В .Г . М О Р О З О В
ДЕРЕВОРЕЖУЩИЙ
ИНСТРУМЕНТ
Одобрено Всесоюзным научно-исследователь­
ским инструментальным институтом (ВНИИинструмент) и рекомендовано в качестве
справочника
< у >
МОСКВА
..ЛЕСНАЯ ПРОМЫШЛЕННОСТЬ"
1988
ПРЕД И СЛО ВИЕ
Одной из основных задач, стоящих перед деревообрабатываю щ ей
промышленностью, является повышение эффективности производства и
качества изготовляемой продукции. Высокопроизводительная и качест­
венная механическая обработка древесины и древесных материалов во
многом зависит от инструмента. Достижение высоких показателей воз­
можно при соблюдении определенных условий использования дереворе­
ж ущ его инструмента: правильного выбора инструментального материала,
конструкции, угловых параметров, рациональных режимов резания, вы­
полнения мероприятий по подготовке инструмента к работе.
Ц ель справочника — д ать специалистам деревообрабатываю щ ей про­
мышленности необходимую информацию о современных конструкциях
деревореж ущ его инструмента общего назначения и для специализирован­
ных производств, их рациональной эксплуатации. Основное внимание уде­
ляется наиболее массовым типам инструмента, освоенным инструмен­
тальными заводами. Изложенный материал позволяет выбрать инстру­
мент, установить его основные технические характеристики, требования
к качеству подготовки. П риводятся сведения об инструменте зару б еж ­
ных фирм. Н аряду с этим специалистам деревообрабатываю щ их предприя­
тий приходится разрабаты вать и изготавливать специальный инструмент
для конкретных технологических операций. С учетом этого в справочнике
изложены рекомендации по расчету и конструированию отдельных типов
инструмента.
В первом разделе справочника дается классификация инструмента
в зависимости от назначения и конструктивных особенностей. П риво­
дятся основные понятия и определения конструктивных элементов и угло­
вых параметров. Рассм атривается проблема износа и стойкости инстру­
мента. Анализируется с позиций требования деревообрабатываю щ ей про­
мышленности точность инструмента и качество обработанных изделий,
прочность и балансировка.
Значительный удельный вес занимаю т в справочнике сведения об ин­
струментальных материалах. В последующих разделах в определенной по­
следовательности приводятся основные данные по инструментам общего
назначения и для специализированных производств. Отдельный раздел
посвящен вопросу организации инструментального хозяйства деревообра­
батываю щего предприятия.
В справочнике использованы результаты научно-исследовательских
работ, выполненных во ВНИ Иинструмента, М Л ТИ , Л ТА им. Кирова,
отраслевых институтах Минлесбумпрома СССР, данные инструменталь­
ных заводов, а так ж е результаты опыта передовых деревообрабаты ваю ­
щих предприятий.
3
1. ОБЩИЕ СВЕДЕНИЯ О ДЕРЕВОРЕЖУЩЕМ
ИНСТРУМЕНТЕ
1.1. ОСНОВНЫЕ ПОНЯТИЯ
1.1.1. Обозначение инструмента
Деревореж ущ ий инструмент классифицируют по н азн ачен и ю , кон­
структивным особенностям, виду д е р ев о о б р аб аты в аю щ и х производств,
применяемым инструментальным материалам.
Станочный деревореж ущ ий инструмент к л а сси ф и ц и р у ется в основ­
ном в зависимости от назначения и конструктивных осо б ен н о стей . Это
наиболее общий принцип классификации.
Дереворежущ ий станочный инструмент можно
р а з д е л и т ь на пилы
(рамные, ленточные, круглые и специальные), ножи ( д л я фрезерования
древесины и древесных материалов, стружечные, л у щ и л ьн ы е , ф анеро­
строгальные, рубильные и специальные и коросниматели ) , фрезы (цель­
ные, составные, сборные, комбинированные, концевые ц е л ь н ы е и сбор­
ные)' и инструменты для обработки отверстий и гнезд (с в е р л а , цепочки
фрезерные, долбяки, комбинированный инструмент).
Д л я обозначения серийно выпускаемого д ер е в о р е ж у щ е го инструмента
принята децимальная система классификации, п р еду см атр и ваю щ ая сле­
дующие ступени классификации: подгруппа, вид, разн о ви дн о сть. К аж дой
классификацонной ступени соответствует определенная ц и ф р о в а я х аракте­
ристика.
Подгруппы характеризую тся двум я цифрами: д е т а л и и узлы сбор­
ного инструмента — 30; ножи и резцы — 31; инструмент ф р езер н ы й — 32;
инструмент сверлильный, зенкерующий, развертывающ ий, комбинирован­
ный и долбежный — 33; пилы — 34.
Следующие две цифры характеризую т вид и разн ови дн ость в к а ж ­
дой подгруппе. Цифры, стоящие после дефиса, о б о зн ач аю т порядковый
номер инструмента. Н оль в начале четырехзначного числа во многих слу­
чаях означает, что конструкция и размеры данного инструм ента регла­
ментированы государственными стандартами.
Пример 1. П илу круглую плоскую для
продольной распиловки
(ГОСТ 980—80) диаметром 710 мм, диаметром посадочного отверстия
50 мм, толщиной 3,2 мм, с числом зубьев 60 обо зн ач аю т 3420-0265.
Цифры указываю т: 34 — инструмент для обработки неметаллических м а­
териалов, 2 — дисковая пила, 0 — для продольной распиловки, послед­
ние четыре цифры определяю т конкретные размеры пилы.
Пример 2. Ф резу цилиндрическую сборную для обработки плоских
поверхностей (ГОСТ 14956—79) диаметром 125 мм, диам етром посадоч­
ного отверстия 32 мм, шириной 60 мм обозначают 3210-1708. В этом
обозначении цифры указываю т: 32 — инструмент для обработки неме­
таллических материалов, 1 — цилиндрическая ф реза, 0 — сборная для
обработки плоских поверхностей, последние четыре цифры соответствуют
конкретным исполнению и размерам фрезы.
4
Эта система классификации используется при разработке конструк­
торской документации на инструмент. Д л я укрупненного планирования
и снабж ения инструментом разработан общественный классификатор
продукции (О К П ).
1.1.2. Угловые параметры инструмента
Д л я осуществления процесса резания необходимо, чтобы реж ущ ая
часть инструмента имела форму клина. Основными элементами режущей
части инструмента являю тся п е р е д н я я и з а д н я я п о в е р х н о с т и
клина, пересечение которых образует г л а в н у ю р е ж у щ у ю к р о м к у .
Пересечение передней и боковых поверхностей клина образует вспомога­
тельные кромки. Если эти кромки принимают участие в формировании
новой поверхности, то они называю тся в с п о м о г а т е л ь н ы м и р е ­
ж у щ и м и к р о м к а м и . При открытом резании (формирование пло­
ских и криволинейных поверхностей) в работе участвует только глав­
ная реж ущ ая кромка. При полузакрытом резании (например, формиро­
вание четверти) н аряду с главной режущей кромкой в работе участвует
и одна вспомогательная реж ущ ая кромка. Д л я закрытого резания (н а­
пример, пиление, фрезерование пазов) характерно участие трех режущих
кромок — главной и двух вспомогательных.
Теоретически реж ущ ая кромка — это линия пересечения двух по­
верхностей. В реальном инструменте реж ущ ая кромка представляет со­
бой переходную поверхность, сопрягаемую с передней и задней или пе­
редней и боковой поверхностями клина. Разм еры и форма этой поверх­
ности характеризую т и з н о с и з а т у п л е н и е инструмента. Износ
определяется радиусом закругления, величиной линейного укорочения по
передней поверхности или по биссектрисе угла заострения, площадью и з­
ношенной части и т. п. П од затуплением инструмента понимается изме­
рение его микрогеометрии в результате износа.
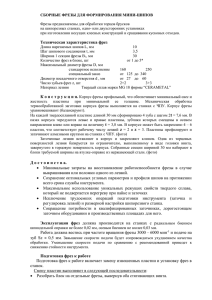
Углы инструмента измеряют в главной секущей плоскости, перпен­
дикулярной проекции режущ ей кромки на основную плоскость (пло­
скость чертеж а) в рассматриваемой точке режущей кромки. П е р е д ­
н и й у г о л у — угол меж ду плоскостью, перпендикулярной к плоскости
резания, и касательной к передней поверхности. З а д н и й у г о л а —
угол меж ду следом плоскости резания и касательной к задней поверх­
ности инструмента. У г о л з а о с т р е н и я |5 — угол меж ду передней и
задней поверхностями (рис. 1, а ).
Во вспомогательной секущей плоскости, перпендикулярной проекции
вспомогательной режущей кромки на основную плоскость (сечения А —
А, рис. 1, б), различаю т задний угол по вспомогательной режущей
кромке авсп. Угол наклона режущей кромки Я — угол, меж ду режущей
кромкой и линией, проведенной через вершину инструмента параллельно
основной плоскости (рис. 1, я). Д л я уменьшения трения отдельные типы
инструмента изготовляю т с углами поднутрения (р (рис. 1, г).
Угловые параметры инструмента оказываю т существенное влияние
на процесс резания, качество обработанной поверхности, производитель­
ностью процесса и стойкость инструмента. Оптимальные угловые пара5
Рис. 1. Угловые п а р а м е т р ы инструмента:
а — главные углы; б — задний угол по вспомогательной режущей кромке; в - • угол
наклона режущей кромки; г — угол поднутрения; / — передняя поверхность; 2- ■задняя поверхность; 3 — плоскость резания
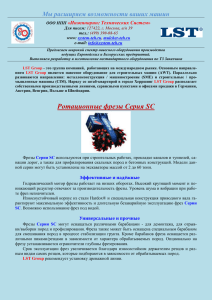
Рмс. 2. В л и я н и е п е р е д н е го у г л а у на
п о к а з а т е л и п р о ц е сс а :
а — высоту неровностей R m т а х при фрезе­
ровании инструментом с различным радиу­
сом затупления; I — р -2 5 мкм; 2 — р = 15 мкм; 3 — р= 5 мкм; б — износ ин­
струмента р; в — микрогеометрию инстру­
мента; / — V—35°; 2 -V -2 5 » ; 3 - V - 1 5 "
15
Z5
35
Передний угол р,град
Путь р е з а н и я S . hm
б
метры зави сят от конкретных условий обработки. П роанали зи руем вы ­
бор угловы х п арам етров на примере ф резерован и я древесины.
П ередний угол. Увеличение переднего угла приводит к сниж ению уси­
лий резания и, к ак следствие,— к направленном у перерезанию волокон
и увеличению стойкости инструмента. В лияние переднего угла на ш еро­
ховатость поверхности при продольном фрезеровании древесины показано
на рис. 2, а. П ри переходе от продольного к продольно-торцевому р е за­
нию возм ож но появление неровностей разруш ения в виде заколов на
обработанной поверхности (фрезерование против слоя). Установлено
6
[10], что в этом случае уменьшение переднего угла приводит к повыше­
нию качества поверхности, так как со стороны передней поверхности
создается дополнительное давление на срезаемую струж ку, которое пре­
пятствует образованию опережаю щей трещины. Э те справедливо для
ф резерования с малыми подачами на резец (S zsg; 1 мм).
П ри больших подачах положительного влияния малых передних
углов не наблю дается. При фрезеровании в торец и поперек волокон не­
обходимо стремиться к увеличению переднего угла, так как при малых
значениях этого угла и больших усилиях резания увеличиваются число
концевых сколов и шероховатость поверхности. Увеличение переднего
угла оказы вает положительное влияние на стойкость инструмента. На
рис. 2, б представлены данные, характеризую щ ие влияние переднего угла
на износ инструмента при фрезеровании древесины. Выбор больших пе­
редних углов целесообразен и при обработке древесных материалов.
В то ж е время не исключается применение в обоснованных случаях ин­
струмента с нулевыми или отрицательными передними углами. Например,
при снятии свесов кромочного облицовочного материала с продольных
кромок щитов применяют пилы с отрицательным передним углом (у =
= —20°), что обеспечивает качественное перерезание этого материала
с опорой на основу (кромку щ и та).
Угол заострения. Величину угла заострения выбирают в зависимо­
сти от прочности материала резца. Установлено, что при угле заостре­
ния 40 . . . 45° обеспечивается необходимое сопротивление реж ущ ей кромки
выкрашиванию. В заимосвязь угла заострения с передним и задним углами
видна из формулы р = 9 0 ° — ( у + а ) .
Задний угол. Наличие заднего угла инструмента обеспечивает сво­
бодное перемещение инструмента по обрабаты ваемой поверхности и
уменьшение трения и износа по задней поверхности. При малом заднем
угле увеличивается площ адь контакта и, следовательно, возрастаю т уси­
лия резания. Это наиболее проявляется при задних углах а < 5 ° . В то
же время значительно увеличивать задний угол нельзя, так как при
этом уменьшается прочность режущ его клина. П оэтому рекомендуются
значения заднего угла 10 . . . 20°. При обработке древесных материалов
процесс резания происходит с малой толщиной струж ки и абразивным
воздействием обрабатываемого материала, что приводит к малому из­
носу по передней поверхности инструмента и образованию площ адки
износа по задней поверхности инструмента.
Интенсивность износа по задней поверхности тем меньше, чем
больше задний угол. А нализируя влияние заднего и переднего углов,
необходимо учитывать кинематику процесса резания. При вращ ательном
движении инструмента и поступательном движении обрабатываемого
материала значения заднего и переднего углов будут отличаться от их
значений в статике.
а к = а с — arc tg U/v,
Yk = Yc + arc tg Ulv,
( 1)
(2)
где а с и ус — значения соответственно заднего и переднего углов в ст а ­
тике; v — скорость резания, м/с; U — скорость подачи, м/с
7
Д л я ряда процессов,
в которых величины скоро­
стей резания и подачи со­
измеримы
(измельчение
древесины в технологиче­
скую щепу, фрезерование
концевыми фрезами, долб­
ление гнезд и др.), это
обстоятельство необходимо
учитывать при выборе уг­
ловых параметров инстру­
мента.
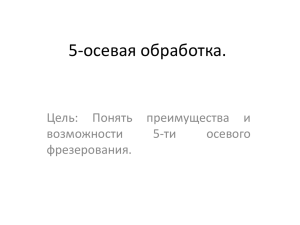
Рассмотрим ф резерова­
ние паза концевой фрезой
(рис. 3). При вращ атель­
ном движении фрезы v и
Рис. 3. Трансформация углов при фрезе­
поступательном
движении
ровании концевой фрезой
детали
со скоростью U
траектория относительного
движ ения представляет со­
бой
циклоиду.
Скорость
относительного
движения
v 0 на дуге контракта пе­
ременная (точки 1, 2, 3
траектории). Соответствен­
но изменяются и углы дви ­
ж ения а д и уд м еж ду век­
торами скоростей вр ащ а­
тельного и относительного
Уг о/; нан/юна р е ш щей
движения.
Наибольш ее
иро/nfiu J , граВ
значение угла зазо р а будет
Рис. 4. Влияние наклона реж ущ ей кромки
в точке 3, где а д = у д =
на ш ероховатость поверхности при попе­
= a rc tg tg U/v. Кинемати­
речном фрезеровании древесины [10]:
ческие углы будут отли­
/ — сосны; 2 — березы
чаться от статических на
величину углов движения, причем задний кинематический угол уменьш а­
ется, а передний кинематический угол увеличивается [см. формулы (1) и
(2)].
Пример. Ф резерование древесины концевой двузубой фрезой диаметром 8 мм. Задний у г о л — 15°, передний угол — 20°. Реж им ф резеро­
вания: S * = l мм; л = 6 0 0 0 мин-1 .
Скорость вращ ательного движения фрезы v = 3 ,1 4 • 8 • 6000/60-1000=
= 2,5 м/с.
Скорость подачи: С/= 1 -2 - 6000/1000 - 6 0 = 0 ,2 м/с
«„=• 15°— a rc tg (0 ,2/2,5) = 10°20'; v « = 2 0 ° + a rc tg (0 ,2 /2 ,5 ) =24°40'.
8
Обычно значения заднего угла по вспомогательной реж ущ ей кромке
принимают в интервале 2 . . . 5*.
Угол наклона режущ ей кромки. При увеличении этого угла каче­
ство поверхности повышается за счет постепенного внедрения инстру­
мента в обрабатываемы й материал (рис. 4) [10]. Кроме того, при наклон­
ной режущей кромке уменьшается угол заострения р„, так называемое
кинематическое заострение:
Рн = tg р cos X,
(3)
где X — угол наклона реж ущ ей кромки, град.
О днако рациональную величину Я .= 2 5 . . . 3 0 в при конструировании
инструмента во многих случаях не удается обеспечить, поэтому приме­
няют фазы с углом наклона А ,^10°. При этом сниж ается эффект от н а­
клона реж ущ ей кромки.
Приведенные данные по угловым параметрам не во всех случаях
могут быть реализованы в конкретных конструкциях инструмента. П о ­
этому часто приходится принимать компромиссные решения. Конкретные
угловые параметры инструмента приведены в различных разделах сп ра­
вочника.
1.1.3. Износ и стойкость инструмента
В процессе механической обработки происходит затупление инстру­
мента в результате износа материала реж ущ ей части. Существует ряд
гипотез
[7, 15], объясняю щих процесс затупления деревореж ущ его
инструмента. Согласно им затупление мож ет быть следствием механи­
ческого диспергирования, электрохимической коррозии, электрической
эрозии, теплового, окислительного или абразивного износа металла ин­
струмента. Эти гипотезы указываю т на сложный характер явлений,
сопровождаю щ их процесс затупления, но в основе всех этих явлений ле­
ж ат законы износа материала инструмента при трении.
Износ обусловлен трением струж ки и обрабаты ваем ого материала
о поверхности резца. При этом изменяется микрогеометрия резца, опре­
деляю щ ая его реж ущ ие свойства. М одель механизма износа дереворе­
ж ущ его инструмента м ож ет быть представлена как результат работы А
сил трения в процессе длительного взаимодействия резца с древесиной:
i4 = / 4 pS, где F Tp — сила трения, Н; 5 — длина контакта резца с древе­
синой, м.
Рассмотрим зависимость силы трения при резании от толщины
струж ки и переднего угла. И з теории резания древесины [3] известно,
что силы, действующие на реж ущ ую кромку и заднюю поверхность резца,
не зависят от толщины струж ки и угловых параметров (при условии,
что задний угол а > 5 ° ) . Это позволяет считать, что возникаю щ ая при
резании сила трения по режущ ей кромке и задней поверхности, а следо­
вательно, и износ так ж е не будут зависеть от перечисленных факторов.
Силы, возникающие при взаимодействии передней поверхности резца
9
с обрабатываемы м материалом, зависят от толщины струж ки и перед­
него угла. П ри увеличении толщины струж ки возрастает сила трения
по передней поверхности. Это означает, что при срезании толстых стру­
ж ек происходит большой износ резца во передней поверхности. При уве­
личении переднего угла сниж аю тся силы трения по передней поверхности
и, как следствие, уменьшается износ инструмента.
Д лину контакта резца с обрабатываемы м материалом определяют
по формуле
S = LI/(S*z),
(4)
где L — количество обработанного м атериала, м; I — длина контакта
резца с материалом при срезе одной стружки, мм; S , — подача на резец,
мм; z — число резцов.
Ф ормула (4) верна для пиления круглыми пилами и цилиндриче­
ского фрезерования. При этом номинальная длина контакта при пилении
равна /= я 0 ф „ /3 6 0 мм, где ф н определяется по ф ормулам, приведенным
в 2.5., в зависимости от расположения пилы относительно обрабаты вае­
мого м атериала и направления подачи.
При фрезеровании /= JiD a rc c o s[l— (2///ZD) 1/360, мм, где Я — глубина
фрезерования, мм.
И з формулы (4) следует, что длина контакта зависит не только от
количества обрабаты ваемого м атериала, но и от режимов резания, гео­
метрии инструмента и размеров обрабаты ваемого материала. Д в а по­
следних параметра определяются через величину I.
С т о й к о с т ь инструмента — длительность резания (мин) или ко­
личество материала (м, м2, м3, шт. и т. д .), обработанного новым и вос­
становленным инструментом, от начала резания до отказа.
П од в о с с т а н о в л е н и е м р е ж у щ е г о и н с т р у м е н т а пони­
мается процесс его заточки или замены в случае использования неперетачиваемых реж ущ их элементов. О тказ определяется по критерию з а ­
тупления, который выбирается в зависимости от требований к качеству
выполнения конкретных технологических операций. При невысоких тре­
бованиях к ш ероховатости поверхности и точности размеров критерием
затупления могут быть приняты предельно допустимые значения износа
или силы (мощности) резания. В большинстве случаев в качестве кри­
терия затупления принимаются технологические ограничения: ш ерохо­
ватость обработанны х поверхностей, точность получаемых размеров,
фракционный состав стружки или щепы и т. д.
Н а практике стойкость инструмента определяется количеством об­
работанного материала L (м) или машинным временем Т (мин). Эти
показатели для процесса цилиндрического ф резерования могут быть оп­
ределены по следующим формулам:
L = SS^Il;
(5)
Т = L I U = 1000S/(/n),
(6)
где U — скорость подачи, м/мин; п — частота вращ ения, мин-1.
10
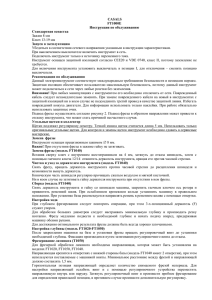
На рис. 5 представлена зависимость и зн о са инструмента от количе­
ства обработанного пиломатериала при ф резеровании древесины сосны
с различными подачами резца [16]. Д и ам етр ф р е зы — 180 мм, глубина
ф резерования — 2 мм, длина контакта зуба фрезы с обрабатываемым
материалом постоянна и равна 30000 м. Из гр аф и к а следует, что до н а ­
ступления износа, характеризуемого р ади усом затупления р = 24 мкм,
и линейного износа по биссектрисе угла заострен ия J4 [i= 6 0 мкм при по­
даче на зуб S 2= 4 мм можно обработать м атер и ал а в 4 раза больше,
чем при S z= 1 мм. Таким образом, для повы ш ения стойкости инструмента
и производительности обработки целесообразно работать с большими
подачами на резец. О днако ограничением д л я увеличения подачи на ре­
зец является рост высоты неровностей разруш ения и кинематических не-
Н
го
п
4^12
!>)
vl
а
Q
Ч
О
1000
2000
МО
4000
5000
$000
Н оли че стб о обработанного м а т е р и а л а / , м
Рис. 5. Зависимость износа инструмента от количества обработанного м а­
териала при фрезеровании с различной подачей на резец:
/ — S z - 1 мм; 2 — s z —1,5 мм; 3 — Sz —2,5 мм; 4 —
- 4 мм
ровностей (см. 1.1.4.).
Аналогично для других процессов резания взаим освязь меж ду ко­
личеством обработанного материала L (м) и общим путем контакта
резца с древесиной 5 мож ет быть определена по следующим формулам:
1. Пиление рамными пилами: L = S S zz'/h, где г ' — число зубьев, уча­
ствующих в процессе резания; h — высота пиления, мм.
2. Пиление ленточными пилами: L = S N S z/ ( h t ) , где N — длина пилы,
мм; t — шаг зубьев, мм.
3. Сверление: L = S S t z j (л О ), м, где D — диам етр сверла, мм.
1.1.4. Точность инструмента
Одним из основных требований стандартов и технических условий
является требование к точности инструмента. И зготовление инструмента
с абсолютно точными параметрами невозможно. В реальных условиях
производства и эксплуатации инструмента неизбежны отклонения от но­
минальных (заданны х) параметров, называемые п о г р е ш н о с т я м и .
11
По д т о ч н о с т ь ю и н с т р у м е н т а понимается степень приближеиия действительных параметров к их абсолютным значениям. П онятия
точности и погрешности взаим освязаны , т. е. точность характеризуется
погрешностями реального инструмента. В то ж е время допускаемые от­
клонения являю тся мерой точности.
При выборе и назначении допускаемых отклонений приходится ре­
ш ать противоречивые задачи. С одной стороны, обеспечение высоких
эксплуатационных качеств инструмента, что требует ограничения допу­
скаемых отклонений, с другой — трудоемкость и себестоимость изготов­
ления инструмента, а такж е затраты , связанные с подготовкой его при
эксплуатации. В этом случае экономически целесообразно расширение
допускаемых отклонений. Критерием оптимального выбора допускаемых
отклонений является обеспечение необходимой работоспособности ин­
струмента при минимальной суммарной стоимости его изготовления и
эксплуатации.
Д л я вы бора допускаемых погрешностей проводят анализ размеров
отдельных конструктивных элементов инструмента и устанавливаю т их
взаим освязь на основе теории размерных цепей. Р а з м е р н о й ц е п ь ю
назы вается совокупность взаимосвязанны х размеров, образую щ их за м ­
кнутый контур и определяющих взаимное положение поверхностей (или
осей) нескольких деталей [8].
П о расположению звеньев (размеров) различаю т линейные, угловые,
плоские и пространственные размерные цепи. Звенья линейной размерной
цепи являю тся линейными размерами и расположены на параллельных
прямых. Звенья угловой размерной цепи являю тся угловыми размерами,
отклонения которых могут быть заданы в линейных величинах, отнесен­
ных к условной длине, или в градусах. Звенья плоской размерной цепи
расположены в одной или нескольких параллельных плоскостях. Звенья
пространственной размерной цепи расположены произвольно в простран­
стве.
Р азм ерн ая цепь состоит из отдельных звеньев, причем каж дое
звено — это разм ер, входящ ий в размерную цепь. Таким образом, р а з­
мерная цепь состоит из р яд а звеньев, среди которых выделяют зам ы ­
кающее или исходное звено. Замы каю щ ее (исходное) звено определяет
качество инструмента, т. е. это звено представляет собой результат из­
готовления всех остальных звеньев размерной цепи.
П олож ение замыкаю щ его (исходного) звена м ож ет быть представ­
лено как функция некоторых параметров: Л £ = / ( Л Ь А 2
Л п).
П араметры А и Аг, . . . , А „ могут быть линейными и угловыми раз­
мерами, расстоянием меж ду поверхностями или осями, отклонениями
формы и расположения поверхностей и т. д. Они являю тся переменными
величинами, а их приращения (отклонения от номинальных размеров)
первичными ошибками. В этом случае дифференциал функции ряда пе­
ременных
^ ^ - d A i Ч— — — d A i - f - . . . +
/
d A n может
dAi
aA2
aAn
быть представлен к ак ош ибка (погрешность) замыкаю щ его звена,
являю щ аяся цуммой частных ош ибок (погрешностей) составляющ их
звеньев:
12
d i4 s =
АЛх = - ± i - bA l + - p — Ai4. + . . . + - i f - д An,
d Ai
d j4s
d ЛпТ
где Л ь A i
A n — ошибки параметров Ai, Ai, . . A n П роизводная ф ункция d f/d /l = e — коэффициент, характеризую щ ий
расположение звеньев по величине и направлению. Его называю т п е р е ­
даточным отношением.
Обеспечение заданной точности замы каю щ его звена возмож но р а з­
личными методами: полной взаимозаменяемости, вероятностным, группо­
вой взаимозаменяемости (селективной сборкой), регулирования или
подгонки. Д вум первым методам отдаю т предпочтение, так как они по­
зволяю т эксплуатировать изделия с наименьшими затратам и. Если ис­
пользование этих методов технически невозможно или экономически
нецелесообразно, то применяют подгонку, подбор или регулирование.
Обычно при выборе метода, обеспечивающего заданную точность з а ­
мыкающего звена, ориентируются на средние величины допуска состав­
ляющих звеньев или точности — к в а л и т е т — составляющ их звеньев.
Д л я метода полной взаимозаменяемости (метод «максимум — мини­
мум») среднее значение допуска Т с составляющ их звеньев при за д а н ­
ном допуске замыкаю щ его звена [Г ^ ] определяется по формуле
T c = [Tj:]l(m + n),
(7)
где (m -fn ) — число составляющ их звеньев.
Квалитет составляющ их звеньев определяют по формуле
ас =
(8)
где i — условная единица допуска.
Значения i единицы допуска 15— 16-го квалитетов для интервалов ди а­
метров в Е С Д П СЭВ приведены ниже.
Интервалы
диаметров,
.......................................
мм
i, мкм
..........................
До 3
0,55
3 ... 6
0,73
6 ...
0,90
10
10 . . .
1,08
18
П родолж ение
.
Интервалы
диаметров,
мм
18 . . . 30 30 . . . 50
I, мкм
...............................
50 . . . 80
1,31
80 . . .
1,56
120
1,86
2,17
П родолж ение
Интервалы
диаметров,
мм
......................................... 120 . . . 180 180 . . . 250 250 . . . 315 315 . . . 400
/, мкм
..............................
2,52
2,89
3,22
3,54
Средний квалитет допусков составляющ их звеньев определяют, со­
поставляя значения ас, полученные по формуле (8), со следующими
данными (СТ СЭВ 145—75):
Квалитет
.......................................
5
Ч исло единиц допуска, мкм
. 7
6
10
7
16
12
160
13
250
8
25
9
40
10
64
П родолж ение
Квалитет
.......................................
Число единиц допуска, мкм
.
11
100
14
400
15
640
16
1000
13
В соответствии с полученным квалитетом назначаю т допуски со­
ставляющ их звеньев. Правильность назначения допусков проверяют по
формуле Т z < |T 2 ]Вероятностный метод определения точности инструмента и его со­
ставляющ их элементов имеет преимущество перед другими методами:
позволяет, используя расширенные поля допусков, обеспечить необходи­
мые эксплуатационные качества инструмента. Он основан на том, что
рассеивание размеров деталей подчиняется определенным законам. В ус­
ловиях стабильного производства, соблюдения технологической дисцип­
лины, требований к оборудованию, приспособлениям и инструменту р ас­
сеивание размеров подчиняется нормальному закону (закону Гаусса),
согласно которому разброс размеров характеризуется средним квад р а­
тическим отклонением а<.
Д ля перехода от квадратических отклонений к допускам используют
коэффициент относительного рассеивания
==2ст»/7'* = 2сГг/6сГ/ = V3. З н а ­
чение Xj = 1/3 справедливо для закона нормального распределения. Р а с­
сеивание размеров замыкаю щ его звена определяют по формуле
Г J. =
.
(9)
Зависимость коэффициента
при нормальном законе распределения
от принятого процента риска, т. е. вероятности того, что допуск зам ы ­
кающего звена выйдет за пределы поля допуска, показана ниже.
Процент риска
Коэффициент t
......................
......................
0,01
3,89
Процент риска
Коэффициент t
.......................... 1
...................... 2,57
0,05
3,48
0,1
3,29
0,27
3,0
0,5
2,81
П родолж ение
2
2,32
3
2,17
5
1,69
10
. 1,65
32
1
Формула (9) для способа равных допусков средний допуск составляю ­
щих звеньев имеет вид:
T c = i T z ] i { t V s 7l+ ^ ? ) Д ля способа одной степени точности средний
составляющ их звеньев определяю т по формуле
вс =
[Г 2 1 /(< У
2 71+П^
2 ) '
<10>
квалнтет
допусков
(11)
Д ля плоских размерных цепей в ф ормулу дополнительно вводят зн а­
чения передаточных отношений е. Расчеты по методу полной взаим оза­
меняемости выполняются по следующим формулам.
Допуск замыкаю щ его звена:
7’2: = 2 " 1+ п7 \ | е , | .
(12)
Средний допуск составляющих звеньев по способу равных допусков:
J ,* = I T z ] / Z f + " | e t |.
14
(13)
Средний квалитет допуска составляющих звеньев по способу одной
степени точности:
ас = [7’л ] / 2 ' [ г+ л « | е г |.
(14)
Расчет по вероятностному методу производится соответственно по
следующим формулам:
T z = / д / 2 ? + nt f e f T f ;
(15)
T c = [ T s ] H ^ 2 ? + nk y c ;
(16)
ас= [7’21/<д/5:Г+ЛВ Д •
(17)
Пример 1. Необходимо обработать профиль шипового соединения,
представленного на рис. 6, а. В соответствии с ГОСТ 6449—76 рекомен­
дуем ая посадка соединения на одинарный шип равна Н 13/К 13. Д ля по­
лучения шипового соединения данной точности необходимо выполнить
инструментальный блок с определенной точностью следующих парамет­
ров: ширины фрезы В, торцового биения фрезы Т, толщины кольца К.
Размеры В и Т определяют размер проушины, размер К — шипа. И з­
вестны номинальные размеры и допускаемые отклонения шипового со­
единения: ширина проушины — 8 +0'22 мм; толщина шипа 8+0'22 мм; шаг
шипового соединения 16+0’27 мм. Торцовое биение зубьев фрезы примем
равным 0,15 мм (реально достиж имая точность фрез диаметром 2 50м м ).
Н еобходимо определить допускаемые отклонения ширины фрезы и
толщины кольца, влияющих на точность шипового соединения.
Р азм ерная
цепь
данного
соединения
относится
к линейным
(рис. 6, б). В этой цепи составляющ ими звеньями является толщина
кольца Л 1 , ширина фрезы Л 2, шаг шипового соединения Л 3. Зам ы каю ­
щим звеном служ ит торцовое биение Л г - Считаем, что соединение д о л ­
жно быть беззазорным, т. е. зазор меж ду соприкасающимися поверхно­
стями шипа и проушины равен 0 и соответственно Л я = 0. Проверим
данную размерную цепь: Л ^ = Л 3— ( Л + Л г ) = 16— ( 8 + 8 ) = 0. Р азм ерная
цепь составлена правильно.
О днако наличие реального торцового биения фрезы приводит к тому,
что на номинальный размер зазора, равный 0, необходимо установить
допуск. В данном конкретном случае допуск замыкающ его звена Т z =
= 0,15 мм, или 150 мкм.
Проведем расчет данной линейной размерной цепи методом полной
взаимозаменяемости, используя способ одной степени точности. По ф ор­
муле (8) и значениям единицы допуска i определим среднюю степень
точности в числе единиц допуска: а с —1 5 0 /0 ,9 + 0 ,9 + 1,08=41,6.
П о значениям единицы допуска такое ее значение соответствует
10-му квалитету СТ СЭВ 145—75. С учетом различной сложности изго­
товления фрезы и кольца примем допуски составляющ их звеньев 7\ =
= 0,022 (кольцо выполняется по 8-му квалитету), 7’2= 0 ,058 и Г3 = 0,07 мм.
Проверим правильность назначения допусков: Т г = ^0,022+ 0,058+ 0,07=
= 0,15 мм.
15
Рис. 6. Схема к расчету шипорезных фрез:
а — параметры фрезы и изделия; б — размерная цепь
Рис. 7. Схема к расчету фрезы с механическим креплением пластин:
а — основные
мерная цепь
размеры
фрезы;
б — плоская
размерная
цепь;
в — приведенная
р а з­
С учетом торцевого биения фрезы принимаем следующие допускае­
мые отклонения: ширина фрезы 8_о,ов8 мм; толщина кольца 8+0’02г мм
и ш аг 16±0,035 мм.
П ри фрезеровании инструментом с этой точностью параметров (тол­
щины кольца, ширины фрезы и торцового биения) получим реальные о т­
клонения шипового соединения:
Д = Г 1 + Г 2 + 7 ’з - Верхнее отклонение Д , : 0 ,0 2 2 + 0 + 0 ,1 5 = 0 ,1 7 2 мм.
Н ижнее отклонение Дн : 0—0 ,0 5 8 + 0 = —0,058 мм.
Учитывая, что в реальных конструкциях фрез вероятность изготов­
ления фрез с торцовым биением, равным 0, мала, можно считать, что н а­
значение приведенных допускаемых отклонений отдельных элементов ин­
струментального блока обеспечит необходимое качество шипового соеди­
нения. При этом инструментальным блоком будет занято максимум 64 %
поля допуска в одинарном шиповом соединении из древесины, равном
0,27 мм.
