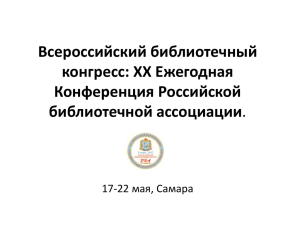
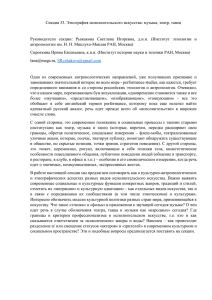
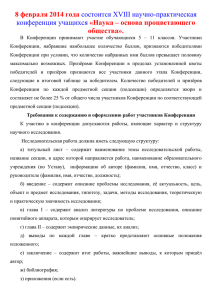
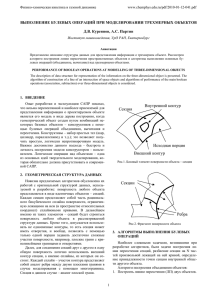
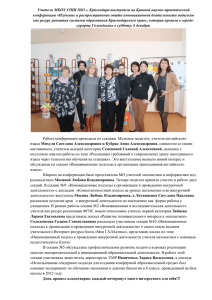
ПРАКТИЧЕСКАЯ РАБОТА По дисциплине На тему МДК 01.01 Технологическая подготовка производства в судостроении Разбивка корпуса судна на секции и блоки (наименование темы) ОГЛАВЛЕНИЕ ТЕХНИЧЕСКИЙ КОЛЛЕДЖ .................................. Ошибка! Закладка не определена. 1. РАЗДЕЛЕНИЕ СУДНА НА ОТСЕКИ ......................................................................... 4 1.1. ОПРЕДЕЛЕНИЕ ШПАЦИИ .................................................................................. 4 1.2 . ОПРЕДЕЛЕНИЕ ДЛИН ПОМЕЩЕНИЙ ............................................................ 4 1.3. ОПРЕДЕЛЕНИЕ РАСПОЛОЖЕНИЯ СУДОВЫХ ПОМЕЩЕНИЙ, ПРИВЯЗКА ИХ К ПРАКТИЧЕСКОЙ ШПАЦИИ ...................................................... 5 1.4. КОМПОНОВКА ПОПЕРЕЧНОГО СЕЧЕНИЯ СУДНА ..................................... 7 2. РАЗДЕЛЕНИЕ СУДНА НА СЕКЦИИ ........................................................................ 7 3. НАЗНАЧЕНИЕ ПРИПУСКОВ ................................................................................... 12 4. ФОРМИРОВАНИЕ КОРПУСА НА СТАПЕЛЕ ....................................................... 12 Практическая работа №1 Разбивка корпуса судна на секции и блоки Цель: изучить принципы разбивки корпуса на сборочные единицы. Содержание работы: в качестве исходных данных используются: схема общего расположения судна с указанием главных размерений, шпаций по районам и размеров отсеков, размеры основных элементов корпуса. План работы: 1. Выбрать технические характеристики сборочно-сварочного цеха (размеры пролетов, грузоподъемность кранов) для указанного класса верфи. 2. Вычертить в масштабе схему общего расположения судна (боковой вид, поперечное сечение и план ВП), где пунктирными линиями показываются внутренние конструкции (палубы, переборки, второе дно). 3. В соответствии с конструктивными особенностями судна определить границы секций и нанести их на боковой вид, поперечное сечение и план ВП учитывая следующие рекомендации: - габариты секций должны соответствовать размерам пролетов сборочносварочного цеха; - желательно, чтобы одноименные секции в средней части судна имели одинаковые размеры; - монтажные стыки днищевых, бортовых, палубных секций должны быть расположены на расстоянии не менее 1,5 шпаций от поперечных переборок, монтажный стык между днищевыми и бортовыми секциями располагают на расстоянии не менее 200 мм. выше настила второго дна. Эти условия обеспечивают удобство стапельной сборки. 1. РАЗДЕЛЕНИЕ СУДНА НА ОТСЕКИ ДАНО: Вариант L,м В,м Н,м Т,м Cm Форм-е 16 171,3 24,5 14,05 10,4 0,985 блочный 1.1. ОПРЕДЕЛЕНИЕ ШПАЦИИ В носовой оконечности судна и кормовой оконечности шпация должна быть не более 0,6 м, в переходном районе, т.е. между переборкой форпика и сечением 0,2L в корму от носового перпендикуляра – не более 0,7 м. Во всех случаях шпация основного набора не должна превышать 1 м. а0=0,002L+0,48=0,82 м. Принимаем практическую шпацию: в средней части: а0 = 0,8 м; в переходном районе: а0 п.р = 0,7 м; шпация в пиках: а0ф = а0ахт = а0окон = 0,6 м. Определим размер рамной шпации для различных районов рассматриваемого судна. В средней части судна примем ее равной трём или четырём обычным шпациям. Тогда: в средней части судна: ар.н. ср.ч. = 4а0 ср.ч = 4×0,8 = 3,2 м; в переходном районе: ар.