")
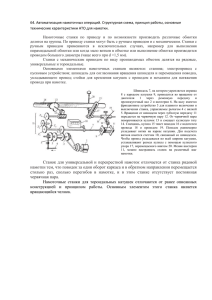
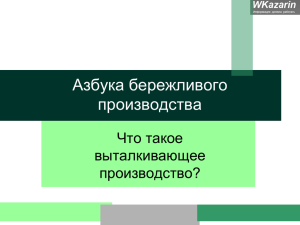
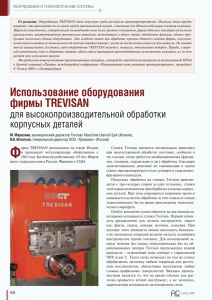
Руководство по эксплуатации Горизонтальные токарные станки серии CS6150 (CS16″в дюймах) CS6150B( CS16″B в дюймах) Токарные станки серии CS6150 CS6250B Инструкции Оглавление 1 Применение станка .............................................................................................1-3 2 Технические данные ...........................................................................................2-1 3 Привод станка .....................................................................................................3-1 4 Работа станка .......................................................................................................4-1 5 Электрическая часть станка...............................................................................5-1 6 Смазка ..................................................................................................................6-1 7 Блок охлаждающей жидкости ...........................................................................7-1 8 Подъем, установка и испытание........................................................................8-1 9 Техническое обслуживание и уход ...................................................................9-1 10 Регулировка и структура ..................................................................................10-1 11 Легко изнашиваемые детали и схемы их обработки......................................... 11-1 12 Стандартные принадлежности, инструменты и дополнительные аксессуары …….......................................................................................................................12-9 13 Ножной тормоз .............................................................................................13-1 14 Приспособление для токарной обработки конусов ...................................14-1 15 Механический ограничитель подачи ..........................................................15-1 16 Поиск и устранение неисправностей ..........................................................16-2 1 Токарные станки серии CS6150 CS6250B Инструкции ВНИМАНИЕ Перед началом эксплуатации машины внимательно прочтите данное руководство и руководство по безопасной эксплуатации. 1. Не работайте без защитных очков и защитной обуви. 2. Всегда надевайте защитную каску, а рукава и края рабочей униформы должны быть плотно закрыты. 3. Не допускайте попадания рук в движущиеся части машины. 4. Не работайте в перчатках. 5. Обеспечьте достаточное освещение вокруг машины, поддерживайте периметр вокруг машины в сухом, чистом и исправном состоянии. Кроме того, не ставьте ничего рядом с машиной, иначе это станет препятствием во время работы. 6. Не кладите инструменты, заготовки и другие предметы на станок, особенно на движущиеся части. 7. Перед вращением шпинделя убедитесь, что заготовка или инструмент полностью захвачены, а гаечный ключ извлечен из патрона или револьверной головки. 8. Перед регулировкой положения форсунок охлаждающей жидкости остановитестанок. 9. При эксплуатации и техническом обслуживании необходимо следить за тем, чтобы не загрязнить и не повредить предупреждающую табличку. 10. Перед обслуживанием отключите питание. 11. Не перемещайте каретку в продольном направлении, пока она не будетосвобождена. 12. Для обеспечения безопасной работы станка периодически заливайте масло в бабку, подающий корпус и фартук, а также смазывайте маслом или консистентной смазкой другие масляные места, такие как направляющие и чашки. 13. Пользователь должен предоставить патрон φ315 м м , который должен соответствовать стандарту EN1550:1997 перед началом работы. Номинальная частота вращения патрона должна быть выше максимальной частоты вращения шпинделя. Ниже приведены типы и размеры шпинделей. 1-3 Токарные станки серии CS6150 CS6250B Инструкции Серия CS6140 Размер носика шпинделя 12.3 139.719 M8 250 171.40 40 6XM20X1.5EQS 26.20 139.719 13.5 90 190 206 (размер указан только для патрона). 20 13 64 0 84 3X 13EQS 77 50 +0.20 6- 26.20+0.050 EQS CS6140 Размер фланца шпинделя 13. Для безопасной эксплуатации ознакомьтесь с руководством. 1-4 Токарные станки серии CS6150 CS6250B 1 1.1 1.2 1.3 1.4 1.5 Инструкции Применение станка Данный серийный станок способен выполнять такие операции, как внутреннее и наружное цилиндрическое точение, торцевание и другие виды токарной обработки; нарезать метрическую, дюймовую, модульную и D.P резьбу; выполнять сверление, рассверливание и протягивание пазов. Помимо вышеперечисленных операций, токарный станок с зазором способен на токарную обработку плоских и неправильной формы заготовок. Заготовки обрабатываются на станке до округлости в пределах 0,01 мм и цилиндричности в пределах 0,02 мм на мерной длине 200 мм с высокой чистотой поверхности. Шпиндель токарного станка серииCS6140B с проходным отверстием φ82 мм(315/64") позволяет удерживать в нем пруток большого диаметра. 1.6 В станке используются две различные единицы измерения - дюймовая и метрическая системы. Это обеспечивает простоту эксплуатации для различных областей измерения. 1.7 Станок может быть остановлена с помощью ручного или ножного тормоза. Пользователи могут работать в соответствии со своими привычками. 1.8 1.9 Станок работает на напряжениях 220В, 380В, 420В и частотах 50Гц и 60Гц. Полный набор дополнительных принадлежностей позволяет пользователям выбирать. 1-5 Токарные станки серии CS6150 CS6250B 2 Инструкции Технические данные Таблица2-1Технические данные Модель CS6140 CS16" CS6140B CS16 "B CS6240 CS16 "G CS6240B CS16 "GB CS6150 CS20" CS6150B CS20 "B CS6250 CS20 "G CS6250B CS20 "GB CS6166 CS26" CS6166B CS26 "B CS6266 CS26 "G CS6266B CS26 "GB Макс. диам. поворота над станиной φ400(16") φ500(20") φ660(26") Макс. диам. поворота над поперечными салазками Макс. диаметр поворота. φ220(8") φ300(12") φ420(17") φ630(25") φ710(28") φ870(34") Данные Пункт Макс. диаметр и длина качания в зазоре Макс. длина заготовки Макс. длина поворота 240(9") 750/1000/1500/2000/2500/3000(30"/40"/60"/80"/100"/120") 700/950/1450/1950/2450/2950(28"/38"/58"/75"/96"/116") Проходное отверстие шпинделя φ52(2 3/64") Диаметр и конусность отверстия шпинделя Шпиндельная бабка Серия MT.No. 6B φ90 1:20(335/64" 1:20) ISO 702/Ⅲ №6 байонетный замок Частота вращения шпинделя Серия B φ82(3 15/64") типВ серии ISO 702/Ⅱ №8 короткий кулачковый 24 шага9-1600 об/мин Макс. выходной крутящий момент шпинделя 1400 Н.м(1013 фунт-фут) 1200 Н.м(885 фунтфут) Количество и диапазон длинных кормов Стандарт Снижение 0,063-2,52 мм/r 65 видов,(0,0023-0,0937in/r,65) 0,028-0,056 мм/r 13 видов, (0,0010-0,0021in/r,13) Увеличение 2,86-6,43 мм/r 15 видов,(0,1064-0,2392in/r,15) Количество и диапазон поперечных подач Стандарт 0,027-1,07 мм/r 65 видов,(0,0011-0,0404in/r,65) Снижение 0,012-0,026 мм/r 13 видов,(0,0004-0,0010in/r,13) Увеличение 1,21-2,73 мм/r 15 видов, (0,0457-0,1032 дюйма/r,15) Количество и диапазон нарезания резьбы Метрическая резьба 0, Дюймовая резьба 72-1/8tpi49 виды Резьба модуля 0, Нити Д.П. Продольная скоростная траверса Поперечный быстрый траверс 5-22448 видов 5-11242 вида 56-1/4DP45 виды 4,5 м/мин (15 футов/мин) 50 Гц 5,4 м/мин (18 футов/мин) 60 Гц 1.9m/min(6.37ft/min)50Hz 2-1 2.3m/min(7.67ft/min)60Hz Токарные станки серии CS6150 CS6250B Шаг ведущего винта Высота оси шпинделя до инструментаопорная поверхность Секция инструментов Угол поворота четырехсторонней стойки инструмента Модель Данные Пункт Максимальный ход составного упора Максимальный ход поперечной заслонки Максимально допустимое усилие резания(Pz) Инструкции 12(2tpi) 28(13/32") 25мм×25мм(1"×1") ±90° CS6140 CS16" CS6140B CS16"B CS6240 CS16 "G CS6240B CS16 "GB CS6150 CS20" CS6150B CS20"B CS6250 CS20 "G CS6250B CS20 "GB CS6166 CS26" CS6166B CS26"B CS6266 CS26 "G CS6266B CS26 "GB 145 (53/4") 320 (12 5/8") 14000 Н(3086 фунтов силы) 310 (12 1/8") 12000 Н(2643 фунтсила) Максимально допустимое усилие подачи (Px) Диаметр пиноли хвостовой бабки 3500 Н (772 фунт-сила) Конусность пиноли задней бабки Конус Морзе №5 Максимальный ход пиноли Поперечное перемещение задней бабки Тип, мощность, частота вращения главного двигателя Тип двигателя для быстрого перемещения, мощность, скорость Тип насоса охлаждающей жидкости, мощность, расход Клиновой ремень 150 (529/32") 75(261/64") ±15 (±19/32") Y132M ,7,5кВт(10HP)1450r/min(50Hz),1750r/min(60Hz) 2AOS,5632,250W(0.34HP),1360r/min(50Hz), 