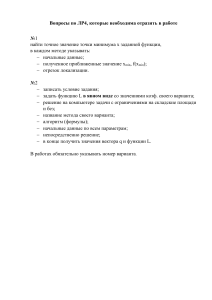
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «Саратовский государственный технический университет имени Гагарина Ю.А.» СОЦИАЛЬНО-ЭКОНОМИЧЕСКИЙ ИНСТИТУТ Направление подготовки 15.03.04 «Автоматизация технологических процессов и производств» Профиль «Интеллектуальные информационно-управляющие системы» Кафедра «Экономика и маркетинг» Дисциплина «Организация и планирование автоматизированных производств» КУРСОВАЯ РАБОТА на тему: «Совершенствование организации автоматизированного производства» Выполнил: студент 4 курса группы б1-АТПП41 очной формы обучения ФИО Номер зачетной книжки Подпись ___________________ Руководитель: к.э.н., доцент ФИО Подпись ___________________ Оценка ___________________ Дата защиты ___________________ Саратов 2023 Оглавление Введение ................................................................................................................... 3 1. Теоретические основы организации автоматизированного производства . 5 2. Совершенствование организации автоматизированного производства филиала АО «НПЦАП –«ПО «Корпус»» .............................................................. 8 2.1. Характеристика филиала АО «НПЦАП – «ПО «Корпус»»....................... 8 2.2. Характеристики токарного станка с ЧПУ ТПК-125. ............................... 10 2.3. Модернизация токарного станка с ЧПУ ТПК-125 ................................... 12 2.3.1. Новая система управления для модернизируемого станка .................. 12 2.3.2. Модернизация привода подачи ............................................................... 18 2.3.2.1. Выбор редуктора ................................................................................... 18 2.3.2.2. Выбор элементов принципиальной схемы ......................................... 20 2.3.2.3. Выбор электродвигателя ....................................................................... 21 2.3.2.4. Выбор датчика перемещений ............................................................... 22 3. Расчет экономической эффективности модернизации оборудования ...... 23 3.1. Определение капитальных затрат на модернизацию станка ..................... 23 3.2. Расчет исходных технико-экономических показателей............................. 26 3.3. Расчет показателей экономической эффективности модернизируемой установки................................................................................................................ 32 4. Заключение ...................................................................................................... 34 5. Список литературы ......................................................................................... 35 Введение С каждым годом производство усложняется с развитием научнотехническим прогрессом и бурным ростом потребления. Технические системы от обычных калькуляторов до космических ракет и самолётов, оснащённых сложной и разветвлённой электроникой, стали для нас обыденностью в нашей жизни. И мало кто задумывается о том, как они создаются. Мы живём в эпоху, когда на крупных предприятиях ручной труд человека давно заменил труд не просто механической машины, а промышленного робота, выполняющего свои функции строго по заданной программе. Появились станки, которые выполняют токарные и фрезерные обработки по программе, из-за чего рабочий выступает в роли оператора, вводящего код, по отношению к станку. В целом, деятельность предприятий осуществляется посредством автоматизации производства, особенно в тех отраслях, где человек физически не сможет выполнить работу или где работа для него крайне вредна. В качестве примера можно взять производства подшипников, в особенности поверхность качения, которая должна обладать самым высоким качеством, так как сам подшипник является ответственной деталью в механических устройствах. Или как обстоит дела с производством компонентов для современных компьютеров. Однако мы живём в такое время, когда перед человеком не так остро стоит вопрос о создании автоматизированного устройства, поскольку наработок за столько лет накопилось. Перед ним встаёт более сложный вопрос, требующий комплексного подхода и охвата многих областей науки и техники. Речь идёт об организации автоматизированного производства и пути её совершенства. Но прежде чем говорить об этих путях, нужно понять суть автоматизированного производства и автоматизации как такой. Поэтому в данной курсовой работе будет рассмотренные теоретические основы организации автоматизированного производства, а также один из вариантов её совершенствования на конкретном предприятие ПО «Корпус». Цель: изучить совершенствование организации автоматизированного производства Задачи: 1. Рассмотреть теоретические основания организации автоматизированного производства 2. Рассмотреть совершенствование организации автоматизированного производства филиала АО «НПЦАП – «ПО «Корпус»» 3. Произвести расчёт экономической эффективности совершенствование организации автоматизированного производства 1. Теоретические основы организации автоматизированного производства В настоящее время для эффективного функционирования предприятия повсеместно вводится автоматизация, она становится неотъемлемой частью всего производственного процесса. Под автоматизированным производством понимается процесс, когда ручной труд заменяется машинным, начиная с простейших механизмов и заканчивая сложнейшими техническими системами. В настоящие время автоматизация производства в промышленности характеризуется введением компьютерных технологий вплоть до использования искусственного интеллекта. Подобные мероприятия при нынешних условиях крайне выгодны, повышают эффективность труда, улучшают качество выпускаемой продукции, а также являются основным направлением технического прогресса. Этапы развития автоматизации производства определяются развитием средств производства, электронно-вычислительной техникой, научными методами технологии и организации производства. Автоматизация производства делится на следующие виды: 1) Частичная автоматизация. Частичная автоматизация – автоматизация отдельных производственных операций, осуществляется в тех случаях, когда управление процессами вследствие их сложности или скоротечности практически недоступны человеку и когда простые автоматические устройства эффективно заменяют