н. п.р. = 2а0 п.р = 2×0,7 = 1,4 м. в машинном отделении: ар.н. М.О. = 4а0 ср.ч = 4×0,8 =3,2 м. в оконечностях: ар.н. окон. = а0 окон = 0,6 м. 1.2 . ОПРЕДЕЛЕНИЕ ДЛИН ПОМЕЩЕНИЙ В соответствии с п. 1.1.6.2 район возможного положения форпиковой переборки определяется следующими пределами: от 5%L до 8%L, что для данного судна составляет 8,56 – 13,7 м. С учётом выбранной шпации (0,6 м) принимаем протяжённость форпика 20 шпаций ф = 20 0,6 = 12,0 м . Положение ахтерпиковой переборки (т.е. длина ахтерпика) выбирается, исходя из удобства обслуживания сальника дейдвудного устройства, и обычно составляет от 5%L до 6%L, для данного судна 8,56-10,28 м. Принимаем протяжённость ахтерпика 15 шпаций, т.е. а = 15 0,6 = 9,0 м Район переходной шпации (от форпиковой переборки до сечения 0,2L = 0,2*171,3 = 34,26 м) принимаем п. р. = 33 0,7 = 23,1м , что с учётом длины форпика составит ф + п. р. = 12,0 + 23,1 = 35,1м. 34,26 м. Протяжённость 20-53 шп. Согласно п. 2.7.1.3 Правил (и табл. 2.7.1.3) при кормовом расположении МО и длине судна L = 171,3 м. число переборок должно быть не менее 8. Положение форпиковой и ахтерпиковой переборок зафиксировано по длине судна. В варианте применения на судне дизельной СЭУ длина МО может составлять МО = (0,13 0,17)L , т.е. для данного судна от 22,27 до 29,12 м. Принимаем протяжённость МО МО = 28 0,8 = 22,4 м . При общем числе водонепроницаемых переборок – не менее 8 шт. на судне предусмотрено 8 грузовых трюмов. Lт1 = nр.шп.1т * aр.н. пр.р =11*1,4 = 15,4 м; Lт2 = 0,7 *11+0,8*11 = 16,5 м; (рамная шпация через 2 шп. в пер. районе, после 4шп.) Lт3-8 = nр.шп.3-8т * aр.н. ср.ч =5*3,2 = 16,0 м; Lгр.ч= Lт8 + Lт7 + Lт6+ Lт5 + Lт4 + Lт3+ Lт2 + Lт1 = 127,9 м. 1.3. ОПРЕДЕЛЕНИЕ РАСПОЛОЖЕНИЯ СУДОВЫХ ПОМЕЩЕНИЙ, ПРИВЯЗКА ИХ К ПРАКТИЧЕСКОЙ ШПАЦИИ Наименование отсека Шпация Длина отсека Число шпаций Расположение по длине в шп. Форпик Трюм 1 Трюм 2 Трюм 3 Трюм 4 Трюм 5 Трюм 6 Трюм 7 Трюм 8 МО Ахтерпик 0,6 0,7 0,7;0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,6 12,0 15,4 16,5 16 16 16 16 16 16 22,4 9,0 15 22 22 20 20 20 20 20 20 28 14 0-20 20-42 42-64 64-84 84-104 104-124 124-144 144-164 164-184 184-212 212-227 Отстояние кормовой переборки от носового перпендикуляра 12,0 27,4 43,9 59,9 75,9 91,9 107,9 123,9 139,9 162,3 171,3 1.4. КОМПОНОВКА ПОПЕРЕЧНОГО СЕЧЕНИЯ СУДНА Для того, чтобы избежать затопления судна при повреждении наружных бортов судно будет иметь двойную обшивку (двойной борт и двойное дно). Двойной корпус необходим также для создания необходимой по условиям прочности жёсткости на кручение. Определение высоты двойного дна h2д. h2д = L − 40 d + 0,04 B + 3,5 0,65 м 570 L h2д = 171,3 − 40 10,4 + 0,04 24,5 + 3,5 = 1,42 0,65 м 570 171,3 Принимаем высоту двойного дна h2д=1,5 м. 2. РАЗДЕЛЕНИЕ СУДНА НА СЕКЦИИ Для осуществления строительства судно разделяется на конструктивно технологические элементы. Корпус разбивается на блоки (носовой, кормовой, средний) и секции. В соответствии с конструктивными особенностями судна определить границы секций и нанести их на боковой вид, поперечное сечение и план ВП, учитывая также следующие рекомендации: - габариты секций должны соответствовать размерам пролётов сборочносварочного цеха; - желательно, чтобы одноименные секции в средней части судна имели одинаковые размеры; - монтажные стыки днищевых, бортовых, палубных и др. секций желательно совмещать в одних поперечных сечениях так, чтобы можно было использовать блочный метод