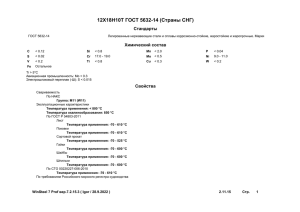
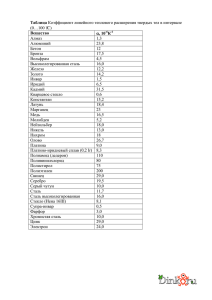
Министерство науки и высшего образования Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего образования «Владимирский государственный университет имени Александра Григорьевича и Николая Григорьевича Столетовых» (ВлГУ) Кафедра технологии функциональных и конструкционных материалов Практическая работа №1 «Определение технологических параметров термической обработки легированных сталей» Вариант 5 Выполнил: студент группы МЛТм-122 Низовцев Е.А. Приняла: Картонова Л.В. Владимир, 2023 Цель работы: изучить особенности термической обработки легированных сталей, причины возникновения дефектов, возникающих при термической обработке, и меры их предупреждения. Задания 1. По литературным источникам изучить особенности термической обработки легированных сталей. 2. Для указанного сплава (часть 1) определить технологические параметры процессов термической обработки. Описать возможные дефекты, возникающие при термообработке, и меры их предупреждения. 3. Для указанного изделия (часть 2) подобрать легированную сталь. Назначить оптимальную термическую обработку с указанием режимов и охлаждающих сред, определить достигаемые механические свойства. 4. Ответить на контрольные вопросы. 5. Составить отчет. Выполнение работы Задание 2 12Х18Н10Т - Сталь нержавеющая с особыми химическими свойствами (криогенная). Полное определение - высокоуглеродистая стойкая к коррозии (нержавеющая), немагнитная, класса аустенитов, титаносодержащая. Назначение детали, работающие до 600℃; сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей и другие детали, работающие под давлением при температуре от -196 до +600℃, а при наличии агрессивных сред до +350℃. Применяется для изготовления свариваемой аппаратуры в разных отраслях промышленности. Примерное применение как жаростойкой стали: Назначение трубы, детали печной арматуры, теплообменники, муфели, реторты, патрубки и коллекторы выхлопных систем, электроды искровых зажигательных свечей. Рекомендуемая максимальная температура применения в течение длительного времени (до 10000 ч), 800℃. Температура начала интенсивного окалинообразования в воздушной среде, 850℃. Неустойчива в серосодержащих средах. Применяются в случаях, когда не могут быть применены безникелевые стали. Химический состав сплава 12Х18Н10Т в % ГОСТ 5632 - 72 C Si Mn Ni S P Cr Cu до 0.12 до 0.8 до 2 9 - 11 до 0.02 до 0.035 17 - 19 до 0.3 (0.8) Ti, остальное Fe Сплав содержит большую долю хрома (17-19 %) и никеля (9-11 %). А стабилизация титаном (до 0,8 %) предотвращает появление межкристаллической коррозии. Это обуславливает способность стали 12Х18Н10Т к пассивации и отличной свариваемости без ограничений. Влияние легирующих элемнтов на свойства стали 12Х18Н10Т: Хром (Cr) - повышает антикоррозийные качества сплава. Никель (Ni) - стабилизация аустенитной структуры стали. Алюминий (Al), кремний (Si) и титан (Ti) - придает качества ферритной стали. Титан (Ti) - предотвращает риск межкристаллитной коррозии, создает карбидообразующий эффект. Марганец (Mn) придает мелкозернистую структуру. Кремний (Si) снижает уровень пластичности, улучшает степень текучести, а также увеличивает плотность. Фосфор (P) не более 0,035 %, так как он провоцирует снижение механических свойств, что осложняет использование стали в криогенной области. Термическая обработка 1. В зависимости от назначения, условий работы, агрессивности среды изделия подвергают: а) закалке (аустенизации); б) стабилизирующему отжигу; в) отжигу для снятия