его. Это может быть перемещение инструмента или заготовки с одного места на другое, подача технической жидкости, смена инструмента. Но самым ярким примером данной автоматизации является станки с числовым программным управлением (ЧПУ), который совмещает в себе механические (привод подачи и привод главного движения) и электронные (датчики, контроллеры, пульт управления) элементы, благодаря чему способны обрабатывать любую деталь сложной конфигурации 2) Комплексная автоматизация. Если под частичной автоматизацией подразумевала выполнение ограниченного списка операций, то есть, к примеру, работа на станке с ЧПУ или работа промышленного робота, то комплексная автоматизация характеризуется объединением отдельных машин и технических агрегатов в рамках одного цеха или участка. Весь комплекс операций по обработке материалов, включая их транспортировку, осуществляется через единую систему, состоящую из нескольких автоматических машин (к примеру, станки с ЧПУ или роботы) и технологий, агрегатов, работающих по заранее заданной программе и режимах через систему управления. При таком подходе управлении технологическом процессе, при котором станки-автоматы самостоятельно выполняют работу, человеку остаётся наблюдать за самой деятельностью, проводить анализ его показателей и текущего состояния, выбирать оптимальные режимы работы оборудования. Наиболее ярким примером данной подхода управления производством является автоматическая линия, в которой каждый станок-автомат с помощью программного устройства выполняет заранее заданную последовательность движений своих рабочих органов для осуществления данной фазы обработки материала, а вся совокупность станков линии, связанных автоматически действующими транспортными устройствами — общую последовательность фаз обработки до получения готового изделия. 3) Полная автоматизация. Полная автоматизация – этап автоматизации производства, при котором система автоматических машин выполняет без непосредственного участия человека. Основой перехода к полной автоматизации служит автоматическое отыскание и установление оптимальных режимов работы оборудования и автоматизация оперативного управления, т. е. согласования режимов отдельных машин и агрегатов. Для осуществления данного шаг широко используется вычислительная техника, в том числе контроллеры и промышленные компьютеры, способные проанализировать весь ход производств, процесса и определить критерии оптимальности. Система полной автоматизации построены иерархическом принципе: на первой ступени находятся системы программного и логического управления, а также системы автоматического регулирования, на второй ступени — системы автоматической оптимизации отдельных машин и агрегатов, на третьей ступени — системы автоматического оперативного управления. Данная автоматизация осуществляется в только в рамках одного цеха, но и всего предприятия, что несомненно обеспечивает высокую производительность и качества выпускаемой продукции. Однако помимо плюсов у полной автоматизации есть ряд трудностей: такая система является сложной и разветвлённой, из-за чего предъявляются высокие требования к надёжности как отдельных элементов, так и всей системы в целом. Усложнение задач управления приводит к увеличению количества и усложнению аппаратуры и, как следствие, к увеличению вероятности нарушения нормальной работы системы. В своей курсовой работе в качестве примера совершенствования организации автоматизированного производства в ПО «Корпус» рассмотрим модернизацию технического оборудования на примере токарного станка с ЧПУ ТПК-125. 2. Совершенствование организации автоматизированного производства филиала АО «НПЦАП –«ПО «Корпус»» 2.1. Характеристика филиала АО «НПЦАП – «ПО «Корпус»» Производственное объединение «Корпус» — промышленное предприятие в городе Саратов, является филиалом АО «НПЦАП». Выпускаемая продукция — высокотехнологичные приборы для космоса. В самом начале 1934 года предприятие с основном специализировалось на серийном производстве приборов управления для пеленгирования самолётов. Тогда он назывался заводом точной электромеханики (ЗАТЭМ). В 1942 году, находясь в Москве, выпускал продукцию для фронта: корпусов бронебойных снарядов, ударных механизмов взрывателей мин, корпусов фугасных снарядов для «Катюши», приборов управления артиллерийским и зенитным огнём, приборов маскировки войск и др. За слаженную работу и доблесть в мае 1945 года 1412 работников завода были награждены медалью «За доблестный труд в Великой Отечественной войне 1941-1945 годов». В 1951 году заводу было поручено освоение серийного производства гироскопических командных приборов для первой отечественной баллистической ракеты. Это была не просто совершенно новая продукция, более высокой конструкционной сложности, требующая создания более совершенных производств, новейших технологий и высокоточного оборудования и оснащения, а также повышения квалификации работников. Предстояло создать уникальное производство. И в 50-х годах на предприятии началось строительство новых производственных корпусов, а также реконструкция и перепланировка старых цехов, замена устаревшего оборудования на более производительное. Главный конструктор предприятия Анатолий Константинович Ваницкий собрал и сплотил в конструкторском бюро молодых, целеустремленных, творчески мыслящих специалистов из разных городов Советского Союза, которые с огромным энтузиазмом включились в работу по проектированию новейших приборов для космической техники. Именно приборы, изготовленные на данном заводе, позволили Юрию Гагарину вылететь на орбиту 12 апреля 1961 года. Апогейным годом для ПО «Корпуса» можно назвать 1988-й. В своих воспоминаниях главный экономист ПО «Корпус» Дмитрий Локтев писал: «Если проиндексировать те объёмы производства и выразить их в ценах 2008 года, то мы тогда производили продукции на 3,5 миллиарда рублей. Сегодня, для сравнения, на один миллиард 200 миллионов, но при других объёмах и другой численности персонала.» В конце 80-х, численность персонала составляла почти 13 тысяч человек. Их полное содержание – от выплаты зарплат, бесплатных обедов и до предоставления жилплощади и медицинского обслуживания – безусловно, лежало на предприятии. За «Корпусом» числился огромный жилой посёлок из 181 жилого дома общей площадью 290 тысяч кв. м. и более сотни коттеджей. В