1750r/min(60Hz) 50 л/мин(11гал/мин) B21084 шт. B21844 шт. B23374 шт. Масса нетто машины 750(30") 1975 кг (4354 фунта) 2052 кг (4520 фунтов) 2150 кг (4735 фунтов) 1000(40") 2050 кг (4520 фунтов) 2100 кг (4630 фунтов) 2200 кг (4845 фунтов) 1500(60") 2250 кг (4960 фунтов) 2300 кг (5070 фунтов) 2400 кг (5286 фунтов) 2000(80") 2450 кг (5400 фунтов) 2500 кг (5510 фунтов) 2600 кг (5727 фунтов) 2500(100") 2650 кг (5840 фунтов) 2700 кг (5950 фунтов) 2800 кг (6168 фунтов) 3000(120") 2850 кг (6280 фунтов) 2900 кг (6390 фунтов) 3000 кг (6610 фунтов) 2-2 Токарные станки серии CS6150 CS6250B Инструкции Размеры 750 (30" станка (L× W×H)) 2382×975×1230 2382×975×1270 94"×38 3/8"×48 7/16" 1000(40") 94"×38 3/8"×50" 2632×975×1230 2632×975×1270 104"×38 3/8"×48 7/16" 1500(60") 2000(80") 2500(100") 3000(120") 104"×38 3/8"×50" 2382×975×1350 94"×38 3/8"×53" 2632×975×1350 104"×38 3/8"×53" 3132×975×1230 3132×975×1270 3132×975×1350 123"×38 3/8"×48 7/16" 123"×38 3/8"×50" 123"×38 3/8"×53" 3632×975×1230 3632×975×1270 3632×975×1350 143"×38 3/8"×48 7/16" 143"×38 3/8"×50" 143"×38 3/8"×53" 4132×975×1230 4132×975×1270 4132×975×1350 163"×38 3/8"×48 7/16" 163"×38 3/8"×50" 163"×38 3/8"×53" 4632×975×1230 4632×975×1270 4632×975×1350 183"×38 3/8"×48 7/16" 183"×38 3/8"×50" 183"×38 3/8"×53" 2-3 Токарные станки серии CS6150 CS6250B 3 3.1 Инструкции Привод станка Система привода станка показана на рис. 3-1. Детали системы привода перечислены в табл. 3-1 для метрических и табл. 3-2 для дюймовых единиц измерения. На рис. 3-2 показаны расположение подшипников качения. Названия подшипников приведены в табл. 3-3. 3-1 Токарные станки серии CS6140 CS6140B 3-2 Инструкции Рис. 3-1 Схема привода Применяется для правого фартука. Рис.3-2 Расположение подшипников Токарные станки серии CS6150 CS6250B Инструкции 3-3 Токарные станки серии CS6150 CS6250B Инструкции Таблица Назван Нет. ие Part No. 3-1Перечень метрических деталей привода Количество Модул зубов или ь или запусков шаг Коэффицие нт изменения положения или начальный диаметр. 1 02081 45 2 02082 45 3 02083 40 4 02084 36 5 02085 28 6 02086 32 7 02106 48 8 02087 32 9 02089 36 10 02091 44 11 02088 40 12 02092 36 13 02092 20 14 02105 32 15 02093 45 Голо 16 02094 61 вка - 17 02095 30 запас 18 02095 17 ная 19 02096 48 20 02056 16 21 02097 17 22 02098 60 Справа 23 02099 20 L +0.5868 24 *B02104 48 25 *B02102 40 26 *B02101 80 27 02114 32 28 02103 26 29 02107 48 30 02108 31 31 02108 31 Спира ль / угол профи ля Материал Тер миче ская обра ботк а 45 G48 40Cr G52 45 G48 40Cr G52 45 G48 40Cr G52 45 G48 40Cr G48 45 G48 40Cr G48 45 G48 45 G48 2.5 20° +0.525 Левый 3 20°/13º10" 20° Левый 3 20°/13º10" R -0.5868 20° 2.5 3-4 Токарные станки серии CS6150 CS6250B Инструкции 32 02111 18 40Cr G48 33 02109 31 45 G48 3-5 Токарные станки серии CS6150 CS6250B Инструкции Продолжение таблицы 31. Название Нет. Part No. Количество зубов или запусков Модуль или шаг Коэффициент изменения положения или начальный диаметр. 34 08042 60 35 08043 69 36 08041 56 37 08044 57 38 07061 28 2.25 39 07061 30 1.75 40 07062 27 2.25 -0.1323 41 07063 41 1.75 +0.5254 42 07064 30 2.25 -0.3323 43 07064 29 1.75 +0.5731 44 07066 21 3 +0.50 45 07066 28 2 +0.30 46 07073 20 47 07072 118 48 07071 21 -0.50 49 07069 36 +0.7687 50 07068 32 Питающий 51 07067 33 корпус 52 07065 30 1.75 53 07066 21 3 +0.50 54 07066 28 2 +0.30 Механизм Change Спираль / угол профиля Материал Термическая обработка 45 ▲2 20° /2.25 /2.75 Нейлон MC 45 +0.6 +0.04256 3 2 +01.352 +1.444 +0.8117 20° 45 G42 Токарные станки серии CS6150 CS6250B Инструкции 55 07032 14 56 07032 22 57 07076 42 58 07077 33 59 07078 15 60 07079 24 61 07074 22 62 07074 40 63 07074 32 64 07075 21 65 07034 21 66 07038 42 67 06061 36 68 06062 32 69 06063 56 +0.40 -0.40 2.25 +0.1323 +0.5324 +0.40 2 +0.25 -0.25 40Cr 1.5 20° 45 GCr15 Токарные станки серии CS6150 CS6250B Инструкции Продолжение таблицы 31. Назван Нет. Part No. ие Фарт ук для право Количество Модул зубов или ь или запусков шаг Коэффицие нт изменения положения или начальный диаметр. Спира ль / угол профи ля 6º20′25" Материал 70 06057 2 71 06021 26 72 06064 32 73 06065 36 74 06065 36 75 06066 45 76 06066 45 77 06069 87 78 06052 12 79 01024 стойка 80 06071 18 81 06072 28 82 06073 20 83 06074 89 84 06066 85 06066 86 06067 35 87 06068 58 88 06022 89 01021 79 01024A 2.5036 89 01021A 12 70 06057A 2 2.5 Левый 78 06052A 12 2.5036 +0.049 90 05031 18 1.75 Левый 91 05021 Y40Mn 92 05011 ZCuSn10Pb 93 04011 94 04031 2.5 Левый 6º20′25" 20° 1.75 45 ZCuSn10Pb 1 45 45 G48 45 Левый 1.75 40Cr +0.249 2.5036 G48 45 1.75 20° 1.5 45 1 Тер миче ская обра ботк а 40Cr 1.75 45 G52 G48 G48 ZCuSn10Pb1 12 Y40Mn 20° 6º20′25" 45 Y40Mn 45 20° G48 й руки Инс тру мен таль 1 40Cr 1 5 Y40Mn ный 3-8 D0.3-550 Токарные станки серии CS6150 CS6250B Инструкции пост Продолжение таблицы 3Хвос 95 03022 1. т96 03005 HT150 запа с 15002 Pulley 97 15002/60H φ115 φ 93 Тип B HT150 z 98 02003 φ175 3-9 Токарные станки серии CS6150 CS6250B Инструкции Таблица 3-2Перечень деталей Назван Нет ие Part No. Количество зубов или запусков 34 08042Y 82 35 08043Y 57 36 08041Y 81 37 08044Y 69 81 06072Y 30 82 06073Y 28 Фартук 83 06074Y 97 88 06022Y 89 01021Y 91 05021Y 92 05011Y 93 04011Y 94 04031Y Шест еренк и Дол жно сть инс тру мен та Модул ь или шаг приводного дюйма Коэффицие нт изменения положения или start dir. Спира ль / угол профи ля 20° 1.5/2.25 1.5 Материал Тер миче ская обра ботк а 45 45 20° ZCuSn10Pb1 12.7 Y40Mn Y40Mn 1 ZCuSn10Pb1 5.08 ZCuSn10Pb1 Y40Mn Примечание: Помеченные звездочкой * - это номера деталей CS6140B. Машина прошла строгие испытания, в результате которых было доказано, что ее уровень шума не превышает 81 дБ. 3-10 Токарные станки серии CS6150 CS6250B Инструкции Таблица 3-3Перечень подшипников Тип Спецификация Qty. Номер на схеме 7000106 35×55×9 2 44,45 105 25×47×12 10 1,8,14,15,16,17,31,37,40,41 106 30×55×13 1 25 203 17×40×12 9 29,30,33,34,35,36,38,39,46 205 25×52×15 3 13,24,32 208 40×80×18 3 12,18,19 303 17×47×14 1 27 304 20×52×15 1 28 305 25×62×17 3 26,20,10 306 30×72×19 2 21,11 307 35×80×21 2 9,5 308 40×90×23 1 22 D119 95×145×24 1 23(BSeries) 1D3182120 100×150×37 1 6(BSeries ) 1D3182124K 120×180×46 1 2(BSeries ) 7205E 25×52×16.5 2 47,48 7209E 45×85×21 1 7 7608E 40×90×35.5 1 4 D8106 30×47×11 2 42,43 5D2268124 120×150×25 1 3(BSeries ) 8205 25×47×15 1 49 17 7×19×6 4 50,51 D215 75×130×25 1 23 D3182116 80×125×34 1 6 1D3182120K 100×150×37 1 2 5D2268120 100×150×60 3 3-11 Токарные станки серии CS6150 CS6250B 4 Инструкции Работа станка Средства управления На рис. 4-1 показано расположение и назначение органов управления машины. 4.1 4.2 Метод 4.2.1 Система привода Различные скорости вращения шпинделя доступны при установке ручки переключения скоростей шпинделя (8) и (10). 24-шаговая скорость вращения шпинделя по часовой или против часовой стрелки достигается, если ручка (8) установлена в одно из 8 положений с тем же цветом, что и ручка (10). См. табл. 4-1. При установке ручки (10) в нейтральное (белое) положение шпиндель отсоединяется от других приводных валов и останавливается. Одновременно останавливается и движение подачи, но оно может быть активизировано с помощью механизма увеличенного шага. Примечание: Не пользуйтесь никакими рычагами при вращающемся шпинделе. Система подачи 4.2.2 4.2.2.1 Настройка шага и подачи: Различные углы наклона и подачи доступны при установке ручки управления шагом (6) на бабке, селектора резьбы (7), рычага управления подачей (9) и ручки увеличенной подачи (11). a、Ручка регулировки шага (6)используется для изменения шага резьбы и направления спирали, или для изменения подачи. Из-за однонаправленной обгонной муфты, закрепленной в фартуке, движение подачи невозможно, если ручка (6) не установлена в положение RIGHT-HAND Правая резьба с нормальным шагом. Возможна подача. отсутствует. Левая резьба с нормальным шагом. Подача Правая резьба с увеличенным шагом. Уменьшение или увеличение подачи. подачи. Левая резьба с увеличенным шагом. Без b、Селектор резьбы (7) предназначен для выбора типа резьбы, а также может использоваться для изменения подачи. t m Метрическая резьба n Дюймовая резьба DP Резьба с 4-1 Токарные станки серии CS6150 CS6250B Инструкции Резьба модуля диаметральным шагом шагом и подачей (9) используется для изменения шага и подачи в порядке от 1 до 15, как указано на табличке с данными. d、Ручка усиленной подачи (11) используется для увеличения шага и подачи с помощью винта опережения или подачи Ⅰ、Ⅱ、Ⅲ、Ⅳ:Винт с головкой задействован для