постройки; - монтажные стыки днищевых, бортовых, палубных секций должны быть расположены на расстоянии не менее 1,5 шпаций от поперечных переборок; монтажный стык между днищевыми и бортовыми секциями располагают на расстоянии не менее 200 мм выше настила второго дна. Эти условия обеспечивают удобство стапельной сборки; - целесообразно криволинейные участки корпуса включать в состав одной из двух сопрягаемых секций (сокращается необходимое количество сборочных постелей); - монтажные стыки секций целесообразно располагать симметрично относительно ДП (уменьшение сварочных деформаций); - должна быть обеспечена необходимая жёсткость секций. Технологические характеристики зданий и кранового оборудования сборочно – сварочных цехов Тип Изделия лимитирующие Грузоподьемн грузоподъемност ь кранов ость, т Мостов 100 Клас Ширина Шаг Высота до Крановое оборудование с пролето колон подкранно верф в, м н, м го рельса, и м I-II 42; 36 24 18,05 Секции массой до 100 т (в отдельных случаях при спаренной работе кранов – до 190 т) ой Рекомендуемые размеры блоков корпуса Класс верфи II Максимальные размеры блока, м Длина Ширина Высота 30,0 24,0 15,0 Максимальная масса, т 15000 Перечень секций корпуса № секции 101 102 103 104 105 106 Коэффиц иент Габариты, м учета веса набора Днищевые секции (объёмные) 1,7х13,45х15,4 12 1,8 1,7х11,05х15,4 12 1,8 1,7х13,45х16,5 12 1,8 1,7х11,05х16,5 12 1,8 1,7х13,45х16 12 1,8 1,7х11,05х16 12 1,8 Ср.толщина полотнища секции, мм Масса , т Масса общая, т 59,71 49,05 63,97 52,56 62,03 50,96 59,71 49,05 63,97 52,56 62,03 50,96 № секции Габариты, м Ср.толщина полотнища секции, мм 107 108 109 110 111 112 113 114 115 116 117 118 1,7х13,45х16 1,7х11,05х16 1,7х13,45х16 1,7х11,05х16 1,7х13,45х16 1,7х11,05х16 1,7х13,45х16 1,7х11,05х16 1,7х13,45х16 1,7х11,05х16 1,7х13,45х20 1,7х11,05х20 12 12 12 12 12 12 12 12 12 12 12 12 201 (202) 203 (204) 205 (206) 207 (208) 209 (210) 211 (212) 213 (214) 215 (216) 217 (218) 301-306 401 402 403 404 405 406 407 408 409 410 411 412 Коэффиц иент учета веса набора 1,8 1,8 1,8 1,8 1,8 1,8 1,8 1,8 1,8 1,8 1,8 1,8 Масса , т Масса общая, т 62,03 50,96 62,03 50,96 62,03 50,96 62,03 50,96 62,03 50,96 77,54 63,70 ИТОГО 62,03 50,96 62,03 50,96 62,03 50,96 62,03 50,96 62,03 50,96 77,54 63,70 1044,50 55,09 59,03 57,24 57,24 57,24 57,24 57,24 57,24 71,55 ИТОГО Секции поперечных водонепроницаемых переборок 12,55х23 10 1,2 27,19 ИТОГО Секции верхней палубы 11,4х15,4 12 1,2 19,85 9х15,4 12 1,2 15,67 11,4х16,5 12 1,2 21,26 9х16,5 12 1,2 16,79 11,4х16 12 1,2 20,62 9х16 12 1,2 16,28 11,4х16 12 1,2 20,62 9х16 12 1,2 16,28 11,4х16 12 1,2 20,62 9х16 12 1,2 16,28 11,4х16 12 1,2 20,62 9х16 12 1,2 16,28 110,18 118,05 114,48 114,48 114,48 114,48 114,48 114,48 143,09 1058,18 Бортовые секции (объёмные) 2,05х12,35х15,4 12 1,5 2,05х12,35х16,5 12 1,5 2,05х12,35х16 12 1,5 2,05х12,35х16 12 1,5 2,05х12,35х16 12 1,5 2,05х12,35х16 12 1,5 2,05х12,35х16 12 1,5 2,05х12,35х16 12 1,5 2,05х12,35х20 12 1,5 163,14 163,14 19,85 15,67 21,26 16,79 20,62 16,28 20,62 16,28 20,62 16,28 20,62 16,28 № секции Габариты, м Ср.