sstSe- 7i
Г О С У Д А Р С Т В Е Н Н Ы Й
с т а н д а р т
С О ЮЗ А ССР
ЗАМКИ ДЛЯ БУРИЛЬНЫХ ТРУБ
ГОСТ 5 2 8 6 - 7 5
Издание официальное
БЗ 9—93
Л
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
сертификат на трубы
УДК 622 245.13:00$ 354
Г О С У Д А Р С Т В Е Н Н Ы Й
Группа Г43
С Т А Н Д А Р Т
СОЮЗА
ССР
ГОСТ
ЗАМКИ ДЛЯ БУРИЛЬНЫХ ТРУБ
5 2 8 6 —75*
Drilling tool joints
Взамен
ГОСТ 5286-58
Дата введения 01.01.78
Ограничение срока действия снято по решению Межгосударствеиного совета
□о стандартизация, метрологии и сертификации (НУС 2—03)
Настоящий стандарт распространяется на замки, предназна­
ченные для соединения в колонны
бурильных труб по ГОСТ
631—75.
I.
ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Замки для бурильных труб должны изготовляться типов,
указанных в табл. 1.
1.2. Замки должны изготовляться двух исполнений:
правые — с правой замковой резьбой и с правой резьбой для
соединения замка с бурильными трубами;
левые — с левой замковой резьбой и с левой резьбой для
соединения замка с бурильными трубами.
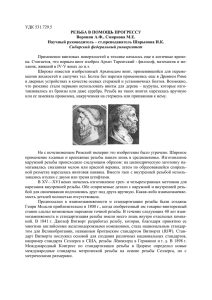
1.3. Основные размеры и масса замков должны соответствовать
указанным на черт. I (для замков ЗН, ЗШ и ЗУ), на черт. 2 (для
замков ЗШК и ЗУК) и в табл. 2.
(Измененная редакция, Изм. Jft 1).
Издание официальное
Перепечатка воспрещена
Издательство стандартов, 1975
Издательство стандартов, 1994
• Переиздание (апрель 1994 г.) с Изменениями M l . 2, 3. 4. утвержденными
в сентябре 1979 г., январе 1983 г* июне 1988 г., июне 1990 е.
(ИУС 10-79. 5 -8 3 . 10—88. 10—90)
2 Зах 999
С. 2 ГОСТ 5286—75
Та блица I
Обозначение
типов
Облаете прхмехенин
Мшченоягтне
зн
Замок с нормальным
ходным отверстием
про­
зш
Замок с широким
ным отверстием
ЗУ
Замок с увеличенным
ходным отверстием
Для соединения труб с вы­
саженными внутрь и наружу
концами
про­
Для соединения труб с вы­
саженными внутрь копнами
проход­
зшк
Для соединения труб с вы­
Замок с широким проход­
а м отверстием с конической саженными внутрь концами с
коническими
стабилизирую­
расточкой
щими поясками
ЗУК
Для соединения труб с вы­
Замок с увеличенным про­
ходным отверстием с коничес­ саженными внутрь к наружу
концами с коническими стаби­
кой расточкой
лизирующими поясками
ГОСТ 6286—75 С. 3
Таблица
Размеры
2
в мм
Диаметр трув по
ГОСТ 631-75
Обозначение
типоразмере
вдоха
с оысажсп
ними внутрь
концами
с >ыс*жсияы мя наружу
концами
замховоА
рехьбы
о
L
Mecca,
кг
З Н -8 0
60.3
_
3 56
80
404
З Н -9 5
73.0
—
3 -7 6
95
431
16
З Н -1 0 8
8 9 ,0
—
3 -8 8
108
4 55
20
З Н '1 1 3
(З И -1 4 0 )
12-
8 9 .0
—
3 -8 8
113
4 55
23
114,3
—
3 -1 1 7
140
50 2
35
58
(З П -1 7 2 )
139.7
—
3 -1 4 0
172
5 69
(З Н -1 9 7 )
168,3
3 -1 Г>2
197
603
76
7 3 .0
—
—
3 -8 6
108
431
20
ЗШ Ы 8
89.0
—
3 -101
119
4 55
23
З Ш -1 3 }
П 1 .6
_
3 -1 0 8
163
496
37
(3 IU -I4 G )
1144
301.6
3 -121
146
5 08
38
З Ш -1 7 8
132.7
—
3 -1 4 7
178
5 73
GI
ЗШ
1684
—
3 -171
203
6 03
73
ЗШ 108
ЮЗ
З У -8 8
_
еаз
3 -7 3
86
404
15
З У - 108
___
7 3 .0
3 -8 6
108
43)
20
З У - 120
8 9 .0
3 -1 0 2
120
463
25
З У -1 1 6
1144
101.6
3 -1 2 2
146
49 0
37
З У - 155
127.0
114.3
3133
155
526
39
139.7
3 -161
185
55 3
53
З У К - 108
_
_
П К 73
3 -8 6
108
431
17
зш к -и з
В К -8 9
. .