нарезания резьбы. A、 B、 C、 D: Подающий стержень задействован для обеспечения движения подачи. Соотношение:Ⅰ:Ⅱ:Ⅲ:Ⅳ = A:B:C:D = 1:2:4:8 413 Токарные станки серии CS6150 CS6250B Инструкции При соответствующей настройке указанных рычагов и ручек можно получить различные подачи, указанные в табл. 4-2. Для обеспечения нормальной работы станка при настройке рычагов и ручек следует исходить из принципа, что более высокой скорости вращения шпинделя соответствует более тонкая подача, и наоборот. Вместо этого ведущий винт может приводиться в движение непосредственно от вала Ⅰ через сменные шестерни с внешним зацеплением в подающем корпусе для нарезания резьбы, исключенной из табл. 4-2. Для этого необходимо установить селектор резьбы (7) в положение NEUTRAL, а ручку увеличенной подачи (11) в положение Ⅳ. Работа каретки: Кнопка выбора оси подачи и быстрого перемещения (21) служит для перемещения каретки или быстрого перемещения в заданном направлении. Для быстрой траверсы необходимо нажать и удерживать кнопку на ее головке до тех пор, пока каретка не переместится в нужное положение. a. Рычаг полугайки (18) используется для перемещения каретки вперед-назад по станине при нарезании резьбы. При повороте рычага (8) по часовой стрелке полугайка закрывается, а при повороте рычага (8) против часовой стрелки - разъединяется. b. Маховик фартука (13), рукоятка поперечного суппорта (14) и рукоятка составного упора (20) являются ручными органами управления. На основании каждой из них имеется циферблат, указывающий расстояние перемещения. 4.2.2.2 Для других органов управления см. схему работы. При переводе рычага управления (12) или (19) в верхнее положение шпиндель начинает двигаться вперед, при переводе в нижнее положение - назад, при переводе в среднее положение - останавливается. Примечание: Рычаг управления (12) или (19) не может быть установлен из верхнего положения непосредственно в нижнее и наоборот. 414 Токарные станки серии CS6150 CS6250B Инструкции (14) Крестообразная скользящая рукоятка (1) Кнопка насоса охлаждающей жидкости (15) (2) Кнопка аварийного останова цепи Четырехсторонний рычаг индексации/блокировки инструментальной стойки управления (3) Кнопка запуска главного двигателя (16)Выключатель включения/выключения лампы (4) Выключатель питания (17) Кнопка включения/выключения главного (5) Рычаг крышки ремня двигателя (6) Ручка переключения высоты тона (18) Рычаг с полугайкой (7) Селектор резьбы (19) Рычаг рабочей штанги (8) Ручка переключения скорости (20) Рукоятка для упора для компаунда вращения шпинделя (21) Селектор оси подачи и кнопка быстрого (9) Ручка регулировки угла наклона и перемещения подачи (22) Кран подачи охлаждающей жидкости (10) Скорость вращения шпинделя/Ручка (23) Рычаг зажима пиноли хвостовой бабки регулировки подачи (11) Увеличенная ручка подачи (24) Рычаг зажима хвостовой бабки (12) Рычаг рабочей штанги (25) Маховик пиноли хвостовой бабки (13) Маховик фартука Рис.4-1аРасположение 415 и назначение органов управления Токарные станки серии CS6150 CS6250B Инструкции (1) Ручка выбора высоты тона и (13) Селектор оси подачи и кнопка быстрого (2) Ручка переключения (14) Механический рычаг выбора ограничителя резьбы перемещения подачи скорости вращения шпинделя (15) Ручка управления пинолью хвостовой бабки (3) Ручка переключения (16) Рычаг зажима хвостовой бабки скорости вращения шпинделя (17) Ручка управления скоростью вращения пиноли хвостовой бабки (4) Рычаг крышки ремня (18) Рычаг фиксации пиноли хвостовой бабки (5) Селектор резьбы (6) Ручка управления подачей (19) Рукоятка для упора для компаунда (7) Увеличенная ручка подачи (20) Четырехсторонний рычаг индексации/блокировки инструментальной стойки (8) Рычаг с полугайкой (9) Крестообразная (21)Выключатель питания скользящая рукоятка (22) Кнопка аварийного останова цепи (10) Насос для смазки управления фартука/каретки (23) Кнопка запуска насоса охлаждающей (11)Маховик фартука жидкости (12) Кнопка управления (24) Кнопка остановки насоса охлаждающей шпинделем жидкости Рис. 4-1б Расположение и назначение органов управления на CS6266B 416 Токарные станки серии CS6150 CS6250B Инструкции Таблица 4-1Частота вращения шпинделя Полож ение рычага N o 10 Частота вращения шпинделя об/мин 8 Рассчитано Норм а аль CW CCW 1 1 9 9.06 9.2 2 2 11 11.4 11.6 3 3 14 14.2 14.4 4 4 18 17.8 18.1 Допустимая Пов нагрузка ыше ние Выходна Макс эффе я . ктив мощность крутя кВт ност щий и моме нт Н-м 6 Голубо й 5 6 Голуб ой Times enlarged перед ача 0.773 5 Слаб ое мест о 5.8 1400 16:1 22 22.1 22.4 13 28 27.8 28.2 (Fig .1) 7 7 35 34.7 35.2 8 8 45 43.4 44.1 9 1 55 54.4 55.2 1039 10 2 70 68.3 69.4 832 11 3 85 85.4 86.7 677 12 4 105 1.6.8 108.5 529 13 5 132 132.6 134.7 441 170 166.7 169.3 321 277 Fric- 224 tion 8:3 14 Желтый 6 Желтый 15 7 210 208.4 211.7 16 8 260 260.5 264.6 0.797 6.0 17 1 320 326.1 331.2 185 clut- 18 2 400 410.1 416.5 146 ch 19 3 500 512.5 520.5 116 20 4 630 640.6 650.6 92 21 5 800 795.8 808.2 73 1160 1000.4 1016.0 58 1250 1250.5 1270.0 46 4:9 22 23 Красн ый 6 7 Красн ый 417 Токарные станки серии CS6150 CS6250B 24 8 1600 1563.1 1587.5 418 Инструкции 36 Токарные станки серии CS6150 CS6250B Инструкции Таблица 4-2а Корма и подати Метрика Дюйм 4-19 Токарные станки серии CS6150 CS6250B Инструкции Таблица 4-2b Корма и подати Метр ика Дюйм 4-20 Токарные станки серии CS6150 CS6250B Инструкции Таблица 4-2c Подачи и углы наклона 1 1 Применяется на токарных станках CS62 40(B) и CS62 50(B) с дюймовым ведущим винтом, метрическим крестовым винтом и метрической подачей. 1 Применяется на токарных станках CS62 66(B) с дюймовым ведущим винтом, метрическим крестовым винтом и метрическая подача. 4-21 Токарные станки серии CS6150 CS6250B 5 Инструкции Электрическая часть станка 5.1 5.1.1 Подготовка перед подключением источника питания После установки необходимо выполнить следующие процедуры для обеспечения безопасной работы. Чеки 5.1.1.1 Проверка наблюдений. Откройте дверцу шкафа и убедитесь, что ни один элементвнутри шкафа не поврежден. 5.1.1.2 Убедитесь, что в шкаф не попала вода и он сухой внутри. 5.1.1.3 Убедитесь, что все разъемы и провода надежно соединены. 5.1.1.4 Измерьте напряжение питания с помощью мультиметра и убедитесь, что оносоответствует требованиям машины. 5.1.2 Подключение проводов 5.1.2.1 Пользователь должен подготовить кабель питания 4x4 мм2 с резиновым покрытием кмашине. 5.1.2.2 Кроме того, необходимо подготовить предохранитель на 30 А (50 А) или воздушныйвыключатель, предназначенный исключительно для использования на машине. 5.1.2.3 Пропустите кабель питания через отверстие в боковой стенке шкафа и подключите егок клеммам. Силовой кабель должен быть защищен антирастягивающим соединением. 5.1.2.4 Заземляющий проводник должен быть подключен непосредственно кклемме заземления. Примечание: Заземляющий и нейтральный проводники должны быть разделены. Очень важно заземлить машину для обеспечения безопасной работы системы управления. 5.2 Операция Рис. 5-1 - схема расположения деталей. Рис. 5-2 - электрическая схема. Рис. 5-3 электрическая схема. В таблице 5-1 перечислены все электрические части. Источник питания должен быть переменного тока 220 В, 380 В, 420 В, 600В, 50 Гц/60 Гц, 3фазный. Нет на станке установлен общий предохранитель, поэтому пользователь должен подключить к входящей цепи питания необходимый предохранитель(50A). Токарный станок CS6266B имеет индикатор питания и индикатор охлаждающей жидкости. Необходимо предусмотреть защиту от повышенного напряжения устанавливается в цепи питания пользователя. Станок должен корректно работать в условиях электропитания, смещение напряжения которого не превышает ±10%, а смещение частоты не превышает ±1. 