечных ребер или точек на поперечных
выступах.
С увеличением класса арматурной стали возрастает предел текучести
s02(sт) и временное сопротивление разрыву sв. Пластические свойства стали,
характеризуемые относительным удлинением после разрыва и углом загиба
в холодном состоянии вокруг оправки определенной толщины, ухудшают3
ся. Сталь, термически упрочненная, обладает пластичной сердцевиной и
прочной оболочкой, что повышает ее прочностные свойства без ухудшения
пластичности.
Маркировка арматурной стали периодического профиля, наносимая при
ее прокатке в виде маркировочных коротких поперечных ребер или точек на
поперечных выступах профиля, имеет следующую структуру:
§ знак начала маркировки;
§ обозначение завода3изготовителя;
§ обозначение класса прочности арматурной стали.
Знак начала маркировки встречается в виде двух маркировочных корот3
ких поперечных ребер, примыкающих к противоположным продольным реб3
рам, либо двух маркировочных точек на соседних поперечных выступах
профиля.
За знаком начала маркировки определяется завод3изготовитель числом
поперечных выступов n2 в интервале t2 между маркировочными знаками в
виде коротких поперечных ребер, расположенных у продольного ребра, или
точек на поперечных выступах профиля (обозначения конкретных заводов3
изготовителей приводятся в нормативно3технической документации).
Обозначение класса прочности арматурной стали n2 в интервале t2 распо3
лагают за обозначением завода3изготовителя n1 в интервале t2 и устанавли3
вают в соответствии с таблицей 7.
1234567892
4 2925 26 65 97829
1234562787
13 77 25
2784
8 2 78 34
4732 26
65 9
7829 9 4
86 9 36 11
13 77 25
2784
8 2 78 34
4732 26
65 9
7829 9 4
86 9 36 11
13 77 25
2784
8 2 78 34
4732 26
65 9
7829 9 4
86 9 36 11
123445
65
127445
35
1284445
75
129445
85
12 445
95
128 445
5
1
18
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
а
Рис. 5.
Маркировка стержневой
термомеханически упрочненной
арматуры:
б
а — в виде маркировочных точек на попе2
речных выступах профиля; б — в виде мар2
кировочных коротких поперечных ребер.
Примеры маркировки арматурной стали приведены на рисунке 5.
При отсутствии прокатной маркировки концы стержней или связки ар2
матурной стали соответствующего класса должны быть окрашены несмы2
ваемой краской следующих цветов:
1234456
124456
789
789
12446
6
12 446
668 6
12 446
892
6
124456
892
66789
12446
892
66
6
6
898
898
6
66
124446
8 6
124446
8 66
12446
8
6
6
6
1
Допускается окраска связок на расстоянии 0,5 м от концов.
Стержни упаковывают в связки массой до 10 т, перевязанные проволокой.
По требованию потребителей стержни упаковывают в связки массой до 3 т.
При поставке в мотках каждый моток должен состоять из одного отрезка
арматурной стали. Масса мотка — до 3 т. Моток должен быть равномерно
перевязан по окружности не менее чем в четырех местах. Каждая из этих
вязок должна иметь промежуточную стяжку (вязку), которая располагается
на уровне средней толщины мотка.
Прокат арматурный свариваемый периодического профиля
классов А500С и В500С для армирования
железобетонных конструкций по ГОСТ 52544$2006
Фактический диаметр арматурного проката периодического профиля рав2
новеликого по площади круглому гладкому стержню длиной 1 м с той же
массой, что и прокат периодического профиля, определяется по формуле, мм:
d 1 12,74 2
m
,
l
где m — масса проката периодического профиля, г; l — длина проката пе2
риодического профиля, мм.
Периодический профиль состоит не менее чем из двух рядов поперечных
ребер серповидной формы и не соединяющихся с продольными ребрами,
допускается поставка арматурного проката без продольных ребер. Арматура
класса А500С горячекатаная без последующей обработки или термомехани2
чески упрочненная в потоке проката выпускается номинальным диаметром
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
19
а
б
Рис. 6
Периодический профиль
горячекатаного и
термомеханически
упрочненного арматурного
проката:
а — с продольными ребрами; б —
без продольных ребер.
6–40 мм, а класса В500С холоднодеформированная диаметром 4–12 мм. Виды
периодического профиля приведены на рисунке 6.
Арматурный прокат А500С и В500С номинальным диаметром до 6 мм
поставляется в мотках, от 6 до 12 мм — в мотках или в прутках; 14 мм и
выше — в прутках. Прутки мерной длины от 6 до 12 м должны иметь пре:
дельное отклонение длины не более +100 мм. В партии прутков немерной
длины от 6 до 12 м допускается наличие прутков длиной от 3 до 6 м не более
7% по массе, кривизна прутков не должна превышать 0,6% измеряемой
длины. Свойства арматурного проката приведены в таблице 8.
20
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Химический состав готового проката в % по массе не более: углерод —
0,22, кремний — 0,95, марганец — 1,7, фосфор — 0,095, сера — 0,055, азот —
0,013, медь — 0,55, углеродный эквивалент — 0,52. Для обеспечения тре?
буемой прочности сварных соединений термомеханически упрочненного го?
тового проката углеродный эквивалент:
Cэкв 2 С 1
Mn Cr 1 Mo 1 V Ni 1 Cu
1
1
,
6
5
15
где С, Mn, Cr, Mo, V, Ni, Cu — фактические массовые доли в стали углерода,
марганца, хрома, молибдена, ванадия, никеля и меди, %.
Рис. 7
Трехсторонний (верхний) и четырехсторонний сегментный
периодический профиль холоднодеформированного арматурного проката
1234562787
12345627879 76 9 3 38937678
377688
123456278
1234567859
463 33
7 4 11 123 1333 5 3 5
3 552 2!24"7 54 14 133 5 3 5
18
18
#524 7852 745 54 2 $ 5 3 5
%
2752 2524 7852 745 54 !4 3643678523
56!&' 544 1567 $ 5 3 5
%
#52( 54 1411 14123 5 3 5
)
3
1
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
21
Сэкв должен быть не менее, %:
§ для проката диаметром до 10 мм — 0,28;
§ от 12 до 18 мм — 0,32;
§ от 20 до 28 мм — 0,37;
§ от 32 до 40 мм — 0,42.
Проволочная арматура разделяется на классы Вр5I и В5II, Вр5II, прово5
локу также разделяют по классам прочности: Вр400, Вр600, Вр800, Вр1000,
Вр1100, Вр1200, Вр1300, Вр1400, Вр1500, Вр1600, где числовой индекс со5
ответствует гарантированному значению условного предела текучести про5
волоки в МПа с доверительной вероятностью 0,95. Метизная промышлен5
ность освоила также выпуск:
§ стабилизированной гладкой высокопрочной проволоки диаметром 5 мм
с повышенной релаксационной стойкостью;
§ низкоуглеродистой проволоки диаметром 4–6 мм класса Вр600.
Проволока из низкоуглеродистой стали холоднотянутая периодическо5
го профиля классов В5I и Вр5I для армирования железобетонных конструк5
ций изготавливается холодным волочением диаметром от 3 до 6 мм из низ5
коуглеродистой стали Ст3кп, Ст5пс. Проволока класса Вр5I изготавливается
периодического профиля (рис. 8).
Рис. 8
Проволока серповидного профиля
Механические свойства проволоки Вр5I должны соответствовать значе5
ниям, указанным в таблице 9.
123456728962 8
#488
96
125
84 1234562787
96 4 5 2
8662 9
8662 112
9
6785
6795
11 68 22
6 54 !"2
#488
75 86
$64%2
%%
123445
65
123445
35
7 5
7 5
795
35
123445
95
47 5
87 5
6745
35
12 445
35
4795
745
795
35
12 445
3795
67 5
47 5
7 5
35
12 445
95
735
795
6745
95
12 445
5
7 5
745
3745
5
52 %2522
745
35
1
22
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
На поверхности проволоки не должно быть трещин, плен, закатов, рако0
вин. Допускаются риски и царапины глубиной не более половины предель0
ных отклонений на размер a и налет ржавчины.
Проволока изготовляется в мотках массой 500–1500 кг. Допускается из0
готовление проволоки в мотках массой 20–100 кг. Каждый моток должен
состоять из одного отрезка проволоки. Проволока должна быть свернута в
мотки неперепутанными рядами.
Высокопрочная холоднотянутая проволока классов В0II и Вр0II изготавли0
вается из углеродистой стали марок 65–85 по ГОСТ 14959079 и предназначена
для армирования предварительно напряженных железобетонных конструкций.
Проволока подразделяется:
§ по виду (круглая — В, периодического профиля — Вр);
§ по состоянию изготовления (с отпуском, с отпуском под напряжением
(стабилизированная) — Р);
§ по точности изготовления (на группы 1, 2, 3).
Стабилизированная проволока изготовляется только круглая. Проволо0
ка в зависимости от диаметра и величины условного предела текучести изго0
товляется классов прочности: В1500, 1400, 1300, 1200, 1100, 1000.
Внешний вид проволоки периодического профиля приведен на рисунке 9.
Овальность сечения круглой проволоки не должна превышать предель0
ных отклонений диаметра. Примеры условного обозначения: проволока диа0
метром 5 мм, класса прочности 1400,
круглая, стабилизированная, группа
точности 1:
§ проволока 5В14000Р1 ГОСТ 7348081
то же, диаметром 3 мм, класса проч0
ности 1500, периодического профи0
ля, группа точности 1, с отпуском:
§ проволока ЗВр150001 ГОСТ 7348081.
Механические свойства проволоки
должны соответствовать значениям,
указанным в таблице 10. Проволока
Рис. 9
диаметром 6,0 мм и выше должна вы0
Проволока Вр0II периодического
держивать испытание на изгиб на 180°.
профиля, h — глубина вмятин
1234562782953 3
7558
3233
8
4
4
3 348
1 2 3 4 5 6 2 7 897
3233 8
7 9238
58 8
581128
8
54
16784
13784
9734
4
19334
94
61794
1 734
9734
84
19334
24
567 4
6724
9734
254
19334
84
974
5 74
2734
4
15334
4
83794
2374
8734
4
15334
4
9734
86734
8734
4
7558
3 3
568
!7"6 8
""8
12334
1188
538 3287828
8"8
1
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
23
При этом на ней не должно быть надрывов и трещин, видимых без примене0
ния увеличительных средств.
На поверхности проволоки не должно быть раковин, трещин, расслое0
ний и плен. Допускаются риски и вмятины глубиной не более предельного
отклонения диаметра, а также налет ржавчины.
Проволока должна быть свернута в мотки не перепутанными рядами.
Каждый моток должен состоять из одного отрезка. Масса мотка должна
быть не менее 100 кг для проволоки диаметром до 6,0 мм и не менее 120 кг
для проволоки диаметром 6,0 мм и более.
Допускается до 10% мотков пониженной массы, но не менее 30 кг.
По требованию потребителя проволоку допускается изготовлять в прут0
ках мерной длины. Наличие сварных соединений на готовой проволоке не
допускается. Проволоку изготовляют с нормированным значением прямо0
линейности. Проволоку считают прямолинейной, если при свободном укла0
дывании отрезка проволоки на плоскость она образует сегмент с основанием
1 м и высотой не более 90 мм (для проволоки диаметром 3,0 и 4,0 мм) или
высотой не более 60 мм (для проволоки диаметром от 5,0 до 8,0 мм). По
требованию потребителя высота сегмента допускается не более 30 мм.
Потери напряжений от релаксации в стабилизированной проволоке при
начальной нагрузке, составляющей 70% от фактического разрывного уси0
лия, не должны превышать 2,5% после
1000 ч выдержки под напряжением при
нормальной температуре.
Канаты арматурные стальные
предназначены для использования в
качестве напрягаемой арматуры пред0
варительно напряженных железобетон0
ных конструкций, изготавливаются из
высокопрочной проволоки стали марок
Рис. 10
70, 75, 80, 85 по ГОСТ 14959. Канаты
Канаты К07, К019
могут быть из 7 проволок диаметром 3,
4, 5 или 6 мм — К07. Кроме того, изготавливают канаты К019 из 19 проволок:
в центре 1 проволока диаметром 6 мм, вокруг нее 9 проволочек диаметром
3 мм, а поверх еще 9 проволок диаметром 6 мм (рис. 10).
А также изготавливают канаты К02´7 (свивкой двух канатов К07) и кана0
ты К03´7 и К03´19 (свивкой 3 канатов К07 или К019).
Канаты подразделяют по виду изготовления:
§ с отпуском;
§ с отпуском под напряжением (стабилизированный) — С.
Канаты изготовляют правой свивки с линейным касанием проволок. Ка0
наты должны быть не смазанными и нераскручивающимися (шаг свивки в
пределах 10–16 диаметров каната).
Канат должен быть прямолинейным — отрезок каната длиной не менее
1,3 м при свободной укладке на плоскость образует сегмент с основанием 1 м
и высотой не более 75 мм. По требованию потребителя высота сегмента мо0
жет быть не более 25 мм.
24
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
1 2 3 4 5 6 2 7 887
12345627897 76328
7558
3 3
568
768
97 7678
8
72
385
898
112898
3 8
3
56878
!348
112878
13878
"6 35
6 38
8
78#78 !!8
8$8
123456774
84
97 84
9 4
5 4
56774
53374
94
3 64
5 4
56774
53374
94
5
5 4
56774
53374
94
123456774
4
3 64
123456774
54
589 74
64
123459774
564
74
5 3 74
5 4
59774
58374
94
125 459774
594
95 64
5 6 74
5 4
59774
53 74
94
1
На поверхности проволок каната не должно быть трещин, плен, раковин,
расслоений, вмятин и срезов. Допускаются отдельные поверхностные дефекты
в виде забоин, рисок и следов от протяжки не более 1/3 допускаемого отклоне:
ния по диаметру каната, а также цвета побежалости и налет ржавчины.
На 50 м длины каната допускается не более двух сварок проволоки или
по требованию потребителя — не более одной сварки, при этом расстояние
между сварками должно быть не менее 1 м.
В канатах не должно быть оборванных проволок, перекрещивающихся и
выступающих за пределы установленных допусков по диаметру каната.
Длина каната всех диаметров должна быть не менее 1000 м. Допускаемое
отклонение по длине каната не должно быть более 1,5%. Допускаются для
канатов всех диаметров отрезки длиной менее 1000 м, но не менее 200 м в
количестве не более 30% от партии, а по требованию потребителя — в коли:
честве не более 10% от партии.
Механические свойства канатов должны соответствовать значениям, ука:
занным в таблице 11.
1.3. РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ
И ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К АРМАТУРНЫМ СТАЛЯМ
В качестве ненапрягаемой рабочей арматуры применяют
стержневую арматуру класса А:III (А400, А500), Ат:III (Ат400, Ат500), сва:
риваемую Ат:IVС (Ат600С) и проволоку класса Вр:I (Вр400, Вр600). Воз:
можно применение арматуры класса А:II (А300), если прочность арматуры
класса А:III (А400) не полностью используется. В железобетонных конст:
рукциях, предназначенных для эксплуатации при низких отрицательных
температурах, не применяют арматурные стали, подверженные хладнолом:
кости: при температуре эксплуатации не выше –30°С запрещается примене:
ние арматуры класса А:II (А300) марки ВСт5пс2 и класса А:IV (А600) мар:
ки 80С. При температуре эксплуатации железобетонных конструкций ниже
–40°С дополнительно запрещается применение арматуры класса А:III (А400)
марки 35ГС.
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
25
Для изготовления сварных сеток применяются низкоуглеродистая ар+
матурная проволока диаметром 3–5 мм класса Вр+I (Вр400, Вр600) и стерж+
невая арматура класса А+III (А400) диаметром 6–12 мм. Временно разреше+
но применять в сварных сетках гладкую проволоку класса В+I (В400, В600).
Для монтажных петель сборных элементов должна применяться горяче+
катаная арматурная сталь, пластичная при низких отрицательных темпера+
турах (северное исполнение) класса Ас+II (Ас300) марки 10ГТ и класса А+I
(А240) марок ВСт3сп2, ВСт3пс2. Если возможен монтаж железобетонных кон+
струкций при температуре наружного воздуха ниже –40°С, то не допускается
применение полуспокойной стали из+за ее повышенной хладноломкости.
Для закладных деталей и соединительных накладок применяют свари+
ваемую прокатную низкоуглеродистую сталь С38/23.
В качестве напрягаемой арматуры применяется стержневая горячеката+
ная сталь классов А+IV (А600), А+V (А800), А+VI (А1000), упрочненная вы+
тяжкой А+IIIв(А400в), а также термически и термомеханически упрочнен+
ная сталь классов Ат+IIIС (Ат400С, Ат500С), Ат+IVС (Ат600С) — здесь ин+
декс «С» обозначает свариваемую арматуру, коррозионно+стойкую сталь
Ат+IVК (Ат600К) и Ат+V (Ат800), Ат+VI (Ат1000) и Ат+VII (Ат1200). Для
железобетонных элементов и конструкций длиной свыше 12 м целесообраз+
но применение высокопрочной проволоки классов В+II и Вр+II (В и Вр1200,
Вр1300, Вр1400, Вр1500) и арматурных канатов К1400, К1500. Норматив+
ные требования к механическим свойствам высокопрочной проволоки и ар+
матурных канатов приведены в таблице 12.
В Череповце изготавливают 3+проволочные стабилизированные канаты
диаметром 6,5 мм, которые имеют такие же свойства, как стабилизирован+
ная проволока диаметром 5 мм. Это позволяет использовать их при изготов+
лении предварительно напряженных железобетонных конструкций с натя+
жением арматуры на упоры и на бетон. Осваивается технология предвари+
тельно напрягаемой на бетон канатной арматуры без сцепления с бетоном
при строительстве зданий из монолитного железобетона. Это уменьшает тол+
1234562789 323 3 3487 76 8 89 79 363 83 56 48
8
1 2 3 4 5 6 2 7 897
12345627893818 !8818"! #8
(8876 8
7 76 8
11$8%&78
123 1%&78
1
21828"#12$8%&78
3 $8'8
1 818
78"###8 $8'8
83 8
2
8 8
123435367898 8 18
8
8 88
8
8
8
8
8
8
8
7788 8
8
187
8
88
8
8
8
8
8
8
18
8
8
8
8
8
8
98
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
5 23477 8!234353678" 7 #23 8 8 $8
5 25 %8 &8!3'5#"#(8 63536#8 188 4#5 ) 78 2#576'7*
7!2 +# 81128/8128480838112$8
26
8 7!2 +# (8 !2 8 "#('4,-.# 8
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
щину и вес перекрытия, сокращает в 2–3 раза расход арматуры и обеспечи4
вает ремонтопригодность зданий и сооружений.
Для длинномерных конструкций допускается применение стержневой
стыкуемой сваркой арматуры классов А4V (А800) и А4VI (А1000). Не стыкуе4
мая сваркой арматура классов Ат4V (Ат800), Ат4VI (Ат1000) и Ат4VII (Ат1200)
может применяться, если она поставляется требуемой мерной длины. В виде
стержней мерной длины без сварных стыков может применяться также ар4
матура класса А4IV (А600) марки 80С, а также Ат4VК (Ат800К), Ат4VIК
(Ат1000К) и др. Cтержневая арматура с винтовым профилем стыкуется на4
винчиванием соединительных муфт, с помощью которых можно также уст4
раивать временные или постоянные концевые анкеры.
Для оценки технико4экономической эффективности арматурных сталей
различных видов используют коэффициент приведения Кпр к стали класса
А4I, который показывает, во сколько раз уменьшится расход арматуры при
замене стали класса А4I на сталь другого класса исходя из равнопрочности
арматуры. Коэффициент приведения также учитывает конструктивные и тех4
нологические факторы, влияющие на расход арматуры в железобетонных кон4
струкциях. Величина Кпр составляет: для арматуры класса А4I — Кпр = 1; для
А4II, Ас4II — Кпр = 1,21; А4III, Ат4IIIС — Кпр = 1,49; А4IV, Ат4IVС — Кпр = 1,95;
А4V, Ат4V — Кпр = 2,20; А4VI, Ат4VI — Кпр = 2,40; Ат4VII — Кпр = 2,60; Вр400 —
Кпр = 1,47; Вр600 — Кпр = 1,85; В1200–1500, Вр1200–1500 — Кпр = 2,80; К47,
К419 — Кпр = 3,00.
Арматурные стали не всегда взаимозаменяемы применительно к кон4
кретным железобетонным изделиям и технологии. При отсутствии арматур4
ной стали требуемых диаметра и класса замену производят по согласованию
с проектной организацией, как правило, на более высокий класс. Пересчет
производят путем определения эквивалентной по прочности площади сече4
ния арматуры при замене одного класса стали на другой.
В связи со спецификой изготовления и эксплуатации арматурная сталь
должна обладать следующими свойствами:
§ иметь гарантированные механические характеристики как при кратко4
временном, так и при длительном действии нагрузок. Арматурная сталь
должна поставляться с гарантированными механическими параметрами
и химическим составом, прочностные и деформативные свойства стали
должны сохраняться при воздействии динамических, вибрационных и
других нагрузок;
§ арматура должна иметь постоянные геометрические размеры сечения,
профиль по длине;
§ арматура для сборного железобетона должна быть свариваемой всеми
видами сварки;
§ для железобетонных конструкций, эксплуатируемых при низких отрица4
тельных температурах (ниже –30°С), должны применяться хладостойкие
стали. Сталь марки 10ГТ очень пластична, отличается повышенным сопро4
тивлением циклическим воздействиям (выносливостью), целесообразно ее
применение при температурах до –70°С. Использование этой стали для
монтажных элементов вместо Ст3 позволяет экономить до 20% металла;
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
27
§ арматурная сталь должна обеспечить хорошее сцепление с бетоном, по/
этому поверхность арматуры должна быть чистой, без масла, грязи, льда,
краски, отпадающей окалины и ржавчины. При транспортировке, скла/
дировании и хранении должны быть приняты меры, предохраняющие
сталь от увлажнения, коррозии, загрязнения. Очистка стали от загряз/
нения и ржавчины должна производиться механическими способами:
стальными дисковыми электрощетками, протягиванием через вибропе/
сочницы и т. п. Сталь, поставляемая в мотках или бухтах, обработанная
на правильно/отрезных станках, дополнительной очистки не требует;
§ высокопрочная стальная проволока и канаты должны поставляться в
бухтах большого диаметра, чтобы при намотке не было переломов. Про/
волока диаметром менее 5 мм должна поставляться в бухтах диаметром
не менее 2 м, диаметром 5 мм и более — в бухтах диаметром 2,5 м, арма/
турные канаты поставляются в бухтах диаметром не менее 1,5 м. Смо/
танные с бухт высокопрочные проволока и канаты должны сохранять
прямолинейность, правка их не допускается.
1.4. МЕХАНИЧЕСКИЕ
И РЕОЛОГИЧЕСКИЕ ХАРАКТЕРИСТИКИ
АРМАТУРНЫХ СТАЛЕЙ
Прочность и пластичность (деформативность) арматурных
сталей устанавливаются по результатам испытания на растяжение образцов
арматуры гладкой или периодического профиля, или специально выточен/
ных образцов по ГОСТ 12004/81. Горячекатаная арматурная сталь классов
А/I, А/II, А/III с площадкой текучести обладает значительным удлинением
(до 27%) после разрыва (мягкая сталь). Повышение прочности горячеката/
ной стали и уменьшение удлинения при разрыве достигаются введением в ее
состав дополнительного количества углерода и легирующих элементов —
Мn, Si, Cr и др. в пределах 0,6–2,0% по массе. Образцы такой стали дефор/
мируются без площадки текучести (твердая сталь). Содержание углерода
более 0,3–0,5% снижает пластичность и ухудшает свариваемость стали.
Первоначально при растяжении образцов стали небольшими нагрузка/
ми они деформируются упруго, на этом этапе испытаний напряжения, воз/
никающие в образце s = Р/F0, где P — прикладываемая нагрузка, Н; F0 —
площадь сечения образца, мм2; пропорциональны относительным дефор/
мациям e растяжения (закон Гука): s = Еe, где Е — модуль упругости ста/
ли, Н/мм2; e = Dl/l, где Dl — прирост длины образца при растяжении, мм;
l — начальная длина образца, мм. Максимальное напряжение, при котором
сталь деформируется упруго, подчиняясь закону Гука, называется физиче/
ским пределом упругости sу. Напряжение, при котором образец стали дефор/
мируется без увеличения нагрузки и напряжения, называется физическим
пределом текучести sт. Максимальное напряжение, которое фиксируется
перед разрывом образца стали, называется временным сопротивлением sв.
Углеродистые, легированные, упрочненные вытяжкой и термоупрочнен/
ные стали переходят в пластическую область постепенно, без площадки те/
28
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
кучести. Поэтому для арматурных сталей
устанавливаются для сопоставления ус3
ловный предел упругости s002 и условный
предел текучести s02 — это напряжения,
при которых величина остаточных (пла3
стических) удлинений составляет соответ3
ственно 0,02 и 0,2% от начальной расчет3
ной длины.
Основной механической характеристи3
кой арматурной стали является ее проч3
ность при растяжении, характеризуемая
нормативным сопротивлением, которое в
большинстве случаев принимается по ми3
нимальному значению условного предела
текучести, а иногда — по минимальному
Рис. 11
значению временного сопротивления.
Графический способ определения
нагрузок Р02 и Р002
Для полного использования высокой
прочности проволоки в предварительно на3
пряженных железобетонных конструкциях необходимо, чтобы s02 прибли3
жалась к sв, что приведет к уменьшению пластических деформаций при
натяжении арматуры. Выпускаемая арматурная проволока и канаты с по3
вышенными упругими характеристиками имеют: s002 ³ 0,6sв, s02 ³ 0,8sв.
Для термоупрочненной стержневой стали должно выполняться условие:
s002 ³ 0,85s02.
При графическом способе определения нагрузок, соответствующих ус3
ловным пределам текучести и упругости, строится диаграмма растяжения
«нагрузка — удлинение». По оси ординат откладывают в масштабе нагруз3
ку, а по оси абсцисс — соответствующее удлинение. Найденные нагрузки в
Н делят на первоначальную площадь поперечного сечения образца в мм2,
получают соответственно s002 и s02 в МПа.
На диаграмме проводятся две прямые (рис. 11), параллельные участку
пропорциональной зависимости нагрузки — удлинения (Р–Dl) на расстоянии
от прямой части диаграммы вправо по оси абсцисс в направлении, равном
заданной величине допуска на условно3мгновенную пластическую деформа3
цию для условных пределов упругости или текучести. Сила, соответствую3
щая пределу упругости или текучести, определяется точкой пересечения
этих прямых с диаграммой растяжения.
Допускается определение условного предела текучести по машинной диа3
грамме по ГОСТ 1497384 с проведением периодических контрольных испы3
таний с помощью тензометров.
Объем, периодичность и методика проведения испытаний должны быть
установлены по нормативно3технической документации на готовую про3
дукцию.
Для стержней и проволоки начальный модуль упругости равен отноше3
нию приращения напряжений в интервале от 0,1 до 0,35Рmax к относитель3
ному удлинению образца в том же интервале нагружения.
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
29
Начальный модуль упругости арматуры Ен определяется с погрешно,
стью не более 1% по формуле
1 Р0,35 3 Р0,10 2 l0
Ен 4
,
1 5l0,35 3 5l0,10 2 F0
где l0 — начальная расчетная длина, мм; F0 — начальная площадь попереч,
ного сечения испытываемого образца, мм2.
Результаты испытаний не учитываются в следующих случаях:
§ при разрыве образца по нанесенным меткам, если при этом какая,либо
характеристика механических свойств по своей величине не отвечает
установленным требованиям;
§ при разрыве образца в захватах испытательной машины;
§ при обнаружении ошибок в проведении испытаний или записи результа,
тов испытаний.
Пример определения условного предела упругости s002
и условного предела текучести s02 для стержневой арматуры
Испытывается образец горячекатаной арматурной стали марки А,IV пе,
риодического профиля номинальным диаметром 14 мм. Полная длина об,
разца 400 мм. Начальная площадь сечения F0 = 150 мм2. Испытание прово,
дят с измерением тензометрами деформаций по двум диаметрально противо,
положным ребрам образца. База одного тензометра lт = 100 мм, а сумма баз
двух тензометров 2lт = 200 мм. Величина остаточной деформации при опре,
делении предела упругости равна 0,02% от суммарной базы тензометров,
что составляет 0,04 мм. Величина остаточной деформации при определении
условного предела текучести равна 0,2% от суммарной базы тензометров
или 0,4 мм.
К образцу после его установки в захваты испытательной машины при,
кладывается начальная нагрузка, равная 1000 кг, которая составляет при,
мерно 0,08Рmax. Устанавливают тензометры и проводят дальнейшее нагру,
жение образца этапами по 1000 кг до 7000 кг, что составляет 0,7Р0,2, и далее
по 500 кг до общего удлинения образца порядка 1,0%, что в данном случае
соответствует нагрузке 11 500 кг.
Результаты замеров нагрузок и деформаций записывают в таблице испы,
таний (табл. 13).
Как видно из таблицы, в диапазоне от 1000 до 7000 кг одному этапу
нагрузки в 1000 кг соответствует суммарная деформация 6´10 мм. Опреде,
ление условных пределов упругости и условного предела текучести аналити,
ческим способом проводится с помощью данных, приведенных в таблице 13.
По данным опыта величина остаточной деформации 0,04 мм соответст,
вует нагрузке, равной 88 200 Н, т. е. Р002 — 88200 Н. Следовательно, услов,
ный предел упругости равен:
P
88200
1002 2 002 2
2 588 Н /мм2 .
F0
150
Величина остаточной деформации, соответствующая условному пределу
текучести, в данном случае составляет 0,4 или 40 × 10–2 мм.
30
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
1234567879 38 2
8 43 2
8 838 8
1 2 3 4 5 6 2 7 897
874 785
529
89
#4
8 $
8% 2$
8%
121212&'1
345526155572
52
52
52
82
13295526855572
8 2
52
2
2
2
5 2
2
832 5526 55572
9 52
9 52
18 52
9 2
18 52
52
2
3285526 55572
3 52
3 52
14 52
9 52
14 52
52
2
3255526 55572
18 52
18 52
8 52
9 52
8 52
52
92
4245526955572
1 52
1 52
5 52
9 52
5 52
52
2
9429552655572
14 52
14 52
9 52
9 52
9 52
52
42
2 5526 5572
85 52
13 52
3 52
52
3 52
52
8 438 1
!"
12
727 852
723 27 8
( 8)2$
2 2 $
8 8
*782
&'1
+ 48%
2 $
8%
1211212&'1
+5 $
28%
2
8%
1!21232145212&'1
52
52
52
32
42 5526455572
88 52
81 52
52
52
8 52
1 52
152
4 2 55264 5572
8 52
8
2
2
2
52
8 2
112
44285526355572
89 2
8
2
8 52
2
4 52
52
182
3 2155263 5572
84 52
83 52
52
52
1 52
9 52
1 2
342555261555572
52
5 52
52
85 52
52
8 52
1 2
15823552615 5572
8 52
52
15 52
5 52
52
5 52
1 2
152455261155572
52
52
1 1 52
52
95 52
31 52
192
1182552611 5572
34 52
158 52
855 52
3 52
9 52
1 52
12
112955261855572
2
2
2
2
2
2
1
Как видно из таблицы, величина остаточной деформации 0,4 мм несколько
больше величины деформации при нагрузке 98 000 Н и меньше, чем S(Dn – Dnу)
при нагрузке 102 900 Н. Поэтому Р02 определяем по интерполяции
Р02 2 98 000 3
102 2
4900(40,0 1 23,0)
2 101085 Н,
50,0 1 23,0
Р02 101085
2
2 673,9 Н /мм2 .
F0
150
Модуль упругости будет равен:
Ен 2
( Р0,35 1 Р0,10 )l0 (39200 1 19600)200
2
2 2,12 3 105 Н /мм2 .
(4l0,35 1 4l0,10 F0
(18 1 6)1012154
Арматурные стали должны обладать достаточной пластичностью, что
предопределено не только условиями работы железобетонных конструкций
под нагрузкой, но и механизированной заготовкой арматуры. При низких
пластических свойствах холоднотянутой проволоки возможен ее хрупкий
излом при намотке и натяжении навивкой. Пластические свойства стали
характеризуются полным относительным удлинением при максимальной
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
31
нагрузке; относительным удлинением после разрыва; относительным равно+
мерным удлинением после разрыва; относительным сужением после разры+
ва, а также испытаниями на загиб и перегиб в холодном состоянии. Мягкие
стали более пластичны, чем твердые.
Величину относительного удлинения d, % вычисляют по формуле
l 1l
2 3 к 0 4 100,
l0
где l0 — начальная расчетная длина, обычно для проволочной и стержневой
арматуры диаметром до 20 мм принимается равной 100 мм, диаметром более
20 мм — не менее 5d, кратно 10 мм, где d — диаметр арматуры, мм; для
канатной арматуры — 300 мм; lк — конечная расчетная длина.
Конечную расчетную длину образца lк, включающую место его разрыва,
определяют следующим способом. Перед испытанием образец на длине, боль+
ше рабочей, размечается на n равных частей при помощи меток, наносимых
делительной машиной, скобками или керном. Обычно расстояние между
метками принимается равным 10 мм.
После испытания части образца тщательно складывают вместе, распола+
гая их по прямой линии. От места разрыва в одну сторону откладывается n/2
интервалов и ставят метку а. Если величина n/2 оказывается дробной, то ее
округляют до целого числа в бо2льшую сторону. Участок от места разрыва до
первой метки при этом считается как целый интервал.
От метки а откладывают в сторону разрыва n интервалов и ставят метку
b (рис. 13). Отрезок ab равен полученной по месту разрыва конечной расчет+
ной длине lк, которую измеряют с погрешностью не более 0,5 мм.
Если место разрыва ближе к краю захвата машины, чем величина n/2
(рис. 11), то полученную после разрыва конечную расчетную длину lк опре+
деляют следующим образом: от места разрыва до крайней метки q у захвата
определяют число интервалов, которое обозначают т/2. От точки q к месту
разрыва откладывают т интервалов и ставят метку с. Затем от метки с от+
кладывают n/2–т/2 интервалов и ставят метку е (рис. 13).
Конечную расчетную длину образца lк, мм, вычисляют по формуле
lк = cq + 2ce,
где cq и ce — соответственно длина участка образца между точками с и q, с и e.
32
Рис. 12
Рис. 13
Определение конечной расчетной
длины
Определение конечной расчетной длины
при несимметричном разрыве образца
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Если место разрыва находится на расстоянии от захвата, меньшем чем
длина двух интервалов или 0,3l0 — для образцов диаметром менее 10 мм,
величина расчетной длины не может быть достоверно определена и проводят
повторное испытание.
Конечную расчетную длину образца lк арматурных канатов определяют с
помощью тензометров, навешиваемых на канат линеек или специальных
приборов, позволяющих измерять деформацию образца до разрушения. Пе=
ред установкой тензометра, линеек или других приборов к образцу прикла=
дывают начальную нагрузку, составляющую 0,1–0,15% от ожидаемого раз=
рывного усилия.
Относительное равномерное удлинение dр определяется во всех случаях
вне участка разрыва на начальной расчетной длине, равной 50 или 100 мм.
При этом расстояние от места разрыва до ближайшей метки начальной рас=
четной длины для арматуры диаметром 10 мм и более не должно быть менее
3d и более 5d, а для арматуры диаметром менее 10 мм — от 30 до 50 мм.
Для определения величины относительного равномерного удлинения dр
конечная расчетная длина lu определяется по меткам (рис. 12, 13).
Величину относительного равномерного удлинения dр, %, вычисляют по
формуле
l 1l
2р 3 и 0 4 100.
l0
Полное относительное удлинение при максимальной нагрузке dmax мо=
жет быть определено одним из способов:
§ с помощью тензометров или иных специальных приборов, позволяющих
измерять деформации образца вплоть до разрушения;
§ суммированием остаточной деформации после разрушения образца с уп=
ругими деформациями при максимальной нагрузке:
1
2max 3 2p 4 в 100.
Eн
Относительное сужение после разрыва y определяется на гладких образ=
цах проволоки и стержневой арматуры, а также на обточенных образцах
цилиндрической формы:
F 1 Fк
23 0
100,
F0
где F0 — начальная площадь сечения образца арматуры, мм2;
m
F0 1 ,
pl
где т — масса испытуемого образца, г; l — длина испытуемого образца, мм;
р — плотность стали, 0,00785 г/мм3; Fк — конечная площадь сечения образ=
ца в месте разрыва, мм2.
К реологическим характеристикам арматурной стали относятся:
§ ползучесть — медленное нарастание пластической деформации во вре=
мени при постоянной действующей нагрузке Р < Р02;
§ релаксация — снижение напряжения в арматуре при постоянной дефор=
мации Dl. Максимальный прирост релаксации фиксируется в течение
первого часа действия напряжения, затем прирост уменьшается.
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
33
Эти характеристики взаимосвязаны: чем больше ползучесть, тем больше
и релаксация. На эти характеристики арматурных сталей влияют: механи6
ческие свойства и химический состав, технология выплавки стали, темпера6
тура и условия применения. При напряжении арматуры выше предела упру6
гости релаксация интенсивно растет, к этому же приводит нагрев напряжен6
ной арматуры при тепловлажностной обработке.
Релаксация напряжений свойственна всем видам арматурных сталей, но
для канатов она больше, чем для исходной проволоки. Релаксация напряже6
ний в стержневой арматуре меньше, что объясняется ее более высокими
упругими свойствами.
Циклическую прочность необходимо учитывать при армировании желе6
зобетонных конструкций, работающих в условиях циклических нагруже6
ний (шпалы, мостовые конструкции, подкрановые балки, опоры линий элек6
тропередач и др.).
При оценке свойств арматуры необходимо также учитывать ее корро
зионную стойкость. При увеличении содержания углерода в стали ее кор6
розионная стойкость уменьшается, поэтому высокопрочная проволока и
канаты из нее более подвержены коррозии, чем арматура из низкоуглеро6
дистой стали. Следовательно, высокопрочную проволочную и канатную
арматуру, а также стержневую арматуру с повышенным содержанием угле6
рода (например, из стали марки 80С) следует тщательно защищать от кор6
розии.
Процессы коррозии, сопровождающиеся снижением пластических свойств
арматуры, особенно интенсивно протекают в напряженной арматуре, напри6
мер, при перерывах в бетонировании преднапряженных железобетонных
конструкций с натяжением арматуры на упоры или при несвоевременном
инъецировании каналов при натяжении арматуры на бетон.
Термически и термомеханически упрочненная арматурная сталь склон6
на к коррозионному растрескиванию, поэтому железобетонные изделия и
конструкции с предварительно напряженной арматурой из термоупрочнен6
ных сталей не допускается применять для зданий и сооружений с агрессив6
ной средой.
Свариваемость арматурных сталей — важная технологическая характе6
ристика, так как большинство арматурных изделий изготавливается с при6
менением различных видов сварки. На свариваемость большое влияние ока6
зывает химический состав стали — малоуглеродистые стали (С £ 0,25% по
массе) хорошо свариваются, с увеличением содержания углерода сваривае6
мость ухудшается, повышается склонность к образованию в зоне сварочного
шва хрупких закалочных структур и трещин. Содержание в низколегиро6
ванных сталях до 0,3% Si; 0,8% Mn; 0,8% Cr улучшает свариваемость, при
большем их количестве свариваемость сталей ухудшается.
Арматурные стали классов А6I (А240), А6II (А300), А6III (А400, А500),
как правило, можно сваривать всеми видами сварки, хорошо сваривается
сталь марки 10ГТ, при содержании углерода не более 0,2% сталь не воспри6
нимает закалку; для арматуры из сталей марок Ст5 и 35ГС режим сварки
тщательно подбирается для предотвращения закалки и перегрева.
34
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Арматурные стали класса А&IV (А600) марок 20ХГ2Ц, 20ХГСТ и класса
А&V (А800) марки 23Х2Г2Т можно сваривать только контактной стыковой
сваркой. Для этих сталей нельзя применять контактную точечную, дуговую
сварки и прихватку пересекающихся стержней, а также приварку торцов
стержней к плоским закладным деталям. Стыковые соединения указанных
сталей класса А&IV допускается выполнять ручной дуговой сваркой с соблю&
дением специальных требований. К предварительно напрягаемой арматуре
нельзя ничего приваривать или прихватывать сваркой для предотвращения
поджогов и образования закалочных структур. Стали марок 65ГС и 80С,
применяемые для изготовления стержневой арматуры, относятся к не сва&
риваемым всеми видами сварки.
Термоупрочненные стали относятся к ограниченно свариваемым, так как
высокая температура и окисление при сварке приводят к разупрочнению
(временное сопротивление снижается на 30–40%), а в некоторых случаях и
к повышению хрупкости. Холоднотянутая проволока классов В&I и Вр&I от&
носится к ограниченно свариваемым сталям, а высокопрочная классов В&II и
Вр&II относится к не свариваемым сталям.
Кратковременный нагрев всех видов арматурных сталей до температур
среднего отпуска (400–500°С) при электротермическом способе напряжения
арматуры практически не влияет на свариваемость и другие механические
свойства сталей.
Технология сварки арматуры назначается в зависимости от класса и мар&
ки стали, вида сварного соединения в соответствии с нормативной техниче&
ской документацией.
1. СН 393&78 «Инструкция по сварке соединений арматуры и закладных
деталей железобетонных конструкций».
2. Рекомендации по применению в железобетонных конструкциях эф&
фективных видов стержневой арматуры. — М. : Стройиздат, 1987.
3. ГОСТ 10922&90 Арматурные и закладные изделия сварные, соедине&
ния сварные арматуры и закладных изделий железобетонных конструкций.
Общие технические условия.
4. ГОСТ 14098&91 Соединения сварные арматуры и закладных изделий
железобетонных конструкций. Типы, конструкция, размеры.
1.5. УПРОЧНЕНИЕ АРМАТУРНОЙ СТАЛИ
Физико&механические свойства арматурных сталей зави&
сят от содержания в них углерода и легирующих добавок. Современные
строительные конструкции должны изготавливаться из сталей более высо&
кой прочности, чем достигаемая только изменением химического состава.
Увеличение содержания углерода не всегда дает должный эффект, а увели&
чение содержания легирующих элементов приводит к значительному удо&
рожанию арматуры и усложнению технологии на металлургических пред&
приятиях.
Более рациональным является упрочнение арматурных сталей в процес&
се их производства и на предприятиях сборного железобетона.
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
35
Применяют следующие способы упрочнения:
§ механические — волочение на металлургических предприятиях при из3
готовлении холоднотянутой проволоки и упрочнение вытяжкой стерж3
невой арматуры на заводах сборного железобетона;
§ термический и термомеханический — применяют на предприятиях чер3
ной металлургии и на заводах железобетонных изделий.
Волочение производят путем протягивания проволоки через фильер —
отверстие меньшего чем у проволоки диаметра. При этом поверхностный слой
металла проволоки претерпевает пластические деформации, происходит из3
менение его структуры («ногартовка»), что повышает его прочность в 1,5–2,0
раза. Для получения холоднотянутой проволоки из горячекатаной стали (ка3
танки) необходимо произвести 4–5 протяжек, каждый раз уменьшая диаметр
фильера на 0,1 протягиваемого диаметра. Вначале берут катанку диаметром
6–6,5 мм и получают холоднотянутую проволоку диаметром 4 мм.
Перед волочением стержни катанки очищают от окалины и ржавчины
травлением в 5–10% растворе серной кислоты с последующей нейтрализа3
цией в известковой воде и промывкой в проточной воде.
При волочении усилие вытяжки не должно быть выше усилия, соответ3
ствующего пределу текучести, но быть примерно равным ему. В процессе
волочения отдельные зерна металла меняют свою форму и сдвигаются друг
относительно друга. Проволока удлиняется и упрочняется, приобретая при
этом более высокое значение условного предела текучести, пластические
свойства стали при этом несколько ухудшаются.
Упрочнение вытяжкой стержневой арматуры производят для армирова3
ния предварительно напряженных железобетонных конструкций сталью
марки 80С класса А3IV (А800) при отсутствии высокопрочных термически
упрочненных свариваемых сталей.
В отдельных случаях практикуется упрочнение вытяжкой стали классов
А3II (А300) и А3III (А400, А500) также при отсутствии металла нужного клас3
са и с целью экономии за счет замены стержней на меньший диаметр. При
упрочнении вытяжкой также происходит пластическое деформирование ме3
талла и необратимо изменяется структура металла с увеличением прочност3
ных характеристик — условного предела текучести и временного сопротив3
ления (s02 и sв).
При упрочнении арматурной стали класса А3II марки Ст5 контролируе3
мая величина напряжения должна быть 450 МПа, а предельное остаточное
удлинение не должно превышать 5,5%. При этом s02 до упрочнения состав3
ляет 300 МПа, а после упрочнения — 450 МПа.
Для арматуры класса А3III соответственно величина напряжения при
удлинении равна 550 МПа, предельное удлинение составляет для стали мар3
ки 35ГС — 4,5%, а для марки 25Г2С — 3,5%. При этом величина условного
предела текучести увеличивается с 450 до 550 МПа.
Для стали марки 80С величина напряжения составляет 800 МПа, пре3
дельное удлинение 3,0%, а s02 возрастает с 590 до 800 МПа.
Состояние стали после холодной пластической деформации не является
устойчивым. Дальнейший самопроизвольный рост прочности, понижение
36
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
пластичности и ударной вязкости называются деформационным старением.
Оно особенно быстро протекает при нагреве до 100–250°С.
Изменение механических свойств быстроохлажденных мягких сталей
при естественном старении преимущественно вызывается перемещением
атомов компонентов, растворенных в a<железе, а при искусственном старе<
нии — выделением из феррита новых фаз (третичный цементит, нитриды и
оксиды железа) в высокодисперсном состоянии.
Особенно существенное влияние на упрочнение и понижение ударной
вязкости и пластичности мягких сталей при старении оказывает азот вслед<
ствие большой разницы значений его растворимости в феррите при комнат<
ной и высоких температурах. Выделяющиеся с течением времени из твердо<
го раствора частицы нитридов железа проникают в кристаллические зерна,
препятствуя внутрикристаллическим сдвигам, и тем самым повышают проч<
ность, снижают пластичность и вязкость сталей. Сдвиги в кристаллических
зернах, образовавшиеся при наклепе, облегчают выделение частиц из твер<
дого раствора, поэтому старение особенно интенсивно протекает после на<
клепа. Вибрационная нагрузка тоже способствует старению. Если нет накле<
па, то старение развивается медленно, и при нормальной структуре и качест<
ве металла хрупкость от старения даже в мостах, эксплуатируемых при
вибрационных нагрузках, становится угрожающей только через 70–80 лет
службы.
Введение в сталь присадок, связывающих азот и углерод, снижает старе<
ние. Для связывания углерода применяют титан и ванадий, для связывания
азота — алюминий или титан.
Термическое упрочнение — нагрев стержней до заданной температуры
(ниже температуры плавления), быстрое охлаждение (закалка) и последую<
щий отпуск (нагрев до температуры ниже температуры закалки и медленное
охлаждение).
Термоупрочнению подвергают углеродистые (содержащие более 0,2%
углерода) и низколегированные стали. В результате термического упрочне<
ния горячекатаная сталь повышает s02 и se — становится прочней на 1–2
класса.
Чаще всего применяют закалку в воде с последующим отпуском. После
закалки прочностные свойства повышаются, но повышаются внутренние
напряжения и снижается пластичность. Последующий отпуск несколько
снижает прочность, но структура становится однородней и увеличивается
пластичность стали. При термическом упрочнении арматуры температура
нагрева под закалку составляет 900–1000°С, а температура отпуска — 350–
450°С. Повышение температуры нагрева под закалку снижает прочность и
пластичность стали. Температура нагрева под закалку обычно контролиру<
ется по величине удлинения стержней. После нагрева до заданной темпера<
туры стержень помещают на 10–15 с в ванну с водой, где он быстро остывает,
затем вновь нагревают до температуры отпуска и охлаждают на воздухе.
Термическое упрочнение — весьма эффективный способ упрочнения и
повышения физико<механических свойств арматуры, поэтому объем произ<
водства термоупрочненных сталей растет.
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
37
Термомеханическое упрочнение — технологически совмещенное упроч)
нение стали вытяжкой с последующим термическим упрочнением. Прочно)
стные характеристики стали возрастают на 2 класса и более. Стали низких
марок становятся высокопрочными и могут использоваться или со значи)
тельной экономией или для тяжело нагруженных конструкций.
Сталь класса А)I марки Ст3 имеет до упрочнения s02 =235 МПа, se =373 МПа,
а после упрочнения s02 = 440 МПа, se =550 МПа (класс Ат)IIIС или Ат400С).
Сталь класса А)II марки Ст5 имеет до упрочнения s02 = 294 МПа, se = 490 МПа,
а после упрочнения — se = 500 МПа, se = 600 МПа (класс Ат)IIIС или Ат500С).
Для более высоких классов можно привести следующий пример: сталь
класса А)IV марки 20ГС имеет до упрочнения s02 = 590 МПа, se = 785 МПа, а
после упрочнения — s02 = 600–800 МПа, se = 800–1000 МПа соответственно
класс Ат)IV (Ат600) и Ат)V (Ат800).
Освоение этого способа упрочнения позволяет повысить качество арма)
турных сталей железобетонных конструкций до уровня мировых стандар)
тов, организовать на заводах железобетонных изделий производство облег)
ченных эффективных конструкций, экономить металл, экспортировать ар)
матуру.
Термоупрочненная арматура более эффективна за счет повышения s02 и
se, но у нее низкая стойкость против коррозионного растрескивания, что
ведет к ограниченному ее применению. Для повышения надежности термо)
упрочненных стержней на их поверхности создается слой высоко отпущен)
ного металла при нагреве поверхности в токах высокой частоты (ТВЧ) с
последующим медленным охлаждением. В результате получается сталь клас)
са Атп — термоупрочненная пластичная, стойкость к коррозионному рас)
трескиванию повышается до 2 порядков, такая арматура допускает сварку
без разупрочнения стали в пределах стыка.
1.6. ПРИЕМ И ИСПЫТАНИЕ АРМАТУРЫ
НА ЗАВОДАХ
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Стержневую горячекатаную и термоупрочненную арматуру
принимают партиями, состоящими из профилей одного диаметра, одного
класса, одной плавки)ковша и оформленными одним документом о качест)
ве. Масса партии должна быть до 70 т. Допускается увеличивать массу пар)
тии до массы плавки)ковша.
Для контроля геометрических параметров арматурной стали и ее линей)
ной плотности (массы стержня длиной 1 м) от партии отбирают:
§ при поставке в стержнях — не менее 5% от партии;
§ при поставке в мотках — два мотка.
Геометрические параметры арматурной стали проверяют измерительным
инструментом необходимой точности. Диаметр и овальность арматурной ста)
ли определяют как среднее арифметическое значение трех измерений, про)
веденных на участке длиной 1 м. Высоту выступов определяют как среднее
арифметическое значение измерений в середине двух соседних выступов
38
Powered by TCPDF (www.tcpdf.org)
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
каждого ряда рифления с точностью 0,01 мм. Шаг поперечных выступов и
расстояние между окончаниями поперечных выступов определяют как сред7
нее арифметическое значение трех измерений каждого рифления с точно7
стью 0,1 мм. Размеры измеряют на расстоянии не менее 150 мм от конца
стержня или не менее 3000 мм от конца мотка. Линейную плотность арма7
турной стали определяют как среднее арифметическое значение массы двух
образцов длиной 1 м, взвешенных с точностью до 0,01 кг. Длину образца
измеряют с точностью 0,001 м.
Для проверки химического состава стали отбирают одну пробу от плав7
ки7ковша. Отбор проб — по ГОСТ 7565.
Для контроля механических свойств арматурной стали от партии отби7
рают для испытания на растяжение до и после электронагрева по два образ7
ца. Для испытания на изгиб от партии отбирают два образца.
Контроль временного сопротивления разрыву и условного предела теку7
чести после электронагрева проводят при отсутствии в технологическом про7
цессе специального отпуска или наличии отпуска с нагревом ниже темпера7
тур, указанных в таблице 7.
Для контроля релаксации напряжений, усталостной прочности и изгиба
с разгибом (при регламентации этих параметров по требованию потребите7
ля) от партии отбирают для испытаний:
§ на релаксацию напряжений и изгиб с разгибом — по четыре образца;
§ на усталостную прочность — шесть образцов.
Отбор образцов для контроля механических свойств и испытаний на из7
гиб, а также на релаксацию напряжений, усталостную прочность и изгиб с
разгибом проводят по ГОСТ 7564.
Контроль механических свойств допускается проводить неразрушающи7
ми методами в соответствии с нормативно7технологической документацией.
При получении неудовлетворительных результатов испытания хотя бы
по одному из показателей, повторные испытания следует проводить по
ГОСТ 7566.
Партия арматурной стали должна сопровождаться документом о качест7
ве по ГОСТ 7566 с дополнительными данными:
§ номинальный диаметр (номер профиля), мм;
§ класс арматурной стали;
§ механические свойства до и после электронагрева;
§ минимальное среднее значение x1 i , среднее квадратическое отклонение
S0 значений временного сопротивления разрыву sв и предела текучести
s02 (sт) в партии;
§ результаты испытаний на изгиб в холодном состоянии;
§ значения равномерного удлинения.
При регламентации по требованию потребителя релаксации напряже7
ний, усталостной прочности и изгиба с разгибом в документе о качестве
приводят результаты испытаний этих характеристик.
По требованию потребителя должен быть указан химический состав стали.
Каждая партия сопровождается документом о качестве по ГОСТ 7566781
с дополнительными данными:
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
39
§ номер профиля;
§ класс;
§ минимальное среднее значение x1 и среднеквадратические отклонения
S0 в партии величин sт (s02) и sв;
§ результаты испытаний на изгиб в холодном состоянии;
§ значения равномерного удлинения для стали класса А7IV (А600), А7V (800),
А7VI (А1000).
Для проверки размеров и качества поверхности отбирают:
§ при изготовлении арматурной стали в стержнях — не менее 5% от партии;
§ при изготовлении в мотках — два мотка от каждой партии.
Для проверки на растяжение, изгиб и ударную вязкость от партии отби7
рают два стержня.
При получении неудовлетворительных результатов испытаний хотя бы
по одному из показателей проводят повторные испытания по ГОСТ 7566.
Потребитель при наличии документа о качестве на продукцию выс7
шей категории качества может не проводить испытания механических
свойств. При необходимости проверки механических свойств от каждой
партии проводится испытание шести образцов, взятых из разных пакетов
или мотков и от разных профилей, и по результатам проверяется выпол7
нение условий
xmin 1 x1 i 2 1,64S0 ,
x6 1 x1 i 1 x1 iбр ,
где x6 — среднее значение механических свойств по результатам испытаний
шести образцов; x1iбр — браковочные значения величин sв, s02; xmin — ми7
нимальное значение результатов испытаний шести образцов; x1, S0 — мини7
мальное среднее и среднее квадратичное отклонения в каждой партии, га7
рантируемые предприятием7изготовителем.
Контроль качества упрочненной вытяжкой арматуры класса А7IIIв про7
изводится путем испытания на растяжение от каждой партии одного диа7
метра массой до 10 т не менее 2 образцов от двух разных прутков в состоянии
поставки, после вытяжки и после электронагрева упрочненных стержней
при электротермическом напряжении.
Для термоупрочненной стали классов Ат7IV, Ат7V, Ат7VI проверяются
механические свойства стали до и после нагрева — не менее двух прутков от
каждой партии, которые нагревают до заданной температуры и охлаждают
строго по принятой технологии. Затем от каждого прутка вырезают по 2
образца для испытания на растяжение: один от не нагреваемого конца, дру7
гой — из зоны электронагрева. Испытания проводят для определения вре7
менного сопротивления, условного предела текучести, относительного уд7
линения и относительного равномерного удлинения после разрыва. Величи7
ны значений механических свойств должны быть не менее браковочных
величин для стали данного класса.
Проволоку принимают партиями. Партия должна состоять из проволоки
одного диаметра, оформленной одним документом о качестве, в котором
следует указывать:
40
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
§ товарный знак или наименование и товарный знак предприятия+изгото+
вителя;
§ условное обозначение проволоки;
§ результаты испытаний;
§ количество мотков;
§ номер партии;
§ массу нетто партии;
§ изображение государственного Знака качества для проволоки высшей
категории качества.
Номинальный размер a, разность размеров a и a1 (рис. 8) и качество
поверхности проволоки проверяют на каждом мотке.
Для проверки механических свойств проволоки и параметров профиля
проволоки от партии должно быть отобрано 3% мотков, но не менее 5 мотков.
Для проверки разрывного усилия, относительного удлинения, числа пе+
регибов, а также испытания на изгиб от каждой партии должно быть отобра+
но 10% мотков (прутков), но не менее 5.
Для проверки усилия, соответствующего условному пределу текучести,
и прямолинейности высокопрочной проволоки от каждой партии должно
быть отобрано 3% мотков (прутков), но не менее 3.
Проверку релаксационной стойкости проводят периодически, не реже
одного раза в 6 мес. на 3 мотках от партии, прошедшей приемо+сдаточные
испытания.
При получении неудовлетворительных результатов испытаний хотя бы
по одному из показателей проводят повторные испытания на удвоенной вы+
борке. Результаты повторной проверки распространяют на всю партию.
Канаты принимают партиями. Партия должна состоять из канатов одного
диаметра, одного вида изготовления, должна иметь одинаковую кратность
шага свивки и быть оформлена одним документом о качестве, содержащим:
§ товарный знак или наименование и товарный знак предприятия+изгото+
вителя;
§ условное обозначение каната;
§ номер партии;
§ шаг свивки каната;
§ результаты испытаний;
§ массу нетто партии;
§ номера (или количество) бухт;
§ дату изготовления канатов.
Качество поверхности каната, диаметр и шаг свивки проверяют на каж+
дой бухте.
Для проверки механических свойств, прямолинейности и нераскручи+
ваемости каната от каждой партии отбирают 3% бухт, но не менее трех бухт
с одним отрезком каната.
Проверку релаксации проводят периодически, не реже одного раза в полго+
да. При получении неудовлетворительных результатов испытаний хотя бы по
одному из показателей, по нему проводят повторные испытания на удвоенной
выборке, результаты повторных испытаний распространяют на всю партию.
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
41
1.7. ТЕНДЕНЦИИ РАЗВИТИЯ
ПРОИЗВОДСТВА АРМАТУРНОЙ СТАЛИ
И ПЕРСПЕКТИВНЫЕ РАЗНОВИДНОСТИ
АРМАТУРЫ
Обычная арматура периодического профиля для армирова(
ния железобетонных конструкций является самым массовым видом высоко(
прочной стали. Несмотря на имеющуюся в мире тенденцию к сокращению
производства стального проката, объем выпуска арматурной стали за по(
следние 20 лет вырос почти вдвое. Годовой выпуск арматуры периодическо(
го профиля для ненапрягаемых железобетонных конструкций достиг 60 млн т
при повышении эксплуатационных свойств такой арматуры.
Во всех европейских странах, начиная с 1991 г., полностью перешли на
производство и применение в обычном железобетоне арматуры класса
А500С. Это унифицированная свари(
ваемая арматура, имеющая в соответ(
ствии с требованиями Евростандарта
ЕN 10080 химический состав, опре(
деляемый содержанием углерода не
более 0,22% и углеродного эквива(
лента не более 0,5%.
Арматура А500С и Ат500С выпус(
кается термомеханически упрочнен(
ной в потоке проката, горячекатаной
с микролегированием или холодноде(
Рис. 14
формированной (рис. 14).
Диаграммы растяжения
Способ производства и нижние гра(
арматурных сталей:
ницы химического состава стали для
1 — А240; 2 — А400; 3 — Ат500С; 4 — А500С.
арматуры А500С и Ат500С выбирают(
ся заводом(изготовителем исходя из гарантий свариваемости без разупрочне(
ния, пластичности (удлинение после разрыва не менее 14% и угол загиба
вокруг оправки диаметром 3d не менее 180°), а также нормируемой выносли(
вости и др. показателей.
В России с 1993 г. начались работы по созданию и освоению производства
и применения унифицированной свариваемой арматуры класса А500С. Необ(
ходимость перехода на такую арматуру серповидного профиля с С £ 0,22%
определяется целым рядом причин:
§ применяемая горячекатаная арматура класса А400 марки 35ГС и, в
ряде случаев, марки 25Г2С после дуговой сварки становится склонной
к хрупкому разрушению. В результате большинство аварий железобе(
тонных конструкций в процессе монтажа происходит из(за дуговой
сварки, особенно «прихваток» этой арматуры. По международным нор(
мам сталь, содержащая С ³ 0,3% считается не свариваемой. Поэтому
главная причина перехода на сталь А500С — безопасность людей и
сооружений;
§ переход на А500С позволяет экономить не менее 10% стали в строитель(
стве, так как ее расчетное сопротивление на 23% больше, чем у А400;
42
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
123245672896 6
96
1 2 3 4 5 6 2 7 897
589
5 2599
9
669
292 35 9339
9
9
9
9
5 89
!7 2 5 9
12399
9
59 559
1234
567894 8
4
89 4
89 4
9 4
898 4
898
1489
4
34
7894 84
89 4
4
4
898 4
898 4
4
1489
4
4
88947 84
894
4
4
898 4
898 4
1489 84
1 4
388947 84
14
14
89!4
89 "4
89!84
89!84
974
94
898 4
898 4
8984
8984
148974
#$%%4
3 881947 84
894
89!84
974
898 4
898 4
1489 84
&'$$(4
88947 84
894
4
4
898 4
898 4
1489 84
1
§ термомеханическое упрочнение низкоуглеродистых сталей формирует
их уникальную структуру, обеспечивающую высокую прочность и ло7
кальную пластичность. Это позволяет применять А500С взамен других
классов арматуры А240, А300, А400 и во всех регионах России, а также
в закладных деталях, монтажных петлях и других арматурных издели7
ях — следовательно, любое предприятие может работать на одном классе
арматуры;
§ себестоимость термомеханически упрочненной стали А500С значитель7
но ниже, чем у горячекатаной стали марок 35ГС, 25Г2С, поэтому цены на
нее не выше, чем у горячекатаной стали класса А400.
Производство арматуры Ат500С путем термомеханического упрочнения
в потоке проката обеспечивает экономию до 500–600 руб. на 1 т за счет со7
кращения расхода легирующих добавок и применения полуспокойной стали.
Переход на европрофиль сокращает расходы на изготовление прокатных вал7
ков, так как их износ уменьшается на 20–30%. Поэтому отпускная цена стали
А500С не выше, чем у стали марки 35ГС. Химический состав стали А500С
соответствует нормам всех стран мира (табл. 14), поэтому она может постав7
ляться на экспорт.
Сегодня одной из главных проблем изготовления сборного и монолитно7
го железобетона является нехватка или отсутствие современного оборудова7
ния для арматурных работ. При изготовлении монолитного железобетона до
10% стали перерасходуется на стыки, выполняемые внахлестку. Примене7
ние ванной и дуговой сварки протяженными швами удорожает и усложня7
ет арматурные работы за счет необходимости большого расхода электро7
энергии, значительной трудоемкости этих работ, отсутствия гарантии каче7
ства и проблем с техникой безопасности.
В большинстве европейских стран вместо сварки применяют муфтовые
соединения (см. рис. 15), для этого на торцы стержней накатывается резьба
и они соединяются муфтами длиной (2–4)d.
Кроме этого, применяется опрессовка втулок переносными прессами, ко7
торые для прутков малых диаметров умещаются в переносном ранце, а для
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
43
Рис. 15
Винтовая арматура с крепежными
элементами:
1 — анкерная гайка; 2 — соединительная муфта; 3 — контргайка.
12345627897
1 18
стержней d ³ 20 мм устанавливаются
на опалубке или подмостях. В настоящее время разработано подобное отечественное оборудование, эти соединения оказываются проще и дешевле,
чем соединения арматуры винтового
профиля, которая сама по себе дороже арматуры обычного профиля.
Для производства сеток в настоящее
время применяются не только современные сварочные машины, но и оборудование для изготовления вязаных сеток.
Напрягаемая арматура по Евронормам ЕN 10138 должна характеризоваться следующими свойствами (табл. 15).
1238
87 76 8
876 88
1 2 3 4 5 6 2 7 897
73487 76 8
1 18
22 28
78
9898
123456789 719
123456789
79 9
9
1123881348
9838
9
9
9
9
999
999
9
9
9
999
999
9
9
999
999
8 9
9
9
999
999
999
9
9
999
999
999
9
49
79 9
799
7989
79 9
9
9
9
999
629
79 9
79 8 9
9
9
9
9
9
999
9
9
8 9
9
999
999
999
999
999
999
525 9 9 !"9 #479 79 629 #479 21277 8217 $9
9%9 2234578 & 7 9 '"9 (2345
63)9*9 &+9 9 ,3-.36274/32("9 2539 .767.06"9 37%769 261367"9 267221 9 24"9'"9
#479 99 9..979(3.7#4%639629(3394$.349469 8+9
Низкие потери напряжения от релаксации определяются высоким расчетным пределом упругости, величина которого составляет около 0,8sв. Соответственно условный предел упругости s002 ³ (0,90–0,95) s01. Фактически
вся высокопрочная арматура изготавливается стабилизированной, этот термин за рубежом не используется, а называется такая арматура релаксационно стойкой или с низкими потерями от релаксации. Обязательно испытывается арматура на выносливость, коррозионную стойкость и на растяжение с
изгибом, результаты испытаний указываются в сертификате.
Из выпускаемых в России видов высокопрочной проволочной арматуры
только Череповецкая стабилизированная проволока d = 5 мм соответствует
требованиям Евронорм, но не по всем показателям. Поэтому необходимо
44
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
привести в соответствие с международными требованиями действующие стан/
дарты и технологию высокопрочной проволоки.
Стержневая напрягаемая арматура выпускается в России в бо2льших объ/
емах, чем во всех других странах, так как используется для изготовления
массовых сборных конструкций с натяжением на «упоры» арматуры клас/
сов Ат800, Ат1000 и А800 диаметром 10–18 мм. При этом в силу технологи/
ческих особенностей такого производства использование более прочной ар/
матуры мало эффективно, а потери напряжения от релаксации в основном
происходят в процессе изготовления преднапряженных изделий.
При разработке ГОСТ 10884/94 были учтены требования международ/
ных стандартов к напрягаемой стержневой арматуре классов Ат800, Ат1000,
Ат1200, для которой включены требования:
§ s002 ³ 0,85 s02, s02 ³ 0,85 sв;
§ релаксация напряжений за 1000 ч при температуре 20°С не более 4% от
напряжения, составляющего 0,7sв;
§ арматурная сталь этих классов должна выдерживать без разрушения
2 млн циклов напряжения, равного 0,7sв при интервале напряжения
195 МПа.
Необходимо отметить, что стержневая арматура этих классов прочности
диаметром 32–40 мм выпускается ограниченно, в виде горячекатаных стерж/
ней А800, для которых потери напряжения от релаксации и выносливость
не нормируются, а s02 = 0,76sв. Для обеспечения этих показателей на миро/
вом уровне необходимо проводить механотермическое упрочнение вытяж/
кой и низкотемпературным отпуском.
Кроме того, арматура классов А800, Ат800, Ат1000, Ат1200 дефицитна и
дорога вследствие нехватки и дороговизны легирующих материалов. В оте/
чественной арматуре содержание легирующих добавок в 1,3–4,2 раза боль/
ше, чем в зарубежной аналогичной прочности, а содержание углерода, на/
против, в 2,6–3,8 раза ниже.
В связи с этим целесообразно изготавливать напрягаемую арматуру мер/
ной длины из высокоуглеродистых сталей, которая имеет следующие пре/
имущества:
§ экономичность;
§ лучшая однородность механических свойств;
§ существенно выше s002 и s02 как в горячекатаном, так и в термоупрочнен/
ном состояниях.
Неметаллическая арматура наиболее перспективна в качестве напрягае/
мой арматуры. Это связано с тем, что дальнейшее значительное повышение
прочности стальной арматуры маловероятно в ближайшем будущем. В то же
время повышение величины предварительного напряжения каждого арма/
турного элемента значительно уменьшает сечение и массу преднапряжен/
ных конструкций, особенно больших пролетов до 100–200 м. Кроме того,
высокопрочную стальную арматуру при натяжении на бетон необходимо спе/
циально защищать от коррозии, особенно в условиях жаркого и влажного
климата, тогда как углепластиковая арматура стойка во всех агрессивных
средах. Поэтому во всех странах ведутся работы по освоению производства
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
45
и применения неметаллической арматуры из специальных видов стеклопла0
стика, кевлара, углепластика и др.
Наиболее перспективной является углепластиковая арматура, которая
изготавливается из высокомодульных углеродных волокон с sв ³ 4000 МПа
и модулем упругости 3×105 МПа. В ряде стран уже производятся арматурные
элементы из углепластиковой арматуры d = 6–15 мм с sв ³ 2000 МПа и моду0
лем упругости 2,1×105 МПа (рис. 16).
Главным препятствием к производст0
ву и применению такой арматуры яв0
ляется ее высокая цена, превышающая
стоимость стальной проволоки в не0
сколько раз.
В обычном железобетоне также бу0
дет развиваться применение в качестве
арматуры неметаллических материалов
как в виде фибры, так и обычной арма0
туры (стеклопластик, полипропилено0
вые, базальтовые и другие волокна).
В настоящее время стеклопласти0
ковая арматура используется в изде0
Рис. 16
лиях крупнопанельного домостроения.
Диаграммы растяжения
неметаллической и стальной
Для повышения термического сопро0
арматуры:
тивления наружных стен применяют0
1 — углепластиковая d = 5 мм; 2 — углепла0
ся трехслойные панели: соединение
стиковая d = 12 мм; 3 — высокопрочная про0
слоев тяжелого бетона, между которы0
волока и канаты d = 5 и 15 мм; 4 — стекло0
пластиковая и базальто0пластиковая арма0
ми находится эффективный утепли0
тура d = 5 мм.
тель, организуется гибкими связями.
Для таких связей наиболее перспективны стеклопластиковые композиции,
у которых теплопроводность в 100 раз меньше, а прочность и коррозион0
ная стойкость в 2–3 раза выше, чем у стали. Бийский завод стеклопласти0
ков изготавливает такую арматуру по ТУ 22960001020994511 с цилиндриче0
скими анкерными уширениями, обеспечивающими надежное защемление
арматуры в бетоне и растворе. Изготавливается из алюмоборсиликатного
стекла и эпоксидной смолы (ЭД020, ЭД022) путем пропитки стекловолокна
смолой, формования и отвердевания. Получается монолитная полимерная
матрица (водопоглощение 0,02–0,03%), надежно защищающая стеклово0
локно от щелочной среды влажного бетона или раствора. Выпускается ар0
матура диаметром 2–10 мм, в основном, 5,5 мм для кирпичных стен и
7,5 мм — для железобетонных наружных стеновых панелей. Применение
такой арматуры возможно во всех климатических зонах России, ее техни0
ческие характеристики: sв = 1400 МПа, s02 = 1300 МПа, Rсж = 890 МПа,
Ерас = 50 000 МПа, Есж = 40 000 МПа, относительное удлинение после разры0
ва 2,8%, коэффициент линейного температурного расширения 0,6×10–5°оС–1,
коэффициент теплопроводности 0,48 Вт/(м×К). Величина выдергивающего
усилия зависит от класса бетона по прочности при сжатии и глубины анке0
ровки (табл. 16).
46
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
12343567895
37
362544 2376
12343567895
37
86365
366 364 22565
66 236
1 2 3 4 5 6 2 7 897
6
43 6
5 736
6
62 356
6
!6
6
"!6
"6
#!6
123
1453
5463
7483
7453
94 3
483
723
7483
9473
453
824 3
8 483
8 4 3
23
493
884 3
864 3
814 3
87483
89453
1
Установка гибких связей при изготовлении наружных стеновых панелей
является ответственной операцией. После укладки нижней сетки формуют
нижний слой панели из тяжелой бетонной смеси, который выдерживают
1,5 ч для первоначального загустевания бетона. Затем укладывают плитный
утеплитель и протыкают его связями из стеклопластиковой арматуры. При
этом начальная прочность бетона не позволяет утеплителю разрушаться и
погружаться в него. Окончательно связи устанавливают ударным погруже=
нием (молотком) их в нижний слой бетона. Для обеспечения требуемой глу=
бины заделки устанавливают на стеклопластиковые связи технологические
ограничители. Затем на короткое время включают виброплощадку, что обес=
печивает хорошее сцепление бетона со связями.
ТЕСТЫ ДЛЯ САМОПРОВЕРКИ
Тест 1
АРМАТУРНАЯ СТАЛЬ
ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
1. Что обозначает буква В, стоящая перед обозначением класса арматурной стали?
А — эта сталь высокопрочная;
Б — эта сталь предназначена для водонепроницаемого бетона;
В — это проволочная сталь;
Г — это стержневая сталь, упрочненная вытяжкой.
2. В каких зонах железобетонных конструкций устанавливается рабочая арма=
тура?
А — для восприятия перерезывающих напряжений;
Б — для восприятия растягивающих усилий и усиления бетона сжатых зон;
В — для усиления опорных зон железобетонных конструкций;
Г — для восприятия сжимающих напряжений.
3. Почему не нарушается сцепление бетона с арматурой при изменении темпера=
туры железобетонных конструкций?
А — благодаря хорошему сцеплению бетона с арматурой;
Б — из=за близких значений коэффициентов термического расширения стали и
бетона;
В — вследствие низкой теплопроводности бетона;
Г — вследствие обжатия бетона преднапрягаемой арматурой.
4. Какая арматура относится к стержневой?
А — диаметром более 10 мм, поставляемая в прутках;
Б — диаметром более 20 мм;
В — изготавливаемая горячим прокатом;
Г — изготавливаемая холодной вытяжкой.
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
47
5. Что обозначают первые цифры в марках легированных сталей?
А — предел прочности при растяжении в МПа;
Б — содержание легирующих элементов в %;
В — относительное удлинение после разрыва в %;
Г — содержание углерода в сотых долях %.
6. Как изменяется условный предел текучести с увеличением класса арматурной
стали?
А — уменьшается;
Б — не изменяется;
В — увеличивается;
Г — до класса АAIII увеличивается, а затем уменьшается.
7. Что называется сталью?
А — сплав железа с углеродом, содержащий до 2% углерода;
Б — сплав железа с углеродом, содержащий до 0,83% углерода;
В — твердый раствор кремния в железе;
Г — эвтектическая смесь железа с марганцем.
8. Как изменяются пластические свойства стали с увеличением класса?
А — увеличиваются;
Б — уменьшаются;
В — не изменяются.
9. Что обозначает класс прочности проволочной арматуры?
А — временное сопротивление стали в МПа;
Б — удлинение после разрыва в %;
В — условный предел упругости в МПа;
Г — условный предел текучести в МПа.
10. Какую марку стали нельзя применять для армирования железобетонных конA
струкций, эксплуатируемых при температуре < –40°С?
А — 10ГТ;
Б — 35ГС;
В — ВСт5пс2;
Г — 20ГС2.
11. Как изменяется свариваемость арматурной стали с увеличением количества
легирующих элементов Si, Mn, Cr?
А — улучшается;
Б — не изменяется;
В — ухудшается;
Г — до определенной дозировки улучшается, а затем ухудшается.
12. Арматура из какой марки стали не сваривается?
А — 20ХГ2Ц;
Б — 20ХГСЦ;
В — ВСт5сп3;
Г — 80С.
13. Что принимается за временное сопротивление арматурной стали?
А — максимальное напряжение при испытании на растяжение;
Б — напряжение при испытании на растяжение в момент разрыва;
В — максимальное напряжение, при котором нет остаточных деформаций;
Г — напряжение, при котором сталь проявляет текучесть при испытании на
растяжение.
14. Как соотносятся физический (sу) и условный (s002) пределы упругости?
А — sу = s002;
Б — sу > s002;
В — sу < s002;
Г — sу ³ s002.
15. Какие стали деформируются с площадкой текучести?
А — твердые;
48
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Б — термоупрочненные;
В — упрочненные в холодном состоянии;
Г — мягкие.
16. Что принимается за нормативное сопротивление мягких сталей?
А — временное сопротивление;
Б — удлинение после разрыва;
В — условный предел текучести;
Г — физический предел упругости.
17. Что характеризует релаксация стали под напряжением?
А — снижение напряжения при постоянной деформации;
Б — химический состав стали;
В — нарастание пластической деформации при постоянном напряжении;
Г — степень раскисления стали.
18. За счет чего упрочняется сталь при силовой калибровке?
А — за счет наклепа;
Б — за счет закалки;
В — за счет легирования;
Г — науглероживанием.
19. В каком растворе определяется склонность термоупрочненной стали к коррози=
онному растрескиванию?
А — сульфатном;
Б — нитратном;
В — хлоридном;
Г — карбонатном.
ГЛАВА 1. АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
49
ГЛАВА
Глава 2. ЗАГОТОВКА
НЕНАПРЯГАЕМОЙ
АРМАТУРЫ
2.1. КЛАССИФИКАЦИЯ НЕНАПРЯГАЕМЫХ
АРМАТУРНЫХ ЭЛЕМЕНТОВ
Д
ля армирования железобетонных конструкций и изделий
применяют следующие разновидности арматурных изделий (рис. 17).
А) Отдельные прямые или гнутые стержни заданных размеров с анке7
рами или без них. Могут также использоваться пакеты проволок, канаты
для армирования обычных или предварительно напряженных железобетон<
ных изделий и конструкций.
Б) Сварные арматурные сетки прямые и гнутые из проволоки, а также
из горячекатаных стержней гладких или периодического профиля. Для ар<
матурных сеток применяется сталь диаметром от 3 до 40 мм. Сварные арма<
турные сетки изготовляют из стержней, расположенных в двух взаимно
перпендикулярных направлениях и соединенных в местах пересечений свар<
кой (крестообразное соединение).
В одном направлении сетки имеют стержни одинакового диаметра. Сет<
ки изготовляют с расположением рабочей арматуры в одном направлении
(продольном или поперечном) и распределительной арматурой в другом на<
правлении; в обоих направлениях.
Сетки изготовляют плоскими или рулонными. Рулонными бывают сетки с
продольными стержнями из арматурной проволоки диаметром до 5 мм вклю<
чительно при поперечных стержнях диаметром до 10 мм включительно.
Сварные плоские и рулонные арматурные сетки, изготовляемые пред<
приятиями строительной индустрии на многоэлектродных сварочных ма<
шинах, должны соответствовать требованиям ГОСТ 23279. Сварные рулон<
ные сетки, изготовляемые метизной промышленностью из арматурной про<
волоки диаметром 5 мм, ГОСТ 8478.
Конструкция сварных соединений, выполняемых в заводских условиях
и при монтаже сборных и возведении монолитных железобетонных конст<
рукций, должна соответствовать ГОСТ 14098.
Крестообразные соединения типов К1 и К2 по ГОСТ 14098, которые должны
обеспечивать восприятие арматурой сеток и каркасов напряжений не менее ее
расчетных сопротивлений, подлежат выполнению с нормируемой прочностью.
50
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
а
б
в
г
д
е
ж
з
и
Рис. 17
Арматурные изделия заводского изготовления:
а — плоская сетка; б, в — плоские каркасы; г, д, е — пространственные каркасы; ж, з — гнутая
сетка, криволинейный гнутый каркас; и — закладные сварные детали.
Сетки подразделяют на тяжелые и легкие. К тяжелым относят сетки,
имеющие хотя бы в одном направлении стержни диаметром 12 мм и более.
К легким относят сетки с продольными (диаметром d) и поперечными стерж4
нями d1 от 3 до 10 мм.
Сетки изготовляют следующих типов.
Тип 1. Тяжелые с рабочей арматурой в продольном направлении, диа4
метр которой больше диаметра распределительной арматуры, с прямоуголь4
ной ячейкой, вытянутой в продольном направлении. Длина сеток 1 типа от
850 до 9000 мм, ширина — 650–3050 мм, d = 12–40 мм, d1 = 6–16 мм.
Тип 2. Тяжелые с рабочей арматурой в обоих направлениях с квадратной
ячейкой. Длина сеток 2 типа от 850 до 5950 мм, ширина — 650–3050 мм,
d = 12–25 мм, d1 = 6–16 мм.
ГЛАВА 2. ЗАГОТОВКА НЕНАПРЯГАЕМОЙ АРМАТУРЫ
51
Рис. 18
Тяжелые сетки 1, 2, 3 типа
Рис. 19
Легкие сетки 4, 5 типа
Тип 3. Тяжелые с рабочей арматурой в поперечном направлении, диаметр которой больше диаметра распределительной арматуры, с прямоугольной ячейкой, вытянутой в поперечном направлении. Длина сеток 3 типа от
850 до 6250 мм, ширина — 650–3050 мм, d = 6–16 мм, d1 = 12–25 мм.
В качестве рабочей арматуры в тяжелых сетках следует применять стержневую горячекатаную арматурную сталь класса А-III (А400) диаметрами 12–
40 мм и термомеханически упрочненную арматурную сталь класса Ат-IIIC
(Ат400С) диаметрами 12–18 мм.
При технико-экономических обоснованиях в качестве рабочей арматуры
допускается применение стержневой горячекатаной арматурной стали классов А-II (А300) и А-I (А240) диаметрами 12–32 мм.
В качестве распределительной арматуры в тяжелых сетках типа 1 применяют арматурную сталь класса А-III (А400) и Ат-IIIC (Ат400С) диаметрами 6–16, в сетках типа 3 — арматурную сталь класса А-II (А300) диаметрами
10–16 мм и класса А-I (А240) диаметрами 6–16 мм.
52
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Тип 4. Легкие с поперечными стержнями на всю ширину сетки сетки.
Длина сеток 4 типа от 850 до 9000 мм, ширина — 650–3800 мм, d = 3–10 мм,
d1 = 3–10 мм.
Тип 5. Легкие со смещенными поперечными стержнями. Длина сеток 5
типа от 3950 до 9000 мм, ширина — 650–3800 мм, d = 3–5 мм, d1 = 5–10 мм.
Легкие сетки следует изготовлять из арматурной проволоки класса Вр:I
(Вр400) диаметрами 3–5 мм, стержневой горячекатаной арматурной стали
классов А:III (А400) и А:I (А240) диаметрами 6–10 мм.
В качестве распределительной арматуры допускается применять арма:
турную проволоку класса B:I (В400) диаметрами 3–5 мм.
Крестообразные соединения стержней в сетках следует осуществлять кон:
тактной точечной сваркой в соответствии с требованиями ГОСТ 14098:85.
Режимы сварки должны соответствовать требованиям СН 393:78.
В сетках с рабочей арматурой из гладкой стержневой арматурной стали
класса А:I должны быть сварены все пересечения стержней.
В сетках с рабочей арматурой периодического профиля (стержневой и
проволочной) допускается сварка пересечений стержней через одно или че:
рез два пересечения в шахматном порядке, если в рабочих чертежах отсутст:
вуют специальные указания.
В арматурной сетке допускается наличие не более двух несваренных пе:
ресечений стержней на площади 1 м2 сетки из числа пересечений, подлежа:
щих сварке.
Стержни в местах сварки при испытании на растяжение (ослабленные в
местах пересечений и стыков) должны иметь разрывное усилие или времен:
ное сопротивление разрыву не ниже требуемого по ГОСТ 10922:75.
Требования к прочности сварных соединений стержней на срез приведе:
ны в ГОСТ 10922:75. Если к сварным соединениям стержней из арматурной
стали периодического профиля, расположенных в двух или одном направле:
нии, не предъявляют требования равнопрочности, то браковочная нагрузка
при испытании на срез должна составлять не менее 50% разрывного усилия
арматурной проволоки или временного сопротивления разрыву арматурной
стали меньшего диаметра.
Крестообразные соединения стержней сеток не должны разрушаться от
ударных воздействий при свободном сбрасывании сеток с высоты 1 м.
Стыковые соединения стержневой арматурной стали следует осуществ:
лять контактной стыковой сваркой по ГОСТ 14098:85. Режимы сварки — по
СН 393:78.
Рабочая арматура на длине стержня 6 м должна иметь не более двух
стыковых соединений, а на длине стержня 12 м — не более трех. Стыковые
соединения стержней одного направления в пределах шага арматуры в дру:
гом направлении допускаются не менее чем через три стержня.
Значения относительной осадки в кре:
1234
564789 4 5478 4
стообразных сварных соединениях стерж:
ней (в долях меньшего диаметра сваривае:
1233841233384162333 44 564784 54784
мых стержней) должны быть при арматур: 1
ной стали классов:
ГЛАВА 2. ЗАГОТОВКА НЕНАПРЯГАЕМОЙ АРМАТУРЫ
53
Значения действительных отклонений геометрических параметров сеток не должны превышать предельных, указанных в ГОСТ 10922-75.
Продольные и поперечные стержни в сетках должны быть прямолинейными. Значения действительных отклонений от прямолинейности стержней не должны превышать 6 мм на длине стержня 1 м.
Расстояние между стержнями — основной шаг стержней в одном направлении следует принимать одинаковым.
В тяжелых сетках типа 1 для поперечных стержней у края сетки допускается применение доборного шага 100, 200 и 300 мм.
В легких сетках помимо основного шага стержней в продольном направлении допускается применение доборного шага у краев сетки, а также в
месте ее резки. Доборный шаг продольных стержней принимают от 50 мм до
размера основного шага кратно 10 мм у края сетки и кратно 50 мм в месте
резки сетки. Доборный шаг поперечных стержней принимают от 50 до
250 мм, кратно 10 мм.
Размеры выпусков продольных и поперечных стержней следует принимать равными 25 мм или кратными 25 мм. В легких сетках, изготовляемых
в одну полосу, размеры выпусков продольных стержней допускается принимать от 30 до 200 мм кратно 5 мм, а размеры выпусков поперечных стержней — равными 15, 20 и 30 мм, а также от 25 до 100 мм кратно 25 мм.
Сетки обозначают марками следующей структуры:
xC
d
b 1 l,
d1
где x — обозначение типа сетки; C — буквенное обозначение наименования
сварной сетки (с добавлением для рулонных сеток индекса р — Ср); d, d1 —
диаметр соответственно продольных и поперечных стержней с указанием
класса арматурной стали; b, l — соответственно ширина и длина сетки в
сантиметрах.
В марке сетки дополнительно приводят:
§ для легких сеток, а также тяжелых сеток типа 3 с основным шагом
продольных стержней 400 мм после диаметра стержней (через тире) значение шага стержней в миллиметрах;
§ для сеток с доборным шагом — соответственно над чертой или под чертой
значения доборного шага продольных или поперечных стержней в миллиметрах (в скобках).
Для сеток с размерами выпусков поперечных и продольных стержней,
отличающимися от 25 мм, марку сетки после обозначения длины сетки дополняют:
a1 1 a2
,
a
где а1, а2 — значения выпусков продольных стержней (при а1 = а2 приводят
только одно значение в миллиметрах); а — значение выпусков поперечных
стержней в миллиметрах.
Плоские сетки должны быть связаны в пакеты. Масса пакета не должна
превышать 3 т. Пакет сеток должен быть связан мягкой проволокой не ме54
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
нее чем в четырех местах, а рулон сетки — не менее чем в трех местах.
К каждому пакету и рулону сеток должно быть прикреплено не менее двух
металлических или фанерных бирок, на которых указывают:
§ наименование или товарный знак предприятия0изготовителя;
§ условное обозначение сеток;
§ количество сеток в пакете;
§ массу пакета или рулона в тоннах;
§ номер партии и дату изготовления.
Бирки должны прикрепляться с разных сторон пакета и рулона.
Каждая партия сеток, поставляемых специализированными заводами
арматурных изделий, должна сопровождаться документом о качестве, в ко0
тором указывают:
§ наименование и адрес предприятия0изготовителя;
§ номер и дату выдачи документа;
§ номер партии;
§ наименование изделий с указанием их марок и количества в партии;
§ дату изготовления.
Документ должен быть подписан работником, ответственным за техни0
ческий контроль предприятия0изготовителя.
Сетки следует транспортировать в горизонтальном положении. При по0
грузке, транспортировании и разгрузке сеток должны соблюдаться меры,
обеспечивающие их сохранность от повреждения. Способы выполнения по0
грузочно0разгрузочных работ должны соответствовать предусмотренным
правилам техники безопасности в строительстве.
Сетки должны храниться в крытом помещении. Пакеты сеток следует
хранить раздельно по маркам в штабелях высотой не более 2 м. Рулоны сеток
складируют не более чем в три яруса. При складировании сеток между штабе0
лями должен быть обеспечен свободный проход шириной не менее 0,5 м.
При хранении и транспортировании каждый пакет должен опираться на
деревянные подкладки и прокладки толщиной не менее 30 мм. Подкладки
под сетки следует укладывать по плотному, тщательно выровненному осно0
ванию. При хранении сеток в штабелях прокладки между пакетами по высо0
те штабеля должны быть расположены по вертикали, одна над другой.
В) Арматурные каркасы. Сварные арматурные каркасы изготовляют из
продольных и поперечных стержней, соединенных в местах пересечений
сваркой (крестообразное соединение). Продольные и поперечные стержни
каркасов в одном направлении имеют стержни одинакового или разных диа0
метров. Каркасы изготовляют плоскими или пространственными.
Плоские каркасы имеют поперечные стержни, расположенные в одной
плоскости и предназначенные для армирования линейных изгибаемых или
растянутых железобетонных элементов и конструкций с малой шириной
поперечного сечения. Плоские сварные каркасы шириной 80–600 мм из
стержней диаметром до 40 мм и более изготавливаются из свариваемой ста0
ли: для рабочей арматуры классов А0Ш (А400, А500С), А0IV (А600), для
распределительной (поперечной) — А0II (А300), А0III (А400, А500С). В кар0
касах может быть от 2 до 6 продольных рабочих и монтажных стержней.
ГЛАВА 2. ЗАГОТОВКА НЕНАПРЯГАЕМОЙ АРМАТУРЫ
55
а
Плоские каркасы применяются для
армирования тяжелонагруженных ба0
лок, перемычек, плит, колонн, риге0
лей и др.
Пространственные каркасы изго0
товляют с поперечными стержнями,
б
расположенными в разных плоско0
стях.
Г) Стальные монтажные петли слу
жат для захвата сборных железобе
в
тонных изделий при транспортиров
ке и монтаже. Сварные закладные из0
делия, используемые для соединения
сваркой отдельных железобетонных
изделий в сооружениях, подразделя0
г
ют на два основных типа: открытые и
закрытые. Размещение закладных де0
талей должно точно соответствовать
проекту, в противном случае при мон0
таже отдельные изделия не будут сты0
коваться, что увеличивает трудоем0
кость и материалоемкость монтажа
д
(вследствие необходимости примене0
ния дополнительных стыковочных по0
лос) и снижает надежность стыков.
В зависимости от расположения ан0
керных стержней относительно плос0
кого элемента различают закладные
Рис. 20
Разновидности закладных изделий:
изделия с перпендикулярным, наклон0
а, б, в, г — закладные изделия открытого типа
ным, параллельным или смешанным
(соответственно с перпендикулярным, парал0
расположением анкерных стержней.
лельным, наклонным и смешанным располо0
жением анкерных стержней); д — закладное
Типы закладных изделий и взаим0
изделие закрытого типа (с перпендикулярным
ное
расположение их элементов при0
расположением анкерных стержней); 1 — ан0
ведены на рисунке 20.
керные стержни; 2 — плоский элемент.
Отклонение от плоскостности на0
ружных лицевых поверхностей плоских элементов закладных изделий не
должно превышать 3 мм. Угол между поверхностью плоского элемента и
анкерным стержнем закладной детали должен быть в пределах, установ0
ленных ГОСТ 14098. Кромки плоских элементов закладных изделий долж0
ны быть очищены от грата и шлака после огневой резки. На элементах
арматурных и закладных изделий, а также сварных соединений не должно
быть отслаивающейся ржавчины и окалины, следов масла и других загряз0
нений.
Кольцевой венчик наплавленного металла при дуговой сварке под флю0
сом тавровых соединений анкерных стержней закладных изделий должен
быть без разрывов. Допускаются:
56
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
§ разность высоты венчика в двух любых точках по его окружности до 7 мм;
§ несимметричное расположение венчика относительно анкерного стерж,
ня при условии, что расстояние от края венчика до ближайшей точки на
поверхности стержня должно быть не менее 0,5 мм для анкеров диамет,
ром до 14 мм включительно и не менее 2 мм для больших диаметров
стержней.
Наплавленный металл в соединениях и основной металл в околошовных
зонах не должны иметь трещин. Переход от наплавленного металла к основ,
ному должен осуществляться без подрезов основного металла. Все кратеры
должны быть заварены.
Не допускаются перерывы наплавленного металла и шлаковые включе,
ния в нем, прожоги плоских элементов закладных изделий, свищи, поверх,
ностные поджоги основного металла и непровары.
Каждый контейнер (ящик) со сварными закладными изделиями должен
иметь ярлык, на котором указывают:
§ марку или условное обозначение арматурных или закладных изделий;
§ число арматурных изделий в пакете (пачке) или закладных изделий в
контейнере (ящике);
§ номер партии и дату изготовления изделий;
§ отметку ОТК о приемке партии изделий.
2.2. ПОДГОТОВКА АРМАТУРНОЙ СТАЛИ
Подготовка арматурной проволоки класса Вр,I и стержне,
вой арматуры, поставляемой в мотках, заключается в правке и чистке, сты,
ковке, резке на мерные длины, гнутье отгибов, высадке головок или устрой,
стве других концевых анкеров на концах стержней.
Заводское оборудование позволяет совмещать заготовку арматуры с опе,
рациями по предварительной обработке стали. Автоматические правильно,
отрезные станки производят размотку бухт или мотков стали, правку, чистку
и резку на прутки заданных размеров. Около 25% общего объема арматуры
сборных железобетонных конструкций представляет собой сталь диаметра,
ми от 3 до 12 мм, поставляемая на заводы в мотках. Для правки и резки
применяют специально оборудованные правильно,отрезные станки с непре,
рывной подачей арматуры к вращающимся ножам, а также с циклической
подачей арматуры к гильотинным ножницам.
Арматура тянущими роликами сматывается с бухтодержателей, обору,
дованных тормозными устройствами, проходит через вращающийся пра,
вильный барабан с песком, где одновременно очищается, после чего отме,
ренная длина автоматически отрезается (проталкиваемый конец арматуры
замыкает контакт реле, включающего привод резательного механизма). Ско,
рость непрерывной подачи арматуры составляет 40–120 м/мин, цикличе,
ской — 25–90 м/мин, длина отрезаемых прутков от 0,5 до 9,0 м. Для заго,
товки стержней длиной до 1,5 м применяют станки типа СМ,1924, АРС,М,
СМЖ,357, отрезающие стержни длиной от 50 до 1500 мм с точностью 0,5–
2,0 мм (см. рис. 21).
ГЛАВА 2. ЗАГОТОВКА НЕНАПРЯГАЕМОЙ АРМАТУРЫ
57
Рис. 21
Установка СМЖ-357 для правки и резки арматурной стали:
1 — сборники арматуры; 2 — приемно-сбрасывающее устройство; 3 — электрооборудование; 4 —
правильный барабан; 5 — приспособление для заправки; 6 — размоточное устройство.
Стержни диаметром более 16 мм заготавливаются, как правило, без предварительной правки. Отдельные искривления правят вручную на верстаке, а
чистят в станке с механическими щетками. Для резки арматуры больших
диаметров (до 70 мм для класса А-I и до 40 мм класса А-V) применяют станки типа СМЖ-172А, СМЖ-322, СМЖ-175 и др.
Если при заготовке стержневой арматуры отходы превышают 1% по массе, то применяют линии для безотходной заготовки, на которых стержни
сначала стыкуют, а затем режут на мерные длины. Для стыковки стержней
диаметром 10–90 мм из свариваемой стали применяют стыкосварочные автоматические машины типа МСГУ-500, или полуавтоматические машины
типа МС-2008, или ручные типа МС-162, МС-1202 и др.
Соосность стержней в стыковых соединениях, выполненных контактной
сваркой, при номинальном диаметре свариваемых стержней 10–28 мм должна иметь отклонения не более 0,1dH; при диаметре 32–40 мм — не более
0,05dH; при диаметре 45–80 мм — не более 0,03dH (где dH — минимальный
диаметр свариваемых стержней).
Стыковые соединения, выполненные контактной сваркой, должны быть
окружены гратом. Смятие стержней электродами на глубину более 0,1 номинального диаметра стержня, подплавление и поджоги ребер периодического профиля стержней не допускаются. Наплавленный металл в соединениях и основной металл в околошовных зонах не должны иметь трещин.
Переход от наплавленного металла к основному должен осуществляться без
подрезов основного металла. Все кратеры должны быть заварены. Не допускаются перерывы наплавленного металла и шлаковые включения в нем,
прожоги плоских элементов закладных изделий, свищи, поверхностные поджоги основного металла и непровары. Стыковые соединения стержней из
термомеханически упрочненной арматурной стали класса Ат-V, выполненные контактной сваркой, при механических испытаниях на растяжение
должны разрушаться вне зоны сплавления. При этом уменьшение исходного диаметра стержней в месте разрыва не должно быть менее 20%.
Контрольные образцы стыковых соединений стержней испытывают на
растяжение при расстоянии между захватами разрывной машины не менее
20 диаметров стержня, если диаметр стержней не превышает 25 мм, и не
менее 10 диаметров при стержнях большего диаметра. Уменьшение исходного диаметра стержня в месте разрыва при испытании образцов стыковых
соединений стержней из арматурной стали класса Ат-V измеряют штангенциркулем с погрешностью до 0,1 мм.
58
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
При использовании несвариваемой стали арматурные стержни заказы'
ваются мерной длины или стыкуются механически: обжимают стыкуемые
концы стержней шайбами из свариваемой стали, а затем шайбы сваривают,
или обжимают одной втулкой оба конца стыкуемых стержней при напряже'
нии больше предела текучести, что обеспечивает надежное соединение. При
резьбовом профиле арматуры она стыкуется резьбовыми гильзами.
Для высадки головок на стержнях диаметром 10–25 мм классов А'II…
А'У применяют станки типа СМЖ'128, на проволоке классов В'II и Вр'II
головки высаживают на станках СМЖ'155, для холодного обжатия втулок и
шайб применяются станки МО'4, МО'5.
Гнут арматуру диаметром 32–40 мм на гибочных приводных станках,
имеющих устройство для вращения гибочного диска, типа С'146, С'564 и др.,
есть станки и для гибки сеток.
Межоперационные транспортные средства (рольганги, конвейеры, тель'
феры, монорельсы и др.) должны быть удобны, надежны и должны обеспе'
чивать непрерывность и последовательность осуществления всего процесса
заготовки арматуры.
2.3. ИЗГОТОВЛЕНИЕ АРМАТУРНЫХ СЕТОК
И КАРКАСОВ
Арматурные сетки представляют собой арматурные элемен'
ты из стержневой и проволочной арматуры (как несущие элементы железо'
бетонной конструкции) и только из проволочной арматуры (как монтажный
элемент конструкции). Плоские каркасы выполняют из рабочей арматуры и
распределительных стержней и используют как несущие элементы железо'
бетонной конструкции. Плоские каркасы обеспечивают армирование конст'
рукций в плоскости, перпендикулярной действующим нагрузкам. Простран'
ственные каркасы состоят из рабочей, распределительной и монтажной ар'
матуры и обеспечивают полное армирование железобетонных конструкций,
которое заключается в установке каркаса в форму (опалубку) и закреплении
его в проектном положении. Пространственные каркасы могут быть прямо'
угольного, квадратного, таврового, круглого и других сечений с вырезами
под проемы или без них.
Для изготовления плоских сеток и каркасов применяют контактную сты'
ковую и точечную электрическую сварку и только для больших диаметров
применяется электродуговая сварка.
При электрической дуговой сварке местный разогрев деталей, подлежа'
щих сварке, осуществляется сварочной дугой, которая вызывается путем ка'
сания электродом свариваемого металла. При коротком замыкании ток боль'
шой силы проходит через отдельные контактные выступы. Из'за высокой
плотности тока выступы расплавляются, часть металла испаряется и газовый
промежуток насыщается парами металла и обмазки электрода. Отрыв элек'
трода от изделия ведет к размыканию цепи, что, в свою очередь, приводит к
образованию искры в газовом промежутке и зажиганию дуги. Конец элек'
трода разогревается под действием высокой температуры дуги и начинает
ГЛАВА 2. ЗАГОТОВКА НЕНАПРЯГАЕМОЙ АРМАТУРЫ
59
плавиться. На свариваемом металле образуется ванна жидкого металла. Жидкие объемы ванны и электрода перемешиваются, кристаллизуются при остывании и образуют прочный соединительный элемент — сварной шов.
Стыковая сварка проводится двух разновидностей: сварка сопротивлением и сварка оплавлением (прерывистым или непрерывистым).
Сварка сопротивлением состоит в том, что к заранее прижатым в контакте деталям подводится сварочный ток. После разогрева переходных мостиков (контактных бугорков) они деформируются, и в контакт вступают
новые участки сечения. Постепенно сечение разогревается, после чего ток
выключается и дается осадка, необходимая для проведения плотного контакта и значительной деформации в месте стыка. Сварка сопротивлением
требует точной подготовки торцов.
Сварка оплавлением заключается в том, что сечение нагревается за счет
оплавления части металла в контакте. Концы стержней, находящихся под
напряжением, сводят друг с другом. В месте контакта возникает интенсивный нагрев, вплоть до плавления. В контакт вводятся новые участки, происходит естественная подгонка торцов. После разогрева сечения детали сжимают под осадочным давлением и процесс заканчивают. Сварка больших
сечений требует замедления процесса, так как металл не успевает прогреться на нужную глубину. В этом случае сварку делают прерывистой, причем
она может быть выполнена прерыванием тока в сварочной цепи или разведением деталей механическим путем.
Применение различных способов сварки вызывается технологическими соображениями: при сварке оплавлением образуются пары металла, давление
которых достаточно для предупреждения проникновения в сварочную зону атмосферного воздуха; выбрасывание металла в виде брызг также способствует
удалению оксидов, образующихся в приконтактных областях. Поэтому сварка
оплавлением обеспечивает более совершенное соединение, являясь в то же время более экономичной из-за меньшего расхода электроэнергии на нагрев стыка.
Стыковой сваркой можно соединять стержни, трубы, полосы и листы
как однородных, так и неоднородных металлов и сплавов.
Точечная сварка проходит в три стадии: в первой стадии (рис. 22а)
стержни сдавливаются токоподводами (электродами). Если не сделать этого, сопротивление между стержнями будет настолько высоким, что при
небольшом напряжении, подводимом к
а
б
в
электродам, не создастся достаточной
величины тока для генерирования необходимой теплоты.
Вторая стадия (рис. 22б) — пропускание тока. В это время между стержнями и в контакте «электрод — деталь»
выделяется тепло, металл размягчается
и, наконец, расплавляется. Образовавшееся ядро (точка) жидкого металла растет до величины контактной поверхноРис. 22
Образование ядра при точечной сварке сти электрода.
60
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Третья стадия (рис. 22в) — охлажде!
ние места сварки после выключения тока.
На этой стадии давление, приложенное
к электродам, остается, выполняя роль
уплотнителя точки и в отдельных слу!
чаях может быть увеличено.
Таким образом, при точечной сварке
соединительный элемент между стерж!
нями или листами представляет собой
сварную точку с ядром литой структуры.
Все машины для точечной сварки
подразделяются на стационарные, пе
реносные и специального назначения.
В качестве примера рассмотрим маши!
ну с пневматическим механизмом сжа!
тия типа МТП!75 (рис. 23).
Свариваемые детали находятся меж!
ду электродами, давление от пневмоци!
линдра передается на верхний электрод.
Когда детали сжаты, пневмоэлектроре!
ле через контактор включает первичную
Рис. 23
Одноточечная сварочная машина
обмотку трансформатора. Время вклю!
чения тока выдерживается электронным
регулятором. Если изделие имеет крупные габариты, сварка на стационар!
ных машинах становится затруднительной. В этом случае ведут сварку пере!
носными точечными машинами. Ряд узлов изделий с большим количеством
сварных точек выполняется на многоточечных сварочных машинах.
Точечной контактной электрической сваркой соединяют узлы сеток под
углом 60–90° из двух!трех пересекающихся стержней.
Качество сварки обеспечивается правильным выбором величины свароч!
ного тока, продолжительности сварки и усилия сжатия. Различают мягкий
режим сварки: продолжительность сварки не менее 0,5 с, величина свароч!
ного тока (4…8) × 103 А, плотность тока (8…12) × 10–5 А/м2, и жесткий, у
которого продолжительность сварки 0,01–0,5 с, величина сварочного тока
(8…20) × 103 А, плотность тока (12…30) × 10–5 А/м2. Арматуру из малоуглеро!
дистых сталей можно сваривать по мягкому или жесткому режиму (обычно
выбирают более короткий жесткий режим), из низколегированных сталей —
только по мягкому. Холоднотянутую проволоку и термомеханически упроч!
ненную сталь сваривают только по жесткому режиму для предотвращения
отжига и потери наклепа.
Плоские сетки и каркасы шириной 600–3800 мм при диаметре арматуры
3–8 мм сваривают контактной точечной сваркой на автоматизированных
высокопроизводительных линиях типа 7975/1 и др., а при диаметре армату!
ры 10–28 мм — на линиях типа И!21РС и др. Арматурные стержни в местах
их пересечений сжимаются между электродами, затем через них пропуска!
ется электрический ток, который проходит по цепи и через свариваемое
ГЛАВА 2. ЗАГОТОВКА НЕНАПРЯГАЕМОЙ АРМАТУРЫ
61
пересечение непрерывно или импульсами. Сопротивление в месте пересече(
ния стержней во много раз превышает сопротивление на остальных участ(
ках цепи, поэтому в точке пересечения интенсивно выделяется тепло, кото(
рое нагревает стержни до пластического состояния, и под действием усилия
сжатия стержни дают осадку — свариваются. После этого ток выключается
и снимается усилие сжатия.
Машины для сварки сеток бывают стационарные, когда сварочные узлы
монтируют на неподвижной станине, и подвесные, когда сварочные клещи,
подвешенные к раме сварочной установки, можно перемещать относительно
свариваемого изделия.
Подвод тока к свариваемой арматуре может быть двусторонним (к каж(
дому из двух пересекающихся стержней) или односторонним, когда ток под(
водится с одной стороны к двум одинаково направленным стержням и про(
ходит по пересечениям стержней к перемычке.
Сварочные машины могут быть одно( и многоточечные (многоэлектрод(
ные). Одноточечные машины имеют одну пару сварочных электродов, с по(
мощью которых можно одновременно сваривать только одно пересечение
стержней.
Многоточечные машины имеют несколько пар электродов (от 2 до 76 у
машины МТМ88), с помощью которых можно сваривать одновременно не(
сколько пересечений арматурных стержней. Приводы машин могут быть
механическими, гидравлическими, пневматическими и пневмогидравли(
ческими. При сварке арматурных сеток задается шаг перемещения про(
дольных стержней, равный расстоянию между поперечными стержнями,
подается поперечный стержень в зону сварки между верхними и нижними
электродами, сдавливаются и свариваются все пересечения арматурных
стержней.
Основные требования к многоточечным сварочным машинам:
§ обеспечение прочности свариваемых пересечений арматурных стержней;
§ точность размеров свариваемой сетки;
§ при установке сварочной машины в составе автоматических линий в ее
электрической схеме должны быть предусмотрены командные и блоки(
ровочные элементы для включения в требуемый момент других машин
линии. В некоторых случаях эти машины целесообразно приводить в
действие от вала отбора мощности сварочной машины.
Производительность сварочной машины составляет от 12 до 50 циклов в
минуту и определяет производительность автоматической линии в целом
(рис. 24). Важным эксплуатационным качеством сварочных машин являет(
ся быстрота их переналадки на сварку различных сеток.