Пример 2. Необходимо определить допускаемые отклонения основ­
ных размеров корпуса и пластин фрезы с механическим креплением п л а ­
стин (рис. 7, а). Основное требование к точности данного типа фрез —
обеспечение радиального биения реж ущ их кромок ДR в заданных пре­
делах. Д ля этого размеры корпуса фрезы и пластин долж ны быть
определенной точности. Р азм ерная цепь этой фрезы (рис. 7, б) отно­
сится к плоским размерным цепям. Здесь А {= Ь; А г = а \ A3= S c tg ри;
-4 i= S ; Аъ = 1\ А 2 =Я о. При проектировании составляющ их звеньев р а з­
мерной цепи на направление, совпадающ ее с направлением замыкающего
звена (рис. 7, в ), получим A j =.4iCos у + Л г в т у —Л зсо эу —/liS in +
+ Л 5соз у.
Номинальные значения размеров звеньев и передаточные отношения
(cos у и sin у) для фрезы £>=125 мм, y = 2 0 ° приведены в табл. 1. П од­
робные расчеты геометрических параметров фрезы приведены в 4.2.
1. Исходные данные к примеру 2
Обозначение
звена
Номинальные
размеры, мм
Передаточные
отношения
Единица допуска
А%
Ai
А,
А3
А4
Аь
6 2 ,5 0
4 7 ,7 8
2 2 ,8 7
1,05
1,5
12,0
+ 0 ,9 4 0
+ 0 ,3 4 2 0
— 0 ,9 4 0
— 0 ,3 4 2 0
0 ,9 4 0
1,56
1,31
0 ,5 5
0 ,5 5
1,08
Приведем расчет данной размерной цепи двум я методами исходя
из того, что радиальное биение режущ их кромок не долж но превышать
0,08 мм, или [7’2 ] = 8 0 мкм.
Метод полной взаимозаменяемости (метод «максимум — минимум»).
Расчет проведем способом одной степени точности (квали тета), т. е. при­
нимаем, что все размеры составляющ их звеньев выполнены с одной сте­
пенью точности. При этом допуск каж дого из составляющ их звеньев бу­
дет зависеть только от номинального лаам ера.
17
Средняя степень точности в числе единиц допуска, определенная по
формуле (14), равна о с = 80/1,5 6 -0 ,9 4 + 1,31 -0,342 + 0,55 ■0,94 + 0,55 • 0,342 +
+ 1,08 • 0,94 = 22,1 мкм. Значения i приведены в 1.1.4.
Такое апачение а с близко 8-му квалитету. В соответствии с этим н азн а­
чением допуски составляющ их размеров по СТ СЭВ 145—75 : Г ,= 0,039;
7'2=0,033; 7’з=0,014; Г4= 0,014; 7'б=0,027 мм. Д опуск замыкающего звена,
определяемый по формуле (12), равен T s = 0 ,0 3 9 -0 ,9 4 + 0 ,0 3 3 -0 ,3 4 2 + 0 ,014Х
Х 0,94+ 0,014 ■0,342+ 0,027-0,94=0,091 мм>[0,08].
Как следует из данного примера, метод полной взаимозаменяемости
не обеспечивает изготовление фрез с радиальным биением
< 0 ,0 8 мм. Ужесточение допусков приведет к значительному увеличению
трудоемкости изготовления.
Расширение полей допусков составляющ их звеньев размерной цепи
без включения в конструкцию элементов регулирования возможно при
применении вероятностного метода. Проводим расчет этим методом.
При этом примем, что риск составляет 0,27%, т. е. из 1000 фрез 3 будут
иметь радиальное биение больше 0,08 мм. В соответствии с этим коэф ­
фициент t =3 .
По способу одной степени точности (17) средний квалитет, вы ра­
женный в числах единиц допуска, равен
ас = 80/3 X
X У (1 /3 )2 (1,562-0,942 + 1,312-0,3422 + 0,552-0,3422 + 1,08-0,94*) =
= 41,88 мкм.
Это значение ас соответствует приблизительно 9-му квалитету. Д о ­
пуски составляющ их звеньев в соответствии с 9-м квалитетом T j=0,062;
7’2= 0,052; Г3=0,025; Г4= 0,025; Г5= 0,043 мм.
Д опуск замыкающ его звена равен (15)
Т г = 3 V (1 /3 )2 • (0.0622-0,94а + 0,0522-0,0342 + 0,0252-0,942 +
+ 0,0252-0,3422 + 0,0432-0,942) = 0,076 <5 [0,08] мм.
Приведенный пример показывает, что расчеты размерной цепи, вы ­
полненные вероятностным методом, позволяют получить заданную точ­
ность фрез по радиальному биению при относительно расширенных д о ­
пусках составляющих звеньев. Точность инструмента оказы вает влияние
на качество обработки.
Качество обработанной поверхности характеризуется параметрами
шероховатости, которые регламентированы ГОСТ 7016—82 (СТ СЭВ
3503—81). Этим
стандартом
установлены
следующие
параметры:
Rm max — среднее арифметическое высот отдельных наибольших неров­
ностей; R m — наибольш ая высота неровностей профиля, равная сумме
расстояний от средней линии до высшей (низшей) точки профиля; R z —
высота профиля по 10 точкам; /? „ — среднее арифметическое абсолютных
отклонений профиля; S z — средний ш аг неровностей профиля по в п а­
динам. И* всех этих параметров в настоящее время используется
п
1»
1= 1
где Я та1 ( — расстояние от высшей точки до
низшей точки наибольшей неровности; п — число наибольших неровностей
(не менее 5).
Остальные параметры предназначены главным образом для автом а­
тизированного контроля. С тандартом выделяются два типа неровностей
поверхности, для которых нет количественных оценок. Это м ш и ­
с т о с т ь — пучки волокон, не полностью отделенных от обработанной
поверхности, и в о р с и с т о с т ь —• отдельные волокна, не полностью от­
деленные от обработанной поверхности. Н а практике, особенно при о б ­
работке облицованных древесных материалов, используется параметр —
длина сколов облицовочного слоя.
Ш ероховатость обработанной поверхности обусловлена различными
причинами. В зависимости от этих причин выделяют следующие виды
неровностей [1, 10]: структурные неровности поверхности, вызванные пе­
ререзанием и вскрытием полостей клеток и сосудов в древесине или слоев
древесностружечных плит; кинематические.:неровности, определяемые ки­
нематикой процесса резания; вибрационные неровности, обусловленные
колебаниями системы С П И Д ; неровности упругого восстановления по го­
довым слоям, имеющим разную плотность и твердость; неровности р аз­
рушения в виде вырывов, сколов, бахромы, мшистости и ворсистости;
риски — результат копирования ш ероховатости режущей кромки инстру­
мента. В большинстве случаев появление того или иного вида неровно­
стей вызвано несколькими, причинами. Например, неровность разруш е­
ния зависит от качества и состояния обрабатываемого м атериала, н а­
правления резания относительно волокон, работоспособности приспособ­
лений (струж коломателей, подпоров и т. п.), прижимных и направляю щих
элементов станков, а такж е режущ его инструмента.
Рассмотрим влияние состояния инструмента на появление отдельных
видов неровностей. Кинематические неровности, возникающие при пи­
лении, характеризую тся повторяющимися сочетаниями выступов и впа­
дин на обработанной поверхности. Д лина этих неровностей соответ­
ствует как кинематике процесса (подача на зуб ), так и качеству подго­
товки инструмента. Глубина неровностей зависит в основном от качества
подготовки инструмента.
При фрезеровании шероховатость обработанной поверхности в зави ­
симости от кинематических неровностей вы раж ается формулой
Rm max = W (4D ),
(18)
где I — длина волны; D — диаметр инструмента.
При неточном расположении резцов на окружности резания длина
волны определяется по формуле
I = 2 D x / S 0 + So/2,
(19:
где х — радиальное биение резцов; S 0 — подача на оборот.
Эта ф ормула верна для двухрезцовой фрезы, но рекомендуется для
приближенных расчетов инструмента с любым числом резцов. Д л я фрезы
с 2 = 2 формула (19) мож ет быть представлена в виде
/ = D x / S z + S z,
где
(20)
— подача на резец, мм.
19
Рассмотрим, при каком значении S z длина волны будет иметь ми­
нимальное значение. Д л я этого, взяв первую производную и приравняв
ее к нулю
_d l
dS,
n получим:
------Dx
--— .г 11 — 0,
S«P = У о т
.
(21)
П о формуле (21) можно определить критическое значение подачи
на резец, при котором в процессе ф ормирования поверхности участвую т
два резца. При S , > S t KV формирование поверхности осуществляется
двумя резцами и длина волны определяется по формуле (20). При
Рис. 8. Зависимость ш ерохова­
тости поверхности от подачи
на зуб и радиального биения
для двухрезцовой фрезы:
/ — граничная кривая подачи на
резец
(поверхность
формируется
двумя
резцам и);
2 — радиальное
биение т —0,1 мм; 3 — т —0,08 мм;
4 — Х-*0,0б мм;
5 — Т“ 0,03 мм;
6 — т —0,01 мм; 7 — без радиаль­
ного биения
Рис. 9. Различные виды неров­
ностей при фрезеровании др е­
весины тупым инструментом:
а — неровности упругого восстанов­
ления на тангентальной поверхно­
сти; б — то ж е на древесине на
радиальной поверхности; в — мши­
стость
S z < S zKр поверхность формируется одним резцом и длина волны равна
подаче на оборот, т. е. l = S 0По ф ормулам (18), (20) и (21) построен граф ик зависимости шеро­
ховатости поверхности (кинематических неровностей) от подачи на резец
и радиального биения резцов для двухрезцовой фрезы диаметром 180 мм
(рис. 8). При большом числе резцов формирование поверхности проис­
ходит сложнее, но описанные выше закономерности сохраняю т свой х а ­
рактер.
Значительный дисбаланс инструмента мож ет являться одной из при­
чин появления вибрационных неровностей. Неровности упругого восста­
новления являю тся следствием затупления инструмента. Этот вид не­
ровностей наиболее ярко проявляется при работе на малых подачах на зуб
инструментом, имеющим значительный износ (рис. 9, а, б). В результате
20
затупления инструмента могут такж е появляться неровности разрушения.
Поверхность с характерными признаками мшистости получена при фре­
зеровании древесины сосны инструментом, имеющим радиус затупления
р = 4 3 мкм, или при фрезеровании древесины повышенной влаж ности
острым инструментом (рис. 9 , в).
Анализ различных видов неровностей и причин, их вызывающих,
позволяет сделать следующий вывод: наибольш ая ш ероховатость поверх­
ности возникает при работе затупленным инструментом, а такж е при
больших подачах на зуб и биении инструмента.
1.1.5. Прочность инструмента
Прочность является важ ны м фактором, обеспечивающим безопасную
работу деревореж ущ его инструмента. Нет единой теории прочности де­
реворежущ его инструмента. Имеются отдельные работы [2, 18], в кото­
рых рассматривается прочность определенных конструкций инструмента.
Определяющими нагрузками для деревореж ущ его инструмента, р а ­
ботающего при больших частотах вращ ения, являю тся центробежные
силы. П оэтому в большинстве случаев выполняют поверочные расчеты
инструмента на прочность от действия центробежных сил. Ц ель пове­
рочных расчетов — определение коэффициента запаса прочности. Н иже
приведены примеры поверочных расчетов для двух типов инструмента:
паяного и сборного.
Пример 1. Фреза с напаянными пластинами из быстрорежущ ей стали.
На напаянную пластину действует центробеж ная сила С, стремящ аяся
оторвать ее от корпуса фрезы (рис. 10).
С учетом возмож ны х дефектов пайки примем, что нагрузку от дей­
ствия центробежной силы воспринимает одна ниж няя поверхность пайки
размером a x b (ширина пластины Ь не показана). Линия действия цент­
робежной силы проходит на расстоянии I от центра рассматриваемой
поверхности пайки.
Ц ентробежную силу (Н ) определяют по формуле
С - mvVR,
(22)
где т — масса пластины, кг; v — скорость, м/с; R — радиус центра тя ж е­
сти пластины, м.
П од действием этой силы в паяном соединении возникаю т н апряж е­
ния растяж ения и изгиба. Результирующ ее напряжение в этом случае
равно
о 2 = C/F + M J W = С1(аЬ) + 6СЦ(аЧ) и ли а 2 = C/[ab (1 + 61/а)],
(23)
где С — центробежная сила, Н ; F — расчетная площ адь паяного соедине­
ния, см1; Ми — момент изгиба от действия центробежной силы, Н -см;
I — расстояние от линии действия центробежной силы до центра поверх­
ности паяного соединения, см; а и b — размеры паяного соединения, см.
Размеры пластины a X b ~ 1 ,2 x 4 см1; масса т*»0,1 кг; радиус центра
тяж ести /?«=0,08 м; расстояние от линии действия центробежной силы до
21
центра нижней поверхности пайки /= 0 ,1 см;
частота вращения фрезы л = 6 0 0 0 мин-1 .
О круж ная скорость центра тяжести пла­
стины определяется по формуле и = 2л/?я/60Х
ХЮ 00,
т. е.
о = 2 - 3 ,14-80- 6000/60-1000=
= 50 м/с.
Ц ентробеж ная сила по формуле (22) р ав ­
на С = 0 ,1 -502/0 ,0 8 = 3 1 2 5 Н; а 2 = 3 12 5 /1 ,2 -4 Х
X (1 + 6 0,1/1,2) = 9 7 6 Н /см2 (9,76 М П а).
При пределе прочности паяного шва
[а ]= 2 0 0 М П а коэффициент запаса /( = [ o ] /a s =
Рис. 10. Схема к расчету
= 200/9,76 = 20, т. е. конструкция обеспечивает
прочности паяного сое­
динения
высокую степень безопасности фрезы.
Пример 2. Сборная фреза с клиновым
креплением ножей. М еханизм крепления ножей в сборной фрезе обеспе­
чивает достаточную надеж ность конструкции за счет применения клина.
Возникающие при вращении центробежные силы будут стремиться вырвать
нож из корпуса. Этому будут препятствовать силы трения, возникающие
в месте контакта соприкасающихся поверхностей. Особенность клинового
крепления заключается в том, что чем больше центробежные силы, тем
большее воздействие клина на нож и стенку паза. Достаточно подробно
надежность крепления ножей в сборных
ф резах
исследована во
В Н И И Д маш е.
Д л я расчета надежности крепления ножа примем следующие допу­
щения: система клинового крепления абсолютно ж есткая и система клин—
винт находится в равновесии. Схема сил, возникающих при вращении
фрезы, представлена на рис. 11. Н а клин в центре тяжести действует
центробежная сила Ск, направленная под углом ф к, на нож соответ­
ственно в центре тяж ести его — сила Сн> прилож енная и направленная
под углом <рн, усилие от затяж ки винта Q. В клиновом механизме воз­
никают противодействующие силы: сила реакции от затяж ки вннта Q';
сила реакции от давления клина на переднюю поверхность ножа R B.- к,
обусловленная усилием затяж ки ; силы реакции R K от действия клина
на нож и стенку паза, в которую упирается винт, обусловленные гори­
зонтальной составляющ ей центробежной силы С«; сила реакции со сто­
роны корпуса на нож R B, обусловленная горизонтальной составляющей
центробежной силы ножа С„.
Условие равновесия ножа можно записать в следующем виде:
С„ cos ф„ sg f (Q' cos 0 + У?„..к + 2 tf к + R H),
(24)
где f — коэффициент трения; 9 — угол клина.
В свою очередь, Q' = Q; R B. -x = Q cos 0; /?K= CKsin(pK н /?я —Си sin q>„.
После соответствующих преобразований получим
Сн cos <рн < ; f (2Q cos 0 + 2СК sin <рк + Сн sin ф„).
(25)
Например, диаметр сборной ф р е зы — 180 мм, ш и ри н а— 170 мм.
Ф реза оснащена ножами из инструментальной стали, частота вращения
л = 6000 мин-1; масса ножа т н= 0 ,1 6 к г , масса клина с винтами т и = 0 ,5 кг;
угол
клина 0 = 2 0 °. В клиновом механизме предусмотрено три винта
22
M l0X 1 мм. Углы действия центро­
бежной силы и радиусы центра т я ­
жести клина и ножа соответственно
равны фи = 29°, г« “ 73 мм; фн = 380;
гП’= 74 мм. Эти величины
могут
определяться как графическим по­
строением, так и расчетным путем.
О круж ная скорость центра т я ­
жести системы клин — винт и ножа
по формуле (24) равна ик = 6 ,2 8 х
X 7 3 -6 0 0 0 /6 0 -1 0 0 0 = 4 6
м/с;
у„ =
= 6 ,28 • 74 • 6000/60 • 1000=46,5 м/с.
Ц ентробежные
силы
системы
клин — винт и нож а соответственно
по формуле (22) равны С „ = 0 ,5 Х
Х 4 6 г/0 ,0 7 3 = 14493Н;
СН= 0 ,1 6 Х
Х 46,52/0,74 = 4675Н.
Усилие от затяж ки одного винта
может быть определено по формуле
Qi = 2 P / / M c p t g ( q > + P)],
(26)
Рис. 11. Схема к расчету проч­
ности
фрезы
с
механическим
креплением ножа
где Р — усилие на ключе, Н; I —
длина ключа, мм; d cр — средний диаметр резьбы, мм; ф — угол подъема
резьбы, град; р — угол трения, град.
Д л я условий данного примера Qi = 2-50 • 70/9,35 tg (2 °3 0 '-f 8°30') =
= 3800 Н. При трех винтах Q = 3800 • 3 = 11400 Н.
П одставляя
полученные
значения
в
ф ормулу
(25),
получим
4675 • 0,788< 0,15(2 • 11400 0 ,9 4 + 2 • 14493 • 0,4 8 + 4 6 7 5 ■0,62), или
3 6 84<
< 5 736. Коэффициент зап аса прочности К = 5736/3684= 1,5.
Приведенные примеры показывают, что конструктивные решения
фрез обеспечивают достаточную надеж ность конструкции. Однако мате­
риал инструмента, технология его изготовления могут оказать негативное
влияние на надежность. Поэтому все фрезы, выпускаемые серийно, обя­
зательно подвергаются испытаниям на разры в от действия центробеж ­
ных сил. Испытания проводятся при частоте вращ ения, в 1,5 р аза пре­
вышающей рабочую частоту вращения фрез. В маркировке инструмента
указывается предельно допустимая частота вращения.
Н а практике бывают случаи разры ва составных фрез с заты лованными зубьями. Причина этого — применение переходных колец или вту­
лок для посадки фрез на шпиндели различного диаметра. Составные
фрезы с затылованными зубьями выпускаются с посадочным диаметром
60 мм. Особенностью этих фрез является то, что фрезы, входящие
в комплект составной фрезы, контактируют друг с другом по вершинам
зубьев фрезы меньшего диаметра.
О бязательное условие эксплуатации этих фрез — применение патрона
для посадки их на шпиндель станка. Н аруж ный посадочный диаметр п ат­
рона — 60 мм, диаметр внутреннего отверстия соответствует диаметру
шпинделя, В опорном фланце патрона имеются отверстия диаметром
23
11 мм, в которые входят головки штифтов фрезы. Закрепление фрезы на
патроне производится круглой гайкой с уменьшенным шагом резьбы.
П оскольку ф реза вращ ается по часовой стрелке, на патроне и гайке
долж на быть нарезана левая резьба. При затягивании круглой гайки
исключена возмож ность создания осевого усилия, которое привело бы
к появлению недопустимых напряжений в месте контакта зубьев. П атрон
с закрепленной на нем таким образом фрезой устанавливается на шпин­
дель и затягивается шестигранной гайкой, которая контактирует с торце­
вой поверхностью патрона. Крутящ ий момент от шпинделя в этом случае
передается на ф резу через штифты.
При применении переходных колец или втулок значительное усилие
от затягивания шестигранной гайкой передается непосредственно на
зубья составной фрезы, что приводит к ее поломке. Д л я обеспечения
безопасных условий эксплуатации инструмента необходимо систематиче­
ски проверять и при необходимости проводить балансировку инструмента;
применять д л я составных фрез патроны; для инструмента с напаянными
режущими элементами обеспечивать условия заточки, предотвращающие
нарушение паяного шва; надеж но закреплять инструмент без проворачи­
вания на шпинделе; не допускать чрезмерных нагрузок на инструмент,
вызываемых нарушением режимов резания или геометрической точности
механизмов резания, подающих и прижимных элементов деревообраба­
тывающего оборудования.
1.1.6. Уравновешенность инструмента
Н еуравновеш енность инструмента является одним из источников ви­
брации и шума при работе деревообрабатываю щ его оборудования. При
конструировании инструмента стремятся придать ему такую форму, чтобы
он был уравновешен. Однако неточности изготовления, изменение формы
и размеров инструмента в процессе эксплуатации приводят к появле­
нию неуравновешенности. Балансировка — процесс устранения неуравно­
вешенности. Различаю т два вида балансировки: статическую и динами­
ческую.
Статическую балансировку рекомендуется проводить при соотноше­
нии длины L и диаметра D, равном /./£><0,2. Инструмент (рис. 12, а)
имеет центр массы, смещенный относительно оси вращ ения на величину
г. При вращении инструмента с угловой скоростью со будет возникать
сила инерции Р=тга>2. Чтобы ее уравновесить, необходимо создать силу
р у, равную Р и направленную в противоположную сторону. Это дости­
гается установкой в плоскости действия силы Р противовеса массой т у
на расстоянии гу от оси вращ ения т т 2= т угуа г.
О бы чно-задаю тся расстоянием гу, и тогда масса противовеса равна
ту — т г / г у
Статическую балансировку осуществляю т на специальном приспособ­
лении, представляющем собой легко вращ аю щ иеся ролики или горизон­
тальные ножи, точно установленные в горизонтальной плоскости по
уровню. Инструмент закрепляется на оправке с посадкой точностью не
менее Н7/Л7. Д л я уменьшения момента трения на опорах ролики или
24
ножи, цапфы оправки долж ны быть термически обработаны и ш лифо­
ваны. При этом диаметр цапф не долж ен быть более 15 мм.
В процессе балансировки после нескольких качаний инструмент оста­
навливается, когда его центр тяж ести займ ет нижнее положение. В про­
тивоположном направлении на корпусе инструмента закрепляю т груз
(обычно пластилин), подбирая его массу и расстояние от вращ ения таким
образом, чтобы добиться равновесия оправки с инструментом. П осле этого
с утяж еленной стороны инструмента снимается слой металла (сверле­
нием или ш лифованием) массой, равной массе уравновеш иваю щ его груза.
Д инамическая балансировка применяется для устранения неуравно­
вешенности инструмента, имеющего длину L > 0 ,2 D. В таком инстру­
менте неуравновеш енные массы могут находиться в нескольких плоско-
Рис. 12. Схемы уравновешивания:
а — статического, 6 — динамического
стях. При этом возникают моменты сил инерции, которые в результате
уравновеш ивания долж ны быть равны нулю. В инструменте (рис. 12, б)
на равном расстоянии г от оси вращ ения расположены неуравновеш ен­
ные массы одинаковой величины т. И нструмент уравновеш ен статически,
т. е. силы инерции этих масс взаимно погаш аю тся. О днако он неуравно­
вешен динамически, так как при вращении возникает момент сил инер­
ции, равный М=Р1.
В реальном инструменте м ож ет быть различное число неуравнове­
шенных масс, расположенных в различных плоскостях. Л ю бое число таких
масс мож ет быть уравновешено установкой противовесов в двух про­
извольных плоскостях. Эти плоскости называю тся п л о с к о с т я м и
и с п р а в л е н и я . Таким образом, процесс динамической балансировки
заклю чается в том, что дополнительные уравновешиваю щие массы уста­
навливаю т в двух параллельных плоскостях. Динамическую неуравнове­
шенность можно вы явить только при вращении инструмента на специаль­
ных балансировочных машинах, на которых можно определить величину
и угловое положение уравновешиваю щих грузов в двух параллельных
плоскостях исправления. Обычно в качестве плоскостей исправления выби­
рают торцовые поверхности инструмента.
25
В балансировочных станках дисбаланс определяют по колебаниям,
возникающим при вращении несбалансированного изделия. Эти колеба­
ния передаются на опоры,
которые связаны с датчиками. Датчики
преобразовываю т механические колебания в электрический сигнал, пропор­
циональный амплитуде колебания опор. Угловое положение неуравнове­
шенных масс обычно определяю т с помощью стробоскопического устрой­
ства, встроенного в балансировочный станок.
При проведении динамической балансировки (изготовление оснастки,
тарировка измерительной системы, последовательность операций) необ­
ходимо руководствоваться техническим
описанием или инструкцией по
эксплуатации конкретного балансировочного станка. Н иж е приведены ос­
новные технические характеристики балансировочных станков. Станки
9712 разработаны взамен 9710, 9715Р — взамен МС-22М.
Технические характеристики балансировочных станков
9712
9713
Масса балансируемого изделия,
3,0
к г ................................................ 0,3 . . .
Частота вращ ения, мин- 1
. . 2000 . . . 4000
Мощность, кВт
..........................
0,27
9715Р
0,1 . . . 10
1 . . . 100
1000. . . 4000 600 . . . 3200
0,9
2,9
Полностью устранить неуравновешенность инструмента практически
невозможно. П оэтому в документации на деревореж ущ ий инструмент у к а­
зываются нормы допустимого остаточного дисбаланса. Во многих случаях
деревореж ущ ий инструмент закрепляется на валу электродвигателя. П о­
этому допустимые дисбалансы установлены исходя из допустимых оста­
точных
норм
неуравновешенности
роторов
электрических
машин.
ГОСТ 12327—76 устанавливает нормы допустимой удельной остаточной
неуравновешенности в зависимости от частоты вращения. Д л я роторов
средней массы электрических машин 2-го класса точности уравновеш и­
вания остаточная неуравновешенность приведена ниже.
Частота вращения п, мин-1
2000
Остаточная неуравновешен­
ность е, м к м ..............................
30
3000
4500
6000
9000
20
14
10
7
Допустимый дисбаланс инструмента, устанавливаемого на роторе,
отбалансированного при симметричном положении плоскостей исправле­
ния относительно центра тяж ести (наиболее общий случай для электри­
ческих маш ин), равен Д д = 5 т е , где т — масса инструмента, кг.
Д л я большинства деревореж ущ их фрез, работаю щ их при частоте
вращения до 6000 мин-1, масса которых не превышает 5 кг, допустимый
остаточный дисбаланс равен Дд = 5 - 1 0 = 5 0 кг • мкм, или 50 г - мм.
При массе инструмента свыше 5 кг рекомендуется определять д о ­
пустимый баланс из расчета 10 г • мм на 1 кг массы фрезы.
26
1.1.7. Пайка инструмента
П а й к а — процесс получения неразъемного соединения, широко при­
меняется при изготовлении и ремонте деревореж ущ его инструмента. Д ля
получения паяного соединения необходимо удалить с поверхности соеди­
няемых материалов окисную пленку и заполнить расплавленным припоем
зазор меж ду этими материалами. Припой долж ен обладать хорошей
текучестью, смачивать поверхности и образовы вать прочную связь между
соединяемыми материалами. Д л я удаления окислов и предотвращения
их появления при нагреве применяют флюсы. Они долж ны удовлетво­
рять следующим требованиям: вступать во взаимодействие с окислами
прежде, чем расплавится припой, смачивать паяемые материалы; оказы ­
вать адсорбирующее действие на материалы, сниж ая поверхностное н атя ­
жение ж идкого припоя и улучш ая его растекаемость по поверхности
пайки; сохранять активность в предусмотренном интервале температуры
пайки.
Н аибольш ее распространение получила пайка пластин твердого сплава
вольфрамокобальтовой группы на корпуса деревореж ущ его инструмента
из конструкционной и инструментальной легированной сталей. При пайке
твердосплавной пластины на корпус реж ущ его инструмента вследствие
различия физико-механических свойств твердого сплава и стали в паяном
соединении возникают значительные остаточные напряж ения, которые
являются причиной образования трещин или поломок инструмента. В нут­
ренние напряжения — результат того, что сталь имеет коэффициент ли­
нейного расширения, примерно в 2 раза больший, чем твердый сплав.
Поэтому к материалу корпусов инструмента, конструкции паяного соеди­
нения и технологии пайки предъявляю т определенные требования.
Марки сталей корпусов инструмента. Корпуса деревореж ущ его инстру­
мента рекомендуется изготавливать из сталей 45 (ГОСТ 1050-74), кор­
пуса ножей и фрез — из сталей 40Х и 35ХГСА (ГОСТ 4543-71), корпуса
пил — из сталей 9ХФ (ГОСТ 5950-73), 50ХФА (ГОСТ 14959-79).
Конструкция паяного соединения. Остаточные
напряжения меньше
в том случае, когда пайка осущ ествляется в открытый паз. Работами
ВНИ Иинструмента установлено, что наиболее благоприятные условия
получения паяного соединения обеспечиваются при соотношении толщины
твердосплавной пластины и опорной поверхности корпуса, равном или
меньше 0,3. О днако в реальных конструкциях инструмента это соотно­
шение не всегда удается вы держ ать. П аз в корпусе под пластину твер­
дого сплава долж ен соответствовать форме и размерам пластины и не
иметь заусенцев и завалов. Д ля инструмента с большой поверхностью
паяного соединения рекомендуется применение компенсационных п рокла­
док, которые помещают меж ду пластиной твердого сплава и корпусом
инструмента. В качестве таких прокладок используют пермаллой (сплав
железа с никелем), который имеет коэффициент линейного расширения
промежуточный по величине меж ду коэффициентами стали и твердого
сплава. З а рубеж ом для аналогичных целей применяют трехслойный
серебросодержащ ий припой.
Припои. Д л я пайки пластин твердого сплава на корпуса деревореж у­
27
щего инструмента применяются медно-цинковые припои марок Л М цЖ 571,5-0,75 (содержание меди 56 .. .58, марганца 1 . . . 2, бора 0 ,0 7 ... 0,15,
ж елеза 0 , 5 . . . 1, кремния 0 , 1 . . . 0 ,2 % , остальное — цинк), МНМц68-4-2
(содержание меди 62 . . . 68, никеля 4 . . . 5, марганца 1, 5. . . 2 ,5 % , осталь­
н о е — цинк), выпускаемые по отраслевому
стандарту Минцветмета
(ОСТ 48-184—81), а такж е латунь Л 63 (содержание меди 6 0 ,5 ... 63,5 %,
остальное — цинк). Д л я пайки дисковых пил, оснащенных пластинами из
твердого сплава с малым шагом зубьев рекомендуется применять сереб­
росодержащ ий припой марки ПСр40 (содержание серебра 3 9 . . . 41,
меди 1 6 . . . 17,4, цинка 16,2 . . . 17,8, никеля 0,1 . . . 0,5 %, остальное — к а д ­
мий). Температура полного расплавления припоев приведена ниже.
М арка припоя
. . . . ЛМ цЖ 57-1,5-0,75
Температура
полного
расплавления, °С
. . .
873
МНМц68-4-2
Л63
ПСр40
975
905
610
Припой Л М ц Ж 57-1,5-0,75 рекомендуется для пайки большинства
типов инструмента, хорошо растекается по паяемым поверхностям, обес­
печивает достаточную прочность паяного соединения и снижение уровня
остаточных напряжений. Припой МНМц68-4-2 хорошо растекается по
паяемым поверхностям, обеспечивает более высокую, чем припой
ЛМ цЖ 57-1,5-0,75, прочность паяного соединения и более высокий уровень
остаточных напряжений в твердом сплаве. Он применяется при пайке
инструмента, работаю щего в тяж елы х условиях. Припой Л 63 по своим
свойствам приближ ается к припою МНМц68-4-2. Припой ПСр40 при
несколько меньшей прочности паяного соединения имеет значительно более
низкую температуру плавления. Б лагодаря этому обеспечиваются низкий
уровень остаточных напряжений в твердом сплаве и малые деформации
корпуса инструмента.
Флюсы. При пайке инструмента применяют в основном флюсы боридофторидной группы. Активность флюсов, обеспечивающая их рабочие
свойства, проявляется в определенном интервале температур. Темпера­
тура плавления флюсов долж на быть ниже температуры плавления при­
поев на 100 . . . 150 °С. Промышленностью выпускается широкая гамма
флюсов. Кроме того, существуют достаточно многочисленные рецептуры
нестандартных флюсов. Д л я пайки деревореж ущ его инструмента можно
рекомендовать следующие флюсы: Ф100 (окись кобальта — 2 . . . 3, окись
во льф р ам а— 1 4 . . . 16, бура обезвож енная 3 2 . . . 36 %, остальное — фторборат к ал и я); В Н И И (бура обезвож енная 6 9 .. .73, борный ангидрид —
21 . . . 22, фтористый кальций или натрий — 5 . . . 10 % ); ПВ 200 (бура обез­
воженная — 19 . . . .21, борный ангидрид — 68 . . . 72, фтористый кальций —
8 . . . 1 0 %) ; ПВ 209 (фтористый калий — 4 1 . . . 43, окись бора — 34 — 36,
фторборат калия — 2 2 . . . 2 4 % ). Флюсы Ф100, В Н И И , ПВ 200 рекомен­
дуются для пайки пластин из твердого сплава, ПВ 209 — для пайки
пластин из быстрорежущ ей стали. Температурный интервал активности
этих флюсов приведен ниже.
М арка флюса
Температурный
активности, °С
28
......................
Ф100
интервал
...................... 850 , . . 1000
Бура
Флюс ВНИИ
800 . . . 1100
800 . . . 1100
П родолжение
Марка флюса
Температурный
активности, °С
......................
интервал
......................
ПВ200
ПВ209
850 . . . 1150
700 . . . 900
Н аибольш ей активностью в указанны х температурных интервалах
обладает флюс Ф100. Применение этого флюса обеспечивает повышен­
ную химическую активность, хорошую растекаемость по поверхностям
паяемых материалов. В то ж е время он наиболее токсичен. П оэтому целе­
сообразно применение флюса Ф100 в смеси с бурой в соотношении 1: 1 .
В этом случае увеличивается температурный интервал активности дейст­
вия и уменьшается токсичность флюса Ф100.
При использовании технической буры как самостоятельного флюса,
так и в качестве компонента, следует иметь в виду, что в состоянии
поставки она содерж ит кристаллизованную воду. Д ля обезвож ивания
буры необходимо ее засы пать в тигель, тщ ательно перемешать и нагреть
в печи до температуры 8 5 0 . . . 900 °С. Признаком готовности расплава
служит полное прекращение выделения пузырьков пара. Готовый расплав
выливают на металлический лист или поддон из нержавеющ ей стали
тонким слоем и охлаж даю т до комнатной температуры. После этого
необходимо измельчить буру до порошкообразного состояния и просеять
через сито с отверстиями 0,3 мм.
О борудование для пайки. При изготовлении и ремонте деревореж у­
щего инструмента получили распространение два метода нагрева: индук­
ционный токами высокой частоты и электроконтактный. Индукционный
нагрев применяют при пайке массивного инструмента (ножи, фрезы,
сверла). Электроконтактный нагрев методом сопротивления предназначен
для пайки главным образом деревореж ущ их дисковых пил и тонких
фрез.
В индукционных установках ТВЧ электрический ток промыш лен­
ной частоты преобразуется в ток высокой частоты, который поступает
в индуктор, где происходит нагрев паяемых изделий. Современные индук­
ционные установки ТВЧ с рабочей частотой 66 кГц ВЧГ1-60/0,66 и
В ЧГ1-100/0,066 имеют соответственно мощность 60 и 100 кВт, универ­
сальны и широко применяются для пайки самых различных изделий.
При пайке инструмента с небольшой площадью паяемых соединений д о ­
пустимо использование маломощных установок типа В Ч Г4-10/0,44 (мощ ­
ность 10 кВт, рабочая частота 440 кГц).