522 Токарные станки серии CS6150 CS6250B Инструкции Подключите провод питания к клеммной колодке, которая установлена в передней опоре станка и доступ к нему осуществляется через окно на задней стороне опоры. Подключите и закрепите заземление проводника к винту заземления. Станок электрифицируется путем замыкания выключателя питания QS1. В это время загорается лампа EL. Двигатель начинает работать при нажатии кнопки SB3 или SB4 и останавливается при нажатии SB2 или SB5. Насос охлаждающей жидкости M2 не может быть запущен, если не работает двигатель. Насос охлаждающей жидкости запускается с помощью SB6 и останавливается при остановке двигателя. Рабочая лампа EL включается и выключается с помощью выключателя SA1. Концевой выключатель SQ1 срабатывает и разрывает связанные контакты, отключая питание двигателя и блока управления, что обеспечивает безопасность обслуживающего персонала при открытии крышки редуктора для обслуживания и регулировки. Доступ к электрическим частям возможен только после снятия второй защитной двери, установленной для предотвращения случайного прикосновения к электрическим частям. SQ2 - это дверь-отсекатель, которая используется для отключения цепи управления. Данные, приведенные в этом разделе, могут быть изменены в соответствии с требованиями пользователей. Таблица 5-1Перечень электрических частей Код Тип M1 QA132M4A M2 ACP-100 M3 YSS2 -56 TC1 JBK5-160/TH Название Спецификация 3-фазный 3-400 В 50 Гц 7,5 кВт асинхронный двигатель Насос охлаждающей 3-50 Гц 100 Вт 400 В жидкости 3-фазный микро 3-50 Гц 370 Вт 400 В двигатель Изолирующий трансформатор Вход: 400 В 50 Гц Производитель Сертификаци я ABB CE Южная Корея CE Шэньян Sanyou Шанхай LEIPOLD CE CE Выход: 24 В (60 ВА) 24 В (100 ВА) KM1 SC-E04E5 Контактор A.C. Катушка 24 В 50 Гц Fuji CE KM2 SC-E02E5 Контактор A.C. Катушка 24 В 50 Гц Fuji CE KM3 SC-E02E5 Катушка 24 В 50 Гц Fuji CE QS1 P1-32/EA/SVB Ie=32A ТЛЕКОН CE SB2,3 CJK22-11BD/G1R0 SB4 CJK22-10P/W SB6 CJK22-10P/W Контактор A.C. Выключатель питания Двухпозиционная кнопка с лампой Кнопка запуска шпинделя Запуск насоса охлаждающей жидкости кнопка Ue=400В Ie=5A CE Ue=400В Ie=5A CE Ue=400В Ie=5A 523 Цзянъинь чанцзян CE Токарные станки серии CS6150 CS6250B SB7 CJK22-01P/K SB5,8 CJK22-01MXS/R SB1 LA38-11/206A HL1,2 AD11-22/20-9GZ SQ3,4,6 ZS335-11Z SQ2 ZS335-11Z SQ1,5 AZ15zvk QF01 EA33AC/30 Остановка насоса охлаждающей жидкости кнопка Головка гриба E.кнопка останова Быстрая траверса кнопка Сигнальная лампа Предохранительный концевой выключатель Предохранительный концевой выключатель Предохранительный выключатель Прерыватель с пластиковым корпусом случай Инструкции Ue=400В Ie=5A CE Ue=400В Ie=5A CE Ue=400В Ie=5A CE AC24V CE Ролик CE SCHMERSAL Плунжер CE CE Ie=30A Fuji CE QF02 MS116-16.0 Стартер двигателя 10-16A ABB CE QF03 MS116-0.63 Стартер двигателя 0.4-0.63A ABB CE QF04 MS116-2.5 Стартер двигателя 1.6-2.5A ABB CE QF05,08 NDM1-63C Малый выключатель 1/2 QF06 NDM1-63C Малый выключатель 3/1 QF07 NDM1-63C Малый выключатель 6/1 524 Шанхайская компания liangxin CE CE CE Токарные станки серии CS6150 CS6250B Силовой QS1 изолирующий SB4 Кнопка запуска шпинделя SB5 E.стоппереключатель SB6 Кнопка пуска охлаждающей жидкости SB7 Кнопка остановки Кнопка переключения SB2 Кнопка остановки шпинделя SB3 Кнопка запуска шпинделя SB1 SB4 подачи охлаждающей жидкости Инструкции XT2 Терминалы XT3 Терминалы SQ4 Защитный выключатель патрона SQ3 Переключатель вертикального вала SQ2 Ножной переключатель SQ5 Поездка на двери HL1 Лампа включения питания SQ6 Выключатель защитыпостов угля M1 Двигатель шпинделя HL2 Лампа включения M2 Двигатель насоса SQ1 Колдун крышки редуктора EL Лампа для работы на станке M3 Двигатель быстрого перемещения XT1 Терминалы 525 SQ7 Концевой выключатель оси X SB8 E.стоп-переключатель Двигатель насоса 7 Концевой выключатель SQ Инструкции расположения частей Токарные станки серии CS6150 CS6250B Рис.5-1Схема электрических 5-4 Токарные станки серии CS6150 CS6250B Рис.5-2 Принципиальная электрическая схема 1 5-5 Инструкции Токарные станки серии CS6150 CS6250B Рис. 5-3 Принципиальная электрическая схема 2 5-6 Инструкции Токарные станки серии CS6140 CS6140B Рис. 5-4 Схема подключения 5-7 Инструкции Примечание: 1. SQ1 - переключатель крышки коробки передач. 2. SQ2, SQ3, SQ4 и SQ5 не подключаются в случае отсутствия ножного тормоза, защиты патрона или отключения двери. 3. Все площади поперечного сечения проводников относятся к медным проводникам. Токарные станки серии CS6150 CS6250B 6 Инструкции Смазка Рис. 6-1 - схема смазки станка. Для смазки машины используется смазочный материал CBK68, описанный в национальном стандарте GB/T 7632-1987. Менять масло каждые 50 дней Поворот на 1 оборот каждую смену Заправляйте масло при каждой 30 30 30 Дренажно е отверстие Смотровое стекло для масла Ручной насос 30 30 30 CBK68 Смазка на осн. Ca №2 СВК68 Рис. 6-1Схема смазки Особенности безопасности смазки CBK68 и смазки на кальциевой основе №2 заключаются в следующем: Отработанное масло из машины нельзя выбрасывать без разбора. Его следует собрать и передать квалифицированной компании, занимающейся переработкой. 6.1 Смазка бабки Масло перекачивается трохоидным насосом с приводом от вала Ⅰ. После фильтрации масло по трубопроводу поступает в масляный поддон и по тракту смазывает шестерни, валы, подшипники и т.д. в бабке по циклу(рис. 6-2). Всегда проверяйте состояние насоса, наблюдая за ним через маслоуказатель в передней части бабки. Убедитесь, что уровень масла находится на уровне центрированной линии 630 Токарные станки серии CS6150 CS6250B Инструкции масломера. Подшипник на левом конце вала X смазывается кальциевой смазкой №2. Рис. 6-2 6.2 Схема смазки бабки Смазка корпуса подающего механизма Капельная смазка деталей в загрузочной коробке осуществляется с помощью ниток ваты, пропитанных маслом, которые находятся в масляном тракте загрузочной коробки (рис. 6-3). Через некоторое время отработанное масло должно быть слито из коробки в соответствии с отметкой на смотровом стекле. 油极限 高度观察孔 Проверьте отработан ное масло здесь Дренажно е 放油孔 отверстие Рис. 6-3 Схема 6.3 смазки подающего корпуса Смазка фартука Масло резервируется на пути движения фартука. При быстром перемещении фартука все детали привода смазываются маслом, взбиваемым ребрами, или капельно через нити ваты, пропитанные маслом, которое разбрызгивается в верхнюю канавку ребрами. См. рис. 6-4. Подшипники правого фартука смазываются маслом из верхней канавки, в которую 631 Токарные станки серии CS6150 CS6250B Инструкции масло подается ручным насосом. Перед началом работы необходимо пять раз потянуть за ручку насоса. См. рис. 6-5. Следите за уровнем масла по масломерному указателю и убедитесь, что он находится до центральной линии указателя. 由此加 Залейте масло здесь 油 手拉油泵 Ручной насос Рис.6-4Карта смазки Apron Залейте 由此加油 масло здесь Ручной 手拉油泵 насос Рис. 6-5 Схема 6.4 смазки фартука правой руки Смазка направляющих Нижние рельсы каретки смазываются централизованно с помощью ручного насоса. Верхние направляющие каретки, поперечный винт, винт верхнего суппорта, упор для инструмента, пиноль и винт задней бабки смазываются маслом из шприца. 6.5 Другие нефтяные объекты Ведущий винт, шток и шейка рычага управления смазываются капельным маслом с помощью ниток ваты. Масло хранится в резервуаре заднего кронштейна. Вал и втулка шкива холостого хода в коробке переключения передач смазываются кальциевой смазкой №2, которая запрессовывается винтом-пробкой. 632 Токарные станки серии CS6150 CS6250B 7 Инструкции Охлаждающая жидкость Охлаждающая жидкость, хранящаяся в задней или средней опоре станка, закачивается трехфазным насосом AYB-50. Расход СОЖ регулируется краном на трубопроводе СОЖ. СОЖ должна быть выбрана правильного типа, чтобы она подходила к обрабатываемому материалу и давала ожидаемый результат. Отработанную охлаждающую жидкость из машины нельзя выбрасывать без разбора. Она должна быть собрана и рассматриваются как ядохимикаты. Безопасность охлаждающих жидкостей должна быть соответствовать заготовке и обрабатываемому материалу. 8 8.1 Подъем, установка и испытание Такелажные работы Для подъема машины в ящике необходимо связать и пропустить канаты в соответствии с символами, нанесенными на ящик. Обращайтесь с машиной осторожно, чтобы избежать ударов и толчков. Держите его в вертикальном положении и не допускайте сильного наклона. Не ставьте машину на острые предметы. Для подъема машины после распаковки свяжите и пропустите канаты в соответствии с приведенной ниже схемой (рис. 8-1). Перемещайте каретку вперед-назад для обеспечения равновесия. Проложите мягкие материалы между тросами и машиной, чтобы не повредить внешний вид машины. Распаковка После распаковки сразу же проверьте внешний вид машины. Проверьте наличие принадлежностей и инструмента в соответствии с УПАКОВОЧНЫМ ЛИСТОМ. 