3 101
118
454
22
З Ш К -1 3 3
В К -1 3 2
___
3 -1 0 8
133
506
32
З Ш К -1 7 8
ВК 1ю
_
3 -1 4 7
178
61
З У К - 120
_
573
Н К -8 9
3 -1 0 2
120
468
аз
З У К 146
В К -114
П К - 102
3 -1 2 2
146
506
36
З У К - 156
ВК* 127
H K -U 4
3133
155
536
38
З У - 185
Примечания:
1. Типоразмеры замкои. указанные в скобках, применять не рекомендуется.
2. Обозначение замковой резьбы состоит из буквы 3 и целого значения
большего диаметра основания конуса ниппеля.
С. 4
ГОСТ S2W -75
П р и м е р у с л о в н о г о о б о з н а ч е н и я замка типа ЗН
с наружным диаметром D 108 мм с правой резьбой:
Замок 3/1-108 ГОСТ 5286— 75
То же, с левой резьбой:
Замок ЗН-108 Л ГОСТ 5286-75
1.4.
Размеры ниппелей замков должны соответствовать указан­
ным на черт. 3 и в табл. 3 (для ЗН, ЗШ и ЗУ), на черт. 3 н 9 и в
табл. 4 и Н (для замков ЗШК и ЗУК).
ГОСТ 6286—75 С. S
О \ft j O «5 q
*Л г- а o
и
S
5 |j £ i ?
ih s is
P l llL
л £04
щ
1
i « ||h " i s
а*
§
s
e--
о
Cl
* »o ct
i
§
Ю
R
8
s
С
Л
<0
Й «
s |i |i
s k is
1 1
8
CM
s
S2 8
я
S
|
? 2
»o
ft p;
С
О
о [X
q
о (—
' г-. Г-.
»
ь.
1
ф
-f *N ^
1Cj x r> s i s
to
|?I
я
s
о о
я
$
OJ I
Ci
8
а'
8
8
о
LO
о
Й »
Г*1со со S
ft
-г о 1л»
о Г
—
100 S §
ft
и
о
С
Ч
cp"! ? -г Г
id "■
г
i —
Я £. X
ё
1
£ S а 8 8
0G сч •*
X 1»
Ч*
C
^J 3
1*- C
71
-?■ i
о
Й
2i
8 3 о
V4 *p •*
00
о
cn C£
Ift CJ
«
<c t*-
о
M
•a-.
T
­ л
tfl to 1Л 6t С о': «1 ‘~l *> X C
сТ
:’
b-' T
о
г ru>
SО
N N o!j cг —
I- O
Л
о
U
S
r^
O* Й 00 o? О ; ! 5
1
!л
1! 11*
|H
|s c
J H
» *
£
i | i i - i i s
|
es q c". *1 о
оГ o ' rя
■«
S llfS s s
и
о
Й
*
.SgS
tD' l •*
l ag
l l нf<
£l
q
£
?
i
e
°
s
. S i 1?
° i i i
l l l l
I h t
* jo «
:§ 2 5
N
C
O
\n q |Д О iC ■
Л
. o q
о
r- <£ 8 S s 5 0Q s
s
Ю
C- |
M ?
3 З а к . 999
q cS Ю »с о
r
— c- О 8 8
2
■> X X
? o -r t -
§
00
О! |
ю iO е .
СМ
■£
00 8
S
00
о а
8
?
f<£
ю
о.
Sй
2
г
И) ю
%о »
— »*•
сч
cQ
cC t*- 0T 8
S c СЧ -г г>о а 8 X
й g
£
$
со «о СО го со со 00
со <0 <o <0 ro 01 CO CO со г г <o
"
c
s
r I
со CO to
*•
0-r CM <
a» 8
§
§1**
O!
N Si §
й сс г
CO
а
Z
E
1 r
а г
CO CO CO CO CO f
Я
!
3
CO
Л
О
сч
к
о §
а?
>1 >)
со СО со СО л
аа
г
3
X
'Л
>. л
СО
СО
СО
С.
в ГОСТ 528в—75
ГОСТ 5288-75 С 7
1.5.
Размеры муфт замков должны соответствовать указанным
на черт. 4 и в табл 5 (для замков ЗН, ЗШ и ЗУ) и на черт. 4
и 9 и в табл. 6 и II (для замков ЗШК и ЗУК).