домах заводского посёлка располагались магазины, парикмахерские, аптеки. С октября 2008 г. ПО "Корпус" является филиалом предприятия "Научно-производственный центр автоматики и приборостроения имени академика Н. А. Пилюгина" – лидера ракетно-космической промышленности России. Сегодня над повышением мощности предприятия, проведением научно-исследовательских и опытно-конструкторских работ, внедрением инноваций и улучшением качества работают более 2600 сотрудников. На сегодняшний момент ПО «Корпус» выпускает следующую продукцию командные приборы систем стабилизации и управления ракетнокосмической техникой Работа филиала отражена в космических программах и проектах: разработка и производство командных приборов для измерения угловых скоростей и линейных ускорений в рамках программ МКС, «Союз ТМА», «Прогресс-М», «Прогресс-М1»; разработка и производство командных приборов для измерения угловых скоростей в рамках программ ГЛОНАСС, «Ресурс-ДК», «Бион», «Фотон-М» и других. В общем, ПО «Корпус» не стоит на месте, постоянно развивается. Данное предприятие не пользуется иностранными комплектующими, всё своё, отечественное. В добавок, в данном предприятии была разработана своя комплексная система управления качеством продукции. 2.2. Характеристики токарного станка с ЧПУ ТПК-125. В данной работе выбран токарный станок ТПК-125. Кратко его описание и технические характеристики: ТПК125ВН2 Станок токарный патронноцентровой. Данный высокоточных станок деталей способен из выполнять различных токарные материалов в обработки условиях, соответствующих климатическому исполнению УХЛ и 4-ой категории размещения по ГОСТ 15150-69, а также можно проводить расточку и обточку цилиндрических и фасонных поверхностей, нарезания крепежной резьбы, подрезку торцов и проточку канавок. Токарная обработка производиться на глубину резания не более 0,5 мм на сторону. Программное управление станком позволяет обрабатывать детали сложного автоматическом профиля режиме, с что большим является количеством переходов экономически-выгодным в для многономенклатурного серийного и мелкосерийного производства. В режиме автоматического управления станок может работать одновременно по двум координатам с автоматической сменой инструмента. Технические характеристики станка. Допуск станка ТПК-125 – 2 мкм. Таблица 1.2. Технические характеристики токарного станка с ЧПУ ТПК-125 Класс точности по ГОСТ8-82 В Наибольший диаметр устанавливаемой заготовки, мм 125 Рекомендуемый диаметр обработки, 100 Наибольшая длина обрабатываемой поверхности, мм 180 Наибольшее перемещение суппорта, мм - продольное Z 190 - поперечное Х 110 Пределы рабочих подач суппорта, мм/мин 1-6000 Скорость быстрых перемещений суппорта, мм 8000 Дискретность задания перемещения суппорта, мм/мин 0,001 Нестабильность автоматического останова суппорта, мм 0,001 Пределы частот вращения шпинделя, об/мин 50-4000 Наибольшая высота резца, устанавливаемого в 16 резцедержателе, мм Количество инструментов, устанавливаемых на станке, шт. 8 Время смены позиций револьверной головки, с 0,47 Диапазон шагов резьбы, нарезаемых резцом, мм 0,25-30 Класс точности резьбы, нарезаемой резцом 6 Фланцевый конец шпинделя по ГОСТ 12595 2-4К Посадочный конус шпинделя Конус Морзе 3 Шероховатость поверхности обрабатываемых образцов, мкм - стальных Ra1,25 - цветные сплавы (алмазным резцом) Ra0,32 Круглость образца-изделия не более, мкм 2,5 Постоянство диаметров образца-изделия в продольном не более 6 сечении, мкм Прямолинейность торцевой поверхности образца-изделия, не более 4 мкм Мощность привода главного движения, кВт 5,5 Суммарная мощность двигателей, кВт 9,04 Габариты станка, мм - длина 1680 - ширина 1040 - высота 1630 масса станка, кг 1860 Перемещение продольного и поперечного суппортов осуществляется от шаговых электродвигателей через зубчатые редукторы с передаточным отношением i=25/3 и ходовые винты. Соответственно винт продольной подачи с шагом t=4 мм и винт поперечной подачи с шагом t=2 мм. 2.3. Модернизация токарного станка с ЧПУ ТПК-125 2.3.1.Новая система управления для модернизируемого станка В настоящие время используемая в станке система управления морально устарела и не способна удовлетворять текущие высокие требования к обработке и выпуску продукции. Поэтому требуется её заменить на новую, причём от отечественных производителей в виду напряжённой ситуации с Западом. Как правило, при проектировании станка с ЧПУ является система из трех блоков, каждый из которых ответственен за свою определенную задачу при работе оборудования: первым блоком является сам станок, вторым устройство ЧПУ (УЧПУ), установленное на нем и третьим является управляющая программа (УП). В общем, все три взаимосвязанную систему, полуавтономную обработку блока комплекса которая заготовки образуют обеспечивает через единую автономную заданную и и программу, содержащую описание всех стадий обработки изделия с учётов всех нюансов. В такой системе информация, поступающая с устройства ЧПУ, передаётся, а затем многократно используется в вычислительном цикле, в результате чего в реальном времени оперативно формируются команды, необходимые для выполнения текущих операций по обработке на станке с ЧПУ. Функциональность реальной системы ЧПУ (СЧПУ) определяется степенью реализации целого ряда функций при управлении: Ввод и хранение системного программного обеспечения (СПО) Ввод, хранение УП и реализацию исходной информации Отработка очередного кадра (элемента УП), требующая проведения ряда предварительных процедур Интерполяция, то есть разбиение кривых линий на маленькие прямые линии Управление приводами подач и приводом главного движения Логическое управление Коррекция на размеры Реализация циклов Смена инструмента Коррекция погрешностей механических и измерительных устройств Адаптивное управление обработкой Накопление статистической информации Автоматический встроенный контроль В качестве устройства числового программного управления предлагается применить модель NC-201М фирмы Балт-Систем. Программное обеспечение ЧПУ работает под управлением MS-DOS. Пульт оператора рассматриваемого устройства ЧПУ включает модуль дисплея и модуль клавиатуры. Лицевая панель пульта представлена на рис. 4. Она состоит из следующих секций: оператора Рис. 1 УЧПУ NC-201М 1) На центральной секции расположен цветной сенсорный TFT дисплей диагональю 