8.2 Установка Несмотря на то, что станок был проверен и испытан перед отгрузкой с завода, его необходимо правильно установить, чтобы сохранить точность и срок службы. Машина размещается с помощью нескольких групп железных клиньев на заранее подготовленном бетонном фундаменте. См. рис. 8-1 план фундамента. Выровняйте станок с помощью прецизионного уровня с точностью до 0,06/1000 в продольном направлении и 0,03/1000 в поперечном направлении, отрегулировав домкратные болты. После завершения первичных регулировок залейте раствор в отверстия для анкерных болтов. Вторичная 8-2 Токарные станки серии CS6150 CS6250B Инструкции регулировка производится только после полного затвердевания раствора. После выравнивания станка до требуемой точности придать каждому болту-гайке равномерное закручивание, залить раствором железные клинья и основание станка, оставив гладкую поверхность фундамента. 8.3 Очистка Нанесенный на станок антикоррозийный состав необходимо тщательно удалить керосином. Внутренняя поверхность бабки должна быть очищена теплым керосином. Все струны шерсти также должны быть очищены. По окончании очистки залейте в станок достаточное количество масла в соответствии с таблицей смазки. 8.4 Тестовая эксплуатация Перед началом пробной эксплуатации внимательно прочитайте РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ, чтобы знать функции и назначение всех органов управления, и убедитесь, что машина правильно смазана. Проверяйте каждый участок на наличие достаточного количества масла и гарантируйте безопасную работу. Проверьте вручную состояние каждой рабочей части. Перед включением электропитания машины убедитесь, что электрический блок находится в хорошем состоянии, а двигатель не подвержен воздействию влаги. После включения электропитания убедитесь, что двигатель вращается по часовой стрелке. В противном случае необходимо исправить подключение фазных линий. Пробный пуск выполняется только после выполнения всех описанных выше процедур. Сначала в течение некоторого времени эксплуатируйте машину на минимальной скорости и постепенно увеличивайте скорость. Внимательно следите за состоянием узла смазки, рабочего блока, электрического блока, блока охлаждения и других функционирующих узлов во время холостого хода. Не приступайте к работе, если машина не исправна, не смазана и не заторможена, а органы управления не функционируют должным образом. 8-2 Токарные станки серии CS6150 CS6250B Инструкции Макс. длина заготовки 750 1000 1500 2000 2500 3000 A 875 1125 1625 855+460+810 1016+460+1139 1275+460+1395 B 1305 1555 2055 1285+1270 1446+4599 1705+1855 C 590 Рис.8-1 Схема подъема и фундамента 8-3 Токарные станки серии CS6150 CS6250B 9 9.1 Инструкции Техническое обслуживание и уход за Смазка Для поддержания нормальной работы и уменьшения износа все трущиеся и скользящие детали машины должны периодически смазываться надлежащим образом. Поэтому обратите особое внимание на следующие моменты. a) Регулярно доливайте чистое масло в соответствии с таблицей смазки. b) Каждая из бабок, фартук и подающий корпус должны быть заполнены до центральной линии их масломеров. Следите за тем, чтобы уровень масла не превышал верхнюю линию каждого манометра. В этом случае масло будет переливаться через край. Поэтому важно время от времени проверять уровень масла и поддерживать его в правильном положении. c) В связи с сильным износом нового станка первая замена масла в бабке и фартуке должна производиться через десять дней после начала эксплуатации станка, вторая - через двадцать дней, далее замена производится каждые два-три месяца, чтобы бабка и фартук постоянно были чистыми. После слива отходов бабка и фартук должны быть промыты керосином. d) Фильтр в бабке и шерстяные струны на станке должны очищаться каждый месяц. Пылезащитные кожухи на концах нижних направляющих каретки и на левой стороненижней плиты задней бабки следует чистить каждую неделю и заменять в случае износа. 9.2 Операция При эксплуатации машины обратите внимание на следующие моменты. a) После запуска главного двигателя шпиндель запускается только после подтверждения исправности смазочного насоса и наличия достаточного количества масла в бабке. b) Никогда не изменяйте скорость вращения, когда шпиндель работает на высокой скорости. Изменяйте ее только при остановленном шпинделе. Скорость подачи изменяется либо при остановленном шпинделе, либо при работе на более низкой скорости. c) Перед запуском шпинделя необходимо убедиться, что все рычаги переключения передач находятся в правильном положении, обеспечивающем хорошее зацепление между передачами. 9-1 Токарные станки серии CS6150 CS6250B Инструкции d) При отказе тормоза немедленно отремонтируйте его. Никогда не используйте фрикционную муфту заднего хода в качестве тормоза. e) При управлении любым из рычагов управления обязательно полностью опускайте или поднимайте его. Неполное нажатие не позволяет снизить скорость во время резки. 9.3 Техническое обслуживание Для поддержания точности и срока службы каждой детали станка следует обратить внимание на следующие моменты. a) Периодически проверяйте и регулируйте натяжение клиновых ремней для поддержания их срока службы. b) Очистите загрязнения или отработанную охлаждающую жидкость, попавшие между четырехсторонней стойкой инструмента и его ползуном, чтобы сохранить повторяемость хода ползуна. c) Если задняя бабка используется для поддержки заготовки при резке, необходимо применить конус Морзе № 5 и горизонтально вставить его в отверстие пиноли задней бабки так, чтобы он вошел в зацепление с упорной собачкой, которая предотвратит вращение конуса и сохранит точность конусного отверстия. d) Ведущий винт предназначен для нарезания резьбы, а не для продольной подачи заготовки. Подача может повлиять на срок службы и точность ведущего винта. Поскольку при нарезании резьбы фартук приводится в движение непосредственно ведущим винтом, предохранительная муфта в фартуке становится бесполезной. Следите за правильным выбором глубины резания и усилия резания Px, не превышающего 3500 Н. e) Смажьте опорную поверхность заготовки, если для ее поддержки используется устойчивый упор или следящий упор. f) Обязательно останавливайте главный двигатель перед загрузкой/выгрузкой заготовок или перед уходом оператора. 9-2 Токарные станки серии CS6150 CS6250B Инструкции 10 Регулировка и структура 10.1 Станина машины Главный двигатель расположен в передней опоре, а насос охлаждающей жидкости - в задней опоре станка (насосы охлаждающей жидкости для станков с межосевым расстоянием 2М и более расположены в средней опоре). Электрический щит расположен в окне с задней стороны станка. Натяжение приводных ремней должно быть правильно отрегулировано с помощью регулировочных гаек. См. рис. 10-1. Высококачественные литые станины с закалкой обеспечивают высокую стойкость к трению и сохранение точности в течение длительного времени. Регулировоч 调节螺母 ная гайка Регулировоч 调节螺母 ная гайка Рис. 10-1 Схема регулировки приводного ремня 10.2 Бабка Это бабка с централизованным приводом. Мощность от главного двигателя через клиновые ремни передается на вал Ⅰ, который с помощью многодисковой фрикционной муфты и нескольких ступеней зубчатых колес приводит в движение шпиндель. Направление вращения шпинделя определяется фрикционной муфтой. В для обеспечения плавного хода шпинделя фрикционная муфта должна быть правильно отрегулирована. Не допускается слишком тугое или слишком слабое затягивание. Слишком слабая регулировка может привести не только к неэффективности и недостаточной отдаче мощности шпинделя, но и к частому проскальзыванию и нагреву, что приведет к серьезному износу. Слишком тугое крепление может затруднить работу, что приведет к потере функции защиты. См. рис. 10-2. 10-1 Токарные станки серии CS6150 CS6250B Инструкции Регулировоч 调节螺母 ная гайка Позиционирующий штифт Рис. 10-2 Схема регулировки многодискового фрикционного сцепления 定位销 Тормоз используется для управления вращением шпинделя вместо муфты, когда муфта не включена. Если шпиндель не останавливается, необходимо подтянуть тормозную ленту с помощью регулировочных гаек. Следите за тем, чтобы не перекрутить ленту. См. рис. 10-3. 