Автоматизированная линия 7934/1 предназначена для изготовления ар(
матурных сеток шириной до 3800 мм с продольной арматурой диаметром до
6 мм и с поперечной арматурой диаметром до 10 мм. В состав линии входят
12 трехместных бухтодержателей с тормозными устройствами для мотков
продольной арматуры, консольный кран, правильное устройство, многоэлек(
тродная сварочная машина АТМС с подачей поперечных стержней, ножни(
цы для поперечной резки сетки и рычажный пакетировщик. Для стыковки
62
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Рис. 24
Линия для сварки арматурных сеток:
1 — пакетировщик; 2 — ножницы для поперечной резки; 3 — многоэлектродная сварочная маши)
на МТМ)160; 4 — правильное устройство; 5 — бухтодержатель; 6 — консольный кран; 7 — сты)
косварочная машина; 8 — станок для зачистки грата.
концов продольной арматуры дополнительно может быть установлена сты)
косварочная машина с наждачным кругом для зачистки грата.
Линия 7880/1 укомплектована более производительной многоэлектрод)
ной сварочной машиной МТМ)88, устройством для размотки, правки и пода)
чи поперечной арматуры, ножницами для продольной и поперечной резки
сетки и др.
Плоские каркасы и тяжелые сетки шириной до 500 мм сваривают на
одноточечных машинах МТ)2201 и др. с предварительной заготовкой про)
дольных и поперечных стержней, которые раскладываются и передвигают)
ся вручную. Сварка арматурных сеток и каркасов массой более 25 кг на
одноэлектродных машинах нерациональна, так как из)за утомляемости ра)
бочего быстро падает производительность труда. Тяжелые сетки и каркасы
шириной до 2000 мм любой длины сваривают с помощью подвесных свароч)
ных машин типа МТПГ)75.
Для сварки двухстержневых каркасов шириной 70–900 мм предназначе)
ны автоматизированные линии типа И)2АМ)1, И)2АК)1 и др. производи)
тельностью до 360 м/ч.
Для сварки арматурных сеток и каркасов, требующих доработки (вырез)
ки отверстий, приварки дополнительных стержней, монтажных петель и др.)
создают специальные линии, оснащенные передвижными сварочными кле)
щами, ножницами, подвижными шаблонами)кондукторами и др.
Созданы линии изготовления пространственных арматурных каркасов для
стеновых панелей и плоских плит перекрытий. Из плоских элементов про)
странственные арматурные каркасы могут собираться на вертикальных уста)
ГЛАВА 2. ЗАГОТОВКА НЕНАПРЯГАЕМОЙ АРМАТУРЫ
63
Рис. 25
Вертикальная установка для сборки пространственных каркасов:
1 — колонна; 2 — трансформатор подвесной сварочной машины; 3 — привод перемещения сва!
рочной машины по монорельсу; 4 — монорельс; 5 — поворотная консоль; 6 — сварочные клещи;
7 — рама; 8 — подвижная площадка с кондуктором; 9 — арматурная сетка; 10 — привод механиз!
ма подъема площадки.
новках типа СМЖ!286Б, СМЖ!54В и др., оснащенных подвесными сварочны!
ми машинами типа МТМ!1110 со сварочными клещами типа КТП!8!6 (рис. 25).
Механизированное изготовление пространственных каркасов основано
на максимальном применении контактной точечной сварки и серийного сва!
рочного оборудования, гибочных машин, специальных кондукторов.
Для сварки объемных каркасов прямоугольного или круглого сечения
(для колонн, свай, опор ЛЭП, безнапорных труб) используют специальные
арматурно!навивочные машины типа СМЖ!331, СМЖ!332 и др., в которых
продольная арматура заготавливается и закрепляется во вращающихся баб!
ках станка, а спиральная распределительная арматура автоматически по!
ступает с бухтодержателя, установленного на перемещающуюся вдоль про!
дольных стержней каретку. В местах пересечения спиральной и продольной
арматуры (в каждом или через одно, или через два) арматура сваривается,
если сварка недопустима, то происходит вязка мягкой проволокой диамет!
ром 2 мм.
Для санитарно!технических кабин пространственные каркасы изготав!
ливаются гибкой плоских сеток с последующей сваркой пересечений клеща!
ми и доработкой.
64
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
2.4. ИЗГОТОВЛЕНИЕ ЗАКЛАДНЫХ ДЕТАЛЕЙ
Закладные детали служат для соединения сборных железо&
бетонных изделий при монтаже и устанавливаются при изготовлении сбор&
ного железобетона. На 1 м3 сборных железобетонных конструкций в сред&
нем расходуется 8 кг закладных деталей, в некоторых колоннах и ригелях
расход закладных деталей достигает 90 кг на 1 м3.
При производстве сборного железобетона целесообразно для снижения
себестоимости продукции применять унифицированные закладные детали,
изготавливаемые на специализированных линиях. Закладные детали, как
правило, состоят из элементов проката или гнутого листа и анкерных стерж&
ней, соединенных сваркой.
Технологический процесс включает чистку, стыковку, резку и изгиб ан&
керных стержней и элементов проката, выполнение отверстий, сварку тав&
ровых и нахлесточных соединений, нарезание резьбы в фиксирующих уст&
ройствах, штамповку рельефа и др. При заготовке элементов закладных де&
талей резка стержней и плоских деталей должна осуществляться под прямым
углом, заготовленные детали очищаются от ржавчины в пескоструйных ап&
паратах. Для тавровых соединений анкерных стержней из стали классов
А&I–А&III диаметром 10–40 мм с плоскими элементами применяют сварку
под флюсом на полуавтоматических станках АДФ&2001, производительно&
стью до 1000 соединений в смену.
При сварке под слоем флюса сварочная дуга закрыта слоем сыпучего
вещества — флюса (рис. 26). Дуга горит в газовом пузыре 2, образованном
парами металла и компонентами флюса 6. Газовый пузырь окутан слоем жид&
кого флюса 5, создающего давление на дугу и обеспечивающего лучшее про&
плавление основного металла. Благодаря флюсовой защите снижаются потери
тепла на излучение и потери металла на угар и разбрызгивание. Это позволяет
увеличить силу тока до 3000 А для электрода 1 диаметром 5 мм. Высокое каче&
ство сварного соединения достигается благодаря раскислению и легированию
жидкого металла 3 компонентами флюса. Металл шва 4 содержит 80% основ&
ного металла, что делает сварное соединение более однородным.
Флюсы для сварки могут быть плав&
леные, полученные путем сплавления
составляющих шихты в электрических
или пламенных печах с последующим
охлаждением в воде и дроблением, и
неплавленые (керамические), получае&
мые измельчением составляющих ана&
логично приготовлению качественных
электродных покрытий.
Изготовление закладных деталей ду&
Рис. 26
Сварка под слоем флюса:
говой сваркой вследствие ее большой тру&
доемкости допускается только тогда, ко& 1 — электродная проволока; 2 — газовый
пузырь; 3 — расплавленный металл; 4 —
гда нельзя применять сварку под флю& сварной шов; 5 — жидкий флюс; 6 — твер&
дый флюс.
сом или контактно&рельефную.
ГЛАВА 2. ЗАГОТОВКА НЕНАПРЯГАЕМОЙ АРМАТУРЫ
65
Завершающей технологической операцией изготовления закладных де2
талей является их антикоррозионная обработка. В заводских условиях наи2
более часто используют металлизацию — нанесение на защищаемую поверх2
ность тонкого слоя цинка, алюминия или другого защитного металла. Дол2
говечность покрытия зависит от качества подготовки поверхности — она
должна быть сухой, чистой и шероховатой, что достигается дробеструйной
обработкой частицами чугуна 0,5–2,5 мм в металлическом шкафу.
При нанесении цинкового покрытия проволока из цинка диаметром 1–
2 мм расплавляется в вольтовой дуге и распыляется в металлизаторе струей
воздуха под давлением 0,4–0,6 МПа. Защитное покрытие наносят на обе
стороны пластины закладной детали, анкерные стержни покрывают на дли2
ну 50 мм от места приварки к пластине.
Основные проблемы при производстве закладных деталей:
§ Высокая металлоемкость, вызванная применением дуговых процессов
сварки с высоким отношением толщины листа к диаметру анкера (0,75–
0,8), а также излишними размерами пластинчатых частей, не соответст2
вующих несущей способности анкеров, и их излишней длиной.
§ Широкая номенклатура закладных деталей из2за проектирования их
многими проектными организациями при отсутствии общегосударствен2
ных норм проектирования.
§ Низкий технический уровень производства закладных деталей из2за мел2
косерийности и ручных процессов сварки.
Для совершенствования производства рекомендуется применение штам2
пованных (ШД) и штампосварных (ШСД) деталей, что позволяет уменьшить
толщину листа с 12 до 8 мм, а в отдельных случаях с 25 до 8 мм, что снижает
металлоемкость ШСД до 30%. Для уменьшения номенклатуры закладных
деталей нужны каталоги унифицированных изделий, что позволит изготав2
ливать их централизованно на специализированных линиях.
2.5. КОНТРОЛЬ КАЧЕСТВА
АРМАТУРНЫХ ИЗДЕЛИЙ
Входной контроль включает в себя в первую очередь провер2
ку документа о качестве поступающей партии арматуры, в котором указыва2
ются вид, класс арматуры и соответствие требованиям стандарта. Как пра2
вило, входной контроль включает в себя также испытание механических
свойств стали по ГОСТ 12004281 (sв, sт, s002, s02, d, y); по полученным харак2
теристикам подтверждается класс арматурной стали. Не допускается арми2
ровать сборные железобетонные конструкции сталью, покрытой отслаиваю2
щейся ржавчиной или окалиной, маслом, краской, грязью, льдом, что ухуд2
шает или полностью предотвращает сцепление арматуры с бетоном.
Операционный контроль осуществляется при изготовлении арматурных
изделий в соответствии с требованиями рабочих чертежей, а также указа2
ний стандартов, технических условий. При этом в процессе изготовления
контролируются:
§ качество и сортамент применяемой арматуры;
66
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
§ тип, габаритные размеры, шаг ячеек сеток и каркасов;
§ правильность выполнения операций доработки;
§ качество сварных соединений.
Выходной контроль предполагает контроль качества готовых арматур0
ных изделий. Контрольной проверке подвергаются не менее трех изделий от
партии, содержащей до 100 однотипных изделий, изготовленных в одну сме0
ну. В отобранных изделиях и закладных деталях проверяют на прочность
все сварные соединения, выполненные дуговой сваркой, и не менее 5 соеди0
нений выполненных другими видами сварки. Если хотя бы одно изделие
или сварное соединение не соответствует требованиям рабочих чертежей, то
проводят повторную проверку удвоенного количества изделий и соедине0
ний. Если и повторная проверка выявляет наличие брака, то изделия этой
партии поштучно исправляются и принимаются.
Средние значения предела прочности (С) стыковых, тавровых и нахле0
сточных соединений арматуры, а также крестовых соединений с нормируе0
мой прочностью стержневой арматуры должны быть не ниже приведенных в
таблице 17.
12345367896
95 459
234536796 25 9
63559
9 329
25
1 2 3 4 5 6 2 7 897
963559 2 72 9
45 996355967259393693732 967 79
6 7 785 95 2 99 663 9
!"9
!""9
9 6!""9
!"""9
9 7!"""9
!"#9
1234536783
4943
4 3
4 3
3
5
34532336783
44 3
93
53
9 3
593
99
33239936783
443
593
53
593
99 3
3
!#9
!#"9
3
9 3
3
1
а
б
Рис. 27
Контрольные образцы крестообразных соединений:
а — односрезное соединение; б ¾ двухсрезное соединение; 1, 2 — стержни арматуры; 3 — граница
закрепления в захвате разрывной машины.
ГЛАВА 2. ЗАГОТОВКА НЕНАПРЯГАЕМОЙ АРМАТУРЫ
67
Крестообразные сварные соединения с нормируемой прочностью проволоки класса Вр-I со стержневой арматурой при испытании на срез должны
выдерживать без разрушения нагрузку не менее:
§ при диаметре проволоки 3 мм — 355 кгс;
§ при диаметре проволоки 4 мм — 630 кгс;
§ при диаметре проволоки 5 мм — 985 кгс.
При сбрасывании с высоты 1 м крестообразные соединения сварных арматурных сеток не должны разрушаться.
Контрольные образцы крестообразных соединений, подлежащие механическим испытаниям на срез, должны иметь размеры, указанные на рисунке 27 и в таблице 18.
Образцы крестообразных соединений испытывают на разрывных машинах по схемам, указанным на рисунке 28.
123456789 623 9 8 6599 62378 26789558
1 2 3 4 5 6 2 7 897
118448
228448
238448
2485845558
11234
251534
634
73 14
271754
751834
634
25 14
761834
831934
2334
23 14
23312534
7334
23 14
4834
5 254 144 44 4
а
б
Рис. 29
Схема испытания на отрыв:
Рис. 28
Схемы испытания образцов на срез:
а ¾ односрезное соединение; б ¾ двухсрезное соединение; 1, 2 ¾ стержни арматуры; 3 ¾ сжимы; 4 ¾
упор, препятствующий отгибу конца стержня 1; P ¾
испытательная нагрузка.
68
1 — сферическая опора; 2 — сферический вкладыш; 3 — сменное опорное
кольцо; 4 — плоский элемент закладного изделия; 5 ¾ анкерный стержень;
6 — граница закрепления в захвате разрывной машины.
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Рис. 30
Схема испытания
на срез:
1 — сферическая опо3
ра; 2 — сферический
вкладыш; 3 — сменное
опорное кольцо; 4 —
плоский элемент за3
кладного изделия; 5 —
анкерный стержень;
6 — упор, препятст3
вующий изгибу образ3
ца; 7 ¾ граница закре3
пления в захватах раз3
рывной машины; dH ¾
номинальный диаметр
анкерного стержня.
Согласно схеме рисунка 28а, должно быть обеспечено прочное закрепление
стержня диаметром DH, исключающее возможность его поворота вокруг своей
оси. При испытании должна быть обеспечена также возможность свободного
перемещения стержня диаметром dH под действием усилия Р. Отгибание нена3
груженного конца стержня диаметром dH в сторону, противоположную сварно3
му соединению, не допускается. Сжим, расположенный со стороны нагружен3
ного усилием P стержня, должен иметь вырез, обеспечивающий свободное пе3
ремещение стержня диаметром dH под действием этого усилия. Зазор между
боковыми стенками выреза и гратом в сварном соединении принимают 2-3 мм.
Образцы сварных тавровых соединений арматурных стержней с плоскими
элементами закладных изделий следует испытывать на отрыв стержня от
плоского элемента по схеме, показанный на рисунке 29, при расстоянии меж3
ду сварным соединением и захватом
разрывной машины не менее 10 но3
минальных диаметров стержня. Ра3
диус сферы вкладыша принимают
150–200 мм, радиус отверстия во вкла3
дыше — не более диаметра стержня.
Образцы нахлесточных соедине3
ний арматурных стержней с плоски3
ми элементами закладных изделий
испытывают на срез по схеме, пока3
занной на рисунке 30.
Образцы крестообразных соеди3
нений для проверки величины разу3
Рис. 31
Образцы крестообразных соединений:
прочнения основного металла рабо3
1 — граница закрепления в захватах разрыв3
чей арматуры сваркой должны иметь
ной машины; 2 — стержень рабочей армату3
форму и размеры, указанные на ри3
ры; dH — номинальный диаметр рабочей ар3
матуры; P ¾ испытательная нагрузка.
сунке 31.
ГЛАВА 2. ЗАГОТОВКА НЕНАПРЯГАЕМОЙ АРМАТУРЫ
69
При недостаточной длине стержня рабочей арматуры допускается испытывать образцы с двумя и более поперечными стержнями.
Прочность крестообразных сварных соединений арматурных стержней
может быть оценена по величине осадки стержней при сварке, которая приведена в таблице 19.
Качество контактной точечной сварки может определяться переносным
прибором типа ПА-7 по результатам испытаний соединений пересекающихся стержней на срез непосредственно в изделиях. Перерезывающая сила
должна быть не менее контрольной нагрузки, определяемой по формуле
Pa 1 Fa Ran Ka ,
где Fa — номинальная площадь поперечного сечения стержня, по оси которого приложена контрольная нагрузка, мм2; Ran — нормативное сопротивление стали, МПа; Ka 1 1...1,5 — коэффициент, зависящий от класса стали.
Для оценки качества сварных соединений применяются рентгеновский,
ультразвуковой и другие неразрушающие методы контроля. Часто плохое
качество каркасов и сеток является следствием неудовлетворительного хранения их на промежуточных складах. Это может привести и к нарушению
геометрической формы и размеров изделий.
2.6. ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ
ПРОИЗВОДСТВА АРМАТУРНЫХ ИЗДЕЛИЙ
Правильный выбор, разработка и обоснование технологии
арматурных изделий, соответствующей специфике конкретного производства, улучшает технико-экономические показатели предприятия в целом.
Процесс изготовления арматурных изделий складывается из следующих
операций:
§ разгрузка, складирование и хранение арматурной стали на складе;
§ транспортирование стали в арматурный цех;
§ заготовка арматурной проволоки и стержней, при необходимости — упрочнение;
§ изготовление плоских арматурных сеток и каркасов, закладных и монтажных изделий, пространственных каркасов;
§ сборка и доработка арматурных изделий;
§ изготовление преднапрягаемых арматурных изделий;
§ транспортирование готовых арматурных элементов к постам армирования формовочного цеха.
На обработку стали (правка, чистка, резка, стыковка, упрочнение и др.)
приходится до 30–35% от общего объема затрат труда. Сварка сеток и каркасов — наиболее трудоемкая операция, на ее долю приходится до 55% от
общих трудозатрат на арматурные работы. Применение автоматизированных линий с многоэлектродными сварочными машинами сокращает трудоемкость с 70–80 до 25 чел.-часов на 1 т арматурных сеток. Много времени —
до 25% общих трудозатрат, занимает доработка изделий: вырезка отверстий в
сетках, приварка дополнительных стержней, закладных деталей, установка
70
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ГЛАВА 2. ЗАГОТОВКА НЕНАПРЯГАЕМОЙ АРМАТУРЫ
71
1
4'6 8689 9248568%
6 (92 424 92 9
13145
123145
5492 9
5
5
42 892 9
48568689 79
5
5
489995
4895
678955
678
5
895
18995
89995
35
2 35
35
3 5
3 5
2 3 5
3 5
11(99
3 5
3 5
3 5
3 5
3 5
!(""9
3 5
3 5
23 5
3 5
3 5
3 5
23 5
3 5
3 5
3 5
"(++9
"(*"9
3 5
3 5
2 3 5
3 5
3 5
"($*9
8 6 9 h / dн1 , 9482 8 9 46429
689868898849 9!"#$$95 9248568%
6929464&86895 849 dн1 / dн 9
9 484 6 9 67398349
) 229
%
79
1234567895 667895
5
25
25
25
2
11
3
15
5
19
1 2 3 4 5 6 2 7 897
,6 6 98 6 92-1 (
482 8 96864%
89 46429
и закрепление монтажных петель и др., так как эти операции обычно вы0
полняются с использованием средств малой механизации.
Основная задача организации производства арматурных изделий, от ус0
пешного решения которой зависит и рациональное использование метал0
ла — экономия стали на всех стадиях производства.
Исходными данными для проектирования арматурных цехов являются:
спецификация изготавливаемых арматурных изделий с учетом возможной
переналадки производства и программа выпуска железобетонных изделий.
Проектирование арматурного производства разделяется на несколько
этапов.
1. Конструктивно0технологическая классификация арматурных изделий,
которая начинается с анализа их технологической однородности. В техноло0
гически однородные группы входят изделия из стали одинаковых или близ0
ких сортаментов, сходные по количеству стержней и шагов в одном элемен0
те. Могут образовываться участки раскроя и заготовки стали, плоских сеток
и каркасов, пространственных каркасов, закладных и монтажных деталей,
напрягаемой арматуры и др.
2. Выбор расчетных арматурных элементов производится от каждой груп0
пы технологически однородных изделий по усредненной массе и длине. По0
казатели расчетных представителей должны незначительно отличаться от
усредненных величин в каждой группе.
3. Для всех расчетных арматурных элементов разрабатываются операци0
онные технологические схемы процесса, на которых отражаются последова0
тельности выполнения рабочих, контрольных и транспортных операций.
4. В соответствии с операционными схемами изготовления расчетных
арматурных элементов подбирают комплекты оборудования для арматурно0
сварочных работ. Типы станков для правки и резки определяются с учетом
диаметра перерабатываемых прутков, минимальной длины отрезка и допус0
тимого отклонения от проектной длины. Станки для резки и гнутья армату0
ры должны соответствовать классу и диаметру стали, машины для стыковой
сварки выбирают по диаметру стыкуемых стержней, сварочные машины
для сеток выбирают, исходя из требуемой ширины изделий и диаметра сва0
риваемых прутков.
5. Помимо основного производят также выборку дополнительного обору0
дования технологических линий: тележки и подъемно0транспортное оборудо0
вание, кондукторы, стеллажи, бункера, установки для упрочнения стали,
высадки головок, устройства для резки, доработки и гибки сеток и каркасов.
6. Часовая потребность комплектов арматурных элементов на железобе0
тонное изделие определяется в зависимости от годового выпуска соответст0
вующих изделий формовочным цехом:
Пч 1
Пг
,
Вр V
где Пг — годовой объем выпуска однотипных железобетонных изделий, м3/
год; Вр — расчетный фонд рабочего времени, ч; V — объем одновременно
формуемых изделий, м3.
72
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Часовой объем работ по каждому виду станков и машин для всех арма+
турных элементов рассчитывается с учетом часовой потребности в соответст+
вующих арматурных элементах.
7. Рассчитывается необходимое количество однотипного оборудования
для выполнения определенной операции:
q1
Qчас
,
П орг
где Qчас — часовая потребность в данной операции; Порг — организационная
производительность машин.
При расчете потребности основного технологического оборудования не+
обходимо знать Порг, которая определяется по общим затратам времени на
выполнение основных машинных и вспомогательных ручных операций (под+
нести арматурную заготовку, разметить, установить в машину и др.) эле+
ментного процесса:
Порг = ПмашКорг,
где Пмаш — машинная (указана в паспортной характеристике машины) про+
изводительность, шт., м2, пог. м и др.; Корг — коэффициент организации
процесса, зависит от уровня механизации и автоматизации операций про+
цесса. Этот коэффициент принимают:
§ для правильно+отрезных станков — 0,7;
§ для стыкосварочных и многоэлектродных автоматизированных линий —
0,85;
§ для многоэлектродных не автоматизированных линий — 0,75;
§ для одноэлектродных сварочных станков — 0,25.
8. Принимается компоновочная схема арматурного цеха, которая зави+
сит от вида железобетонных изделий и, главным образом, от объема произ+
водства. Арматурное производство может располагаться на участке формо+
вочного цеха при небольшой производительности или в одном из пролетов
формовочного цеха, или перпендикулярно пролетам формовочного цеха в
примыкающем или отдельно стоящем здании.
Независимо от компоновочной схемы арматурного цеха станки и маши+
ны в нем устанавливаются в технологической последовательности. Для
размещения технологических запасов стали и полуфабрикатов предусмат+
риваются площадки, стеллажи и др. Отдельные посты связываются каки+
ми+либо транспортными средствами: рольгангами, транспортерами, кран+
балками и др.
9. Определяются основные технико+экономические показатели проекти+
руемого производства арматурных изделий:
§ годовая производительность, т, пог. м, и др.;
§ состав основных и вспомогательных рабочих (до 25% от общего состава);
§ выработка на одного рабочего;
§ трудоемкость изготовления 1 т арматурных изделий, чел.+час;
§ съем изделий с 1 м2 производственной площади в год, т/м2;
§ себестоимость изготовления 1 т арматурных изделий, руб.
ГЛАВА 2. ЗАГОТОВКА НЕНАПРЯГАЕМОЙ АРМАТУРЫ
73
Эффективность арматурного производства определяется многими факторами: унификацией арматурных изделий, специализацией технологических
линий, концентрацией производства. Специализированные автоматизированные линии наиболее эффективны при полном использовании их производительности.
2.7. УСТАНОВКА АРМАТУРЫ
И ЗАКЛАДНЫХ ДЕТАЛЕЙ
Установка арматуры и закладных деталей в форму (опалуб+
ку) — ответственная операция, от качества выполнения которой зависят
прочность и долговечность железобетонных конструкций. Арматура и закладные детали должны занимать строго проектное положение в железобетонных конструкциях. Расстояние между арматурными элементами должно обеспечить проход и уплотнение бетонной смеси при формовании изделий. Необходимо также обеспечить хорошее сцепление арматуры с бетоном,
правильно назначить толщину защитного слоя бетона.
Защитный слой бетона в железобетонных конструкциях создается размещением арматуры на некотором удалении от поверхности железобетонных изделий и необходим для:
§ совместной работы арматуры с бетоном на всех стадиях изготовления,
монтажа и эксплуатации;
§ защиты арматуры от внешних воздействий: высокой температуры, влаги, агрессивной среды.
Требования к толщине защитного слоя (ТЗС) бетона устанавливаются в
зависимости от класса и диаметра арматуры, размеров сечения элемента,
вида и класса бетона, условий работы железобетонных конструкций.
Для продольной ненапрягаемой арматуры или напрягаемой на упоры
ТЗС бетона должна быть не менее диаметра стержня или каната, в плитах и
стенках толщиной до 100 мм — 10 мм, а более 100 мм (а также в балках
высотой менее 250 мм) — 15 мм, в балках высотой не менее 250 мм — 20 мм,
в сборных фундаментах — 30 мм.
ТЗС бетона у концов продольной напрягаемой арматуры на участке передачи усилий с арматуры на бетон должна быть не менее двух диаметров
арматурных канатов или стержней из стали классов А-IV, Ат-IV, и не менее
трех диаметров для стержневой арматуры классов А-V, Ат-V, А-VI, Ат-VI.
Причем ТЗС бетона на этом участке длины железобетонного элемента принимают не менее 40 мм для стержневой арматуры всех классов и не менее
20 мм для арматурных канатов.
Защитный слой бетона при наличии стальных опорных деталей допускается у концов железобетонных конструкций принимать такой же толщины,
как и для сечения в пролете.
Расстояние от концов продольной ненапрягаемой арматуры до торца
элементов должно быть не менее 10 мм, а для сборных конструкций большой длины (плит более 12 м, ригелей более 9 м, колонн более 18 м) — не
менее 15 мм.
74
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
1 2 3 4 5 6 2 7 897
123456789
338
72396
859
23
1234356
1 29 653699 9 9 723968 23
73529 33543588 58
2 9 5 239855 59 9 23
387
92987 27 29 2398!
""! 79 2
$
%
7
89 89
1556
89
12356
89
7
89 6
6
89
7
&
89 6
7
6
89 898 722
6
89 1 !
""! 83
"3833
898
6
6
89
1
6
6
3 56
#72 9 43587 5 655832589
73"59 79 2
$
%
&
86
6
6
6
786
6
6
6
786
6
6
!6
5 25"6 $'6#6 $ %6!6 3&356 '36 3 (&)6 3* 56 +96 (6
43,6!62- 2).6%'//61 32623360 1111663 566&2.6
123456789
1 2 3 4 5 6 2 7 87
1 9 65583258973"59 43587 29 3699 632
9 7554278 723968 23
(27 72"7285 79
#989"787 1 9 "72 7 5 65583258973"59 43587
29 72396859 23
745
2383
985
.60196011960111960111(960 11196
0 111196013960134965196
516
8 &&
6
8 &&
6
&&
6
.60 131960 314960 31496
511965119646964 76
&&
6
&&
6
2
&&
6
7.60396031960 3960 319651196
511964694 7663& 6
(26&679 6&&6
&&
6
&&
6
&&
6
5 25 " ) #6(2$%63&3 623(6511965119646964 762 6&3 (3 6&64 36&36.6
Минимальную ТЗС бетона для поперечных стержней каркасов и хомутов
при высоте сечения элемента до 250 мм принимают 10 мм, при высоте сече3
ния не менее 250 мм — 15 мм.
При эксплуатации железобетонных конструкций в агрессивных услови3
ях повышается водонепроницаемость бетона и ТЗС (табл. 20, 21).
Правильное положение арматуры обеспечивается фиксацией арматуры в
форме перед бетонированием с помощью инвентарных устройств, извлекае3
мых для повторного применения или с помощью неизвлекаемых фиксато3
ров. Допускаемое отклонение ТЗС не должно превышать размеров, приве3
денных в таблице 22.
При формовании плоских изделий в горизонтальном положении приме3
няют фиксаторы в виде стержней с диаметром, равным ТЗС. Эти стержни
пропускают через отверстия в бортах формы и извлекают после бетонирова3
ния. Продолжительность установки и извлечения 30 с.
Для фиксации сеток и каркасов в кассетных установках изготавливают
извлекаемые фиксаторы в виде шпилек, которые размещают через 80–85 см
ГЛАВА 2. ЗАГОТОВКА НЕНАПРЯГАЕМОЙ АРМАТУРЫ
75
123435678948
123435678948
398 587379945935383 8779
4359 8 89
93 8799
123
163
923 3
1
3
а
1 2 3 4 5 6 2 7 887
398 58737993 879
48999
7393733999
4353
4353
4353
436738353
4363
4312738363
б
в
г
д
е
Рис. 32
Способы обеспечения защитного слоя:
а — при помощи упоров; б — удлиненными стержнями; в — бетонной подкладкой; г — бетонной
пробкой с пружинными скобами; д — пластмассовыми фиксаторами; е — металлическими штам,
пованными подставками.
и после формования извлекают краном. Для закрепления строповочных пе,
тель применяют винтовые или Г,образные фиксаторы.
В качестве неизвлекаемых фиксаторов используют различные подклад,
ки (рис. 32): металлические, пластмассовые, из цементно,песчаного раство,
ра, которые привязываются или устанавливаются на арматуре.
Подкладки позволяют устанавливать арматуру без касания смазанных
элементов формы, что обеспечивает хорошее сцепление арматуры с бетоном.
Пластмассовые фиксаторы плохо сцепляются с бетоном, поэтому в месте их
контакта возможно образование трещин и их не рекомендуют применять для
железобетонных конструкций, эксплуатируемых в агрессивных условиях.
Закладные детали чаще всего приваривают к арматурному каркасу, либо
прикрепляют к форме прижимными винтами. Закладные детали не должны
выступать за грань изделия более чем на 2–3 мм. Иногда закладные детали
приклеивают на внутреннюю грань бортов формы клеем, включающим 25%
полистирольной смолы, 3% асбеста и легкоплавкий битум. При тепловой
обработке битум расплавляется и деталь открепляется от формы. Установка
арматурных элементов в форму производится вручную, с помощью грузо,
подъемных механизмов или манипуляторов, разработаны самоходные ук,
ладчики арматуры.
76
Powered by TCPDF (www.tcpdf.org)
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ТЕСТЫ ДЛЯ САМОПРОВЕРКИ
Тест 2
ЗАГОТОВКА НЕНАПРЯГАЕМОЙ АРМАТУРЫ
1. Каковы пути снижения металлоемкости закладных деталей?
А — применение проката;
Б — применение штампованных деталей;
В — применение ручной дуговой сварки;
Г — применение термоупрочненных стержней.
2. Сталь каких диаметров правится в правильно0отрезных станках?
А — более 16 мм;
Б — более 20 мм;
В — не более 12 мм;
Г — любая.
3. В каком случае необходимо предусматривать стыковку стержней?
А — когда величина отходов более 1%;
Б — когда используется арматура диаметром не менее 10 мм;
В — когда заготавливается преднапряженная арматура;
Г — для арматуры класса Ат0VII.
4. Почему термоупрочненную и высокопрочную проволочную арматуру необходи0
мо сваривать по жесткому режиму?
А — для повышения производительности труда;
Б — для повышения величины предварительного напряжения;
В — во избежание разупрочнения;
Г — для повышения предела текучести.
5. На каких сварочных машинах эффективно изготавливать легкие сетки?
А — на многоточечных;
Б — на одноточечных;
В — с применением сварочных клещей;
Г — на стыкосварочных.
6. Какие арматурные сетки относят к тяжелым?
А — из стержней диаметром 10 мм;
Б — из стержней диаметром 12 мм и более;
В — из стержней диаметром 25 мм и более;
Г — массой более 100 кг.
7. Каким образом осуществляется антикоррозионная обработка закладных деталей?
А — применение битумных защитных покрытий;
Б — применение металлизации;
В — применение лакокрасочных покрытий;
Г — нанесение полимерных покрытий.
8. Как контролируется качество сварных соединений?
А — по величине сварочного тока и напряжения;
Б — по длине сварочного шва;
В — по прочности сварных соединений;
Г — по величине осадки свариваемых стержней.
9. Для чего осуществляется фиксация ненапрягаемой арматуры в формах?
А — для снижения трудоемкости изготовления изделий;
Б — для снижения себестоимости изготовления изделий;
В — для обеспечения проектного положения и защиты от коррозии.
10. Арматура какого класса применяется для сварки легких сеток?
А — А0I;
Б — А0III;
В — А0V;
Г — Ат0VII.
ГЛАВА 2. ЗАГОТОВКА НЕНАПРЯГАЕМОЙ АРМАТУРЫ
77
11. Какая проволочная арматура используется при изготовлении тяжелых сеток?
А — В/I;
Б — Вр/I;
В — Вр/II;
Г — не используется вообще.
12. Каково должно быть соотношение диаметров свариваемой арматуры в сетках?
А — не более 0,1;
Б — не более 0,25;
В — не менее 0,1;
Г — не менее 0,25.
13. При сбрасывании с какой высоты не должны разрушаться крестообразные со/
единения арматурных сварных сеток?
А — 0,1 м;
Б — 1 м;
В — 10 м;
Г — 100 м.
14. Как стыкуется арматура из несвариваемых сталей?
А — связывается проволокой;
Б — опрессовкой гильз;
В — высадкой головок;
Г — скручиванием.
15. Что больше: машинная или организационная производительность сварочных
машин?
А — машинная;
Б — организационная;
В — они равны.
16. В каком случае изготавливаются вязаные сетки и каркасы?
А — при использовании термоупрочненной арматуры;
Б — при эксплуатации железобетонных конструкций при низких отрицатель/
ных температурах;
В — при применении арматуры из стали 80С;
Г — при эксплуатации железобетонных конструкций в тропическом климате.
78
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ГЛАВА
Глава 3. ЗАГОТОВКА И НАТЯЖЕНИЕ
НАПРЯГАЕМОЙ
АРМАТУРЫ
3.1. ХАРАКТЕРИСТИКА ПРЕДНАПРЯЖЕННЫХ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
И ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
ИХ ИЗГОТОВЛЕНИЯ
П
редварительное напряжение арматуры в железобетонных
конструкциях позволяет расширить область их применения как для боль/
шепролетных и высотных сооружений, так и для массовых изделий и кон/
струкций, повысить их прочность, жесткость, трещиностойкость, долго/
вечность.
Разработанная в 30/х гг. ХХ столетия Фрейсине во Франции и В. В. Ми/
хайловым в нашей стране идея искусственного обжатия бетона с помощью
предварительно натянутой арматуры оказалась исключительно плодотвор/
ной. Зародившись в железобетонных конструкциях, предварительное на/
пряжение стало применяться в металлических и деревянных конструкци/
ях, в станинах тяжелых прессов и др. Из преднапряженного железобетона в
настоящее время строят телевизионные башни высотой 500 и более метров,
дымовые трубы, платформы для морской добычи нефти, мосты, корпуса
атомных реакторов, защитные оболочки и др.
Из сборных железобетонных конструкций, изготавливаемых с предва/
рительно напряженной арматурой, можно отметить разнообразные балки,
фермы, сваи, элементы элеваторов и мостов, плиты покрытий и перекры/
тий, дорожные и аэродромные, шпалы, трубы, опоры линий электропере/
дач и др.
Обычный железобетон имеет невысокую трещиностойкость, объясняе/
мую низкой прочностью бетона на растяжение (не более 12% от прочности
бетона при сжатии). Предельная растяжимость бетона любых марок не пре/
вышает 0,2 мм/м, при этом напряжение в растянутой арматуре не более 20–
25% от нормативного сопротивления. Увеличение марки бетона незначи/
тельно повышает его прочность на растяжение, а применение высокопроч/
ной стали в обычных железобетонных конструкциях нерационально, так
как при невысоких растягивающих напряжениях в арматуре в бетоне появ/
ляются и раскрываются трещины в растянутой зоне изгибаемых конструк/
ций. Это вызывает коррозию арматуры и резко снижает долговечность желе/
зобетонных конструкций.
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
79
Предварительно напряженными называют такие железобетонные конст/
рукции, в которых до приложения нагрузок в процессе изготовления искус/
ственно создаются значительные сжимающие напряжения в бетоне вследст/
вие предварительного упругого растяжения высокопрочной арматуры. Бла/
годаря сцеплению с бетоном арматура, стремясь сжаться, обжимает бетон.
Начальное сжимающее напряжение в железобетонных конструкциях соз/
дается в тех зонах, которые под воздействием нагрузок испытывают рас/
тяжение. Удельная стоимость арматуры h = Ц/Rs, где Ц — стоимость ар/
матуры, руб./т; Rs — расчетное сопротивление арматуры. Если h = Ц/Rs
снижается с 0,8 руб./т/МПа до 0,3 руб./т/МПа с увеличением расчетного
сопротивления с 200 до 1000 МПа, то применение высокопрочной армату/
ры выгодно и экономически. Предварительная величина напряжений в
бетоне от обжатия арматурой должна быть такой, чтобы полностью пога/
сить растягивающие напряжения в бетоне от нагрузок при эксплуатации
или чтобы они не превосходили допускаемых величин в растянутой зоне
железобетона. Величина предварительного напряжения бетона при расче/
те железобетонных конструкций не ограничивается, но требуется провер/
ка прочности конструкций при передаче напряжений с упоров на бетон.
Обычно предварительное напряжение бетона составляет не более 0,5–0,7
от нормативного предела прочности бетона при осевом сжатии. Если конст/
рукция работает на внецентренное сжатие или изгиб, то эта величина со/
ставляет 0,5–0,7 от прочности бетона при изгибе. Начальные напряжения в
бетоне от обжатия арматурой составляют 4–6 МПа, и при этом напряжение в
стали должно быть меньше предела упругости (ssp £ 0,9s02 или ssp £ 0,65sв
для сталей без площадки текучести). Обычно в бетоне возникают напряже/
ния ниже расчетных из/за снижения напряжения в арматуре вследствие
усадки и ползучести бетона.
Предварительно напряженные железобетонные конструкции имеют сле/
дующие характерные особенности:
§ используется высокопрочная арматурная сталь, подвергаемая предвари/
тельному напряжению, передаваемому затем бетону после набора необ/
ходимой прочности. Обжатие бетона повышает трещиностойкость желе/
зобетонных конструкций, обеспечивается более полное использование
несущей способности высокопрочной арматурной стали и достигается
экономия до 40% металла;
§ арматура натягивается на упоры до бетонирования, изделия дольше пре/
бывают в форме для получения высокой прочности бетона и заанкерива/
ния арматуры;
§ арматура может натягиваться на затвердевшую конструкцию, после чего
также требуется время для омоноличивания каналов.
Следовательно, достоинствами преднапряженных железобетонных кон/
струкций являются:
§ экономический эффект, достигаемый благодаря экономии стали при ис/
пользовании высокопрочной арматуры;
§ высокая трещиностойкость, повышенная жесткость, стойкость к дина/
мическим нагрузкам;
80
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
§ повышенная коррозионная стойкость и долговечность, так как железобе/
тонные изделия с преднапряженной арматурой работают под нагрузкой
без образования трещин или при ограниченной ширине раскрытия тре/
щин, тогда как железобетонные конструкции с ненапрягаемой арматурой
могут эксплуатироваться при наличии трещин и при больших прогибах.
В качестве напрягаемой арматуры (сортамент приведен в таблице 23) пред/
варительно напряженных железобетонных конструкций рекомендуются:
§ стержневая горячекатаная сталь классов А/V (А800) и А/V1 (А1000),
стержневая термомеханически упрочненная классов Ат/V (Ат800), Ат/VI
(Ат1000), Ат/VII (Ат1200). Допускается стержневая горячекатаная сталь
класса А/IV(А600), упрочненная вытяжкой класса А/IIIв (А550в) и тер/
момеханически упрочненная классов Ат/IV (Ат600), Ат/IVС (Ат600С) и
Ат/IVК(Ат600К).
§ холоднотянутая проволока класса Вр/II (от Вр600 до Вр1500) диаметром
от 3 до 8 мм, арматурные канаты К/7 (К/7 1400, К/7 1500) диаметром от 6
до 15 мм и К/19 (К/19 1400) диаметром 14 мм.
1 2 3 4 5 6 2 7 897
123456784953654 382 9 45 9
2685 8 9567439
669
5 74859
2592
7378229
7789 619
1213
425673
4289 3
593
723747
5965 59
929699
2685 8 9567439
669
5 74859
2592
7378229
7789 619
723747
5965 59
929699
28 43
29643
147387 5953654 359
3
425963
425553
653
924 43
26843
93
421463
426 13
6 3
8428943
72
843
427913
42 873
43
8521743
29743
853
828683
429993
13
8124443
852 943
8 3
821 3
825843
143
8 2 643
812 843
8 3
52483
821943
113
5627 43
892 143
893
521 3
524443
43
5925743
5528 43
543
628 3
52 743
743
692 943
6425843
553
62943
52 943
943
1425743
6 2
513
2 83
629143
3
3
3
63
424783
3
3
425963
3
3
4285 3
3
73
426913
3
213
4281 3
3
93
421463
3
13
428
3
3
3
3
43
43
!32 2 285953654 359
3
"3654 387958549#$9
"3654 387958549#%9
3
42563
3
8 3
825973
824843
3
42163
3
3
3
3
853
42 63
3
3
3
3
813
826 3
3
3
3
3
1
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
81
Стержневую арматуру рекомендуется применять для преднапряженных
железобетонных конструкций длиной не более 12 м, при этом арматуру клас6
сов А6IIIв, А6IV, Ат6IVС, А6V, Ат6VСК, А6VI рекомендуется применять в
виде стержней мерной длины без сварных стыков, а арматуру класса А6IV
марки 80С и классов Ат6IVК, Ат6V, Ат6VК, Ат6VI, Ат6VIК и Ат6VII — только
в виде стержней мерной длины.
Для изделий длиной более 12 м применяют проволочную и канатную ар6
матуру классов Вр6II, К67, К619, допускается также применение свариваемой
или с винтовым профилем стержневой арматуры классов А6IV, А6V, А6VI.
Натяжение арматуры классов А6IIIв, А6IV, Ат6IV, А6V, Ат6V, А6VI диа6
метром от 8 до 22 мм рекомендуется осуществлять электротермическим спо6
собом, а диаметром 25–40 мм — механическим. Допускается механическое
натяжение стержневой арматуры диаметром 8–22 мм при наличии соответ6
ствующего оборудования.
Проволочную арматуру классов В6II и Вр6II и стержневую термоупроч6
ненную классов Ат6VI и Ат6VII рекомендуется напрягать механическим спо6
собом. Допускается применение электротермического способа напряжения
стержневой арматуры классов Ат6VI и Ат6VII и проволочной класса Вр6II
при величине предварительного напряжения не более 700 МПа (для стерж6
невой) и 800 МПа (для проволочной).
Основные технологические особенности изготовления преднапряженных
железобетонных конструкций зависят от перечисленных ниже факторов.
1. Время напряжения арматуры:
а) натяжение арматуры до бетонирования на упоры формы или стенда
(«натяжение на упоры»);
б) натяжение арматуры после бетонирования, для этого в изделии при
бетонировании оставляют каналы, в которые после набора прочности бето6
ном протягивается напрягаемая арматура, напряжение от которой сразу пе6
редается на бетон («натяжение на бетон»);
в) арматура напрягается при твердении бетона на напрягающем цементе.
Расширение происходит после приобретения бетоном прочности 15–20 МПа,
что обеспечивает достаточное сцепление арматуры с бетоном и эффект само6
напряжения.
2. Установка напрягаемой арматуры:
а) линейное напряжение одиночных стержней, канатов или проволоки
определенной длины, а также групповое напряжение стержней, пакетов про6
волоки;
б) непрерывное напряженное армирование навивкой проволоки или ка6
натов, растянутых необходимым усилием или совместным воздействием гру6
за и температуры.
3. Способ натяжения напрягаемой арматуры:
а) механическое натяжение с помощью силовых механизмов, чаще всего
гидравлических домкратов с насосными станциями;
б) электротермическое удлинение и закрепление в нагретом состоянии в
упорах форм, которые, препятствуя сжатию стержней при охлаждении, обес6
печивают их напряжение;
82
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
в) электротермическое напряжение на бетон — напрягаемая арматура
обмазывается эпоксидной термореактивной смолой, вставляется в каналы,
нагревается до 300°С, что обеспечивает ее удлинение, и в результате полиме5
ризации смолы — сцепление с бетоном. При охлаждении арматура напряга5
ется и это напряжение передается на бетон;
г) электротермомеханическое напряжение при непрерывной навивке про5
волоки обеспечивается ее растяжением грузом или тормозом с одновремен5
ным нагревом и растяжением электрическим током. Намотанная в горячем
состоянии на штыри или упоры формы проволока при остывании напрягает5
ся до проектной величины;
д) химическое натяжение с применением напрягающего цемента (полу5
чается помолом 65% портландцементного клинкера, 20% глиноземистого
шлака, 10% гипса и 5% извести). При расширении бетона в процессе тверде5
ния происходит удлинение связанной с бетоном арматуры, что и вызывает ее
напряжение. Формы должны быть деформируемыми, не требуется специ5
ального оборудования и силовых форм.
4. Способ передачи напряжения арматуры на бетон (обжатие бетона):
а) напряжение передается на бетон благодаря сцеплению арматуры с бе5
тоном (для гладкой арматуры при прочности бетона до 40 МПа, для армату5
ры периодического профиля при прочности бетона до 30 МПа). Для повыше5
ния сцепления применяется свивка проволоки, арматура рифленая, перио5
дического профиля;
б) при изготовлении железобетонных конструкций с мощными арматур5
ными пучками применяются дополнительные анкерные устройства, кото5
рые передают до 50% напряжения пучка проволоки на бетон;
в) передача напряжений на бетон может осуществляться только через
анкерные устройства на концах арматурных элементов без учета сцепления
арматуры с бетоном при натяжении арматуры на бетон.
Анкера могут быть временными, они располагаются вне габаритов изде5
лия для закрепления арматуры в упорах форм или стендов, они обрезаются
при передаче напряжения с упоров на бетон при распалубке. Постоянные
анкера устанавливают на арматуре в пределах габаритов изделий для улуч5
шения сцепления и предотвращения сдвига арматуры при обжатии бетона.
Длина в мм зоны анкеровки напрягаемой арматуры без анкеров принимает5
ся равной длине зоны передачи напряжения с арматуры на бетон по формуле
lр = [wр(ssp/Rbp) + Dlp]d,
где Rbp — передаточная прочность бетона при сжатии, МПа; ssp — предвари5
тельное напряжение в арматуре с учетом потерь, МПа; d — диаметр армату5
ры, мм; wp, Dlp — коэффициенты, определяются по таблице 24.
Для стержней периодического профиля всех видов длина зоны анкеров5
ки принимается не менее 15d, при мгновенном способе передачи усилия
обжатия на бетон для стержневой арматуры периодического профиля диа5
метром не более 18 мм зона анкеровки увеличивается в 1,25 раза. В железо5
бетонных элементах из легкого бетона длина зоны анкеровки, вычисленная
по формуле, увеличивается в 1,2 раза.
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
83
1234546789
1 2 3 4 5 6 2 7 897
4 426 838 2232648 678692 948
1484893878
6526489
4 426 8
118
2318
1234567896
3 6763 7 3
3
13
237 9
3
33
3 !33
3 33
373 6573
3
1"3
1"3
1"3
3
!3
3
#3
23$ 9 5%3$&3 65733
3 1 33
3 133
3 '33
3 #33
3
1 3
1!3
1#3
1"3
3
3
3
3
!3
!23$ 9 5%3$1'3 6573
3 1!33
3
1 3
3
3
1
3.2. ЗАГОТОВКА И АНКЕРОВКА АРМАТУРЫ
ПРИ НАТЯЖЕНИИ НА УПОРЫ
Заготовка стержневой арматуры включает в себя операции
резки стержней на заданные длины и устройство или установку концевых
анкеров. Для уменьшения отходов и устранения стыковки рекомендуется
заказывать и применять стержневую напрягаемую арматуру в виде постав6
ляемых стержней мерной длины, а термоупрочненную сталь классов Ат6IV–
Ат6VII — только в виде стержней мерной длины. Допускается стыковка
стержневой свариваемой арматуры сваркой, а термоупрочненной — опрес6
совкой обойм. Временные концевые анкеры и инвентарные зажимы служат
для закрепления натянутой арматуры на упорах форм или стендов до приоб6
ретения бетоном необходимой прочности, достаточной для восприятия об6
жатия и предотвращающей сдвиг арматуры относительно бетона в момент
передачи напряжения.
Разрезать стержневую арматуру классов А6IIIв, А6IV, А6V, А6VI, Ат6IV,
Ат6V, Ат6VI и Ат6VII следует в холодном состоянии с помощью механиче6
ских и гидравлических ножниц или пил трения. Во избежание локальных
закалок, поджогов, надрезов и отпуска разрезка стержней электрической
дугой не допускается.
Стержневая горячекатаная арматура классов А6IV (кроме несваривае6
мых сталей марок 65ГС и 80С), А6V, А6VI и термомеханически упрочненная
классов Ат6VС и Ат6VIС может стыковаться сваркой. Подготовка к сварке,
технология и режимы сварки стержневой арматуры должны осуществлять6
ся в соответствии с требованиями СН 393678.
Стержневую напрягаемую арматуру рекомендуется сваривать в плети на
установке СМЖ6524. Если в качестве напрягаемой арматуры применяется
стержневая арматура класса А6IIIв, то после стыковой сварки плети упроч6
няют вытяжкой на установках СМЖ6525.
Стержневую арматуру с винтовым профилем всех классов от А6IV и Ат6IV
до А6VI и Ат6VII стыкуют с помощью муфт, навинчиваемых на концы стерж6
84
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
б
ней. Допускается сварка стержневой
арматуры с винтовым профилем клас*
а
сов от А*IV и Ат*IVС до А*VI в соответ*
ствии с ГОСТ 14098.
Соединять сваркой стержни термо*
механически упрочненной арматуры
классов Ат*IV, Ат*V, Ат*VI и Ат*VII
не допускается. При наличии отходов
в
г
этой арматуры в виде стержней немер*
ных длин их можно использовать для
ненапрягаемой арматуры, но только
как сталь класса А*III, или произво*
е
дить стыковку с помощью обжимае*
д
мых в холодном состоянии прессовкой
или накаткой соединительных муфт и
использовать также, как и стержни
мерной длины. Для закрепления на*
прягаемых стержней в упорах, а так*
же для улучшения сцепления с бето*
ном рекомендуется применение анке*
ров различных видов (рис. 33).
К анкерам относятся:
Рис. 33
§ высаженные головки, образуемые
Анкера напрягаемой арматуры:
на концах стержней высадкой в го*
а — цанговый зажим; б — приваренные ко*
ротыши; в — резьбовая гайка; г — опрессо*
рячем состоянии для арматуры клас*
ванная шайба; д — высаженная головка со
сов А*IIIв, А*IV, Ат*IV, А*V, Ат*V,
втулкой; е — петли и коротыши для гладкой
А*VI, Ат*VI диаметром до 40 мм
высокопрочной проволоки.
включительно;
§ инвентарные зажимы НИИЖБ по ГОСТ 23117 для арматуры всех клас*
сов диаметром до 40 мм включительно;
§ стальные опрессованные в холодном состоянии шайбы для арматуры
всех классов диаметром до 22 мм включительно;
§ опрессованные спирали из горячекатаной арматуры класса А*I для ар*
матуры классов А*IV, Ат*IV, А*V, Ат*V, А*VI, Ат*VI и Ат*VII диаметром
8–18 мм;
§ навинчиваемые на стержни с винтовым профилем гайки и контргайки
для арматуры всех классов.
Допускается применять приваренные коротыши для арматуры всех клас*
сов диаметром до 40 мм включительно, а также высаженные головки для
арматуры классов Ат*VI и Ат*VII.
Для арматуры классов Ат*IV, Ат*V, Ат*VI и Ат*VII длина коротышей
принимается равной (5–6)d с односторонними швами и 3d — с двухсторон*
ними. Для изготовления коротышей применяют электродуговую сварку в
соответствии с СН 393*78 и горячекатаную арматуру классов А*I, А*II, А*III,
а также класса А*IV марки 20ХГ2Ц и класса А*V марки 23ХГ2Ц могут ис*
пользоваться стальные прутки прямоугольного или квадратного сечения из
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
85
тех же марок стали. Стержни и коротыши должны плотно прилегать друг к
другу и не иметь местных искривлений. Прихватка каждого коротыша про0
изводится в одной точке на расстоянии (2,5–3)d от торца коротыша. Длина
прихватки 10–15 мм, применяемые электроды и режимы те же, что и при
сварке. Для обеспечения правильного положения коротышей при их при0
варке к стержню и требуемой точности расстояния между их опорными плос0
костями по длине рекомендуется пользоваться специальными кондуктора0
ми. В последних должны быть устройства для фиксации положения стерж0
ня и прижима коротышей к упорам во время приварки. К работам по сварке
термообработанной арматуры допускаются сварщики не ниже 40го разряда
при условии: изготовленные ими образцы при растяжении выдерживают
нагрузку не ниже 80% прочности основного металла. Во избежание поджога
стержней в начале шва дугу следует возбуждать только на коротыше. Свар0
ку надо производить без поперечных колебаний короткой дугой с опиранием
смазки электрода на свариваемый металл. Не допускается смена электродов
на незаконченном участке свариваемого шва, т. е. сварка каждого шва долж0
на производиться без перерывов одним электродом. Для исключения подог0
рева соединения сварка первого и второго шва анкера должна производиться
с перерывом 3–4 мин. Для приварки анкерных коротышей может быть ис0
пользован любой преобразователь или выпрямитель, предназначенный для
ручной дуговой сварки (ПС0300, ПС0500, ПСО0300, ПСМ01000, ВСС0300,
ВКСМ0100 и др.). Для контроля величины тока сварочный пост должен быть
оснащен амперметром, сварка должна производиться электродами диамет0
ром 3–4 мм типа Э050А, марки УОНИ013/55, которые перед началом работы
рекомендуется прокалить по режиму, соответствующему их марке. По окон0
чании приварки коротышей сварщик должен очистить шов от шлака и ос0
мотреть его — наличие трещин в сварных швах не допускается. Поры и
шлаковые включения диаметром до 1,5 мм на длине шва 1 см допускаются в
виде исключения не более чем в одном месте. Суммарная длина шва должна
быть не менее 10d, толщина шва должна равняться 0,25d и быть не менее
4 мм в соответствии с требованиями ГОСТ 14098 к сварным соединениям с
накладками. Для равномерной передачи усилий от натянутых стержней с
приваренными коротышами на упоры форм или поддонов необходимо при
заготовке коротышей обеспечить перпендикулярность торцов к их продоль0
ной оси, что может быть достигнуто при отрезке коротышей дисковыми пила0
ми трения, втулочными ножами комбинированных пресс0ножниц, ножница0
ми с механическим прижимом стержней во время резки, механическими но0
жовками или на токарном станке. Опорные поверхности концевого анкера в
виде приваренных коротышей должны быть перпендикулярны по отноше0
нию к оси стержня, их смещение из плоскости не должно превышать 0,5 мм.
Устройство временных концевых анкеров в виде опрессованных шайб и
спиралей должно осуществляться на специальных обжимных машинах типа
МО, МОГ01 или на прессах с усилием обжатия 900–2000 кН. Шайбы для
временных концевых анкеров штампуют из листовой или прокатной стали
марок Ст1, Ст2 и Ст3 по ГОСТ 380 или изготавливают из круглой и шести0
гранной стали тех же марок. Размеры шайб приведены в таблице 25.
86
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
1234567892
24568448
92
8
1 2 3 4 5 6 2 7 897
825682642678
72892
78
78448 865 58658
82642678 28
2642
678
65 8
267 8
!"8 !"8
"8 "8
"!8 "!8
"!!8
123
143
423
56113
126143
116173
186193
183
1 3
483
56143
1161 3
176153
1 6813
173
1 3
483
126173
1461 3
1 6813
8168 3
193
823
493
116193
1 61 3
1 6843
8468 3
153
883
493
1461 3
1 6813
8168 3
8 68 3
823
873
723
1761 3
1 6843
846853
8 6413
883
893
783
196823
816893
8 6423
8 6443
#2624567862 $7%82568
24568
26&254 8
2642678448
' 587 56
&28(8
5845558
2456862 8448
65 8
267 8
7
123456278 7
) 88
123
3
143
893
73
183
1223
1 3
853
73
173
1723
1 3
423
3
193
1 23
823
44 453
3
153
8723
883
4 453
3
1
При отсутствии шайб требуемой высоты допускается опрессовка анкера,
составленного из 2–5 шайб меньшей высоты. Суммарная высота таких шайб
должна быть на 10–20% больше приведенной в таблице 25 высоты шайб до
опрессовки.
Для спиральных анкеров минимально необходимое число витков спира;
лей из арматуры диаметром 6 (8) мм класса А;I марки Ст3 для анкеровки
стержней классов от А;IV до Ат;VI приведено в таблице 26. Для арматуры
класса Ат;VII число витков спирали должно быть не менее 6.
Спиральные заготовки для временных концевых анкеров рекомендуется
изготавливать на специальных станках, работающих в автоматическом ре;
жиме. При изготовлении спиралей их резку рекомендуется выполнять спе;
циальными клиновыми ножами или дополнительно опрессовывать, обеспе;
чивая перпендикулярные продольной оси торцы. При резке спиралей обыч;
ными механическими ножницами с неперпендикулярными торцами их
длину следует увеличивать на один виток, который с внутренней стороны
анкера оставляют не опрессованным, что позволяет добиться при натяже;
нии арматуры равномерного распределения усилия на упор формы.
Перед спиральным анкером рекомендуется устанавливать инвентарную
шайбу, обеспечивающую более надежную работу анкера. Для повышения тех;
нических характеристик анкера ему при опрессовке необходимо придавать
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
87
коническую форму с максимальным обжатием крайних от торца стержня
витков губками специального профиля, которыми оснащены обжимные ма6
шины.
Высадку головок в горячем состоянии следует производить одновремен6
но на обоих концах стержня или поочередно на каждом конце на машине
типа СМЖ6128В, установках СМЖ6524, а также на стыкосварочных стан6
ках типа МС62602 и других с соблюдением соответствующих режимов нагре6
ва и высадки.
Установка СМЖ6524 предназначена для сварки горячекатаной стержне6
вой арматуры классов А6III, А6IV, А6V и А6VI диаметром от 12 до 40 мм и
высадки на обоих концах стержня анкерных головок. Она состоит из прием6
ного и подающего рольгангов, гидравлического станка для резки арматуры
СМЖ6133А, машины МС62008 для контактной стыковой сварки и механиз6
ма продольной подачи по рольгангам. Установка позволяет заготавливать
плети стержневой арматуры длиной от 7200 до 24 500 мм с производитель6
ностью от 10 до 30 плетей в час.
Высаженные головки рекомендуется снабжать опорными шайбами или
втулками с конусными отверстиями для обеспечения равномерной передачи
усилия от натянутого стержня на упоры формы или поддона. С целью повы6
шения срока службы инвентарных шайб и втулок их рекомендуется изго6
тавливать из Ст45 с последующей термообработкой.
Резку стержней для подготовки к высадке головок следует производить с
точностью по длине +5 мм, при этом торцы стержня должны быть перпенди6
кулярны его продольной оси. Перекос торцевой поверхности по отношению
к оси стержня допускается не более 5 мм. При изготовлении высаженных
головок на арматурной стали классов А6IV, Ат6IV, А6V, Ат6V, А6VI, Ат6VI
рекомендуется:
§ расстояние между наружными гранями неподвижных контактов зажи6
мов машины для высадки головок или наружной гранью неподвижного
контактного зажима машины и упором на стеллаже устанавливать с по6
мощью шаблона или измерительного устройства для контроля упоров
форм;
§ укладывать стержни для высадки головок таким образом, чтобы их кон6
цы выступали за торцы неподвижных контактных зажимов или матриц
на величину 2,5d, где d — номинальный диаметр стержня, мм;
§ нагревать конец стержня перед высадкой головки до температуры 950–
1100°С — для арматуры классов А6IV, А6V, А6VI; 850–950°С — для арма6
туры классов Ат6IV и Ат6V; 650–750°С — для арматуры класса Ат6VI;
§ перед высадкой головок оплавить торец стержня во избежание искрив6
ления концов стержня при высадке; для этого высадочный электрод при
включенном токе поджать к торцу стержня с небольшим усилием, кото6
рое затем плавно увеличивать;
§ высадку головки при сжатии стержня производить при включенном токе
или путем импульсного нагрева при максимальном усилии обжатия;
§ обеспечивать медленное остывание головок на стержнях горячекатаной
стали классов А6IV, А6V и А6VI путем складирования стержней с выса6
88
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
женными головками в закрытые короба или осуществлять их отпуск
повторным нагревом концов остывших стержней с головками до темпе2
ратуры 750–800°С;
§ предохранять неостывшие головки от резкого охлаждения и соприкос2
новения с водой;
§ избегать поджога в контактах машин, для чего при необходимости сле2
дует зачищать концы стержней и периодически, не реже трех раз в сме2
ну, чистить электроды.
Готовые высаженные головки должны отвечать следующим требованиям:
§ диаметр отверстия шайб может быть больше наружного диаметра стерж2
ня не более чем на 2 мм;
§ опорная поверхность шайб или втулок должна быть перпендикулярна
оси стержня;
§ опорная поверхность высаженной головки должна быть симметричной
относительно оси стержня;
§ диаметр головки должен на (0,8d + 2) мм превышать номинальный диа2
метр стержня.
Инвентарные зажимы рекомендуется применять при механическом на2
тяжении арматуры на упоры стендов и форм, стараясь не подвергать их
воздействию пара при термовлажностной обработке изделий. Допускается
применение инвентарных зажимов при электротермическом натяжении ар2
матуры, в этом случае установка инвентарных зажимов на стержни должна
производиться в кондукторе с жесткими ограничителями. Расстояния меж2
ду наружными гранями упоров кондукторов и между опорными поверхно2
стями анкеров необходимо контролировать с помощью шаблонов, реек и
других приспособлений.
На мерные стержни, изготовленные с предельными отклонениями по
длине, зажимы допускается устанавливать без кондукторов, выравнивая их
по торцам стержней или устанавливая заподлицо с торцами. Рекомендуется
применять зажимы с заглушками, обеспечивающими фиксацию зажимов в
проектном положении. После установки зажимы должны быть закреплены
на стержнях, чтобы избежать их смещения при переноске стержней и уста2
новке в форму. Для обеспечения расчетной величины предварительного на2
пряжения и необходимого удлинения арматуры при использовании инвен2
тарных зажимов необходимо учитывать смещение губок зажимов относи2
тельно корпуса; величина смещения приведена в таблице 27.
При механическом натяжении арматуры с одновременным нарастанием
нагрузки на тяговое устройство и фиксируемый на упоре зажим смещение
губок не оказывает влияния на степень натяжения. При передаче нагрузки от
тягового устройства свободному зажиму, расположенному на упоре формы
или стенда, либо при натяжении арматуры с перехватом следует учитывать,
что смещение губок зажима может вызвать существенное изменение этой
величины. Для компенсации потерь напряжения из2за смещения губок зажи2
ма при натяжении арматуры с перехватом ее следует натягивать до усилия,
несколько большего расчетного. Дополнительное упругое удлинение армату2
ры при этом должно быть равным величине смещения губок в одном зажиме.
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
89
12343563789
&6237
297
27227
765 355762
1 2 3 4 5 6 2 7 897
7767535667297
36657234356789
717227
1353 7297 !""" # !$"7
%57
67112 '7()*7+,7
67112 '7-)*7+,7
671127'7*.1 7
671127'7*/1 7
12
32
32
4542
6572
82
32
32
4592
65 2
72
4572
6572
32
32
42
4562
6562
6572
572
2
4562
6562
32
32
1
1
23
23
2
32
32
65 2
512
92
6572
562
32
32
12
6562
512
32
32
472
6592
5 2
32
32
442
572
512
32
32
4 2
5 2
9592
32
32
412
582
5 2
32
32
642
5 2
1542
32
32
692
9572
8512
32
32
72
9592
8512
32
32
5 25 2 2 2 11252 2 2 !"#2$2%&52"22'
(2))2&)*2
Для компенсации потерь напряжения при электротермическом натяже*
нии арматуры из*за проскальзывания губок в двух зажимах расстояние ме*
жду опорными поверхностями зажимов, установленных на арматуру до ее
нагревания, должно быть уменьшено на величину 2s (см. табл. 9).
На арматуру с винтовым профилем должны навинчиваться гайки на кон*
дукторах с жесткими ограничителями. Для предохранения гаек от возмож*
ных смещений при нагреве стержней, их переноске и установке в форму их
закрепляют на стержнях контргайками, которые имеют в 5–8 раз меньшую
высоту, равную 8–12 мм.
Требуемая длина отрезаемого при заготовке напрягаемого арматурного
стержня l0:
l0 = lз + 2а,
где lз — длина арматурной заготовки, равная расстоянию между внутренни*
ми опорными поверхностями временных концевых анкеров или инвентар*
ных зажимов, мм; а — длина конца стержня, используемая для установки
инвентарного зажима или образования временного концевого анкера, мм.
Для временных концевых анкеров в виде обжатых шайб и спиралей ве*
личина а ³ Н + 10 (мм), где Н — высота шайбы или спирали после опрессов*
ки. Для высаженных головок а = 2,5d + 10 (мм), где d — диаметр арматуры.
90
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Рис. 34
Схема напряжения стержня
Рис. 35
Схема натяжения пучка проволоки на упоры короткого стенда
Для приваренных коротышей и инвентарных зажимов величина а опреде,
ляется длиной коротышей и зажимов. Для арматуры винтового профиля
а ³ hr + hk + 10 (мм), где hr — высота навинчиваемой анкерной втулки, мм;
hk — высота контргайки, мм.
При механическом натяжении на упоры формы или стенда длина стерж,
ней, проволок или канатов должна быть больше расстояния между упорами
(рис. 34).
Длина заготовки при механическом натяжении:
Lзаг = lи + 2lу + 2lа + 5 мм,
где lи — длина изделия, мм; lу — расстояние от торца изделия до опорной
поверхности упора, мм; lа — длина зоны анкеровки, мм.
При натяжении на упоры длинного или короткого стенда, где использу,
ются инвентарные тяги с захватами, длина заготовки должна быть меньше
расстояния между упорами (рис. 35).
Длина заготовки:
Lзаг = lи + 2lа + 800...1000.
Для длинного стенда длина заготовки устанавливается из схемы (рис. 36).
Lзаг = nlи + (n – 1)k0 + 2(k1 + k2 + k3),
где n — число изделий на одной линии стенда; k0 — расстояние между изде,
лиями, мм; k1 — расстояние между изделием и распределительной диафраг,
мой, мм; k2 — расстояние между распределительной и направляющей диа,
фрагмами, мм; k3 — расстояние от направляющей диафрагмы до конца арма,
туры в зажиме, мм.
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
91
Рис. 36
Схема натяжения арматуры при изготовлении нескольких изделий
на длинном стенде
Для пучков арматурной проволоки, натягиваемой на затвердевший бе/
тон, при закреплении коническим клиновым анкером:
Lзаг = lи + l1 + 300,
где l1 — расстояние от торца изделия до заклинивающего штока домкрата, мм.
При натяжении на бетон пакета проволоки с гильзовыми анкерами:
Lзаг = 0,992lи – 50.
Требуемое расстояние между наружными гранями упоров кондуктора
или неподвижными контактами машины для высадки головок:
Lконд = lз – dз,
где dз — величина предельных отклонений длин арматурных заготовок.
Контроль размера кондуктора следует производить с помощью жестких
шаблонов или измерительных устройств с отсчетным устройством, приме/
няемым для контроля расстояния между упорами форм. Для обеспечения
требуемой точности регулирования размера кондуктора один из упоров ре/
комендуется снабдить регулировочным механизмом винтового или клино/
вого типа со шкалой, имеющей цену деления не более 0,5 мм.
Операционный ежесменный контроль качества заготовки арматуры за/
ключается в измерении расстояний между внутренними опорными поверх/
ностями временных концевых анкеров выборочно 3–6 заготовок, в проверке
перпендикулярности опорной поверхности анкера к оси стержня, в визуаль/
ной оценке качества приваренных коротышей (длина, толщина и порис/
тость сварного шва), надежности закрепления гаек и инвентарных зажимов
на стержнях с помощью контргаек и других приспособлений, в контроле
прочности временных концевых анкеров.
Расстояние между опорными поверхностями концевых анкеров арма/
турных заготовок следует контролировать с помощью жестких шаблонов
или путем проведения относительных измерений с помощью измеритель/
ных устройств, захватывающих концевые анкеры изнутри и обеспечиваю/
щих нормируемую погрешность измерений. Величина измерительного уси/
лия должна составлять 1000 + 100 Н.
Измерения расстояний между опорными поверхностями концевых анке/
ров арматурных заготовок должны производиться относительно постоянной
92
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
для данного типоразмера заготовок базы, образуемой двумя неподвижными
упорами, установленными на станине измерительного устройства. Один упор
должен выполняться вилочным, идентичным по своей конструкции упору
форм. В случае изготовления арматурных заготовок нескольких типоразме4
ров длин необходимо установить соответствующее число вилочных упоров.
При проведении измерений контролируемая арматурная заготовка долж4
на укладываться одним концом на паз вилочного упора, а вторым — в захват
измерительного устройства. Посредством груза или натяжного винта к за4
хвату должна прикладываться требуемая величина измерительного усилия.
Относительный размер контролируемой заготовки определяется по величи4
не смещения корпуса захвата относительно второго неподвижного упора.
В зависимости от типа применяемого измерительного устройства указанная
величина смещения может определяться с помощью штангенциркуля или
непосредственно по шкале измерительного устройства.
Контроль прочности временных концевых анкеров в виде высаженных
головок и приваренных коротышей осуществляется испытанием на разрыв с
закреплением стержней с верхней стороны за анкер в пластине с отверстием
и с нижней — в зажиме разрывной машины.
Испытание опрессованных шайб, спиралей и навинчиваемых гаек про4
изводится на выдергивание стержней из анкеров, закрепленных также в
пластине с отверстием, а с другой стороны — в зажиме разрывной машины.
Прочность временных концевых анкеров на отрыв или выдергивание
должна быть не менее усилия, соответствующего 0,9sв, где sв — временное
сопротивление разрыву исходной стали. Допускается снижение этой вели4
чины до значения не менее 1,2(ssp + Р), где ssp — контролируемое проектное
напряжение арматуры, Р — предельное допустимое отклонение величины ssp.
Предельная нагрузка на инвентарные зажимы не должна превышать кон4
трольной по ГОСТ 23117.
Заготовка и установка проволочной арматуры и канатов включает опе4
рации размотки, отмеривания, резки, набора пакетов, устройства времен4
ных концевых анкеров или установки инвентарных зажимов, переноски и
укладки арматурных элементов в формы.
Разматывать проволоку и канаты с бухт и барабанов рекомендуется на
бухто4 или барабанодержателях, оборудованных тормозными устройствами.
Правка проволоки и канатов при их заготовке и раскладке не допускается.
При заготовке пакетов проволоки и канатов, натягиваемых групповым
способом, необходимо обеспечить начальную длину арматуры с предельны4
ми отклонениями не более + 0,03Dl, где Dl — величина упругого удлинения
арматуры при натяжении (рис. 37).
Заготовку арматурных пакетов проволоки и канатов длиной до 26 м для
коротких стендов и силовых форм рекомендуется производить на автомати4
ческих линиях СМЖ4213А и ей подобных с отмериванием арматуры в узком
прямоугольном канале. Этот способ позволяет заготавливать арматурные
элементы с высокой точностью отмеривания. При наборе пакетов и перед
натяжением на стенде необходимо только выровнять торцы арматурных эле4
ментов без дополнительной их подтяжки.
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
93
Рис. 37
Линия СМЖ213А для заготовки проволочной и канатной арматуры:
1 — бухтодержатель; 2 — направляющие ролики; 3 — механизм подачи; 4 — механизм резки;
5 — передняя секция; 6 — задняя секция; 7 — конечный выключатель; 8 — пневмосистема.
Линия СМЖ213А выпускается для проволоки и канатов в двух испол
нениях, каждое из которых в зависимости от длины заготовки имеет четыре
сборки (1я для максимальной длины заготовки 7,5 м, 2я — 14,5 м, 3я —
20,5 м, 4я — 26,5 м). Линия состоит из бухтодержателя, блока подачи и
резки, передней, средней и задней секций приемного стола, блока концевого
включения и шкафапульта управления. Линия в первом исполнении пред
назначена для заготовки канатов диаметром 12 и 15 мм. Механизм резки в
этой линии состоит из качающегося кронштейна со шпинделем, дисковой
пилой и тисками для зажима каната. Все узлы механизма резки смонтирова
ны на раме, пила вращается от электродвигателя. Качание пилы и зажимы
каната осуществляются пневмоцилиндрами. Линия во втором исполнении
предназначена для заготовки проволоки диаметром 5 и 6 мм и канатной
арматуры диаметром 7,5 мм. От первого исполнения она отличается в основ
ном механизмом резки, последний представляет собой корпус с обоймой, в
котором смонтированы неподвижная разрезная втулканож и поворотный
стакан с подвижной втулкойножом. Стакан поворачивается пневмоцилин
дром, режущая кромка подвижной втулки сдвигается относительно непод
вижной за счет эксцентрика стакана.
Заготавливать пакеты проволоки и канатов длиной до 100 м рекоменду
ется на столах протягиванием пакета лебедкой или бесконечной цепью с
торможением для выравнивания многороликовым устройством или тормо
зом, установленным на бухтодержателях. Допускается заготовка проволоки
и канатов непосредственно на формовочной площадке стенда путем протяги
вания вдоль стенда с помощью полиспаста, лебедки или крана.
Если при заготовке не обеспечивается длина арматурных элементов с пре
дельными отклонениями + 0,03Dl, то перед групповым натяжением пакета
необходимо предварительно выравнивать подтяжкой арматурные элементы
усилием, равным 10% от величины контролируемого усилия натяжения.
Резать проволоку и канаты при заготовке рекомендуется дисковыми пила
ми трения и механическими ножницами, не нарушающими конструкцию
канатов. Допускается резка проволоки огневыми средствами — газокисло
родными, бензорезом или керосинорезом. Не допускается резка проволоки
и канатов электрической дугой.
Проволоку и канаты рекомендуется закреплять с помощью инвентарных
зажимов и групповых захватов, а также анкерных устройств однократного
94
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Рис. 38
Высаженные головки и зажимы проволочной арматуры
использования. Количество арматуры, закрепляемой в одном групповом захвате, определяется тяговым усилием оборудования, применяемого для натяжения арматуры.
Для закрепления проволоки рекомендуется применять высаженные в
холодном состоянии анкерные головки, опирающиеся на инвентарные закаленные втулки с зенкованными отверстиями (рис. 38) или специальные гребенчатые пластины унифицированных напрягаемых арматурных элементов
(УНАЭ). Для закрепления проволоки допускается также применять высаженные в горячем состоянии головки. В качестве инвентарных анкеров следует применять групповые зажимы, состоящие из стальных колодок и пробок, клиновые зажимы для одновременного закрепления двух, трех, двенадцати и более проволок.
Холодная высадка головок на высокопрочной проволоке диаметром 4–
6 мм с временным сопротивлением 1800 МПа может осуществляться на станке СМЖ-155 или других аналогичных механизмах. На проволоку перед высадкой головки надеваются втулки или групповые пластины с отверстиями.
Размеры головок на высокопрочной проволоке, высаженных холодным способом, составляют: диаметр на 2,5–3 мм больше диаметра проволоки, высота — на 0,5–1,0 мм меньше диаметра проволоки.
Горячая высадка промежуточных и концевых головок должна производиться на специальных линиях с контролем температуры нагрева проволоки или на стыкосварочных машинах МС-802, МС-1202 с предварительным подогревом и оплавлением без контроля температуры и времени.
При горячей высадке прочность проволоки снижается на 10–15%, диаметр высаженной головки принимается равным 1,6–1,85 диаметра проволоки, а угол наклона поверхности концевой и промежуточной головки
составляет 25–35°.
Для закрепления канатов при натяжении рекомендуется использовать
инвентарные цанговые зажимы НИИЖБ, серийно выпускаемые промышленностью, клиновые захваты на два и три каната с анкерными плитами и
клиньями (см. рис. 39, 40).
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
95
Рис. 39
Полуавтоматический зажим НИИЖБ:
1 — съемная рукоятка; 2 — корпус; 3 — пру/
жина; 4 — рожки толкателя; 5 — толкатель;
6 — хвостовик; 7 — зажимные губки.
Рис. 40
а
Клиновые зажимы для канатной
арматуры
б
Пучковые анкеры:
Рис. 41
а — гильзовый, б — гильзостержневой; 1 —
гайка, 2 — гильза, 3 — проволока арматур/
ного пучка, 4 — разделительное кольцо, 5 —
часть стержня с кольцевой нарезкой, 6 —
часть стержня с кольцевыми канавками.
123456789 2
245 682 2 28448
78
38 82 5682 2 8
12345678
28
65
1 2 3 4 5 6 2 7 897
38448
8245 68
26 78245 68
1234
564
3264
78264
8264
964
8234
78264
234
164
264
56264
264
364
2 4
53264
75264
864
79264
95264
73264
64
78264
98264
1
В качестве анкерных устройств однократного использования для кана/
тов могут применяться опрессованные стальные гильзы и гильзостержне/
вые анкеры (рис. 41). Размеры гильзы в зависимости от диаметра каната
приведены в таблице 28.
96
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Опрессовку производят на
штампе, позволяющем получить
анкерную гильзу квадратного или
круглого сечения. Для сокраще0
ния длины гильз и увеличения ко0
эффициента их трения на канат
перед опрессовкой следует нано0
сить слой кварцевого песка, а по0
сле опрессовки на выступающем
конце каната высаживать в горя0
чем состоянии анкерную головку,
или конец каната приваривать к
гильзе дуговой электросваркой.
Это позволяет примерно в два раза
сократить длину гильз и усилие
их опрессовки. Для обеспечения
равномерности натяжения груп0
пы канатов с опрессовкой гильза0
ми расстояние между опорными
торцами гильз должно отличать0
ся от проектного не более чем на
+ 2 мм на 10 м длины арматурно0
го элемента, а проволоки с выса0
женными головками — на + 1 мм
Рис. 42
Волновой зажим для арматурных пакетов:
при расстоянии между опорными
1 — стягивающий болт; 2 — стопорный болт; 3 —
частями головок 6 м.
внутренняя обойма; 4 — наружная обойма; 5 — за0
Для анкеровки пакета прово0 жимающая волнистая планка; 6 — отверстие для
пресса.
лочной арматуры применяются
волновые зажимы (рис. 42).
Захватные устройства, зажимы и одноразовые анкеры должны надежно
закреплять натянутую до заданного усилия арматуру, а при применении
группы зажимов с одной анкерной плитой — обеспечивать равномерность
натяжения арматуры. Зажимы и захватные устройства нужно располагать
так, чтобы натягиваемый элемент не перегибался по всей длине, что позво0
ляет повысить точность и равномерность натяжения арматуры и сократить
ее отходы.
Контроль прочности временных концевых анкеров в виде высаженных
головок, как и для стержневой арматуры, осуществляется путем их испы0
тания на отрыв. В случае применения инвентарных зажимов и опрессован0
ных гильз испытания производятся на выдергивание арматурных элемен0
тов из анкеров. Все испытания производятся в соответствии с требованиями
ГОСТ 10922, усилие выдергивания арматуры из временного концевого анке0
ра или на отрыв должно быть для всех классов проволочной и канатной
арматуры не менее усилия, соответствующего 0,9sв исходной стали.
Проволоку и канаты рекомендуется, как правило, применять без стыков.
В случае необходимости допускается применение стыковки с расположением
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
97
стыков вне конструкции или в пределах конструкций, не рассчитываемых
на выносливость. При этом стык должен быть расположен на расстоянии не
менее 1,5 м от торца изделия. Стыкование проволоки или канатов может
осуществляться внахлестку с обмоткой соединения неотожженной вязаль8
ной проволокой диаметром 0,8–2 мм с плотным прилеганием витков друг к
другу и усилием натяжения 30–50 Н при стыковке проволоки и 400–500 Н —
при стыковке канатов.
В случае обнаружения в канате обрыва проволок необходимо в месте их
разрыва сделать две обвязки вязальной проволокой по 2–3 витка с таким
расчетом, чтобы концы оборванной проволоки выходили за обвязку на рас8
стояние не менее 15–20 мм. Количество оборванных проволок допускается
не более одной по длине каждого арматурного каната и не более 10% таких
канатов от общего числа их в изделии. Сборку арматурных элементов в
пакеты, высадку анкеров или установку инвентарных зажимов, выравнива8
ние арматурных элементов рекомендуется выполнять на постах заготовки
арматуры.
Транспортировку и установку арматурных пакетов проволоки в формы
рекомендуется выполнять с помощью кранов. Для этой цели на анкерных
плитах следует предусматривать строповочные петли.
Для обеспечения проектного расположения арматуры в изделиях между
формами длинных стендов необходимо устанавливать штырьевые или гре8
бенчатые распределительные диафрагмы.
3.3. МЕХАНИЧЕСКОЕ НАТЯЖЕНИЕ
АРМАТУРЫ НА УПОРЫ И НА БЕТОН.
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
Механическое натяжение арматуры на упоры форм или стен8
дов стержневой, проволочной и канатной арматуры может осуществляться
силовыми механизмами (чаще всего гидродомкратами с насосными стан8
циями) (рис. 43) по одному элементу, группами элементов или непрерывной
навивкой.
Рис. 43
Схема гидравлического домкрата:
1 — цилиндр; 2 — поршень; 3 — шток; 4 —
захват; 5 — упоры домкрата.
Натяжение арматуры может осуществляться с контролем задаваемого
усилия и с контролем задаваемого удлинения. При натяжении арматуры по
одному элементу с контролем задаваемого усилия величина предваритель8
ного напряжения может контролироваться:
98
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
§ по показаниям манометра гидродомкрата:
s = Рн/Fa, Pн = mSn,
где s — величина контролируемого напряжения, Н/мм2, МПа; Рн — усилие
напряжения арматуры, Н; Fа — площадь сечения напрягаемой арматуры,
мм2; m — давление в гидросистеме домкрата (показания манометра), Н/
мм2; Sп — площадь поршня гидродомкрата, мм2;
§ по показаниям динамометра, включаемого в цепь гидродомкрата или
напрягаемого стержня;
§ по удлинению, исходя из закона Гука при упругом деформировании стали:
s = ЕDl/l0,
где Е — модуль упругости арматурной стали, МПа; Dl — удлинение арматур>
ного элемента при напряжении, мм; l0 — начальная длина напрягаемой
части арматурного элемента, мм.
При групповом натяжении арматуры с контролем по удлинению величи>
на задаваемого удлинения может обеспечиваться:
§ величиной перемещения натяжного устройства (захвата, траверсы);
§ длиной арматурных заготовок при фиксированном (нерегулируемом) ходе
натяжного устройства.
Механическое натяжение арматуры рекомендуется производить гид>
равлическими домкратами и специальными установками для непрерывной
навивки. Допускается использовать для этих целей лебедку с динамометром
и грузовые устройства с системой блоков и рычагов. Выбор способа натяже>
ния арматуры (по одному элементу или группой стержней) следует осущест>
влять в зависимости от вида конструкции, расположения в ней напрягаемой
арматуры, количества натягиваемых арматурных элементов и наличия обо>
рудования необходимой мощности. При концентрированном расположении
арматуры по сечению конструкции рекомендуется применять групповое на>
тяжение арматуры. Если невозможно обеспечить выполнение требования о
допускаемом отклонении по длине отдельных элементов при групповом их
натяжении, то рекомендуется до натяжения выполнить предварительную
подтяжку каждого арматурного элемента с усилием, не превышающим 10%
от проектного.
Механическое натяжение арматуры на стендах или силовых формах ре>
комендуется производить в три этапа:
§ натяжение с усилием, равным 40–50% от проектного, с проверкой пра>
вильности расположения напрягаемой арматуры, установкой закладных
деталей, каркасов, сеток и окончательной сборкой формы;
§ натяжение до величины усилия, равного 110% от проектного (с пере>
тяжкой на 10%), выдерживание в течение 3–5 мин для проверки прочно>
сти анкеров и снижения в дальнейшем потери напряжения от релакса>
ции стали;
§ снижение усилия натяжения до проектной величины.
Время натяжения арматуры определяется скоростью деформирования и
напряжения стали, которые должны быть не более 20 см и 500 МПа в минуту.
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
99
Необходимую величину усилия натяжения арматуры устанавливают в зависимости от количества одновременно натягиваемых стержней или проволок, их диаметра, заданного предварительного напряжения и потерь:
а) от деформации формы при неодновременном натяжении нескольких
элементов;
б) на трение в гидродомкратах и трение натягиваемой арматуры о форму,
арматурные каркасы и устройства для оттяжки.
В соответствии с ГОСТ 2511 сближение упоров форм при последовательном натяжении арматуры на них не должно превышать 0,0004 номинального размера между упорами. В зависимости от жесткости форм и суммарных
усилий натяжения стержней при изготовлении различных марок изделий
фактические относительные деформации x сближения расстояния между
упорами форм находятся в пределах от 0,0002 до 0,0004, т. е. в среднем
x = 0,0003. В каждом конкретном случае эта величина может быть уточнена
замером фактических расстояний между упорами форм до натяжения арматуры (lу) и после натяжения (lн). Относительные продольные деформации
формы:
lу 1 lн
23
.
lу
При механическом последовательном натяжении отдельных стержней
или групп стержней, расположенных в один или несколько горизонтальных
рядов, потери напряжения от деформации форм будут максимальные в первом напрягаемом стержне, затем будут пропорционально уменьшаться в каждом последующем стержне. В последнем стержне, как и при групповом
натяжении арматуры, потерь напряжения от деформации форм не будет.
Потери напряжения (МПа) в каждом натягиваемом стержне:
45si 6 7Es
1 nn3 i 2,
где n — количество напрягаемых стержней; Еs — модуль упругости напрягаемой арматуры, МПа; i — порядковый номер напрягаемого стержня.
При средних деформациях формы потери напряжений (МПа) последовательно натягиваемых механическим способом стержней приближенно рекомендуется определять:
n3i
45si 6 60
.
n
Следовательно, при натяжении арматуры на форму последовательно по
одному стержню, к контролируемому проектному напряжению (ssp) каждого стержня следует добавить потерю его напряжения от деформации формы
(Dssi). В случае, когда суммарные проектные напряжения и потери от деформации форм превышают предел текучести арматуры, необходимо стержни
напрягать в два этапа: на первом этапе до ssp, а после натяжения всей арматуры дополнительно натягивать на потери напряжений от деформации форм
(Dssi).
При контроле усилий натяжения арматуры по ее удлинению потери напряжения от деформации форм следует учитывать по величине сближения
1 2
100
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
упоров формы после натяжения арматуры, или по относительным деформа)
циям формы, умноженным на расстояние между ее упорами. Для форм дли)
ной 6,5 м сближение упоров в среднем будет: xlу = 0,0003 × 6500 = 1,95 мм,
для форм длиной 12,5 м оно будет равно 3,75 мм. При увеличении или умень)
шении нагрузки по сравнению со средней сближение упоров от деформации
форм длиной 6,5 м будет 1–3 мм, форм длиной 12,5 м — от 2,5 до 5 мм. Если
сближение упоров будет превышать предельные величины, то используемые
силовые формы по жесткости не отвечают нормативным требованиям и тре)
буют усиления.
В формах с подобранным положением центральной плоскости, которые
не изгибаются при натяжении на них арматуры, арматурные элементы, сим)
метрично расположенные относительно точки приложения равнодействую)
щей усилий в напрягаемой арматуре, рекомендуется натягивать попарно.
При групповом натяжении арматуры с контролем по удлинению расчет
величины необходимого эффективного перемещения натяжного устройства
(т. е. без учета свободного хода) производится по формуле
l = Dl0 + Dlф + Dlс,
где Dl0 — требуемое удлинение арматуры, мм; Dlф — величина продольной
деформации формы, мм; Dlс — суммарная величина деформации смятия вре)
менных концевых анкеров, мм.
Значения величин Dlс, Dlф определяются в каждом случае опытным пу)
тем, исходя из конкретных условий производства. Допускается при предва)
рительных расчетах принимать величину Dlс для изделий длиной примерно
6 м суммарно на оба анкера:
Dlс = 2mssp,
где m = 0,002 мм3/Н для анкеров типа «обжатая шайба»; m = 0,003 мм3/Н
для анкера типа «высаженная головка».
При использовании инвентарных зажимов НИИЖБ в качестве времен)
ных концевых анкеров для стержневой арматуры
Dlс = 2s,
где s — смещение губок зажима относительно его корпуса, мм (по табл. 27).
Сближение упоров формы Dlф на уровне центра тяжести напрягаемой
арматуры после натяжения всей арматуры должно указываться в рабочих
чертежах формы и проверяться опытным путем при натяжении арматуры.
Для предварительных расчетов при длине изделий 6–12 м величину Dlф до)
пускается принимать 1–3 мм для форм с жестким упором, 3–4 мм для форм
с поворотными упорами.
Значение требуемого удлинения арматуры Dl0:
Dl0 = K1eslз,
где K1 — коэффициент, учитывающий погрешность измерительного инстру)
мента, принимаемый K1 = 1 — при регулируемой величине перемещения на)
тяжного устройства; K1 = 1,05 — при фиксируемой величине перемещения
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
101
натяжного устройства; es — относительное удлинение арматуры; lз — длина
арматурной заготовки (расстояние между опорными поверхностями конце3
вых анкеров), мм.
Деформацию арматуры при ее натяжении рекомендуется определять с
учетом действительной диаграммы растяжения стали. В случае отсутствия
опытных данных допускается использовать для оценки деформаций стали
при механическом натяжении уравнения среднестатистической диаграммы
растяжения:
2
2sp
3 2sp
4
m
;
5
6
5
7
5
6
7
8
9
>
h
×
s
величина
при
s
s
sel
spl
1
§
sp
1
02
Es
2102
1sp
§ при ssp £ h1 × s02 величина 2s 3 E ,
s
где es — относительное удлинение; Es — начальный модуль упругости, МПа;
2102 — среднестатистическое значение условного предела текучести, МПа;
h1 — среднее значение относительного предела упругости; esel — относитель3
ная упругая деформация; esрl — относительная условно3мгновенная пласти3
0,002
.
ческая деформация; m — коэффициент, m 3
11 4 51 23
Значения величин 2102 и h1 приведены в таблице 29.
1 2 3 4 5 6 2 7 897
12345367879679 36 93 88739 667 58 283 828725 6789
28728
11
2112 8
28728
11
2112 1 8
3455567
189 7
17
3 45 83 45 7
1817
9 17
345 8717
189 7
917
3 4 7
18 7
7
345 872127
1817
9217
3 4 57
1817
1 7
34 7
18 17
117
3 4 557
1817
117
34 57
1817
1 17
4873 77
1897
17
3 45 7
18 17
9 7
49873 77
1817
117
7
Допускается определять требуемое удлинение арматуры по формуле
KK11sp lз
,
Es
где K — коэффициент, учитывающий упругопластические свойства армату3
ры при механическом натяжении, определяемый по таблице 30; ssp — про3
ектная величина предварительного напряжения, МПа; lз — длина заготов3
ки, мм; Es — начальный модуль упругости арматуры, МПа (см. табл. 12)
Натяжение арматуры диаметром 10–20 мм рекомендуется осуществлять
групповым способом. При групповом натяжении с фиксированной (нерегу3
лируемой) величиной перемещения натяжного устройства обеспечить тре3
буемую точность предварительного напряжения арматуры сложнее, чем при
натяжении с регулируемым ходом натяжного устройства или с контролем
по показаниям манометра.
2l0 3
102
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
1234526789
1 2 3 4 5 6 2 7 897
6 6523818
5646238187833893 8
56462381128
38
8
88
88
88
8
1223
45223
45223
3
3
3
1623
45273
45223
3
3
3
6223
45483
45483
3
3
3
6623
3
45763
45223
3
3
9223
3
45163
45223
3
3
9623
3
3
452 3
3
3
8223
3
3
45283
45223
3
8623
3
3
3
45223
3
223
3
3
3
45243
3
623
3
3
3
45213
3
223
3
3
3
452 3
45223
623
3
3
3
3
45223
42223
3
3
3
3
452 3
42623
3
3
3
3
45213
44223
3
3
3
3
452 3
44623
3
3
3
3
45463
7
123456278 7
5 26459658 339566968!6 93 878237"52678338
93#3568
$%&'&8
33533
$%&'(8
$%()8
$%(*8
42223
9723
42223
63
3!"3#$%533
7 23
7 23
44 23
23
&$3$$'533
(123
63
(793
63
)"*$3+*'3
$53%,3
43
&3 13
43
43
-3"*+53.3
/3
/3
8563
5 3
3"*53 033
123
7 3
/3
/3
132#$*3#$533
/3
823
/3
/3
333
4 56878,243 4 56878,243 4 56 773 46122 3
1
Для механического натяжения арматуры применяются гидравлические
домкраты по ГОСТ 9828/78 (табл. 31), выпускаемые для этих целей машино/
строительными предприятиями.
Кроме домкратов могут быть приспособлены для натяжения арматуры
грузовые гидродомкраты типа СМЖ/157Б и СМЖ/158Б с ходом поршня
160 мм, максимальным усилием натяжения 1000 и 2000 кН и рабочим дав/
лением 50 МПа. Для приведения в действие гидродомкратов используются
насосные станции типа СМЖ/737.01, СМЖ/83А с электрическим насосом
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
103
производительностью 3,2 и 1,6 л/мин, вместимостью бака 40 и 10 л, рабо*
чим давлением 50 и 40 МПа и установленной мощностью 4 и 2,2 кВт.
При выборе гидродомкрата его тяговое усилие следует принимать на 15–
20% больше проектного усилия натяжения арматуры, что позволяет осуще*
ствлять рекомендуемую перетяжку арматуры на 10% и учитывать коэффи*
циент полезного действия гидродомкрата, равный 0,94–0,96.
Тяговое усилие гидродомкрата для натяжения арматуры, кН:
Pm 1
K2nPn
,
2
где K2 — коэффициент, учитывающий возможную технологическую пере*
тяжку, равный 1,1; n — количество одновременно натягиваемых стержней;
Рn — проектное усилие натяжения одного стержня, кН; h — коэффициент
полезного действия гидродомкрата, 0,94–0,96.
Ход поршня гидродомкрата, мм:
S = (0,008...0,012)lз,
где lз — длина арматурной заготовки между опорными поверхностями вре*
менных концевых анкеров, мм.
Теоретическую производительность (цикл работы) домкрата можно оп*
ределить, исходя из времени натяжения арматуры и возврата натяжного
устройства в исходное положение, с:
t1
Sn Sn
2
,
Vn Vв
где Sn — длина вытяжки арматуры, которой соответствует рабочий ход на*
тяжного устройства, мм; Vn, Vв — скорости натяжения арматуры и возврата
натяжного устройства в исходное положение, мм/с.
Для обеспечения требуемой точности натяжения арматуры применяе*
мые домкраты градуируются по образцовым динамометрам не реже 1 раза в
6 мес. Градуировать домкраты следует с теми же манометром и насосной
станцией, которые будут эксплуатироваться в производственных условиях.
Манометры домкратов должны быть предварительно поверены. Перед гра*
дуировкой необходимо 3–5 раз опрессовать насосную станцию и домкрат под
давлением, превышающим на 10% максимальное давление, указанное в пас*
порте домкрата и насосной станции. Опрессовочное давление следует выдер*
живать каждый раз не менее 5 мин. Допускаемое при этом падение давления
должно составлять не более 2–3% опрессовочного. У домкрата, установлен*
ного для градуировки, поршень должен быть смещен от крайнего положе*
ния на 1/5 своего хода. Поднимать давление в цилиндре домкрата следует
ступенями по 0,1 номинального наибольшего давления, указанного в пас*
порте домкрата. Окончательные результаты градуировки оформляют в виде
таблиц и графиков как среднее арифметическое из трех показаний, следую*
щих друг за другом одинаковых нагружений. Таблицы и графики должны
содержать соотношения между величиной давления по показаниям мано*
метра и усилиями натяжения по образцовому динамометру.
104
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Натяжение арматуры с контролем по показаниям манометра с целью
исключения влияния непостоянства сил внутреннего трения домкрата сле/
дует производить методом прямого и обратного хода. Для этого поднимают
давление масла в цилиндре домкрата до значения q1 в кН/мм2, на 3–10%
больше подсчитанного по площади поршня F в мм2, без учета сил трения.
Постепенно выпуская масло из цилиндра, фиксируют величину давления q2
в кН/мм2, при котором начинается перемещение поршня в обратном направ/
лении (не более 1% задаваемого удлинения). Фактическое усилие натяже/
ния (в кН) арматуры:
F (q1 1 q2 )
Pф 2
.
2
Рекомендуется контроль величины усилия натяжения по показаниям
манометра дублировать контролем величины удлинения арматуры, которое
не должно отличаться от расчетного при данном усилии натяжения более
чем на 10%. Если расхождение превышает эту величину, то необходимо
выявить и устранить причины расхождения и лишь затем продолжить натя/
жение.
При использовании гидравлических домкратов для натяжения армату/
ры цена деления шкалы манометра не должна превышать 1/20 величины
измеряемого давления. Максимальное давление, на которое рассчитан ма/
нометр, не должно превышать измеряемое давление более чем в 2 раза. При
натяжении арматуры домкрат должен быть расположен таким образом, что/
бы его ось совпадала с осью арматуры или захвата. Несовпадение осей может
вызвать перенапряжение стали и искажение величины натяжения, а иногда
и обрыв арматуры.
Натяжение арматуры разрешается производить только в присутствии
технического персонала, осуществляющего операционный контроль. Дан/
ные контроля заносятся в специальный журнал. При натяжении с контро/
лем удлинений и фиксированным падающим стопором присутствие техни/
ческого персонала не требуется.
Натяжение арматуры на упоры стендов или форм рекомендуется произ/
водить групповым способом, одним домкратом требуемой мощности, имею/
щим необходимый ход поршня. При отсутствии домкрата соответствующей
мощности допускается групповое натяжение несколькими домкратами при
выполнении следующих условий:
§ домкраты должны быть одного типа с одинаковой технической характе/
ристикой;
§ домкраты должны устанавливаться симметрично относительно равно/
действующей усилий натяжения с отклонением не более +10 мм;
§ домкраты должны присоединяться к одной насосной станции, оснащен/
ной манометром для измерения давления.
При одиночном натяжении арматуры механическим способом создается
возможность контролировать степень натяжения каждого стержня, обеспе/
чивая равномерность натяжения всех стержней в изделии. Способ требует
сложного оборудования и имеет относительно низкую производительность
из/за потерь времени на индивидуальное натяжение.
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
105
Рис. 44
1+я схема одиночного натяжения:
1 — форма; 2 — упоры; 3 — стержень; 4 —
постоянные анкера; 5 — временные анкера;
6 — захваты; 7 — домкраты; 8 — силовая тра+
верса.
Рис. 45
2+я схема одиночного натяжения:
1 — форма; 2 — подвижный упор; 3 — непод+
вижный упор; 4 — гидродомкрат; 5 — напря+
гаемый стержень; 6 — фиксирующий эле+
мент.
Рис. 46
1+я схема группового натяжения:
1 — гидродомкрат; 2 — шарнирный натяж+
ной борт; 3 — напрягаемые стержни; 4 — не+
подвижный борт; 5 — форма; 6 — фиксирую+
щий элемент; 7 — шарнир; 8 — захват.
Существуют две схемы одиночного
натяжения:
§ 1+я схема предусматривает пооче+
редное натяжение на упоры фор+
мы с помощью натяжной травер+
сы (рис. 44);
§ 2+я схема обеспечивает натяжение
каждого стержня с использованием
подвижных упоров формы (рис. 45).
Подвижный упор может выполнять+
ся в различных модификациях:
§ перемещающийся прямолинейно в
направляющих силового поддона;
§ откидывающийся на шарнире;
§ установленный на торце поддона.
При групповом натяжении стерж+
невой арматуры механическим спосо+
бом используют три схемы:
1) с помощью выносных поворот+
ных устройств (упоров) (рис. 46);
2) с помощью поперечного борта,
выполненного в виде траверсы, пере+
мещаемой гидроклиньями (рис. 47);
3) с помощью шарнирно закреплен+
ной траверсы, перемещаемой гидро+
домкратом из одного положения в дру+
гое (рис. 48).
Напряжение арматуры производит+
ся путем перемещения траверсы 4 из
положения А в положение Б силовым
гидродомкратом 6.
Рис. 48
Рис. 47
2+я схема группового натяжения:
3+я схема группового натяжения:
1 — поперечный неподвижный борт; 2 — про+
дольные борта; 3 — подвижный борт; 4 — гид+
родомкраты; 5 — гидроклинья; 6 — фикси+
рующие вкладыши; 7 — напрягаемая арма+
тура.
1 — поддон; 2 — поперечные борта; 3 — напря+
гаемые стержни; 4 — силовая траверса; 5 — ры+
чаги; 6 — гидродомкрат.
106
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Натяжение проволочной и канатной арматуры производится при изго!
товлении железобетонных изделий на стендах. Стенд — часть формовочного
цеха, где изготавливаются железобетонные изделия в неперемещаемых фор!
мах с выполнением всех операций по подготовке, сборке, армированию форм,
укладке и уплотнению бетонной смеси, тепловлажностной обработке и рас!
палубке или распиливанию изделий на линиях безопалубочного формова!
ния. На протяжных стендах закрепляют концы проволок или канатов в
одном упоре, например, с помощью инвентарных зажимов, затем тележка с
бухтами арматуры в бухтодержателях с тормозными устройствами переме!
щается к другому упору, протягивая арматуру, где она обрезается и закреп!
ляется в другом упоре. Затем гидродомкратом оттягивается и в зазор между
анкером и упором вставляется калиброванная шайба, фиксирующая удли!
нение.
На пакетных стендах вдоль стенда располагается линия заготовки паке!
та проволок или канатов. Эта линия включает в себя бухтодержатели с тор!
мозными устройствами; тянущие ролики, с помощью которых вытягивают!
ся концы проволок или канатов, на них одевается и обжимается волновой
зажим, рамка которого захватывается приводом протяжного устройства и
протягивается на нужную длину; арматурный пакет, на который с другого
конца устанавливаются два волновых анкерных зажима, они обжимаются,
и между ними перерезается арматурный пакет (рис. 49). Готовый пакет пе!
реносится мостовыми кранами на формовочную линию и устанавливается в
упоры с помощью челюстных захватов, хвостовики которых проходят через
упор и фиксируются упорными гайками.
С одного конца стенда гидродомкратом вытягивается арматура и фикси!
руется напряжение упорной гайкой (рис. 50).
Рис. 49
Схема заготовки проволочного пакета
Рис. 50
Схема натяжения пакета проволоки
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
107
Схема натяжения арматурного па&
кета, состоящего из прядей или кана&
тов с помощью полиспаста приведена
на рисунке 51. При этом достигается
выигрыш в тяговом усилии гидродом&
крата, но увеличивается масса отходов
напрягаемой арматуры.
При изготовлении плитных изде&
лий на стендовых линиях безопалубоч&
Рис. 51
ного формования широко используют
Схема натяжения проволоки или
каната с помощью полиспаста
механическое напряжение высокопро&
волочной арматуры. На проволоку оде&
вается натяжная шайба для соединения со штоком гидродомкрата, устраи&
вают временный анкер (высаженная головка или обжатая шайба), затем
заанкеренные концы заводят в упоры и оттягивают домкратом. В зазор встав&
ляют калиброванную фиксирующую шайбу.
При изготовлении железобетонных шпал используют десятигнездные фор&
мы — два ряда по пять шпал. Каждый ряд шпал армируется пакетом проволо&
ки. Для заготовки и натяжения этих пакетов проволоки используется специа&
лизированная линия, позволяющая одновременно получать два пакета и оде&
вать их на форму в предварительно растянутом состоянии (рис. 52).
Проволока с бухтодержателей через гидровыравниватели струн подается
в зажимные головки волнового зажима, установленные на 4 цилиндровом
прессе. После установки клиньев в зажимные головки для фиксации арма&
туры они опрессовываются, затем зажимаются захватами протягивающей
каретки вытяжки струнопакетов. За 3 м до натяжного устройства каретка
останавливается при достижении расчетной длины струнопакетов. В это вре&
мя опрессовываются очередные зажимные головки, после чего каретка про&
двигается вперед до захвата зажимных головок. Каретка замедляет ход за
1 м до натяжного устройства, что обеспечивается переключением двигателя
передвижения на малый ход и необходимо для точной фиксации зажимных
головок в месте распиливания струнопакетов. После этого захваты натяж&
ного устройства выдвигаются и захватывают зажимные головки, а протяги&
Рис. 52
Схема линии армирования десятигнездных форм
для производства железобетонных шпал:
1 — бухтодержатели с тормозами; 2 — механизм подачи зажимных головок; 3 — пресс четырех&
цилиндровый для опрессовки зажимов; 4 — конвейер вытяжки струнопакетов; 5 — пила для
резки струнопакетов; 6 — натяжное устройство; 7 — насосная станция.
108
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
вающая каретка возвращается в исходное положение. Затем производится
натяжение струнопакетов гидроцилиндрами натяжного устройства, одновре0
менно под конвейер вытяжки подается по рольгангу форма, которая подъем0
ником подается под струнопакет, он одевается на упоры формы, и последняя
перемещается на пост окончательного натяжения арматуры. Применение
этой линии позволяет в 2 раза увеличить производительность формовочной
линии и уменьшить долю ручного труда.
Натяжение арматуры на бетон особенно эффективно при изготовлении
крупноразмерных конструкций, состоящих из нескольких элементов (состав0
ные фермы, балки, арки мостовых переходов, оболочки и др.). Эффектив0
ность этого способа обеспечивается уменьшением расхода металла, так как не
нужны упоры, силовые формы для восприятия напряжения арматуры до на0
бора бетоном передаточной прочности. Кроме того, уменьшаются затраты на
транспортировку и монтаж, так как крупногабаритная конструкция может
быть перевезена по частям, которые затем монтируются в сооружении и объе0
диняются общей напрягаемой арматурой. Некоторые конструкции, например
оболочки, могут достигать в плане размеров 102´102 м (торговый центр в
г. Челябинске) и в собранном виде вообще не транспортабельны, т. е. их мож0
но изготовить только из отдельных элементов (ребристых или других плит) с
последующим натяжением по периметру арматуры на бетон. Напрягаемая
арматура обычно канатная, но в отдельных случаях это может быть стержне0
вая или проволочная арматура. В преднапряженных железобетонных конст0
рукциях с натяжением арматуры на бетон напрягаемая арматура располага0
ется в специальных оставляемых при бетонировании каналах, диаметр кото0
рых на 10–15 мм больше диаметра арматуры. В отдельных случаях вместо
каналов используются открытые лотки или борозды. После установки арма0
туры и ее натяжения до проектного значения закрытые каналы заполняются
(инъецируются) цементным раствором для защиты арматуры от коррозии и
создания условий для ее сцепления с раствором и бетоном. Открытые лотки и
борозды бетонируются обычным способом или торкретируются. Прочность и
долговечность таких конструкций зависит от качества заполнения каналов,
лотков или борозд бетоном. В закрытом канале арматура окружена обжатым
бетоном, в котором при эксплуатационных нагрузках не образуются трещи0
ны. В лотках и бороздах арматура сверху покрыта необжатым слоем бетона, в
котором при эксплуатации могут появляться и раскрываться трещины, то
есть арматура менее надежно защищена от коррозии.