Установки электроконтактной пайки методом сопротивления имеют
мощность не более 10 кВт, просты и надеж ны в эксплуатации. Однако
серийно они не изготовляю тся. Ленинградским С П К Б ПО «Севзапмебель»
разработана документация на установки НПЭ-0.5У, НПЭ-50М, НПЭ-40.
По этой документации предприятия изготовляю т установки своими си­
лами. Известны установки, работаю щие по этому ж е принципу, фирмы
«Ideal» (Ф Р Г ).
Технология пайки. Н аиболее полно изложена в разработанны х ВНИ Иинструмент методических указаниях «Технология пайки твердосплавного
металлорежущ его инструмента» (М., НИИМ АШ , 1982 г.).
29
Качество пайки во многом зависит от состояния твердосплавных
пластин и корпуса. Коробление пластин и неплоскостиость пазов я в л я ­
ются причиной непропаев, разнотолщинности паяных швов и, как след­
ствие, высоких остаточных напряжений. П редельные отклонения короб­
ления пластин толщиной до 3 мм (выпуклость, вогнутость) не должны
превышать значений, приведенных ниже.
Д лина пластины, мм
. . . . до 10 10 . . . 20
Предельное отклонение, мм . . 0,11
0,16
20 . . . 30
0,2
свыше 30
0,25
Поверхности пластин из спеченных твердых сплавов не должны
иметь дефектных мест темно-серого и черного цвета, состоящих из к ар ­
бидов и графита. Очистку пластин перед пайкой проводят шлифованием
или галтовкой в различных абразивных средах. При очистке пластин
в галтовочных барабанах используют чугунную струж ку с добавкой
( 2 0 . . . 30 %) мелкой абразивной крошки. Б арабан заполняю т на V з
объема смесью, состоящей по массе из твердосплавных пластин и стружки
в соотношении 2 : 1 .
Д л я хорошего прилегания твердосплавных пластин опорные поверх­
ности корпуса долж ны быть плоскими. Отклонение от плоскостности
не долж но быть более ± 0 ,0 5 мм. Ш ероховатость этих поверхностей
долж на характеризоваться показателем R a не более 20 мкм. Стандартные
пластины многих типов имеют фаски для плотного прилегания пластин
к опорной поверхности паза. Если фаски нет, то ее необходимо выпол­
нить. При пайке в открытый п аз величина зазора меж ду пластиной и
пазом корпуса д о л ж н а .б ы т ь 0 ,0 5 ... 0,15 мм. П одготовленные к пайке
пластины и корпуса инструмента обезжириваю т промывкой в 5 . . . 1 0 %ном растворе каустической соды с последующей сушкой или в раство­
рителях.
При пайке с нагревом ТВЧ большое значение имеет правильный вы ­
бор формы и размеров индуктора. Конструкция индуктора долж на обес­
печивать равномерный нагрев зоны пайки корпуса и исключать перегрев
твердосплавных пластин.
Н агрев зоны пайки следует вести за счет теплопередачи от корпуса
инструмента к пластине. Скорость нагрева пластин твердого сплава
группы ВК не долж на превышать 5 0 . . . 100 °С/с. Т акая скорость нагрева
обычно обеспечивается при зазоре 8 . . . 15 мм меж ду индуктором и н а­
греваемым инструментом. Уменьшение величины зазора ведет к интен­
сификации процесса и опасности перегрева пластины.
При индукционной пайке сборку инструмента ведут непосредственно
перед пайкой. После установки корпуса инструмента и выверки его по­
ложения относительно индуктора на дно паза насыпают тонкий слой
флюса, уклады ваю т пластинку припоя (при использовании припоя в виде
ленты или проволоки его вводят после прогрева зоны пайки), сверху
снова посыпают тонким слоем флюса и уклады ваю т пластину. Собранное
таким образом соединение нагревают до температуры расплавления
припоя.
Д ля равномерного нагрева ток в индукторе периодически включают
и выключают или несколько изменяют положение инструмента относи­
30
тельно петли индуктора. Окончание нагрева определяют визуально По
расплавлению припоя, смачиванию им твердого сплава и заполнению
зазора. Д л я более надеж ного соединения пластину периодически передви­
гают с помощью медного стерж ня с изолированной ручкой вдоль паза,
а затем фиксируют в нем и прижимают к корпусу. Это способствует
лучшему смачиванию припоем всех поверхностей соединения, удалению
из него остатков флюса, ш лака и газовых включений. При этом длитель­
ность выдерж ки припоя в расплавленном состоянии долж на составлять
5 . . . 10 с. После пайки инструмент вынимают из индуктора и о х л аж ­
дают. Лучшие условия охлаж дения достигаются тогда, когда инстру­
мент помещают в нагретый до 1 5 0 ...2 0 0 °С песок или термошкаф.
П айка твердосплавных пластин на корпуса дисковых пил или тонких фрез при нагреве сопротивлением на электроконтактных установках про­
изводится в следующей последовательности. Н а электроде-оправке уста­
навливаю т и фиксируют корпус пилы. Флюс используют в виде водной
пасты, для чего его смешивают с дистиллированной водой до консистен­
ции сметаны. Флюс-пасту наносят на опорные поверхности корпуса и
пластины. Пластину уклады ваю т на электрод-фиксатор. При использова­
нии припоя в виде пластины его уклады ваю т на твердосплавную п ла­
стину. О днако в большинстве случаев припой используют в виде узкой
ленты или проволоки и вводят в зону пайки непосредственно после про­
грева соединения.
Зуб пилы подводят к электроду-фиксатору и создаю т давление вруч­
ную, обеспечивая плотный контакт соединения электрод—фиксатор—п ла­
стина—зуб пилы. Включают ток и вводят в зону пайки припой. П осле
расплавления припоя вы держ иваю т при рабочей температуре зону пайки
до заполнения припоем всех зазоров в течение не более 3 . . . 5 с. Ток
выключают.
Д ля снятия остаточных напряжений после напайки каж дой пластины
паяное соединение нагревают вторично до температуры 5 0 0 ...5 5 0 °С
(темно-вишневый цвет зуба пилы под пластиной) и выдерж иваю т в т е ­
чение 1 . . . 2 с. Как при индукционной, так и при электроконтактной
пайке необходимо следить, чтобы цвета побежалости на зубьях не пере­
ходили на диск и не образовы вали замкнутую кольцевую зону. Наличие
такой зоны приводит к деформации корпуса пилы и появлению трещин
в межзубных впадинах.
Особенности пайки пластин из быстрорежущ ей стали. Бы строреж ущ ая
сталь Р6М 5 — наиболее распространенная в настоящ ее время марка, ис­
пользуется для получения биметаллического инструмента. Во ВНИИинструмент разработана технология пайки пластин из этой марки стали на
корпуса деревореж ущ их фрез. Особенность технологии заклю чается в том,
что пластины в закаленном состоянии напаиваю тся на корпуса, т. е.
перед пайкой они проходят полный цикл термообработки. Этот способ
изготовления технологичен, обеспечивает получение необходимых режущих
свойств инструмента и способствует повышению прочности паяных сое­
динений в связи с отсутствием в сталях при пайке структурных превра­
щений. Д анны й способ основан на применении низкотемпературного се­
ребросодержащ его припоя ПСр40, имеющего температуру плавления
31
5 9 0 ...6 1 0 °С. При кратковременном нагреве пластин из быстрорежущ ей
стали до температуры 6 2 0 . . . 650 °С она сохраняет свою теплостойкость,
твердость и режущ ие свойства.
Термическая обработка пластин из быстрорежущ ей стали, п одлеж а­
щих пайке, долж на производиться по следующим реж имам: закалка —
предварительный нагрев до температуры 800 . . . 850 °С, окончательный —
при 1 2 0 0 ... 1230 °С, охлаж даю щ ая среда — масло, расплав солей или
щелочи; отпуск — нагрев до температуры 5 4 0 ...5 6 0 °С в расплаве солей,
щелочи или воздушной среде; вы держ ка в течение 60 мин; число отпус­
к о в — 2 . . . 3. Твердость пластин после термообработки HRC 6 3 . . . 65.
П одготовка корпуса инструмента и пластин из быстрорежущ ей стали
аналогична пайке твердого сплава и вклю чает очистку пластин после
термообработки шлифованием, снятие ф асок и заусенцев, обезжиривание.
П айка долж на осущ ествляться на установках ТВЧ. Форма и размеры
пластин долж ны приближ аться к готовому изделию с припусками 1 . . .
2 мм на шлифование и заточку после пайки. Д л я повышения произ­
водительности пайки и исключения перегрева термически отработанной
пластины целесообразно паз й корпусе инструмента с находящимися
в нем припоем и флюсом предварительно равномерно прогреть без п ла­
стины до температуры 5 0 0 . . . 550 °С, т. е. до расплавления флюса. Затем
установить в паз пластину и путем включения и выключения тока в ин­
дукторе равномерно прогреть зону пайки до температуры расплавления
и растекания припоя, равной 6 0 0 ...6 2 0 °С. При этих условиях пластина
прогреется большей частью за счет теплопередачи от корпуса инстру­
мента. В момент растекания припоя пластину передвинуть, установить
в нужное положение н прижать. П осле выдерж ки припоя в расплавленном
состоянии в течение 3 . . . 5 с выключить ток и удерж ивать пластину до
затвердевания припоя. О хлаж дение инструмента производится на в о з­
духе. После пайки не требуется дополнительных термических операций.
Контроль качества паяных соединений. К основным дефектам пайки
относятся трещины в пластинах, поры, включения ш лака и флюса, непропай. Трещины вдоль ш ва — следствие высоких касательных н апряж е­
ний по длине паяного соединения и наблюдаются в пластинах средней
и большой длины. Трещины могут быть вызваны высокой прочностью
и низкой пластичностью припоев, малой толщиной паяного ш ва. П опе­
речные трещины в пластинах твердого сплава — результат значительных
изгибающих напряжений, возникающих при резком нагреве или ох л аж д е­
нии паяного соединения, недостаточной толщины опорной части корпуса
инструмента и его деформацией при нагреве. Кроме того, причинами
появления трещин могут служ ить качество твердосплавных пластин и
условия их подготовки к пайке.
Н епропай, поры, включения шлака и флюса могут возникнуть при
зазорах меж ду пластиной и пазом корпуса более 0,15 мм, недостаточных
количествах припоя и флюса, применении припоев с плохой растекаемостью и флюсов с низкой активностью, большой выдерж ке и перегреве
припоя в расплавленном состоянии.
Качество пайки контролируют после зачистки окалины, излишков
припоя и флюса визуально с применением лупы 5 . . . 10-кратного увели­
32
чения. П аяный шов долж ен быть сплошным, ровным и иметь вид вогну­
той галтели. Толщина слоя припоя долж на быть равномерной и находи­
ться в пределах 0 ,1 0 ... 0 ,15 мм. Нормативно-технической документацией
на деревореж ущ ий инструмент допускается разры в слоя припоя не более
10 % длины паяного шва. Качество пайки пластин из быстрорежущ ей
стали дополнительно контролируют путем измерения их твердости после
напайки. Твердость пластин долж на находиться в пределах H RCe= 5 9 . . .
. . . 63.
Техника безопасности. При пайке деревореж ущ его инструмента осо­
бое внимание долж но быть уделено обеспечению техники безопасности
при эксплуатации оборудования и производстве паяльных работ. Д ля
предупреждения пораж ения электрическим током при эксплуатации обо ­
рудования для пайки необходимо соблю дать следующие основные п р а­
вила: 1. Корпуса источников питания и установок для пайки долж ны быть
заземлены. 2. Все устройства для подключения и переключения электри­
ческих цепей долж ны быть защищены кож ухами. 3. П роводить какие бы
то ни было работы в установках, находящ ихся под напряжением, к ате­
горически запрещ ается. 7. Н оминальная сила тока плавких предохрани­
телей не долж на превышать указанной в электрической схеме. 5. П ерсо­
нал, обслуживающий высокочастотные установки и работающий на них,
долж ен пройти курс технического обучения по их эксплуатации, технике
безопасности, правилам противопожарной безопасности при работе на
электроустановках. 6. Запрещ ается приступать к работе на установке при
неисправном электрооборудовании, неисправных или отключенных блоки­
ровках, повреждении ограждений, обеспечивающих безопасность работы.
7. П ол рабочего места около установки долж ен быть покрыт резиновыми
ковриками. 8. Помещение, где проводятся работы по пайке, долж но быть
оборудовано приточно-вытяжной вентиляцией. 9. П айку инструмента сле­
дует производить при наличии вы тяж ной вентиляции, расположенной не­
посредственно в зоне пайки.
1.2. ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ
Качество инструмента во многом определяется инструментальным
материалом, из которого он изготовлен. Основные требования к инстру­
ментальным материалам: реж ущ ая способность, износостойкость, проч­
ность, обрабаты ваемость в холодном и горячем состоянии. Эти свойства
зависят от химического состава, структуры и показателей физико-механи­
ческих свойств инструментальных материалов. Д л я изготовления дерево­
режущ его инструмента применяют различные инструментальные мате­
риалы: инструментальные стали, твердые сплавы. Перспективное направ­
ление — использование синтетических сверхтвердых материалов.
1.2.1. Инструментальные стали
И нструментальные стали делятся на три группы: углеродистые, легированные и быстрорежущ ие.
2
В . Г. М орозов
33
Углеродистые инструментальные стали содерж ат углерод в количе­
стве 0 , 7 . . . 1,3% (табл. 2). Кроме того, в состав стали входят марганец,
кремний. Эти стали обозначаются буквой У с указанием углерода в д е ­
сятых долях процента. Так, марка стали У8 означает, что содерж ание
углерода находится в пределах 0,8 %. Если в обозначение марки стали
входит буква А, то это означает, что сталь высококачественная с пони­
женным содерж анием вредных примесей: фосфора и серы. Фосфор сни­
ж ает вязкость и прочность стали, способствует росту зерна при закалке.
Сера ухудш ает ковкость, сниж ает вязкость и прочность.
Углеродистые стали характеризую тся высокой твердостью, прочно­
стью и удовлетворительной износостойкостью. О днако эти свойства сох2. Состав инструментальных углеродистых сталей, %
(ГОСТ 1435—74)
М арка
стали
У8А
У8
У10А
У10
У12А
У12
У глерод
0,75
0,75
0,95
0,95
1,15
1,15
.
.
.
.
.
.
.
.
.
.
.
.
Крем ний
М арганец
0,84
0,84
1,04
1,04
1,24
1,24
0,15
0,20
0,15
0,15
0,15
0,15
.
.
.
.
.
.
.
.
.
.
.
.
0,30
0,40
0,30
0,35
0,30
0,35
0,15
0,15
0,15
0,15
0,15
0,15
. . .
. . .
...
.. .
. . .
.. .
0,30
0,35
0,30
0,35
0,30
0,35
Продолжение
М арка
стали
Х ром
Медь
У8А
У8
110А
У10
У12А
У12
< 0 ,1 5
< 0 ,2 0
< 0 ,1 5
< 0 ,2 0
< 0 ,1 5
< 0 ,2 0
< 0 ,2 0
< 0 ,2 5
< 0 ,2 0
< 0 ,2 5
< 0 ,2 0
< 0 ,2 5
Н икель
< 0 ,2 0
< 0 ,2 5
< 0 ,2 0
< 0 ,2 5
< 0 ,2 0
< 0 ,2 5
Сера
< 0 ,0 2 0
< 0 ,0 3 0
< 0 ,0 2 0
< 0 ,0 3 0
< 0 ,0 2 0
< 0 ,0 3 0
Ф осфор
< 0 ,0 3 0
< 0 ,0 3 5
< 0 ,0 3 0
< 0 ,0 3 5
< 0 ,0 3 0
< 0 ,0 3 5
раняю тся при температурах не выше 2 0 0 . . . 250 °С. В настоящ ее время
инструментальные углеродистые стали находят очень ограниченное при­
менение при изготовлении деревореж ущ его инструмента (узкие ленточ­
ные пилы ).
Инструментальные легированные стали (ГОСТ 5960—73). Д л я повы­
шения эксплуатационных характеристик деревореж ущ его инструмента
в стали вводят легирующие элементы: хром, вольф рам, молибден, в а н а ­
дий, кремний, никель, кобальт, титан и др. Легирующ ие элементы о бр а­
зуют с основой стали или другими элементами химические соединения,
главным образом карбидные, которые характеризую тся высокими твер­
достью, прочностью, износо- и теплостойкостью. О птимальное количество
и равномерное распределение по объему твердого раствора этих соеди­
нений придает стали определенные эксплуатационные качества.
34
Хром — важнейш ий легирующий элемент, применяемый во всех инст­
рументальных легированных сталях. Введение в сталь хрома способст­
вует получению высокой и равномерной твердости, за счет образования
карбидов повышается износостойкость. При большом содержании хрома
увеличивается карбидная неоднородность, что сниж ает прочность стали.
Вольфрам относится к тугоплавким металлам (температура плавле­
ния 3410 °С). Б лагодаря этому введение вольфрама в сталь повышает
ее теплостойкость. Высокая износостойкость и твердость стали, содер­
жащ ей вольфрам, достигается за счет образования сложных карбидов.
Сталь отличается меньшей склонностью к росту зерна при термообра­
ботке.
Молибден по свойствам аналогичен вольф раму (температура плавле­
ния 2620 °С). Сталь, содерж ащ ая молибден, имеет повышенные механи­
ческие свойства, равномерную мелкозернистую структуру. При одинаковых
свойствах с вольфрамом молибден мож ет быть введен в сталь в меньших
количествах( примерно в 2 р аза). Н едостаток стали с молибденом —
склонность к обезуглероживанию . Д л я сохранения качества поверхност­
ных слоев инструмента термообработку стали необходимо проводить
в защитных средах.
Ванадий повышает твердость
износостойкость, и теплостойкость
стали, способствует сохранению мелкозернистой структуры при нагреве
до высоких температур. Увеличение содерж ания ванадия свыше 2,0 %
приводит к ухудшению таких технологических свойств стали, как шлифуемость и способность к горячему пластическому деформированию.
Кремний повышает прочность стали. О днако при увеличении содер­
ж ания более 2,5 % значительно сниж ает пластичность.
Никель при повышенной прочности способствует повышению пластич­
ности и вязкости стали.
К обальт увеличивает теплостойкость стали и тем самым улучш ает
режущ ие свойства при высоких температурах. В то ж е время наличие
кобальта приводит к повышению хрупкости, склонности к трещинообразованию.
Титан способствует образованию мелкозернистой структуры и не­
сколько повышает вязкость стали.
Д ля инструментальных легированных сталей принят следующий прин­
цип маркировки. В обозначении марок первые цифры означаю т содер­
ж ание углерода в десятых долях процента. Цифры могут не указываться,
если содерж ание углерода близко к единице или больше единицы. Л еги ­
рующие элементы обозначаются буквами: X — хром, В — вольфрам, М —
молибден, Ф — ванадий, С — кремний, Н — никель, К — кобальт, Т — ти­
тан. Цифры, стоящие после букв, означаю т среднее содерж ание соответ­
ствующего легирующего элемента. Если после буквы нет цифры, то со­
держ ание легирующего элемента в стали равно примерно 1 %. Исключе­
ние составляю т отдельные элементы, такие, как молибден, ванадий, крем­
ний, содерж ание которых во многих сталях менее 1 %. Содерж ание серы
и фосфора в легированных сталях не долж но превышать 0,03 % каждого
элемента. Например, в стали марки 6Х6ВЗСМФ содерж ание углерода —
около 0 ,6 % , хрома — 6 % , вольф рама — 3 %, содерж ание кремния, мо­
2*
35
либдена и ванадия — менее 1 %• Введение кремния, молибдена и ван а­
дия оказы вает существенное влияние на свойства стали.
При введении в сталь легирующих элементов существенно повы ш а­
ются прочность, твердость, износо- и теплостойкость инструмента. П о ­
этому инструментальные легированные стали нашли широкое применение
при изготовлении деревореж ущ его инструмента различных типов.
Быстрорежущ ие стали (ГОСТ 19265—73). Если теплостойкость р а з­
личных инструментальных легированных сталей находится в пределах
2 5 0 ... 500 °С, то быстрорежущ ие стали сохраняю т режущ ие свойства при
температурах до 6 0 0 . .. 650 °С. Это достигается за счет того, что стали
содерж ат повышенное количество вольф рама и молибдена. Бы строре­
жущие стали маркируются буквой Р, цифра, следую щ ая за буквой,—
среднее содерж ание вольф рама в процентах. Д ругие элементы и их сред­
нее содерж ание обозначаются так же, как в инструментальных легиро­
ванных сталях. Отличительной особенностью быстрорежущ их сталей я в л я ­
ется то, что в их обозначении не указы вается содерж ание хрома во всех
сталях, а такж е содерж ание ванадия — в некоторых марках стали. Б ы стро­
режущие стали содерж ат серу не более 0,030 %, фосфора — не более
0,0035 %. В табл. 3 приведен химический состав инструментальных леги­
рованных (ГОСТ 5950—73) и быстрорежущ их сталей (ГОСТ 19265—73).
Пилы всех типов и корпуса пил, оснащенных пластинами из твердых
сплавов, изготавливаю т из стали 9ХФ и 9ХФМ, ножи и резцы для ф резе­
рования древесины — из стали 8Х6НФТ и Х6ВФ, ножи стружечные —
из стали 8Х6НФТ, Р6М5; ножи лущильные — из стали 8Х6НФТ, 85ВФ;
ножи рубильные — из стали 55Х7ВСМФ, 6Х6ВЗСМФ, 6ХС; ножи ф анеро­
строгальны е— из стали 85ВФ; ножи щепальные — из стали 6ХС; фрезы
насадные — из стали Х6ВФ, Р6М 5; фрезы концевые — из стали Х6ВФ,
Р6М5; сверла — из стали Х6ВФ, 9ХС; цепочки фрезерные — из стали
Х6ВФ. При этом необходимо иметь в виду, что ленточные пилы шириной
до 60 мм могут изготавливаться из стали У10А; для ф рез сталь Р6М5
используется в основном в виде напаянных режущ их пластин для н асад­
ных ф рез или реж ущ ей части сварных концевых фрез.
За рубежом для изготовления деревореж ущ его инструмента приме­
няют инструментальные углеродистые, легированные и быстрорежущ ие
стали. В табл. 4 приведены сведения о марках сталей, применяемых за
рубеж ом для изготовления некоторых типов деревореж ущ его инстру­
мента.
Обозначения некоторых марок инструментальных сталей по отече­
ственным и зарубеж ным стандартам [6] приведены ниже.
СССР
У8
.
У12
.
9ХФ .
ХВГ .
Х6ВФ
Р6М5 .
Р6М5К5
Р9М4К8
36
.
.
.
.
.
.
США
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
W1
W4
—
01
А2
М2
МЗО
М45
Ф ранция
ХС80
ХС120
80CDV02
90MCW5
Z100DV5
Z85WDCV06-05-02
Z85WDKV06-05-02
—
Ф РГ
Я пония
C80W1
C105W1
—
105WCr6
—
S6-5-2
SK6
SK4
SKS95
SKSA
SKD12
SKH9
SKH55
—
—
—
3. Химический состав сталей, %
М арка стали
У гл ер о д
М арганец
К рем ний
Хром
Вольфрам
Инструментальные легированные стали
9ХФ*
0,80 .
. 0,90
0,15 . . . 0,35
0,30 . . . 0,60
0,40 .
. 0,70
1,20 . . .
1,60
0,30 . . . 0,60
0,95 .
. 1,25
—
9ХС
0,85 .
. 0,95
9Х5ВФ
0,85 .
. 1,00
0,15 . . . 0,40
0,15 . . . 0,40
4,50 .
. 5,50
0,80 . . . 1,20
8Х6НФ Т
0,80 .
. 0,90
0,15 . . . 0,35
0,15 . . . 0,40
5,00 .
. 6,00
—
Х6ВФ
1,05 .
. 1,15
0,15 . . . 0,35
0,15 . . . 0,40
5,50 .
. 6,50
1,10 . . . 1,50
Х12М
1,45 .
. 1,65
0,15 . . . 0,35
0,15 . . . 0,40
11,00 .
. 12,50
—
6Х6ВЗСМФ**
0,50 .
. 0,60
0,60 . . . 0,90
0,15 . . . 0,40
5,50 .
. 6,50
2,50 . . . 3.20
6ХС
0,60 .
. 0,70
0,60 . . . 1,00
0,15 . . . 0,40
1,00 .
. 1,30
—
—
Быстрорежущ ие стали
Р6М5
0,80 .
. 0,88
< 0 ,5
< 0 ,4
3,8 .
. 4,4
5,5
. . 6,5
Р9К5
0,9 .
. 1,0
< 0 ,5
< 0 ,4
3,8 .
• 4,4
9,0
. . 10.5
0,80 .
. 0,88
< 0 ,5
< 0 ,4
2,8 .
. 4,3
6,0
. . 7,0
Р6М5К5
* По ТУ 14-1-667—73 выпускается такж е сталь 9ХФМ, содерж ащ ая молибден в количестве 0,2
** По ТУ 14-1-358—72 выпускается близкая по составу сталь 55Х7ВСМФ.
0,3 %.
Продолжение
Марка стали
Ванадий
Н икель
М олибден
К обальт
Титан
—
—
Инструментальные легированные стали
9ХФ*
0,15 . . . 0,30
—
9ХС
—
—
—
—
—
—
9Х5ВФ
0,15 . . . 0,30
—
—
—
—
8Х6НФТ
0,30 . . . 0,50
—
0,90 . . .
Х6ВФ
0,50
—
—
. . 0,80
1,30
—
0,05 . .
—
—
Х12М
0,15 . . . 0,30
0,40 . . . 0,60
—
—
—
6Х6ВЗСМФ**
0,50
0,60 . . . 0,90
—
—
—
—
—
—
—
6ХС
. . 0,80
—
Быстрореж ущ ие стали
Р6М5
1,7 .
. 2,1
5,0 . . . 5,5
< 0 ,4
—
Р9К 5
2,0 .
. 2,6
< 1 ,0
< 0 ,4
5,0 .
Р6М5К5
1,7 .
• 2,2
4,8 . . . 5,8
< 0 ,4
4,8 . .
. 6,0
5,3
* По Т У 14-1-667—73 вы пускается так ж е стал ь 9Х Ф М , с о д ер ж ащ ая молибден в количестве 0,2 . . . 0,3 %.
** По Т У 14-1-358—72 вы п ускается б л и зк а я по составу 55Х 7ВСМ Ф .
Ванадий
М олибден
Н икель
К обаль т
0,75
0,20
0,35
—
—
—
—
2,0
—
рам­
ные
»
0,72
0,24
0,75
—
—
—
—
—
—
ФРГ
0,75
0,20
0,35
—
—
—
—
2,0
—
0,80
—
—
0,50
—
0,20
—
—
—
0,72
0,24
0,75
0,75
0,20
0,35
—
—
—
—
2,0
—
0,85
0,25
0,45
0,6
—
0,2
—
—
—
0,80
—
—
0,5
—
0,20
—
—
—
Ножи ру­
бильные
Ш веция, 0,50
Япония
1,0
—
8,0
1,2
0,25
1,3
—
—
Ножи для
фрезерова­
ния древе­
сины
Швеция
0,70
—
—
4,0
7,5
1,8
4,5
—
—
ГДР
1,30
0,52
0,26
1,90
—
0,10
—
—
—
ФРГ
0,60
0,60
—
1,1
2,0
0,2
—
—
—
0,80
—
—
—
0,5
—
0,2
—
—
0,95
—
—
4,20
12,0
2,5
0,9
—
—
0,88
—
—
4,20
6,50
1,9
5,0
—
—
1,65
—
—
0,5
0,1
0,6
—
—
0,88
—
—
4,20
6,50
1,9
5,0
—
—
0,60
—
0,80
0,51
—
—
—
0,12
0,05
0,60
—
0,60
0,50
—
—
—
0,17
—
0,79
—
0,55
0,68
—
0,39
0,18
—
к руг­
лые
Швеция
ФРГ
Фрезы
»
Корпуса
Австрия
пил, осна­
щенных
ЧССР
пластина­
ми
твер­
дого сплава
ФРГ
Марганец
»
Пилы лен­
точные
Швеция
толщиной
до 1,1 мм
К рем ний
более
1,1 мм
Тип
инструмента
У глерод
Вольф рам
С трана-изготовитель
1
j
!
1
4. Состав инструментальных сталей, %
0,72
0,24
0,75
S
о
сх
X
---
12,0
—
39
Т в е р д о с т ь — важнейш ее свойство инструментальных сталей. При
увеличении твердости возрастает износостойкость, сопротивление контакт­
ным нагрузкам, повышается качество поверхности при шлифовании. О д­
нако при определенных значениях твердости сниж ается прочность стали.
Д ля деревореж ущ его инструмента в зависимости от назначения исполь­
зуются стали с тремя интервалами твердости: 1) низкий (H R C » = 4 0 ...
. . . 4 7 ) — для пил, подвергающихся пластическому деформированию (плю­
щению или разводу); 2) средний (H R C »=52 . . . 5 7 ) — д л я м елкоразмер­
ного концевого инструмента (сверл и концевых ф рез); 3) высокий
(HRC8= 5 7 . . . 61) — для фрез и ножей.
Значения твердости для конкретных типов и типоразмеров инстру­
мента приведены в соответствующих разделах. Реж имы термической о бр а­
ботки сталей изложены в литературе [17].
1.2.2. Твердые сплавы
В деревообработке применяют труднообрабатываемы е древесные м а­
териалы: древесностружечные и древесноволокнистые плиты, древесно­
слоистые пластики, фанеру, клееную древесину. Н аличие синтетических
связующих, органических и минеральных наполнителей приводит к тому,
что обработка этих материалов инструментом из инструментальных ст а ­
лей малоэффективна. Д л я обработки таких древесных материалов в ос­
новном применяют инструмент, оснащенный твердым сплавом.
Твердые сплавы представляю т собой тугоплавкие, износостойкие м а ­
териалы повышенной твердости. Они делятся на металлокерамические
и литые сплавы. Такое деление обусловлено назначением, составом, ф и­
зико-химическими свойствами и технологией изготовления. М еталлоке­
рамические твердые сплавы получают методом порошковой металлургии.
Основой сплавов являю тся зерна карбидов вольф рама, титана, тантала
и в качестве связки используется кобальт.
Процесс изготовления металлокерамических твердых сплавов вклю ­
чает следующие основные операции: смешивание порошков карбидов и ко­
бальта, прессование с получением заготовок необходимых формы и р а з­
меров, спекание сформированных заготовок при высокой температуре
в защитных средах.
Вольфрамокобальтовые твердые сплавы. Д л я изготовления дереворе­
жущего инструмента применяют вольфрамокобальтовые твердые сплавы,
гак как они обладаю т достаточной износостойкостью и более высокими
механическими свойствами. Сплавы этой группы состоят из карбидов
вольфрама и кобальта. Они обозначаются буквами ВК. Ц иф ра, стоящ ая
в конце обозначения, указы вает на содерж ание кобальта в процентах.
Так, марка сплава ВК.6 означает, что он содерж ит кобальта 6 % , к а р ­
бидов вольф рама 9 4 % (без учета примесей). В зависимости от величины
зерна карбидов вольф рама сплавы подразделяю т на крупнозернистые
(после цифры в конце обозначения марки сплава ставится буква К ),
нормальной зернистости (в обозначении буква отсутствует), мелкозерни­
стые (обозначаются буквой М ), особомелкозернистые (обозначаются О М ).
Величина зерен карбидов вольф рама составляет в среднем: крупнозер­
40
нистых 3 . . . 5 мкм, нормальной зернистости 1 , 5 . . . 3 мкм, мелкозерни­
стых 0 , 5 . . . 1,5 мкм, особомелкозернистых меньше 1 мкм. Содержание
основной фракции долж но быть не менее 5 0 % . В конце обозначения
марки иногда дополнительно вводится буква, указы ваю щ ая на особен­
ности технологического процесса производства. Н апример, в сплаве
ВК8-В буква В показывает, что изделия из этого сплава спекаются в а т ­
мосфере водорода.
М арки твердых сплавов регламентированы ГОСТ 3882—74. Основные
свойства некоторых сплавов группы ВК приведены в табл. 5.
5. Свойства вольфрамокобальтовых сплавов
Х имический со ст а в , %
(без учета примесеЛ)
М арка сплава
вкз
в Кб
BK6-M
BK6-OM
BK8
вкю
BK15
ВК20
WC
со
97
94
94
92
92
90
85
80
3
6
6
6
8
10
15
20
ТаС
_
—
—
2
—
—
—
—
П редел
прочности
при и зги бе,
МПа
Т в ер д о ст ь ,
НРА
1176
1519
1421
1274
1666
1715
1862
1911
89,5
88,5
90,0
90,5
87,5
87,0
86,0
84,0
И з табл. 5 видно, что при увеличении содерж ания кобальта повы ш а­
ются механические свойства (прочность на изгиб) и одновременно сни­
ж ается твердость сплавов. С другой стороны, из приведенных марок
сплав В К З характеризуется наибольшей износостойкостью. П о мере уве­
личения содерж ания кобальта и соответствующ его уменьшения со дер ж а­
ния карбидов износостойкость сплавов уменьшается.
С тойкость деревореж ущ его инструмента, оснащенного различными
марками твердого сплава, в относительных единицах по результатам
экспериментальных работ В Н И Иинструмента характеризуется следую ­
щими коэффициентами: ВК15— 1,0; В К 8— 1,4 . . . 1,6; ВК6— 1,6 . . . 2,0.
П ри этом необходимо иметь в виду, что с уменьшением содерж ания ко­
бальта ухудш аю тся условия пайки.
Выбор марки твердого сплава для деревореж ущ его инструмента з а ­
висит от многих ф акторов: обрабаты ваемого м атериала, объемов меха­
нической обработки, типа инструмента, угловых параметров, режимов
резания и т. д. Перспективным направлением является применение для
деревореж ущ его инструмента мелкозернистых и особомелкозернистых
сплавов.
Д л я изготовления дисковых пил, предназначенных для обработки
древесностружечных и древесноволокнистых плит, фанеры и клееной д р е ­
весины рекомендуется твердый сплав ВК15, для изготовления фрез, осна­
щенных ножами с напаянными пластинами, концевых ф рез и сверл,
41
предназначенных для тех же целей,— сплавы ВК8 и ВК15, для изготов­
ления фрез с механическим креплением неперетачиваемых пластин, пред­
назначенных для обработки древесностружечных плит, облицованных син­
тетическими материалами и бумажно-слоистым пластиком,— ВК6 и ВК8,
для изготовления дисковых пил, предназначенных для этих ж е целей,—
сплав ВК6.
З а рубежом для изготовления деревореж ущ его инструмента такж е
применяются сплавы вольфрамокобальтовой группы марок К05 . . . К40.
Отечественным маркам твердых сплавов соответствуют по м еж дународ­
ной классификации ИСО следующие марки: ВКЗ, В К З М — KOI; В К 6 0 М —
К05; ВК6М — КЮ; В Кб; ВК4 — К20; ВК8; ВК4 — КЗО; ВК8, ВК15 — К40.
Д ля деревореж ущ его инструмента выпускают твердосплавные п ла­
стины
различных
форм и
размеров,
которые
регламентированы
ГОСТ 13833—77 и ГОСТ 13834—77, поставляются заводами-изготовителями пластин по фондам. Д л я получения пластин, форма и размеры
которых оговорены в технических условиях ТУ 48-19-304—81, предприягие-потребитель обязано дополнительно представить заводу-изготовителю
пресс-формы для изготовления пластин. М арка твердого сплава не з а ­
висит от формы пластин. Технические требования на пластины по
ГОСТ 4872—75.
Твердосплавные пластины формы 01D предназначены для изготовле­
ния дисковых пил, формы 04D — нож ей к цилиндрическим, сборным, п а ­
зовым и концевым фрезам, чашечным сверлам, 05D — ножей и фрез,
06D — пазовых и концевых фрез, 07D и 08D — ножей к сборным ф асон­
ным фрезам, 09D и 038D — однозубых концевых фрез, 010D и 0 1 1D —
чашечных сверл, 023D, 024D, 027D, 028D, 032D, 033D и 034D — ножей
к сборным фасонным фрезам, 035D и 039D — цилиндрических сборных
фрез с механическим креплением, 036D и 037D — спиральных сверл.