10.4 дюйма; 2) На вертикальной секции модуля расположены клавиши управления и ввода данных, данные клавиши соотвтствуют своему значению клавишам на обычной компьютерной клавиатуре; 3) На горизонтальной секции расположена станочноя консоль, на которой размещены элементы управления, а также индикации; Существую два разных режима вывода информации на дисплей блока управления устройсвтва УЧПУ: 1) Для ввода и редактирования управляющих программ, а также для работы с уже заранее созданными файлами используется режим «команда»; 2) Чтобы управлять режимом работы станка, а также контролировать состояние текущего процесса предусмотрен режим «управление». На станочной консоли расположены следующие элементы: 1) Для включения и выключения питающего напряжения УЧПУ предусмотрен сетевой выключатель (рис. 5). Рис. 2 Сетевой выключатель 2). Кнопки пуск и стоп, имеющие соответственно зеленый и красный цвета с индикацией. Кнопка пуск управляет выполнением программы и движением осей. Кнопка стоп останавливает движение с управляемым замедлением. 3). Переключатель режимов работы станка (рис 6.), которым можно задать следующие режимы: MDI – режим ручной ввод кадра, в котором при нажатии кнопки пуск выполняется отработка кадра; AUTO – режим автоматический, в котором при нажатии кнопки пуск выполняется отработка всей УП кадр за кадром; STEP – режим кадр, в котором при нажатии кнопки пуск выполняется отработка отдельного кадра; HOME – режим выход в ноль, в котором при нажатии кнопки пуск выполняется вывод рабочего органа в фиксированную точку станка; RESET – режим сброс, в котором при нажатии кнопки пуск обнуляется информация, находящаяся в динамическом буфере; MANU – режим безразмерные ручные перемещения; MANJ – режим фиксированные ручные перемещения; Рис. 3 Переключатель режимов работы станка 4). Для отключения управляющего напряжения со станка предусмотрена кнопка «Аварийный останов» (кнопка-грибок красного цвета) (рис. 7). Для подготовки повторного включения станка после аварийного отключения необходимо повернуть кнопку до щелчка в направлении, указанном на кнопке. Рис. 4 Кнопка аварийный останов 5). Переключатель-корректор подачи F (рис. 8), который в режиме управление станком позволяет изменять величину рабочей подачи в процентах от запрограммированного значения. Данный переключатель не действует при нарезании резьбы. Рис. 5 Переключатели-корректоры подачи и скорости вращения шпинделя 6). Переключатель-корректор скорости вращения шпинделя S (рис. 8), который в режиме управление станком позволяет изменять скорость вращения шпинделя в процентах от запрограммированного значения. 7). Функциональные клавиши F1 – F7, «+X», «–X», «+Z», «–Z», клавиши «+X», «–X», «+Z», «–Z» (рис. 9) предназначены для активизации перемещения по определенной координате в режимах MANU, MANJ, HOME. При удержании центральной клавиши устанавливается максимальная скорость ручных перемещений. Рис. 6 Функциональные клавиши для активации ручных перемещений На токарно-револьверном станке с ЧПУ модели 1В340Ф30 установлен следящий тиристорный электропривод типа TNP. В состав данного электропривода входят электродвигатель серии PE 4-K7712 и система управления этим электродвигателем типа ZSO, состоящая из тиристорного преобразователя, блока контактной аппаратуры управления, защиты и сигнализации, силового трансформатора, уравнительных дросселей. Структурная схема электропривода представлена (рис.10). Таблица 3.1. Техническая характеристика электродвигателя PE 4-K7712: Номинальный момент, Н∙м 10 Номинальный ток, А 15,7 Номинальное напряжение, В 133 Максимальный момент при заторможенном вале, Н∙м Максимальный динамический ток электродвигателя при 116,62 125 скорости вращения, близкой к нулю, А Номинальная частота вращения, об/мин 600 Максимальная частота вращения, об/мин 1500 Момент инерции, кг∙м2 Масса двигателя, кг 0,0214 27 Преобразователь выполнен по одноконтурной схеме с регулятором. В преобразователе предусмотрены следующие функции: ограничение максимальной силы тока на якорь, защита от пропадания фаз питающего напряжения, а также предусмотрено нелинейное токоограничение. Высокомоментный двигатель постоянного тока с ходовым винтом соединен через ременную передачу с передаточным отношением 1, а также соединительную муфту. Шаг ходового винта привода продольных подач - 10 мм, а привода поперечных подач – 5 мм. 2.3.2.Модернизация привода подачи 2.3.2.1. Выбор редуктора Изначально на станке ТПК-125 для поперечного перемещения суппорта установлен зубчатый редуктор. С целью повышения точности перемещения рабочего органа предлагается заменить прежний редуктор на фрикционный от прецизионного металлорежущего станка ТПАРМ-100. Фрикционная передача в отличие от прочих осуществляет передачу момента через силы трения вращающихся гладких металлических цилиндров, прижатых друг к другу с некоторой силой. Передаточное отношение определяется отношением диаметров роликов. В случае многоступенчатых фрикционных передач передаточное отношение может достигать нескольких сотен единиц. Фрикционная передача имеет ряд существенных преимуществ: При наличие точной поверхности ролика, достигаемой шлифованием или суперфинишем, а также отсутствием зубьев уходит необходимость в решение таких проблем, как люфт («мертвый ход») и нестабильность передаточного отношения; Высокой жесткостью, поскольку нет упругих элементов в линии передачи момента, что позволяет управлять положением с высокой точностью. КПД достигает величины 0,98…0,99. Изготовление же цилиндров, составляющих основу фрикционной передачи, заметно проще технологически и сводится к простейшим операциям металлообработки. Использование фрикционной передачи с шаговым двигателем значительно повышаются эксплуатационными характеристиками: Возможность реализовать малые перемещения с высокими плавностью и точностью. Отсутствие колебаний во время движения Простота управления Возможность сколь угодно долгого удержания заданного положения. Для функционирования фрикционной передачи требуется осуществить прижатие роликов друг к другу с некоторой силой P, обеспечивающей передачу окружной силы F = k ∙ P, где k – коэффициент трения скольжения поверхностей роликов. Таким образом, передаваемая парой роликов сила в k раз меньше силы прижатия. Коэффициент трения для пары материалов «сталь-сталь» составляет 0,1 – 0,2, следовательно, прижатие должно осуществляться с силой, в 10 раз превышающей передаваемую силу. В случае многоступенчатой передачи передаваемая сила возрастает на каждой паре роликов пропорционально отношению диаметров этих роликов. Этот факт позволяет прижимать с меньшей силой ролики, стоящие в кинематической цепи раньше. Максимальный момент (и передаваемая окружная сила) достигается на последней паре роликов, следовательно прижатие этой пары осуществляется с наибольшей силой. Так, двухступенчатая фрикционная передача ТПАРМ-100 осуществляла передачу усилия 1000 Н, следовательно, прижатие второй пары роликов в передаче осуществляется с силой 10000 Н. Поэтому для привода передачи по мимо фрикционного редуктора нужно заменим старые контролер и двигатель на новые, а также добавим датчик перемещения для повышения точности обработки. 