Черт. 4
С 8 ГОСТ 5286-75
1*
i i i i f
0
СО s о
С6 00
So
1
с*г--
S
US © з c> о
<M* O;
so T
8
8
о
wo
CO
g
ej
8
•Л ©
<-r
8 8
© ©
СП ©
cn T
о
*o
CN cn
g
8
© *o
©
© ©. ■* о
СП o '
со
cn CN
cn
fw
cc
2
rt-v
3
»/>
8
—
©
Ж
S.o% \
41!
Ь
s
с? п
\n
a
%
s
s
£
ю
cn
й
£’
;?3
c
8i
§
cn
f*-
| : |
|Ш
Ш
о! 3
8
no
§ §
CO
8
or
8
•p T
8
a
1
a
i
§
«N
Ю <2 C*^ S
о £
■*r
cO*
о £
8
8 8
О
Г'00
8* cn
a
о
!?
cn 1
О a
00
r- 8
s
О
С* 0
*r
'O
1
S
«
g
!
I-
!
©
•Э
rO
о
3
1
CD
Ю 8 ?S
=4
■r*
S
*2
Щ
Q.S
IS ffls S
iq cs
го
-
ss
«г 2
о 05 *** *л vO •*.
•r r- ©
<D
r- s? 5
Cb r:
s; 8
iq CN =4
tg Й
i
1 £ 18 ®в ЧЗ э -- г
0*0
© «5 »л wq «о о
51 2 1 ro s S
in
3
о |г 5
SO И
£
£
га §
1
г*1 з
ь- ©
о
©
*r 2
s
<с £ £ ?
л СП cn cn cn rn cn СП
s £ o "
|Ил !
|з !
1Г
CO
о
СЧ
c- 2
00
*
I I
1
о 1Л К
П »c о cfl w. ©. ■л< »c о
o'
»r
n
о
О p
O
Й •г
T g C
?! S ©
ю
l d
a
X
«
s
»
CO
C*
viO s
<J>
§
Ol
X
X X X 3 3
ro cn cn cn cn cn cn cn
я
9
CO ?s
©
cn
ГО
CO $
3 3
cn cn
cc
a
s
8
г*
'*• r— cn
f7 $
ro cn
r
j£
ro
8
7
«
8
«
8
8
g
a
3
3
cn cn
О
C4
Z
cn
К
8
3
3 s» si >. ■Л Si Si
cn cn cn ro cn cn cn
ГОСТ 526в—76 С. 9
is
c*
1/5
4
( я
b-
c
CO
<N
ел
«л
-
8
Cl
s
у =
яЕ
s£
is
§
о
VO
Cl
г
о
w
S
£
C4
«0
s
s
1
3
§
Ю
si
- i n
2
Cl
c*
5
О
IQ
»o
T
l i f t
iq tg a
x
^ Sr
5
o «
Q .e
00
Й
8
£
s
8
<o
s.*
о•ло
Is
и
s
la"
I f
5? П
О
a2
| l
ig s
Ш
5§*
“ §°
с к
°3
Cl
CO
Cl
w
C4
<Л
N
ел
Cl
CO
X
8
«0
X
•M
oo
*l-
X
X
1
X
8
«л
X
Й
X
8
Ю
X
X
00
0
tO
X
Ё
1
1-
i E E
Ц
s
si
Ю
X
о
8
u*
X
СЧ
Cl
I 1
•£>=
* *>
%
r>2
з |
E E
S I
i p
p i
«О Л
c
I !
oo
p
II
i
CO
1
CO
8
UC
Э
fO
5
CO
—
Г0
§
8
8
CO
CO
CO
8
8
<o
T
lO
£
X
>.
u:
>>
О
X
>.
*
>>
CO
8
со
:«
* к
00
u:
5
CO
CO
CO
as 1
о. ж
Cr
C. JO ГОСТ 5280-75
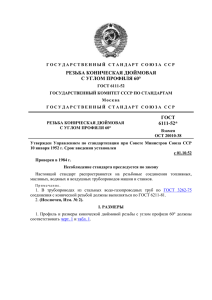
1.6.
Форма и размеры профиля замковой резьбы (правой и ле
вой) должны соответствовать указанной на черт. 5 и в табл. 7.
1.4 —1.6. (Измененная редакция, Изм.
1).