Для образования каналов в подготовленную к бетонированию форму или
опалубку устанавливают и закрепляют в проектном положении каналообра0
зователи, которые могут быть неизвлекаемыми или извлекаемыми. Неиз0
влекаемые каналообразователи чаще всего представляют собой гофрирован0
ные стальные тонкостенные трубки, в которых продольные ребра улучшают
сцепление с бетоном. Иногда для улучшения сцепления с бетоном стенки
этих каналообразователей делают перфорированными. Гибкие каналообра0
зователи можно монтировать вместе с арматурными канатами и в свернутом
виде доставлять к месту бетонирования элементов конструкций. К извле0
каемым каналообразователям относятся толстостенные стальные или рези0
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
109
новые трубы с необходимым наружным диаметром, которые вытягивают из
бетона через 2–3 ч после окончания бетонирования. Извлекаемые после про5
паривания отдельных элементов конструкции каналообразователи мо5
гут изготавливаться из тонких стальных спирально наматываемых лент или
из спирально намотанной проволоки. Такие каналообразователи можно из5
влекать из бетона, развивая намотку, и после правки и навивки повторно
использовать. Извлекаемые каналообразователи обеспечивают лучшее сце5
пление инъекционного раствора с бетоном по сравнению с неизвлекаемыми.
Для закрепления концов арматуры, пропущенной через каналы, исполь5
зуют анкерные стальные плиты, через которые пропускают напрягаемую
арматуру с концевым анкером. После напряжения арматуры зазор между
концевым анкером и анкерной плитой заполняется калиброванной по тол5
щине шайбой с прорезью. Если концевой анкер заканчивается резьбовым
участком, то после натяжения арматуры завинчивается на анкере гайка и
закрепляется контргайкой. Для заполнения каналов инъекционным рас5
твором в анкерных плитах имеются резьбовые отверстия (рис. 53, 54).
Инъецирование каналов железобетонных конструкций, напрягаемых
после набора бетоном необходимой прочности, обеспечивает защиту сталь5
ной арматуры от коррозии, сцепление арматуры с бетоном, способствующее
повышению трещиностойкости и несущей способности железобетонных кон5
струкций.
К инъекционным растворам предъявляют следующие требования: они
должны иметь высокую подвижность при заполнении каналов и характеризо5
ваться минимальным водоотделением, при твердении такой раствор должен
давать минимальную усадку, прочность при сжатии в семидневном возрасте
должна быть не менее 20 МПа, а в 28 сут — не менее 30 МПа, морозостойкость
затвердевшего камня должна быть не менее морозостойкости бетона конст5
110
Рис. 53
Рис. 54
Схемы анкеровки стержневой
арматуры
Схемы анкеровки проволочной
и канатной арматуры
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
рукции. Наиболее дешевый и доступный — порт)
ландцементный инъекционный раствор.
Подвижность растворных смесей определяется
на вискозиметре, представляющем собой стеклян)
ный цилиндрический сосуд диаметром и высотой
150 мм с коническим днищем высотой 40 мм, че)
рез отверстие в котором растворная смесь попадает
в стеклянную трубку с краником. На цилиндриче)
ской части вискозиметра имеются две круговые
горизонтальные линии, разделяющие объем вис)
козиметра на три равных части (рис. 55).
Для испытания подвижности растворной смеси
она наливается до верхнего края вискозиметра, за)
тем открывается краник на стеклянной трубке и
раствор из нее вытекает. Смесь считается достаточ)
Рис. 55
но подвижной, если время истечения средней тре)
Схема вискозиметра для
определения подвиж)
ти ее не превышает 6 с.
ности инъекционного
Водоотделение растворной смеси испытывает)
раствора
ся в стеклянном мерном цилиндре вместимостью
500 см3, в который заливается 500 см3 растворной смеси. Смесь считается
удовлетворительной по водоотделению, если через 3 ч отделяется не более
2% воды от начального ее объема.
Обычно в качестве инъекционного раствора используется цементное тес)
то с водоцементным отношением в пределах 0,35–0,4, иногда в состав рас)
твора вводится до 20% от массы цемента мелкого (не крупнее 0,5 мм) песка
или трасса, содержащих не более 0,25% по массе отмучиваемых примесей.
Для снижения водопотребности и расслаиваемости смеси в ее состав вводят
до 0,25% от массы цемента добавки пластификатора (чаще всего типа ЛСТ).
Перед инъецированием каналы очищают сжатым воздухом, промывают
водой и вновь продувают воздухом для удаления застоявшейся воды. Про)
мывка водой особенно важна для каналов, образованных извлекаемыми ка)
налообразователями, так как в этом случае благодаря насыщению бетонных
стенок канала водой улучшается сцепление раствора с бетоном. Изделие
устанавливают наклонно (3–5°) и начинают нагнетание растворной смеси с
нижнего конца канала до выхода из верхнего конца плотной массы раствора
без пузырьков воздуха. Затем отверстие в анкерной плите на верхнем конце
канала закрывают резьбовой пробкой и продолжают нагнетание растворной
смеси, поднимая давление до 0,8 МПа. После чего подкачку прекращают, а
спустя 1–2 ч проводят повторное нагнетание растворной смеси в канал, что
является достаточно радикальным средством для устранения вредных по)
следствий седиментации растворной смеси. Затем закрывают пробку на ниж)
ней анкерной плите и изделие твердеет не менее 7 сут при температуре
20 + 5°С или подвергается повторной тепловой обработке.
При нагнетании растворной смеси в каналы в зимних условиях необхо)
димо устраивать тепляки. Введение противоморозных добавок в инъекцион)
ные растворы не допускается.
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
111
ТЕСТЫ ДЛЯ САМОПРОВЕРКИ
Тест №3
ЗАГОТОВКА И МЕХАНИЧЕСКОЕ НАТЯЖЕНИЕ
АРМАТУРЫ
1. Для чего изготавливают преднапряженные железобетонные конструкции?
А — для повышения прочности бетона при сжатии;
Б — для предотвращения возникновения растягивающих напряжений в бетоне;
В — для повышения морозостойкости бетона;
Г — для уменьшения плотности бетона.
2. Какие напряжения возникают в арматуре не преднапряженных железобетон9
ных конструкций при появлении трещин в растянутой зоне?
А — (0,2–0,25) Rн;
Б — (0,5–0,55) sв;
В — (0,3–0,35) s02;
Г — (0,6–0,65) s001.
3. Какова предельная величина напряжений в преднапрягаемой арматуре для ста9
лей без площадки текучести?
А — 0,2s001;
Б — £ 0,65sв;
В — 0,9sт;
Г — 0,5sу.
4. Почему в преднапряженных конструкциях применяется высокопрочная арма9
тура?
А — для повышения ее коррозионной стойкости;
Б — так как в преднапряженных железобетонных конструкциях полнее ис9
пользуются ее прочностные свойства;
В — так как высокопрочная арматура лучше сцепляется с бетоном;
Г — для лучшей анкеровки.
5. Какую арматуру рекомендуют натягивать механическим способом?
А — классов А9IIIв, А9IV, А9V, Ат9IV, Ат9V диаметром 8–22 мм;
Б — тех же классов, но диаметром 25–40 мм;
В — классов А9I, А9II, А9III, диаметром 10–30 мм;
Г — тех же классов, диаметром 30–40 мм.
6. Каким способом не допускается резать стержневую преднапрягаемую арматуру?
А — ножницами в холодном состоянии;
Б — электрической дугой;
В — газокислородным пламенем;
Г — пилами трения.
7. Какую преднапрягаемую арматурную сталь не допускается стыковать сваркой?
А — марки 25ХГ2С;
Б — класса А9V;
В — термомеханически упрочненную;
Г — упрочненную вытяжкой.
8. Для каких классов стали можно применять концевые анкеры в виде опрессо9
ванных в холодном состоянии шайб?
А — для всех диаметром не более 22 мм;
Б — классов А9IIIв, А9IV, Ат9IV, А9V, Ат9V диаметром до 40 мм;
В — Ат9VI, Ат9VII диаметром до 18 мм;
Г — Вр9II и В9II.
9. До какой температуры рекомендуется нагревать термоупрочненную сталь для
высадки головок?
А — 750°С;
Б — 850°С;
112
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
В — 950°С;
Г — 1050°С.
10. Как производится правка канатной арматуры?
А — на правильно*отрезных станках;
Б — на гибочных станках;
В — только вручную;
Г — правка вообще не допускается.
11. Какое отклонение от величины удлинения (Dl) допускается по длине проволок в
пакете при заготовке?
А — менее 0,03Dl;
Б — менее 0,02Dl;
В — менее 0,01Dl;
Г — не допускается.
12. Чему должен быть равен диаметр высаженной головки на высокопрочной про*
волоке?
А — 1,6–1,85 диаметра проволоки;
Б — 1,5–1,6 диаметра проволоки;
В — 1,4–1,5 диаметра проволоки;
Г — 1,3–1,4 диаметра проволоки.
13. Когда производится натяжение арматуры на бетон?
А — до бетонирования;
Б — после набора бетоном прочности;
В — во время бетонирования;
Г — во время тепловлажностной обработки.
14. Что больше при механическом напряжении стержневой арматуры: расстояние
между упорами или расстояние между концевыми анкерами?
А — расстояние между анкерами;
Б — расстояние между упорами;
В — они равны.
15. Как стыкуется стержневая арматура с резьбовым профилем?
А — сваркой;
Б — навинчиванием втулок и контргаек;
В — опрессовкой обойм;
Г — опрессовкой шайб с последующей сваркой по ним.
16. Для арматуры каких классов применяют анкерные устройства — высаженные
головки с температурой нагрева 950–1100°С?
А — А*IV, А*V, А*VI;
Б — Ат*IV, Ат*V;
В — Ат*VI;
Г — Ат*VII.
17. Можно ли производить высадку головок на высокопрочной проволоке без кон*
троля температуры и времени?
А — можно без ограничений;
Б — нельзя;
В — можно, но при этом прочность проволоки снижается на 10–15%;
Г — можно, но при этом прочность снижается на 25–30%.
18. Для чего применяют волновые зажимы?
А — для закрепления в упорах пакета проволок;
Б — для анкеровки канатной арматуры;
В — для анкеровки стержневой горячекатаной арматуры;
Г — для анкеровки арматуры класса А*IIIв.
19. Какова должна быть прочность заанкеривания канатной и проволочной арма*
туры на отрыв или выдергивание?
А — 0,5sв;
Б — 0,6sв;
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
113
В — 0,7sв;
Г — 0,8sв;
Д — 0,9sв;
Е — 1,0sв.
20. Как контролируется усилие натяжения арматуры при механическом методе?
А — по показанию манометра;
Б — по временному сопротивлению арматуры;
В — по удлинению;
Г — по продольному изгибу формы.
21. Для чего при механическом натяжении производится перетяжка на 10% от
заданной величины?
А — для повышения временного сопротивления арматуры;
Б — для повышения предела текучести;
В — для уменьшения ползучести бетона;
Г — для уменьшения релаксации стали.
22. В каких пределах должен быть ход поршня гидродомкрата при механическом
натяжении арматуры?
А — (0,008–0,012)lа;
Б — (0,1–0,3)lа;
В — (0,3–0,5)lа;
Г — (0,07–0,1)lа.
23. Какие допускаются отклонения фактического усилия натяжения от расчетного
при механическом способе?
А — 5%;
Б — 10%;
В — 15%;
Г — 20%.
3.4. ЭЛЕКТРОТЕРМИЧЕСКОЕ
НАПРЯЖЕНИЕ АРМАТУРЫ,
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
Сущность электротермического способа натяжения арматуG
ры заключается в том, что арматурные заготовки, нагретые электрическим
током до требуемого удлинения, фиксируются в жестких упорах, которые
препятствуют укорочению арматуры при остывании. Благодаря этому в арG
матуре возникают заданные напряжения. Нагрев арматурных заготовок проG
изводится электрическим током большой плотности (рис. 56).
Арматурные заготовки, предназначенные для натяжения на упоры форм,
поддонов или коротких стендов, снабжаются по концам временными анкеG
рами, расстояние между опорными плоскостями которых (la) меньше расG
стояния между наружными гранями упоров (la < lу) на такую величину, чтоG
бы создавалось требуемое напряжение
в арматуре с учетом деформации формы
и анкеров. Удлинение заготовок при
электронагреве должно обеспечивать
свободную укладку их в нагретом соG
Рис. 56
стоянии в упоры:
Схема нагрева арматуры:
l0 — начальная длина стержня; lк — расстояG
ние между электроконтактами; Dlt — терG
мическое удлинение.
114
Powered by TCPDF (www.tcpdf.org)
Dlt + la = [a(tр + t0)lк + la] > lу,
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
где Dlt — приращение длины арматурного стержня при нагреве, мм; la —
длина стежня между анкерами в холодном состоянии, мм; a — коэффициент
линейного термического растяжения, 1/°С; tр, t0 — рабочая температура на8
грева и температура до нагрева,°С; lк — расстояние между электрическими
контактами, мм; lу — расстояние между упорами, мм.
Нагрев арматуры рекомендуется осуществлять вне форм с помощью спе8
циальных установок, допускается производить нагрев на месте натяжения.
При электротермическом способе напряжения во избежание снижения
условного предела текучести и временного сопротивления нагреваемой ар8
матуры температура нагрева не должна превышать величин, указанных в
таблице 32.
123425678569 9 523 9 275652 6965367859
6965367859
123456172348561246
123425678569 275652 619
52328236 9
9
486236 9
6
6
1 2 3 4 5 6 2 7 897
523 9652 69
3 9
5
6
12436
9
6
6
5
6
172456172435617234 561724 561724336
9
6
9
6
5
6
123335617233386
6
9
6
5
6
233562336
16966
6
6
5
5 6
6
6
6
16 66
6
9
6
5
56
6
6
6
1666
6
9
6
5 5 6
1
Время нагрева в пределах 3–10 мин не оказывает влияния на свойства
как горячекатаной, так и термически упрочненной стержневой арматурной
стали. Однако с целью повышения производительности труда и уменьшения
расхода электроэнергии рекомендуется принимать время нагрева стержне8
вой арматуры 1–3 мин.
Время нагрева проволочной арматуры влияет на механические характери8
стики этой стали. При длительном нагреве механические характеристики
понижаются сильнее, чем при кратковременном. Поэтому время нагрева про8
волочной арматуры не должно превышать величин, указанных в таблице 32.
Температура нагрева контролируется по удлинению стали, при этом пред8
полагается равномерный нагрев и удлинение арматуры, что обеспечивается
только при надлежащем контакте токоподводов с арматурой. Допускается
использовать для контроля температуры термопары, термокарандаши и дру8
гие приборы, обеспечивающие измерение температуры с максимальной ошиб8
кой не более + 20°С и не препятствующие осуществлению технологических
операций по нагреву и натяжению арматуры.
При натяжении стержневой арматуры электротермическим способом ве8
личина (ssp + p) не должна приниматься больше предела текучести (s02 или sт
арматуры), где р — предельно допустимое отклонение величины ssp, величина
которого зависит от длины изделия (lи): при lи = 5 м р = ±100 МПа, при
lи = 6,5 м р = +80 МПа, при lи = 9,5 м р = ±70 МПа, при lи = 13 м р = ±60 МПа,
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
115
при lи = 16 м р = ±55 МПа, при lи = 19 м р = ±50 МПа, при lи = 25 и более
метров р = ±45 МПа. При изготовлении нескольких изделий, расположен3
ных в одну линию с арматурой, проходящей через все эти изделия, lи прини3
мается равной суммарной длине изделий на линии. При промежуточных
значениях lи величина р определяется по линейной интерполяции.
В арматуре, которая натягивается на упоры электротермическим спосо3
бом, не учитываются потери предварительного напряжения от деформации
концевых анкеров и форм, так как они учитываются при определении дли3
ны арматурной заготовки и величины полного удлинения арматуры.
Отклонение предварительного напряжения арматуры изделия от задан3
ного учитывается только величиной коэффициента точности натяжения gsp.
Если неблагоприятным фактором является снижение предварительного на3
пряжения арматуры по сравнению с заданной величиной ssp (расчет жестко3
сти, трещиностойкости и ширины раскрытия трещин зоны, в которой распо3
ложена напряженная арматура, и т. п.), то значение gsp:
3 sp 4 1 5
0,5 p 1
1 2
81 6
9 7 0,9,
n
sp
где п — количество стержней арматуры в элементе конструкции (в ребре
плиты, в поясе фермы и т. п.).
Если неблагоприятным фактором является превышение предваритель3
ного напряжения арматуры по сравнению с заданной величиной (расчет проч3
ности при действии сил обжатия зоны сечения, в которой расположена на3
пряженная арматура, расчет трещиностойкости противоположной по высо3
те сечения зоны и т. п.), то значение gsp при максимально допустимом
значении отклонения напряжения р:
3 sp 4 1 5
0,5 p 1
1 2
15
8 6 1,1.
9sp 7
n
Величина предварительного напряжения при электротермическом натя3
жении достигается при обеспечении заданного удлинения арматуры DL0:
3L0 4
( K1sp 2 p) Ly
,
Es
где K — коэффициент, учитывающий упругопластические свойства стали,
(принимается по таблице 33, промежуточные значения принимаются по ли3
нейной интерполяции); ssp — проектная величина напряжения арматуры,
МПа; р — предельно допускаемое отклонение величины предварительного
напряжения арматуры, МПа; Lу — расстояние между наружными гранями
упоров на форме, поддоне или стенде, мм; Еs — начальный модуль упругости
арматурной стали, МПа.
Величина полного удлинения арматурной стали при ее электронагреве:
DLп = DL0 + DLc + DLф + DLн + Ct,
где DLс — величина деформаций анкеров (смещение губок инвентарных за3
жимов относительно корпуса, деформации шайб под высаженными головка3
116
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
1234526789
123452658
112838
1 2 3 4 5 6 2 7 887
6 6523818
38683968358
83 98
!8
"8
8#8$%8
8
%88
&8
88
8
%8
1223
4523
6223
45273
4523
4523
4523
4523
4523
4523
45263
4523
4523
4523
8223
223
45463
4593
4593
45263
4523
4523
3
3
3
4543
45263
4523
7223
3
3
3
45463
4543
345263
223
3
3
3
3
4593
4543
88
8
8
'8
1
ми, смятие высаженных головок, опрессованных шайб и т. п.), мм; DLф —
продольная деформация формы, поддона или стенда, мм; DLн — остаточная
деформация, возникающая вследствие нагрева высокопрочной проволоки,
мм, определяемая по формуле
DL = 1,10 –6(tр – 300)Lу,
где tр — заданная температура нагрева, °С, если она менее 300°С, то величи?
на DLн = 0; Сt — дополнительное удлинение, обеспечивающее свободную ук?
ладку арматурного стержня в упоры с учетом остывания при переносе, при?
нимаемое не менее 0,5 мм на 1 м длины арматуры, мм.
Значения DLс, DLф, Сt определяются в каждом конкретном случае опыт?
ным путем, исходя из условий производства. Допускается при предвари?
тельных расчетах принимать величину DLс для изделий длиной примерно
6 м суммарно на оба анкера:
DLc = 2mssp,
где m = 0,002 мм3/Н для анкеров типа «обжатая шайба» или m = 0,003 мм3/Н
для анкеров типа «высаженная головка».
При применении временных концевых анкеров для стержневой армату?
ры в виде инвентарных зажимов НИИЖБ значение DLс допускается опреде?
лять как:
DLc = 2s,
где s — смещение губок зажима относительно его корпуса, мм, определяется
по таблице 27.
Сближение упоров формы DLф на уровне центра тяжести напрягаемой
арматуры после натяжения всей арматуры должно указываться в рабочих
чертежах формы и проверяться опытным путем при натяжении арматуры.
Для предварительных расчетов при длине изделий 6–12 м величину DLф
допускается принимать 1–3 мм для форм с жесткими упорами или 3–4 мм
для форм с поворотными упорами.
Для свободной укладки напрягаемой арматуры в упоры форм, поддонов
или стендов величина полного удлинения арматуры DLп должна быть не
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
117
1 2 3 4 5 6 2 7 897
12344565789
7798
5897 3
587 822 975722 5785 9
12344565789 587 822 5785 1 2 1 3 9
!"#
!#
!"""
9!"#
9!#
9!#"
2
$!"" $!""
1234225
64715
61785
64725
1234825
64785
64725
64795
1239225
647 5
64785
647 5
1239825
69715
69725
69765
1238225
69785
5
69785
1
более ее удлинения в результате нагрева до заданной температуры, т. е.
температурного удлинения, которое вычисляется по формуле:
DLt = (tр – t0)Lкa,
где tр — заданная температура нагрева, которая, как правило, принимается
по таблице 6, °С, или рассчитывается:
t2
1Lп Lк
3 t0 ,
4
где t0 — температура окружающей среды, °С; Lк — расстояние между токо>
подводящими контактами (длина нагреваемого участка арматуры), мм; a —
коэффициент линейного термического расширения стали, 1/°С, принимает>
ся по таблице 34.
Требуемая длина отрезаемого стержня арматурной стали:
L0 = Lз + 2a,
где Lз — длина арматурной заготовки, равная расстоянию между опорными
поверхностями временных концевых анкеров, мм; а — длина конца стерж>
ня, используемого для установки или образования временного концевого
анкера, мм.
Для обжатых шайб а ³ (Н + 10) мм, где Н — высота шайбы после опрес>
совки, мм (см. табл. 25), для высаженных головок а = (2,5d + 10) мм, где
d — диаметр арматуры, мм. Для приваренных коротышей и инвентарных
зажимов величина а определяется длиной коротышей или зажимов.
Длина арматурной заготовки:
Lз = Lу – DLс – DLф – DL0,
где Lу — расстояние между опорными поверхностями упоров, мм; DLс, DLф,
DL0 определяются согласно приведенным ранее данным.
В начальный период освоения производства данного вида изделия по при>
нятой величине DL0 производят подготовку и натяжение серии стержней с
проверкой величины предварительного напряжения в них после остывания.
Измерения предварительного напряжения рекомендуется производить
на возможно большем числе стержней или прутков проволоки каждой фор>
мы. По результатам измерений корректируют величину DL0, изменяя длину
118
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
арматурных заготовок таким образом, чтобы фактические величины предварительного напряжения не выходили за пределы допускаемых отклонений. В дальнейшем систематический контроль величины натяжения арматуры заключается в проверке соблюдения окончательно принятых размеров
Lу, Lз, DLф, DLс и выборочном непосредственном контроле величины предварительного напряжения.
Нагрев заготовок арматуры производят на специальных установках с
целью увеличения их длины на заданную величину, которая позволяет уложить их свободно в упоры форм, поддонов, стендов. Установки для нагрева
стержневой арматуры рассчитываются в зависимости от размеров стержней
(диаметра и длины) и вида стали на одновременный нагрев одного или нескольких стержней (рис. 57). При производстве изделий длиной около 6 м с
напрягаемой арматурой диаметром 10–16 мм, как правило, следует нагревать одновременно все стержни изделия. Для изделий длиной до 12 м с напрягаемой арматурой диаметром свыше 16 мм обычно нагревают одновременно 1–3 стержня.
Рис. 57
Установка для электронагрева
стержневой арматуры:
1 — неподвижная опора; 2 — токоподводы; 3 — прижимная
губка; 4 — трансформатор; 5 — промежуточная опора; 6 — пружина возврата каретки; 7 — каретка; 8 — пневмоцилиндр; 9 —
подвижная опора; 10 — шкала; 11 — конечный выключатель;
12 — стрелка; 13 — нагреваемые стержни.
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
119
Установки располагаются обычно вне формы и состоят из двух контакт2
ных опор, одной или нескольких промежуточных опор для предохранения
арматуры от провисания и преобразователей тока (трансформаторов). Одна
из контактных опор должна быть подвижной и обеспечивать свободное уд2
линение нагреваемых стержней без перемещения их в контактах. Контроль
теплового удлинения стержней должен осуществляться с погрешностью не
более +1 мм.
Нагрев заготовок высокопрочной проволоки рекомендуется производить
вблизи форм, над формами или изолированно непосредственно в формах.
Это позволяет сократить время переноса нагретой заготовки в упоры формы.
Нагревательные установки должны обеспечить плотный прижим токопод2
водящих контактов к арматуре. Усилие прижима на один контакт должно
составлять не менее 1000 Н для стали диаметром 10–14 мм, не менее 2000 Н
для стержней бо2льших диаметров и не менее 500 Н для проволоки диамет2
ром 8 мм. Недостаточно плотный прижим контакта может привести к мест2
ному перегреву арматуры, отрицательно отражающемуся на ее прочности.
Плотность прижима контакта должна обеспечиваться принудительно пнев2
матическими или электромагнитными устройствами, эксцентриками или
грузами. Контакты должны быть раздвижными и состоять из токоподводя2
щей и прижимной губок. Ширина губок принимается не менее двух диамет2
ров нагреваемого стержня и пяти диаметров нагреваемой проволоки. При2
менение контактов без принудительного прижима к нагреваемым стержням
не допускается.
Во избежание перегрева арматуры контроль температуры и ее ограниче2
ние являются обязательными и их рекомендуется проводить по удлинению
арматурного прутка. При неудовлетворительном электрическом контакте в
нем возникает повышенное сопротивление, что вызывает перегрев армату2
ры при контроле по удлинению, могут образовываться закалочные структу2
ры и трещины. Это приводит к обрыву стержней, уложенных и остывающих
в упорах формы или стенда. Поэтому периодически необходимо измерять
пирометрами равномерность температуры нагрева по длине стержня, на упо2
рах нужны защитные козырьки, а в процессе остывания стержней форму
желательно накрыть массивной крышкой. Не допускается одновременный
нагрев нескольких стержней разного диаметра при последовательной схеме
их включения.
Нагрев стержней арматуры рекомендуется осуществлять на возможно
большем участке так, чтобы место защемления арматуры в токоподводящих
контактах находилось вне габаритов изделий. Рекомендуется также, где
возможно, осуществлять токоподвод через торцевые плоскости анкеров, что
исключает возможность поджогов стержней арматуры по всей их длине.
При использовании горячекатаной арматуры стали классов А2IV, А2V и
термомеханически упрочненной классов Ат2IV, Ат2V в таких изделиях, как
пустотные панели, плиты покрытий длиной около 6 м, а также опоры ЛЭП и
т. п., допускается при нагреве арматуры оставлять ненагретыми концы та2
кой длины, чтобы места защемления стержней в токоподводящих контак2
тах нагревательной установки находились внутри изделия, на расстоянии
120
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
не более чем 30 см от его торцов. Повторный нагрев стержней арматуры не
рекомендуется, но в случае необходимости допускается только после полно2
го ее остывания и до температуры не более рекомендуемой.
Нагрев термомеханически упрочненной арматуры классов Ат2VI и Ат2VII
допускается производить на установках по одному или несколько стержней
одного диаметра одновременно при условии обязательного контроля величи2
ны удлинения каждого стержня в отдельности. Для этого рекомендуется ос2
настить установки механизмами принудительной подтяжки каждого стерж2
ня или подвижной контактной группы пневмоцилиндром, грузом, пружиной
и т. п. для повышения точности контроля удлинения в процессе нагрева.
Для выбора типов, количества и схемы соединения преобразователей
тока для электронагрева арматуры необходимо определить требуемую вели2
чину тока, напряжения и мощности. Расчетная требуемая мощность должна
быть всегда меньше полезной номинальной мощности трансформаторов.
Требуемая величина тока, А, при электротермическом напряжении ар2
матуры рассчитывается по формуле:
I1K
70Qполн
,
R2
где K — коэффициент, K = 1 при последовательном включении в электриче2
скую цепь стержней при электронагреве, K равно числу одновременно на2
греваемых стержней при параллельном включении их в цепь; Qполн — пол2
ное количество тепла, ккал, расходуемое на нагрев 1 м стержня до расчетной
температуры (определяется по табл. 35).
Qполн = Qн + Qпt,
где Qн — количество тепла, расходуемое на нагрев 1 м стержня без учета
потерь, ккал (определяется по табл. 35); Qп — потери тепла 1 м стержня в
течение 1 мин, ккал (по табл. 35); t — продолжительность нагрева, мин; R —
активное сопротивление 1 м стержня, Ом (по табл. 35).
Требуемая величина напряжения, U, определяется:
U = I × Z × Lk × m,
где Z — полное сопротивление 1 м арматурного стержня, Ом (табл. 35); Lk —
длина нагреваемого участка одного стержня, м; m — коэффициент, m равен
числу последовательно включенных в цепь стержней, m = 1 при параллель2
ном включении стержней.
Требуемая мощность трансформатора, кВт, устанавливается:
P2
I 1U
.
1000
Для нагрева арматуры рекомендуется применять сварочные трансфор2
маторы или трансформаторы для нагрева бетона (табл. 36). Сварочные транс2
форматоры могут применяться как по одному, так и по два при параллель2
ном или последовательном соединении в зависимости от требуемых величин
тока и напряжения.
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
121
1232456378329 5628 5
8628 8235 83 8 5636534
235 823426378
5 8235 28848965382 8
18884 8
48
448
58
4448
258
4218
12138
12138
12138
36
12138
238
1 2 3 4 5 6 2 7 897
5948
5 5884896538
4218
238
238
238
3 8654532635838
8
8
!8
! 8
8
8
!8
! 8
123
453
16743
8179
3
7
8675
3
786
275
3
7
75
3
7 8
17
3
572
57
3
6 7
6178
3
6575
6 7
3
4 78
183
11 3
117 3
17
3
795
474
3
729
78
3
67 4
17
3
4745
272
3
472
75
3
17
476
3
75
178
3
6278
1 3
1
3
57
3
874
3
741
617
3
6728
6272
3
47
4272
3
9788
78
3
57
674
3
6766
97
3
76
87
3
978
163
8213
67
3
75
3
785
6472
3
674
457
3
57
9171
3
127
857
3
78
178
3
678
72
3
97
67
3
87
153
8
3
7183
4276
3
798
5 75
3
47 5
997
3
97 2
11 76
3
11761
8 78
3
897
8476
3
871
272
3
79
87
3
476
823
1 3
71 3
5478
3
6766
12 74
3
57 8
18875
3
12766
1 72
3
1 72
8876
3
867
8 75
3
8575
8679
3
17
8972
3
75
883
523
7 83
12 7
3
47 4
1867
3
97 6
1 572
3
1179
14872
3
1 76
8274
3
8 7
8874
3
8676
8 76
3
8972
867
3
178
8 3
913
876 3
1 672
3
57 4
16 72
3
1274
19178
3
1 7
88 7
3
167
1572
3
8178
1974
3
8 71
817
3
8 78
8 71
3
8471
853
6163
87113
1427
3
978
82 7
3
11758
8 272
3
1 758
84972
3
1571
1678
3
1579
1474
3
8274
197
3
887
8274
3
8 7
83
52 3
17683
88 72
3
12768
86572
3
1 76
1 72
3
1472
6 72
3
8275
1 78
3
1674
1 7
3
1578
1675
3
1975
1578
3
817
63
12153
17853
85872
3
11758
872
3
1 78
9472
3
1971
6872
3
8 7
1876
3
1 79
1 75
3
1678
1 71
3
1474
1678
3
1971
5 25 37373133733333 3133!"
#3$3 %3
5"
59 58"232653 96 86329#34263 8
5"
86329)
#3426328
23 7%868&8
1 2 3 4 5 6 2 7 87
59 58$2758
'235 58(8
+,96*8
(68
4 2 *)
7%8
35$5 7835)
3 2 8
4 2 *58
" 968
"$28
&'(" 26)*+83
8 23
122, 223
23
523
163
&'(" 21)83
223
52, 623
63
523
147 3
&'(" 2 "8)83
223
92, 623
23
83
8 753
&'-."1228) 3
12223
22,18223
63
3
18 3
&'-."8228) 3
82223
22,88223
463
3
8623
122
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Рис. 58
Схема установки УНУ*1:
1 — бункер; 2 — нагреваемые стержни; 3 — подающий механизм; 4 — трансформатор; 5 — форма;
6 — накопитель; 7 — механизм нагрева с пультом управления и контроля длины.
Автоматизированная технология заготовки и натяжения высокопроч*
ной стержневой арматуры классов Ат*V, Ат*VI, А*V может использоваться
при изготовлении предварительно напряженных пустотных плит, аэродром*
ных и дорожных плит, стоек ЛЭП и др. с применением полуавтоматизиро*
ванных линий типа УНУ*1 (рис. 58) и автоматизированных типа ДМ*2.
ДМ*2 могут использоваться при агрегатно*поточной, полуконвейерной
или конвейерной технологиях изготовления предварительно напряженных
железобетонных изделий, а также на коротких стендах. Автоматизирован*
ные линии типа ДМ*2 предназначены для натяжения арматуры на поддоны
или формы, имеющие съемную бортоснастку, которая не используется в
период заготовки и натяжения арматуры. Допускается применение форм с
откидными бортами, в этом случае горизонтальные механизмы фиксации
форм и измерения расстояния между упорами следует заменять вертикаль*
ными. Формы или поддоны подаются на линию заготовки, укладки и натя*
жения арматуры после обрезки напрягаемой арматуры, снятия готовых из*
делий, чистки и смазки. Допускается производить смазку форм в процессе
их перемещения на транспортном устройстве линии ДМ*2. В качестве транс*
портных средств линий типа ДМ*2 рекомендуется применять:
§ при агрегатно*поточной технологии — цепной конвейер, снабженный
механизмом ориентации. Длина конвейера устанавливается в зависимо*
сти от условий привязки линии к технологическому потоку цеха, но не
должна быть менее ширины четырех форм;
§ при конвейерной или полуконвейерной технологиях — цепной конвей*
ер, снабженный механизмом передачи и ориентации форм, транспорт*
ную или передаточную платформу.
При стационарном расположении линии ДМ*2 и конвейерной или полу*
конвейерной технологий передача нагретых стержней в упоры форм с помо*
щью автоматических манипуляторов или роботов допускается при условии
автоматического измерения расстояния между упорами формы и продолжи*
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
123
тельности транспортировки и укладки одного стержня в упоры не более 20 с.
Предельные отклонения от проектного положения форм при транспортном
устройстве в продольном и поперечном направлениях в месте их фиксации
не должны превышать +1 мм. Для обеспечения требуемого положения форм
на линии ДМ92 производится их ориентация специальными устройствами.
При подаче форм краном на поточно9агрегатных линиях ориентация произ9
водится в следующей последовательности: поддон опускается на транспор9
тер линии ДМ92 между рамами механизма ориентации, последние с помо9
щью привода устанавливаются в вертикальное положение, транспортер ли9
нии ДМ92 включается, и форма перемещается в механизме ориентации до
остановки поддона правой и левой упорными пластинами механизма ориен9
тации при работающем транспортере, транспортер линии ДМ92 останавли9
вается, и рамы механизма возвращаются в исходное положение. Ориента9
цию форм при полуконвейерной технологии с подачей их на приемный стол
транспортера линии ДМ92 конвейером рекомендуется осуществлять в сле9
дующей последовательности: приемный стол транспортера линии ДМ92 с
помощью пневмоцилиндров поднимается до уровня конвейера подготовки
форм, форма конвейером подготовки передвигается на приемный стол транс9
портера линии ДМ92 до упора в толкатель, форма механизмом толкателя
перемещается в обратном направлении до упора в фиксирующий ролик,
приемный стол транспортера линии ДМ92 опускается в исходное положе9
ние, устанавливая ориентированную форму на транспортер линии ДМ92.
Отбор стержней из пакета рекомендуется производить посредством захва9
та одного конца стержня с последующим отделением его по всей длине от
пакета. Рекомендуемым типом питателя является «механическая рука» с про9
дольным отсекателем, который при необходимости ускорения технологиче9
ского цикла следует дополнительно оснащать поперечными толкателями.
Перед загрузкой стержней в приемный бункер питателя следует прове9
рить соответствие их длины и убрать гнутые стержни и немеры. На непод9
вижный приемный бункер рекомендуется загружать не более 250 стержней,
концы которых максимально приближают к торцевому борту бункера. При
применении питателя типа «поворотная платформа с продольным отсекате9
лем» количество стержней, загружаемых в бункер питателя, не должно пре9
вышать 60 шт., а поворотный бункер питателя рекомендуется снабжать дву9
мя прижимными ограничителями в середине и торце бункера.
Измерение расстояния между опорными поверхностями упоров на под9
донах форм производится для обеспечения длины заготовки арматуры под
размер каждой пары упоров и соответствующего уменьшения изменчивости
величины предварительного напряжения. Система измерения расстояния
между опорными поверхностями упоров должна обеспечивать предельные
отклонения не более +1 мм. Для безотказной работы механизм ориентации
поддонов следует отрегулировать так, чтобы левый и правый фиксаторы
после захвата упора имели зазор не менее 10 мм между ограничителями
фиксатора и упором поддона.
Высадка анкерных головок производится одновременно с обеих сторон
концов стержня двухпозиционными самоцентрирующимися механизмами
124
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
высадки головок в специальных формообразователях. Допускается исполь0
зовать в качестве формообразователей торцевые части зажимных губок в
случае, если они изготавливаются из жаропрочной нержавеющей стали типа
20Х17Н2 и имеют форму торцов, соответствующую формообразователям го0
ловок. Укладку стержней в зажимные губки механизмов высадки следует
выполнить так, чтобы их концы выступали за торцы формообразователей на
величину 2,4d + 2 мм, где d — номинальный диаметр арматурного стержня.
Во избежание перекосов перед зажатием концы стержней фиксируются от0
носительно пазов губок ловителей. Рекомендуется высадку головок произ0
водить в два этапа: на первом этапе высадочный электрод при включенном
токе поджимается к концу стержня и производится нагрев с оплавлением
торца, на втором этапе горячая штамповка (высадка) производится при вы0
ключенном токе или путем импульсного нагрева при максимальном усилии.
Высадка головок после оплавления торцов стержней начинается при пере0
мещении электрода на 2–4 мм с независимым включением правого и левого
пневмоцилиндров высадки. Температуру нагрева концов стержней следует
поддерживать в пределах 850–950°С, а продолжительность нагрева — 3–6 с
для арматуры диаметром 10–14 мм и регулировать величиной тока и усили0
ем прижатия торцевого электрода. Усилие прижатия торцевого электрода
при нагреве концов стержней диаметром 10–14 мм следует принимать в пре0
делах 15–20 кН, а при высадке — 45–60 кН. Соотношение между усилием
высадки и усилием зажима стержня в зажимных губках с целью исключения
проскальзывания концов стержня следует принимать не более 1/3. Не допус0
кается смещение опорных поверхностей элементов формообразующих мат0
риц или зажимных губок со стороны высадки более чем на 1 мм. Следует
избегать поджогов арматуры в контактах, для чего необходимо зачищать кон0
тактные губки металлическими щетками не реже 1 раза в смену. Ограничи0
тельный борт бункера питателя со стороны, противоположной устройству для
мерной резки, необходимо выполнять с насечкой, поверхность которой обес0
печит зачистку торцов стержней при их подаче на механизм резки.
Готовые концевые анкеры в виде высаженных головок должны отвечать
следующим требованиям:
§ опорная поверхность высаженной головки должна быть симметрична
относительно оси стержня и перпендикулярна ей;
§ ширина выступа должна быть равна 0,4d + 2 мм, а ширина головки
h = 1,0d–1,2d;
§ прочность высаженных головок на отрыв или выдергивание должна быть
не менее 0,9 от временного сопротивления разрыву исходной стали.
В случае, если эти требования не выполняются, необходимо провести
переналадку устройства высадки с целью обеспечения установленного каче0
ства высаженных головок.
Контактный электронагрев арматуры производится по всей длине стерж0
ней с подводкой тока через те же контактные губки, что и при высадке
головок с одновременным растяжением арматуры с усилием не менее 4 кН
с помощью специального пневмоцилиндра. Включение трансформатора кон0
тактного нагрева необходимо производить в момент окончания нагрева
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
125
стержней для высадки головок. Температуру контактного электронагрева
высокопрочной арматуры на линиях типа ДМ02 принимают по таблице 32.
При изготовлении преднапряженных железобетонных изделий, рассчиты0
ваемых по трещиностойкости, т. е. по предельным состояниям второй груп0
пы, и в случаях, разрешенных проектом на изделие, с целью повышения
величины предварительного напряжения допускается повышение темпера0
туры электронагрева до 480 + 20°С.
Мощность трансформаторов для электронагрева рекомендуется подби0
рать таким образом, чтобы время нагрева одного стержня длиной 6 м и диа0
метром 10–14 мм было не более 10–20 с. Температура контактного электро0
нагрева контролируется по удлинению бесконтактным концевым выключа0
телем и фиксируется перемещением флажка подвижного устройства для
высадки головок и электронагрева относительно неподвижной станины пра0
вой головки. Регулировка температуры электронагрева и соответствующего
удлинения производится путем перестановки концевого выключателя на
неподвижной станине.
Принудительную укладку стержней в упоры форм производят с помо0
щью двух вертикальных досылателей, приводимых в движение пневмоци0
линдрами. Рабочий цикл действия устройства для принудительной уклад0
ки стержней в упоры форм регулируется так, чтобы начало выполнения
этой операции совпало с раскрытием контактных губок, а окончание — с
перемещением обоих контактов стержней в упоры; весь цикл укладки длит0
ся не более 3 с.
3.5. ЭЛЕКТРОТЕРМОМЕХАНИЧЕСКОЕ НАПРЯЖЕНИЕ,
ВЫБОР РЕЖИМОВ
Метод непрерывного армирования — технологический про0
цесс изготовления предварительно напряженного арматурного каркаса же0
лезобетонных изделий из семипроволочного каната 6 мм или проволоки 3–
5 мм. Применяются намоточные агрегаты, при помощи которых непосред0
ственно из бухты навивается арматура на упоры формы или стенда, или по
периметру металлических, бетонных и железобетонных сердечников.
Принцип действия намоточных агрегатов состоит в том, что сматывае0
мая гибкая арматурная нить проходит через подтормаживающее устройст0
во, механизм подачи, натяжную станцию, токоподводящие блоки, распре0
делительный рабочий орган0пиноль (пантограф) и закрепляется на упоре.
В процессе движения рабочего органа по заданной траектории происходит
предварительное напряжение арматуры как за счет механического вытяги0
вания, так и за счет остывания после электронагрева до температуры 350°С
(рис. 59, 60).
После остывания закрепленная арматура дополнительно напрягается до
проектной величины. Конструкция арматурно0намоточного агрегата преду0
сматривает синхронность скорости подачи и раскладки арматуры. Места
перегибов навиваемой арматуры могут располагаться как внутри изделия,
так и вне его. В первом случае перегибы используются как внутренние анке0
126
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Рис. 59
Схема навивки арматуры при
изготовлении плит:
1 — бухтодержатель с канатом; 2 —
подтормаживающий механизм; 3 —
механизм подачи каната; 4 — направ+
ляющий блок; 5 — грузовая клеть;
6 — токоподводящие блоки; 7 — пи+
ноль (пантограф); 8 — поддон, стенд с
упорами или вращающаяся платфор+
ма; 9 — электротрансформатор.
Рис. 60
Схема навивки спиральной арматуры при изготовлении труб:
1 — передняя бабка с планшайбой; 2 — сердечник трубы; 3 — передвижная каретка с
пантографом; 4 — задняя бабка; 5 — натяжное устройство; 6 — механизм фиксации
груза; 7 — тормозное устройство; 8 — бухтодержатель.
ры арматуры, во втором — ее анкеровка обеспечивается благодаря сцепле+
нию с бетоном.
Производство непрерывно армированных железобетонных конструкций
может осуществляться по стендовой, агрегатно+поточной, конвейерной и
кассетно+конвейерной технологическим схемам.
На конвейерной линии предусматривается участок, оснащенный арма+
турно+намоточным агрегатом, обеспечивающим предварительное напряже+
ние арматуры. Такой участок включает следующие посты:
§ пост установки на форму технологических вкладышей, закладных дета+
лей, арматурных сеток (если они не мешают навивке арматуры);
§ пост навивки, на котором форма должна быть жестко закреплена с помо+
щью фиксаторов с гидравлическим приводом;
§ пост остывания арматуры и контроля напряжения;
§ пост установки арматурных сеток и закладных деталей;
§ резервные посты.
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
127
В конвейерном производстве применяются стационарные намоточные
агрегаты-роботы, которые производят все операции, включая закрепление
конца арматуры до и после навивки и собственно навивку в одном направлении (вдоль или поперек конвейера) (рис. 61).
При необходимости непрерывного напряженного армирования в продольном и поперечном направлениях рекомендуется или оснастить пост навивки
агрегатом самоходного типа, способным осуществлять навивку в двух направлениях, либо организовать второй пост навивки, который должен быть
оснащен роботом стационарного типа, ориентированным поперек конвейера. Последовательность установки агрегатов на линии зависит от армирования конструкций.
По конвейерной технологии рекомендуется изготавливать многопустотные и сплошные панели перекрытий для жилых и общественных зданий,
плиты облицовки мелиоративных каналов, дорожные и аэродромные плиты, объемные элементы элеваторов и другие изделия длиной до 6,5 м.
Агрегатно-поточная линия, оснащенная стационарным намоточным агрегатом, отличается от обычного агрегатно-поточного производства тем, что
не менее трех ее постов (подготовительный пост, пост навивки и следующий
пост) должны быть связаны между собой конвейером или рольгангом. По
этой технологии могут изготавливаться те же конструкции, что и по конвейерной, а на специализированных агрегатно-поточных линиях изготавливаются непрерывно армированные элементы стен — объемные (3 ´ 3 м) и криволинейные в виде 1/3 или 1/4 кольца для круглых силосов диаметром 6 м.
В последнем случае основным узлом арматурно-намоточного агрегата является вращающаяся платформа, на которой закрепляется форма.
При стендовом производстве для изготовления преднапряженного арматурного каркаса применяется арматурно-намоточный агрегат самоходного
типа (рис. 62), передвигающийся вдоль стенда по рельсовой колее.
Рис. 61
Схема стационарной арматурно-навивочной машины:
1 — бухтодержатель; 2 — направляющее устройство; 3 — механизм подачи; 4 — грузовая станция; 5 — каретка с пантографом; 6 — механизм навивки и электрооборудования; 7 — железобетонный сердечник.
128
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Рис. 62
Схема самоходной арматурно/навивочной машины:
1 — самоходный портал; 2 — бухтодержатели; 3 — привод перемещения пино/
ли; 4 — пиноль; 5 — каретка; 6 — привод перемещения портала; 7 — грузовая
станция; 8 — груз; 9 — система электронагрева; 10 — арматурная проволока.
Навивка арматуры может производиться в любом направлении — вдоль,
поперек или под углом к оси стенда. Оптимальная длина стенда определяет/
ся, исходя из технологических параметров и общей циклограммы производ/
ства, применяемого оборудования и способа тепловлажностной обработки
изделий, а максимальная принимается не более 36 м, и ее увеличение требу/
ет дополнительного обоснования.
Стендовая технология наиболее эффективна при изготовлении длинно/
мерных конструкций (12–36 м): плит покрытий стеновых панелей для про/
изводственных зданий стропильных ферм различной конфигурации стро/
пильных балок, в том числе решетчатых тонкостенных пластин для состав/
ных конструкций покрытий плит длиной 12, 15 и 18 м для облицовки
мелиоративных каналов, а также при изготовлении короткомерных конст/
рукций с напрягаемой арматурой, расположенной в двух направлениях и в
несколько ярусов подрельсовых оснований рамного и плитного типа и двух/
осно преднапряженных плит для аэродромных и дорожных покрытий.
Технологическая линия для изготовления преднапряженного арматур/
ного каркаса способом непрерывной навивки должна иметь следующее до/
полнительное оборудование: арматурно/намоточный агрегат, упоры для на/
вивки арматуры, формы (стенды) для изготовления изделий. Применяе/
мые при непрерывном армировании упоры служат для навивки арматуры,
закрепления ее концов, а также позволяют изменить направление навивки
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
129
(как правило, под углом 90 или 180°). Конструкцию упоров необходимо
принимать в зависимости от технологии и с учетом конструктивных особен6
ностей изделия.
Упоры для непрерывной навивки делятся:
§ по расположению относительно изделия — на наружные (располагае6
мые вне габаритов изделия) и внутренние (располагаемые в пределах
изделия);
§ по расположению в пространстве — на вертикальные и наклонные;
§ по конструкции — на цельные и составные;
§ по способности обеспечить плавную передачу напряжения на бетон — на
подвижные и неподвижные.
При изготовлении одного изделия могут применяться упоры различных
типов (например, при навивке двухосного преднапряженного каркаса попе6
речные упоры могут быть неподвижными, а продольные — подвижными).
Внутренние упоры рекомендуется использовать при армировании конструк6
ций по эпюре изгибающих моментов, а также при необходимости сокраще6
ния длины зоны передачи напряжения с упоров на бетон, для уменьшения
количества отходов и улучшения товарного вида изделия. Навивка армату6
ры осуществляется либо непосредственно на упор, либо на надетую на него
втулку. Передача напряжения с упора на бетон осуществляется путем вы6
прессовки упора, а оставшееся в бетоне отверстие заполняют раствором на
безусадочном или напрягающем цементе. Выпрессовка упора может осуще6
ствляться либо путем его поворота в направлении натяжения арматуры (при
подвижных упорах), либо путем извлечения вверх или вниз (в направлении
его продольной оси).
При использовании вертикальных упоров распеределение арматуры по
их высоте осуществляется путем вертикального перемещения пиноли. При
использовании наклонного упора пиноль остается в горизонтальной плоско6
сти на одном уровне относительно поддона, а арматура в процессе навивки
соскальзывает вниз. Этот прием наиболее эффективен при использовании
форм с глубокими пазами. Для рассредоточения арматуры по сечению два
или несколько наклонных упоров разной длины могут располагаться друг за
другом, при этом наибольшую высоту имеет ближний к изделию упор.
Подвижные упоры могут быть поворотными, перемещаемыми вдоль вер6
тикальной или наклонной оси, либо вдоль своего основания. Подвижные
упоры могут быть объединены в группы, тогда перемещать можно всю груп6
пу упоров одновременно. При стендовой технологии для продольной навив6
ки рекомендуется применять, как правило, упоры с объединением в группо6
вое спускное устройство. Рабочая зона упора, т. е. поверхность, соприкасаю6
щаяся с навиваемой арматурой, во избежание перенапряжения при огибании
упора должна иметь криволинейную (как правило, цилиндрическую) по6
верхность с минимальным радиусом 23 мм; при необходимости уменьшения
радиуса кривизны требуется экспериментальное обоснование.
Способ крепления упоров к форме или стенду может быть различным: их
можно приваривать непосредственно к основанию или вставлять в специ6
ально предусмотренные гнезда.
130
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Закрепление начала и конца арматуры может осуществляться автомати+
чески (при навивке стационарным агрегатом) или вручную. Автоматическое
закрепление начала армирования осуществляется следующим образом. Ко+
гда начальный конец арматуры, пропущенный через блоки агрегата, удер+
живается носителем, пиноль обходит наклонный упор. Достигнув его по+
верхности, арматура соскальзывает вниз и попадает в кольцевую выемку.
При этом каждый последующий виток арматуры зажимает предыдущий, а
все вместе прочно зажимают начальный конец.
Автоматическое закрепление конца навивки осуществляется следующим
образом. Обогнув последний упор, пиноль в процессе движения постепенно
опускается к основанию последнего упора, огибает его под углом 90° и оста+
навливается с другой стороны на расстоянии 120–200 мм. При этом послед+
ний виток должен занять крайнее нижнее положение относительно преды+
дущих. Предусмотренный на мосту агрегата пуассон, выполненный в виде
цилиндра, внутренний диаметр которого соответствует внешнему диаметру
вертикального цилиндрического упора, опускается и сдвигает навивку вниз.
В результате последний виток попадает в кольцевую выемку и зажимается
вышележащими витками, после чего нить на участке между упором и по+
дающим роликом пиноли автоматически перерезают электроножом, преду+
смотренным на мосту агрегата.
Ручное закрепление начала и конца навивки осуществляется с помощью
клинового зажима (конусной вставки), состоящего из разрезанной втулки,
закрепленной на поддоне, и клина, который забивается вручную. Для закре+
пления начала нити могут быть использованы инвентарные зажимы, приме+
няемые для натяжения арматуры.
Сращивание концов проволочной арматуры может выполняться механи+
зированным способом (с помощью оплеточной машины) и вручную. В первом
случае очищенные от смазки и грязи концы арматуры складывают внахлест+
ку с перекрытием на длину, равную 50–60 диаметрам арматуры, и весь уча+
сток нахлестки обматывают оплеточной проволокой. Для каната диаметром 6
мм сращивание концов допускается выполнять вручную морским узлом.
Начальное (механическое) напряжение арматуры для обеспечения безо+
пасности навивки и надежности работы арматуры в условиях повышенной
температуры не должно превышать 65% от временного сопротивления. Ве+
личина груза для механического натяжения арматуры (Р, кН):
P = sspм × Asp × n × h × 10–3,
где sspм — предварительное напряжение за счет механического растяжения,
Н/мм2; Asp — площадь сечения арматуры, мм2; n — число ветвей в полиспа+
сте грузовой клети; h — коэффициент полезного действия блочной системы,
направляющей арматуру, в пределах 0,84–0,86.
Электротермическое напряжение арматуры:
sspэ = a(tр – t0)Es,
где a — коэффициент линейного удлинения арматуры при нагреве, прини+
мается по таблице 34; tр — температура нагрева арматуры, обычно не более
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
131
350°С; t0 — начальная температура арматуры, °С; Еs — модуль упругости
арматурной стали, МПа, по таблице 12.
Параметры электронагрева арматуры следует определять с учетом скоро8
сти навивки Vа, м/с, длины участка нагрева lн, м и температуры нагрева
tр,°С:
а) среднее значение величины тока Icр, А:
Iср 3
C 1 g 1 2t 1 Va
,
0,24 1 rср 1 lн 1 4 1 kэп
где С — удельная теплоемкость арматурной стали, С = 0,504 × 103 Дж/кг°С;
g — масса 1 пог. м арматуры, кг (по табл. 23); Dt — повышение температуры
при нагреве, °С; rср — среднее значение электрического сопротивления
1 пог. м арматуры, Ом/м:
1(1 2 31 4 5t)
rср 6
,
Asp
r — удельное сопротивление арматурной стали, r = 0,12 Ом × мм2/м; a1 — тем8
пературный коэффициент сопротивления арматурной стали, a1 = 0,0481/°С;
Asp — площадь поперечного сечения арматуры, мм2; h — коэффициент по8
лезного действия нагревательной установки с учетом потерь тепла в окру8
жающую среду, 0,89–0,91; kэп — коэффициент поверхностного эффекта, ха8
рактеризующий увеличение активного сопротивления проводника при про8
хождении через него переменного тока различной частоты, для частоты 50 Гц
kэп = 1.
Амперметр арматурно8намоточного агрегата устанавливают на получен8
ную расчетом величину тока. По окончании навивки контролируют величину
напряжения остывшей арматуры с точки зрения ее соответствия проектной и,
в случае необходимости, корректируют путем изменения величины тока;
б) вторичное напряжение преобразователя (трансформатора), В:
U = Iср × rср;
в) полная (кажущаяся) мощность трансформатора источника питания, кВт:
W2
Iср 1 U
.
1000
Арматурно8намоточный агрегат стационарного типа входит в состав кон8
вейерных и поточно8агрегатных линий по производству предварительно
напряженных каркасов плитных железобетонных изделий массового при8
менения. Агрегат типа 6281 производит без участия оператора все опера8
ции по навивке арматуры, в том числе закрепление начала и конца нити и
ее обрезку. В его состав входят: бухтодержатель, механизм выдачи армату8
ры, натяжная станция, порталы, мост, каретка с распределительным рабо8
чим органом — пинолью, комплект аппаратуры для электронагрева армату8
ры, пульт управления. Заводскую бухту арматуры устанавливают на бухто8
держатель, один конец пропускают последовательно через блоки механизма
выдачи, натяжной станции, моста, верхний и нижний ролики пиноли и
132
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
закрепляют в держателе носителя арматуры, смонтированном на мосту.
Форма, поступившая на пост навивки, фиксируется гидродомкратами.
Процесс начинается с навивки арматуры на первую пару упоров путем
перемещения каретки с пинолью по мосту. Перевод навивки на следую5
щую пару упоров осуществляется перемещением моста с кареткой по пор5
талу (поперек оси конвейера). Электронагрев осуществляется на участке
постоянной длины путем пропускания тока через подводящие контакты.
Скорость навивки арматуры 36 м/мин, мощность двигателей 45 кВт, транс5
форматора — 72 кВт.
Арматурно5намоточный агрегат самоходного типа 6540 предназначен для
изготовления преднапряженных каркасов при формовании длинномерных
железобетонных плит, стержневых и линейных конструкций как на стен5
дах, так и на поточных линиях. Мощность электрических двигателей 50 кВт,
трансформатора — 100 кВт. Арматурно5намоточный агрегат с вращающей5
ся платформой предназначен для эксплуатации на агрегатно5поточных ли5
ниях, выпускающих объемные элементы элеваторов. Сматывание арматуры
с бухты и навивка на сердечник формы осуществляются в процессе враще5
ния платформы, ее раскладка по высоте сердечника — с помощью пантогра5
фа. Скорость вращения платформы 2,4 об/мин, скорость навивки арматуры
до 60 м/мин, диаметр платформы 3,5 м.
3.6. ТЕХНОЛОГИЯ САМОНАПРЯЖЕННЫХ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технология самонапряженных железобетонных конструк5
ций основана на применении напрягающего цемента (НЦ), который пред5
ставляет собой тонкомолотую смесь портландцементного клинкера (65%),
глиноземистого шлака (20%), гипса (10%) и извести (5%). Начало схваты5
вания НЦ должно наступать не ранее 20 мин, конец — не позднее 4 ч с мо5
мента затворения. Линейное расширение образцов через 28 сут твердения
должно быть не более 1,5% от первоначальной величины. Бетоны на НЦ
марок 400 и 500 при твердении расширяются не сразу, а только после набора
первоначальной прочности не менее 15 МПа, что обеспечивает необходимую
прочность сцепления с арматурой. Благодаря этому химическая энергия,
связанная с перекристаллизацией низкосульфатной формы гидросульфо5
алюмината кальция в высокосульфатную, используется для механической
работы напряжения арматуры. При этом наблюдается трехосное напряже5
ние, которое механическим путем достигается с большим трудом.
Самонапряженные железобетонные конструкции изготавливаются из
тяжелого, в том числе мелкозернистого, и легкого бетонов марки по плотно5
сти не ниже D1400, естественного твердения или подвергнутых тепловой
обработке при атмосферном давлении и предназначены для работы при сис5
тематическом воздействии температур не выше 50 и не ниже –70°С.
Предварительное напряжение этих конструкций создается в процессе
твердения напрягающего бетона за счет его расширения и натяжения в ре5
зультате этого находящейся в конструкции арматуры.
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
133
Самонапряженные железобетонные конструкции следует применять,
исходя из их технико0экономической эффективности в конкретных услови0
ях строительства и с учетом следующих особенностей:
§ повышения трещиностойкости или уменьшения размеров сечений эле0
ментов за счет самонапряжения конструкций в результате расширения
напрягающего бетона без применения дополнительных устройств, ма0
шин и механизмов (например, элементов, воспринимающих давление
жидкостей или газов; конструкций, эксплуатируемых в грунте ниже
уровня грунтовых вод; емкостных сооружений и стыков элементов этих
сооружений; оболочек покрытий, безрулонных кровель и т. п.);
§ обеспечения повышенной водонепроницаемости конструкций при дейст0
вии гидростатического давления без устройства гидроизоляции — за счет
плотной структуры данного бетона;
§ увеличения расстояния между деформационными швами и сокращения
их количества в протяженных сооружениях за счет самонапряжения и
повышенной прочности данного бетона на осевое растяжение (например,
в спортивных сооружениях).
Самонапряженные железобетонные конструкции целесообразно приме0
нять также в тех случаях, когда предварительное напряжение поперечной и
косвенной арматуры выполнить другими способами трудоемко и техниче0
ски сложно (например, в колоннах со спиральной арматурой в зданиях и
сооружениях под большими нагрузками).
Самонапряженные железобетонные конструкции следует проектировать
как железобетонные конструкции из тяжелого или легкого бетона в соответ0
ствии со СНиП 2.03.01084.
При воздействии на самонапряженные железобетонные конструкции
внешней среды с содержанием сульфатов в пересчете на ионы до 5000 мг/л
допускается не предусматривать специальную изоляцию. При более высо0
ком содержании сульфатов защитные слои конструкций следует выполнять
с добавкой 1–2% асбестового или базальтового волокна. В массивных соору0
жениях взамен этого целесообразно использовать плиты0оболочки, изготов0
ленные с добавкой асбестового или базальтового волокна.
Применение НЦ обеспечивает высокую водонепроницаемость бетона и
трещиностойкость самонапряженных изделий и конструкций. Различают
три случая применения НЦ в железобетонных изделиях:
1) использование НЦ только для придания бетону изделия водонепро0
ницаемости, когда его трещиностойкость обеспечена другими мероприя0
тиями, в том числе преднапряжением арматуры механическим или иным
способом;
2) использование НЦ для повышение водонепроницаемости и компенса0
ции усадочных деформаций и напряжений в бетоне, при этом самонапряже0
ние не учитывается в расчете конструкции;
3) использование НЦ для обеспечения водонепроницаемости бетона и по0
вышения трещиностойкости под влиянием самонапряжения. В этом случае
величина самонапряжения вводится в расчет трещиностойкости и указыва0
ется в проекте.
134
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
1234526782592
5
7 743
1 !4
1 2 3 4 5 6 2 7 897
23 2 743 4 472 469 5462669
22424669 34683 72 3
1234
45 69
7438526
564728927
2
4 43
!
4
28 72
59
8 4
24
56472
4
8 74
"#4
$%1547 392&9'4
8 34
()*+4
,154
%1548328 32 34
8 - ./0 1 1*+4
12-4
564 82
8 94
()*+2
1 ./0 1 1*+4
! #4
$%154833
2&&'4
94
(3284
564832 329
2 94
74
2772& 4
8 4
$4528 4$452884
56472
2& 2&94
4
1
Бетон на напрягающем цементе обладает защитными свойствами по отношению к стальной арматуре и характеризуется классами по прочности
при сжатии в пределах В20–В70, классами по прочности на осевое растяжение Вt1,6–Вt4,8, марками по морозостойкости F100–F500, марками по самонапряжению Sp0,6–Sp4, марками по водонепроницаемости не ниже W12.
Складирование, хранение и транспортирование НЦ должно исключить смешивание его с другими видами цементов, в противном случае он теряет свои
свойства.
Самонапряженные железобетонные конструкции и изделия следует изготавливать в соответствии со СНиП 3.09.01-85. Для конструкций, к которым предъявляются требования по самонапряжению, рекомендуется применять напрягающие цементы НЦ-20 и НЦ-40, в остальных случаях (для
повышения водонепроницаемости и компенсации усадки) рекомендуется
НЦ-10. Замена портландцемента и шлакопортландцемента при производстве сборного железобетона на НЦ позволяет экономить металл, цемент, обеспечивая при этом проектные марки по прочности, водонепроницаемости и
морозостойкости. В качестве заполнителей используются материалы, применяемые для тяжелого и легкого бетона на обычных цементах.
В бетонах на НЦ могут применяться химические добавки, улучшающие
свойства бетонной смеси и бетона и соответствующие требованиям ГОСТ 24211.
Рекомендуемые добавки приведены в таблице 37, другие добавки допускается применять после экспериментальной проверки.
Подбор состава бетона на НЦ производится аналогично бетонам на портландцементе с учетом несколько повышенной водопотребности НЦ. Подобранный состав напрягающего бетона корректируется в части удельного расхода НЦ с учетом проектного класса по прочности и самонапряжения по
результатам стандартных испытаний. Расход цемента НЦ для бетонных смесей с маркой по удобоукладываемости П-1 (осадка конуса 1–4 см) на плотных заполнителях
2
1R 2
Ц 3 550 5 bsn 6 4 450,
7 Rср 8
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
135
где Rbsn — нормативное самонапряжение напрягающего бетона, численно
равное проектной марке Sp.
Для бетонных смесей с маркой по удобоукладываемости П52 (осадка ко5
нуса 5–9 см) и П53 (осадка конуса 10–15 см) величина Rbsn вводится с коэф5
фициентами 1,1 и 1,2. При использовании пластифицирующих добавок для
обеспечения требуемой удобоукладываемости смеси коэффициент не вво5
дится.
Расход воды затворения в литрах на 1 м3 бетонной смеси марки по удо5
боукладываемости П51 определяется:
В = 0,2Ц + 100,
а для смесей с маркой П53:
В = 0,18Ц + 135.
Приготовление бетонной смеси на НЦ, как правило, производится на
бетоносмесительных установках гравитационного или принудительного дей5
ствия. Использование бетоносмесительных установок непрерывного дейст5
вия (шнековых) с продолжительностью перемешивания 0,5 мин и менее до5
пускается только после проверки однородности получаемой смеси.
В случае необходимости увеличения сроков схватывания бетонной смеси
можно производить замедление схватывания с помощью пластифицирую5
щих добавок (согласно табл. 37) одной из наиболее эффективных является
декстрин), а также методами предварительной частичной гидратации или
двухстадийного перемешивания.
Способы подачи, дозирования материалов, порядок их загрузки в бето5
носмесители, продолжительность перемешивания бетонной смеси и способы
ее транспортировки к месту укладки, а также время от выгрузки бетонной
смеси из смесителя до формования изделий должны соответствовать указа5
ниям СНиП 3.09.01585.
Формование изделий из бетонной смеси на НЦ производится по тем же
технологическим переделам, что и изготовление железобетонных изделий
из обычных бетонов. Уплотнение бетонной смеси может осуществляться виб5
рационными способами, центрифугированием, прессованием или другими
известными методами. Для формования самонапряженных изделий приме5
няют стальную формооснастку, могут использоваться и неметаллические
формы, в любом случае они должны обеспечивать получение изделий с раз5
мерами в пределах допускаемых отклонений. Формовочные свойства бетон5
ных смесей на НЦ должны строго соответствовать технологическим пара5
метрам оборудования. Не допускается повышение подвижности или умень5
шение жесткости смесей добавлением воды для облегчения обслуживания
формовочного оборудования.
Тепловую обработку самонапряженных изделий можно производить лю5
бым известным способом с применением режимов, обеспечивающих мини5
мальный расход энергоресурсов и достижение бетоном на НЦ заданных рас5
палубочной и отпускной прочностей, получение проектных марок по само5
напряжению при минимальных расходах НЦ, а также сокращение общего
136
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
1 2 3 4 5 6 2 7 897
1234567829
2592 !
8" 74 !
82542!
79 !
2 71#7
3 8 7 84742 4747 5 9 2 728 7
3482 877
32!
47
27
3 2'7
6234!
4279 27
7"87
8693
251673
76 3
926 23
683
76 3
6 3
826913
2516 523
16 3
76 3
643
116813
7526 513
613
76 3
4613
16113
7526 523
516 3
7516 513
1683
716 13
2 4!
82 7
6234!
4727
52227
9 $25 7
82592 !
8"67
4 8254!
2 7
9 2 7
123
43
25167513
23
43
2516 523
823
3
923
3
267223
3
24 7 7
&
%
2 44 7
5 9!
3247(7 87
9 7
1
цикла оборота форм и другого оборудования. Следует учитывать, что НЦ
относится к цементам 1 и 2 групп эффективности при пропаривании. Реко5
мендуемые режимы тепловой обработки (ТВО) самонапрягающихся изде5
лий приведены в таблице 38 и являются ориентировочными, так как долж5
ны уточняться в зависимости от конкретного вида и партии НЦ, а также
использованных добавок. После тепловлажностной обработки изделия на
НЦ должны проходить водное или влажное выдерживание для обеспечения
требуемой марки по самонапряжению. Допускается не производить влаж5
ный уход после тепловлажностной обработки для конструкций с нормируе5
мой величиной самонапряжения, если проектная марка по самонапряже5
нию достигнута в процессе тепловлажностной обработки.
Оптимальной температурой для развития процессов самонапряжения
является 50–60°С при относительной влажности воздуха более 90%. По мере
увеличения температуры прогрева сверх оптимальной (до 100°С) скорость
развития самонапряжения увеличивается, но затухает она в более короткие
сроки, достигнув меньших значений. Относительную влажность среды в пе5
риод изотермической выдержки необходимо поддерживать в пределах 90–
100%. Не рекомендуется изотермический прогрев тяжелого бетона на НЦ
свыше 5–6 ч при относительной влажности среды менее 90% и температуре
80–85°С, а также свыше 4–5 ч при температуре 85–100°С, так как это приво5
дит к снижению прочности и самонапряжения бетона после тепловой обра5
ботки.
Значительные неопалубленные поверхности прогреваемых в термофор5
мах изделий следует изолировать от окружающей среды влагонепроницае5
мыми материалами для предотвращения потерь влаги из бетона. Особо бла5
гоприятные температурно5влажностные условия для развития процессов са5
монапряжения бетона в термоформах в период прогрева могут быть созданы
путем изоляции открытых поверхностей слоем воды толщиной до 3 см. В этом
случае заливка воды должна производиться после приобретения свежеот5
формованным бетоном начальной прочности 0,3–0,5 МПа.
По окончании прогрева и при остывании изделий необходимо исклю5
чить потерю воды из бетонной смеси.
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
137
Для конструкций из бетона на НЦ, эксплуа*
тируемых в условиях сухого и жаркого клима*
та, в целях снижения потерь самонапряжения
от усадки рекомендуется предварительная вы*
держка перед тепловой обработкой 6 ч и про*
грев при температуре 60°С.
Тепловую обработку изделий из теплоизо*
ляционного и конструкционно*теплоизоляци*
онного керамзитобетона на НЦ рекомендуется
проводить путем паропрогрева с температурой
60–70°С. При этом требуется более продолжи*
тельный (на 20%) период изотермического про*
грева при прочих равных условиях.
Для получения изделий с определенной мар*
кой по самонапряжению (если она не достигну*
та в период тепловой обработки) следует допол*
Рис. 63
Схема динамометрического
нительно предусматривать после ТВО дождева*
кондуктора для испытания
ние изделий или их водное выдерживание.
бетонных образцов
Самонапряжение бетона на НЦ определяет*
самонапрягающего бетона:
ся при подборе состава и контролируется с це*
1 — динамометрический кондук*
тор; 2 — измерительное устройст*
лью обеспечения расчетного самонапряжения.
во с индикатором часового типа;
Самонапряжение бетона определяется на кон*
3 — бетонный образец*призма
размером 100´100´400 мм.
трольных образцах*призмах размером 5´5´20 см
(при использовании щебня с наибольшей круп*
ностью больше 20 мм следует применять призмы размером 10´10´40 см), от*
формованные и твердевшие в динамометрических кондукторах вместе с изде*
лиями (рис. 63).
Испытание производят в соответствии с методикой, изложенной в спра*
вочном пособии к СНиП «Производство сборных самонапряженных железо*
бетонных конструкций и изделий». Величина самонапряжения образца бе*
тона в МПа определяется:
12 E
Rbsn 3 n s ,
L0
где D и L0 — соответственно полная деформация образца в процессе самона*
пряжения бетона и его первоначальная длина, мм; mn — приведенный коэф*
фициент армирования образца, принимаемый равным 0,01; Es — модуль
упругости стали, принимаемый равным 2 × 105 МПа.
Самонапряжение бетона вычисляется с точностью 0,1 МПа как среднее
арифметическое по двум наибольшим результатам трех испытанных образ*
цов в кондукторах, отформованных из одной пробы бетонной смеси. Маркой
напрягающего бетона по самонапряжению является величина Rbsn в возрасте
28 сут.
Контроль прочности образцов бетона на НЦ производят по ГОСТ 10180,
не ранее 4 ч после окончания тепловой обработки, а также после окончания
увлажнения конструкций или их водного выдерживания и в проектном воз*
расте.
138
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
3.7. ПОТЕРИ ПРЕДВАРИТЕЛЬНОГО
НАПРЯЖЕНИЯ
При изготовлении железобетонных конструкций с натяже+
нием арматуры на упоры можно выделить следующие стадии состояния же+
лезобетонного растянутого элемента при его изготовлении и загрузке внеш+
ними силами:
1) арматурный стержень не имеет внутреннего напряжения;
2) стержень натянут и закреплен в упорах формы, напряжение s0;
3) элемент забетонирован, проходит тепловлажностную обработку, перво+
начальное напряжение s0 уменьшилось до 110 из+за потерь от релаксации
напряжения в стали, податливости анкеров или зажимов арматуры и темпе+
ратурных деформаций форм, ползучести бетона (первые потери sп1 = s0 – 110 );
4) арматура отпущена с упоров, произошло обжатие бетона до sб1 и пони+
жение предварительного напряжения до величины 110 2 n1б , где п — отно+
шение модулей упругости стали и бетона;
5) произошли деформации усадки и ползучести бетона — арматура уко+
рачивается и теряет еще часть напряжения (вторые потери sп2), напряжение
в бетоне sб2;
6) к элементу приложена внешняя растягивающая нагрузка — сжимаю+
щее напряжение от напряженной арматуры в растянутом бетоне уменьши+
лось до нуля, арматура удлиняется и растягивается совместно с бетоном,
напряжение в ней 111
0 2 1н2 3 n1б2 ;
7) внешняя нагрузка возросла до величины, при которой в бетоне появ+
ляются трещины — напряжение в бетоне соответствует его прочности на
осевое растяжение Rру. Дальнейшее увеличение нагрузки вызывает раскры+
тие трещин в бетоне, напряжение в арматуре достигает предела текучести
Rну, при большей нагрузке происходит обрыв арматуры и обрушение конст+
рукции (рис. 64).
Рис. 64
Изменения напряжений в арматуре и бетоне
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
139
В соответствии с нормами проектирования железобетонных конструк,
ций при натяжении арматуры учитывают следующие виды потерь предвари,
тельного напряжения (табл. 39)
Общая величина потерь при определении предельного напряжения, как
правило, составляет не менее 100 МПа. Вследствие потерь начальная величи,
на предварительного напряжения высокопрочной проволоки или арматур,
ных канатов снижается на 25–35%, а стержневой арматуры — на 30–45%.
123456789
56 93
87 45 44 295
6789 256 93
289 775
6 925 8 45
289 775 6 925
3
357
77
567 45
59875
4956789 25
1
3
59839953 7 5
4 7
3773
1
2
3
4 1 6 1 3
5 7
8
!53 1221343"3 5!#7 56$ 53 7
5 53 93 53 !9875 3
86 5
3 7 5
3 #3 #
6 37753
7 3
7
4 7
7 7
59839973 7 5
3773
&31153
'!59$3 1153 759 3 5(3 573
5$3)*723+6 37738679
9#3,---3 3,---#35 335678
97
3 7# 3 6.23 /96 3 # 9
65 53( 75
35$3879 3
756$ 3 3 965!53 7$37# 3 6.3
23 0557 3 55 +6 35 #386799#321&5263"3
7!3 133 17( 9$3 55
1&973
73 7 3 77
3 #3 ( 53 7 5#73 3 !6 35 #3867997326&3 3#853"3
0233 3 99#73 #9
7.45 3 9 6 53
193
7 5
3 3 5#53
5 73
!5393"37( 9$35!3557
3 7 5#753 773 3
5!# 3 #3 1# 53 ( 3
7 5#73 #9
7.4 3 9 6 53 7 5
3 923 * 3 99
# 3 3 !7 3 759 3
93:3;& 923 * 3 !
#7
3 7
753 773 #3 59953
578 3
73 #56 3
85 9 .4.3 5 3 3 5
57 3 557!73 965! 53
7.9 37# 3 6.3
140
"3
1115773
3%6585 5983 3%658557
#7
1 2 3 4 5 6 2 7 897
9256789 56 93
289 775 6 925 5
6 25 89225 8 45
!59
1234567897
3 7 5
3773113
8 45
"3
"3
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
12343567897
3
83658
9 5 689 53 6 5 2 8
239 7526783 3 8
1234526789
2389
5 5 89 53 6 5 2 8239 75267838
9 6823 7526683 3 8
8
2385
28
123 456789
3 5873
8 775 3 3
3873113
2 3 * 2& 4 2! +
3
3
53 233 7 53 7857
3 5322337 53
3 3
3 9 53 5 3 77 87 73 8 775 3
73 3 2323 8
9 59753 8 93 953 58 9 3 3 57 793
!399"3 95#5 53 58 53 3
-595 3
8
9 59753
5 8 3 $ 9 3 78555 8 93 &3 99"3 2333 5678
975373678953
9
3
5873 773
3 7773 3 87 9 3
23%3&!'3(3)&'3
58 3 53 3 $ 73
33 9583 58 3 99"3 5678 8
9 59 3 8 73 &399"3
9
3 5873 3 53 53 8 33 3
59773
3 23%3&399"3 33 3 58 3*-595 +3993
59773 58 3 *8 7 53 95
3 8 9 3 8 9 3 7873
67893 35 +39923
,8 3 -587589 .5793 7753
5 3758 37356789
3
5873 3 8 .553 53 . /
3 3 3 7 3 .5 3 8 3 785
55
3 $ .5 3 7 773 5 3 89 83
3
0 .5 3 2 22 233 7 53 785513 3 775 3 3
2377793 73 5 77 3 $775 3 85 8 51 73 85 3 55$757 3 7 8 43 3 8 9 3 9 5
8 9 3 73
$ . 13 73 93 3 7 85 3
5873
5
6
523 685 53 89 83 73
&
1 &
3
5 3 73 73 7
7849
58 713 57 3 7 9 53 5$3 .5 3 7581"3 733 7 7
53 8 1
8
3 3 73 7 / 53 1123 8
5 "3 833 3 . 3 8
# 53 8 775 3 8 3 3 7 8 697"3 7 933 7-66
9 83 73 773 87 3 73 8 .5 773 5.5 3 9"3 3
5
3 3783143
5 3-595 737 538
9 135 . 3838 73
875
3 $
773 . 3 89 83 3 8771 /3 713 -5
95 "3 33737787 3 89 83 3. 539538 .5 93
5.5 593 3 93877938 38 3 571 3585 3 89 83 3399 3- 37230 .5 3
&
&
3
78 49
97 737855133$ 97 373783439 3
'23456789
3 1 73
2 3
678938 3 $775
3
85 8 51 73
8
5 3 7855
5 3 55$757 3 53 33 7-66
7 8 3 3 57 7 593 73 6789 973 8 3 3 89 83798 793
8595 93
5 593 5
&
89 83 367893153
! 3
8 3
5
3 89 83 -5
87589795
.5 93 77793
*')83 37$ 538$79+3
&
5 3
53 33 . 73 58 53 593
57 78595 7"3 233
5 53 7873 73 3 5
3 3 3 785559753 $3
8 .5 3 56789
3 6789"3 33
8 7 53 953
8 9 3
8 9 37873
3
3
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
141
12343567897
3
83658
9 5 689 53 6 5 2 8
239 7526783 3 8
1234526789
2389
8
2385
234156786769441
1516 55
441 45659 41 41 5 7638441
53 1 56341 561 53 441
531 34 4 671 3 9 41
12 1 2341 635634 751
7575!1 6" 41 56341 561 53 441 53 1 91 3 7 61 1
8 46 9 67#1 6 1 1 5 41 8 6 1
341 53 441 5 551 8 4
41 3 683 1
1
%1& 7635 6 ' 1
58 76(1111 1!65
*134728 33
3 3 2 3 71
753
$1
41
5
+3 6 ,-7 9 8 3 1
1
3#
1 3#1 71$1 544 6 #1 34 4
)1 31.1#-/101#-/12#1 51 1
!51#12171.1/#-/181#31/12#1 51 1
!51 -#/1 41 1 1 3#321 121 34
4 671 91 2 21 1121$1 53 671 1 8359 1 63591 6"7641
35 5( 541 3 683 1 1 41 71
8 651 563(1 51 1 35/1 2341 3 7
649 '41
3" 41 1121
56341 111 34 4 671 3 9 41
81 61 551 !65 1 341
3 65 54135 576413312 141
4"1 97651 5"461 +1 34
4 671 5"46(1/31
72
8!
!*1 7268731
1131
589
5 68
1
1
*123353831
1!65
$1
256341 9 47671 51 538 1
11% 171 4158 551
38(6 6 1 1544 61#1/1
,17 7 41 3"
441 3 683 112)1
1197
&65 17676
9 551
693 41
$1
1
4
5
8 #3 1 1
9 #-- $1
#3132181-1
87157 41113*1
# !
&65 #15 93 8
: 9474515618759441
6 416595415!
693 41!65 1
3 !561341 65
73 51 9 441
67533" 5 3)1
1
1
1
*1;/141 4"1
+1
/1
1
!*1;+1
/1
+1
/1
9*1;+/1419 <1
%1
/1
+1
#753$7289 33" 2)1
1
1
1
*1=18
171711>1-*1
28
1
+1
34 2 3#
)1
34
!*17 7 78833
47891
5 5 89 53 6 5 2 8239 75267838
9 6823 7526683 3 8
256341 53 671 51 11 #1!1 71
8 5" 41 1544 613#1
+1
1
142
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
12343567897
1234526789
3
83658
9 5 689 53 6 5 2 8
239 7526783 3 8
12343567389
93 3
2389
8
2385
313 23
93 8919 3 83 8373 3
69693673 963 3
!3
923"357# 7#6$3#9%
19623
93 8919 3 83 8373 &3
#3 7 3 13 9$3 &9673 9 9 %
#966$3#91963
'!3
5733 29 753 3589 757(3
3
3
3
23863
!3
' 3
'!3
*!3
+!3
!3
)238 3
,3)-9 .3&967321(3
5 5 89 53 6 5 2 8239 75267838
9 6823 7526683 3 8
28
3
723 67533 9 5733
29 53 83 753
3589 7573
3
2
2
8 1 !* /
2
42
5
+3 8 6 !0* 9 8 7 !* 3
$193212313393-3#383+363 3-9389#23389./318 79%
3693-2#7.38938383+/33313 9638679243
7#62313&967(381#9$6$398#43&7& 93837%
96317#96313!!/39 9 #966$3#9196313*3
3 7 $#7533 6789633 2123 893 213 867 3
7#62363
&237537289 33
2(3
3
3
63
93#2- 3837383,73 3696938-96%
6$39).773673 96303
3
43
93#2- 3837383,73 3696938-96%
6$39).773673 963 3
3
"3
93#2- 3837383,73833373!!3
#2 5733 29 329 3 93#2- 3837383,73 3696938-96%
753 3589 7573
6$39).773673 963 3
!3893 &9673 813
# 73 87.6433
.9#43
7723
583 17993 6 %
31303232233
*!363!
13
39973 &73
2 #3 913 & 73
513 6 43 %
533)3& #232223
13
3453
$193 345313 676243 17%
93 6 3 3
!)
3
$193 313 - 3 :##3 6%
3 3 67 3 83
1693 67$#7943 77%
2/3 313 &793 2 73
867993 7#62(3 13
2 #3 )786966233 &9%
6313 !03/3 83 2 #7%
63 67 3313 ! 3/3 313
1673 67$#7943 77%
233
1297" 897(393891#79.6$3678963#3678$79437793#38919 3
7 393 7 33#37793#3
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
143
Для уменьшения потерь предварительного напряжения рекомендуется:
1) ограничить расход цемента за счет повышения его марки, так как с
повышением расхода цемента повышаются потери напряжения в арматуре
от усадки и ползучести бетона;
2) снизить В/Ц (водоцементное соотношение) бетона за счет применения
водоредуцирующих добавок, что уменьшает усадочные деформации;
3) передачу напряжения на бетон осуществлять при передаточной проч@
ности бетона не менее 70% от марочной, обжатие недостаточно прочного
бетона приводит к увеличению потерь напряжения вследствие повышенной
ползучести;
4) делать временную перетяжку (на 5–7 мин) высокопрочной проволоки
или канатов, на 10% превышающую величину проектного усилия натяже@
ния арматуры механическим способом, что снижает релаксационные потери
напряжения;
5) применять на стендовых линиях с натяжением арматуры на упоры
двухступенчатый подъем температуры при тепловлажностной обработке;
6) при тепловой обработке преднапряженных железобетонных конструк@
ций в силовых формах ограничить скорость подъема температуры до 20°C/ч
для уменьшения выгиба формы вследствие разности температур между бы@
стро нагревающейся формой и натянутой арматурой;
7) не допускать двухступенчатый подъем температуры при изготовлении
железобетонных конструкций в силовых формах, так как опережающее рас@
ширение формы на второй ступени подъема температуры может нарушить
анкеровку арматуры в частично затвердевшем бетоне; по этой же причине
следует сократить время загрузки не остывших камер тепловой обработки
силовыми формами;
8) не допускать перерывов бетонирования на длинных стендах, так как в
изделиях, изготовленных последними, потери предварительного напряже@
ния арматуры при тепловой обработке увеличиваются из@за снижения по@
терь в ранее отформованных железобетонных конструкций.
3.8. КОНТРОЛЬ ВЕЛИЧИНЫ
ПРЕДВАРИТЕЛЬНОГО НАПРЯЖЕНИЯ
АРМАТУРЫ
Организация контроля. При изготовлении предварительно
напряженных железобетонных изделий контроль величины напряжения
арматуры обязателен и состоит в сопоставлении действительных значений
предварительного напряжения с установленными в рабочих чертежах или
стандартах изделий. В рабочих чертежах или стандартах должны быть ука@
заны:
§ проектное значение предварительного напряжения ssp, МПа;
§ величина допускаемых отклонений предварительного напряжения, р,
МПа, принятая при расчете конструкций.
Заданная точность натяжения арматуры должна обеспечиваться прове@
дением технологического и приемочного контроля.
144
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
12345367897 3
1 2 3 4 5 6 2 7 897
72 78 97 29
8 7 9736 82942958
8 43948 3736 87458
82942958
8
12
7968
8
34564786982
8
5 8 86982 4 692 82 4 9292
45 8 426 42
4
29345 8!"
#774$79438
5 8 86982962
4 62542
2
864288692 7862
42 2
12
12
12
!2
" 8#6 $2%2682&882
12
12
12
'2
5 8 98$682 998232
( 2)2(%2
(2
+4&4 9682 45 8 2
.2
/4 422
2
,
1
2)2(%2
2( 2( 2
( 21 2- 2
.2
2
*212121 12)2(%2
2(
2!
2
1 2
1
Технологический контроль проводится путем проверки основных па'
раметров процесса заготовки и натяжения стержней. Выбор параметров
контроля зависит от принятого способа натяжения арматуры. При механи'
ческом натяжении арматуры по одному стержню контролируется усилие
натяжения по показаниям манометра гидродомкрата или динамометра,
включенного в силовую цепь напрягаемого стержня. При этом величина
напряжения первого стержня должна быть максимальной, так как при
напряжении последующих стержней из'за деформации форм, упоров, ан'
керов у первого стержня будет наибольшее падение напряжения. Кроме
того, конролируется величина удлинения арматуры. При механическом
групповом натяжении арматуры помимо контроля общего усилия натяже'
ния и удлинения выборочно контролируется длина арматурных заготовок
между опорными поверхностями концевых анкеров и расстояние между
наружными гранями упоров.
При электротермическом натяжении арматуры технологический кон'
троль включает выборочный контроль длины арматурной заготовки между
опорными поверхностями концевых анкеров и опорных поверхностей упо'
ров, температуры нагрева (чаще всего по удлинению), состояния токоподво'
дящих контактов и усилия их прижима к арматурному стержню. Кроме
того, не реже одного раза в квартал контролируются: деформативность форм,
смещение анкеров после натяжения, размеры кондукторов для установки
анкеров. Технические характеристики некоторых измерительных устройств
для контроля длины арматурных заготовок, расстояния между упорами и
размера кондуктора приведены в таблице 40.
Приемочный контроль является основным видом контроля, определяю'
щим фактическую точность натяжения арматуры. При электротермическом
и термомеханическом способах напряжения контроль проводится после ос'
тывания арматуры до температуры окружающего воздуха. Приемочный кон'
троль осуществляется тремя типами приборов, отвечающих требованиям
ГОСТ 22362 и работающих по принципам:
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
145
§ измерения усилий поперечной оттяжки напряженной арматуры (оттяж,
ные динамометры);
§ измерения периода установившихся колебаний напряженной арматуры
(приборы частотного типа — периодомеры);
§ измерения усилий натяжения арматуры с помощью концевых динамо,
метров, включаемых непосредственно в силовую цепь напрягаемых
стержней.
1234562785293
8 2 57 58596 7
439 5
15959
2
9
5
29
8 9 5
5
1 2 3 4 5 6 2 7 897
9
9
2979 9
762
9
99
!9
9"9
#9
!9
8
8
8
8
8
12343567823 68967
6 2 683 3
88
8
8
8
8
8
123435678 278967 6
2 683 3
88
!"8
!"8
!"8
!"8
!"8
6# $76% &825 728
78'6 8(8
)8
)8
)!8
)8
)!8
*34 72842 3728+8
8
8
8
8
,8-8
6 ' 8 698
78'6 8.88
8
8
8
/8
08
8
8
8
8
8
123435678967 6 2
734 72838
8
+ 8676#6825 728%8
135 88
"1/1/!8 1018 10108 !1018 /"1"18
3%%389#8
"8
123456278 93
8
8 2 57 58 9
8
$ 439%54 2
15959
&
2
8 9 5
08
9
7
123456278 7
9
'429
# 4*229
()28
4429
23 45
6278529
()28
+,9
-9
.9
/9
,#//09-/09
-//9
8
!8
8
!8
8
,8,8
8
12343567823 68967
6 2 683 3
88
!/8
/8
"8
!8
16888/8
*38'358
36 8
/8
"8
/8
48
88
!8
*86# 3
72578
*86# 3
72578
*86# 3
72578
*86# 372578
+ 8676#6825 728%8
!8
8
!8
8
8
6# $76% &825 728
%2 28(8
)8
)8
)8
)8
)8
3%%389#88
8
!8
"8
8
",8/,88
123435678967
%2 289*8
9
8
6 2
2353825 7288
123435678 278967
6 2 683 3
44 23 456278529
1
146
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические характеристики приборов для контроля напряжения арма)
туры приведены в таблицах 41 и 42.
Допускается применять кроме указанных другие типы приборов, отве)
чающих требованиям ГОСТ 22362 и прошедших метрологическую аттеста)
цию, а также проверку или градуировку по утвержденным государственны)
ми метрологическими службами методикам. Контроль усилия натяжения
проволочной и стержневой арматуры диаметром 5–22 мм и длиной до 18 м
включительно, напрягаемой механическим или электротермическим спосо)
бами на упоры форм или поддонов, можно осуществлять приборами частот)
ного типа, предпочтение следует отдавать приборам с прямым отсчетом ре)
зультатов измерений.
При применении приборов частотного типа должно быть исключено ка)
сание контролируемой арматуры сетками, закладными деталями, элемента)
ми форм, препятствующими свободным колебаниям стержней. Если указан)
ное условие обеспечить невозможно, то контроль может осуществляться при)
борами динамометрического типа.
Контроль усилия натяжения стержневой арматуры диаметром более
22 мм следует производить оттяжными динамометрами типа ПРД или ПИН)
10 на базе формы (расстояние между упорами), а также концевыми дина)
мометрами типа АКД. Контроль усилия натяжения проволочной армату)
ры, напрягаемой электротермическим и электротермомеханическим спо)
собами, а также проволочной или стержневой продольной напрягаемой
арматуры труб, вибрированных и центрифугированных опор ЛЭП, снаб)
женных спиралью или каркасами косвенного армирования, независимо от
способа натяжения следует производить приборами с собственной базой
типа ПИН)5, ПИН)8 или ПИН)10. Контроль усилий натяжения проволоч)
ной или стержневой арматуры, напрягаемой механическим способом (груп)
повым или по одному стержню) на стендах или силовых формах, рекомен)
дуется проводить с помощью концевых арматурных динамометров типа
АКД, при этом технологический контроль является одновременно и прие)
мочным.
С целью обеспечения возможности контроля изделий различной номенк)
латуры на предприятии рекомендуется иметь приборы разных типов. При)
боры должны проходить регулярную проверку или градуировку по утвер)
жденной методике в организациях, имеющих на это право. Период поверки
или градуировки приборов устанавливается при их первичной аттестации и
не должен превышать одного года.
Измерение величины предварительного напряжения арматуры прибора)
ми частотного типа проводится по следующей методике:
§ в средней части контролируемой арматуры устанавливается датчик ко)
лебаний;
§ производится плавный толчок или удар по арматурному стержню;
§ нажимается кнопка «пуск» на передней панели прибора, после чего че)
рез 1–7 с на цифровом табло отображается значение величины периода
колебаний, а в приборах с прямым отсчетом — значение величины на)
пряжения в контролируемой арматуре.
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
147
Способ возбуждения колебаний контролируемого стержня, величина до0
пускаемой погрешности установки датчика колебаний, а также зависимость
для перевода периода колебаний в величину напряжения арматуры должны
приниматься в соответствии с инструкцией по эксплуатации применяемого
прибора. В прибор с прямым отсчетом перед началом измерений необходимо
ввести значения длины и диаметра контролируемой арматуры.
Измерения усилия натяжения арматуры оттяжными динамометрами про0
водятся по следующей методике:
§ приборы, проводящие оттяжку арматуры на базе формы (ПРД, ПИН010),
устанавливаются в середине длины контролируемого стержня; смеще0
ние места установки прибора от середины стержня не должно превы0
шать 2%;
§ приборы с собственной базой измерения (ПИН05, ПИН08, ПИН010) уста0
навливаются на любом свободном участке контролируемого стержня;
§ длина свободного участка должна быть на 0,1 м больше базы прибора. На
этом участке контролируемого стержня не допускается наличие сварных
или иных стыков и соединений;
§ вращением натяжного винта (ПРД, ПИН010) либо эксцентриком (ПИН05,
ПИН08, ПИН010) задается необходимая величина оттяжки арматуры;
§ результат измерения считывается с цифрового табло (ПИН08, ПИН010)
или по шкале индикатора часового типа (ПРД);
§ перевод показаний приборов в величину усилия натяжения арматуры
производится по градуировочным зависимостям;
§ в прибор с прямым отсчетом (ПИН010) перед началом измерений необхо0
димо ввести значение диаметра контролируемой арматуры.
Измерения силы натяжения арматуры концевыми динамометрами обес0
печивают наибольшую оперативность и достоверность контроля. Концевые
динамометры могут устанавливаться на натяжных тягах или траверсах стен0
дов и силовых форм, а также использоваться в составе гидродомкратов и
других силовых устройств. При этом отпадает необходимость в периодиче0
ской градуировке гидродомкратов.
Контроль величины предварительного напряжения арматуры должен
проводиться выборочными методами, в форме статистического приемочного
контроля или статистического регулирования. Отклонения средних напря0
жений в арматуре изделий от заданных в проекте не должны превышать:
§ для изделий I категории трещиностойкости, стропильных и подстро0
пильных балок и ферм с проволочной преднапряженной арматурой, реб0
ристых плит покрытий длиной 12 м и более с проволочной преднапря0
женной арматурой — –5% и +10%;
§ для ребристых плит покрытия и перекрытия, стропильных и подстро0
пильных балок и ферм, ригелей, прогонов со стержневой арматурой, а
также пустотных и сплошных плоских плит перекрытия с проволочной
арматурой — +10%;
§ для пустотных и сплошных плоских плит покрытий и перекрытий со
стержневой арматурой при специальном обосновании предельные откло0
нения могут составлять +15%.
148
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Оценка результатов измерений величины предварительного напряже
ния арматуры. Применяемая методика контроля должна обеспечивать 95%
доверительную вероятность величины предварительного напряжения арма/
туры. Среднее напряжение арматуры ssp определяется как среднее арифме/
тическое значение измерений в n стержнях. Границы, в которых находится
средняя величина с вероятностью 95%, определяются:
1sp 2
2S
2S
3 1sp 3 1sp 4
,
n
n
где S — среднеквадратичное отклонение:
S3
4 (1sp 2 1spi )2 .
n 21
Величина 2S не должна превышать
предельно допускаемые отклонения ве/
личины напряжения арматуры. Для оп/
ределения минимального числа измере/
ний замеряется натяжение арматуры во
всех изделиях подряд до тех пор, пока
общее число измерений будет не менее 50,
затем рассчитывается среднее значение
напряжения, среднеквадратичное откло/
нение, коэффициент вариации (V) вели/
чины напряжения в %:
V1
100S
,
2sp
а также мера сложности достоверной
Рис. 65
График определения
оценки, по которой устанавливается чис/
необходимого числа измерений
ло измерений n (рис. 65):
V
f1 ,
2
где x — допустимая ошибка в оценке измеряемого напряжения, в %.
Минимально допустимое число измерений n, показывающее, в каком
количестве стержней необходимо производить измерение напряжения, оп/
ределяется из линейной интерполяции: при x = 1, n = 8, при x = 2, n = 25.
Статистическое регулирование процесса натяжения арматуры заклю/
чается в контроле и, по мере необходимости, корректировке параметров
этого процесса по результатам выборочного контроля усилий натяжения
стержней для технологического обеспечения требуемого качества напряжен/
ного армирования и предупреждения брака. Статистическое регулирование
следует осуществлять с помощью контрольных карт средних арифметиче/
ских значений и размахов величины напряжения арматуры. При этом кон/
троль величины предварительного напряжения арматуры проводится один
раз в смену в группе стержней (выборке) с последующим вычислением сред/
него арифметического значения и размаха (R):
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
149
R = sspmax – sspmin,
где sspmax, sspmin — наибольшее и наименьшее значения напряжения арматуры в выборке.
Полученные значения наносятся в виде отдельных точек на контрольные карты. Объем выборки должен быть постоянным и равным числу напрягаемых в форме стержней, но не менее 2-х и не более 6. Если в форме напрягается только один стержень, выборка образуется из двух подряд взятых
форм. Процесс натяжения следует считать протекающим нормально, если
средние значения напряжения в выборке не выходят за границы регулирования K+ и K-, а размахи не выходят за границу KR на карте R. Расчет границ
регулирования производится по формулам:
K+ = ssp + Ap;
K– = ssp – Ap;
KR = Dp,
где А и D — коэффициенты, зависящие от объема выборки (числа контролируемых стержней); p — величина допускаемых отклонений предварительного напряжения МПа в отдельных стержнях.
Значения коэффициентов А и D определяются по таблице 43.
1234526789
1 2 3 4 5 6 2 7 897
6 652 878 5552678326 856 32678
58 96846 89 2
658525 !"8#$8
18
28
58 96846 89 2
658525 !"8#$8
18
28
12
34562
3472
62
54762
1412
82
54962
1452
72
54752
1482
2
54 62
1432
2
2
2
1
Границы регулирования устанавливаются относительно средней линии,
соответствующей проектному значению напряжения, а на карте размахов —
относительно нулевой линии. Выход значения среднего напряжения или
размаха за одну из границ регулирования сигнализирует о нарушении нормального хода процесса натяжения и отмечается на контрольной карте
стрелкой. В этом случае необходимо проконтролировать внеочередную выборку. В случае повторного нарушения границ регулирования процесс натяжения арматуры должен быть остановлен до выяснения и устранения
причин нарушения технологического режима. Изделия, изготовленные в
течение последнего контролируемого периода, бракуются либо отпускаются по согласованию с организацией-проектировщиком под более низкую
нагрузку.
В случае выхода среднего значения напряжения за одну из границ регулирования, а также если подряд 10 точек на карте окажутся по одну сторону
от средней линии, необходимо произвести регулирование процесса натяжения арматуры, предварительно вычислив фактическую величину среднего
напряжения по десяти последним выборкам (sspс).
150
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
При механическом натяжении с контролем по манометру гидродомкрата
регулирование величины предварительного напряжения осуществляется
путем корректировки величины задаваемого давления q1 на величину Dq,
определяемую:
q1 (1sp 2 1spc )
.
3q 4
1spc
При механическом напряжении с контролем по удлинению корректиру5
ется задаваемое удлинение Dl на величину Dl1, мм, определяемую:
1l1 4
1l(2sp 3 2spc )
.
2spc
При электротермическом способе натяжения или групповом механиче5
ском с фиксированной величиной хода натяжной траверсы — путем измене5
ния длины арматурных заготовок на величину Dlз:
1lз 4
1lконд (2sp 3 2spc )1l
,
2spc
где Dl = lу – lз; Dlконд — приращение отмеряемой длины на кондукторе.
Выход значения размаха за границу регулирования сигнализирует о сни5
жении точности процесса натяжения — необходимо усилить технологиче5
ский контроль.
При электротермическом способе натяжения и групповом механическом
с фиксированной величиной хода натяжной траверсы рекомендуется еже5
сменно контролировать длину арматурных заготовок между опорными по5
верхностями анкеров и расстояние между упорами форм или стендов. При5
менению статистического регулирования должен предшествовать статисти5
ческий анализ точности процесса натяжения арматуры.
Статистический анализ точности процесса натяжения арматуры. Точ5
ность процесса натяжения арматуры характеризуется коэффициентом точ5
ности Kт:
2S
Kт 1
2 1,
p
где S — среднее квадратичное отклонение величины предварительного на5
пряжения арматуры, МПа; p — величина допускаемых отклонений предна5
пряжения в отдельных стержнях.
При невыполнении этого условия необходимо ужесточить технологиче5
ский контроль. Для обеспечения высокой эффективности статистического
регулирования рекомендуется наладить технологический процесс натяже5
ния арматуры так, чтобы величина Kт не превышала 0,85. Статистический
анализ должен проводиться на основании данных объединенной выборки
объемом не менее 50 проконтролированных стержней. При изменении тех5
нологии заготовки и натяжения арматуры (замене парка форм, натяжного
оборудования или конструкции временных концевых анкеров на арматур5
ных заготовках и т. п.) статистический анализ повторяется.
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
151
3.9. ПЕРЕДАЧА ПРЕДВАРИТЕЛЬНОГО НАПРЯЖЕНИЯ
АРМАТУРЫ С УПОРОВ НА БЕТОН
Передача предварительного напряжения арматуры с упоров
на бетон (отпуск натяжения арматуры) производится после достижения бе4
тоном передаточной прочности. Величина передаточной прочности должна
обеспечить заанкеривание арматуры в бетоне и предотвращение сдвига ар4
матуры относительно бетона, в результате которого в арматуре не останется
предварительного напряжения при передаче напряжения на бетон. Величи4
на передаточной прочности бетона регламентируется проектом, ГОСТ или
техническими условиями на данный вид изделия в процентах от величины
проектного класса или марки бетона изделия.
В зависимости от принятой технологии, вида изделий и класса арматуры
могут быть приняты следующие способы передачи напряжения:
§ плавный, со скоростью снижения напряжения до 5 МПа/с при одновре4
менной передаче всех арматурных элементов или группы с помощью
домкратов, специальных устройств (клиновых, винтовых устройств, пе4
сочниц (рис. 66, 67)), предварительным разогревом газокислородным пла4
менем или электрическим током на определенной длине (базе нагрева) с
последующей обрезкой;
§ неплавный, со скоростью снижения напряжения до 20 МПа/с поочеред4
ной обрезкой дисковой пилой, электродугой или газокислородным пла4
менем без предварительного медленного разогрева определенной длины.
Формы, вкладыши и другие устройства, которые могут воспрепятство4
вать продольному перемещению элементов вдоль стенда, должны быть рас4
палублены или удалены, чтобы продольное перемещение изделий не встре4
чало препятствий, или не происходило заклинивание изделий в формах и в
другом оборудовании в процессе отпуска. Чтобы свести к минимуму возмож4
ную сдвижку изделий, отпуск арматуры рекомендуется осуществлять на
Рис. 66
Схема песочной муфты
Рис. 67
Схема клинового устройства
152
Powered by TCPDF (www.tcpdf.org)
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
обоих концах стенда. Для преднапряженных конструкций, имеющих ото0
гнутую арматуру, передачу усилий обжатия следует производить только по0
сле извлечения штырей, фиксирующих точки перегиба (на штыри перед
бетонированием надеваются трубки). При этом наиболее целесообразно осу0
ществлять отпуск всей арматуры одновременно в случае отсутствия такой
возможности допускается отпускать в первую очередь отогнутую арматуру,
а потом — прямолинейную. Порядок отпуска должен быть указан в техноло0
гической карте и на чертежах.
Отпуск натяжения канатной и проволочной арматуры следует осуществ0
лять всегда плавно. При отсутствии оборудования необходимой мощности
для одновременного отпуска натяжения передачу напряжений на бетон мож0
но осуществлять неодновременно: поочередно на полную величину в каж0
дом арматурном элементе или их группах или ступенями, постепенно умень0
шая напряжение.
Поочередную передачу натяжения арматуры рекомендуется производить
симметрично относительно вертикальной оси поперечного сечения изделия,
с одной или двух сторон. Порядок последовательности передачи напряже0
ния указывается в технологических картах или в рабочих чертежах.
При изготовлении преднапряженных железобетонных конструкций, ко0
гда натяжение арматуры производится одновременно, с помощью гидродом0
крата, процесс отпуска напряжения осуществляется тем же гидродомкра0
том. В этом случае следует контролировать величину натяжения при подтя0
гивании, которая должна быть минимальной, необходимой для освобождения
стопорных гаек на силовых тягах. Контрольная величина вытягивания ар0
матуры из бетона не должна превышать 0,1 мм и может фиксироваться с
помощью индикаторов часового типа с ценой деления 0,01 мм, устанавли0
ваемых на арматуре у торца изделия, ближайшего к гидродомкрату.
Для плавной передачи напряжения на бетон рекомендуются клиновые и
винтовые приспособления, песочные муфты или плавный нагрев участков
арматуры газокислородной горелкой. В процессе эксплуатации клиновых
устройств их надежность уменьшается вследствие воздействия пара на рабо0
чие поверхности при тепловлажностной обработке. Поэтому необходимо кли0
новое устройство защищать от такого воздействия, а для рабочих поверхно0
стей использовать материалы, имеющие постоянные коэффициенты трения
при повышенной влажности (типа фторопласта). В ряде случаев рекоменду0
ется увеличивать угол клина, при котором для сдерживания его движения
устанавливаются тормозные устройства. Песочные муфты при стендовой тех0
нологии могут использоваться как для одновременной, так и для неодновре0
менной передачи напряжения на бетон. Песок используется прокаленный,
без глинистых примесей, его необходимо часто менять, так как после непро0
должительной эксплуатации он измельчается и спрессовывается, а при от0
рицательной температуре — смерзается. Надежность работы песочных муфт
при поочередном отпуске арматуры, а также при использовании их при сим0
метричном расположении арматуры в сечении изделия зависит от централь0
ного расположения муфт, так как при внецентренном расположении необ0
ходимо предусмотреть мероприятия против их перекоса или заклинивания.
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
153
Кроме того, может иметь место несинхронная работа песочных муфт при
групповом их расположении вследствие возможности неодновременного вы3
текания песка из разных муфт.
Предварительный разогрев арматурных элементов для плавной переда3
чи натяжения, число этапов, база нагрева и другие показатели должны под3
бираться в зависимости от числа арматурных элементов, в том числе канатов
и их свободной длины. Оптимальным режимом плавного отпуска является
разогрев всех канатов в течение не менее 4 мин. При этом каждый канат
следует разогревать одним бензорезом поочередно в течение 5 с таким обра3
зом, чтобы прогревались все внешние проволоки на длине не менее 160 мм.
Газовый аппарат нужно при этом устанавливать на режим разогрева. Разо3
грев и отпуск будут плавными, если при этом не будет происходить обрыв
отдельных проволок в канате или всего каната. При плавном отпуске от3
дельные проволоки должны быть сплавлены, а неплавный отпуск приводит
к распушиванию проволок каната. Место разогрева канатной арматуры не
должно быть ближе 100 мм от торца конструкции. Оптимальным режимом
плавного отпуска стержневой арматуры является нагрев на базе около 5 см
(зависит от диаметра) в течение 4–5 с.
Кроме перечисленных плавных способов отпуска могут применяться и
другие: электронагрев свободных участков арматуры с помощью сварочных
трансформаторов, метод компенсационных диафрагм и иные способы, кото3
рые пройдут опытную проверку для конкретных условий.
