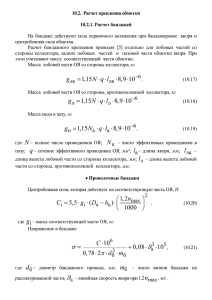
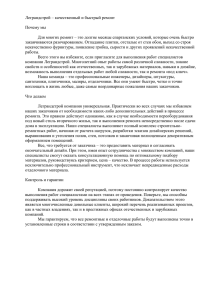
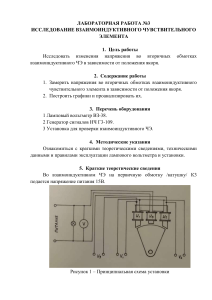
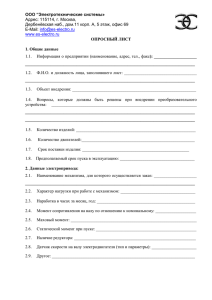
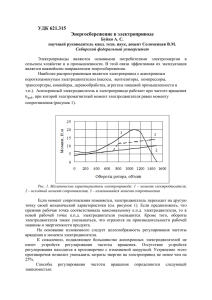
ВВЕДЕНИЕ I. КОНСТРУКЦИЯ И НАЗНАЧЕНИЕ ТЯГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ ЭЛЕКТРОВОЗОВ ТИПА ТЛ-2К 1.1 Назначение, конструкция и техническая характеристика тягового электродвигателя ТЛ-2К1 1.2 Конструкция и работа якоря тягового электродвигателя ТЛ-2К1 ВЫВОД II. ОРГАНИЗАЦИЯ РАБОТЫ ЦЕХА ПО РЕМОНТУ ТЯГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ ТИПА ТЛ-2К 2.1 Организация работы электромашинного цеха 2.2 Факторы, обуславливающие износ тягового электродвигателя ТЛ-2К1 2.3 Алгоритм технологического процесса ремонта тягового электродвигателя ТЛ-2К1 в объеме ТР-3 2.4 Оптимизация технологического процесса ремонта тягового электродвигателя ТЛ-2К1 ВЫВОД III. ФИНАНСОВО-ЭКОНОМИЧЕСКИЙ ПЛАН РАБОТЫ ЦЕХА ПО РЕМОНТУ ТЯГОВЫХ ЭЛЕКТРОВИГАТЕЛЕЙ ТИПА ТЛ-2К ВЫВОД IV. ПРАВИЛА БЕЗОПАСНОСТИ ПРИ ТО И РЕМОНТЕ ТЯГОВЫХ ДВИГАТЕЛЕЙ ТИПА ТЛ-2К ВЫВОД ЗАКЛЮЧЕНИЕ СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ ВВЕДЕНИЕ Электроподвижной состав железных дорог является важнейшей составной частью железнодорожного транспорта страны. Эффективность работы электроподвижного состава во многом определяет и эффективность всей системы железнодорожного транспорта. Одним из показателей эффективности электроподвижного состава является его надежность. Как следует из статистических данных ОАО «РЖД», повреждаемость электроподвижного состава все еще остается на достаточно высоком уровне. Число порч и неисправностей ЭПС на протяжении последних лет находится на уровне 1-2 случая на 1 млн. км пробега. Важнейшим элементом электроподвижного состава являются его тяговые электродвигатели (ТЭД). Как следует из многочисленных исследований различных авторов, тяговый электродвигатель является одним из элементов конструкции электроподвижного состава, ограничивающих эксплуатационную надежность последнего. И в настоящее время, на протяжении последних шести лет, число порч и неисправностей ТЭД устойчиво находится на уровне (22 - 24)% от общего числа повреждений ЭПС. Поэтому, задача повышения надежности ТЭД, во многом определяющей надежность электроподвижного состава, и в настоящее время является актуальной. Высокая повреждаемость ТЭД в эксплуатации порождается действием различных факторов. Основным же из них является низкое качество ремонта двигателей в локомотивных депо и на локомотиворемонтных заводах. Повреждаемость ТЭД, вызванная действием именно этого фактора, превышает 50% от общего количества отказов ТЭД. Низкое качество ремонта ТЭД может быть связано как с несовершенством технологий ремонта, так и с нарушениями технологической дисциплины при производстве работ. Однако, в любом случае, число случаев выдачи на линию ТЭД с не выявленными дефектами должно быть сведено к минимуму. Эту задачу решает система послеремонтных испытаний ТЭД. Поэтому, высокий процент отказов ТЭД на линии, по причине низкого качества ремонта, однозначно свидетельствует о неэффективности существующей системы послеремонтного контроля технического состояния ТЭД. Тяговые электродвигатели выходят из строя из-за проявления различных неисправностей и дефектов. Одной из наиболее часто встречающихся разновидностей повреждений ТЭД является нарушение нормальной коммутации и возникновение «кругового огня по коллектору». Как известно, среди различных причин, способных привести к данному повреждению двигателя во время эксплуатации, одной, из наиболее мощных причин возникновения «круговых огней» является неточная установка щеток тягового двигателя на нейтрали. Помимо ухудшения условий коммутации, сдвиг щеток с нейтрали вызывает расхождение электромеханических характеристик отдельных тяговых электродвигателей электровоза. Это приводит к неравномерной токовой нагрузке отдельных двигателей, что, в конечном итоге, снижает тяговые возможности электровоза. Кроме этого, токовая перегрузка тягового двигателя является еще одним провоцирующим фактором возникновения «круговых огней». Неравномерное распределение токов тяговых электродвигателей способно, так же, вызывать неверную работу современных автоматических систем управления электроподвижного состава. Конструкция тягового двигателя должна обеспечивать высокую степень использования активных и конструктивных материалов машины. Все узлы и детали электродвигателя рассчитываются на высокую механическую прочность при динамических нагрузках во время движения электровоза. Конструкция тягового двигателя должна предусматривать удобное техническое обслуживание, а также легкость замены некоторых деталей. Цель моей дипломной работы - детально изучить назначение, конструкцию и принцип работы тягового двигателя ТЭД ТЛ-21 К, установленного на электровозе ВЛ-11. Задачи: - изучить конструкцию и определить особенности; - рассмотреть основные принципы работы якоря тягового двигателя ТЭД ТЛ-21 К; - выявить, какие основные неисправности могут возникнуть при работе якоря тягового двигателя ТЭД ТЛ-21 К; - детально изучить технологию ремонта, инструменты и приборы, при помощи которых осуществляется ремонт якоря тягового двигателя ТЭД ТЛ21 К; -рассчитать финансово-экономический план цеха по ремонту тяговых двигателей ТЛ-2К; - рассмотреть и изучить основные правила охраны труда при работе с тяговыми двигателями и соблюдение правил безопасности при их ремонте. Актуальность работы состоит в необходимости тщательного изучения тяговых электродвигателей при работе на электровозах. А также, с учетом практических навыков, приобретенных во время прохождения производственной практики в локомотивном депо, описать технологический процесс их ремонта, применяемый инструмент и оборудование, обращая особое внимание на соблюдение правил охраны труда при работе в цехах депо. Субъект исследования – электровоз ВЛ11. Объект исследования –тяговый двигател ТЭД ТЛ-2К1 электровоза ВЛ11. Работа состоит из введения, четырех глав, заключения и списка использованной литературы. В первой, основной части рассматриваются конструкция, основные принципы, назначение и технические характеристики тягового двигателя ТЭД ТЛ-21К электровоза ВЛ11. Во второй главе раскрываются основные моменты технологии ремонта тягового двигателя ТЭД ТЛ-21 К, основные приборы и инструменты, используемые при их ремонте. В третьей главе рассчитан финансово-экономический план работы цеха по ремонту тяговых электродвигателей типа ТЛ-2К. В четвертой главе рассматриваются основные правила безопасности труда при эксплуатации и ремонте якоря тягового двигателя ТЭД ТЛ-21 К. В заключении приводятся основные положения и выводы работы. В завершении дипломной работы расположен список использованных при подготовке источников и литературы. I. КОНСТРУКЦИЯ, НАЗНАЧЕНИЕ И ПРИНЦИП ДЕЙСТВИЯ ТЯГОВОГО ЭЛЕКТРОДВИГАТЕЛЯ ТЭД ТЛ-2К1 1.1 Назначение, конструкция и техническая характеристика тягового электродвигателя ТЛ-2К1 Назначение тягового электродвигателя ТЛ-2К1 Тяговый электродвигатель постоянного тока ТЛ-2К1 предназначен для преобразования электрической энергии, получаемой из контактной сети, в механическую в тяговом режиме, а в рекуперативном режиме-для преобразования механической инерционной энергии электровоза в электрическую. Вращающий момент с вала якоря электродвигателя передается на колесную пару через двустороннюю одноступенчатую цилиндрическую косозубую передачу. При такой передаче подшипники электродвигателя не получают добавочных нагрузок по аксиальному направлению. Подвешивание электродвигателя опорно-осевое. С одной стороны, он опирается моторно-осевыми подшипниками на ось колесной пары электровоза, а с другой - на раму тележки через шарнирную подвеску и резиновые шайбы. Рисунок 1 - Общий вид тягового электродвигателя ТЛ-2К1: 1-гайка специальная с пружинной шайбой; 2- вал якоря; 3- трубка для смазки якорных подшипников; 4- крышка верхнего смотрового люка; 5 - большой выхлопной кожух; 6 - малый выхлопной кожух; 7,8 - букса и вкладыш моторно-осевого подшипника; 9 - нижние смотровые люки Конструкция и техническая характеристика тягового электродвигателя ТЛ-2К1 Тяговый электродвигатель ТЛ-2К1 состоит из остова, якоря, щеточного аппарата и подшипниковых щитов (рисунок 2). Рисунок 2 – Основные элементы тягового электродвигателя ТЛ-2К1: остов с магнитной системой, якорь, щеточный аппарат и два подшипниковых щита Остов (рисунок 3) представляет собой отливку из стали марки 25Л-П цилиндрической формы и служит одновременно магнитопроводом. Рисунок 3 – Остов тягового электродвигателя ТЛ-2К1 К нему прикреплены шесть главных и шесть дополнительных полюсов, поворотная траверса с шестью щеткодержателями и щиты с роликовыми подшипниками, в которых вращается якорь электродвигателя. Рисунок 3 – Подшипниковые щиты тягового электродвигателя ТЛ-2К1 Установку подшипниковых щитов (рисунок 4) производят в такой последовательности: собранный остов с полюсными и компенсационными катушками ставят стороной, противоположной коллектору, вверх. Индуктивным нагревателем нагревают горловину до температуры 100- 150 °С, вставляют и крепят щит восемью болтами М24 из стали 45. Затем поворачивают остов на 180°, опускают якорь, устанавливают траверсу и аналогично описанному выше вставляют другой щит и крепят его восемью болтами М24. С наружной поверхности остов имеет два прилива для крепления букс моторно-осевых подшипников, прилив и съемный кронштейн для подвешивания электродвигателя, предохранительные приливы для транспортировки. Со стороны коллектора имеются три люка, предназначенных для осмотра щеточного аппарата и коллектора. Люки герметично закрываются крышками. Крышка верхнего коллекторного люка укреплена на остове специальным пружинным замком, крышка нижнего люка - одним болтом М20 и специальным болтом с цилиндрической пружиной, а крышка второго нижнего люка - четырьмя болтами М12. Для подвода воздуха имеется вентиляционный люк. Вентилирующий воздух выходит со стороны, противоположной коллектору, через специальный кожух, укрепленный на подшипниковом щите и остове. Выводы из электродвигателя выполнены кабелем марки ППСРМ-1-4000 площадью сечения 120 мм2. комбинированной Кабели пропиткой. защищены На брезентовыми кабелях имеются чехлами ярлычки с из иолихлорвиниловых трубок с обозначением ЯЯ, К и КК. Выводные кабели Я и ЯЯ соединены с обмотками якоря, дополнительных полюсов и с компенсационной, а выводные кабели К и КК соединены с обмотками главных полюсов. Рисунок 4 - Схемы соединения катушек полюсов со стороны коллектора (а) и противоположной (б) тягового электродвигателя Главные полюсы служат для создания основного магнитного потока тягового электродвигателя. Главный полюс состоит из сердечника 3 и катушки 4 (рисунок 5). Сердечник шихтованный, то есть набран из 34 листов электротехнической стали толщиной 0, 5 мм покрытых лаком и склепанных трубчатыми заклепками. Шихтованный сердечник уменьшает вихревые токи, что уменьшает нагрев сердечников. В два прямоугольных отверстия сердечника запрессовываются сплошные стальные стержни 2 с резьбой под четыре полюсных болта 6. Рисунок 5 - Главный полюс: 1 – пазы под витки катушки компенсационной обмотки; 2 – сплошной стальной стержень;3 – сердечник; 4 - катушка; 5- виток катушки компенсационной обмотки; 6 – полюсной болт; 7 – стальная прокладка Головки болтов, крепящие верхние полюсы, заливаются компаундной массой. В полюсной дуге сердечника 3 проштамповывается 10 пазов 1 для укладки витков компенсационной обмотки. Катушка 4 главного полюса намотана из шинной меди на широкое ребро и имеет 19 витков. К началу и к концу катушки припаяны гибкие выводы из медного, многожильного и изолированного провода сечением 95 мм 2 с наконечниками. Изоляция катушки межвитковая, корпусная и покровная класса F. Для исключения повреждения изоляции катушки, во время сборки, между ней и сердечником устанавливается металлический флянец. При монтаже полюса между его сердечником и остовом устанавливается стальная прокладка 7 толщиной 0, 5 мм. Катушки шести полюсов соединяются между собой последовательно и образуют обмотку главных полюсов (обмотку возбуждения), которая имеет выводы из остова с маркировкой К и КК. Выводы выполняются из медного, многожильного и изолированного провода сечением 120 мм 2 и защищаются брезентовыми чехлами. Сердечники главных полюсов набраны из рулонной электротехнической стали марки 2212 толщиной 0,5 мм, скреплены заклепками и укреплены на остове четырьмя болтами М24 каждый. Между сердечником главного полюса и остовом имеется одна стальная прокладка толщиной 0,5 мм. Катушка главного полюса, имеющая 19 витков, намотана на ребро из мягкой ленточной меди Л ММ размерами 1,95X65 мм, изогнута по радиусу для обеспечения прилегания к внутренней