Размеры
в
мм
Таблица
7
Разксры профи/«
Элементы врофал* резьбы
I
5
Шаг резьбы Р
Конусность резьбы 21цф
Высота остроугольного профиля Н
Высота профиля резьбы hx
Рабочая высота профиля Л
Высота среза вершины /
Усечение впадины. /
Площадка а*
Радиус закругления впадины г*
Радиус сопряжения г ', не более
Угол уклона ф
5,080
4376
2.903
2.626
0.875
0.508
1.016
0.508
1 IT
I IIC
1
IV
Число яхток на длине US.4 ми
1
I
1:4
6.350
5,471
3.742
3,283
1.094
7°7'Э0"
3.755
3.293
1.097
0.636
1.370
0.635
0.33
I
1:6
5.487
3,095
2.634
1.427
0.965
1.651
0.965
4*45 48 "
• Размеры приведены для проектирования резьбообразующего инструмента.
П р и м е ч а н и е . Шаг резьбы Р измеряется параллельно оси резьбы замка.
ГОСТ 5286—75 С. It
1.7.
Размеры замковых соединений
указанным на черт, б и в табл. 8.
МММ»
должны
соответствовать
с. 12 ГОСТ 5286—75
ГОСТ 5280-75 С. 13
1.8.
Предельные отклонения замковой резьбы должны
следующие:
быть
шага ил длине резьбы 25,4 мм между любыми двумя
нитками, мм
±0.05
шага на всей длине резьбы, м м ............................................ ±0.11
половины угла профиля резьбы, м и н ........................... ±30
конусности на длине конуса 100 мм:
наружного и среднего диаметра ниппеля, мм
. . +0,25
внутреннего и среднего диаметра муфты, мм
—0.25
1.9.
Предельные отклонения высоты профиля замковой резьбы
должны соответствовать указанным на черт. 7 и в табл. 9.
Линии, параллельные
tf/jqjm a
Черт. 7
мм
Предельные отклонения высоты профиля резьбы
гпгасла ■ муфты
Ш аг рмьС и
**
ДА,
5.08
-0 .1 2
± 0 .0 8
6 .3 5
-0 .1 8
+ 0 .1 2
П р и м е ч а н и е . Предельные отклонения, указанные в табл. 9. являются
исходными для проектирования резьбообраэухицего инструмента и факультатив­
ными для изделий.
С 14 ГОСТ 5286—75
1-Ю. Форма н размеры профиля резьбы трубной трапецеидаль­
ной ТТ (правой и левой) должны соответствовать указанной на
черт. 8 и в табл. 10.
Линия, паопплелъиан
Элемента проб»-'* резьбы
Шаг резьбы Р
Конусность резьбы 2 tgip
Угол уклона <р
Высота профиля резьбы fti
Площадка b
Площадка Ь,
Радиус сопряжения R
Ширина скоса С
Нормы
5.08
1:32
0°53'42"
1,9040.10
1.88
2,18*°**
0 ДО—0.05
0,30*0»
Примечания:
1. Шаг резьбы Р измеряется параллельно оси резьбы замка.
2. Предельные отклонения, указанные и табл. 10, за исключением предель­
ного отклонении на высоту профиля резьбы Л», являются исходными для проек­
тирования резьбообразующего инструмента и факультативными для изделий.
3. Допускается замена скосов Сх50° радиусом скругления 0.35‘ * » мм.
ГОСТ 5286—75 С. IS
1.11.
Рзамеры концов ниппеля и муфты с резьбоП ТТ должны
соответствовать указанным на черт 9 н в таб.п. 11.
мм
Обоаначекне
резьбы
ВкутреаикЛ
Хиаметп
рсаьби а
основной
плоскости
Диаметр
ковическоа
расточки в
расчстиоб
П .1 ос КОС ТВ
уплотне­
ния
Диаметр
и оничес­
кой
В нутрен­
ний
диаметр
расточки о ряяьбы ■>
плоскости плоскости
тори* d% торца d „
(справоч­ (справоч­
ный)
ный)
Ai
h
(пред.
(Пред.
опел.
ОТКЛ.
+0.5)
*0,3)
^счеч
ТТ78Х5.08Х 1-32
78.35
84.25
86Л75
80.131
55
ТТ82Х5.08Х1:32
82.34
88.24
89,365
84.121
63
ТТ94Х Б.08Х1 32
94.31
100.21
Ю 1 .3 2 5
95.091
73
T T I 0 7 X 5 .0 8 X I 32
107.29
1)3.19
114.565
109.32?
83
122.25
132.23
128.15
138ч 13
129,525
124.281
96
.1 3 9 .5 0 5
131.261
102
ТТ122Х 5,08X1:32
T T I 3 2 X 5 .0 8 X I 3 2
132
140
П р и м v ч я и и е. Обозначение трубной трапецеидальной резьбы определяет­
ся буквами ТТ. внутренним диаметром резьбы в основной плоскости (</,„)
в
целых числах (без дробных долей), шагом к конусностью резьбы
(Измененная редакция, Изм. № 1).