В табл. 6 и 7 приведены основные параметры твердосплавных п ла­
стин.
1.2.3. Новые инструментальные материалы
Первые положительные результаты при применении сверхтвердых
материалов для деревореж ущ его инструмента получены в Грузинском
политехническом институте им. В. И. Ленина, Институте сверхтвердых
материалов АН УССР. Установлено, что в результате оснащения зубьев
пил эльбором повышается стойкость в 1 0 . . . 15 раз по сравнению с пи­
лами, оснащенными твердосплавными пластинами из сплава ВК15.
В СССР синтез кубического нитрида бора был впервые осуществлен
в Институте физики высоких давлений под руководством академика
Л. Ф. Верещагина. Н а основе теоретических разработок В Н И И А Ш а, Л е ­
нинградского абразивного завода «Ильич» и ряда других организаций
и предприятий освоена промышленная технология производства материа­
лов на основе кубического нитрида бора [4, 11]. В настоящее время
серийно выпускаются следующие марки сверхтвердых материэлов (в скоб­
ках торговые н азван и я): композит 01 (эльбор Р ), композиты 05 и 10
(гексанит Р ). Композиты 01 и 10 имеют максимальные размеры (диа42
6. Пластины твердосплавные (ГОСТ 13833—77, 13834—77)
Схема
О бозначение
Основные параметры и размеры
01D для дисковых пил
£
1, мм
Ь, мм
S , мм
3001-0001
3 ,0
10
3 ,0
300 1 -0 0 0 7
3 ,5
7
2 ,5
3 0 0 1 -0 0 0 2
3 ,5
10
3 ,0
3001 -0 0 0 3
4 ,0
10
3 ,0
3 0 0 1 -0 0 0 8
4 ,5
7
2 ,5
3001 -0 0 0 4
4 ,5
10
3 ,0
3 0 0 1 -0 0 0 5
5 ,0
10
3 ,0
3 0 0 1 -0 0 0 6
5 ,5
10
3 ,0
3 001-0127
5 ,5
7
2 ,5
3001 -0 1 2 8
6 ,0
10
3 ,0
\v
04D для фрез и сверл
3 001-0104
25
6
2 ,0
3 0 0 1 -0 1 0 5
32
6
2 ,0
3001-0041
5
10
2 ,0
3 0 0 1 -0 0 4 2
6
10
2 ,0
3 0 0 1 -0 0 4 3
7
10
2 ,0
3 0 0 1 -0 0 4 4
9
10
2 ,0
300 1 -0 0 4 5
11
10
2,0
3 0 0 1 -0 0 4 6
13
10
2 ,0
3 0 0 1 -0 0 4 7
15
10
2 ,0
3 0 0 1 -0 0 4 8
17
10
2,0
43
Продолжение
Схема
44
О бозначение
Основные параметры и размеры
3 0 0 1 -0 0 4 9
19
3 0 0 1 -0 0 5 0
21
3001-0051
5
3 0 0 1 -0 0 5 2
6
300 1 -0 0 5 3
7
300 1 -0 0 5 4
9
300 1 -0 0 5 5
11
3 0 0 1 -0 0 5 6
13
3001-0057
15
300 1 -0 0 5 8
17
300 1 -0 0 5 9
19
300 1 -0 0 6 0
21
3001-0061
26
3 0 0 1 -0 0 6 2
33
3 0 0 1 -0 0 6 3
36
300 1 -0 0 6 4
41
3 0 0 1 -0 0 6 5
46
3 0 0 1 -0 0 6 6
51
3 00 1 -0 0 6 7
61
3 0 0 1 -0 0 6 8
81
3 0 0 1 -0 0 6 9
91
3 0 0 1 -0 0 7 0
101
3 0 0 1 -0 1 0 6
111
3001 -0 1 0 7
131
10
15
2,0
15
2 ,0
2,0
Продолжение
Схема
О бозначение
Основные параметры и размеры
05D для фрез
3001-0074
110
15
3,0
06D для фрез и сверл
1, ММ Ь, мм S , мм г, мм
3 0 0 1 -0 1 1 4
20
"Ф. град
0
6 ,0
(Я
3001 -0 1 1 2
15
3001 -0 1 1 9
20
7 ,2
3001 -0 1 1 3
15
6 ,0
3001-0121
20
11,5
3001 -0 1 1 5
30
6 ,0
3 0 0 1 -0 1 2 2
30
7 ,2
3 001 -0 1 2 3
30
11,5
6
2,0
15
0
30
)7D для фрез
3 0 0 1 -0 0 8 7 | 35
s>.
3 0 0 1 -0 0 8 8
40
3 0 0 1 -0 0 8 9
45
3001 -0 0 9 0
55
15
2
5 ... 6
15
2
5 ... 6
45
Продолжение
Схема
Основные параметры и размеры
ние
08D для фрез
/, мм
3002-0092
мм
22
Ь, мм
5 . мм
8
2
15
3001-0093
24
II
09D для фрез
1, ММ 6, мм 5 , мм S , мм
3001-0094
1,8
20
5,5
3001-0095
35
3001-0096
20
У
г, мм
1,1
5
2,0
10
2,2
6,5
3001-0097
15°
35
9,5
3001-0098
2,5
для фрез и сверл
•о
ft, мм
{, мм
г, мм
3001-0124
3 ,0
27
1,8
3001-0099
3 ,5
22
2,1
V
1
ь
27
3001-0125
2 ,7
4 ,5
61
3001-0103
3001-0126
46
5 ,5
27
3 ,3
Продолжение
С хема
О б о зн а ч е­
ние
О сновны е параметры и размеры
0 1 1D для сверл
Л 0,2
3001-0117
15
3001-0118
20
7. Пластины твердосплавные плоские с фасонной кромкой для фрез и сверл
(ТУ 48-19-304— 81)
Основные параметры и размеры
С хема
О бозн а­
чение
L,
мм
В , мм
S , мм
023D
18,5
20,5
5,5
024D/1
11,5
18,5
5,5
024D/2
15,5
26,5
5,5
027D
22,5
26,5
5,5
гр ад
d , мм
°5
47
Продолжение
Основные параметры и размеры
Схема
О б о зн а ч е­
ние
L,
мм
028D/1
В ,- мм
S , мм
18,8
13
028D/2
28,6
028D/3
15
028D/4
17
028D/5
36
028D/6
46
028D/7
55
028D/8
65
032D
12,5
28,6
5,5
033D
20
29,6
5,5
21,5
5,5
18
4.4
48
град
d, мм
Продолжение
О сновны е параметры и размеры
Схема
О бозн ач е­
ние
L,
В,
мм
мм
S,
мм
град
d , мм
034D/1
20
10
034D/2
30
10
034D/3
35
15
034D/4
40
034D/5
50
10
034D/6
65
15, 25
034D/7
80
10
035D/1
13,2
035D/2
15,3
и*
/? -Ч
15
13,2
10
2,0
4,0
035D/3
20,5
035D/4
035D/5
9,0
40,7
2 ,5
13,2
2,5
h
ь
6,
S
4 ,0
036D/1
8,5
7,0
3,6
2,8
2,5
5,0
036D/2
9,0
7,5
10,6
3,3
2,8
5,5
036D/3
9,5
8,0
11,6
3,8
3,0
6,0
*
49
Продолжение
С хема
О бозн ач е­
ние
Основные параметры и размеры
левая
t ••
037D/1
8,5
7,0
8,6
2,8
2,5
5,0
'1
I h л
037D/2
9,0
7,5
10,6
3,3
2,8
5,5
037D/3
9,5
3,0
11,6
3,8
3,0
6,0
-
7Г
s±o,i
□□
A
Y
I
'iL — Д - Ч
3S t t >,2 i
038D/1
5,0
038D/2
6,0
038D/3
7,0
6,0
14,0
7,0
8,0
,
V
039D
61
13,2
2,6
метрX длина) 5 x 5 мм, композит 05 — 9 X 8 мм. И з этих сверхтвердых м а­
териалов наибольшее применение в промышленности нашел композит
01 (эльбор).
Высокие твердость и теплостойкость сверхтвердых материалов
(табл. 8) определяют их высокую износостойкость по сравнению с д р у ­
гими инструментальными материалами. К положительным свойствам этих
материалов относится такж е химическая стойкость к действию кислот
и щелочей. Установлено, что в отличие от алм аза эльбор инертен к ж е ­
лезу. Это свойство позволило использовать эльбор в качестве режущ их
элементов при обработке сталей и чугунов повышенной твердости.
О днако сверхтвердые материалы имеют ряд недостатков по сравне­
нию с инструментальными сталями и твердыми сплавами: пониженные
50
механические свойства, низкий коэффициент линейного расширения, пло­
хая смачиваемость припоями. Это приводит к значительным технологиче­
ским трудностям при использовании сверхтвердых материалов в р еж у ­
щем инструменте.
Композит с корпусом инструмента соединяют двумя методами: пайкой
и механическим креплением. Д л я улучшения условий пайки используют
металлизированный эльбор, т. е. эльбор, на поверхность которого в в а ­
куумной печи нанесен слой адгезионнотактивных металлов. М еталлиза­
цию проводят на специализированных предприятиях—изготовителях сверх8. Физико-механические характеристики различных инструментальных
материалов
П оказатель
Алмаз
Плотность, кг/м3-103
Микротвердость, МПа
Модуль
упругости,
МПа
Предел
прочности,
МПа:
при сжатии
при изгибе
Коэффициент
линей­
ного расширения, К -1
Температурный
пре­
дел устойчивости, °С
3,5
1000
9000
Т вер­
дый
сплав
ВК15
Б ы строреж ущ ая
закаленная
сталь Р6М5
14
160
5000
8,7
130
2200
. . 4,7
26
18
5
40
32
11
. . 1200
900
600 . . . 650
Эльбор
3,3
700
6600
20
2,1 . . . 4,9
0,9 . . . 1,4
19
2,5
700 . . . 800
1100
. . 3,4
. . 800
. . 8800
. . 21
—
твердых материалов. При наличии металлизированного слоя можно осу­
ществлять последующую пайку поликристалла на корпус инструмента
традиционными средствами путем индукционного или электроконтактного
нагрева с использованием припоя Пср-40, флюса № 209. Температура
пайки — 6 5 0 ...7 0 0 °С, длительность нагрева 1 0 . . . 12 с. Д л я предотвра­
щения окисления паяного соединения ж елательно защ итить зону пайки
путем подачи в нее инертного газа. Более качественная пайка может
быть осуществлена в электровакуумных печах. В другом случае на о т­
дельные вставки из стали напаиваю т поликристаллы. Полученные ком­
бинированные реж ущ ие элементы механически закрепляю т в корпусе
инструмента.
Однако эти способы пайки не обеспечивают в полной мере надеж ное
и качественное крепление поликристаллов вследствие значительного р а з­
личия коэффициентов линейного расширения поликристаллов из стали.
При механическом креплении предварительно полностью сформиро­
ванные методом ш лифования режущ ие элементы из композита закреп­
ляю т в корпусе инструмента. Д л я деревореж ущ их пил с корпусом неболь­
шой толщины и большим числом зубьев, работаю щ их на высокой частоте
вращения, этот метод представляет значительные технические трудности.
51
Н есмотря на это, применение сверхтвердых материалов для дереворе­
жущего инструмента, в первую очередь для пил, используемых на авто ­
матизированном оборудовании, является перспективным направлением.
2. ПИЛЫ
В зависимости от конструкции и назначения пилы делят на пилы
для вертикальных лесопильных рам, для тарных лесопильных рам, лен­
точные, круглые плоские, круглые строгальные, дисковые с пластинами
из твердого сплава, специальные. Государственными стандартами пре­
дусмотрена широкая номенклатура пил. Горьковский опытно-промышлен­
ный металлургический завод освоил и серийно выпускает более ограни­
ченную номенклатуру пил наиболее массового применения. В данном
разделе приводятся сведения о серийно выпускаемых пилах.
2.1. РАМНЫЕ ПИЛЫ
2.1.1. Назначение и типы
Рамные пилы предназначены для распиловки сырья на одно-, дву х ­
этажных и тарных лесопильных рамах. Конструкция, основные размеры
и технические требования к рамным пилам регламентированы ГОСТ
5524—75 и ГОСТ 10482—74.
Пилы для вертикальных лесопильных рам (ГОСТ 5524—75). П ред­
назначены для распиловки бревен и брусьев на вертикальных лесопиль­
ных рамах. П оставляю тся двух типов: тип 1 — с приклепанными план­
ками, тип 2 — без планок (рис. 13, а, б, табл. 9).
Пилы для тарных лесопильных рам (ГОСТ 10482—74) предназначены
для распиловки бревен и брусьев на тарные дощечки из древесины
хвойных и лиственных пород. Выпускаются длиной 600 и 685 мм без
планок (рис. 13, в, табл. 10). Угловые параметры пил аналогичны п ара­
метрам по ГОСТ 5524—75.
Горьковским опытно-промышленным металлургическим заводом изго­
товляются так ж е рамные пилы из стали 9ХФМ по ТУ14-1-3484—82
«Пилы рамные с повышенными механическими свойствами из стали
марки 9ХФМ».
Типы, размеры и технические требования к пилам по этим ТУ соот­
ветствуют требованиям ГОСТ 5524—75 (за исключением марки стали).
Пирмер. З ак аз на пилу д л я вертикальных лесопильных рам типа 1
длиной 1600 мм, шириной 180 мм, толщиной 2,5 мм и шагом зубьев
26 мм: пила для вертикальных лесопильных рам 3400-0037 (ГОСТ 5524—
75).
2.1.2. Рекомендации по эксплуатации пил
Выбор основных размеров пил. При выборе типоразмера пил необхо­
димо руководствоваться параметрами лесопильной рамы, размерами и со­
стоянием сырья, требованиями к качеству распиловки. Д лину пил, мм,
52
80-110
т - т .
А / 1 / 1 _____ II_____
+
аа
cq !
50-70
40-60
Ял/:.
i/W i£
f")
%
1
Рис. 13. Основные размеры и профиль зубьев пил:
а, б — для вертикальных лесопильных рам, в — для тарных лесопильных рам
9. Основные параметры пил для вертикальных лесопильных рам, мм
Обозначе­
ние
L
в
S
t
ft
1
г
Тип
3 4 0 0 -0 0 2 2
3 4 0 0 -0 0 2 3
1250
2 ,2
22
15
10
4
2 ,0
26
18
11,5
5
22
15
10
4
3 4 0 0 -0 0 2 4
2 ,2
3 4 0 0 -0 0 2 6
3 4 0 0 -0 0 2 7
2 ,0
2 ,2
3 4 0 0 -0 0 2 8
1400
2 ,0
3 4 0 0 -0 0 2 9
3 4 0 0 -0 0 3 2
3 4 0 0 -0 0 3 3
2 ,2
1500
180
18
2 ,5
3 4 0 0 -0 0 3 6
2 ,2
3 4 0 0 -0 0 3 7
2,5
3 4 0 0 -0 0 3 8
1600
5
11,5
26
2,2
3 4 0 0 -0 0 3 9
32
22
14
6
26
32
18
22
11,5
14
5
6
32
22
14
6
18
12,5
22
15
10
4
26
18
11,5
5 ,0
2 ,5
3 4 0 0 -0 0 4 3
3 4 0 0 -0 0 4 4
1750
3 4 0 0 -0 0 4 6
1950
2 ,5
Тип 2
3400-0051
3 4 0 0 -0 0 5 2
3 4 0 0 -0 0 5 3
3 4 0 0 -0 0 5 4
1,6
1,8
1100
3 4 0 0 -0 0 5 5
160
1,6
1,8
8
3 ,5
2,0
1250
3 4 0 0 -0 0 5 8
2 ,2
П р и м е ч а н и я : 1. Материал пил — инструментальная легированная
сталь марки 9ХФ (ГОСТ 5950—73). 2. Твердость Н RC3 = 43 . . . 47
54
10. Основные параметры пил для тарных лесопильных рам, мм
О бозначение
L =600
L = 685
3400-0001
3400-0003
3400-0005
3400-0007
3400-0011
3400-0002
3400-0004
3400-0006
3400-0008
3400-0012
S
t
1,0
1,2
1,4
1,2
1,4
—
—
—
—.
_
—
_
—
22
15
10
4
16
А
11
1
7
г
3
П р и м е ч а н и я : 1. Материал пил — инструментальная легирован­
ная сталь марки 9ХФ (ГОСТ 5950—73). 2. Твердость — H R C 9 = 43 . . . 47.
с учетом припуска на их крепление, установку прокладок и зазоры между
прокладками и бревном определяют по формуле
L = D + H + (m
. . . 350),
где D — высота пропила в комле, мм; Н — ход пильной рамки, мм.
Полученное значение округляют до ближайш ей большей стандартной
длины.
Ш аг зубьев, мм, исходя из условий распиловки, ориентировочно равен
t =
где S i — подача на зуб, мм; Д — фактическая посылка, мм. Допустимые
значения подачи на зуб приведены в табл. 11 [32].
11. Допустимые подачи на зуб
Н азн ач ен и е пиломатериалов
Т арная дощечка:
для пищевой промышлен­
ности
для прочей продукции
Пиломатериалы:
нормального качества
пониженного качества
Ш ер о х о в а ­
тость
R m ш ах' мкм
не б о л ее
П одача на з у б п ил, мм
плющ еных
с разводом
500
0,2 . . . 0,5
0,15 . . . 0,35
800
0,6 . . . 1,0
0,40 . . . 0,70
1200
1600
1,1 . . . 1,9
2,0 . . . 2,4
0,80 . . . 1,30
1,40 . . . 1,70
Ш аг зубьев пил, подвергающихся плющению, выбирается большим,
чем шаг пил с разводом. Д ля тарных лесопильных рам пилы с шагом
16 мм следует применять при разводе зубьев, с шагом 22 мм — при
плющении.
С вязь меж ду толщиной пилы и шагом зубьев в зависимости от спе­
циализации лесопильного потока приведена в табл. 12 [32].
Установка планок. Приклепывание планок выполняется с помощью
кондуктора и пуансона в виде прутка, калиброванная часть которого
55
имеет твердость не ниж е H RCa = 50. Концы пилы размечают таким образом,
чтобы опорные поверхности планок под захваты были перпендикулярны
продольным кромкам пилы. Торцевые кромки пилы и соответствующие
поверхности планок долж ны находиться в одной плоскости (м аксималь­
ное занижение торца пилы относительно планок не более 1,5 мм). После
пробивки первого отверстия под заклепку диаметром 8 мм планки з а ­
крепляют одной заклепкой и выравниваю т по угольнику опорные поверх­
ности планок. Затем последовательно пробивают отверстия и устанавли­
вают заклепки. Поверхности заклепок не долж ны выступать над по­
верхностями планок.
12. Характеристика пил при различных условиях работы лесопильной рамы
У словия работы
Пилы с плющеными
зу б ь я м и , мм
Т олщ ина
Р азвал бревен диаметром, см:
до 14
14 . . . 22
22 . . . 32
более 32
Выпиловка бруса при диа­
метре бревна, см:
до 2 2
22 . . . 32
32 . . . 46
более 46
Р азвал бруса высотой, см:
ДО 16
16 . . . 22
16 . . . 22
22 . . . 30
1,8 . . .
1,8 . . .
1,8 . . .
2 ,0 . . .
2 ,0
2 ,0
2 ,0
1,8 . . .
1 ,8 . . .
1,8 . . .
2 ,0 . . .
2 ,0
2 ,0
2 ,2
2,5
2,5
1,8 . . . 2 ,0
1,8 . . . 2 ,0
1,8 . . . 2 ,0
Шаг
22
Пилы с разведенны ми
зу б ь я м и , мм
Толщ ина
1,8 .
.
.
.
. . 2 ,0
. . 2 ,2
. . 2 ,2
26
26
32
2 ,0
2 ,0
2 ,0
22
1 ,8 . . . 2 ,0
2 ,0 . . . 2 ,2
2 ,0 . . . 2 ,2
1 ,0 . . . 2,5
26
32
32
22
26
32
. . 2,5
1,8 . . . 2 ,0
1,8 . . . 2 ,0
2 ,0 . . . 2 ,2
Ш аг
18
18
18
26
18
18
22
26
18
22
26
П р и м е ч а н и е . При выпиливании одного бруса толщиной меньше
половины диаметра бревна или двух брусьев рекомендуется тот ж е шаг, что
и при распиливании бревен вразвал.
Вальцевание пилы. Устойчивость полотна рамной пилы определяется
его жесткостью в продольном и поперечном направлениях. Н атяж ение
пилы, нагрев зубчатой кромки при пилении приводят к удлинению кро­
мок пилы по сравнению с ее средней частью и, как следствие, к сниж е­
нию натяж ения в зоне реж ущ ей кромки. Д ля предотвращения этого
необходимо предварительно растянуть пилу в средней части методом
вальцевания. Вальцовочные станки ПВ20 и ПВ35 предназначены для
вальцовки рамных и ленточных пил [20]. П илу начинают вальцевать
от середины к кромкам. Д ля новых пил шириной 1 6 0 . . . 180 мм макси­
мальное число следов вальцевания 5, для тарных пил 3, для пил, бы в­
ших в эксплуатации, вальцовку производят по 2 . . . 3 следам.
М аксимальное давление роликов вальцовочного станка в зависимости
от длины и толщины пилы, по данным Ц Н И И М О Д а, приведено в табл.
56
13. Степень вальцевания рамной пилы при различных значениях
ее толщины м ширины
Д л и н а,
мм
Степень вальцевания (за зо р ),
м м, б ез учета зу б ь е в , при ш ирине
пилы , мм
Д авл ен и е
роликов
на п и л у ,
МПа
160
150
1,6
3,5
—
-
1,8
4,3
—
2,0
4,5
0,20
2,2
7,1
2,0
Т олщ ина,
мм
140
130
0,15
0,10
0,20
0,15
0.15
0,10
0,08
0,30
0,22
0,18
0,15
4,0
0,15
0,10
0,08
0,05
2,2
6,2
0,25
0,18
0,15
0,10
2,2
5,7
0,20
0,15
0,10
0,08
2,5
7,1
0,30
0,22
0,18
0,15
2,2
5,7
0,20
0,15
0,10
0,08
2,5
7,1
0,30
0,22
0,18
0,15
1750
2,5
7,1
0,25
0,18
0,15
0,10
1950
2,5
6,5
0,20
0,15
0,10
0,08
1100
1250
1400
1500
1600
П р и м е ч а н и е . При ширине пилы 120 . . . 60 мм степень вальце­
вания (зазор) для всех значений толщины и ширины — 0,05 мм.
13. Расстояние меж ду следами вальцевания долж но быть 1 5 . . . 2 0 мм.
П илу вальцую т в д в а приема: делаю т необходимое число проходов с од­
ной стороны (для пилы, бывшей в эксплуатации, по имеющимся следам ),
затем с другой стороны. Следы вальцевания на обеих сторонах пилы
должны совпадать.
Степень вальцевания оценивают путем изгиба пилы в продольном н а­
правлении радиусом около 1,75 м. При приложении поверочной линейки
перпендикулярно продольной оси пилы меж ду поверхностью пилы в ее
57
средней части и линейкой образуется зазор, величина которого х ар акте­
ризует степень вальцевания.
В процессе эксплуатации на пилах появляю тся различные дефекты:
выпучины, изгибы, тугие и слабые места, покороблеиность. Эти дефекты
устраняю тся правкой [32].
Развод и плющение зубьев пил. Уширенпе зубчатой кромки необхо­
димо для обеспечения нормальной работы пил. Величина уширения з а ­
висит от породы и состояния обрабаты ваемой древесины, толщины и ш и­
рины пилы. В общем случае величина уширения не долж на быть более
толщины пилы.
Уширение зубьев рамных пил на одну сторону при обработке хвойной
древесины влаж ностью до 30 % долж но быть 0 , 6 . . . 0,7 мм, влаж ностью
больше 30 % — зимой 0,6 . . . 0,7 мм, летом 0,7 . . . 0,8 мм, при обработке
твердых лиственных пород — 0,45 . . . 0,60 мм [7].
Уширение пил производится разводом или плющением. Д л я рамных
пил основным способом является плющение. Плющение и формование
(после плющения) зубьев пил проводят на ручных приспособлениях
(плющилки типа П Р и формовки типа ФК.) и специализированных стан ­
ках ПХФ, ПХФ-2.
П орядок выполнения работ по плющению и формированию зубьев оп ­
ределяется руководством по эксплуатации этих станков. Зубья новых
пил перед плющением следует заточить. Плющение зубьев этих пил
рекомендуется производить в 2 . . . 3 приема. П овторяю т плющение обычно
после 3 . . . 4 переточек пил.
Заточка пил. Затачиваю т рамные пилы на станках типа ТчПА,
ТчП Р, ТчПН различных модификаций. Ш лифовальные круги формы П П
и З П толщиной 8 . . . 10 мм из электрокорунда белого, зернистостью
2 5 . . . 40, C i . . . C T | на керамической связке. Реж им заточки: скорость
круга 28 . . . 30 м/с, продольная подача — 5 . . . 7 м/мин, поперечная по­
дача — 0 ,0 4 ... 0,09 мм/дв. ход. После заточки необходимо выполнить
2 . . . 3 прохода без поперечной подачи.
Пилы, подготовленные для установки, долж ны отвечать следующим
требованиям: 1. Вершины зубьев долж ны леж ать в одной плоскости.
Допускаемое отклонение — не более 0,4 мм на 100 мм длины. 2. Переход
от задней поверхности зубьев к передней долж ен быть очерчен в виде
радиуса без изломов и острых углов. Н е допускаются заворот вершины
зубьев, прижоги. 3. Отклонение зубьев пил по ш агу не более ± 0 ,2 мм.
4. Отклонение угловых параметров зубьев не более ±2*. 5. Точность
уширения зубьев на сторону после плющения и заточки долж на быть
± 0,05 мм. 6. Ш ероховатость заточенных поверхностей зубьев долж на
характеризоваться показателем R z= 2 0 мкм (ГОСТ 2789—73).
В последнее время в лесопилении успешно внедряется наплавка
зубьев рамных, ленточных и круглых пил для продольной распиловки
износостойкими сплавами В ЗК Р и ВЗК. Этот метод разработан
в С ибН И И Л П .
Зубья, наплавленные этими сплавами, имеют стойкость в 1 ,5 ... 2 раза
выше, чем без наплавки. Это позволяет повысить производительность
распиловки на 4 . . . 6 %, уменьшить расход пил на 30 . . . 35 %. М етод
58
подготовки пил к наплавке, технология самой наплавки, заточка и эксп­
луатация пил достаточно полно описаны в литературе [31].
Установка пил. Последовательность операций при установке пил
в лесопильную раму следую щ ая: вставка пил в захваты , предваритель­
ная подтяж ка пил, установка прокладок и уклона, выверка положения
пил, окончательное закрепление.
Пилы устанавливаю т и снимают при поднятой в крайнее верхнее по­
ложение пильной рамке и затянутом тормозе коленчатого вала лесопиль­
ной рамы. При закреплении пил в рамке меж ду ними устанавливаю т
прокладки, которые сж имаю т струбцинами. П рокладки из древесины
должны иметь строго определенные размеры по толщине (ОСТ 13-6—70).
Перспективное направление — использование металлических прокладок [24].
Верхние струбцины вместе с прокладками долж ны устанавливаться
таким образом, чтобы меж ду ними и наибольшим диаметром бревна
в комлевой части оставался зазор 8 0 . . . 100 мм при нижнем положении
рамки. Н иж ние струбцины долж ны находиться на расстоянии не менее
60 мм от верхней поверхности нижних рельефных вальцов при верхнем
положении рамки.
Уклон пил определяется в зависимости от характера и величины
подачи бревна. При периодической подаче за холостой ход уклон У
равен У = Д + ( 1 . . . 2 ) мм, где Д — посылка, мм. При периодической подаче
за рабочий ход У = 2 . . . 5 мм; при двухтолчковой подаче У = Д х * + ( 1 . . .
. . . 2) мм, при непрерывной подаче У = 0 ,5 Д + (2 . . . 3) мм.
Д л я лесопильных рам с наклонными направляю щ ими уклон пил
уменьшается на величину уклона направляю щ их пильной рамки. П ро­
верка уклона осущ ествляется с помощью специальных уклономеров, с ко­
лодками с уровнем. В аж на точная выверка положения пил в пильной
рамке. Боковы е поверхности пил долж ны быть параллельны направлению
движения бревна (допускаемое отклонение не более 0,2 мм на ширину
пилы) и направлению движения пильной рамки (допускаемое отклонение
не более 0,2 мм). П роверка точности выверки положения пил осуществвляется специальным угольником.
П осле выверки параллельности и уклона пилы окончательно натяги­
вают в пильной рамке. При установке и снятии пил натяж ение (ослаб­
ление) их производится постепенно от средних пил в поставе к крайним.
Не допускается производить эти операции от одного края постава до
другого.
2.2. ЛЕНТОЧНЫЕ ПИЛЫ
2.2.1. Назначение и типы
П о сравнению с пилами других типов ленточные пилы имеют мень­
шую толщину, что обеспечивает увеличение полезного выхода пилопродукции. С помощью узких ленточных пил можно осущ ествлять криволиней­
ное резание. Пилы подразделяю тся на пилы для распиловки бревен и
брусьев и для распиловки древесины.
59
Пилы ленточные для распиловки бревен и брусьев (ГОСТ 10670—77).
Предназначены для распиловки крупномерного сырья на ленточнопильных
станках и линиях (табл. 14, рис. 14). Ш ирина пил по этому стандарту со­
ставляет 230 мм.
Пилы ленточные для распиловки древесины (ГОСТ 6532—77). П ред­
назначены для распиловки древесины на столярных и делительных лен-
Рис. 14. Основные параметры ленточных пил:
а— для распиловки бревен и
1; в — то же, широких, тип 2
брусьев; б — для распиловки дреоссины, узких, типа
точнопильных станках. П оставляю тся двух типов: тип 1 — узкие, тип 2 —
широкие с зубьями нормального профиля (табл. 15, рис. 14, б и в ) .
М атериал пил — инструментальная легированная сталь марки 9ХФ
(ГОСТ 5950—73). Д ля пил типа 1 по ГОСТ 6532—77 допускается при­
менение инструментальной углеродистой стали У10А (ГОСТ 1435—74).
14. Основные параметры ленточных пил для распиловки бревен и брусьев, мм
Обозначение
S
t
ft
а
3405-0001
3 4 0 5 -0 0 0 2
3 4 0 5 -0 0 0 3
3 4 0 5 -0 0 0 4
1,4
1.6
1,4
1,6
50
16,7
12,5
15
2 0 ,8
5 ,8
12
10 800
60
20
15,0
18
25
7 ,0
16
И 700
1
г
г1
Cj
L
П р и м е ч а н и я : Допускается по заказу потребителей изготовление
пил длиной, кратной указанной в таблице. 2. Д л я всех пил В = 230 мм.
Твердость пил для распиловки бревен и брусьев H RC8= 4 2 . . . 46, дели­
тельных и столярных пил H R C a= 4 0 . . . 44.
Пример. З ак аз на пилу ленточную для распиловки древесины дли ­
ной 6000 мм, шириной 40 мм, толщиной 0,8 мм: пила ленточная 34050025 (ГОСТ 6532—77).
60
15. Основные параметры ленточных пил для распиловки древесины
О бозначение
Д ли н а
Основные параметры
Пилы типа !
В, мм
S , мм
i , мм
h, ММ
г, мм
10
0 ,6
6
3
1 ,5
0 ,7
8
4
2 ,0
40
0 ,8
10
5
2 ,5
34 0 5 -0 0 2 6
50
0 ,9
12
6
3 ,0
34 0 5 -0 0 2 7
60
3405-0021
34 0 5 -0 0 2 2
4000
15
34 0 5 -0 0 2 3
20
3 4 0 5 -0 0 2 4
30
34 0 5 -0 0 2 5
6000
Пилы типа 2
В, мм
S , мм
t , мм
ft, мм
V. град
Р. град
1,0
30
10
20
50
1,0
50
13
30
45
1,2
30
10
20
50
50
13
30
45
30
10
20
50
50
13
30
45
85
3 4 0 5 -0 0 2 8
3 4 0 5 -0 0 2 9
70 0 0
100
3405-0031
1,2
3 4 0 5 -0 0 3 2
3 4 0 5 -0 0 3 3
3 4 0 5 -0 0 3 4
3 4 0 5 -0 0 3 5
125
8500
3 4 0 5 -0 0 3 6
1,4
3 4 0 5 -0 0 3 7
150
1,2
34 0 5 -0 0 3 8
1,4
3 4 0 5 -0 0 3 9
1,2
3405-0041
1,4
3 4 0 5 -0 0 4 2
34 0 5 -0 0 4 3
9000
175
1,2
1,4
П р и м е ч а н и е . По заказу потребителя пилы должны изготовляться
длиной, кратной приведенным в таблице.
61
2.2.2. Рекомендации по эксплуатации
Выбор основных размеров пил. Д лина пилы определяется, исходя из
диаметра шкивов D и их межцентрового расстояния А. При этом м ак­
симальная длина пилы равна L — n D + 2 A ma-K, мм. Выбор толщины пилы
зависит от напряжения изгиба ленты на шкивах. При максимальном
напряжении сгя = 2 0 0 М П а соотношение меж ду толщиной пилы S и д и а­
метром шкивов мож ет быть представлено известной зависимостью
0 ,0 0 1 0 , мм.
Ш ирина полотна пил (В—h) для распиловки бревен не долж на пре­
вышать ширину шкивов ленточнопильного станка более чем на 10 мм.
Д ля узких пил, предназначенных для криволинейного пиления,
В ^ 2,8 V R Д , мм,
г д е /? — наименьший радиус кривизны пропила, мм; Д — величина р а з­
вода зубьев на сторону, мм.
При выборе ш ага и высоты зубьев для типоразмеров пил, приведен­
ных в табл. 14 и 15, необходимо выбирать меньшие значения при р ас­
пиловке древесины твердых пород или мягких в зимнее время.
В общем случае ш аг зубьев ориентировочно мож ет быть определен
из условия нормального заполнения опилками впадины меж ду зубьями,
заданной ш ероховатости поверхности пиломатериалов и производитель­
ности распиловки:
sJbHSz
t < 60vSz/U,
где S z — подача на зуб, мм (выбираемая по табл. 18 в зависимости от
шероховатости поверхности); Н — высота пропила, мм; v — скорость
резания, м/с; U — скорость подачи, м/мин.
Соединение пил. Соединение ленточных пил в кольцо производится
двумя методами: пайкой и стыковой сваркой. Узкие ленточные пилы сое­
диняют п а й к о й в ручных прессах. В зависимости от типа применяе­
мого пресса нагрев зоны пайки осущ ествляется теплопередачей от н а ­
гретых паяльных брусков или методом электросопротивления. Д л я пайки
используют медно-цинковые припои типа Л М ц Ж 5 7 -1,5-0,75 (ОСТ 48184—81) или серебросодержащ ие припои (ГОСТ 19738—74). В первом
случае температура нагрева под пайкой 9 0 0 . . . 1000 °С, во втором
8 0 0 ... 900 °С. В качестве флюса применяют обезвоженную буру. При
пайке концы ленточной пилы соединяют на ус.
П редварительно пилу размечают таким образом, чтобы середина шва
делила шаг меж ду зубьями пополам. Линия разрезки долж на быть пер­
пендикулярна продольной кромке пилы. Соединяемые концы шлифуют
или обрабатываю т вручную напильником, чтобы образовались плоские
наклонные участки. Соотношение длины этих участков к толще пилы
должно быть 10 : 1 . Поперечные кромки пилы при этом долж ны иметь
притупление 0,1 мм. П одготовленные концы пил обезжириваю т, наносят
флюс и припой в виде прямоугольной пластины фольги длиной, превы­
шающей длину соединяемых концов на 2 . . . 3 мм, шириной, равной ш и­
рине пилы. П айку осуществляю т под давлением. П осле пайки производят
62
отпуск места соединения — повторный нагрев до температуры 4 0 0 ...