поверхности остова. Корпусная изоляция состоит из семи слоев стеклослюдинитовой ленты ЛСЭП-934-ТПл 0,13X30 мм (ГОСТ 13184 - 78*) с полиэтилене-рефталагной пленкой на лаке марки ПЭ-934 и двух слоев ленты технической лавсановой термоусаживающейся толщиной 0,22 мм (ТУ 17 ГССР 88-79). Один слой лавсановой ленты, промазанный лаком КО919 (ГОСТ 16508 - 70), наматывают в середине слоев корпусной изоляции, а второй - в качестве восьмого слоя корпусной изоляции. Ленты наматывают с перекрытием в половину ширины. Междувитковая изоляция выполнена из асбестовой бумаги в два слоя толщиной 0,2 мм каждый, пропитанной лаком КО-919 (ГОСТ 16508 - 70). Витковую и корпусную изоляции полюсных катушек выпекают в приспособлениях согласно разработанному технологическому процессу. Для улучшения рабочих характеристик электродвигателя применена компенсационная обмотка, расположенная в пазах, проштампованных в наконечниках главных полюсов, и соединенная с обмоткой якоря последовательно. Компенсационная обмотка (рисунок 6) состоит из шести катушек, намотанных из мягкой прямоугольной медной проволоки ПММ размерами 3,28X22 мм, имеет 10 витков. В каждом пазу расположено по два витка. Корпусная изоляция состоит из шести слоев стеклослюдинитовой ленты ЛСЭК-5-СПл толщиной 0,11 мм (ГОСТ 13184 - 78*) и одного слоя ленты технической лавсановой термоусаживающейся толщиной 0,22 мм (ТУ 17 ГССР 8-78), уложенных с перекрытием в половину ширины ленты. Витковая изоляция имеет один слой стеклослюдинитовой ленты той же марки, она уложена с перекрытием в половину ширины ленты. Рисунок 6 - Катушка компенсационной обмотки: 1-боковой вывод; 2-центральный вывод; 3-витки катушки Компенсационная обмотка в пазах закреплена клиньями из текстолита марки Б. Изоляция компенсационных катушек выпекается в приспособлениях. Сердечники дополнительных полюсов выполнены из толстолистового проката или поковки и укреплены на остове тремя болтами М20. Для уменьшения насыщения дополнительных полюсов между остовом и сердечниками дополнительных полюсов предусмотрены диамагнитные прокладки толщиной 7 мм. Дополнительные полюсы (добавочные полюсы). Дополнительные полюсы (рисунок 7) служат для устранения реакции якоря и улучшения коммутации. Рисунок 10 - Дополнительный полюс: 1- бронзовые угольники; 2 - диамагнитная прокладка; 3 – катушка; 4 - сердечник Сердечники дополнительных полюсов выполнены из толстолистового проката или поковки и укреплены на остове тремя болтами М20. Для уменьшения насыщения дополнительных полюсов между остовом и сердечниками предусмотрены диамагнитные прокладки толщиной 8 мм. Катушки дополнительных полюсов намотаны на ребро из мягкой медной проволоки ПММ размерами 6Х20 мм и имеет 10 витков каждая. Корпусная и покровная изоляции этих катушек класса F, аналогична изоляции катушек главных полюсов. Катушка крепится на сердечнике при помощи бронзовых угольников, приклѐпанных к сердечнику, а сердечник к остову – через латунную (диамагнитную) прокладку Катушки дополнительных полюсов намотаны на ребро из мягкой медной проволоки ПММ размерами 6X20 мм и имеют 10 витков каждая. Корпусная и покровная изоляции этих катушек аналогичны изоляции катушек главного полюса. Междувитковая изоляция состоит из асбестовых прокладок толщиной 0,5 мм, пропитанных лаком КО-919. Щеточный аппарат тягового электродвигателя состоит (рисунок 11) из траверсы разрезного типа с поворотным механизмом, шести кронштейнов и шести щеткодержателей. Рисунок 11 - Щѐточный узел: основные элементы щѐточного узла:1- кронштейн; 2-щѐткодержатель; 3-траверса; 4 - палец кронштейна с изоляторами Траверса стальная (рисунок 12), отливка швеллерного сечения имеет по наружному ободу зубчатый венец, входящий в зацепление с шестерней поворотного механизма. Рисунок 12 - Механизм поворота траверсы В остове фиксирована и застопорена траверса щеточного аппарата болтом фиксатора, установленным на наружной стенке верхнего коллекторного люка, и прижата к подшипниковому щиту двумя болтами стопорного устройства: один - внизу остова, другой - со стороны подвешивания. Электрическое соединение кронштейнов траверсы между собой выполнено кабелями ППСРМ-150. Рисунок 13 - Стопорение траверсы тягового электродвигателя ТЛ-2К1: 1 - стопорное устройство; 2 - шестерня; 3 - болт фиксатора Кронштейны щеткодержателя (рисунок 14) разъемные (из двух половин), закреплены болтами М20 на двух изоляционных пальцах, установленных на траверсе. Стальные шпильки пальцев спрессованы прессмассой АГ-4В, на них насажены фарфоровые изоляторы. Рисунок 14 - Крепление кронштейна со щеткодержателем и щетками: 1-кронштейн, 2-пальцы, 3-«гребенка», 4-щеткодержатель, 5-щетка Пальцы кронштейна (рисунок 15) служат для крепления кронштейнов щеткодержателей. Палец состоит из стальной шпильки с резьбой 1, опрессованной сверху пресс-массой АГ-4В 4 и фарфорового изолятора 2, плотно насажанного на слой пресс-массы 3 при помощи пасты АСТ-Т. Перед насадкой изолятора на выступ шпильки под ключ одевается миканитовая шайба. Рисунок 15 - Палец кронштейна: стальная шпилька с резьбой (1), фарфоровый изолятор (2), паста(3) пресс-масса (4) Пальцы ввернуты в траверсу по два рядом для крепления одного кронштейна. Щѐткодержатели служат для установки щѐток (рисунок 16). Рисунок 16 - Щеткодержатель тягового электродвигателя ТЛ-2К1: 1-Цилиндрическая пружина; 2- отверстие корпуса щеткодержателя; 3- щетка; 4-нажимной палец; 5- винты Щеткодержатель имеет две цилиндрические пружины, работающие на растяжение. Пружины закреплены одним концом на оси, вставленной в отверстие корпуса щеткодержателя, другим - на оси нажимного пальца с помощью винта, которым регулируют натяжение пружины. Кинематика нажимного механизма выбрана так, что в рабочем диапазоне обеспечивается практически постоянное нажатие на щетку. Кроме того, при наибольшем допустимом износе щетки нажатие пальца на щетку автоматически прекращается. Это позволяет предотвратить повреждение рабочей поверхности коллектора гибкими проводами сработанных щеток. В окна щеткодержателя вставлены две разрезные щетки марки ЭГ-61А размерами 2(8X50X56) мм с резиновыми амортизаторами. Щеткодержатели к кронштейну крепятся шпилькой и гайкой. Для более надежного крепления и регулировки положения щеткодержателя относительно рабочей поверхности по высоте при износе коллектора на корпусе щеткодержателя и кронштейне предусмотрены гребенки. Якорь электродвигателя состоит из коллектора, обмотки, вложенной в пазы сердечника, набранного в пакет из рулонной электротехнической стали марки 2212 толщиной 0,5 мм, стальной втулки, задней и передней нажимных шайб, вала. В сердечнике имеется один ряд аксиальных отверстий для прохода вентилирующего воздуха. Передняя нажимная шайба одновременно служит корпусом коллектора. Все детали якоря собраны на общей втулке коробчатой формы, напрессованной на вал якоря, что обеспечивает возможность его замены. Якорь имеет 75 катушек и 25 секционных уравнительных соединений. Пайка концов обмотки и уравнительных соединений с петушками коллекторных пластин выполнена оловом 02(ГОСТ 860 - 75) на специальной установке токами высокой частоты. Каждая катушка имеет 14 отдельных проводников, расположенных по высоте в два ряда и по семь проводников в ряду. Они изготовлены из медного провода ПЭТВСД размерами 0,9X7,1/1,32X758 мм. Каждый пакет из семи проводников изолирован также лентой стеклослюдинитовой ЛСЭК-5-ТПл толщиной 0,09 мм с перекрытием в половину ширины ленты. Корпусная изоляция пазовой части катушки состоит из пяти слоев стеклослюдинитовой ленты ЛСЭК-5-ТПл размерами 0,09X20 мм, одного слоя ленты фторопластовой толщиной 0,03 мм и одного слоя стеклоленты ЛЭС толщиной 0,1 мм, уложенных с перекрытием в половину ширины ленты. Коллектор электродвигателя с диаметром рабочей поверхности 660 мм набран из медных пластин, изолированных друг от друга армированным коллекторным слюдопластом марки КИФЭА (ТУ 21-25-17-9-84), число пластин - 525. От нажимного конуса и втулки коллектора корпус коллектора изолирован корпусной изоляцией и изоляционным цилиндром, изготовленным из комбинированных материалов. Наружный слой - формовочный миканит марки ФФГ - О,З (ГОСТ 6122 - 75*), внутренний - пленкостеклоткань ГТП2ПЛ (ТУ 16 503.124-78) толщиной 0,2 мм. Общая толщина корпусной изоляции 3,6 мм, а изоляционного цилиндра - 2 мм. Обмотка якоря имеет следующие данные: число пазов 75, шаг по пазам 1 - 13, число коллекторных пластин 525, шаг по коллектору 1 - 2, шаг уравнителей по коллектору 1 - 176. Якорные подшипники электродвигателя тяжелой серии с цилиндрическими роликами типа 80-42428М обеспечивают разбег якоря в пределах 6,3 - 8,1 мм. Наружные кольца подшипников запрессованы в подшипниковые щиты, а внутренние - на вал якоря. Подшипниковые камеры для предотвращения воздействия внешней среды и утечки смазки имеют уплотнение. Моторно-осевые подшипники состоят из латунных вкладышей, залитых по внутренней поверхности баббитом Б16(ГОСТ 1320 - 74*), и букс с постоянным уровнем смазки. Буксы имеют окно для подачи смазки. Для предотвращения поворота вкладышей предусмотрено в буксе шпоночное соединение. Рисунок 17 - Якорь тягового электродвигателя ТЛ-2К1: Коллекторная пластина; 2- уравнительное соединение; 3- передняя нажимная шайба; 4стальная втулка; 5-сердечник; 6- катушка; 7- задняя нажимная шайба; 8- вал якоря Рисунок 18- Схема соединения катушек якоря и уравнителей с коллекторными пластинами Рисунок 19 - Подшипниковый узел тягового электродвигателя Моторно-осевые подшипники состоят из вкладышей и букс с постоянным уровнем смазки, контролируемым по указателю. Каждая букса соединена с остовом специальным замком и закреплена четырьмя болтами М36Х2 из стали 45. Для облегчения завинчивания болты имеют четырехгранные гайки, упирающиеся в специальные упоры на остове. Растачивание горловин под моторно-осевые подшипники производят одновременно с растачиванием горловин под подшипниковые щиты. Поэтому буксы моторно-осевых подшипников невзаимозаменяемы. Букса отлита из стали 25Л-1. Каждый вкладыш моторно-осевых подшипников состоит из двух половин, в одной из которых, обращенной к буксе, сделано окно для подачи смазки. Вкладыши имеют бурты, фиксирующие их положение в осевом направлении. От проворачивания вкладыши предохраняют шпонками. С целью предохранения моторно-осевых подшипников от пыли и влаги ось между буксами закрыта крышкой. Вкладыши отлиты из латуни. Внутренняя их поверхность залита баббитом и расточена по диаметру 205,45+ 0,09 мм. После расточки вкладыши подгоняют по шейкам оси колесной пары. Для обеспечения регулировки натяга вкладышей в моторно-осевых подшипниках между буксами и остовом установлены стальные прокладки толщиной 0,35 мм, которые по мере износа наружного диаметра вкладышей снимают. Устройство, применяемое для смазывания моторно-осевых подшипников, поддерживает в них постоянный уровень смазки. В буксе имеются две сообщающиеся камеры. В смазку камеры погружена пряжа. Камера, заполненная смазкой, нормально не сообщается с атмосферой. По мере расходования смазки уровень ее в камере понижается. Рисунок 20 - Моторно-осевой подшипник Когда он станет ниже отверстия трубки, воздух поступает через эту трубку в верхнюю часть камеры, перегоняя из нее смазку через отверстие д в камеру. В результате уровень смазки в камере повысится и закроет нижний конец трубки 6. После этого камера опять будет разобщена с атмосферой, и перетекание смазки из нее в камеру прекратится. Таким образом, пока в запасной камере есть смазка, уровень ее в камере не будет понижаться. Для надежной работы этого устройства необходимо обеспечить герметичность камеры. Буксу заправляют смазкой по трубе через отверстие д под давлением с помощью специального шланга с наконечником. В качестве смазки используют масло осевое ГОСТ 610-72*: в летний период - марки Л; в зимний - марки З. Технические характеристики двигателя представлены на рисунке 21: Рисунок 21 – Технические данные двигателя ТЛ-2К1 Тяговый электродвигатель имеет высокий коэффициент использования мощности (0,74) при наибольшей скорости движения электровоза. Возбуждение электродвигателя в тяговом режиме - последовательное; в рекуперативном - независимое. Схема соединения обмоток. Тяговый электродвигатель типа ТЛ-2К1 двигатель последовательного возбуждения, поэтому его обмотки соединяются следующим образом: шесть катушек главных полюсов соединены последовательно и образуют обмотку главных полюсов (обмотку возбуждения). Она имеет выводы из остова с маркировкой К и КК. шесть катушек обмотки дополнительных полюсов, шесть катушек компенсационной обмотки и обмотка якоря соединены последовательно в следующей очерѐдности: вывод Я, перемычка между плюсовыми щѐткодержателями, плюсовые щѐтки, коллектор, секции обмотки якоря, коллектор, минусовые щѐтки, их