С. 16 ГОСТ 5286-75
1.12.
щие:
Предельные отклонения резьбы ТТ должны быть следую­
шага на длине резьбы 25.* им
нитками, ми
.
шага на всей длине резьбы, ми
половины угла профиля резьбы,
конусности на длине конуса 65
наружному диаметрам, м м
между любыми двумя
. . . .
±0,05
..................................±0,10
мин
.
. . .
±45
мм но внутреннему и
......................................... —0.20
1.13.
Предельные отклонения конусности конической расточки
на всей длине ее ±0.05 мм.
2 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Замки должны изготовляться в соответствии с требования­
ми настоящего стандарта по рабочим чертежам, утвержденным в
установленном порядке.
2.2. Замки должны изготовляться из стали марки 40ХН по
ГОСТ 4543—71. Механические свойства термически обработанных
замков должны соответствовать указанным ниже:
временное сопротивление разрыву а„ кгс/см*.
предел текучести а,, кгс/см*. не менее
.
относительное удлинение б*. %, не меиес .
относительное сужение
не менее
.
ударная вялкосгь d ,. ктс-см/см*. нс менее .
твердость по Бринелдю НВ. в пределах
.
нс мснсс 90
,
. . 75
. . 10
. . .
45
. . .
7
. . .
285 ... 341
2.3. На наружной и внутренней поверхностях замка не должно
быть трещин, волосовин, плен, раковин и расслоений. Вырубка,
заварка и заделка дефектных мест нс допускаются.
2.4. Поверхности упорного уступа ниппеля и упорного торца
муфты должны быть гладкими, без заусенцев, рванин, забоин и
других дефектов, нарушающих
плотность соединения. Знаки
маркировки на данные поверхности наносить не допускается.
2.5. Разностенность ниппеля у торца конуса (размер de,
черт. 6) не должны превышать для замков ЗШ-108, ЗШ-118,
ЗШ-133,
ЗШ-146, ЗУ-108, ЗУ-120, ЗУ-86. ЗУ-146,
ЗУ-155,
ЗУК-108, ЗШК-118, ЗШК-133, ЗУК-120, ЗУК-146 и ЗУК-155
1,5 мм, для остальных замков — 2 мм.
2.6. Допуск перпендикулярности упорных торцев ниппеля и
муфты к оси замковой резьбы не должен быть более 0,1мм, а до­
пуск плоскостности на ширине упорного уступа ниппеля и упор­
ного торца муфты — 0.07 мм.
2.7. Допуск перпендикулярности торцев Л и Б (черт. 9) к оси
резьбы ТТ нс должен быть более 0,06 мм. Отклонения от плос­
костности на ширине этих торцев не должны быть более 0,06 мм.
г о с т 5 2 8 6 -7 5 С. 17
2.8. Замковая резьба и резьбы ТТ должны быть гладкими, без
забоин выкрошенных ниток, заусенцев, рванин, продольных уг­
лублений вдоль образующей резьбы и других дефектов, нару­
шающих непрерывность, герметичность и прочность резьбы.
2.9. Параметры шероховатости поверхности замковой резьбы
и резьбы Т т должны быть /?г>20 мкм по ГОСТ 2789—73.
2.10. Заходной виток замковой резьбы ниппеля и муфты дол­
жен быть притуплен до основания профиля или выполнен в ви­
де скоса под углом 30’—3° к оси резьбы.
2.11. Резьбы замков и конические расточки должны быть фос­
фат» рованы.
2.12. Допуск соосности осей замковой резьбы н трубной нс
должен быть более 0,6 мм в плоскости торца и 1,75 мм на дли­
не 1 м.
2.13. Допуск соосности осей конической выточки замковой
резьбы и цилиндрической выточки резьбы, предназначенной для
соединения замков ЗН, ЗШ и ЗУ с трубами, не должен быть более
0.0 мы.
2.14. Допуск соосности осей резьбы ТТ и конической расточки
концов замков ЗШК и ЗУК. предназначенных для соединения с
трубами, нс должен быть более 0,04 мм.
2.15. Допускается наличие фаски не на всей боковой поверхно­
сти. выполненной под углом 10’ между диаметром проходного от­
верстия и торцем А (черт. 9), чернота на этой поверхности при
отсутствии заусенцев на упорном торце А.
2.16. Величина натяга замковой резьбы ниппеля должна быть
15.87528;it мм (черт. 10).