. . . 500 °С. После пайки место шва правят молотком на плоской нако­
вальне, зачищ ают ш лифовальным кругом или напильником. Зачистку
производят вдоль полотна пилы, изгибая пилу на полукруглом основании
приспособления. Толщина пилы в зоне пайки не долж на быть больше
толщины основного полотна. Зубья, находящиеся в этой зоне, не р аз­
водят.
С т ы к о в у ю с в а р к у пил шириной 3 0 . . . 175 мм осуществляют
на сварочном агрегате АСЛП18 Кировского станкозавода. Агрегат имеет
ножницы для обрезки концов пилы перед сваркой и приспособление для
зачистки сварного шва. П еред сваркой концы пилы обрезаю т перпен­
дикулярно продольной кромке. Линия реза долж на находиться посередине
меж ду зубьями. Расстояние от крайнего зуба до реза долж но быть равно
половине ш ага плюс половина припуска на осадку пилы в процессе сварки.
При настройке сварочного агрегата и выполнении операции сварки и
отпуска следует руководствоваться описанием, прилагаемым к агрегату,
и рекомендациями по подготовке пил [20, 26, 27]. После сварки сварной
шов п равят и зачищают.
Д л я подготовки к работе ленточных пил для распиловки бревен
и брусьев С ибН И И Л П разработал проект участка, который включает
комплексное технологическое оборудование для выполнения операций
по подготовке этих пил.
Вальцевание пил. Н апряж ение в широких ленточных пилах созда­
ется вальцеванием. П редварительно контролируется прямолинейность
задней кромки пилы, плоскостность полотна и производится правка мест­
ных дефектов [27]. П илу вальцую т в 3 . . . 5 следов в зависимости от
ширины. Кратные следы располагаю тся на расстоянии 1 5 . . . 2 0 мм от
линии впадин зубьев и 1 0 . . . 15 мм от задней кромки. Д авление роли­
ков 3 . . . 4 М П а в середине, 1 ,5 ...2 ,0 М П а — ближе к кромкам. Пилу
вальцую т по всей длине, вклю чая зону сварки. П ила после вальцевания
долж на быть плоской при проверке на поверочной плите. При продоль­
ном изгибе пнлы стрела прогиба в поперечном направлении (просвет
меж ду полотном пилы и поверочной линейкой) долж на быть 0 ,1 5 ...
. . . 0,30 мм при плоских ш кивах и 0,4 . . . 0,6 мм — при выпуклых. Зад н яя
кромка пилы после вальцевания долж на иметь выпуклость 0 , 3 . . . 0,4 мм
на 1 м длины.
Р азвод и плющение зубьев пил. Зубья узких ленточных пил разво­
дят на станках ТчЛб, ТчЛ6-2 или ручными разводками. Зубья широких
бревен и брусьев подвергаются плющению на станках ПХФ Л или руч­
ными плющилками. Величины уширения зубьев на сторону приведены
в табл. 16.
Заточка пил. Заточка ленточных пил осущ ествляется на станках
ТчЛб, ТчЛ6-2 (узкие пилы ), ТчЛ18 (пилы шириной 5 0 . . . 180 мм) и
ТчЛ35 (пилы шириной 5 0 . . . 350 мм). Д ля заточки узких ленточных пил
используют отрезные круги типа D (ГОСТ 21962—76) диаметром 150 мм,
шириной 3 . . . 4 мм из электрокорунда нормального зернистостью 25 . . .
. . . 40, твердостью С 2 . . . СТ1 на бакелитовой связке. Реж им заточки:
скорость круга 25 . . . 30 м/с, подача на глубину резания за двойной ход
63
0 ,0 3 ... 0,05 мм. Последние проходы производят без подачи на глубииу
резания. Заточка остальных типов пил аналогична заточке р ам ­
ных пил (см. 2.1.2). При этом для обеспечения одинакового съема ме­
талла со всех зубьев широких ленточных пил подъемный стол заточного
станка целесообразно оборудовать точечной опорой, которая располага16. Уширение зубьев ленточных пил на сторону, мм
Тип пилы
Мягкие породы
Твердые породы
Узкие, тип 1
Ш ирокие, тип 2
Д л я бревен и брусьев
0,30 . . . 0,35*
0,5 . . . 0,6
0,7 . . . 0,8
0,25 . . . 0,30
0,4 . . . 0,5
0,6 . . . 0,7
* Д л я криволинейной распиловки с малым радиусом кривизны величина
на сторону равна половине толщины пилы, при этом между двумя разведен­
ными зубьями один зуб не разводят.
ется непосредственно под ш лифовальным кругом, за счет чего у стран я­
ется влияние кривизны задней кромки пилы на качество заточки.
В аж но такж е, чтобы ось вращ ения ш лифовального круга л еж ал а
в плоскости симметрии установленной на станке пилы. Этим обеспечи­
вается перпендикулярность передней и задней поверхностей зубьев отно­
сительно полотна и возмож ность качественного плющения зубьев. Пилы,
подготовленные к работе, долж ны отвечать определенным требованиям
(табл. 17).
17. Требования к качеству подготовки зубьев ленточных пил
Допускаемое отклонение
Параметр
Размеры зубьев, мм:
шаг
высота
Прямолинейность линии вершин
зубьев, мм/1000 мм длины (вогну­
тость)
Уширение вершин зубьев на сторо­
ну, мм
Угловые параметры
Шероховатость по параметру R t ,
мкм, не более
узкие пилы,
тип 1
широкие
для бревен
пилы, тип 2 и брусьев
± 0 ,3
± 0 ,3
0,3
± 0 ,5
± 0 ,3
0,4
± 0 ,5
± 0 ,5
0,4
± 0 ,0 5
± 0 ,0 5
± 0 ,1
±1°
20
±1°
20
±1°
20
Установка пил. Пилы устанавливаю т на шкивах ленточнопильных
станков таким образом, чтобы зубья выступали за кромку обода шкивов.
З атем производят натяж ение пилы.
64
Силу натяж ения, Н, приведенную к оси вращения верхнего шкива,
определяют по формуле
G„ - 2 S (В — А) о0 -J- т с,
где 5 — толщ ина пилы, мм; В — ширина пилы, мм; Л — высота зубьев,
мм; ао — напряж ение от натяж ения пилы ( 3 0 . . . 50 М П а д л я узких пил
типа 1; 5 0 . . . 100 М П а д л я остальных пил); т с — масса подвижной
части верхнего суппорта со шкивом, кг.
П ила долж на плотно прилегать к ободам шкивов. Регулируя наклон
верхнего ш кива, добиваю тся стабильной траектории движения пилы.
Биение задней кромки, проверяемое индикатором при ручном движении
шкива, не долж но превыш ать 0,3 мм д л я узких и 3 мм для широких
пил. С помощью поверочной линейки контролируют плоскостность полотна
пилы в зоне резания. Отклонение от плоскостности долж но быть не бо­
лее 0,1 мм на всей длине пилы. Затем устанавливаю т направляю щ ие
и устройство для очистки пилы и шкивов. З азо р меж ду пилой и направ­
ляющими долж ен быть 0 ,1 0 ... 0,15 мм. Верхние направляю щ ие долж ны
находиться на расстоянии 4 0 . . . 50 мм над распиливаемым материалом.
При длительной остановке станка верхний шкив опускают, снимая н а­
тяж ение пилы.
Технологические режимы подготовки ленточных пил, наплавленных
стеллитом, описаны в литературе [31]. При правильной подготовке лен­
точных пил обеспечивается максимальная производительность распиловки
при выполнении требований к ш ероховатости обрабатываемой поверх­
ности и точности получаемых пиломатериалов.
М аксимальная скорость подачи (производительность), м/мин, в зави ­
симости от ш ероховатости обработанной поверхности при качественной
подготовке пил мож ет быть определена по формуле
U = 60 oS zlt,
где v — скорость резания, м/с; 5 г — подача на зуб (табл. 18).
18. Максимально допустимая подача на зуб при пилении ленточными
пилами [9]
Высота неровностей
'rnmax* мкм,’
не более
1600
800
500
320
200
100
3
В. Г. М орозов
Максимально допустимая подача на зуб, мм
для разведенных зубьев
для плющеных зубьев
при пилении древесины
дуба
сосны
дуба
сосны
2 ,0
1 ,5
1,0
0 ,6
0 ,3
0 ,1 5
2 ,5
2 ,0
1 ,2
0 ,6
0 ,4
0 ,2
1,4
1,0
0 ,6 5
0 ,4 0
0 ,2 0
0 ,1 0
1.8
1,2
0 ,8 0
0 ,5 5
0 ,2 5
0 ,1 5
65
2.3. П И Л Ы К Р У ГЛ Ы Е П Л О С К И Е
2.3.1. Назначение и типы
Круглые плоские пилы — один из наиболее массовых видов дерево­
режущего инструмента. Предназначены д л я продольного и поперечного
пиления древесины на одно- и многопильных станках различного н азн а­
чения и конструкций. ГОСТ 980—80 регламентирует свыше 230 типораз­
меров пил и технические требования к качеству их изготовления. С тан­
дартом предусмотрено д ва типа пил: 1 и 2.
Исполнение 2
(1= 3^
Исполнение I
Рис. 15. Основные параметры и профиль зубьев круглых пил:
а —типа /; 6—типа 2
Пилы типа 1 (рис. 15, а) предназначены для продольной распиловки
древесины и имеют два исполнения: исполнение 1 — с ломанолинейной
задней поверхностью зубьев, исполнение 2 — с прямолинейной задней по­
верхностью зубьев. Пилы типа 1 исполнения 2 диаметром 1 2 5 ... 250 мм
с увеличенным числом зубьев применяют в основном в деревообрабаты ­
вающих бытовых станках, электрифицированном ручном инструменте,
а такж е на фрезерных станках. Пилы типа 2 (рис. 15,6) предназначены
для поперечной распиловки и такж е имеют два исполнения: исполнение
1 — с передним углом, равным нулю, и исполнение 2 — с отрицательным
передним углом. Пилы исполнения 1 применяются в круглопильных стан­
ках с нижним расположением шпинделя, исполнения 2 — в круглопильных
станках с верхним расположением шпинделя относительно распиливаемого
материала.
66
Горьковским опытно-промышленным металлургическим заводом вы ­
пускается более ограниченная номенклатура пил, чем предусмотрено
ГОСТ 980—80 (табл. 19).
М атериал пил — инструментальная легированная сталь марки 9ХФ
(ГОСТ 5950—73), твердость пил H RC3= 4 0 . . . 45. Д л я пил диаметром до
500 мм, изготовленных из холоднокатаного проката и имеющих окисную
пленку, допускается повышенная твердость H RCe= 4 2 . . . 47.
Пример. З ак аз пилы типа 1 для продольной распиловки исполнения
1, диаметром 710 мм, посадочным диаметром 50 мм, толщиной 2,8 мм
и с числом зубьев 48: пила круглая 3240-0264 (ГОСТ 980—80).
2.3.2. Рекомендации по эксплуатации
Выбор основных параметров пил. Д иам етр пил определяется конст­
рукцией станка, толщиной распиливаемого материала, диаметром заж и м ­
ных фланцев и другими факторами. Ж елательно применять пилы наи­
меньшего диаметра, так как при этом сниж ается расход мощности на
резание, повышается качество распиловки и устойчивость пил. Мини­
мально допустимый диаметр пил, мм, в зависимости от конструктивного
исполнения станков мож ет быть определен по следующим ф ормулам [33].
Д л я станков для продольной и поперечной распиловки с верхним рас­
положением пилы:
О ш 1П = 2 ( Я + л + 1 0 ) .
(2 7 )
Д ля станков для продольной распиловки с нижним расположением
пилы:
D min = 2 ( t f + A + 1 0 ) .
(28)
Д ля станков для поперечной распиловки маятникового типа с ниж ­
ним расположением пилы:
£ > m ln = 2 tV (S -ft), +
( i + /i)s — ( t — 10)1.
(29)
Д л я станков для поперечной распиловки балансириого типа с ниж ­
ним расположением пилы:
где Н — толщина
Dmln = 2 V (B -fr)2+ ( f c + / / ) 2 ,
распиливаемого материала, мм; h — высота
(30)
подъема
стола станка над осью вращения пильного шпинделя, мм; г — радиус з а ­
жимных фланцев, мм; В — ширина распиливаемого материала, мм; Ь —
расстояние от опорного бруса до центра пильного шпинделя (для м аят­
никовых станков при вертикальном положении м аятника), мм; L — длина
маятника, мм.
Рекомендуются (ГОСТ 980—80) следующие значения диаметров пил
и заж имных фланцев, мм.
...........................160 . . . 360
Диаметр пилы
Диаметр ф л а н ц е в .................
100
400 . . . 500
125
560 . . . 800
160
Продолжение
Диаметр пилы
......................
Диаметр ф л а н ц е в .................
3*
900 . . . 1000
200
1250 . . . 1500
240
300
67
19. Основные размеры круглых плоских пил, мм
Обозначение
D
d
в
г
Обозначение
D
в
Z
2,5
48
d
1. Тип 1 для продольной распиловки, исполнение
3420-0191
1
3420-0158
1,4
3420-0159
1,6
3420-0193
1,8
3420-0194
2,2
3420-0195
2,5
3420-0209
2,5
3420-0160
250
32
3420-0164
1,6
3420-0365
1,8
3420-0170
2,0
48
60
2,0
400
60
48
50
3420-0171
315
48
2,2
3420-0210
2,8
450
3420-0213
2,5
3420-0214
2,8
3420-0174
2,0
3420-0175
2,2
3420-3167
2,2
3420-0179
2,0
3240-0226
2,5
3240-0227
2,8
50
3420-0180
2,2
60
48
3420-0228
3420-0183
2,0
3420-0229
2,5
3420-0184
2,2
3420-0230
2,8
3420-0185
2,5
3420-0242
2,5
3420-0190
68
360
400
2,2
60
48
3420-0243^
500
560
48
2,2
2,5
3420-0181
60
80
2,8
60
48
Продолжение
Обозначение
D
d
в
2
Обозначение
D
d
в
Z
3420-0245
560
80
2.5
60
3420-0277
900
50
4,0
48
3420-0246
2,8
3420-0278
3,2
3420-0249
2,5
3420-0279
3,6
3420-0250
2,8
3420-0280
4,0
3,0
3420-0281
3,6
3420-0252
2,5
3420-0282
4,0
3420-0253
2,8
3420-0254
3,0
3420-0251
630
3420-0264
3420-0265
50
710
3,6
60
3420-0286
4,5
3420-0287
4,5
3,6
3420-0273
3,2
3420-0274
3,6
3420-0276
3420-0284
3,2
48
3,2
60
3420-0288
4,5
3420-0290
5,0
3420-0292
1500
72
48
5,0
3420-0289
3420-0291
48
1250
48
4,5
4 ,0
3,2
900
1000
3420-0285
3420-0270
3420-0275
3420-0283
48
2,8
800
60
2,8
3420-0267
3420-0271
48
72
72
5,0
5,5
3,6
69
Продолжение
Обозначение
D
d
в
г
Обозначение
D
d
В
2
1,4
60
1,6
48
Тип 1 для продольной распиловки, исполнение 2
3420 -0 3 5 4
125
1,2
36
160
342 0 -0 3 6 6
34 2 0 -0 3 5 6
3 4 2 0 -0 3 5 7
3 4 2 0 -0 3 5 8
3 420-0362
32
160
48
1,4
3420-0361
1,2
60
3 420-0367
2 00
32
3420-0371
1,4
3 420-0372
1,6
60
Тип 2 для поперечной распиловки, исполнение 1
3421-0151
3 421 -0 1 5 2
3 421-0182
2 ,0
3 60
2,2
3421 -0 1 5 3
72
2 ,5
560
2 ,8
3 421-0183
3 421-0188
2 ,5
72
3 421 -0 1 6 0
5 00
3421-0161
2 ,0
3 421-0189
2,2
3 421-0190
2 ,5
3421-0191
3 ,0
630
2 ,5
120
50
3 4 2 1 -0162
4 00
3421 -0 1 6 7
2 ,2
3 4 2 1 -0 1 6 8
2 ,5
3 4 2 1 -0 1 7 0
50
3 4 2 1 -0177
70
500
2 ,8
3 421-0194
3 421-0195
450
3421-0171
3 4 2 1 -0 1 7 6
120
72
2 ,8
72
710
3 ,0
3 421-0198
2 ,8
120
342 0 -0 2 0 0
3 ,2
72
2 ,5
3421-0201
2 ,8
3 421-0203
800
3 ,6
3 ,2
120
Продолжение
Обозначение
D
d
3421-0205
3421-3173
900
в
г
Обозначение
D
3,6
72
3421-0215
1250
4,0
3421-0207
3421-0210
1000
5,0
120
3421-0218
4,0
72
3421-0220
120
50
4,5
4,0
3421-0213
4,5
1250
г
5,0
4,5
3,6
3421-0212
3421-0214
в
3421-0217
50
3421-3175
d
5,5
72
3421-0223
5,0
120
3421-0224
5,5
3421-0221
120
1500
72
Тип 2 для поперечной распиловки, исполнение 2
71
Продолжение
в
г
Обозначение
D
2,8
72
3421-0348
560
3421-0333
2,2
96
3421-0349
2 ,8
3421-0334
2,5
3421-0353
2,2
Обозначение
D
3421-0331
450
d
d
в
г
2 ,5
72
120
50
3421-0339
500
72
50
3421-0340
2,8
3421-0345
2,5
3421-0354
3421-0357
120
2,5
630
3421-0358
2,8
72
3,0
При окончательном выборе диаметра пил необходимо учитывать
запас на переточки, т. е. D —D mщ + 2 Д , где Д — запас на переточки по
радиусу пилы. Ориентировочно можно принять Д = 2 5 мм для пил д и а­
метром до 500 мм; Д = 5 0 мм для пил диаметром 5 0 0 . . . 1000 мм; Д =
= 100 мм — для пил диаметром 1250 и 1500 мм.
Толщина пилы, мм, в общем случае определяет устойчивость полотна
и связана с диаметром соотношением [7] В — (0,08 . . . 0,12) V D •
ГОСТ 980—80 для каж дого диаметра предусмотрено несколько тол­
щин пил. Меньшие значения
пил по толщине следует принимать при
квалифицированной подготовке пил к работе, применении направляю щих,
охлаждении и т. п.
Ш аг зубьев пил, радиус окружности впадин и высоту зубьев, мм,
серийно выпускаемых пил определяют по следующим формулам:
< = D sin (180°/z);
(31)
r=
(0,15 . . . 0 ,2 0 )/;
(32)
h=
(0,45 . . . 0,50) t,
(33)
где z — число зубьев.
При выборе числа
зубьев необходимо учитывать, что уменьшение
числа зубьев приводит к снижению' энергетических затрат, трудоемкости
заточки. Однако ограничением в этом случае являю тся производитель­
ность и качество распиловки, которые определяются подачей на зуб [33].
Высота
неровностей
Rmm ах, мкм, не более
.
200
320
500
Подача на зуб, мм
. .0,1 . . . 0,2 0,2 . . . 0,3 0,3 . . .
71
800
0,6 0,6 . . . 1,0
20. Вогнутость круглых плоских пил, мм
Диаметр
пилы, мм
Диаметр
окружно­
сти опор,
мм
Вогнутость пил толщиной, мм
1.0
1.2
1.4
1,6
1.8
2.0
2,2
2,5
250
224
0,30
0,25
0,20
0,15
—
—
—
—
315
277
—
—
—
—
0,25
0,20
0,15
—
360
318
0,30
0,20
0,15
400
354
0,35
0,30
0,20
450
410
0,40
0,30
500
456
0,50
0,40
560
512
0,55
0,45
630
578
0,75
0,65
710
654
800
738
900
830
1000
924
1250
1148
1500
1402
0,90
П родолж ение
Диаметр
Диаметр окружно­
сти
опор,
пилы, мм
мм
250
224
315
277
360
|
Вогнутость пил толщиной, мм
2.8
3.0
3,2
3,6
4.0
4.5
5,0
5,5
318
73
Продолжение
Диаметр
Диаметр окружно­
пилы, мм сти опор,
мм
Вогнутость пил толщиной, мм
2,8
3,0
3,2
3,6
4,0
4,5
5,0
5,5
400
354
0,15
450
410
0,20
500
456
0,30
560
512
0,35
630
578
0,55
0,50
710
654
0,80
0,70
0,60
800
738
1,10
1,00
0,90
0,70
—
—
—
—
900
830
—
—
1,50
1,25
1,00
—
—
—
1000
924
—
—
—
1,80
1,50
1,20
—
—
1250
1148
2,50
2,10
—
1500
1402
4,50
3,70
Данные, приведенные выше, подтверждаю тся фактическими резуль­
татами обследования различных типов станков для продольной распи­
ловки [22].
Число зубьев пилы круглопильных станков определяют по формуле
z = U \ m i S zti,
(34)
где U — скорость подачи, м/мин; S z — подача на зуб, мм; п — частота
вращения пилы, мин-1 .
У пил с плющеными зубьями число зубьев меньше в 1,5 раза, чем
с разведенными.
П одготовка диска круглых плоских пил. Пилы диаметром 2 5 0 . . .
1500 мм поступают с завода-изготовителя потребителям с нормированным
напряженным
состоянием,
характеризуемым
величиной
вогнутости
(табл. 20). Величину вогнутости определяют при горизонтальном распо­
ложении пилы на трех равномерно расположенных точечных опорах. И з­
мерения производят с обеих сторон пилы на расстоянии 50 мм от ее
центра. Данные в табл. 20 установлены для инл, предназначенных для пи­
ления со скоростями 40 . . . 60 м/с. При скоростях резания свыше 60 м/с и
74
менее 40 м/с величины вогнутости должны быть соответственно увели­
чены или уменьшены в 1,5 раза [33].
В процессе работы в пиле могут возникнуть дефекты формы и н а ­
пряженного состояния. Устранение этих дефектов производится путем
правки, проковки и вальцевания. Последовательность операций, оборудо­
вание, инструмент, приемы подготовки дисков круглых пил подробно
описаны в литературе [7, 25, 34].
П одготовка зубьев пил заклю чается в операциях по разводу или
плющению зубьев и их заточке. Зубья пил для поперечной распиловки
подвергаются разводу, а для продольной — разводу или плющению. М е­
тод плющения рекомендуется в первую очередь для пил многопильных
круглопильных и ребровых станков. Величины уширения зубьев на сто­
рону приведены в табл. 21.
21. Уширение зубьев круглых пил, мм
Древесина хвойных пород
влажностью, %
Диаметр пилы, мм
до 30 (мерзлая
древесина)
125
360
560
710
1000
.. .
.. .
.. .
.. .
. . .
1500
315
500
630
900
1250
0,40/0,20
0,60/0,30
0,70/0,40
0,80/0,50
1,00/0,70
1,20/0,80
больше 30
0,45/0,30
0,70/0,40
0,80/0,50
0,90/0,60
1,10/0,80
1,30/0,90
Древесина
твердых
лиственных
пород
0,30/0,20
0,50/0,30
О.бО'ОДО
0,70/0,50
0,90/0,60
1,10/0,70
П р и м е ч а н и е . В числителе —• величина уширения пил для
дольной распиловки, в знаменателе — для поперечной.
про­
Р азвод пил проводят на разводном станке РП К 8 (диаметр пил
1 6 0 ...8 0 0 мм) или с помощью ручных устройств для развода. Плющение
осущ ествляю т на станках ПХФК8-2 (диаметры пил 3 0 0 . . . 900 мм) или
с помощью ручных плющилок и формовок.
Д ля заточки круглых пил имеется широкая гамма заточных станков:
универсальный станок для заточки круглых и рамных пил и плоских
ножей ТчПНб (диаметр пил 2 0 0 . . . 1250 мм), универсальный станок для
заточки круглых рамных и ленточных пил ТчПАб (диаметр пил 1 8 0 ...
1000 мм), специализированные полуавтоматы ТчПК4 и ТчПК4-2 (диа­
метр пил 1 2 0 ... 400 мм), ТчПК.8-2 (диаметр пил 1 2 0 ... 1000 мм),
ТчПК16-2 (диаметр пил 4 0 0 ... 1600 мм), ТчПК22-2 (диаметр пил 8 0 0 ...
2200 мм) и др.
Зубья пил типа 2 для поперечной распиловки долж ны иметь следую ­
щие углы наклона передних и задних поверхностей (углы косой зато ч ки ):
45°— при распиловке пиломатериалов хвойных пород; 55’ — при р ас­
пиловке пиломатериалов твердых пород; 65° — при распиловке бревен.
На станке ТчПНб наибольший угол поворота шлифовального круга при
косой заточке не превышает 30°.
75
Характеристика кругов, режим заточки описаны в 2.1.2 и 2.2.2. П од­
готовленные к работе пилы долж ны отвечать следующим требованиям: 1.
На торцовых поверхностях не допускаются следы от ударов молотком
глубиной более 0,06 мм для пил диаметром до 900 мм, 0,08 мм — для
пил диаметром свыше 900 мм. 2. Отклонения от прямолинейности торцо­
вых поверхностей пилы не долж ны превыш ать для пил диаметром
до 450 мм — 0,1 мм; 450 . . . 800 мм — 0,2 мм; 8 0 0 . . . 1000 мм — 0,5 мм;
1250 мм — 0,4; 1500 мм — 0,5 мм; в зоне заж имных фланцев — не более
0,05 мм. 3. Величины вогнутости при расположении пилы в горизонталь­
ной плоскости на трех опорах долж ны соответствовать данным табл. 20.
4. Разность меж ду любыми ш агами зубьев пилы не долж на превышать
при ш аге зубьев до 10 мм — 0,2 мм; 10 . . . 20 мм — 0,3 мм; 20 . . . 40 мм —
0,5 мм; свыше 40 мм — 0,8 мм. 5. Радиальное и торцовое биение зубьев
не долж ны превышать значений, приведенных в табл. 22.
22. Допускаемые величины биения пил, мм
Диаметр пилы, мм
Показатель
125.. . 360
400 .. . 630
710 .. . 1000
1250. . . 1500
Радиальное биение
0,2
0,3
0,6
0,8
Торцовое биение
0,4
0,5
0,65
1,0
6. П редельное отклонение углов не долж но превышать ± 2 °. 7. Ш е­
роховатость заточенных поверхностей долж на характеризоваться высотой
неровностей не более R z = 20 мкм. 8. Отклонение профиля зубьев от
номинального не долж но быть более 1,5 мм.
Установка пил. При установке пил долж но быть обеспечено надеж ное
их закрепление. Радиальное биение шпинделя станка и торцовое биение
основного заж имного фланца на периферии не долж ны превышать 0,03 мм.
Д ля пил диаметром свыше 400 мм долж ны применяться боковые
направляющие. Зазор меж ду направляю щими и торцовыми поверхностями
пилы при ее проворачивании долж ен быть 0,1 мм. Пилы типа 1 для
продольной распиловки долж ны работать в комплекте с расклиниваю ­
щими ножами, которые устанавливаю тся на расстоянии 1 0 . . . 15 мм по­
зади пил в плоскости их вращ ения. Толщина задней кромки ножей
долж на быть не менее ширины пропила Плюс 0,2 мм. Выступание пилы
над распиливаемым материалом долж но быть минимальное и равно
1 0 ... 40 мм.
2.4. ПИЛЫ КРУГЛЫЕ СТРОГАЛЬНЫЕ
2.4.1. Назначение и типы
Конструкция
и основные требования к пилам регламентированы
ГОСТ 18479—73. Пилы предназначены для распиловки сухой древесины
влажностью до 20 % при высоких требованиях к качеству поверхности.
76
Конструктивная особенность пил — наличие вспомогательных углов в плане
(углов подиутрения), в результате чего зубья пил не разводятся и
не плющатся. Высокое качество пиления достигается за счет формиро­
вания торцовых поверхностей пил, включая зубчатый венец, на заводеизготовителе. Б лагодаря этим особенностям пилы используются в л ы ж ­
ном производстве, при изготовлении канцелярских принадлежностей и
других изделий, которые по технологическому процессу больше не под­
вергаются механической обработке.
ГОСТ 18479—73 предусматривает четыре типа строгальных пил:
тип 1 — одноконусные для продольной распиловки; тип 2 — одноконус-
Ф
Y-
Рис.
пил:
16. Основные параметры и профиль зубьев круглых строгальных
а —для продольной распиловки; б—для поперечной распиловки
ные для поперечной распиловки; тип 3 — двухконусные для продольной
распиловки; тип 4 — двухконусные для поперечной распиловки.
Серийно выпускаются только пилы одноконусные для продольной и
поперечной распиловки (рис. 16, табл. 23). Завод-и зготови тель— Горьков­
ский опытно-промышленный металлургический завод.
М атериал пил — инструментальная легированная сталь марйи 9ХФ
или 9Х5ВФ по ГОСТ 5950—73. Твердость пил — H RC3= 51 . . . 55.
Пример. З ак аз пилы типа 1 для продольной распиловки'диам етром
250 мм, посадочным диаметром 32 мм, толщиной 2,4 мм с числом зубьев
48: пила круглая строгальная 3 2 4 0 ... 0456 (ГОСТ 18479—73).
Остальные параметры зубьев, мм, устанавливаю т по следующим
77
23. Основные параметры круглых строгальных пил
Обозначение пил
D,
мм
£>,, мм
d,
мм
В,
Ф, мин
Z
1,6
15
48
1,6
15
60
2 ,4
25
48
3 ,0
25
60
3 ,6
25
60
1,6
15
60
2 ,4
25
72
3 ,0
25
72
3 ,6
25
96
мм
Тип 1
3 2 4 0 -0 4 5 2
160
60
3 2 4 0 -0 4 5 3
2 00
80
3 2 4 0 -0 4 5 6
250
100
3 2 4 0 -0 4 5 8
3 15
125
3 2 4 0 -0 4 6 3
400
160
32
50
Тип 2
3421-0531
2 00
80
32
3 4 2 1 -0 5 3 4
250
100
3 4 2 1 -0 5 3 6
315
125
50
3 4 2 1 -0 5 3 8
400
160
соотношениям: ш аг зубьев по формуле (31); высота зуба h = ( 0 , 3 . . .
0,7) /; радиус закругления впадин г= (0,15.. .0,3) t, но не менее 2 мм.
2.4.2. Рекомендации по эксплуатации
К особенностям эксплуатации строгальных пил относится более тщ а­
тельное соблюдение требований к прямолинейности образующих торцо­
вых конических поверхностей, радиальному и торцовому биению зубьев,
качеству заточки и параметрам точности круглопильных станков.
Отклонения от прямолинейности по образующим конических поверх­
ностей на каж дой стороне пилы в вертикальной плоскости не долж но
превышать 0,1 мм. Возникающие в процессе эксплуатации дефекты устра­
няются правкой [29]. Радиальное биение зубьев не долж но быть более
0,3 мм, торцовое биение для пил диаметром до 250 мм — 0,2 мм, свыше
250 мм — 0,3 мм.
Ш ероховатость заточенных поверхностей долж на быть не более
/?о = 2,5 мкм. При этом разность меж ду двумя любыми двойными шагами
78
зубьев не долж на превышать при шаге до 10 мм — 0,8 мм, свыше 10—
1 мм.
Отклонение от прямолинейности рабочей поверхности направляю щей
линейки в станке долж но быть не более 0,2 мм на длине 1000 мм (до­
пускается только вогнутость). Д опуск непараллельное™ плоскости в р а ­
щения пилы направлению подачи материала не долж ен превышать 0,1 мм
на 1000 мм. При установке пил целесообразно применять самоцентрирующие фланцы с подпружиненной конической втулкой [7].
При выполнении перечисленных требований к подготовке строгаль­
ных пил к работе получаются поверхности распила высокого качества.
Теоретически [22, 25] высота кинематических неровностей зависит в ос­
новном от подачи на резец и высоты пропила. О днако фактические зн а­
чения показателей ш ероховатости поверхности существенно превосходят
расчетные величины. Это связано с траекторией движения пилы в про­
пиле, качеством подготовки пил, вибрациями, трением опилок о стенки
пропила и т. д. Ориентировочные значения подачи на зуб при пилении
строгальными пилами приведены в табл. 24.
24. Рекомендуемые подачи на зуб при пилении круглыми строгальными
пилами, мм
Высота неровностей
« и л а х - м к м - не бол ее
П родол ь н ое пиление
Поперечное пиление
32
60
100
200
0.08/0,05
0,1/0,08
0,15/0,10
0,3/0,2
0,03/0,02
0,05/0,03
0.08/0,05
0,1/0,08
П р и м е ч а н и е . В числителе — данные для пиления мягких пород
древесины, в знаменателе — твердых.
2.5. ПИЛЫ ДИСКОВЫЕ С ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
2.5.1. Назначение и типы
Пилы дисковые с твердосплавными пластинами предназначены для
обработки различных древесных материалов: фанеры, древесностружечных
и древесноволокнистых плит, древесных слоистых пластиков и других
синтетических материалов на основе древесного сырья. Разнообразие
древесных материалов, облицовочных покрытий, оборудования для пи­
ления, требований к качеству обработки определяет ф орму зубьев пил.
П реж де всего на качестве поверхности (неровности разруш ения по
плоскостям плитных древесных материалов, сколы облицовочного слоя)
оказы вает влияние направление резания. Рассмотрим это на примере
пиления с нижним расположением пилы относительно обрабатываемой
плиты (рис. 17).
При встречной подаче материала (рис. 17, а) па входе зуба пилы
п материал результирующая сила резания направлена внутрь плиты, при
Рис. 17. Технологические схемы пиления:
а—со встречной подачей и нижним расположением пилы; б —с попутной подачей
и нижним расположением пилы; в—со встречной подачей и верхним расположе­
нием пилы; г —с попутной подачей и верхним расположением пилы; д —двухпиль­
ная схема
10
V7 VV У
ЧЧЧ
Рис. 18. Формы зубьев пнл с твердосплавными пластинами:
/ —с прямой режущей кромкой; 2—с разносторонним наклоном; 3—с односто­
ронним наклоном; 4—радиусный; 5—трапецеидальный; в—радиусный с фасками;
треугольный; 8, 9, 10, 11—комбинированные
u n i» !
n a n iiiv iiU M i
т
1 р и и ^ ц (.1 1 д о
выходе — наружу. При такой технологической схеме пиления обеспечи­
вается высокое качество обработки верхней поверхности плиты и низ­
кое качество нижней. Удовлетворительное качество обработки на нижней
поверхности плиты возмож но только при применении надеж ного подпора
в зоне выхода зуба пилы из материала. При попутной подаче (рис. 17,6)
наблюдается обратная картина: высокое качество на нижней поверхности
плиты и сколы на выходе зуба пилы из пропила. Д л я верхнего распо­
ложения пилы характерны особенности формирования пропила (рнс. 17,
в и г ) . Высокое качество обработки нижней и верхней поверхностей
плиты достигается за счет применения двухпильной схемы (рис. 17, д).
П ервая по направлению подачи пила вращ ается по часовой стрелке
(с попутной подачей) и подрезает нижнюю поверхность плиты на неболь­
шую глубину. Вторая пила производит деление плиты. При этом режущие
кромки зубьев обеих пил, образующие качественную поверхность рас­
пила, долж ны находиться в одной плоскости. Т акая технологическая
схема пиления применяется при чистовой обрезке в размер плитных м а­
териалов на линиях типа МФК.
Н а рис. 18 по отечественным и зарубеж ны м источникам показаны
конструктивные решения зубьев пил с твердосплавными пластинами.
М ногообразие этих решений, отличающихся формой главной режущей
кромки, обеспечивает качественное пиление при однопильной схеме
резания.