При агрегатно3поточной технологии натяжение арматуры осуществля3
ется на силовые формы, при этом тепловлажностная обработка создает тя3
желые условия для работы спускных устройств. Для широкого применения
с целью отпуска натяжения при изготовлении плитных конструкций реко3
мендуются поворотные приставки, которые при установке на них поддона
поворачиваются, чем обеспечивается сближение упоров и полное снятие на3
тяжения в арматуре.
Передаточная прочность бетона Rвр назначается на основании расчета, но
должна быть не менее 11 МПа. В соответствии с ГОСТ 25192 средняя проч3
ность бетона при этой величине и при коэффициенте вариации прочности
бетона V = 13,5% равна:
В
11
Rвр 1
1
1 14 МПа.
1 2 1,64V 1 2 1,64 3 0,135
При использовании стержневой арматуры класса А3IV, арматурных ка3
натов К37 и К319, а также проволоки без высаженных головок передаточная
прочность должна быть не менее 15,5 МПа, а средняя прочность бетона при
том же коэффициенте вариации равна 20 МПа.
Согласно СНиП 2.03.01384*, передаточная прочность бетона типовых
преднапряженных конструкций массового заводского изготовления может
быть менее 0,7 от принятого проектного класса (марки) бетона, но не должна
составлять менее 50% этой величины. Для ряда заводов железобетонных
изделий целесообразен перевод типовых конструкций на пониженные зна3
чения передаточной прочности бетона. Такой перевод рекомендуется в сле3
дующих случаях:
154
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
§ если предприятие не может получить в нормируемые сроки проектную
передаточную прочность бетона;
§ если отсутствует цемент необходимой марки (активности), при удлинен4
ном цикле твердения бетона и при двух4трехсменной работе, требующей
сокращенного цикла тепловлажностной обработки бетона.
В целях недопущения перерасхода цемента при нормируемом цикле теп4
ловой обработки изделий 13–15 ч рекомендуется назначать передаточную
прочность тяжелого бетона в долях от принятого класса (марки): для изде4
лий из бетона В 15 (М200) — не ниже 0,7 от класса бетона, для изделий из
бетона В 20 (М250) — не ниже 0,55 от класса бетона, для бетона В 25 (М350),
В 30 (М400), В 35 (М400) — 0,5, но не выше 0,65 от класса бетона, для бетона
В 40 (М550) и выше — 0,5, но не выше 0,7 от класса бетона. При расчете
действующих типовых конструкций (серий) с целью перевода их на пони4
женную передаточную прочность бетона рекомендуется пользоваться дан4
ными таблицы 44, которая позволяет назначать уровень Rвр в зависимости
от имеющегося на заводе цемента.
Перевод конструкций на пониженную прочность бетона проектировщи4
ку (автору проекта) рекомендуется выполнять на основе многовариантных
расчетов преднапряженных конструкций по двум предельным состояниям
согласно СНиП 2.03.01484*. При расчете конструкций по второй группе
1 2 3 4 5 6 2 7 887
12334567896 5 5 726
46585 5 3346 3 6
326 35336 5 572 36
3 6
2 7655326 16
!8265 326
62 5655326
"#$6
%$$6
#$$6
##$6
12342
5672
5842
5942
2 2
12572
372
572
5972
2 2
12542
542
2 2
1272
2 2
72
872
42
1242
2 2
9342
9772
472
9 72
9442
12972
2 2
472
&$$6
2 2
1 456 58346 9 239623226
6 5 57256 57 2 583 632 95396
2126)*26
'58326 9 2396356 85566232261(#66
7
1 2 3 4 5 6 2 7 897
61236)*26
(##6
(+$6
,"$6
,&#6
"$#6
4772
3!772
7!672
7! 72
7!42
7!72
8772
3!72
3!342
3!742
3!772
7!672
772
3!72
3!72
3!42
3!542
3!342
772
5!372
3! 42
3!842
3!442
3!972
6772
"2
5!542
5!772
3! 42
3!72
37772
"2
"2
5!42
5!342
5!772
1
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
155
предельных состояний перебор комбинаций варьирования Rвр необходимо
начинать с минимальных уровней. При переводе типовых конструкций на
пониженную передаточную прочность рекомендуется передачу усилия об4
жатия бетона осуществлять плавно. Мгновенная обрезка канатной, а также
стержневой арматуры классов А4VI и выше при пониженных значениях
передаточной прочности запрещается. При передаче усилия обжатия при
1 2 3 4 5 6 2 7 897
123456789
112
779 67 7 56 2 8649 37 3 3 76 22 3 7
!
77 67 7 88 56 "
!#"
!
"
2 8649 37 1 88
!#"
!
"
!#"
1223
2452
2412
2417
3
3
3
2462
2452
2457
2487
2467
2457
2412
2482
2462
2457
2457
2475
3
3
3
3
3
3
3
3
3
2472
2462
2452
2457
2472
2462
2452
2457
2417
1723
2457
3
2467
7223
2412
2482
2487 1 1 1
2457
2472
2477
2492
2452
2417
2472
24 2
3
3
3
3
3
3
3
3
3
3
3
3
2452
2412
2417
2487
2467
2412
2417
2487
2467
2412
2417
2482
7723
2417 1 1 1 1 1 1 1 1 1 2412
2477
2487
24 2
2457
2472
2482
2497
3
3
3
3
3
3
3
3
3
3
3
3
2452
2472
2477
24 7
2452
2417
2472
24 7
2452
2417
2472
24 2
8223
1 1 1 3 1 1 1 3 1 1 1 3 1 1 1 3 2417 3
2457
2477
2482
2497
2457
8723
1 1 1 3 1 1 1 3 1 1 1 3 1 1 1 3 2472 3 1 1 1 3 1 1 1 3 1 1 1 3 2417 3 2487 3 24 7 3 1 1 1 3
2412
2482
24 2
24 7
2412
2477
2487
24 2
2457
2477
2482
2497
223
1 1 1 3 1 1 1 3 1 1 1 3 1 1 1 1 1 1 3 1 1 1 3 1 1 1 3 1 1 1 2472 3 1 1 1 3 1 1 1 3 1 1 1 3
3
3
2417
2487
24 7
2417
2487
24 2
2482
2487
24 7
111
1 1 1 2412
723
111 3 111 111 111 111 3 111 111 111 111 3 111 3 111 3 111
3
3
3
3
3
3
3
2472
2417
2417
2487
24 7
111 111 111
111 111 111
111
2472
2477
2492
2452
2412
2472
24 2
2467
2412
2417
2482
3
3
3
3
3
3
3
3
3
3
3
2457
2412
2482
2467
2417
2412
2477
2467
2457
2412
2477
2487
24 2
2412
2482
2487
24 7
3
3 111 3
3
3
3
3
2472
2482
2482
2457
2472
2477
2492
5 25 3 $3 3 63 3 73 3 3 3 1233423 43 3 3!3 65423 "3
$3 383 3 3 3 3 312337473 43 33!368473 "3 #$3 323353
3331233 423 4333!352473 "3
2 23456789
779 67 7 32 2 2%7
3 727 5%22 32&7 37 26345% 6 7
112
1 2 3 4 5 6 2 7 87
77 67 7 88 37 %4'7%2 2 322567 ' 62 37 26345%
( # #( ( ( 178 6 32 2 2%7 88
(#
(
(#
(
(#
(
(#
(
(#
(
(#
(
(#
(
8223
2413
24 3
2453
2483
2453
2413
2463
2413
2463
2453
2463
2453
243
2453
223
2473
2493
2413
24 3
24573
2483
2453
2473
2463
2413
2463
2453
2463
2453
9223
2483
423
2473
2493
2413
24 3
2453
2483
2453
2413
2463
2413
2463
2413
223
24 3
463
2483
423
2473
24 3
2413
24 3
2453
2473
2453
2473
2463
2413
2223
2493
413
24 3
43
2483
423
2473
2493
2413
2483
2453
2473
2453
2473
223
24 3
483
2493
413
24 3
463
2473
24 3
2413
24 3
2413
2483
2453
2483
3
156
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
изготовлении преднапряженных конструкций с пониженной по сравнению
с проектной передаточной прочностью необходимо периодически контроли2
ровать величину втягивания арматуры в торцевой зоне бетона и проводить
сравнения с данными таблиц 45, 46, 47.
В случае превышения фактических величин втягивания по сравнению с
табличными значениями, необходимо внести изменения в технологию про2
цесса отпуска, увеличить передаточную прочность бетона или снизить уро2
вень предварительного напряжения арматуры.
В торцевых зонах и на боковых участках конструкций (вдоль арматуры)
не допускается появление продольных трещин.
Перед переходом завода на выпуск преднапряженных конструкций с
пониженной передаточной прочностью бетона необходимо выполнить сле2
дующие мероприятия:
§ внедрить статистический контроль определения прочности бетона по
ГОСТ 18105, в том числе при оценке передаточной прочности бетона;
§ осуществить организационные мероприятия по внедрению плавного от2
пуска предварительного напряжения арматуры;
§ провести испытания конструкций, изготовленных с пониженной пере2
даточной прочностью бетона, по ГОСТ 8829;
§ перевод завода на выпуск изделий с пониженной передаточной прочно2
стью бетона следует осуществлять с привлечением организаций — авто2
ров проекта конструкций.
Снижение уровня передаточной прочности бетона для некоторых типо2
вых преднапряженных конструкций позволяет сократить на заводе расход
цемента, условного топлива или продолжительность цикла тепловлажност2
ной обработки.
ТЕСТЫ ДЛЯ САМОПРОВЕРКИ
Тест 4
ДРУГИЕ СПОСОБЫ НАПРЯЖЕНИЯ АРМАТУРЫ,
ПОТЕРИ НАПРЯЖЕНИЯ, КОНТРОЛЬ, ОТПУСК
1. За счет чего удлиняется арматура при электротермическом способе натяжения?
А — механическое растяжение;
Б — силовая калибровка;
В — температурное расширение;
Г — арматура вообще не удлиняется.
2. От чего зависит удлинение арматуры при электротермическом напряжении?
А — от временного сопротивления и модуля упругости;
Б — от температуры нагрева и длины нагреваемой арматуры;
В — от предела текучести арматуры;
Г — от длительности нагрева арматуры при постоянной температуре.
3. На какой стадии создается напряжение в арматуре при электротермическом
способе?
А — при нагреве;
Б — при установке в упоры;
В — при охлаждении установленной в упоры заготовки;
Г — при бетонировании.
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
157
4. При электротермическом напряжении что больше: арматурная заготовка или
расстояние между упорами формы?
А — они одинаковы;
Б — больше арматурная заготовка;
В — больше расстояние между упорами;
Г — длина их не имеет значения.
5. Какая температура нагрева при электротермическом напряжении рекоменду9
ется для стержневой арматуры классов А9IV–Ат9VI?
А — 400°С;
Б — 500°С;
В — 600°С;
Г — 700°С.
6. Какова должна быть длительность нагрева проволочной арматуры при электро9
термическом напряжении?
А — не более 1 мин;
Б — не более 0,1 мин;
В — не более 2 мин;
Г — не более 0,01 мин.
7. От чего зависит заданное удлинение арматуры при электротермическом напря9
жении?
А — от требуемого напряжения;
Б — от температуры нагрева;
В — от прочности бетона;
Г — от сцепления бетона с арматурой.
8. На сколько длина отрезаемого стержня должна быть больше отрезаемой заго9
товки?
А — на 50 см;
Б — на удвоенную длину конца стержня, используемого для анкеровки;
В — на 25 см;
Г — на удвоенную толщину упора.
9. Каково должно быть усилие прижима токоподводящих контактов к стержне9
вой арматуре диаметром 10–14 мм?
А — 800 Н;
Б — 2000 Н;
В — 200 Н;
Г — 1000 Н.
10. Какова величина вторичного напряжения трансформатора для электронагрева
арматуры?
А — 5–10 В;
Б — 30–50 В;
В — 127 В;
Г — 220 В.
11. В чем причины первичных потерь напряжения в арматуре?
А — ползучесть бетона;
Б — усадка бетона;
В — релаксация напряжения в стали;
Г — выгиб формы.
12. В чем причина вторичных потерь напряжения в арматуре?
А — ползучесть бетона;
Б — усадка бетона;
В — релаксация напряжения в стали;
Г — пластические деформации анкеров.
13. Почему передача напряжения на бетон должна осуществляться при прочности
бетона не менее 0,7 от марочной?
А — для уменьшения сцепления арматуры с бетоном;
158
РАЗДЕЛ 1. АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Б — для уменьшения ползучести бетона;
В — для повышения усадки бетона;
Г — для снижения релаксационных потерь.
14. Для какой арматуры применяется электротермомеханический способ натяже7
ния?
А — стержневой класса А7V;
Б — стержневой термоупрочненной;
В — проволочной класса Вр7II диаметром 4–5 мм;
Г — проволочной класса Вр7I.
15. От чего зависит продолжительность нагрева арматуры при электротермо7меха7
ническом способе напряжения?
А — от величин тока и напряжения;
Б — от мощности имеющегося трансформатора;
В — от длины нагреваемого участка и скорости намотки;
Г — от требуемой величины напряжения в арматуре.
16. Какое количество напрягаемой арматуры нужно контролировать по величине
напряжения при текущем контроле?
А — всю арматуру;
Б — не менее 10%;
В — не более 9%;
Г — не менее 25%.
17. Допускается ли плавный отпуск напряжения при прочности бетона менее ма7
рочной?
А — да, при прочности бетона не менее 90% от марочной;
Б — да, при прочности бетона не менее 70% от марочной;
В — да, при прочности бетона не менее 50% от марочной;
Г — нет.
18. Какое допускается отличие результатов измерений напряжения арматуры не7
сколькими способами?
А — до 5%;
Б — до 10%;
В — до 15%;
Г — до 20%.
ГЛАВА 3. ЗАГОТОВКА И НАТЯЖЕНИЕ НАПРЯГАЕМОЙ АРМАТУРЫ
159
РАЗДЕЛ ВТОРОЙ
ФОРМОВАНИЕ
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
И КОНСТРУКЦИЙ
ГЛАВА
Глава 4. ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ
СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ
ИЗДЕЛИЙ
4.1. РАЗНОВИДНОСТИ, НАЗНАЧЕНИЕ
И ТРЕБОВАНИЕ К ФОРМАМ
В
1985 г. в нашей стране промышленность сборного желе,
зобетона выпускала большую часть продукции (72%) по поточно,агрегатной
технологии в перемещаемых формах, 12% — в кассетных установках, 9% —
на конвейерах и 7% — на стендовых линиях. В среднем по отрасли уровень
механизации составлял 60%, отрасль располагала оборудованием общей мас,
сой около 5 млн т, в том числе металлические формы составляли 2,6 млн т.
Все это говорит о высоком уровне металлоемкости выпускаемой продукции.
В настоящее время техническое перевооружение и строительство новых пред,
приятий сборного железобетона ориентированы главным образом на исполь,
зование формовочных линий с применением вибропрессования с немедлен,
ной распалубкой изделий (безнапорные трубы, элементы мощения дорог и
тротуаров и др.) или стендовых линий безопалубочного формования, что
существенно (до 2,х раз) снижает металлоемкость производства. Несмотря
на это большой объем железобетонных изделий выпускается с использова,
нием форм (шпалы, напорные трубы, балки, фермы, опоры ЛЭП, мостовые
конструкции и др.).
Формы — основное и самое массовое оборудование, определяющее качество
железобетонных изделий по основным техническим показателям и себестоимо,
сти. Назначение форм — придание укладываемой бетонной смеси очертания и
размеров будущего изделия, сохранение целостности изделий до приобретения
бетоном распалубочной прочности, после чего изделия извлекаются из формы.
Влияние деформации форм на качество изделий приведено в таблице 48.
Для уменьшения затрат необходимо при минимальном количестве форм
обеспечить выпуск требуемого количества изделий. Задача технолога — умень,
шить продолжительность пребывание изделия в форме, увеличить оборачи,
ваемость форм и количество оборотов до ремонта форм. Оборачиваемость форм
характеризует число оборотов одной формы в течение суток и определяется:
O1
24
,
Tо
где То — продолжительность одного оборота, ч.
162
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Максимальное количество оборотов одной формы в течение года характеризуется коэффициентом оборачиваемости форм
К1
Тф
,
То
где Тф — годовой фонд рабочего времени, час.
Обычно величина К £ 1 для стендовых линий, К = 1,2–1,5 для поточных
линий, чем больше коэффициент оборачиваемости, тем эффективней работает предприятие.
Следовательно, чем меньше То, тем больше изделий можно сделать в
одной форме в течение суток и в год, или при заданном объеме производства
можно обойтись меньшим количеством форм, т. е. уменьшить капитальные
затраты и себестоимость изделий.
Формы используются на заводах железобетонных изделий многократно,
они должны быть прочными, недеформируемыми, с минимальным водопоглощением, поэтому их делают из стального проката или из гнутого стального листа (для ненапрягаемых изделий).
При хорошем уходе стальные формы слабо сцепляются с бетоном и обеспечивают хорошее качество поверхности изделий. Высокая первоначальная
стоимость стальных форм окупается только при большом числе оборотов.
Высокая теплопроводность и водонепроницаемость способствуют формированию повышенной пористости бетона у стенок форм.
Деревянные формы используют редко, но иногда они выгоднее, так как
легче, дешевле и менее теплопроводы, чем стальные. Высокая деформатив12345467589 2 26 8 73 4 4 78 7 6244 7 6
774 52 7
2 28
7 624 7 6
24
1 2 3 4 5 6 2 7 897
75 5834 2 5832 4 4
12345678692
23
9
523869 89 89
785678693 6873389
867869785769 2789
2 29
6 !9
963779
89"##72989 39
86786978576989 $9
2769
%8 "3767869
63779 689
&627849"##729
89 39899 '6(
786 9 39
16#7 #73 9"3738989" '(
738963729)68'67869*8 87 9
89#87 9996 6#87698#6849
743869
27849
67678698 867(
7389"##729
% 573 9 8 3 687 2(
27849
+ 27" 38 27869
&
'67869
467869#8272 7 $93 6879
)3272992 6 69" "2(
827849
&
'67869
99"329 (
9
,3767869 276939"37(
389
#-6 936 "6 23
99
)#876786.9" 89
2 6 6936"9 2389
4678693 687.98 867869
785769 2789
36
)#876786.9889
# 7 693 687 9 93 /9
899 632$926 67849
,$25#67869
) '6786.9 89
"6 6'7 693 687 996 6#8769
" 6329899 632$926 67849
6 6#2'2972" 4567849
7296379
)#876786.9 89
)68'67869#87 97 9"6 6#2'89
72" 4567849
8'6249 #6 529
1
ГЛАВА 4. ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
163
Рис. 68
Классификация форм
ность при переменной влажности, низкая прочность и жесткость ограничи/
вают их применение. Для уменьшения водопоглощения и деформаций дре/
весину пропитывают водоотталкивающими веществами: петролатумом,
кремнийорганическими жидкостями, солями жирных кислот. Для пропит/
ки древесина сушится при нагреве до 100°С охлаждается, а затем опускается
в пропиточную ванну.
Бетонные и железобетонные формы обычно неперемещаемые, нераз/
борные и применяются при стендовом способе производства. Начальные
затраты на них высокие, поэтому они выгодны только при большом числе
оборотов.
Полимерные материалы применяются как облицовка или вкладыши
для форм.
Первоначальные затраты предприятия на парк форм достигают 50% об/
щих капитальных затрат на оборудование, амортизационные отчисления от
стоимости форм в себестоимости изделий достигают 7–16%, поэтому с фор/
мами нужно обращаться бережно. Масса форм изменяется в зависимости от
сложности, массивности и армирования изготавливаемого изделия, переме/
щаемые формы должны быть жесткими, формы из стального проката тяже/
лее, чем из гнутых профилей.
Стоимость форм не намного отличается от стоимости технологического и
транспортного оборудования, а нормы амортизационных отчислений на фор/
мы в 1,5–2 раза выше, поэтому затраты на формы влияют на эффективность
производства сборного железобетона.
По ГОСТ 25781/83 формы классифицируют по: способу производства из/
делий; технологическим факторам; конструктивным решениям (рис. 68)
По способу производства изделий формы подразделяют на используемые
при конвейерной, полуконвейерной, поточно/агрегатной и стендовой техно/
логиям.
По основным технологическим признакам формы подразделяют в зави/
симости от:
164
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
§ способа перемещения (краном, по рельсовым путям, по рольгангу, ком/
бинированный и др.);
§ способа тепловой обработки (в камере, через паровые полости или реги/
стры и др.);
§ характера армирования изделий (ненапряженной арматурой, пред/
варительно напряженной арматурой с натяжением на упоры стенда,
предварительно напряженной арматурой с натяжением на упоры
формы);
§ способа уплотнения бетонной смеси (на площадке вибрационной, удар/
но/вибрационной или ударной, поверхностным виброустройством, на/
ружными или глубинными вибраторами, вакуумированием, виброгид/
ропрессованием, безвибрационным способом).
По конструктивным решениям формы подразделяют в зависимости от:
§ степени разборности (неразборные, частично разборные, с упруго рабо/
тающими элементами, разборные);
§ степени переналаживаемости (не переналаживаемые, переналаживаемые,
групповые, универсальные);
§ числа одновременно изготавливаемых изделий (одноместные, многоме/
стные);
§ по расположению изделий формы могут быть горизонтальные, наклон/
ные или вертикальные (кассеты).
Конструкция форм должна обеспечивать:
§ изготовление изделий с необходимой точностью в пределах допусков на
изделия, установленных для них стандартом, техническими условиями
и рабочими чертежами;
§ жесткость конструкции, ограничивающую деформации от статических
и динамических нагрузок и технологических воздействий;
§ увязку с оборудованием и механизмами для транспортирования и распа/
лубки форм, устройствами для укладки, уплотнения и разравнивания
бетонной смеси, натяжения арматуры и др.;
§ надежность и удобство захвата форм и съемных сборочных единиц грузо/
подъемными приспособлениями;
§ укладку и уплотнение бетонной смеси без вытекания через швы и соеди/
нения цементного теста;
§ надежную фиксацию сборочных единиц в проектном положении;
§ свободное без заеданий открывание и закрывание бортов;
§ съем готовых изделий без их повреждения.
Конструкция форм с замкнутыми полостями или регистрами для подачи
теплоносителя дополнительно должна обеспечивать:
§ герметичность замкнутых полостей и регистров;
§ надежную наружную теплоизоляцию замкнутых полостей;
§ свободный слив конденсата из замкнутых полостей или регистров в рабо/
чем положении формы, если теплоносителем является пар.
Формы должны изготовляться из стали марки Ст3 с гарантией сваривае/
мости, вкладыши допускается изготовлять из чугунных, стальных, алюми/
ниевых отливок и из полимерных материалов.
ГЛАВА 4. ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
165
Устройства для строповки форм (проушины, петли и др.) должны изго5
товляться из стали марки Ст3пс или из стали Ст20 по ГОСТ 1050.
Быстро изнашивающиеся детали форм (оси шарниров, втулки, замки
и др.) должны изготовляться из стали с механическими характеристиками
не ниже, чем у стали Ст35 с последующей термической обработкой.
Упоры и захваты, фиксирующие напряженную арматуру в проектном
положении, должны изготовляться из стали Ст3. Съемные элементы упо5
ров и захватов должны изготовляться из стали с механическими характе5
ристиками не ниже чем у стали Ст45 или стали Ст40Х с последующей
термической обработкой. Твердость поверхностей деталей форм, воспри5
нимающих усилия от натяжения арматуры, должна быть в пределах 35–
45 HR.
На рабочих поверхностях форм не допускаются дефекты, превышающие
регламентируемые государственными стандартами на металлопрокат и от5
ливки из черных и цветных металлов показатели.
Рабочие поверхности элементов формы следует изготовлять, как прави5
ло, из целого листа. Допускается образование этих поверхностей из несколь5
ких частей со сваркой встык. При сварке рабочих поверхностей с обратной
стороны в месте стыка на лицевой стороне не допускается зазор шириной
более 0,5 мм. Сварка должна производиться сварочной проволокой с физи5
ко5механическими свойствами не ниже, чем у проволоки СВ508Г2С или элек5
тродами, физико5механические свойства которых не ниже электродов типа
Э42. При сварке не допускаются следующие дефекты:
§ трещины всех видов и направлений, расположенные в металле шва, по
линии сплавления и в околошовной зоне, определяемые визуально;
§ подрезы основного металла глубиной более 0,5 мм при толщине металла
до 6 мм, более 1 мм при толщине св. 6 мм;
§ скопления мелких пор и включений диаметром более 0,5 мм при числе
пор в одном скоплении более 10 шт. на 1 см2 поверхности шва;
§ цепочки пор суммарной длиной более 20 мм на 100 мм шва.
123435678948
398 5873797
1 2 3 4 5 6 2 7 897
2377923289829
7 325978756
797 23779
232898299
123435678398 58737397 2377923289829
8 9787567994595 9 878 94359
9
9
9
12345553
64743
64783
64793
345553 234553
64783
6473
6473
34553 238553
64783
64793
6873
38553 2395553
6473
6473
673
395553 235553
64793
6873
6973
35553 23485553
6473
673
67453
3485553 2345553
673
67453
6743
345553 2385553
6973
67483
6457853
1
166
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
7
123435678948
9278
7 32597875679
2377923289829
9
7373948
1 2 3 4 5 6 2 7 897
694579487539829
389278 994579487539
4595 9 878 94359
9
9
9
12345553
63
753
763
89 345553 23 5553
3
7 3
53
89 3 5553 237 5553
753
763
43
89 37 5553 23765553
763
43
453
123435678948
8398 58737398 9 58 8
2!839 83278 9 844879829
7 32597875679
23289 8945739 844879
9
" 58737398 9 58 8
78
78
7
7
123456278 7
9
99 29#2739 8448799
489$%%9
&9$%%9
123 553
3
3
89 3 553 2345553
43
63
89 345553 23 5553
3
3
89 3 5553 23765553
753
753
89 3765553 23 5553
7 3
7 3
1
Исправление дефектов должно производиться путем удаления сварного
шва в месте дефекта, разделки и зачистки кромок и повторной заварки. При
этом не допускается исправление дефектов в одном и том же месте более
одного раза. Сварные швы на рабочих поверхностях должны быть зачищены
заподлицо с рабочей поверхностью.
Номинальные внутренние размеры собранных форм назначаются равны;
ми соответствующим номинальным размерам изделий, изготовляемых в этих
формах. Допускается по расчету назначать внутренние размеры форм отли;
чающимися от номинальных размеров изделий.
Предельные отклонения внутренних размеров собранных незагружен;
ных форм от номинальных не должны превышать указанных в таблице 49,
предельно допускаемая разность длин диагоналей — указанная в таблице 50,
нормируется также перпендикулярность элементов форм.
Предельные отклонения размеров в плане элементов формы, образую;
щих сквозные проемы и отверстия, от номинальных, а также выемки в
изделиях не должны превышать от 0 до +3 мм, а образующих выступы — от
0 до –3 мм.
Отклонения от плоскостности рабочей поверхности поддона формы не
должны превышать указанных в таблице 51.
Прогиб (выгиб) формы в загруженном состоянии не должен превышать
половины допуска на искривление нижней (в положении формования) плос;
кости изделия и быть не более 1/1500 длины формы.
ГЛАВА 4. ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
167
Прогиб свободного угла формы при диагональном опирании, характери1
зующий жесткость формы на кручение, регламентируется в случае, если
оборудование технологической линии не ограничивает эти деформации. Про1
гиб свободного угла формы при этом не должен превышать предельных от1
клонений, указанных в технической документации на форму.
Изгиб борта в загруженном состоянии (в середине пролета на уровне его
верха) не должен превышать 0,25 от положительного значения предельного
отклонения изделия по ширине (длине).
Все нерабочие поверхности форм, сменных элементов и запасных частей
должны быть окрашены лакокрасочным материалом, удовлетворяющим ус1
ловиям эксплуатации.
Средний ресурс форм до капитального ремонта должен быть не менее 550
циклов; установленный ресурс — не менее 320 циклов.
Конструкция форм должна обеспечивать безопасность их эксплуатации,
технического обслуживания и ремонта.
Конструкция замков должна исключать самопроизвольное открывание
бортов. В формах с откидными бортами должны быть предусмотрены уст1
ройства, ограничивающие угол открывания бортов. Конструкция формы
должна исключать самопроизвольное перемещение бортов при открытых
замках.
В формах с замкнутыми полостями или регистрами соединения патруб1
ков формы с магистральными паро1 и конденсато1проводами должны ис1
ключать выделение пара или протекание конденсата.
Стендовые формы, в которых уплотнение бетонной смеси производится
вибрационными механизмами, должны оснащаться виброизолирующими
опорами.
Формы, в которых предусматривается электропрогрев бетонной смеси,
должны оснащаться заземляющими устройствами.
Формы должны поставляться укомплектованными в соответствии с ве1
домостью комплекта поставки, входящей в состав паспорта.
Удельная металлоемкость форм определяется:
12
m
m
,1 2
,
V 1 nV
где m — масса формы, т; V — объем одновременно формуемых изделий, м3;
n — число оборотов формы за год.
Удельная металлоемкость a мелких изделий (до 2 м наибольший размер)
составляет 2–2,5 т/м3, средних изделий (до 12 м) — 1–3 т/м3, длинномерных
(более 12 м) — 0,6–1,5 т/м3. a1 — нормируемая величина, обычно находится
в пределах 0,010–0,016 т/м3.
Величины a и a1 зависят от конструкции формы, массивности и конфи1
гурации железобетонных изделий, передачи предварительного напряжения
арматуры на форму.
Увеличение металлоемкости форм приводит к повышению стоимости
изделия на 1–3% при повышении a1 на 1 кг/м3.
168
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
4.2. ФОРМЫ
ДЛЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Формы для предварительно напряженных железобетонных
изделий (силовые формы) должны быть жесткими, иметь минимальные де3
формации от действующих сил и обеспечить получение изделий с размерами
в пределах допусков. Эти формы имеют жесткий поддон и оснащаются упо3
рами для восприятия предварительного напряжения арматуры (рис. 69).
Рама представляет собой сварную конструкцию из прокатных элементов
(швеллеров, двутавров и др.), на которую сверху приваривается стальной
лист, образующий палубу формы. На рисунке 70 изображен прямоугольный
каркас рамы из швеллеров.
Контроль жесткости форм осуществляется измерением их прогиба и про3
дольного смещения упоров после натяжения арматуры и укладки бетонной
смеси. Прогиб измеряется в середине пролета в двух точках (с двух сторон
формы при опирании формы на опоры, расположенные на расстоянии 5–
10 см от торцов формы).
Измерение проводится с точностью 0,01 мм, максимальная величина про3
гиба не должна превышать 0,001L, где L — пролет формы, если к жесткости
формы не предъявляются особые требования. Сближение упоров при после3
довательном натяжении арматуры не должно превышать 0,0004 номиналь3
ного размера расстояния между упорами. При групповом натяжении и груп3
повом отпуске одновременно всей арматуры допускаются продольные де3
формации до 0,0006 номинального размера.
Продольную деформацию (сближение упоров силовых форм) по оси рав3
нодействующей силы натягиваемой арматуры после ее напряжения на упо3
ры формы допускают не более 0,0004Lу, где Lу — расстояние между опорны3
ми поверхностями упоров до натяжения арматуры.
Контроль прогиба свободного угла при диагональном опирании формы ха3
рактеризует жесткость поддона на кручение (d), которая не должна превы3
шать: для поддона площадью до 12 м2–4 мм, 12…25 м2–6 мм, более 25 м2–8 мм.
Рис. 69
Рис. 70
Силовой стальной поддон:
Прямоугольный каркас рамы
из швеллеров
1 — рама; 2 — проушина; 3 — кронштейн для
автоматического захвата; 4 — упор для натя3
жения арматуры; 5 — плита для электромаг3
нитного крепления формы к виброплощадке.
ГЛАВА 4. ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
169
В формах для изготовления преднапряженных железобетонных изделий
длиной от 9 до 24 м (балки, ригели, фермы и др.), в связи с обжатием бетона
при передаче усилия натяжения преднапряженной арматуры на изделие,
номинальный внутренний размер формы по длине должен назначаться на
10 мм больше номинального размера изделия при длине изделия до 15 м и на
15 мм больше — при длине изделия св. 15 до 24 м.
Для закрепления напряженной арматуры на формах или поддонах уст>
раивают упоры, которые должны обеспечивать легкую установку арматур>
ных элементов и опирание рабочих граней анкеров по всей площади контак>
та. Наиболее широко применяются вилочные упоры, изготавливаемые из
Ст3 или Ст5, которые имеют ограждение, могут иметь устройства для плав>
ной передачи напряжения с упоров на бетон и с торца снабжены съемными
пластинами из инструментальной твердой стали толщиной 15 мм для пре>
дотвращения быстрого износа (рис. 71).
Могут применяться также съемные упоры (рис. 72).
Допускаемые предельные отклонения расстояния между упорами зави>
сят от этого расстояния Lу: при Lу = 5–6,5 м, отклонение 0…–2 мм, при
Lу = 9,5–13 м отклонение 0…–3 мм, при Lу = 16–19 м отклонение 0…–4 мм и
при Lу более 25 м отклонение 0…–5 мм.
а
б
в
Рис. 71
Упоры:
а, б — на торцах поддона (однорядный и двухрядный), в — на настиле формы; 1 — торец, 2 —
съемная пластина; 3 — ограждение; 4 — настил.
Рис. 72
Схема съемного упора
170
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Предельные отклонения размера между нижней кромкой прорези упора
для напрягаемой арматуры и рабочей поверхностью поддона не должны пре5
вышать ±2 мм.
Отклонение от перпендикулярности опорной поверхности упора к рабо5
чей поверхности поддона не должно превышать 1/50 размера по высоте уча5
стка опирания анкера предварительно напрягаемого арматурного стержня.
Поперечные борта форм с упорами, расположенными вне габаритов изде5
лия, должны иметь прорези для пропуска натянутой продольной арматуры с
минимальным зазором для уменьшения вытекания цементного молока. Бор5
та могут откидываться на шарнирах, при сборке они должны четко фиксиро5
ваться и закрепляться замками между продольными и поперечными бортами.
При изготовлении железобетонных конструкций на стендах формы долж5
ны быть выверены по уровню и расположены по продольной оси напрягае5
мой арматуры с точностью, обеспечивающей требования по толщине защитно5
го слоя бетона.
4.3. СПОСОБЫ СНИЖЕНИЯ
МЕТАЛЛОЕМКОСТИ ФОРМ
1. Применение вместо прокатных профилей гнутых или
штампованных в виде уголка или швеллера снижает металлоемкость форм
на 20–35%. Это мероприятие используется только для не силовых форм.
2. Поддоны с диагонально перекрестными и комбинированными раско5
сами (рис. 73, 74) каркаса поддона, расположенными под углом 30–60° к
осям симметрии повышают жесткость формы на кручение в 5–20 раз и на 5–
15% увеличивают жесткость при изгибе с одновременным уменьшением мас5
сы формы до 25%. Диагональные раскосы выполняются из прокатных про5
филей в виде уголка, швеллера, двутавра и др.
3. При изготовлении ЖБИ на рельсовых конвейерных линиях формы5
вагонетки должны опираться не на 4 колеса, как чаще всего происходит и в
этом случае при неудовлетворительной рихтовке рельсовых путей форма
испытывает деформации кручения, а на 3 колеса, причем колеса располага5
ются по длине формы, два с одной стороны и одно — с другой. Трехточечное
опирание формы уменьшает коробление формы на 20–25%, снижается де5
формативность и вероятность образования трещин на свежеотформованном
Рис. 73
Поддон с диагонально перекрестными
раскосами
Рис. 74
Поддон с комбинированными
раскосами
ГЛАВА 4. ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
171
а
г
б
д
в
е
ж
Рис. 75
Формы вагонетки с трехточечным опиранием (вид сверху)
а
б
в
Рис. 76
Схемы снижения эксцентриситета приложения силы натяжения арматуры
изделии. При этом для ненапрягаемых ЖБИ можно использовать гнутые
профили. Например, масса формы из прокатных элементов и при опирании
на 4 точки составляет 7200 кг. При использовании гнутых профилей и трех:
точечном опирании масса формы составляет 5050 кг, следовательно, на каж:
дой форме экономится 2150 кг металла (рис. 75).
4. Замена части стали стеклопластиками или водостойкой ламинирован:
ной фанерой также до 10% снижает металлоемкость форм.
5. Совмещение оси напрягаемой арматуры с центральной плоскостью се:
чения формы для изготовления изделий с предварительно напряженной ар:
матурой, фиксируемой на упорах формы (поддона). Совмещение снижает
эксцентриситет приложения силы натяжения арматуры, благодаря чему
уменьшается момент, изгибающий форму, и ее выгиб. Совмещение достига:
ется: бесшарнирным соединением бортов с поддоном, постановкой высоких
наружных балок, в формах для ребристых плит совмещения легко добиться
соответствующим расположением материала по высоте сечения (рис. 76).
6. Использование в формах упруго работающих элементов (бортов, под:
донов, разделительных стенок и др., рис. 77) обеспечивает извлечение изде:
лий из формы за счет упругой работы стали, создает жесткую конструкцию,
в которой поддон и борта составляют одно целое. Жесткость формы с упруго
работающими элементами повышается, отсутствуют зазоры в сопряжениях
бортов с поддоном, что исключает вытекание цементного молока при фор:
мовке и подсос воздуха при вибрационном уплотнении. Эти мероприятия
172
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
а
в
б
г
Рис. 77
Схемы форм с упруго работающими элементами:
а — с упругими бортами; б — с отжимными бортами; в — с гибким поддоном; г — с поддоном,
гибким на части ширины.
повышают качество поверхности изделий и обеспечивают повышение плотности бетона в нижней зоне изделия.
К формам рационального типа относятся такие, которые характеризуются минимальной деформативностью при приложении к ним расчетных
нагрузок и воздействий и одновременно имеют относительно небольшую
металлоемкость. К ним относятся полностью и частично неразборные и переналаживаемые формы, формы с упруго работающими элементами, с подобранным положением центральной плоскости, а также формы с эффективным по конструктивному решению поддоном.
Предварительное напряжение — основной прием усиления поддонов и
выполняется тремя способами:
§ с помощью силовых балок, на которые предварительно натягивают
стержни;
§ напряжением тяг при выпрямлении прогнутого на заданную величину
поддона;
§ натяжение тяг непосредственно на поддоне домкратом или нагревом.
4.4. РАСЧЕТ ПОТРЕБНОГО КОЛИЧЕСТВА ФОРМ
Расчет потребного количества форм производится на годовую производительность формовочного цеха по данному виду продукции,
изготавливаемой в одних формах с учетом длительности оборота одной формы и количества ремонтируемых форм. Для линий с камерами тепловой
обработки периодического действия количество форм будет:
N 1 1,05
60hТф
hТф
,
1 2,625
24t
24t
где 1,05 — коэффициент, учитывающий нахождение части форм (5% от общего количества) в ремонте; h — количество рабочих часов в сутки; Tф —
среднее время одного оборота формы, ч; t — цикл формования, мин.
По годовой производительности поточной линии с камерами тепловой
обработки периодического действия расчет ведется по следующей формуле:
ПTф
N 1 1,05
,
24qВр
ГЛАВА 4. ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
173
где П — годовая производительность линии по данному виду изделий, фор0
муемых в данной форме, м3; Тф — продолжительность одного оборота фор0
мы, ч; q — вместимость одной формы, м3; Вр — годовой фонд рабочего време0
ни, сут.
Среднее время одного оборота формы, ч, определяется:
Tф 1 Tк 2
t 3 tф
2
,
60
60
где Тк — средняя продолжительность, ч, одного оборота камеры тепловой
обработки периодического действия; t — цикл формования, мин; 1 tф —
время, необходимое для выполнения всех операций по подготовке и транс0
портировке форм на всех постах, кроме поста формования, мин.
При тепловой обработке изделий в камерах ТВО непрерывного действия
(щелевые, вертикальные камеры, пропарка в пакетах с непрерывным пере0
мещением термоформ) количество форм на линии с учетом запаса форм на
ремонт определяется:
Nн = 1,05(n + Nк + q),
где п — количество постов на поточной линии; Nк — количество форм, нахо0
дящихся в тепловых агрегатах непрерывного действия; q — количество форм
на транспортных и передаточных устройствах.
Nк 1
60hТкф
,
24t
где h — количество рабочих часов в сутки; Tкф — средняя продолжительность
пребывания форм в тепловом агрегате, ч; t — цикл формования, мин.
Если формование ведется в три смены при количестве рабочих часов в су0
тки 23, то количество находящихся в тепловых агрегатах форм определяется:
60S
Nк 1
2 1,
t
где S — продолжительность тепловой обработки, ч.
Если при тепловой обработке в пакетах термоформ пар подключается
одновременно ко всем формам после формирования пакета, т. е. ТВО начи0
нается после установки в пакет последней формы, то расчет потребности в
формах и тепловых агрегатах ведется как и при пропаривании в камерах
циклического действия.
Продолжительность и режимы пропаривания в камерах, кассетах, на
стендах изделий из тяжелых и легких бетонов должны определяться из
пособия по тепловой обработке бетонных и железобетонных изделий, допус0
кается режимы тепловой обработки принимать по ОНТП 07085.
Количество форм на конвейерах непрерывного действия принимается
исходя из необходимости заполнения всего технологического кольца.
Потребное количество форм для длинных и коротких стендов, а также
силовых форм определяется исходя из площади размещения одной формы
на формовочной площади с учетом коэффициента 1,05, учитывающего ре0
монт форм.
174
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
4.5. ПРАВИЛА ЭКСПЛУАТАЦИИ ФОРМ
Эксплуатируемые формы вносятся в ведомость находящих/
ся на заводе форм и на форму открывается рабочий формуляр, в который
заносятся сведения о числе оборотов формы с начала работы, результаты
периодических измерений ее геометрических характеристик, операции по
ремонту.
Внутренние размеры формы (длину, ширину и высоту) измеряют в трех
сечениях, определяют разность диагоналей, предельное значение которой
нормируется (рис. 78).
При установке в форме съемных проемообразователей, вкладышей и дру/
гих деталей, если не предусмотрена принудительная их фиксация, измеряют
точность расположения и прочность закрепления этих деталей. Отклонение
от плоскостности рабочей поверхности форм испытывают по специальной
методике.
Система обслуживания форм вклю/
чает периодический технический уход,
текущий и капитальный ремонты.
Линейные размеры формы измеря/
ют шаблонами, длинномерами и дру/
гими приборами, обеспечивающими
требуемую точность измерений. Рулет/
кой разрешается пользоваться только
при обеспечении постоянного натяже/
ния усилием 50 Н.
Особое внимание при техническом
уходе обращается на очистку нерабочих
поверхностей и деталей шарнирных и
Рис. 78
замковых соединений сразу после окон/
Схема измерения размеров формы
чания процесса формования и рабочих
поверхностей формы после извлечения изделия из нее. Для очистки рабочих
поверхностей от остатков бетона и налета цементного раствора применяют
щетки со стальным ворсом и скребки из стали. При полимерных покрытиях по
стальным поверхностям, а также при рабочих поверхностях из неметалличе/
ских материалов применяют щетки с неметаллическим ворсом и скребки из
сравнительно мягких материалов (дерево, текстолит, стеклопластик).
Для уменьшения сцепления стальных поверхностей форм с бетоном мож/
но проводить следующие мероприятия:
§ связывать Са(ОН)2 на опалубленной поверхности бетона изделия, что
предотвращает взаимодействие цементного камня с железом с образова/
нием гидроферритов кальция и уменьшает сцепление;
§ замедление схватывания и твердения бетона в зоне контакта с формой;
§ использовать электролиз воды в контактном слое при пропускании по/
стоянного тока, выделяющийся водород уменьшит сцепление;
§ применять для форм стали с пониженным содержанием железа — не/
ржавеющая сталь с повышенным содержанием легирующих элементов
ГЛАВА 4. ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
175
хрома и никеля характеризуется в 2–3 раза меньшим сцеплением с бето/
ном, чем нелегированные стали;
§ повысить гидрофобность поверхности форм за счет ее смазки.
На практике чаще всего для уменьшения сцепления применяются смаз/
ки, которые должны удовлетворять следующим требованиям:
§ иметь такую вязкость, чтобы смазку можно было наносить распылением
или кистью на холодные и теплые (до 40–50°С) поверхности сплошным
тонким слоем толщиной 100–300 микрон;
§ обладать достаточной адгезией к металлу форм, не стекать с вертикаль/
ных поверхностей, не смешиваться с водой и бетоном;
§ не оказывать вредного воздействия на твердение бетона, не оставлять на
поверхности изделий масляных пятен;
§ к моменту распалубки изделия смазка должна превращаться в прослой/
ку, не вызывающую сцепления с поверхностью форм (например, порош/
кообразную или легко разрушаемую пленку);
§ смазка не должна стимулировать коррозию рабочей поверхности форм и
технологического оборудования, не должна создавать антисанитарных и
пожаро/взрывоопасных условий;
§ технология приготовления смазки должна быть простой и позволяющей
механизировать ее изготовление, транспортирование и нанесение на форму.
Наиболее распространенными и весьма стойкими являются водо/эмуль/
сионные смазки на базе эмульсола кислого синтетического (ЭКС), пред/
ставляющего собой смесь веретенного масла (95%) и высокомолекулярных
синтетических кислот (5%). Различают прямую эмульсию масла в воде
(тщательно перемешанная смесь 10% ЭКС + 89,3% воды + 0,7% кальци/
нированной соды), и обратную эмульсию (ОЭ/2) — смесь 20% ЭКС + 80%
насыщенного раствора гидроксида кальция. При нанесении прямой эмуль/
сии толщина слоя смазки на вертикальной поверхности составляет 340 мик/
рон, а через 1 ч — 35 микрон, т. е. смазка легко стекает. Обратная эмульсия
более стойка: после нанесения на вертикальную поверхность толщина слоя
284 микрона, через 1 ч 282 микрона, т. е. практически не изменяется. Рас/
ход эмульсионных смазок составляет 200–400 г на 1 м2 поверхности фор/
мы. Процесс приготовления смазки в установке СМЖ/18 полностью авто/
матизирован (рис. 79).
Сплошной тонкий слой смазки получается при нанесении ее с помощью
окрасочных валиков. Чем тоньше слой смазки, тем выше качество поверх/
ности изделий: уменьшаются размеры пор и раковин на поверхности бетона.
В баках известкового раствора и эмульсола установлены датчики уров/
ней жидкости. Известковый раствор и готовая эмульсионная смазка нагре/
ваются трубчатыми электронагревателями с автоматическим регулирова/
нием температуры в пределах 55–60°С. Для управления кранами подачи
компонентов, выдачи и возврата смазки установлены пневмоцилиндры с
электромагнитными клапанами. Давление в системе трубопроводов под/
держивается регулирующим клапаном на уровне 0,4–0,5 МПа. Производи/
тельность установки 115 л/ч. Сведения о других видах смазок приведены в
таблице 52.
176
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Рис. 79
Схема установки для
приготовления смазки:
1 — бак известкового раствора;
2 — бак эмульсола; 3 — пневмо/
цилиндры переключения кранов;
4 — привод пропеллерных меша/
лок; 5 — смесители; 6 — насос для
известкового раствора; 7 — насос
для эмульсола; 8 — насос для го/
товой смазки; 9 — клапан; 10 —
трубчатые нагреватели; 11 — реле
уровня жидкости.
12345678982
12345683598
12 5988
1234567389
245
53498
5656
564552 9765
'2"2( 7%26
3274
&
564552 9765
'2"2( 7%26
3274
!456 ,347- 9765.
&
/57
0
165 "5%(3252
&
9983528
5348
998
7 92376622 242
2 549 4 5!472
" 5#$297" 45%537
)6 5682 45"
524"532( 63 7262(
4 329 2473842 97%
5 *1
)6 5682 !67" 5
24"532( 5555+
38 22(
)6 5682 !67" 5
24"532( 348#
1 2 3 4 5 6 2 7 897
532818
& & 0
1
ГЛАВА 4. ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
177
12343567897
12345673859
12345262789
328
7
12
5
8
67 87 8
8
2789
8
123238
23 8
5347 8 7
5 532 7817
8
123238
328
77
8
8
8
!34897 33"7 #88757$
64%#82675#2 7&8
8
1
Полимерные защитные покрытия стальных форм (эмалевое покрытие,
многооборотная смазка) позволяют получать железобетонные изделия с глад;
кими поверхностями, снизить затраты на чистку и смазку форм, уменьшить
усилие вытягивания вибровкладышей при изготовлении труб, объемных
блоков, пустотных изделий. Покрытие эпоксидной смолой с графитом вы;
держивает при немедленной распалубке до 400 оборотов, а в условиях вибра;
ции и тепловой обработки — до 70–80 оборотов. Перед нанесением покрытия
формы обезжириваются бензином или уайт;спиритом, очищаются пескост;
руйным аппаратом и протравливаются 3–5% раствором соляной или серной
кислот. Расход защитного покрытия около 200 г на 1 м2 при толщине слоя
150–200 микрон. Приготовленный состав можно использовать 30–40 мин.
Для получения высокого качества поверхности железобетонных кассет;
ных изделий большое значение имеет качество смазки. Эффективность сма;
зок зависит от условий применения, качества поверхности форм, наличия
ребер, выступов, отверстий, усложняющих нанесение смазки и распалубку
изделий, и определяется:
§ рационально подобранным составом бетона;
§ обеспечением гладкой, без масляных пятен поверхности изделий, гото;
вых под окраску или наклейку обоев без последующей доводки, шпат;
левки и затирки;
§ низкой адгезией бетона к металлу форм;
§ ингибированием коррозии металла форм;
§ безвредностью для здоровья людей, взрыво; и пожарной безопасностью.
Физико;химические процессы, протекающие на контакте форма — смаз;
ка — бетонная смесь должны обеспечивать легкую распалубку железобе;
тонных изделий без повреждения. Для
12345673894
474
количественной оценки различных сма;
зок обычно используют величины уси;
7746
4
474
59745673874
лий отрыва и сдвига бетона, нанесенно;
6548954
го на модель формы при наличии между
! 474
5929 25894
ними смазки. Случай отрыва наиболее
"#246754
!474
близок к условиям освобождения изде;
$222246754
%!474
лий от поддонов, открытия кассетных ус;
&#4
%%474
тановок. В зависимости от состава при;
меняемой смазки сцепление бетона с ме;
'9(6
)474
746594
таллом следующее:
1
178
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
1 2 3 4 5 6 2 7 897
123454564789 4
97 45 6762467 729 6 63 67 7 97 54567
4 557 34 67673 95667
977 7787967 45
67 392867
12345656789 7
5 687 5
679356
4 867849
567
6795
849 45 7
!4 97
67
6795
69!655 7
24
67
5
5
45
75 68755
5
5
5
65 85
5
45
45
!" 73 87 956 5
45
5
5
2 #8$67854%&'5(5 7)5*%'5(5 85
4'5(567)58$+ 7 954'5
5
5
*5
"9 4
7
123456278 7
7 54567#4424 55 762467
"9 4
7 545677259376246$77
%73487
98!66745$77
56#572597
4572597
4572597
5
5
,5
5
5
5
,5
45
5
5
,5
,5
1
Применение смазок, гарантирующих с одной стороны хорошую распа0
лубку изделий, а с другой — хорошее качество опалубленных поверхностей,
зависит от способа уплотнения и формы колебаний (табл. 53).
Снижения водоотделения бетонной смеси (до 7,5 раз) можно добиться
заменой части (около 30%) крупной фракции щебня 10–20 мм на мелкую 5–
10 мм, с одновременным использованием вместо природного песка отсева от
дробления щебня. С уменьшением водоотеления бетонной смеси улучшается
качество поверхности изделий — уменьшается количество и размер круп0
ных пор. Повышается однородность прочности бетона благодаря более одно0
родной степени уплотнения смеси при формовании (табл. 54).
При этом изменяется характер поверхности изделий — уменьшается ко0
личество крупных раковин глубиной 2–4 мм, но остается много поверхност0
ных пор глубиной до 1 мм и диаметром 5–10 мм, исключается зависание
крупного заполнителя. В изделиях, отформованных первыми и имевших
предварительную выдержку перед пропаркой 3–4 ч, отмечается наиболее
качественная поверхность за счет отсутствия размывов поверхностных слоев.
ТЕСТЫ ДЛЯ САМОПРОВЕРКИ
Тест 5
ФОРМЫ
1. Почему задачей технолога является увеличение оборачиваемости форм?
А — для повышения прочности бетона;
Б — для снижения металлоемкости производства;
В — для сокращения режима тепловой обработки;
Г — для экономии цемента.
ГЛАВА 4. ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
179
2. Каковы затраты предприятия на приобретение парка форм?
А — до 10% общих капитальных затрат;
Б — до 20%;
В — до 30%;
Г — до 40%.
3. Почему формы оказывают наибольшее влияние (из всех видов оборудования) на
эффективность производства сборного железобетона?
А — изCза их большой металлоемкости;
Б — изCза их низкой оборачиваемости;
В — изCза больших аммортизационных отчислений;
Г — вследствие большого влияния форм на качество изделий.
4. Какова тенденция изменения доли стоимости форм в себестоимости сборного
железобетона?
А — доля стоимости форм возрастает;
Б — доля стоимости форм неизменна;
В — доля стоимости форм уменьшается;
Г — стоимость форм не влияет на себестоимость.
5. Для какой технологии применяются перемещаемые формы?
А — для кассетной;
Б — для поточной;
В — для кассетноCконвейерной;
Г — для стендовой.
6. Для чего формы с паровыми рубашками должны иметь наружную теплоизоляC
цию?
А — для повышения прочности бетона;
Б — для улучшения сцепления бетона с арматурой;
В — для сокращения теплопотерь;
Г — для слива конденсата из тепловой полости.
7. Почему на заводах сборного железобетона наиболее распространены металличеC
ские формы?
А — изCза их низкой стоимости;
Б — изCза хорошего отсоса влаги из бетона;
В — вследствие высокой оборачиваемости;
Г — благодаря высокой теплопроводности.
8. Как определяется удельная металлоемкость форм?
А — как отношение массы формы к объему формуемых за 1 оборот изделий;
Б — как отношение массы формуемых за 1 оборот изделий к объему формы;
В — как отношение массы формы к массе формуемых за 1 оборот изделий;
Г — как отношение объема формы к объему формуемых за 1 оборот изделий.
9. Как влияет увеличение удельной металлоемкости формы на себестоимость изC
делий?
А — повышает;
Б — не изменяет;
В — уменьшает;
Г — себестоимость изделий всегда постоянна.
10. Как изменяется металлоемкость форм при замене прокатных профилей на гнуC
тые или штампованные?
А — увеличивается на 10–15%;
Б — увеличивается на 20–35%;
В — уменьшается на 10–15%;
Г — уменьшается на 20–35%.
11. Как изменяется жесткость форм на кручение при замене обычных раскосов на
диагонально перекрестные?
А — повышается до 2 раз;
Б — понижается до 2 раз;
180
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
В — повышается до 20 раз;
Г — не изменяется.
12. Почему при опирании формы на 3 точки (вместо 4) снижается масса форм?
А — уменьшается коробление и можно снизить жесткость форм;
Б — уменьшается высота бортов форм;
В — нет необходимости в замках;
Г — не нужно одно колесо.
13. Какая допустимая величина прогиба при опирании формы на 2 опоры, если к ее
жесткости не предъявляются особые требования?
А — £0,001 L;
Б — £0,0001 L;
В — £0,002 L;
Г — £0,005 L, L — длина формы.
14. Какова допустимая величина продольной деформации силовых форм от равноD
действующей силы натягиваемой арматуры?
А — <0,0004 Lу;
Б — <0,001 Lу;
В — <0,0006 Lу;
Г — <0,006 Lу, Lу — расстояние между упорами.
15. Для чего вилочные упоры форм снабжаются съемными пластинами из твердой
стали?
А — для легкой установки арматуры;
Б — для опирания рабочих граней анкеров по всей площади контакта;
В — для предотвращения обрыва напрягаемой арматуры;
Г — для снижения износа опорных поверхностей упоров.
16. Какая величина коэффициента оборачиваемости форм при поточных способах
производства?
А — менее 1;
Б — равен 1;
В — от 1,2 до 1,5;
Г — от 3 до 6.
17. Как определяется количество форм при изготовлении изделий на длинных
стендах?
А — исходя из площади размещения одной формы;
Б — исходя из длительности тепловой обработки;
В — исходя из необходимости заполнения камер тепловой обработки;
Г — исходя из удельной металлоемкости форм.
18. Каков расход эмульсионных смазок для форм?
А — 100–200 г/м2;
Б — 200–300 г/м2;
В — 300–400 г/м2;
Г — 400–500 г/м2.
ГЛАВА 4. ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
181
ГЛАВА
Глава 5. СПОСОБЫ ФОРМОВАНИЯ
СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ
КОНСТРУКЦИЙ
5.1. ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
К ФОРМОВАНИЮ СБОРНЫХ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
В
передел формования железобетонных изделий включены
следующие технологические процессы:
§ подготовка форм или стендов (в том числе их чистка и смазка, установка
и фиксация арматурных элементов, закладных изделий, вкладышей,
натяжение напрягаемой арматуры предварительно напряженных конст?
рукций);
§ укладка и уплотнение бетонных смесей;
§ отделка в процессе формования;
§ немедленная или ускоренная распалубка элементов бортоснастки до теп?
ловой обработки.
Формование изделий следует осуществлять вибрационными или безвиб?
рационными методами. Выбор метода формования необходимо производить
в зависимости от вида и принятой технологии производства изделий с уче?
том обеспечения требуемого их качества, экономии цемента, трудозатрат и
облегчения условий труда. Выбранный способ формования должен обеспе?
чить изготовление изделий, соответствующих требованиям стандартов, тех?
нических условий и проектной документации. Применение бетонных сме?
сей с пониженным водосодержанием, как правило, сокращает расход цемен?
та, позволяет увеличивать оборачиваемость форм, сокращать режим тепловой
обработки и расход тепловой энергии, повышает плотность и долговечность
бетона изделий. Изготовление изделий должно производиться с применени?
ем серийно выпускаемого оборудования. В процессе формования в необхо?
димых случаях предусматривается утилизации остатков бетонной смеси.
При формовании многослойных панелей наружных стен, объемных эле?
ментов санитарно?технических кабин, лифтовых шахт, вентиляционных
блоков и других изделий, имеющих специфические особенности формовоч?
ного процесса, необходимо соблюдать требования действующей норматив?
но?технической документации.
Принятые методы формования изделий, приемы и оборудование долж?
ны (за исключением строго специализированных производств) отвечать тре?
182
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
бованиям гибкой технологии и позволять изготавливать изделия при опре0
деленных изменениях номенклатуры, методов отделки и других параметров
технологии путем относительно несложной переналадки.
Отдельные виды изделий следует формовать, как правило, на следую0
щих технологических линиях и установках:
§ панели наружных стен, плиты перекрытий, лестничные площадки, ар0
хитектурные детали и плоские доборные изделия — на конвейерных или
агрегатно0поточных линиях, на стендовых линиях безопалубочного фор0
мования в горизонтальном положении;
§ панели внутренних стен и лестничные марши — в кассетных установках
или на кассетно0конвейерных линиях в вертикальном положении, а так0
же на агрегатно0поточных или конвейерных линиях в горизонтальном
положении;
§ ригели, балки, колонны, шпалы (в групповых формах), дорожные и аэро0
дромные, плиты и другие линейные конструкции длиной до 12 м — на
агрегатно0поточных, полуконвейерных и конвейерных линиях;
§ объемные элементы, санитарно0технические кабины, блоки лифтовых
шахт (с вентиляционными блоками и мусоропроводом), элеваторов и
т. п. — в специальных установках на стендах, на конвейерных линиях,
карусельных установках;
§ трубы и опоры ЛЭП — на специализированных агрегатно0поточных и
стендовых линиях;
§ линейные конструкции длиной свыше 12 м (колонны, балки, сваи, фер0
мы различных типов, пространственные тонкостенные элементы, плиты
типа КЖС, П, 2Т, Т, мостовые конструкции) — на стендовых линиях, в
том числе на катучих стендах и других специальных установках.
Технологический процесс на постах формовочных линий следует орга0
низовать исходя из действительного ритма их работы (определяемого по
оперативному фонду времени), а продолжительность технологических опе0
раций — принимать с учетом резерва на неравномерность. При этом номи0
нальные ритмы, используемые при расчете производительности, не должны
превышать максимальных ритмов, указанных в ОНТП 07085.
Продолжительность технологических операций и регламентированные
перерывы должны соответствовать действующим нормативам времени с уче0
том опыта передовых предприятий, а резервы времени, учитывающие не0
равномерность на конвейерных линиях, по ОНТП 07085.
Укладку и распределение бетонной смеси следует осуществлять без при0
менения ручного труда. При некоторых методах формования (вибропрессо0
вание, виброштампование, центрифугирование) необходимо обеспечить до0
зировку по массе бетонной смеси исходя из объема формуемого изделия.
При укладке бетонной смеси на полигонах необходимо предохранять бе0
тонную смесь и свежеотформованные изделия от атмосферных воздействий.
При назначении режимов формования должны быть взаимоувязаны фор0
мовочные свойства бетонной смеси и технологические параметры используе0
мого оборудования. В конкретных условиях производства железобетонных
изделий необходимо установить стабильные рабочие режимы формовочного
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
183
оборудования и реологических характеристик бетонной смеси, утверждае0
мые в технологических картах. Не допускается для облегчения обслужива0
ния формовочной установки, повышения производительности формовочной
линии применять бетонные смеси большей подвижности, чем установлено
для данного формовочного оборудования, за исключением пластифициро0
ванных смесей, не вызывающих перерасхода цемента.
Режимы уплотнения должны обеспечивать для бетонных смесей следую0
щий коэффициент уплотнения:
§ для тяжелого бетона — не менее 0,98;
§ при применении жестких бетонных смесей и для мелкозернистого бето0
на — не менее 0,96.
Время от момента выгрузки бетонных смесей из смесителей до укладки в
форму должно быть, мин, не более:
§ для смесей тяжелого, мелкозернистого, конструкционного легкого, на0
прягающего бетона — 45;
§ для легкобетонных смесей с воздухововлекающими добавками, бетонных
смесей для преднапряженных железобетонных изделий, изготавливаемых
в силовых формах,а также смесей для жаростойкого бетона — 30;
§ для смесей на цементах с малыми сроками схватывания, а также предва0
рительно разогретых — 15.
Поданная к месту укладки бетонная смесь должна иметь:
§ требуемую удобоукладываемость с отклонениями по подвижности не бо0
лее 30%, по жесткости — не более 20%;
§ среднюю плотность в уплотненном состоянии, не превышающую требуе0
мой более чем на 5% (для легких бетонов);
§ отклонения по В/Ц не более –5%;
§ температуру в пределах 5–30°С, если принятой технологией не преду0
смотрена более высокая температура;
§ требуемый объем вовлеченного воздуха с отклонениями не более ±10%
от заданного (для смесей с воздуховолекающими добавками).
Бетонная смесь, поступающая на формование, должна сохранять одно0
родность при транспортировке и укладке. Для предотвращения ухудшения
формовочных свойств бетонной смеси нужно следить за тем, чтобы интервал
времени от момента приготовления до момента укладки бетонной смеси в
формы не превышал начала схватывания цементного теста. Восстановление
подвижности бетонной смеси добавлением воды на посту формования или в
транспортных средствах не допускается.
Перерывы при послойном формовании изделий из жестких бетонных
смесей, укладке различных бетонных слоев в многослойных ЖБК, а также
время от приготовления бетонной смеси до момента удаления из нее избы0
точной воды (при прессовании, центрифугировании, вакуумировании и др.)
не должно превышать сроки начала схватывания бетонных смесей.
При перерывах в бетонировании, превышающих по продолжительности
срок окончания схватывания цементного теста, дальнейшее бетонирование
изделия можно осуществлять только после удаления цементной пленки с
контактной поверхности старого бетона.
184
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
5.2. РАЗНОВИДНОСТИ И КЛАССИФИКАЦИЯ
МЕТОДОВ ФОРМОВАНИЯ
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
При формовании решаются три основные задачи:
§ получение изделий заданных размеров и формы;
§ обеспечение необходимой степени уплотнения бетонной смеси;
§ обеспечение однородности структуры и свойств бетона.
При формовании частицы бетонной смеси находятся под воздействием
сил тяжести, внешних силовых полей вследсвие давления, удара, вибрации
и др., а также внутренних сил, возникающих в системе вследствие сухого и
вязкого трения между частицами, молекулирного сцепления и капиллярного
давления. Внутренние силы влияют на реологические свойства бетонной сме=
си и определяют интенсивность внешнего воздействия, необходимого для пла=
стического деформирования бетонной смеси, что обеспечивает изменение
формы (формование) и удаление воздуха (уплотнение) из бетонной смеси.
Классификация методов формования приведена на рисунке 80.
Рис. 80
Разновидности способов формования сборных ЖБИ
В зависимости от способов формования и уплотнения, а также количест=
ва арматуры, вида и конфигурации изделий назначаются такие показатели
удобоукладываемости бетонных смесей (подвижности — осадка конуса и
жесткости), чтобы равномерно уплотнить бетонную смесь во всем объеме
изделия со степенью уплотнения, характеризуемой соответствующей вели=
чиной коэффициента уплотнения. Минимальное содержание воды в бетон=
ной смеси, при котором получается требуемая удобоукладываемость, обес=
печивает:
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
185
§ сокращение расхода цемента;
§ увеличение оборачиваемости форм;
§ сокращение длительности тепловой обработки и энергозатрат на ускоре5
ние твердения;
§ снижает усадку, ползучесть бетона и повышает морозостойкость и водо5
непроницаемость.
В заводском производстве сборных железобетонных изделий и конструк5
ций применяют разнообразные по своим формовочным свойствам бетонные
смеси — от литых с ОК > 16 см до сверхжестких Ж > 200 с. Соответственно
разнообразны и применяемые средства и режимы формования и уплотнения
бетонных смесей.
При формовании изделий литьевым способом используют литые бетон5
ные смеси, хорошее заполнение формы бетонной смесью происходит под
действием силы тяжести без применения внешних силовых воздействий.
Распространению литьевой технологии формования способствует примене5
ние пластификаторов и суперпластификаторов, которые позволяют изготав5
ливать не расслаивающиеся самонивелирующиеся и самоуплотняющиеся
бетонные смеси. Отличительной особенностью этого способа является невы5
сокая трудоемкость и энергоемкость.
Формование с применением прессования эффективно при использова5
нии жестких и особо жестких бетонных смесей, обладающих значитель5
ным внутренним трением и нуждающихся в принудительном перемеще5
нии частиц для наиболее компактного размещения их в форме и уплотне5
ния. Изделия получаются правильной формы с четкими гранями и их
можно частично или полностью распалубливать сразу после прессования,
твердение сопровождается минимальными усадочными деформациями.
Формование прессованием дает возможность получать быстротвердеющие,
плотные и прочные бетоны, однако требует значительных энергетических
затрат.
Вибрационные способы формования применяют для бетонных смесей
подвижных, малоподвижных или умеренно жестких. Основным средством
уплотнения является вибрирование для тиксотропного разжижения бетон5
ной смеси и приведения ее в пластичновязкое состояние.
Объемное виброуплотнение осуществляется на виброплощадках при фор5
мовании плоских многослойных, полнотелых, пустотных и других изделий
в формах.
Наружное вибрирование используют для уплотнения бетонной смеси че5
рез вибрирующие стенки форм при изготовлении изделий в вертикальном
положении.
Поверхностное вибрирование осуществляется передачей колебаний бе5
тонной смеси непосредственно со стороны открытой поверхности изделий
при помощи вибрирующих реек, плит, щитов и др.
Внутреннее вибрирование осуществляется вибропустотообразователями,
или вибросердечниками, вводимыми в бетонную смесь или зараннее уста5
новленными внутри формы (для изготовления пустотных плит, безнапор5
ных труб, колец).
186
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Вибропрессование представляет собой одновременное воздействие на бе,
тонную смесь вибрации и давления, что позволяет формовать изделия из
жестких бетонных смесей. При формовании тонкостенных плитных изде,
лий используют виброуплотнение с пригрузом, виброштампование, вибро,
прокат, для изготовления напорных железобетонных труб применяют виб,
рогидропрессование.
Вакуумирование применяют как вспомогательное средство при одновре,
менном воздействии вибрации, прессования или вибропрессования для из,
готовления изделий из подвижных бетонных смесей. Эти комбинированные
способы уплотнения позволяют получать быстротвердеющие бетоны повы,
шенной плотности, так как под влиянием вакуумирования при формовании
удаляется из изделий часть воды затворения. Применение комбинирован,
ных вакуумных методов формования значительно снижает формоемкость
производства, так как свежеизготовленные изделия могут быть распалубле,
ны до тепловой обработки.
Центрифугирование применяют при изготовлении изделий кольцевого
сечения (труб, опор ЛЭП, стоек, колонн и др.) из подвижных бетонных сме,
сей. Для формования изделий диаметром до 2000 мм из жестких бетонных
смесей применяют центробежный прокат, при котором бетонная смесь уп,
лотняется не только под действием центробежных сил, но и за счет давления
от приводного вала. Разработан способ формования, при котором сочетают,
ся центрифугирование, вибрирование и роликовая укатка (Цен,ви,ро).
Торкретирование — уплотнение происходит при резком торможении бе,
тонной смеси, наносимой пневматически или механически на формуемую
поверхность. Различают сухое торкретирование, когда готовится сухая бе,
тонная смесь, выбрасываемая из сопла, через которое подается определен,
ное количество воды, т. е. смесь затворяется в полете и затем ударяется об
опалубку.
Пневмобетонирование или мокрое торкретироввание — из сопла вылета,
ет затворенная бетонная смесь. Последнее применяется при изготовлении
тонкостенных конструкций и нанесения гидроизолирующих слоев, при этом
готовится песчаная бетонная смесь, которая под давлением 0,7 МПа подает,
ся на поверхность формуемого изделия.
Жесткие бетонные смеси с крупным заполнителем наносят на формуе,
мые поверхности механическим набрызгом с применением специальной ме,
тательной машины.
Проектирование применяется для изготовления напорных труб.
Полученный бетон обладает повышенной плотностью, прочностью, водо,
непроницаемостью и морозостойкостью.
Торкретирование применяется для изготовления напорных труб.
Для формования плитных изделий на стендовых линиях безопалубично,
го формования применяется экструзия бетонной смеси, которая разжижает,
ся вибрацией, сжимается и выдавливается через мундштук напорным шне,
ком. Изделия получаются с высокой прочностью, с хорошим качеством по,
верхности и с четкими гранями. Недостатком этого способа формования
является сложность оборудования.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
187
5.3. УКЛАДКА И РАСПРЕДЕЛЕНИЕ
БЕТОННОЙ СМЕСИ В ФОРМЕ
Укладка и распределение бетонной смеси в форме должна
осуществляться в соответствии с технологической картой с применением
машин, механизмов и приспособлений, исключающих ручной труд.
Перед укладкой бетонной смеси необходимо проверить:
§ качество очистки и смазки формы;
§ правильность установки в форме арматуры и закладных деталей и их
фиксацию;
§ правильность установки и надежность закрепления формы на формово=
ном посту;
§ готовность к работе бетоноукладывающего и формующего оборудования.
При укладке бетонной смеси в условиях открытого полигона необходимо
принять меры (укрытия, навесы, пленочные и теплоизоляционные покры=
тия) для предохранения бетонных смесей и свежеотформованных изделий
от вредного влияния атмосферных воздействий (повышенной или понижен=
ной температуры, осадков, ветра, солнечной радиации).
Для изготовления уникальных изделий или при мелкосерийном производ=
стве для укладки бетонной смеси допускается применение бункеров (установ=
ленных на самоходной раме или транспортируемых грузоподъемными меха=
низмами) или бетонораздатчиков. При налаженном производстве укладку бе=
тонной смеси следует осуществлять бетоноукладчиками, имеющими устройства,
выдающие и распределяющие смесь в форме или в ограничивающей бортоснаст=
ке. При некоторых методах формования необходимо обеспечить укладку отдо=
зированной бетонной смеси исходя из объемов формуемых изделий.
При формовании сплошных плоских изделий с нормальной густотой ар=
мирования укладку подвижных бетонных смесей допускается производить
сразу на заданную толщину с учетом коэффициента уплотнения, при формо=
вании пустотных и сплошных плоских густоармированных изделий уклад=
ку бетонной смеси выполняют послойно.
При формовании длинномерных изделий укладка и уплотнение смеси
могут осуществляться последовательно от одного конца изделия к другому,
либо соответствующим включением отдельных групп виброустройств, либо
путем непрерывного или циклического перемещения рабочих органов.
Укладку бетонной смеси допускается производить с высоты свободного
падения не более 1 м.
В бункерах бетонная смесь транспортируется грузоподъемными меха=
низмами к посту формования и укладывается в форму без разравнивания,
которое впоследствии выполняется специальными механизмами или при=
способлениями. Для выдачи бетонной смеси бункера имеют вибропобудите=
ли и затворы.
Бетонораздатчики представляют собой самоходные машины, которые
перемещают бетонную смесь к посту формования, выдают ее в форму без
распределения и разравнивания. Для укладки бетонной смеси в формы ли=
нейных конструкций применяют бетонораздатчик консольного типа с объе=
мом бункера 1,8 м3 с радиусом выдачи бетонной смеси 4,4 м (рис. 81).
188
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Рис. 81
Схема консольного бетонораздатчика:
1 — цепь; 2, 10 — приводы поворота стрелы; 3 — площадка обслуживания; 4 — бункер с бетонной
смесью; 5 — пружинная подвеска бункера; 6 — система блоков подъема стрелы; 7 — точка выдачи
бетонной смеси; 8 — стрела подачи бетонной смеси; 9 — поворотная платформа.
Для равномерного распределения бетонной смеси в форме и ее разравни0
вания применяют бетоноукладчики. Они представляют собой самоходную
раму, на которую установлен бункер с бетонной смесью, оснащенный рабо0
чим органом для раздачи и распределения бетонной смеси (см. рис. 82, 83) и
вибропобудителем.
Для укладки и распределения малоподвижных и умеренно жестких бе0
тонных смесей при изготовлении сплошных однотипных изделий, а также
изделий сложной конфигурации применяют насадки, вибронасадки, плуж0
ковые разравниватели при укладке бетонной смеси. При формовании решет0
чатых изделий (ферм) используют поворотную воронку и насадок с регули0
румыми торцевыми стенками.
При изготовлении многослойных наружных стеновых панелей шириной
до 3,6 м бетонная смесь укладывается бетоноукладчиком с вибронасадком.
Может использоваться для изделий шириной до 3,3 м портальный бетоноук0
ладчик, оборудованный бункерами для бетонной смеси и фактурной рас0
творной смеси, а также заглаживающим брусом.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
189
Для труб и трубчатых конструкций применяют ложковые или ленточ1
ные питатели, а также бетоноукладчики с винтовыми и комбинированными
питателями.
Эффективным способом транспортирования и укладки подвижных бе1
тонных смесей в вертикальные формы (кассеты) является система пнев1
мотранспорта, включающая бетононасос с камерным питателем, самоход1
ный бетоноукладчик с гасителем и бетоновод. Может также для кассетных
изделий применяться подача бетонной смеси ленточным транспортером со
сбрасывающей тележкой и поворотной воронкой.
а
б
в
г
д
е
ж
з
и
к
Рис. 82
Принципиальные схемы рабочих органов бетоноукладчиков для раздачи и
распределения бетонной смеси:
а — с опрокидным бункером; б — с челюстным затвором; в — с гибким резиновым насадком,
снабженным зажимом; г — с секторным затвором; д — с питателем ленточного типа; е — с питате1
лем барабанного типа; ж — с вибролотковым питателем; з — с лотково1кареточным питателем;
и — с винтовым питателем; к — с ложковым питателем.
190
Powered by TCPDF (www.tcpdf.org)
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
а
б
в
д
е
ж
г
з
и
к
л
Рис. 83
Принципиальные схемы рабочих органов бетоноукладчиков
для распределения бетонной смеси:
а — плужкового типа; б — с винтовым распределителем; в — с поворотной воронкой; г — с ящич6
ным питателем; д — с вибронасадком; е — с виброящичным питателем; ж — с виброящичным
питателем и подъемными глубинными вибраторами; з — с вибропрокатным роликовым устройст6
вом; и — с поперечно6роликовым ящичным распределителем; к — центробежный метатель; л —
виброконусный распределитель.
Полезный объем бункеров бетоноукладчиков и бетонораздатчиков (Vб)
при периодическом их заполнении принимается с учетом объема одновре6
менно формуемых изделий (Vизд) и их пустотности (h):
Vб = 1,2Vизд(1 – h).
При непрерывном заполнении бункера его объем должен быть не менее
1 м3. Для формования изделий из литых и подвижных бетонных смесей
применяются бункера с углом наклона стенок 55–65° и сечением выходного
отверстия 200´400 мм, а из малоподвижных и жестких смесей — бункера с
наклоном стенок 70° и сечением выходного отверстия 400´500 мм.
Транспортная скорость бетоноукладчиков принимают в пределах 20–
25 м/мин, скорость рабочего хода бетоноукладчика с поворотной воронкой
15–18 м/мин, фактуроукладчиков 10–12 м/мин, скорость рабочего хода по6
перечных кареток укладчиков составляет 6–8 м/мин.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
191
5.4. ЛИТЬЕВАЯ ТЕХНОЛОГИЯ
ИЗГОТОВЛЕНИЯ
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Литьевая технология изготовления железобетонных изде*
лий использовалась широко в 20–30 гг. ХХ столетия, высокая подвижность
бетонных смесей достигалась повышенными расходами цемента и воды при
В/Ц, как правило, более 0,5. Такая технология не позволяла получать
плотные, прочные и однородные изделия из*за расслаиваемости бетонной
смеси при транспортировании и формовании, а также из*за высоких значе*
ний В/Ц. Поэтому на смену литьевого способа формования пришли способы,
которые позволяли уплотнять жесткие бетонные смеси или пониженной
подвижности путем интенсивного механического или вибрационного воз*
действия.
В настоящее время благодаря широкому внедрению в практику эффек*
тивных пластификаторов на основе лигносульфонатов кальция, парафинов,
меламинов, полиакрилатов, поликарбоксилатных эфиров появилась возмож*
ность получать высокоподвижные и литые не расслаивающиеся бетонные
смеси, которые можно перекачивать и укладывать в формы с помощью бето*
нонасосов или пневмотранспортом. Такие смеси с показателем подвижности
ОК ³ 16 см свободно растекаются и заполняют форму под действием силы
тяжести и нуждаются лишь в разравнивании и заглаживании открытой по*
верхности, но при этом требуется герметичное транспортное и формовочное
оборудование.
В 1987 г. в Японии получены самоуплотняющиеся бетонные смеси с мар*
кой по удобоукладываемости П*5 с расплывом стандартного конуса бетон*
ной смеси из конуса Абрамса в пределах 500–800 мм. Бетон из таких смесей
получается с низкой усадкой (благодаря применению тонкодисперсных ми*
неральных добавок уменьшающих усадочные деформации цементного кам*
ня и обеспечивающих высокую водоудерживающую способность бетонной
смеси), высокой плотности, стойкости и прочности — Нigh performance con*
crete (HPC). Бетон из самоуплотняющихся бетонных смесей иногда называ*
ют также Self*Compacting Concrete (SCC).
Следовательно, для получения SCC нужно выполнение следующих ус*
ловий:
§ способность бетонной смеси в процессе укладки и распределения в форме
выделять воздух — самоуплотняться;
§ предотвращение первоначальных дефектов бетона вследствие расслое*
ния бетонной смеси;
§ обеспечение ухода за бетоном (исключение высыхания, увлажнения, за*
мерзания) при дальнейшем твердении.
Высокое сопротивление бетонной смеси расслаиваемости обеспечивается
следующими мероприятиями: ограниченным содержанием и наибольшей
крупности крупного заполнителя, низким В/Ц за счет применения добавок
суперпластификаторов, применение добавок стабилизаторов.
Чтобы избежать задержки крупного заполнителя при проходе в процессе
формования бетонной смеси через препятствия (между арматурой, узости
192
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
формы, наличие вкладышей, пустотообразователей и др.) требуется раствор6
ная матрица бетонной смеси высокой вязкости.
Достигаемые при использовании самоуплотняющихся бетонных смесей
эффекты: обеспечение высокого качества и однородности уплотнения, уст6
ранение шума и вредного воздействия вибрации на людей, сокращение чис6
ла производственных рабочих на формовочном посту, снижение влияния на
качество продукции «человеческого фактора».
Самоуплотняющиеся смеси отличаются следующими особенностями:
§ содержание крупного заполнителя составляет около 60–70% от общего
объема бетонной смеси;
§ содержание песка составляет около 50% от общего объема бетонной сме6
си, что приводит к повышенной раздвижке зерен крупного заполнителя
и исключает сухое трение;
§ расход цемента составляет 400–450 кг на 1 м3 бетона;
§ расход тонкодисперсного минерального компонента (микрокремнезема,
золы6унос тепловых электростанций, молотого доменного шлака, квар6
цевого или известнякового песка) до 200 кг на 1 м3 бетона.
В/Ц в пределах 0,35–0,4 при расплыве бетонного конуса до 800 мм за
счет применения эффективного суперпластификатора в роли водоредуци6
рующей добавки (водоредуцирование не менее 30%).
Классификация и рекомендации по применению самоуплотняющихся
бетонных смесей приведены в таблице 55.
Формы для литьевой технологии должны быть герметичными, неразбор6
ными с упруго работающими элементами, рассчитанные на повышенное гид6
ростатическое давление бетонной смеси. Рациональны формы из неметалли6
ческих материалов.
Эффективна литьевая технология при кассетном производстве железобе6
тонных изделий. В этом случае за счет водоредуцирования удается снизить
расход цемента на 100–200 кг/м3, продолжительность тепловой обработки
12345678459 7 7
27 45
6247
"!3
#$3
%&5
5342 47
1 5 48277 5 7 4 477
1234567789 885
5
12356
5
5
)!% %
% 5
89785
123'56 89(785
"&-%&5
1 2 3 4 5 6 2 7 887
5 48277 5 7 4 47 9255 479
544 9 9 ,13456&-!*5.(5! 5
5555
5! 5
5%* 5+ 53
/05%1!52 !5
,1356&-!*53975! 5 4!55%!!%51 !5
953
: 3
%&5
67345
8%55% % &5(894885
6735
8%55% % &5 89(85
5
=!13
%&55%!3
! >5
1;345
<%! %* 5%!!& 5% !5 575 5
1;35
<%! %* 5%!!& 5% !5575 5
5
1
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
193
сокращается на 2–2,5 ч, получаются изделия с хорошим качеством поверх1
ности, не требующей дополнительной отделки.
Положительно зарекомендовала себя литьевая технология с использова1
нием водоредуцирующего эффекта добавок суперпластификаторов при про1
изводстве объемных блоков, виброгидропрессованных труб. В последнем слу1
чае укладка и уплотнение бетонной смеси традиционной малоподвижной
консистенции (ОК = 2–3 см) длится 30–70 мин, а при литьевой технологии
при использовании бетонной смеси с ОК = 27 см цикл формования длится 2–
3 мин без вибрации. При изготовлении длинномерных железобетонных из1
делий на стендах по литьевой технологии удается не только снизить расход
цемента, но и понизить себестоимость изделий на 20–25%.
Таким образом, литье из пластифицированных смесей — современная
прогрессивная технология, имеющая следующие достоинства:
§ экономия цемента при постоянном уровне показателей качества бетона;
§ повышение оборачиваемости оборудования благодаря сокращению цик1
ла формования;
§ максимальную механизацию и автоматизацию производства;
§ снижение трудоемкости и доли ручного труда;
§ улучшение условий труда.
Литьевая технология не применима для передвижных форм, так как
смесь может при этом выплескиваться, нельзя ее использовать и для изго1
товления железобетонных изделий с наклонной верхней поверхностью из1за
сползания бетонной смеси.
5.5. ФОРМОВАНИЕ ИЗДЕЛИЙ ПРЕССОВАНИЕМ
Прессование применяют с целью достижения прочности и
плотности бетона в затвердевшем состоянии, превышающих аналогичные
показатели вибрированного бетона при одинаковом водосодержании бетон1
ных смесей. Прессование улучшает также условия труда, уменьшает износ
форм и в ряде случаев сокращает энергетические затраты на формование и
ускорение твердения бетона. Эффект уплотнения прессованного бетона свя1
зан с меньшей пористостью материала, получаемого из подвижных смесей, в
которых почти нет защемленного воздуха, а прессованием уменьшается со1
держание воды до уровня жестких смесей. Прессованием жестких смесей
уменьшается объем защемленного в них воздуха.
При прессовании происходит принудительное перемещение и взаимное
сближение твердых частиц бетонной смеси, характеризуемое объемным сжа1
тием системы.
Каждой бетонной смеси присуще свое оптимальное давление прессова1
ния, которое расходуется на преодоление сил трения и сцепления частиц
между собой, сил трения о стенки форм, а также на давление защемленного
воздуха. Давление на бетонную смесь в замкнутом объеме должно преодо1
леть силы сцепления частиц и вязкость системы для сближения твердых
компонентов — уплотнения. При формовании давление передается посте1
пенно по толщине изделия по мере уплотнения верхних слоев. С увеличени1
194
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
ем прессующего давления возрастают силы сопротивления деформирова1
нию, поэтому прессование изделий из жестких смесей лучше производить
послойно с выдержкой для удаления воздуха.
Препятствием для сближения частиц бетонной смеси является несжи1
маемая вода в межзерновом пространстве, которую необходимо удалить.
Кроме того, препятствует деформированию смеси заклинивание крупного
заполнителя. В результате равновесия внешних и внутренних сил частицы
занимают устойчивое положение, хотя и не размещены наиболее плотно в
занимаемом объеме. Уплотнение не завершено, поэтому прессование наибо1
лее эффективно при уплотнении жестких мелкозернистых смесей и для из1
делий небольшой толщины.
Удельное прессующее давление зависит от удобоукладываемости и соста1
ва бетонной смеси, объема и размера уплотняемого участка и составляет
от 0,2 до 15 МПа. Высокое давление создается либо при формовании неболь1
ших изделий, либо при передаче усилия на небольшой участок уплотняемо1
го слоя. Трамбование — мгновенно прикладываемое прессующее давление,
в процессе трамбования частицы бетонной смеси внедряются в основную
массу бетонной смеси и наиболее плотно укладываются в ней. Трамбуют
изделия большой толщины послойно с использованием крупнозернистой
бетонной смеси.
Прессование производится в статическом или циклическом режимах.
Статическое прессование осуществляется для смесей любой удобоуклады1
ваемости при одноразовом приложении к смеси прессующей нагрузки, выдер1
живание под давлением до стабилизации пластических деформаций; цикли1
ческое прессование — многократное приложение и снятие нагрузки с опреде1
ленной периодичностью. При циклическом прессовании величина удельного
давления в 50–100 раз меньше, чем при статическом. Эффективность прес1
сования определяется:
§ при статическом давлении только его величиной;
§ при циклическом — не только величиной давления, но и количеством
циклов, которое возрастает с увеличением толщины изделия.
Режим статического прессования определяется завершенностью процес1
са уплотнения, т. е. стабилизацией толщины изделия и прекращением водо1
отделения. При статическом прессовании длительность приложения нагруз1
ки составляет не более 15–20 мин и не должна превышать продолжитель1
ность ритма формования поточной линии. Величина удельного прессующего
давления при такой длительности выдерживания, как правило, находится в
пределах 3–10 МПа. По данным промышленных предприятий величина дав1
ления должна находиться в диапазоне 28–56 МПа при длительности его дей1
ствия значительно меньшей ритма работы линии. В связи со значительной
величиной удельного давления статическое прессование применяется в ос1
новном для формования изделий небольшого размера — тротуарная плитка,
бордюрные камни и др. (см. рис. 84).
Процесс формования при статическом прессовании включает очистку и
сборку формы, ее смазку, установку и фиксацию арматуры, установку и фик1
сацию по форме дозирующей рамы, дозирование смеси по массе (жесткие) или
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
195
а
б
Рис. 84
Гидравлический карусельный пресс:
а — схема карусельной конструкции, б — прессующая часть установки; 1 — платформа, 2 —
крышка, 3 — колонны, 4 — основание, 5 — гидроцилиндр, 6 — прессовая плита, 7 — верхняя
траверса, 8 — пуансоны, 9 — кронштейны, 10 — клиновой механизм подпора.
Рис. 85
Рис. 86
Схема грузового пресса:
Схема механического пресса:
1 — замыкающий элемент; 2 — форма с из/
делием; 3 — гидродомкрат; 4 — пригруз; 5 —
грузовая плита; 6 — тележка; 7 — рельсовая
опора; 8 — насосная станция.
1 — замыкающий элемент; 2 — пуансон; 3 —
форма с изделием; 4 — подъемная траверса;
5 — гидродомкрат; 6 — насосная станция.
объему, укладку смеси в форму, установку на пост прессования и приложе/
ние давления от пресса, удаление отделившейся воды (наклоном формы).
Циклическое прессование применяют для уплотнения умеренно жест/
ких и малоподвижных бетонных смесей, а также для уплотнения с удалени/
ем избыточной воды подвижных или литых бетонных смесей, используя
удельное давление 0,05–0,4 МПа. При циклическом прессовании длитель/
ность приложения нагрузки принимается не дольше 80% от длительности
цикла прессования и не менее 4 с. Как правило, длительность цикла опреде/
ляется работой гидросистемы прессующей установки. Число циклов пульса/
ции нагрузки при циклическом прессовании обратно пропорционально ве/
личине давления. При удельном давлении 0,1 МПа число циклов 15–25,
196
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
а при давлении 0,05 МПа число циклов 35–45 при частоте не более 10 цик+
лов в минуту. Циклическое прессование уменьшает трещины упругого по+
следействия вследствие лучшего удаления защемленного воздуха.
В состав оборудования для формования прессованием входят прессую+
щая установка, специализированная горизонтальная форма с рамой дозиро+
вания и замыкающий элемент (специализированный или универсальный
пуансон). Прессующая установка представляет собой грузовой, механиче+
ский или гидравлический пресс (рис. 85, 86). Механические прессы приме+
няют только для циклического прессования. Горизонтальная форма в мес+
тах примыкания бортов к поддону должна иметь зазоры величиной 1–1,5 мм
для отвода выходящей из смеси воды. По верхней кромке бортов должна
устанавливаться рама дозировки смеси на изделие, высота которой вместе с
высотой бортов должна соответствовать высоте объема загружаемой в форму
неуплотненной смеси заданной удобоукладываемости. При использовании
бетонной смеси с показателем подвижности более 10 см осадки конуса высо+
та элементов рамы дозирования должна соответствовать 10% от высоты бор+
тов формы.
Замыкающий элемент должен иметь размеры, обеспечивающие свобод+
ное движение его между бортами формы при прессовании и зазор между ним
и бортами должен быть не менее 1,5 мм. Примыкающая к бетону поверх+
ность замыкающего элемента, предназначенного для уплотнения подвиж+
ных и литых бетонных смесей, должна состоять из отдельных пластин, соби+
раемых в конструкцию с зазорами 1–1,5 мм с шагом зазоров 5–8 см, предна+
значенных для вывода через них воды при уплотнении бетонной смеси.
При прессовании жестких бетонных смесей зазоры в замыкающем эле+
менте не предусматриваются, а в случае однотипных изделий замыкающий
элемент представляет собой пуансон, соединенный с верхней подушкой пресса
и, следовательно, не принадлежит форме.
Замыкающий элемент и дозирующая рама нуждаются в очистке только
при длительных перерывах в формовании, достаточных для схватывания и
затвердевания оставшегося цементного камня. В таких случаях, если ока+
жется недостаточной промывка щелей замыкающего элемента напорной стру+
ей воды, пластины подлежат съему, механической или химической очистке,
смазке и установке на каркасе элемента вновь.
Качество содержания замыкающего элемента (поверхностей, прилегаю+
щих к бетону и щелей) непосредственно сказывается на качестве бетона
прессуемых изделий, изготавливаемых из подвижных и литых смесей. Эти
же условия подлежат выполнению и в случае использования взамен замы+
кающего элемента пуансона, установленного на прессе, при формовании из+
делий с удалением из смеси части воды.
Изготовление плитных изделий роликовым прессованием осуществля+
ется при поточных способах производства. При разработке формовочного
оборудования целесообразно предусматривать возможность повторного про+
хождения формы или поддона под прессующими роликами. Поверхность
форм перед укладкой бетонной смеси должна быть тщательно очищена, осо+
бенно это требуется при формовании рельефных изделий. На поверхности
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
197
Рис. 87
Конструктивная схема устройства роликового прессования:
1 — балка; 2 — расходный бункер; 3 — формующие ролики; 4 — направляющие; 5 — форма; 6 —
кривошипно3шатунный механизм; 7 — рольганг; 8 — привод перемещения формы; 9 — ходовой
винт.
подготовленных форм не допускаются подтеки или лужи смазки, рекомен3
дуется применять консистентные смазки типа эмульсола, петролатума и др.
Роликовое прессование осуществляется на специальных установках,
имеющих балку, совершающую возвратно3поступательное движение, на ко3
торой закреплены принудительно или свободно вращающиеся прессующие
ролики или секторы (рис. 87).
Бетонная смесь Ж = 300 с через течки бункера подается под ролики и при
движении балки с роликами захватывается последними и вдавливается слоя3
ми в форму. По мере выдавливания из3под роликов избыточного количества
бетонной смеси форма с изделием перемещается в направлении, перпенди3
кулярном направлению возвратно3поступательного движения балки. Ниж3
няя поверхность балки стабилизирует отформованную часть изделия от вы3
давливания из формы и одновременно заглаживает открытую поверхность
изделия.
Для стабилизации работы прессующих роликов рекомендуются продоль3
ные формообразующие борта выполнять инвентарными, входящими в со3
став формовочной машины. Это уменьшает износ бортоснастки, упрощает
распалубку изделий, снижает металлоемкость линии.
Остановка в процессе формования не допускается. В случае перерыва
запуск оборудования производится в следующей последовательности:
§ при неподвижной форме включается привод перемещения балки и пода3
ча смеси;
§ после образования выдавливаемого роликами валика смеси включается
привод перемещения формы;
§ при переходе с одной формы на другую контроль за длиной валика осу3
ществляется после захода прессующего ролика на 1/2–1/4 его формую3
щей части. При изготовлении мелкоразмерных изделий, в которых один
из линейных размеров в плане не более длины роликов, формование
одиночных изделий следует осуществлять не непрерывно, а циклично,
устанавливая форму под прессующие ролики на всю ее длину. При этом
процесс формования заключается только в статическом прессовании, без
прокатки.
198
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
В тех случаях, когда на поддоне размещается несколько мелких изде2
лий, рекомендуется процесс формования осуществлять непрерывно, распо2
лагая формуемые изделия таким образом, чтобы грани меньшего размера
находились вдоль оси роликов. При этом перегородки между изделиями
способствуют увеличению степени уплотнения.
ТЕСТЫ ДЛЯ САМОПРОВЕРКИ
Тест 6
ОБЩИЕ ВОПРОСЫ ФОРМОВАНИЯ,
ЛИТЬЕ, ПРЕССОВАНИЕ
1. При каком способе формования железобетонных изделий необходима дозиров2
ка бетонной смеси?
А — объемное и наружное вибрирование;
Б — поверхностное и внутреннее вибрирование;
В — виброштампование и вибропрессование;
Г — вакуумпрессование и центрифугирование.
2. Как выбирается удобоукладываемость бетонной смеси при формовании железо2
бетона?
А — ОК не менее 2;
Б — максимально достижимая жесткость;
В — удобоукладываемость должна быть наибольшей;
Г — удобоукладываемость должна соответствовать технологическим парамет2
рам оборудования.
3. Можно ли для повышения производительности труда применять бетонные сме2
си большей подвижности, чем требуется?
А — нельзя;
Б — нельзя за исключением пластифицированных смесей;
В — нельзя за исключением смесей с воздухововлекающими добавками;
Г — можно.
4. Какой интервал времени допускается на транспортировку и перегрузку бетон2
ной смеси с момента приготовления до момента формования изделий из предва2
рительно разогретых смесей?
А — до 45 мин;
Б — до 30 мин;
В — до 15 мин;
Г — более 30 мин.
5. Какое допускается отклонение от требуемой подвижности бетонной смеси на
посту формования?
А — не более 30%;
Б — не более 20%;
В — не более 10%;
Г — не более 3%.
6. Какая подвижность бетонной смеси обеспечивает хорошее качество изделий
при литьевом формовании?
А — ОК не более 2 см;
Б — ОК = 2–6 см;
В — ОК = 6–12 см;
Г — ОК = 12–15 см;
Д — ОК более 15 см, ОК — осадка конуса.
7. При каких методах формования удаляется часть воды из бетонной смеси?
А — литье;
Б — экструзия;
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
199
В — объемное виброформование;
Г — вакуумирование.
8. Какое допускается давление при статическом прессовании ЖБК?
А — 2,7 МПа;
Б — 0,27 МПа;
В — 0,027 МПа;
Г — 0,0027 МПа.
9. В каком случае формование изделий рекомендуется осуществлять послойно?
А — при высоте изделия более 0,5 м;
Б — при виброформовании;
В — для густоармированных конструкций;
Г — при использовании кассетных форм.
10. Какая осадка бетонной смеси учитывается при формовании железобетонных
конструкций?
А — 3–5%;
Б — 8–12%;
В — 15–20%;
Г — 22–30%.
11. Какое количество цемента экономится за счет введения суперпластификаторов
при литьевом способе формования сборного железобетона?
А — до 10 кг/м3;
Б — до 40 кг/м3;
В — до 70 кг/м3;
Г — до 100 кг/м3.
12. Во сколько раз уменьшается величина формующего давления при циклическом
прессовании железобетонных конструкций по сравнению со статическим пресJ
сованием?
А — в 2–5 раз;
Б — в 8–15 раз;
В — в 33–45 раз;
Г — в 50–100 раз.
13. Чем определяется завершение процесса уплотнения при формовании изделий
прессованием?
А — стабилизацией толщины изделия;
Б — снижением ползучести бетона;
В — прекращением усадки бетона;
Г — прекращением выделения воздуха.
14. В чем основной недостаток формования железобетонных конструкций фильтJ
рационным прессованием?
А — требуются жесткие бетонные смеси;
Б — необходимо мощное силовое оборудование;
В — удлиняется режим тепловой обработки;
Г — понижается формоемкость производства.
15. Какая жесткость бетонной смеси должна быть при формовании плитных издеJ
лий роликовым прессованием?
А — 10 с;
Б — 50 с;
В — 100 с;
Г — 300 с.
16. Как изменяется величина В/Ц для самоуплотняющихся бетонных смесей при
введении суперпластификатора?
А — уменьшается на 30–50%;
Б — увеличивается на 30–50%;
В — уменьшается на 250–300%;
Г — увеличивается на 250–300%.
200
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
5.6. ОБЪЕМНОЕ ВИБРОУПЛОТНЕНИЕ
ПРИ ФОРМОВАНИИ СБОРНЫХ ЖБИ
5.6.1. ПРИНЦИПЫ И ПАРАМЕТРЫ
ВИБРОУПЛОТНЕНИЯ
Вибрирование бетонной смеси при формовании ЖБИ — один
из наиболее распространенных способов тиксотропного разжижения, фор4
мования и уплотнения бетонной смеси, изобретен Фрейсине в 1917 г. при
строительстве аэропорта Орли под Парижем — использовались пневмомо4
лотки, которыми простукивалась опалубка при бетонировании. В 304х гг.
ХХ века этот способ формования получил распространение по всему миру, в
том числе и в нашей стране.
Бетонная смесь — многофазная система, изменяющаяся во времени вслед4
ствие связывания воды и появления гидратных фаз цементного камня. Под
влиянием вибрации уменьшается напряжение сдвига и структурная вяз4
кость бетонной смеси (разжижение). Частицы бетонной смеси начинают ко4
лебаться около равновесного состояния, а под действием силы тяжести они
стремятся занять устойчивое положение, вытесняя воздух и воду (уплотне4
ние). Если при этом происходит отделение воды, то она, перемещаясь вверх,
создает систему сообщающихся капилляров и насыщает верхние слои изде4
лий, делая их более пористыми. Для предотвращения водоотделения приме4
няются при вибрационных методах формования малоподвижные или жест4
кие бетонные смеси.
Процесс уплотнения бетонной смеси условно можно разделить на 2 ста4
дии:
§ первоначально образуется сплошная среда из рыхлонасыпанной бетон4
ной смеси, затем происходит взаимная перекомпоновка частиц заполни4
телей с образованием структурного каркаса бетона, продолжительность
этого периода составляет (0,5–1)Ж, где Ж — показатель жесткости бе4
тонной смеси в с;
§ сближение частиц заполнителя, удаление части воздуха — продолжи4
тельность (1–4)Ж.
Достоинства вибрации:
1. Возможность применения бетонных смесей с более низкими В/Ц и
пониженным расходом цемента.
2. Ускорение твердения бетона, ускорение оборота форм, снижение ме4
таллоемкости производства, снижение затрат на ускорение достижения рас4
палубочной и отпускной прочности бетона.
3. Повышение качества бетона: снижение усадки, ползучести, повыше4
ние сцепления с арматурой, плотности, прочности, водонепроницаемости.
Недостатки вибрации:
1. Ухудшение условий труда (шум, вибрация).
2. Требуется вибрационное оборудование, обеспечивающее качественное
уплотнение бетонной смеси.
Основными параметрами вибрации являются
§ амплитуда колебания виброоргана (А) — равна половине величины наи4
большего размаха, мм;
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
201
§ частота колебаний виброоргана измеряется в Герцах (f, Гц) или числом
оборотов вибровала в минуту (n, об/мин):
f = n/60;
§ продолжительность вибрации, Т, с;
§ угловая скорость, w (рад/с):
w = 2pf = pn/30;
§ скорость колебаний
v = Aw = 2pfA.
Интенсивность (И) вибрационного воздействия может оцениваться:
А) по величине максимального ускорения рабочего органа формовочной
машины (интенсивность по ускорению):
Иg = Aw2 = 4Ap2f2;
Б) по величине, пропорциональной мощности колебаний рабочего оргаE
на формовочной машины (интенсивность по мощности):
ИN = jA2w3 = jA28p3f3.
Иногда интенсивность по мощности оценивается как И1N 1 2A 2 f 3 .
Иg используют при оценке режимов работы действующих формовочных
установок, проверке их в процессе изготовления изделий и отработке режиE
мов формования. ИN учитывается при проектировании новых формовочных
машин и отработке технологии массового производства изделий из жестких
бетонных смесей.
Продолжительность формования зависит от конфигурации и размеров
изделий, насыщенности арматурой, вида оборудования, интенсивности вибE
рационного воздействия на бетонную смесь и ее удобоукладываемости. ПроE
должительность вибрации принимается ориентировочно равной двум покаE
зателям жесткости бетонной смеси, проверяется опытным формованием с
контролем степени уплотнения.
Рекомендуемые ускорения для формования изделий из различных беE
тонных смесей при стандартной частоте вибрирования 50 Гц принимаются:
1234256786895
123
143
153
163
763
753
743
723
857615
63
53
53
5893
43
4 23
2 93
9
64 38
3
1
При ассиметричных режимах колебаний ускорением, осуществляющим
уплотнение смеси, считается максимальное ускорение виброоргана в крайE
нем нижнем положении, верхняя составляющая создает условия для переE
компоновки частиц и позволяет ускорить процесс уплотнения. Применение
ассиметричных колебаний позволяет, не повышая частоту колебаний, увеE
личить величину уплотняющего ускорения до (6–8)g, где g — ускорение
свободного падения.
202
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
При формовании крупноразмерных ЖБИ рекомендуется учитывать вол2
новые явления, связанные со скоростью распространения колебаний и зави2
сящие от частоты колебаний и длины волны:
c
L1 ,
f
где с — скорость распространения колебаний, м/с; f — частота, Гц.
Еще одним важным параметром является эффективность вибрации (ЭВ):
ЭВ = ИТк,
где И — интенсивность вибрации, Т — продолжительность вибрации, к = 2
для жесткости бетонной смеси менее 15 с, к = 3 при Ж = 15–25 с, к = 4 при
Ж более 25 с.
Опытами установлено, что одинаковая степень уплотнения может быть
достигнута при постоянной продолжительности вибрации и различном соче2
тании амплитуды и частоты:
A12 f13 1 A22 f23 1 A32 f33 1 ... 1 An2 fn3 1 И (см3 /с3 ).
Следовательно, зависимости И и ЭВ позволяют установить параметры
вибрации для различных бетонных смесей. Амплитуда принимается в соот2
ветствии с преобладающим размером крупного заполнителя и возрастает с
повышением наибольшей крупности заполнителя. Чрезмерная амплитуда
повлечет разрыхление бетонной сме2
си, так как различие между вынуж2
денными и собственными колебания2
ми смеси и формы приводит к засосу
воздуха. Величина амплитуды коле2
баний зависит и от направления ко2
лебаний: при частоте 50 Гц и круго2
вых колебаниях А = 0,35–0,45 мм, а
при вертикально направленных коле2
баниях А = 0,15–0,20 мм.
Соотношение между амплитудой
Рис. 88
и частотой колебаний при различных
Кривые интенсивности вибрации
интенсивностях вибрации приведено
И 1 Аn2 fn3
на рисунке 88.
Заштрихованная область на этом рисунке показывает значения часто2
ты и амплитуды колебаний при И = 80–300 см2/с3, при интенсивности мень2
шей, чем 80 см2/с3, не обеспечивается необходимая степень уплотнения,
при больше чем 300 см2/с3 возможно расслоение бетонной смеси и засос
воздуха. С увеличением частоты колебаний уменьшается амплитуда, изме2
нение частоты приводит к большему изменению интенсивности колеба2
ний. Наиболее выгодная частота 50 Гц или 3000 кол/мин, что соответству2
ет частоте вращения базовых двигателей, используемых для возбуждения
вибрации. При меньшей частоте вибрации увеличивается длительность фор2
мования, изменение частоты колебаний связано с усложнением виброобо2
рудования.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
203
Распространение колебаний в бетонной смеси носит затухающий характер — по мере удаления от виброоргана амплитуда колебаний уменьшается.
Уплотнение бетонной смеси происходит лишь в той области, где интенсивность колебаний характеризуется минимальной амплитудой, при которой еще
возможно уплотнение бетонной смеси (из рисунка 94 при f = 25 Гц, А = 0,71 мм,
при f = 50 Гц, А = 0,27 мм, при f = 75 Гц, А = 0,16 мм, при f = 100 Гц, А =
= 0,09 мм).
Для каждой бетонной смеси при принятых параметрах вынужденных
колебаний имеется оптимальная или критическая продолжительность вибрирования Тк, при которой достигается наиболее полное уплотнение при
минимальном расходе электроэнергии. При Т > Тк незначительно повышается прочность и плотность бетона, но увеличивается износ оборудования, резко
снижается производительность. Продолжительность вибрации Тк устанавливается по изменению электропроводности бетонной смеси или скорости прохождения ультразвукового импульса
через бетонную смесь, которые изменяются по затухающей зависимости от
продолжительности вибрации.
Формование изделий из жестких
бетонных смесей следует производить
в короткие сроки, для чего целесообразно повышать интенсивность вибрации. Изменение продолжительности
виброобработки жестких бетонных смесей при частоте 50 Гц в зависимости от
Рис. 89
Продолжительность вибрирования
амплитуды колебаний приведено на ри(tb, c) жестких бетонных смесей
сунке 89.
с амплитудой А, мм
При использовании высокоподвижных бетонных смесей (ОК ³ 10 см) рекомендуется применять, где это целесообразно (например, при формовании изделий в кассетных машинах), повторное вибрирование. Последнее производится в период, когда бетонная
смесь еще не потеряла способность к тиксотропному разжижению (не позднее
чем через 2–3 ч после первого вибрирования). Излишняя выдержка бетонной
смеси до начала повторной вибрации вызывает схватывание бетонной смеси и
потере тиксотропных свойств. Виброобработка в этом случае приведет к необратимым нарушениям структуры бетона. Эффект повторного вибрирования
заключается в повышении плотности и однородности изделий, повышении
на 15–20% марочной прочности, ускорении твердения бетона.