щѐткодержатели, перемычка между ними, катушки обмоток: ДП, КО, КО, ДП, КО, ДП, КО, КО, ДП, КО, КО, ДП, вывод ЯЯ (рисунок 21). Рисунок 22 - Схема соединения обмоток тягового электродвигателя ТЛ-2К1 со стороны коллектора Примечания: на схеме катушки главных полюсов ГП обозначены четными номерами 2, 4, 6, 8, 10, 12; катушки дополнительных полюсов ДП обозначены нечѐтными номерами 1, 3, 5, 7, 9, 11, а катушки компенсационной обмотки обозначены буквами H, S, H, S, H, S; между собой обмотки возбуждения двух спаренных тяговых электродвигателей соединяются последовательно с обмотками якорей этих двигателей в 44 силовой схеме электровоза при помощи кулачковых элементов тормозных переключателей; катушка главного полюса намотана на ребро из мягкой ленточной меди ЛММ, размерами 1,95 65 мм, изогнутая по радиусу для обеспечения прилегания к внутренней поверхности остова. Межвитковая изоляция выполнена из асбестовой бумаги в два слоя толщиной 0,2 мм и пропитана лаком КО-919 ГОСТ 16508-70. Корпусная изоляция выполнена из восьми слоев стеклослюдинитовой ленты ЛСЭП-934-ТП 0, 13 30 мм ГОСТ13184-78 с полиэтилентерефталантной пленкой на лаке марки ПЭ-934 и одного слоя ленты технической лавсановой термоусаживающейся толщиной 0,22 мм ТУ17 ГССР8-79, наложенных с перекрытием в половину ширины ленты; катушка дополнительного полюса намотана из шинной меди размерами 6 20 мм. Межвитковая изоляция выполнена из асбестовых прокладок толщиной 0,5 мм, пропитанных лаком КО-919. Корпусная изоляция катушки такая же, как и катушки главного полюса; катушка компенсационной обмотки намотана из мягкой медной шинки ПММ размерами 3,28 22 мм. Межвитковая изоляция состоит из одного слоя стеклослюдяной ленты, уложенной с перекрытием половину ширины ленты. Корпусная изоляция выполнена из шести слоев стеклослюдинитовой ленты ЛСЭК5-СПЛ толщиной 0,11мм ГОСТ13184-78 и одного слоя ленты технической лавсановой термоусаживающей толщиной 0,22мм ТУ-17 ГССР 878, уложенных с перекрытием в половину ширины ленты; секция обмотки якоря состоит из двух проводников, выполненных из медной ленты размерами 0,9 8,0 мм марки ЛММ и изолированных одним слоем с перекрытием в половину ширины стеклослюдинитовой лентой ЛСЭК5-СПл толщиной 0,09 мм. Точно также изолирован каждый пакет из семи проводников. Корпусная изоляция пазовой части катушки состоит из шести слоев стоклослюдинитовой ленты ЛСЭК-5-СПл размерами 0,01 20 мм, одного слоя фторопластовой ленты толщиной 0,03мм и одного слоя стеклоленты ЛЭС толщиной 0,1 мм, уложенных с перекрытием в половину ширины ленты; уравнительные соединения изготавливают из трех проводников размерами 1 2,8 мм марки ПЭТВСД. Изоляция каждого провода состоит из стеклослюдинитовой ленты ЛСНК-5-СПл размерами 0,1 20 мм, одного слоя фторопластовой ленты толщиной 0,03мм. Вся изоляция уложена с перекрытием в половину ширины ленты. Изолированные провода соединяются в секцию одним слоем стеклоленты, уложенной с перекрытием в половину ширины ленты. 1.2 Конструкция и работа якоря тягового электродвигателя ТЛ- 2К1 Якорь. Якорь (рисунок 22) служит для создания магнитного потока который, взаимодействуя с магнитным потоком главных полюсов создает вращающий момент тягового электродвигателя. Основные элементы якоря: вал, втулка, сердечник, обмотка, коллектор, передняя и задняя нажимная шайба (рисунок 3). Рисунок 22 - Якорь тягового электродвигателя ТЛ-2К1: 1 – вал; 2 - коллектор; 3 – корпус коллектора; 4 - втулка; 5 - задняя нажимная шайба; 6 - сердечник; 7 - обмотка якоря; 8,9 - стеклобандажи лобовых частей обмотки якоря Вал изготавливается из осевой стали. Служит для напрессовки элементов якоря и шестерѐн зубчатой передачи (рисунок 23). Рисунок 23 – Вал якоря Втулка барабанного типа (рисунок 22) служит для напрессовки задней нажимной шайбы, сердечника якоря, крепления обмотки якоря и напрессовки коллектора. Состоит из цилиндрической части и барабана. Барабан втулки с 37 торцов имеет круглые вентиляционные отверстия, а внутри – ребра жѐсткости с продолговатыми вентиляционными отверстиями. Сердечник (рисунок 24) набран из листов электротехнической стали (рисунок 25) толщиной 0,5мм. Рисунок 24 – Сердечник якоря Рисунок 25 – Пластина якоря Имеет по окружности 75 пазов под катушки обмотки якоря, один ряд вентиляционных отверстий и центральное отверстие под барабан втулки. Сердечник напрессовывается на барабан втулки по шпонке и фиксируется на нѐм задней нажимной шайбой и корпусом коллектора. Задняя нажимная шайба по шпонке напрессовывается на барабан втулки, а коллектор – на цилиндрическую часть втулки также по шпонке. Корпус коллектора выполняет роль передней нажимной шайбы (см. рисунок 22). Обмотка якоря петлевая. Состоит из 75 катушек, в каждой из них 7 секций. В секции два, вертикально расположенных, проводника. Обмотка имеет 25 уравнительных соединений по три проводника в каждом, то есть всего 75 проводников Шаг секций по коллектору 1-2, шаг катушек по пазам 113, шаг уравнительных проводников по коллектору 1-176. Форма катушки обмотки якоря изображена на рис.26,а. Катушка имеет пазовую часть и две лобовых части. Рисунок 26 - Катушка обмотки якоря: секция обмотки якоря (а); крепление катушки обмотки якоря в пазовой части (б) Межвитковая изоляция проводников и секций, корпусная и покровная изоляция катушек класса В. Катушки обмотки якоря в пазовой части закреплены текстолитовыми клиньями (рисунок 26,б), а в лобовых частях – с натягом обматываются стеклобандажной лентой (рисунок 22). Коллектор. Коллектор осуществляет коммутацию, то есть сохраняет постоянным направление тока в секциях обмотки якоря под каждым из главных полюсов. Коллектор состоит из корпуса 4 и нажимного конуса 2, изготовленных отливкой из стали (рисунок 27). Между ними располагаются 525, легированных серебром, медных коллекторных пластин 1 и между ними - столько же миканитовых пластин. Пластины изолируются от корпуса и конуса с боков миканитовыми манжетами (конусами) 3 и 5, а снизу миканитовым цилиндром 4. Корпус и нажимной конус соединяются между собой болтами расположенной стеклобандажной 7. на Выступающая нажимном лентой. часть конусе, Последний слой миканитовой с натягом этой манжеты 3, бандажируется ленты покрывается электроизоляционной эмалью НЦ-929 или ГФ-92ХС до получения ровной, глянцевой поверхности. Эта часть коллектора называется изоляционной или миканитовый конус. Собранный коллектор напрессовывается по шпонке на ци- 39 линдрическую часть втулки якоря, устанавливается маслоотбойное кольцо и закручивается корончатая гайка. Рисунок 27 - Коллектор тягового электродвигателя ТЛ-2К1: 1- коллекторная пластина; 2- нажимной конус; 3, 5- миканитовые манжеты; 4миканитовый цилиндр; 6- корпус коллектора; 7- болт Нижняя часть коллекторных пластины имеют форму ласточкина хвоста, обеспечивающая их надѐжное крепление между корпусом коллектора и нажимным конусом (рисунок 28). В верхней части они имеют выступы, называемые ‖петушками‖. В их прорези, при сборке якоря, впаиваются секции катушки обмотки якоря и еѐ уравнительные соединения. Для облегчения веса коллектора, что уменьшает центробежные силы, и для снятия напряжений, возникающих при нагревании коллектора, в них просверливаются отверстия. С обеих сторон коллекторной пластины снимаются фаски размером 0,2 мм 45о и на 1,5+/- 0,1мм углубляются (продораживаются) миканитовые пластины. Рисунок 28 – Коллекторная пластина (ламель) ВЫВОД: Таким образом, при работе над первой главой дипломной работы мной была подробно изучена конструкция и назначение тягового электродвигателя ТЛ-2К1, и отдельно его главного узла: якоря. Изучение конструкции и работы электрических машин постоянного тока позволяет локомотивным бригадам в профессиональной деятельности поддерживать минимизировать оборудование вероятность электровоза в технических исправном отказов состоянии, в работе электродвигателей, что в свою очередь, позволит повысить безаварийность в работе и безопасности движения, а так же уменьшит возможные затраты на внеплановый ремонт локомотивного парка. II. ОРГАНИЗАЦИЯ РАБОТЫ ЦЕХА ПО РЕМОНТУ ТЯГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ ТИПА ТЛ-2К 2.1 Организация работы электромашинного цеха Организационная структура ремонтного локомотивного депо Под организационной структурой предприятия понимаются состав, соподчиненность, взаимодействие и распределение работ по подразделениям и органам управления, между которыми устанавливаются определенные отношения по поводу реализации властных полномочий, потоков команд и информации. Функциональная структура предполагает специализацию выполнения отдельных функций управления. Для их осуществления выделяются отдельные подразделения (либо функциональные исполнители). Функциональная организация управления базируется на горизонтальном разделении управленческого труда. При выборе структуры необходимо принимать во внимание условия, в которых действует конкретное предприятие. Дело в том, что бюрократические и адаптивные структуры представляют собой лишь крайние точки в составе таких фирм. Реальные структуры реальных предприятий (фирм) лежат между ними, обладая признаками тех и других в разных соотношениях. Иными словами, в управлении, как и в любой другой сфере социальной активности человека, не существует понятия "хорошая" или "плохая". Есть выбор, соответствующий или не соответствующий имеющимся условиям. Организационная структура депо представляет собой иерархическую пирамиду: а) начальник ремонтного локомотивного депо; б) инженера, экономиста; в) мастера участков и технологи; г) бригадиры и слесаря. Схема структуры управления ремонтным локомотивным депо представлена на рисунке 29. Рисунок 29 – Организационная структура локомотивного депо Работа и выполнение ремонта связана с перемещением людей, аппаратуры и оборудования. При выполнении работ возникают непроизводственные потери времени, для их минимизации необходим анализ фотографии рабочего дня. Под фотографией рабочего дня (времени) понимается вид изучения рабочего времени наблюдением и измерением всех без исключения затрат на протяжении рабочего дня или отдельной его части. Выявление потерь рабочего времени, установление их причин и разработка мероприятий по совершенствованию организации труда за счет устранения потерь и нерациональных затрат времени: получение исходных данных для разработки нормативов подготовительно-заключительного времени, времени на отдых и личные надобности, нормативов обслуживания: - определение причин невыполнения норм рабочими, изучение лучшего опыта, определение возможности совмещения профессий и многостаночного обслуживания; - получение исходных материалов с целью установления наиболее рациональной организации рабочих мест и их обслуживания. Методика проведения фотографии рабочего дня (времени) включает в себя следующие этапы: подготовительный, проведение наблюдения, обработка результатов наблюдения, анализ результатов наблюдений. На подготовительном этапе определяется цель фотографии (выявление потерь рабочего времени, разработка нормативов и т. д.) и выбирается в соответствии с поставленной задачей объект наблюдения. Проведение наблюдений состоит в последовательной и подробной записи в наблюдательном листе всего происходящего на рабочем месте. Фотографирование проводится с момента начала работы. Запись производится текстом, индексом или графически в масштабе времени. Фиксируется время окончания наблюдаемых категорий затрат времени. Обработка результатов наблюдений начинается с вычисления продолжительности отдельных элементов затрат времени. Затем все элементы работы, имеющие одинаковый характер или признак, объединяются в группы и составляют сводку одноименных затрат, которая характеризует фактические затраты времени на выполнение работы. Анализ результатов наблюдений позволяет установить, все ли затраты рабочего времени необходимы и рациональны при существующей организации труда, каковы потери рабочего времени и какие мероприятия необходимо осуществить в целях дальнейшего повышения производительности труда. Разработанные планы включаются в планы по НОТ с указанием исполнителей и сроков осуществления. Так как в ТЧР-22 проходит ТР-1 электровозов, то необходимо время на перемещение людей и блоков в корпус цеха ТР-1. Замер времени показал, что для этого необходимо 0,05 часа (рисунок 30). Структура ремонта в ТЧР-22 (Бекасово) очень проста, ввиду того, что после деления депо на ТЧР-22 (включающей в себя цех контрольноизмерительных приборов и цех по ремонту приборов безопасности) и ООО «ТМХ-Сервис». Теперь структура ремонта выглядит следующим образом: Рисунок 30 – Схема ремонта в ТЧР-22 При пробеге локомотива объема, требующего проведения ТР-1, эта информация отображается в программном комплексе АРМ УБД. Имея доступ к этим данным, дежурный по депо составляет программу ремонта