напряжений; г) ступенчатой обработке. Изделия закаливают для того, чтобы: а) предотвратить склонность к межкристаллитной коррозии (изделия работают при температуре до 350 °С); б) повысить стойкость против общей коррозии; в) устранить выявленную склонность к межкристаллитной коррозии; г) предотвратить склонность к ножевой коррозии (изделия сварные работают в растворах азотной кислоты); д) устранить остаточные напряжения (изделия простой конфигурации); е) повысить пластичность материала. Закалку изделий необходимо проводить по режиму: нагрев до 1050 - 1100 °С, детали с толщиной материала до 10 мм охлаждать на воздухе, свыше 10 мм - в воде. Сварные изделия сложной конфигурации во избежание поводок следует охлаждать на воздухе. Время выдержки при нагреве под закалку для изделий с толщиной стенки до 10 мм - 30 мин, свыше 10 мм - 20 мин + 1 мин на 1 мм максимальной толщины. При закалке изделий, предназначенных для работы в азотной кислоте, температуру нагрева под закалку необходимо держать на верхнем пределе (выдержка при этом сварных изделий должна быть не менее 1 ч). 2. Стабилизирующий отжиг применяется для: а) предотвращения склонности к межкристаллитной коррозии (изделия работают при температуре свыше 350 °С); б) снятия внутренних напряжений; в) ликвидации обнаруженной склонности к межкристаллитной коррозии, если по каким-либо причинам закалка нецелесообразна. Стабилизирующий отжиг следует проводить по режиму: нагрев до 870 - 900 °С, выдержка 2 - 3 ч, охлаждение - на воздухе. При термической обработке крупногабаритных сварных изделий разрешается проводить местный стабилизирующий отжиг замыкающих швов, при этом все свариваемые элементы должны быть подвергнуты стабилизирующему отжигу до сварки. При проведении местного стабилизирующего отжига необходимо обеспечить одновременно равномерные нагрев и охлаждение по всей длине сварного шва и прилегающих к нему зон основного металла на ширину, равную двум - трем ширинам шва, но не более 200 мм. Для более полного снятия остаточных напряжений отжиг изделий из стабилизированных хромоникелевых сталей проводят по режиму: нагрев до 870 - 900 °С; выдержка 2 - 3 ч, охлаждение с печью до 300 °С (скорость охлаждения 50 - 100 град/ч), далее на воздухе. 3. Ступенчатая обработка проводится для: а) снятия остаточных напряжений и предотвращения склонности к межкристаллитной коррозии; б) для предотвращения склонности к межкристаллитной коррозии сварных соединений сложной конфигурации с резкими переходами по толщине; в) изделия со склонностью к межкристаллитной коррозии, устранить которую другим способом (закалкой или стабилизирующим отжигом) нецелесообразно. Ступенчатую обработку необходимо проводить по режиму: нагрев до 1050 - 1100 °С; выдержка согласно п. 4; охлаждение с максимально возможной скоростью до 870 - 900 °С; выдержка при 870 - 900 °С в течение 2 - 3 ч; охлаждение с печью до 300 °С (скорость- 50 100 град/ч), далее на воздухе. Для ускорения процесса ступенчатую обработку рекомендуется проводить в двухкамерных или в двух печах, нагретых до различной температуры. При переносе из одной печи в другую температура изделий не должна быть ниже 900 °С. Технологические свойства Сталь 12Х18Н10Т поддается термической обработке, что позволяет улучшить ее эксплуатационные характеристики. В зависимости от цели обработки могут применяться закалка, отжиг (стабилизирующий или для снятия напряжения), ступенчатая обработка. Термообработка помогает снизить склонность к: общей коррозии; межкристаллитной коррозии; ножевой коррозии; напряжению; потере пластичности. Сталь