5.6.2. РАЗНОВИДНОСТИ И ОБЛАСТИ ПРИМЕНЕНИЯ
ВИБРОПЛОЩАДОК
При объемном виброформовании ЖБИ виброимпульсы сообщаются всей
бетонной смеси формуемого изделия в объеме формы, что осуществляется
при использовании виброплощадок, вибропоршневых и виброимпульсных
установок. Эффективность объемного виброформования зависит от вида ко204
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
лебательных движений и обеспечивается при минимальных затратах, уров4
не шума и вибрации на рабочем месте.
Виброплощадки — универсальное формовочное оборудование грузоподъ4
емностью до 50 т, применяемое для широкой номенклатуры ЖБИ, изготав4
ливаемых в перемещаемых формах.
Отличительным признаком виброплощадки является вовлечение в коле4
бательное движение с постоянными А и f формы с бетонной смесью, установ4
ленной на рабочем органе. Последний может быть выполнен в виде сплош4
ной рамы или нескольких секций. Классифицируются виброплощадки по
следующим признакам:
§ по характеру и направленности колебаний: с гармоническими круговы4
ми, гармоническими направленными в вертикальной или горизонталь4
ной плоскости, негармоническими (вибрационно4ударные и ударные) с
направлением уплотняющих воздействий в горизонтальной или верти4
кальной плоскостях, машины с пространственными или многокомпо4
нентными колебаниями;
§ по соотношению вынужденных и собственных частот колебаний на резо4
нансные и зарезонансные;
§ по типу вибровозбудителя: с дебалансными, электро4магнитными, кри4
вошипно4шатунными и комбинированными;
§ по числу колеблющихся масс: одномассные, двухмассные, трехмассные.
Требования к виброплощадкам:
1. Обеспечение постоянной амплитуды колебаний по всей площади формы.
2. Крепление (механическое, электромагнитное, пневматическое) фор4
мы к виброплощадке во время вибрации.
3. Исключение изгиба поддона и бортов форм.
4. Амплитуда нагруженной виброплощадки с f = 50 Гц должна быть в
пределах 0,35–0,6 мм с отклонением не более 20%.
5. Масса загруженной формы не должна превышать грузоподъемность
виброплощадки, при недостаточной грузоподъемности возможно формова4
ние с использованием одновременно двух виброплощадок при обязательной
синхронизации их колебаний.
6. Свесы формы на виброплощадке допускаются не более 0,5 м при доста4
точной жесткости форм.
При частоте 50 Гц высота уплотняемого на виброплощадке слоя бетон4
ной смеси должна быть не более 400 мм, а при использовании безынерци4
онного пригруза — не более 600 мм. При формовании изделий сложной
конфигурации или густоармированных, а также тонкостенных толщиной
менее 80 мм целесообразно повысить частоту колебаний до 75 Гц. На осно4
вании имеющихся опытных данных частота вибрирования принимается из
таблицы 56.
Литые бетонные смеси с маркой по удобоукладываемости П44, П45 в том
числе с пластифицирующей добавкой обладают пониженными величинами
вязкости и сцепления. Для исключения расслоения их рекомендуется уп4
лотнять при частоте гармонических колебаний не более 25 Гц при ускорении
не более 2g.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
205
123456789 4 26 4
6354826
3865645486
3
4 869 46
4469 966
1 2 3 4 5 6 2 7 897
686354 48 86
4
4 86789 4 86
386 6!"#$6
123456789 8
3375
538 6 553
13
313
3 !"#$%3
!$3 $#$%3
23& 78567 '58 3
56789 8
3
(8 13
$13
3$3
)13 1$%3
1$3 $%3
1$3 $$%3
23456789 8
33*875
+8 538 6 553
(8 3$3
$3
33
31$3 $%3
!$3 $#$%3
3 $%3
!23&
7 356789 8
3
$2345678. 93
,-6 38
5 3
/ 065 398*70153
83$33
(8 3$33
3 $%3
3
3 !"#$%3
1$3 $%3
1
Рис. 90
Рис. 91
Схема виброплощадки с круговыми
колебаниями:
Схема виброплощадки с вертикально
направленными колебаниями:
1 — рабочий орган; 2 — форма с бетонной сме5
сью; 3 — вибровозбудитель колебаний.
1 — рабочий орган; 2 — форма с бетонной
смесью; 3 — вибровозбудитель.
Разновидности виброплощадок.
1. С круговыми колебаниями (рис. 90) — сплошная рама с прикреплен5
ными к ней одним или несколькими вибровозбудителями. Параметры коле5
баний: амплитуда 0,3–0,5 мм, частота 45–50 Гц. Применяются для формо5
вания железобетонных изделий толщиной до 400 мм из малоподвижных
или умеренно жестких бетонных смесей. В процессе уплотнения происходит
смещение бетонной смеси в форме, неравномерное распределение амплиту5
ды колебаний по площади виброплощадки, а также подсос воздуха. В се5
рийных виброплощадках такого типа отсутствует крепление форм, что уве5
личивает уровень шума, износ форм, создает неравномерность уплотнения.
2. Типа СМЖ5200 с вертикально направленными гармоническими заре5
зонансными колебаниями из унифицированных виброблоков, соединенных
синхронизаторами, крепление форм электромагнитное, амплитуда колеба5
ний 0,35–0,6 мм при частоте 45–50 Гц (рис. 91). Для равномерного распреде5
ления амплитуды по площади формы необходимо обеспечить повышенную
жесткость поддона формы. Магнитное крепление форм ненадежно и утяже5
ляет виброплощадку, компоновка ее из виброблоков требует большого числа
206
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
узлов и комплектующих, что приво+
дит к низкой надежности такой ма+
шины. Установленная мощность (бо+
лее 90 кВт) используется в основном
для запуска сложной вибросистемы,
удельная мощность динамического
воздействия на бетонную смесь ниже
требуемой, а уровень шума — сверх+
нормативный.
3. С многокомпонентными коле+
Рис. 92
баниями — рама с укрепленным на
Схема виброплощадки с
ней вибровозбудителем с вертикаль+
многокомпонентными колебаниями:
ным валом (рис. 92).
1 — неподвижная рама; 2 — упругие опоры;
3 — электродвигатель; 4 — клиноременная
Применяется для формования из+
передача; 5 — блок вибровозбудителей; 6 —
делий из подвижных и литых бетон+
взаимноперпендикулярные стенки; 7 — фор+
ных смесей. Горизонтальная ампли+
ма; 8 — подвижная рама.
туда 0,6–0,8 мм, вертикальная 0,2–
0,4 мм, частота колебаний 24–25 Гц. Многокомпонентные колебания возникают
благодаря тому, что ось источника колебаний не совпадает с осью центра тяже+
сти вибрируемых масс. Улучшаются условия труда, отсутствует вибрация на
рабочем месте, уровень шума в пределах допустимого. Повышается произво+
дительность труда за счет сокращения цикла формования, улучшается каче+
ство изделий при снижении их себестоимости.
Установка горизонтального воздействия (ВПГ) (рис. 93).
Это двухмассная система, состоящая из резонансной активной массы, к
которой крепится вибровозбудитель с вертикальным валом, и пассивной
массы, включающей рамы и форму с бетонной смесью. Обе массы соединены
упругими связями, жесткость которых выбирается такой, чтобы установка
работала в околорезонансном режиме колебаний. Резино+металлические опо+
ры активной и пассивной масс — упругие элементы, обеспечивающие виб+
роизоляцию фундамента. Возбудители создают продольно+горизонтальные
или элиптические колебания с амплитудой 0,4–0,8 мм и частотой 45–50 Гц.
Для достижения наибольшего эффекта необходимо придать форме ускоре+
ние (2,5…4)g. Серийные виброплощадки (СМЖ+198, СМЖ+280) по уровню
Рис. 93
Схема резонансной виброплощадки
с горизонтально направленными колебаниями:
1 — вибровозбудитель; 2 — форма; 3 — упругие опоры формы.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
207
шума и вибрации укладываются в санитарные нормы, экономичны по расхо4
ду электроэнергии, но имеют нестабильный характер колебаний. Формы сво4
бодно устанавливают на подвижной раме и ограничивают от сползания жест4
кими упорами. Рекомендуемые величины виброперемещений по горизонтали
0,6–0,7 мм, по вертикали 0,35–0,4 мм. Удельная мощность динамического
воздействия (м.д.в.) 0,4–0,6 Вт/кг достаточна для качественного уплотнения
жестких бетонных смесей под пригрузом и малоподвижных — без пригруза.
Характеризуются малым удельным энергопотреблением (0,8–2 кВт/т), у
СМЖ4200 — 5,3–6,4 кВт/т, малой удельной металлоемкостью 300–500 кг/т,
тогда как у СМЖ4200 — 540–650 кг/т. Грузоподъемность до 100 т.
4. Ударно4вибрационные механизмы грузоподъемностью до 24 т могут
быть в виде виброплощадки, состоящей из колеблющихся в вертикальном
направлении рамы с формой и уравновешивающей рамы. Между ними рас4
полагаются поддерживающие упругие связи и буфера, соударяющиеся при
встречном движении колеблющихся рам. Колебания возбуждаются криво4
шипно4шатунным механизмом с упругим шатуном, амплитуда колебаний
4–10 мм, частота 10–15 Гц. Могут быть также виброударные виброплощад4
ки из отдельных блоков, на которых закреплены ограничители колебаний
амплитудой 0,8–1 мм, частотой 25 Гц. Применяются для изготовления же4
лезнобетонных изделий высотой до 3 м, толщиной до 80 мм в вертикальном
положении с применением жестких бетонных смесей. Вибрация вызывает
тиксотропное разжижение бетонной смеси, а удары с частотой 2,5–3,3 Гц
обеспечивают уплотнение благодаря созданию инерционных ускорений.
Вследствие большой жесткости форм в вертикальном направлении ударные
и вибрационные колебания распространяются равномерно, без существен4
ных потерь. Виброударные машины обеспечивают амплитудное ускорение
до 6,5g при малой величине вынуждающей силы, примерно равной силе
тяжести колеблющихся частей (у СМЖ4200 в 5,5–6,5 раз больше), характери4
зуются простотой, невысоким удельным энергопотреблением (0,8–1 кВт/т) и
удельной металлоемкостью (450–500 кг/т) при высокой надежности. Это
делает их перспективными при формовании железнобетонных изделий из
жестких бетонных смесей.
5. Ударные виброплощадки (рис. 94) грузоподъемностью до 40 т выпус4
каются с кулачковым приводом и соударяющимся устройством. Движение
рамы с формой обеспечивается благодаря ее подъему с помощью кулачков на
заданную высоту (3–7 мм) с последующим падением с частотой 2–4 Гц на
упругие полимерные прокладки, установленные на опорной раме. После
удара в результате отскока подвижная рама меняет направление движения,
возникает большое пиковое виброускорение (до 8g). Затем рама совершает
еще 1–2 подскока и несколько затухающих колебаний — такой режим наи4
Рис. 94
Ударная кулачковая площадка:
1 — форма с бетонной смесью; 2 — продольные
балки; 3 — поперечные балки; 4 — направляю4
щие; 5 — ролики рамы; 6, 7 — ударные балки;
8 — кулачки.
208
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
1234567849 4
8
1 2 3 4 5 6 2 7 897
47
47 4732 4792
75247
9 !
8 427
54 747 7849 4
8
1"7557
237#$7
1"7557
2"7#$7
1"7557
2"7#$7
1"7557
2"7#$7
1"7557
2"7#$7
12
3452
632
3478
34562
638962
34768
3462
638962
34 834 2
638962
34 62
962
72
34 83452
632
34 83492
632
34 81432
632
2
2
2
2
2
34 2
4 92
34 83452
4 92
2
2
2
2
2
2
52
2
2
982
811492
34 812
811492 14181472
811492
2
2
62
2
811492
2
811492
132
811492
2
2
2
2
2
349812
52
762
762
349812
852
762
762
2
77
77
2
2
2
77
2
2
77
7
3
2 52 2 2 2 2 2 2 !"#2 "$#%2 2 2
2 2 &'(&)#2 "$#%2 2 2 )"2 *!)"+2 %22 2)"2"()"222,2!",2#,%282 2)"2"(
)"2 2 2 #$2 !#2 ##%2 2 2 #'#")"2 2 2
"&)#22'(&)#2"$#-2
более благоприятен для легкобетонных смесей. Удельное энергопотребле1
ние 0,7–0,8 кВт/т, удельная металлоемкость 350–400 кг/т.
Параметры объемного виброформования железнобетонные изделия при1
ведены в таблице 57.
5.6.3. ВИБРОПОРШНЕВОЕ
И ВИБРОИМПУЛЬСНОЕ ФОРМОВАНИЕ
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Вибропоршневое уплотнение (вибрирующее днище) используется для
формования железобетонных балок в рабочем положении (рис. 95).
Продольные борта формы с тепловыми рубашками шарнирно прикреп1
лены к основанию и не связаны с днищем, зазоры между бортами и днищем
герметизируются уплотняющими прокладками. К днищу, установленному
на пружинных амортизаторах, крепится вибратор. Благодаря такой конст1
рукции борта формы не вовлекаются в вибрационное движение, что позво1
ляет снизить энергоемкость производства. Высота бетонируемого изделия
может быть до 1500 мм, применяется для изготовления двускатных балок
Рис. 95
Вибропоршневая установка
для формования ригелей:
1 — паровой отсек; 2 — теплоизо1
ляция; 3 — вибрирующее днище;
4 — резиновая прокладка; 5 —
амортизатор; 6 — вибратор.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
209
длиной 12, 18, 24 м. Амплитуды колебаний отдельных вибраторов, располо/
женных на днище с интервалом 3 м, не должны накладываться, для этого
днище формы разрезается на отрезки длиной 3 м.
Вибропоршень позволяет использовать более жесткие смеси, что приво/
дит к экономии цемента и снижает себестоимость изделий на 6–10%. Недос/
татком вибропоршня является высокий уровень шума, поэтому вместо виб/
раторов используют виброимпульсные установки, в которых вибрационные
воздействия передаются непосредственно на бетонную смесь.
В дне формы делаются отверстия, через которые пропускают тарельча/
тые толкатели, установленные на коленчатом валу. Сверху на толкатели
помещается прорезиненное полотно, а затем после установки арматуры ук/
ладывается бетонная смесь. При вращении коленчатого вала толкатели со/
вершают пульсирующие удары по бетонной смеси. Это создает сложное си/
ловое поле с волновыми колебаниями, воздействующее на бетонную смесь.
В колебаниях имеются вертикальные и горизонтальные составляющие
различных частот и интенсивности. Возникают цилиндрические волны, под
влиянием которых разжижается и уплотняется бетонная смесь. Для формо/
вания изделий применяют умеренно жесткие бетонные смеси (жесткость
5–10 с), которые хорошо уплотняются за 1–3 мин при диапазоне частот
15–20 Гц. Увеличение частоты свыше 25 Гц нецелесообразно, так как сте/
пень уплотнения не повышается. Оптимальное расстояние между пульсатора/
ми — тарельчатыми толкателями составляет 500 мм. Импульсное воздействие
снижает уровень вибрации и шума до 75–90 дБ при санитарной норме 80 дБ.
5.7. НАРУЖНОЕ ВИБРОФОРМОВАНИЕ
Применяется при изготовлении железобетонных изделий из
малоподвижных бетонных смесей в стационарных вертикальных вибрируе/
мых формах — железобетонные трубы, кольца, вентиляционные блоки, са/
нитарно/технические кабины жилых домов, объемные элементы зданий и
сооружений, лестничные марши, двутавровые балки. Этот способ характе/
ризуется высокой точностью размеров, четкостью граней и гладкой поверх/
ностью изделий, чего трудно достигнуть при горизонтальной вибрации.
Вертикальные формы имеют более сложную конфигурацию, а для изде/
лий с замкнутым контуром состоят из внешней формы и внутреннего сердеч/
ника. Наружное виброформование осуществляется за счет изгибных колеба/
ний формы, главным образом, благодаря применению навесных вибраторов,
применяется в кассетном производстве, в стендовой технологии и при фор/
мовании изделий сложной конфигурации.
Наружные электромеханические вибраторы навешиваются на форму и
возбуждают круговые или направленные колебания. Последние осуществ/
ляются с помощью шарнирного (маятникового) крепления корпуса вибрато/
ра и более интенсивно воздействуют на бетонную смесь.
Наружные пневматические вибраторы имеют эксцентрично смещенный
ротор, который при обкатке вокруг статора создает колебания высокой час/
тоты. Эти вибраторы имеют широкий диапазон частот, но более энергоем/
210
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
кие. Шаг установки вибраторов и одновременно шаг ребер жесткости опре/
деляют по формуле
EJ
lmax 1
,
Gбор 22
где Е — модуль упругости металла форм; J — момент инерции; Gбор — масса
борта формы, на который навешивается вибратор; w2 — угловая скорость
вращения виброоргана.
При изготовлении железобетонных балок различного профиля в одиноч/
ных виброформах (рис. 96) в качестве навесного оборудования используют
вибровалы, которые прикрепляются к ребрам жесткости бортов форм. Виб/
ровал представляет собой ряд последовательно установленных на одном валу
дебалансных вибраторов, что обеспечивает синхронно/синфазную работу всех
вибраторов и хорошее уплотнение малоподвижных бетонных смесей.
Кассетные установки широко применяются для изготовления плитных
конструкций крупнопанельного домостроения — плит перекрытия, внут/
ренних стен, перегородок и др. В этих установках формование и термообра/
ботка осуществляются одновременно в нескольких отсеках. Кассетная уста/
новка содержит многоместную кассетную форму (до 14 формовочных отсе/
ков), через 2 формовочных отсека, отделенных разделительным листом или
а
б
в
Рис. 96
Одиночные виброформы:
а — с одиночным вибровозбудителем, б — с несколькими вибровозбудителями, в — с вибровалом;
1 — вибровозбудитель, 2 — кардан, 3 — форма, 4 — изделие, 5 — поддон, 6 — электродвигатель,
7 — балка, 8 — амортизатор, 9 — рама двигателя, 10 — муфта, 11 — кронштейн.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
211
Рис. 97
Схема кассетной установки:
1 — стойки; 2 — отсеки; 3 — тяги; 4 — гидропривод; 5 — упоры.
стенкой, а также в начале и в конце устанавливаются тепловые отсеки,
кроме этого имеется устройство для сборки и разборки кассеты (рис. 97).
Уплотнение бетонной смеси в кассетных формах достигается вибрирова<
нием разделительных стенок, к торцам которых крепятся вибраторы с час<
тотой колебаний 25–50 Гц. Мощность вибраторов подбирают в зависимости
от вибрируемой массы и необходимой интенсивности вибрации. Наиболее
целесообразно устанавливать по одному вибратору с каждой стороны на ка<
ждом разделительном листе. Вибраторы устанавливают на консолях в верх<
ней трети разделительного листа на расстоянии не менее 500 мм от верхней
кромки, ротор вибраторов располагают вертикально. Оптимальный вылет
консолей для крепления вибраторов составляет 600–650 мм. При изготовле<
нии густоармированных изделий сложной конфигурации с проемами, за<
трудняющими укладку и уплотнение бетонной смеси можно устанавливать
по два вибратора на противоположных торцах разделительных листов.
Один — в нижней трети листа, второй — в верхней трети. В процессе уклад<
ки и уплотнения бетонной смеси включают сначала нижние вибраторы до
заполнения формовочного отсека бетонной смесью на половину высоты, а
затем верхние вибраторы. Не рекомендуется одновременное включение виб<
раторов, установленных в верхнем и нижнем уровнях. При вертикальном
расположении оси дебаланса вибратора создается направленное колебание в
плоскости, перпендикулярной поверхности разделительной стенки.
Для данного способа уплотнения трудно получить равномерную по всей
площади разделительной стенки амплитуду колебаний. Так как раздели<
тельная стенка защемлена формовочными отсеками по контуру и распорны<
ми конусами в отдельных точках, то амплитуда колебаний изменяется от
0,2 до 0,5 мм, имеет место и отклонение по частоте колебаний. Создаваемый
212
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
вибрированием разделительных стенок режим виброуплотнения достаточен
лишь для подвижных бетонных смесей с осадкой конуса 12–16 см. Но и в
этом случае в разных частях изделия может происходить как недоуплотне:
ние бетонной смеси, так и ее расслоение, что вызывает разброс плотности и
прочности бетона в изделиях до 20–30%.
Для повышения интенсивности вибрации и возможности использования
более жестких бетонных смесей с повышением однородности их уплотнения
рекомендуются следующие мероприятия:
1) дополнительная установка вибратора на верхней кромке каждого из
разделительных листов дает возможность использовать бетонные смеси с
ОК:6–8 см;
2) частичное освобождение разделительных листов от защемления с ис:
пользованием распорных конусов специальной конструкции, обеспечиваю:
щих передачу распорных усилий на тепловые стенки;
3) выполнение размеров разделительных листов с минусовыми допусками
в 2–3 см с перекрыванием зазора резиновыми уплотнителями. Это позволяет
уменьшить подвижность бетонной смеси до величины осадки конуса 5–6 см;
4) для повышения эффективности виброуплотнения и надежности рабо:
ты оборудования непрерывное время работы вибраторов не должно превы:
шать 3 мин с последующими перерывами 6–8 мин. Для этого используется
поочередное заполнение бетонной смесью формовочных отсеков кассеты;
5) когда формовочные отсеки формируются только тепловыми стенками,
без разделительных листов, целесообразно использовать глубинные вибраторы
для уплотнения бетонной смеси с ОК:10–14 см. При этом повышается качество
поверхности изделий при использовании вибрации с частотой 133–200 Гц (8000–
12 000 кол/мин). Для повышения качества уплотнения и снижения трудоем:
кости формовочных работ рекомендуется использование траверс с пакетом глу:
бинных вибраторов, перемещаемых грузоподъемными механизмами;
6) уплотнение бетонной смеси, имеющей ОК = 3–4 см, с помощью отдель:
ных виброблоков или вибровалов, прикрепляемых на наружные стенки край:
них щитов, при этом вся кассетная машина закрепляется на упругое основа:
Рис. 98
Кассетная установка на упругом основании:
1 — рампа; 2 — вибробалка; 3 — виброблок; 4 — пакет термощитов; 5 — механизм
распалубки; 6 — упругие опоры.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
213
12324563789
89
365 8
32
1 2 3 4 5 6 2 7 897
8
4 678448
848
68658
78658
1234256758895 3 2 29 6 2 5 8
!
5 623 "5833 73 # $57583%
&3 2 743 8 42 83 $3 623 '62'(
632 833 4 59
!
5285 3 73
1
ние (рис. 98). Виброблоки с вертикальным валом устанавливаются на жест/
кой распорной раме, благодаря чему создаются горизонтальные колебания,
направленные перпендикулярно плоскости формуемых изделий.
Амплитуды смещений в плоскости, перпендикулярной поверхности щи/
тов кассетных машин, приведены в таблице 58.
5.8. ПОВЕРХНОСТНОЕ ВИБРИРОВАНИЕ
ПРИ ИЗГОТОВЛЕНИИ
СБОРНОГО ЖЕЛЕЗОБЕТОНА
Поверхностное виброформование характеризуется передачей
колебаний на бетонную смесь со стороны открытой поверхности изделия,
вибрация на форму передается через бетонную смесь. Поверхностное вибро/
формование используется как самостоятельный способ формования тонко/
стенных плит или в сочетании с объемным как совместная или последующая
формообразующая операция. Вибропротяжка — способ поверхностного фор/
мования, в котором формовочный агрегат и форма в процессе изготовления
изделия перемещаются относительно друг друга. Вибропротяжное формова/
ние осуществляется с помощью вибронасадков или подвижных щитов, при/
меняется для формования плоских изделий и конструкций с криволиней/
ным поперечным сечением.
Поверхностное вибрирование получило широкое распространение, так
как позволяет полностью механизировать процесс, при этом удается не толь/
ко уплотнять бетонную смесь, но и образовывать определенный профиль
изделия.
В поверхностных вибромашинах происходит взаимодействие рабочего
органа с бетонной смесью через горизонтальную, наклонную или вертикаль/
ную поверхность формуемого изделия. Процесс формования осуществляет/
ся или при воздействии рабочего органа по всей площади изделий — маши/
ны полного воздействия (виброплита) — или путем последовательного пере/
мещения вибромашины и формы с изделием — машины последовательного
воздействия (виброрейки, вибронасадки, виброкатки, вибропротяжки). По/
верхностные виброустройства делятся также на две группы:
1) уплотняющие, когда при формовании преобладают процессы измене/
ния плотности бетонной смеси;
214
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
2) формообразующие — при формовании не только уплотняется бетон3
ная смесь, но и происходит изменение формы.
Методы поверхностного виброформования позволяют использовать вы3
сокочастотные вибраторы, так как объем уплотняемой бетонной смеси неве3
лик. Энергия вибрирования не расходуется на колебание формы и может
одновременно уплотняться не весь объем бетонной смеси, необходимой для
изготовления изделия. Достоинства этого метода:
§ требуется меньшая жесткость и металлоемкость форм;
§ возможность использования жестких бетонных смесей, что ускоряет твер3
дение бетона, сокращает продолжительность тепловлажностной обработки;
§ сокращается расход цемента, что снижает усадку, ползучесть, экзотер3
мию бетона и себестоимость изделий;
§ хорошее качество поверхности изделий, четкие грани и углы.
Вибронасадки, виброрейки и виброкатки используют для формования
плоских тонкостенных изделий, так как вибрация затухает с увеличением
толщины формуемого изделия.
Вибробрус скользит по стенкам формы, бетонная смесь разжижается, уп3
лотняется, укладывается и заглаживается. Вибрация передается на форму,
что способствует уплотнению бетонной сме3
си. Вибробрус может перемещаться верти3
а
кально, проходя монтажные петли изделия.
Толщина формуемых изделий достигает
150 мм, применяются малоподвижные бе3
тонные смеси с маркой по удобоукладывае3
мости П31. Ширина вибробруса должна быть
б
больше ширины формы на 2–3 см и дости3
гает 3,2 м. При длине формуемых железобе3
тонных изделий 6 м в час можно изготовить
не менее 6 изделий, т. е цикл формования
не более 10 мин. Следовательно, этот спо3
соб формования обеспечивает высокую про3
изводительность при простом оборудова3
нии, характеризующемся низкой металло3
в
и энергоемкостью. Для предотвращения по3
явления непроработанных участков на по3
верхности железобетонных изделий необхо3
дима согласованность скоростей подачи бе3
тонной смеси и перемещения вибробруса.
Эффективным способом поверхностно3
го виброуплотнения бетонной смеси явля3
Рис. 99
Схемы горизонтальных
ется применение вибропротяжных устройств
вибропротяжных устройств:
(рис. 99).
а — без стабилизатора, б — со стаби3
Вибропротяжные устройства позволяют лизатором, в — с заглаживающим уст3
осуществлять предварительное уплотнение ройством; 1 — вибробункер, 2 — виб3
роформующая плита, 3 — пружины,
бетонной смеси в вибрирующем бункере аг3 4 — стабилизатор, 5 — бункер3пита3
регата и последующее заполнение смесью тель, 6 — заглаживающее устройство.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
215
зазора между формой и вибрирующим формообразователем. Вибропротяжка совмещает процессы укладки бетонной смеси в формы и ее уплотнение
под вибрационным воздействием. Формование происходит под действием
поверхностной вибрации на участке поверхности изделия при перемещении
формы или формующего рабочего органа.
Для горизонтального формования профиль формующей поверхности вибропротяжных устройств имеет криволинейный участок длиной 150–160 см
и наклонный длиной 50 см; высота смеси в вибробункере над верхним уровнем формуемого изделия составляет 50–70 см.
Для формования плоских изделий служит вибропротяжное устройство,
состоящее из вибробункера с примыкающей к нему формующей поверхностью и стабилизирующей опалубки, плотно прилегающей к свежеотформованной поверхности изделия. Бетонная смесь уплотняется под воздействием
поверхностной вибрации частотой 75 Гц (4500 кол/мин) и амплитудой 0,2–
0,4 мм с одновременной протяжкой формы со скоростью 1,5–2,5 м/мин под
рабочим органом устройства. Этим способом рекомендуется формовать плоские плиты толщиной от 140 до 250 мм.
Для изготовления предварительно напряженных гиперболических оболочек размерами от 3´6 до 3´24 м разработана установка, основным формующим органом которой является виброшаблон. Поступающая из бункера по
ленточному конвейеру бетонная смесь по мере движения машины укладывается на поверхность матрицы. Заслонка задней стенки бункера регулирует
толщину подаваемого слоя бетонной смеси с учетом припуска на уплотнение,
которое производится виброшаблоном, имеющим очертание поперечного профиля оболочки. Рабочая скорость вибропротяжки составляет 0,25–1,0 м/мин.
В вибропротяжных устройствах статическое давление на бетонную смесь
1
создается в результате гидростатического подпора смеси в вибробункере pст
2
и сопротивления ее течению в процессе формования pст :
1 2 8 3 10 12 4 h МПа;
pст
б
2 2 2,475 3 1012 a
pст
2
Карм
МПа,
hб
где r — средняя плотность бетонной смеси; hб — перепад высот бетонной
смеси в вибробункере и в изделии (около 50 см); а2 — длина криволинейного
участка вибропротяжных устройств (150–160 см); Карм — коэффициент армирования формуемой железобетонной конструкции, Карм = 0,6 для сеток с
квадратной ячейкой до 10 см длиной, Карм = 0,8 для сеток с ячейкой более
10 см.
Относительные деформации бетонной смеси, обеспечивающие степень
уплотнения бетонной смеси 0,96 для частот вибрации 50–75 Гц при толщине
уплотняемого слоя от 3 до 25 см:
А
12 ,
h
где А — амплитуда колебаний бетонной смеси, см; h — толщина формуемого
изделия, см.
216
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
а
б
Рис. 100
Схема одностороннего (а) и двухстороннего (б) формования
плоских изделий методом подвижных щитов:
1 — арматура; 2 — бортоснастка; 3 — вибробункер; 5 — вибровозбудитель;
6 — щит.
Предельная скорость формования (V, см/с) вибропротяжным устройст7
вом зависит от высоты уплотняемого слоя (h) и вибровязкости бетонной
смеси (h, П):
Карм
V 1 1,65 2104 h
.
3
Тяговое усилие, необходимое для перемещения формы при вибропро7
тяжке:
V
2т 3 1,9 4 1015 5 Sпр 6 0,5Sст ,
h
где V — cкорость вибропротяжки, м/мин; Sпр — площадь контакта рабочего
органа с бетонной смесью; Sст — площадь контакта стабилизатора с бетонной
смесью.
Вибропротяжка может быть использована при вертикальном или наклон7
ном формовании изделий в кассетных конвейерах (рис. 100) — метод под7
вижных щитов.
Из вибрирующего бункера в постепенно опускающуюся бортоснастку не7
прерывно поступает бетонная смесь с показателем жесткости 8–15 с. Изде7
лие может формоваться как с одной, так и с двух сторон формы. Этот способ
может применяться и для формования объемных элементов — сердечник
выполняет функцию подвижного щита.
Геометрические характеристики вибропротяжных устройств вертикаль7
ного формования назначаются с учетом вместимости вибробункера (Vб), ко7
торая при периодическом заполнении должна быть Vб = (1,25–3)Vизд, а при
непрерывном заполнении Vб = (0,62–0,65)Vизд.
5.9. ВНУТРЕННЕЕ ВИБРИРОВАНИЕ
При этом способе формования используются глубинные виб7
раторы, в том числе с гибким валом, а также установки с вибровкладыша7
ми, вибропустотообразователями и с вибросердечниками. Вибрация пере7
дается непосредственно на бетонную смесь, что уменьшает затраты энергии
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
217
и уровень шума. Вследствие затухания вибрации в бетонной смеси необхо/
димо соблюдать определенный шаг перестановки глубинных вибраторов, в
пределах которого обеспечивается необходимая величина интенсивности
вибрации.
Отличительная особенность глубинных вибромашин заключается в том,
что их рабочий орган погружается в массив бетонной смеси, осуществляя
таким образом ее уплотнение. Конструктивно рабочие органы глубинных
вибромашин выполняются цилиндрическими или плоскостными (рис. 101,
102). Цилиндрические совершают круговые колебания, плоскостные — на/
правленные.
а
б
Рис. 101
Схемы цилиндрических
ручных вибромашин:
а — со встроенным двигателем,
б — с вынесенным двигателем;
1 — корпус, 2 — дебаланс, 3 —
электродвигатель.
Рис. 102
Схема плоскостной
вибромашины:
1 — корпус; 2 — дебаланс; 3 —
электродвигатель.
218
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Наиболее целесообразно применять глубинные вибраторы при уплотне0
нии бетонной смеси с показателем подвижности ОК = 3–10 см. Зона уплот0
нения характеризуется радиусом R (для цилиндрических) или дальностью Д
действия (для плоскостных). Величины этих параметров зависят главным
образом от диаметра d рабочего органа цилиндрических вибромашин:
R = (4–5)d
или от ширины рабочего органа b плоскостных глубинных вибромашин:
Д = (1,5–2)b.
Шаг перестановки глубинных вибраторов обычно не превосходит 1,5 ра0
диуса или дальности действия.
Подразделяются глубинные вибромашины на ручные и подвесные. Руч0
ные массой 5–30 кг применяются для формования крупноразмерных изде0
лий по стендовой схеме производства, производительность их составляет 3–
5 м3/ч. Подвесные, массой 100–800 кг, наиболее широко применяются при
возведении различных гидротехнических сооружений, их производитель0
ность 20–50 м3/ч. При выборе типа и вида глубинных вибраторов следует
учитывать расстояние между стержнями арматуры, которое должно состав0
лять не менее 1,5 диаметров вибронаконечника. При вибрировании глубин0
ными вибраторами не допускается передавать колебания через арматуру,
так как это ухудшает сцепление бетона с арматурой. Вводить глубинный
вибратор в бетонную смесь и выводить из нее для заполнения бетонной сме0
сью лунки необходимо при включенном вибровозбудителе.
Для производства сборного железобетона чаще всего применяются руч0
ные глубинные вибромашины с частотой вибрации 83–333 Гц при немехани0
зированном производстве и в отдельных случаях, как вспомогательное сред0
ство для уплотнения бетонной смеси в густоармированных участках изде0
лий. Наиболее характерны два типа ручных вибромашин: с вынесенным и
встроенным электродвигателем. В машинах с вынесенным электродвигате0
лем используется преимущественно планетарный вибровозбудитель, а со
встроенным — дебалансный.
Уплотнение вибропустотообразователем широко применяется при изго0
товлении пустотных изделий. Вибропустотообразователь представляет со0
бой трубу, внутри которой укреплены вибраторы с частотой колебаний до
96,5 Гц, либо вибровалы с частотой 50–75 Гц, которые более надежны и
обеспечивают постоянство амплитуды колебаний по всей длине вибропусто0
тообразователя. Вибропустотообразователь может также представлять со0
бой трубу эллиптического сечения, быстрое вращение которой создает виб0
рационные колебания. Применение внутренней вибрации снижает энерго0
затраты, так как вибрация передается на бетонную смесь и не затрачивается
энергия на колебательное движение форм. Кроме того, улучшаются условия
труда, так как нет передачи вибрации на фундамент и снижается уровень
шума. Для формования пустотного настила вибропустотообразователи за0
крепляются на самоходной траверсе и после установки формы на пост фор0
мования вводятся в форму (см. рис. 103).
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
219
Рис. 103
Схема машины для формования пустотного настила:
1 — каретка; 2 — вибропустотообразователи; 3 — направляющие каретки.
Для формования используются умеренно жесткие бетонные смеси, мак1
симальная толщина слоя бетонной смеси, уплотняемого одним цилиндриче1
ским вибропустотообразователем должна быть не более 20 см, а вибропусто1
тообразователем прямоугольной формы — не более 30 см. При необходимости
формования более толстых изделий применяется пригруз или вибропригруз
интенсивностью не более 0,015 МПа. Практически время вибрирования при
частоте колебаний 50 Гц составляет 20–40 с без пригруза и 1,5–3 мин — с
пригрузом. Увеличение частоты вибрации до 66,7–75 Гц позволяет сокра1
тить продолжительность уплотнения в 1,5–2 раза.
Для изготовления железобетонных труб и колец широко применяется
вибросердечник. Железобетонные трубы больших диаметров экономят ме1
талл — на одну железобетонную трубу диаметром 500 мм расход стали умень1
шается в 13 раз, а расход чугуна уменьшается в 19 раз. При диаметре трубы
1000 мм расход металла уменьшается в 14 и 18 раз соответственно. Кроме
того, железобетонные трубы дешевле и долговечней чем металлические —
срок службы железобетонных труб не менее 50 лет, а стальных — не более
15 лет. При эксплуатации металлических труб в городских условиях с элек1
тротранспортом из1за токов утечки интенсивно протекает электрическая
коррозия черных металлов и срок службы труб сокращается до 3–5 лет.
Металлические трубопроводы характеризуются быстрым нарастанием ше1
роховатости внутренней поверхности труб и снижением рабочего сечения
из1за образования ржавчины с увеличением объема. Это приводит к необхо1
димости увеличения гидравлического давления и расхода электроэнергии.
Первоначально железобетонные трубы применялись для безнапорных тру1
220
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
бопроводов, в настоящее время изготавливаются и широко применяются
напорные железобетонные трубы для питьевых водоводов при давлении воды
до 1,5 МПа.
Короткие железобетонные безнапорные кольца для колодцев длиной 1–
2 м формуют на полигонах в вертикальном положении с помощью цельного
вибрирующего сердечника и наружной обечайки, состоящей из 2–4 шарнир?
но связанных частей. Обечайка скрепляется обычными или натяжными бол?
тами и устанавливается соосно на сердечник, устанавливается и закрепляет?
ся в проектном положении арматура, сверху на обечайку устанавливается
воронка для приема бетонной смеси с показателем жесткости 5–10 с. При
подаче бетонной смеси включается вибратор сердечника и бетонная смесь
заполняет зазор между обечайкой и сердечником. После формования снима?
ется приемная воронка и затирается открытый торец трубы. Диаметр сер?
дечника вверху на 3–5 мм больше, чем внизу для облегчения его извлечения
вверх после окончания формования трубы.
Сердечник извлекается краном и переносится на следующий пост, а из?
делие выдерживается 3–4 ч в обечайке, после чего обечайка снимается. На
3–4 обечайки приходится 1 вибросердечник, что снижает металлоемкость
производства. Изделие на поддоне переносится в камеру тепловлажностной
обработки, водяной пар подается во внутреннюю полость кольца, которое
снаружи и сверху паро? и теплоизолируется.
Для труб, шахтных стоек, светильников длиной до 6 м используют фор?
мование методом протяжки вибросердечника. Смазанная обечайка из 2–4
частей устанавливается вертикально, в нее вводится и фиксируется арма?
турный каркас. Снизу в форму вводится сердечник с вибрирующей конусной
головкой. Бетонная смесь подается непрерывно, малыми порциями сверху,
а сердечник перемещается вверх. После окончания формования сердечник с
выключенным вибратором опускается, а форма с изделием и поддоном пере?
носится на пост тепловой обработки.
5.10. ВИБРОПРЕССОВАНИЕ
5.10.1. ВИДЫ И НАЗНАЧЕНИЕ ПРИГРУЗОВ
Вибропрессование — виброформование железобетонных из?
делий с одновременным давлением на бетонную смесь, позволяет использо?
вать жесткие бетонные смеси и профилировать верхнюю поверхность изде?
лий. Давление возрастает до определенных пределов по мере повышения
жесткости бетонной смеси, так как создаваемая при прессовании компрес?
сия бетонной смеси не должна препятствовать перемещению частиц и удале?
нию воздуха при вибрации.
При формовании железобетонных изделий из жестких бетонных смесей
значительно увеличиваются продолжительность и амплитуда вибрации для
обеспечения необходимой интенсивности колебаний. Применение поверх?
ностного пригруза при вибрировании изделий на виброплощадках повы?
шает эффективность уплотнения изделий из жестких бетонных смесей,
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
221
а
б
в
г
д
е
Рис. 104
Разновидности пригрузов:
а — инерционный; б — инерционный с ав<
тономным возбуждением; в — безынерци<
онный; г — безынерционный с автоном<
ным возбуждением; д — безынерционный
с пневматической подушкой; е — с пнев<
моцилиндром.
примерно в 2 раза сокращает продолжительность уплотнения, обеспечивает
получение гладкой верхней поверхности.
По конструктивным особенностям пригрузы (рис. 104) могут быть разде<
лены на:
1) инерционные — создают давление собственной массой, могут быть с
автономным вибровозбуждением и без него;
2) безынерционные — могут быть с подрессориванием с автономным виб<
ровозбуждением и без него, с пневмоподушкой, а также с пневмо< или гидро<
цилиндром.
Пригрузы вводятся в действие после 15–30 с объемного вибрирования в
следующих случаях:
§ для выравнивания открытой верхней поверхности изделия, в этом слу<
чае может применяться любой пригруз, обеспечивающий статическое
давление 0,001–0,002 МПа;
§ для повышения плотности и однородности уплотнения изделий при боль<
шой толщине (до 60 см) формуемого изделия рекомендуется применение
безынерционных пригрузов с интенсивностью давления 0,005–0,02 МПа;
§ для ускорения процессов уплотнения и формообразования изделий. Для
установок с эллиптическими колебаниями рекомендуются безынерци<
онные пригрузы с давлением не более 0,02 МПа. При использовании дру<
гих видов виброплощадок также применяются безынерционные пригру<
зы с величиной статического давления в пределах 0,002–0,004 МПа.
5.10.2. ВИБРОШТАМПОВАНИЕ:
РАЗНОВИДНОСТИ И ПАРАМЕТРЫ
Виброштамп — формующая машина, в формовочном органе которой со<
четаются функции пригруза, вибратора и формообразователя поверхности
изделия. Процесс формования осуществляется воздействием рабочего орга<
на виброштампа по всей площади изделия — машины полного воздействия,
могут быть одномассные, двухмассные (с подрессоренным пригрузом) и од<
номассные с пневмоприжимом (рис. 105).
Если виброштампование осуществляется путем последовательного уп<
лотнения при взаимном перемещении формующей машины и изделия, то
222
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
а
б
Рис. 105
Схемы виброштампования изделий:
а — одномассный виброштамп, б — двухмассный
виброштамп; 1 — виброштамп, 2 — прижимная
рама, 3 — бортовая оснастка, 4 — безынерцион:
ный пригруз, 5 — рессора.
такие виброштампы называются машинами последовательного воздействия
(скользящие виброштампы, вибропрокатные устройства).
При использовании машин полного воздействия в форму с предваритель:
но уложенной бетонной смесью опускают виброштамп. Очень важно точное
весовое дозирование бетонной смеси на изделие. При включенной вибрации
под влиянием давления виброштамп погружается вертикально (для этого
используются специальные направляющие) в бетонную смесь, вытесняя ее в
свободное пространство. Масса виброштампа должна в 1,5–2 раза превы:
шать вытесняемую бетонную смесь.
Бетонная смесь под влиянием вибрации разжижается и заполняет сво:
бодное пространство формы до прижимной рамы, обеспечивая проектные
габариты изделия. Формовочные свойства бетонной смеси должны быть та:
кими, чтобы после съема виброштампа сохраняли устойчивость и не оплы:
вали ребра и углы изделий, высота формуемых изделий может быть до 60 см.
Применяется жесткая бетонная смесь с показателем жесткости в пределах
10–50 с (В/Ц = 0,3–0,35), параметры вибрирования: частота 50 Гц, ампли:
туда 1–1,2 мм.
После окончания формования виброштамп вертикально поднимают, уси:
лие, необходимое для отрыва виброштампа, определяют из расчета 2,5 кН на
1 м2 поверхности изделия. Для уменьшения усилия отрыва применяют про:
кладку из хлопчатобумажной ткани или вдувают под штамп сжатый воздух.
С целью устранения присоса можно использовать электролизный метод: по:
сле окончания формования между днищем штампа и поверхностью бетона
пропускают постоянный электрический ток, в результате электролиза воды
образуются газы — кислород и водород, которые ликвидируют присос.
Величина давления, передаваемая штампом в статическом состоянии на
изделие:
Q = p0F0,
где F0 — общая площадь горизонтальной проекции погружаемой части виб:
роштампа, см2; р0 — расчетная величина минимального удельного стати:
ческого давления, при котором возможно успешное формование изделий,
г/см2;
p0 = pe + a,
ре — величина давления, обеспечивающего невсплытие штампа, г/см2;
pe 2
F0 h0 1бс
,
F1
h0 — глубина погружения виброштампа в бетонную смесь, см; rбс — средняя
плотность бетонной смеси, г/см3; F1 — площадь горизонтальной проекции
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
223
формуемого изделия, см2; а — величина удельного давления, обеспечиваю0
щего эффективное уплотнение бетонной смеси, зависит от показателя жест0
кости, водосодержания бетонной смеси, а также от толщины и сложности
формуемого изделия, находится в пределах 30–200 г/см2.
Так как виброштамп наиболее эффективно работает при отношении Q0/
Р0 = 0,4–0,5, то величина возмущающей силы вибраторов Р0 должна быть
равна (2–2,5)Q0.
Общий суммарный кинетический момент дебалансов, кг × см:
P
2 k 1 90000 n02 ,
где n — число оборотов вала вибратора в минуту.
Амплитуда колебаний, см:
2k.
А1
Q0
Число виброблоков:
2k,
N1
k
где k — кинетический момент дебалансов одного виброблока, кг × см.
Скользящие виброштампы (вибропротяж0
ные
устройства) (рис. 106) применяют для из0
а
готовления длинномерных и армоцементных
изделий, плоских и криволинейных оболочек.
Виброштамп может быть стационарным
(а под ним перемещаются формы) или может
передвигаться, а форма0матрица остается не0
б
подвижной. Формование проводится лишь в же0
стких металлических формах или железобетон0
ных матрицах; недостаточно жесткие формы
легко деформируются при формовании, что
вызывает ухудшение степени уплотнения бе0
тонной смеси. Рабочий орган виброштампа
занимает только часть изделия и при переме0
в
щении уплотняет и профилирует бетонную
смесь по всей длине. Бетонная смесь может
раскладываться рыхлым слоем без предвари0
тельного уплотнения либо с предварительным
уплотнением в вибронасадке. Средняя плот0
ность уплотненной бетонной смеси зависит от
Рис. 106
высоты и средней плотности раскладываемой
Схемы поверхностных
бетонной смеси:
вибромашин
последовательного действия:
а — скользящий виброштамп, б —
формующий агрегат с вибропротяж0
ным устройством, в — оборудование
разночастотного действия; 1 — ра0
бочий орган, 2 — вибровозбудитель,
3 — подвеска, 4 — форма с бетон0
ной смесью, 5 — бункер.
224
rу = hрrр/hу,
где rу, rр — средние плотности уплотненной и
рыхлой бетонной смеси, кг/м3; hу, hр — высо0
та слоя рыхлой и уплотненной бетонной сме0
си, см.
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Рис. 107
Схема скользящей виброформы:
1 — электродвигатель; 2 — синхронизатор; 3 — бункер; 4 — вибросекция; 5 —
виброблоки; 6 — стабилизаторы; 7 — упругая подвеска.
Зная высоту формуемого изделия, можно определить требуемую высоту
укладки бетонной смеси до уплотнения для получения требуемой средней
плотности уплотненной бетонной смеси.
Максимальная эффективность уплотнения достигается при отношении
массы штампа к возмущающей силе вибраторов от 0,4 до 0,5. Кроме того,
эффективность зависит от частоты и направленности колебаний, влияет и
удельное давление на бетонную смесь (0,005–0,008 МПа).
При интенсивном выдавливании бетонной смеси из@под штампа она пло@
хо уплотняется, поэтому после виброштампа располагается стабилизирую@
щая плита.
Перед скользящим виброштампом (рис. 107) может образовываться ва@
лик из бетонной смеси, препятствующий перемещению штампа и вызы@
вающий образование трещин в изделии. Причиной может быть повышен@
ная жесткость бетонной смеси или неправильно назначенный угол ата@
ки — угол между слоем бетонной смеси и поверхностью передней грани
виброштампа.
Величина требуемого давления виброштампа растет с повышением жест@
кости бетонной смеси. Равномерность работы штампа и отсутствие трещин
обеспечиваются при направлении вибрации под углом 10–15° в сторону дви@
жения штампа.
Форма штампа должна иметь плавный переход от неуплотненной к уп@
лотненной части бетонной смеси. Величина горизонтальной составляющей
воздействия передней части виброштампа на бетонную смесь не должна вы@
зывать возникновения в ней напряжения сдвига.
Устранение прилипания штампа к поверхности железобетонного изде@
лия достигается устройством воздушных клапанов в корпусе штампа, до@
полнительной высокочастотной вибрацией или прокладкой полотна либо
фольги.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
225
5.10.3. ВИБРОПРЕССОВАНИЕ, ВИБРОПРОКАТ
И ЭКСТРУЗИЯ
Вибропрессование широко применяется для изготовления мелкоштуч/
ных изделий (тротуарная плитка, бордюрный камень и др.). Используются
жесткие мелкозернистые или песчаные бетонные смеси (Ж = 60–100 с). Виб/
ропрессы представляют собой автоматизированное устройство, которое обес/
печивает перемещение поддона, на который устанавливается бортоснастка с
насадком, производится дозирование бетонной смеси, вибропрессование с
частотой 50–100 Гц, амплитудой 0,2–0,4 мм и величиной удельного давле/
ния до 5–7 МПа. Цикл формования длится 15–20 с, за один цикл формуется
до 2 м2 изделий. После формования производится съем бортоснастки и изде/
лия на поддоне перемещаются на транспортировочный конвейер, с которого
попадают на этажерку и выдерживаются в помещении цеха 1 сут. Прочность
изделий после выдержки в цехе достигает 20–30 МПа, и они транспортиру/
ются на открытый склад готовой продукции.
На Челябинском заводе раструбных безнапорных труб также использу/
ется вибропрессование. Вибрация бетонной смеси передается от внутреннего
сердечника, который установлен в рабочем положении раструбом вниз ниже
нулевой отметки пола. На подготовленный почищенный и смазанный сердеч/
ник определенного диаметра сверху устанавливается арматурный сварной
каркас, состоящий из продольной и спиральной арматуры. Изготовление ар/
матурного каркаса осуществляется на автоматической сварочной линии, рас/
считанной на изготовление труб различного диаметра. Затем устанавливает/
ся, центрируется и закрепляется наружная обечайка и при работающей виб/
рации (частота 50 Гц, амплитуда 0,2–0,4 мм) подается ленточным питателем
жесткая (жесткость 100–120 с), мелкозернистая, из отходов дробления бе/
тонная смесь. Первая фаза бетонирования при включенном вибросердечни/
ке продолжается 10–12 мин, затем наступает вторая фаза — устанавливает/
ся прессующее кольцо, через которое передается давление на бетонную смесь
при включенной вибрации. Длительность этой стадии 2–3 мин, при необхо/
димости кольцо снимается, добавляется бетонная смесь, и вновь через коль/
цо прессуется бетонная смесь.
После окончания формования и выключения вибрации обечайка с под/
доном и отформованной трубой снимается вертикально с вибросердечника,
для облегчения съема верхний диаметр сердечника на 3–5 мм меньше ниж/
него. Изделие с обечайкой переносится на площадку выдержки, наружная
обечайка открепляется от поддона и снимается вверх. Изделие после вы/
держки 2–3 сут без тепловлажной обработки на площадке в цехе набирает
прочность 25–30 МПа и переносится на открытый склад готовой продукции.
Формование изделий методом вибропроката осуществляется на специа/
лизированных линиях, включающих вибропрокатный стан, дозировочное и
смесительное отделения непрерывного действия, обгонный рольганг, опро/
кидыватель и ряд других вспомогательных механизмов. Вибропрокатный
стан — движущийся непрерывный конвейер, состоящий из бесконечной фор/
мующей ленты, натяжной и приводной станций, формующей и калибрую/
щей секций и секции тепловлажностной обработки. Основной частью стана
226
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
является металлическая формующая лента шириной 3,6 м, состоящая из
отдельных поперечных звеньев. Рельеф поверхности формующей ленты за:
висит от вида изделий, изготавливаемых на прокатном стане. Скорость дви:
жения ленты 20–25 м/ч, производительность до 75 м2, годовая производи:
тельность до 400 тыс. м2 плитных изделий. На формующую ленту устанав:
ливается арматурный каркас на фиксаторах и подается бетонная смесь,
которая равномерно распределяется по ширине ленты разгонным валом. Да:
лее смесь попадает под калибрующую фрезу, срезающую избыток смеси, за:
тем в калибрующую секцию, где она вибрируется под давлением, чтобы в этом
месте лента не прогибалась имеются поддерживающие ролики. После этого
изделия направляются в секцию тепловой обработки, пар подается снизу, а
сверху изделия покрываются стальной или прорезиненной лентой. Для уско:
ренного твердения применяют алитовый портландцемент, содержащий не
менее 50% С3S. После тепловой обработки изделия попадают на разгонный
рольганг, затем на опрокидыватель и с помощью автоматической траверсы
краном снимаются с ленты, отправляясь на склад готовой продукции.
Передвижное вибропрокатное устройство (бетонирующий комбайн) при:
меняют для непрерывного формования пустотных настилов на полигонах.
Комбайн состоит из самоходного портала и бетонирующей машины, обору:
дованной расходным бункером, уплотняющими устройствами и пустотооб:
разователями (рис. 108).
Бетонирующая машина укреплена на портале, который перемещается
по рельсовому пути вдоль стенда. Возможно также поперечное перемещение
машины внутри портала. Кроме того, ее можно перемещать по вертикали,
что позволяет вести многоярусное формование панелей.
Для безопалубочного формования изделий используются бетоноуклад:
чики с вибрирующим бункером, из которого бетонная смесь укладывается
Рис. 108
Схема устройства рабочих органов бетонирующего комбайна:
1 — затвор; 2 — вибратор нижнего слоя; 3 — пустотообразователи; 4 — вибратор
среднего слоя; 5 — вибратор верхнего слоя; 6, 7, 8 — бетонная смесь верхнего,
среднего, нижнего слоев соответственно; 9 — песок.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
227
Рис. 109
Установка для формования пустотных настилов экструзией:
1 — самоходная рама; 2 — привод вибраторов в шнеках; 3 — привод шнеков;
4 — вибробункер; 5 — поверхностный вибратор; 6 — шнеки с мундштуками;
7 — плунжерный механизм подачи арматуры.
между скользящей бортоснасткой определенным по толщине слоем, кото1
рый уплотняется скользящим вибробрусом с прессованием. Если изготавли1
ваются железобетонные пустотные плиты, то предварительно натягивается
на длинном стенде напрягаемая проволочная арматура, а затем непрерыв1
ной лентой формуется плита длиной до 100 м, которая дополнительно уп1
лотняется вибросердечниками, перемещаемыми бетоноукладчиком. После
формования бетоноукладчик перемещается на соседний стенд, а изделия
закрываются брезентом и нагреваются греющим днищем. После набора бе1
тоном требуемой прочности нарезаются алмазными пилами плиты нужной
длины и отправляются на склад готовой продукции.
Экструзия — одновременное воздействие вибрации и прессования вы1
давливаемой напорным шнеком бетонной смеси (рис. 109).
Формовочный агрегат состоит из приемного бункера, поверхностного виб1
ратора, шнекового нагнетателя, механизма передвижения и привода шнека1
нагнетателя. Бетонная смесь захватывается шнеком и подается в камеру
прессования экструдера. Вибратор в цилиндрическом наконечнике шнека
способствует формообразованию пустот, а верхний вибратор выполняет роль
стенки камеры прессования и заглаживающего устройства. Новые порции
нагнетаемой бетонной смеси впрессовываются в отформованную часть изде1
лий и реактивная сила, возникающая при этом, отталкивает формовочный
агрегат в направлении, противоположном движению шнека.
Бетонная смесь жесткостью 20–30 с под действием вибрации разжижает1
ся и нагнетается шнеком в камеру прессования. Бетонная смесь при формова1
нии сжимается в замкнутом пространстве между торцовой частью свежеот1
формованного изделия, боковыми стенками камеры прессования и прессую1
щей поверхностью рабочего органа, которые являются формообразующими
элементами опалубки. Вибрация осуществляется как поверхностным виб1
228
Powered by TCPDF (www.tcpdf.org)
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
рирующим устройством, так и вибровалом, расположенным в полом валу
шнеков. Этот способ позволяет формовать изделия на поддонах или стендах
без бортовых элементов, так как прочность свежеотформованного бетона
достигает 0,3–0,4 МПа, толщина прорабатываемого слоя бетона до 40 см,
прочность бетона в марочном возрасте до 60 МПа. Процесс формования полB
ностью механизирован, уменьшается формоемкость и металлоемкость проB
изводства.
5.10.4. ИЗГОТОВЛЕНИЕ НАПОРНЫХ
ЖЕЛЕЗОБЕТОННЫХ ТРУБ
ВИБРОГИДРОПРЕССОВАНИЕМ
Методом виброгидропрессования изготавливаются напорные раструбные
трубы внутренним диаметром от 500 до 1600 мм и общей длиной около
5200 мм, полезной длиной (цилиндрической части) 5000 мм, т. е. на длину
раструбного соединения приходится около 200 мм. Трубы в зависимости от
значения расчетного внутреннего давления в трубопроводе подразделяют на
четыре класса: 0 — на давление 2,0 МПа; I — на 1,5 МПа; II — на 1,0 МПа;
III — на 0,5 МПа. Трубы должны быть водонепроницаемыми и выдерживать
внутреннее испытательное гидростатическое давление, МПа: 2,4 — для труб
0 класса; 1,8 — для труб I класса; 1,2 — для труб II класса; 0,6 — для труб
III класса.
Труба армируется продольной напрягаемой арматурой класса ВрBII и спиB
ральной напрягаемой арматурой класса ВBII из высокопрочной проволоки.
Схема трубы и деталь армирования приведены на рисунке 110.
Форма для изготовления виброгидропрессованных труб состоит из наB
ружной обечайки и внутреннего сердечника, крестовины, захватов, рукавов
высокого давления. Для изготовления труб диаметром не более 800 мм обеB
чайка состоит из двух частей, при больших диаметрах — из четырех секций.
Полуформы и секции соединяются между собой одиннадцатью пружинными
Рис. 110
Схема трубы и деталь армирования стенки трубы
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
229
болтами на каждом разъеме. Пру*
жинные болты создают строго опре*
деленное усилие на форме, возникаю*
щее при гидропрессовании после ее
расширения, и обеспечивают обжатие
защитного слоя бетона и равномерное
расширение каждого разъема.
На наружной поверхности полу*
форм
и секций предусмотрены крон*
Рис. 111
Разделительные полосы
штейны для навески пневматических
вибраторов. В верхней части наруж*
ной формы устанавливают калибрующее кольцо, предназначенное для фор*
мования втулочной части трубы. По торцам формы устанавливают верхнее и
нижнее анкерные кольца, фиксирующие положение продольной арматуры,
на которую устанавливается спиральный каркас.
Внутренний сердечник представляет собой два концентрически располо*
женных цилиндра с расстоянием в свету 6 мм с перфорированными наруж*
ными стенками. На сердечник надевается резиновый чехол и прикрепляется
раструбообразователь.
Процесс изготовления труб начинается с производства разделительных
полос (рис. 111), которые штампуются из металлической ленты — сначала
изгибается П*образный профиль, а затем просекаются язычки, расстояние
между которыми S (от 18 до 22 мм в зависимости от диаметра трубы) опреде*
ляет шаг навивки спирали.
Разделительные полосы (от 12 до 30 шт. для разных диаметров труб) ус*
танавливаются на направляющие ротора станка для навивки спирали, кото*
рая начинается с конической части. На малых оборотах навивается один
виток и вплотную к нему второй, эти витки скрепляются зажимными план*
ками. Затем при навивке каретка перемешается вдоль станка, и проволока
укладывается на разделительные полосы рядом с язычками, которые заги*
баются, фиксируя шаг навивки. В конце навивки каркаса делаются вплот*
ную два витка, которые скрепляются болтами с планками, и проволока обре*
зается. Каркас освобождается (рис. 112) и снимается траверсой.
Продольная арматура отрезается на мерные длины, с двух сторон на нее
надеваются уплотняющие, захватные и анкерные втулки, после этого на
машине СМЖ*155 производится холодная высадка анкерных головок.
Рис. 112
Спиральный каркас
на разделительных
полосах
230
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Внешняя обечайка формы в горизонтальном положении собирается и
скрепляется тарированными пружинными болтами, на продольные швы
наклеивается клейкая лента, и внутренняя часть обечайки смазывается
эмульсионной смазкой. В подготовленную наружную форму устанавлива:
ют спиральный каркас, укладывают продольную арматуру вместе с ниж:
ним анкерным кольцом, устанавливают и закрепляют пружинными зажи:
мами калибрующее и верхнее анкерное кольцо.
Стержни продольной арматуры устанавливаются в пазы анкерных колец,
и производится натяжение продольной арматуры гидродомкратом, ход порш:
ня которого обеспечивает напряжение, равное 65% от нормативного предела
прочности арматуры. После удлинения продольного стержня устанавливает:
ся фиксирующая втулка, обеспечивающая требуемую величину напряжения:
2 3 E4 3 E 1l ,
l
где Е — модуль упругости арматурной стали, МПа; e — относительное упру:
гое удлинение; Dl — абсолютное удлинение, толщина фиксирующей втулки,
мм; l — первоначальная длина стержня, мм.
После натяжения всех продольных стержней, обеспечивающих центриро:
вание спирального каркаса, наружная форма мостовым краном переводится в
вертикальное положение и переносится в приямок для комплектации.
Параллельно готовится сердечник — резиновый чехол и раструбообразо:
ватель очищаются и смазываются мыльной эмульсией. Затем наружная фор:
ма устанавливается на подготовленный сердечник, после чего форма в сборе
переносится мостовым краном на пост бетонирования труб, где она доуком:
плектовывается навесными вибраторами (3–5 шт. в зависимости от диамет:
ра трубы) и загрузочным конусом.
При помощи бетоноукладчика подается бетонная смесь в загрузочный
конус, пневматической вибратор на нем обеспечивает равномерное поступ:
ление смеси в форму без ее расслоения. Пневматические вибраторы, уста:
новленные на форме, включаются по высоте попеременно в зависимости от
уровня бетонной смеси в форме. Применяется бетонная смесь с показателем
подвижности ОК:2–3 см, формование длится 50–70 мин.
После окончания бетонирования с формы снимаются вибраторы и загру:
зочный конус, и она переносится мостовым краном на пост опрессовки и
тепловой обработки. Сердечник формы присоединяется к системам низкого
и высокого давления, через которые вода поступает под резиновый чехол.
Свежеуложенная бетонная смесь, следуя за расширением чехла и обечайки,
тянет за собой витки арматурного каркаса, тем самым напрягая его. Пара:
метром контроля величины напряжения спиральной арматуры является ве:
личина приращения диаметра формы (для трубы диаметром 1000 мм — до
10–12 мм) при максимальном давлении прессования (Dlф):
1lф 3
dф 1la
1lобщ
2
; 1la 3
; 1lобщ 3 4la ;4 3 s ,
da
n
Ea
где dф — внутренний диаметр формы, мм; Dla — приращение длины одного
витка спиральной арматуры, мм; dа — диаметр витка спиральной арматуры,
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
231
мм; Dlобщ — общее приращение длины спиральной арматуры, мм; n — число
витков спиральной арматуры; e — относительное удлинение спиральной ар0
матуры; la — общая длина спиральной арматуры, мм; ss — требуемая вели0
чина напряжения спиральной арматуры, не более 0,65 se, МПа; Еа — модуль
упругости спиральной арматуры, МПа.
Усилие деформирования спирального каркаса:
Pc 3
1d2 L2s
,
4t
где d — диаметр проволоки, мм; L — длина трубы, мм; t — шаг навивки
спирального каркаса, мм.
Сила, Н, действующая на каждую обечайку наружной формы от давле0
ния прессования:
P0 = R1Lp0k1k2,
где R1 — внутренний диаметр трубы, мм; p0 — давление опрессовки, Н/мм2;
k1 — коэффициент, учитывающий число обечаек, для 20х обечаек k1 = 2, для
40х — k1 = 1,41; k2 — коэффициент, учитывающий нагрузку, воспринимае0
мую гибким резиновым цилиндром и бетонной смесью, k2 = 0,7.
Сила, воспринимаемая болтами тарельчатых пружин одного продольно0
го фланца:
Pm 2
( P0 1 k1 Pc )n0
,
k1
где n0 — число обечаек наружной формы.
Общая длительность повышения давления составляет примерно 30 мин,
при этом отжимается до 10–13% воды из бетонной смеси. После достижения
заданного давления прессования трубы (2,84–3,43 МПа) на форму надевают
брезентовый чехол и подают пар во внутреннюю полость сердечника и под
чехол, температура тепловой обработки 70–80°С, длительность 5–7 ч. По
окончании тепловой обработки за 10 мин снижают давление гидропрессова0
ния и отводят воду из0под резинового чехла, снимают брезентовый чехол.
Сердечник формы подключается к вакуумной установке, из внутренней по0
лости удаляются остатки воды, и создается вакуум для отлипания резиново0
го чехла от поверхности трубы. Затем наружная обечайка с трубой снимает0
ся с сердечника и транспортируется на пост распалубки. Сердечник остается
на посту комплектации, где он готовится к следующему циклу формования.
На посту распалубки производится кантование и разборка наружной фор0
мы: обрезка головок продольной арматуры у раструбного конца трубы, сня0
тие и очистка нижнего анкерного кольца, съем пружинных болтов и верх0
ней полуформы краном, обрезка анкерных головок у втулочного конца тру0
бы, съем верхнего анкерного и калибрующего колец, извлечение трубы из
формы, обрезка заподлицо концов продольной арматуры и доводка трубы.
После выдержки труба устанавливается на машину для шлифовки и калиб0
ровки раструба, после чего производится гидравлическое испытание и труба
вывозится самоходной тележкой на склад готовой продукции.
232
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Прессование жесткой бетонной смеси позволяет получать при виброгид3
ропрессовании труб прочность бетона при сжатии 60 МПа, обеспечивать вы3
сокую плотность и снижать толщину стенок труб на 15–20% по сравнению с
центрифугированными трубами.
Для совершенствования технологии виброгидропрессования напорных
труб в настоящее время предложены прогрессивные решения.
1. При традиционном армировании навивают спиральный каркас и встав3
ляют его в собранную форму. Продольную арматуру заводят внутрь каркаса,
осуществляя одиночное напряжение каждого стержня. Предлагается вме3
сто этого непрерывно поступающую из бухт проволоку навивать с большим
шагом под углом к вертикали сначала в одном направлении, а затем в дру3
гом. В результате такой последовательности навивки изготавливают спи3
рально3перекрестный каркас с ромбической решеткой, выполняющей функ3
ции спиральной и продольной арматуры. Это уменьшает затраты на произ3
водство арматурных работ на 30%, снижает металлоемкость труб на 8%,
трудоемкость на 11% без ухудшения напорности.
2. Применение виброплощадки с многокомпонентными колебаниями
вместо пневматических навесных вибраторов, при которых во всем диапазо3
не частот уровень шума превышает допустимые нормы на 14–20 дБ, позво3
ляет сохранить уровень шума в пределах требований санитарных норм на
частотах 33,3–133 Гц. Кроме того, применение виброплощадок позволяет
сократить продолжительность формования в 3–4 раза (до 10–18 мин).
3. Применение суперпластификаторов в качестве водоредуцирующей до3
бавки позволяет повысить напорность труб на 20–25%.
4. Для интенсивной подачи бетонной смеси в форму разработан ленточ3
ный бетоноукладчик высокой производительности. Поворотный питатель
вместе с самоходной тележкой обеспечивает выдачу бетонной смеси в лю3
бую точку загрузочного конуса и обслуживает одновременно два поста фор3
мования.
5. Наряду с использованием пара для тепловой обработки опробован ин3
дукционный нагрев, преимущество которого в быстроте и равномерности
нагрева, удобстве управления, надежности и безопасности, коэффициент
полезного действия индукционного прогрева составляет 0,85, а при исполь3
зовании пара — 0,23–0,27.
6. Практика показала, что при любом цехе напорных труб необходимо
иметь небольшие установки по обогащению заполнителей, их сушке в зим3
нее время и рассеву на фракции. Нужна также служба по ремонту резиновых
чехлов.
7. При использовании навесных вибраторов, помимо сверхнормативного
шума, амплитуды колебаний наружной формы малы и неупорядочены, что
снижает степень заполнения формы бетонной смесью и степень ее предвари3
тельного уплотнения. Для устранения этих недостатков разработан специ3
альный вибросердечник. Конструкция наружной формы при этом почти не
изменяется. Передача вибрации от вибросердечника к его наружной поверхно3
сти производится через упоры, которые обеспечивают жесткое соединение с
вибросердечником. В корпусе вибросердечника располагаются центробежные
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
233
вибровозбудители, которые связаны с электродвигателем карданным валом.
Форма при установке на вибросердечник опирается на несущую раму через
виброизолирующие пружины. Повышенная степень заполнения формы и
уплотнения бетонной смеси достигается за счет круговых колебаний внут;
реннего сердечника. Такие вибросердечники позволяют формовать напор;
ные железобетонные трубы диаметром 300–1200 мм.
5.11. ПРИМЕНЕНИЕ ВАКУУМИРОВАНИЯ
ПРИ ИЗГОТОВЛЕНИИ
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ.
ВИБРОВАКУУМИРОВАНИЕ,
ПРЕССВАКУУМИРОВАНИЕ,
ВИБРОВАКУУМПРЕССОВАНИЕ
Вакуумирование используют как дополнительное воздейст;
вие при уплотнении бетонной смеси вибрированием и прессованием. Это
связано с тем, что при вакуумировании удаляются из бетонной смеси воздух
и часть воды затворения, что приводит к повышению открытой пористости
бетона и отрицательно сказывается на его стойкости и долговечности. При
совместном воздействии разряжения и вибрации или прессования этого де;
фекта не наблюдается.
Вибровакуумирование заключается в том, что уложенная в форму бетон;
ная смесь уплотняется на виброплощадке. Сверху на открытую поверхность
формуемого изделия устанавливают вакуумщит, который герметизируется
по периметру изделия. Под влиянием разряжения отсасываются из бетон;
ной смеси воздух и часть воды, а под влиянием тиксотропного разжижения
происходит уплотнение бетонной смеси. Прочность вибровакуумированного
бетона в раннем возрасте на 40–60% выше прочности вибрированного бето;
на, что позволяет снизить металлоемкость производства благодаря полной
или частичной немедленной распалубке.
Хорошо укладываются и уплотняются бетонные смеси с В/Ц = 0,65–0,7,
но при таких В/Ц снижается прочность и морозостойкость бетона. Под влия;
нием вакуумирования при разряжении, составляющем 65–75% от полного
вакуума, удаляется до 18% воды затворения и В/Ц снижается до 0,5–0,45.
В результате отсоса паровоздушной смеси в порах бетонной смеси создается
разряжение, что способствует ее уплотнению при вибрировании; за счет бо;
лее полного уплотнения объем бетонной смеси уменьшается на 0,5–1,5%.
Продолжительность вакуумирования зависит от толщины формуемого изде;
лия: при толщине до 5 см она составляет не более 4 мин, при толщине до
20 см она увеличивается до 26 мин, при толщине более 20 см применение
вакуумирования не обеспечивает однородное уплотнение бетонной смеси по
всей толщине.
Схема вибровакуумной установки приводится на рисунке 113.
Основным элементом вакуум;установки является вакуумная полость,
состоящая из воздухонепроницаемой коробки и рабочей поверхности, при;
легающей к бетону. Вакуумная полость образуется двумя рядами проволоч;
ной сетки, на которую натягивается фильтровальная ткань.
234
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Рис. 113
Схема вибровакуумной установки:
1 — водокольцевой вакуумный насос; 2 — воздухосборник и отстойник для воды с манометром;
3 — всасывающий рукав; 4 — вакуумная камера.
Рис. 114
Схема установки для
вибровакуумпрессования:
1 — пресс2камера; 2 — нагнетающий рукав; 3 —
металлический колпак; 4 — прессующая плос2
кость; 5 — бетонная смесь; 6 — виброплощадка;
7 — вакуум2насос; 8 — всасывающий рукав; 9 —
вибратор; 10 — уплотнители; 11 — нагнетающий
насос; 12 — форма.
Успешно внедряется безвибрационный метод формования железнобетон2
ных изделий — прессвакуумирование. Применяются подвижные бетонные
смеси с маркой по удобоукладываемости П22, которые подаются в замкну2
тую фильтрующую полость, где подвергаются прессованию под давлением
0,1–1,5 МПа и вакуумированию в течение 1 мин. Подвергнутая такому уп2
лотнению бетонная смесь обезвоживается на 25–30% и быстро затвердевает,
приобретая прочностные и деформативные свойства, обеспечивающие воз2
можность распалубки через 20–30 мин. Созданы и функционируют автома2
тизированные технологические линии по изготовлению внутренних стено2
вых панелей, тротуарных плит и бортового камня вакуумпрессованием.
Эффективность формования плоских железобетонных изделий из под2
вижных бетонных смесей повышается при комбинированном воздействии
вибрации, прессующего давления и вакуумирования.
Форма с перфорированным поддоном, на который укладывается фильт2
ровальная ткань, заполняется отдозированной бетонной смесью, накрывает2
ся стальным листом и подается в прессвакуум2камеру на виброплощадку.
В процессе вибрирования на бетонную смесь через верхний металлический
лист действует сжатый воздух, а снизу, через вакуум2камеру отсасывается
защемленный воздух и часть воды затворения. Количество удаленной воды
достигает 30–35% от первоначального, что позволяет уже через 4–6 ч твер2
дения в цехе получить прочность бетона до 30 МПа.
Схема установки для вибровакуумпрессования приведена на рисунке 114.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
235
5.12. ЦЕНТРОБЕЖНОЕ ФОРМОВАНИЕ
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ,
РАЗНОВИДНОСТИ, РЕЖИМЫ
Центрифугирование — первый механизированный способ
изготовления железобетонных труб, разработан в начале ХХ века. Этим спо4
собом стали изготавливать стойки и опоры линий электропередач, колонны
и другие конструкции кольцевого сечения. В настоящее время центрифуги4
рование широко используется для формования напорных и безнапорных
труб длиной 5–7 м и длинномерных (до 26 м) опор линий электропередач.
Этот способ основан на уплотнении бетонной смеси под влиянием центро4
бежной силы, возникающей при быстром вращении формы с бетонной сме4
сью. При уплотнении отжимается вода из межзерновых пустот, снижается
исходное В/Ц. Формы могут быть неразъемные или состоящие из несколь4
ких частей4полуформ, так как скорость на ободе достигает 40 м/с необходи4
ма высокая точность изготовления форм. Используется два способа центри4
фугирования: отстойный и фильтрационный. При отстойном изделия фор4
муются в форме со сплошными стенками и вода отжимается во внутреннюю
полость изделия и после формования сливается. При фильтрационном спо4
собе стенки формы перфорированы, отжатая вода будет вытесняться нару4
жу. Чтобы с водой не удалялось цементное тесто, в форму укладывается
плотная ткань, задерживающая частицы цемента.
Используется несколько типов центрифуг:
§ роликовая центрифуга (рис. 115) представляет собой две или более пары
роликоопор, одна из которых имеет привод. Роликовые центрифуги из4
за простоты конструкции наиболее распространены, они более тихоход4
ны по сравнению с осевыми и ременными, но требуют хорошо отбаланси4
рованных форм. Роликовые центрифуги могут быть одноместные (для
одной формы) и многоместные. На собранную армированную форму на4
деваются бандажные кольца, которыми она устанавливается на ролико4
опоры, сверху могут устанавливаться прижимные ролики. Во вращаю4
Рис. 115
Схема роликовой центрифуги:
1 — рама; 2 — форма; 3 — стойка; 4 — удерживающие ролики; 5 — ролики; 6 — вал.
236
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
щуюся с небольшой скоростью фор,
му (60–80 об/мин) ложковым пи,
тателем через открытый торец фор,
мы вводится бетонная смесь, кото,
рая распределяется в форме;
§ осевая центрифуга (шпиндельная)
менее чувствительна к неуравно,
вешенности форм, что позволяет
применять более высокие скорости
вращения. Формы на осевых центри,
фугах не имеют бандажей, а опира,
ются торцами на планшайбы, по,
Рис. 116
этому износ форм меньше, а срок
Схема ременной центрифуги:
службы больше, чем у форм, при,
1 — форма; 2 — кордошнуровые ремни; 3 —
меняемых на роликовых центри,
домкрат для натяжения ремней; 4 — шкив;
5 — станина.
фугах. До сборки формы в нижнюю
полуформу устанавливают арма,
турный каркас и укладывается бетонная смесь, после этого форма соби,
рается, устанавливаются с торцов планшайбы, и она перемещается на
станок, обеспечивающий ее вращение;
§ ременная центрифуга (рис. 116) применяется для формования труб и ко,
лец диаметром 400–1200 мм. Между шкивами натягивается кордошну,
ровой ремень, на который устанавливается собранная и армированная
форма. На форме имеется желоб, в котором располагается ремень, пере,
мещение ремня осуществляется приводным шкивом и передается форме
вследствие трения ремня о желоб. Загрузка бетонной смеси производит,
ся так же, как при использовании роликовых центрифуг.
Процесс центрифугирования железобетонных изделий делится на сле,
дующие операции:
1) распределение бетонной смеси по стенкам формы равномерным слоем
при пониженном числе оборотов;
2) увеличение скорости вращения формы до заданного значения, при
котором обеспечивается необходимая степень уплотнения;
3) уплотнение бетонной смеси определенное время при вращении формы
с заданной скоростью;
4) плавное снижение скорости вращения формы до полной остановки,
слив шлама — отжатой цементно,водной суспензии;
5) заглаживание внутренней поверхности труб при медленном вращении.
На первом этапе скорость вращения горизонтально расположенной
формы медленно возрастает, центробежные силы малы и они не оказыва,
ют существенного влияния на пластические деформации бетонной смеси,
которая поворачивается на некоторый угол, а затем сползает вниз. С уве,
личением скорости вращения центробежные силы растут и сползание
уменьшается. При определенной скорости вращения сползание прекра,
щается и начинает формироваться внутренняя полость, дальнейшее уве,
личение скорости вращения приводит к равномерному распределению
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
237
смеси, для этого не должно быть падения бетонной смеси из верхней
точки формы.
На бетонную смесь при центрифугировании действуют две силы:
центробежная Fц = m × r × w2;
сила тяжести Fg = m × g,
равнодействующая этих сил:
P 1 (m22r )2 3 (mg )2 4 2m22rmg 5 cos 6 ,
где m — масса вращающейся смеси; r — радиус вращения; w — угловая ско?
рость вращения; g — ускорение силы тяжести; a — угол между направле?
ниями действия результирующей силы и силы тяжести.
В верхней точке А угол a равен нулю, а cosa = 1, PA = m × r × w2 – mg = Fц – Fg,
в нижней точке В угол a равен 180°, а cosa = –1, PВ = m × r × w2 + mg = Fц + Fg.
Чтобы не было опадания бетонной смеси в верхней части трубы (точка А)
нужно, чтобы выполнялось неравенство: Fц > Fg, т. е. mrw2 > mg, или
1 2n
12 2 g , учитывая, что 3 4
, получим n 1 300
r
r об/мин. Обычно эта
30
величина в 1,5–2 раза больше и начальная скорость вращения формы для
распределения бетонной смеси находится в пределах 60–80 об/мин, а про?
должительность этого этапа составляет 6–8 мин.
На стадии уплотнения давление на стенки формы (р) должно быть 7–
10 Н/см2, величина давления зависит от угловой скорости (w), наружного и
внутреннего радиуса (R, r) формуемой трубы и определяется из следующего
выражения:
1 2 32 2 (R 3 4 r 3 )
P 5 бс
,
3gR
из которого можно определить скорость вращения (n, об/мин):
n 1 520 2
pR
.
3бс ( R 3 4 r 3 )
Число оборотов формы на стадии уплотнения бетонной смеси изменяется
от 400 до 900 об/мин, продолжительность уплотнения может достигать
50 мин.
Недостатком метода центрифугирования является отжатие воды из бе?
тонной смеси (до 20%), что приводит к формированию радиально направ?
ленной пористости и понижению напорности труб. Кроме того, большая
длительность формования может приводить к некоторому расслоению бе?
тонной смеси.
Процесс центробежного формования железобетонных конструкций коль?
цевого сечения начинается с операции подготовки и сборки формы, затем
устанавливается и раскрепляется арматурный каркас, устанавливаются и
напрягаются продольные стержни. Затем производится укладка, распреде?
ление и уплотнение бетонной смеси и слив шлама. Количество отжатой воды
зависит от начального В/Ц и водопотребности цемента. Поскольку прессую?
238
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Рис. 117
Схема центробежно3прокатной установки для труб:
1 — вал; 2 — форма; 3 — труба; 4 — каток; 5 — траверса;
6 — опора; 7 — стойка; 8 — головка.
щее давление центробежных сил по толщине трубы различное, то и количе3
ство отжатой воды разное по толщине стенки. Вначале более полно отжима3
ется вода из наружных слоев изделия, где действует максимальное прессую3
щее давление. По мере приближения к внутренней поверхности трубы вода
отжимается все в меньших количествах. Лишь по мере развития процесса во
времени достигается достаточно равномерное отжатие воды из бетонной сме3
си и ее уплотнение по всему сечению изделий. Все это приводит к необходи3
мости удлинять процесс формования тем больше, чем больше толщина сте3
нок изделий. В среднем длительность уплотнения составляет около 2–2,5 мин
на каждый сантиметр толщины трубы, что также является недостатком
этого метода формования.
Для центрифугируемых изделий применяется бездобавочный портланд3
цемент марок 400–600. Пуццолановые и шлакопортландцементы дают по3
вышенные деформации усадки и способствуют образованию трещин. При
центрифугировании снижается первоначальное В/Ц, что способствует уско3
рению твердения и повышению прочности бетона. Прочность бетона при сжа3
тии контролируется по результатам испытания образцов, формуемых на виб3
роплощадке без отжатия воды, поэтому результат испытания таких образцов
умножается на коэффициент 1,25 для соответствия кубиковой прочности ве3
личине прочности бетона в изделии. Принятая величина прессующего давле3
ния недостаточна для эффективного и быстрого уплотнения бетонной смеси
этим способом. Повышение эффективности центробежного формования дос3
тигается его сочетанием с прессованием (центробежный прокат) показан3
ным на рисунке 117, или с прессованием и вибрацией (метод цен3ви3ро), при
этом уменьшается и радиальная направленность пористости.
Режимы производства железобетонных труб и колец
с применением ременных центрифуг
Технологический процесс производства включает следующие операции:
§ изготовление арматурных каркасов;
§ подготовка и армирование формы;
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
239
12343567895
1 2 3 4 5 6 2 7 897
3 8 927343 323 7 74957 35 933 99 7
12343567895
9277
1234567289842
4
3 8 7
45 82 479823 9 8
!
"
#
45 359
479823
# 8
8
8
8
8
8
9 8
8
8
8
8
8
8
2728
8
8
8
8
8
8
1
§ загрузка бетонной смеси;
§ распределение и уплотнение бетонной смеси;
§ тепловлажностная обработка;
§ распалубка готового изделия;
§ приемка, маркировка, транспортирование и складирование изделий.
Формы металлические разъемные, не допускающие фильтрации цемент9
ного молока. Загрузка бетонной смеси осуществляется ленточным питате9
лем в неподвижную (при диаметре трубы менее 500 мм) или во вращающую9
ся форму. Необходимое число оборотов:
а) при загрузке:
Nзаг 2 370 3
(R 2 1 r 2 )
;
(R 3 1 r 3 )
Nрас 1 3268 2
R
;
(R 3 3 r 3 )
б) при распределении:
в) при уплотнении:
Nупл 1
60V
,
Dб 2
где V — линейная скорость вращения, около 30 м/с; Dб — наружный диа9
метр бандажа формы, м.
Усредненная продолжительность периодов формования изделий приве9
дена в таблице 59.
5.12.1. ТРЕХСТУПЕНЧАТАЯ ТЕХНОЛОГИЯ
НАПОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБ
С ЖЕЛЕЗОБЕТОННЫМ СЕРДЕЧНИКОМ
Железобетонные трубы армируют в продольном направлении предвари9
тельно напряженной стержневой или проволочной арматурой и спиральной
предварительно напряженной проволочной арматурой. Изготовление ведет9
ся в разборных формах, состоящих из двух частей. Стыкуются трубы путем
надевания раструбного конца одной трубы на цилиндрический конец с рези9
новым кольцом другой.
Изготовление осуществляется в три ступени.
240
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
1. Установка в форму и напряжение продольной арматуры, укладка бе4
тонной смеси и центробежное формование с последующей тепловой обработ4
кой железобетонного сердечника.
2. Навивка с напряжением спиральной арматуры на железобетонный сер4
дечник.
3. Нанесение на спиральную арматуру защитного слоя бетона с после4
дующей тепловой обработкой и испытанием трубы.
Сборка формы производится после тщательной очистки ее частей и за4
ключается в сбалчивании отдельных полуформ; проклеивании швов лип4
кой лентой; установке анкерных колец и обечаек для образования фасон4
ной части раструба и смазке гладкого конца трубы. Собранная форма по4
ступает на пост натяжения продольной арматуры с помощью подвесного
гидравлического домкрата. Между анкерным кольцом и анкером арматуры
вставляется калиброванная по толщине шайба с прорезью для фиксации
необходимого удлинения и напряжения арматуры. После натяжения всей
продольной арматуры форма устанавливается мостовым краном на ролико4
вую или ременную центрифугу и загружается в несколько приемов самоход4
ным ложковым питателем отдозированной порцией бетонной смеси. После
распределения первого слоя бетонной смеси в форме питатель отводится за
ее пределы и увеличивается скорость вращения центрифуги для уплотне4
ния. Аналогично укладываются и уплотняются следующие слои бетона, что
предотвращает образование сквозных, радиально направленных капилля4
ров. При центрифугировании вода частично отжимается, и увеличивается
плотность бетона. Шлам после формования каждого слоя бетона сливается.
Форма с отформованным сердечником переносится краном на кантова4
тель и в вертикальном положении устанавливается в камеру тепловой обра4
ботки. После набора бетоном необходимой прочности форма с сердечником
поступает на распалубку, где производят плавную передачу напряжения
арматуры с упоров на бетон, перерезают арматуру между калиброванными
обечайками анкерными кольцами с обоих торцов формы, затем откручива4
ют болты, снимают верхнюю полуформу и извлекают железобетонный сер4
дечник. Затем железобетонный сердечник помещают в резервуар с теплой
водой (температура 45–50°С), где он выдерживается в течение суток.
После водного дозревания сердечник подают на арматурно4навивочный
станок, где навивается и напрягается спиральная арматура на железобетон4
ный сердечник.
Защитный слой цементно4песчаного бетона толщиной 20–25 мм нано4
сится специальным устройством, работающим по принципу виброштампо4
вания с одновременным медленным вращением трубы. Может наноситься
защитная бетонная смесь торкретированием или набрызгом. Для ускорен4
ного твердения защитного слоя трубу помещают в камеру или на стеллаж с
подогревом.
Готовая труба поступает на пост шлифовки раструба, после чего — на
гидроиспытание и на склад готовой продукции, где предусматривается оро4
шение изделий водой. Трубы, не выдержавшие гидроиспытаний, переводят4
ся в разряд малонапорных или безнапорных.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
241
5.12.2. ТРЕХСТУПЕНЧАТАЯ ТЕХНОЛОГИЯ
НАПОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБ
СО СТАЛЬНЫМ СЕРДЕЧНИКОМ
Железобетонная напорная труба со стальным сердечником выпускается
внутренним диаметром 250, 300, 400, 500, 600 мм и должна соответствовать
требованиям ГОСТ 26819. Прочностные характеристики труб класса Н10
обеспечивают работу трубопроводов под расчетным внутренним давлением
1,0 МПа; класса Н15 — 1,5 МПа при внешних нагрузках, соответствующих
усредненным условиям укладки труб. Конструкция трубы приведена на риC
сунке 118.
Стальной сердечник толщиной 1,5–2 мм состоит из цилиндра и приваC
ренных к нему калиброванных соединительных колец — раструба и втулки.
После нанесения методом центрифугирования внутреннего слоя бетона труC
бы на сердечник навивают спиральную напрягаемую арматуру, а затем метоC
дом силового набрызга наносят наружный слой бетона трубы.
Конструкция раструбного стыка приведена на рисунке 119.
Между раструбным и втулочным соединительными кольцами устанавC
ливается резиновое герметизирующее кольцо диаметром 16 мм. Резина кольC
ца, деформируясь (диаметр уменьшается на 35%), заполняет весь объем каC
навки и плотно прижимается к поверхности соединительных колец, швы
стыка зачеканиваются цементноCпесчаным раствором.
Толщина стенки трубы составляет 39–50 мм (в зависимости от диаметC
ра), толщина внутреннего покрытия 15–24 мм, наружного — 25 мм, диаC
метр спиральной арматуры 5–8 мм, шаг спирали 10–50 мм. Стальной циC
линдр армирует стенку трубы и обеспечивает ее водонепроницаемость. СпиC
ральная арматура навивается с напряжением около 100 МПа на поверхность
стального цилиндра после нанесения и затвердевания внутреннего бетонноC
го покрытия, при этом бетонное покрытие обжимается и повышается его
трещиностойкость. Кроме этого спиральная арматура армирует и повышает
сцепление наружного бетонного покрытия с поверхностью стального цилинC
дра, что обеспечивает совместную работу бетона и стали.
Рис. 118
Рис. 119
Конструкция напорной трубы
со стальным сердечником:
Раструбный стык труб со стальным
сердечником, М1 — перемычка
электрическая
1 — стальной цилиндр с раструбным (слева) и
втулочным (справа) соединительными кольцаC
ми; 2 — спиральная арматура, навитая на стальC
ной цилиндр.
242
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Рис. 120
Схема ременной центрифуги:
1 — стальной сердечник; 2 — электропривод; 3 — шкивы; 4 — ложковый питатель; 5 — привод,
ной вал; 6 — натяжной ролик.
Для изготовления бетона принимается ПЦ Д,0 400–500 Н с С3А не более
10%, не допускаются пластифицированные и гидрофобные портландцемен,
ты, а также добавки, содержащие хлориды. Песок с модулем крупности 2,4–
3,25 природный, кварцевый, гранитный, полевошпатовый или из твердых
известняков должен быть промытый, высушенный, фракционированный и
с крупностью до 5 мм — частицы крупнее 5 мм обязательно должны отсе,
ваться, так как при торкретировании отскакивают и представляют опас,
ность для окружающих.
Для центрифугированного слоя применяется смесь 1:3 с подвижностью
7–9 см глубины погружения конуса, что позволяет ей свободно распреде,
ляться при бетонировании, давление прессования соответствует 0,07 МПа.
Бетонная смесь для наружного покрытия труб методом торкретирования —
смесь цемента и песка 1:2 или 1:3, количество воды в смеси составляет 6–8%
от массы смеси сухих компонентов.
Стальные цилиндры изготавливаются сваркой по спирали рулонной ста,
ли толщиной 1,5–2 мм, шириной 500–1200 мм на автоматических станах.
Сварка проводится в среде углекислого газа со скоростью 1–1,5 м/мин. Если
рулонная сталь поступает смазанной маслом, то перед сваркой она проходит
через обезжиривающий раствор, затем дополнительно зачищается щетками
и просушивается горячим воздухом. Поверхность сварочного шва зачищает,
ся шлифовальной машиной; шов должен быть равнопрочным основному ме,
таллу.
Соединительные кольца изготавливаются также из стальной полосы, ко,
торая режется мерной длины, вальцуется в кольцо и сваривается с зачист,
кой шва, затем профилируется втулочное и раструбное кольцо, готовые коль,
ца калибруются и обмериваются.
Приварка колец к стальному цилиндру производится качественным
швом, минимальная толщина которого равна стенке цилиндра, но не менее
3 мм. Каждый стальной цилиндр обязательно подвергается гидроиспытани,
ям для проверки прочности и герметичности сварных швов. Напряжение в
стальном цилиндре достигает 170–175 МПа, что обеспечивается при давле,
нии воды от 0,67 до 1,5 МПа.
Перед установкой стального цилиндра на ременную центрифугу (рис. 120)
он очищается от смазки, устанавливаются бандажи жесткости и торцевые
шаблонные кольца.
При вращении стального цилиндра он заполняется ложковым питателем
бетонной смесью, а затем скорость вращения увеличивается для создания
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
243
12343567894
85 4 2 84836
6486488
36
8483 8
8 63
1 2 3 4 5 6 2 7 897
385 58
1223
4223
5223
6223
7223
88223
9523
823
6123
5623
1
Рис. 121
Схема арматурно8навивочного станка:
1 — электропривод; 2 — сердечник; 3 — промежуточная опора; 4 — план8шайба; 5 — станина;
6 — натяжное устройство; 7 — направляющая рама с подвижным роликом; 8 — бухтодержатель.
необходимого давления прессования. Скорость вращения сердечника при
формовании труб различного диаметра приведена в таблице 60.
Сердечник с отформованным внутренним слоем требует осторожного об8
ращения, бандажи жесткости и торцевые шаблонные кольца не снимаются
до конца тепловой обработки. Тепловлажностная обработка проводится по
режиму 5 + 2 + 6 + 1 при 65°С, прочность после тепловой обработки должна
быть не менее 20 МПа.
Навивка спиральной арматуры осуществляется на специальном станке
(рис. 121).
Конец арматурной проволоки приваривается к соединительному кольцу
сердечника, и включается привод вращения сердечника. В процессе навивки
на спиральную арматуру наносится цементное тесто с В/Ц = 0,6. Два8три вит8
ка укладываются на соединительное кольцо, затем включается привод и ка8
ретка начинает двигаться вдоль трубы, навивая арматуру с заданным шагом.
По окончании навивки на соединительном конце выполняются 2–3 витка
спиральной арматуры, станок останавливается и производят приварку кон8
ца спирали к соединительному кольцу сердечника и обрезку проволоки элек8
тросваркой.
Нанесение внешнего бетонного покрытия на сердечник должно произво8
диться до высыхания цементного теста, нанесенного на проволоку. Обмазка
повышает сцепление наружного слоя бетона с арматурой, устраняет воздуш8
ные прослойки между стальным цилиндром и навитой арматурой.
Наружный слой песчаного бетона наносится торкретированием. Смесь
1:1,5–1:3 с В/Ц 0,25–0,3 должна быть использована в течение одного часа с
момента приготовления в смесителе принудительного перемешивания 5–6
мин. Смесь приготавливается сначала без воды, а затем через распылитель
впрыскивается вода. Нарушение последовательности смешивания приводит
к образованию комков цемента, которые трудно распадаются при перемеши8
вании, и смесь становится неоднородной. Готовая смесь легко слеживается и
зависает в бункерах, также быстро теряет воду, поэтому ее нецелесообразно
244
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
заготавливать впрок. Смеситель должен располагаться вблизи торкретуста1
новки. Отскок состоит из цементно1песчаной смеси 1:10 и может использо1
ваться взамен 1/3 песка; неиспользованный в течение 1 ч отскок непригоден
для повторного применения.
Торкретирование наружного покрытия должно производиться при скоро1
сти вылета струи бетонной смеси около 40 м/с, непосредственно перед торкре1
тированием на поверхность сердечника распыляется цементное тесто с В/Ц = 0,6,
которое позволяет снизить отскок.
Установка для торкретирования состоит из приемного бункера, подаю1
щего транспортера с дозирующим устройством, рабочего органа — метате1
ля, самоходной тележки, системы для сбора отскока и пульта управления
(рис. 122).
Две стенки бункера сделаны из транспортерной ленты, на них установле1
ны сводообрушающие устройства, обеспечивающие возвратно1поступатель1
ное движение стенок. Дозирующее устройство представляет собой скребко1
вый транспортер, подающий равномерными порциями бетонную смесь в ра1
бочий орган. Последний представляет собой два резиновых пневматических
баллона (списанные колеса самолетов), имеющих привод и вращающихся с
окружной скоростью около 40 м/с. Бетонная смесь захватывается пневмо1
баллонами, разгоняется до указанной скорости и выбрасывается в виде фа1
кела на наружную поверхность сердечника.
Самоходная тележка обеспечивает закрепление сердечника, его поступа1
тельное перемещение и вращение со скоростью 20–30 об/мин, что позволяет
равномерно наносить торкретбетон на наружную поверхность сердечника.
В процессе нанесения торкретбетона расстояние между поверхностью сер1
дечника и местом выброса бетонной смеси должно составлять 50–70 см. Проч1
ность торкретбетона должна обеспечивать после его нанесения переноску
готовой трубы с помощью траверсы из транспортерной ленты.
Пропаривание осуществляется по мягкому режиму: 2 + 2 + 11…12 + 1 при
65°С, после чего изделия выдерживаются в цехе не менее 4 ч. В результате
прочность бетона должна быть не менее 90% от проектного класса В35, при
этом прочность внутреннего покрытия после повторной пропарки должна
достигнуть проектного класса В35.
Рис. 122
Схема установки для нанесения
наружного покрытия из
мелкозернистого бетона:
1 — метатель; 2 — стальной сердечник; 3 —
тележка; 4 — бункер; 5 — питатель.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
245
5.13. ТОРКРЕТИРОВАНИЕ,
ПНЕВМОБЕТОНИРОВАНИЕ, НАБРЫЗГ
В ТЕХНОЛОГИИ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Торкретирование — способ формования железобетонных
изделий, при котором уплотнение смеси достигается при нанесении ее на
поверхность формы силой механического или пневматического воздейст6
вия. Характерным для торкретирования является совмещение в одном тех6
нологическом процессе перемешивания, транспортирования и уплотнения
бетонной смеси. Торкретбетон обладает высокими показателями прочности,
плотности и водонепроницаемости и применяется при изготовлении армоце6
ментных изделий и для получения водонепроницаемого защитного слоя при
изготовлении напорных железобетонных труб.
Установка для торкретирования состоит из цемент6пушки, компрессора,
бака для воды, воздухоочистителя и шлангов с наконечником6соплом (рис. 123).
Сухую бетонную смесь загружают в цемент6пушку, из которой она сжатым
воздухом передается в материальный шланг и поступает в сопло, по другому
шлангу под давлением, превышающим
давление в материальном шланге, в со6
пло подается вода. В наконечнике сухая
смесь смачивается водой и со скоростью
90–100 м/с выбрасывается на формуе6
мую поверхность, образуя плотный слой
толщиной около 20 мм.
При торкретировании продолжи6
тельность перемешивания смеси с во6
дой и укладки ее на поверхность край6
не мала, поэтому в уложенном бетоне
образование начальной структуры про6
исходит почти мгновенно, что позво6
ляет безопалубочным способом нано6
сить слой бетонной смеси на любые по6
верхности.
При необходимости укладки бето6
на слоями толщиной до 200 мм приме6
няют шприц6бетон, отличающийся от
торкретбетона использованием круп6
Рис. 123
Торкретирование железобетонных
ного заполнителя (до 20 мм) и мень6
изделий (сверху — схема установки
шим расходом цемента.
для торкретирования, cнизу — схема
цемент6пушки):
Пневмобетонирование — готовая
1 — сопло; 2 — цемент6пушка; 3 — шланг
мелкозернистая бетонная смесь по тру6
для сжатого воздуха; 4 — воздухоочиститель;
бопроводу прямоточным насосом на6
5 — компрессор; 6 — бак для воды; 7 — шланг
для воды; 8 — материальный шланг; 9 — верх6
гнетается в замкнутую камеру. Транс6
няя камера; 10 — кран; 11 — конусный за6
портирование ее и нанесение на по6
твор; 12 — воздухопровод; 13 — рукоять;
14 — штуцер материального шланга; 15 —
верхность формы происходят под
патрубок; 16 — разрыхлитель; 17 — конус6
воздействием сжатого воздуха при дав6
ный питатель; 18 — ячейка питателя; 19 —
нижняя камера; 20 — пневмодвигатель.
лении 0,7 МПа (рис. 124).
246
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Рис. 124
Схема установки для пневмобетонирования:
1 — смеситель; 2 — поршневой растворонасос; 3 — пнев8
матический растворонагнетатель; 4 — сопло; 5 — бето8
нируемая поверхность.
При оптимальной концентрации растворовоздушной смеси и скорости
30–60 м/с смесь в трубопроводе находится во взвешенном состоянии. В про8
цессе пневмобетонирования вытесняется до 25% воды, бетонная смесь ин8
тенсивно уплотняется кинетической энергией струи. Применение оптималь8
ных технологических режимов обеспечивает максимальное уплотнение бе8
тонной смеси с минимальным воздухосодержанием. Прочность песчаного
бетона 1:1 или 1:2 достигает 40 МПа, морозостойкость, сцепление с армату8
рой и водонепроницаемость выше, чем у вибрированного бетона.
Качество пневмобетона зависит от расстояния между наконечником, че8
рез который выдают бетонную смесь, и обрабатываемой поверхностью. Ре8
комендуется расстояние 80–90 см. При недостаточном удалении наконечни8
ка снижается эффект частичного обезвоживания смеси.
При формовании изделий механическим набрызгом применяют бетонную
смесь жесткостью 30–60 с, которая метательной машиной наносится на фор8
муемую поверхность. Бетонной смеси при этом сообщается определенный запас
кинетической энергии, которая затрачивается на укладку и уплотнение, созда8
вая условия получения плотного, водонепроницаемого бетона с прочностью при
сжатии до 45–50 МПа. Метательное устройство выполнено в виде двух вращаю8
щихся навстречу друг другу барабанов с эластичным покрытием, контактирую8
щих между собой. Метательная роторная головка сообщает растворной части
бетона скорость 30–60 м/с, а зернам крупного заполнителя — 20–30 м/с. Поэто8
му раствор укладывается с некоторым опережением, образуя постель, в кото8
рую втапливаются зерна крупного заполнителя, что создает условия для равно8
мерного распределения крупного заполнителя по всему объему.
Производительность установок механического набрызга достигает
100 м3/ч. Этот способ формования используют для нанесения защитного
слоя бетона при изготовлении некоторых железобетонных изделий.
5.14. ОСОБЕННОСТИ ФОРМОВАНИЯ
ПРЕДНАПРЯЖЕННЫХ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Как правило, для формования преднапряженных изделий и
конструкций используют вибрационные методы уплотнения бетонной сме8
си, но допускаются и другие методы формования после производственной
проверки их эффективности. Предварительно напряженные конструкции
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
247
по степени насыщенности арматурой подразделяются на нормально армированные (размер в свету между отдельными стержнями или их группами не
менее 20 мм) и на густоармированные (расстояние менее 20 мм). Марка бетонной смеси по удобоукладываемости для густоармированных конструкций на ступень выше, чем для нормально армированных. Для формования
изделий, выпускаемых мелкими сериями, применяют наружные и глубинные вибраторы, виброрейки или виброшаблоны, в этом случае для нормально армированных изделий марка бетонной смеси по удобоукладываемости П-1 (для густоармированных — П-2).
При массовом производстве применяют виброплощадки, вибробалки,
прикрепляемые к бортам форм, вибропоршневые установки, вибровкладыши для пустотных изделий, скользящую виброопалубку, вибропротяжные
устройства и виброштампы. В этом случае марки бетонной смеси по удобоукладываемости для нормально армированных изделий от П-1 до Ж-2 (для густоармированных — от П-2 до Ж-1).
Виброплощадки без пригрузов рекомендуется использовать для формования из тяжелого бетона плитных и линейных конструкций высотой не
более 450 мм. При большей высоте рекомендуется уплотнять на виброплощадках в сочетании с безынерционным пригрузом с тем, чтобы исключить
возможные разрывы сплошности бетона по высоте формуемого изделия при
виброускорении более 1,3 ускорения свободного падения. Если вес изделия
превышает грузоподъемность одной виброплощадки, то допускается производить формование на спаренных виброплощадках с принудительной синхронизацией виброблоков.
Формование изделий должно осуществляться в формах, жестко закрепленных на виброплощадках. Частота колебаний виброплощадки должна находиться в пределах 3000 + 200 кол/мин при амплитуде колебаний 0,5 + 0,1 мм;
допускаемые отклонения амплитуды указаны на поверхности поддона формы. Изделия из легкого бетона формуют на виброплощадках из смеси
жесткостью 60 с в сочетании с инерционными пригрузами. Для увеличения вибрируемой массы бетонной смеси рекомендуется для изделий высотой до 200 мм использовать пригрузы с удельным давлением 20 гс/см2,
для изделий толщиной более 200 мм — 40 гс/см2. Для ускорения уплотнения бетонной смеси при формовании изделий с невибрирующими вкладышами-пустотообразователями следует применять вибропригрузы. Продолжительность уплотнения бетонной смеси на виброплощадках должна
быть не менее 1 мин.
Виброплощадки с продольно направленными колебаниями могут применяться при формовании призматических сплошных конструкций значительной длины и тонкостенных изделий небольшой толщины, изготавливаемых
в вертикальном положении.
Для укладки в формы бетонной смеси, уплотняемой на виброплощадках
всех типов, рекомендуется применять следующие типы бетоноукладчиков:
§ для формования изделий постоянной толщины — с питателями, обеспечивающими равномерную раскладку и разравнивание бетонной смеси
слоем заданной толщины;
248
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
§ для формования ребристых изделий — трехбункерные бетоноукладчики
с тремя питателями;
§ для формования длинномерных изделий в вертикальных формах — бе4
тонораздатчики.
Полезный объем бункеров бетоноукладчиков и бетонораздатчиков реко4
мендуется не менее 1,15–1,3 объема формуемого изделия. Расстояние от
выпускного отверстия до формуемого изделия в бетонораздатчиках должно
быть не более 500 мм.
При формовании изделий на стендах или в силовых формах уплотнять
бетонную смесь рекомендуется с помощью навесных вибраторов, вибровалов
или вибропоршня. Допускается применение для указанных целей глубин4
ных вибраторов. Шаг расстановки наружных вибраторов на форме рассчи4
тывается так, чтобы передаваемые от них колебания во всех точках формуе4
мого изделия имели амплитуду не менее 0,15–0,2 мм. Наружные вибровалы
рекомендуется устанавливать на каждом продольном борту формы симмет4
рично. Рекомендуемая частота колебаний наружных вибровалов 3000 кол/
мин, а амплитуда колебаний продольных бортов форм 0,3–0,4 мм.
Вибропоршень для формования длинномерных конструкций рекоменду4
ется в виде гибкой балки, совершающей колебания с помощью дебалансных
вибраторов. Рекомендуемая частота вынужденных колебаний вибропоршня
3000 кол/мин, амплитуда 0,5–0,8 мм.
При формовании густоармированных изделий и конструкций, имею4
щих труднопроходимые для бетонной смеси зоны, рекомендуется укладку
и уплотнение бетонной смеси в форме проводить слоями высотой 15–30 см.
Продолжительность укладки каждого слоя бетонной смеси 30–40 с, после
укладки последнего слоя формуемое изделие уплотняется вибрацией 1–
2 мин.
Для формования тонкостенных пространственных конструкций реко4
мендуется применять скользящие виброштампы. Рабочая скорость переме4
щения вибропротяжных устройств вдоль формуемого изделия при толщине
изделия 80–100 мм и использовании бетонной смеси жесткостью 40–70 с —
0,8–1,2 м/мин, при жесткости смеси 70–150 с — 0,5–0,8 м/мин. При тол4
щине изделий 100 и 200 мм соответственно 0,5–1,0 м/мин и 0,4–0,6 м/мин.
Скорость холостого хода находится в пределах 15–30 м/мин. При формова4
нии изделий вибропротяжными устройствами долю песка в смеси заполни4
телей рекомендуется увеличивать на 5–10% по сравнению со смесью, приме4
няемой для формования на виброплощадках.
В случае вынужденных остановок вибропротяжных устройств с целью
предотвращения трещин и разрывов последующему движению должно пред4
шествовать включение вибраторов. Для обеспечения постоянного подпора в
вибробункере подача бетонной смеси в него должна осуществляться непре4
рывно.