调节螺母2 Регулировочная гайка 2 Регулировочная 调节螺母1 гайка 1 Рис. 10-3 Схема регулировки тормозной ленты Шпиндель опирается на три подшипника, из которых передний и средний обеспечивают основную опору, а задний - вспомогательную. Для обеспечения точности обработки и режущей способности станка необходимо 10-2 Токарные станки серии CS6150 CS6250B Инструкции тщательно регулировать люфт шпинделя до тех пор, пока радиальное биение и осевое скольжение не будут точно соответствовать требованиям станка (см. рис. 10-4). При необходимости регулировки подшипников шпинделя ослабьте гайку (1) и гайку (2). Перед ослаблением гайки (2) обязательно снимите стопорную шайбу. Отрегулируйте передний подшипник шпинделя гайкой (3), а средний подшипник - гайкой (4) до достижения нужного люфта. В завершение снова затяните все гайки. После завершения описанной выше процедуры необходимо произвести холостой ход шпинделя продолжительностью более одного часа. Температура шпинделя в установившемся режиме должна быть не более 70℃, в противном случае необходимо произвести перенастройку. Для поддержания баланса и исключения вибрации в ненагруженном состоянии на шестерне (5) шпинделя закреплен балансир. Перед отгрузкой с завода каждый станок проходит проверку балансировки. (Если станок сбалансирован, то балансир не устанавливается). Крутящий момент от механизма переключения передач передается цепью. После длительной эксплуатации цепь может растянуться и привести к тому, что скоростной диск будет выдавать неправильное или ошибочное значение. Поэтому необходимо отрегулировать ее натяжение с помощью регулировочных винтов. См. рис. 10-5. 10-3 Контрольная шайба 6 4 2 5 3 1 Токарные станки серии CS6150 CS6250B 10-4 Инструкции Балансовый блок Рис. 10-4 Регулировка подшипников шпинделя Токарные станки серии CS6150 CS6250B Инструкци и Цепь 链条 Натяжное 张紧轮 колесо 调节螺母 Регулировоч ная гайка Рис. 10-5Схема регулировки натяжения цепи 10.3 Хвостовая бабка Упорная собачка (6), закрепленная в конусном отверстии задней бабки, препятствует вращению удерживаемого инструмента. Задняя бабка может перемещаться в поперечном направлении по однонаправленным путям. Поперечная регулировка осуществляетсявинтом (1). Перед регулировкой необходимо разжать заднюю бабку и ослабить винт (2). После завершения регулировки снова затяните винт (2). См. рис. 10-6. При переустановке задней бабки убедитесь в том, что фланцы (8) находятся на одной линии. См. рис. 10-6. Задняя бабка может перемещаться по направляющим станины, зажиматься и фиксироваться в нужном положении с помощью эксцентрикового вала. Усилие зажима регулируется гайками (3) и (4). При большой нагрузке на заднюю бабку гайка (5) зажимает ее, а также эксцентриковый вал. При отпускании зажимного рычага задняя бабка опирается на четыре подшипника качения с пружинными седлами, расположенными вне направляющих станины. Это облегчает перемещение задней бабки по направляющим станины. Зазор между задней бабкой и направляющими станины регулируется винтом (7). Перед регулировкой необходимо зафиксировать заднюю бабку, чтобы обеспечить правильный контакт между задней бабкой и направляющими станины и предотвратить поломку подшипников. 10-5 Токарные станки серии CS6150 CS6250B 3 4 5 Инструкци и 2 A 6 A A-A 1 Б-Б B 8 7 B Рис. 10-6 Схема регулировки хвостовика 10.4 Cariage Поперечный суппорт приводится в движение шлицевой гайкой, которая перемещается при вращении ведущего винта и служит для устранения зазора в трансмиссии путем регулировки посадки по диаметру пит. При регулировке сначала ослабляют стопорный винт (1), а затем регулируют винт (2) до устранения зазора. После этого снова затянутьвинт (1) и закрыть пылезащитную крышку (3). См. рис. 10-7. Если зазор в направляющих поперечных салазок и составного упора слишком велик или их трудно перемещать, отрегулируйте зазор с помощью регулировочных винтов на концах планки стойки. 10-6 Токарные станки серии CS6150 CS6250B Инструкции 3 Рис. 10-7 Схема регулировки гайки винта поперечного скольжения 10.5 Фартук Фартук управляет подающими движениями каретки. Привод от штанги передается на фартук, который, в свою очередь, приводит каретку в продольное или поперечное движение с помощью предохранительной муфты, червяка и передаточных шестерен. Для того чтобы каретка могла в любой момент совершать быстрое перемещение, на червяке закреплена односторонняя обгонная муфта, которая преодолевает привод от штока, когда двигатель быстрого перемещения приводит червяк в движение в выбранном направлении. При движении каретки в режиме быстрой траверсы или автоматической подачи маховик фартука отключается для безопасности и снова включается после остановки каретки. Если усилие резания всегда ниже максимально допустимого для станка, необходимо отрегулировать предохранительную муфту винтом (2). Перед регулировкой обязательно снимите крышку (1). См. рис. 10-8. Следите за тем, чтобы не перетянуть муфту. Слишком тугое сцепление может потерять функцию защиты и привести к повреждению деталей станка. Для предотвращения одновременного включения штока и ведущего винта между разрезной гайкой и рабочим валом закреплен механизм блокировки. 10-7 Токарные станки серии CS6150 CS6250B Инструкции 1 2 Рис.10-8 Схема регулировки предохранительной муфты 10.6 Корпус для кормления В подающем корпусе на трех валах установлены скользящие шестерни, механизм выбора резьбы и механизм умножения, поэтому нарезание нормальной резьбы происходит без смены шестерен. Для нарезания резьбы высокой точности и устранения осевого проскальзывания ведущего винта необходимо отрегулировать гайкой (1) упорные подшипники (2 и 3). См. рис. 10-9. Рис.10-9 Схема регулировки упорного подшипника винтового вала 10.7 Замена коробки передач На станке нарезается несколько резьб 2,3,4,5,6,10,12,15,20,30,60 без необходимости переключения передач. Переключение передач производится только при нарезании резьбы 19 tpi и 11 1/2 tpi. См. рис. 10-10, в скобках указаны дюймовые передачи. Ослабьте и снимите вал шестерни холостого хода (3) вместе с гайкой (2), замените их на новые, установите вал (3) и гайку (2) на место и затяните их. Ослабьте гайку (1). Произвести регулировку до получения правильного зацепления с только что замененной шестерней на вал Ⅰполучен. Снова затяните гайку (1). См. рис. 10-10. 10-8 Токарные станки серии CS6150 CS6250B Серия CS6140 Серия CS6150 19 tpi Рис. Инструкции 11 1/2 tpi 10-10 Схема включения передач переключения 10-9 Токарные станки серии CS6150 CS6250B 19 tpi Рис. Инструкции 11 1/2 tpi 10-10 Схема включения сменных шестерен на токарном станке CS6266B 10-10 Токарные станки серии CS6150 CS6250B Инструкции 10.8 Патрон, ведущая пластина и шпиндель 10.8.1 Патрон, приводная плита и шпиндель на токарном станке серии CS6150 Патрон или ведущая пластина устанавливается и соединяется со шпинделем с помощью короткого конического фланца. При монтаже необходимо равномерно затянуть четыре винта (1). При снятии патрона или ведущей пластины с носка шпинделя ослабьте гайку(1) и 2 винта(2), а затем поверните стопорное кольцо(3), чтобы снять патрон или ведущую пластину. Независимо от того, используется ли патрон или приводная пластина, 2 винта (2) должны быть затянуты до предотвратить их ослабление и появление шума при вращении шпинделя. См. рис. 10-11. 10.8.2 Патрон, приводная плита и шпиндель на токарном станке серии CS6150B Патрон или ведущая пластина устанавливаются и соединяются со шпинделем с помощью короткого конического кулачкового фиксатора. При установке совместите контрольную линию 2 на кулачке (4) с контрольной линией 1 на шпинделе; совместите контрольную линию 3 на шпильках патрона или ведущей пластины с левым торцом патрона или ведущей пластины; затяните их винтом (6). Вставьте шесть шпилек патрона или ведущей пластины в шесть отверстий в шпинделе и поверните шесть кулачков спомощью квадратного ключа из комплекта поставки до их фиксации. При снятии патрона или ведущей пластины со шпинделя необходимо ослабить шесть кулачков ключом, совместив контрольную линию 1 с контрольной линией 2. Лицевая пластина устанавливается на шпиндель или снимается с него так же, как и патрон или ведущая пластина. См. рис. 10-12. 