нечувствительна к флокенам. Обработку резанием рекомендуется проводить после закаливания. Температура начала ковки 120℃, конца 850℃. Удельный вес 7920 кг/м3 Термообработка Закалка 1050 - 1100oC, вода начала 1200, конца 850. Сечения до 350 мм охлаждаются на Температура ковки, ℃ воздухе. Твердость материала по HB 10 -1 = 179 МПа Бринеллю Обрабатываемость В закаленном состоянии при HB 169 и в=610 МПа, Кu тв. резанием спл=0,85, Кu б. ст=0,35 Флокеночувствительность Не чувствительна Жаростойкость В воздухе при Т=650℃ Нержавеющая сталь 12Х18Н10Т имеет следующие технические характеристики: Допускаемое напряжение стали 12Х18Н10Т при температуре 20 градусов составляет 184 МПа. Предел текучести 12Х18Н10Т зависит от типа проката и может варьироваться в пределах от 196 до 235 МПа. Механические свойства Основными достоинствами марки 12х18н10т являются высокая ударная вязкость и пластичность. К недостаткам относятся относительно низкая устойчивость к коррозии в средах, содержащих ионы хлора, а также серную и соляную кислоты. Коррозионностойкая сталь 12Х18Н10Т широко используется в машиностроении, архитектуре, пищевой, топливной, химической и целлюлозно-бумажной промышленности. Из нее производят: Детали, работающие под давлением в температурном диапазоне от -196 до 600 С, а при наличии агрессивных сред до 350 С. Механические свойства стали 12Х18Н10Т. Состояние поставки, режимы 0,2 ГОСТ Сечение, мм в(МПа) 5 (%) % термообработки (МПа) Прутки. Закалка 1020-1100℃, 5949-75 60 196 510 40 55 воздух, масло или вода. Прутки шлифованные, обработанные на заданную 590-830 20 18907-73 прочность. До 5 930 Прутки нагартованные. Листы горячекатанные и 7350-77 холоднокатанные: (Образцы - закалка 1000-1080℃, вода или поперечные) 236 воздух. Св. 4 530 38 5582-75 205 - закалка 1050-1080℃, вода или До 3,9 530 40 (Образцы воздух. До 3,9 880-1080 10 поперечные) - нагартованные Поковки. Закалка 1050-1100℃, 25054-81 До 1000 196 510 35 40 вода или воздух. 18143-72 Проволока термообработанная. 1,0-6,0 540-880 20 Трубы бесшовные 9940-8 горячедеформированные без 3,5-32 529 4 термообработки Механические свойства стали 12Х18Н10Т при повышенных температурах Температура испытания,℃ 0,2 (МПа) в(МПа) 5 (%) % KCU (кДж / см2) Закалка 1050-1100 С, охлаждение на воздухе 20 225-315 550-650 46-74 66-80 215-372 500 135-205 390-440 30-42 60-70 196-353 550 135-205 380-450 31-41 61-68 215-353 600 120-205 340-410 28-38 51-74 196-358 650 120-195 270-390 27-37 52-73 245-353 700 120-195 265-360 20-38 40-70 255-353 Виды поставки материала 12Х18Н10Т Вид поставки ГОСТы B03 - Обработка металлов давлением. 25054-81; Поковки В22 - Сортовой и фасонный прокат 2879-2006; 1133-71; 2591-2006; 2590-2006; В23 - Листы и полосы 103-2006; 19904-90; 19903-74; В32 - Сортовой и фасонный прокат 18907-73; 8560-78; 8559-75; 7417-75; 5949-75; В33 - Листы и полосы В34 - Ленты В62 - Трубы стальные и соединительные части к ним В73 - Проволока стальная легированная В76 - Сетки металлические 10885-85; 51393-99; 7350-77; 5582-75; 4405-75; 4986-79; 11068-81; 19277-73; 14162-79; 9941-81; 994081; 18143-72; 3187-76; 3306-88; 9074-85; Задание 3 Сталь подшипниковая нужна для изготовления колец, шариков и роликов подшипников качения. Для подшипников качения требуется сталь, имеющая высокую твердость, износостойкость и сопротивляемость контактной усталости. К таким требованиям подходит высокоуглеродистая хромистая сталь высокого качества, чистая по неметаллическим включениям и карбидной неоднородности. Сталь подшипниковую изготовляют из марок ШХ4, ШХ15, ШХ15СГ и ШХ20СГ. Хром