2.3.2.2. Выбор элементов принципиальной схемы Для реализации микрошагового режима работы четырёхфазного двигателя необходим микроконтроллер у которого как минимум четыре выводов способны выдывать ШИМ сигнал. Поэтому в рамках данного курсового проекта остановим выбор на контроллере 1887ВЕ7Т, так как он удовлетворяет требованиям. Основные аппаратные характеристики микроконтроллера: 8 Кбт флеш-памяти команд; Питающее напряжение – 1.8-5.5 В. Число каналов – 4 6/8 канальный АЦП с точностью 8 и 10 двоичных разрядов; Особые требования предъявляться к транзисторам, осуществляющим коммутацию фаз шагового двигателя. Они должны обеспечивать высокую надежность и сохранять работоспособное состояние даже при высоких значениях силы тока (до 3 А) и напряжения (до 40 В) протекающих через них. С учетом вышеперечисленных условий выбираем полевые транзисторы IRF640, характеризующиеся отличительной стойкостью к высоким значениям силы тока и надежностью. Для того чтобы управляющий сигнал, подводимый к базе коммутирующего транзистора смог его открыть, его уровень должен быть не ниже определенного значения. С целью усиления управляющего сигнала мы используем pnp – транзистор КТ816В, его стоимость по сравнению с стальными транзисторами выше, но зато он сможет обеспечить переключения – свыше 20 кГц. нам необходимую высокую скорость Немаловажной задачей является защита чувствительного микроконтроллера от случайной подачи на его выводы высокого напряжения с фаз двигателя. Для предотвращения этой ситуации в схеме предусмотрен буферный элемент ULN2003A, который является переходным звеном при передаче электрических сигналов от контроллера к транзисторам. Ввиду невысокой стоимости данного элемента, экономические потери при его отказе будут меньше по сравнению с потерей, к которой привела бы поломка микроконтроллера. 2.3.2.3. Выбор электродвигателя Исходный вариант привода предполагал использование шагового двигателя ШД-5 Д1 МУЗ. В проекте предлагается установить на фрикционный редуктор шаговый двигатель ДШИ 200-3-3. Основное преимущество шаговых двигателей - это точное позиционирование ротора и управление частотой вращения, без использования обратной связи. Предназначены для отработки дискретных углов перемещений. Двигатели серии ДШИ отличаются от выпускаемых серийно шаговых двигателей высокими точностными и динамическими характеристиками, а также возможностью осуществления электрической редукции. Электродвигатель изготовлен в исполнении УХЛ категории по ГОСТ 1515 Таблица 3.1 Напряжение питания постоянного тока при резистивной 30+/-2 форсировке, В Ток в цепи фазовой обмотки в режиме фиксированной стоянки при напряжении питания 30 В, в фазе, А (1,5+/-0,1)А Единичный шаг, градус 1,8 Статическая погрешность отработки шага, мин. +/-3,25 Максимальный статический синхронизирующий момент, 0,84 Нм, не менее Максимальная частота приемистости, Гц, не менее 1000 Сопротивление фазных обмоток, Ом 3,35+/-0,3 Максимальная потребляемая мощность, Вт, не менее 16,7 Масса электродвигателя,кг 0.9 Число фаз 4 Режим работы продолжительный 2.3.2.4. Выбор датчика перемещений Индуктивные датчики перемещения RL широко применяются в различных промышленных системах, благодаря своей высокой надежности, сравнительно низкой стоимости и практически неограниченному сроку службы. Принцип действия датчиков перемещения LVDT основан на индуктивном преобразовании механического движения в электрический сигнал. Индуктивные датчики являются бесконтактными, так как между движущимся сердечником и обмоткой есть зазор. Благодаря этому такие датчики почти не подвержены износу. Прочный корпус позволяет эксплуатировать их в тяжелых условиях - под давлением, при высоких температурах, под водой. Технические данные датчика Диапазон 0...10 0...25 0...50 0...80 0...100 0...150 0...200 0...300 0...400 0...500 0...600 измерений ПШ [мм] Нелинейность [% 0,30 % (0,20 % и ±0,1% опционная) ±1,5% ПШ] С шарнирными проушинами, с сердечником, с Типы направленным/ненаправленным штоком Класс защиты IP67, опционный IP68 Виброустойчивость 10 G DIN IEC68T2-6 Устойчивость к удару DIN 200 G/ 2 мс IEC68T2-27 Напряжение 3 В/ 3 кГц питания/частота Частота питания 2...10 кГц Диапазон -40...+120 °C (150 °C опционный, опция H, 200 °C по запросу) температур Установка ø 8 мм h6 под зажим или ø 12 мм под кронштейны Корпус Нержавеющая сталь Подключение Кабель из ТПЭ Кабельный выход или разъём M12 со стяжной гайкой (стандарт) ø 4,5 мм, 0,14 мм², не галогеновый ПТФЭ (опция ø 4,8 мм, 0,24 мм², темп. до 200 °C H) Макс. длина кабеля 100 м между датчиком и блоком электроники 0...20 мА, 4...20 мА (нагрузка <100 Ом) 0...5 В, ± 5 В (нагрузка >5 кОм) Выходной сигнал 0...10 В, ± 10 В (нагрузка >10 кОм) RS-485 MODBUS, LocalBUS 3. Расчет экономической эффективности модернизации оборудования 3.1. Определение капитальных затрат на модернизацию станка 1. Стоимость необходимых комплектующих. В таблице 3.1 приведена стоимость основных комплектующих, используемых при модернизации станка. Таблица 3.1. Стоимость необходимых комплектующих. № 1. Наименование Шаговый двигатель ед. Расчет. Цена за еденицу, Сумма, изм. расход руб. руб. шт. 1 3 200 3200 1 130 500 130 500 ДШИ-200-3-3 2. Фрикционный редуктор (четырехступенчатый) 4. Блок управления шт. 1 4 000 4 000 5. Провод монтажный м. 7 9 63 6. УЧПУ NC-201M 1 82500 82500 7. Индуктивный датчик Шт. 1 1540 1540 перемещения RL Итого : 221 803 руб. Транспортно-заготовительные расходы на предприятии составляют 3 % от общей