на день. Дневная программа ремонта доводится до мастеров участка, далее по бригадиру и ремонтному персоналу. Работник, получив дневной план работ, следует на электровоз для списывания номеров блоков. Затем проходит к аппаратно-программному АРМ УБД, программа электронный паспорт позволяет сверить номера блоков и срока ремонтом и поверок согласно программе. После этого идет проверка по программе USO. Программа USO введена в цеха электроники задолго до установки программы электронный паспорт. Обнаружив блоки с просроченными датами, работник обязан произвести замену данного блока, сделать отметку о смене в двух программах. После проведения ремонта и поверки производятся также отметки в этих программах, а на блок клеится бирка с указанием структурного подразделения, фамилией произведшего ремонт и датой проведения работ. Программы USO и электронный паспорт предназначены также для отметок о ремонте и поверке. Без заполнения электронной документации проведение ремонта и поверки поверка является недействительной. Также заполняется бумажный журнал «Журнал выполненных работ». В нем отмечается: дата проведения ремонта; тип блока; его заводской номер; причина ремонта; фамилия исполнителя ремонта. После заполнения электронной документации блок считается допущенным к установки на локомотив или переноса на стенд «готовая продукция». Не допускается оставлять блоки на рабочем месте, или в других местах кроме стеллажей: «готовая продукция» и «не годные к применению». Для получения материально-технической базы мастер участка выписывает требование на выдачу материалов. Перед постановкой на ремонт электровоз, маневровым локомотивом, перемещается на тракционный путь экипировочного хозяйства для ссыпки песка из песочных бункеров. После этого оборудование, находящееся в кузове электровоза, очищают от пыли. Операции выполняют на тракционных путях 3-его корпуса, оснащенной установкой для удаления пыли. Основные операции по ремонту выполняются в корпусе № 5, представленном на рисунке 16, где в главном пролете размещена линия ремонта электровозов, которая состоит из двух ремонтных позиций № 1 и № 2, расположенных на одном сквозном пути № 13. ПРОПИТОЧНО-СУШИЛЬНОЕ ОТДЕЛЕНИЕ ОТДЕЛЕНИЕ РЕМОНТА ИСПЫТАТЕЛЬНАЯ ВСПОМОГАТЕЛЬНЫХ СТАНЦИЯ ЭЛ.МАШИН 4 КОМПРЕССОРНО ТЕРМИЧЕСКОЕ Е ОТДЕЛЕНИЕ ОТДЕЛЕНИЕ ЭКСПЕРИМЕНТА ЛЬНЫЙ ЦЕХ ПАНТОГРАФНОЕ ОТДЕЛЕНИЕ 3 ЭЛЕКТРОМАШИННЫЙ ЦЕХ 5 Участок ремонта навесного оборудования Участок сборки колесномоторных блоков Участок ревизии тяговых трансформаторов 6 7 1 КОЛЕСНЫЙ ЦЕХ 5 2 3 Позиция разборки колесномоторных блоков 4 3 Рисунок 31 – План корпуса № 5 В основном помещении корпуса № 5 расположены следующие позиции по ремонту оборудования электровозов: - участок ремонта тележек; - моечная машина А 2691; - участок разборки колесно-моторных блоков; - участок ремонта навесного оборудования; - участок сборки колесно-моторных блоков; - участок по ремонту и гидравлическим испытаниям резервуаров; - участок ревизии тяговых трансформаторов. В пристроенных помещениях корпуса номер 5 размещены: - электромашинный цех; - пропиточно-сушильное отделение; - станции испытания электрических машин; - участок по ремонту вспомогательных электрических машин; - отделение по ремонту гидравлических амортизаторов; - отделение по ремонту токоприемников; - участок по ремонту компрессоров; - колесный цех и роликовое отделение; - участок по ремонту моторно-осевых подшипников. Ремонт электрооборудования, аккумуляторных батарей, автотормозного оборудования, восстановление деталей механического и другого оборудования выполняется во вспомогательных цехах, размещенных в корпусах № 2, № 3, № 5. Анализ работы электромашинного участка (ТЭД) Основной производственной задачей электромашинного цеха является выполнение текущих ремонтов в объеме ТР-3 вспомогательных машин и тяговых двигателей электровозов серии ВЛ11. На участке по ремонту ТЭД, представленном на рисунке 32, установлен штат работников: - старший мастер (общее руководство цехом) – 1 человек; - сменный мастер (оперативное руководство) – 1 человек; - бригадир освобожденный – 1 человек; - слесаря по ремонту ЭПС – 4 человека. Рисунок 32 – Участок по ремонту электрических машин Участок по ремонту ТЭД работает согласно установленному режиму работы. Основные виды работ выполняются слесарями со сменным режимом рабочего времени (два дня работы с 8:00 до 20:00, обеденный перерыв с 12:00 до 13:00, два дня отдыха), в ночное время в электромашинном цехе работы не производятся. Диагностику электрических машин выполняют работники прикрепленные к участку диагностики. 2.2 Факторы, обуславливающие износ тягового электродвигателя ТЛ-2К1 В процессе эксплуатации электровоза возможны следующие повреждения в электрических машинах: 1. Повышенный износ щеток и сколы щеток. Причины: установлены слишком мягкие щетки; сильное искрение под щетками; чрезмерное нажатие на щетку; недопустимое биение коллектора; неравномерное нажатие на щетки; большой зазор между щеткой и окном щеткодержателя; ослаблен контакт гибких проводов щеток; велик зазор между коллектором и щеткодержателем; загрязнен коллектор; сырые щетки; некачественная обработка рабочей поверхности коллектора; выступание миканитовых пластин; неравномерный износ коллектора. 2. Повышенный или неравномерный износ коллектора. Причины: установлены слишком твердые щетки; чрезмерное нажатие на щетки; недопустимое искрение под щетками; неправильная расстановка щеток в осевом направлении; выступание коллекторных пластин; вибрация щеток. 3. Повышенное искрение щеток. Причины механического характера: тугая посадка щеток в щеткодержателе; неравномерное нажатие на щетки; слабое нажатие на щетки; большой зазор между щеткодержателем и коллектором; слабое крепление щеткодержателей и траверсы; плохая балансировка якоря; плохая обработка поверхности коллектора; выступает миканит между ламелями; нет фасок на ламелях; коллектор загрязнен; большое биение коллектора; выступание отдельных пластин коллектора; щетки установлены с перекосом по отношению к ламелям; не выдержано расстояние между щеткодержателями; траверса сдвинута с нейтрального положения; полюсы установлены неравномерно по окружности; не выдержаны установленные зазоры у дополнительных полюсов; попадание на коллектор масла и его паров. Причины электрического характера: нарушение контакта в месте присоединения гибких проводов щеток к щеткодержателю; низкое переходное сопротивление щеток; между- витковое замыкание в обмотке якоря; плохая пайка отдельных петушков коллектора; неправильная полярность полюсов; перегрузка электрических машин; быстрое изменение нагрузки; повышенное напряжение на коллекторе; междувитковое замыкание полюсных катушек или компенсационной обмотки. 4. Пробой изоляции обмоток электрических машин. Причины: увлажнение изоляции; попадание при сборке остова под катушку металлических стружек; ослабление крепления межкатушечных соединений и повреждение их изоляции; хрупкость и гигроскопичность изоляции из-за продолжительного превышения допустимой температуры нагрева электрических машин при перегрузках; естественный износ (старение изоляции); механические повреждения изоляции при разборке и сборке машин; перенапряжения коммутационные и атмосферные; попадание стружек в обмотку якоря; повреждение обмотки якоря при укладке его на пол без специальных прокладок. 5. Распайка соединения. Причины: перегрузка якоря током при работе или неподвижном состоянии, приводящая к выплавлению припоя из петушков коллектора; плохое качество самой пайки. 6. Превышение допустимой температуры нагрева подшипников якоря. Причины: загрязнение подшипника при сборке; загрязненная смазка; избыток смазки в подшипнике; изношены или разрушены детали подшипника; подшипник установлен с перекосом; мал радиальный зазор в подшипнике; трение в уплотнениях подшипников. 7. Превышение допустимой температуры нагрева моторно-осевых подшипников. Причины: недостаточная подача масла; загрязнение масла или шерстяной подбивки и попадание воды в масло; применение масла неподходящего сорта; уменьшение зазора между вкладышами и осью. 8. Выброс смазки из подшипниковых камер внутрь электродвигателя. Причины: большие зазоры в лабиринтных уплотнениях или перепрессовка смазки. 2.3 Алгоритм технологического процесса ремонта тягового электродвигателя ТЛ-2К1 в объеме ТР-3 Перед постановкой электровоза на канаву для технического обслуживания или текущего ремонта продувают тяговые электродвигатели сжатым воздухом. При наружных осмотрах проверяют исправность действия замков, крышек коллекторных люков, болтовые крепления: моторно-осевых букс, кожухов зубчатой передачи, главных и дополнительных полюсов. Внутренние узлы электродвигателя осматривают через коллекторные люки. Перед осмотром поверхности около коллекторных люков и их крышки тщательно очищают от пыли, грязи, снега, после чего снимают крышку и осматривают коллектор, щеткодержатели, щетки, кронштейны и их пальцы, расположенные против смотрового люка, а также видимую часть кабельного монтажа траверсы, якоря и полюсных катушек. Коллектор должен иметь полированную блестящую поверхность коричневого оттенка (политуру) без царапин, рисок, вмятин и подгаров. Во всех случаях повреждения или загрязнения коллектора необходимо установить причины этих повреждений и устранить их. Грязь и следы смазки удаляют мягкой салфеткой, слегка смоченной в техническом спирте или бензине. Подгоревшие и поврежденные места конуса зачищают шкуркой КЗМ-28 и окрашивают красно-коричневой эмалью ГФ-92- ХС (ГОСТ 9151— 75") до получения глянцевой поверхности. Недопустимо применять для протирки материалы, оставляющие жирные следы. Небольшие царапины, выбоины и подгары на рабочей поверхности коллектора устраняют зачисткой при помощи шкурки КЗМ-28, закрепленной на специальной деревянной колодке, имеющей радиус, соответствующий радиусу коллектора, и ширину не менее 2/3 ширины рабочей поверхности коллектора. Рисунок 33 - Деревянная колодка для шлифовки коллекторов в собранном электродвигателе: 1- прижимная планка; 2- войлок; 3- шкурка КЗМ-28; 4- ручка Зачистку следует производить только на вращающемся коллекторе, так как в противном случае это вызывает местные выработки. Более трудоемко устранение последствий кругового огня. Медь из межламельного пространства удаляют, по возможности сохраняя политуру на коллекторе. Удаление заусенцев рекомендуется производить неметаллической щеткой или кистью, например капроновой. При этом чешуйки меди следует загибать щеткой в меж- ламельное пространство, затем сжатым воздухом поднять их вновь. Операции повторить два-три раза до излома козырьков затяжек. Крупные заусенцы от затяжки меди удалить специальным ножом для снятия фасок. В случае повышенного износа всех щеток или же щеток одной стороны (со стороны конуса или со стороны петушка) тщательно осматривают коллектор и замеряют его биение. Причиной повышенного износа щеток может быть недостаточно тщательная обработка коллектора или же выступание отдельных миканитовых или медных пластин. Выступание миканитовых пластин устраняют продорожкой коллектора. Если необходимо, снимают фаски. Стружку и металлическую пыль тщательно выдувают сухим сжатым воздухом. Следует иметь в виду, что шлифовка уничтожает "политуру" и тем самым ухудшает контакт между коллектором и щетками. Поэтому без особой необходимости к ней прибегать не рекомендуется. Обработку коллектора непосредственно на электровозах производят как исключение. Если в этом возникла необходимость, то работу должен выполнить квалифицированный специалист, соблюдая скорость резания в пределах 150 — 200 м/мин. Коллектор рекомендуется обтачивать в собственных подшипниках якоря, сначала обточив его резцом из твердого сплава, а потом прошлифовать шлифбруском Р-30. При проточке резцом из твердого сплава подача должна быть 0,15 мм, а при чистовой обточке — 0,045 мм на каждый оборот при скорости резания 120 м/мин. Биение и выработку коллектора замеряют 1 раз в 2 — 3 мес. Наибольшая в эксплуатации выработка не должна превышать 0,5 мм, биение — 0,1 мм. Биение недопустимо, если оно возникает в результате местной деформации. После обточки коллектора на токарном станке биение в собранном электродвигателе не должно превышать 0,04 мм. Глубина про- дорожки должна быть в пределах 1,3 — 1,6 мм, фаска с каждой стороны пластины — 0,2X45°. Разрешается выполнять фаски 0,5 мм по высоте и 0,2 мм по ширине пластины. Рисунок 34 - Отделка пластин коллектора У щеточного аппарата снимают крышку смотрового люка и проверяют состояние щеток, щеткодержателей, кронштейнов, пальцев кронштейнов, поворачивая траверсу щеткодержателей. Для этого следует отвернуть болты, крепящие кабели к двум верхним кронштейнам, и отвести кабели от траверсы, чтобы не повредить их; вывернуть болт фиксатора до выхода