увеличивает твердость и износостойкость стали и обеспечивает необходимую прокаливаемость. Легирование кремнием и марганцем проводят для повышения прокаливаемости и применяют для сталей, которые используются для изготовления крупногабаритных подшипников (с толщиной стенки более 10 мм). Сталь отожженная горячекатаная, калиброванная и сталь со специальной отделкой поверхности в состоянии поставки должны иметь твердость: 179-207 НВ – для марки ШХ15; 179-217 НВ – для марок ШХ15СГ и ШХ20СГ. Термообработка деталей подшипника состоит из закалки и низкого отпуска. Механические свойства сталей марок ШХ15 и ШХ15СГ для шарико- и роликоподшипников после закалки и низкого отпуска приведены в таблице. НДС 50-60 61-62 63-64 Для стали марки ШХ15 Для стали марки ШХ15СГ Предел прочности при изгибе, МПа Предел выносливости при изгибе, МПа Ударная вязкость, Дж/см2 Предел прочности при изгибе, МПа Предел выносливости при изгибе, МПа Ударная вязкость, Дж/см2 3139-3237 2649-2747 2452-2551 628 716 647 35-40 25-40 20-25 3139-3237 2845-2943 2649-2747 638 657 696 40-45 30-35 25-30 Твердость поверхности деталей подшипника при любом способе закалки должна быть в пределах 61–66 НRС. Последней операцией термической обработки является низкий отпуск при температуре 150–170 °С с выдержкой в течение 2–5 ч. Цель отпуска – уменьшение закалочных напряжений в деталях подшипника. Перед отпуском для снижения количества остаточного аустенита прецизионные (особо точного изготовления) подшипники подвергают обработке холодом с охлаждением до температуры –10...-20 °С. Это делается для повышения стабильности их размеров. Основные требования к подшипниковым сталям следующие. 1. Высокая статическая грузоподъемность. Предельной является нагрузка, при которой допустимые остаточные деформации в зоне контакта между шариком (роликом) и кольцами менее 0,01% диаметра шарика (ролика). Давления в данном случае достигают 4000 МПа. Поэтому выбраны заэвтектоидные, легированные стали с содержанием 1% С и 1,5% Сr (типа ШХ15), обработанные закалкой и низким отпуском для максимальной твердости. В марке стали ШХ15 (ГОСТ 801-78) буква Ш означает «шарикоподшипниковая», а 15 – содержание Сr в десятых долях процента. Сталь содержит 0,95– 1,05% С и 1,30–1,65% Сr. 2. Высокое сопротивление контактной усталости. Оно зависит от количества сульфидных и оксидных включений, а также от содержания водорода, которые понижают долговечность и способствуют ускорению разрушения из-за контактной усталости. Отсюда требования по чистоте в отношении неметаллических включений к карбидной неоднородности. Способ борьбы с неметаллическими включениями – рафинирующие переплавы. Если принять за 100% содержание включений в ШХ15 открытой выплавки, то после обработки синтетическим шлаком в ШХ15-Ш содержание включений уменьшается до 45%, после вакуумнодуговой плавки ШХ15-ВД – до 35%. Использование шлака и вакуумно-дугового переплава ШХ15-ШД обеспечивает уже 25% включений. 3. Подшипники качения испытывают износ от пылевидных частиц грунта, поэтому присутствие в стали Сr благотворно тем, что он увеличивает количество карбидной фазы и позволяет получить твердые специальные карбиды. 