Основной формой является зуб с прямой реж ущ ей кромкой (форма
1). Пилы с такой формой зуба применяются при двух- и однопильной
схеме пиления, имеют меньшее число зубьев. При этом затраты на з а ­
точку минимальны. Д л я раскроя фанеры, древесноволокнистых плит, дре­
весностружечных плит, облицованных натуральным шпоном и ламиниро­
ванных, широкое распространение получили пилы с разносторонним на­
клоном зубьев (с разносторонней косой заточкой — форма 2).
Б олее острые реж ущ ие кромки по сравнению с прямой режущей
кромкой обеспечивает эф ф ект подрезки наруж ны х поверхностей о бр аб а­
тываемого материала. В то ж е время д л я этой формы зубьев характерен
больший линейный износ, пилы долж ны иметь большее число зубьев,
трудоемкость заточки их возрастает. Н ельзя не учитывать, что такая
форма зубьев является одним из источников поперечных колебаний пилы.
Пилы с односторонним наклоном реж ущ их кромок (ф орма 3) зубьев
применяются в основном для чистовой опиловки заготовок из древесных
м атериалов с образованием рейки-отхода, качество поверхности которой
не учитывается. Радиусная форма режущ их кромок зубьев по назначе­
нию аналогична форме зубьев с разносторонним наклоном. Преимущ е­
ство этой формы в том, что подрезка кромки обрабатываемого материала
осущ ествляется каж ды м зубом, а не через один.
О днако при изготовлении и эксплуатации таких пил возникаю т до­
полнительные трудности, так как необходимо обеспечить строгую сим­
метричность радиусной поверхности относительно торцовых поверхно­
стей корпуса пилы. Стремление разделить ширину пропила на отдельные
участки, обработка которых осущ ествляется от середины пропила к краям ,
и тем самым уменьшить величину сколов привело к созданию трапецеи­
81
дальной и треугольной форм зубьев (формы 5, 7). Комбинированные
формы зубьев 8, 9, 10 и 11 обеспечивают разделение во времени нагрузки
на обрабатываемый материал от сил резания. Разность меж ду диам ет­
рами окружностей резания зубьев таких пил достигает 1 мм.
В практике наибольшее распространение получили пилы с зубьями
формы 1 и 2. ГОСТ 9769—79 «Пилы дисковые с твердосплавными
пластинами для обработки древесных материалов» регламентирует кон­
струкции, основные параметры и технические требования к пилам двух
типов: тип 1 — с разносторонними и односторонними углами наклона
и задних поверхностей зубьев; тип 2 — без наклона передних и задних
поверхностей зубьев.
И з предусмотренных стандартом типоразмеров пил серийно Горьков­
ский опытно-промышленный завод выпускает ограниченную номенкла-
а — тип 1; б — тип 2
туру (рис. 19, табл. 25). С 1987 г. пилы по ГОСТ 9769—79 выпускает
Каменец-Подольский завод деревореж ущ его инструмента им. Г. И. П ет­
ровского.
М атериал режущ ей части пил — твердый сплав марок ВК6, ВК15
(ГОСТ 3882—74). Формы и размеры твердосплавных пластин по ГОСТ
13833—77.
М атериал корпусов пил — инструментальная легированная сталь м а­
рок 9ХФ (ГОСТ 5950—73) или 50ХФА (ГОСТ 14959—79). Твердость кор­
пусов пил H RC3= 4 0 . . . 45.
Пример. З ак аз пилы типа I диаметром 400 мм с числом зубьев 56:
пила с твердосплавными пластинами 3421-0584 (ГОСТ 9769—79).
2.5.2. Рекомендации по эксплуатации
Выбор основных параметров пил. Рекомендации по выбору диаметра
пил с твердосплавными пластинами аналогичны рекомендациям по вы ­
бору диаметра круглых пил из инструментальной стали (см. 2.3.2). О т­
личие заключается в том, что запас на переточки равен 6 . . . 7 мм при
82
25. Основные параметры серийно выпускаемых пил
(ГОСТ 9769—79)
Обозначение
D, мм
d, мм
В, мм
S, мм
2
V. град.
Тип 1
3421-0557
3421-0559
24
250
36
3421-0562
56
3421-0564
3421-0566
50
3,4
2,4
315
10
56
72
3421-0568
3421-0584
36
400
4,1
2,8
3421-0586
56
72
Тип 2
3420-0482
24
250
32
3,4
3420-0486
36
2,4
3420-0328
3420-0332
3,5
315
24
36
20
50
3420-0492
3420-0511
3420-0362
3420-0366
400
56
4,0
4,1
24
2,8
36,
56
83
длине пластины 10 мм. Кроме того, в большинстве случаев пиления ве­
личина выступания пилы над (под) поверхностью обрабатываемого м а­
териала долж на быть 10 . . . 20 мм.
Выбор числа зубьев непосредственно связан с геометрией срезаемого
слоя. Контакт зуба с обрабатываемым материалом при пилении х ар ак ­
теризуется углом контакта, длиной и толщиной срезаемой стружки. Эти
параметры связаны меж ду собой определенными соотношениями. Д л я их
определения необходимо знать углы входа в обрабатываемый материал
ф ы и выхода фв ых зуба пилы из обрабатываемого материала. Эти углы
принято отсчитывать от нормали к направлению подачи (см. рис. 17).
При верхнем расположении пилы относительно обрабатываемого м а­
териала и встречной подаче
фвх = arccos (Л/Я);
(35)
фвых = arccos (h — H)IR;
(36)
УГОЛ контакта фи= фвых—фвх.
При попутной подаче
фвх = arccos (h — H )IR \
(37)
Фвых = arccos h / R ;
(38)
угол контакта фк = фвх — фвых.
При нижнем расположении пилы относительно обрабатываемого м а­
териала и встречной подаче
фвх = arccos (h + H ) / R ,‘
фвых =
фк = фвых — фвх.
arccos (h /R );
(39)
(40)
угол контакта
При попутной подаче:
фвх = arccos (А//?);
(41)
Фвых = arccos (А + H )/R ;
(42)
угол контакта фи= ф в х — фвых,
где А — расстояние от центра пилы до базовой поверхности, по которой
перемещается материал, мм; Н — высота пропила.
З н ая значения этих углов, мож но определить остальные параметры.
Средний угол контакта:
Фср = (фвх
фвых)/2.
(43)
Толщина струж ки на входе зуба в пропил и выходе его из пропила
(расчетное значение): ABx = S z s i r ^ a i ; Л в ы х = 5 г вшфвых. Средняя толщина
срезаемой струж ки:
Лер = S Z sin фСр.
(44)
И з этих параметров определяющее значение имеет средняя толщина
стружки. Она характеризует процесс пиления с точки зрения качества
обработки, производительности процесса, стойкости инструмента. Д ля
того чтобы срезать струж ку, необходимо, чтобы ее толщ ина была больше,
чем радиус округления режущ ей кромки. М инимальное значение толщины
стружки, при котором осущ ествляется отделение ее от основного мате­
риала (при остром инструменте), равно АСр = 0 ,0 2 мм. И сходя из этого,
84
минимальное значение подачи на зуб при пилении долж но быть S z =
= 0 ,0 3 . . . 0,04 мм.
Меньшие величины подачи на зуб недопустимы, так как в этом
случае происходит не резание, а скобление режущей кромкой поверхности
распила и, как следствие, повышенный нагрев и износ инструмента.
С точки зрения производительности и стойкости, целесообразно работать
с максимально возможными подачами на зуб (см. 1.1.3). Ограничением
для увеличения подачи является снижение качества поверхности. В свою
очередь, качество обработки зависит от обрабатываемого материала:
содерж ания связующего, плотности, механических свойств облицовочных
покрытий и т. д.
И сходя из изложенного, для практических целей можно рекомендо­
вать следующие подачи на зуб (табл. 26).
26. Подачи на зуб при пилении древесных материалов, мм
Обрабатываемый материал
Древесностружечные плиты, ламиниро­
ванные и облицованные натуральным
шпоном, фанера (распиловка поперек во­
локон)
Древесностружечные плиты, облицован­
ные синтетическим шпоном, древесново­
локнистые плиты
Древесностружечные плиты, облицован­
ные натуральным шпоном, фанера (рас­
пиловка вдоль волокон), бумажно-слоис­
тые пластики
Древесностружечные плиты
Предварительный
раскрой
Чистовая
обработка
0,05 .
. 0,08
0,03 .
. 0,05
0,08 .
. 0,12
0,05 .
. 0,08
0,10 .
. 0,15
0,08 .
. 0,10
0,15 .
. 0,25
0,10 .
. 0,15
П р и м е ч а н и е . При двухпильной схеме оборудования подача на зуб
при чистовой обработке может быть увеличена в 1,3 . . . 1,5 раза.
При известной подаче на зуб число зубьев мож ет быть определено
по формуле (34). О стальные конструктивные элементы определяют из
соотношений: шаг пил — по формуле (31), высота зуба Л = (0,35 . . .
0,95)/, радиус закругления впадин г = ( 0 ,1 5 ... 0,3)/, но не менее 2 мм.
Угловые параметры пил оказываю т существенное влияние на процесс
пиления.
П е р е д н и й у г о л . При встречной подаче (см. рис. 17, а, в) при
большом переднем угле обеспечивается высокое качество обработанной
поверхности на входе зуба пилы в материал, низкое качество на выходе
зуба из материала. При попутной подаче качество обработки снижается
на входе и в некоторой степени повышается при выходе зуба пилы из
материала. Увеличение переднего угла приводит к снижению усилий и
мощности резания.
При применении пил с малым передним углом наблюдается обратная
закономерность. Большинство пил, за исключением пил специального
85
назначения (например, для снятия свесов фанерованного слоя), имеют
передний угол в пределах 1 0 . . . 20°.
З а д н и й у г о л . Процесс пиления древесных материалов произво­
дится в основном при малых толщинах стружки. В этих условиях износ
зубьев по задней поверхности больше, чем по передней. И сходя из этого,
не применяются пилы с задним углом меньше 15°. Углы наклона перед­
них и задних поверхностей зубьев пил обычно делаю т равными 15°. Во
многих конструкциях эти углы выполняют только по задней поверхности
зубьев.
В с п о м о г а т е л ь н ы е у г л ы . Д л я создания нормальных условий
резания зубья пил выполняют с углом поднутрения к центру 1 ,0 ... 1,5°,
задними углами по вспомогательным режущим кромкам в пределах 2 . .
3°. Эти углы находятся в прямой зависимости от величины свеса п ла­
стин относительно корпуса, который обычно равен 0,4 . . . 0,6 мм на сто­
рону. При распиловке плит в пакете большой высоты (свглше 90 мм)
целесообразно увеличивать величину свеса до 0 , 7 . . . 0,8 мм и тем самым
увеличивать задние углы по вспомогательным режущ им кромкам до 4 . . .
5°.
В пилах, оснащенных твердосплавными пластинами, выпускаемых
зарубежными фирмами, делаю тся различные по форме прорези в кор­
пусах пил (рис. 20). Радиальны е прорези 1 предназначены для компен­
сации температурных напряжений как при изготовлении, так и при эксп­
луатации пил. Обычно на корпусе делается 4 . . . 6 прорезей длиной 20 . . .
50 мм в зависимости от диаметра пил. Изготовление компенсационных
прорезей такого типа предусмотрено так ж е в ГОСТ 9769—79. Прорези
2, 3 и 4 (последняя форма предложена ЛТА им. С. М. Кирова) предназ­
начены для изменения частотных характеристик (уменьшения уровня
шума) и лучшего охлаж дения пил при работе. Однако данных, подтверж ­
дающих положительное влияние прорезей такой формы, нет.
Н а зарубеж ны х образцах пил видны следы вальцевания. О днако как
показали измерения, проведенные ВНИИинструментом, величина вогну86
тостн пил при расположении их в горизонтальной плоскости на трех р ав­
номерно расположенных опорах, не превышает 0 ,0 5 ... 0,1 мм, т. е. равна
прогибу от собственной массы и значительно меньше, чем предусмотрено
в ГОСТ 980—80 для пил из инструментальной стали (см. табл. 20).
Заточка пил. Д л я заточки пил используют отечественные полуавто­
маты моделей ТчПТ4, ТчПТб-Гл, станки различных зарубеж ны х фирм.
На многих предприятиях заточку пил производят на универсально-за­
точных станках различных моделей с применением специальных приспо­
соблений (конструкции ВНИ Иинструмента ПИ-32М , Ц Н И И М О Д а П И-80).
Приспособление представляет собой планшайбу для крепления пил и д е­
лительное устройство. При заточке пил небольшого диаметра можно ис­
Рис. 21. Схема заточки пилы:
а —по передней поверхности зуба; б —по
задней поверхности зуба
а
пользовать большую универсальную головку, входящ ую в комплект уни­
версально-заточного станка. Н а предприятиях мебельного объединения
«К авказ» (г. Краснодар) осуществлена автоматизация заточки пил с ис­
пользованием универсально-заточных станков.
Заточку пил производят алмазными кругами чашечной и тарельчатой
конической формы 12А2 (ГОСТ 16175—81), АС2, АС4 (ГОСТ 9206—80)
на органической связке, зернистостью 1 2 5 /1 0 0 ... 100/80 для заточки и
8 0 /6 3 ... 63/50 для доводки. Реж имы заточки: скорость круга 2 0 . . .
25 м/с, продольная подача 1 ,5 ...2 ,5 м/мин, поперечная подача 0 ,0 2 ...
0,04 мм/дв. ход. Реж имы доводки: скорость круга 2 0 . . . 25 м/с, продоль­
ная подача 0 , 5 . . . 1,5 м/мин, поперечная подача 0 ,0 0 5 ... 0,1 мм/дв. ход.
При заточке на специализированных станках отечественного и им­
портного производства подача пилы осуществляется упором в затачи­
ваемый зуб. При заточке на универсально-заточных станках необходимо
ориентировать зуб пилы относительно шлифовального круга. Зуб пилы
должен быть смещен относительно плоскости вращения шлифовального
круга на величину h, мм (рис. 21).
При заточке по передней поверхности
hn = (D/2) sin -у;
(45)
87
при заточке задней поверхности
Л3 = (D/2) sin а ,
(46)
где D — диаметр пилы, мм; у — передний угол, а — задний угол.
При заточке зубьев с наклонными главными режущими кромками
пилу дополнительно поворачивают на угол наклона (угол косой з а ­
точки).
П ластины твердого сплава, применяемые для пил (см. 1.2.2) х а р а к ­
теризуются отношением длины к толщине около 3 : 1 . Д ля использования
полного ресурса пластины целесообразно производить заточку пил в сле­
дующей последовательности: две-три переточки по задней поверхности,
одну переточку по передней поверхности зубьев.
Пилы, оснащенные твердосплавными пластинами, готовые к работе,
должны отвечать следующим основным требованиям: 1. Отклонение от
плоскостности корпуса на каж дой стороне пилы, расположенной в вер­
тикальной плоскости, не более 0,1 мм для пил диаметром до 400 мм
и 0,15 для пил диаметром свыше 400 мм. 2. Предельные отклонения пе­
редних, задних и углов наклона — не более ± 2°; вспомогательных углов —
+ 30'. 3. Разность двух любых шагов зубьев при шаге зубьев 1 0 . . .
18 мм не более 0,6 мм, 18. ..30 мм — не более 0,7 мм, свыше 30 мм — не
более 0,8 мм. 4. Радиальное биение зубьев не более 0,15 мм. 5. Торцовое
биение зубьев не более 0,2 мм для пил диаметром до 400 мм и 0,25 мм для
пил диаметром свыше 400 мм. 6. Ш ероховатость поверхностей R z зубьев
пил (ГОСТ 2789—73) долж на характеризоваться показателем R z не более
1,6 мкм.
2.6. ПИЛЫ СПЕЦИАЛЬНЫЕ
2.6.1. Пилы конические
Пилы конические предназначены для последовательного отделения
тонких досок (толщиной до 20 мм) от заготовок. Отличительной особен­
ностью этих пил является то, что одна торцовая поверхность выполнена
конической, за счет чего уменьшается толщина пилы от центра к пери­
ферии. При угле конусности 30 . . . 40' толщина пилы на периферии равна
1 . . . 1,4 мм при толщине центральной части, превышающей толщину круг­
лых плоских пил такого ж е диаметра. Б л агодаря этому значительно
уменьшается ширина пропила при высокой ж есткости пилы. Сокращение
отходов древесины в опилки делает особенно эффективным применение
этих пил в многократной ребровой распиловке пиломатериалов на тонкие
заготовки для изготовления музыкальных инструментов, тары, много­
слойных лыж.
ГОП М З по ТУ 14-1-1809—76 выпускает право- и левоконические пилы
(табл. 27, рис. 22). При выборе пилы учитывается то, что коническая
поверхность пилы долж на располагаться со стороны направляющей
линейки.
S8
М атериал
пил — инструмен­
тальная легированная сталь м ар­
ки 9ХФ (ГО СТ 5950—73), твер­
дость пил HRC3= 4 1 . . . 46.
Пример. З а к аз пилы левоко­
нической диаметром 710 мм и тол­
щиной зубчатого венца 1,4 мм:
пила коническая ГМЗ Н-376-02
(ТУ 14-1-1809-76).
Пилы поставляются заводом
без развода и заточки зубьев.
Подготовка этого типа пил во
многом
аналогична подготовке
круглых плоских пил. ОсобенноР ис- 22. Пила коническая
сти подготовки пил этого типа
изложены в литературе [28]. Этими особенностями являются развод зубьев
(табл. 28) и применение одностороннего расклинивающего ножа, плоская
сторона которого должна находиться в одной плоскости с плоской поверх­
ностью пилы.
При большем числе зубьев конических пил возможно вести высоко­
производительную распиловку при подачах на зуб до 0,2—0,4 мм.
27. О сновны е параметры конических пил (г — 100) (Т У 1 4 -1 -1 8 0 9 — 76 ), мм
Л евок они ческ ие пилы
ГМ З Н -376
500
1,0
|
ГМ З Н -376-01
630
1,2
3,8
ГМ З Н-376-02
710
М
4,4
ГМЗ Н -376-03
800
50
-
1
3,4
—
П равоконические пилы
ГМЗ Н-377
500
1,0
ГМЗ Н-377-01
630
1,2
ГМЗ Н -377-02
710
ГМЗ Н -377-03
800
50
1,4
1
J
3 ’4
3,8
4,4
П р и м е ч а н и е . Дл я всех пил D1 = 150 мм.
89
28. Развод зубьев конических пил при распиловке древесины хвойных
пород, мм
Абсолютная влажность древесины, %
свыше 30
до 30
ПИЛЫ , м м
500
630
710
810
на плоскую
сторону
на коническую
сторону
0,3
0,4
0,5
0,5
0,4
0.4
0,5
0,5
на плоскую на коническую
сторону
сторону
0,4
0,5
0,6
0,6
0,5
0,5
0,6
0,6
2.6.2. Пилы комбинированные
Сокращение во времени различных технологических операций и авто­
матизация производства привели к необходимости создания новых типов
дереворежущ его инструмента. К их числу относятся комбинированные
пилы, оснащенные твердосплавными пластинами (рис. 23, а ), предназна-
ченные для одновременных обрезки плит в размер и дробления отре­
заемой рейки. Конструктивно пилы выполнены следующим образом: в н а­
клонных пазах корпуса 1 пилы установлены сегменты 2 с режущими
зубьями, оснащенные твердым сплавом и предназначенные для дробле­
ния отрезаемой рейки. К торцовой поверхности корпуса крепится пила 3,
производящ ая обрезку плиты.
Основная область применения комбинированных
пил — обработка
мебельных щитоп на автоматических линиях обработки и фанерования
кромок мебельных щитов МФК. Станки для обрезки щитов, входящие
в состав линии, выполнены по двухпильной схеме (см. рис. 17, д) с при­
менением пил для подрезки нижней поверхности щита. Технологической
схемой линии предусмотрено выполнение следующих операций: обрезка
щита с четырех сторон в чистовой размер, фанерование кромок, снятие
свесов кромочного материала по длине и толщине щита, образование
фасок на кромках. Д ля осуществления этих операций линия комплекту­
ется комбинированными пилами правыми и левыми, пилами для подрезки
нижней облицованной поверхности, пилами для снятия свесов по длине
щита (все правого и левого исполнения) (табл. 29).
29. Основные параметры комплекта пил для линий МФК (ТУ2-035-699—79)
И нструм ент
Пилы комбинированные с плас­
тинами из твердого сплава
О б означение
D,
мм
d,
мм
В,
мм
* .
3 2 1 9 -6 0 1 0
250
40
35
56
160
32
3 ,0
36
160
32
3 ,0
24
3 2 1 9 -6 0 1 1
(левые)
Пилы подрезные с пластинами
из твердого сплава
3 4 2 9 -4 0 0 1
3 4 2 9 -4 0 0 2
(левые)
Пилы с пластинами из твердого
сплава для снятия свесов по
длине
3 4 2 9 -4 0 0 3
3 4 2 9 -4 0 0 4
(левые)
Д л я снятия свесов по высоте щита и фасок на линии применяются
фрезы (см. 4.3.7).
Угловые параметры пил комбинированных и подрезных аналогичны
пилам по ГОСТ 9769—79. Пилы для снятия свесов по длине щита вы­
полнены с отрицательным передним углом (—20°) для обеспечения н а­
правленного подпора со стороны щита срезаемому свесу кромочного
материала.
М атериал корпусов комбинированных пил — конструкционная сталь
40Х (ГОСТ 4543—71). М атериал корпусов пил, входящих в комплект
91
комбинированных пил, подрезных пил, пил для снятия свесов и сегмен­
тов,— инструментальная легированная сталь 9ХФ (ГОСТ 5950—73). М а ­
териал режущ ей части пил — пластины твердого сплава ВК6, ВК.15
(ГОСТ 3882—74). Форму и размеры твердосплавных пластин принимают
по ГОСТ 13833—77.
Пример. З ак аз пилы комбинированной правого вращения: пила ком­
бинированная 3219-6010 (ТУ 2-035-699—79).
Завод-изготовитель комплектов пил для линий М Ф К — Каменец-Подольский завод деревореж ущ его инструмента.
2.6.3. Пилы сферические
Пилы сферические предназначены для выпиливания днищ бочек р а з­
личного диаметра на донновырезных станках. Конструкция, основные
размеры и технические требования регламентированы ТУ 14-1-1807—76
(рис. 24, табл. 30).
Рис. 24. П ила сферическая
30. Основные параметры сферических пил
Обозначение пил
ГМЗ Н-378
D
d
S
78
2,0
400
300
ГМЗ Н -378-02
92
г
320
280
ГМЗ Н -378-01
^сф
550
60
М атериал пил — инструментальная легированная сталь марки 9ХФ
(ГОСТ 5950—73), твердость H RCB= 41 . . . 46.
Пример. З ак аз пилы диаметром 300 мм со сферой радиусом 400 мм:
пила сферическая ГМЗ Н-378-01 (ТУ 14-1-1807—76). Завод-изготовитель — Горьковский опытно-промышленный металлургический завод.
3. НОЖ И
3.1. НОЖИ ДЛЯ ФРЕЗЕРОВАНИЯ ДРЕВЕСИНЫ И ДРЕВЕСНЫХ
МАТЕРИАЛОВ
3.1.1. Назначение и типы
В эту группу входят ножи плоские с прямолинейной режущей кром ­
кой, предназначенные для фрезерования древесины и древесных материа­
лов. Ими оснащаются ножевые валы фуговальных и рейсмусовых стан ­
ков, сборные фрезы для фрезерных, четырехсторонних станков и специа-
Рис. 25. Н ож и для ф резе­
рования древесины:
а —тип 1 (плоские с прямо­
линейной режущей кромкой без
прорезей); б —тип 2 (с проре­
зями)
Рис. 26. Н ож , оснащенный
твердосплавной
пластиной
93
31. Размеры ножей плоских с прямолинейной режущей кромкой типа 1, мм
О б означе ни е
L
2 0 2 5 -0 1 7 1
25
2 0 2 5 -0 1 7 2
40
2 0 2 5 -0 1 7 3
в
2 0 2 5 -0 1 9 3
40
2 0 2 5 -0 1 9 4
60
60
2 0 2 5 -0 1 9 5
80
2 0 2 5 -0 1 7 4
25
2 0 2 5 -0 1 9 6
90
2 0 2 5 -0 1 7 5
40
2 0 2 5 -0 1 9 7
100
2 0 2 5 -0 1 7 6
60
2 0 2 5 -0 1 9 8
110
2 0 2 5 -0 1 7 7
80
2 0 2 5 -0 1 9 9
130
2 0 2 5 -0 1 7 8
90
2 0 2 5 -0 2 0 1
140
2 0 2 5 -0 1 7 9
100
2 0 2 5 -0 2 0 2
170
2 0 2 5 -0 1 8 1
110
2 0 2 5 -0 2 0 3
200
2 0 2 5 -0 1 8 2
130
2 0 2 5 -0 2 0 4
260
25
В
L
О бозначение
40
32
2 0 2 5 -0 1 8 3
140
2 0 2 5 -0 2 0 5
310
2 0 2 5 -0 1 8 4
17 0
2 0 2 5 -0 2 0 6
325
2 0 2 5 -0 1 8 5
200
2 0 2 5 -0 2 0 7
410
2 0 2 5 -0 1 8 6
260
2 0 2 5 -0 2 0 8
610
2 0 2 5 -0 1 8 7
310
2 0 2 5 -0 2 0 9
640
2 0 2 5 -0 1 8 8
325
2 0 2 5 -0 2 1 1
810
2 0 2 5 -0 1 8 9
410
2 0 2 5 -0 2 1 2
1260
2 0 2 5 -0 1 9 1
610
2 0 2 5 -0 2 1 3
1610
2 0 2 5 -0 1 9 2
640
32. Размеры плоских ножей с прямолинейной режущей кромкой типа 2
Обозначение
Li
ММ
2 0 2 5 -0 2 2 1
60
2 0 2 5 -0 2 2 2
90
2 0 2 5 -0 2 2 3
100
В, мм
100
Н, мм
Число
прорезей
1, мм
1
30
2
25
41
. мм
—
40
50
Продолжение
О б означе ние
L , мм
2 0 2 5 -0 2 2 4
110
2 0 2 5 -0 2 2 5
125
В , мм
l i t мм
Ч исло
прорезей
1, мм
l l , мм
25
60
2
65
30
2 0 2 5 -0 2 2 6
135
2 0 2 5 -0 2 2 7
170
75
100
41
25
60
3
2 0 2 5 -0 2 2 8
200
30
2 0 2 5 -0 2 2 9
260
25
2 0 2 5 -0 2 3 1
310
2 0 2 5 -0 2 3 2
60
2 0 2 5 -0 2 3 3
90
2 0 2 5 -0 2 3 4
100
2 0 2 5 -0 2 3 5
110
2 0 2 5 -0 2 3 6
125
70
4
1
135
2 0 2 5 -0 2 3 8
170
80
30
—
40
25
2
,5 0
60
65
110
2 0 2 5 -0 2 3 7
35
47
30
75
25
60
30
70
25
70
35
80
3
2 0 2 5 -0 2 3 9
200
2 0 2 5 -0 2 4 1
260
4
2 0 2 5 -0 2 4 2
310
2 0 2 5 -0 2 4 3
90
2 0 2 5 -0 2 4 4
100
2 0 2 5 -0 2 4 5
110
2 0 2 5 -0 2 4 6
125
2 0 2 5 -0 2 4 7
135
2 0 2 5 -0 2 4 8
170
40
25
2
125
50
60
65
53
30
75
25
60
3
2 0 2 5 -0 2 4 9
200
30
70
2 0 2 5 -0 2 5 1
260
25
70
2 0 2 5 -0 2 5 2
310
35
80
4
95
лизированного оборудования. Они подразделяю тся на ножи из инстру­
ментальной стали и ножи, оснащенные пластинами твердого сплава.
Ножи плоские с прямолинейной режущей кромкой из инструменталь­
ных сталей выпускаются в соответствии с ГОСТ 6567—75 (табл. 31 и
32, рис. 25). С тандартом предусмотрены два типа ножей: тип 1
без
прорезей, тип 2 — с прорезями. Н ожи типа 2 предназначены для четырех­
сторонних продольно-фрезерных станков старых моделей, имеющих к вад ­
ратные фрезерные головки. Н ож и этого типа двухслойные. Ш ирина р е­
ж ущ его слоя из инструментальной стали не менее 0,25 ширины
ножа.
М атериал ножей типа 1 и режущ ей части ножей типа 2 — инструмен­
тальная легированная сталь марок 8ХНФТ или Х6ВФ (ГОСТ 5960—73).
Материал корпуса ножей типа 2 — конструкционная сталь марки 10
(ГОСТ 1050—74).
Твердость ножей типа 1 и режущ ей части ножей типа 2 — H RC3=
= 5 7 . . . 61.
Пример. З ак аз нож а типа 1 длиной 610 мм, шириной 40 мм: ножи
2025-0208 (ГОСТ 6567—75).
Завод-и зготови тель— Горьковский
опытно-промышленный
метал­
лургический завод.
Ножи с пластинами твердого сплава предназначены для цилиндриче­
ских сборных ф рез по ГОСТ 14956—79 (рис. 26). П рорезь, выполненная
на задней опорной поверхности ножа, служит для размещ ения головок
регулировочных винтов сборной фрезы и одновременно является допол­
нительным устройством, предотвращающим вылет нож а. К аж дой длине
ножа соответствует обозначение: 25 мм — 3210-1906/002; 40 мм —
3210-1751/002; 60 мм — 3210-1758/002; 90 мм — 3210-1907/002; 110 м м —
3210-1908/002.
М атериал режущ ей части ножей — твердый сплав марки ВК15
(ГОСТ 3882—74), материал корпуса — конструкционная легированная
сталь 40Х (ГОСТ 4543—71).
Пример. З ак аз ножа длиной 60 мм: нож 3210-1758/002 (ГОСТ
14956—79).
Завод-изготовитель — Каменец-Подольский
завод
деревореж ущ его
инструмента.
3.1.2. Рекомендации по эксплуатации
П одготовка ножей к работе включает заточку, балансировку и устаноку ножей в корпус фрезы или ножевого вала. Д л я заточки ножей из
инструментальной стали применяют полуавтоматы различных моделей
ТчН6-5, ТчН13-5, ТчН21-5, ТчН31-4. М аксимальная длина затачиваемых
ножей равна соответственно 670, 1320, 2120 и 3150 мм. Д л я заточки
коротких ножей длиной до 130 мм можно использовать универсально­
заточные станки. Н ожи с пластинами твердого сплава затачиваю т на уни­
версально-заточных станках.
Перед заточкой ножи долж ны быть очищены от грязи и смоляных
отложений в ванне с 10 %-ным аммиачным раствором. Заточку следует
производить комплектно.
96
Н ожи из инструментальной стали затачиваю т кругами формы ЧЦ
или ЧК из электрокорунда нормального 1А или белого 2А. На большин­
стве ножеточильных полуавтоматов диаметр ш лифовального круга р а ­
вен 200 мм. Зернистость кругов для заточки 2 5 . . . 40, для доводки 1 6 . . .
. . . 2 5 , твердость С М 2 . . . С 1 , связка — органическая. Реж им заточки: ско­
рость к р у г а — 1 8 . . . 25 м/с, продольная подача — 4 . . . 7 м/мин, попереч­
ная подача — 0,02 . . . 0,04 мм/дв. ход.
Рекомендуется [30] использовать такж е круги из эльбора Л О , формы
12А2 (Л Ч К 2), зернистостью Л 1 6 . . . Л 2 0 на органической связке Б1 и
Б156. Реж им заточки: скорость круга — 25 . . . 30 м/с, продольная подача —
2 . . . 4 м/мин, поперечная подача — 0,01 . . . 0,02 мм. Заточку ножей сле­
дует производить с охлаждением.
Д л я заточкн ножей с пластинами твердого сплава долж ны применя­
ться алмазные круги АС2, АС4, формы 12А2 (ГОСТ 16172—80), зерни­
стостью 125/100 для заточки и 80/63
для доводки на органической или
керамической связке. Реж им заточки: скорость круга — 20 . . . 30 м/с, про­
дольная п о д а ч а — 1 . . . 2 м/мин, поперечная подача — 0 ,0 1 ...0 ,0 2 мм/дв.
ход. Н ожи затачиваю т обычно в два приема: вначале формируют угол
заострения 40° и затем под углом 45° шлифуют ленточку шириной 0 , 5 . . .
1,0 мм.
Ножи, устанавливаемы е в корпуса фрез или ножевых валов, долж ны
быть уравновешены. Д опускаемая разность в массе ножей комплекта
не долж на быть при массе ножа до 150 г более 0,2 г, 1 5 0 ...3 0 0 г —
более 0,3 г, свыше 300 г — более 0,4 % от массы ножей. Д л я ножей
длиной более 300 мм долж на дополнительно производиться статическая
балансировка на балансировочных весах П БН .
Установку и регулирование ножей производят при слегка заж аты х
клиньях. При этом соответствующ ие поверхности ножей долж ны контак­
тировать с регулировочными винтами. Выставку ножей на диаметр р еза­
ния проводят с помощью этих винтов. Радиальное биение контролируется
приспособлением, оснащенным индикаторами часового типа. О кончатель­
ную затя ж к у клиньев после регулирования ножей производят от середины
фрезы или вала к торцовым поверхностям.
Н ож и, подготовленные к работе, долж ны отвечать следующим тре­
бованиям: 1. Неравномерность ширины ножа не долж на быть более
0,1 мм на 100 мм для ножей длиной до 600 мм; 6 0 0 . . . 800 мм — 0,8 мм,
8 0 0 ... 1260 м м — 1,2 мм; 1610 м м — 1,6 мм. 2. Непрямолинейность р еж у­
щей кромки долж на быть не более 0,025 мм на 100 мм длины. 3. Д о ­
пуск угла заострения ножей — ± 2 °. 4. Ш ероховатость задней режущей
поверхности долж на характеризоваться показателем R a не более 1,25 мкм.
3.2. НОЖИ СТРУЖЕЧНЫЕ
3.2.1. Назначение и типы
Стружечные ножи предназначены для получения струж ки при про­
изводстве древесностружечных плит. В зависимости от вида перерабаты ­
ваемого сырья отечественные стружечные станки подразделяю тся на две
4
В. Г. Морозов
97
группы: для переработки древесного сырья — станки ДС-2, ДС-2А, ДС-6,
ДС-8 и для переработки технологической щепы — станки стружечные
центробежные ДС-3, ДС-5, ДС-7, ДС-7А. Кроме того, имеются импортные
станки различных назначений и типов.
Д л я оснащения этих станков инструментальной промышленностью
выпускается больш ая гамма стружечных ножей. Основным изготовителем
стружечных ножей является Горьковский опытно-промышленный м етал­
лургический завод. Н ож и некоторых типоразмеров выпускают Иршавский
станкоремонтный завод (ножи для станков ДС-5, ДС-6, ДС-7) и М осков­
ский завод деревообрабатываю щ их станков и автоматических линий (ножн
для станков ДС-6, единственный производитель ножей для станков Д С -8).
В табл. 33 приведены основные параметры стружечных ножей, выпускае­
мых этими заводами. В табл. 33 помимо обозначения ножей, принятых
на Горьковском опытно-промышленном металлургическом заводе (обозна­
чение начинается с букв ГМ З), приведены обозначения ножей, выпускае­
мых другими заводами (начинаются с Д С ).
Технические требования на ножи регламентированы ГОСТ 17315—71.
Ножи изготовляю тся одно- и двухслойными: толщиной до 4 мм — одно­
слойные, свыше 4 мм — двухслойные. М атериал однослойных ножей и
реж ущ ая часть двухслойных ножей — инструментальная бы строрежущ ая
(ГОСТ 19265—73) или легированная сталь 8Х6НФТ, 9Х5ВФ и 6Х6ВЗСМФ
(ГОСТ 5950—73). Твердость режущ ей части ножей долж на быть
HRC3 = 5 6 . . . 6 0 для легированных сталей и H RC3= 5 8 . . . 62 для быстро­
реж ущ их сталей.