Открытая поверхность формуемых изделий при отсутствии вибро4
пригруза и затирочных приспособлений должна заглаживаться виброрей4
кой или площадочными вибраторами, а при малых размерах поверхности —
вручную.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
249
5.15. КОНТРОЛЬ ПРИ ФОРМОВАНИИ
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Основной задачей организации производственного контроля
является обеспечение качества готовых изделий, предотвращение брака про3
дукции. Повышение качества сборных железобетонных изделий способствует
снижению их стоимости и сокращению трудовых затрат в строительстве. Кон3
троль производства возлагается на цеховой персонал, который отвечает за со3
блюдение технологических требований к изделиям. Необходимые испытания
(сплошные, выборочные или периодические) осуществляет персонал заводской
лаборатории, а испытание готовых изделий — отдел технического контроля.
Требуемое качество изделий в процессе формования обеспечивается со3
гласованием показателей удобоукладываемости бетонной смеси и принятых
режимов формования, соответствием фактических характеристик формую3
щего оборудования требуемым, соблюдением необходимой продолжитель3
ности уплотнения. Контроль степени уплотнения бетонной смеси осуществ3
ляется по коэффициенту уплотнения, который должен быть, как правило,
не менее 0,98. Равномерность уплотнения бетонной смеси в изделии при
выбранных режимах формования оценивается по расслаиваемости, показа3
тель раствороотделения не должен превышать 6–8% при осадке конуса при3
меняемой бетонной смеси до 10 см и 10–12% при осадке конуса более 10 см.
Однородность уплотнения бетонной смеси в изделии рекомендуется прове3
рять с использованием неразрушающих методов контроля однородности
прочности бетона.
При формовании железобетонных изделий, как правило, используется
трехступенчатый контроль:
§ входной контроль, включающий в себя контроль качества поступающей
на формование бетонной смеси (удобоукладываемость, средняя плотность,
расслаиваемость, сохраняемость и др.), арматурных изделий (размеры,
диаметр и класс используемой арматурной стали, качество поверхности,
наличие механических повреждений и изгибов и др.), смазки (вязкость,
однородность, температура и др.), кроме того, определяется работоспо3
собность используемого оборудования, состояние форм нужных типораз3
меров, транспортных средств и др.;
§ операционный контроль включает в себя правильность сборки и размеры
форм, установку и фиксацию проемообразователей, качество поверхно3
сти и смазки форм, режимы работы формовочного оборудования, пра3
вильность установки и надежность фиксации арматуры и закладных дета3
лей, величину напряжения при натяжении арматуры, деформации формы
при натяжении, крепление формы к виброплощадке, степень уплотнения
бетонной смеси при формовании, содержание вовлеченного воздуха, рас3
слаиваемость, среднюю плотность уплотненной бетонной смеси, качество
отделки неопалубленной поверхности изделий, распалубочную и отпуск3
ную прочность бетона, др.;
§ выходной контроль включает в себя наличие трещин и раковин в изде3
лии, качество поверхности и размеры изделий, прочность и другие пока3
затели качества бетона, недопустимость всплытия арматуры и др.
250
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Наиболее сложные задачи возникают при пооперационном контроле фор2
мования, так как здесь возможно получение изделий неправильной формы
или размеров, недостаточно или неравномерно прочных с большим числом
технологических трещин. Одной из причин, приводящих к низкому качест2
ву изделий, является состояние и конструкция металлических форм. В про2
цессе их эксплуатации нужно обеспечить их качественную чистку и смазку,
регулярную инструментальную проверку размеров формы, расстояния меж2
ду упорами, положения формо2 и проемообразователей, деформации формы
при напряжении арматуры, бетонировании, тепловой обработке, транспор2
тировке, кантовании.
При изготовлении железобетонных изделий, особенно с напряжением
арматуры, могут образовываться трещины в бетоне, которые ухудшают ка2
чество изделий. Формовочные трещины появляются в свежеотформованном
изделии в результате деформаций формы и взаимного смещения ее деталей
при изменении схемы опирания формы на разных этапах формования. Пре2
пятствовать смещению бетона может форма изделий, густое армирование
или предварительно напряженная арматура. Трещины могу появляться в
результате частичного или полного удаления бортоснастки, вследствие сбли2
жения стенок каналов после удаления пустотообразователей, вытекания це2
ментного теста через швы формы и др.
Причиной образования седиментационных трещин является неравномер2
ное уменьшение объема бетона в период схватывания и в начале твердения,
что объясняется расслоением смеси и контракцией бетона.
5.16. НЕМЕДЛЕННАЯ
ИЛИ УСКОРЕННАЯ РАСПАЛУБКА.
БЕЗОПАЛУБОЧНОЕ ФОРМОВАНИЕ
При массовом изготовлении относительно простых одно2
типных изделий, формуемых из жестких бетонных смесей, для значитель2
ного снижения металлоемкости технологической опалубки и связанных с
ней эксплуатационных и трудовых затрат в обоснованных случаях следует
применять немедленную распалубку путем снятия бортовой оснастки по2
сле формования изделий (в цикличных процессах) или безопалубочное фор2
мование (в непрерывных процессах) с соблюдением всех установленных
требований к геометрической точности и другим характеристикам гото2
вых изделий.
При массовом изготовлении изделий широкой и изменяемой номенкла2
туры и применении умеренно жестких и малоподвижных бетонных смесей
для целей, указанных выше, при соответствующем обосновании следует ис2
пользовать ускоренную распалубку (частичную немедленную, поэтапную или
комбинированные приемы), при которой немедленно после формования сни2
маются только отдельные вкладыши или базовые элементы бортоснастки, а
другие элементы (профилеобразующие и т. п.) снимаются после кратковре2
менного выдерживания или предварительной тепловой обработки свежеот2
формованных изделий в течение 0,5–2 ч.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
251
При применении немедленной или ускоренной распалубки изделий или
их элементов, а также безопалубочного формования прикладываемые к
свежеотформованным изделиям усилия от их массы и распалубки должны
быть увязаны со структурной прочностью уплотненной бетонной смеси.
При этом прочность уплотненной смеси, определяемую опытным путем,
следует принимать по результатам опытных формовок изделий и достигать
ее за счет повышения жесткости смеси и интенсификации процесса уплот;
нения, применения добавок;ускорителей, вакуумирования, предваритель;
ного выдерживания и других приемов. Во всех случаях структурная проч;
ность уплотненных смесей должна быть не менее 0,1 МПа (1 кгс/см2), а
направления распалубочных усилий следует задавать, как правило, из ус;
ловия отделения элементов бортоснастки за счет ее сдвига относительно
поверхности распалубливаемых изделий.
При безопалубочном формовании, немедленной и ускоренной распалубке
должно быть обеспечено: свободное вхождение в оснастку арматурного карка;
са; плавное, без резких толчков транспортирование свежераспалубленных из;
делий на поддонах, а их отделка — при приложении незначительных усилий.
Безопалубочное формование изделий на длинных стендах следует при;
менять для изготовления сплошных и пустотных предварительно напря;
женных изделий, преимущественно длинномерных и с повышенными тре;
бованиями к качеству, с использованием бетонных смесей жесткостью не
менее 15 с и скоростью формования не менее 1 м/мин.
ТЕСТЫ ДЛЯ САМОПРОВЕРКИ
Тест 7
ВИБРАЦИОННЫЕ И КОМБИНИРОВАННЫЕ
СПОСОБЫ ФОРМОВАНИЯ, ВАКУУМИРОВАНИЕ,
ЦЕНТРИФУГИРОВАНИЕ, ТОРКРЕТИРОВАНИЕ
1. В каком году изобретено виброуплотнение бетонной смеси?
А — 1905;
Б — 1917;
В — 1941;
Г — 1953.
2. В чем основное достоинство виброформования железобетонных изделий?
А — возможность снижения В/Ц;
Б — возможность повышения В/Ц;
В — уменьшение уровня шума;
Г — увеличение уровня шума.
3. Что выбрано в качестве критерия интенсивности колебаний по ускорению при
вибрационном уплотнении бетонной смеси?
А — произведение частоты на амплитуду колебаний;
Б — произведение квадрата угловой скорости на амплитуду вибрации;
В — произведение числа оборотов виброоргана на ускорение колебаний;
Г — произведение скорости колебаний на ускорение.
4. Как изменяется величина интенсивности колебаний с увеличением жесткости
бетонной смеси?
А — не изменяется;
Б — уменьшается;
252
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
В — увеличивается;
Г — падает до нуля.
5. При какой интенсивности колебаний обеспечивается качественное уплотнение
бетонной смеси?
А — 10–35 см2/с3;
Б — 36–55 см2/с3;
В — 56–79 см2/с3;
Г — 80–300 см2/с3.
6. Что является критерием оптимальности продолжительности вибрации?
А — максимальная электропроводность бетонной смеси;
Б — минимальная электропроводность бетонной смеси;
В — минимальное водосодержание;
Г — максимальное водосодержание.
7. Как определяется коэффициент ассиметрии колебаний ударноAвибрационных
машин?
А — отношение частоты к амплитуде колебаний;
Б — отношение нижней и верхней составляющих размаха колебаний;
В — произведение амплитуды на квадрат угловой скорости;
Г — произведение скорости на ускорение.
8. Чему должно быть равно ускорение колебаний рабочего органа формовочной
машины для уплотнения изделия из бетонной смеси марки ЖA1 (g — ускорение
свободного падения)?
А — 1g;
Б — 2,5g;
В — 4g;
Г — 7g.
9. Какова обычно частота вибрации при формовании железобетонных изделий?
А — 75 Гц;
Б — 50 Гц;
В — 30 Гц;
Г — 10 Гц.
10. Какое давление безынерционных пригрузов рекомендуется для ускорения проA
цессов уплотнения и формообразования бетонной смеси при формовании желеA
зобетонных изделий?
А — 0,001–0,002 МПа;
Б — 0,002–0,004 МПа;
В — 0,004–0,006 МПа;
Г — 0,006–0,008 МПа.
11. Какое статическое давление необходимо для виброштампования изделий?
А — 0,01–0,02 МПа;
Б — 0,02–0,04 МПа;
В — 0,04–0,06 МПа;
Г — 0,06–0,08 МПа.
12. Во сколько раз масса виброштампа должна превышать массу вытесняемой беA
тонной смеси?
А — в 1–1,2 раза;
Б — в 1,2–1,3 раза;
В — в 1,4–1,5 раз;
Г — в 1,5–2,0 раза.
13. Каким образом уменьшается прилипание скользящего виброштампа к поверхA
ности формуемого железобетонного изделия?
А — смазкой;
Б — вакуумированием;
В — устройством воздушных клапанов;
Г — дополнительной высокочастотной вибрацией.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
253
14. Каким достоинством обладает формующая установка для непрерывного формо0
вания пустотного настила?
А — простота армирования;
Б — возможность безопалубочного формования;
В — применение подвижных бетонных смесей;
Г — применение шлакопортландцемента.
15. За счет чего напрягается спиральная арматура при изготовлении напорных
труб виброгидропрессованием?
А — за счет пропускания электрического тока;
Б — благодаря удлинению с помощью домкрата;
В — под действием давления воды;
Г — вследствие применения напрягающего цемента.
16. Какая величина давления прессования используется при виброгидропрессова0
нии труб?
А — 1–2 МПа;
Б — 2,5–3,5 МПа;
В — 4–6 МПа;
Г — 7–10 МПа.
17. Для чего наружные полуформы, применяемые для виброгидропрессования труб,
скрепляются стяжными болтами с тарированными пружинами?
А — для обеспечения равномерного расширения бетона при прессовании за счет
раздвижки полуформ;
Б — для плотного соединения полуформ;
В — для предотвращения перекоса полуформ;
Г — для ускорения сборки полуформ.
18. Как передается давление воды на бетонную смесь при изготовлении железобе0
тонных труб виброгидропрессованием?
А — через перфорированный сердечник;
Б — через перфорированный сердечник, закрытый резиновым чехлом;
В — через перфорированный сердечник, снаружи которого установлена метал0
лическая сетка;
Г — через наружную обечайку.
19. Как подается пар при виброгидропрессовании труб?
А — внутрь сердечника;
Б — под брезентовый чехол;
В — одновременно внутрь сердечника и под брезентовый чехол;
Г — в тепловые отсеки форм.
20. Как натягивается продольная арматура при изготовлении напорных труб виб0
рогидропрессованием?
А — механическим способом;
Б — химическим способом;
В — электротермическим способом;
Г — электротермомеханическим способом.
21. Какое прогрессивное решение предлагается для армирования виброгидропрес0
сованных труб?
А — использование стержневой арматуры;
Б — использование спирально0перекрестного каркаса;
В — замена обычной проволоки на упрочненную вытяжкой;
Г — применение канатной арматуры.
22. Как можно сократить продолжительность формования виброгидропрессован0
ных труб?
А — применением глубинных вибраторов;
Б — применением электрических навесных вибраторов;
В — применением многокомпонентных виброплощадок;
Г — уменьшить давление прессования.
254
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
23. Какая жесткость бетонной смеси рекомендуется при формовании железобетон4
ных изделий экструзией?
А — 5–10 с;
Б — 10–15 с;
В — 15–20 с;
Г — 20–30 с.
24. Как изменяется В/Ц бетонной смеси при формовании изделий вибровакууми4
рованием?
А — увеличивается на 5–10%;
Б — уменьшается на 15–20%;
В — увеличивается на 15–20%;
Г — не изменяется.
25. Как изменяется величина В/Ц при прессвакуумировании изделий?
А — уменьшается на 25–30%;
Б — уменьшается на 30–40%;
В — увеличивается на 25–30%;
Г — увеличивается на 30–40%.
26. При каком способе центрифугирования стенки пор делаются перфорированными?
А — при использовании ременных центрифуг;
Б — при фильтрационном способе;
В — при использовании отстойного способа;
Г — при использовании осевых центрифуг.
27. Под действием каких сил уплотняется бетонная смесь при центрифугировании
изделий?
А — под действием центростремительных сил;
Б — под действием сил тяжести;
В — под действием сил тяжести и центробежных сил;
Г — под действием центробежных сил.
28. Как изменяется величина прессующего давления при увеличении скорости вра4
щения центрифуги?
А — увеличивается;
Б — увеличивается до 800 об/мин, потом стабилизируется;
В — уменьшается;
Г — не изменяется.
ГЛАВА 5. СПОСОБЫ ФОРМОВАНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
255
ГЛАВА
Глава 6. ОТДЕЛКА ФОРМУЕМЫХ
ЖЕЛЕЗОБЕТОННЫХ
ИЗДЕЛИЙ
6.1. СПОСОБЫ ПОЛУЧЕНИЯ
РОВНЫХ ПОВЕРХНОСТЕЙ
6.1.1. ПОЛУЧЕНИЕ ГЛАДКИХ ПОВЕРХНОСТЕЙ
ПРИ ФОРМОВАНИИ ИЗДЕЛИЙ ЛИЦОМ ВВЕРХ
З
аглаживание открытых поверхностей в процессе формова/
ния изделий лицом вверх осуществляется, как правило, механизированно и
должно обеспечивать выполнение требований ГОСТ 13015 к качеству внут/
ренних поверхностей железобетонных изделий, предназначенных для окра/
ски и оклейки различными материалами.
Механизмы для заглаживания выполняются в качестве навесного обору/
дования бетоноукладчиков или в виде отдельных самоходных машин, или
12345623789
85 69
5489
1 2 3 4 5 6 2 7 897
9 8 878 9749574523692753545789
5359 69
"4 #$69
!8 8 9 48 49
485 59
54889
9
545239
45
5 5
59 7
9
%9
5
4 559
7
9
%9
12345456789 276 9
62
79
5 29
2 5
74 3 9
6 2 75
5
8 6 9 5
6 5
5
5
!5
+ 7&5
276 9
5 29
6 2 75 - 25
.*5
57&7 , 9
758 9
6 5
5
!5
-4&5
0&7 , 9
75
8 6 9
5
"5
. 5
5
256
- 25
"
5
7 9
485 59
54889
1 59
87 9
89548
8378
&#95
745239
23
5239
35
569
22929
'5 7
5239
482375
489219
"5
#776$ 5 5&' 5
254%9
(5
58 57 5
&4$1)5
#75 5
55
1 5
*1
5$45
*5&/$5
(*5
&4$1)5
1 5
*1.
15$45
.*5&' 5
1 * 5
(.*5
1.
&4$1)5
25 2512'723 5&7 34 53 2745/6785
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
как ручной инструмент. По конструктивной схеме рабочего органа заглаживающие машины и устройства подразделяются на дисковые, валковые и
реечные (табл. 61).
Дисковые заглаживающие машины с диаметром диска 350–500 мм выпускаются как в виде ручного инструмента, так и в виде навесного оборудования, смонтированного на самоходных рамах, мостах, консолях шириной
до 3 м и длиной не менее 3 м. Для повышения интенсивности заглаживания
дисковому рабочему органу рекомендуется сообщать кроме вращательного
дополнительное круговое движение.
Валковые заглаживающие устройства используются как навесное оборудование и монтируются поперек направления заглаживания, диаметр валка
около 250 мм.
Реечный рабочий орган в виде бруса может совершать как возвратнопоступательные, так и круговые движения. Брус, совершающий возвратнопоступательные движения, менее эффективен, так как при работе образует
полосы на поверхности изделий.
Наилучшие результаты получаются при комплексном применении указанного оборудования.
6.1.2. ПОЛУЧЕНИЕ ГЛАДКИХ ПОВЕРХНОСТЕЙ
ПРИ ФОРМОВАНИИ ИЗДЕЛИЙ ЛИЦОМ ВНИЗ
Для этого применяются: консистентные смазки, ударные виброплощадки, пластификация.
Гладкие поверхности железобетонных изделий, не требующие дальнейшей отделки, получают, применяя стеклопластиковые покрытия поверхности поддона и консистентные пастообразные смазки, состоящие из смеси
стеарина или парафина (20–30%) и технического вазелина. Смазку механизированно наносят роликами из губчатой резины.
Лицевую поверхность изделий можно получать при формовании их на
ударных виброплощадках с частотой 220 ударов в минуту (шок-столы) при
высоте падения 3–4 мм, одинаковой во всех точках верхней поверхности
изделий. Укладку бетонной смеси рекомендуется производить при работающем шок-столе, продолжительность 4–5 мин при толщине до 100 мм, и до 10
мин при толщине 100–120 мм. При изготовлении изделий с декоративными
рельефными поверхностями следует применять стеклопластиковые или железобетонные поддоны форм с полимерным покрытием. Эмульсол разрушает полимерные покрытия из полиэфирных смол, поэтому его нельзя применять для смазки таких форм.
Водная пластификация повышает подвижность бетонной смеси в слое,
примыкающем к форме. Пластификация достигается распылением воды по
смазанной поверхности формы. На 1 м2 поверхности разбрызгивается 0,5–
0,7 л воды. Водная пластификация способствует уменьшению числа и размеров пор, однако, если поверхность, обращенную к поддону, готовят к покраске, то в зависимости от чистоты поддонов, качества смазки и режима
формования после распалубки с нанесением шпаклевочного раствора все
ГЛАВА 6. ОТДЕЛКА ФОРМУЕМЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
257
или часть панелей нуждаются в затирке. Водная пластификация применяет3
ся при производстве горизонтально формуемых изделий. Поддоны форм ре3
комендуется смазывать только водоупорными смазками типа ОЭ32. Ороше3
ние поддонов водой целесообразно проводить перед фронтом укладываемой
бетонной смеси.
Пластификация литыми растворными смесями обеспечивает более вы3
сокое качество поверхности, чем пластификация водой. При этом проч3
ность бетона практически не снижается. Используются цементные растворы
1:1–1:2 или растворы на основе отделочного материала — белгородский бе3
лый (мел : портландцемент:песок = 3:2:5). Введение мелкодисперсных час3
тиц мела благоприятствует получению гладких поверхностей изделий. Пла3
стификация нижнего слоя бетонной смеси осуществляется механизирован3
но, средний расход растворной смеси составляет 1,2 л на 1 м2 поверхности
изделий.
6.2. СПОСОБЫ
ДЕКОРАТИВНОЙ ОТДЕЛКИ
Декоративная отделка сборных железобетонных изделий
выбирается в соответствии с архитектурными требованиями к изделиям и
принятой на заводе железобетонных изделий технологией. При отделке
изделий, контактирующих при эксплуатации с атмосферными воздейст3
виями, важно обеспечить их стойкость и долговечность. Для массовых из3
делий (наружные стеновые панели жилых и производственных зданий)
рекомендуется применять недорогие и нетрудоемкие способы отделки. Для
панелей входа, лестничных клеток и других немассовых изделий, приме3
няемых в меньших объемах, можно использовать более дорогие и трудоем3
кие способы отделки.
Выбор способов декоративной фасадной отделки (цветными бетонами,
керамической или стеклянной плиткой, декоративным рельефом и т. п.) сле3
дует производить в соответствии с архитектурно3техническими требования3
ми к изделиям, установленными стандартами, проектной документацией и
принятыми технологическими приемами формования (лицом вверх или вниз)
с обеспечением индустриальности и долговечности отделки. Параметры и
технологический регламент при выполнении отделки фасадных поверхно3
стей различными способами должны соответствовать нормативно3техниче3
ской документации.
6.2.1. ОТДЕЛКА ДЕКОРАТИВНЫМИ РАСТВОРАМИ
При отделке фасадных поверхностей декоративный слой раствора дол3
жен укладываться за один раз и уплотняться вибрацией. При формовании
панелей лицом вниз условия укладки, уплотнения и твердения декоратив3
ного слоя раствора лучше, а трудоемкость меньше, чем при формовке лицом
вверх, — при прочих равных условиях этот слой получается более долговеч3
ным и морозостойким.
258
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Разрыв между укладкой декоративного и конструктивного слоев пане,
лей не должен превышать 1,5 ч при изготовлении в цехах и 1 ч — при фор,
мовке на полигонах. Для повышения морозостойкости и уменьшения веро,
ятности образования на декоративном слое пятен и высолов следует приме,
нять малоподвижные смеси с расходом цемента не менее 400 кг и в процессе
формования уплотнять смеси до достижения величины коэффициента уп,
лотнения не менее 0,96. Рекомендуется вводить в состав декоративных рас,
творов гидрофобизирующие добавки (0,1–0,15% от массы цемента) для по,
вышения атмосферостойкости декоративного покрытия.
Для получения рельефной декоративной отделки применяется тисне,
ние отделочного раствора через полимерные пленки или плотную ткань с
помощью штампов или пригрузов, на которых имеются соответствующие
выступы и впадины, или их поверхности гладкие, а после укладки и раз,
равнивания декоративного раствора он укрывается пленкой, на ней насы,
пается равномерно крупный однофракционный заполнитель 20–40 или 40–
70 мм, который вдавливается в растворную смесь под давлением 0,04–
0,2 МПа.
Рельеф или рисунок на декоративной поверхности отделочного слоя
может быть получен путем погружения соответствующих матриц с помо,
щью вибрации. Для этого на заглаженную растворную поверхность поме,
щается пленка или ткань, на которую устанавливается, а затем утаплива,
ется матрица в соответствии с заданным рисунком. Получение гладкой
поверхности обеспечивается только в случае снятия пленки после тепло,
вой обработки.
Тиснение сложного рисунка нижнего декоративного слоя обеспечивает,
ся формованием панели на пленке из термостойкого пластика, под пленку
помещают разные материалы или изделия (щебень, арматурные отрезки
и др.). Для формирования рельефной поверхности под пленку может поме,
шаться рельефная резиновая матрица.
При укладке декоративного раствора его слой после уплотнения должен
быть выше выступов рельефа не менее чем на 10 мм.
6.2.2. ОТДЕЛКА ВТАПЛИВАНИЕМ
ДЕКОРАТИВНОГО ЗАПОЛНИТЕЛЯ
Применяется только мытый фракционированный щебень или гравий
фракций 10–20, 20–40, 40–70 мм, а для цокольных панелей — 70–200 мм,
который втапливается вибрацией в растворную смесь примерно на полови,
ну толщины зерна. Для изделий, изготавливаемых лицом вверх, втаплива,
ние осуществляется трамбованием или укаткой роликом, при этом поверх,
ность изделия должна быть предварительно уплотнена и заглажена. Для
предотвращения сколов облицовки в раствор по периметру панели и ее
проемов вставляется рейка сечением 20´10 мм. Подвижность растворной
смеси должна быть 1–4 см глубины погружения конуса. После распалубки
поверхность изделия промывается водой и очищается от осыпающихся зе,
рен (см. рис. 125).
ГЛАВА 6. ОТДЕЛКА ФОРМУЕМЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
259
Рис. 125
Линия отделки стеновых панелей дробленой крошкой:
1 — приемные бункера для крошки; 2 — ленточный конвейер; 3 — гравиемойка; 4 — расходные
бункера; 5 — передвижной фактуроукладчик; 6 — смеситель для пигментированных цементов;
7 — форма; 8 — вибратор; 9 — траверса для переноса панелей; 10 — камера тепловой обработки;
11 — линия доводки и комплектации; 12 — тележка.
При отделке панелей, формуемых лицом вниз, методом втапливания де1
коративный заполнитель укладывается и утапливается в слой мокрого (влаж1
ность 5–8%) песка, распределенного по поддону слоем толщиной 5–15 мм.
При этом бетонную или растворную смесь нужно распределять равномерно по
поддону, не допуская смещения заполнителя. Подвижность бетонной смеси
не более 4 см осадки конуса. После тепловой обработки поверхность панелей
очищается от песка и удаляются потеки раствора с фасадной поверхности.
6.2.3. ОТДЕЛКА ОБНАЖЕНИЕМ ДЕКОРАТИВНОГО
КРУПНОГО ЗАПОЛНИТЕЛЯ
На заводах крупнопанельного домостроения при формовании наруж1
ных стеновых панелей обнажение крупного заполнителя рекомендуется
осуществлять двумя способами: распылением воды для смыва части рас1
творной смеси после формования и применением замедлителей твердения
цемента для возможности обнажения заполнителей после тепловой обра1
ботки. Способ обнажения фактуры бетона распыленной водой рекоменду1
ется при массовом производстве наружных стеновых панелей лицом вверх.
Второй способ рекомендуется при формовании изделий лицевой поверхно1
стью вниз.
Обнажение крупного декоративного заполнителя бетона водой осуществ1
ляется на свежеуплотненной и заглаженной поверхности изделия двумя спо1
собами:
260
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
§ при наклонном положении формы с изделием под углом 10–20° приме*
няется бетонная смесь с мелким заполнителем, а отмыв растворной со*
ставляющей поверхностного слоя производится в отстойник. Для обна*
жения крупного заполнителя фактурного слоя водой пользуются удоч*
кой*распылителем или пистолетом. Вода на поверхность панели должна
попадать в виде мелких капель, расход воды составляет 8–12 л на 1 м2
поверхности. Необходимо равномерно увлажнять поверхность изделий,
не допуская скопления воды в отдельных зонах. Сопло удочки должно
быть на 30–50 см удалено от поверхности панели с тем, чтобы струя воды
и сжатого воздуха (0,2–0,4 МПа) не выбивала крупный заполнитель из
уплотненной бетонной смеси. Угол наклона распыляемого факела воды к
поверхности панели должен быть 30–45°. Отмывку панели начинают с
верхней части (зона шириной 30–40 см). Время от окончания бетониро*
вания до окончания обнажения зерен заполнителя не должно превышать
одного часа. Обнажение заполнителя производят примерно на половину
толщины зерна, после обнажения толщина защитного слоя бетона над
арматурой должна быть не менее проектной;
§ при горизонтальном положении формы с изделием применяется декора*
тивный слой из крупнопористого бетона и устройство отстойника не тре*
буется, так как смываемое цементное тесто поступает в межзерновые
поры декоративного заполнителя. Обнажение заполнителя уплотненной
и заглаженной беспесчаной бетонной смеси производят сразу же после
окончания формования. Распыляют воду также удочкой*распылителем,
расход воды составляет 2–4 л/м2;
§ обнажение крупного заполнителя декоративного слоя бетона при помо*
щи замедлителей твердения цемента заключается во введении в фактур*
ный слой строго определенного количества замедлителя твердения и уда*
лении растворной части из 1/2 толщины фактурного слоя струей воды
или механическими щетками. Нанесение замедлителей твердения це*
мента может осуществляться:
1) на бумажные коврики в виде смеси с клеем, приклеивающим декора*
тивные плитки;
2) на поддон и борта формы в составе смазки;
3) в виде водного раствора замедлителя на поддон или верхнюю поверх*
ность панели, формуемой лицом вверх.
Для обнажения крупного заполнителя фасадного слоя наружных стено*
вых панелей рекомендуются следующие замедлители: гидрол (отход дерево*
обработки), мелмасса (отход переработки сахарной свеклы), сахар*отход,
бура (Na2B2O7 × 10H2O), ЛСТ, декстрин (продукт частичного расщепления
полисахаридов) и др. Наиболее широко известный отход целлюлозно*бумаж*
ной промышленности ЛСТ разрешается применять только для обработки
бетонов на серых цементах, на бетонных поверхностях с использованием
цветных и белых цементов ЛСТ оставляет желтоватый налет. Бура применя*
ется в виде порошка с крупностью зерен не более 0,3 мм. Оптимальный рас*
ход замедлителей устанавливается заводской лабораторией, при этом обна*
жение заполнителя должно обеспечиваться на 1/2–1/4 толщины зерна. При
ГЛАВА 6. ОТДЕЛКА ФОРМУЕМЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
261
формовании изделий лицом вниз фактурную бетонную смесь укладывают
равномерным по толщине слоем на подготовленный поддон, не допуская его
смещения по поверхности. Укладку, разравнивание и вибрирование рас7
творной или бетонной смеси следует производить не дольше 15 мин.
6.2.4. ОТДЕЛКА ЦВЕТНЫМ БЕТОНОМ
Применяются цветные бетоны и заполнители из цветных горных пород.
Долговечность и морозостойкость декоративного слоя бетона достигается при7
менением умеренно жестких бетонных смесей, качественным уплотнением с
применением плотных, прочных, без загрязняющих примесей заполнителей.
Камневидная текстура бетона фасадных поверхностей (без растворного фона)
обеспечивается применением смесей, не содержащих кварцевого песка.
6.2.5. ОТДЕЛКА «ПОД ШУБУ»
Производится при формовании изделий лицевой поверхностью вверх,
для этого на лицевую поверхность наносят отделочный слой растворной
смеси толщиной 15–20 мм на белом или цветном цементе марки не ме7
нее 400. В растворе допускается небольшое количество частиц крупностью
не более 8 мм, подвижность растворной смеси по конусу СтройЦНИЛ долж7
на быть около 4 см. Для отделки над лицевой поверхностью изделия по
всей ширине передвигается перфорированная труба, к которой приварены
короткие трубочки с отверстием 5 мм. В трубу подается сжатый воздух под
давлением около 0,15 МПа, струйки сжатого воздуха закручивают тонкие
полоски растворной смеси, имитируя волокна шерсти — создается отделка
«под шубу». После такой отделки лицевая поверхность покрывается плен7
кой для защиты от капель конденсата и форма с изделием отправляется на
тепловлажностную обработку. В результате твердения вяжущего отделоч7
ная текстура фиксируется, после чего пленка снимается. Чередование глад7
ких лицевых поверхностей и панелей «под шубу» на здании придает фаса7
дам нарядный облик.
6.3. ОБЛИЦОВКА ПЛИТКАМИ ИЗ КЕРАМИКИ,
СТЕКЛА И ДРУГИХ МАТЕРИАЛОВ
Разнообразия отделки наружных стеновых панелей, формуе7
мых лицом вниз, рекомендуется достигать путем укладки ковриков с мало7
размерными плитками по профилированным подкладкам, создавая рельеф7
ную фасадную поверхность наружных стеновых панелей. Большеразмерные
керамические плитки могут укладываться в специальные матрицы7гнезда
при формовании лицом вверх или вниз. Плитки для фасадной отделки долж7
ны иметь водопоглощение не более 8% по массе.
Наружные стеновые панели отделываются мелкими плитками размером
5´5, 6´6 до 10´10 см, может использоваться ковровая мозаика 2´2, 3´3 см из
керамики или стекла. Как правило, плитки наклеиваются лицевой поверх7
ностью на плотной бумаге с промежутками около 2 мм, таким образом фор7
мируются коврики, которые укладываются в форму.
262
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
6.4. ОТДЕЛКА НАРУЖНЫХ СТЕНОВЫХ ПАНЕЛЕЙ
ИЗ ЯЧЕИСТОГО БЕТОНА
Для наружных стеновых панелей из ячеистого бетона приме/
няется декоративная отделка путем нанесения декоративного слоя раствора с
пониженной средней плотностью (как правило, не более 1400 кг/м3) для обес/
печения паропроницаемости или делается присыпка дробленым камнем.
Плотные слои отделки нельзя применять для стен из ячеистого бетона, так
как не обеспечивается их хорошее сцепление с основанием и на границе отдел/
ки с ячеистым бетоном задерживается водяной пар, который конденсируется,
повышая влажность и теплопроводность стен. При армировании стеновых па/
нелей высокая влажность может также вызвать коррозию арматуры. В зимнее
время влага в порах бетона будет замерзать и отделочный слой будет отслаи/
ваться от изделия. Обследования показывали, что через 3 года эксплуатации
стены из пенобетона, отделанные плотным декоративным раствором, имели
влажность не менее 22% по массе, тогда как неофактуренные характеризова/
лись влажностью не более 14%. Накопление влаги приводит к разрушению
ячеистого бетона в результате циклического замораживания в зимний период
эксплуатации, этот процесс происходит особенно интенсивно для помещений с
повышенной влажностью воздуха (относительная влажность более 70%).
Декоративный слой раствора укладывается в форму (при формовании
изделий лицом вниз), разравнивается, выдерживается около 30 мин, затем
заливается ячеистобетонная смесь. Нельзя заливать ячеистую смесь, если на
поверхности декоративного слоя имеются пленки воды, они при последую/
щей выдержке исчезают. Если через 35–40 мин ячеистобетонную смесь не
залили в форму, то требуется перед заливкой обработать декоративный слой
металлическими щетками для обеспечения сцепления между декоративным
и ячеистым слоями.
При формовании изделий лицом вверх после укладки ячеистобетонной
смеси в форму требуется выдержка 30–40 мин для обеспечения первоначаль/
ной прочности ячеистого бетона, затем на поверхность свежеотформованного
изделия разбрызгивается цементное молочко с В/Ц около 5, а затем осторож/
но, без падения, с высоты через лоток или гибким шлангом укладывается и
разравнивается слой декоративного раствора. Для предотвращения расслое/
ния растворной смеси в ее состав вводятся добавки — стабилизаторы.
При использовании щебеночной посыпки для изделий, формуемых ли/
цом вниз, в форму укладывается и разравнивается слой влажного песка
толщиной около 10 мм, затем равномерно рассеивается декоративный ще/
бень, который притапливается примерно на половину толщины зерен в пе/
сок прикаткой валиком. Ячеистобетонная смесь заливается через лоток так,
чтобы не было сдвига декоративного заполнителя. После тепловой обра/
ботки панели очищают нежесткой металлической щеткой, обрабатывают
водным раствором соляной кислоты и смывают водой. Фактура отделочно/
го слоя может быть песчаной, мелкощебеночной (5–10 мм) и крупнощебе/
ночной (10–40 мм). Такие отделочные слои не вызывают накопления влаги
в изделиях и повышают их долговечность благодаря тому, что в процессе
эксплуатации панели хорошо высыхают.
ГЛАВА 6. ОТДЕЛКА ФОРМУЕМЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
263
6.5. ХИМИЧЕСКАЯ ОБРАБОТКА
Применяется для наружных поверхностей железобетонных
изделий для повышения стойкости и долговечности фактурных слоев.
Наиболее широко применяется флюатирование — двухкратная обработка
поверхности изделий при их влажности не более 5% водными растворами флюа9
тов — солей кремнефтористводородой кислоты (MgSiF6 или ZnSiF6) концен9
трацией от 7 до 20% по массе. Интервал между нанесениями этих растворов не
менее 1 сут. Раствор наносится кистями или распылением. Соли MgSiF6 и ZnSiF6
токсичны и при работе с ними нужно тщательно соблюдать меры безопасности.
Флюатирование особенно эффективно при наличии в обрабатываемой
поверхности кальцита СаСО3, при этом протекает реакция
2CaCO3 + MgSiF6 = 2CaF2 + SiO2 + 2CO2.
Полученные нерастворимые в воде вещества СаF2, MgF2, SiO2 отлагаются
в порах бетона и уплотняют лицевой слой. В результате уменьшается его
водопоглощение и повышается водо9 и морозостойкость, бетонные поверх9
ности меньше загрязняются пылью.
Для более глубокого флюатирования иногда предварительно проводят обра9
ботку раствором хлорида кальция, а затем содой Na2CO3, при взаимодействии
которых получается СаСО3 и NaCl. Затем проводится обработка флюатами.
Гидрофобизация — пропитка водными растворами 5–7% концентрации
или эмульсиями 50% концентрации кремнеорганических веществ (поли9
этилгидроксил, этил9 или метилсиликонаты натрия и др.) для придания
фактурной поверхности водоотталкивающих свойств. Покрытие наносится
однократно, распылением на подсушенную поверхность фактурного слоя
(влажность не более 8% по массе). Расход материала составляет примерно
15–20 г на 1 м2 поверхности железобетонных изделий. Эти пропитки сохра9
няют свои свойства не более 5 лет, после чего требуется повторная пропитка.
Химическая обработка железобетонных изделий осуществляется рабо9
чими в специальной одежде: водонепроницаемые комбинезоны, резиновые
сапоги, клеенчатые фартуки, защитные очки, перчатки, респираторы.
6.6. ТЕХНОЛОГИЯ ЗАВОДСКОЙ ОТДЕЛКИ
И КОМПЛЕКТАЦИИ
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Отделку и комплектацию изделий на заводах осуществляют
на специальных постах или конвейерах отделки, оборудованных машинами
и устройствами для механизированного выполнения процесса (рис. 126).
Комплектация осуществляется с целью получения сборных железобе9
тонных изделий в более завершенном виде (изготовление конструкций по9
крытий с пароизоляцией, утеплителем и гидроизоляционным ковром, за9
полнение оконных и дверных проемов наружных стеновых панелей, обору9
дование санитарно9технических кабин соответствующими приборами и
отделка, устройство электропроводки в панелях внутренних стен и перего9
родок и др.). Под комплектацией понимают также укрупнительную сборку
264
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
а
б
Рис. 126
Пост отделки железобетонных изделий:
а — общий вид, б — схема работы; 1 — затирочный диск, 2 — каретка, 3 —
валок, 4 — форма с изделием.
Рис. 127
Схема подвесного конвейера отделки наружных стеновых панелей:
1 — штукатурно3затирочная машина; 2 — подвеска панелей к конвейеру; 3 — пневматический
роликовый прижим.
отдельно изготовленных на заводе элементов сборной конструкции в один
монолитный элемент.
Для отделки и комплектации наружных стеновых панелей они распола3
гаются вертикально, что позволяет проводить обработку с фасадной и внут3
ренней сторон. Различают конвейеры отделки с подвеской панелей за мон3
тажные петли на тележках, перемещаемых по монорельсовому пути, и теле3
жечные конвейеры с размещением панелей на тележках, перемещаемых по
рельсам на уровне пола. Для обеспечения устойчивости панели она сверху
удерживается прижимными роликами с двух сторон (рис. 127).
ГЛАВА 6. ОТДЕЛКА ФОРМУЕМЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
265
Линия отделки состоит из семи постов с шагом 4 м, скорость перемеще/
ния панели от поста к посту 0,15 м/с, ритм пульсирующего конвейера уста/
навливается по одной из самых длительных операций на постах конвейера.
Операции отделки наружных стеновых панелей могут быть распределе/
ны по постам следующим образом:
§ 1 пост: изнутри — установка панели, осмотр, заделка крупных раковин,
сколов; снаружи — местный ремонт и устранение поверхностных дефектов;
§ 2 пост: изнутри — мокрая затирка поверхности; снаружи — очистка по/
верхности, мойка плиток;
§ 3 пост: изнутри — установка и крепление оконных и дверных блоков;
снаружи — установка металлических сливов;
§ 4 пост: изнутри и снаружи — проконопачивание и заделка зазоров меж/
ду коробками и панелью, установка подоконника;
§ 5 пост: изнутри и снаружи — сушка панели в камере с вентиляцией;
§ 6 пост: изнутри — сухая затирка, грунтовка под окраску; снаружи —
шлифовка и фактурная обработка поверхности панели;
§ 7 пост: изнутри и снаружи — контроль качества произведенных работ и
съем панели с конвейера.
Отделка панелей перекрытия производится для создания гладких по/
верхностей, пригодных под побелку или окраску, может производиться свер/
ху или снизу. При отделке сверху на верхнюю поверхность панели при ее
горизонтальном перемещении наносится из бункера с питателем шпатле/
вочный раствор, который затирается дисковыми устройствами, затем зати/
рочный слой калибруется по толщине скребками и поверхность заглажива/
ется лопастным валом.
При отделке снизу панель после распалубки поступает на роликовый
конвейер, который направляет ее к устройству для смачивания нижней по/
верхности с помощью вращающегося вала с гибкими лопастями, которые
снизу опускаются в ванну с водой. Затем по такому же принципу на нижнюю
поверхность наносится и распределяется шпаклевка гибкими лопастями вра/
щающегося вала, и далее следует операция по калибровке пружинными
скребками толщины шпатлевочного слоя.
Отделочные работы санитарно/технических кабин выполняются на конвей/
ерной линии, представляющей собой тележечный конвейер из 14 тележек, пе/
ремещаемых от поста к посту реечными толкателями в пульсирующем режиме:
§ 1 пост — навеска дверного полотна, электротехнические работы;
§ 2 пост — сплошная шпатлевка стен и потолка;
§ 3 пост — огрунтовка стен под масляную окраску;
§ 4 пост — шпатлевка деревянных элементов под масляную окраску и про/
олифка;
§ 5 пост — настилка метлахских плиток пола;
§ 6 пост — первая масляная окраска стен, побелка потолка;
§ 7 пост — монтаж санитарно/технического оборудования;
§ 8–12 посты — сушка после мокрых процессов;
§ 13 пост — вторая масляная окраска стен и деревянных элементов;
§ 14 пост — сушка после окраски.
266
Powered by TCPDF (www.tcpdf.org)
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Рис. 128
Схема отделки панелей при стендовом производстве:
1 — бункер для бетона; 2 — машина для нанесения крошки; 3 — мостовой кран; 4 — бункер с
цветным бетоном; 5 — бункер с обычным бетоном; 6 — форма; 7 — машина для фактурной отделки.
Рис. 129
Схема организации отделки объемных блоков:
I — зона столярных, сантехнических и электромонтажных работ; II — штукатурные работы, суш:
ка; III — огрунтовка, малярные работы, сушка; IV — окраска, сушка; V — сдача объекта ОТК; VI —
малярные работы, сушка; VII — передаточная тележка; VIII–X — камеры тепловой обработки.
Продолжительность выполнения операций на каждом посту конвейера
отделки около 2–3 ч, что соответствует промежутку времени поступления
на конвейер отформованных кабин.
Схемы отделки панелей при стендовом производстве и отделки объем:
ных блоков приведены на рисунках 128, 129.
ТЕСТЫ ДЛЯ САМОПРОВЕРКИ
Тест 8
ОТДЕЛКА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
1. Какой рабочий орган заглаживающего устройства обеспечивает обработку по:
верхности бетонной смеси жесткостью 10–25 с?
А — диск;
Б — валок;
В — реечное устройство;
Г — любой.
ГЛАВА 6. ОТДЕЛКА ФОРМУЕМЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
267
2. Какой способ обеспечивает получение гладких поверхностей при формовании
изделий лицом вниз?
А — использование виброплощадок с горизонтальной вибрацией;
Б — с вертикальной вибрацией;
В — с многокомпонентной вибрацией;
Г — использование ударных виброплощадок.
3. Как обеспечивается водная пластификация бетонной смеси?
А — применяется бетонная смесь с повышенным водосодержанием;
Б — применяются добавки — пластификаторы;
В — разбрызгивается вода на смазанную форму;
Г — бетонная смесь затворяется водой на посту формования.
4. В каком случае декоративная отделка получается более морозостойкой?
А — при формовании лицом вверх;
Б — при формовании лицом вниз;
В — при формовании в кассетных машинах;
Г — при формовании на конвейерных линиях.
5. Для чего в состав декоративных растворов вводят гидрофобизирующие до>
бавки?
А — для повышения подвижности смесей;
Б — для снижения расслаиваемости растворных смесей;
В — для повышения долговечности декоративной отделки;
Г — для сохранения цвета.
6. Какие добавки обеспечивают обнажение декоративного заполнителя при фор>
мовании панелей лицом вниз?
А — ускорители;
Б — пластификаторы;
В — замедлители;
Г — ингибиторы.
7. Какой используется декоративный бетон для горизонтального обнажения зерен
заполнителя?
А — тяжелый;
Б — легкий;
В — мелкозернистый;
Г — крупнопористый.
8. Какое свойство должен обеспечить декоративный слой ячеистобетонных стено>
вых панелей?
А — водонепроницаемость;
Б — паропроницаемость;
В — теплопроводность;
Г — гигроскопичность.
9. Что такое флюатирование?
А — обработка растворами солей кремнефтористводородой кислоты;
Б — обработка растворами хлоридов;
В — обработка растворами сульфатов;
Г — обработка растворами нитратов.
10. Для чего проводится гидрофобизация декоративных покрытий?
А — для снижения водопоглощения;
Б — для повышения плотности;
В — для понижения теплопроводности;
Г — для улучшения сцепления с основанием.
11. Каково назначение конвейеров отделки?
А — уменьшение металлоемкости производства;
Б — повышение прочности бетона;
В — повышение водонепроницаемости бетона;
Г — повышение производительности отделочных работ.
268
РАЗДЕЛ 2. ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
РАЗДЕЛ ТРЕТИЙ
УСКОРЕНИЕ
ТВЕРДЕНИЯ БЕТОНА
ЖЕЛЕЗОБЕТОННЫХ
КОНСТРУКЦИЙ
ГЛАВА
Глава 7. ТЕПЛОВАЯ ОБРАБОТКА
7.1. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА:
ЗНАЧЕНИЕ И СОВРЕМЕННЫЕ СПОСОБЫ
Т
вердение бетона является самым длительным переделом в
технологии сборного и монолитного железобетона, определяет оборачивае1
мость форм и опалубки, количество производственных площадей и тепло1
вых агрегатов при производстве сборного железобетона и в значительной
мере влияет на стоимость продукции.
При расчете и контроле качества железобетонных конструкций опреде1
ляют через 28 сут нормального твердения (температура воздуха 20 ± 2°С,
относительная влажность воздуха не менее 95%) классы бетона по прочно1
сти. Этот возраст и условия твердения выявляют гидравлическую актив1
ность массовых видов цементов и других вяжущих и бетонов на их основе и
являются эталонными. По отношению к этим условиям судят о кинетике
твердения бетонов в разные сроки и при воздействии различных технологи1
ческих приемов и параметров окружающей среды на темпы твердения и
прочностные свойства бетонов.
Наряду с проектной прочностью назначаются в проектной и норматив1
ной документации распалубочная, передаточная и отпускная прочности, со1
ставляющие часть проектной прочности. Они достигаются в более короткие
сроки твердения и на их значения ориентируется технологический процесс
сборного и монолитного железобетона при условии достижения полной про1
ектной прочности в 281суточном возрасте. Скорость твердения бетонов опре1
деляется главным образом активностью вяжущего, величиной В/Ц, качест1
вом заполнителей и удобоукладываемостью бетонной смеси (жесткие бетон1
ные смеси твердеют быстрее).
Твердение бетона — весьма ответственный и продолжительный процесс,
определяющий длительность изготовления сборных железобетонных изде1
лий на заводах и полигонах и их себестоимость. При использовании порт1
ландцементов бетон в нормальных условиях твердения набирает распалу1
бочную прочность около 50% от марочной через 3–5 сут, а отпускную, со1
ставляющую не менее 70% от марочной, — через 7–10 сут, если же требуется
отпускная прочность более 70% (для некоторых изделий — сваи, шпалы и в
270
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
зимнее время), то выдержка будет достигать 20–28 сут. Такая длительная
выдержка экономически не приемлема, так как для ее осуществления тре(
буются большие производственные площади и большое количество метал(
лоемких форм. Даже при искусственном ускорении твердения бетона изде(
лий продолжительность вызревания изделий на заводах составляет до 90%
от общего времени, затраченного на осуществление всех производствен(
ных операций. Поэтому ускорение твердения бетона при высоком качестве
железобетонных изделий и конструкций и снижении их себестоимости яв(
ляется одной из основных задач технолога на предприятиях сборного желе(
зобетона.
Продолжительность ускоренного твердения зависит от качества приме(
няемых материалов, активности цемента, в том числе и при тепловой обра(
ботке, удобоукладываемости бетонной смеси и способа ее уплотнения, водо(
цементного отношения и др. Поэтому все операции изготовления сборного
железобетона должны быть организованы и рассмотрены в едином техноло(
гическом комплексе. Ускорение твердения бетона влияет на сроки строи(
тельства и возведения монолитных и сборно(монолитных конструкций.
Прочность бетона в определенный срок нормального твердения зависит
от активности цемента и истинного В/Ц:
Rб 1
Rц
,
A (В/Ц)1/2
где Rб — прочность бетона через 28 сут начального твердения; Rц — актив(
ность цемента; А — коэффициент, учитывающий влияние других факторов.
Это вытекает из физической сущности формирования структуры бетона
и цементного камня — цемент при твердении присоединяет 15–25% воды от
массы цемента, а для придания бетонной смеси подвижности добавляют
воды больше (до 40–70%), так как при В/Ц = 0,2 бетонная смесь почти сухая
и ее нельзя перемешать и плотно уложить. Избыточная вода остается в бето(
не в виде водяных или (при испарении и воздухововлечении) воздушных пор
и капилляров, понижающих прочность бетона.
Эта зависимость выполняется только в определенных пределах: при очень
низких В/Ц не удается получить удобообрабатываемые бетонные смеси и
необходимую плотность бетона, поэтому, начиная с определенного значения
В/Ц, дальнейшее его уменьшение не повышает, а понижает прочность бето(
на. Определенную роль в снижении прочности играет и тот факт, что для
гидратации цемента необходим некоторый избыток воды (в 2–3 раза), умень(
шение этого избытка замедляет гидратацию и снижает прочность бетона.
На прочность бетона, хоть и менее существенно, чем Rц и В/Ц, влияют
качество заполнителей и условия твердения бетона.
Таким образом, имеется некоторая полоса, на которой укладывается боль(
шинство опытных результатов с учетом возможных колебаний прочности
бетона от действия других факторов.
Для бетонов из умеренно(жестких и подвижных бетонных смесей при
коэффициенте уплотнения не менее 0,98 используют зависимости Боломея —
Скрамтаева: при В/Ц не менее 0,4 Rб = А × Rц × (Ц/В – 0,5), А = 0,65; 0,60; 0,55;
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
271
а при В/Ц менее 0,4 Rб = А1 × Rц × (Ц/В + 0,5), А1 = 0,43; 0,40; 0,37; коэффи%
циенты А и А1 приведены для материалов повышенного среднего и понижен%
ного качества соответственно.
На прочность бетона и водопотребность бетонной смеси заметно влияет
колебание отношения цемента к заполнителям (Ц/З) при постоянных В/Ц и
удобоукладываемости бетонной смеси. Для структуры с плавающим распо%
ложением зерен решающее влияние на Rб оказывает прочность цементного
камня, в бетоне с контактным расположением зерен большее влияние на Rб
оказывает прочность заполнителя. С уменьшением степени раздвижки зе%
рен крупного заполнителя влияние его на прочность бетона возрастает. От%
дельные фракции заполнителя по%разному влияют на прочность бетона и
водопотребность бетонной смеси (табл. 62)
1234536789
6
1234566789 5 23 9639
912999
2569639
253 626 7597 5 76
57
597
1 2 3 4 5 6 2 7 897
86565367 5 377
86565367 65 377
9
9
362659699 659
3 99 659 9
!"9
#9
2569639 4359$ 26%99 659 9
&9
'!9
2569639
)9
'!9
362659699459 91299(9
1
Прочность бетона также растет с увеличением объемной концентрации
цементного камня и уменьшением истинного В/Ц. В качестве общей количе%
ственной характеристики строения бетона можно воспользоваться условным
критерием L, который представляет отношение объемной концентрации це%
ментного камня в бетоне при истинном В/Ц к суммарной пористости Пб, кото%
рая складывается из пористости цементного камня, заполнителя Пз и возду%
хововлечения Пвв:
Ц/ 1ц 2 (В/Ц)и 3 Ц
С
L4
.
4
П б В 5 0,26 3 Ц 2 П3 2 П вв
Этим критерием учитывается фактор времени, свойства заполнителя (че%
рез В/Ци) и процесс формирования структуры. Для легкого и тяжелого бето%
на при L = 1, Rб = 24 МПа, при L = 2, Rб = 42 МПа, при L = 3, Rб = 51 МПа,
при L = 4, Rб = 60 МПа. Если первоначальная структура бетона слабая, с
большим количеством пор и дефектов, то и прочность бетона даже после
длительного твердения окажется невысокой, так как гидратных фаз не хва%
тит для исправления дефектов первоначальной структуры.
При возведении монолитных конструкций или сборных на полигонах
бетон твердеет при 5–35°С, при достаточной влажности воздуха рост прочно%
сти продолжается длительное время. Для ориентировочного определения
прочности бетона в разном возрасте Rп используют логарифмическую зави%
симость:
lg n
Rn 1 R28 2
,
lg28
где п — возраст бетона, отличный от 28 суток.
272
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
123454564789
7
5
5
674
6 45789
5
1 2 3 4 5 6 2 7 897
57 79434567
74
57111127896727 7
7
7
7
7
7
! 7
1234
12534
12364
1274
84
82894
82 64
1294
12874
123 4
12
4
84
828 4
82374
12 4
12884
12 74
12 34
84
82584
82994
1274
12164
12
4
12
4
84
82 94
82 74
44
4
12
4
12964
84
82 94
82774
1
Эта формула дает удовлетворительные результаты при п > 3 для бетонов,
приготовленных на рядовом портландцементе при температуре 15–20°С.
В действительности темп роста прочности бетона, особенно в раннем возрас*
те, зависит от минералогии и тонкости помола цемента, состава бетона, В/Ц,
вида и дозировки добавок. В таблице 63 дана относительная прочность бето*
на разного возраста, приготовленного при разных В/Ц — чем меньше В/Ц,
тем выше скорость роста прочности бетона.
Более точная формула будет иметь следующий вид:
lg n 1 lg k
Rn 2 Rk 3 (R28 1 Rk ) 4
,
lg28 1 lg k
где Rk — экспериментальное значение прочности в возрасте k суток.
Прочность бетона в возрасте 1 и 3 сут нормального твердения ориентиро*
вочно можно определить по формулам:
Rб1 = А1 × Rц1(Ц/В – 1,3); Rб3 = А3 × Rц3(Ц/В – 0,9),
где А1, А3 — коэффициенты, учитывающие влияние других факторов (А1,
А3 = 0,65; 0,6; 0,55 при В/Ц более 0,4, А1, А3 = 0,43; 0,4; 0,37 при В/Ц ме*
нее 0,4).
Rц1, Rц3 — активность цемента в возрасте 1 и 3 сут.
Если активность цемента в возрасте 1 и 3 сут неизвестна, то можно ори*
ентировочно принять
Rц1 = кц1 × Rц28; Rц3 = кц3 × Rц28,
где кц1 равняется 0,2 для медленно твердеющих цементов; 0,24 — для обыч*
ных рядовых цементов; 0,28 — для быстро твердеющих и высокопрочных
цементов; кц3 равняется соответственно 0,43; 0,48; 0,53.
В возрасте 7 и более суток зависимость приобретает вид
Rбп = кцп × R28 = кп × А × Rц × (Ц/В – 0,5),
где кцп — коэффициент, зависящий от времени твердения и качества мате*
риалов; А — коэффициент для формулы прочности бетона в возрасте 28 сут.
кцп = кп × А = а1 + в1 × lgn,
где а1, в1 — экспериментальные величины для конкретного цемента и запол*
нителей, использованных в бетоне.
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
273
12345367839 7 6 65
37
6 65 7
75 75 76 5 7
356 236 47 63 3 7
12
3456789 8
112
347 1112
1-2
1 2 3 4 5 6 2 7 897
3 365 78623653475 37
7797 !7 7
7797"!7 7
2 68 213222
2
2
2 68 2122213222
2
2
!" 498 2!#272$49%&' 498()
68 2*!#2$49%92(2+223,22+2
2
2
.47 012
2
2
2
2!#272*!#2$49%92/422
!2429'736745% 26975765 72
1
Наиболее существенное влияние на темп твердения бетона оказывает
минералогический состав цемента. По интенсивности нарастания поздней
прочности бетона при нормальной температуре современные цементы делят
на четыре типа (табл. 64).
Цементы I, II типов, обеспечивающие более быстрое нарастание прочно:
сти бетона при нормальной температуре в раннем возрасте, резко замедляют
прирост прочности в длительные сроки твердения, а бетоны на цементах III
и IV типов, медленно твердеющие вначале, показывают заметный рост проч:
ности в течение длительного времени. При благоприятных условиях проч:
ность бетона на этих цементах к полугодовому возрасту увеличивается в
1,5–1,8 раза, причем отмечается и рост прочности в дальнейшем на протя:
жении нескольких лет, хотя и более медленными темпами. Логарифмиче:
ская зависимость дает более надежные результаты при применении цемента
III типа. В других случаях необходимо вводить поправочные коэффициен:
ты, учитывающие особенности твердения бетонов на разных цементах. При
понижении температуры и влажности воздуха твердение бетона резко за:
медляется.
При изготовлении железобетонных изделий не всегда удается обеспе:
чить требуемую влажность в течение всего срока твердения бетона, так как
отделочные и монтажные работы часто требуют не только уменьшения влаж:
ности бетона, но даже высушивания его поверхности. В этих условиях нельзя
пользоваться коэффициентами, приведенными в таблице 63. Ориентировоч:
но можно считать, что при твердении бетона на открытом воздухе для цемен:
тов I и II типов к28–90 = 1,05; к28–180 = 1,1; для цементов III типа к28–90 = 1,05,
к28–180 = 1,25; для цементов IV типа к28–90 = 1,1, к28–180 = 1,3.
Способность бетона к длительному твердению можно использовать для
экономии цемента. В ряде случаев конструкция воспринимает расчетную
нагрузку в более поздние сроки, чем 28 сут. В благоприятных условиях твер:
дение бетона продолжается и к моменту передачи на конструкцию эксплуа:
тационной нагрузки прочность бетона часто превышает требуемую проек:
том. В подобных случаях, назначая более длительные сроки (90 или 180 сут)
достижения бетоном проектной прочности, можно уменьшить R28 и сэконо:
мить цемент, так как для получения бетона меньшей прочности требуется и
более низкий расход цемента.
274
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Заметное влияние на темп твердения бетона оказывают даже небольшие
колебания температуры воздуха. Относительная прочность бетона в возрас)
те 3 сут при твердении при 5°С составляет 0,27R28, а при твердении при
30°С — 0,5R28, т. е. возрастает почти в два раза. Поэтому при твердении
бетона массивных сооружений особенно в весенне)осенний период, необхо)
димо по возможности учитывать колебания температуры и ее влияние на
твердение бетона. При этом учитывают общее замедление темпа нарастания
прочности бетона со временем, а также возраст, в котором происходят коле)
бания температуры.
Если бетон твердеет при разной температуре, то ориентировочно его проч)
ность можно определить как сумму прочностей, достигнутых за периоды
твердения при различной температуре:
Rб = DR1 + DR2 + ... + DRn,
R1, DR2, …DRп — изменение прочности бетона за периоды твердения с темпе)
ратурами t1, t2, …tп. Расчеты можно производить графически, с помощью
экспериментальных логарифмических кривых изменения прочности бетона
во времени при разных температурах.
В действительности изменение прочности не происходит мгновенно, ин)
тенсивность нагрева и охлаждения зависит от перепада температур, свойств
бетона, массивности железобетонных конструкций, тепловыделения цемен)
та и других факторов, и обычно ее расчет весьма трудоемок. Поэтому для
ориентировочных расчетов можно условно принять скачкообразное измене)
ние температуры, тем более, что на прочность бетона, твердевшего при раз)
ных температурах, влияют все факторы, влияющие на прочность при стан)
дартной температуре и влажности. Поэтому более точные опыты получают
при использовании действительных кривых роста прочности бетона при раз)
ной температуре, полученных для конкретного состава бетона по результа)
там предварительных опытов.
В зимний период твердение практически прекращается (при температу)
ре бетона ниже 0°С), если в бетон не введены соли, снижающие температуру
замерзания воды. Бетон, начавший твердеть, а затем замерзший, после от)
таивания продолжает твердеть в теплой среде, прочность его нарастает, но
отстает от роста прочности бетона, твердевшего при нормальной температуре.
1234356789
2 5 74 64 9
3399
2 5 74
8 64 9 29393
1 2 3 4 5 6 2 7 897
4 112
9
26 46263
23 !1"
9 29393 64 9 9
249#6646 74
123
423
43
4563
723
823
63
9543
923
943
123
757 43
823
923
173
1 4573
423
743
17 43
1573
112 9
1
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
275
Замерзание бетона в раннем возрасте необратимо снижает его прочность
после оттаивания и последующего твердения в нормальных условиях. Это
объясняется тем, что свежий бетон насыщен водой, которая при замерза8
нии расширяется и разрывает связи между цементным камнем и заполни8
телями. При любом способе бетон следует предохранять от замерзания до
приобретения им минимальной (критической) прочности, которая сохра8
нит при последующем твердении при положительных температурах спо8
собность к твердению без значительного ухудшения основных свойств бе8
тона (см. табл. 65).
Повышение температуры бетона активизирует взаимодействие цемента
с водой и ускоряет твердение бетона. При этом фазовый состав продуктов
гидратации цемента, твердеющего при разных температурах, практически
остается одинаковым. Рост прочности бетона при нагреве может выражать8
ся логарифмической зависимостью со своими коэффициентами:
R = A2 × (lgt – lgt0),
где А2 — параметр, характеризующий поведение цемента при пропаривании
в принятых условиях испытания, МПа; t — время тепловой обработки, ч;
t0 — индукционный период твердения, ч (предварительный период до нача8
ла образования прочной структуры).
Минералогический состав цемента оказывает большое влияние на проч8
ность бетона, при пропаривании в первые часы наиболее высокую прочность
показывают бетоны на цементах I и II групп, причем тем более высокую, чем
больше в клинкере алита (табл. 66).
1234536789 6
7665 7
3
3
3 3
3
3
356
17
53471737175 7 95987695 7
277
17
6 7127
7
1 2 3 4 5 6 2 7 887
5 653672334
7
6 627
2356!59837
"5#3377
123
4563
7483
2913
425483
823
4563
83
2983
423
125183
3
7223
29783
5723
823
3
83
2943
5723
883
775743
83
29783
3
25823
775743
823
2973
53
1
Прочность бетона на цементах I группы в этот период значительно мень8
ше и только через 3–4 ч достигает, а затем становится больше прочности
бетонов на цементах III группы, а к 6–7 ч достигает прочности бетона на
цементах II группы. После этого рост прочности цементов I группы продол8
жается практически до 20–24 ч изотермической выдержки, тогда как проч8
ность цементов II группы практически прекращается к 6–7 ч изотермиче8
ской выдержки, а цементов III группы — к 6 ч.
Предельные значения прочности бетона, которые могут быть получены в
процессе тепловой обработки, зависят от вида цемента (табл. 67).
276
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
12343567839 7
37 92 7 92 2377937 9
1 2 3 4 5 6 2 7 897
737 3923
43567 92 7
937 91199
7 9
337 !119
239
4 "37 9
2343567 9
2 7 9
37 9 9
1245" 356769
32 3 98
432" 94594 "37 9
#$%92 7 937 99
72 2&3 9 9
3
3
3
3
1234435678893
3
3
3
3
12344435678893
3
3
3
3
23
3
3
3
3
123 33
3
3
3
3
123 33
3
3
3
3
49337 9
123435678893
23479
769
337 9
1 9
1
В таблице показаны отношения предельной прочности бетона при Ц/В =
= 2–2,5 к активности цемента при пропаривании, предельная прочность бе'
тона Rб, а также продолжительность, при которой она достигается.
Поскольку скорость нарастания прочности бетона в процессе пропарива'
ния, достигая максимальных значений в первые часы, затем резко понижа'
ется, то практически нецелесообразно проводить пропарку до получения
предельной прочности. Обычно ее заканчивают при прочности бетона 70–
80% от предельных значений. При этом обеспечивается достаточно интен'
сивный рост прочности бетона после пропарки, и она достигает в 28 сут задан'
ной средней прочности бетона, а время прогрева сокращается в 2–3 раза. При
этом предполагается, что пропаривание начнется через 2 ч после формования,
а подъем температуры будет плавный (3 ч до 80°С). Сокращение продолжи'
тельности тепловой обработки будет приводить к перерасходу цемента.
Наиболее подходящими цементами для тепловой обработки железобето'
на считаются ШПЦ, особенно с большой добавкой шлака, и ПЦ II группы с
повышенным содержанием алита. Ускорению твердения бетона при тепло'
вой обработке способствует уменьшение В/Ц в бетоне.
Данные рекомендации относятся к пропариванию изделий по оптималь'
ным режимам, нарушение их может привести к резкому ухудшению свойств
бетона, появлению трещин и других дефектов.
При длительном твердении наибольшую прочность показывает бетон,
объем которого минимальный, так как в этом случае плотность гидратных
фаз будет наибольшей. При нагреве в основном расширяется вода (коэффи'
циент термического расширения воды на 2 порядка больше, чем у цемента и
заполнителей), водяной пар и воздух, в результате в бетоне возникает давле'
ние до 0,5 МПа, которое может вызвать выход пара и резкое ухудшение
структуры бетона.
Важное значение при твердении имеет и контракция цементного камня.
Дополнительный объем пор, возникающий вследствие контракции, являет'
ся тем резервным объемом, в который может отжиматься вода при ее расши'
рении. Поэтому контракция способствует уменьшению дефектности струк'
туры бетона.
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
277
Возникновение избыточного давления в бетоне зависит от режима прогрева. Обычно бетон нагревается с поверхности, поэтому и избыточное давление в первую очередь возникает у его поверхности. При медленном нагреве избыточное давление бывает очень небольшим, так как миграция влаги
из области с повышенным давлением идет в более холодные части изделия и
диффузия пара способствует уменьшению избыточного давления. При очень
быстром нагреве (более 60°С/ч в час) эти факторы не успевают проявляться в
должной мере и избыточное давление резко возрастает, что в ряде случаев
может привести к непоправимым дефектам и браку, в частности, к вспучиванию верхней поверхности изделий.
Чем прочнее структура бетона, тем лучше она может сопротивляться
внутренним напряжениям, возникающим при его нагреве, особенно вследствие нагрева водяного пара. Наибольшие изменения в структуре возникают
в том случае, когда нагрев начинается сразу после окончания формования
изделий, когда прочность бетона мала и не оказывает противодействия расширению составляющих бетона, а температурные деформации ничем не ограничены (пропаривание изделий в открытой форме или на поддоне). При
этом, чем быстрее растет температура бетона, тем больше разрыхляется его
структура и увеличивается остаточная деформация.
Если нагрев начинается после того, как бетон схватился и достиг определенной прочности (около 0,6 МПа), то температурные деформации резко
уменьшаются, так как снижается количество свободной воды и образовавшаяся структура противодействует расширению воды и газообразной фазы.
При отсутствии предварительной выдержки перед пропаркой остаточные
деформации расширения составляют около 0,9 мм/м, после 2 ч предварительной выдержки они уменьшаются до 0,6 мм/м, после 4 ч — до 0,3 мм/м,
а после 6 ч — менее 0,2 мм/м. Разрыхление структуры бетона и накопление остаточных деформаций расширения резко ухудшают свойства бетона.
Для получения наилучших результатов необходимо, чтобы прочность структуры бетона в процессе нагрева всегда превышала внутренние напряжения
в бетоне.
В наименьшей степени бетон расширится, если возрастает объем только
твердой фазы. Расширение же воды будет компенсировано за счет воздушных пор, а давление газообразной фазы погашено сопротивлением структуры бетона.
Линейная деформация бетона при тепловом расширении твердой фазы
составляет 0,6 мм/м, а при расширении твердой фазы и воды — 2,6 мм/м.
На практике вследствие сопротивления структуры бетона деформации расширения всегда меньше.
При охлаждении в бетоне возникают напряжения вследствие того, что
образовавшаяся структура препятствует его температурному сжатию. В результате бетон не может сжаться до первоначальных размеров, а возникшие внутренние напряжения постепенно релаксируются, но оказывают
некоторое влияние на его последующее твердение, несколько уменьшая
прочность бетона, особенно при испытании сразу после охлаждения, а также его усадку.
278
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Пористость в процессе тепловой обработки увеличивается за счет капил"
лярных пор, так как поры геля обычно появляются и развиваются несколь"
ко позже, чем происходит основное расширение бетона при нагреве. Допол"
нительный объем, необходимый для компенсации давления в порах геля,
очень мал и обычно для этого вполне достаточно объема пор, возникающих
при контракции цементного камня. Увеличение объема капиллярных пор
при пропаривании изделий снижает морозостойкость и другие свойства бе"
тона. Применение жестких закрытых форм, ограничивающих расширение
бетона, способствует улучшению его качества.
Большое влияние на качество пропаренного бетона оказывает массооб"
мен при тепловой обработке. В этих условиях возникают градиенты влажно"
сти и температуры, под действием которых влага и газ перемещаются в
бетоне, разрыхляя его структуру. При неправильно организованном прогре"
ве влага может испаряться из бетона, замедляя гидратацию, оставляя капил"
ляры, повышающие проницаемость бетона и ухудшающие его долговечность.
Следовательно, нужно стремиться при прогреве к минимальным градиентам
температуры, ниже предельных, при которых начинается заметная деструк"
ция бетона. Величина предельных градиентов зависит от начальной прочно"
сти структуры бетона перед пропаркой и определяется экспериментально.
Уменьшению деструкции вследствие теплообмена при тепловой обработке
способствует применение горячих бетонных смесей, когда изделие формуют
из заранее разогретой бетонной смеси. Как и при нормальном твердении, 1%
увеличения пористости снижает прочность бетона в возрасте 28 сут на 5%.
Таким образом, для повышения качества пропариваемого бетона реко"
мендуются следующие технологические приемы:
§ тепловая обработка в паровоздушной или паровой среде с избыточным
давлением — уравновешивает давление, возникающее в бетоне, препят"
ствует его свободному расширению, уменьшает внутренний массопере"
нос, способствует уплотнению структуры в целом;
§ прогрев в закрытых металлических формах (например, в кассетах) —
ограничивает свободное тепловое расширение бетона, устраняет внеш"
ний массообмен (если в закрытой форме прочность бетона после тепло"
влажностной обработки 36,3 МПа, в открытой 31,3 МПа, на поддоне —
18 МПа, а в термокомпенсированной форме, не изменяющей размеры
при нагреве, — 47,3 МПа);
§ пропаривание с прогрессивно возрастающей скоростью или по ступенча"
тым режимам так, чтобы внутренние напряжения не превышали проч"
ность бетона в данное время — избыточное давление компенсируется кон"
тракционным вакуумом, возникающим напряжениям в бетоне противо"
действует прочность его структуры;
§ предварительное выдерживание развивает контракцию и повышает на"
чальную прочность до критической — сопротивление бетона внутрен"
ним напряжениям возрастает, снижается и величина внутренних на"
пряжений;
§ тепловая обработка в среде с переменной влажностью — уменьшает избы"
точное давление в бетоне, регулирует внутренний и внешний массообмен;
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
279
§ применение жестких хорошо уплотненных бетонных смесей и все способы
ускорения твердения бетона в начальный период прогрева — ограничива2
ют содержание воды и воздуха, ускоряют рост прочности и контракцию;
§ предварительный электро2 или пароразогрев бетонной смеси до формова2
ния изделий — устраняет градиенты температуры и влажности, ускоря2
ет гидратацию цемента;
§ ограничение температуры нагрева — уменьшает расширение бетона, осо2
бенно газа, у которого объем резко увеличивается выше 80°С, поэтому
уменьшается избыточное давление в бетоне.
Приближенная зависимость прочности пропаренного по оптимальным
режимам бетона от В/Ц приведена в таблице 68.
1234536718975 7
1897
5 7
5 76 5 77 7 55 7 6567
6 6777
2676 2 2 5 5 7 37
1 2 3 4 5 6 2 7 897
655 76 5 7
5 37
6 677 7
2676 2 2 5 5 7 123454678994
31 3 4
12 12 4
3
14
1 4
9994124
1
4
11 14
37
4
1
При необходимости получения 100% прочности после прогрева следует
проектировать состав бетона более высокой средней прочности, что вызыва2
ет увеличение расхода цемента.
Композиционные вяжущие резко ускоряют твердение бетона в первона2
чальном периоде, что позволяет проводить прогрев при 50–60°С, избегая
деструкции в твердеющем бетоне. В ряде случаев заданная прочность может
быть достигнута при естественном твердении за 12–24 ч. Нами без тепловой
обработки получено:
1234536789
1
67 9
67 9
12345678984
4 87896454164
4
4
12345678984
4 87896454164
4
4
12345678984
4 87896454164
4
4
12345678984
4 87896454164
4
4
1
Применение СП снижает В/Ц при водоредуцировании, что ускоряет твер2
дение, но СП замедляет гидратацию цемента, особенно в возрасте до 1 сут.
Суммарный эффект ускорения зависит от дозировки, вида СП и состава бето2
на и определяется экспериментально.
Совместно СП + МК уплотняет твердую фазу и ускоряет твердение в пер2
воначальном периоде. Разбавление цемента инертными минеральными до2
бавками замедляет рост прочности, в том числе и при повышенных темпера2
турах. Применение некоторых тонкомолотых шлаков способствует ускоре2
нию твердения бетона при повышенных температурах.
280
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Особое значение ускорение твердения бетона приобретает в зимних усло#
виях, при которых должны обязательно применяться специальные методы
зимнего бетонирования как прогревные, так и беспрогревные.
Современные способы ускорения твердения бетона при изготовлении сбор#
ных и монолитных изделий и конструкций условно делятся на три группы:
1) тепловые;
2) технологические;
3) химические.
В настоящее время для ускорения твердения бетона при изготовлении
сборного и монолитного железобетона часто применяется тепловая обработ#
ка, основой которой является повышение скорости химических реакций в
2 раза с увеличением температуры на 10°С. Так как твердение бетона обу#
словлено химической реакцией гидратации цемента, то повышение темпе#
ратуры без удаления влаги из бетона обеспечивает его ускоренное твердение.
На заводах сборного железобетона применяется тепловая обработка преиму#
щественно при температуре менее 100°С в воздушной среде повышенной
влажности для предотвращения высушивания бетона (пропаривание). Теп#
ловая обработка при температуре до 190°С при избыточном давлении до
1,2 МПа в паровой среде (запаривание) широко используется при изготовле#
нии изделий из тяжелого, легкого или ячеистого силикатного бетона.
Методы тепловой обработки совершенствуются с целью сокращения про#
должительности изготовления качественных железобетонных изделий и
уменьшения расхода тепловой энергии. Благодаря сокращению продолжи#
тельности тепловой обработки на заводах железобетонных изделий сокра#
щается цикл оборота форм и снижается их количество и металлоемкость
производства, уменьшается число установок для тепловой обработки, а сле#
довательно, и затраты на оборудование и его амортизацию. Это способствует
снижению себестоимости изготовления железобетонных конструкций и по#
вышению их конкурентоспособности.
Прогресс тепловлажностной обработки сборного железобетона осущест#
вляется по следующим направлениям:
§ применение эффективных высокоактивных быстротвердеющих цементов;
§ внедрение термосных режимов (т. е. эффективной теплоизоляции тепло#
вых агрегатов), уменьшение тепловых потерь, вторичное использование
теплоносителя;
§ использование тепловых установок, работающих при небольшом избы#
точном давлении;
§ многостадийная тепловая обработка для быстрого распалубливания из#
делий (повышение оборачиваемости форм) и увеличения загрузки камер
изделиями без форм;
§ сочетание тепловой обработки с технологическими и химическими мето#
дами.
Передача тепла бетону в изделиях и конструкциях может осуществлять#
ся следующими способами:
§ в среде насыщенного водяного пара, паровоздушной смеси или влажного
воздуха тепло передается при непосредственном контакте теплоносителя
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
281
с бетоном (острый пар) за счет теплоотдачи (ямные, туннельные, верти1
кальные камеры). Отдавая тепло, водяной пар конденсируется и накап1
ливается в камере, поэтому нужны устройства для сброса конденсата;
§ контактный нагрев — теплоноситель подается в замкнутые тепловые отсе1
ки, в которых нагреваются разделительные металлические стенки, а от них
тепло передается бетону (глухой пар). В качестве теплоносителя может ис1
пользоваться не только водяной пар, но также горячий воздух, дымовые
газы, перегретая вода, горячее масло и др. Широкое применение глухой
пар нашел в конструкциях термоформ, кассетных машин. Применение
водяного пара при температуре более 100°С вызывает появление избыточ1
ного давления, поэтому замкнутые тепловые полости должны выдержи1
вать воздействие избыточного давления, что усложняет и удорожает кон1
струкцию тепловых агрегатов. Кроме того, в тепловых полостях также
может накапливаться водный конденсат, поскольку теплоемкость воды наи1
большая из всех веществ на земле; оставлять конденсат в тепловых полос1
тях невыгодно экономически, так как на его нагрев тратится много тепла;
§ более эффективным теплоносителем являются минеральные масла, на1
грев которых до 150°С не вызывает возникновения избыточного давле1
ния, что позволяет интенсифицировать тепловую обработку без услож1
нения конструкций тепловых отсеков;
§ прогрев железобетонных изделий в бассейнах с горячей водой может
осуществляться при изготовлении железобетонных напорных труб;
§ в среде насыщенного водяного пара при температуре выше 100°С и избы1
точном давлении до 1,2 МПа осуществляется автоклавная обработка или
запаривание. Чем выше температура и давление в автоклаве, тем быст1
рее набирается прочность, но повышенные давления требуют специаль1
ных мероприятий по усилению конструкции автоклава для безопасности
его эксплуатации;
§ в последнее время получают распространение способы тепловой обработ1
ки в продуктах сгорания природного газа, а также при использовании
солнечной энергии (гелиокамеры). При этих способах нагрева нужны
специальные мероприятия для предотвращения испарения воды. Удале1
ние воды из бетона вызывает замедление и полное прекращение процес1
сов гидратации цемента, а следовательно, и роста прочности, кроме того,
приводит к созданию развитой открытой капиллярной пористости, что
отрицательно влияет на долговечность изделий;
§ предварительный нагрев воды затворения и заполнителей с последую1
щим приготовлением разогретой бетонной смеси, которая быстро достав1
ляется и укладывается с уплотнением в форму с последующим термо1
сным или изотермическим выдерживанием. Может использоваться так1
же затворение бетонной смеси в бетоносмесителе водяным паром, который
при перемешивании разогревает все компоненты бетонной смеси. За счет
разогрева бетонной смеси интенсифицируются процессы гидратации и
полнее используется тепло экзотермических реакций гидратации цемен1
та, что частично компенсирует теплопотери при выдержке и обеспечива1
ет медленное остывание изделий;
282
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
§ кратковременный (форсированный) электроразогрев бетонной смеси на
холодных материалах до 70–95°С. Бетонная смесь включается в цепь
переменного тока (при постоянном токе будет электролиз воды) как элек/
трическое сопротивление и по закону Джоуля — Ленца при этом выделя/
ется тепло, количество которого пропорционально времени, величине
силы и напряжению тока, проходящего через бетон;
§ электродный прогрев применяется для свежеотформованных изделий,
через которые пропускается переменный электрический ток. Тепло вы/
деляется во всем объеме бетона, что предотвращает возникновение пере/
падов температур, температурных напряжений и деформаций. Электро/
дами могут быть элементы формы или опалубки, арматура или специаль/
ные стержневые, полосовые и др. стальные элементы;
§ нагрев свежеотформованных изделий инфракрасными лучами — элек/
тромагнитными волнами с определенными параметрами, которые про/
никают в бетон и разогревают его. При этом также нужно заботиться о
предотвращении испарения воды;
§ индукционный нагрев осуществляется при помещении изделия в пере/
менное магнитное поле, за счет перемагничивания и возникновения вто/
ричных токов в стальной арматуре и форме они разогреваются.
До 80% сборных железобетонных изделий заводского изготовления под/
вергается пропариванию в камерах при нормальном атмосферном давлении
пара и температуре среды 60–95°С. На действующих предприятиях продол/
жительность тепловой обработки колеблется в широких пределах от 3 до 24 ч,
что зависит от многих факторов. Ускорение пропаривания без специальных
мероприятий (введение добавок ускорителей твердения, предварительный
разогрев бетонной смеси, многостадийная тепловая обработка, применение
цементов высокого качества и др.) с 13 до 6–7 ч приводит к повышению
расхода цемента в бетоне М200 на 80–100 кг, что повышает себестоимость
изделий.
Тепловая обработка сборных изделий проводится до достижения бето/
ном требуемой передаточной, распалубочной или отпускной прочности (от
50 до 80% в летнее время и не менее 90–95% от требуемой марочной прочно/
сти в зимнее время). При этом завод гарантирует достижение требуемой
прочности в возрасте 28 сут после пропаривания. В тех случаях, когда изде/
лия подвергаются нагрузке не менее 90% от проектной до достижения 28/
суточного возраста, а также если в процессе транспортирования и монтажа
на них воздействуют нагрузки, близкие к расчетным в холодный период
года, отпускная прочность бетона назначается равной его проектной требуе/
мой прочности.
Тепловая обработка сборных железобетонных изделий может осуществ/
ляться в камерах периодического или непрерывного действия, в специаль/
ных термоформах, термопакетах, в кассетных формах, а также под перенос/
ными колпаками. При этом в качестве теплоносителя (источника тепловой
энергии) могут использоваться водяной пар, паровоздушная смесь, горячий
воздух, электрический ток, солнечная энергия, продукты сгорания природ/
ного газа.
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
283
Степень ускорения твердения бетона при использовании прогревных способов оценивается величиной коэффициента ускорения:
Kуск 1
Rтво
2 2,
Rн.т
где Rтво — прочность, МПа, образцов бетона после тепловлажностной обработки; Rн.т — прочность, МПа, образцов бетона, твердевших в нормальных
условиях такое же время.
Чем больше коэффициент ускорения, тем эффективней организована тепловая обработка железобетонных изделий.
Технологические способы ускорения твердения бетона включают в себя:
§ применение быстротвердеющих (БТЦ) и особо быстротвердеющих (ОБТЦ)
цементов или с высокой маркой (с активностью свыше М500), обеспечивающих повышение механической прочности бетонов как в ранние, так
и в поздние сроки (табл. 69), или с компонентами, интенсифицирующими рост прочности в ранние сроки;
123453678967 5
275
1 2 3 4 5 6 2 7 897
932 393 533972 589 672372 8 95739
12 92345367891 95959
8 957 9
289889429
2896 7889429
9679
9679
!9679
123456774
6874
9 874
67874
12345 774
68 4
9 874
7874
44
6 874
7874
12345 774
1
§ для интенсификации начальных стадий твердения прибегают к направленному минералообразованию в клинкере в расчете на получение повышенного количества наиболее химически активных минералов С3S и С3А.
Интенсификация твердения может быть достигнута путем синтеза клинкеров с некоторым количеством нетрадиционных минералов, например
таких, как фторалюминат кальция С11А7СаF. Быстрому нарастанию начальной прочности может способствовать наличие в сырьевых материалах примесных растворимых компонентов, например щелочных, бариевых соединений, хлоридов и др. Их действие основано на химической
активации системы и не всегда сопровождается достижением высокой
конечной прочности;
§ тонкомолотые цементы (ТМЦ) ускоренно набирают прочность в раннем
возрасте вследствие более интенсивно протекающей реакции гидратации из-за увеличения суммарной площади поверхности взаимодействия
частиц цемента с водой затворения. Но при увеличении дисперсности
цемента повышается его водопотребность, поэтому ожидать ощутимого
прироста ранней прочности бетона на этих цементах можно только при
одновременном снижении водопотребности цемента за счет введения водоредуцирующих добавок. В результате появились цементы низкой водопотребности (ЦНВ), которые были получены домолом цемента с удель284
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ной поверхностью 300 м2/кг в присутствии 2–2,5% по массе суперпла"
стификатора СП"1 до удельной поверхности 420–450 м2/кг; в результате
водопотребность цемента снижается с 25% до 17%, а марочная проч"
ность при сжатии образцов из этого цемента повышается с 50 до 100 МПа.
Бетон на таком цементе уже в 12"часовом возрасте нормального тверде"
ния характеризуется прочностью не менее 25 МПа, а в марочном возрас"
те прочность бетона достигает 100 МПа;
§ применение комплексной добавки микрокремнезема (около 17%) и су"
перпластификатора СП"1 до 2,5% от массы цемента позволяет снижать
В/Ц до 0,3 без потери удобоукладываемости бетонной смеси и получать
без домола цемента быстротвердеющие бетоны с высокой 24"часовой проч"
ностью нормального твердения, а в марочном возрасте прочность бетона
при сжатии более 80 МПа (табл. 70, 71);
1234567898362 34658
532854 95268688 58818
48
328
42
783 3
1 2 3 4 5 6 2 7 897
8
42 58
8
6258
88
1 8
94
94
!838
123458"18
64
81134
1234
5164
77334
8754
1234
5164
77634
7524
94
3 4
8
4
81634
1234
5164
77634
75 4
73 34
7 4
7
4
81534
1234
5164
77634
7134
7 34
7 4
64
81 34
#$4547893745 9%82& 23498
2& 2348983'54998(5")838$& 42853*45
42 58983'54998
2282+,,99
7
123456278 7
458& #8
83$48
-83$48
.83$48
/083$48
1283$48
78 814
86 2164
8 6664
6 7334
65 174
7 7874
8 14
5 2624
5 17334
5 874
6 1184
67 5584
51 224
2
7334
3 574
1 6614
58 84
3 214
2 7334
2 17784
1
§ применение повышенных дозировок СП"1 (свыше 1,0%) без тонкодис"
персной минеральной добавки резко тормозит схватывание, твердение и
набор прочности бетона как в раннем, так и в марочном возрасте;
§ применение низких значений В/Ц приводит к получению жестких бе"
тонных смесей. Уплотнение таких бетонных смесей до значений коэффи"
циента уплотнения не менее 0,96 осуществляется интенсивными спосо"
бами формования — вибропрессованием, виброштампованием. Сразу по"
сле формования изделия из таких смесей (тротуарные плитки, бордюрные
камни, безнапорные трубы и др.) распалубливаются частично или пол"
ностью, а затем при выдержке в цехе 12–16 ч без тепловой обработки
набирают прочность не менее 20 МПа;
§ получение низких значений В/Ц возможно также в процессе формования
железобетонных изделий вследствие удаления части воды затворения
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
285
(до 30–40% от начального количества). Это достигается при фильтраци1
онном прессовании, вакуумировании, виброгидропрессовании, центрифу1
гировании. Чем больше удаляется воды из бетонной смеси при формова1
нии железобетонных изделий, тем ниже В/Ц и интенсивнее набор ранней
прочности бетона. Применение прессования, центрифугирования и ваку1
умирования сопровождается формированием направленной открытой по1
ристости бетона, что отрицательно сказывается на его стойкости, поэтому
целесообразно применять комплексные способы уплотнения бетонной
смеси: вибропрессование, центрифугирование с вибрированием и прессо1
ванием, вибровакуумирование и вибровакуумпрессование.
Химические способы ускорения твердения бетонов заключаются в при1
менении добавок1ускорителей твердения. К добавкам1ускорителям тверде1
ния по ГОСТ 24211120 относятся такие добавки, введение которых увеличи1
вает прочность бетона в возрасте 1 сут нормального твердения не менее чем
на 50%, а после тепловой обработки — не менее чем на 30% при снижении
прочности в возрасте 28 сут не более, чем на 5%. К ним относятся добавки
хлоридов, нитратов, нитритов, формиатов, тиосульфатов, роданитов и дру1
гих солей щелочных металлов. К нежелательным побочным эффектам при
использовании этих добавок относятся: возможность образования высолов,
щелочной коррозии и повышение электропроводности бетонных смесей и
бетонов.
По показателям качества добавки должны отвечать требованиям соот1
ветствующей нормативно1технической документации на конкретный про1
дукт, а по показателю эффективности действия — критерию эффективности
в соответствии с требованиями ГОСТ 24211.
Эффективность добавок определяют сравнением показателей качества
бетонных смесей и бетонов контрольного (без добавки) и основного (с добав1
ками) составов. Эффективность указанных добавок определяют только на
бетонах основного состава в соответствии с ГОСТ 30495196.
Оптимальная дозировка добавки — минимальное количество добавки,
при введении которой в состав бетона достигается максимальный эффект
действия по критериям эффективности в соответствии с ГОСТ 24211.
Добавки следует вводить в бетонные смеси с водой затворения. Непосред1
ственно перед использованием жидкие добавки, эмульсии, суспензии долж1
ны быть перемешаны, сухие добавки растворены. Воду, входящую в состав
добавок, учитывают при расчете состава бетона. В сухие бетонные смеси воду
вводят в один прием. Вода должна соответствовать требованиям ГОСТ 23732.
В лабораторных условиях замесы следует проводить на сухих заполните1
лях. Сыпучие материалы дозируют по массе. Воду и растворы (эмульсии,
суспензии) добавок дозируют по массе или объему. Допускается дозирова1
ние пористых заполнителей по объему с обязательным контролем насыпной
плотности.
Пробы бетонной смеси отбирают по ГОСТ 10181.0, образцы бетона для
различных видов испытаний изготавливают и хранят в соответствии с требо1
ваниями стандарта на конкретный вид испытания. Количество изготавли1
ваемых образцов определяют по стандарту на конкретный метод испытания.
286
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Образцы бетона контрольного и основного составов должны твердеть в
идентичных условиях, за исключением случаев, когда добавка использует)
ся с целью изменения режима твердения бетона.
Время предварительной выдержки бетона контрольного и основного со)
ставов, подвергаемого в процессе твердения тепловой обработке, не должно
различаться более чем на 20%.
Показатель эффективности действия добавки по критерию эффективно)
сти в соответствии с ГОСТ 24211 оценивают по следующим этапам:
§ подбирают бетон контрольного состава;
§ определяют оптимальную дозировку добавки;
§ сравнивают показатели бетонной смеси и бетона контрольного и основ)
ного составов.
Эффективность добавок, поступивших на предприятие, оценивают в сле)
дующей последовательности:
1) оценка соответствия добавок критерию эффективности по ГОСТ 24211;
2) оценка эффективности добавок применительно к конкретным услови)
ям производства.
1. Соответствие добавок критерию эффективности по ГОСТ 24211:
§ в тяжелых бетонах расход цемента должен составлять 350 кг/м3 при
определении эффективности действия всех добавок, кроме воздуховов)
лекающих;
§ для определения эффективности воздухововлекающих добавок расход
цемента должен составлять 280 кг/м3;
§ следует использовать две фракции щебня (5–10 и 10–20 мм); соотноше)
ние фракций должно быть подобрано, исходя из условий минимальной
пустотности. Доля мелкого заполнителя (r) в общей массе заполнителей:
при использовании воздухововлекающих добавок r = 0,35, при других
добавках r = 0,4;
§ оптимальную дозировку добавки подбирают следующим образом; в бетон)
ные смеси вводят добавки в количестве, равном граничным значениям,
указанным в нормативной документации на добавку, с 2–4 промежуточ)
ными дозировками добавки, отличающимися друг от друга на 20–30%.
Строят графическую зависимость, связывающую показатели качества
бетонных смесей и/или бетонов, являющихся критерием эффективности
по ГОСТ 24211, с дозировкой добавки;
§ работу проводят при температуре окружающего воздуха и материалов
20±5°С, за исключением работы с противоморозными добавками;
§ тепловую обработку бетонов проводят в пропарочной камере по режиму
3 + 3 + 6 + 2 ч при температуре изотермического прогрева 80°С для бето)
нов на портландцементе и 90°С — на шлакопортландцементе.
Эффективность добавок оценивают в лаборатории предприятия и на про)
изводстве при соблюдении следующих условий:
§ изготавливают бетон контрольного и основного составов, применяемых
на производстве;
§ в лабораторных и производственных условиях уточняют выбранную оп)
тимальную дозировку добавки с учетом цели ее применения;
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
287
§ работу проводят при температуре окружающего воздуха и материалов,
соответствующих условиям производства;
§ тепловую обработку бетонов проводят по режимам, принятым на произ2
водстве: в лабораторных условиях — в лабораторной пропарочной каме2
ре; в производственных условиях — вместе с соответствующими изде2
лиями и конструкциями.
Количество испытаний по определению эффективности действия добавок
должно составлять не менее трех для каждого параметра качества бетонных
смесей и/или бетонов. Цифровые значения показателей качества бетонных сме2
сей и бетонов рассчитывают по стандартам на конкретные методы испытаний.
Добавки должны иметь документ о качестве.
Средства измерения, испытательное оборудование и приспособления
должны быть аттестованы и поверены в установленном порядке.
Эффективность применяемых добавок определяется в следующем поряд2
ке: приготавливают бетонные смеси контрольного и основных составов с
маркой по удобоукладываемости П21. Из бетонных смесей изготавливают
образцы для испытания прочности на сжатие. Образцы бетонов с добавками
хранят в нормальных условиях (на два срока испытания — для ускоряющих
твердение и на четыре срока — для замедляющих твердение). Образцы бето2
нов испытывают на сжатие по ГОСТ 180 в возрасте 1 и 28 сут — для ускори2
телей твердения, в возрасте 1, 3, 7 и 28 сут — для замедлителей твердения.
При определении эффективности добавок, ускоряющих твердение, при2
рост прочности бетона основного состава DR вычисляют по формуле
2R 3
Rд 1 Rк
4 100.
Rк
При определении эффективности добавок, замедляющих твердение,
уменьшение прочности бетона основного состава DR вычисляют по формуле:
2R 3
Rк 1 Rд
4 100,
Rд
где Rд — прочность бетона основных составов, МПа; Rк — прочность бетона
контрольного состава, МПа.
Для интенсификации тепловой обработки, снижения расхода цемента и
энергетических затрат в бетонную смесь вводят добавки2ускорители (суль2
фат натрия (СН), хлорид кальция (ХК), водорастворимую смолу С289, нит2
рит натрия (НН), нитрит2нитрат кальция (ННК), нитрит2нитрат2хлорид каль2
ция ННХК и др.) наиболее ощутимый эффект ускорителей наблюдается при
использовании низкоалюминатных портландцементов (С3А до 6%) или шла2
копортландцементов (после пропарки прирост прочности до 20%, в мароч2
ном возрасте после пропарки — до 25%). Интенсифицирующее действие со2
лей электролитов на процесс твердения бетона объясняется ускорением про2
цесса гидратации цемента. Хлориды и сульфаты интенсифицируют коррозию
арматурной стали, поэтому для железобетона более приемлемы комплекс2
ные добавки ННК, ННХК, содержащие ингибиторы коррозии арматуры.
Эти добавки (до 3% от массы цемента) позволяют без снижения прочности
288
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
уменьшить длительность изотермического прогрева до 2 раз. При электро$
термообработке эти добавки снижают необходимое напряжение и расход
электроэнергии.
Электролиты — ускорители твердения наиболее эффективны вместе с
пластифицирующими добавками. При этом усиливается пластифицирую$
щий эффект, снижается расход пластификатора, снижается В/Ц или расход
цемента. Комплекс добавок суперпластификатора и ускорителя позволяет
повысить прочность бетона после пропаривания до 90% от проектной, а при
получении одинаковой прочности и при сниженном расходе воды сокраща$
ется продолжительность изотермической выдержки до 3 раз.
Прочность пропаренного бетона с добавками$ускорителями твердения при$
ведена в таблице 72, сравнение способов ускорения твердения — в таблице 73.
1 2 3 4 5 6 2 7 897
99 51
4 21
111213145112316478915968428
4 4591991
11
1751
1234567896 4
4
4
4
4
4
44
4
4
4)444
4
4
1234567896 4
4
4
4
4
4
4
4
4
4)444
4
4
1234567896 4
4
4
4
* 4
4
44
* 4
+ 4
4)444
4
+ 4
14496 68
8 !4"1#476224
$%4&6' 85(22 4
'25288 !4
"1#46 44564 $%4&6' 85(22 4
3 688 !4
"1#42224$%4&6' 85(22 4,-4
4--4
2 9 9176474421749 15299 1954
$94651641749 %15299 1
41+ 4"2 86%4
1
7
123456278 7
41 1475 9 1!"31 #
4 4 164 4751954 1
61"11
.412 64347/4- 484-40
475 4 1
61"2&11
0 3 * 4
43
* 3 + 4
3
4.492'6414 &847728 84
+ 34 4
034
0.4-'2224692 64567896 4
+ 3 0 4
3 +4
.4-'222472 66422!48'6 4:+3:04
3 4 4
3 +4
.4-'222472 66422!48'6 4:04: 4497'6
&'2698;4
3+ 4
034
*.4-'2224<<
3+ 4
03*4
.4-'222456789 4 '6 '2232844=&2'&8 > 8 6'847/4- 4
3+ 4
034
.4# 98(;4(22 84)4692 2456789 4)4&69?224
@2 6 472 66!424564:+3:04
3* 4
34
+.41 '6 92'52524"1%448
9'69824(22 4
4
4
4
1
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
289
7.2. ОСОБЕННОСТИ ТВЕРДЕНИЯ
И СТРУКТУРООБРАЗОВАНИЯ БЕТОНА
ПРИ ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКЕ
Сущность воздействия температурного фактора на твердение цемента в бетоне заключается в изменении химической активности воды.
С повышением температуры она возрастает вследствие распада крупных ассоциаций молекул воды на более мелкие. Последние становятся подвижнее
и интенсивнее взаимодействуют с частицами цемента, ускоряя процесс гидратации. В результате ускоряется появление гидратных новообразований,
формирующих цементный камень, связывающий все компоненты в единый
конгломерат — бетон.
При тепловой обработке твердение бетона настолько интенсифицируется,
что представляется возможным обеспечить достижение необходимой прочности в 20–30 раз быстрее, чем при температуре 20°С. При температуре 80–90°С
вводимые в цемент добавки молотого доменного гранулированного шлака проявляют химическую активность и приобретают свойства вяжущего.
Независимо от способа тепловой обработки при температуре до 100°С
нарастание прочности бетона, также как и при твердении в нормальных
условиях, протекает в три периода.
1. Незначительный прирост прочности (период формирования начальной структуры бетона).
2. Быстрое нарастание прочности (период упрочнения структуры).
3. Медленный рост прочности с возможными периодическими сбросами
(период стабилизации структуры).
Длительность отдельных периодов зависит от многих факторов: свойств
и вида цемента, В/Ц, соотношения компонентов и удобоукладываемости
бетонной смеси, вида и количества вводимых добавок, режима тепловлажностной обработки и др.
При твердении бетона образуется цементный камень, который включает:
§ непрореагировавшие остатки клинкерных зерен, содержание которых
со временем уменьшается;
§ гель, состоящий из частиц гидратных новообразований размером 5–20
нм и более и пор геля диаметром 1–100 нм. Объем пор геля составляет
около 39% от объема твердой фазы геля, а твердение при повышенных
температурах под давлением понижает объем этих пор до 22%;
§ относительно крупные кристаллы таких новообразований как Са(ОН)2,
эттрингит, не обладающие свойствами коллоидов;
§ капиллярные поры размером 100–20 000 нм и сферические воздушные
поры, образующиеся вследствие воздухововлечения и контракции.
При тепловлажностной и электрической термообработке до температуры 100°С бетонных и железобетонных изделий не происходит существенного изменения фазового состава гидратных новообразований цементного камня по сравнению с нормально твердевшим бетоном. Продукты гидратации
представлены в основном гидросиликатами кальция, есть в небольших количествах гидроалюминаты и гидроферриты кальция, а также портландит
(Са(ОН)2), эттрингит, карбонат кальция. В процессе тепловлажностной об290
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
работки наблюдается интенсификация процессов гидратации, развитие и
укрупнение первичных кристаллических сростков, увеличение микротвер(
дости гидратированной массы («старение геля»).
Температура оказывает очень большое влияние на скорость гидратации
и твердение цемента. Снижение температуры до 1–8°С в 2–3 раза замедляет
эти процессы по сравнению с твердением при обычных температурах, а ниже
0°С они почти полностью прекращаются. Повышение же температуры твер(
деющего бетона сопровождается большим ускорением роста прочности бето(
на. Оно становится достаточно заметным уже при температуре бетонной сме(
си 30–40°С (в теплые периоды года), в больших массивах эти температуры
могут держаться и в холодное время года (табл. 74).
1 2 3 4 5 6 2 7 897
12345637859 356 7 2 5 673 59777 792 5 7597568 96595 77
672345396595 77 295433597
12345
8297
3 597
7
!7
73 3292973 5977 52667117
"7
#7
$"7
%"7
&"7
'3357
7
7
7
7
7
7
7
7
7
7
7
7
1234
54
54
34
34
64
64
74
74
184
64
394
84
14
34
64
94
74
4
134
134
134
334
3 4
9 4
994
4
4
184
1 4
334
394
34
94
684
984
784
94
84
94
164
1 4
3 4
94
4
674
984
994
794
84
4
4
4
1 4
384
4
6 4
6 4
9 4
974
784
94
84
1884
1884
164
384
394
914
9 4
7 4
34
34
84
4
34
4
4
3 4
394
84
84
94
64
94
4
4
1884
1884
4
4
1
Резкое ускорение процессов твердения цементов и бетонов наступает при
70–95°С и особенно при 175–200°С и выше (автоклавная обработка). Однако
такое интенсивное воздействие температуры на твердение цементов прояв(
ляется лишь при наличии в них воды в жидком состоянии. Недостаток воды
во время твердения при повышенных температурах не только замедляет
процесс гидратации, но и снижает прочность и стойкость бетонов. При пол(
ном испарении воды процессы гидратации и твердения прекращаются. Кро(
ме того, высокие температуры тепловой обработки бетона, как правило, сни(
жают скорость набора прочности после нее. Поэтому в большинстве зару(
бежных стран тепловая обработка железобетонных изделий проводится при
температуре 50–60°С в среде с высокой влажностью.
При повышенных температурах весьма значительно изменяется кристал(
лическая структура цементного камня, возрастает степень закристаллизо(
ванности продуктов гидратации. По данным Т. В. Кузнецовой, в интервале
температур 25–95°С тоберморитовый гель постепенно превращается в хо(
рошо закристаллизованные соединения тоберморито(подобных фаз, и об(
разуются крупные кристаллы Са(ОН)2. В кристаллической форме выделя(
ются моногидросульфоалюминат и гидроалюминаты кальция. Укрупнение
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
291
кристаллогидратов, а также процессы перекристаллизации метастабильных
продуктов приводят к развитию различного рода деструктивных процессов
в твердеющем цементном камне (кристаллизационное давление, напряже7
ния, трещины), что снижает абсолютные значения достигаемой им прочно7
сти по сравнению с цементным камнем, длительно твердевшим при нор7
мальных условиях.
Таким образом, свойства пропаренного бетона отличаются от свойств
бетона, твердевшего в нормальных условиях, по следующим причинам:
§ «огрубление» структуры цементного камня при тепловлажностной обра7
ботке бетона вызывает уменьшение содержания цементного геля, фор7
мируются более крупные гидратные новообразования;
§ цементный камень и бетон после тепловлажностной обработки имеют по7
вышенную (на 8–15%) пористость в зависимости от режима и условий
пропарки. В отдельных случаях пористость может возрастать до 2 раз, глав7
ным образом за счет увеличения объема макропор радиусом более 100 нм.
Это приводит к повышению хрупкости бетона, уменьшается вязкость раз7
рушения, трещиностойкость, адгезионная прочность, а также прочность при
изгибе и осевом растяжении, ухудшается сцепление с арматурой. Повышен7
ная макрокапиллярная пористость снижает морозостойкость, водонепрони7
цаемость, защитные свойства бетона по отношению к стальной арматуре.
Основной причиной увеличения объема макрокапиллярной пористости
считается тепловое расширение жидкой и, особенно, парогазовой фаз в про7
цессе тепловой обработки бетона, что вызывает возникновение давления и
деструктивные процессы с увеличением внешнего объема. Этот процесс,
вследствие миграции влаги и перепадов температуры, может развиваться на
всех этапах тепловой обработки. На стадии нагрева периферийные участки
конструкций разогреваются быстрее, перепады температуры могут дости7
гать 30–40°С, что вызывает неравномерные деформации — наружные слои
стремятся расшириться, а внутренние им препятствуют. Как следствие —
возникают поверхностные трещины. На стадии изотермического или термо7
сного прогрева вследствие экзотермии гидратирующегося цемента темпера7
тура внутренних слоев может быть на 10–20°С выше, чем на периферии. На
стадии охлаждения быстрее остывает часть формы (поддона), не соприка7
сающаяся с изделием, что вызывает изгиб формы и возникновение дополни7
тельных трещин в изделии.
Деструктивные изменения могут частично «залечиваться» при после7
дующем естественном твердении, интенсивность которого связана с возмож7
ностью дальнейшей гидратации цемента, т. е. с принятым режимом тепло7
вой обработки и наличием остаточной влаги.
Влияние деструктивных явлений на прочность бетона оценивается по
величине коэффициента деструкции (Кд) — отношения прочности бетона
28 ) к
после тепловлажностной обработки и 28 сут нормального твердения (Rтво
28
прочности бетона после 28 сут нормального твердения (Rнт ):
Кд 1
292
28
Rтво
.
28
Rнт
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Если Кд < 1, то в бетоне протекают деструктивные процессы, нужно орга#
низовывать тепловую обработку так, чтобы выполнялось неравенство: Кд ³ 1.
На интенсивность протекания деструктивных процессов влияет большое ко#
личество факторов: массивность изготавливаемой конструкции; количество
цемента, воды и воздуха в бетонной смеси; степень ее уплотнения; время
начала прогрева после формования изделий (продолжительность и темпера#
тура предварительной выдержки); скорость разогрева — по Невиллю она
должна быть не более 15°С/ч, при быстром разогреве (до 50–60°С/ч) величи#
на деформаций расширения бетона железобетонных конструкций возраста#
ет в 3–5 раз; температура разогрева; длительность изотермического выдер#
живания; скорость охлаждения и др.
Величина деформаций бетона связана с комплексом различных объем#
ных изменений, протекающих в твердеющем бетоне:
§ температурные деформации компонентов бетона;
§ физико#химические процессы при твердении вяжущего (контракция,
экзотермия);
§ внешний и внутренний тепло# и массообмен;
§ деформации усадки, ползучести.
Величина остаточных деформаций расширения после пропарки железобе#
тонных изделий зависит от интенсивности протекания деструктивных про#
цессов, которая, в свою очередь, зависит от прочности бетона к началу тепло#
вой обработки конструкций (начальная прочность). При достаточно большой
начальной прочности бетона тепловое воздействие определенной интенсивно#
сти не приводит к возникновению деструкции бетона, максимальное расши#
рение бетона практически такое же, как для затвердевшего бетона. Величина
начальной прочности бетона, при которой не происходит деструкция при теп#
ловой обработке, называется критической прочностью (Rкрит), если фактиче#
ская начальная прочность бетона не менее критической, то деструктивные
явления при прогреве отсутствуют. Величина Rкрит = 0,2–0,8 МПа (в зависи#
мости от режима пропарки): чем больше Rкрит, тем больше может быть ско#
рость разогрева при тепловой обработке. После достижения бетоном прочно#
сти не менее Rкрит стабилизируется коэффициент термического расширения
бетона, он становится близким к термическим деформациям стали. Следова#
тельно, обеспечивается совместное расширение бетона и стали при разогреве,
не нарушается сцепление арматуры с бетоном при прогреве.