4. Размерная стабильность – довольно сильно важный параметров подшипника качения, поскольку изменения размеров приводят к заклиниванию подшипника и его разрушению. Допустимые изменения размеров менее 10~5 мм, они зависят от содержания остаточного аустенита. Чем меньше доля остаточного аустенита, тем лучше, так как при высоких нагрузках может произойти переход его в мартенсит с изменением объема. Для подшипников специального назначения, работающих в агрессивных средах, применяют коррозионностойкие (нержавеющие) подшипниковые стали. Они содержат 18% Сr и характеризуются хорошей износостойкостью и коррозионной стойкостью. Одна из таких сталей – 95X18, ее термообработка – ступенчатый, из-за низкой теплопроводности, нагрев под закалку 850 °С, затем 1080 °С, охлаждение в масле или струе газа, затем обработка холодом, отпуск 160 °С – 3 ч, НRС 58–60. Для подшипников, работающих при повышенных температурах применяются дисперсионно-твердеющие стали – высокопрочные стали, как и все подшипниковые, но с высокой устойчивостью к повышенным температурам эксплуатации. Наилучшие механические свойства таких сталей достигаются в результате вторичного твердения. Из дисперсионно-твердеющей стали 8Х4В9Ф2Ш делают теплостойкие подшипники. При повышении температуры отпуска у данной стали наблюдается провал твердости НRС при 250–400 °С, что соответствует распаду мартенсита. При нагреве выше 400 °С твердость вновь повышается, начинается вторичное твердение, максимум твердости достигается при температуре 500-550 °С. Термообработка теплостойкой стали 8Х4В9Ф2Ш включает в себя ступенчатый нагрев под закалку – вначале 800 °С для снятия напряжений, вызванных запаздыванием нагрева сердцевины детали, затем 1230 °С; закалка в масло; отпуск при температуре 570 °С по 2 ч 3 раза для снижения количества остаточного аустенита. Детали подшипников из такой стали имеют твердость НRС 59. Рассмотрев подшипниковые стали, можно сделать вывод что существует очень множество нюансов при выборе стали для подшипников, а также многое зависит от назначения подшипников. Перспективным является применение индукционного нагрева для закалки деталей подшипников качения, что дает возможность получить твердый поверхностный слой с сохранением вязкой сердцевины. Так разработан и внедрен в массовое производство процесс объемно-поверхностной закалки колец тяжело нагруженных подшипников для букс железнодорожных вагонов из стали марки ШХ4 с ограниченной прокаливаемостью. И хотя в этом случае закаливаемые кольца подшипника нагреваются индукционным способом насквозь (толщина колец 12–20 мм), из-за ограниченной прокаливаемости стали марки ШХ4 образуется закаленный слой со структурой мартенсита толщиной всего 2,5– 3,5 мм (61-64 НRС). Сердцевина кольца остается более мягкой (36– 42 НRС) и вязкой, имея при этом структуру троостита и сорбита. Кольца подшипников после такой ТО характеризуются высокими показателями конструктивной прочности. Массовая доля элементов в сплаве ШХ4не более, %: Кислород 0,0015 Кремний 0,15–0,3 Марганец Медь Никель Сера Титан 0,15–0,3 0,25 0,3 0,02 0,01 Углерод 0,95–1,05 Фосфор 0,027 Хром 0,35–0,5 Механические свойства после ТО. Термообработка Выдержка Закалка поверхности ТВЧ 45 с sсж МПА T, ℃ Охлаждение 840–860 вода – интенсивный 500–700 поток HRCэ сердцевины поверхности 37–42 ≥61 Список используемой литературы: 1. Методические указания к практическим работам по дисциплине «Современные методы термической и химико-термической обработки» для направления подготовки 22.04.01 «Материаловедение и технологии материалов» (уровень магистратуры)/ Владим. гос. ун-т; Сост.: Л.В.Картонова. Владимир. 2022. - 40 с 2. Мулызев Е. А. Подшипниковые стали // Результаты прикладных и поисковых научных исследований в сфере естествознания и технологий : сборник научных трудов по материалам Международной научно-практической конференции 27 декабря 2019г. : Белгород : ООО Агентство перспективных научных исследований (АПНИ), 2019.