3.2.2. Рекомендации по эксплуатации
Рекомендации по подготовке стружечных ножей по ГОСТ 17315—71
изложены в технологических реж имах Р П И 1.2—80, разработанных
ВН И И Д рев.
Заточка ножей описана в 3.1.2. Н ожи, подготовленные к работе,
должны отвечать следующим требованиям: 1. Н еравномерность ширины
не более 0,1 мм на 100 мм длины. 2. Непрямолинейность режущ ей кромки
не более 0,025 мм на 100 мм длины. 3. Предельные отклонения угла
заострения не более ± 2°. 4. Ш ероховатость заточенных поверхностен но­
жей по ГОСТ 2789—73 долж на характеризоваться показателем R a не бо­
лее 1,25 мкм.
К особенностям эксплуатации стружечных ножей относится установка
ножей на определенный размер, обеспечивающий получение стружки тол­
щиной в пределах 0 ,1 5 ... 0,6 мм. Д л я этого используют специальные
приспособления, входящ ие в комплект станков. Точность установки ножей
долж на быть ± 0 ,0 5 мм. Д л я станков центробежного типа, перерабаты ­
вающих технологическую щепу, необходимо вы держ ать радиальный зазор
между лопастями крыльчатки и стружечными ножами в пределах 0 , 5 . . .
1,5 мм в зависимости от толщины стружки.
9«
^
33. Основные параметры стружечных ножей
f 00
Продолжение
5
Обозначение
Наименование ножа
со
<9
23
•J
со
ГЛ\3 02.14.01
ч
О 2
Н 2
11
п
276
о
О,
s
5*
5о
X
Я
а.
Стружечный
a
С
Эскиз инструмента
Л
0*5
Я С*)
О £
Ж
У Л
as.
23,2
57
,я
Г.МЗ 02.15.01
Стружечный
одно­
слойный зубчатый
525,5
62
4
24,5
10
ДС-6.03.017
1
1
1
1
3.3. НОЖИ ЛУЩИЛЬНЫЕ И ЛИНЕЙКИ ПРИЖИМНЫЕ
3.3.1. Назначение и типы
Лущильные ножи (рис. 27) предназначены для изготовления шпона
на лущильных станках, выпускаются по ТУ 14-1-1918—76. Линейки при­
жимные (рис. 28) используются в комплекте с ножами и предназначаю тся
для обжима шпона в процессе резания, выпускаются по ТУ 14-1-1675—76.
П араметры ножей и линеек приведены в табл. 34, 35, 36 и 37.
34. Основные параметры лущильных ножей
Обозначение
ГМ З.04.101.01
Г М 3.04.101.02
и
Число
прорезей
68,7
152,5
6
45
135
7
50
100
9
L
900
ГМ З.04.101.03
ГМ З.04.101.04
1400
100
150
9
ГМ 3.04.101.05
1450
—
—
—
—
—
—
87,5
152,5
11
100
125
13
ГМЗ.04.101.06
ГМ З.04.101.07
1700
ГМ З.04.101 .С8
ГМ З.04.101.09
1750
50
150
12
ГМЗ. 04.101.10
1800
—
—
—
ГМЗ.04.101.11
1850
100
150
12
ГА\3.04.101.12
2000
62,5
125
16
ГМ З.04.101.13
2100
75
150
14
75
150
16
50
100
24
ГМЗ.04.101.14
2400
ГМ З.04.101.15
102
Продолжение
Обозначение
L
1
Число
прорезей
г,
ГМ З.04.101.16
2450
100
125
19
ГМ З.04.101.17
2700
—
—
—
ГМ З.04.101.18
2700
75
150
18
ГМ З.04.101.19
2800
50
100
28
35. Основные параметры линеек прижимных без прорезей, мм
Обозначение
L
ГМЗ.05.01.01
900
ГМЗ.05.01.02
1000
в
S
50
10
Обозначение
L
В
ГМ З.05.01.14
2000
80
ГМ З.05.01.15
2400
ГМ З.05.01.16
2700
S
60
ГМЗ.05.01.04
11
12
ГМЗ.05.01.05
1700
60
80
ГМЗ.05.01.06
ГМ З.05.01.07
15
ГМ З.05.01.18
900
60
12
1750
ГМ З.05.01.08
80
ГМ З.05.01.09
50
ГМ З.05.01.21
1750
1800
60
ГМ З.05.01.22
1800
1850
80
ГМ З.05.01.10
80
15
12
ГМ З.05.01.11
ГМ З.05.01.12
15
103
Обозначение
L, мм В, мм S, мм 1, мм
Г М З .05.0 2 .0 1
1050
Г М З .0 5 .0 2 .0 2
1650
/Ь
ММ
и
36
10
60
17
25
100
И
50
Г М З .0 5 .0 2 .0 4
а, мм Ь, мм
Число
прорезей
36. Основные параметры линеек прижимных с прорезями
31
18
12
Г М З .0 5 .0 2 .0 5
1750
60
36
6 2 ,5
ГМ З. 0 5 .0 2 .0 6
Г М З .0 5 .0 2 .0 7
80
Г М З .0 5 .0 2 .0 8
50
15
14
125
40
25
18
100
31
50
10
Г М З .0 5 .0 2 .0 9
Г М З .0 5 .0 2 .1 0
1800
88
60
80
Г М З .0 5 .0 2 .1 1
15
50
36
116
15
18
40
100
13
Г М З .0 5 .0 2 .1 6
1250
12
25
Г М З .0 5 .0 2 .1 8
1700
15
50
17
Г М З .0 5 .0 3 .0 1
1250
12
25
13
Г М З .0 5 .0 3 .0 5
1700
80
Г М З .0 5 .0 3 .0 6
100
5 00
15
50
100
12
106
102
60
15
—
4
17
I
Г М З .0 5 .0 3 .1 0
104
8 50
70
12
—
7
Обозначение
ГМ 3.05.03.11
L, мм В, мм S, мм 1, мм In мм а, мм Ь, мм
900
50
ГМ З.05.03.12
10
250
1700
80
ГМ 3.05.03.15
1750
75
15
15
100
12
14
800
50
100
ГМ З.05.03.16
ГМ З.05.03.20
12
150
_
17
—
3
—
17
—
18
—
4
15
25
1800
2
3
50
ГМ З.05.03.13
—
800
15
ГМЗ.05.03.14
10
400
Число
прорезей
Продолжение
500
8
37. Основные параметры линеек прижимных
со скошенной гранью, мм
Обозначение
L
в
55
ГМ З.05.04.01
1700
65
ГМ З.05.04.02
55
ГМЗ. 05.04.03
2000
ГМ З.05.04.04
65
Н ожи изготовляются из двуслойной стали. М атериал режущ ей части
ножей — инструментальная легированная сталь 85ВФ (ТУ 14-1-1918—76)
или 8Х6НФТ (ГОСТ 5950—73). М атериал корпуса ножей — конструкци­
онная сталь 10 (ГОСТ 1050—74).
Твердость режущей части ножей H RCa= 5 5 . . . 60.
М атериал прижимных линеек — инструментальная углеродистая сталь
У8А (ГОСТ 1435—74). Линейки поставляются не термообработанными.
105
Пример 1. З ак аз ножа длиной 1700 мм с числом прорезей для креп­
ления, равным 13: нож лущильный ГМ З 04.101.08 (ТУ 14-1-1918—76).
Пример 2. З а к а з линейки прижимной без прорезей длиной 1700 мм,
шириной 12 мм: линейка прижимная ГМЗ 05.01.05 (ТУ 14-1-1675—76).
Завод-изготовитель ножей и линеек — Горьковский опытно-промыш­
ленный металлургический завод.
3.3.2. Рекомендации по эксплуатации
Лущильные ножи, поступающие с завода-изготовителя, имеют угол
заострения 20°, линейки прижимные — 60°. Д л я получения качественного
шпона необходимо, чтобы угол заострения и задний угол ножей имели
Рис. 27. Н ож лущильный
минимальные значения. При этом угол заострения долж ен обеспечивать
необходимую прочность и жесткость реж ущ его клина. И сходя из этого
обычно ( 5 = 1 8 . . . 25° для различных пород древесины и толщины шпона.
Установлено, что нанлучшие условия резания достигаются при заднем
угле а = 0,5 . . . 1,0° для диаметров лущения 1 0 0 . . . 300 мм и а = 2 . . . 3 °
для диаметров свыше 300 мм. Увеличение заднего угла при лущении
чураков большого диаметра связано с влиянием углов движения (см.
1.2): уменьшение соотношения скоростей подачи ножевого суппорта и
вращения чурака по мере уменьшения его диаметра приводит к увеличе­
нию а д, особенно при лущении толстого шпона из чураков большого д и а ­
метра [12].
Качество шпона зависит так ж е от геометрических параметров при­
жимной линейки. Практическое применение нашли линейки двух исполне­
ний: с закругленной нажимной кромкой (рис. 29, а) для получения шпона
толщиной до 1,8 мм и с нажимной гранью (рис. 2 9 ,6 ).
Рекомендации по заточке ножей см. в и. 3.1.2.
Подготовленные к работе лущильные ножи долж ны отвечать следую ­
щим требованиям: 1. Неравномерность ширины ножа не более 0,1 мм
на 100 мм длины. 2. Отклонение от прямолинейности режущей кромки
не более 0,05 мм на 100 мм длины ножа. 3. Ш ероховатость задней ре­
жущей поверхности ножа по ГОСТ 2789—73 долж на характеризоваться
показателем R„ не более 1,25 мкм.
106
и
s
л0
QQ
\
—г
1
1
-Д
N
S
*
03
0,5 l
/J
Рис. 28. Линейки прижимные:
а —ГМЗ 05.01; 6 —ГМЗ 05.02; в —ГМЗ 05.03; г —ГМЗ 05.04
а
5
Рис. 29. Геометрия линеек:
а—с закругленной нажимной кромкой; С—с прямой нажимной гранью
Установка лущильных ножей и прижимных линеек для получения
шпона различной толщины долж на производиться в соответствии с руко­
водством к лущильному станку.
3.4. НОЖИ РУБИЛЬНЫЕ
3.4.1. Назначение и типы
Н ож и предназначены для переработки древесины в технологическую
щепу на рубительных машинах. ОСТ 13-32—74 М инлесбумпрома СССР
предусматривает ножи трех типов для основных моделей рубительных
машин, эксплуатируемых в промышленности (рис. 30): тип 1 — с настрой­
кой рабочего размера ножа по ширине с помощью регулировочных пла­
нок и прокладок; тип 2 — с настройкой рабочего разм ера по ширине пу­
тем наплавки металла; тип 3 — с настройкой рабочего размера по ши­
рине с помощью регулировочных винтов.
Основные технические требования к ножам регламентированы ГОСТ
17342—71 и техническими условиями ТУ 14-1-1899—76. Н ож и типа 1
изготовляются однослойными, типов 2 и 3 — двухслойными.
М атериал ножей типа 1 — инструментальная легированная сталь
6Х6ВЗМ ФС (ГОСТ 5950—73) пли 55Х7ВСФМ (ТУ 14-1-358—72). Твер­
дость ножей на расстоянии от режущ ей кромки до 2/з длины ножа H RC 3=
= 5 6 . . . 60. М атериал ножей типов 2 и 3: режущей части — инструмен­
тальная сталь 6ХС (ГОСТ 5950—73), корпуса — конструкционная сталь
I
Л=г
^
с
£
Гб
L
;г
Рис. 30. Н ож и рубильные:
а—тип 1; 6 —тип 2; в —тип 3
108
,7в
U
38. Основные параметры рубильных ножен
Обозначение
L, мм
1, мм
/ 1, мм
•S, мм
d, мм
—
115
6
6
10
М3
М3
Мб
—
—
—
—
Число
прорезей
Тип 1
13-3116-4001
3 1 1 6 -0 0 0 5 (1 3 -3116-4002)
3 1 1 6 -0 0 0 6 (1 3 -3116-4003)
200
30 0
460
115
190
400
Тип 2
13-3110-4011
13-3116-4012
13-3116-4013
13-3116-4014
550
700
820
1200
13-3116-4021
13-3116-4022
550
700
—
—
—
—
—
—
—.
—
4
5
6
8
-
—
-
7
9
Тип 3
223
298
П р и м е ч а л и е. Обозначение ножен длиной 300 мм и 460 мм указано
в соответствии с ГОСТ 17342—71, в скобках приведено обозначение по ОСТ
13-32—74.
10 (ГОСТ 1050—74). Твердость режущей части ножей типов 2 и 3
HRCa= 5 2 . . . 59.
Пример. З ак аз ножа типа 1 длиной 300 мм: нож рубильный
3116-0005 (ГОСТ 17342—71).
Завод-и зготови тель— Горьковский опытно-промышленный металлурги­
ческий завод. Рубильные ножи длиной 300 и 460 мм выпускает такж е
Иршавский станкоремонтный завод.
Кроме типоразмеров рубильных ножей, приведенных в табл. 38,
ГОПМ З изготовляет по ТУ 14-1-1899—76 широкую номенклатуру ру­
бильных ножей ограниченного применения для машин старых моделей
и импортного производства.
3.4.2. Рекомендации по эксплуатации
П о конструктивному исполнению механизма резания рубительные м а­
шины делятся на дисковые и барабанные. Н аибольш ее распространение
получили дисковые машины, используемые на лесопильно-деревообраба­
тывающих и целлю лозно-бумажных предприятиях. В свою очередь, дис­
ковые рубительные машины в зависимости от формы ножевого диска
подразделяю тся на машины с геликоидальным и плоским диском.
Машины с производительностью до 50 м3 щепы выпускают с гелико­
идальным диском. Особенностью этого типа машин является то, что в про­
цессе рубки древесины в технологическую щепу возникают силы затяги ­
вания, которые обеспечивают необходимую величину и равномерность
подачи. Рубка древесины на рубительных машинах производится в про­
дольно-торцевом направлении по отношению к волокнам древесины, и
усилия, возникающие при резании, достигают 5000 Н, что обусловливает
109
повышенные требования к ножам и инструментальным сталям для нх
изготовления. Кроме того, для осуществления процесса резания на м а­
шинах с геликоидальным диском необходимо, чтобы угол заострения имел
переменные значения по длине ножа.
Заточка ножей. Угол заострения ножей увеличивается от центра
диска к его периферии и для различных рубительных машин с геликои­
дальным диском имеет следующие значения:
31о0 0 '...3 4 ° 5 8 ' — для М РН -25; 2 9 °4 2 '. . . 34°42' — для М РН -10 и
МРН-30; 3 2 °2 2 '. . . 35°50' — для М РГ-18; 3 1 °3 5 '. . . 35°35' — для М РГ-20;
3 2 °3 7 '. . . 36° 13' — для М РГ-40; 3 1 °4 0 '. . . 35°40' — для «Норман-66».
Н ожи для машин с плоским диском имеют угол заострения 3 7 . . .
39°. Д ля обеспечения требуемых переменных углов заострения ножи з а ­
тачивают на ножеточильных станках в специальном приспособлении, по­
ставляемом в комплекте с рубителыюй машиной. При закреплении ножей
в приспособлении по 2 шт. за счет деформирования ножу придается вин­
тообразная форма, обеспечивающая при заточке переменный угол заост­
рения.
Кировский станкозавод выпускает полуавтомат ТчН Р для заточки
рубильных ножей, на котором благодаря определенной кинематике воз­
можно получение переменных углов заострения на нож ах длиной до
730 мм. Заточка ножей долж на производиться с охлаждением. Режимы
заточки см. в п. 3.1.2.
После заточки ножи долж ны иметь прямолинейную режущую кромку
(отклонение не более 0,3 мм на длине н о ж а), ш ероховатость задней ре­
жущей поверхности долж на характеризоваться показателем R a не более
1,25, допуск угла заострения долж ен быть ( + 1 0 ') , (—30').
Установка ножей. В ножевой диск рубителыюй машины устанавли­
вают ножи постоянной ширины. Д л я настройки ножей на размер по ши­
рине используют специальные приспособления с различными регулиро­
вочными средствами. В качестве таких регулировочных средств в основ­
ном используют металлические прокладки различной толщины, закреп­
ляемые винтами па нижней опорной поверхности ножей. Допускаемые
отклонения ширины нож а с прокладками ± 0 ,0 5 мм.
При установке рубильных ножей в диск машины необходимо про­
следить, чтобы задняя реж ущ ая поверхность ножей являлась продолж е­
нием поверхности накладок. Заниж ение этой поверхности нож а относи­
тельно накладки не допускается, завышение мож ет быть не более 0,5 мм.
Реж ущ ие кромки ножей, установленных в диске машины, долж ны леж ать
в одной плоскости при проверке на различных диаметрах диска (в цент­
ральной части и на периферии), разность в выпуске ножей не долж на
быть более 0,2 мм. Д л я получения качественной щепы зазор меж ду но­
жами и контрножами долж ен быть 0,5 . . . 1 мм.
110
3.5. Н О Ж И
СПЕЦ ИАЛ ЬНЫ Е
И КО РО СНИ М А ТЕЛ И
3.5.1. Ножи фанерострогальные, щепальные,
корообдирочные
В группу специальных ножей входят ножи ограниченного применения.
К ним относятся ножи фанерострогальные, щепальные, корообдирочные
и для гильотинных ножниц.
Н ожи фанерострогальные ТУ 14-1-679—73 предназначены для получе­
ния строганого шпона. Выпускаются размерами (длинаХ ш иринаХ толщина) 3 1 4 6 x 6 0 x 1 5 мм и имеют прорези для крепления. Обозначение
ножей — ГМЗ 35.01.
Н ожи щепальные (ТУ 14-1-1678—76) предназначены для получения
шпона, применяемого в спичечном производстве для изготовления спи­
чечных коробок и соломки (табл. 39, рис. 31). Н ож и выпускаются с че­
тырьмя прорезями и углом заострения 30°. Ножи ГМЗ 07.03 имеют н а­
клонные под углом 35° режущую и опорную кромки.
39. Основные параметры ножей щепальных
Обозначение
L,
нм
ГМЗ 0 7 .0 1 .0 1
В,
мм
110
S , мм
1, мм
U, мм
8
62
88
а, мм
Ь, мм
Число
прорезей
46
300
ГМЗ 0 7 .0 1 .0 2
125
3
25
ГМЗ 0 7 .0 1 .0 3
3 70
ГМЗ 0 7 .0 1 .0 4
450
160
ГМЗ 0 7 .0 1 .0 5
725
ГМЗ 0 7 .0 1 .0 6
750
76
115
180
10
ГМЗ 07. 0 1 .0 7
4
17
52
120
6
55
160
5
65
120
7
45
135
850
ГМЗ 07. 0 1 .0 8
ГМЗ 0 7 .0 1 .0 9
7
900
76
ГМЗ 0 7 .0 1 .1 0
70
152
6
17
ГМЗ 0 7 .0 1 .1 2
420
135
36
116
52
4
ГМЗ 0 7 .0 1 .1 3
550
180
55
110
76
5
ГМЗ 0 7 .0 2
850
180
10
45
160
76
6
ГМЗ 0 7 .0 3
425
140
10
40
115
58
3
21
111
Л -А
А-А
Рис. 31. Н ож и щепальные:
в - ГМ З 07.01 и ГМ З 07.02; б — ГМ З 07.03
Рис. 32. Н ож и корообдирочные:
а — Г М З 08.01; 6 — ГМ З 08.02; в — Г МЗ 08.03. г — т о ж е , левы й
Н ож и корообдирочные (ТУ 14-1-1693—76) предназначены для окорки
древесины методом ф резерования на станках старых моделей (табл. 40,
рис. 32).
Ножи для гильотинных ножниц (ТУ 14-1-3099—81) выпускаются в двух
исполнениях с прорезями (ГМ З 04.102) и резьбовыми отверстиями
(ГМ З 04.103) (табл. 41, рис. 33).
М атериал фанерострогальных ножей двухслойных и гильотинных
ножниц — двухслойная сталь, режущий слой из инструментальной легиро­
ванной стали 85ВФ (ТУ 14-1-1918—76) или 8Х6НФТ (ГОСТ 5950—73).
М атериал корпуса ножей — конструкционная сталь 10 (ГОСТ 1050—74).
Твердость реж ущ его слоя H RCD= 5 5 . . . 60. Щ епальные ножи так ж е из­
готовляют из двухслойной стали. М атериал реж ущ его слоя — инструмен­
тальная легированная сталь 6ХС (ГОСТ 5950— 73). Твердость реж ущ его
слоя H R C , = 52 . . . 57. М атериал корообдирочных ножей — инструменталь­
ная легированная сталь 6ХС (ГОСТ 5950—73). Твердость на расстоянии,
равном Vs ширины нож а, от режущ ей кромки H R C » = 5 2 . . . 57.
При заказе ножей необходимо указы вать наименование, обозначение
и номер ТУ. Завод-и зготови тель— Горьковский опытно-промышленный ме­
таллургический завод. Заточку ножей см. в п. 3.1.2.
Ножи, подготовленные к работе, долж ны отвечать следующим тре­
бованиям. Ножи фанерострогальные: 1. Неравномерность ширины ножей
не более 0,1 мм на 100 мм длины. 2. Прямолинейность режущей кромки
не более 2 мм на всей длине ножа. 3. Д опуск угла заострения не более
± Г. 4. Ш ероховатость задней режущ ей поверхности долж на характери ­
зоваться показателем R a не более 25 мкм. Н ожи щепальные и корообднрочные: 1. Н еравномерность ширины не более 0,1 мм на 100 мм длины
(кроме криволинейных кромок корообдирочных нож ей). 2. Д опуск угла
заострения долж ен быть ± 2 °. 3. Ш ероховатость задней режущей поверх­
ности долж на характеризоваться показателем R„ не более 1,25 мкм.
"Г
о
ч1/ J _
тп
'ey
Рис. 33. Н ожи гильотинных ножниц:
а —ГМЗ 01.102; б —ГМЗ 04.103
113
40. Основные параметры ножей корообдирочных
Обозначение
ГМЗ 08.01.01
L, мм
В, мм
S, мм
80
8
а, мм
Число
прорезей
110
ГМЗ 08.01.02
2
3
ГМЗ 08.01.03
160
ГМЗ 08.01.04
2
120
ГМЗ 08.01.05
ГМЗ 08.01.06
250
4
110
17
ГМЗ 08.01.07
256
ГМЗ 08.01.08
310
150
3
10
ГМЗ 08.01.09
370
110
5
ГМЗ 08.01.10
420
150
3
ГМЗ 08.01.11
150
75
ГМЗ 08.01.12
230
135
6
ГМЗ 08.01.13
420
170
10
110
6
2
ГМЗ 08.02.01
ГМЗ 08.02.02
80
ГМЗ 08.02.03
ГМЗ 08.03.01
270
ГМЗ 08.03.03
250
ГМЗ 08.03.02
270
ГМЗ 08.03.04
250
114
3
17
1
130
4
115
(>
230
10
29
3
230
10
29
3
41. Основные параметры ножей для гильотинных ножниц
Обозначение
L,
мм
В,
мм
S, мм
1, мм
Л, мм
а, мм
Ь, мм
Число
про­
резей
100
15
75
9
50
10
—
—
Нож и с прс>резямн
ГМЗ 04.102.01
900
150
9
ГМЗ 04.102.02
1000
115
15
ГМЗ 04.102.03
1100
150
9
ГМЗ 04.102.04
1300
ГМЗ 04.102.05
1500
115
15
ГМЗ 04.102.06
50
—
—
—
15
50
100
15
50
1800
ГМЗ 04.102.07
18
150
9
115
15
75
ГМЗ 04.102.08
2100
ГМЗ 04.102.09
ГМЗ 04.102.10
2400
ГМЗ 04.102.11
2800
ГМЗ 04.102.12
3100
50
100
15
50
21
50
100
15
50
28
Ножи с отве рстиям и
L,
мм
Число отверстий
ГМЗ 04.103.01
2100
14
ГМЗ 04.103.02
3100
21
115
3.5.2. Коросниматели
Коросниматели предназначены для окорки пиловочного сырья из др е­
весины хвойных и мягколиственных пород на окорочных станках ротор­
ного типа. Конструкция, основные параметры и технические требования
к короснимателям регламентированы отраслевым стандартом Минлесбумдревпрома С СС Р ОСТ 13-49—84. С тандартом предусмотрено изготовле­
ние короснимателей трех типов: тип 1 — прямые для окорочных станков
ОК 40-1, ОК 63-1, OK 66М, OK 35М; тип 2 — отогнутые для окорочных
станков О К 63М ; тип 3 — сборные для окорочных станков OK 35М при
знмних условиях окорки. Коросниматели типов / и 2 могут изготавли­
ваться в двух исполнениях.
Н аибольш ее распространение получили коросниматели типов / и 2
(рис. 34 и табл. 42).
42. Основные параметры короснимателей, мм
Обозначение
Прос­
вет ро­
тора
L
| j
//
й
S
ь
h,
d
ft...
Тип I
350 I 231 I 155 I 43 1 6 1 25 1 50 1 20 1 16,5
660 | 413 | 275 1 78 1 10
50 | 100 | 35 | 21,0
13-3146-0001
13-3146-0002
Тип 2, исполнение 1 и 2
Просвет
ротора
/,
а*
ь
d
s
45
40
10 . . . 14
13-3146-0011,
ине 1
испол­
400
265
32*
13-3146-0012,
нение 1
испол­
630
370
52
13-3146-0013,
нение 1
испол­
800
472
86
13-3146-0014,
пение 2
нспол- I
|
630
365
90
35
14 . . . 16
* Д л я станков 20К40-1 а
50
45
35
' 44 мм.
М атериал
корпуса
короснимателей — сталь
марки
60С2А
(ГОСТ 14959—79). Твердость корпусов H RC3= 3 5 . . . 40.
Реж ущ ие кромки короснимателей на заводе-изготовителе наплавляю т
электродом Э-60М (ГОСТ 9466—75), ЭН-60 (ГОСТ 10051—75) или сормайтом ЦС-1 (ГОСТ 21449—75).
Пример. З ак аз короснимателя типа 2, исполнения 1 для окорочного
станка с просветом ротора 400 мм: Коросниматель 13-3146-0011
(ОСТ 13-49—84).
Заводы-изготовители:
П етрозаводский
станкостроительный
завод,
Иршавский станкоремонтный завод.
<16
Рис. 34. Коросниматели окорочных станков:
а —тип 1; б —тип 2
Конструктивные элементы. Коросниматель имеет сложную геометри­
ческую форму и переменное по длине сечение. Криволинейные кромки короснимателя имеют определенное назначение: передняя радиусная, имею­
щая угол заострения 60 . . . 65°, служ ит для вывода (размы кания) коросиимателя на периферию бревна при его входе в ротор станка, задняя
обеспечивает необходимую прочность короснимателя. Рассм атривая ко­
росниматель как балку равного сопротивления прямоугольного сечения
постоянной толщины s переменной ширины /г,-, получим
1и = л / fy)*; / V L , мм,
(47)
где ho — ширина короснимателя в месте крепления, мм; L — длина коро­
снимателя, мм; Xi — текущее значение длины, мм.
Формула (47) показывает, что
для обеспечения постоянного напря­
жения по длине короснимателя его
ширина долж на измениться по п ар а­
болическому закону. По этой ф ор­
муле была определена расчетная криРис. 35. Расчетная кривая
кромки короснимателя
задней
Рис. 36. Схема выверки короснима­
теля
118
вая, ограничиваю щ ая коросниматель по заты лку (рис. 35). При этом за
линию, от которой производился отсчет значений hi, была принята перед­
няя кромка.
Во ВНИ Иинструменте установлено, что напряжения в короснимателях не превышают 100 М П а. Наиболее нагруженной является зона ре­
жущей кромки, но и в этом месте напряж ения значительно меньше д о ­
пускаемых. Таким образом, конструкция короснимателей о бладает необ­
ходимым запасом прочности и не мож ет являться причиной разрушения.
В то же время на практике наблюдаются поломки короснимателей в зоне
наплавленной
режущей
кромки. П оэтому восстановление режущей
кромки — ответственная операция.
Н аплавка короснимателей выполняется электродуговым или газовым
способами. При выборе марки электрода для наплавки необходимо учи­
тывать то, что рекомендуемые ОСТ 13-49—84 и РИ 15-00 материалы
электродов Т-530 и Т-620 относятся к стеллитам. Вследствие большого
содерж ания углерода и карбидообразую щ их элементов основной струк­
турной составляющ ей наплавленного слоя являю тся твердые и хрупкие
карбиды. Эта структурная особенность обуславливает высокую износо­
стойкость сплавов, но при этом увеличивается хрупкость. Электроды
Э-60М и ЭН-60 даю т более мелкие, равнораспределенные карбиды. При
малых значениях плотности тока уменьшаются остаточные напряжения
и сниж ается возможность хрупкого разруш ения корпуса.
П еред наплавкой необходимо очистить коросниматель от грязи и
смоляных отложений, место под наплавку обработать шлифованием.
Реж ущ ую кромку короснимателя заж им аю т в тисках меж ду медными
прокладками. Н аплавку ведут слоями толщиной 1 , 5. . . 2,0 мм. Общ ая
толщина наплавленного слоя, по данным Ц Н И И М О Д а, долж на быть
5 . . . 7 мм.
При электродуговом способе наплавку ведут электродом диаметром
4 . . . 6 мм при силе тока 8 0 . . . 1 2 0 А для электродов ЭН-60 и Э-60М,
1 8 0 . . . 2 2 0 . для электродов ЦС-1, Т-590, Т-620. П редварительно поверх­
ность наплавки необходимо нагреть до температуры 4 0 0 . . . 500 °С. При
газовой наплавке наплавляемую поверхность предварительно нагревают
до 6 5 0 . . . 750 °С. Н аплавку ведут восстановительным пламенем с избыт­
ком ацетилена.
Независимо от способа наплавки сразу после выполнения этой опе­
рации необходимо медленное охлаж дение короснимателя. Д л я этого н а­
плавленную зону короснимателя помещают в горячий песок. При н а­
плавке в результате естественной усадки металла при затвердевании
возникают остаточные напряжения, которые являю тся основной причи­
ной поломок короснимателей. Д л я снятия напряжений необходимо про­
вести отпуск: нагрев до температуры 5 0 0 . . . 520 °С, вы держ ка в течение
1 ч с момента прогрева всей садки до рабочей температуры, ох л аж д е­
ние после отпуска на воздухе.
Заточка короснимателей. П еред заточкой проводят выверку коросни­
мателей. Д ля этого используют приспособление, которое поставляется
со станком. Контролируются размеры А и Б (рис. 36, табл. 43). Д оп у­
скаемые отклонения этих размеров соответственно равны ± 0 ,5 и ± 1 мм.
119
При проверке этих размеров в приспособлении р еж ущ ая кромка коросни­
мателя долж на полностью касаться вертикальной поверочной поверхно­
сти угольника. При необходимости производят правку в винтовом прессе
конструкции Ц Н И И М О Д а.
Д ля заточки короснимателей Кировским станкостроительным за в о ­
дом освоен выпуск специализированного полуавтом ата ТчКС. Кроме
того, можно использовать станки ТчПН или универсально-заточные станки
со сменными приспособлениями.
43. Проверяемые параметры короснимателей
различных окорочных станков, мм
Параметр
СЖ40-1
ОК63-1
ОК80-1
А
Б
265
77
370
114
472
126
Коросниматели затачиваю т комплектно. Рекомендуемые
заточки в зависимости от конкретных условий окорки
в табл. 44.
параметры
приведены
44. Рекомендуемые параметры заточки
Параметр
Радиус округления ре­
жущей кромки г, мм
Угол заострения {J, град
Передний угол Y> гРаД
Свежесрублентгая древесина
Сплавная
древесина
Мерзлая и
подсушенная
0,7
1,5
0,3
55
—3 . . . —5
55
—3 . . . —5
50
0
древесина
Д л я мерзлой и подсушенной древесины рекомендуется ступенчатая
заточка (рис. 37), при которой на длине В |= 3 5 мм режущую кромку
выполняют с радиусом 0 , 2 . . . 0,3 мм, а на длине B t реж ущ ую кромку
заниж аю т и выполняют с радиусом округления 1 мм. П оследняя часть
режущей кромки препятствует ее внедрению ниже камбиального слоя.
Заточку производят абразивными кругами из электрокорунда нор­
мального 1А или белого 2А, зернистостью 2 5 . . . 4 0 на органической или
керамической связке, твердостью СМ 1 . . . С М 2 . Реж им заточки: о кр у ж ­
ная скорость 2 5 . . . 35 м/с, продольная подача 4 . . . 7 м/мнн, поперечная
подача 0 ,0 4 ... 0,06 мм/дв. ход. Ш ероховатость заточенных поверхностей
долж на характеризоваться показателем R a не более 2,5 мкм.
Установка короснимателей. П а окорочных станках ОК40-1 устанаиливаю т 8 короснимателей, на станках ОК63-1—5, на станках (Ж 8 0 -1 —6.
Н а станках ОК40-1 и ОК63-1 могут устанавливаться по два надрезаю ­
щих ножа для летних условий окорки.
В комплект станка подбираются коросниматели, у которых разность
меж ду размерами А и Б не превышает соответственно 2 и 1 мм. Реж у120
щне кромки короснимателей
долж ны быть установлены на
одинаковом расстоянии от оси
ротора. Минимальный просвет
м еж ду режущими
кромками
долж ен быть
для
станков
(Ж 40-1
не более
40 мм;
ОК63-1 — не
более 80 мм;
OK 8 O-I — не более 120 мм. Р е­
жущие кромки короснимателей
должны быть параллельны оси
бревна, передние кромки д о л ж ­
ны находиться в одной плос7*1
^ ис'
Ступенчатая заА
точка короснимателя
кости.
В зависимости от породы
и состояния окариваемой древесины предварительное усилие прижима
короснимателей устанавливается в пределах 800. ..1500 Н.
Реж им окорки: частота вращения 200 . . . 350 мин-1, скорость подачи
2 0 . . . 60 м/мин для свежесрубленной и сплавной древесины; частота вр а­
щения 140 . . . 200 мин-1, скорость подачи 10 . .. 30 м/мин — для мерзлой
и подсушенной древесины.
4. ФРЕЗЫ
Современные конструкции фрез отличаются большим разнообразием.
По способу крепления известны насадные и концевые фрезы. По техно­
логическому признаку различаю т фрезы для плоского ф резерования и
обработки фасонных поверхностей. По конструктивному исполнению они
подразделяю тся на цельные, составные, сборные и комбинированные. По
маркам инструментального материала фрезы можно разделить на три
группы: фрезы цельные из инструментальных сталей, фрезы, оснащенные
пластинами из инструментальных сталей и фрезы, оснащенные пласти­
нами из твердого сплава.
4.1. ФРЕЗЫ ЦЕЛЬНЫЕ И СОСТАВНЫЕ
4.1.1. Назначение и типы
В деревообрабатываю щ ей промышленности применяются цельные
и составные фрезы с затылованными и остроконечными зубьями.
Основное преимущество фрез с затылованными зубьями заключается
в том, что при переточках их профиль сохраняется практически посто­
янным. Некоторое искажение профиля обрабатываемой детали происхо­
дит при переточках фрезы. Однако величина искаж ения не превышает
величину допуска на деталь и в большинстве случаев мож ет не учиты­
ваться.
П остоянство профиля достигается за счет формирования задних поni'p.x иостсй зубьеп но спирали Архимеда. Б лагодаря этому фрезы
121
широко применяются при обработке фасонных
поверхностей. Как основной недостаток ука­
занных фрез следует отметить ограниченность
ныбора числа зубьев и угловых параметров.
Основным типом фрез с затылованными зу б ья­
ми являются фрезы радиусные для обработки
штанов, полуштапов, галтелей, полугалтеле.й,
фрезы для обработки четверти и т. д.