Таким образом, для обеспечения ускорения твердения бетона при тепло#
влажностной обработке и снижения или предотвращения развития деструк#
тивных процессов необходимо назначать такие режимы тепловой обработ#
ки, которые учитывают особенности применяемого цемента и бетона при
твердении в среде с повышенной температурой. Эти особенности зависят от:
§ минералогического и фазового состава цемента, его водопотребности, на#
личия химических и минеральных добавок;
§ свойств бетонной смеси — удобоукладываемости, активности и пористо#
сти заполнителей, воздухововлечения, содержания воды;
§ режима тепловой обработки, температуры и влажности паровоздушной
смеси, начальной прочности бетона;
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
293
§ параметров прогреваемой конструкции — массивности, толщины, площа+
ди открытых (неопалубленных) поверхностей, густоты армирования и др.
Правильность выбранного режима тепловлажностной обработки желе+
зобетонных изделий оценивается по следующим критериям:
1) степень ускорения твердения бе+
тона для получения отпускной проч+
ности;
2) степень развития деструктивных
процессов при прогреве, получение без+
дефектной структуры бетона;
3) прирост прочности бетона после
тепловой обработки в возрасте 28 сут
нормального твердения, обеспечение
требуемой прочности бетона в мароч+
ном возрасте.
Экономически целесообразно режи+
мы прогрева назначить такие, чтобы дос+
Рис. 130
тигалась передаточная, распалубочная,
Изменение основных показателей
отпускная прочность бетона в короткие
тепловой обработки ребристых плит
интервалы времени для увеличения обо+
3´6 м в зависимости от
продолжительности пропаривания S, ч: рачиваемости форм и снижения расхода
1 — расход цемента, Ц, кг/м3; 2 — металло+ тепловой энергии (рис. 130).
емкость форм q, кг/дм3; 3 — себестоимость
Наиболее эффективным теплоноси+
продукции, С, руб./м3.
телем является водяной пар, имеющий
максимальный коэффициент теплоотдачи. Практически, пропаривание при
атмосферном давлении проводится при температуре менее 100°С, чем ниже
температура, тем меньше содержание пара в паровоздушной смеси (при 80°С
содержание пара не более 50%), что ухудшает передачу тепла от теплоноси+
теля к бетону.
7.3. РАЗНОВИДНОСТИ РЕЖИМОВ
ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКИ
Тепловую обработку изделий следует производить в тепло+
вых агрегатах с применением режимов, обеспечивающих минимальный рас+
ход топливно+энергетических ресурсов и достижение бетоном заданных рас+
палубочной, передаточной и отпускной прочностей. При этом не допускает+
ся увеличение расхода цемента для достижения требуемой прочности в более
короткие сроки по сравнению с необходимым для получения заданного класса
(марки) по прочности бетона, установленным при подборах состава.
Значения передаточной и отпускной прочности бетона должны соответ+
ствовать значениям, указанным в стандартах или проектной документации
на изделия. Значение распалубочной прочности, условия и сроки достиже+
ния распалубочной, передаточной и отпускной прочностей для каждого вида
изделий следует устанавливать в соответствии с конкретными условиями
производства.
294
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
При тепловой обработке изделий из конструкционно!теплоизоляцион!
ного легкого бетона, кроме требований по обеспечению распалубочной и
отпускной прочности без увеличения расхода цемента, должна быть обеспе!
чена отпускная влажность бетона в изделиях, не превышающая допусти!
мую, а для изделий из напрягающего бетона — заданное самонапряжение.
При тепловой обработке паром напорных виброгидропрессованных труб
необходимо во время изотермической выдержки обеспечивать температуру
паровоздушной среды в полости внутреннего сердечника и под чехлом, кото!
рым накрывается форма, не менее 90–95°С, а в полости наружной формы
(паровой рубашке) — до 110°С не позднее чем через 1 ч после начала подачи
пара. Время тепловой обработки выбирается из условия получения необхо!
димой величины передаточной прочности.
Для сокращения цикла тепловой обработки изделий и увеличения обора!
чиваемости форм следует применять химические добавки!ускорители, бы!
стротвердеющие цементы, предварительный паро! или электроразогрев бе!
тонных смесей, двухстадийную тепловую обработку и другие приемы при
соответствующем технико!экономическом обосновании применительно к
конкретным условиям и технологическим схемам производства. Для пред!
варительно напряженных конструкций, изготовляемых в силовых формах,
двухстадийная обработка допускается при специальном обосновании.
Тепловая обработка сборных бетонных и железобетонных изделий и кон!
струкций проводится с применением режимов, обеспечивающих минималь!
ный расход топливно!энергетических ресурсов и ускоренное достижение бе!
тоном заданных значений передаточной, распалубочной отпускной и про!
ектной прочностей. При этом должны быть обеспечены соответствующие
температурно!влажностные условия для достижения при последующем скла!
дировании и хранении проектной прочности в установленные сроки (обычно
в 28 сут).
Режимы тепловлажностной обработки зависят от многих факторов, толь!
ко при учете всех факторов режим прогрева обеспечивает получение качест!
венных конструкций. Основные причины, влияющие на выбор режима теп!
ловой обработки:
§ начальная прочность бетона;
§ прочность бетона после пропарки;
§ массивность изделия по величине модуля поверхности М = S/V, где S —
площадь поверхности всех граней, м2; V — объем изделия, м3;
§ избыточное давление в камере тепловой обработки, относительная влаж!
ность;
§ скорость разогрева, температура и длительность изотермического или
термосного выдерживания;
§ вид, минералогический состав, активность цемента, наличие, вид и ко!
личество добавок;
§ В/Ц и подвижность бетонной смеси;
§ требования к бетону по морозостойкости и водонепроницаемости и др.
Наиболее распространен режим тепловой обработки, включающий три
этапа:
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
295
1) подъем температуры с постоянной или переменной скоростью, более
предпочтительна прогрессивно возрастающая скорость подъема темпера7
туры, как бы следующая за набором прочности бетона. Теплоноситель
обеспечивает разогрев камеры и изделия примерно с постоянной скоро7
стью;
2) изотермическая выдержка, при которой поддерживается постоян7
ная температура в камере, теплоноситель подается для компенсации теп7
лопотерь;
3) отключение подачи теплоносителя, сравнительно непродолжитель7
ное остывание изделий в камере, из которой может отбираться теплоно7
ситель.
Пример краткой записи этого режима — 3 + 6 + 2 при 80°С. На всех эта7
пах прогрева обязательны контроль температуры и влажности в камере.
Для ответственных железобетонных изделий, особенно с применением
предварительно напряженной арматуры, может использоваться двухступен7
чатый режим: 1 этап — медленный разогрев до 40°С; 2 этап — выдержка при
постоянной температуре для обеспечения хорошего сцепления бетона с ар7
матурой; 3 этап — более интенсивный подъем температуры до 70–80°С;
4 этап — короткая выдержка при максимальной температуре; 5 этап — от7
ключение подачи теплоносителя, отсос пара из тепловой камеры, непродол7
жительное остывание изделий вместе с камерой. Этот режим способствует
снижению потерь предварительного напряжения арматуры. Пример крат7
кой записи этого режима: 2 + 3 (40°С) + 2 + 4 (80°С) + 2.
Для менее ответственных конструкций можно допустить двухэтапный
режим: разогрев с определенной скоростью до максимальной температуры и
выдержка при этой температуре, охлаждение осуществляется без контроля
температуры.
Для изделий из легкого бетона может применяться одноэтапный ре7
жим, т. е. разогрев с заданной скоростью, затем отключение подачи тепло7
носителя и медленное остывание изделия в камере. Благодаря низкому
коэффициенту теплопроводности легкого бетона процесс этот будет прохо7
дить достаточно медленно, поэтому его можно проводить и вне камеры, так
как изделия из легкого конструкционно7теплоизоляционного бетона долж7
ны иметь низкую остаточную влажность, испарение влаги при этом допус7
кается.
Режим с предварительной выдержкой может быть одно7 и двухступенча7
тый. Предварительная выдержка упрочняет бетон и составляет для изделий
из жестких бетонных смесей до 2 ч, для изделий из подвижных смесей — до
6 ч. Благодаря первоначальной прочности бетона продукцию можно прогре7
вать по более жестким режимам (с большей скоростью подъема температуры
и при более высокой температуре) не опасаясь развития деструктивных яв7
лений.
Режимы тепловой обработки с прогрессивно возрастающей или ступен7
чатой скоростью подъема температуры позволяют на 2–3 ч сократить общую
продолжительность пропаривания, что равноценно снижению себестоимо7
сти изделий на 6–12%.
296
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Режим тепловой обработки должен подбираться в каждом конкретном
случае экспериментально и назначаться лабораторией предприятия с уче&
том фактического ритма работы формовочного цеха и тепловых установок.
В целях снижения расхода тепловой энергии следует максимально ис&
пользовать следующие возможности:
§ тепловую инерцию установок и осуществление за счет нее термосного
выдерживания разогретых изделий;
§ набор бетоном прочности в период межсменных перерывов, включая вы&
ходные, праздничные дни, и снижение за счет этого максимальной тем&
пературы разогрева изделий;
§ учет набора прочности бетона, в том числе после распалубки изделий,
при выдерживании в цехе на специальных площадках или в камерах
«дозревания», а также в период хранения на складе готовой продукции;
§ применение цементов с более высокой активностью при пропаривании, а
также быстротвердеющих цементов;
§ применение химических добавок, интенсифицирующих твердение бето&
на при тепловом воздействии.
Для снижения расхода тепловой энергии необходимо оперативно его учи&
тывать, увеличивать коэффициент заполнения тепловых установок и мак&
симально снизить непроизводительные затраты. При строительстве новых и
реконструкции действующих тепловых установок для тепловой обработки
железобетонных изделий и конструкций следует предусматривать специ&
альные меры по экономному расходованию тепловой энергии и устранению
ее потерь путем:
§ теплоизоляции ограждений камер, элементов термоформ и кассетных
установок;
§ герметизации камер и тепловых отсеков;
§ теплоизоляции и герметизации трубопроводов с теплоносителем и за&
порной арматуры;
§ надежного уплотнения торцевых проемов в туннельных и щелевых ка&
мерах.
Необходимо также предусматривать дополнительные площади для вы&
держивания изделий в формовочном цехе после пропарки, камеры «дозрева&
ния», утепленные склады готовой продукции, технические решения по ути&
лизации отработанного теплоносителя и др. Это позволяет при некотором
увеличении капитальных вложений сократить удельные энергозатраты на
тепловую обработку, повысить оборачиваемость формовочной оснастки и
тепловых агрегатов и тем самым снизить эксплуатационные расходы.
Сокращение, при необходимости, длительности тепловой обработки с
целью увеличения оборачиваемости форм или тепловых агрегатов следует
осуществлять за счет применения быстротвердеющих цементов, добавок&
ускорителей твердения, предварительного электро& или пароразогрева бе&
тонной смеси, двухстадийной тепловой обработки с выдерживанием на вто&
рой стадии распалубленных изделий в камерах «дозревания» и других тех&
нологических приемов, не приводящих к увеличению расхода цемента и
тепловой энергии.
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
297
7.4. ВЛИЯНИЕ ВИДА
И МИНЕРАЛОГИЧЕСКОГО СОСТАВА
ЦЕМЕНТА НА ВЫБОР РЕЖИМОВ
ТЕПЛОВОЙ ОБРАБОТКИ.
АКТИВНОСТЬ ЦЕМЕНТА
ПРИ ПРОПАРИВАНИИ
Для производства бетонных и железобетонных изделий, под+
вергаемых тепловой обработке, могут применяться портландцементы, быст+
ротвердеющие цементы, шлакопортландцементы, соответствующие требо+
ваниям ГОСТ 10178 и 31108. Сульфатостойкие и пуццолановые портландце+
менты применяются только в случаях, указанных в ГОСТ 22266. По темпу
роста прочности бетона при тепловлажностной обработке цементы делятся
на следующие разновидности.
1. Низкоалюминатные портландцементы, содержащие С3А не более 5%
по массе. Бетоны на таких цементах характеризуются замедленным ростом
прочности при коротких режимах прогрева с общим циклом до 8 ч и доста+
точно интенсивным приростом прочности при удлинении тепловлажност+
ной обработки и последующем нормальном твердении. Наиболее целесооб+
28
разны режимы с общей продолжительностью 13–15 ч, при этом Rпроп
равно
28
или на 10–15% выше Rнт .
2. Среднеалюминатные портландцементы с С3А свыше 5 до 9%. Они обес+
печивают ускоренный рост прочности бетона в начальный период твердения
и медленный — при удлинении продолжительности тепловлажностной об+
работки. Наиболее эффективны режимы тепловлажностной обработки про+
28
28 .
должительностью до 13 ч, при этом Rпроп
примерно равно Rнт
3. Высокоалюминатные портландцементы содержат С3А свыше 9%,
обеспечивают наиболее интенсивный рост прочности бетона в ранние сро+
ки тепловлажностной обработки и резко замедляют прирост прочности при
удлиненных режимах прогрева и последующем твердении. Как правило,
28
28 , поэтому применение этих цементов для сборных железо+
Rпроп
менее Rнт
бетонных изделий, подвергаемых тепловлажностной обработке, нецелесо+
образно.
4. Быстротвердеющий портландцемент (БТЦ) наиболее эффективен при
коротких режимах тепловлажностной обработки (до 10 ч), обеспечивает ин+
тенсивный прирост прочности при пропаривании и высокие абсолютные зна+
чения прочности.
5. Шлакопортландцементы рядовые, содержащие более 30% доменного
гранулированного шлака, как правило, вызывают необходимость удлине+
ния продолжительности и повышения температуры тепловлажностной об+
работки. Если это не делать, то равнозначная прочность достигается при
повышенном на 10–15% по массе расходе цемента. Тепловлажностная обра+
ботка должна осуществляться в среде с повышенной относительной влажно+
стью воздуха (желательно не менее 90%), так как при меньшей относитель+
ной влажности при тепловой обработке железобетонных изделий рост проч+
ности бетона после тепловлажностной обработки значительно замедляется
или полностью прекращается.
298
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
6. Быстротвердеющие шлакопортландцементы (содержание шлака ме#
нее 30% по массе) влияют на скорость набора прочности бетона при тепло#
влажностной обработке примерно так же, как среднеалюминатные порт#
ландцементы второй разновидности.
7. Пуццолановые портландцементы (ППЦ) для сборного железобетона
не рекомендуются, так как они повышают водопотребность бетонных сме#
сей, что отрицательно сказывается на прочности бетона после тепловлажно#
стной обработки (для получения равнопрочных бетонов требуется повышен#
ный расход цемента), увеличиваются усадочные деформации и ползучесть
бетона. Поэтому ППЦ применяются только для получения бетона изделий с
повышенной сульфато# и водостойкостью. Ликвидировать отрицательные
последствия применения пуццолановых цементов можно введением необхо#
димого количества водоредуцирующих добавок.
8. Пластифицированные цементы из#за медленного начального роста
прочности бетона требуют предварительной выдержкой до 6 ч, а также по#
ниженной скорости подъема температуры, желательно под пригрузом или в
напорной камере тепловой обработки.
9. Не допускается тепловлажностная обработка бетона изделий на гли#
ноземистом цементе, так как в этом случае при температуре выше 20–25°С
формируются кубические кристаллы С3АН6, не обеспечивающие сцепле#
ния друг с другом и с заполнителем, что отрицательно сказывается на
прочности бетона. Не допускается также применение любых цементов с
температурой более 40°С, так как нагрев сопровождается интенсивным
повышением водопотребности бетонной смеси постоянной удобоуклады#
ваемости.
Одним из основных показателей качества цемента для бетона железобе#
тонных изделий, подвергаемых тепловлажностной обработке, является ак#
тивность его при пропаривании, определяемая по ГОСТ 310.4.
Образцы для определения активности цемента при пропаривании изго#
тавливают так же, как при определении марки цемента. Для предохранения
поверхности образцов от попадания конденсата формы с образцами накры#
вают пластинами, выполненными из коррозионно#стойких материалов и не
оказывающими давления на образцы. Формы с образцами помещают в про#
парочную камеру, где выдерживают в течение 120 ± 10 мин при температуре
20 ± 3°С (при отключенном подогреве). Пропарку ведут по следующему ре#
жиму:
§ равномерный подъем температуры до 85 ± 5°С —180 ± 10 мин;
§ изотермический прогрев при температуре 85 ± 5°С —360 ± 10 мин;
§ остывание образцов при отключенном подогреве — 120 ± 10 мин.
Затем открывают крышку камеры, через 24 ± 2 ч с момента изготовле#
ния образцы расформовывают и сразу же испытывают на изгиб и половинки
балочек — на сжатие.
Учет активности цемента при пропаривании позволяет предприятиям
стройиндустрии оптимизировать составы бетона по расходу цемента и режи#
мы тепловой обработки — по продолжительности и удельному расходу энер#
горесурсов.
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
299
12344567898
64 68 288642 642642 42 6
1 2 3 4 5 6 2 7 897
6426 64 8642 42 66
67898 692 6
123446
8 6
42642 4
2 6
6
7898 6
12
342
5342
678992 2
678992 12
678992
678992
2
342
5342
2 272 2
21272 12
2 272
2 272
2
342
5342
9992 2
999212
9992 2
9992 2
6
6
2
2
2
2
!6
!!"#6
678992 2
678992 2
678992 2
2
2 272 2
2 272 2
2
9992 2
9992 2
9992
12
272 2
12
2
5 25 2 82 3342 2 5342 92 7 2 2 7!7 "2 2 #77 9# 2 #2
$%&2 1'(127)*277898+7#+21 1 2,2299-92.%2/ 278,9272%032
(1 22 392 82 5342 2 92 7 2 7)*942 77898+7#+52 112,2 2
99-9211 .%6'2
12344567898
1234467898
6
64 6 78
$898
368 1 2 3 4 5 6 2 7 87
6
6
116
72
8"#7!79::9! "42
222)78992
772
%999::9! "42
2
7772
0;!79::9! "42
2 2
2 229992
2
В целях учета активности цемента при пропаривании следует определять
значение коэффициента его эффективности при тепловой обработке, Kэ:
Kэ 1
Rn
,
Rц28
где Rn — активность цемента при пропаривании, МПа, по ГОСТ 310.4; Rц28 —
активность цемента при стандартном твердении, МПа, в возрасте 28 сут.
Распределение цементов по прочности при сжатии после пропаривания
приведено в таблице 75.
При экспрессном определении коэффициента эффективности за величиB
ну Rц28 следует принимать гарантированную марку цемента, указанную в
паспорте.
В зависимости от значения Kэ цементы всех заводов подразделяются на
три группы (табл. 76).
Цементы I группы характеризуются высоким темпом набора прочности
и обеспечивают, как правило, получение 70% прочности от класса (марки)
бетона при режимах тепловой обработки с общей продолжительностью меB
нее 15 ч.
Цементы II группы характеризуются средним темпом набора прочности
и обеспечивают получение 70% прочности от класса (марки) бетона при
более длительных режимах тепловой обработки.
Цементы III группы характеризуются низкой скоростью набора прочноB
сти. Применение этих цементов для производства сборного железобетона
требует увеличения расхода цемента и поэтому не рекомендуется.
300
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Распределение цементов по группам эффективности при тепловой обра$
ботке распространяется как на портландцементы, так и на шлакопортланд$
цементы, но при применении последних получение 70% прочности достига$
ется при температурах 90–95°С и длительности прогрева на 30% большей,
чем при применении равномарочных портландцементов.
При использовании шлакопортландцементов в условиях тепловлажно$
стной обработки следует иметь в виду, что для обеспечения последующего
роста прочности необходима среда с высокой относительной влажностью.
В условиях пониженной влажности рост прочности бетона на шлакопорт$
ландцементе значительно замедляется.
Применение пластифицированных цементов позволяет уменьшить водо$
потребность бетонной смеси. Однако вследствие замедления сроков схватыва$
ния и начального твердения, а также дополнительного воздухововлечения
тепловлажностную обработку бетонов на таких цементах следует осуществ$
лять по режимам с более длительным предварительным выдерживанием (не
менее 4–6 ч), с замедленной скоростью подъема температуры, либо проводить
тепловую обработку под пригрузом или в напорных пропарочных камерах.
7.5. КАМЕРЫ ПРОГРЕВА
ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ.
ТРЕБОВАНИЯ К СОВРЕМЕННЫМ
ЯМНЫМ КАМЕРАМ
По СНиП 3.09.01$85 тепловые агрегаты (камеры периодиче$
ского или непрерывного действия, в том числе ямные, туннельные, щеле$
вые, термоформы, кассеты, стенды, гелиоформы и т. п.) и теплоносители
(водяной пар, горячая вода, электроэнергия, горячий воздух, продукты сго$
рания природного газа, высокотемпературные масла, солнечная энергия и
т. п.) следует выбирать, исходя из технико$экономической целесообразно$
сти в зависимости от типа технологических линий (конвейерные, поточно$
агрегатные, кассетные, стендовые), конструктивных особенностей изделий
и климатических условий в соответствии с действующей нормативно$техни$
ческой документацией.
Тепловую обработку изделий из конструкционно$теплоизоляционного
легкого бетона необходимо производить в камерах сухого прогрева или тер$
моформах, а предварительно напряженных конструкций, изготовляемых в
силовых формах, — в туннельных или одноярусных ямных камерах.
С целью соблюдения нормативного расхода тепловой энергии при тепло$
вой обработке в соответствии с СН 513$79 необходимо обеспечить оператив$
ный учет расхода энергии, максимально использовать рабочее пространство
камер, увеличить коэффициент их заполнения и осуществлять мероприятия
по максимальному снижению теплопотерь.
Тепловые установки должны быть оборудованы устройствами, обеспечи$
вающими подачу требуемого количества тепла и заданные режимы тепловой
обработки, а также приборами автоматического учета расхода тепловой энер$
гии, регулирования, контроля температуры и влажностного режима.
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
301
Рис. 131
Ямная пропарочная камера:
1 — утепленные стены камеры; 2 — паровой коллектор с соплами; 3 — электромагнитный клапан
подачи пара; 4 — гидрозатвор; 5 — крышка камеры; 6 — гидравлический клапан; 7 — вентиляци1
онные коллекторы; 8 — труба для сбора конденсата; 9 — электромагнитный клапан; 10 — венти1
ляционный канал; 11 — вентиляционный затвор; 12 — датчики температуры.
При создании новых и реконструкции действующих агрегатов для теп1
ловой обработки следует предусматривать специальные меры по экономно1
му расходованию тепловой энергии и устранению ее потерь: теплоизоля1
цию ограждений камер, элементов термоформ и кассетных установок; вы1
полнение ограждающих конструкций камер из легкого бетона; гидрозащиту
теплоизоляционного слоя в ямных камерах, термоформах, кассетах, стен1
дах; надежное уплотнение торцевых проемов в туннельных и щелевых ка1
мерах и т. п.
Тепловлажностная обработка при агрегатно1поточной схеме производст1
ва сборных железобетонных изделий в основном осуществляется в среде
насыщенного водяного пара или паровоздушной смеси в камерах периодиче1
ского действия — ямных или туннельных. При этом может использоваться
широкая номенклатура сборного железобетона с близкими размерами, изде1
лия пропариваются в формах, которые штабелируются с зазором при уста1
новке в камеру, или при загрузке камеры с помощью самоходной тележки.
Наиболее широко распространены ямные камеры, которые отличаются
простотой и надежностью в эксплуатации, в ямных камерах производится
свыше 60% от общего объема производства сборного железобетона. Схема
ямной камеры приведена на рисунке 131.
Для повышения эффективности ямных камер и снижения расхода теп1
ловой энергии необходим целый ряд мероприрятий:
Ямная камера, загружаемая сверху, герметизируется с помощью водяно1
го затвора. Для этого по периметру стен устанавливается швеллер ребрами
вверх, а на крышке — уголок, который за один бок приваривается к крыш1
ке, а второй бок опускается между ребер швеллера. При тепловой обработке
водяной пар конденсируется на крышке камеры и стекает в лоток, образо1
ванный ребрами швеллера, таким образом обеспечивается герметичный стык
стен с крышкой.
302
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Стенки, крышка и днище камеры утепляются минераловатными плита$
ми, которые изнутри защищаются от пара сварной оболочкой из нержавею$
щей стали, что обеспечивает надежную теплоизоляцию камеры.
В камере по углам устанавливаются автоматические стойки и при за$
грузке сверху форма с изделием устанавливается на нижние отсекатели,
которые поворачивают ряд отсекателей на ступеньку выше. Благодаря авто$
матическим стойкам и автоматической траверсе процесс загрузки форм с
изделием и обеспечение горизонтального зазора между формами произво$
дятся без использования ручного труда. Камеры должны быть оборудованы
автоматическими клапанами для сброса конденсата и устройствами для от$
соса паровоздушной смеси, которая пе$
ребрасывается в другие камеры, где на$
чинается подъем температуры.
Пар в камеру подается через перфо$
рированные трубы, расположенные по
верхнему периметру стен. Пар выжима$
ет воздух через обратный клапан, в ре$
зультате повышается содержание пара в
паровоздушной смеси, что улучшает те$
плопередачу и позволяет сократить про$
должительность тепловой обработки.
Помимо паровых регистров предла$
гается также подавать в камеру пар че$
Рис. 132
рез сопла Ловаля, которые представля$
Схема ямной камеры:
ют собой трубку диаметром 15–25 мм,
— утепленные стенки; 2 — сопло паро$
постепенно расширяющуюся к выходу 1подачи;
3 — магнитный клапан; 4 — па$
под углом 25°. Такие сопла устанавлива$ роизоляция крышки; 5 — водяной замок,
утепленная крышка камеры; 6 — обрат$
ют вдоль продольных стен камеры на ный
клапан; 7 — вентиляционные окна;
расстоянии 500 мм друг от друга на рас$ 8 — клапан сброса конденсата; 9 — дат$
стоянии 0,6–0,7 от высоты стен камеры. чики температуры.
123245637857479 2
94263957
263957 29
42256 79
12345678955 938
1 2 3 4 5 6 2 7 887
9 3 64599
9
9
3
3
3
3
5 3
3
3
13
3
8 5 3
3
3
3
3
6 5 3
237 97 3 3
23
983 3
9
983 3
8 3!793"3 97 8# 5 "3
23)9 3975 3
23, !3
86* 9 3#3
983#35 393
+23- 5 3 3 3
9863
13
3
3
3
3
3
13
$ %&'(3
$ %&'3
$ %&'3
+'3
+13
3
13
13
3
+3
+3
''3
1
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
303
Струи пара из сопел вовлекают всю греющую среду в циркуляционное дви,
жение, что улучшает теплообмен и равномерность прогрева, так как тепло,
носитель быстрей проникает в узкие полости между формами с изделиями.
Давление пара перед соплами не менее 0,25 МПа. Для уменьшения гидрав,
лических потерь углы камер рекомендуется скруглять.
Схема современной ямной камеры для тепловлажностной обработки же,
лезобетонных изделий острым паром приведена на рисунке 132.
Характеристики типовых напольных камер, оборудованных утеплите,
лем с паронепроницаемым слоем, с подачей пара через сопла Ловаля, с об,
ратным клапаном для выпуска воздуха и системой перепуска пара приведе,
ны в таблице 77.
7.6. РАЗНОВИДНОСТИ ЯМНЫХ КАМЕР
Ямные малонапорные камеры позволяют сокращать продол,
жительность тепловой обработки на 3–5 ч за счет прогрева при избыточном
давлении паровоздушной среды 0,02–0,06 МПа. В этих камерах механизи,
рованная верхняя крышка снабжена замками и резиновым уплотнителем,
обеспечивающим герметизацию внутреннего пространства, имеется также
вентиляционный обратный клапан, позволяющий удалять воздух. Избы,
точное давление создается паром и сжатым воздухом или только паром,
конденсат удаляется автоматическим клапаном. Для охлаждения изделий и
переброса теплоносителя из камеры по окончании тепловлажностной обра,
ботки предусмотрены приточный и вытяжной вентиляционные затворы,
снабженные электромеханическими приводами.
Гидроаэроциркуляционные камеры ямного типа оснащены взамен систе,
мы пароснабжения водяным термобассейном, устройством для нагрева воды
и системой принудительной циркуляции паровоздушной среды в объеме
камеры (рис. 133).
а
б
Рис. 133
Схемы гидроаэроциркуляционных камер тепловлажностной обработки
железобетонных изделий:
а — с эжекторной системой циркуляции, б — с напорным вентилятором; 1 — ямная утепленная
камера, 2 — термобассейн (лоток) с водой, 3 — нагреватели воды, 4 — гидронасос, 5 — водовоз,
душный эжектор, 6 — перфорированная труба, 7 — циркуляционный водопровод, 8 — воздухоза,
борник, 9 — воздуховоды, 10 — напорный вентилятор.
304
Powered by TCPDF (www.tcpdf.org)
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Эта система обеспечивает, помимо увеличения интенсивности теплоот
дачи, подогрев и влагонасыщение среды путем отбора воздуха из верхней
зоны камеры и нагнетания его через слой горячей воды. Замкнутый цикл
циркуляции среды и возможность ее перемещения в смежную камеру про
паривания сводит к минимуму потери тепла и повышает коэффициент его
полезного использования. Тепловлажностная обработка железобетонных
изделий в этой камере осуществляется за счет конденсации и конвектив
ной теплопередачи циркулирующей между формами влагонасыщенной сре
ды, нагреваемой от находящейся в бассейне в состоянии псевдокипения
горячей воды.
Пузырьки воздуха, проходя через слой горячей воды, насыщаются вла
гой, отбирают тепло у горячей воды и замещают в камере находящийся там
воздух — создается влагонасыщенная среда с относительной влажностью близ
кой к 100% и с температурой горячей воды в термобассейне. Система тепло
снабжения замкнутая, без сброса воды в канализацию, управление автомати
ческое. Нагрев воды в бассейне производится электронагревателями, может
использоваться гелиоколлектор или подключение к горячему водоснабже
нию. Перепад температуры в камере не превышает 6°С, скорость подачи воды
через эжектор регулируется в пределах 1,4–4 м3/ч. Расход электроэнергии
составляет 80–100 кВт × ч/м3 изделий (9,6–12 кг условного топлива).
Длительность предварительного выдерживания может быть до 8 ч. До
пускается предварительная выдержка отформованных изделий в нагретых
до 45°С камерах. При температуре бетона 15–20°С и среды 25°С время пред
варительной выдержки для цементов I группы эффективности при пропари
вании — 1–2 ч; II группы — 3 ч; III группы — 3,5 ч. Чем выше класс бетона
по прочности при сжатии и марка используемого цемента, тем короче пред
варительная выдержка.
Для исключения дефектов на поверхности бетона изделий скорость на
грева не более 20°С/ч, а при толщине изделий не менее 40 см — 10–15°С/ч.
Максимальная температура для бетона на портландцементе 80–85°С, а на
шлакопортландцементе 90–95°С. Для снижения энергозатрат следует сни
жать температуру нагрева: при 1 цикле тепловой обработки в сутки 50–70%
от марочной прочности обеспечивается при температуре 50–60°С термосного
прогрева. При изотермическом прогреве его длительность выбирается по
таблице 78.
При термосном режиме длительность его зависит от числа оборотов ка
меры тепловлажностной обработки в сутки, при этом за температуру прогре
ва принимают среднюю температуру за период выдерживания:
tср 4
tр 1 v(24 2 31 2 32 2 33 )
,
2
где tр — максимальная температура бетона к концу периода разогрева, °С;
v — средняя скорость остывания камеры с изделиями, °С/ч; t1 — продолжи
тельность операций по распалубке, подготовке форм, формованию изделий,
отделке их поверхности, ч; t2, t3 — продолжительность предварительного
выдерживания и периода подъема температуры, ч.
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
305
299
5487
5 574
3
43
5223
3
3
5543
9223
3
3
923
223
3
3
9843
4223
3
1 2 3 4 5 6 2 7 897
123452678946 3 845
3598 5 3
2 1
3 832
112 84 134 3 5 5 !
"#
"$
123
456723
726783
786853
896873
723
9269 3
26 13
426473
7267 3
23
6523
5569 3
996 23
6
123
86443
4767 3
7967 3
8268 3
3
723
546993
9 6 93
64 3
446723
23
3
65 3
516973
916
123
486743
7468 3
8 6843
846883
723
916 73
864 3
446723
7 6783
3
23
76543
926913
6 83
456473
123
4 64 3
726783
786853
856843
723
9269 3
26 13
426473
7267 3
23
6523
576943
946 53
46423
123
746823
826843
886123
1261 3
723
6423
4964 3
756773
896843
23
5769 3
916 43
426443
756743
123
4167 3
746823
896883
816123
723
986 43
76493
486753
786823
23
76543
946 93
6423
456473
123
7 68 3
8 6813
1 6193
1961 3
723
6473
416793
7868 3
896873
23
9 6 53
464 3
4767 3
746783
123
7 6823
826843
8768 3
1 6153
723
46493
496723
7 6743
826853
23
56
56
426443
486723
3
3
5 25 3 3 !"#3 53 $3 %#&&%3 '&()3 )'*!3 41+,$3 &-".
33#)353$3%'!3&/01&33$03 3$3'&%3&#&$ 3'&"&%&23&/.
/&#33
По окончании изотермического или термосного прогрева изделия долж,
ны остывать в камере при отключенной подаче горячей воды в течение не
менее 2 ч. При выгрузке из камеры перепад температуры между поверхно,
стью бетона и окружающей средой допускается не более 40°С. После распа,
лубки изделия зимой выдерживание в цехе или на теплом складе должно
быть не менее 12 ч, при этом следует учитывать прирост прочности бетона в
течение этого периода.
Контроль распалубочной прочности бетона железобетонных изделий осу,
ществляется испытанием образцов,кубов, твердевших в камере вместе с изде,
лиями и испытываемых через 2–4 ч после распалубки. Допускается использо,
306
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
вание неразрушающих методов контроля прочности бетона в изделиях. Отпу&
скная прочность контролируется перед отгрузкой изделий с предприятия.
Контроль режима тепловой обработки осуществляется по температуре
горячей воды в термобассейне, длительности работы циркуляционной сис&
темы, времени открытия камеры и выгрузке изделий.
Тепловая обработка в среде продуктов сгорания природного газа позво&
ляет экономить до 40% тепловой энергии по сравнению с паропрогревом за
счет устранения и сокращения различных видов потерь и предполагает воз&
можность использования обычных камер ямного типа. Для успешного при&
менения этого вида тепловой обработки необходима разработка эффектив&
ных теплогенераторов или технологических приемов, устраняющих обезво&
живание (сушку) бетона изделий. Каждая камера снабжается компактным
парогенератором, состоящим из рециркуляционного вентилятора, камерой
сгорания и пультом автоматического управления процессами.
Теплогенератор размещается непосредственно у камеры тепловой обра&
ботки для забора теплоносителя из одного участка камеры и подачи его
после подмешивания продуктов сгорания газа в другой участок. Температу&
ра теплоносителя регулируется подачей газа к горелке и составляет 90–
110°С, чтобы температура поверхности бетона не превышала 80–85°С. Ре&
зультаты сравнения данного способа прогрева железобетонных изделий из
керамзитогазобетона с паропрогревом при неизменной длительности тепло&
вой обработки (8 ч в обоих случаях) приведены в таблице 79.
При практически неизменных характеристиках бетона расход топлива
снижается в 6 раз: при прогреве керамзитогазобетона на 1 м3 изделий расхо&
дуется 10,5 тыс. м3 газа (около 90 000 ккал на 1 м3), а при пропарке расход
пара составляет 660 кг на 1 м3, для чего в котельной сжигалось 65,6 тыс. м3
газа (562 000 ккал на 1 м3).
Этот метод опробован и для изделий из тяжелого бетона, влажность кото&
рого после прогрева снизилась на 1,4%, но при этом скорость роста прочно&
сти практически не снизилась.
123456576892 93274357 87892
6892 93274357 8
33678
112123451678951
1
1 2 3 4 5 6 2 7 897
26438
6892
26438
626888
626888
626888
626888
1
1
1
1
5168511
1
1
1
1
14
181
1
1
1
1
5168511
1
1
1
1
181
1
1
1
1
5168511
1
1
1
1
181
1
1
1
1
1
1
1
1
#1
1
#1
11
1
1
1
1
3
2
567
5168511
1 !121"1
$789%34&11
181
14
1
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
307
123454564789
7
397
9732 66 2
9 32 66 2
9 62 66 2
962 366 2
5
674
5789 94
11777
1 2 3 4 5 6 2 7 897
7789 7 956727
7127 494277 78
4789 9478 7946337
9887
!4345 7
""7#7$7#7%7#7&7
"'7#7$7#7"&7#7&7
&$7#7$7#7"(7#7&7
12
342
432
562
112
372
382
442
1112
2
2
342
12
432
52
582
112
352
42
5 2
1112
82
472
482
12
452
5 2
2
112
382
452
532
1112
2
4 2
5 2
12
482
552
32
112
4 2
572
582
1112
342
442
532
1
Кинетика нарастания прочности тяжелого и легкого бетонов классов В15–
В40 в среде продуктов сгорания природного газа при температуре 80–90°С с
увлажнением в период изотермической выдержки или защитой открытых
поверхностей изделий от высушивания приведена в таблице 80.
При режимах с суточным оборотом и применением цементов I и II групп
по активности при пропаривании температура изотермического прогрева
может быть снижена до 60–65°С.
В камерах с хорошей теплоизоляцией при термическом сопротивлении
теплопередаче не менее 1,32 м2 °С/Вт и цементах I и II групп целесообразно
применять термосные режимы прогрева с укороченной до 2–4 ч изотермиA
ческой выдержкой при 80–85°С и относительной влажностью среды 80–
95% с последующим твердением в условиях медленного остывания без поA
дачи тепла.
Для изделий из легких бетонов классов не более В7,5 (стеновые огражA
дающие конструкции, к которым предъявляются требования по отпускной
влажности легкого бетона), тепловая обработка будет совмещать ускорение
твердения и сушку. Оптимум при этом достигается в продуктах сгорания
природного газа при температуре 90–95°С и относительной влажности 20–
60%, допускается повышение температуры до 110°С.
Электропаропрогрев используется также для тепловой обработки издеA
лий в ямных камерах. На дне камеры собирается конденсат, разогрев котоA
рого осуществляется пропусканием через него переменного электрического
тока напряжением 380 вольт. В качестве электродов используются обычные
водопроводные трубы. Нагреватели включаются на 2–4 ч в зависимости от
загрузки камеры, а после достижения заданной температуры отключаются.
Внедрение электропаропрогрева вместо пропаривания за счет экономии до
30% энергоресурсов уменьшает стоимость тепловой обработки и позволяет
308
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
заводам железобетонных изделий отказаться от капитальных затрат на со%
оружение котельной и тепловых сетей. Получение технологического пара и
обогрев помещений становятся полностью электрифицированными и легко
автоматизируются.
Камеры тепловой обработки с регулируемой влажностью теплоноси
теля. При существующих режимах пропарки в период разогрева после пода%
чи пара влажность среды в камере тепловой обработки резко повышается,
что приводит к образованию конденсата на поверхности железобетонных
изделий. В этот период термоградиентный влагоперенос приводит к мигра%
ции конденсата внутрь изделий, чему способствует и развивающееся кон%
тракционное снижение давления внутри изделия. Это перемещение влаги
является одной из причин образования направленной открытой пористости
бетона железобетонных изделий.
На этапе охлаждения после отключения пара влажность среды в камере
значительно понижается, что вызывает миграцию воды в бетоне к поверхно%
сти изделия. Это дополнительно приводит к развитию направленной порис%
тости, особенно в периферийных зонах открытой поверхности пропаривае%
мого изделия. Такие действия влаги вызывают рост неоднородности струк%
туры и свойств бетона. Наибольшая морозостойкость и прочность бетонов
наблюдается у железобетонных изделий, пропариваемых в камерах с регу%
лируемой относительной влажностью паровоздушной смеси в камере тепло%
вой обработки, которая составляет примерно 60–80% в период подъема тем%
пературы и около 100% в период охлаждения изделий. В результате сокра%
тился режим тепловой обработки с 2 + 3 + 8 + 3 = 16 ч до 2 + 3 + 4 + 2 = 11 ч;
перепад температуры при разогреве уменьшился с 27°С до 7°С, в период
изотермической выдержки — с 16°С до 5°С. Перепад влажности при разогре%
ве уменьшился с 18% до 3%; прочность при сжатии после пропарки практи%
чески не изменилась; водопоглощение уменьшилось с 2,56% до 1,64%; рас%
ход цемента сократился с 480 кг/м3 до 390 кг/м3.
Твердение бетона в среде водного аэрозоля. В процессе тепловой обработ%
ки при твердении изделий в среде насыщенного водяного пара с примесью
воздуха наиболее сложными с позиции тепло% и массообмена являются ста%
дии подъема температуры и охлаждения. На стадии разогрева происходит
конденсация водяного пара на поверхности изделий, часть конденсата пере%
носится в материал, повышая его интегральное водосодержание. На стадии
охлаждения конвективный теплообмен между изделием и паровоздушной
средой сопровождается парообразованием в толще материала и испарением
влаги с открытой поверхности, при этом уменьшается водосодержание и
создается система сообщающихся открытых пор.
Традиционная тепловая обработка в паровой среде неэкономична, так
как на 1 м3 железобетонных изделий расходуется до 500 тыс. ккал тепла, в
то время как необходимо всего не более 80 тыс. ккал. Кроме того, при пропа%
ривании могут протекать деструктивные процессы, что затрудняет возмож%
ность получения высококачественного бетона.
При ускоренном твердении бетона в среде водного аэрозоля разделяются
процессы увлажнения и нагревания среды в камере тепловой обработки.
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
309
В этом случае в замкнутом объеме камеры все процессы (предварительная вы2
держка, нагрев, изотермическое или термосное выдерживание и охлаждение)
происходят в аэрозольной среде. Частицы воды до размеров 1 × 10–3–1 × 10–4 см
измельчаются механическим путем, минуя процесс кипячения. Наряду с этим
бетон изделий нагревается независимо от увлажнения с помощью любых
источников тепла — термоэлектронагревателями (ТЭН), продуктами сгора2
ния газа, солнечной энергией и др. Частицы водного тумана в отличие от
дождевых капель находятся в хаотическом (Броуновском) движении и сво2
бодно плавают в воздухе. Скорость их падения, обусловленная гравитацион2
ным полем, ничтожно мала, и поэтому они испаряются, не достигнув какой2
либо поверхности и не образуя пленки воды на поверхности твердеющего
бетона. Эти капли испаряются в первую очередь, создавая повышенную уп2
ругость паров воды в окружающем их пространстве, определяемую в соот2
ветствии с законом Кельвина:
21 2 30
4p 5
,
R 23
где a — поверхностное натяжение жидкости; r, r0 — плотности жидкости и
пара; R — радиус капли.
При определенном способе тепловой обработки бетон будет твердеть при
упругости водяного пара
P = p + Dp,
где р — давление, при котором пар и жидкость, имеющая плоскую поверх2
ность, находятся в равновесии при данной температуре; Dp — дополнитель2
ное давление пара при испарении воды с поверхности капель радиусом R c
температурой t°С, при которой эта капля находится.
Следовательно, в основу данного метода тепловой обработки положено
физическое явление, позволяющее получить повышенную упругость па2
ров воды над поверхностью твердеющего бетона. Капли с размером более
1 × 10–3 см не должны применяться в процессе твердения бетона, так как они
при столкновении с поверхностью железобетонных изделий дают избыточ2
ное давление (гидравлический удар), способствующее разрушению поверх2
ности изделия.
Благодаря распылению воды до размера капель 1 × 10–4 см появляется
возможность увеличить давление упругости насыщенных паров воды, на2
пример, при 20°С и нормальном давлении — на 0,15%.
Применение данного способа тепловой обработки исключает обмен водой
между окружающей средой и твердеющим бетоном, а расход воды на образо2
вание достаточного количества водяного тумана при 85°С не превышает 0,5 л.
При понижении температуры в камере тепловой обработки количество рас2
пыляемой влаги уменьшается.
Дополнительное давление Dp следует рассматривать как «щит», который
предотвращает испарение воды затворения из бетона при любой температу2
ре во время тепловой обработки. При этом дождевание не проявляется, и
твердеющий бетон не будет контактировать с водой и не будет впитывать ее.
Расчетное В/Ц при этом способе изменяться не будет, что положительно
310
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
сказывается на формировании капиллярнопористой структуры цементного
камня и контактного слоя. При этом есть возможность выбирать и поддер
живать оптимальные режимы твердения, благодаря раздельному и незави
симому введению процессов увлажнения среды и нагревания твердеющего
бетона без проявления деформаций и внутренних напряжений, превышаю
щих его прочность в данный момент времени. Улучшение макро и микро
структуры бетона способствует повышению его эксплуатационных свойств.
При отсутствии водяной пленки на поверхности бетона изделий, твердею
щих по данному способу, возникает явление адсорбции. В этой связи в бетоне
появляется всестороннее давление 0,1 МПа, обусловленное капиллярными
силами и внутренним контракционным разряжением, которое действует как
наружный пригруз, предохраняя твердеющий бетон от деструкции.
Этот способ предполагает нагрев камер тепловой обработки любым спо
собом, кроме открытого (острого) пара, вместо которого впрыскивается во
дяной «туман» через воздуховодные форсунки, дающие факел около 2 м,
т. е. для больших камер форсунки ставятся через 2,5–3 м.
Высокая экономичность данного способа тепловой обработки заключает
ся в том, что:
§ применение его не связано со строительством и эксплуатацией громозд
ких установок для получения пара (котельных, парогенераторов);
§ независимы пропарочные камеры — возможно их организовать и экс
плуатировать даже на стройплощадках;
§ тепловая обработка проходит при ограниченном расходе воды;
§ предохраняется окружающая среда от загрязнения (не сжигается топли
во для парообразования);
§ повышается производительность труда, улучшаются условия труда;
§ улучшается качество бетона и поверхности изделий, сокращается время
твердения;
§ снижается себестоимость железобетонных конструкций на 12–15%.
Подача тумана идет импульсно, по программе от автоматического регу
лятора, поддерживающего относительную влажность 95–100%, через фор
сунки подается дозированный расход тумана. Форсунки устанавливаются в
количестве 2–3 шт. на ямную камеру и по 2–4 шт. на каждую зону туннель
ной камеры. Если камера проектируется заранее, то следует предусмотреть
пространство в 20–40 см для факела под крышкой камеры у стены и между
изделиями. Для создания необходимых зазоров между изделиями применя
ются автоматические стойки или прокладки толщиной 20–30 мм.
7.7. РАСЧЕТ ПОТРЕБНОСТИ В КАМЕРАХ
ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
Количество камер тепловой обработки периодического дей
ствия (N) при заданной производительности по данному виду продукции
определяется из соотношения
Q
N1
,
Qк
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
311
где Q — годовая производительность формовочной линии, м3; Qк — произво/
дительность одной камеры тепловой обработки в год, м3.
Qк рассчитывается:
Qк = q × n,
где q — объем железобетонных изделий, загружаемых в камеру, м3; n —
число оборотов камеры в год.
Число оборотов камеры в год:
24 1 P
n2
,
Tцо
где Р — число рабочих суток по тепловой обработке в год; Тцо — продолжи/
тельность оборота одной камеры, ч.
Tцо 2
(tзагр 1 tтво 1 tвыг )
,
к
где tзагр, tтво, tвыг — продолжительность загрузки, тепловой обработки и вы/
грузки камеры, ч; к — коэффициент, учитывающий перерывы в работе ка/
меры, 0,91–0,94,
T
к 1 пол ,
Tобщая
Тпол — продолжительность эксплуатации камеры, ч; Тобщая — общий интер/
вал анализируемого времени, ч.
Рис. 134
а
Зависимость средней продолжительности
одного оборота ямной камеры от цикла
загрузки:
а — при двухсменной работе формовочного цеха;
б — при трехсменной работе формовочного цеха;
S — продолжительность тепловой обработки, ч.
б
312
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Камера может быть на простое, ремонте, техническом обслуживании,
поэтому общее число камер на 1–2 больше расчетного количества и уточня(
ется построением циклограмм за продолжительный интервал времени.
Количество камер периодического действия может также определяться
на технологическую линию при двух( или трехсменном режиме формования
по суточной производительности:
N2
60 1 hTк
,
24 1 t 1 m
где h — число часов работы технологической линии в сутки; Tк — средняя
продолжительность одного оборота камеры, ч, определяется по рисунку 134,
при этом цикл загрузки камеры с одного формовочного поста:
tк = t × m,
t — продолжительность цикла формования изделия, мин; m — число разме(
щаемых форм с изделиями в одной камере.
Величина O = 24/Тк (оборачиваемость камеры), показывает сколько раз
в течение суток в одной камере проводится тепловая обработка. Чем больше
эта величина, тем меньшее число камер нужно для определенной производи(
тельности технологической линии. Увеличить оборачиваемость можно умень(
шением продолжительности одного оборота камеры Tк, применяя различ(
ные способы ускорения твердения бетона помимо тепловых, или проводить
тепловую обработку в несколько стадий: 1) предварительный разогрев бе(
тонной смеси и формы перед формованием; 2) камерная тепловая обработка;
3) распалубка изделий при прочности бетона около 50% от требуемой проч(
ности и доведение прочности бетона до отпускной в камерах дозревания.
Среднее время одного оборота формы Тф в часах при поточно(агрегатном
способе производства железобетонных изделий:
ti
,
60
где Sti — продолжительность пребывания формы на всех технологических
постах, мин.
Средняя продолжительность пребывания формы в тепловом агрегате Ткф
в час определяется по рисунку 135.
Пропускная способность камеры тепловой обработки ямного типа (м3)
определяется по формуле
П = О × V2 × к 1 × В р ,
Tф 1 Tкф 2 3
где V2 — объем одной камеры тепловой обработки, м3; к1 — коэффициент
m 1q
загрузки камеры твердения, к1 2 1 1 ; m1 — число изделий в камере при
V2
полной загрузке; q1 — объем одного изделия, загружаемого в камеру, м3;
Вр — число рабочих суток в год.
Съем продукции (м3) с 1 м3 объема камеры в сутки:
О 1 m1 1 q1 24 1 к1
С1 2
2
2 О 1 к1 ,
V2
Tк
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
313
Рис. 135
Определение средней
продолжительности пребывания
формы в тепловом агрегате:
а — при двухсменной работе; б — при
трехсменной.
а съем продукции (в м3) с 1 м3 объема камеры тепловой обработки в год:
С 2 = С 1 × Вр .
Величина С2 нормируется и должна быть не менее 60 м3/м3, увеличить ее
можно или уменьшив продолжительность тепловой обработки, т. е. повысив
оборачиваемость камер, или увеличив загрузку камеры.
7.8. НАЗНАЧЕНИЕ ОТДЕЛЬНЫХ ЭТАПОВ
РЕЖИМА ТЕПЛОВОЙ ОБРАБОТКИ
В КАМЕРАХ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
При тепловой обработке в камерах периодического действия
прогрев железобетонных изделий осуществляется при непосредственном их
контакте с теплоносителем или кондуктивным способом. В качестве теплоB
носителей в этих камерах применяются насыщенный водяной пар, аэрироB
ванная горячая вода, продукты сгорания природного газа. Во избежание
314
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
значительных влагопотерь при тепловой обработке изделий предпочтитель#
ным является использование в качестве теплоносителя насыщенного водя#
ного пара. При использовании других теплоносителей и источников тепло#
вой энергии (продуктов сгорания природного газа, электрообогрева, индук#
ционного нагрева и т. п.), имеющих более высокую температуру, чем бетон
изделий, может происходить интенсивное испарение влаги из бетона, при#
водящее к нарушению формирующейся структуры цементного камня. Ин#
тенсивность испарения влаги зависит от режима тепловой обработки, водо#
содержания бетона, относительной влажности среды в камере тепловой об#
работки и скорости ее циркуляции. При значительных влагопотерях помимо
нарушения структуры в процессе тепловой обработки наблюдается замедле#
ние процессов гидратации цемента и недобор прочности бетона после тепло#
вой обработки. В этом случае обязательным является обеспечение влажности
среды в камере не менее 90% или защита открытых поверхностей изделий
влагонепроницаемыми материалами или пленкообразующими составами.
В период подъема температуры допускается снижение относительной влаж#
ности среды до 40–60%.
Назначение режима тепловой обработки заключается в установлении
оптимальной продолжительности отдельных его периодов с целью обеспече#
ния фактических ритмов работы тепловых установок и получения требуе#
мой прочности без ухудшения физико#механических свойств бетона.
Предварительное выдерживание отформованных изделий отсчитывается
от момента закрытия загруженной камеры до начала впуска теплоносителя.
Цель этого выдерживания — создание благоприятных условий для протека#
ния процессов гидратации цемента и формирования начальной структуры
бетона, способной без нарушения воспринять развивающиеся при последую#
щем тепловом воздействии деформационные процессы.
Вследствие влияния на темп начального твердения бетона многочислен#
ных факторов (активности цемента, В/Ц бетона, скорости подъема темпера#
туры, максимальной температуры разогрева бетона и др.) длительность пред#
варительного выдерживания, необходимая для достижения бетоном требуе#
мой начальной прочности, не является постоянной и колеблется от 1–2 до
4–8 ч.
Чем выше марка цемента и класс бетона, жесткость бетонной смеси и
температура, при которой проходит предварительная выдержка изделий,
тем меньше может быть его длительность. Введение химических добавок
ускорителей твердения приводит к сокращению, а поверхностно#активных
добавок — к удлинению оптимальной длительности предварительного вы#
держивания.
Увеличение длительности предварительного выдерживания особенно це#
лесообразно при пропаривании распалубленных изделий, а также изделий с
большими площадями открытых поверхностей.
С целью снижения энергоемкости процесса тепловой обработки при за#
грузке изделий в остывшую камеру рекомендуется на этапе предваритель#
ной выдержки кратковременный пуск пара для повышения температуры
среды до 40–45°С.
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
315
1 2 3 4 5 6 2 7 897
12345467589 5 7 7584 2 32 787 44 4 8737 7 278 78 229 7 7 7584 87 2
229 2 7
7589 87 2 4
52844 2
7 7589 7!62 86
28" 5 26
8732 758 7
7 278 4 1 #
229 2 7
7589 87 2 4
52844 2
7 7589 7!62 86
28" 5 26
8732 758 7
7 278 4 1 #
12341256
314376
12741286
974 76
125412 6
374576
61286
74816
12 41276
574976
6
6
1
Предварительное выдерживание изделий не предусматривается при тепловой обработке в малонапорных камерах, при использовании разогретых
бетонных смесей, а также при изготовлении изделий из жестких бетонных
смесей с дисперсным армированием. Изделия на шлакопортландцементе, а
также на любом цементе при изготовлении в термоформах и кассетных машинах, как правило, прогреваются без предварительной выдержки.
Максимальная длительность выдерживания до начала тепловой обработки
изделий, изготовленных из разогретых бетонных смесей должна быть не более:
§ для изделий из тяжелого и легкого конструкционного бетона толщиной
до 200 мм — 30 мин, для преднапряженных конструкций толщиной более 200 мм — 20 мин, без предварительного напряжения — 40 мин;
§ для изделий из легкого конструкционно-теплоизоляционного бетона толщиной до 300 мм — 45 мин, более 300 мм — 60 мин.
Скорость разогрева оказывает наибольшее влияние на развитие деструктивных процессов в твердеющем бетоне, причем чем выше скорость нагрева,
тем больше вероятность возникновения структурных нарушений в бетоне.
Поэтому, для исключения дефектов скорость нагрева на поверхности изделий не должна превышать 20°С/ч. Исходя из этого условия следует в камере
тепловой обработки назначать скорость подъема температуры среды. Последняя зависит от значения начальной прочности бетона, достигнутой в
период предварительного выдерживания, и может ориентировочно приниматься по таблице 81.
Определение начальной прочности бетона производится на образцах-кубах с размером ребра не менее 10 см при испытании на прессе с предельной
нагрузкой не более 25 кН. Повышение температуры среды камеры тепловой
обработки со скоростью более 60°С/ч, независимо от начальной прочности
бетона, не рекомендуется.
Ввиду конвективно-кондуктивного характера теплопередачи при нагреве изделий в камерах тепловой обработки скорость подъема температуры
оказывает существенное влияние на однородность формирующегося температурного поля. С увеличением толщины изделия увеличивается температурный перепад между центром и поверхностью бетона изделий, что ведет к
неравномерному росту прочности. Поэтому при толщине изделий не менее
40 см скорость нагрева на поверхности должна быть снижена до 10–15°С/ч.
При изготовлении изделий из высокоподвижных бетонных смесей (с ОК
не менее 8 см) скорость подъема температуры должна быть снижена на
316
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
20–30%. При использовании жестких смесей (с жесткостью не менее 60 с)
нагрев может осуществляться с большей на 15–20% скоростью.
В целях снижения деструктивного воздействия интенсивности нагрева
на формирующуюся структуру бетона, особенно при коротких периодах пред4
варительного выдерживания, допускается осуществлять подъем температу4
ры с прогрессивно возрастающей скоростью, при которой учитывается на4
растание прочности бетона в процессе подъема температуры: например, в
первый час скорость подъема температуры в камере тепловой обработки
принимается 10–15°С/ч, во второй — 15–25°С/ч, в третий — 25–30°С/ч и
т. д. до достижения заданной максимальной температуры.
Снижению структурных нарушений в бетоне способствует использование
ступенчатых режимов нагрева, когда, например, за первые 1–1,5 ч повышают
температуру в камере до 40–50°С, выдерживают при этой температуре без пода4
чи пара в течение 1–2 ч, а затем осуществляют интенсивный подъем температу4
ры до достижения заданной максимальной температуры в течение 1–1,5 ч.
При загрузке изделий в неохлажденную камеру с температурой 30–45°С
выдерживание в ней изделий без подачи теплоносителя в течение 1,5–2 ч
равноценно первой ступени подъема температуры.
Максимально допустимая температура бетона к концу периода нагрева
не должна превышать 80–85°С при использовании портландцементов и 90–
95°С — при использовании шлакопортландцементов.
Применение пониженных температур разогрева, обеспечивающих дос4
тижение заданной прочности бетона в требуемые сроки, позволяет снизить
расход тепловой энергии в 1,5–2 раза по сравнению с расходом при 80–85°С.
Выдерживание разогретых изделий в камере тепловлажностной обра4
ботки до достижения заданной прочности может осуществляться путем
термосного или изотермического прогрева. С точки зрения достижения
минимальных энергозатрат на тепловую обработку сборных железобетон4
ных изделий предпочтительным является использование термосного вы4
держивания.
Изотермический прогрев должен приниматься в том случае, когда термо4
сное выдерживание в камере тепловлажностной обработки не обеспечивает
достижения заданной прочности бетона к моменту распалубки изделий. При
использовании изотермического прогрева необходимо до минимума сокра4
тить его продолжительность с последующим термосным выдерживанием.
1234567829
7 84742 4 747832
1 2 3 4 5 6 2 7 897
728 77
4728 7 742 47557
757
28 7
7 !"7
!"#$""7
$""#%""7
1234567784
22459 34 43 34 4684
26459 34 4 34 4684
29459 34 4 34 4984
166 34597784
4594 44 4684
274594 34 4684
22459 34 43 34 46 384
197457784
34594 49 34 4684
34594 4 34 4684
27 34594 434 46 384
19 34537784
4594 494 4684
4594 44 4684
34594 44 46 384
1345 7784
4594 464 4684
4594 494 4684
4594 49 34 46 384
1
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
317
Рис. 136
Нарастание прочности бетона
на различных цементах:
1 — особо быстротвердеющий портландцемент
ОБТЦ; 2 — портландцемент ПЦ 400 Д/20; 3 —
шлакопортландцемент ШПЦ 400; 4 — шлако/
портландцемент ШПЦ 300.
а
б
в
Рис. 137
Нарастание прочности бетона на
портландцементе:
а — температура 100°С, б — темпера/
тура 80°С, в — температура 60°С; 1 —
жесткость бетонной смеси 100 с, 2 —
30–60 с, 3 — ОК 3 см.
Изотермический прогрев осуществляется путем подвода тепловой энер/
гии в количестве, компенсирующем затраты на нагрев ограждений камеры
и потери через них. Режимы тепловой обработки изделий из тяжелого бето/
на с изотермической выдержкой при 80°С для двух оборотов тепловых камер
в сутки приведены в таблице 82.
На рисунке 136 приведена интенсивность нарастания прочности бето/
на с В/Ц = 0,45 на различных цементах в зависимости от длительности
изотермического выдерживания (режим 2 + 3 + 5 + 2 при 80°С) по данным
НИИЖБ.
На рисунке 137 приводится нарастание прочности бетона на портландце/
менте.
Двухстадийные режимы тепловой обработки применяются с целью по/
вышения оборачиваемости форм:
§ на первой стадии тепловая обработка изделий идет в формах до распалу/
бочной прочности 40–60% от марочной с подачей теплоносителя;
§ на второй стадии распалубленное изделие выдерживается в камере при
60–80°С до достижения отпускной прочности.
318
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Примерные режимы двухстадийной тепловой обработки изделий с нена$
прягаемой арматурой приведены в таблице 83.
Первая и вторая стадии тепловой обработки могут проходить в тепловых
агрегатах любого типа. Перерыв между первой и второй стадиями тепловой
обработки должен быть не более 1 ч.
Термосное выдерживание разогретых изделий в камерах тепловой обра$
ботки осуществляется без дополнительного подвода тепла. При термосном
выдерживании температура бетона изделий принимается по таблице 84 в
зависимости от группы цемента, класса бетона, требуемой оборачиваемости
камер в сутки, заданной прочности бетона изделий (% от R28) к концу термо$
сного цикла, а также показателя А, характеризующего длительность осты$
вания разогретого блока камер тепловлажностной обработки с изделиями
(т. е. его тепловую инерцию).
123456789
2 47
223
323
3
72 7 474!8247557
477 63 883
4 83 883
4 9 63 6883
834 2
7 977
"7 847
17#7$%&$'1(7
""7
847
1234563
1237883
9
63 363 38 63
63
1237883
3 37 63 38 63
3
63
1234563
788883
234563
788883
9 6 3 33 38 63
3
4563
1235883
53 3
3 35 63
63
4763
1235883
6 53 37 63 35 63
3
4563
5887883
6 53 33 35 63
63
4763
5887883
6 6 53 3 3 35 63
3
7
,7 72127
63 363 38 63
7 25 7968234947
252
-%&.%7
"7 7/252 97474925
4563 7883
1 2 3 4 5 6 2 7 897
234563
252
7*5+7
2 7
847 297 47
7
123456278 7
7!2972 747!2447)7
.-&$%7
4752797
$-&-'%7
4737#7-0-'7
683
8!963
66!983
68!983
83
96!3
98!"63
6!"83
983
!3
!3
"8!3
683
68!983
6!63
8!83
83
6!"83
8!963
66!963
98!3
983
"8!3
96!3
683
8!83
6!663
8!683
83
68!963
6!983
8!983
983
6!3
8!3
66!3
683
6!63
8!83
76!83
83
6!83
8!663
6!683
983
66!"83
68!963
6!983
3
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
319
12343567897
6936569
27 69
5 79
9 791129
##9 584469$2327
8913 22 3
8
13 22 3
823 22 3
8413 122 3
12342567856956
9
5 52 6927 69459 6299
!9
!"9
9459 56 623 7963259 987923%9&"9
123
415613
425623
725413
723
415 3
425613
715623
123
725623
115413
15423
723
415 3
425 3
715613
423
5 3
615 3
625 3
123
15423
125713
25713
723
725613
115623
125413
423
625 3
415 3
425 3
123
25123
1513
2513
723
125423
15713
25723
423
425 3
715 3
725 3
1297 893 '33 393 3 3 !"3 3 #3 $3 3913 3973#%3 ('3&'
(3&") 3*+3&3 !33#%3)'3, 3$-!3!$."3921,5#%3 '3,.!!'
(33*/.* 33&"/.* 3 !3 3#%3
Длительность подъема температуры в изделиях tр определяется:
1р 2
tр
,
10
где tр — температура разогрева по таблице 84.
Длительность термосного выдерживания tтв, ч, определяется:
для n = 1 : tтв = 24 – (3 + tр + 2),
для n = 1,5 : tтв = 16 – (3 + tр + 2).
Показатель длительности остывания А рассчитывается с учетом констB
руктивных и теплофизических особенностей блока камер по формуле
А3
(c1)б Vб 2 (c1)м Vм 2 (c1)ок Vок
,
3,6( K1 F1 2 K2 F2 2 K3 F3 2 K4 F4 )
где (сg)б, Vб — объемная теплоемкость кДж/м3°С и объем бетона в плотном
теле, м3, в блоке камер; (сg)ок, Vок — то же для ограждающих конструкций
блока камер тепловой обработки; (сg)м, Vм — то же для металла в блоке
камер:
( gф 1 gкр 1 gп 1 gсо )
Vм 2
,
7800
где gф — масса металла форм в блоке камер, кг; gкр — массы металлических
элементов крышек в блоке камер, кг; gп — масса стоек пакетировщиков внутB
ри блока камер, кг; gсо — масса стальной обшивки, учитываемая при тепB
лоизоляции ограждений, кг; K1, F1 — коэффициент теплопередачи, Вт/м2°С
320
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
и площадь наружных стен блока камер выше нулевой отметки пола, м2; K2,
F2 — то же для наружных стен блока камер ниже нулевой отметки пола; K3,
F3 — то же для днища блока камер; K4, F4 — то же для крышек блока камер.
Для расчетов рекомендуется принимать следующие значения объемных
теплоемкостей сg: для тяжелого бетона изделий и ограждающих конструк/
ций — 2500 кДж/м3°С, для керамзитобетона ограждающих конструкций ка/
мер — 1600 кДж/м3°С и для металла форм, стоек и т. п. — 3800 кДж/м3°С.
Значения коэффициентов теплопередачи приведены в таблице 85.
В случае утепления внутренней поверхности ограждений из тяжелого
бетона слоями изоляции толщиной d, м, с сопротивлением теплопередаче Rо
м2°С/Вт, значения коэффициентов теплопередачи ограждений принимают/
ся по таблице 86.
12344565789
97
8785 23445657892 97
1234
4565789
! 7789
97 22 #7928
7592#7928
1
1
234567891 97817691759 1 9 1
1
1
79119 731
1
1
234567891 9781 8 91759 1 9 1
21
41
15 7 173 31
!1
"1
#48 31
1
1
12344565789
%975
2785"
'(6981
9 71
#943)
9 71
2 775 911
5 2785 5
2785" 7
11
31
1 2 3 4 5 6 2 7 897
2 775
123445
65789
11
211
2 775 97
252 5288 2785"
8785 23445657892 97 2 775 911
5 $2 295 7855 97 2 777 12 119
&
&'
&(
&)
&*
+
+'
+(
1
$1
!1
!1
!%1
%&1
%$1
%1
31
1
!1
!1
!%1
%1
%$1
%1
%1
1
!$1
!1
!%1
%&1
%$1
%1
%1
31
1
!1
!1
!%1
%1
%$1
%1
%1
11
211
97
7
123456278 7
1
Сопротивление теплопередачи Rо, м2°С/Вт, рассчитывается по формуле
n
Rо 1 6 (4i / 5i ),
i 11
м2 23C
,
Вт
где di — толщина i/го слоя ограждения (изоляции), м; li — коэффициент
теплопроводности материала i/го слоя ограждения Вт/м°С, принимается по
СНиП.
Для конструкций ограждений с теплоизоляцией, имеющих воздушные
прослойки, значения сопротивления теплопередаче каждой из воздушных
прослоек приводятся в таблице 87. При наличии n воздушных прослоек оди/
наковой толщины величину Rо по таблице 87 следует умножать на n.
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
321
1 2 3 4 5 6 2 7 897
1234256789 69 593823949 9 24 9 6 5938262869
6 72 6 34282 6
286
72 2 342826 11 2115
9866
12134
12154
12164
1274
12764
1284
12894
1234
12384
12394
12574
12564
69 6 59394 54 4 2497
9394 54
7
1 2 3 4 5 6 2 7 887
3234 7 11 346 689 2 242527 94
5938272 2 4 256 7 56
!433 99 527
"
"#
64
714
4
64
764
4
714
764
4
1
С целью снижения энергоемкости процесса тепловой обработки при твер/
дении распалубленных ненапряженных железобетонных изделий после тер/
мообработки в цехе не менее 12 ч следует уменьшить расчетную температуру
разогрева по термосным режимам на величину, приведенную в таблице 88.
При назначении термосных режимов следует учитывать, что с увеличе/
нием заданной прочности (распалубочной или передаточной) резко повыша/
ется расход тепловой энергии при тепловой обработке. Увеличение заданной
прочности с 50 до 70% от R28 повышают расход тепловой энергии в 1,5–2
раза. В связи с этим следует стремиться к назначению минимально возмож/
ных в конкретных условиях значений распалубочной или передаточной проч/
ности, учитывая последующее нарастание прочности бетона при выдержи/
вании в цехе или на складе готовой продукции при положительных темпера/
турах наружного воздуха с учетом отгрузки потребителям.
При производстве сборных железобетонных изделий, подвергаемых теп/
ловой обработке, могут применяться различные химические добавки (уско/
рители твердения, пластификаторы, комплексные добавки). Выбор химиче/
ских добавок осуществляют в соответствии с требованиями ГОСТ 24211 и
рекомендациями СНиП 3.09.01/85.
Вследствие различной эффективности действия химических добавок, за/
висящей не только от вида и марки цемента, но и от конкретного завода/
изготовителя цемента, а также от состава бетона, режимы тепловой обработ/
ки бетона с химическими добавками следует назначать опытным путем. При
этом следует иметь в виду:
§ применение ускорителей твердения позволяет снизить температуру ра/
зогрева бетона на 10–20°С при неизменном общем цикле пропаривания
или сократить режим на 2–3 ч при неизменной температуре разогрева;
§ при применении добавок пластификаторов и суперпластификаторов кор/
ректировка режимов тепловой обработки должна быть увязана с техно/
логическим приемом и целью их введения. При пластификации смесей
или экономии цемента при неизменной удобоукладываемости бетонной
смеси режимы тепловой обработки должны корректироваться в сторону
322
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
увеличения продолжительности предварительного выдерживания и вре"
мени разогрева;
§ при уменьшении В/Ц и равной удобоукладываемости смеси режимы теп"
ловой обработки могут оставаться неизменными. Для ряда добавок пла"
стификаторов, особенно суперпластификаторов, возможно снижение тем"
пературы разогрева изделий на 20–30°С для цементов I и II групп (для
термосных режимов) или сокращение длительности изотермического
выдерживания на 1–2 ч (для изотермических режимов).
Охлаждение изделий в камере производится при отключенной подаче
теплоносителя и перепуске пара из охлаждаемой в разогреваемую камеры; в
охлаждаемую камеру с изделиями подается воздух из цеха. При выгрузке
изделий из камеры тепловой обработки перепад между температурой по"
верхности изделий и температурой окружающей среды не должен превы"
шать 40°С.
Изделия после распалубки в холодное время года (при среднесуточной
температуре наружного воздуха не выше 5°С) необходимо выдерживать не
менее 12 ч в цехе с целью уменьшения температурно"влажностных напря"
жений, приводящих к образованию трещин в изделиях. Ориентировочный
прирост прочности бетона в течение этого периода времени может прини"
маться по таблице 89.
12344565789
1 7928
12344565789
1 2 3 4 5 6 2 7 897
7 5785 28295
7 5785 28295 7928 57 5 5 28295 29 112
!
"!
1234567784
292 29234
2973 29264
1669345 7784
292 29234
2973 29264
282
" #!
4
297
2974
1 745 7784
297 29234
2973 29264
297
2974
1 934537784
297 29264
2973 2974
297
2974
1
При реконструкции действующих предприятий в случае отсутствия пло"
щадей для 12"часового выдерживания изделий длительность выдержки мо"
жет быть сокращена до 8 или 6 ч. В этих случаях необходимо длительность
изотермического выдерживания увеличить соответственно на 0,5 и 1 ч.
Для предварительных технико"экономических расчетов при термическом
сопротивлении теплопередаче ограждающих конструкций камер тепловой об"
работки не менее 1,32 м2°С/Вт усредненные показатели расхода пара в кг на
1 м3 бетона изделий при тепловой обработке допускается принимать для камер:
§ ямного типа — 170;
§ щелевых непрерывного действия — 200;
§ термоформ — 250;
§ вертикальных камер — 120;
§ кассетных установок — 200.
Расход пара на пароразогрев бетонной смеси принимается из расчета
1,5 кг на 1 м3 смеси при нагреве на 1°С.
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
323
Расход электроэнергии на электротермообработку принимается для из,
делий из:
§ тяжелого и конструкционного легкого бетона — не более 80 кВт × ч/м3;
§ легкого конструкционно,теплоизоляционного — не более 100 кВт × ч/м3.
Расход природного газа при тепловой обработке тяжелого и легкого бето,
нов класса В10 и выше в закрытых помещениях составляет 18 м3/м3 бетона,
для легкого бетона класса В7,5 — до 10 м3/м3, на открытых полигонах для
бетона класса В20 — до 12 м3/м3. Количество удаляемых из камер продуктов
сгорания природного газа принимается равным 15 м3, а с доувлажнением —
20 м3 на 1 м3 сжигаемого газа.
7.9. ОСОБЕННОСТИ РЕЖИМОВ
ТЕПЛОВОЙ ОБРАБОТКИ ИЗДЕЛИЙ
ИЗ КОНСТРУКЦИОННОТЕПЛОИЗОЛЯЦИОННОГО
ЛЕГКОГО БЕТОНА
При назначении режима тепловой обработки изделий из лег,
ких бетонов существенное влияние оказывают не только особенности приме,
няемого цемента, класса бетона, удобоукладываемость бетонной смеси, но и
структура бетона (плотная или поризованная), наличие в его составе вовле,
ченного воздуха и его объем, прочность и объемная концентрация крупного
пористого заполнителя, гидравлическая активность мелких пористых за,
полнителей, зол и золошлаковых отходов тепловых электростанций.
Бетонные и железобетонные изделия для наружных стен жилых и обще,
ственных зданий — наружные стеновые панели, блоки, камни должны вы,
полнять целый ряд функций:
§ быть достаточно прочными, морозостойкими и стойкими к атмосферным
воздействиям, а также к воздействию открытого пламени в условиях
пожара;
§ характеризоваться достаточным термическим сопротивлением, обеспе,
чивая теплозащитные свойства, зависящие не только от средней плотно,
сти используемого материала, но и от влажности;
§ быть достаточно паропроницаемыми («дышащие стены»), чтобы конден,
сирующийся зимой в порах материала водяной пар не накапливался.
Для конструкционно,теплоизоляционных легких бетонов, применяемых
при изготовлении ограждающих стеновых конструкций зданий, режим теп,
ловой обработки должен обеспечивать минимально возможную отпускную
влажность бетона изделий, не превышающую в % по объему:
§ 15% — для бетона наружных стеновых панелей и блоков производствен,
ных зданий и бетонов на вспученном перлитовом песке и золах ТЭС;
§ 13% — для бетона панелей и блоков жилых и общественных зданий (за
исключением приготовленных на вспученном перлитовом песке и зо,
лах ТЭС).
Для обеспечения минимальной отпускной влажности тепловую обработ,
ку следует проводить в условиях, способствующих испарению влаги из изде,
лий. Такой прогрев может осуществляться в тепловых установках периоди,
324
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ческого и непрерывного действия (в камерах ямного, туннельного и щелево&
го типов), оборудованных тепловыми регистрами, ТЭН, калориферами, ин&
фракрасными излучателями или теплогенераторами для сжигания природ&
ного или искусственного газа. Максимальная температура среды в камерах
сухого прогрева может быть повышена в зависимости от необходимой дли&
тельности тепловой обработки до 150°С. С целью обеспечения заданной влаж&
ности изделий камеры рекомендуется оборудовать системой вентиляции.
При тепловой обработке изделий в термоформах не следует укрывать откры&
тую поверхность.
Тепловлажностную обработку в паровоздушной среде с относительной
влажностью до 95% и температурой до 95°С допускается проводить для из&
делий, изготавливаемых из конструкционно&теплоизоляционных легких
бетонов с низким начальным водосодержанием или при производстве пане&
лей для промышленного строительства, при условии обеспечения требова&
ния по отпускной влажности.
Назначение режимов тепловой обработки изделий из конструкционно&
теплоизоляционных легких бетонов производится с учетом следующих осо&
бенностей скорости набора прочности:
§ замедление темпа нарастания прочности при тепловой обработке бетонов
на гидравлически активных мелких заполнителях (дробленом керамзи&
товом песке, золе ТЭС) тем сильнее, чем ниже температура в тепловой
установке (следствие замедления реакции пуццоланизации);
§ увеличение содержания вовлеченного воздуха и снижение проектной
прочности и плотности бетона приводят к замедлению темпа нарастания
прочности при тепловой обработке, проявляющемуся тем сильнее, чем
ниже температура в тепловой установке вследствие пониженной тепло&
проводности легкого бетона;
§ при снижении плотности и прочности крупного пористого заполните&
ля темп роста прочности при прочих равных условиях повышается и
проявляется тем заметнее, чем ниже температура в тепловой установ&
ке, что связано с отсосом пористым заполнителем воды из цементного
камня.
Ориентировочные данные по скорости нарастания прочности конструк&
ционно&теплоизоляционных легких бетонов приведены в таблице 90.
При назначении режима тепловой обработки изделий из конструкцион&
но&теплоизоляционных легких бетонов необходимо учитывать замедленный
темп нарастания прочности бетона в самом изделии по сравнению с кинети&
кой роста прочности в той же тепловой установке контрольных образцов&
кубов. Это обусловлено замедленным прогревом бетона в изделии вследствие
низкой его теплопроводности, проявляющимся тем больше, чем ниже сред&
няя плотность бетона, больше толщина изделия, меньше относительная влаж&
ность паровоздушной среды в камере, снижающая величину коэффициента
теплоотдачи.
Для ориентировочного определения средней прочности бетона в издели&
ях значение прочности образца&куба следует принимать с умножением на
коэффициенты, приведенные в таблице 91.
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
325
" 2 6
#252$6
3 4926
6 51
541
51
951
9 51
3441
%4 5 8 26
&5'2686
123456754894
6 4463 492675 6 7 446435234 6
112685668664 6754 946
896 6274 9 6 6 752 5616
75 652
46745
(6
)6
1 2 3 4 5 6 2 7 891
6
4 26 !6
*6
(6
)6
467 4 96
*6
(6
)6
*6
21
34 1 35 74 1 75 64 1 84 35 1 74 84 1 85 54 1 24 64 1 65 85 1 84 54 1 55
1
1
1
1
1
1
1
1
1
64 1 65 84 1 85 54 1 24 64 1 65 54 1 55 55 1 25 85 1 54 55 1 24 24 1 25
341
75 1 64 65 1 84 55 1 24 65 1 84 54 1 55 94 1 95 54 1 55 25 1 94 94 1 95
1
1
1
1
1
1
1
1
1
85 1 54 55 1 24 94 1 95 54 1 55 25 1 94 95 1 4 25 1 94 95 1 4
41 5
381
65 1 84 85 1 54 94 1 95 85 1 54 24 1 25
1
1
1
1
1
54 1 55 25 1 94
4 1 5 24 1 25 95 1 4
4 1 5 24 1 25 94 1 95 95 1 4
1
1
1
1
5 1 4 95 1 4
51 4
41 5
3 1
84 1 85 55 1 24 95 1 4 54 1 55 25 1 94
1
1
1
1
1
35 1 24 94 1 95
5 1 4 25 1 94
41 5
5 1 4 25 1 94 95 1 4
1
1
1
51 4
41 5
51 4
21
74 1 75 75 1 64 84 1 85 75 1 64 84 1 85 55 1 24 84 1 85 85 1 54 54 1 55
1
1
1
1
1
1
1
1
1
65 1 84 85 1 54 55 1 25 84 1 85 55 1 24 24 1 94 55 1 24 24 1 25 25 1 94
341
65 1 84 85 1 54 24 1 25 85 1 54 24 1 25 95 1 4 24 1 25 25 1 94 94 1 95
1
1
1
1
1
1
1
1
1
54 1 55 24 1 25 94 1 95 24 1 25 94 1 95
4 1 5 94 1 95 95 1 4
41 5
381
85 1 54 55 1 24 95 1 4 55 1 24 94 1 95
1
1
1
1
1
24 1 25 94 1 95
4 1 5 25 1 94
41 5
3 1
54 1 55 24 1 25
1
1
25 1 94 95 1 4
21
75 1 64 64 1 65 84 1 54 65 1 84 54 1 55 55 1 25 84 1 85 54 1 55 55 1 24
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
341
84 1 85 54 1 55 24 1 25 84 1 85 25 1 94 95 1 4 24 1 25 94 1 95 95 1 4
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
381
54 1 55 24 1 25 95 1 4 24 1 25 94 1 95
1
1
1
1
1
1
1
1
1
1
4 1 5 94 1 95
1
1
1
1
41 5
1
1
41 5
1
1
3 1
55 1 24 25 1 94
1
1
1
1
5 1 4 95 1 4
1
1
1
1
51 4
1
1
51 4
1
1
4 1 5 25 1 94 95 1 4
1
1
1
51 4
41 5
51 4
4 1 5 24 1 25 94 1 95 95 1 4 95 1 4
1
1
1
1
1
5 1 4 95 1 4
41 5
51 4
51 4
4 1 5 94 1 95
1
1
1
1
51 4
1
1
41 5
1
41 5
41 5
1
41 5
41 5
1
41 5
51 4
1
41 5
5 25 11111 11!!" 1!#$%& 1'()! 1
1(%' 1#'11 (*1'1'("1+344111,1$1"(*11+541,1'$1"(*1
"4+,, - 9 6 9 '9 6754894
2
63 49266 &
1 2 3 4 5 6 2 7 87
34
94 36
7 446
435234 4
686
754725 29
21
4 25.4 951
341
4 5.4 1
4 .4 1
4 9.4 1
4 6.4 81
381
4 .4 51
4 5.4 51
4 .4 1
4 .4 1
3 1
4 5.31
4 5.31
4 .4 51
4 .4 51
326
"4+,, - 9 6 9 '9 6754894
6
7 4 946
232.6*/*169267 6
745
46
64 6
4 8.4 51
63 4926625675 6
467545632.60/01169267 6
7 4 946
4 5.4 21
745
46
64 6
4 3.4 71
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
При тепловой обработке изделий из конструкционно!теплоизоляцион!
ных легких бетонов, изготовленных на гидравлически активных мелких
заполнителях, содержащих активные минеральные пылевидные фракции
(зола ТЭС, дробленый керамзитовый песок), следует использовать режимы с
максимально высокой температурой среды на стадии изотермического про!
грева (95–140°С) для обеспечения наиболее полного протекания реакции
между активным кремнеземом мелких пористых заполнителей и продукта!
ми гидратации цемента и возможности использования этого эффекта для
повышения прочности и снижения средней плотности легкого бетона.
В случаях, когда по условиям организации технологического процесса,
например, при формовании изделий в две смены, имеется возможность уве!
личить продолжительность тепловой обработки, следует применять энерго!
сберегающие режимы с пониженной температурой разогрева, назначаемые с
учетом кинетики роста прочности легкого бетона в зависимости от его клас!
са (марки), вида мелкого и прочности крупного заполнителей.
При назначении таких режимов тепловой обработки следует обеспечивать
достижение требуемой распалубочной прочности бетона в изделиях, которая
должна составлять не менее 2 МПа при наличии кантователей и 3 МПа без них,
но не менее 35% проектного класса (марки) бетона по прочности при сжатии.
В целях экономного использования тепловой энергии при назначении
режимов тепловой обработки следует учитывать последующее нарастание
прочности бетона изделий в процессе их остывания в течение 12 ч в соответ!
ствии с данными таблицы 92.
При установлении продолжительности и температуры тепловой обработ!
ки изделий из конструкционно!теплоизоляционных легких бетонов необхо!
димо проверить после тепловой обработки достижение требуемой отпускной
влажности бетона в изделиях (W,%):
1
W 3 0,1 17В 4 0,15Ц 4 i 5 6( )28 ,
9
где В — количество воды в свежеотформованной бетонной смеси с учетом
влаги, кг/м3; Ц — расход цемента, кг/м3; i — интенсивность испарения воды
12344565789
2 9 282 95 722 7928 267
1 2 3 4 5 6 2 7 897
7 2 9 85
28 282 9 29 112
123456
453256
253756
753856
853956
12344565789 75785 282 95 7928
3 16
73 6
43 76
3 46
3
8978 582 9 5 785 2
' !"3
6
7
123456278 7
5 7279288 575
23!"1 1 5 #82 95 "7 7 9722 2 295 $% 5 97"7 9 7 2&
(%
)%
*%
+%%
++%
+,%
+-%
+$%
153 756
5 226
5 76
5 86
5 96
5 6
6
16
76
553
56
5 426
5 26
5 226
5 726
5 826
5 6
6
753
56
5 46
5 426
5 26
5 76
5 86
5 96
5 6
6
6
1
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
327
из изделия, кг/м3, по таблице 93; t — продолжительность тепловой обработ1
ки, ч; D — толщина изделия, м.
Рассчитанная по формуле величина влажности не должна превышать
более чем на 2% требуемую отпускную влажность легкого бетона. В тех слу1
чаях, когда рассчитанная или определенная экспериментально отпускная
влажность легкого бетона выше требуемых значений, необходимо принять
меры для ее уменьшения. Для этого следует, в первую очередь, использовать
технологические приемы, снижающие начальное водосодержание бетонной
смеси: уменьшение расхода воздухововлекающей добавки, применение со1
вместно с ней водоредуцирующей добавки, исключение возможности при1
менения горячего керамзита, повышение жесткости смеси и др. Во1вторых,
следует провести мероприятия по интенсификации процесса испарения вла1
ги: принудительную вентиляцию в период остывания изделий, повышение
температуры тепловой обработки, а при отсутствии таких возможностей рас1
смотреть целесообразность увеличения длительности тепловой обработки.
Длительность предварительной выдержки изделий из конструкционно1
теплоизоляционного бетона следует принимать по таблице 94.
Скорость подъема температуры среды в камере (°С/ч) при тепловой обра1
ботке изделий из конструкционно1теплоизоляционного легкого бетона долж1
на быть не более:
§ при сухом прогреве в камере тепловой обработки — 50;
§ при прогреве в термоформах — 40;
§ при пропаривании в камерах — 30.
Предварительный разогрев бетонной смеси или разогрев изделий в фор1
камерах требует предварительной выдержки не более 1 ч, а скорость подъе1
ма температуры в них не более 45°С/ч.
123452678946
5 34526788 5 373
5 825
57788 8
594 8946
9593 9
! 5
5 34526788
5 3
73 123654
36514
36514
52367234
565234
516534
34
72368234
5 825
57788 8
594 8946
9593 9
! 5
5 34526788
5 3
73 1234
556714
36514
36514
" 8 823452678946 3845 359 88
# 898 45 288$ 8 84 3
9
1 2 3 4 5 6 2 7 897
8 5
7
123456278 7
123452678946 3845 359 8
8
8 5 4 44 4 4531194
64
44 4
364
44 4 4 4436!3194
"64
44 44!36511194
364
#$ %4 && 44 44 44816"1194
364
#$ %4 && 44$' 4( 44
"64
5 25)4 & $'*4 (+%4 4 $%4 ($ 4 $,
$%4 $, 471168114.4
328
4 8116"11424 '*4-4
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Продолжительность изотермического прогрева должна определяться вре#
менем, необходимым для достижения в центре изделий температуры 65–
90°С, и зависит от способа тепловой обработки (табл. 95).
Скорость остывания поверхности изделий после изотермического про#
грева не должна превышать 40°С/ч, при выгрузке изделий из камеры темпе#
ратурный перепад между поверхностью изделий и температурой окружаю#
щей среды не должен превышать 40°С.
Скорость остывания поверхности изделий, к бетону которых предъявляют#
ся повышенные требования по морозостойкости, не должна превышать 20°С/ч.
Способы и режимы тепловой обработки изделий из конструкционных
легких бетонов классов В10–В30 применяются такие же, как для аналогич#
ных изделий из тяжелых бетонов. При этом следует учитывать:
§ возможность снижения относительной влажности паровоздушной среды
в тепловом агрегате;
§ влияние соотношения между прочностью применяемого пористого за#
полнителя и проектного класса бетона на темп роста его относительной
прочности;
§ увеличение длительности изотермического прогрева с увеличением тол#
щины изделия.
Тепловая обработка изделий из конструкционных легких бетонов может
производиться по термосному или изотермическому режимам. Время предва#
рительного выдерживания, скорость подъема температуры и температура ра#
зогрева бетона должны назначаться в зависимости от начальной прочности
бетона, удобоукладываемости и температуры бетонной смеси, группы приме#
няемого цемента так же, как для аналогичных изделий из тяжелого бетона.
123452678946 3 845
! "5 5748
6
6
6
#299
$ %
5487
845
35988 8 5 3 1
1 2 3 4 5 6 2 7 897
3593 8 5 3 1 2 82573 11234 5 5
8925 45282789478 8 843
&
'
123456725896
3
6
6
286
2 386
1256738896
3
6
56
6
236
135675896
2 6
123456725896
6
1256738896
56
135675896
3
3
6
5 6
6
6
226
226
6
5
6
2 2 6
6
56
5 6
236
123456725896
6
28 236
2 386
6
1256738896
5 6
6
226
135675896
6
5 6
286
2 386
2
26
5 256 6 !"#$6 %&%#6 '#& &&6 (6 &(!6 6 ()
"*6 &&'%"$6 "6 (6 +6 6 !&"$46 "!6 !,6 &"-6 6
!"#.6.(&6(*6-6 %*/6 $60$663886!!46)
.(*/6 &6 */6 &-/6 !!&$6 "16 %1
,66 6 06
%*/6 %*/6 $6 %6 886!!46 .(*/6 6 %$6 !6 &6 )
*/6 &-/66!&$6"236
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
329
123452678946 8 2
8237 3523
573 3523 5
123452678946 8 2
4 !"# 8 !$#
1 2 3 4 5 6 2 7 897
45288 8 843
573 3 455 4518
58 8
4 !%# 8 !"#
4 &%# 8 !%#
1234553
567893
989673
96784673
4558 553
989673
967843
48 3
967843
484673
4678 673
2
3 553
1
1
С увеличением марки по прочности крупного пористого заполнителя при
данном классе бетона темп нарастания прочности бетона при тепловой обработке замедляется. В случае, когда марка по прочности пористого заполнителя равна или выше марки бетона, режимы тепловой обработки изделий из
конструкционных легких бетонов не отличаются от режимов тепловой обработки равнопрочных тяжелых бетонов. При меньшей прочности пористого
заполнителя температура разогрева при термосном выдерживании может
быть снижена на 5–10°С (тем больше, чем выше класс бетона и ниже марка
по прочности заполнителя), а длительность изотермического периода при
температуре 80°С для получения распалубочной прочности (Rрасп) сокращена до величин, приведенных в таблице 96.
Длительность охлаждения изделий в камере устанавливается в зависимости от толщины изделий и температуры окружающей воздушной среды в
момент распалубки в соответствии с данными таблицы 97.
7.10. РАЗНОВИДНОСТИ И ОСОБЕННОСТИ
ТЕПЛОВОЙ ОБРАБОТКИ В КАМЕРАХ
НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Камеры непрерывного действия используются для тепловой
обработки сборных железобетонных изделий, изготавливаемых поточно-конвейерным способом. Как правило, при этом камера располагается таким
образом, чтобы к концу тепловой обработки изделие в форме поступало в
начало конвейерной линии. Наибольшее распространение получили туннельные многоярусные и щелевые камеры. В туннельных камерах может
быть расслоение теплоносителя и значительные перепады температуры по
высоте камеры, чтобы этого избежать,
высоту камеры уменьшили на высоту
одного изделия с формой, так получились щелевые камеры (рис. 138).
Рис. 138
Схема (разрез) щелевой камеры:
Щелевые камеры выполняют в ви1 — перфорированные трубы подачи пара;
де проходного тоннеля высотой около
2 — стенки камеры; 3 — изделие; 4 — под1 м, по которому специальными толдон-вагонетка; 5 — тепловые регистры из
кателями перемещаются формы-вагогладких труб.
330
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Рис. 139
Схема двухъярусного стана:
1 — подъемник; 2 — толкатель; 3 — привод подъемника; 4 — бетоноукладчик; 5 — вибронасадка;
6 — заглаживающее устройство; 7 — зона выдерживания; 8 — форкамера; 9 — привод снижате#
ля; 10 — снижатель; 11 — форма, щелевая камера тепловлажностной обработки; 12 — щелевая
камера тепловлажностной обработки.
Рис. 140
Схема наклонно замкнутого конвейера
1 — пост распалубки; 2 — кантователь; 3 — арматуроукладчик; 4 — бетоносмесительный узел;
5 — бетоноукладчик; 6 — фактуроукладчик; 7 — рельсовые пути; 8 — отформованное изделие;
9 — камера тепловой обработки.
нетки с изделиями. Щелевые камеры состоят из форкамеры, где произво#
дится предварительный разогрев изделий, затем они поступают в основную
камеру, которая может представлять собой несколько параллельных ветвей
(горизонтально, вертикально или наклонно замкнутые конвейерные линии)
или прямую и обратную подземные ветви, которые могут выходить за габа#
риты формовочного цеха.
Использование камер непрерывного действия в конвейерном двухъярус#
ном стане и в наклонно замкнутом конвейере показано на рисунках 139, 140.
На конвейерных линиях могут использоваться вертикальные камеры
(рис. 141), имеющие восходящий и нисходящий потоки форм с изделиями.
Вертикальное перемещение производится гидродомкратами, которые по#
дают формы на расстояние, необходимое для их фиксации на отсекателях.
При подъеме пакета форм верхняя автоматически зацепляется транспорти#
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
331
рующим устройством и после опуска(
ния пакета на отсекатели она переме(
щается на снижающую ветвь потока, по
которой попадает на конвейер для пере(
дачи формы на пост распалубки, и че(
рез снижатель по возвратному конвейе(
ру форма возвращается на формовочную
линию.
При прогреве изделий в камерах не(
прерывного действия следует приме(
нять изотермические режимы тепловой
обработки. Во всех камерах изделия по(
следовательно проходят с определен(
ной скоростью зоны нагрева, изотер(
мической выдержки, длина которой
зависит от требуемой распалубочной
прочности бетона изделий, и охлаж(
дения. В туннельных многоярусных
Рис. 141
камерах теплоносителем является го(
Схема вертикальной камеры
непрерывного действия:
рячий влажный воздух. В щелевых ка(
1 — ограждение камеры; 2 — изделия на
мерах обычно первая ветвь длиной око(
поддонах; 3 — трубы перфорированного
ло 50 м разогревается горячим возду(
паропровода; 4 — передаточная тележка;
5 — подъемный стол.
хом, температура в камере не более
65°С. Вторая ветвь включает зону изо(
термического прогрева острым паром длиной до 100 м и зону охлаждения
длиной около 50 м. Вертикально замкнутый конвейер оборудуется подъем(
никами(снижателями, горизонтально замкнутый — передаточными мос(
тами. В вертикальной камере изделие перемещается снизу вверх, проходя
среду паровоздушной смеси, затем попадает в зону насыщенного водяного
пара и спускается вновь в среду паровоздушной смеси.
Если при тепловой обработке изделий в камерах непрерывного действия
их прогрев осуществляется с применением глухого пара (регистры) или элек(
тронагревателей (ТЭН), то для повышения влажности среды следует допол(
нительно предусматривать подачу острого пара через перфорированные тру(
бы. В горизонтальных камерах регистры устанавливаются на полу и под
потолком. В вертикальных камерах регистры устанавливаются вдоль боко(
вых стен по высоте. В качестве таплоносителя используется, как правило,
водяной насыщенный пар под давлением 0,5–0,6 МПа.
Отличительная особенность тепловой обработки изделий в камерах не(
прерывного действия состоит в том, что изделия поступают в них в формах(
вагонетках, которые перемещаются вдоль камеры, проходя три зоны с раз(
личными температурно(влажностными параметрами. В горизонтальных ка(
мерах непрерывного действия температурные зоны должны быть разделены.
Для разделения зон рекомендуется применять механизированные шторные
разделители (типа СМЖ(411), или воздушные завесы, или шторы из тепло(
стойкой резины.
332
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
В вертикальных камерах непрерывного действия указанные зоны предо%
пределены конструкцией камеры и создаются самопроизвольно без исполь%
зования специальных разделителей.
С целью экономии тепловой энергии торцы горизонтальных камер реко%
мендуется оборудовать дверями с механическим приводом (типа СМЖ%445)
или специальными герметизирующими устройствами.
Пребывание изделий в зоне предварительной выдержки (для горизон%
тальных камер — в форкамере) должно быть не менее одного часа. Рекомен%
дуется создавать в форкамере температуру 40–60°С и относительную влаж%
ность воздуха 40–60% за счет рециркуляции паровоздушной среды, отби%
раемой из зоны охлаждения.
В зоне активной тепловой обработки производится нагрев и изотермиче%
ская выдержка изделий. Температура среды в этой зоне должна быть не более
80–85°С, при относительной влажности воздуха не менее 90%. Отличитель%
ной особенностью зоны активной тепловой обработки в горизонтальных каме%
рах является необходимость равномерного распределения теимпературы сре%
ды по длине зоны, за исключением участков длиной 5–10 м у ее торцов.
Для интенсификации теплообмена между средой и изделием рекоменду%
ется осуществлять в зоне активной тепловой обработки рециркуляцию сре%
ды — в начале зоны теплоноситель отбирается и вдувается в конце зоны.
Скорость движения паровоздушной среды не должна превышать 1 м/с.
При двухсменном режиме работы предприятия (по формованию) в тре%
тью (нерабочую) смену в зоне активной тепловой обработки должна поддер%
живаться температура изотермической выдержки.
В зоне остывания горизонтальных камер непрерывного действия изде%
лия охлаждаются до 60°С воздухом, отбираемым из цеха приточной уста%
новкой. Отработанный нагретый воздух подается в форкамеру либо удаля%
ется вытяжной вентиляцией в атмосферу. Применение вытяжного вентиля%
тора при нахождении изделий в зоне остывания менее 1 ч нецелесообразно.
При изготовлении изделий на двухъярусных станах (вертикально замк%
нутом конвейере) в верхнем ярусе рекомендуется осуществлять нагрев изде%
лий до 60°С при относительной влажности паровоздушной среды 40–60%, а
изотермическое выдерживание при температуре 80–85°С производить в ниж%
нем ярусе стана при относительной влажности воздуха не менее 90%.
При изменении ритма работы конвейера следует производить соответст%
вующую корректировку режимов тепловой обработки изделий.
7.11. ИНТЕНСИФИКАЦИЯ
ТЕПЛОВОЙ ОБРАБОТКИ ИЗДЕЛИЙ
В КАССЕТНЫХ МАШИНАХ
В кассетных машинах плитные изделия формуются верти%
кально, что обеспечивает компактное размещение технологического обору%
дования. Кроме того, изделия закрыты опалубкой с 5 сторон и только сверху
небольшая полоска верхней грани плиты остается неопалубленной — 95–
98% общей площади поверхности граней изделия укрыты (рис. 142).
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
333
Рис. 142
Механизированная кассетная установка:
1 — станина; 2 — разделительная стенка; 3 — от;
сек для формования изделий; 4 — отсек для пара;
5 — фиксирующие упоры; 6 — крайняя утеплен;
ная стенка; 7 — механизм сжатия кассеты; 8 —
привод; 9 — опорный дожимной винт.
Прогрев контактный по широким граням — благоприятные условия для
тепловой обработки по сравнению с прогревом изделия в горизонтальном
положении, когда испаряющая поверхность составляет 43–48%. Благодаря
этому появляется возможность сократить продолжительность тепловой об;
работки за счет большей скорости разогрева. Для повышения эффективно;
сти тепловые отсеки располагаются не реже, чем через 2 формовочных
отсека, так как если будет тепловой отсек через 3 изделия, то условия теп;
ловой обработки у среднего изделия будут существенно хуже, чем у крайних
изделий.
В качестве теплоносителя используется водяной пар, применение горя;
чего масла существенно сокращает сроки тепловлажностной обработки. При
изготовлении изделий в кассетных машинах учитывается, что бетон изде;
лий находится в практически замкнутом жестком объеме и неопалубленная
поверхность незначительна. При быстром нагреве пароводушная смесь в
порах бетона увеличивается в объеме, но опалубка препятствует расшире;
нию, что снижает вероятность деструкции бетона, поэтому допускается подъ;
ем температуры в бетоне осуществлять без предварительной выдержки со
скоростью до 60°С/ч. При этом максимальная температура на контакте бето;
на с поверхностью теплового отсека не должна быть выше 100°С.
С целью уменьшения влагопотерь верхнюю открытую грань покрывают
утепленными резиновыми ковриками или металлической крышкой. Для
ускорения тепловой обработки бетонная смесь укладывается в предвари;
тельно разогретую кассету, теплоноситель подается через верхнюю и или
нижнюю перфорированные трубы, температура среды достигает в тепло;
вом отсеке 85–90°С, подъем температуры может быть сокращен до 1–2 ч.
Подача пара через нижнюю перфорированную трубу несколько снижает
перепад температуры по высоте теплового отсека. Опыт эксплуатации кас;
сет с нижней пароподачей показал, что в первое время прогрева обеспечи;
вается скорость подъема температуры до 30–35°С/ч, а в дальнейшем она
снижается до 6–12°С/ч. Особенно медленно растет температура в интерва;
ле 80–95°С. При подъеме температуры в тепловом отсеке до 80–90°С бетон
в изделии прогреется до 60°С за 2–3 ч, а до 80°С за 5–6 ч. При таком
режиме тепловой обработки распалубочная прочность бетона достигается
за 12–14 ч.
Если пар подавать через верхнюю трубу, то внизу всегда будет скапли;
ваться паровоздушная смесь с пониженной температурой, что приводит к
334
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Рис. 143
Схема эжекторного пароснабжения кассеты:
1 — подача пара; 2 — паровой эжектор; 3 — воздуш0
ный эжектор; 4–7 — электромагнитные клапаны;
8 — тепловой отсек кассетной машины.
неоднородному набору прочности бетона. В этом случае прочность бетона в
нижней части изделий может быть в 2–2,5 раза меньше, чем в верхней
части.
Для повышения эффективности прогрева в кассетах разработана система
эжекторной подачи теплоносителя через верхнюю перфорированную трубу с
отсосом воздуха через нижнюю перфорированную трубу. Схема пароснабже0
ния кассетной машины с отсосом воздуха приведена на рисунке 143.
В момент впуска пара в верхнюю часть теплового отсека включается
газоструйный эжектор 3, открываются клапаны 5 и 6. Из нижней части от0
сасывается холодный воздух, а клапан 7 закрыт, предотвращая попадание
холодного воздуха через конденсатопровод.
После продува кассеты закрывают клапаны 5 и 6, открывают 4 клапан,
обеспечивающий циркуляцию теплоносителя в тепловом отсеке. За счет та0
кой системы пароподачи практически устраняется неоднородность теплово0
го поля в тепловом отсеке и скорость разогрева может быть повышена в 2
раза.
Таким образом, для повышения эффективности тепловой обработки в
кассетных машинах рекомендуется:
§ предварительный разогрев кассетной машины и бетонной смеси до 50–
60°С, что сокращает продолжительность разогрева бетона в изделиях и
тепловой обработки на 2 ч;
§ повторное виброуплотнение бетонной смеси в кассетных машинах — по0
зволяет повысить прочность бетона до 25% и сокращает продолжитель0
ность тепловой обработки;
§ эжекторная система подачи теплоносителя с давлением пара 0,3–0,4 МПа
предотвращает перепад температуры в тепловом отсеке (не более 10°С по
высоте теплового отсека) и сокращает длительность разогрева теплового
отсека в 2 раза;
§ автоматический слив конденсата из теплового отсека — предотвращает
попадание в него холодного воздуха;
§ прогрев изделий в кассетной машине до набора прочности, равной 50%
от проектной, затем извлечение изделий из кассет и дополнительная
тепловая обработка в камерах дозревания до обеспечения отпускной
прочности.
Выполнение этих рекомендаций позволяет повысить оборачиваемость
кассетных машин в 2–3 раза.
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
335
7.12. БЕСКАМЕРНАЯ ТЕПЛОВАЯ ОБРАБОТКА
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ,
ОСОБЕННОСТИ ПРОГРЕВА ИЗДЕЛИЙ
В ТЕРМОФОРМАХ
К бескамерной тепловой обработке относится контактная те(
пловая обработка через греющее днище (большепролетные конструкции,
линии безопалубочного формования), в этом случае сверху изделие в форме
закрывается брезентом или прорезиненным пологом, под который может
подаваться острый пар, а также прогрев изделий под тепловлагоизолирую(
щим колпаком впуском острого пара. К наиболее эффективному способу бес(
камерной тепловой обработки относится использование термоформ — в них
по бортовым элементам и в днище устраиваются теплоизолированные снару(
жи тепловые отсеки, в которые пускается теплоноситель и из которых отво(
дится конденсат, если теплоносителем является водяной пар. Особенно благо(
приятные условия создаются при тепловой обработке в пакетах термоформ, в
этом случае обеспечивается наиболее равномерное тепловое воздействие на
железобетонное изделие — каждое изделие греется со всех сторон. Пакети(
ровщик термоформ приведен на рисунке 144.
Автоматическое включение и выключение пара упрощает управление,
снижает потери пара и улучшает условия производства. К недостаткам теп(
ловой обработки в термоформах относится усложнение конструкции, повы(
шение стоимости и металлоемкости форм.
При тепловой обработке железобетонных изделий в термоформах про(
грев бетона осуществляется контактно(кондуктивным способом путем пода(
чи теплоносителя (водяного пара, горячей воды, разогретого масла и др.) в
тепловые отсеки (в бортах и поддонах
форм, в стендах) или размещения в
этих отсеках электронагревателей.
Конструктивное исполнение тепло(
вых отсеков при использовании любых
теплоносителей и электронагревателей
должно обеспечивать однородность
температурного поля по поверхности те(
плового отсека, непосредственно кон(
тактирующего с бетоном изделий в
процессе тепловой обработки. Допус(
тимый перепад температур не должен
превышать 10°С. С этой целью реко(
мендуется применять эжекторную сис(
тему пароснабжения с давлением пара
0,3–0,4 МПа.
При тепловой обработке в термо(
Рис. 144
Пакетировщик термоформ:
формах и на обогреваемых стендах из(
1 — отсекатели; 2 — термоформы; 3 — эста(
делий, имеющих большие открытые
када; 4 — передаточная вагонетка; 5 — ав(
(неопалубленные) поверхности, через
томатические клапаны подачи пара; 6 — пе(
редвижной подъемный стол.
которые происходит контакт с окру(
336
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Рис. 145
Схема пароподачи в термоформы:
1 — пароподача; 2 — тепловая секция подвижного борта; 3 — тепловая секция неподвижного
борта; 4 — датчики температуры; 5 — перфорированный паропровод; 6 — поддон термоформы;
7 — коллектор для удаления конденсата; 8 — коллектор для ввода пара.
жающей средой, в процессе нагрева и последующего выдерживания проис#
ходит испарение влаги из бетона, что приводит к снижению его физико#
механических свойств и образованию трещин на поверхности изделий. Для
предотвращения интенсивных влагопотерь из бетона и снижения теплопо#
терь в окружающую среду тепловая обработка изделий в термоформах и на
обогреваемых стендах должна осуществляться с обязательным укрытием
неопалубленных поверхностей паронепроницаемыми и теплозащитными
материалами. В качестве таких укрытий могут быть использованы пленоч#
ные покрытия и пленкообразующие составы со слоем плитной теплоизоля#
ции, многослойными плиточными покрытиями с воздушными прослойка#
ми, инвентарные термовлагоизоляционные покрывала.
В холодный период времени каждая форма должна быть укрыта тепло#
изолированной крышкой.
Благоприятные температурно#влажностные условия твердения бетона
при прогреве в термоформах (особенно в условиях сухого и жаркого клима#
та) могут быть получены путем создания «покрывающих водных бассейнов»
толщиной 3–5 см.