фиксатора из паза обоймы на остове; фиксатор развернуть на 180° и утопить в паз обоймы во избежание зацепления за пальцы кронштейнов щеткодержателей и накладку при повороте траверсы; отвернуть на 3 — 4оборота болты стопорных устройств специальным ключом с зевом 24 мм; через нижний коллекторный люк отвернуть шпильку разжимного устройства на траверсе в направлении "на себя", установив щель в месте разреза не более 2 мм; проворачивая плавно ключом-трещеткой валик шестерни поворотного механизма, подвести к верхнему или нижнему коллекторному люку все щеткодержатели и выполнить необходимые работы. Сначала подводят к верхнему коллектору люка два щеткодержателя со стороны вентиляционного патрубка, а затем остальные щеткодержатели, вращая траверсу в обратном направлении. Вход в зацепление места разреза траверсы с шестерней поворотного механизма недопустим. При осмотре с нижнего коллекторного люка щеткодержатели следует подводить в обратном порядке. Общая высота щетки должна быть не менее 30 мм (наименьшая допустимая высота — 28 мм — отмечена риской). При замене щеток шунты скручивают друге другом во избежание свисания их с корпуса щеткодержателя в сторону траверсы и петушков коллектора. Шунт не должен попадать между нажимным пальцем и щеткой для исключения его перетирания. Наконечники шунтов надежно закрепляют на корпусе щеткодержателя. Рисунок 35 - Пришлифовка щеток Рисунок 36 - Фиксирующее устройство траверсы тягового электродвигателя для установки щеток на нейтраль Обмотки и межкатушечные соединения осматривают одновременно с коллектором и щетками. Проверяют состояние крепления межкатушечных соединений, выводных кабелей, кабелей траверсы, шунтов щеток, крепление кабельных наконечников, состояние жил проводов у наконечников. Поврежденный слой изоляции на кабелях восстанавливают с последующей окраской этого места красно-коричневой эмалью ГФ-92-ХС. Причины, вызвавшие перетирание изоляции кабелей, устраняют. При повреждении неудовлетворительном изоляции состоянии полюсных бандажей якоря катушек или электродвигатель заменяют. Если внутри электродвигателя обнаружена влага, то его сушат горячим воздухом, после чего замеряют сопротивление изоляции силовой цепи электровоза. Если же при рабочей температуре электродвигателя оно окажется менее 1,5 МОм, замеряют сопротивление на каждом электродвигателе отдельно. Для этого отключают электродвигатель от силовой цепи, подкладывают под соответствующие контакты реверсора электроизоляционные прокладки. Затем замеряют мегомметром сопротивление изоляции якоря и обмотки возбуждения. Если обе цепи имеют низкое сопротивление изоляции, то электродвигатель просушивают. Когда одна цепь имеет высокое сопротивление изоляции, а другая низкое, рекомендуется выяснить причину понижения сопротивления: возможно механическое повреждение изоляции кабелей или же пробой пальца кронштейна. Изоляцию якоря проверяют, вынув все щетки из щеткодержателей, а изоляцию кабелей траверсы и пальцев кронштейнов, замерив сопротивление изоляции двух соседних кронштейнов при вынутых щетках. Если не удается обнаружить механическое или электрическое повреждение изоляции, тщательно просушивают электродвигатель. Если после сушки сопротивление изоляции не повысилось, электродвигатель заменяют. При замере сопротивления изоляции электродвигателей, в цепь которых включен вольтметр, последний нужно отключить и цепь его проверить отдельно. По окончании замера штангой снимают заряд с цепи, вынимают электроизоляционные прокладки из-под контактов реверсора, ставят реверсор в исходное положение, подключают вольтметр (если он был отключен), устанавливают щетки и присоединяют кабели к кронштейнам щеткодержателей (если их отсоединили при замерах). В зимнее время в связи с отпотеванием электродвигателей сопротивление изоляции замеряют при каждой постановке электровоза в помещение, а данные замеров записывают в книгу записей ремонта электровозов (форма ТУ-28). При осмотре моторно-осевых подшипников на смотровой канаве остукиванием проверяют надежность крепления букс к остову, уровень и состояние смазки, отсутствие течи, плотность прилегания крышек. Смешивание в моторно-осевых подшипниках масел различных марок недопустимо. При переводе с летних смазок на зимние и обратно шерстяную набивку заменяют, а камеры букс тщательно очищают. При обнаружении в камерах влаги, грязи, стружек смазку заменяют, тщательно очищают камеры и меняют фитили, а также улучшают уплотнение крышек. Добавление смазки и перезаправку выполняют согласно карте смазки. При ремонте ТР-1 проверяют радиальные зазоры между осью и вкладышем. Зазоры замеряют через специальные вырезы в защитной крышке оси колесной пары. Осматривая якорные подшипниковые узлы, проверяют затяжку болтов, крепящих щиты, а также сохранность и надежность крепления пробок смазочных отверстий, нет ли выброса смазки из подшипниковых камер внутрь электродвигателя. Причинами выброса смазки могут быть большие зазоры в лабиринтных уплотнениях или большое количество смазки. Смешивание смазки различных марок недопустимо. Для якорных подшипников применяют масло ЖРО ТУ 32. Если своевременно добавлять смазку в камеры якорных подшипников, то электродвигатель может находиться в эксплуатации до ремонта ТР-3 без замены смазки. При ремонте ТР-3 тяговые электродвигатели снимают с электровоза, очищают подшипники и подшипниковые щиты, проверяют состояние подшипников. В случае стоянки электровоза более 18 месяцев в подшипниках и камерах подшипниковых узлов электродвигателей смазку заменяют. Появление электродвигателя, чрезмерных а также шумов в чрезмерное подшипниках, нагревание вибрации подшипников свидетельствуют об их ненормальной работе. Такие подшипники необходимо заменить. Допустимое превышение температуры подшипников тяговых электродвигателей не более 55 °С. Перед снятием колесно-моторного блока с тележки электровоза сливают масло из букс моторно-осевых подшипников и кожухов зубчатой передачи. Снимают колесно-моторный блок и разбирают его. На привалочных поверхностях букс ставят клеймо-номер, относящийся к соответствующему электродвигателю. При демонтаже кожухов зубчатой передачи предварительно снимают крышки с камер для сбора отработанной смазки, расположенных на подшипниковых щитах. Снимают шестерни с концов вала двигателя. Чтобы снять шестерню с вала , следует снять стопорящую гайку и установить вместо нее специальную гайку с прокладкой. Присоединяют трубку гидронасоса и создают давление. После того как шестерня сдвинется с места, её снимают, предварительно открутив гайку. Съем шестерни без специальной гайки не допускается. Рисунок 37 - Схема подвода смазки при съеме шестерни с вала тягового электродвигателя До разборки тягового электродвигателя проверяют соответствие номеров подшипниковых щитов номеру остова, помещенному на торцах расточки под вкладыши. Номер подшипникового щита указан на привалочной поверхности бобышки крепления кожуха зубчатой передачи к щиту. Замеряют мегомметром напряжением 1000 В сопротивление изоляции обмоток якоря и полюсной системы относительно корпуса и между собой для выявления участков с пониженным сопротивлением изоляции. Разборку тягового электродвигателя выполняют в следующем порядке. Устанавливают тяговый электродвигатель в горизонтальное положение и снимают подшипниковые крышки. Индукционным нагревателем или другим способом, обеспечивающим сохранность вала, снимают уплотнительные кольца, крышки устанавливают вновь на свои места. Отсоединяют кабели, подходящие к двум верхним кронштейнам траверсы; вынимают все щетки из окон щеткодержателей и закрепляют их нажимными пальцами на щеткодержателях; снимают кожух для выброса воздуха. Устанавливают тяговый электродвигатель на специальную подставку или кантователь коллектором вверх; демонтируют подшипниковый щит и траверсу; вынимают якорь и кладут его на специальную подушку с резиновой и войлочной прокладкой. Переворачивают остов; демонтируют подшипниковый щит со стороны, противоположной коллектору. Дальнейшую разборку узлов ведут на стеллажах. Производят очистку остова и продувают его сухим сжатым воздухом, осматривают на наличие трещин. Обнаруженные дефекты устраняют. Зачищают от забоин и заусенцев привалочные поверхности остова. Вентиляционные сетки, крышки коллекторных люков при наличии неисправностей и повреждений ремонтируют или заменяют. Крышки коллекторных люков должны плотно прилегать к остову, легко сниматься и устанавливаться. Прокладки и уплотнения надежно закрепляют на крышках. Запоры проверяют на плотное закрытие крышек и при необходимости исправляют. Осматривают устройства для фиксации, прижима и проворота траверсы. Обнаруженные дефекты устраняют. Смазывают отверстия под болты фиксатора, прижимов и валик шестерни проворота траверсы смазкой ВНИИ НП-232. Снимают стеклопластиковую крышку коробки выводов, очистив ее от пыли и грязи. В случае перебросов по пальцам тщательно зачищают поврежденный участок мелкозернистой шлифовальной шкуркой и покрывают красно-коричневой электроизоляционной эмалью ГФ-92-ХС не менее двух раз. При необходимости демонтажа изоляционных пальцев пользуются специальным ключом. Проверяется состояние резиновых втулок и надежность их посадки на кабелях и в отверстиях крышки остова. Поврежденные втулки заменяются. Проверяют состояние и крепление кабелей в коробке выводов и устраняют обнаруженные дефекты. Осматривают главные и дополнительные полюсы, компенсационную обмотку. Убеждаются в надежности крепления, отсутствии повреждений изоляции, соответствии активного сопротивления, обмоток нормам, прочности посадки катушек главных и дополнительных полюсов на сердечниках, надежности установки уплотняющих клиньев между сердечником полюса и лобовой частью катушек главных полюсов. Простукиванием проверяют плотность посадки клиньев катушек компенсационной обмотки в пазах полюсов. Проверяют полюсную систему на отсутствие межвитковых замыканий в катушках. Катушки с поврежденной изоляцией, а также имеющие признаки ослабления посадки на сердечниках и в пазах полюсов отремонтируйте со снятием с остова. Прочность посадки катушек главных и дополнительных полюсов на сердечниках при затянутых болтах проверяют по видимым следам смещения, например натертость или зашлифованность на пружинных рамках, фланцах, полюсных наконечниках, поверхностях катушек. Пружинные рамки и фланцы с трещинами замените исправными. Установка сердечников с поврежденной резьбой не допускается. Затяжку полюсных болтов производят ключом и простукиванием молотком. Полюсные болты с дефектами, такими как сорванная резьба, изношенные или забитые грани головок, трещины и т. д. заменяют, ослабшие выворачивают. Пружинные шайбы при смене болтов осматривают, негодные подлежат замене. Подтяжку полюсных болтов производят при подогретых до температуры 180— 190 °С катушках. Головки полюсных болтов, где это предусмотрено чертежом, залейте компаундной массой. Проверьте расстановку полюсов в остове по окружности; замерьте расстояние между полюсами по диаметру. Указанные размеры должны соответствовать чертежу. Определяют состояние выводов катушек главных и дополнительных полюсов, а также компенсационной обмотки (изоляцию, отсутствие трещин и других дефектов). Поврежденную изоляцию выводных кабелей и межкатушечных соединений восстанавливают. Изолированная часть должна быть плотной и не иметь признаков оползания. Межкатушечные соединения и выводные кабели внутри остова прочно закрепляют скобами с установкой под скобы изоляционных прокладок. Контактные соединения в цепи полюсов должны иметь прочное соединение и надежный контакт. Сушку изоляции катушек полюсов производят в остове без их снятия. После сушки нагретые катушки и межкатушечные соединения окрашивают эмалью ГФ-92-ХС. Замеряют сопротивление изоляции катушек. Для демонтажа катушек компенсационной обмотки, выпеченных в остове, разъединяют их межкатушечные соединения. С помощью струбцин и кабеля подсоедините их к источнику постоянного тока. Включив источник тока, установите ток 600 — 700 А и греют катушки в течение 20 — 30 мин. Отключив источник тока, простукивают молотком все клинья, крепящие катушки. Внимают катушки из пазов полюса с помощью приспособления или рычагов, установив между катушкой и рычагом резиновые прокладки. При извлечении катушек из пазов принимают меры, исключающие повреждение корпусной изоляции катушек. Очистку пазов полюсов от покровной и пазовой изоляции, наплывов ком паунда и продуйте сухим сжатым воздухом. Демонтированные катушки испытывают переменным напряжением. На катушках, выдержавших испытательное напряжение, восстанавливают покровную изоляцию. Поврежденные катушки заменяются новыми. При пробое корпусной изоляции катушки, выпеченной в остове, производят ее срез от места пробоя на 50 — 60 мм в обе стороны, на