толщина полотнища секции, мм 413 414 415 416 417 418 11,4х16 9х16 11,4х16 9х16 11,4х20 9х20 12 12 12 12 12 12 501 502 503 504 Коэффиц иент учета веса набора 1,2 1,2 1,2 1,2 1,2 1,2 Масса , т Масса общая, т 20,62 16,28 20,62 16,28 25,77 20,35 ИТОГО 20,62 16,28 20,62 16,28 25,77 20,35 341,06 469,95 386,09 363,14 298,35 ИТОГО ОБЩЯЯ МАССА КОРПУСА 469,95 386,09 363,14 298,35 1517,54 4124,42 Объёмные секции форпика и ахтерпика 13,2х13,45х14,05 12 2 13,2х11,05х14,05 12 2 10,2х13,45х14,05 12 2 10,2х11,05х14,05 12 2 3. НАЗНАЧЕНИЕ ПРИПУСКОВ Монтажный припуск назначается для обеспечения возможности стыковки секций или блоков, когда их невозможно сблизить и состыковать непосредственно, поскольку при изготовлении сборочных единиц невозможно выдержать точные размеры стыкуемых элементов. Это повышает требования к проверочным и измерительным работам при стапельной сборке. Точность размеров достигается при помощи припусков удаляемых при стапельной сборке. Блоки между собой будут стыковаться с припуском + 50. 4. ФОРМИРОВАНИЕ КОРПУСА НА СТАПЕЛЕ Последовательность работ включает в себя 1. Погрузку секции краном с грубым наведением по контрольным линиям и временное раскрепление секции упорами и растяжками; 2. Подвижку секции (так называемое доводочное помещение ее) до полного совпадения с теоретически заданным положением; 3. Окончательную проверку положения и корректировку его, при необходимости; 4. Закрепление этого положения – упорами, оттяжками (тягами) и частично прихватками; 5. Совмещение кромок стыковых соединений с обеспечением зазора, требуемого под сварку. Одновременно устраняют зазоры в тавровых соединениях обшивки со смежными конструкциями, выполняют стягивание сопряжений; 6. Стыкование концов балок набора или притыкание концов этих балок к листам при тавровом соединении; 7. Сдачу соединений под сварку. Последовательность формирования корпуса судна на стапеле: Установка закладной секции производится кранами, обслуживающими построечное место. Поданная секция удерживается одним или двумя кранами, в зависимости от ее массы, наводится на кильблоки по линии ДП, проверяется по длине, полуширотам, высоте и закрепляется временными креплениями. Затем проверяется ее крен и дифферент. Установка днищевых секций: Следующую за закладной днищевую секцию устанавливают в нос (корму) от закладной. Технологический процесс стыкования днищевых секций: - предварительная установка примыкающих секций и причерчивания; отвод примыкающей секции и обрезка припуска; - окончательная установка примыкающей секции и проверка ее положения; - соединение на электроприхватках стыков листов и на гребенках – пазов обшивки; - совмещение концов набора с обеспечением зазора; - сварка основных швов по наружной обшивке и по настилу второго дна (сначала свариваются стыки); - прихватка и сварка стыков набора; - проверка качества сварки и положения кромок. Чередование сборки и сварки должно быть таким, чтобы обеспечить свободное перемещение элементов при образовании поперечных укорочений в монтажных стыках. Рациональная схема сварки межсекционных соединений определяется схемой: стыки обшивки – стыки продольного набора – соединение набора с обшивкой. Установка переборок: Переборка устанавливается на настил второго дна. При этом смещение привариваемой ее кромки от стенки флора, находящегося под настилом второго дна, допускается на величину, не превышающую половины толщины флора. Технологический процесс установки переборок с припуском по нижней кромке: - разметка мест установки переборок на настил второго дна; - предварительная установка и закрепление переборки; - проверка положения переборки; - причерчивание переборки по настилу второго дна; - подъем переборки и обрезка припуска; - окончательная установка переборки и проверки ее положения; - подгонка кромок переборки ко второму дну и ее прихватка; - сварка перебрки