Черт. 10
С. 18 ГОСТ 5286-75
Величина натяга замковой резьбы муфт с резьбой до 3—
— 122 «ключ, должна находиться в пределах указанных на черт. II.
остальных — на черт. 12.
(Измененная редакция. Изм. № I).
Черт.
12
ГОСТ 6 2 8 6 -7 5 С I »
5
MitlepU'rX’/foWU лгортц
И укри/прдм иа пмпчю т п \
1^
(Mucpma^Ss
у
7 7 /7 7 У / / / / - А
I
й
1
дчч& 5 |
|
С»
li i f
Черт. 13
2.17. Величина натяга резьбы, предназначенной для соединения
замков ЗН, ЗШ н ЗУ с трубами, должна
быть Л = 8±2.4 мм
(черт. 13).
2.18. Величина натяга ftp (черт. 14) резьбы ТТ не должна быть
более:
42±1,6 мм — для замков ЗУК-108, ЗШК-118. ЗУК-120 и
ЗШК-133;
50±1,6 мм — для остальных замков.
"Я 9М{
Cr>,
Черт. 14
2.19.
Величина натяга ht (черт. 15) резьбы ТТ не должна быть
более:
54±1,6 мм — для замков ЗУК-108. ЗШК-118. ЗУК-120 н
ЗШК-133;
б2±1,6 мм — для остальных замков.
С 20 ГОСТ 5289- 75
I-—- ,1\~
rvttw
Иниритгльми
rapowrn/,
Черт. 15
2.20.
Предельные отклонения величины диаметра в расчетной
плоскости конической расточки замков ЗШ К и ЗУК должны быть
следующие:
± 1,6 мм - д л я замков ЗУК-108 и ЗШК-118 (черт. 16);
+ 3,2 мм - для остальных замков (черт. ]7).
2.21.
На ниппелях и муфтах должен быть проточен поясок
для маркировки, а на ниппелях и муфтах левых замков, кроме по­
яска для маркировки, должен быть проточен также опознаватель­
ный поясок (черт. 18).
Правые и левые ниппели и муфты ЗУ-120. ЗУ-155. ЗУК-120 и
ЗУК-155 должны иметь опознавательную лунку (черт. 18).
2.20, 2.21. (Измененная редакция, Изм. J* 1).
ГОСТ 5286—75 С 2 |
Поясок
правого
Пояски
левого
Огюляаба.'пеятя Опознавательная
лунка правого
лунка. левого
I -п о ясо к для маркировки: 2—овФИМаатслышП поясок: J—упорны» торец муфты
«1Лп упорный уступ ниппеля; 4 опоаяаоательная лунка.
Черт. 18
2.22.
Ресурс замка до среднего ремонта — не менее 500 свин­
чиваний.
(Введен дополнигельно, Изм. № 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Химический состав стали замков должен проверяться по
ГОСТ 7565—81.
3.2. Механические свойства стали замков должны проверяться
на образцах, отобранных от партии деталей одного типоразмера,
прошедших термообработку по одинаковому режиму.
3.3. Испытание на растяжение должно проводиться по ГОСТ
10006—80 на продольных образцах.
3.4. Испытание на ударную вязкость должно проводиться по
ГОСТ 9454-78.
3.5. Твердость должна проверяться на каждом ниппеле и каж­
дой муфте по ГОСТ 9012—59.
3.6. Разностенность должна проверяться у каждого ниппеля.
3.7. Допуски плоскостности и перпендикулярности упорных
уступов ниппеля и муфты, а также торцев А и Б (черт. 9) долж­
ны проверяться у каждого ниппеля и каждой муфты.
3.8. Качество покрытия на резьбе должно проверяться выбороч­
но в соответствии с ГОСТ 9.302—88.
3.9. Допуск соосности резьб обоих концов ниппелей и муфт
должно проверяться выборочно.
3.10. Конусность замковой резьбы по наружному диаметру на­
ружных резьб и по внутреннему диаметру внутренних резьб, а
также конической расточки резьбы ТТ должны проверяться у
каждого ниппеля и каждой муфты.
С 22 ГОСТ S285-7S
3.11. Отклонения от шага резьбы, половины угла профиля всех
резьб, конусность по среднему диаметру (для замковой резьбы и
резьбы, предназначенной для соединения замков ЗН. ЗШ и ЗУ о
трубами), а также конусность по наружному диаметру резьбы ТТ
должны проверяться периодически.
3.12. Допуск соосности резьб, соответствующих выточек и рас­
точки согласно пп. 2.12—2.14. проверяется выборочно.
3.13. Натяг замковой резьбы и резьбы, предназначенной дли
соединения замка с трубами, должен проверяться у каждого нип­
пеля и каждой муфты.