10-11 Токарные станки серии CS6150 CS6250B Инструкции Рис. 10-11a Установка патрона или ведущей пластины на шпиндель ISO702/Ⅲ№ 6 Рис. 10-11б Конструкция шпиндельной бабки ISO702/Ⅲ№6 10-12 Токарные станки серии CS6150 CS6250B Инструкции Выпускной балл 1 Выпускной балл 2 Выпускной балл 3 Рис. 10-12a Установка патрона или ведущей пластины на шпиндель ISO702/Ⅱ№8 Рис.10-12б Структура шпиндельной бабки ISO702/Ⅱ No.8 10-13 Токарные станки серии CS6150 CS6250B Инструкции 11 Легко изнашиваемые детали и их обработка диаграммы Таблица 11Перечень легко изнашиваемых деталей Название Материал 02041 Втулка ZcuSn10Pb1 02136 Рычаг 45 Местный G48 S0.5-C60 Part No. 02192 Фрикционная пластина 15 02193 Фрикционная пластина 15 02194 02211 02212 02231 05011 06021 06022 08011 GB83-85 Тормозная лента Внешний ролик Внетренн ий ролик Фрикционная пластина тормоза Гайка Шнек Половинчатая гайка Шлицевая муфта Винт M16×40 Центр 5# Термичес ская обработка Колво Ремарка 2 1 14 16 S0.5-C60 65Mn 1 Железная порошковая основа Железная порошковая основа Железная песчанная структура ZcuSn10Pb1 1 ZcuSn10Pb1 1 ZcuSn10Pb1 1 ZcuSn10Pb1 1 35 8 Т8 11-1 1 1 1 С58 2 05011Y (Детали дюймового сечения) 06022Y (Детали дюймового сечения) Токарные станки серии CS6150 CS6250B P/N: 02136Наименование : Рычаг Инструкция Материал : 45 П/Н Название Пескоструйная обработка S0.5-C60 11-2 Кол-во..: 1 02192 Фрикационна я пластина Материал 15 Qty. 14 Токарные станки серии CS6150 CS6250B Пескоструйная обработка S0. Инструкция 02193 P/N 5C60Наименование Материал фрикционной пластины 15 Кол-во. 16 Если не указано иное. P/N 02194 Наименование Материал тормозной ленты 65Mn Кол-во. 1 11-3 Токарные станки серии CS6150 CS6250B Инструкция Если не указано иное. Наименование количество материалов. Генерируемый радиус R=16,95 02211 Внешний электродвигатель трохоидного насоса Порошковая металлургия 1 За исключением Мудрость случаев, указана когда другие Наименование количество материалов Генерируемый радиус R=16,95 11-4 02211 Внешний электродвигатель трохоидного насоса Порошковая металлургия 1 Токарные станки серии CS6150 CS6250B Обрежьте и оставьте ровный и прямой край. Инструкция P/N 02231 Название Тормозная фрикционная пластина Материал Железо песчаный кантас Кол-во 1 Если не указано иное. Тип червяка Архимед Осевой модуль червяка мс 2.5 Количество запусков червяка 2 Угол спирали и поворот направление движения червяка λ Левый 6°20′25″ Угол осевого профиля червяк αs Зубы количество червячного колеса Z2 Нормирование изменения положения червячного колеса ξ Точность обработки 11-5 20° 26 0 8DC P/N 06021 Название Материал червяка ZCuSn10Pb1 Кол-во. 1 Токарные станки серии CS6150 CS6250B Инструкция T22x5.08-9Левый (дюйм) T22x59Левый (метрич еская) Если не указано иное. Тип Размер A Метрик 2.5 а Дюйм 2.54 P/N 05011 (метрическая ) 05011Y (дюймовая) Название Материал винта ZCuSn10Pb1 Кол-во 1 B 5 5.08 11-6 Токарные станки серии CS6150 CS6250B Обработайте его при сборке. Инструкции Если не указано иное. T40x12-8(metric) T40x12.7-8(inch) A=6 (метрическая) A=6,35 (дюймовая) P/N 06022 (метрическая ) 06022Y (дюймовая) Наименование Разъемная гайка Материал ZCuSn10Pb1 Кол-во 1 Если не указано иное. P/N 08011 Наименовани Разъемнаяевтулка Материал ZCuSn10Pb1 Кол-во. 1 12-7 Токарные станки серии CS6150 CS6250B Инструкции Вс е Код GB83-88 Спецификация. M16x40 Название Мате риал винта 35 Кол-во. 8 Окисление поверхности Если не указано иное. МТ №5 Speci. MT No.5 Название Матер иал центра T8 Кол-во 2 Термическая обработка 12-8 Токарные станки серии CS6150 CS6250B Инструкции 12 Стандартные принадлежности, инструменты и дополнительные принадлежности Рис. Part No. 12-1Стандартные принадлежности Название Спецификация 3-кулачковый патрон φ250/φ315 и адаптер 09100A 3-кулачковый патрон φ250 и адаптер 09100 S77-1 S76-1 12003 Центр S92-3 1 комп лект Для CS6140 серии и Токарные станки CS6266B 1 комп лект Для CS6140B Конус Морзе 5 2 комп лект 1 Центральный рукав Конус Морзе 6/5 комп лект ;﹕ 1 φ90 1 20/5 Центральный рукав комп лект ( 6 для внутреннего рынка Монтажная площадка комп только лекто ) в Рис. 12-2 Part No. Название Для токарных станков серии CS6140 Для токарных станков серии CS6140B 8 комплектов для токарных станков 2M,2,5M, 3M Инструменты Спецификация Квадратный торцевой 17 ключ 1 комп лект 1 комп лект шестигранный ключ S93-1 Крюковой ключ 45-52 1 S93-1 Крюковой ключ 115-130 1 S93-1 Крюковой ключ 150-160 1 GB116574 Масляный пистолет 100 ㎝ 3 1 12 Примечания Qty. 12001 Рис. Примечания Qty. Для настройки фрез. Для установки кулачков шпинделя на токарных станках серии B Для установки ведущего винта Для установки ведущего винта Для настройки подшипников шпинделя на токарных станках серии B 12-3 Дополнительные принадлежности Part No. Название 09200 Приводная пластина Спецификация φ250 12-9 Qty. Примечания 1 комп лект Для токарных станков серии CS6140 Токарные станки серии CS6150 CS6250B 09200A Приводная пластина φ250 09400 Лицевая панель φ630 09400A Лицевая панель φ630 09100B 4-кулачковый патрон и адаптер φ400 09300B 4-кулачковый патрон и адаптер φ400 10100 Постоянный отдых φ20-φ125 10200 После отдыха φ20-φ80 10300 Супергигант устойчив отдых 12002 Устройство для удаления штифтов 01035 Полноразмерный брызговик охрана 4-кулачковый патрон и адаптер 66B09400 10300 Супергигант устойчив отдых φ120-φ220 M12 φ500 φ120-φ260 16000 Полноразмерный ножной 750/1000/1500/2000 тормоз 17000 Автостоп при длительной подаче 17000 Автоматическая остановка поперечной подачи Цифровое считывание 09700 Длинный. 1-позиционная заглушка 09600 Длинный. 4-позиционная заглушка 12-10 Инструкции 1 комп лект 1 комп лект 1 комп лект 1 комп лект 1 комп лект 1 комп лект 1 комп лект 1 комп лект 1 комп лект 1 комп лект Для токарных станков серии CS6140B 1 комп лект 1 комп лект 1 комп лект 1 комп лект 1 комп лект 1 комп лект 1 комп лект 1 комп лект Для токарных станков CS6266B Для токарных станков серии CS6140 Для токарных станков серии CS6140B Для токарных станков серии CS6140 Для токарных станков серии CS6140B Для токарных станков с зазором 750/1000/1500/2000 Для токарных станков CS6266B Поперечная координата Токарные станки серии CS6150 CS6250B 66B 03000Ⅱ Двухскоростная задняя бабка 50C 11000 Внешняя смазка 09800 Т-образная инструментальная стойка 09900 Циферблат для чеканки по 12(1″) резьбе (метрическая/дюймовая) Приспособление для токарной ±10° обработки конусов 13000 02300 Охранник с патроном φ250 патрон 22400 Защитный кожух стойки инструмента 19500 Лицевая панель φ710 19600 Лицевая панель φ800 225000 Защита ведущего винта 226000 Тройная защита штока 66B 223000 Охранник с патроном φ315 патрон 12-11 Инструкции 1 комп лект 1 комп лект 1 комп лект 1 комп лект 1 комп лект 1 комп лект 1 комп лект 1 комп лект 1 комп лект 1 комп лект Для токарных станков CS6266B Для токарных станков CS6266B Для токарных станков CS6140 Для токарных станков серии CS6266B Для токарных станков серии CS6266B Для токарных станков 750/1000 Для токарных станков 1500/2000 Для токарных станков CS6266B Токарные станки серии CS6150 CS6250B Инструкции 13 Ножной тормоз 13.1 Применение и функции Данный тормоз предназначен для остановки высокооборотного главного двигателя и других агрегатов трансмиссии машины. Он имеет простую конструкцию, эффективен, независим и прост в обслуживании. 13.2 Структура и принцип работы На рис. 13-1 показана конструкция ножного тормоза. Он состоит из педали, соединительной тяги, опоры, седла, кулачка, натяжного рычага, шкива, стальной ленты, тормозного узла и электрического блока. Как только педаль (6), кулачок (15) отключит концевой выключатель (16) с помощью натяжного рычага (14) и отключит питание главного двигателя. Таким образом, двигатель останавливается под совместным действием натяжного рычага (14) и стальной ленты (11). Повторный запуск шпинделя невозможен, пока пусковой рычаг (10) не будет установлен в положение NEUTRAL. 13.3 Электрический блок Принципиальная электрическая схема токарных станков серии CS6150 приведена на рис. 5-2a, схема электрических соединений токарных станков серии CS6150 - на рис. 5-3a. Принципиальная электрическая схема токарных станков серии CS6150 приведена на рис. 52b. Токарные станки серии CS6150B, рис. 5-3б - схема подключения токарных станков серии CS6140B. 13.3.1 В дополнение к приведенным здесь указаниям пользователь должен ознакомиться с п. 5 "Электрическая часть машины", где описывается принцип работы ножного тормоза. Запуск главного двигателя машины возможен только в том случае, если пусковой рычаг установлен в положение NEUTRAL. См. рис. 13-1. Когда пусковой рычаг (10) установлен в положение NEUTRAL, собачка (17) срабатывает и замыкает SQ3 концевого выключателя (18). В этом случае при нажатии на кнопку SB3 или SB4 (KM1) замыкается контактор, и главный двигатель начинает работать. Когда необходимо остановить вращающийся шпиндель, следует нажать на педаль (7), при этом отключается концевой выключатель (16), а главный двигатель отключается до упора. Главный двигатель можно также остановить, нажав на SB2 или SB5, и запустить его снова только после того, как пусковой рычаг будет установлен в положение NEUTRAL. В аварийной ситуации цепь управления во время поворота может быть отключена нажатием кнопки SB5. 