месте пробоя снимите изоляцию до меди на участке длиной 20 мм. Срез изоляции выполняют с уклоном в сторону места пробоя. Место среза изоляции промазывают компаундом К-110 или ЭК-5 и наложите необходимое число слоев конусной изоляции согласно чертежу с промазкой каждого слоя вышеупомянутым компаундом. На прямолинейной части катушек накладывают один слой фторопластовой пленки, а затем слой стеклоленты. Если необходимо снять катушки главных полюсов, то предварительно вынимают из пазов все катушки компенсационной обмотки. Смену катушек дополнительных полюсов производят без демонтажа катушек компенсационной обмотки. Для этого отсоединяют выводы катушек дополнительного полюса и вынимают сердечник полюса вместе с катушкой в окно компенсационной катушки. Монтаж остова проводят в следующем порядке. Катушки главных и дополнительных полюсов укладывают на специальный стеллаж и с помощью струбцин и кабеля присоединяют катушки к источнику постоянного тока. Включив источник тока, устанавливают ток 900 А и греют катушки в течение 15 — 20 мин. Изоляцию катушек испытывают относительно корпуса и между витками. Перед укладкой катушек компенсационной обмотки проверяют пазы полюсов на отсутствие заусенцев, наплывов компаунда и при наличии устраняют. Пазы полюсов продувают сжатым воздухом. Промазывают компаундом К-110 или ЭК-5 место среза компенсационных катушек. Ремонт подшипниковых щитов выполняют в следующем порядке. Снимают крышки и кольца. Выпрессовывают подшипники. При необходимости выпрессовывают крышку из подшипникового щита со стороны, противоположной коллектору. Выпрессовка подшипника из подшипникового щита может производиться различными способами, и на различных приспособлениях, приемлемых для депо, но в любом случае распрессовочное усилие должно быть сосредоточено на торцовую поверхность наружного кольца, а не на сепаратор или ролики. При выпрессовке подшипника вниз падать выпрессованный подшипник должен на прокладку или настил из мягкого неметаллического материала для исключения возможности забоин на наружной обойме подшипника. Промывают подшипники в бензине и тщательно осматривают их. Внимание обращают на качество клепки и износ сепаратора. Если радиальный зазор в подшипнике находится в пределах 0,14 — 0,28 мм, а состояние беговых дорожек, роликов и качество клепки сепаратора хорошее, собирают и смазывают подшипниковые узлы после полной просушки подшипников. Подшипниковые кольца снимают лишь при повреждениях подшипников или вала. Номера внутренних и наружных колец подшипников при сборке должны совпадать. Если обнаружены трещины деталей, на беговых дорожках или роликах появились раковины, задиры или шелушение, радиальные зазоры подшипника превышают установленные нормы, подшипник заменяют. Новые подшипники вплоть до момента их установки не рекомендуется вынимать из ящика. Антикоррозионное покрытие, нанесенное на поверхность новых подшипников, перед сборкой удаляют; подшипник тщательно промывают бензином, протирают чистой салфеткой и просушивают. Ролики и сепаратор перед сборкой покрывают смазкой. Подшипниковые щиты и особенно маслопроводящие трубки и дренажные отверстия тщательно промывают и продувают сжатым воздухом. Посадочную поверхность подшипниковых щитов осматривают на отсутствие трещин. Проверяют все резьбовые отверстия подшипниковых щитов. При необходимости резьбу восстанавливают. Перед сборкой маслопроводящие трубки заполняют смазкой. В процессе сборки следят, чтобы ни в смазке, ни в подшипниковых камерах не оказалось металлической пыли. Сборку подшипниковых щитов выполняют в следующем порядке. В подшипниковый щит со стороны, противоположной коллектору, запрессовывают крышку, если она была выпрессована. Устанавливают кольца и крышки. Заполняют подшипниковые камеры смазкой на 2/3 свободного объёма. Уплотняющие поверхности на деталях промазывают смазкой. При этом канавки на крышке и щите не должны заполняться и промазываться смазкой. Снятую траверсу продувают сжатым воздухом, протирают салфеткой и устанавливают на специальное приспособление. Снимают щеткодержатели, кронштейны, шинный монтаж, корпус траверсы промойте керосином, просушивают и восстанавливают антикоррозионное покрытие краснокоричневой эмалью ГФ- 92-ХС. Осматривают кронштейны щеткодержателей, щеткодержатели, изоляционные пальцы, шинный монтаж, разжимное устройство. Поврежденные и изношенные детали заменяются. Щеткодержатели разбирают, очищают их от пыли и копоти. Проверяют состояние нажимных пальцев, резиновых амортизаторов, пружин, корпуса, окон щеткодержателя, резьбовых отверстий и отверстий под оси. Устраняют обнаруженные дефекты. Собрав щеткодержатели, смазывают все трущиеся поверхности смазкой ВНИИ НП-232. Проверяют усилие нажатия на каждый элемент щетки и вращение пальцев на оси при нормально натянутых пружинах. Пружины, потерявшие жесткость или просевшие заменяют. Собирают траверсу. щеткодержателей по Для обеспечения окружности равномерного коллектора сборку расположения траверсы с кронштейнами и щеткодержателями необходимо вести на специальном приспособлении. Монтируют щетки в окна щеткодержателей. Щетки должны быть без трещин и сколов, входить в окна щеткодержателей свободно, без заеданий. Зазоры между щетками и стенками окон должны быть в пределах норм, не более 0,1мм. Производят притирку щеток. Отремонтированную траверсу испытывают на электрическую прочность изоляции относительно корпуса. При ремонте якоря, его устанавливают концами вала на специальные подставки, затем, вращая его, очищают вентиляционные каналы проволочным ершиком, а затем тщательно продувают каналы сжатым воздухом. Медленно вращая якорь, счищают с него от пыль, грязь и смазку. Осматривают бандажи, испытывают их на межвитковые замыкания, осуществляют замер сопротивления изоляции обмоток якоря относительно корпуса. Проверяют плотность посадки пазовых клиньев. Если клинья в пазу ослабли на длине, больше 1/3 длины паза, они заменяются. Закрепляют ослабшие болты специальным ключом-трещоткой, предварительно нагрев якорь до температуры 160 — 170 °С. Для подтяжки коллекторных болтов якорь ставят на специальную подставку коллектором вверх. Болты подтягивают постепенно, с поочередным подвертыванием не более чем на пол-оборота диаметрально противоположных болтов. Визуальным осмотром убеждаются в качестве пайки обмотки якоря к петушкам коллектора. Обнаруженные дефекты устраняют. Просушивают якорь. Проводят обточку коллектора в собственных подшипниках, снимают фаски с продольных ребер коллекторных пластин. Удаляют остатки миканита у боков коллекторных пластин, вручную прочищают межламельное пространство. Прошлифовав коллектор, продувают его сжатым воздухом, испытывают якорь на междувитковое замыкание, а также замеряют сопротивление изоляции обмоток относительно корпуса. Восстанавливают покрытие якоря. Если сборка электродвигателя задерживается, то оберните рабочую поверхность коллектора плотной бумагой или закройте брезентовым чехлом. После этого якорь положите на деревянную подставку. При сборке двигателя запрессовывают в остов щит со стороны, противоположной коллектору. Устанавливают в остов якорь и траверсу. Запрессовывают щит со стороны коллектора. Устанавливают двигатель в горизонтальное положение. Снимают крышки и кольца, замеряют торцовое биение подшипников, радиальный зазор между роликами и кольцом подшипника в холодном состоянии после посадки. Установив кольца, их насаживают на вал с нагревом кольца, подшипники закрывают крышками. Проверяют осевой разбег якоря, зазоры между петушками и корпусом щеткодержателя, расстояние между нижней кромкой щеткодержателя и рабочей поверхностью коллектора, перекос щеткодержателя по отношению к коллектору, которые должны быть в пределах норм. Установив траверсу в рабочее положение - ее закрепляют. Убеждаются в правильном расположении щеток на коллекторе. Производят работу тягового электродвигателя в режиме холостого хода, правильность расположения щеток на коллекторе и при необходимости устанавливают их на геометрическую нейтраль. По окончанию сборки тяговый электродвигатель подвергается испытаниям. Программа приемо-сдаточных испытаний машины постоянного тока включает в себя внешний осмотр машины, измерения сопротивления обмоток, испытания на нагревание в течение 1 ч, проверку частоты вращения и реверсирования при номинальных значениях напряжения, токов нагрузки и возбуждения для электродвигателей. При осмотре машины обращают внимание на состояние коллектора, установку щеткодержателей, разбег якоря, исправность щеточного аппарата и легкость вращения якоря. Коллектор не должен иметь пластин с острыми кромками, заусенцами и забоинами. Биение коллектора, контактных колец на нагретой машине допускается для электродвигателей и вспомогательных машин не более 0,04 мм. 2.4 Оптимизация технологического процесса ремонта тягового электродвигателя ТЛ-2К1 Эффективность адекватной оптимизации ремонтных операций Для оптимизации ремонтного процесса численными методами необходимо оперировать наиболее важными и нормативными показателями, изменение которых в наибольшей степени влияет на изменение целевой функции. Целевая функция определяется критерием оптимизации, которая зависит от специфики работы ЭПС в рассматриваемом участке. В качестве критериев могут выбираться такие показатели как максимальная надежность ЭПС, минимальный простой в ремонте, максимальный эксплуатируемый парк, минимальные затраты в техническом содержании ЭПС и др. Оптимизировать технологический процесс ремонта можно путем уменьшения числа ремонтных операций, а именно соединением схожих процессов. Существуют три способа оптимизации системы ремонта, которые направлены на определение таких значений параметров системы (объем ремонта и межремонтный пробег), которые в наибольшей степени соответствуют наилучшему процессу оптимизации. В методе группирования определяются лимитирующие узлы, определяются ресурсы этих узлов. Группирование проводится в порядке возрастания ресурсов. Графоаналитический метод включает в себя определение зависимости затрат в ремонте функции межремонтного пробега, затрат в эксплуатации в функции межремонтного пробега, затрат в эксплуатации и ремонте в функции от межремонтного пробега. Данный метод длительно использовался в планово предупредительном виде ремонта. Целью метода динамического программирования считается получение таких значений параметров ремонта, которые соответствуют экстремуму целевой функции оптимизации. Для тяговых электродвигателей и вспомогательных машин установлены плановые текущие ремонты в депо, средние и капитальные ремонты. Заводская последовательность указанных видов ремонта в одном цикле от начала эксплуатации или КР со следующего КР машина должна придерживаться установленной цепочки: КР–ТР–СР–ТР– КР. Для ТЭД: КР–ТО3–СР–ТР3–СР–ТО3–КР. Понятие технического оптимизация обслуживания включает и в себя ремонта, принципы вопросы и методы концентрации, специализации, научной организации труда, а также вопросы внедрения поточных линий и механизированных рабочих мест, механизации и автоматизации производства, внедрения современных средств технической диагностики и других достижений научно-технического прогресса. Использование принципа взаимозаменяемости и ремонтных градаций позволяет организовать заблаговременный ремонт не только отдельных деталей, но и целых узлов, таких, как колесно-моторный блок, тележки и другие, т. е. организовать крупноагрегатный метод ремонта. Для этого локомотивные депо технологический запас узлов и агрегатов. должны иметь переходящий Крупноагрегатный метод обеспечивает значительное сокращение продолжительности простоя э. п. с. в ремонте, повышение ритмичности производства, более равномерную загрузку оборудования, повышает производительность труда и качество ремонта, снижает его себестоимость. Для получения наибольшего эффекта от применения крупноагрегатного метода ремонта э. п. с. концентрируют в наиболее крупных и технически оснащенных депо. Концентрация ремонта позволяет вести ремонт индустриальными методами, шире внедрять механизацию и автоматизацию производственных процессов. Высокая технико-экономическая эффективность ремонтного производства может быть обеспечена только при условии специализации ремонтных баз. Специализация депо состоит в том, что в нем организуют ремонт электровозов и электропоездов определенных серий, а лучше всего одной серии. Оптимальная организация ремонта обеспечивает рост производительности труда, снижение трудоемкости работ и стоимости единицы продукции, высокий уровень рентабельности и внедрение хозрасчета на предприятиях локомотивного хозяйства. Особое значение приобретает организация труда и, в частности, использование бригадной формы организации труда. При техническом обслуживании и ремонте подвижного состава