3.14. Величина диаметра в расчетной плоскости конической ра­
сточки замков ЗШК и ЗУК должна проверяться у каждого ниппе­
ля и каждой муфты.
3.15. Периодичность проверок отдельных параметров замков
(нс оговоренных особо) определяется предприятием изготовителем.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Механические свойстна замков (п. 2.2) должны проверять­
ся на образцах, вырезанных из замхозого конца ниппеля.
Образцы должны вырезаться методом, не изменяющим струк­
туры и механических свойств стали проверяемой детали замка. Н а­
личие резьбы на образцах ие обязательно.
(Измененная редакция, Изм. Ля 2).
4.2. Проверка твердости должна проводиться на наружной ци­
линдрической поверхности каждого ниппеля и каждой муфты в
двух местах: на расстоянии 15—20 мм от пояска для маркировки
и из этом же расстоянии от торца ниппеля и от торца муфты.
4.3. Плоскостность (пн. 2.6, 2.7) должка проверяться по всей
ширине упорных поверхностей ниппелей и муфт с помощью уни­
версального инструмента или специальных приборов. Перпендику­
лярность в каждом ниппеле и в каждой муфте проверяется одно­
временно с проверкой резьбы калибрами.
Перпендикулярность (пп. 2.6 и 2.7) определяется как раз­
ность наибольшего и наименьшего расстояния между измеритель­
ной плоскостью калибра и упорными поверхностями ниппелей и
муфт.
4.4. Качество покрытия на резьбе (п. 2.11) проверяется в трех
равномерно расположенных точках по окружности нитки резьбы
капельным или другим способом.
4.5. Соосность резьб (пп. 2.12—2.14) обоих концов ниппелей
и муфт проверяется следующим способом.
ГОСТ 5 2 8 6 -7 5 С. 23
Проверяемую деталь замка одним концом свинчивают с конт­
рольной оправкой, точно центрированной в приспособлении (или
на токарном станке), другим концом деталь свинчивают со второй
оправкой шлифованная цилиндрическая часть которой, длиной
100—200 мм, соосна с нарезанной частью. Вращая деталь, опреде­
ляют биение второй оправки у торца детали к иа конце оправки
при помощи индикатора часового типа. Отклонение от соосности
у торца определяется непосредственно по индикатору (отклонение
от соосности равно половине величины биения). Перекос осей на
длине 1 м определяют из соотношения величин биения у торца де­
тали й у конца оправки.
4.0.
Конусность по наружному диаметру наружных резьб и но
внутреннему диаметру внутренних резьб (для замковой резьбы и
резьбы, предназначенной для соединении замков ЗН, ЗШ н ЗУ с
трубами) (п. 1.8) должна проверяться гладкими коническими халибрами (кольцами и пробками) с применением пластинчатого
шула:
шириной 3 мм для замков; от 311-80 до 3H-I40; от ЗШ-108 до
ЗШ-146; от ЗУ-86 До ЗУ-155 и шириной 4 мм для остальных зам­
ков или при помощи других средств измерения.
4.7. Конусность резьбы ТТ по внутреннему диаметру, а также
конической расточки ниппелей и муфт замков ЗШ К и ЗУК
(ип. 1.12 и 1 13) должна проверяться рабочими гладкими кониче­
скими калибрами-пробками с применением пластинчатого щупа.
Ширина щупов: 4 мм для замков ЗШ К-178 и 3 мм для осталь­
ных замков.
4.8. Шаг резьбы, половина угла профиля и высота профиля
всех резьб, конусность по среднему диаметру (для замковой резь­
бы. предназначенной для соединения замков ЗН, 3111 н ЗУ с тру­
бами), а также конусность по наружному диаметру резьбы ТТ
(лп. 1.6—1.12) должны проверяться с помощью универсальных
измерительных средств или специальных приборов.
4.9. Соосность резьб соответствующих
выточек и расточки
(лп. 2.13 и 214) проверяют с помощью универсальных измеритель­
ных средств.
4.10. Перед проверкой величины натяга всех резьб с поверх­
ности резьбы ниппелей и муфт должны быть удалены заусенцы
или другие шероховатости. Калибры и изделия должны быть тща­
тельно очищены, и на поверхность резьбы должен быть нанесен
тонкий слой жидкого масла. Резьбовые калибры должны навинчи­
ваться на резьбу до отказа усилием одного человека с применени­
ем рычага длиной 150 мм.