с настилом второго дна; - проверка качества сварных швов. Установка бортовых секций: По длине первую секцию борта устанавливают путем совмещения теоретической линии контрольного шпангоута с теоретической линией того же шпангоута днищевой секции. Бортовые секции, устанавливаемые на закладную, с каждой стороны борта, поступают на сборку с монтажными припусками по нижней пазовой кромке обшивки и в «чистый размер» по обеим стыковым кромкам. Последующие бортовые секции поступают с монтажными припусками по нижней кромке и по стыковой кромке, устанавливаются по размеру шпации в районе стыка при выполнении условия совмещения поперечного набора бортовой и днищевой секции. При островном способе формирования корпуса сварка производится в последовательности, обеспечивающей свободную усадку поперечных сварных швов. Для этого закрепление секций по стыку выполняется электроприхватками, а по пазу – гребенками. В первую очередь заваривается паз. Затем гребенки по пазу заменяются электроприхватками, после чего заваривается паз. Технологический процесс установки бортовых секций: - установка секции на место, временное ее закрепление; - проверка положения секций; - причерчивание по прилегающим кромкам; - отведение секции в сторону, обрезка припусков; - окончательная установка секций, проверка их положения; - прихватка по стыкам и сборка на эластичные соединения пазов обшивки; - совмещение концов продольного и поперечного набора; - сварка обшивки; - прихватка и сварка набора с обшивкой; - проверка качества сварных швов. Установка объемной носовой секции: Эта операция требует повышенной точности проверочных работ. Технологический процесс установки объемной носовой секции: - предварительная подготовка и проверка кильблоков; - установка секции на место, временное ее закрепление; - подтягивание к собранной части корпуса стяжками и талрепами, зазор должен составлять 50-60 мм; - проверка положения секции; - причерчивание по припускам монтажных кромок; - отведение секции в сторону, обрезка припусков, подготовка кромок под сварку; - окончательная установка секции, проверка ее положения; - прихватка по стыкам и сборка пазов обшивки; - сварка монтажного стыка (начиная с килевого листа) - сварка обшивки; - проверка качества сварных швов. Установка объемной кормовой секции: Проверочные работы более трудоемки и сложны, поскольку в корме необходимо выдержать правильное взаимное расположение линии вала и оси баллера руля. Контроль положения секции осуществляется по световой линии с применением мишенек, устанавливаемых в собранной части корпуса и кормового блока. Технологический процесс установки объемной кормовой секции аналогичен технологическому процессу установки объемной носовой секции. Установка секций палуб: Секции палуб устанавливаются после завершения максимально возможного объема работ по сборке и особенно по сварке конструкций и выполнения всех работ по погрузке машин и механизмов в помещения, закрываемые палубой. Исключение составляют только те конструкции и механизмы, которые могут быть погружены через штатные вырезы в палубе. При установке секций палуб опорами для них служат конструкции секций бортов и переборок. Кроме временных планок, служащих ограничителями, которые приваривают в районах торцов и переборок, дополнительных опорных приспособлений не требуется. Технологический процесс установки секций технологическому процессу установки бортовых секций. палуб аналогичен Схема формирования корпуса судна