и локомотивов используют комплексные и специализированные бригады. Одной из наиболее эффективных форм организации ремонта э. п. с. является поточное производство, сущность которого состоит в том, что ремонтируемые узлы и детали перемещаются по установленному маршруту в соответствии с технологической последовательностью операций в заранее рассчитанных темпах. Для поточного производства характерны разделение производственного процесса на части, рациональная последовательность операций, трудоемкость которых равна или кратна. Как правило, поточное производство отличается высокой степенью механизации и автоматизации технологического оборудования, оснастки и транспортных устройств. Технологическая подготовка производства, которая тесно связана с конструкторской и является ее продолжением, имеет своей целью обеспечить высокое качество ремонта подвижного состава с наименьшими затратами трудовых, материальных и энергетических ресурсов, полное использование оборудования, оснастки и производственных площадей, сокращение простоя электровозов в ремонте. Работы по технологической подготовке производства способствуют дальнейшей механизации и автоматизации производственных процессов, ликвидации ручных, вредных и тяжелых работ, совершенствованию организации и оснащения рабочих мест, выбору рациональных транспортных средств. Технологическая подготовка производства включает в себя работы по проектированию и внедрению прогрессивной технологии ремонта и изготовления деталей. ВЫВОД: В данном разделе дипломной работы описаны основы работы электромашинного цеха, методы ремонта тягового электродвигателя, а также последовательность ремонтных операций для его составных частей. А также приведены примеры оптимизирования ремонтного процесса для облегчения трудоемкости ремонта и возможности сокращение времени технологического процесса. III. ФИНАНСОВО-ЭКОНОМИЧЕСКИЙ ПЛАН ЦЕХА ПО РЕМОНТУ ТЭД ТИПА ТЛ-2К ЭЛЕКТРОВОЗОВ ПОСТОЯННОГО ТОКА Производственно – финансовый план – основной документ, на основании которого осуществляется вся производственно – хозяйственная и финансовая деятельность предприятия. Профинплан участка (отделения) состоит из следующих разделов: 1) Производственная программа, предусматривающая количественные показатели, свойственные данному участку (отделения). Этот раздел является основной для расчета всех разделов профинплана; 2) Технико – производственные показатели, оценивающие качественную работу участка (отделения); 3) План по труду, устанавливающий количество производственных рабочих общий штат и фонд заработной платы на планируемый период. Результаты расчетов сводятся в штатную ведомость; 4) План эксплуатационных расходов, представляющий собой экономически обоснованную смету денежных затрат на выполнение заданного объема работы. План расходов составляется с разбивкой всех расходов на основные расходы; основные расходы, общие для всех отраслей; общехозяйственные расходы на содержание штата участка (отделения). К основным расходам относятся затраты, которые связаны с производственным процессом, т.е. расходы на зарплату производственным рабочим и материалы, расходуемые при ремонте. К основным расходам, общим для всех отраслей железнодорожного транспорта, относятся отчисления на социальное страхование, охрана труда, обслуживание и текущий ремонт производственных зданий, а также на амортизацию основных фондов. К общехозяйственным расходам относятся затраты на зарплату штату участка (отделения). Программа ремонта и технического обслуживания локомотивов, электро – и дизель – поездов рассчитывается по локомотивному депо, исходя из планового общего пробега приписных поездных локомотивов, парка непоездных локомотивов и норм межремонтных пробегов и сроков. В базовых локомотивных депо, производящих ремонт ТР – 3, программа ремонта расчитывается управлением Московской ж.д. на основании потребности всех локомотивных депо дороги. Программа ремонта тяговых электродвигателей электровозов на год для участка устанавливается из расчета ремонта 3(4) – х локомотивов в месяц, а также 10% от годовой программы на внеплановые виды ремонта тяговых электродвигателей электровозов. Таким образом годовая программа для ТР – 3 тяговых электродвигателей электровозов серии ВЛ – 11 составляет: Мтр-3 = 2*4*12 + 0,1(2*4*12) = 106 шт. Трудоемкость ремонта тяговых электродвигателей, выполняемая слесарями отделения по ремонту электрической аппаратуры в объеме ремонта ТР-3 составляет: Трудоемкость ремонта тягового электродвигателя одной секции 16,2 час. На локомотив трудоемкость: 2*16,2 = 32,4 час. Месячная норма рабочих часов одного рабочего по плану июня 2024 года составит – 160 часов. Специализированные бригады организуются в локомотивных депо на ремонте, осмотре и ревизии ответственных узлов тягового подвижного состава и его систем. Специализированные бригады создают при специализированных участках (отделениях), которые производят работы для всех видов ремонта и технического обслуживания локомотивов, выполняемых в депо. Явочный контингент для технического обслуживания и текущего ремонта рассчитывают: Чяв = Мремq / Тк , чел. Где Мрем – программа ремонта (за год); q – трудоемкость единицы ремонта, чел-ч (для ТР-3 принимаем q = 205 чел-ч); Т – фонд рабочего времени, одного рабочего (за год); (принимаем Т= 1973 ч при 40-часовой рабочей недели); к – коэффициент, учитывающий перевыполнение норм выработки принимаем к= 1,15). Ч ЯВ М РЕМ Т *к *q 64,8 * 106 3,03 4чел 1973 * 1,15 Списочное количество рабочих превышает явочное на коэффициент 1,095 Чсп = Чяв1,095 , чел. и равно: Чсптр-3 = 4 1,095 = 4,38 = 5 чел. Полученное расчетом количество производственных рабочих разбиваем согласно тарифной сетке по разрядам, согласно норм: Тарифный разряд: Часовая ставка: Число рабочих: 3 4 106,67 123,68 1 1 5 6 138,73 151,17 1 2 Месячная тарифная ставка рассчитывается по формуле умножением часовой ставки на количество рабочих часов в месяц Тмес = Тч 176 руб. где Тч - часовая тарифная ставка, соответствующая каждому разряду 3 разряд Тмес3= 106,67 176 = 17 538,68 руб. 4 разряд Тмес4 = 123,68 176 = 20 335,47 руб. 5 разряд Тмес5 = 138,73 176 = 22 809,99 руб. 6 разряд Тмес6 = 151,17 176 = 24 885,37 руб. Премия рабочим электромашинного цеха выплачивается в размере 75% от месячной тарифной ставки и с учетом премии по гарантийным талонам (3 локомотива в месяц по 2%) составит 81%: Тпрем = Тмес 0,81 ,руб. 3 разряд Тпрем3 = 17 538,68 0,81 = 14 206,33 руб. 4 разряд Тпрем4 = 20 335,47 0,81 = 16 471,73 руб. 5 разряд Тпрем5 = 22 809,99 0,81 = 18 476,09 руб. 6 разряд Тпрем6 = 24 885,37 0,81 = 20 157,15 руб. Доплата за бригадирство берется в размере 5% от месячной тарифной ставки слесаря 6 разряда: Тдоп = Тмес 0,05 , руб. Тдоп = 24 885,37 0,05 = 1 244,27 руб. Месячная заработная плата рабочим цеха за ремонт тяговых электродвигателей электровозов постоянного тока в объеме ТР – 3 получается суммированием: Тобщ = Тмес + Тпрем , руб 3 разряд Тобщ3 = 17 538,68 + 14 206,33 = 31 745,01 руб. 4 разряд Тобщ4 = 20 335,47 + 16 471,73 = 36 807,20 руб. 5 разряд Тобщ5 = 22 809,99 + 18 476,09 = 41 286,08 руб. 6 разряд Тобщ6 = 24 885,37 + 20 157,15 = 45 042,52 руб. 6 разряд(бр) Тобщ6 =24 885,37+20 157,15 + 1 244,27 = 46 286,79 руб. Общий заработок рабочих цеха по ремонту тяговых электродвигателей электровозов постоянного тока в месяц: Тобщ = Тобщ3 п + Тобщ4 п +Тобщ5 п + Тобщ6 п , руб. Где п: - число рабочих, работающих по определенным разрядам, чел. Тобщ = 31 745,01 + 36 807,20 + 45 042,52 +46 286,79 = 159 881,52 руб. Годовой фонд рабочих цеха определяется умножением месячного фонда на число месяцев в году Тгод = Тобщ 12 , руб. Тгод = 159 881,52 12 = 1 918 578,24 руб. ВЫВОД: Таким образом, в третьей главе рассчитана программа проведения ремонта в объеме ТР-3 в ремонтном депо на 2024 год, рассчитано необходимое количество работников для ее реализации. А также произведен расчет месячного и годового фонда оплаты труда работников цеха по ремонту тяговых электродвигателей электровозов постоянного тока. ПРАВИЛА БЕЗОПАСНОСТИ ПРИ ТО И РЕМОНТЕ ТЯГОВЫХ IV. ДВИГАТЕЛЕЙ ТИПА ТЛ-2К Охрана труда - система сохранения жизни и здоровья работников в процессе трудовой деятельности, включающая в себя правовые, социальноэкономические, организационно - технические, санитарно-гигиенические, лечебно-профилактические, реабилитационные и иные мероприятия. Цель охраны труда - свести к минимуму вероятность поражения или заболевания работающего персонала при максимальной производительности труда. Безопасные условия труда - условия труда, при которых воздействие на работающих вредных и (или) опасных производственных факторов исключено либо уровни их воздействия не превышают установленных нормативов. Человек подвергается воздействию опасностей в своей трудовой деятельност и, которая осуществляется в пространстве, называемом производственной средой. В производственной среде объективно складываются вредные и опасные факторы, негативно воздействующие на человека в процессе его жизнедеятельности. Физические факторы - движущиеся машины и механизмы, повышенные уровни шума и вибрации, электромагнитных и ионизирующих излучений, недостаточная освещенность, повышенный уровень статического электричества, повышенное значение напряжения в электрической цепи и др. Вредный производственный фактор - производственный фактор, воздействие которого на работника может привести к его заболеванию. Опасный производственный фактор - производственный фактор, воздействие которого на работника может привести к его травме. Условия труда - совокупность факторов производственной среды и трудового процесса, оказывающих влияние на работоспособность и здоровье работника. Производственная среда - пространство с обустройствами, в котором совершается трудовая деятельность человека. На постоянном рабочем месте практически каждого работника в производственной среде систематически присутствуют или периодически возникают опасные и/или вредные для жизни и здоровья факторы. Постоянное рабочее место – это место, на котором работающий находится большую часть своего рабочего времени - более 50 % или более 2 часов непрерывно. Вибрация - под вибрацией понимают механические колебания технического объекта или системы. При вибрации происходит поочередное возрастание и убывание амплитуды и частоты колебаний. Механические вибрации возникают практически во всех механизмах, но с разными амплитудами и частотами, поэтому они могут быть моно-, би-, полигармонические и случайные (с широким диапазоном частот). Колебания, распространяющиеся через плотные среды, воспринимаются кожным анализатором человека. Влажность - влажность воздуха непосредственно влияет на терморегуляцию. При низких температурах наличие водяных паров в воздухе усиливает отдачу тепла, при высоких температурах - затрудняет ее, что может привести к перегреву организма. Если в воздухе помещения непрерывно увеличивать содержание водяных паров, может наступить такое состояние, когда данный объем воздуха при определенной температуре полностью ими насытится, достигнет максимума. В этом случае воздух считается насыщенным. Различают абсолютную, максимальную и относительную влажность воздуха. Под абсолютной влажностью воздуха понимается количество водяных паров в г, содержащееся в единице объема воздуха (г/м3). Она определяется по специальным таблицам, номограммам или расчетным методом с использованием показаний прибора – психрометра. Производственный шум - технический прогресс сопровождается увеличением искусственного, чаще всего производственного шума, вредного (а при больших уровнях опасного) для человека. К источникам производственного шума относятся: оборудование, машины, а также постоянно находящийся на производственном объекте персонал. Уровень эквивалентного, т. е. общего, шума в ряде производств достигает 60...70 дБ и более (при норме 40 дБ). На производстве почти все механизмы создают шум, который распространяется на большие расстояния. Единые правовые нормативы включают в себя основные государственные документы, которые устанавливают фундаментальные принципы политики государства в области охраны труды. Это Конституция Российской Федерации (основной закон), Трудовой кодекс Российской Федерации (ТК РФ), Федеральный закон Об основах охраны труда в Российской Федерации. Трудовой кодекс Российской Федерации принят Государственной Думой в декабре 2001 г. Целями трудового законодательства являются установление государственных гарантий трудовых прав и свобод граждан, создание благоприятных условий труда, защита прав и интересов работников и работодателей. Межотраслевые правовые нормативы представляют собой государственные документы, которые действуют без исключения во всех отраслях экономики, так как не имеют отраслевого признака. К ним относятся: стандарты Системы