С. 24 ГОСТ 528В-75
4.11. При контроле величины натяга замковой резьбы муфт с
резьбой до 3—133 измерительная плоскость любого рабочего”резь­
бового калибра-пробки должна совпадать с упорным торцом или
заходить за торец на 0,25 мм (черт. II). а у муфг с резьбой
3—133 и выше — должна совпадать с упорным торцом или не
доходить до торца на 0.25 мм (черт. 12).
До 01.01.93 при проверке натяга муфт калибрами потребителя
измерительная плоскость резьбового калнбра-пробкн для резьб до
3— 122 включительно должна заходить за упорный торец, не бо­
лее, чем на 0,50 мм или нс доходить до торца нс более чем на
0,10 мм. а для остальных резьб измерительная плоскость калибра
должна заходить за торец не более чем на 0.25 мм или не дохо­
дить до торца не более, чем на 0,35 мм.
4.12. При контроле величины натяга замковой резьбы ниппеля
измерительная плоскость любого рабочей) резьбового калибракольца должна находиться на
расстоянии
15,875-o!?s мм от
упорного уступа.
До 01.01.93 при проверке натяга ниппелей калибрами у потре
бителя измерительная плоскость резьбового калибра-кольца дол­
жка находиться для резьб до 3—122 включительно на расстоянии
1 5 , 8 7 5 мм от упорного уступа, а для остальных резьб —
на расстоянии 15,875-1^;•« мм от упорного уступа.
4.11, 4.12. (Измененная редакция, Изм. jft 1, 2, 3, 4).
4.13. При контроле величины
натяга
резьбы ТТ замков
ЗУК-108, ЗШК 118, ЗУК-120 и ЗШК-133 измерительная плоскость
любого рабочего калнбра-пробкн должна находиться на расстоя­
нии 54±1,6 мм от торца детали замка, у
остальных размеров
замком — на расстоянии 62±1,6 мм.
4.14. При контроле величины диаметра в расчетной плоскос­
ти конической расточки замков ЗУК-108 и ЗШК-118 измери­
тельная плоскость любого рабочего калибра-пробки должна сов­
падать с торцом детали замка. Предельные отклонения величины
натяга ± 1 ,6 мм. Для остальных замков измерительная плос­
кость должна совпадать с торцом детали замка или не доходить
до торца на 3.2 мм.
5. МАРКИРОВКА. УПАКОВКА. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1.
На ниппеле и муфте каждого замка на поясках для мар­
кировки должна быть нанесена маркировка в следующем порядке:
товарный знак предприятия-изготовителя;
типоразмер замка;
дата выпуска (месяц, год);
ГОСТ 5284—7в С 23
обозначение настоящего стандарта.
5.2. Маркировка должна быть произведена четко клеймами
шрифтом ПО-6. 110-8 по ГОСТ 2930—62.
5.3. Резьбы замков, поверхности конических расточек и упор
ные уступы (торцы) для предохранения от коррозии должны быть
покрыты антикоррозионной смазкой по ГОСТ 9.014—-88.
5.4. При транспортировании ниппелей и муфт раздельно зам­
ковая резьба и упорный уступ (торец), а замков ЗШК и ЗУК так­
же резьба ТТ и коническая расточка должны быть предохранены
от повреждений.
Способ упаковки и защиты от повреждений устанавливается
но согласованию с потребителем.
(Измененная редакция, И зм . J 6 I ).
5.5. Каждая партия замков, а также ниппелей и муфт должна
сопровождаться документом, удостоверяющим соответствие их ка­
чества требованиям настоящего стандарта.
Документ должен содержать:
наименование организации, в систему которой входит пред­
приятие-изготовитель;
наименование предприятия-изготовителя, его местонахождение
(город) или условный адрес;
наименование изделий и их обозначение;
дату выпуска;
количество изделий;
результаты проверок и испытаний;
обозначение настоящего стандарта.
5.6. Замки, рассортированные по типоразмерам, должны хра­
ниться под навесом или в закрытом помещении, уложенными в
штабели или в вертикальном положении.
При укладке замков должно быть обращено внимание на пре­
дохранение резьб и упорных поверхностей ниппелей и муфт от ме­
ханических повреждений.
Редактор А. Л. Владимиров
Технический редактор О. Н. Никитина
Корректор Т. А. Васильева
Сдано
»
яа«.
W.09.94.
Подп. а оеч. ЗПОб.в*. Уел
п л.
Уч-им. я MS- Тяр. И в МО. С МТ5.
I.M
Уел.
кр.-отт. t . « .
Ордам» «Злак П о ч ет » И ад агел ьсто стандартов. 1UWU. Моеасла. К сч о л .и ы » пер.. 14.
Калуж ская т«погр»фка ст а н д а р та . /л . Московская, 236 З ак 9 »
ГОСТ 5286-75