стоимости комплектующих: Нтз = 221 803*0,03 = 6 654,09 руб. Стоимость основных покупных комплектующих изделий с учетом транспортно- заготовительных расходов: Спк = 221 803 + 6 654,09 = 221 803,09 руб. 2. Определение трудовых затрат Основные технологические операции, связанные с модернизацией установки, трудоемкость их выполнения и заработная плата основных производственных рабочих приведена в таблице 3.2 Таблица 3.2. заработная плата основных производственных рабочих № Основные операции Разряд Трудое Часовая Зарпла работ мкость тарифна та, руб. Н-ч я ставка, руб. 1 2 3 4 5 6 Монтаж редуктора 3 9 900 8 100 Установка двигателя 3 9 800 7 200 Установка датчика 3 2 150 300 Установка УЧПУ NC- 5 8 2000 16 000 приборов 4 15 850 12 750 отладка 6 25 100 2 500 6 50 248 9 900 201M Установка контроля Запуск и оборудования Испытание оборудования в рабочем режиме Таким образом основная заработная плата производственных рабочих – З0, занятых на модернизации установки составляет 56 750 руб. Дополнительная заработная плата рабочих на данном предприятии равняется 30% от основной заработной платы: Здоп = 56 750*0,3 = 17 025 руб. Общая сумма заработной платы основных производственных рабочих равняется Lo = З0 + Здоп = 56 750 + 17 025 = 73 775 руб. отчисления на социальные нужды составляют 26% от общей суммы заработной платы: Зсн = 73 775 *0,26 = 19 182 руб. Тогда общая сумма трудовых затрат на модернизацию установки будет равна: З = З0 +Здоп +Зсн = 56 750 +17 025+19 182= 92 957 руб. 2.Затраты на проектирование модернизации установки – Зпр, определяются в соответствии с нормами времени и расценками на все виды проектноконструкторских работ по формуле: Зпр = Тк*λ*Гн*Гс, где Тк – трудоемкость конструкторских работ, н-ч., λ – количество листов конструкторской документации формата А1, Гн – коэффициент новизны, Гс – коэффициент сложности. Трудоёмкость конструкторских работ Тк определяем с учетом фактических затрат времени при проектировании модернизации установки. она равняется 8 листам формата А1 с затратами 25 часов на один лист. Коэффициент новизны – Гн примем за 0,6, а коэффициент сложности – Гс за 0,8, в соответствии с ранее выполненными на предприятии аналогичными работами. Тогда затраты труда на проектирование составят: Зпр = 25*8*0,6*0,8 = 96 час. Средняя заработная плата инженера – конструктора на базовом предприятии составляет 50000 руб. в месяц или часовая тарифная ставка составит: 50000 / (8*21) – 300 руб. в час. Таким образом, стоимость опытно-конструкторских работ: Sk = Зпр*Si = 96*300= 28 800 руб. 3.Косвенные расходы на базовом предприятии сложились в размере 320% от основной заработной платы производственных рабочих. Таким образом, суммарные косвенные расходы на модернизацию станка составят: Зкр = 56 750*3,2 = 181 600 руб. 4.Производственная себестоимость опытно-конструкторских работ Сокр определяется суммой материальных и трудовых затрат, затрат на конструкторскую разработку и косвенными расходами: Сокр = Спк + З + Sk + Зкр = 221 803,09 + 92 957 + 28 800 + 181 600= 525 160,09 руб. 5.Для определения полной стоимости затрат на модернизацию установки добавим к стоимости ОКР 3 % внепроизводственных расходов. Общая сумма капитальных затрат составляет: Кз = Сокр + 3% Сокр = 525 160,09 + 525 160,09 *0,03= 540 914,8927 руб. 3.2. Расчет исходных технико-экономических показателей 1. Общий объем годового выпуска: В существующих условиях станок работает 2 смены, рабочими каждой смены изготавливается по 4 изделий Для базового варианта годовой объем выпуска составляет 2*4*251 = 2 008 изделий Для проектируемого варианта рабочими каждой смены изготавливается по 9 изделий, следовательно годовой объем выпуска в этом случае составит 2*9*251 = 4518 изделий Для расчета сравнительной экономической эффективности принимаем общий объем годового выпуска по производительности проектируемого оборудования 4518 шт. Для обеспечения такого объема в базовом варианте необходимо использование второго станка для производства дополнительных 1004 изделий, а следовательно и привлечение дополнительной рабочей силы. 2. Трудоемкость изготовления одного изделия представлена Таблица 3.2.1. Трудоемкость изготовления одного изделия Показатели аналога Показатели проектирования Технологическая операция Время Технологическая операция в н-ч Вручную установить 0,05 заготовку в рабочую зону Произвести обработку Время в н-ч Вручную установить 0,05 заготовку в рабочую зону в 1,8 Запустить выполнение 1,1 ручном режиме управляющей программы Произвести очистку изделия 0,02 Произвести очистку изделия 0,02 от загрязнения от загрязнения Вручную выгрузить изделие 0,05 Вручную выгрузить изделие 0,05 Итого: Итого: 1,22 1,92 Общая трудоёмкость годового выпуска составляет: а) для базового варианта: Тб = Qб * tб = 4518* 1,92 = 8 674,56 н-ч. б) для проектируемого варианта: Тп = Qп * tп = 3 514 * 1,22 = 5 511,96 н-ч. 3. Годовой фонд времени работы одного рабочего: Фр = (Дк - Дпв)tрд = (365-114)*7,66 = 1922,66 чел. – час; где Дк – дни календарные – 365; Дпв – дни праздничные и выходные – 114; tрд – плановая продолжительность рабочего дня – 7,66 часа. 4. Численность основных рабочих – Чр: а) для базового варианта: Чрб = Тб / Фр = 8 674,56 / 1922,66 = 4,5 чел. принимаем 5 человека; б) для проектируемого варианта: Чрп = Тп / Фр = 5 511,96 / 1922,66 = 2,8 чел. принимаем 3 человека; 5. Разряд выполняемой работы: а) для базового варианта – 5 разряд; б) для проектируемого варианта – 4 разряд. Часовая тарифная ставка рабочего сдельщика: 5-го разряда – 450 руб.; 4-го разряда – 350 руб. 6. Годовой фонд оплаты труда основных рабочих (основная заработная плата) равен: а) для базового варианта: Зб = Тб*Sб = 8 674,56 * 450 = 3 903 552 руб.; б) для проектируемого варианта: Зп = Тп*Sп = 5 511,96 * 350 = 1 929 186 руб. 7. Дополнительный фонд оплаты труда основных рабочих равен 30 % основного фонда: а) для базового варианта: Здб = 3 903 552 * 0,3 = 1 171 065,6 руб.; б) для проектируемого варианта: Здп = 1 929 186 * 0,3 = 578 775,8 руб. 8. Отчисления на социальные нужды – Зсн рассчитываются в процентном отношении от суммы основной и дополнительной заработной платы. В настоящее время этот процент равен 26%. Тогда: а) для базового варианта: Зснб = (3 903 552 + 1 171 065,6)*0,26 = 1 319 400,58 руб.; б) для проектируемого варианта Зснп = (1 929 186 + 578 775,8)*0,26 = 652 070,07 руб. 9. Общепроизводственные (цеховые) расходы – Оц на данном предприятии сложились в размере 120% от основной заработной платы производственных рабочих. Тогда: а) для базового варианта: Оцб = 3 903 552 * 1,2 = 4 684 262,4 руб.; б) для проектируемого варианта Оцп = 1 929 186 * 1,2 = 2 315 023,2 руб. 10. Общехозяйственные (заводские) расходы – Оз составляют 150 % от основной заработной платы производственных рабочих. Тогда: а) для базового варианта: Озб = 3 903 552 * 1,5 = 5 855 328 руб.; б) для проектируемого варианта Озп = 1 929 186 * 1,5 = 2 893 779 руб. 11. Стоимость материалов определяется по формуле: См = Σni *Цi*Q i=1 где ni - норма расхода материала i – го вида на одно изделие, кг.; m – номенклатура используемых материалов; Цi – цена i – го вида материала за кг; Q – годовая программа выпуска изделий. Для изготовления изделий используются следующие материалы (таблица 4). Норма расхода в проектируемом варианте осталась без изменения. Таблица 3.2.2. Норма расхода Наименование материала Расход на изделие, Кг сталь 45 0,46 Стоимость за 1 кг, руб 52 нормализованная Тогда стоимость материалов для базового и проектируемого вариантов будет равна: См = 0,46*52*4518 = 108 070,56 руб. 12. Стоимость электроэнергии на технологические цели определяется по формуле: Сэ = Т*Кэ *Цэ , где Цэ – стоимость одного кв-ч. (0,9 + 18% Ндс = 1,062 руб.); Т– трудоёмкость годового выпуска, н-ч.; Кэ – потребляемая мощность установки, кв-ч; Q – годовая программа выпуска изделий. Тогда: а) для базового варианта: Сэб = 8 674,56 * 9 * 1,062 = 82 911,44 руб.; б) для проектируемого варианта Сэп = 5 511,96 * 9 * 1,062 = 52 683,31 руб. 13. Производственная себестоимость годового выпуска равна: С = Зб + Зд + Зсн + Оц + Оз + Сэп а) для базового варианта: Сб = 3 903 552+1 171 065,6 +1 319 400,58 +4 684 262,4+ 5 855 328+82 911,44 = = 17 016 520,02 руб.; б) для проектируемого варианта Сп = 1 929 186 +1 171 065,6+ 652 070,07 + 2 315 023,2+2 893 779 + 52 683,31 = = 9 013 807,18 руб. 14. Полная коммерческая себестоимость – К. Коммерческие расходы составляют: а) для базового варианта: Кб = Сб*П / 100 = 17 016 520,02*3 / 100 = 510 495,6 руб.; б) для проектируемого варианта Кп = Сп*П = 9 013 807,18 *3 / 100 = 270 414,22 руб. где П – процент коммерческих расходов производственной себестоимости – 3 %. Полная коммерческая себестоимость – Ск составляет: а) для базового варианта: Скб = 17 016 520,02 + 510 495,6 = 17 527 015,62 руб.; б) для проектируемого варианта Скп = 9 013 807,18+ 270 414,22 = 9 284 221,4 руб. 15. Отчисления на научно-исследовательские и опытно-конструкторские работы на данном предприятии составляют 1,5% от полной коммерческой себестоимости. Тогда: а) для базового варианта: Нб = 17 527 015,62*0,015 = 262 905,23 руб.; б) для проектируемого варианта Нп = 9 284 221,4*0,015 = 139 263,32 руб. 16. Полная заводская себестоимость товарной продукции Сз: а) для базового варианта: Сзб = Скб + Нб = 17 527 015,62+ 262 905,23 = 17 789 920,85 руб.; б) для проектируемого варианта Сзп = Скп + Нп = 9 284 221,4 + 139 263,32 = 9 423 484,72 руб. 17. Плановые накопления – Пн на данном предприятии составляют 20% от полной заводской себестоимости. Сумма плановых накоплений: а) для базового варианта: Пнб = 17 527 015,62 *0,2 = 3 505 403,12 руб.; б) для проектируемого варианта Пнп = 9 284 221,4*0,2 = 1 856 844,28 руб. 18. Оптовая цена Цо – составит: а) для базового варианта: Цоб = 17 527 015,62 + 3 505 403,12 = 21 032 418,78 руб.; на годовую программу или 4 655 руб. на одно изделие; б) для проектируемого варианта Цоп = 9 284 221,4+ 1 856 844,28 = 11 141 065,68 руб. на годовую программу или 3 170 руб. на одно изделие. 19. Налог на добавленную стоимость – Ндс: а) для базового варианта: Ндсб = 21 032 418,78*0,18 = 3 785 835,38 руб.; б) для проектируемого варианта Ндсп =11 141 065,68 *0,18 = 2 005 391,82 руб. 20. Свободная рыночная цена – Цр: а) для базового варианта: Црб = Цоб + Ндсб = 21 032 418,78 + 3 785 835,38= 24 818 254,16 руб.; на годовую программу или 5 493 руб. на одно изделие; б) для проектируемого варианта Црп = Цоп + Ндсп =11 141 065,68+ 2 005 391,82= 13 146 457,5 руб. на годовую программу или 3 741 на одно изделие. 21. Выход годных изделий: а) для базового варианта -80%; б) для проектируемого варианта -95%. 3.3. Расчет показателей экономической эффективности модернизируемой установки 1. Снижение общей трудоёмкости в нормо-часах – Тс: Тс = Тб –Тп = 8 674,56 – 5 511,96 = 3 162,6 2. Сокращение численности рабочих – Чс: Чс = Чрб – Чрп = 5-3 = 2 3. Экономия основного фонда оплаты труда рабочих – Эфо: Эфо = Зб – Зп = 3 903 552– 1 929 186= 1 974 366 руб. 4. Экономия дополнительного фонда оплаты труда основных рабочих – Эфд: Эфд = Здб - Здп = 1 171 065,6 – 578 775,8 = 692 289,8 руб. 5. Экономия отчислений на социальные нужды – Эсн: Эсн = Зснб – Зснп = 1 319 400,58 – 652 070,07 = 667 330,51 руб. 6. Экономия на общепроизводственных (цеховых) расходах – Эцр: Эцр = Оцб – Оцп = 4 684 262,4 – 2 315 023,2 = 2 369 239,2 руб. 7. Экономия на общехозяйственных (заводских) расходах – Эзр: Эзр = Озб – Озд = 5 855 328 – 2 893 779 = 2 961 549 руб. 8. Экономия на материалах – Эм: Эм = Смб –Смп = 84 054,88 – 84 054,88 = 0 руб. 9. Экономия на электроэнергии – Ээл: Ээл = Сэб – Сэп = 82 911,44 - 52 683,31 = 30 228,13 руб. 10. Экономия от сокращения брака – Эбр на 15%: Эбр = Сзб*0,15 = 17 789 920,85* 0,15 = 2 668 488,13 руб. 11. Итого общая экономия – Эоб, руб.: Эоб= Эфо + Эфд + Эсн + Эцр+ Эзр + Эм + Ээл + Эбр = 1 974 366 + 692 289,8+ 667 330,51 + 2 369 239,2+ 2 961 549 + 0 + 30 228,13 +2 668 488,13 = 11 363 490,77 руб. 12. Дополнительные годовые эксплуатационные затраты, вызванные модернизацией установки определяем по формуле: Згэз = (Цоб*На / 100)+Зобсл, где Цоб –цена сконструированного оборудования(в нашем случае капитальные затраты на разработку оборудования плюс 20 плановых накоплений); На – годовая амортизация оборудования – 15%; Зобсл –дополнительные затраты по обслуживанию оборудования (отсутствуют). Тогда: Згэз = (21 032 418,78*1,2*15) / 100 = 3 785 835,38 руб. 13. Годовой экономический эффект – Эг, определяется по формуле: Эг = Эоб – Згэз = 11 363 490,77 - 3 785 835,38 = 7 577 655,39 руб. 14. Процент снижения общей трудоемкости – Пст: Пст = (( Тб-Тп)/Тб)*100 = ((8 674,56 – 5 511,96)/ 8 674,56)*100 =36,46 % 15. Процент роста производительности труда – Ппт. Ппт = 100*Пст / (100 - Пст) = 100*36,46 / (100 – 36,46) = 56 % 16. Расчетный коэффициент экономической эффективности капитальных затрат – Ер равен: Ер = Эг / Кз = 7 577 655,39 / 540 914,8927 = 14 Как видим, расчетный коэффициент выше нормативного (Е = 0,15) следовательно, мероприятие по модернизации установки может быть рекомендовано к внедрению. 