стандартов безопасности труда, правила безопасности труда межотраслевые ПОТ М (например: правила безопасной эксплуатации электроустановок, правила безопасного проведения строительных и ремонтных работ, санитарные нормы и правила работы с отдельными опасными и вредными производственными факторами и другие). Отраслевые правовые нормативы определяют требования безопасности, являющиеся специфическими для той или иной отрасли экономики: правила безопасности на транспорте, в добывающих отраслях, в химической и др. Это - отраслевые стандарты, инструкции, положения, правила сертификации, приказы и указания министерств по охране труда и производственной безопасности. Нормативные правовые акты предприятия представляют собой локальные акты, действующие только на конкретном предприятии: приказы, распоряжения, должностные инструкции, инструкции по охране труда и др. До постановки на техническое обслуживание или ремонт,электровоз (электропоезд) должен быть очищен от загрязнений, снега и льда. Электрические машины иаппараты должны быть очищены продувкой сжатым воздухом. До начала ТО и ТР тяговых электродвигателей, подвагонного оборудования, вспомогательных машин и аппаратуры, диагностирования переносными приборами электронного оборудования ЭПС в депо, ПТОЛ или на открытых железнодорожных путях под контактным проводом должны быть выполнены следующие операции: На электровозах и электропоездах: выключены вспомогательные машины и аппараты; опущены токоприемники с визуальной проверкой их положения, перекрыты разобщительные краны к клапанам токоприемников; снята реверсивная рукоятка, заблокированы кнопочные выключатели вспомогательных машин и токоприемника; проверено, что заземляющий контактор или разъединитель заземления находится во включенном положении; сняты емкостные заряды с силовой и вспомогательных цепей, разряжены конденсаторы; открыты двери ВВК. После выполнения перечисленных операций ключи от щитков управления и реверсивная рукоятка должны находиться у работника, проводящего осмотр или ремонт. На электровозах, постоянно соединенных по СМЕ, и электропоездах (дополнительно) должны быть опущены токоприемники на всех электровозах (секциях) и моторных вагонах. На электровозах и электропоездах переменного тока (дополнительно) должен быть заземлен главный ввод тягового трансформатор Слесарь по ремонту тяговых электродвигателей допускается к работе после медицинского освидетельствования, специального обучения, после инструктажа и последующей проверке знаний, а так же инструктажа на рабочем месте. Приступить к выполнению производственного задания, если известны безопасные способы его выполнения. В случае неясности обратиться к мастеру за распоряжением. При получении новой работы требовать от мастера дополнительного инструктажа по техники безопасности. Находясь на территории завода или депо, цеха, участка – быть внимательным к сигналам, подаваемые водителем транспорта. При работе около электросварки требовать ограждения места сварки. При несчастном случае немедленно обратиться в медпункт, поставив при этом в известность мастера или бригадира. Во избежание поражения электрическим напряжением иметь средства индивидуальной защиты. В такие средства в основном входят диэлектрический перчатки и резиновый коврик, а также защитные очки от искр. К работе с грузоподъемными механизмами могут быть допущены лица не моложе 18 лет, специально обученные, имеющие удостоверение. Перед началом работы слесарь обязан: 1) Привести в индивидуальной защиты. порядок рабочую одежду и иметь средства 2) Организовать свое рабочее время так, чтобы все необходимое для работы было под руками. 3)Проверить исправность инструмента. 4) На станке проверить зазор между краем подручника и рабочей частью шлифовального круга (не более 3мм). 5) Во время работы станка необходимо стоять сбоку относительно плоскости вращения круга. Во время работы. 1) Пользоваться исправным инструментом и предусмотренном в тех процессе. 2) При работе на наждачном станке пользоваться защитными очками или защитным экраном. 3) При работе на сверлильном станке: а) не наклоняться близко к сверлу, б) плотно закрепить сверло в патрон, в) сжатые детали удерживать при помощи клицей, г) напряжение переносного электроинструмента должно быть не более 36В. По окончании работы. 1)Проверить наличие инструмента. 2)Инструмент убрать в шкаф. 3)Привести в порядок рабочее место. 4) Не мыть руки в масле, керосине, не вытирать их обтирочным материалом. Запрещается. 1) В цехах и на участках проходить по сложенному материалу, детали, а так же под поднятым грузом. 2) Находиться с открытым огнем в близи газовых баллонов и легковоспламеняющихся жидкостей. 3) Включать и останавливать машины, станки, механизмы работа, которая не поручена администрацией. 4) Прикасаться к аппаратам общего освещения и оборванным электропроводом. 5) Наращивать ключи другими предметами. 6) Работать неисправным инструментом. 7) Курить в цехе, участке, на рабочем месте, курить на специальном оборудованном месте. 8) Соблюдать правила пожарной безопасности. ВЫВОД: В данном разделе приведены нормативные документы требований охраны труда производственных помещений ремонта рассматриваемого агрегата, а также основные правила для работников, осуществляющих ремонт. Изучив материалы по охране труда при техническом обслуживании и ремонте локомотивов, можно сделать следующие выводы. Охрана труда на железнодорожном транспорте выстраивается из комплекса задач, которые реализуются за счет мероприятий и отдельных инструментов на местах. В случае транспортной отрасли задачи строятся от глобальных к реальным и приближенным к рабочим местам. Каждое предприятие обязано следить за безопасностью и здоровьем своих сотрудников. Это входит в комплекс работ по профилактике и предотвращению травматизма, смертельных случаев и профзаболеваний. Еще 10 лет назад было трудно представить, что социальная политика и охрана труда на железнодорожном транспорте станут неотъемлемой частью миссии каждой компании, которая предоставляет услуги по грузовым или пассажирским железнодорожным перевозкам. ЗАКЛЮЧЕНИЕ Высокая повреждаемость ТЭД в эксплуатации порождается действием различных факторов. Основным же из них является низкое качество ремонта двигателей в локомотивных депо и на локомотиворемонтных заводах. Повреждаемость ТЭД, вызванная действием именно этого фактора, превышает 50% от общего количества отказов ТЭД. Низкое качество ремонта ТЭД может быть связано как с несовершенством технологий ремонта, так и с нарушениями технологической дисциплины при производстве работ. Однако, в любом случае, число случаев выдачи на линию ТЭД с не выявленными дефектами должно быть сведено к минимуму. Эту задачу решает система послеремонтных испытаний ТЭД. Поэтому, высокий процент отказов ТЭД на линии, по причине низкого качества ремонта, однозначно свидетельствует о неэффективности существующей системы послеремонтного контроля технического состояния ТЭД. Тяговые электродвигатели выходят из строя из-за проявления различных неисправностей и дефектов. Одной из наиболее часто встречающихся разновидностей повреждений ТЭД является нарушение нормальной коммутации и возникновение «кругового огня по коллектору». Как известно, среди различных причин, способных привести к данному повреждению двигателя во время эксплуатации, одной, из наиболее мощных причин возникновения «круговых огней» является неточная установка щеток тягового двигателя на нейтрали. Помимо ухудшения условий коммутации, сдвиг щеток с нейтрали вызывает расхождение электромеханических характеристик отдельных тяговых электродвигателей электровоза. Это приводит к неравномерной токовой нагрузке отдельных двигателей, что, в конечном итоге, снижает тяговые возможности электровоза. Кроме этого, токовая перегрузка тягового двигателя является еще одним провоцирующим фактором возникновения «круговых огней». Неравномерное распределение токов тяговых электродвигателей способно, так же, вызывать неверную работу современных автоматических систем управления ЭПС. Конструкция тягового двигателя должна обеспечивать высокую степень использования активных и конструктивных материалов машины. Все узлы и детали электродвигателя рассчитываются на высокую механическую прочность при динамических нагрузках во время движения. В дипломной работе описаны назначение, особенности конструкции, приведены характерные неисправности и методы их устранения, а также технологический процесс ремонта тягового электродвигателя ТЛ-2К1. Рассмотрены возможности оптимизации трудоемкости ремонта и сокращение времени. В алгоритме ремонтного процесса представлена последовательность ремонта каждого узла или детали, возможность их замены или методов восстановления. Считаю, что в процессе работы над дипломной работой и при прохождении производственной практики я углубил полученные в училище теоретические знания и подготовился к самостоятельной работе. СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ И ЛИТЕРАТУРЫ 1. Алябьев С.А. и др. Устройство и ремонт электровозов постоянного тока. Учебник для технических школ ж.д. транспорта - М., Транспорт, 2003 2. Грищенко А.В., Стрекопытов В.В., Ролле И.А. Устройство и ремонт электровозов и электропоездов. М.: Академия, 2008 3. Грищенко Л.В., Козаченко Е.В. Новые электрические машины локомотивов: учеб, пособие для вузов ж.-д. транспорта. — М.: ГОУ «Учебнометодический центр по образованию на железнодорожном транспорте», 2008. — 271 с. 4. Дмитренко, И.В. Современная технология ремонта локомотивов : учеб. пособие / И.В. Дмитренко. – Хабаровск : Изд-во ДВГУПС, 2007. – 122 с.: ил. 5. Дубровский З.М. Электровоз: Управление и обслуживание. М, Транспорт, 2009 6. Кикнадзе О.А. Электровоз ВЛ-10. - М.: Транспорт, 2010. 7. Красковская С.Н. и др. Текущий ремонт и техническое обслуживание электровозов постоянного тока. - М.: Транспорт, 2010. 8. Крутяков В.С. Охрана труда и основы экологии на железнодорожном транспорте. - М.: Транспорт, 2003. 9. Патенков С.И. Электрические аппараты и схемы тягового подвижного состава железных дорог: учебник для техникумов и колледжей ж.д. транспорта. — М.: Транспорт, 2000. - 603 с. 10. Плакс А.В. Система управления электрическим подвижным составом: учебник для вузов ж.-д. транспорта. — М.: Маршрут, 2005. — 360 с. 11. Стрекопытов В.В., Грищенко А.В., Кручек В.А. Электрические передачи локомотивов: учебник для вузов ж.-д. транспорта / Под ред. В.В. Стрекопытова. — М.: Транспорт, 2003. — 310 с. 12. Электровозы ВЛ11М. Руководство по эксплуатации. — М.: Транспорт, 1994. — 416 с. 13. Электроподвижной состав с электрическим торможением: учеб, пособие для вузов ж.-д. транспорта / Жуликов В.Н., Иньков Ю.М., Козлов Л.Г. и др.; под ред. Ю.М. Инькова и Ю.И. Фельдмана. — М.: ГОУ «Учебнометодический центр по образованию на железнодорожном транспорте», 2018. — 412 с. 14. Южаков Б.Г. Электрический привод и преобразователи подвижного состава: учебник для техникумов и колледжей ж.-д. транспорта. — М.: ГОУ «Учебно-методический центр по образованию на железнодорожном транспорте», 2017. — 398 с. 15. Постол, Б.Г. Основы управления локомотиворемонтным предприятием : учеб. пособие / Б.Г. Постол. – Хабаровск : Изд–во ДВГУПС, 2015. – 112 с. : ил. 16. О системе технического обслуживания и ремонта локомотивов: распоряжение ОАО РЖД №3р от 17 января 2019 г. 17. Локомотивное хозяйство: учебник для вузов ж.-д. трансп. / Под ред. С.Я. Айзинбуда. - М.: Транспорт, 1986. -263 с. 18. Положение о корпоративной системе оплаты труда работников филиалов и структурных подразделений открытого акционерного общества «Российские железные дороги»: распоряжение ОАО «РЖД» №135р от 31.01.2017 г. 19. Экономика железнодорожного транспорта : Учебник для вузов ж.д. транспорта / Под ред. Н.П. Терешиной. – М. : УМК МПС России, 2021. – 600 с. 20. Инструкция по охране труда для слесаря по ремонту электровозов ОАО «РЖД» от 29 декабря 2019 г. №2594р. – М.: ОАО «РЖД», 2006. – 47 с. 21. Правила технической эксплуатации электроустановок потребителей от 13 января 2019 г №6. – Министерство энергетики РФ, 2019. – 89 с. 22. Жидецкий, В.Ц. Основы охраны труда / В.Ц. Жидецкий, В.С. Джигирей, А.В. Мельников. – Л.: Афиша, 2000. – 243 с. Интернет ресурсы: 23. Компания ООО «Вагон сервис», сайт http://ooovss.ru , 24. Сайт http://nalchik.tiu.ru, 25.Официальный сайт ОАО РЖД http://rzd.ru 26.http://base.consultant.ru/cons/cgi/online.cgi?req=doc;base=LAW;n=173241 27.http://doc.rzd.ru/doc/public/ru?STRUCTURE_ID=704&layer_id=5104&ref ererLayerId=5103&id=3242#5959 28.http://www.sinara-group.com/about/structure Данная дипломная работа выполнена мною полностью самостоятельно, текст дипломной работы выверен, сноски и ссылки проверены ______________ /Бортников Д.С./«_____»____________2024 г. (подпись) (расшифровка подписи)