13-2 Токарные станки серии CS6150 CS6250B Инструкции 13.3.2 Регулировка Когда пусковой рычаг установлен в положение NEUTRAL, собачка (17) должна быть отрегулирована таким образом, чтобы SQ3 концевого выключателя (18) находился в сжатом состоянии. Необходимо выполнить некоторую регулировку, чтобы концевой выключатель (16) находится в несжатом состоянии, когда педаль не нажимается, и в сжатом состоянии, когда педаль нажимается. Перечень электрических частей см. в табл. 5-1. 13.4 Настройка Угол поворота педали (7) изменяется путем регулировки длины стальной ленты (11) с помощью гайки затяжки винтового стержня (12). Высота педали (6) изменяется после ослабления нажимного штока (7). После регулировки педаль должна быть снова заблокирована. Кулачок (15) регулируется таким образом, чтобы при выключении концевого выключателя (16) станок тормозил до полной остановки. Концевой выключатель (18) должен быть отрегулирован таким образом, чтобы перед запуском шпинделя он был закрыт. 13.5 Легко изнашиваемые детали Легко изнашиваемые детали см. в таблице 13-1. Ниже приведена схема обработки легко изнашиваемых деталей.(B16008、B16010) Таблица 13-1 Перечень легко изнашиваемых деталей Рисунок №. Название Материал Термическая обработка Qty. B16008 Стальная лента 65Mn C42 1 B16010 Тормозная лента Проволочная асбестовая лента 13-3 1 Ремарка Токарные станки серии CS6150 CS6250B 87 87 25 87 Инструкции 12 25 4 C42 B16008 87 87 87 13-4 10 90 B16010 Токарные станки серии CS6150 CS6250B Инструкции Примечание: Панель оператора токарного станка серии Открыт в CS6140 расположена на крышке сменных шестерен. У станкнааправлении K. CS6266B она расположена на бабке. 1 Аварийный стоп, кнопка запуска шпинделя 2 Выключатель питания 3 Штырь 4Левая опора 5 Рычаг натяжной пружины 6 Натяжная пружина 7 Педаль Рис. 13-1Структура ножного тормоза 8 Нажимной стержень 9 Соединительная штанга 10 Пусковой рычаг 11 Стальная лента 12 Стержень затяжного винта 13 Верхнее сиденье 14 Деформационный рычаг 15 Камера 13-5 16 Концевой выключатель 17 Собака 18 Концевой выключатель 19 Кнопка запуска и остановки насоса охлаждающей жидкости 20 Кнопка запуска и остановки шпинделя Токарные станки серии CS6150 CS6250B Инструкции 14 Конусное точение приспособление 14.1 Приложение Данное приспособление предназначено для точения конусов и нарезания конической трубной резьбы. Это специальное приспособление для токарных станков серии CS6240 производства Баоцзинского станкостроительного завода. 14.2 Основные технические характеристики Макс. длина поворота конуса:220 мм Угол поворота:±12o Макс. ход:20 мм 14.3 Структура См. рис. 14-1. Z X 14-1 Токарные станки серии CS6150 CS6250B Инструкции Рис.14-1 Конструкция конического токарного приспособления Приспособление крепится к станку, как показано на рис. 14-1. Опора (1) приспособления крепится к задней поверхности седла станка (2) винтами 2-М6 и коническими штифтами 2-10. Кронштейн (9) крепится к станине станка (10) коническими штифтами. При работе I-образный подвижный блок (3) перемещается по плите (4), а подвижный паз (5) - по шкале (6), которая коническими штифтами соединена с градуировочной плитой (7). 14.4 Настройка Перед использованием шкалу, которая качается вперед-назад вокруг штифта вала градуировочной плиты, необходимо правильно отрегулировать, чтобы она указывала на нужную градуировочную отметку в соответствии с требованиями обтачиваемой детали. Поверните оправу регулировочного винта так, чтобы шкала была направлена в нужное положение, и закрепите ее на градуировочной плите двумя винтами с Т-образным пазом. В процессе работы инструмент будет перемещаться по конической траектории, таким образом, происходит обточка. При обточке конуса всегда срезается некоторая длина цилиндрической поверхности из-за механического люфта. Поэтому необходимо провести пробную операцию для определения этой длины (она различна для разных конических заготовок). После наладки инструмента истинное точение невозможно, пока указанная длина не будет устранена путем перемещения каретки на такое же расстояние вправо с помощью маховика фартука. 14.5 Внимание Если приспособление для обточки конуса не используется, необходимо снять кронштейн (8). Необходимо произвести некоторую регулировку, чтобы шкала быланаправлена на ноль. Закрепите винты с Т-образным пазом (12) и зафиксируйте I-образный подвижный блок (3) с помощью двух установочных винтов (13) без острия, чтобы ведущий винт (14) не скользил вперед-назад. При необходимости проверки клеммной колодки сначала снимите коническую поворотную насадку. Для уменьшения износа деталей и поддержания точности работы навесного оборудования все трущиеся части навесного оборудования необходимо смазывать из масленки через каждую рабочую смену. 14-2 Токарные станки серии CS6150 CS6250B Инструкции 15 Механическая подача Стопор В конструкции станка предусмотрен механический ограничитель подачи, который автоматически останавливает продольное и поперечное движение каретки в заданном положении. Во время подачи каретка останавливается в том месте, где предварительно установлена собачка. То есть рычаг, расположенный в фартуке, при контакте с собачкой отключит челюстную муфту, установленную на червячном валу в фартуке. В свою очередь, челюстная муфта остановит каретку. Для остановки продольной подачи служат шесть регулируемых собачек, установленных на позиционирующем стержне, закрепленном на станине станка. Для остановки поперечной подачи используются регулируемые собачки, установленные на каретке. Примечание: Механический ограничитель подачи неэффективен при быстром поперечном перемещении каретки. 15-1 Токарные станки серии CS6150 CS6250B Инструкции 16 Неполадки Аномальные явления Машина Запус к машины невозможен. Причина неисправности Контрмеры 1) Напряжение источника питания слишком низкое. 2) Один или несколько концевых выключателей находятся в неправильном состоянии. 3) Машина находится в состоянии аварийной остановки государство. 1) Челюсти патрона запутались в стружке 2) Патрон загрязнен. 1) Отрегулируйте входное напряжение в диапазоне ±10%. 2) Установите все концевые выключатели в нормальное рабочее состояние. 3) Сбросьте аварийный выключатель. Утечки масла из крышки вала, крышки коробки, отверстия шпинделя и т.д. 1) Ослабление болтов. 2) Колодка изношена или сломана. 3) Повреждено масляное уплотнение. 4) Поверхность контакта слишком шероховатая. Масляный насос не может подавать масло. 1) Уровень масла в маслобаке слишком низкий. 2) Засорился маслозаборный трубопровод масляного насоса. 3) Слишком высокая вязкость смазочного материала. 4) Некоторые детали насоса повреждены. Точность токарного станка выходит за пределы его возможностей. 1) При удержании тяжелой заготовки нарушается равновесие. 2) П о с т у ч а т ь молотком по заготовке 3) Направляющие не выровнены. Заготовка при изгибах большой длины во время резка. 1) Глубина резания слишком велика. 2) Материал слишком сильно нагревается. 3) Заготовка изгибается под действием своего веса. 1) Обеспечьте равномерную фиксацию болта. 2) Замените прокладку. 3) Замените новый и следите за тем, чтобы он не был грубым. 4) Восстановите контактную поверхность. 1) Залейте указанное масло или масло с таким же характером. 2) Проверьте, не забит ли масляный трубопровод и фильтр, и очистите их. 3) Проверьте, соответствует ли характер масла установленным требованиям. 4) Замена детали специалистом сервисной службы в соответствии с техническими условиями. 1) Убедитесь в том, что он находится в равновесии при установке заготовок в патрон. 2) Никогда не стучите по заготовке молотком. 3) Периодически проверяйте и выравнивайте уровень направляющие. 1) Уменьшить глубину. 2) Используйте смазочноохлаждающую жидкость. 3) З а ж м и т е заготовку так, чтобы она не выступала слишком далеко. Сайт действие Цанга не является подвижной. 15-2 1) Очистка микросхемы 2) Очистка патрона Токарные станки серии CS6150 CS6250B На рабочей поверхности остаются токарные царапины. 1) Заготовка не зажата. 2) Зажатая часть заготовки слишком коротка. 3) Вибрация возникает из-за слишком большой длины заготовки. 4) Используется неправильный материал и форма фрезы. 5) Вершина фрезы не совпадает с осью шпинделя. Инструкции 1) Обязательно зажмите заготовку. 2) Отрегулируйте его. 3) Используйте резец подходящего материала и формы или уменьшите количество подаваемого материала. 4) Выбор правильного инструмента в зависимости от материала заготовки, скорости резания и требуемой формы инструмента. 5) Отрегулируйте наконечник фрезы так, чтобы он находился в на одной линии с осью шпинделя. Данное руководство может быть изменено без предварительного уведомления в связи с постоянным совершенствованием. 15-3