17. Срок окупаемости капитальных затрат – Ток равен: Ток = Кз / Эг = 540 914,8927 / 7 577 655,39 = 0,07 года. 4. Заключение В данном курсовой работе была рассмотрена суть автоматизированного производства, а также пути совершенствования организации автоматизированного производства на примере модернизации токарного станка с ЧПУ ТПК-125. В качестве модернизации данного оборудования была заменена старая система управления на новую отечественную Балт-Систем. Также модернизация коснулась и привода подачи: заменили старый червячный редуктор на фрикционный с применением шагового двигателя, управляемого через микроконтроллер. Также был добавлен датчик перемещения. В итоге, управление приводом стало удобным, а перемещение стало более точным. Экономический расчёт курсовой работы обосновывает эффективность модернизации токарного станка с ЧПУ ТПК-125. 5. Список литературы 1. Точность и надежность автоматизированных прецизионных металлорежущих станков. Ч.3 / А.А. Игнатьев, М.В. Виноградов, В.А. Добряков и др. – Саратов: СГТУ, 1999. 124 с. 2. Виноградов М.В. Минимизация погрешностей позиционирования формообразующих узлов металлорежущих узлов. / М.В.Виноградов, А.А.Павлов // Проблемы и перспективы прецизионной механики и управления в машиностроении. Материалы междунар. конф. – Саратов: СГТУ, 2006. С.130-134. 3. Павлов А.А. Привод подачи прецизионного станка с шаговым двигателем и фрикционным приводом / А.А. Павлов, М.В. Виноградов, А.А. Игнатьев // Современные технологии в машиностроении. Материалы междунар. конф. – Пенза, 2006. С.78-82. 4. Автоматизированный электропривод с упругими связями / Борцов Ю.А. Соколовский Г.Г. - Энергоиздат,2011.-288с. 5. Автоматизированный электропривод станков и промышленных роботов / Михайлов О.П. - М.: Машиностроение, 2015.-304 с.. 6. Руководство по эксплуатации 1Б140-00.000.РЭ Автомат токарно- револьверный одношпиндельный прутковый - Станкоимпорт СССР.-М. 7. Москаленко В.В./ Автоматизированный электропривод.М.: Энергоатомиздат. 2016.-416 с. 8. Элементы автоматизированных электромеханических систем / Игнатьев А.А. Демидов А.К., Добряков В.А.: СГТУ, 2002.-58с. 9. Основы теории автоматического регулирования, учебное пособие для вузов, изд. 2-е, переработан. и доп. / К. В. Егоров. - М., «Энергия», 2018. 10. Теория систем автоматического регулирования / В. А. Бесекерский, Е. П. Попов, издание третье, исправленное, издательство «Наука», Главная редакция физико-математической литературы, М., 2003. 11. Автоматическое регулирование. Теория и элементы систем, изд.4-ое перераб. и доп. / Н.Н Иващенко. - М. «Машиностроение».2013г. 736с Оценка надежности функционирования сложных систем управления 12. при проектировании: Учебное пособие для вузов/ В.М. Журавлев, Л.Д. Вейс, Е.О. Гертель.- Фрунзе: ФПИ.- 2017 Сосонкин В. Л. Системы числового программного управления : учеб. 13. пособие для вузов / В. Л. Сосонкин, Г. М. Мартинов. - Москва: Логос, 2005. 293 с. : ил. Кузьмин А. В. Основы построения систем числового программного 14. управления : учеб. пособие для студентов вузов, обуч. по направлению "Конструкторско-технолог. обеспечение машиностроит. пр-в" / А. В. Кузьмин, А. Г. Схиртладзе, В. П. Борискин. - Гриф УМО. - Старый Оскол : ТНТ, 2012. - 197 с. : ил. Кузьмин А. В. Основы построения систем числового программного 15. управления : учеб. пособие / А. В. Кузьмин, А. Г. Схиртладзе, В. П. Борискин. - Гриф УМО. - Старый Оскол : ТНТ, 2008. - 197 с. : ил. Кузьмин А. В. Основы программирования систем числового 16. программного управления : учеб. пособие для студентов вузов, обуч. по направлению "Конструкторско-технолог. обеспечение машиностроит. пр-в" / А. В. Кузьмин, А. Г. Схиртладзе. - Старый Оскол : ТНТ, 2013. - 239 с. : ил. Микропроцессорное управление электроприводами станков с ЧПУ/ 17. Э. Л. Тихомиров [и др.]. - Москва: Машиностроение, 1990. - 320 с. : ил. Федеральный закон Российской Федерации от 06.12.2011 № 402 –ФЗ 18. ред. от 6.12.2011 «О бухгалтерском учете». – Режим доступа http://www.consultant.ru/document/cons_doc_LAW_122855/ (Дата обраще-ния 26.12.2020) 19. формах Приказ Минфина РФ от 22.07.2003 N 67н (ред. от 08.11.2010) "О бухгалтерской отчетности организаций". – Режим доступа: http://www.consultant.ru/document/cons_doc_LAW_43798/ (Дата обраще-ния 26.12. 2020) 20. Анализ эффективности и рисков финансово-хозяйственной дея- тельности: учебное пособие / Е. В. Смирнова, В. М. Воронина, О. В. Фе- дорищева, И. Ю. Цыганова. — Оренбург: Оренбургский государственный университет, ЭБС АСВ, 2017. — 166 c. — ISBN 978-5-7410-1744-9. — Текст: электронный // Электронно-библиотечная система IPR BOOKS: [сайт]. — URL: http://www.iprbookshop.ru/71262.html 21. Беллендир, М. В. Комплексный экономический анализ хозяй- ственной деятельности: практикум / М. В. Беллендир, С. Ю. Платошечки-на. — Новосибирск: Новосибирский государственный университет эконо-мики и управления «НИНХ», 2018. — 158 c. — ISBN 978-5-7014-0864-5. — Текст: электронный // Электронно-библиотечная система IPR BOOKS: [сайт]. — URL: http://www.iprbookshop.ru/87120.html 22. Дмитренко, Е. А. Экономический анализ: учебное пособие / Е. А. Дмитренко, Ю. С. Юсова, В. В. Пецевич. — Омск: Омский ГАУ, 2016. — 184 с. — ISBN 978-5-89764-559-6. — Текст: электронный // Лань: элек-троннобиблиотечная система. — URL: https://e.lanbook.com/book/90737 23. Долматова, О. В. Анализ хозяйственной деятельности по отрас-лям. Управленческий анализ: учебное пособие / О. В. Долматова, Е. Н. Сысоева. — 2-е изд. — Саратов: Ай Пи Эр Медиа, 2019. — 148 c. — ISBN 978-5-44860463-8. — Текст: электронный // Электронно-библиотечная си-стема IPR BOOKS: [сайт]. URL: http://www.iprbookshop.ru/79764.html 24. Захаров, И. В. Теория экономического анализа: учебное пособие / И. В. Захаров. — Москва: МГУ имени М.В.Ломоносова, 2015. — 176 с. — ISBN 978-5-19-010999-3. — Текст: электронный // Лань: электронно-библиотечная система. — URL: https://e.lanbook.com/book/114593