Для ускоренного прогрева изделий целесообразно бетонную смесь укла#
дывать в предварительно подогретые формы, а также применять предвари#
тельно разогретые до 50°С бетонные смеси.
При изготовлении объемных элементов в термоформах (шахт лифтов,
коллекторов, элементов элеваторов и др.) обработка производится с помо#
щью подвижных и неподвижных тепловых секций. С целью снижения про#
должительности тепловой обработки объемных изделий рекомендуется при#
менение двухстороннего прогрева путем подачи теплоносителя с помощью
эжектора как в тепловые наружные секции, так и во внутреннюю полость
сердечника формы.
При изготовлении в термоформах длинномерных преднапряженных же#
лезобетонных изделий пар подается в тепловые секции, расположенные в
поддоне, подвижных и неподвижных бортах формы (рис. 145).
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
337
1234567829
7 847947 747 227 87928
825 5747287
757
4728 7 742 47
557
1 2 3 4 5 6 2 7 897
7
1234567829
3 8
847947 !"#!1$7
123456725896
62886
6726 66 696
123456725896
2883886
226726 656 6596
1256738896
62886
6726 6456 64596
1256738896
2883886
456726 66 64596
135675896
62886
6726 66 696
135675896
2883886
456726 6456 696
1234567 84 2
&47
728 7
6
6
7829
47
42 4 7557
7 847
7
7
1 2 3 4 5 6 2 7 887
123457 6234 47%7
'7847947()" !1$7
''7847
947*!"(!1$7
61256
388886
7456 656 684596
56
61256
388886
4576 66 684596
6
1256
62886
726 6456 624598 816
56
1356
62886
5726 63456 624598 816
6
1256
2883886
45726 66 624598 816
56
1356
2883886
545726 66 624598 816
6
12345627
259287 &2 728 742 4 7947825 57 6234 447
,4
7 8
7847
7
-997.2/
5287
26
26
226
26
36
226
728 7
7
7
259287 &2 7947117 7+7 871237
)!7
*!7
(!7
1281256
586
86
56
133456
56
556
56
1281256
556
86
56
133456
586
86
56
1281256
56
86
56
133456
556
56
56
1281256
86
56
2886
133456
86
56
86
1
Вследствие большой длины изделий рекомендуется распределять пар в
секциях с помощью перфорированного трубопровода, уложенного в нижней
части секций.
Из тепловых отсеков термоформ, использующих в качестве теплоносите9
ля водяной пар, необходимо периодически удалять конденсат, накопление
которого приводит к нарушению заданного режима тепловой обработки.
338
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Слив конденсата из тепловых отсеков производится дистанционным откры#
ванием электромагнитного клапана, установленного на конденсатопроводе.
Тепловая обработка изделий в термоформах, обогреваемых отсеках и
кассетных установках производится по режимам, включающим термосную
или изотермическую стадии выдерживания. Применение термосных режи#
мов обеспечивает значительное сокращение (в 1,5–2 раза) расхода тепловой
энергии.
Изотермические режимы рекомендуется применять при тепловой обра#
ботке изделий в одиночных термоформах (по данным табл. 82). При двух и
более оборотах набранных в пакет термоформ или кассетных машин в сутки
режимы тепловой обработки ориентировочно могут приниматься из табли#
цы 98. В этой таблице режим прогрева включает время подъема температу#
ры в тепловом отсеке, время изотермического выдерживания с подачей пара
в тепловые отсеки и выдерживания без подачи пара в отсеки. При прогреве
изделий с двух сторон через один формовочный отсек общий цикл тепловой
обработки в таблице 98 уменьшается на 1 ч за счет изотермического выдер#
живания.
С целью увеличения оборачиваемости термоформ и кассетных машин
рекомендуется производить двухстадийную тепловую обработку изделий:
1) в термоформе или кассете до приобретения бетоном распалубочной
прочности около 50% проектной прочности;
2) в камерах дозревания без подачи пара, в цехе или на складе при поло#
жительных температурах окружающей среды до достижения бетоном изде#
лий отпускной прочности.
Режимы двухстадийной тепловой обработки изделий, изготавливаемых
по стендовой технологии в термоформах или кассетных машинах, приведе#
ны в таблице 99. Перерыв между первой и второй стадиями тепловой обра#
ботки железобетонных изделий не должен превышать 1 ч.
При использовании термосного выдерживания разогретых изделий в па#
кете термоформ или в кассетах с утепленными тепловыми отсеками требуе#
мая температура разогрева бетона может приниматься по таблице 100.
7.13. АВТОКЛАВНАЯ ОБРАБОТКА
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Автоклавная обработка — разновидность тепловлажностной
обработки, применяемой для ускорения твердения изделий из силикатных
плотных и ячеистых бетонов, а также бетонов на смешанных вяжущих с
использованием отходов промышленности. В отличие от пропаривания при
автоклавной обработке (запаривании) твердение бетона происходит в среде
насыщенного водяного пара под избыточным давлением 0,9–1,3 МПа при
температуре 175–191°С. На основании исследований, проведенных в ЛИСИ
и НИИЖБ, установлено, что оптимальной температурой и давлением пара
является не 0,8 МПа и 170°С, как было предложено Мехаэлисом в конце ХIХ
века, а 1,2–1,6 МПа; при дальнейшем повышении давления и температуры
автоклавной обработки прирост прочности бетона снижается. Особенностью
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
339
запаривания является то, что при избыточном давлении вода сохраняется в
жидкой фазе при температуре до 191°С, благодаря чему создаются благопри6
ятные условия для твердения бетона.
В условиях автоклавной обработки вяжущие свойства проявляют такие
композиции, которые в других условиях не затвердевают. Например, тонко6
молотая смесь извести и песка. Главным достоинством автоклавной обработ6
ки является возможность замены цемента более дешевыми местными вяжу6
щими и использование разнообразных сырьевых материалов, в том числе и
промышленных отходов. Например, при автоклавной обработке можно за6
менить 70% цемента на 50% тонкомолотого песка и 20% извести без сниже6
ния прочности. В результате автоклавной обработки не только ускоряется
твердение бетонов за счет повышения скорости гидратации вяжущих, но и
химически взаимодействуют между собой компоненты вяжущего с образо6
ванием цементирующих гидратных соединений.
К недостаткам автоклавной обработки следует отнести:
§ сложность и опасность эксплуатации автоклавов (требуется периодиче6
ское, не реже 1 раза в год, их освидетельствование независимой контро6
лирующей организацией);
§ автоклавные бетоны после тепловой обработки не твердеют, т. е. требует6
ся в результате тепловлажностной обработки получить материал с про6
ектной плотностью и прочностью;
§ бетоны автоклавного твердения характеризуются повышенным содер6
жанием кристаллических гидратных фаз и пониженным количеством
гелеобразной фазы, поэтому у них снижается морозостойкость, водоне6
проницаемость, ухудшается сцепление со стальной арматурой и защит6
ные свойства по отношению к арматуре, но значительно уменьшаются
усадка и ползучесть;
§ первоначально образовавшиеся гидраты при запаривании склонны к пе6
рекристаллизации со сбросом прочности.
Автоклав представляет собой цилиндрический горизонтальный сталь6
ной сварной сосуд с одной (тупиковый автоклав) или двумя (проходной авто6
клав) крышками, герметично закрывающими сосуд высокого давления с
помощью быстродействующих затворов байонетного типа. Диаметр авто6
клава достигает 3,6 м, а длина — 30 м (рис. 146).
Процесс автоклавной обработки обычно разделяется на пять этапов.
1. Начинается с удаления воздуха (понижающего температуру запарива6
ния на 5–7°С и ухудшающего теплообмен) из автоклава путем вакуумирова6
ния или продувки паром при открытом нижнем клапане, через который
выходит воздух, после чего подается пар при закрытом клапане до установ6
ления в автоклаве температуры 100°С. Пар интенсивно отдает тепло, тепло6
обмен с холодным изделием происходит через конденсацию пара; развитие
максимального температурного перепада между средой и изделием до 30–
50°С может вызвать нежелательные деструктивные процессы. Для ячеисто6
бетонных изделий необходимо пускать пар после предварительной выдерж6
ки, обеспечивающей начальную прочность не менее 0,35 МПа для предот6
вращения оседания изделий.
340
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
а
б
Рис. 146
Автоклавы (а — тупиковый, б — проходной):
1 — крышка; 2 — механизм подъема крышки; 3 — манометры; 4 — предохранительный клапан;
5 — корпус; 6–8 — паровыпускная, паровпускная и конденсационная магистрали.
2. Начинается с момента подъема температуры выше 100°С, при этом
возникает избыточное давление. При запаривании крупноразмерных изде)
лий подъем температуры удлиняют для снижения различия температурных
деформаций металлической формы и железобетонного изделия.
3. Выдержка изделий при максимальных параметрах температуры и дав)
ления, через 30–60 мин температура по объему изделий выравнивается, дли)
тельность этого процесса сокращается по мере увеличения максимального
давления. На этом этапе образуются продукты гидратации вяжущего, обес)
печивающие плотность и прочность бетона. Максимальный прирост прочно)
сти отмечается в течение первых 4)х часов выдержки при максимальной
температуре. Интенсификация тепловой обработки изделий из силикатного
бетона достигается повышением количества и дисперсности тонкомолотого
кремнеземистого компонента вяжущего, добавлением к бетону раствори)
мых соединений (NaOH, Na2SO4, Na2CO3, KOH, NaCl), повышающих щелоч)
ность бетона для преодоления химической инерции кремнеземистого ком)
понента. В последнее время предлагается температуру и давление пара в
автоклаве повышать быстро, без продувки до заданного максимального уров)
ня, путем подачи пара в герметически закрытый автоклав. Уже через 3–4 ч
изотермической выдержки наступает полное соответствие между темпера)
турой и давлением насыщенного пара. Этот способ наиболее эффективен при
запаривании изделий без форм или в открытых формах. Быстрый подъем
температуры и наличие избыточного давления увеличивают температурный
напор, который способствует более быстрому прогреву изделий, сокращает)
ся цикл запаривания на 2–3 ч, повышаются прочность, морозостойкость и
снижается на 15–20% водопоглощение.
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
341
4. Начинается с момента снижения давления, изделие имеет температу*
ру более высокую, чем окружающая среда, что вызывает парообразование в
порах материала и увеличение объема пара. При давлении 0,8 МПа 1 кг пара
занимает объем 0,23 м3, а при давлении 0,15 МПа объем повышается до 1,3 м3.
Для предотвращения трещин в изделиях важно производить медленное или
ступенчатое (по 0,1 МПа) снижение давления для его выравнивания в изде*
лиях и в автоклаве, особенно это важно для ячеистобетонных изделий. Для
сокращения сроков спуска давления и уменьшения влажности изделий по*
сле снижения давления рекомендуется вакуумирование автоклавного про*
странства в течение 1–2 ч. В результате вакуумирования давление пара в
изделиях становится выше автоклавного на 0,015–0,025 МПа, что способст*
вует снижению температуры и сушке изделий.
5. Охлаждение изделий от 100°С до температуры цеха: важно обеспе*
чить такую скорость охлаждения, при которой не происходит трещинооб*
разование.
Режимы автоклавной обработки зависят от вида исходных материалов,
конструктивных особенностей изделий и других факторов. Длительность
автоклавной обработки зависит от давления пара: чем оно выше, тем короче
продолжительность процесса. Например, если принять прочность бетона при
автоклавной обработке при давлении пара 0,8 МПа и температуре 174,5°С в
течение 8 ч за прочность сравнения, то она будет обеспечена при:
§ давлении 1,6 МПа и температуре 203,4°С за 4,5 ч;
§ давлении 2,5 МПа и температуре 225°С за 3 ч;
§ давлении 4,0 МПа и температуре 250,6°С за 1 ч.
Увеличение продолжительности изотермической выдержки при низ*
ком давлении (менее 0,9 МПа) позволяет повысить прочность бетона изде*
лий. Для ячеистых бетонов прогрев и продувка паром автоклава составля*
ют 0,7–1,5 ч, подъем давления — 1,5 ч, изотермическая выдержка 5–14 ч в
зависимости от толщины изделий, снижение давления 1,5–3 ч, охлажде*
ние 0,5–1,5 ч.
Для снижения потерь тепла поверхность автоклавов и всех паропроводов
покрывают теплоизоляцией. Для компенсации температурных деформаций,
возникающих при запаривании изделий в корпусе автоклава, его монтиру*
ют на фундаментных опорах, из которых передние неподвижные, а осталь*
ные — подвижные (роликовые).
При автоклавировании изделий из ячеистого силикатного бетона следу*
ет предусмотреть удаление воздуха из автоклава продувкой паром. При об*
работке изделий из плотного силикатного бетона удаление воздуха недопус*
тимо. В начальный период обработки изделий из плотного бетона подъем
температуры среды в автоклаве до 100°С должен осуществляться с заданной
скоростью. Колебания давления в автоклаве при подъеме температуры и
выдержке не должны превышать 0,02 МПа. Образующийся конденсат дол*
жен непрерывно удаляться из автоклава. Минимальные режимы автоклав*
ной обработки ячеистых силикатных плит (1), мелких стеновых блоков (2),
крупных блоков и панелей (3) и изделий из плотного силикатного бетона (4)
приведены в таблице 101.
342
Powered by TCPDF (www.tcpdf.org)
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
%
9 87
1
89 7 8
# $487
4 2 47
557
7
2 87
!"5 7
2 427
123456789
257
89 247
1 2 3 4 5 6 2 7 8987
47
34 2 77
623 8747
7
89 2477
274
7
7&'7
(87
7)*7
(87
&'7
(87
)*7
(87
&'7
(87
)*7
(87
&'7
(87
)*7
(87
12
3425662
7829662
2
1 62
1 2
1 2
2
2
1 2
62
112
2
2
342 662
782 662
2
1 62
1 2
1 2
2
2
62
2
1 2
11 62
342 662
782 662
62
5662
1 62
1 62
1 2
1 2
1 2
1 2
2
2
2
2
62
2
2
5 62
1 2
15 62
11 62
11 2
342 662
782662
62
5662
1 62
1 62
1 2
62
1 2
62
2
2
2
2
2
2
5 62
5 62
15 62
19 62
11 2
1 2
342662
7821662
62
5662
2
2
1 2
62
1 2
62
2
62
2
62
2
5 62
5 62
5 2
15 62
19 2
11 2
15 62
1662
162
2
5 62
9 62
62
62
1 2
62
1 2
11 62
52
92
1662
162
2
9 62
62
62
62
2
5 62
19 2
15 62
1662
962
2
62
62
62
62
5 62
5 2
1 62
15 2
5 252 )+22 2 88 82 !"#$% 82 878#4842 87$!&2 '
7(2 7"2 488"2 )8*2 2 &+2 ,8&8!2 )*2 4"2 2- 2 7"2 (2 2 &$.+2
,8&8!2 )*2 2 52-/2 *+22 88!2 48!2 2 78,!&2 788 82 $8!8 82
0&2!2&8-4!25622 612878#484284-&8(2!.7#&2$!-!4"2
884!44!8221222-/2,+2288!2&!!8'8!8048!8 82&2)87#'
2!8,878 8223412 22 1*2878#4842!.7#&2$!-!4"222-/2-+22
75"!2 88,.+2 4,8!(2 &2 7"2 )$7848(&84 2 8-842 2 4"# 2
4%848(&84*2878#484284-&8(2!.7#&2$!-!4"2256 2-22
6 27222692-221 27/2
Продолжительность загрузки и выгрузки автоклавов проходных — 1 ч,
тупиковых — 2 ч. Управление режимом автоклавной обработки должно про(
изводиться автоматически. Распалубка изделий производится при разности
температур поверхности изделий и окружающего воздуха не более 40°С.
Продолжительность естественного остывания крупноразмерных изделий
в формах до распалубки должна быть: для изделий из ячеистого бетона не
менее 4 ч, из плотного бетона — не менее 2 ч. Продолжительность принуди(
тельного охлаждения изделий из плотного силикатного бетона должна быть
от 6 до 8 ч.
7.14. ОСОБЕННОСТИ ТЕПЛОВОЙ ОБРАБОТКИ
ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ
КОНСТРУКЦИЙ И ИЗДЕЛИЙ ИЗ БЕТОНА
С НОРМИРУЕМОЙ МОРОЗОСТОЙКОСТЬЮ
При тепловлажностной обработке преднапряженных желе(
зобетонных конструкций не допускается увеличение расхода цемента для
достижения требуемой прочности в более короткие сроки по сравнению с
необходимым для получения заданного класса (марки) по прочности бетона,
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
343
установленными при подборах состава, за исключением случаев, предусмот/
ренных СНиП 5.01.23/83. Значения передаточной и отпускной прочности
бетона должны соответствовать указанным в стандартах и проектах на изде/
лия с учетом характеристик однородности бетона по прочности в соответст/
вии с требованиями ГОСТ 18105.
Режимы тепловой обработки изделий должны быть направлены на дос/
тижение максимального ускорения твердения бетона при минимально воз/
можных затратах энергоресурсов и цемента и при соблюдении требований к
качеству изделий. Тепловая обработка может осуществляться с помощью
пара (пропаривание), электроэнергии (электропрогрев) и солнечной энергии
(гелиотермообработка). Последний вид термообработки рекомендуется при/
менять в районах с сухим жарким климатом в соответствии с требованиями
нормативных документов.
Пропаривание изделий осуществляется в пропарочных камерах, под пе/
реносным колпаком на стендах или в термоформах, обеспечивающих полу/
чение заданных условий твердения.
Электропрогрев может осуществляться: электронагревом свежеотфор/
мованного изделия, прогревом изделий в формах, оснащенных электронагре/
вателями, предварительным электроразогревом бетонной смеси в специаль/
ных бункерах разогрева перед укладкой в формы (предварительный разогрев
бетонной смеси может осуществляться и с помощью пара непосредственно в
бетоносмесителе). Применение электроразогрева бетонной смеси в заводских
условиях целесообразно в следующих случаях:
§ если необходимо сократить длительность тепловой обработки по сравне/
нию с пропариванием при холодном формовании, увеличить оборачивае/
мость форм, камер и производительность технологической линии;
§ при дефицитности пара или его высокой стоимости по сравнению со стои/
мостью электроэнергии;
§ при отсутствии пара или иного теплоносителя, пригодного для тепловой
обработки изделий;
§ для получения изделий ускоренного твердения с повышенными требова/
ниями к бетону по морозостойкости и водонепроницаемости.
Тепловую обработку с помощью индукционного метода нагрева током
промышленной частоты рекомендуется применять при изготовлении изде/
лий с равномерно распределенной арматурой (опоры ЛЭП и др.). Достоинст/
вом этого способа является равномерный ускоренный прогрев изделий. При
этом способе стальная арматура, формы и закладные детали нагреваются за
счет перемагничивания в переменном магнитном поле и вихревых токов, а
от них за счет теплопередачи нагревается бетон изделий. В результате пере/
дача тепла происходит как изнутри бетона (от арматуры), так и снаружи (от
стальных форм).
Для прогрева преднапряженных железобетонных изделий могут приме/
няться различные режимы: обычные, двухступенчатые, с предварительной
выдержкой, с прогрессивно возрастающей скоростью разогрева, изотерми/
ческие и термосные, а также комбинированные. Для сокращения цикла
тепловой обработки изделий следует применять химические добавки/уско/
344
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
рители твердения, быстротвердеющие цементы, формование изделий из же%
стких бетонных смесей, предварительный разогрев бетонной смеси, двух%
стадийную тепловую обработку и другие приемы при соответствующем тех%
нико%экономическом обосновании.
Режимы тепловой обработки преднапряженных железобетонных изде%
лий следует назначать из условий получения требуемой прочности бетона
(передаточной, распалубочной, отпускной, проектной), при этом нужно учи%
тывать ряд особенностей, связанных с наличием напрягаемой арматуры.
Если эти особенности не учитывать, то может произойти снижение качества
преднапряженных конструкций по следующим причинам:
§ возникновение трещин (поперечных и продольных) при нагреве и охла%
ждении из%за неравномерного прогрева и охлаждения бетона, металли%
ческих форм и напрягаемой арматуры;
§ уменьшение сверх допустимого уровня величины предварительного на%
пряжения арматуры при стендовой технологии изготовления от разно%
сти температуры между напрягаемой арматурой и температурой наруж%
ной среды, в которой находятся устройства, воспринимающие усилия
предварительного напряжения;
§ обрыв предварительно напряженной арматуры или временных анкеров
до передачи напряжения арматуры на бетон;
§ ухудшение анкеровки арматуры на опорных участках или вдоль конст%
рукции, увеличение зоны передачи напряжения на бетон;
§ увеличение ширины раскрытия трещин при эксплуатационных воздей%
ствиях.
С целью предотвращения возникновения трещин при тепловой обработ%
ке преднапряженных конструкций, изготавливаемых на стендах и в сило%
вых формах, необходимо предусматривать:
§ обеспечение условий, при которых величина перепада между температу%
рой в камере и в окружающей среде, где находятся упоры стенда или
силовой формы, не превышала бы 65°С, а температура разогрева бето%
на — 80°С;
§ предварительное выдерживание, не превышающее 1 ч при изготовлении
изделий в силовых формах;
§ регулирование начального предварительного напряжения в арматуре.
Режимы тепловой обработки предварительно напряженных конструкций
при изготовлении на стендах предусматривают подъем температуры до 80°С —
7 ч, изотермическое выдерживание — 6,5 ч, остывание — 1,5 ч. При изготов%
лении в силовых формах подъем температуры сокращается на 2,5 ч, а время
остывания — на 1,5 ч по сравнению с данными, приведенными в таблице 102
при сохранении длительности изотермического прогрева и температуры 80°С.
С целью исключения возможности появления трещин в бетоне при стен%
довом изготовлении преднапряженных конструкций может быть использо%
ван метод регулирования предварительного напряжения и при охлаждении
изделий. В этом случае регулирование предварительного напряжения про%
изводится путем отпуска натянутой арматуры с момента начала охлаждения
изделий. При стендовой технологии кроме отпуска напряжения арматуры
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
345
1234567829
1 2 3 4 5 6 2 7 89 7
7 84792 482 793267 84 7
84472345779478
42728 7 742 47557
7 5!7
28 7
" 7#$%7
#$%&'%%7
'%%&(%%7
1234567784
2259 34 43 34 4684
2659 34 4 34 4684
2959 34 4 34 4984
166 34597784
594 44 4684
27594 434 4684
22594 43 34 46 384
197457784
3594 49 34 4684
3594 4 34 4684
27 3594 434 46 384
19 4537784
594 494 4684
594 44 4684
27594 4 34 46 384
1345 7784
594 464 4684
594 494 4684
594 49 34 46 384
1
на неостывший бетон для предотвращения температурных трещин рекомен/
дуется также устройство съемных вкладышей и температурных швов в ме/
таллических формах, частичная распалубка изделия (удаление фиксаторов
при достижении прочности бетона не менее 3 МПа), а также предваритель/
ный прогрев формы.
Для предотвращения технологических трещин и ухудшения анкеровки
преднапряженной арматуры, натянутой на упоры силовых форм, рекомен/
дуются следующие мероприятия:
§ размещение изделий с поддоном в камере сразу после формования;
§ немедленная после тепловой обработки передача напряжения на горя/
чий бетон и распалубка изделия;
§ уменьшение величины перепада между максимальной температурой из/
делия при распалубке и температурой воздуха цеха (за счет снижения
температуры прогрева, ограничения доступа холодного воздуха в цех,
устройства тепловых завес и др.);
§ применение пластифицирующих добавок, замедляющих рост прочности
бетона в период подъема температуры.
С целью исключения вредного влияния температурных деформаций на
качество изделий, изготовляемых по агрегатно/поточной и конвейерной тех/
нологиям, следует использовать поддоны:
§ у которых равнодействующая сил натяжения приложена центрально или
с минимальным эксцентриситетом;
§ открытого профиля, которые при охлаждении меньше выгибаются, и
тем самым уменьшается возможность возникновения трещин;
§ перед вводом в эксплуатацию новых силовых форм рекомендуется их
опытная проверка для предотвращения возможности возникновения тре/
щин в бетоне.
Для исключения возможности обрыва стержневой арматуры, высажен/
ных головок или других временных анкеров при нагреве в процессе тепло/
вой обработки преднапряженных конструкций, изготавливаемых в сило/
вых формах, рекомендуется применение химических добавок, замедляю/
щих рост прочности бетона в период подъема температуры и особенно при
использовании бетона класса В22,5 (М300) и более.
Тепловую обработку предварительно напряженных конструкций, изго/
тавливаемых в силовых формах, необходимо проводить в неглубоких каме/
346
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
рах периодического действия с установкой изделий в один ярус или в тун#
нельных камерах с коэффициентом заполнения не менее 0,1.
При изготовлении преднапряженных конструкций на полигонах в зим#
нее время режим тепловой обработки увеличивается на 2 ч за счет периода
изотермического выдерживания.
Особенности тепловой обработки изделий из бетона с повышенными
требованиями по морозостойкости связаны с тем, что такие бетоны, как
правило, изготавливаются с воздухововлекающими добавками, кроме того,
при их тепловой обработке не допускаются большие перепады температу#
ры, испарение влаги и другие воздействия, вызывающие снижение объема
гелеобразных продуктов в цементном камне бетона и повышение капил#
лярной пористости.
К бетонам с повышенными требованиями по морозостойкости относят
бетон с маркой F100 и более. Повышенная морозостойкость бетона достига#
ется следующими технологическими приемами:
§ применением соответствующего вида цемента, морозостойких заполни#
телей с пониженным содержанием загрязняющих и вредных примесей;
§ назначением пониженных значений водоцементного отношения и удобо#
укладываемости бетонной смеси для уменьшения количества воды за#
творения;
§ введением в бетонную смесь воздухововлекающих, пластифицирующих
и комплексных органо#минеральных добавок для модифицирования
структуры гидратных фаз цементного камня.
Для получения бетонов повышенной морозостойкости без добавок долж#
ны применяться низкоалюминатные или сульфатостойкие портландцемен#
ты с содержанием С3А не более 6%, высококачественные заполнители из
невыветрелых горных пород оптимальной гранулометрии.
При изготовлении изделий с повышенными требованиями по морозо#
стойкости бетона должны соблюдаться общие требования по технологии из#
готовления, обеспечивающие получение плотного бетона бездефектной струк#
туры, особенно поверхностных слоев изделий.
Режимы тепловой обработки изделий из бетона повышенной морозостой#
кости должны быть мягкими и включающими:
§ предварительное выдерживание изделий не менее 3 ч;
§ подъем температуры со скоростью не более 20°С/ч;
§ расчетная температура разогрева изделий, к бетону которых предъявля#
ются повышенные требования по морозостойкости, должна назначаться
минимально возможной для получения в заданные сроки требуемой плот#
ности и прочности и не превышать 80°С при использовании портландце#
ментов и 95°С — для шлакопортландцементных бетонов.
Рекомендуется изотермическое или термосное выдерживание разогре#
тых изделий до достижения требуемой прочности в паровоздушной среде с
относительной влажностью не менее 90%.
Наилучшие результаты по морозостойкости бетона пропаренных изде#
лий достигаются при использовании шлакопортландцемента, содержащего
не более 50% шлака.
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
347
7.15. ОРГАНИЗАЦИЯ, КОНТРОЛЬ
И РЕГУЛИРОВАНИЕ РЕЖИМОВ ПРОГРЕВА.
ОСОБЕННОСТИ КОНТРОЛЯ ПРОЧНОСТИ БЕТОНА
ПРИ ТЕПЛОВОЙ ОБРАБОТКЕ
Эффективный контроль и регулирование режимов тепловой
обработки изделий могут быть осуществлены при выполнении комплекса
мероприятий, направленных на нормализацию работы технологического
оборудования:
§ паспортизация действующих тепловых установок на заводах железобе9
тонных изделий и расчет агрегатных технологических норм расхода теп9
ловой энергии по СН 513979 для изотермических режимов и по пособию
по тепловой обработке железобетонных конструкций и изделий для тер9
мосных режимов;
§ стабилизация работы системы теплоснабжения предприятия путем уста9
новки на теплопроводах теплоизоляции и регуляторов давления пара на
магистральных трубопроводах. Настройка регулятора давления пара пе9
ред камерами производится из условия поддержания давления пара пе9
ред камерами, кассетами и термоформами не более 0,3 МПа;
§ оборудование каждого ввода в тепловую установку дроссельными диа9
фрагмами;
§ устранение утечек пара в паропроводах, запорной арматуре и через не9
плотности в тепловых агрегатах;
§ обеспечение работоспособности устройств отвода и возврата конденсата
из тепловых установок.
Обеспечение заданного температурного режима тепловой обработки, по9
зволяющего получить требуемые качественные характеристики бетона из9
делий, осуществляется с применением:
§ автоматизированных систем управления и программного регулирования
температуры и прочности изделий. При применении термосных режи9
мов с использованием систем автоматического регулирования темпера9
турный датчик должен регистрировать температуру изделий. С этой це9
лью настройку регулятора следует осуществлять с учетом коррекции ме9
жду температурой среды и температурой изделия, определяемой отдельно
в каждом конкретном случае;
§ дроссельных диафрагм, обеспечивающих подачу в тепловые агрегаты
расчетного количества тепловой энергии.
В качестве программных регуляторов температуры могут использовать9
ся электронные программные регуляторы, пневматические системы про9
граммного регулирования, комплексные системы автоматизации тепловой
обработки. С этой же целью могут быть использованы другие, вновь разраба9
тываемые программные регуляторы или системы, обеспечивающие регули9
рование температуры по заданной программе.
Для контроля температуры рекомендуются термометры сопротивления
и термопары. Контрольные датчики температуры должны устанавливаться
в местах, где температуру среды в тепловой установке можно считать сред9
ней. В ямных камерах датчики устанавливают в специальных нишах внут9
348
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ри камеры на половине ее высоты в месте, исключающем прямое попадание
на них потока пара. В камерах непрерывного действия (вертикальных или
горизонтальных) контрольный датчик устанавливается в начале зоны с мак*
симальной температурой среды по возможности на уровне изделий. При
прогреве изделий через паровые рубашки контрольный датчик температуры
может помещаться на линии отвода конденсата не далее 0,5 м от формы. Для
гарантии постоянного нахождения датчика в проточном конденсате на кон*
денсатоотводной линии должен быть установлен конденсатоотводчик или
обратный клапан.
Если контрольный датчик показывает температуру выше 95°С, это гово*
рит о непосредственном попадании на него струи пара и необходимо принять
меры по уменьшению подачи пара.
Как исключение допускается производить замер температуры в камерах
с помощью ртутного термометра или термощупа.
Для обеспечения заданного режима по нормируемому расчетному расхо*
ду пара в установке следует в первую очередь стабилизировать давление пара
в магистральных трубопроводах.
При всех способах контроля оператор заносит в журнал пропарки время
загрузки камеры (установки), длительность отдельных периодов темпера*
турного режима, время открытия камеры или выгрузки изделий из тепло*
вой установки.
В зимнее время оператор регистрирует не реже одного раза в смену и
записывает в журнал температуру воздуха в цехе, где хранятся распалублен*
ные изделия.
Для контроля прочности пропариваемого бетона изделий изготавливает*
ся не менее двух серий образцов*кубов на партию изделий. При тепловой
обработке в камерах периодического действия с применением изотермиче*
ских режимов контрольные образцы следует устанавливать в специальных
нишах, оборудованных в стенах камер, или на форме верхнего изделия.
Учитывая, что температура образцов*кубов с достаточной точностью
следует за температурой среды в камере, при применении термосных режи*
мов эти образцы необходимо устанавливать внутри рабочего объема каме*
ры, например, на форме верхнего изделия или специальных площадках,
пристроенных к стенкам камеры. Устанавливать контрольные образцы в
нишу стен камер при тепловой обработке изделий по термосным режимам
запрещается.
При тепловой обработке железобетонных изделий в камерах непрерыв*
ного действия контрольные образцы следует устанавливать на формах*ваго*
нетках с изделиями.
При тепловой обработке изделий в кассетах необходимо иметь в виду,
что прочность бетона в наиболее слабых краевых зонах панелей, как пра*
вило, выше, чем у контрольных образцов, устанавливаемых в специаль*
ных нишах паровых отсеков или на верхней грани изделий под колпаком.
В связи с этим к прочности контрольных образцов*кубов, испытываемых
через 0,5–4 ч с момента их распалубки, рекомендуется вводить коэффици*
енты:
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
349
§ 1,15 — при их прогреве в нишах;
§ 1,30 — при прогреве под колпаком.
При тепловой обработке изделий в термоформах контрольные образцы
прогреваются в специальных нишах9карманах, расположенных в торцах
форм. При контроле прочности бетона изделий после завершения их тепло9
вой обработки к прочности этих образцов, испытываемых через 0,5–4 ч с
момента распалубки, рекомендуется вводить коэффициент 1,15.
Если при отсутствии контроля и регулирования температурного режима
контрольные образцы после тепловой обработки не набирают заданную проч9
ность, то прочность бетона в изделиях должна быть установлена неразру9
шающими методами. Если и в этом случае прочность бетона не отвечает
заданным требованиям, изделия должны быть дополнительно выдержаны в
тепловых установках без подачи пара.
Если толщина изделий отличается от размера ребра контрольного образ9
ца9куба более чем в три раза, то режимы тепловой обработки изделий долж9
ны корректироваться опытным путем с применением неразрушающих мето9
дов контроля.
ТЕСТЫ ДЛЯ САМОКОНТРОЛЯ
Тест 9
УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА
1. Какие условия твердения бетона являются эталонными?
А — температура 20°С, относительная влажность воздуха не более 60%;
Б — температура 30°С, относительная влажность воздуха не менее 60%;
В — температура 20°С, относительная влажность воздуха не менее 95%;
Г — температура 30°С, относительная влажность воздуха не менее 95%.
2. Что такое истинное В/Ц?
А — В = количеству воды затворения;
Б — В уменьшают на испарение воды;
В — В уменьшают на количество, пошедшее на смачивание и поглощение за9
полнителем;
Г — В уменьшают на влажность заполнителей.
3. Для какого бетона большее влияние на прочность оказывает прочность запол9
нителей?
А — с контактным расположением зерен заполнителя;
Б — для крупнопористого;
В — для быстротвердеющего;
Г — с плавающим расположением зерен заполнителя.
4. Что представляет собой условный критерий L?
А — отношение пористости к прочности бетона;
Б — отношение объемной концентрации цементного камня к пористости;
В — отношение прочности бетона к расходу цемента;
Г — отношение пористости к прочности бетона.
5. Как влияет В/Ц на скорость роста прочности бетона?
А — с ростом В/Ц скорость роста прочности повышается;
Б — с увеличением В/Ц скорость роста прочности не изменяется;
В — с уменьшением В/Ц скорость нарастания прочности повышается;
Г — изменение В/Ц не влияет на скорость роста прочности бетона.
350
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
6. Какой тип цемента обеспечивает наибольший рост поздней прочности бетона?
А — тип I;
Б — тип II;
В — тип III;
Г — тип IV.
7. Как изменяется время твердения при 20°С до замораживания бетона в зависи'
мости от прочности бетона?
А — с увеличением прочности увеличивается;
Б — с увеличением прочности уменьшается;
В — прочность не влияет на время твердения до замораживания;
Г — влияние прочности не определенное.
8. Что такое острый пар?
А — пар с повышенной температурой;
Б — пар, непосредственно соприкасающийся с прогреваемым изделием;
В — пар с повышенным давлением;
Г — пар не соприкасающийся с прогреваемым изделием.
9. Какой должна быть величина коэффициента ускорения при использовании про'
гревных способов ускорения твердения бетона?
А — не менее 1,5;
Б — не менее 2,0;
В — не менее 2,5;
Г — не менее 3.
10. На сколько должна повышаться прочность бетона после пропарки при введении
добавок'ускорителей?
А — не менее 20%;
Б — не менее 30%;
В — не менее 40%;
Г — не менее 50%.
11. Из'за чего ускоряется гидратация цемента при нагреве?
А — из'за распада ассоциаций молекул воды;
Б — из'за образования ассоциаций молекул воды;
В — из'за ускорения броуновского движения молекул;
Г — из'за диспергирования цемента.
12. Как проявляется «старение» цементного геля при тепловой обработке?
А — укрупнение размеров гидратных новообразований цемента;
Б — повышение истираемости бетона;
В — повышение усадки бетона;
Г — повышение морозостойкости бетона.
13. Какое значение коэффициента деструкции (Kд) сигнализирует о развитии дест'
руктивных явлений при тепловой обработке железобетона?
А — менее 1;
Б — более 1;
В — менее 2;
Г — более 2.
14. Почему наиболее эффективным теплоносителем является водяной пар?
А — он дешев;
Б — он широко распространен;
В — он требует минимум топлива;
Г — он имеет максимальный коэффициент теплоотдачи.
15. Какова величина коэффициента эффективности высокоэффективных цементов
при пропаривании?
А — не более 0,57;
Б — не менее 0,57;
В — не менее 0,68;
Г — не более 0,68.
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
351
16. Для чего нужен обратный клапан в камерах ямного типа?
А — для выброса пара;
Б — для подачи воздуха при охлаждении;
В — для повышения содержания пара в камере;
Г — для циркуляции теплоносителя.
17. На сколько сокращается продолжительность тепловой обработки в малонапор:
ных ямных камерах?
А — 1–2 ч;
Б — 2–3 ч;
В — 3–5 ч;
Г — 5–7 ч.
18. Для чего нужно регулировать влажность теплоносителя при тепловой обработ:
ке изделий в ямных камерах?
А — для снижения открытой пористости бетона;
Б — для снижения закрытой пористости бетона;
В — для повышения открытой пористости бетона;
Г — для повышения закрытой пористости бетона.
19. Как повысить оборачиваемость камер тепловой обработки периодического дей:
ствия?
А — сократить продолжительность тепловой обработки;
Б — увеличить продолжительность тепловой обработки;
В — ввести циркуляцию теплоносителя;
Г — повысить влажность теплоносителя.
20. Какова должна быть скорость нагрева изделий для исключения деструктивных
явлений в бетоне?
А — не более 35°С/ч;
Б — не более 30°С/ч;
В — не более 25°С/ч;
Г — не более 20°C/ч.
21. С какой целью производится двухстадийная тепловая обработка?
А — для повышения оборачиваемости форм;
Б — для уменьшения оборачиваемости форм;
В — для уменьшения оборачиваемости камер тепловой обработки;
Г — для увеличения загрузки камер тепловой обработки.
22. Какая максимальная влажность после тепловой обработки допускается для сте:
новых изделий из легкого бетона?
А — до 7%;
Б — до 9%;
В — до 11%;
Г — до 13%.
23. Какова должна быть распалубочная прочность бетона после тепловой обработ:
ки легкобетонных изделий с кантователем?
А — не менее 1 МПа;
Б — не менее 1,5 МПа;
В — не менее 2 МПа;
Г — не менее 2,5 МПа.
24. Как разделяются зоны разогрева, изотермической выдержки и охлаждения из:
делий в вертикальных камерах?
А — воздушными завесами;
Б — шторами;
В — механическими створками;
Г — они не разделяются, образуются самопроизвольно.
25. Какое мероприятие организуется для улучшения теплообмена в зоне изотерми:
ческой выдержки щелевых камер?
А — повышается температура теплоносителя;
352
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Б — повышается влажность теплоносителя;
В — снижается влажность теплоносителя;
Г — организуется движение теплоносителя навстречу потоку изделий.
26. Какой максимальный перепад температуры допускается при прогреве изделий
в термоформах?
А — 8°С;
Б — 10°С;
В — 12°С;
Г — 14°С.
27. При каком избыточном давлении пара происходит автоклавная обработка?
А — 0,1 МПа;
Б — 0,3 МПа;
В — 0,6 МПа;
Г — 1,2 МПа.
28. Какая максимальная скорость нагрева допускается для изделий из бетона с
нормируемыми требованиями по морозостойкости?
А — до 20°С/ч;
Б — до 25°С/ч;
В — до 15°С/ч;
Г — до 10°С/ч.
29. Какое давление пара должно быть перед камерами, кассетами, термоформами?
А — не более 0,1 МПа;
Б — не более 0,2 МПа;
В — не более 0,3 МПа;
Г — не более 0,4 МПа.
30. На какой коэффициент нужно умножить результат испытания прочности кон=
трольных образцов, прогреваемых в нишах тепловых отсеков кассетных машин?
А — 0,85;
Б — 1,15;
В — 1,25;
Г — 1,30.
ГЛАВА 7. ТЕПЛОВАЯ ОБРАБОТКА
353
ГЛАВА
Глава 8. ЭЛЕКТРОТЕРМООБРАБОТКА
ЖЕЛЕЗОБЕТОННЫХ
ИЗДЕЛИЙ
8.1. РАЗНОВИДНОСТИ, ДОСТОИНСТВА
И НЕДОСТАТКИ ЭЛЕКТРОТЕРМООБРАБОТКИ
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
В
заводской технологии сборного железобетона тепловлаж,
ностной обработки при централизованном пароснабжении уровень энергоза,
трат с учетом спада производства составляет 0,6–1,2 Гкал/м3 (700–1400
кВт × ч/м3), что в 2–4 раза превышает нормативное теплопотребление и более
чем в 10 раз превышает аналогичные показатели заводов железобетонных
изделий стран Западной Европы.
В доперестроечной России средний расход пара на 1 м3 сборного железобе,
тона составлял 600 кг (на производство этого пара тратилось 46 кг условного
топлива) из,за неудачных конструкций камер тепловой обработки, приводя,
щих к непроизводительным его потерям. На передовых предприятиях Москвы
расход пара в среднем составлял около 300 кг/м3 (23 кг условного топлива). По
нормативам при использовании ямных пропарочных камер с эффективной
теплоизоляцией расход пара не должен превышать 170–200 кг/м3 сборного
железобетона (13–15 кг условного топлива). Количество ямных камер пропа,
ривания сборного железобетона, находящихся в эксплуатации, составляет бо,
лее 50 000, а термоформ и кассетных установок с тепловыми отсеками — более
12 000. Пропаривание обеспечивает оптимальные влажностные условия в зоне
контакта пара с открытой поверхностью железобетонных изделий, уменьшает
или предотвращает влагопотери из изделий. Но для пропаривания при исполь,
зовании острого и глухого пара характерны следующие недостатки:
§ перепады тепературы по объему камеры или теплового отсека из,за рас,
слоения теплоносителя, что вызывает неоднородность прочности и дру,
гих свойств бетона изделий;
§ конденсация острого пара на первой стадии тепловой обработки вызывает
повышение капиллярной пористости и снижение долговечности бетона;
§ превышение в 3 и более раза расхода энергоресурсов по сравнению с тре,
буемым;
§ необходимость доставки и сжигания большого количества органическо,
го топлива;
§ выбросы вредных дымовых газов при сгорании топлива.
354
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
В современных фирмах, изготавливающих железобетонные изделия,
широко внедряются методы электротермической обработки бетона для ус5
корения его твердения. Под электротермической обработкой бетона понима5
ется комплекс способов ухода за уплотненным бетоном в процессе выдержи5
вания отформованных изделий, при котором заданный температурный ре5
жим твердения обеспечивается в результате преобразования электрической
энергии в тепловую непосредственно в самом бетоне или в специальных на5
гревательных устройствах. Электротермическая обработка железобетонных
изделий характеризуется следующими достоинствами:
§ увеличение в 2–3 раза теплового коэффициента полезного действия ка5
мер при централизованном теплоснабжении;
§ реализуются энергосберегающие тепловые режимы, эффективно исполь5
зуется выделяющаяся равномерно по объему изделия тепловая энергия,
что сокращает продолжительность тепловой обработки и повышает ка5
чество продукции;
§ стабилизируется уровень экономичного удельного энергопотребления
независимо от объемов производства;
§ надежная и простая система автоматизации производства способствует
энергосбережению;
§ за счет использования установленной мощности в ночное время увеличи5
вается энергоэфффективность предприятия;
§ образуются резервы теплоэнергетических мощностей предприятия;
§ срок окупаемости дополнительных капитальных вложений в условиях
относительно стабильно работающих предприятий составляет 5–8 мес.
К недостаткам электротермообработки относятся:
§ необходимость соответствующего электрооборудования (трансформаторы,
теплообогреватели и др.), которое обеспечивает сухой прогрев бетона, что
способствует испарению влаги и недопустимо для изделий из тяжелого
бетона с повышенными требованиями по плотности и стойкости;
§ повышение требований по технике безопасности на рабочих местах при
электротермообработке, так как напряжение электрического тока мо5
жет достигать 380 В;
§ большие пиковые потребления электроэнергии, особенно при интенсив5
ном разогреве бетонной смеси.
К разновидностям электротермообработки относятся:
1) электродный прогрев, при котором бетонная смесь или изделие перед
формованием, а также в процессе формования включается в сеть переменно5
го тока как активное сопротивление с помощью электродов. В результате
прохождения электрического тока выделяется тепло по всему объему мате5
риала или изделия. Количество выделяемого тепла зависит от удельного
электросопротивления бетонной смеси и плотности проходящего тока. Ско5
рость прогрева можно регулировать в широких пределах. Используется в
основном для неармированных или армированных плоскими сетками изде5
лий. Предварительный разогрев бетонной смеси или свежеуложенного бето5
на изделия наиболее экономичен — расход электроэнергии составляет 30–
50 кВт × ч/м3 бетона (3,6–6 кг условного топлива);
ГЛАВА 8. ЭЛЕКТРОТЕРМООБРАБОТКА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
355
2) электрообогрев — тепло выделяется электронагревателями при под,
ключении их к электрической цепи, и режим прогрева не зависит от удель,
ного электросопротивления бетона и характера армирования изделий и кон,
струкций. Применяется для тонкостенных конструкций, при этом имеется
опасность высушивания бетона вследствие испарения влаги через неопалуб,
ленные поверхности. Для изделий из конструкционно,теплоизоляционного
легкого бетона обеспечивает снижение влажности в процессе тепловой обра,
ботки. Электрообогрев может осуществляться в металлических электротер,
моформах и кассетах с электротепловыми отсеками. Прогрев отформован,
ных изделий осуществляется в результате контактного теплообмена от разо,
гретой стенки теплового отсека к бетону. Для предотвращения тепло, и
влагопотерь открытые поверхности изделий из конструкционных бетонов
укрывают тепловлагоизолирующими щитами, а днище и борта форм тепло,
изолируют. Для тепловой обработки в электроформах устраиваются специ,
альные посты, где электронагреватели форм присоединяются к источнику
электрической энергии. Формы оснащаются виброустойчивыми электрона,
гревателями и электроизоляцией. Удельный расход электроэнергии состав,
ляет 60–80 кВт × ч/м3 бетона (7,2–9,6 кг условного топлива);
3) инфракрасный прогрев использует способность тепловых лучей про,
никать в бетон и разогревать его в результате лучистого и конвективного
теплообмена. Влажность в камере низкая (10–40%), поэтому такая обработ,
ка целесообразна для изделий из теплоизоляционного или конструкционно,
теплоизоляционного легкого бетона класса до В7,5. Для изделий из конст,
рукционного бетона обязательна надежная защита открытых поверхностей
от влагопотерь. Удельный расход электроэнергии составляет 80–100 кВт × ч/м3
бетона (9,6–12 кг условного топлива). Тепловая обработка в камерах индук,
ционного нагрева основана на использовании тепла, выделяющегося из сталь,
ных элементов формы и арматуры при помещении их в переменное магнитное
поле в результате возникновения вихревых токов и перемагничивания. Удель,
ный расход электроэнергии составляет 100–110 кВт × ч/м3 бетона (12–13 кг
условного топлива).
8.2. ЭЛЕКТРОДНЫЙ ПРОГРЕВ
Обработка бетона электрическим током впервые предложе,
на в 1924 г. в Монреале. Авторы метода пришли к выводу, что электриче,
ский ток увеличивает прочность бетона при сжатии, полагая, что направ,
ленное движение ионов способствует более равномерному распределению
цемета и не учитывали при этом роль температурного фактора. Неправиль,
ная концепция объяснения этого явления затормозила внедрение электро,
обработки в технологию бетона и только в 1932 г. шведы А. Грунд и К. Болен
правильно объяснили это явление, полагая, что пропускание переменного
электрического тока через свежеуложенный бетон вызывает его нагревание
и ускорение реакции гидратации цемента. Они опубликовали результаты
своих опытов, но практическое внедрение их исследований произошло в
1940,х гг. в Японии при возведении монолитных железобетонных конструк,
356
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ций. В нашей стране внедрение электропрогрева началось с 1932 г. и в 1934 г.
была опубликована первая инструкция по электропрогреву монолитного
железобетона, для сборного железобетона этот метод начал применяться
позднее.
Электродный прогрев является наиболее распространенным способом
электротермообработки, при котором стальные электроды контактируют с
бетоном прогреваемой конструкции и подключаются к электрической сети.
Сущность электродного прогрева заключается в пропускании через бетон
переменного электрического тока промышленной частоты (50 Гц) и преобраA
зовании электрической энергии в тепловую. Применение для электродного
прогрева постоянного тока вместо переменного не рационально изAза:
§ необходимости иметь специальные генераторы постоянного тока;
§ коррозии стальных электродов выделяющимся на аноде при электролиA
зе воды кислородом;
§ экранирования поверхности электродов образующимися пузырьками
газов.
Тепло выделяется равномерно по всему объему, что позволяет сущестA
венно ускорить скорость разогрева. Для организации электродного прогрева
не требуются тепловые установки и устройства для подачи пара, отвода конA
денсата, вентиляционные системы, улучшаются санитарноAгигиенические
условия труда при изготовлении сборного железобетона, повышается коэфA
фициент полезного действия тепловой обработки.
Бетонная смесь и свежеуложенный бетон обладают электропроводимоA
стью, благодаря наличию раствора электролита, содержащего ионы щелочA
ных металлов, кальция, гидроксильные, сульфатные и др., особенно при
введении в состав бетона добавок электролитов. По закону Джоуля — Ленца
количество тепла Q в джоулях, выделяемое в участке проводника при прохоA
ждении электрического тока прямо пропорционально квадрату тока I в амA
перах, сопротивлению участка R в омах и времени прохождения тока t в
секундах:
Q = I2 × R × t.
Одним из основных параметров электродного прогрева уложенного бетоA
на является его удельное электросопротивление:
12
RS US
2
, Ом 3 см,
l
I 3l
где R — сопротивление бетонной призмы с площадью сечения S (7´7 или
10´10 cм2) и длиной l (20 или 30 см), определяемое при напряжении U на
электродах, установленных на торцах призмы, при величине тока I, прохоA
дящему по бетону.
Для измерения удельного сопротивления бетонная смесь укладывается в
форму, у которой боковые стенки и днище изготовлены из диэлектрика, а
торцевые стенки, служащие электродами, из металла. Образец бетонной
смеси в форме включается в электрическую сеть переменного тока, по котоA
рой пропускается ток строго фиксированного напряжения. Регулирование
ГЛАВА 8. ЭЛЕКТРОТЕРМООБРАБОТКА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
357
Рис. 147
Схема А определения удельного
сопротивления бетонной смеси:
1 — форма с образцом бетонной смеси;
2 — амперметр; 3 — вольтметр; 4 — ме/
таллические электроды.
напряжения осуществляется лабораторным
автотрансформатором, ток измеряется с по/
грешностью не более 1 mА, напряжение — не
более 1 В.
При подключении приборов по схеме А
(рис. 147) вольтметр установлен параллель/
но образцу бетона и амперметру:
R3
1
2
U
U
S
4 Rа ; 5 3
4 Rа 6 ,
I
I
l
где Rа — собственное сопротивление мил/
лиамперметра.
При подключении приборов по схеме Б
(рис. 148) вольтметр установлен параллель/
но образцу бетона:
R1
U
US
, при Rv 1 R, 2 1
,
I
I 3l
где Rv — сопротивление вольтметра.
Если Rv примерно равно R, то:
R3
Рис. 148
Схема Б определения удельного
сопротивления бетонной смеси:
1 — форма с образцом бетонной смеси;
2 — амперметр; 3 — вольтметр; 4 — ме/
таллические электроды.
U
U
25 S.
,4 3 16
7
I 8 U / Rv
9 I 8 U / Rv l
Так как в процессе электродного про/
грева удельное сопротивление бетона изме/
няется (рис. 149), то различают начальное
rнач = 3–28 Ом × м и минимальное rмин = 1,5–
20 Ом × м. В каждом конкретном случае их
следует уточнять экспериментально. Рас/
четное удельное сопротивление принимают:
1расч 3
Рис. 149
Изменение удельного
сопротивления бетонной смеси
в процессе электродного прогрева
358
1нач 2 1мин
.
2
При известном rнач можно принять для
тяжелых бетонов rрасч = 0,85 × rнач, а для
легких бетонов на пористых заполнителях
rрасч = 0,8 × rнач.
При неизвестном rнач его принимают для
тяжелых бетонов rнач = 5 Ом × м, для лег/
ких — rнач = 8 Ом × м.
На величину удельного сопротивления
бетона влияет главным образом состав и
количество жидкой фазы в единице объе/
ма. На состав жидкой фазы, особенно в на/
чальный период гидратации цемента, влия/
ет содержание щелочей в цементе. Разница
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
в значениях удельного сопротивления бетонов, приготовленных на портландцементах одинакового минералогического состава, но с различным содержанием щелочей, может быть более чем пятикратной.
Уменьшение или увеличение количества жидкой фазы в бетоне вызывает соответственно увеличение или уменьшение удельного сопротивления.
Это обусловлено изменением концентрации электролитов в жидкой фазе.
Например, с повышением водосодержания со 135 до 225 л на 1 м3 бетонной
смеси удельное сопротивление снижается в 2,4–2,6 раза.
Введение в бетон химических добавок электролитов приводит к уменьшению удельного сопротивления, а введение добавок ПАВ или воздухововлекающих (ЛСТ, СНВ, ГКЖ и др.) не изменяет удельное сопротивление.
Снижение удельного сопротивления при введении электролитов зависит
от первоначальной величины r1 этого показателя бетона неизменного состава, но без добавок электролитов. Степень снижения тем больше, чем выше
r1, поэтому влияние вида и количества добавок на удельное сопротивление
бетона каждого состава должно определяться опытным путем.
Для легких бетонов в начальный период прогрева удельное сопротивление выше, чем для тяжелого бетона при неизменных расходах воды и цемента из-за поглощения части воды затворения пористым заполнителем. По
мере подъема температуры жидкая фаза вытесняется из заполнителя и величина удельного сопротивления уменьшается.
Предварительное выдерживание бетона перед электропрогревом, особенно при низкой положительной температуре, незначительно уменьшает удельное сопротивление. К началу электропрогрева температура бетона должна
быть не менее +3–5°С.
Скорость разогрева при этом способе прогрева должна быть не более 30°С/
ч, при такой скорости практически не изменяется удельное сопротивление.
По мере разогрева бетона его удельное сопротивление уменьшается, минимальное значение r достигается при температуре бетона 50–60°С, а затем
удельное сопротивление повышается.
При правильно выбранном режиме прогрева и соблюдении руководств по
его технологии расход электрической энергии не превышает 60 кВт × ч на
1 м3 тяжелого бетона и 45 кВт × ч на 1 м3 легкого бетона. Электродный прогрев производят на специальных стендах с соблюдением правил техники
безопасности: ограждение, блокировка, сигнализация и др. Максимальная
температура изотермического прогрева не должна превышать 80°С для бетона на портландцементах, 70°С — на быстротвердеющих цементах и 95°С —
на шлакопортландцементах.
Одним из непременных условий нормального протекания процесса электропрогрева до достижения бетоном 50–70% прочности является сохранение в достаточном количестве жидкой фазы. В первую очередь испаряется
вода в приэлектродной зоне, бетон высыхает и становится диэлектриком,
для восстановления его проводимости нужно при отключенном токе увлажнить приэлектродные зоны.
Тепловая обработка может быть организована с плавным, импульсным
или ступенчатым подъемом температуры. Максимальная скорость разогрева
ГЛАВА 8. ЭЛЕКТРОТЕРМООБРАБОТКА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
359
не должна превышать 20°С/ч для изделий в открытых формах и 30°С/ч в
закрытых или с пригрузом.
Во время электродного прогрева нужно до минимума снизить потери
влаги, поэтому важно соблюдать режим тепловой обработки и обеспечить
термовлагозащиту открытой поверхности изделия. Режим тепловлажност<
ной обработки принимается обычно более мягкий, чем при пропарке:
§ подъем температуры со скоростью до 5°С/ч для изделий с модулем по<
верхности Мп < 4, 8°С/ч с Мп = 4–6; 10°С/ч с Мп = 6–10; 15°С/ч для кар<
касных и тонкостенных ЖБК длиной до 6 м; до 20°С/ч для стыков;
§ изотермический прогрев при 60–70°С;
§ скорость охлаждения 15–20°С/ч.
При таких режимах можно достичь 65–75% от марочной прочности за
20–24 ч. Для обеспечения равномерного нагрева бетона изделий устанав<
ливается максимальная плотность тока (до 2,5 А/дм2) и величина токопро<
водящей поверхности электродов. Прогрев начинают при напряжении 50–
60 В, по мере роста прочности напряжение повышают до 110–120 В, более
высокие напряжения обычно используются при коротких режимах тепло<
вой обработки и сопровождаются интенсивной потерей влаги, поэтому ис<
пользуются для тепловой обработки изделий с нормируемой отпускной
влажностью.
Равномерность распределения температуры в бетоне зависит от его одно<
родности. При различной электропроводности отдельных участков изделий
в прогреваемом бетоне возникают перепады температуры до 20–40°С. При
отсутствии защитных покрытий наружной поверхности изделий от тепло<
потерь перепад температуры между ядром изделия и периферией также дос<
тигает значительных величин (до 30°С).
В густоармированных железобетонных изделиях близкое расположение
армированных зон к электродам приводит к неравномерности электриче<
ского поля, что вызывает излишний расход электроэнергии и неоднородное
температурное поле, а следовательно, и формирование неоднородной проч<
ности бетона изделий.
Требуемая мощность при подъеме температуры определяется теплотех<
ническим расчетом по формуле
РП 1 Р1 2 Р2 2 Р3 3 Р4 1
c 4 V c 4 5 М 0,5 p КМп (tн 3 tв )
1 б б 2 о о о п
2
3 0,8,
3600
3600
1000
где Р1, Р2, Р3, Р4 — мощности для подъема температуры бетона, опалубки и
укрытий открытой поверхности изделий, восполнения потерь в атмосферу,
а также среднее значение мощности, эквивалентное экзотермии бетона,
кВт/м3; сб, со — удельная теплоемкость бетона и каждого слоя опалубки или
укрытия, кДж/кг×°С; gб, gо — средняя плотность бетона и каждого слоя опа<
лубки или укрытия, кг/м3; V — скорость подъема температуры бетона, °С/ч;
Мп — модуль поверхности прогреваемой железобетонной конструкции, м–1;
dо — толщина каждого слоя элементов опалубки или укрытия, м; tн — тем<
пература нагрева бетона, °С; tв — температура наружного воздуха, °С.
360
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Требуемая мощность кВт/м3 в период изотермической выдержки бетона
определяется:
КМп 1 (tн 2 tв )3
Pи 4
,
1000
К — коэффициент теплопередачи от бетона через поверхность опалубки к
воздуху, кДж/м2×°С/ч; a — коэффициент, учитывающий влияние ветра на
теплопередачу.
Удельный расход электроэнергии в кВт ×°ч/м3:
W2
PпTп 1 PиTи
,
Vизд
где Тп, Ти — продолжительность подъема температуры и изотермической
выдержки, ч; Vизд — объем прогреваемого бетона, м3.
Величина тока А/м3 при электродном прогреве бетона определяется по
формуле:
1000 1 Pп К1
I2
,
U
где К1 — коэффициент снижения удельного сопротивления бетона от его
расчетной до минимальной величины, К1 = 1,2; U — напряжение на элекE
тродах, В.
Основные схемы электропрогрева уложенного в форму бетона приведены
на рисунке 150.
Для получения одинаковой температуры во всех точках изделий теплоE
выделение должно быть равномерным, следовательно, плотность тока должE
на быть одинаковой, что обеспечивается выбором оптимальной схемы размеE
щения электродов и величиной подводимого напряжения.
а
б
в
г
Рис. 150
Основные схемы
электродного прогрева
уложенного в форму
бетона:
а — сквозной прогрев пластинE
чатыми электродами; б — исE
пользование арматурных сеток
как электродов для сквозного
прогрева; в — сквозной прогрев
полосовыми электродами; г —
односторонний периферийный
прогрев; д — двухсторонний пеE
риферийный прогрев полосовыми
электродами; е — прогрев одиE
ночными стержневыми электроE
дами; ж — прогрев струнным
электродом изделий, армироE
ванных четырьмя стержнями
по углам сечения; з — прогрев
струнным электродом изделий,
армированных часто располоE
женными арматурными стержE
нями.
е
д
ж
ГЛАВА 8. ЭЛЕКТРОТЕРМООБРАБОТКА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
з
361
При электропрогреве применяются:
§ пластинчатые и полосовые электроды из стали Ст3 толщиной 1,5–2 мм,
их укрепляют через 10–20 см на внутренней стороне вертикальных по;
верхностей формы, концы выводят наружу для присоединения к ним
проводов (форма изготавливается из диэлектрика). Для прогрева насти;
лов и плит толщиной до 15 см в кассетах применяют одностороннее рас;
положение полосовых электродов;
§ стержневые электроды устанавливают на расстоянии 20–30 см, их при;
менение приводит к повышенному расходу металла, так как они оста;
ются в бетоне, требуются дополнительные затраты труда для их уста;
новки;
§ сплошные металлические листы электродов могут одновременно служить
в качестве боковых стенок или днища формы, в которой изготавливается
изделие;
§ в качестве электродов могут применяться арматурные стержни, сетки
или каркасы.
Электрооборудование выбирается в зависимости от наибольшей мощно;
max ,
сти Pуд
требуемой к концу разогрева. Для пластинчатых электродов:
max 3
Pуд
U2 2 1013
,
в2 2 4расч
где U — напряжение на электродах, В; в — расстояние между разнофазными
электродами, м; rрасч — расчетное удельное электросопротивление уложен;
ного бетона, Ом × м.
Расчетная электрическая мощность трансформатора:
Pрасч 2
max 1 V
Pуд
изд 1 k
,
31 cos 4
где Vизд — объем одновременно прогреваемого бетона, м3; h × cosj — КПД и
коэффициент мощности трансформатора, h × cosj = 0,9; k — коэффициент
допустимой кратковременной перегрузки, k = 1,3–1,5.
При электродном прогреве бетона для поддержания на электродах посто;
янного или изменяющегося по требуемому режиму нагрева напряжения ис;
пользуют трансформаторы с регулируемым напряжением.
8.3. ПРЕДВАРИТЕЛЬНЫЙ
ЭЛЕКТРОРАЗОГРЕВ БЕТОННОЙ СМЕСИ.
ФОРСИРОВАННЫЙ ЭЛЕКТРОРАЗОГРЕВ
Электропрогрев бетона железобетонных конструкций затруд;
няется наличием арматуры и в ряде случаев возникает необходимость изме;
нения или усложнения армирования. Это не требуется, если бетонную смесь
быстро, за 8–10 мин, разогреть до 70°С и более, пропуская через нее пере;
менный ток промышленной частоны с напряжением до 380 В. Разогретая
предварительно бетонная смесь в последующие 10–15 мин должна быть уло;
жена в форму и уплотнена. В результате последующего твердения получает;
362
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ся бетон с повышенной плотностью, прочностью и стойкостью по сравнению
с бетоном, твердевшим в условиях электродного прогрева. Так как нагрев
уплотненной бетонной смеси приводит к увеличению пористости вследствие
расширения паровоздушной смеси, перепадов температуры и испарения час4
ти воды затворения, то при уплотнении уже разогретой бетонной смеси эти
причины практически полностью устраняются, что и способствует повыше4
нию качества бетона.
Предварительный электроразогрев бетонной смеси был предложен в Но4
вокузнецком филиале УралНИИСтромпроект в 1963 г. проф. А. С. Арбень4
евым, в дальнейшем принимал участие в широком исследовании и примене4
нии этого метода проф. С. А. Миронов (НИИЖБ).
Кратковременный разогрев бетонной смеси до 70–80°С является единст4
венным способом тепловой обработки, не вызывающим деструкцию бетона и
потерю прочности и стойкости. Через 28 сут коэффициент деструкции тако4
28 / R 28 2 1.
Причина в том, что быстрый
го бетона больше единицы — КД 1 Rтво
нт
разогрев бетонной смеси осуществляется до начала структурообразования
цементного камня в бетоне. В результате быстрого разогрева бетонная смесь
разрыхляется, а затем подвергается соответствующему уплотнению. Разо4
грев может производиться в емкостях, в которые опускаются стальные
электроды. В качестве таких емкостей могут использоваться бункера бето4
ноукладчиков, емкости для транспортирования бетонной смеси, даже ку4
зова автосамосвалов. Разогрев осуществляется на специальном посту, обо4
рудованном блоком электродов, для погружения в бетонную смесь этот
блок оборудован вибраторами и ограничителями, обеспечивающими по4
гружение на определенную глубину. В бункерах бетонная смесь должна
иметь горизонтальную поверхность, так как неравномерное заглубление элек4
тродов может привести к неоднородному разогреву. Для лучшего стекания
тока нижние грани плоских электродов закругляются (привариваются от4
резки трубы). Температура контролируется по температурным датчикам и
по величине пропускаемого тока и напряжения. В процессе разогрева может
быть местный перегрев в электродной зоне или недогрев при перегруженной
емкости. Разогревается первоначально токопроводящая среда — цементное
тесто, а затем теплопередачей нагреваются зерна заполнителей. Прогрев зе4
рен крупного заполнителя отстает от температуры цементного камня, при
наибольшей крупности крупного плотного заполнителя 40 мм прогрев зерен
идет 4–6 мин после достижения максимальной температуры разогрева, а
пористого наполнителя той же крупности — 8–12 мин. Поэтому в процессе
разогрева для устранения перепадов температур производится выдержка при
максимальной температуре.
Установки периодического действия (бункера, емкости опрокидные или
вращающиеся) отличаются большой универсальностью, но коэффициент ис4
пользования их не более 0,5. Установки непрерывного действия позволяют
устранить этот недостаток и обеспечивают регулирование скорости разогре4
ва. Установки со шнековыми затворами (см. рис. 151) перемешивают и пере4
мещают бетонную смесь после ее разогрева. Изменяя частоту вращения шне4
ка, получают требуемую плотность потока разогретой смеси.
ГЛАВА 8. ЭЛЕКТРОТЕРМООБРАБОТКА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
363
Мощность и расход электроэнергии
зависят от вида электроразогрева: при периодическом электроразогреве длительностью 6–10 мин потребляемая мощность
350–450 кВт, удельный расход электроэнергии составляет 50–100 кВт × ч/м3,
при непрерывном соответственно 500–
600 кВт и 75–150 кВт × ч/м3.
Винтовые электронагреватели (рис.
152), состоящие из цилиндрического горизонтального корпуса с валом из диэлектрика со стальными лопастями-электродами, перемешивают смесь в процессе ее
разогрева. Если дополнительно поставить вибратор и шнек сделать напорным,
то происходит прессование бетонной смеси, что позволяет уменьшать В/Ц, при
неизменной прочности экономить цемент
или получать бетон на 30–40% прочнее,
чем при бункерном разогреве.
Первоначальное удельное сопротивление зависит от состава бетонной смеси
Рис. 151
и вида цемента, вид цемента до 3 раз моУстановка электроразогрева
бетонной смеси непрерывного
жет изменять величину rнач (от 550 до
действия:
1500 Ом × см), содержание воды затворе1 — приемный бункер бетонной смеси;
ния изменяет rнач на 25%, введение до2 — вибратор; 3 — электродная камера;
бавок электролитов может снизить rнач в
4 — шнек; 5 — привод шнека.
5 раз. При электроразогреве бетонной смеси удельное сопротивление уменьшается до 6–8 мин, достигая rмин = 0,7–0,8rнач,
а затем начинает увеличиваться с повышением температуры. Уменьшение
начального удельного сопротивления происходит вследствие насыщения
жидкой фазы электролитами, а дальнейшее повышение rнач вызвано, глав-
Рис. 152
Установка непрерывного действия для электроразогрева бетонной смеси:
1 — корпус; 2 — шнековые лопасти-электроды; 3 — вал из диэлектрика; 4 — приемное устройство.
364
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ным образом, испарением воды. Как
правило, температура разогрева бетон*
ной смеси не превышает 70–75°С, так
как при большей температуре интен*
сивно удаляется вода, вплоть до вски*
пания бетонной смеси.
Процесс разогрева условно делит*
ся на три периода (рис. 153):
1) простое разогревание около 5 мин
(до 45°С) — происходит снижение
удельного сопротивления и небольшие
потери воды (около 2%);
2) эффективный разогрев до 10 мин
(до 75°С) — незначительное возраста*
ние удельного сопротивления, потери
воды до 4%, температура между ком*
понентами бетона выравнивается;
3) деструктивный разогрев дольше
10 мин (свыше 75°С) — большой рост
удельного сопротивления, потери воды
до 10–14%, что вызывает резкое сни*
жение первоначальной удобоуклады*
Рис. 153
Изменение удельного сопротивления
ваемости бетонной смеси.
(верхний график), температуры и
При укладке горячей бетонной сме*
влагопотерь (нижний график) в
си в холодную форму ее температура
процессе форсированного разогрева
бетонной смеси
снижается на 15–20°С, но затем она
повышается вследствие экзотермии це*
мента, так как скорость реакции гидратации увеличивается в 2–4 раза на
каждые 10°С повышения температуры. Отформованные из горячей бетон*
ной смеси изделия выдерживаются или по методу термоса или с дополни*
тельным подводом тепла, или в среде с повышенной температурой (в каме*
рах, в обогреваемых формах).
Термосное выдерживание (при температуре среды не менее 18°С) сле*
дует использовать при изготовлении изделий с модулем поверхности
Мп < 10 при формовании их из бетонной смеси с температурой разогрева
до 90–95°С. При этом температура бетонной смеси в процессе формования
не должна снижаться более чем на 12–15°С, а остывание изделий не долж*
но происходить со скоростью снижения температуры поверхности изде*
лий более 3°C/ч.
Во время термосного выдерживания открытая поверхность изделий во
избежание потерь влаги и тепла должна быть паро* и теплоизолирована.
В качестве такого укрытия могут быть использованы маты из минерально*
го волокна или шлаковаты в оболочке из полиамидной пленки или проре*
зиненной ткани.
Дополнительный прогрев изделий в камерах с повышенной температу*
рой (до 90°С) рекомендуется осуществлять:
ГЛАВА 8. ЭЛЕКТРОТЕРМООБРАБОТКА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
365
§ при изготовлении изделий с Мп > 10;
§ при производстве изделий с меньшим модулем поверхности, формуемых
из бетонных смесей с температурой менее 90°С;
§ при невозможности обеспечения термосного выдерживания;
§ при необходимости интенсификации производства.
К разновидностям предварительного электроразогрева бетонной смеси
относится форсированный электроразогрев — кратковременный (5–20 мин)
нагрев бетонной смеси до 90–95°С путем пропускания через нее электричеB
ского тока, при котором разогретая бетонная смесь сохраняет еще в течение
некоторого периода времени тиксотропные свойства.
Форсированный электроразогрев бетонной смеси адаптирован к произB
водству сборного железобетона, при этом применяются три технологичеB
ских приема горячего формования:
1) приготовленная бетонная смесь разогревается в системе транспортиB
рования или в специальных бункерах разогрева, оборудованных пластинчаB
тыми электродами. Разогретую бетонную смесь укладывают в подготовленB
ную заармированную форму, уплотняют и выдерживают до заданной прочB
ности в термосных условиях. Разогретая бетонная смесь сохраняет свою
подвижность не более 20 мин, потери тепла за 20 мин составляют 12–15°С;
2) электроразогрев свежеуложенного бетона с последующим доуплотнеB
нием: т. е. в форму, установленную на посту разогрева, укладывается холодB
ная бетонная смесь после укладки и распределения осуществляется ее форB
сированный разогрев с использованием в качестве электродов арматуры
или элементов опалубки (форм). Затем форма перемещается на виброплоB
щадку, где производится доуплотнение после разогрева, и форма с изделием
направляется на посты термосного или изотермического выдерживания;
3) при виброштамповании, вибропрессовании, скользящей бортоснастке
в форму укладывают бетонную смесь, разогрев которой производится в проB
цессе укладки, затем — термосное или изотермическое выдерживание.
При предварительном разогреве бетонной смеси уменьшение длительноB
сти разогрева приводит к возрастанию потребляемой мощности, кВт, тогда
как энергия, кВт × ч, практически не изменяется (табл. 103).
1234567859 8 92
23 78 4 245 91 6532
14227357 23 45 4357 22 4 245 9
1234567859 8 92
23 78 4 245 91 6532
95 23 2 1 33 2
2
1 2 3 4 5 6 2 7 89 7
2 95
12
342
312
542
651 2
1573
831 2
1571
531 2
18791
364 2
1878
1
Максимальная температура при форсированном разогреве зависит от соB
держания трехкальциевого алюмината в портландцементе:
§ при содержании С3А до 6% по массе — до 80–95°С;
§ при содержании С3А более 6% по массе — до 70–80°С.
Для сохранения подвижности бетонной смеси и уменьшения энергозаB
трат желательны низкоалюминатные высокоалитовые портландцементы и
пониженные температуры разогрева. Разогретую бетонную смесь необходиB
366
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
мо как можно быстрее укладывать в форму, без задержки. Время от момента
окончания разогрева до окончания уплотнения не должно превышать 15 мин.
Для замедления загустевания бетонной смеси могут вводиться добавки
поверхностно6активных веществ ЛСТ, СНВ, ОДП, ГКЖ и др.
Для сокращения энергозатрат рационально последующее термосное вы6
держивание в камерах тепловой обработки или в камерах дозревания при
температуре среды 30–40°С. Когда требуется сокращение продолжитель6
ности тепловой обработки, разогретые изделия выдерживаются в камерах
с дополнительной подачей тепловой энергии (контактный электрообогрев
и др.).
Расход электроэнергии на разогрев бетонных смесей не более 45 кВт × ч/м3
для бетонов на плотных заполнителях и 30–35 кВт × ч/м3 — на пористых.
8.4. ИСПОЛЬЗОВАНИЕ
ИНФРАКРАСНОГО ИЗЛУЧЕНИЯ
И ИНДУКЦИОННОГО ПРОГРЕВА,
ГЕЛИОТЕРМООБРАБОТКА
Обогрев бетона инфракрасными лучами основан на их про6
никающей способности. Инфракрасные лучи — электромагнитные волны с
длиной волны 0,72–1000 микрометров, в спектре электромагнитных коле6
баний расположены между радиоволнами и световыми лучами. Для практи6
ческих целей в качестве теплоносителя используются электромагнитные
колебания с длиной волны 1,5–10 микрометров, а бетоном поглощаются
инфракрасные лучи с длиной волны 3–6 микрометров. Эти лучи проникают
в бетон на глубину до 200 мм и при этом разогревают железобетонное изде6
лие. Если организовать облучение изделий с двух сторон, то наибольшая
толщина изделий при этом способе прогрева достигает 400 мм. Арматура
конструкций способствует более глубокому прониканию и равномерному
распределению тепла в бетоне. Температура не должна быть выше 80°С если
поверхность изделий открыта, и допускается до 95°С для изделий с закры6
той верхней поверхностью. Инфракрасный прогрев целесообразно приме6
нять для ускорения твердения омоноличенных стыков железобетонных кон6
струкций в сооружениях, для обогрева арматуры в зимний период, а также
для оттаивания старого бетона при его ремонте. В технологии сборного же6
лезобетона этот способ прогрева целесообразно применять для тонкостен6
ных изделий (плит, труб, объемных блоков и др.), расход электроэнергии
зависит от температуры разогрева, от потерь тепла и находится в пределах
80–180 кВт × ч/м3.
В процессе тепловой обработки при помощи нагревательных приборов
осуществляется извне тепловое воздействие на бетон — периферийный про6
грев. Различают тепловую обработку бетона со стороны открытых поверхно6
стей изделий инфракрасным излучением, генерируемым в электронагрева6
тельных приборах при высоких температурах источника тепла (600–1000°С),
и тепловую обработку электронагревательными приборами при более низ6
ких температурах.
ГЛАВА 8. ЭЛЕКТРОТЕРМООБРАБОТКА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
367
Для инфракрасного прогрева чаще всего применяются трубчатые элек0
тронагреватели с закрытой спиралью (ТЭН). Трубчатые генераторы инфра0
красных лучей состоят из стальной, медной или латунной трубы диаметром
9–18 мм, внутри которой помещена нихромовая спираль сопротивления.
Пространство между спиралью и стенками трубы заполнено порошком кри0
сталлического МgО (периклаза). Выделяемая теплота излучается внешней
поверхностью трубчатого нагревателя. Рекомендуются ТЭН типа НВСЖ (на0
греватель воздушный сушильный жаростойкий) или НВС (нагреватель воз0
душный сушильный) с мощностью 1 м длины генератора от 0,6 до 1,2 кВт и
температурой излучающих поверхностей 300–600°С. Данные нагреватели
изготавливаются на рабочее напряжение 127, 220 и 380 В.
Нагреватели с открытой нихромовой спиралью (светлые) имеют темпе0
ратуру излучаемой поверхности до 1000°С, но они не обеспечивают необхо0
димой техники безопасности, поэтому используются редко.
Используются также карборундовые излучатели (SiC, силитовые) — это
стержни из карбида кремния диаметром от 6 до 50 мм, длиной 0,3–1 м, рабо0
чие температуры их излучающей поверхности находятся в пределах 1300–
1500°С, мощность 1 м длины достигает 10 кВт.
Инфракрасные излучатели в комплекте с отражателями и поддержи0
вающими устройствами составляют установку для тепловой обработки из0
делий. Отражатели применяют сферические (при необходимости передачи
тепловой энергии излучением на расстояние до 3 м) и трапецеидальные (до
1 м). Регулируя мощность генераторов инфракрасного излучения и темпе0
ратуру их излучающей поверхности, а также расстояние от излучателя до
поверхности обогреваемых изделий, можно изменять интенсивность на0
грева изделий, температуру изотермического прогрева и скорость охлаж0
дения.
При этом виде тепловой обработки происходит испарение воды через
открытые поверхности изделия, это благоприятно для изделий из легкого
конструкционно0теплоизоляционного бетона с нормируемой отпускной влаж0
ностью. Но для изделий из конструкционного бетона, особенно с нормируе0
мыми показателями морозостойкости и водонепроницаемости, испарение
воды должно быть исключено, чаще всего это достигается укрытием откры0
той поверхности изделий металлическими листами.
Индукционный нагрев основан на явлении электромагнитной индукции,
открытом в 1831 г. Фарадеем, при этом используется тепло, выделяемое
стальной арматурой и опалубкой (если они находятся в переменном электро0
магнитном поле индуктора) в результате возникновения вихревых токов и
перемагничивания.
На практике это обеспечивается тем, что вокруг забетонированного ар0
мированного элемента укладываются витки изолированного провода. При
пропускании переменного тока создается переменное магнитное поле, по0
этому в арматуре и стальной опалубке возникает электромагнитная индук0
ция и токи Фуко, под влиянием которых происходит нагрев токопроводя0
щих деталей, а от них нагревается и бетон. При монолитном бетонировании
этот способ прогрева используется для ускорения твердения бетона при из0
368
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
готовлении каркасных конструкций (балки, колонны и др.), а также для
прогрева омоноличенных стыков железобетонных конструкций.
В практике заводского изготовления сборного железобетона применяют5
ся электромагнитные камеры, отличительной особенностью которых явля5
ется то, что электромагнитная обмотка индуктора размещена внутри каме5
ры. Вследствие этого подвергаемые тепловой обработке отформованные из5
делия находятся непосредственно в электромагнитном поле, и нагрев бетона
происходит за счет контактной теплопередачи от нагретых стальных форм и
арматуры. Бетон вызревает до 70–90% прочности от марочной за 12–24 ч.
Наиболее эффективно этот метод ис5
пользовать для прогрева в металличе5
ской опалубке густоармированных кон5
струкций с модулем поверхности не
менее 5. При этом обеспечивается рав5
номерное тепловое поле, независимо от
размеров сечения изделий. Этот про5
грев также может использоваться для
быстрого отогрева арматуры диамет5
ром 25 мм и более при зимнем бетони5
ровании.
Электромагнитные камеры пред5
ставляют собой железобетонный или
кирпичный проходной или тупиковый
тоннель, по внутреннему периметру
которого на длину рабочей зоны смон5
тирована обмотка5индуктор (рис. 154)
из алюминиевых шин или проводов.
Обмотка трехфазная от сети пере5
менного тока напряжением 220/380 В.
Рис. 154
Поверх обмотки камера утепляется те5
Схема электромагнитной камеры
плоизоляционными материалами, стой5
тепловой обработки:
кими к действию повышенных темпе5
1 — обмотка индуктора; 2 — металлические
формы; 3 — железобетонные изделия.
ратур.
Для опор линий электропередач ис5
пользуется такой режим тепловой обработки в электромагнитных камерах:
выдержка до тепловой обработки — 2 ч, нагрев до 85–90°С за 2–3,5 ч, изо5
термическая выдержка 3–4 ч, затем изделия на тележке выкатываются из
камеры и выдерживаются до распалубки в цехе 2 ч.
При изготовлении железобетонных плит режим тепловой обработки реко5
мендуется: выдержка 3 ч, загрузка в камеру и нагрев до 85–90°С за 3–3,5 ч,
изотермическая выдержка 3–4 ч, перегрузка в остывочное отделение и вы5
держка до распалубки 2–3 ч.
Если в процессе тепловой обработки необходимо исключить потери вла5
ги из бетона, то изделие укрывается термостойкой пленкой или стальным
листом. Для изделий из бетонов с нормируемыми требованиями по влажно5
сти после тепловой обработки укрытие не требуется.
ГЛАВА 8. ЭЛЕКТРОТЕРМООБРАБОТКА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
369
Рис. 155
Схема
комбинированной
гелиообработки
железобетонных
изделий:
1 — изделие; 2 — бор0
та формы с теплоизо0
ляцией; 3 — покры0
тие теплоаккумули0
рующее (СВИТАП);
4 — поддон формы;
5 — электронагрева0
тель; 6 — отража0
тель; 7 — рельс.
Частным случаем электромагнитных камер являются электроиндукци0
онные камеры со стальными стенками, которые разогреваются до 200–300°С
вследствие электромагнитной индукции. От стенок тепло передается про0
греваемым железобетонным изделиям за счет излучения и конвекции, при
этом температура среды в камере может достигать 120–150°С.
Гелиотермообработка — прогрев бетона железобетонных изделий и не0
посредственным воздействием солнечной радиации через светопрозрачные
или солнцевоспринимающие покрытия, предотвращающие обезвоживание
твердеющего бетона. При этой тепловой обработке в гелиоформах или гелио0
камерах коэффициент полезного использования солнечной энергии состав0
ляет 0,6–0,75.
Наиболее простой способ использования солнечной энергии для прогре0
ва железобетона — применение гелиоформ, состоящих из двух основных
элементов: собственно формы и крышки со светопрозрачным теплоаккуму0
лирующим покрытием (покрытие СВИТАП) или прогрев в формах с приме0
нением влагонепроницаемого солнцевоспринимающего покрытия в сочета0
нии с термосным выдерживанием (рис. 155). Кроме того, поток солнечной
энергии может воздействовать на гелиотеплоприемник, в котором циркули0
рует теплоноситель (вода, масло и др.), обогревающий термоформу или теп0
ловые отсеки.
Гелиотермообработка позволяет обеспечить получение изделий высоко0
го качества при суточном цикле оборачиваемости форм. Достоинства гелио0
обработки:
§ экономия топливно0энергетических ресурсов;
§ снижение расхода воды для технологических нужд;
§ применение экологически чистого источника тепловой энергии;
§ снижение себестоимости железобетона;
§ уменьшение капитальных затрат на камеры тепловой обработки, котель0
ные, тепломагистрали и др.
Гелиотермообработка позволяет отказаться от традиционной тепловой
обработки сборных железобетонных изделий толщиной до 400 мм из тяже0
лого бетона в теплые периоды года в районах южнее 50° северной широты
(южные области РФ) с жарким климатом и большим количеством солнеч0
ных дней в году. На гелиотермообработку изделий следует переходить при
370
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
наступлении теплой солнечной погоды и температуре воздуха не ниже +20°С
в 13 ч. При использовании быстро твердеющего цемента, химических доба<
вок — ускорителей твердения, предварительно разогретой бетонной смеси,
активации цементного теста, раствора и бетонной смеси и осуществлении
других технологических мероприятий переход на гелиотермообработку сбор<
ного железобетона можно осуществлять и при более низкой температуре при
солнечной погоде.
Гелиотермообработка осуществляется на полигонах сезонного действия
в течение 20–22 ч с параметрами:
§ подъем температуры до 50–70°С — 5–7 ч;
§ условная изотермическая выдержка — 5–7 ч;
§ остывание в ночное время до 35–50°С.
Прочность бетона на ПЦ 400 Д<20 после такой тепловой обработки ори<
ентировочно составляет: для бетона класса В15 — 45–55%, класса В25 —
55–65%, класса В30 — 65–70% от марочной прочности бетона.
Комбинированная гелиотермообработка заключается в оптимальном со<
четании солнечной радиации с регулируемым подводом тепла от дополни<
тельных источников энергии. Эта теплообработка позволяет без существен<
ных изменений технологии обеспечить:
§ круглогодичную эксплуатацию гелиополигонов;
§ расширение географических зон функционирования гелиополигонов;
§ двухсменный режим работы гелиополигонов;
§ увеличение оборачиваемости форм;
§ расширение номенклатуры продукции, выпускаемой по гелиотехнологии.
8.5. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ТЕПЛОВОЙ ОБРАБОТКИ И ПУТИ СНИЖЕНИЯ
РАСХОДА ТЕПЛОВОЙ ЭНЕРГИИ
Для автоматического контроля основных параметров тепло<
вой обработки на заводах железобетонных изделий применяются различные
системы с программным регулированием температурного режима по темпе<
ратуре теплоносителя или конденсата.
Автоматическое регулирование в ямных камерах осуществляется с ис<
пользованием программных регуляторов (рис. 156).
Рис. 156
Принципиальная схема
системы автоматики
пропарочной камеры
с программным регулятором
температуры:
1 — регулирующий клапан; 2 —
программный регулятор; 3 — авто<
матический уравновешивающий
мост; 4 — датчики температуры;
5 — регулятор давления.
ГЛАВА 8. ЭЛЕКТРОТЕРМООБРАБОТКА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
371
Параметры регуляторов: пределы изменения температуры — 0–100°С,
точность измерения температуры — ±1,5% от верхнего предела, чувстви4
тельность — не менее 0,5°С, максимальная продолжительность регулирова4
ния — 24 ч, потребляемая мощность — 30 Вт. Регулятор имеет свой задат4
чик4копир, вырезанный в соответствии с желаемым температурным режи4
мом. На паровой магистрали устанавливается регулирующий магнитный
клапан прямого действия, который включает или отключает пароподачу в
камеру.
Режим изменения температуры в каждой камере записывается на диа4
грамме электронного моста. Для регулирования процесса охлаждения каме4
ры оборудуются принудительной вентиляцией. Через специальные отвер4
стия, закрытые при нагреве и изотермической выдержке и открытые при
остывании, воздух прокачивается через камеру и удаляется в атмосферу.
Для автоматизации процесса принудительной вентиляции ямные камеры
оснащают водяными эжекторными затворами.
Автоматизация процесса тепловой обработки в ямных камерах позволя4
ет сократить длительность пропарки и примерно на 40% уменьшить расход
теплоносителя.
Основой схемы автоматического контроля и регулирования температу4
ры кассетных установок являются регуляторы температуры. Для стабилиза4
ции давления пара общий трубопровод обычно закольцовывают. При паде4
нии давления в паропроводе срабатывает специальный сигнализатор, окон4
чание тепловой обработки отмечается световой сигнализацией.
Регулирование режима прогрева в вертикальных камерах достигается
путем изменения количества пара, подаваемого в камеру. Температура из4
меряется автоматически и записывается в нескольких точках по высоте ка4
меры.
Регулирование режимов тепловой обработки изделий в термоформах
достигается с помощью термометров сопротивления, устанавливаемых в кон4
денсатопроводе. Для достижения заданной температуры от термометра со4
противления включается или выключается клапан подачи теплоносителя.
Тепловые процессы в автоклавах регулируются и записываются с помо4
щью датчиков температуры и давления. После загрузки автоклава и закры4
тия крышек срабатывают блокировочные устройства и начинается процесс
запаривания. Если давление в линии перепускного пара больше, чем в авто4
клаве, то пар поступает в автоклав. Светозвуковая технологическая и ава4
рийная сигнализация отражает положение регулирующих и запорных орга4
нов, крышек автоклава, недопустимое отклонение регулируемого парамет4
ра от заданного значения.
Производство сборного железобетона относится к числу наиболее энер4
гоемких отраслей промышленности строительных материалов, причем,
как правило, фактические энергозатраты в два и более раза превышают
расчетные.
Основные причины значительного перерасхода тепловой энергии — не4
удовлетворительное состояние пропарочных камер, тепловых сетей, запор4
ной арматуры и средств контроля расхода пара. Тепло теряется как в резуль4
372
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
тате утечек пара, так и вследствие отсутствия изоляции горячих поверхно+
стей, необоснованного увеличения длительности тепловой обработки и тем+
пературы пропаривания.
Наибольшая доля непроизводительных тепловых потерь в камерах цик+
лического действия падает на остывание конструктивных элементов камер,
а в щелевых камерах — на теплопередачу через ограждение из+за низкого
термического сопротивления. Снижение этих потерь достигается повышени+
ем теплового сопротивления и снижением тепловой емкости ограждающих
конструкций, пола, потолка тепловых камер с помощью теплоизоляции и
применения эффективных легких бетонов. При использовании ограждений
из керамзитобетона коэффициент полезного действия камеры повышается
до 53%, а расход энергии уменьшается в 1,55 раза по сравнению с огражде+
ниями из тяжелого бетона; ограждение из тяжелого бетона с утеплением и
гидроизоляцией позволяет повысить коэффициент полезного действия до
88%, а расход энергии снизить в 2,6 раза.
Снижению теплопотерь способствуют также:
§ организация системы контроля и учета расхода тепла;
§ повышение тепловой устойчивости систем теплоснабжения, усиление
паронепроницаемости распределительных сетей;
§ регулирование параметров теплоносителя;
§ повышение коэффициента заполнения камер.
Более экономичны по сравнению с ямными вертикальные, туннель+
ные, щелевые и малонапорные камеры, в последних расход пара на 30–
40% ниже, чем в ямных. Большое значение имеет совершенствование сис+
темы пароподачи в камеры тепловой обработки. Пониженным расходом
теплоты характеризуются камеры испарительно+конденсационного типа
с инжекторным способом подачи теплоносителя, насосами+кондиционера+
ми и др.
Большое значение имеет внедрение энергосберегающих технологий про+
изводства сборных железобетонных изделий: применение высокопрочных
цементов, цементов низкой водопотребности, введение химических доба+
вок, водоредуцирование, применение жестких бетонных смесей и интенсив+
ных способов уплотнения, благодаря чему появляется возможность безобог+
ревного производства железобетонных изделий. Применение предваритель+
но разогретых до 65–70°С бетонных смесей позволяет при изготовлении
массивных изделий сократить тепловую обработку на 2,5–3,5 ч, возможное
сокращение длительности тепловой обработки в камерах или кассетах за
счет последующего дозревания изделий достигает 3 ч и более. При форсиро+
ванном режиме прогрева под пригрузом возможно достичь отпускной проч+
ности на 3–6 ч быстрее, следовательно, сократить расход тепловой энергии,
повысить оборачиваемость камер и форм.
Перспективным направлением снижения энергоемкости сборного же+
лезобетона является применение низкотемпературных режимов прогрева
и учет теплоты гидратации цемента, которая за первые 3–4 ч тепловой
обработки составляет около 20% всей теплоты, расходуемой на нагрев из+
делий.
ГЛАВА 8. ЭЛЕКТРОТЕРМООБРАБОТКА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
373
ТЕСТЫ ДЛЯ САМОКОНТРОЛЯ
Тест 10
ЭЛЕКТРОТЕРМООБРАБОТКА
СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
1. Почему можно увеличить скорость разогрева изделий при электродном про0
греве?
А — благодаря равномерному выделению тепла;
Б — из0за отсутствия расширения паровоздушной смеси в бетоне;
В — из0за высокой начальной прочности бетона;
Г — из0за отсутствия испарения воды.
2. Из0за чего бетонная смесь обладает электропроводностью?
А — благодаря наличию электронов;
Б — благодаря наличию ионов;
В — благодаря наличию протонов;
Г — благодаря наличию позитронов.
3. Что влияет на величину удельного сопротивления бетона в начальный период
его твердения?
А — подвижность бетонной смеси;
Б — начальная прочность бетона;
В — загрязненность заполнителя;
Г — содержание щелочей в цементе.
4. Как влияет увеличение количества воды затворения на изменение удельного
сопротивления бетона?
А — удельное сопротивление увеличивается;
Б — не изменяется;
В — уменьшается;
Г — до расхода воды 300 л/м3 увеличивается, а затем не изменяется.
5. Почему удельное сопротивление легкого бетона при одинаковых расходах це0
мента и воды выше, чем у тяжелого бетона?
А — из0за всасывания воды пористым заполнителем;
Б — из0за меньшей плотности;
В — из0за низкой теплопроводности;
Г — из0за высокой теплоемкости.
6. Как изменяется удельное сопротивление бетона в процессе электродного про0
грева?
А — сначала уменьшается, а затем остается постоянным;
Б — сначала увеличивается, а затем остается постоянным;
В — сначала увеличивается, а затем уменьшается;
Г — сначала уменьшается, а затем увеличивается.
7. Какое основное условие нормального протекания электродного прогрева желе0
зобетонных изделий?
А — расход цемента не менее 400 кг;
Б — наличие жидкой фазы;
В — наличие чистого заполнителя;
Г — наличие минеральных добавок.
8. Почему бетон из предварительно разогретой бетонной смеси получается более
прочным и стойким, чем при других способах прогрева?
А — нет разрыхления бетонной смеси при разогреве;
Б — нет перепадов температуры;
В — разрыхленная бетонная смесь при нагреве уплотняется при формовании;
Г — не происходит испарение воды.
9. Отчего при электроразогреве после начального снижения удельного сопротив0
ления бетонной смеси происходит его увеличение?
374
РАЗДЕЛ 3. УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
А — изза уплотнения бетонной смеси;
Б — вследствие повышения объема гидратов;
В — изза испарения воды;
Г — изза впитывания воды заполнителем.
10. Для каких изделий из предварительно разогретой бетонной смеси рекомендует
ся после формования термосное выдерживание?
А — с модулем поверхности не менее 10;
Б — с модулем поверхности не более 10;
В — с модулем поверхности более 11;
Г — с модулем поверхности более 12.
11. Каким должен быть интервал времени от окончания разогрева бетонной смеси
до конца уплотнения при формовании изделий?
А — до 10 мин;
Б — до 12 мин;
В — до 15 мин;
Г — до 17 мин.
12. На какую глубину проходят инфракрасные лучи, нагревая бетон?
А — 20 см;
Б — 25 см;
В — 18 см;
Г — 10 см.
13. Какая максимальная температура разогрева карборундовых излучателей?
А — до 1000°С;
Б — до 1250°С;
В — до 1500°С;
Г — до 1700°С.
ГЛАВА 8. ЭЛЕКТРОТЕРМООБРАБОТКА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
375
ЛИТЕРАТУРА
1. Алимов, Л. А. Технология производства неметаллических строительных
изделий и конструкций / Л. А. Алимов, В. В. Воронин. — М. : ИНФРА4М,
2007. — 443 с.
2. Баженов, Ю. М. Технология бетона : учебник. — М. : АСВ, 2002. — 500 с.
3. Баженов, Ю. М. Технология бетона, строительных изделий и конструк4
ций : учебник для вузов / Ю. М. Баженов, Л. А. Алимов, В. В. Воронин,
У. Х. Магдеев. — М. : АСВ, 2008. — 350 с.
4. Мадатян, С. А. Арматура — тенденции и перспективы / Бетон на рубеже
третьего тысячелетия: Материалы 14й Всерос. конф. по проблемам бетона
и железобетона. — М. : Ассоциация «Железобетон», 2001. — Книга 1. —
С. 138–150.
5. Пособие по технологии изготовления предварительно напряженных желе4
зобетонных конструкций / Г. И. Бердичевский, Б. П. Горячев, А. К. Кара4
ковский [и др.]. — М. : НИИЖБ, 1992. — 102 с.
6. Пособие по тепловой обработке сборных железобетонных конструкций и
изделий (к СНиП 3.09.0185) / ВНИИжелезобетон. — М. : Стройиздат,
1989. — 49 с.
7. Пособие по технологии формования железобетонных изделий (к СНиП
3.09.01485) / НИИЖБ. — М. : Стройиздат, 1988. — 112 с.
8. Производство сборных железобетонных изделий : справочник / Г. И. Бер4
дичевский, А. П. Васильев, Л. А. Малинина [и др.] / под ред. К. В. Ми4
хайлова, К. М. Королева. — 2 изд. — М. : Стройиздат, 1989. — 447 с.
9. Производство сборных самонапряженных железобетонных конструкций и
изделий : Справочное пособие к СНиП. — М. : СИ, 1990. — 18 с.
10. Рекомендации по вибрационному формованию железобетонных изделий /
НИИЖБ Госстроя СССР. — М., 1986. — 78 с.
11. Стефанов, Б. В. Технология бетонных и железобетонных изделий / Б. В. Сте4
фанов, Н. Г. Русанова, А. А. Полянский. — 3 изд. — Киев : Вища школа,
1982. — 4 с.
12. Уткин, В. Л. Новые технологии строительной индустрии. — М. : ЗАО «Рус4
ский издательский дом», 2004. — 116 с.
376
ТЕХНОЛОГИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
ОГЛАВЛЕНИЕ
Введение . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5
РАЗДЕЛ ПЕРВЫЙ
АРМИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ
КОНСТРУКЦИЙ
Г л а в а 1. Арматура для железобетонных конструкций . . . . . . . . . . . . . . . . . . . 8
1.1. Значение и роль армирования железобетонных конструкций . . . . . . 8
1.2. Разновидности арматурной стали: стержневая,
проволочная, канатная . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
1.3. Рекомендации по применению и требования,
предъявляемые к арматурным сталям . . . . . . . . . . . . . . . . . . . . . . . . . 25
1.4. Механические и реологические
характеристики арматурных сталей . . . . . . . . . . . . . . . . . . . . . . . . . . 28
1.5. Упрочнение арматурной стали . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
1.6. Прием и испытание арматуры на заводах
железобетонных изделий . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
1.7. Тенденции развития производства арматурной стали
и перспективные разновидности арматуры . . . . . . . . . . . . . . . . . . . . . 42
Тесты для самопроверки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
Г л а в а 2. Заготовка ненапрягаемой арматуры . . . . . . . . . . . . . . . . . . . . . . . . . . 50
2.1. Классификация ненапрягаемых арматурных элементов . . . . . . . . . . 50
2.2. Подготовка арматурной стали . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
2.3. Изготовление арматурных сеток и каркасов . . . . . . . . . . . . . . . . . . . . 59
2.4. Изготовление закладных деталей . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
2.5. Контроль качества арматурных изделий . . . . . . . . . . . . . . . . . . . . . . . 66
2.6. Принципы проектирования производства арматурных изделий . . . . 70
2.7. Установка арматуры и закладных деталей . . . . . . . . . . . . . . . . . . . . . 74
Тесты для самопроверки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
Г л а в а 3. Заготовка и натяжение напрягаемой арматуры . . . . . . . . . . . . . . . . . 79
3.1. Характеристика преднапряженных железобетонных
конструкций и технологические особенности их изготовления . . . . . 79
ОГЛАВЛЕНИЕ
377
3.2. Заготовка и анкеровка арматуры при натяжении на упоры . . . . . . . . 84
3.3. Механическое натяжение арматуры на упоры и на бетон.
Технологические расчеты . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98
Тесты для самопроверки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112
3.4. Электротермическое напряжение арматуры,
технологические расчеты . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114
3.5. Электротермомеханическое напряжение, выбор режимов . . . . . . . . 126
3.6. Технология самонапряженных железобетонных конструкций . . . . 133
3.7. Потери предварительного напряжения . . . . . . . . . . . . . . . . . . . . . . . 139
3.8. Контроль величины предварительного напряжения арматуры . . . . 144
3.9. Передача предварительного напряжения
арматуры с упоров на бетон . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 152
Тесты для самопроверки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 157
РАЗДЕЛ ВТОРОЙ
ФОРМОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
И КОНСТРУКЦИЙ
Г л а в а 4. Формы для изготовления сборных железобетонных изделий . . . . . 162
4.1. Разновидности, назначение и требование к формам . . . . . . . . . . . . . 162
4.2. Формы для предварительно напряженных
железобетонных изделий . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 169
4.3. Способы снижения металлоемкости форм . . . . . . . . . . . . . . . . . . . . . 171
4.4. Расчет потребного количества форм . . . . . . . . . . . . . . . . . . . . . . . . . . 173
4.5. Правила эксплуатации форм . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 175
Тесты для самопроверки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 179
Г л а в а 5. Способы формования сборных железобетонных конструкций . . . . 182
5.1. Общие технические требования к формованию
сборных железобетонных конструкций . . . . . . . . . . . . . . . . . . . . . . . 182
5.2. Разновидности и классификация методов формования
железобетонных изделий . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 185
5.3. Укладка и распределение бетонной смеси в форме . . . . . . . . . . . . . . 188
5.4. Литьевая технология изготовления железобетонных изделий . . . . 192
5.5. Формование изделий прессованием . . . . . . . . . . . . . . . . . . . . . . . . . . 194
Тесты для самопроверки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 199
5.6. Объемное виброуплотнение при формовании сборных ЖБИ . . . . . . 201
5.6.1. Принципы и параметры виброуплотнения . . . . . . . . . . . . . . . 201
5.6.2. Разновидности и области применения виброплощадок . . . . . 204
5.6.3. Вибропоршневое и виброимпульсное
формование железобетонных изделий . . . . . . . . . . . . . . . . . . . 209
5.7. Наружное виброформование . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 210
5.8. Поверхностное вибрирование
при изготовлении сборного железобетона . . . . . . . . . . . . . . . . . . . . . 214
5.9. Внутреннее вибрирование . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 217
5.10. Вибропрессование . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 221
5.10.1. Виды и назначение пригрузов . . . . . . . . . . . . . . . . . . . . . . . . 221
5.10.2. Виброштампование: разновидности и параметры . . . . . . . . 222
5.10.3. Вибропрессование, вибропрокат и экструзия . . . . . . . . . . . . 226
5.10.4. Изготовление напорных железобетонных труб
виброгидропрессованием . . . . . . . . . . . . . . . . . . . . . . . . . . . . 229
378
ТЕХНОЛОГИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
5.11. Применение вакуумирования при изготовлении
железобетонных изделий. Вибровакуумирование,
прессвакуумирование, вибровакуумпрессование . . . . . . . . . . . . . . . 234
5.12. Центробежное формование железобетонных изделий,
разновидности, режимы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 236
5.12.1. Трехступенчатая технология напорных
железобетонных труб с железобетонным сердечником . . . . 240
5.12.2. Трехступенчатая технология напорных
железобетонных труб со стальным сердечником . . . . . . . . . 242
5.13. Торкретирование, пневмобетонирование,
набрызг в технологии железобетонных изделий . . . . . . . . . . . . . . . . 246
5.14. Особенности формования преднапряженных
железобетонных конструкций . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 247
5.15. Контроль при формовании железобетонных изделий . . . . . . . . . . . . 250
5.16. Немедленная или ускоренная распалубка.
Безопалубочное формование . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 251
Тесты для самопроверки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 252
Г л а в а 6. Отделка формуемых железобетонных изделий . . . . . . . . . . . . . . . . 256
6.1. Способы получения ровных поверхностей . . . . . . . . . . . . . . . . . . . . . 256
6.1.1. Получение гладких поверхностей
при формовании изделий лицом вверх . . . . . . . . . . . . . . . . . . 256
6.1.2. Получение гладких поверхностей
при формовании изделий лицом вниз . . . . . . . . . . . . . . . . . . . 257
6.2. Способы декоративной отделки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 258
6.2.1. Отделка декоративными растворами . . . . . . . . . . . . . . . . . . . . 258
6.2.2. Отделка втапливанием декоративного заполнителя . . . . . . . 259
6.2.3. Отделка обнажением декоративного крупного заполнителя . . 260
6.2.4. Отделка цветным бетоном . . . . . . . . . . . . . . . . . . . . . . . . . . . . 262
6.2.5. Отделка «под шубу» . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 262
6.3. Облицовка плитками из керамики, стекла и других материалов . . 262
6.4. Отделка наружных стеновых панелей из ячеистого бетона . . . . . . . 263
6.5. Химическая обработка . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 264
6.6. Технология заводской отделки и комплектации
железобетонных изделий . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 264
Тесты для самопроверки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 267
РАЗДЕЛ ТРЕТИЙ
УСКОРЕНИЕ ТВЕРДЕНИЯ БЕТОНА
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Г л а в а 7. Тепловая обработка . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 270
7.1. Ускорение твердения бетона: значение и современные способы . . . 270
7.2. Особенности твердения и структурообразования бетона
при тепловлажностной обработке . . . . . . . . . . . . . . . . . . . . . . . . . . . . 290
7.3. Разновидности режимов тепловлажностной обработки . . . . . . . . . . 294
7.4. Влияние вида и минералогического состава
цемента на выбор режимов тепловой обработки.
Активность цемента при пропаривании . . . . . . . . . . . . . . . . . . . . . . . 298
7.5. Камеры прогрева периодического действия.
Требования к современным ямным камерам . . . . . . . . . . . . . . . . . . . 301
ОГЛАВЛЕНИЕ
379
7.6. Разновидности ямных камер . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 304
7.7. Расчет потребности в камерах периодического действия . . . . . . . . . 311
7.8. Назначение отдельных этапов режима
тепловой обработки в камерах периодического действия . . . . . . . . . 314
7.9. Особенности режимов тепловой обработки изделий
из конструкционно2теплоизоляционного легкого бетона . . . . . . . . . 324
7.10. Разновидности и особенности тепловой обработки
в камерах непрерывного действия . . . . . . . . . . . . . . . . . . . . . . . . . . . 330
7.11. Интенсификация тепловой обработки
изделий в кассетных машинах . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 333
7.12. Бескамерная тепловая обработка железобетонных изделий,
особенности прогрева изделий в термоформах . . . . . . . . . . . . . . . . . . 336
7.13. Автоклавная обработка железобетонных изделий . . . . . . . . . . . . . . 339
7.14. Особенности тепловой обработки преднапряженных
железобетонных конструкций и изделий из бетона
с нормируемой морозостойкостью . . . . . . . . . . . . . . . . . . . . . . . . . . . 343
7.15. Организация, контроль и регулирование режимов прогрева.
Особенности контроля прочности бетона при тепловой обработке . . 348
Тесты для самоконтроля . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 350
Г л а в а 8. Электротермообработка железобетонных изделий . . . . . . . . . . . . . 354
8.1. Разновидности, достоинства и недостатки
электротермообработки железобетонных изделий . . . . . . . . . . . . . . 354
8.2. Электродный прогрев . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 356
8.3. Предварительный электроразогрев бетонной смеси.
Форсированный электроразогрев . . . . . . . . . . . . . . . . . . . . . . . . . . . . 362
8.4. Использование инфракрасного излучения
и индукционного прогрева, гелиотермообработка . . . . . . . . . . . . . . . 367
8.5. Автоматизация процессов тепловой обработки
и пути снижения расхода тепловой энергии . . . . . . . . . . . . . . . . . . . 371
Тесты для самоконтроля . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 374
Литература . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 376
380
Powered by TCPDF (www.tcpdf.org)
ТЕХНОЛОГИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