Отличительная особенность фрез с остро­
Рис. 38. Ф реза с ограни­
конечными зубьями состоит в том, что задние
чителями
поверхности зубьев прямолинейны. Это позво­
ляет изменять в широких пределах число зубьев, угловые параметры фрез
и обрабаты вать детали с глубоким профилем. Фрезы применяются для
обработки плоскостей, пазов и фасонных поверхностей. В последнем
случае при переточках происходит существенное искажение профиля об­
рабатываемой детали. П оэтому фрезы с остроконечными зубьями для об­
работки фасонных поверхностей обычно оснащаются напаянными пласти­
нами. Д л я фрез этого типа возможно ограниченное число переточек, опре­
деляемое размерами пластин по толщине. В пределах перетачиваемой
части пластин искажение профиля незначительно, но оно долж но учи­
тываться при обработке сопрягаемых деталей.
К цельным фрезам с остроконечными зубьями относятся дисковые
пазовые фрезы для ф резерования вдоль и поперек волокон, обработки
ящичных шипов и т. д. В пазовых ф резах д л я обработки деталей попе­
рек волокон н аряду с основными зубьями применяют отдельно выпол­
ненные подрезатели, диаметр резания которых превыш ает диаметр
резания реж ущ их кромок основных зубьев на 1 ,0 ... 1,5 мм (см.
рис. 4 3 ,6 ). П одрезатели имеют отрицательные передние углы (—30 . . .
—45°), что обеспечивает качественное фрезерование деталей поперек во­
локон.
Р я д зарубеж ны х фирм выпускает д л я станков с ручной подачей
фрезы с ограничителями толщины снимаемой стружки. Особенность этих
фрез — наличие ограничителей, расположенных перед зубьями (рис. 38).
При работе на станках с ручной подачей возмож ен выброс заготовки.
Н ачальная скорость выброса заготовки достигает 14 м/с прн работе
обычным инструментом, а при работе фрезами с ограничителями не пре­
вышает 2 м/с. Это достигается за счет того, что максимальный радиус
ограничителей на 0 , 6 . . . 0,8 мм меньше радиуса резания. Тем самым огра­
ничители препятствую т захвату заготовки передней поверхностью зубьев
и регламентируют подачу на резец:
S Z ^ R — R al(2,82 л / Ш Ю ,
где R — радиус резания; R„ — радиус окружности ограничителей; Н —
глубина фрезерования.
Фрезы с ограничителями имеют меньшее число зубьев и максималь­
ная скорость подачи при работе регламентирована конструктивными осо­
бенностями этих фрез.
122
В зависимости от вида обрабатываемого древесного материала и
объемов производства фрезы изготовляю т целиком из инструментальных
легированных сталей или с напаянными пластинками из стали или твер­
дого сплава.
Размещ ение пластин на корпусе производится различными способами.
Д ля фрез типа пазовых, заточка которых производится по задней грани,
целесообразна пайка пластин по передней поверхности зубьев фрез (см.
рис, 44, а). Д л я фрез, предназначенных для плоского фрезерования,
предпочтительнее пайка пластинок по задней поверхности (рис. 39, п).
В том и другом случае возмож но применение стандартных пластин,
а такж е максимальное использование технического ресурса. Д ля ф асон­
ных фрез применяют обычно специальные пластины из твердого сплава
толщиной 4 . . . 5 мм с оформлением профиля по задней поверхности п ла­
стин. При этом заточка ф рез производится по передней поверхности
зубьев (рис. 39, б).
Новым типом инструмента являю тся фрезы с пластинами из закален ­
ных инструментальных сталей. Технологической особенностью изготов­
ления этих фрез является пайка на их корпус пластин, предварительно
прошедших термическую обработку. Д л я предотвращ ения снижения твер­
дости в процессе пайки пластины изготовляю тся из быстрорежущ их ста­
лей и напаиваю тся низкотемпературными серебросодержащ ими припоями
типа Пср-40. Оснащение зубьев фрез режущими пластинами из инстру­
ментальных сталей имеет ряд преимуществ: повышение стойкости фрез
в 1,5 .. 2 раза за счет применения износостойких быстрорежущ их ст а­
лей; возмож ность получения фрез с любым сложным профилем зубьев;
сокращение расхода дорогостоящих сталей на 8 0 . . . 90 % по сравнению
с цельными фрезами; возмож ность строгой регламентации балла к а р ­
бидной неоднородности; повышение безопасности работы.
Д л я обработки сложных профилей применяют составные саморегу­
лирующиеся фрезы, состоящие из двух и более отдельных фрез, соеди­
ненных меж ду собой штифтами или другими крепежными элементами.
Постоянство обрабатываемого профиля детали в процессе эксплуатации
фрез обеспечивается автоматически. Профиль детали, представленный на
рис. 40, не мож ет быть обработан одной цельной фрезой, так как имеет
участок б—в, для обработки которого соответствующие зубья фрезы
должны иметь вспомогательный угол т. В этом случае формирование по­
верхности б — в происходит в нормальных условиях без прижогов.
В соответствии с этим для обработки данного профиля необходима
составная двухэлементная фреза: ф реза / обрабаты вает участок профиля
а— б —в, ф реза 2 — участок в —г —д. Зубья этих фрез соприкасаю тся по
точкам. При переточке ширина фрезы / уменьшается и в месте сопри­
косновения образуется зазор. При перемещении фрез после заточки по
штифтам, соединяющим корпуса, зазор выбирается и размеры профиля
детали остаются постоянными. Установка фрезы относительно нижней
базовой поверхности осущ ествляется в этом случае за счет настроечного
перемещения шпинделя станка.
Другим типичным представителем составных саморегулирующихся
фрез является фреза для обработки паза. Фрезерование профиля произ123
Рис. 39. Фрезы с напаянными пластинами:
а —по задней поверхности; 6 —по передней поверхности
Вид А
водится следующим образом (рис. 41, а): зуб / обрабаты вает участки
профиля б—в, в — г и д — е (участок г — д не обрабаты вается). Ф ормиро­
вание участков профиля а— б и г— д осущ ествляется зубом 2, который
перекрывает гребень зуба 1 на величину а, равную 0 , 5 . . . 1 мм для но­
вых фрез. Зуб 1 принадлеж ит правой фрезе, зуб 2 — левой. Такое со­
единение фрез называется соединением в замок, т. е. к аж д ая ф реза имеет
зубья, смещенные вдоль оси фрезы относительно друг друга. При з а ­
точке зубья фрез будут уменьшаться по ширине (заточка осущ ествля­
ется в сборе). Однако это изменение компенсируется имеющимся пере­
крытием зубьев и размер паза остается постоянным.
Н аряду с саморегулирующимися составными фрезами применяют ре­
гулируемые фрезы. Составная регулируемая ф реза с остроконечными
зубьями для обработки гребня паркетной доски показана на рис. 41, б.
Она состоит из двух фрез 1 и 2 с перекрытием зубьев, штифтов 3 и р е­
гулировочных винтов 4. П рофиль а—б—в — г обрабаты вается фрезой /,
профиль в — г — д — е — фрезой 2 (этим профилям соответствуют у ча­
стки зубьев а'— б'—в '— г' и в '—г' —д '— е'). При режущ их кромках зубьев
б'—в ’—г'—д' вспомогательные задние равны 3°. При переточках участки
зубьев в ' — г' увеличиваются. Д л я восстановления начального размера
гребня, равного 7 мм, фрезы сдвигаю т путем вращ ения регулировочных
винтов против часовой стрелки.
Р я д типов цельных и составных фрез, имеющих общее применение
для различных отраслей производства, стандартизированы.
Фрезы радиусные (ГОСТ 21893—76) предназначены для ф резерова­
ния радиусных поверхностей деталей из древесины и используются на
фрезерных станках.
Фрезы поставляются четырех типов (рис. 42, табл. 45): тип 1 — для
обработки галтелей; тип 2 — для обработки полугалтелей; тип 3 — для
обработки штапов; тип 4 — для обработки полуш тапов.
Фрезы типов 2 и 4 поставляю тся в двух исполнениях: правом и л е­
вом. В скобках указы вается обозначение фрез диаметром 125 мм с по­
садочным диаметром 30 мм для обработки поверхностей радиусом 3 . . .
20 мм.
М атериал
фрез — инструментальная
легированная
сталь
Х6ВФ
(ГОСТ 5 9 5 0 -7 3 ) . Твердость фрез H RC3= 5 6 . . . 60.
Пример. З ак аз фрезы типа 2 правого исполнения диаметром 125 мм,
диаметром посадочного отверстия 32 мм и радиусом 10 мм: фреза
3240-0068 (ГОСТ 21893—76).
Фрезы дисковые пазовые (ГО СТ 11290—80). Фрезы предназначены
для фрезерования пазов в древесине мягких и твердых пород и исполь­
зуются во фрезерных, четырехсторонних продольно-фрезерных станках
и автоматических линиях.
Рис. 40. Схема ф резерования составной фрезой
Рис. 41. Схема ф резерования составными фрезами:
а —саморегулирующимися с соединением зубьев в «замок»: б —регулируемыми
125
Рис. 42. Фрезы радиусные с заты лованны ми зубьями для обработки:
а —галтелей; б —полугалтелей; в —штапов; г —полуштапов
45. Основные параметры радиусных фрез, мм
О б означение
D
В
Г
Тип 1
3240-0006
3
3240-0007
4
8,3
5
10,4
3240-0009
6
12,4
3240-0010
8
16,5
3240-0011
10
20,6
3240-0012
12
24,7
3240-0013 (-0024)
3
6,3
3240-0014 (-0025)
4
8,3
3240-0015 (-0026)
5
10,4
3240-0016 (-0027)
6
12,4
8
16,5
3240-0018 (-0029)
10
20,6
3240-0019 (-0031)
12
24,7
3240-0020 (-0032)
14
28,8
3240-0021 (-0033)
16
32,9
3240-0022 (-0034)
18
37,0
3240-0023 (-0035)
20
41,1
3240-0056
3
7
3240-0057
4
7
3240-0058
5
8
6
9
3240-0008
3240-0017 (-0028)
100
125
27
32 (30)
|
6,3
Тип 2
3240-0059
3240-0060
100
27
8 j 12
117
Продолжение
г
в
3240-0061
10
15
3 24 0 -0 0 6 2
12
17
Обозначение
D
3 24 0 -0 0 6 3 (-0036)
3 2 4 0 -0 0 8 3 (-0037)
3
7
3 24 0 -0 0 6 4 (-0095)
3 2 40 -0 0 8 4 (-0038)
4
7
3 2 4 0 -0 0 6 5 (-0096)
3 2 4 0 -0 0 8 5 (-0039)
5
8
3 2 4 0 -0 0 6 6 (-0097)
3 2 4 0 -0 0 8 6 (-0041)
6
9
3 24 0 -0 0 6 7 (-0098)
3 2 4 0 -0 0 8 7 (-0042)
8
12
3 2 4 0 -0 0 6 8 (-0099)
3 2 4 0 -0 0 8 8 (-0043)
10
15
3240 -0 0 6 9 (-0101)
3 2 4 0 -0 0 8 9 (-0044)
12
17
3 2 4 0 -0 0 7 0 (-0102)
3 240-0091 (-0045)
14
19
3240-0071 (-0103)
3 2 4 0 -0 0 9 2 (-0046)
16
21
3 2 4 0 -0 0 7 2 (-0104)
3 2 4 0 -0 0 9 3 (-0047)
18
23
324 0 -0 0 7 3 (-0105)
3 2 4 0 -0 0 9 4 (-0048)
20
25
125
32 (30)
Тш 3
3 240 -0 1 0 6
3
3240 -0 1 0 7
12
4
14
5
16
3240 -0 1 0 9
6
18
3240 -0 1 1 0
8
22
3240-0111
10
30
3 240 -0 1 1 2
12
34
3 2 4 0 -0 1 1 3 (-0124)
3
12
3240 -0 1 1 4 (-0125)
4
14
324 0 -0 1 1 5 (-0126)
5
16
3240 -0 1 1 6 (-0127)
0
18
3 240 -0 1 0 8
100
27
Продолжение
О б означе ни е
D
d
125
32 (30)
г
в
8
22
3240-0118 (-0129)
10
30
3240-0119 (-0131)
12
34
3240-0120 (-0132)
14
38
3240-0121 (-0133)
16
42
3240-0122 (-0134)
18
46
3240-0123 (-0135)
20
50
3
7
3240-0117 (-0128)
Тип 4
3240-0156
3240-0157
4
7
3240-0158
5
8
3240-0159
6
9
3240-0160
8
12
3240-0161
10
15
3240-0162
12
17
100
27
3240-0163 (-0155)
3240-0183 (-0206)
3
7
3240-0164 (-0195)
3240-0184 (-0207)
4
7
3240-0165 (-0196)
3240-0185 (-0208)
5
8
3240-0166 (-0197)
3240-0186 (-0209)
6
9
3240-0167 (-0198)
3240-0187 (-0211)
8
12
3240-0168 (-0199)
3240-0188 (-0212)
10
15
3240-0169 (-0201)
3240-0189 (-0213)
12
17
3240-0170 (-0202)
3240-0191 (-0214)
14
19
3240-0171 (-0203)
3240-0192 (-0215)
16
21
3240-0172 (-0204)
3240-0193 (-0216)
18
23
3240-0173 (-0205)
3240-0194 (-0217)
20
25
125
32 (30)
П р и м е ч а н и е . Фрезы 3240-0063 (-0036) . . . 3240-0073 (-0105),
3240-0163 (-0155) . . . 3240-0173 (-0205) — правые;
3240-0083 (-0037) . . .
3240-0094 (-0048), 3240-0183 (-0206) . . . 3240-0194 (-0217) — левые.
5
В. Г. Морозов
129
П оставляю тся двух типов (рис. 43, табл. 46): тип 1 — для ф резеро­
вания пазов в древесине вдоль волокон, тип 2 — для ф резерования пазоп
н древесине поперек волокон. Фрезы типа 2 кроме основных зубьев имеют
подрезающие зубья, режущие кромки которых превышают режущие
кромки основных зубьев па 0,5 мм. П одрезаю щие зубья имеют отрица­
тельный передний угол и надрезаю т волокна древесины. Тем самым обес­
печивается высокое качество обработки пазов поперек волокон. Ширина
фрез В соответствует ширине паза в обрабатываемом изделии.
М атериал
фрез — инструментальная
легированная
сталь
Х6ВФ
(ГОСТ 5950—73). Твердость фрез HRC = 56. ..60.
Пример. З ак аз фрезы типа I диаметром 125 мм, диаметром поса­
дочного отверстия 32 мм, шириной 10 мм: ф реза 3202-0114 (ГОСТ
11290—80).
Рис. 43. Фрезы пазовые для фрезерования:
й — вдоль
во л окон ;
б — п о пе р е к во л о ко н
it
Рис. 44. Фрезы
пазовые с напаянными
а — вдоль
б — п опер ек во л о ко н
130
во л окон ;
пластиками для фрезерования:
46. Основные параметры пазовых фрез (ГОСТ 11290 —80), мм
О б означе ние
О б означе ни е
D
В
Тип 1
Тип 2
3202-0501
3202-0521
4
3202-0502
3202-0522
5
3202-0503
3202-0523
6
125
5*
d
30
3202-0504
3202-0524
8
3202-0505
3202-0525
10
3202-0506
3202-0526
12
3202-0507
3202-0527
14
3202-0508
3202-0528
16
3202-0509
3202-0529
18
3202-0511
3202-0531
20
3202-0109
3202-0147
4
3202-0111
3202-0148
5
3202-0112
3202-0149
6
3202-0113
3202-0151
8
3202-0114
3202-0152
10
3202-0115
3202-0153
3202-0116
3202-0154
14
3202-0117
3202-0155
16
3202-0118
3202-0156
18
3202-0119
3202-0157
20
3202-0512
3202-0532
6
3202-0513
3202-0533
3202-0514
3202-0534
10
3202-0515
3202-0535
12
125
160
32
30
12
8
<}1
Продолжение
D
d
в
О б означе ние
О боаначение
3 2 0 2 -0 5 1 6
3 2 0 2-0536
14
3 2 0 2 -0 5 1 7
3 2 0 2-0537
16
3 2 0 2 -0518
3 2 0 2-0538
18
3 2 0 2 -0 5 1 9
3 2 0 2 -0 5 3 9
20
3202-0121
3 2 0 2-0158
6
3 2 0 2 -0 1 2 2
3 2 0 2-0159
6
3 2 0 2 -0123
3202-0161
3 2 0 2 -0 1 2 4
3 2 0 2-0162
12
3 2 0 2 -0 1 2 5
3 2 0 2-0163
14
3 2 0 2 -0 1 2 6
3 2 0 2-0164
16
3 2 0 2 -0 1 2 7
32 0 2 -0 1 6 5
18
32 0 2 -0 1 2 8
3 2 0 2-0166
20
3202-0541
3202-0551
6
160
32
10
3 2 0 2 -0 5 4 2
3 2 0 2 -0 5 5 2
8
3 2 0 2 -0 5 4 3
3 2 0 2 -0 5 5 3
10
3 2 0 2 -0 5 4 4
3 2 0 2-0554
12
3 2 0 2 -0 5 4 5
32 0 2 -0 5 5 5
30
14
3 2 0 2 -0 5 4 6
32 0 2 -0 5 5 6
16
3 2 0 2 -0 5 4 7
3 2 0 2 -0 5 5 7
18
32 0 2 -0 5 4 8
3 2 0 0 2 -5 5 8
3 2 0 2 -0 1 2 9
3 2 0 2-0167
180
20
6
3202-0131
3 2 0 2-0168
8
3202 -0 1 3 2
3 2 0 2-0169
10
3 2 0 2 -0 1 3 3
3202-0171
12
40
3 2 0 2 -0 1 3 4
3 2 0 2-0172
14
32 0 2 -0 1 3 5
3202-0173
16
32 0 2 -0 1 3 6
3202-0174
18
3202 -0 1 3 7
3 2 0 2 -0 1 7 5
20
47. Основные параметры пазовых фрез (ГОСТ 11291 — 81), мм
Тип
Тип 2
1
D
d
в
исполнения 1
исполнения 2
исполнения 1
исполнения 2
32 0 2 -0 4 2 5
3 2 0 2 -0 4 2 6
3202 -0 4 2 7
3 202-0428
4
3 2 0 2 -0 2 5 6
3 2 0 2 -0 2 7 5
3202 -0 3 0 9
3 2 0 2 -0 3 2 8
5
3 2 0 2 -0 2 5 7
3 2 0 2 -0 2 7 6
3202-0311
320 2 -0 3 2 9
6
32 0 2 -0 2 5 8
3 2 0 2 -0 2 7 7
3202 -0 3 1 2
3202-0331
3 2 0 2 -0 2 5 9
3 2 0 2 -0 2 7 8
3202 -0 3 1 3
320 2 -0 3 3 2
10
3202-0261
3 2 0 2 -0 2 7 9
3202-0314
3202 -0 3 3 3
12
3 2 0 2 -0 2 6 2
3202-0281
3 2 0 2 -0 3 1 5
3202 -0 3 3 4
14
3 2 0 2 -0 2 6 3
3 2 0 2 -0 2 8 2
3202 -0 3 1 6
3 202-0335
16
3 2 0 2 -0 2 6 4
3 2 0 2 -0 2 8 3
3202-0317
320 2 -0 3 3 6
125
30
8
18
125
30
32 0 2 -0 2 6 5
3 2 0 2 -0 2 8 4
3202 -0 3 1 8
320 2 -0 3 3 7
20
3 2 0 2 -0 1 8 5
3 2 0 2 -0 2 8 5
3 202-0223
320 2 -0 3 3 8
4
3 2 0 2 -0 1 8 6
3 2 0 2 -0 2 8 6
3202 -0 2 2 4
3 2 0 2 -0 3 3 9
5
3 2 0 2 -0 1 8 7
3 2 0 2 -0 2 8 7
3202 -0 2 2 5
3202-0341
6
32 0 2 -0 1 8 8
32 0 2 -0 2 8 8
3202 -0 2 2 6
3 2 0 2 -0 3 4 2
8
125
32
3 2 0 2 -0 1 8 9
3 2 0 2 -0 2 8 9
3 202-0227
3 20 2 -0 3 4 3
10
3202-0191
3202-0291
3 202-0228
3 202-0344
12
3 2 0 2 -0 1 9 2
3 2 0 2 -0 2 9 2
3 202-0229
3202 -0 3 4 5
14
3 2 0 2 -0 1 9 3
3 2 0 2 -0 2 9 3
3202-0231
3202 -0 3 4 6
16
3 2 0 2 -0 1 9 4
3 2 0 2 -0 2 9 4
3 202-0232
3 202-0347
18
3 2 0 2 -0 1 9 5
3 2 0 2 -0 2 9 5
3202-0233
3202 -0 3 4 8
20
3 2 0 2 -0 2 6 6
3 2 0 2 -0 2 9 6
3202 -0 3 1 9
3202 -0 3 4 9
6
3 2 0 2 -0 2 6 7
3 2 0 2 -0 2 9 7
3202-0321
3202-0351
8
3 2 0 2 -0 2 6 8
3 2 0 2 -0 2 9 8
320 2 -0 3 2 2
3 2 0 2 -0 3 5 2
10
3 2 0 2 -0 2 6 9
3 2 0 2 -0 2 9 9
3 202-0323
3202 -0 3 5 3
|
30
12
133
Продолжение
Тип 2
Тип 1
D
исполнения 1
исполнения 2
исполнения !
d
в
исполнения 2
3202-0271
3202-0301
| 3202-0324
3202-0354
14
3202-0272
j 3202-0302
3202-0325
3202-'>355
16
3202-0273
3202-0303
3202-0326
3202-0356
18
3202-0274
3202-0304
3202-0327
3202 0357
20
160
3202-0196
3202-0305
3202-0234
3202-0358
6
3202-0197
3202-0306
3202-0235
3202-0359
8
3202-0198
3202-0307
3202-0236
3202-0361
10
3202-0199
3202-0308
3202-0237
3202-0362
12
32
3202-0201
3202-0372
3202-0238
3202-0403
14
3202-0202
3202-0373
3202-0239
3202-0404
16
3202-0203
3202-0374
3202-02 Я
3202-0405
18
20
3202-0204
3202-0375
3202-0242
3202-0406
3202-0363
3202-0376
3202-0394
3202-0407
6
3202-0364
3202-0377
3202-0395
3202-0408
8
3202-0365
3202-0378
3202-0396
3202-0409
10
12
3202-0366
3202-0379
3202-0397
3202-0411
3202-0367
3202-0381
3202-0398
3202-0412
14
3202-0368
3202-0382
3202-0399
3202-0413
16
3202-0369 | 3202-0383
3202-0401
3202-0414
18
20
30
3202-0371
3202-0384
3202-0402
3202-0415
3202-0205
3202-0385
3202-0243
3202-0416
3202-0206 | 3202-0386
3202-0244
3202-0417
8
3202-0245
3202-0418
10
12
3202-0207 | 3202-0387
3202-0208
3202-0388
3202-0246
3202-0419
3202-0209
3202-0389 | 3202-0247
3202-0421
3202-0211
3202-0212
180
6
40
14
3202-0422
16
3202-0392 1 3202-0249 1 3202-0423
18
3202-0424
20
| 3202-0391
3202-0248
3202-0213 1 3202-0393 1 3202-0251
|
Я
Фрезы дисковые пазовые с напаян­
ными пластинами (ГОСТ 11291—81).
Фрезы предназначены для ф резерова­
ния прямоугольных пазов вдоль и попе­
рек волокон в древесине, древесных
материалах и фанере на фрезерных и
четырехсторонних
продольно-фрезерных станках и автоматических линиях.
Фрезы поставляются двух типов
(рис. 44, табл. 47): Тип 1 — для ф резе­
рования пазов вдоль волокон, тип 2—
для фрезерования пазов поперек воло­
Рис. 45. Фреза для обработки
кон. Фрезы типа 2, кроме основных,
прямых ящичных шипов
имеют подрезающие зубья, режущие
кромки которых выступают режущими
кромками основных зубьев на 0,5 мм. Подрезаю щ ие зубья имеют отрица­
тельный передний угол и надрезаю т волокна древесины. Тем самым обес­
печивается высокое качество обработки пазов поперек волокон.
К аж дый из типов фрез поставляется в двух исполнениях: исполне­
ние 1 — с пластинами из твердого сплава; исполнение 2 — с пластинами
из быстрорежущ ей стали. Ш ирина фрез В соответствует ширине паза
в обрабатываемом изделии.
М атериал режущ их пластин зубьев фрез исполнения 1 — твердый
сплав групп ВК (ГОСТ 3882—74), фрез исполнения 2 — бы строрежущ ая
сталь (ГОСТ 19265—73). Твердость пластин быстрорежущ ей стали —
HRC3= 5 8 .. .62. М атериал корпусов фрез — конструкционная сталь марок
40Х (ГОСТ 4543—71) или 45 (ГОСТ 1050—74). Твердость корпусов
HRC3= 2 3 . ..32.
Пример. З ак аз фрезы для обработки материала поперек волокон
диаметром 160 мм, с посадочным диаметром 30 мм и шириной 10 мм
с
пластинами
из
быстрорежущ ей
стали:
фреза
3202-0352
(ГОСТ 11291—81).
Фрезы для обработки прямых ящичных шипов (ГО СТ 21923—76)
(рис. 45) предназначены для ф резерования пазов в древесине, фанере,
древесностружечных плитах и других древесных материалах и исполь­
зуются во фрезерных универсальных и специализированных станках. П о­
ставляются трех типов: тип 1 — цельные из инструментальной легиро­
ванной стали; тип 2— оснащенные закаленными пластинами из быстро­
режущей стали; тип 3 — оснащенные твердосплавными пластинами. Ш и­
рина фрезы В соответствует ширине паза в обрабатываемом изделии. Ее
значения для различных фрез приведены ниже.
Фреза:
Тин I
. .
3202-0001;
3202-0002;
3202-0003;
Тип 2
. ,
3202-0051;
3202-0052;
3202-0053;
Тип 3
. .
3202-0301;
3202-0302;
3202-0303
6
8
10
Ширина, мм
1*5
Фреза:
Тип 1
Тип 2
Тип 3
Ш ирина, мм
3202-0004
3202-0054
3202-0304
12
3202-0006
3202-0056
3202-0306
14
3202-0005;
3202-0055;
3202-0305
18
М атериал фрез типа 1 — инструментальная легированная сталь
марки Х6ВФ (ГОСТ 5950—73). Твердость режущей части HRC0 = 5 6 . . .
60. М атериал фрез типа 2: режущ ей части — бы строрежущ ая сталь
Р6М 5 (ГОСТ 19265—73), твердость H RC3 = 59 . . . 63. М атериал фрез
типа 3: режущей части — твердый сплав ВК15 или ВК8 (ГОСТ 3882—74).
М атериал корпуса фрез типов 2 и 3 — конструкционная сталь 40Х
(ГОСТ 4543—71) или 45 (ГОСТ 1050—74).
Пример. З ак аз на фрезу типа 1 шириной 10 мм: фреза 3202-0003
(ГОСТ 21923—76).
4.1.2. Расчет и конструирование цельных и составных фрез
Фрезы с затылованными зубьями. Основные положения. Основное
преимущество фрез с затылованными зубьями заклю чается в том, что
при переточках по передней поверхности сохраняется постоянство про­
филя обработки. Оно достигается за счет формирования задней поверх­
ности зубьев по спирали Архимеда. Заты лование фрез производят на спе­
циальных токарно-затыловочных станках. Спираль Архимеда получается
в результате сложения двух движений: вращ ательного движения фрезы
и поступательного перемещения затыловочного резца. Закон перемеще­
ния последнего определяется специальным кулачком, установленным
в суппорте станка [23].
С х е м а з а т ы л о в а н и я з у б а ф р е з ы . Исходное положение з а ­
тыловочного резца и фрезы показано на рис. 46. П оворот фрезы на угол
ф! соответствует моменту соприкосновения резца и зуба фрезы. Процесс
заты лования осущ ествляется на участке, определяемом углом фг- При
повороте фрезы на угол фа происходит сход резца с затылованной по­
верхности и начинается его отвод в исходное положение. Таким о бр а­
зом, угол рабочего хода кулачка равен
Фр — ф1 + Ф2 + фзХолостой ход соответствует углу фх = фч- Так как поступательное дви ­
жение затыловочный резец получает от кулачка, то при рабочем ходе
его резец перемещается на величину К, при холостом ходе резец отво­
дится в исходное положение. В затыловочном станке за счет кинемати­
ческой настройки поворот фрезы на угол ф = 3 6 0 °/г равен одному обо­
роту кулачка. Рассм атривая косоугольный треугольник ABC, получим,
что величина заты лования равна
К
А В tg а или К = я D tg a/z,
где К — величина спада кулачка
зубьев; а — задний угол, град.
136
мм; D-
(48)
диаметр фрезы, мм; г — число
Рис. 46. Схема заты лования:
I — кулачок; 2 — резец
Рис. 47. Схема к определению вспомогательных углов фрез:
а — угловая; б — радиусная
Формула (48) является основной при расчетах фрез с заты лован ­
ными зубьями. Конструктор, зад аваясь D, г и а , определяет величину К
и округляет ее до ближайш его значения кулачка, имеющегося в наборе.
При конструировании деревореж ущ их фрез применяют стандартные ку­
лачки с величиной холостого хода, соответствующей углу в 60е и 90°.
Кулачки с большой величиной холостого хода, равной его повороту на
90°, применяют в случаях, когда при глубоком профиле необходимо обес­
печить свободный выход шлифовального круга. На практике наиболее
широкое распространение получили кулачки величиной холостого хода,
равной 60° и величиной спада /С—=14; 16 и 18 мм.
137
Современные токарно-затыловочные станки имеют механизм для бес­
ступенчатой установки величины хода заты лования. Так, в станке мо­
дели 1Е811 диапазон регулирования 0 .. 20 мм обеспечивается тремя
сменными кулачками.
Зн ая величины К, <р и зад аваясь текущим углом ф ь можно опреде­
лить текущее значение спада затылованной поверхности в любой ее
точке
Ki = Я ф,/ф.
(49)
У рассмотренного зуба фрезы реж ущ ая кромка параллельна оси
фрезы. Если профиль изделия и соответствующий ему профиль фрезы
имеют участки, расположенные под различными углами Вф к ди ам етраль­
ной плоскости, то для создания нормальных условий резания необхо­
димо, чтобы задний угол а* в плоскости, перпендикулярной радиусу
в любой точке режущей кромки профиля, был не менее а х> 2 °
(рис. 47, а). Угол а* определяется по формуле
tg a sin Рф-RIRx.
(50)
где R — наружный радиус фрезы; Rx — радиус в рассматриваемой точке
режущей кромки.
С уменьшением угла 8ф угол а* такж е уменьшается и при бф = 0
становится равным нулю. Этот момент характеризуется значительным
трением и прижогами на боковых режущ их кромках фрезы. Такие ус­
ловия работы инструмента являются ненормальными. Практически при
е ф > 6 ...1 0 ° задний угол а х находится п допустимых пределах.
Если
Е ф < 6 ...1 0 ° , то необходимо принять меры
к увеличению заднего угла
Вогнутые и выпуклые радиусные фрезы имеют на торцовых поверх­
ностях угол Еф = 0. Д ля увеличения угла е* и, следовательно, их на
схеме полный радиусный профиль разбиваю т на два участка. Участок
в пределах окружности 0 . . . 80° очерчивают по радиусу, сопрягаемый
с ним участок выполняют по касательной к радиусу, причем касательную
проводят под углом 10° к торцу фрезы. Остальные участки профиля вы ­
полняются по касательной к окружности, составляющ ей с торцом фрезы
угол 8ф = 10° (рис. 47, б). Эти искаж ения профиля вполне допустимы, так
как практически не отраж аю тся на внешнем виде и размерах изделия
в том случае, когда не предъявляется высоких требований по точности
профиля изделия.
Обеспечение благоприятных условий резания при малом угле Еф
возможно такж е за счет увеличения заднего угла а (50) или углового
затылования. Однако увеличение угла а не всегда возможно и поэтому
приходится прибегать к угловому затылованию.
При угловом затыловании затыловочпый резец движ ется не перпенди­
кулярно оси фрезы, а под углом г|з (рис. 48, а). Перемещение резца под
этим углом обеспечивается за счет разворота суппорта. Величина паде­
ния кулачка, мм, при угловом затыловании определяется из косоуголь­
ного треугольника ARC по теореме синусов:
Кк
где
138
К — величина
К
s i n Еф/ s i n
заты лования
в
(еф + ф),
плоскости,
(51)
перпендикулярной
оси
фрезы; e,i, — угол между режущей кромкой и торцом фрезы; г|' — угол
между направлением затыловамия и торцом фрезы.
При угловом заты ловаш ш задний угол в плоскости, перпендикулярной
режущей кромке (точке А), можно определить при рассмотрении двух
сечений Е—Е и Г- Г (рис. 48, а): ЬЕ- е= К sin e * /tg a* ; br- r = KHg а А,
откуда
tg а х = tg а л sin еф.
(52)
П реобразовав формулу (51) и заменив в ней tgctA его
значением
из формулы (48), получим
падение кулачка приугловом затыловании:
у к
(53)
г sin (?ф + ф)
Д ля профиля фрезы криволинейной формы необходимо брать наи­
меньшее значение угла 8ф.
В деревообработке часто применяются профили с е = 0. Типичным
примером такого профиля является четверть (рис. 48, б). Д ля обеспече­
ния нормальных условий формирования поверхности а —б соответствую ­
щую ей поверхность зуба фрезы а'—б' выполняют под углом т = 3 °.
В этом случае заты лование боковой поверхности и периферийной части
зуба производится одним резцом.
Д л я углового заты лования характерно изменение ширины профиля
при переточках фрез. У фрез для выборки четверти изменение ширины
зуба Д b в пределах центрального угла ср равно (см. условную развертку
зуба фрезы (рис. 48, б)
Дb
n D lg i/z .
(54)
Текущее изменение ширины Д6(:
Д bi — Дйф,-/ф,
(55)
где (р,- — текущий угол в рассматриваемой точке профиля.
139
6- 5
Расчет
профиля
фрезы с з а т ы л о в а н н ы ­
м и з у б ь я м и . При обработ­
ке древесины и древесных м а­
териалов применяют в основ­
ном фрезы с положительными
передними углами. Поэтому
необходимо рассчитывать про­
филь фрезы, так как при по­
ложительных передних углах
профиль фрезы отличается от
профиля обрабатываемого и з ­
делия. Рассчитываю т все ли­
нейные размеры профиля по
высоте, а такж е связанные с
ними угловые параметры.
Рассмотрим типовой угло­
Рис. 49. Схема к расчету искажений
профиля фрезы с положительным пе­
вой профиль изделия (рис. 49).
редним углом
При расчете фрезы с заты ло­
ванными зубьями
считаются
известными высота профиля изделия ft, угол наклона профиля изделия е,
диаметр фрезы D , число зубьев г, углы: передний у и задний а. Корректи­
ровочные расчеты искажения профиля выполняются для двух сечений
профиля фрезы: радиального и в плоскости передней поверхности зуба.
Первый расчет предназначен для определения основных размеров инстру­
мента второго порядка, необходимого для изготовления фрезы, второй —
для контроля.
Профиль заты лованного зуба фрезы в радиальном сечении Г — Г
определяется Лф и вф . Высота профиля изделия ft формируется р еж у ­
щими кромками, расположенными на радиусах R и R i, т. е. h —R —R 1 .
К ак следует из рисунка, высота профиля зуба фрезы ft* меньше ft
на величину Дft, которая, в свою очередь, определяется из соотношения
A/i/ / ( = 9 z/ 360°, откуда Д/г=7Сгф/360°:
V
Лф — ft — Лгф/360°.
(56)
В
последней формуле неизвестной величиной является угол ф. Д ля
его
определения необходимо дополнительно вычислить из треугольника
ЛОВ m = R s i n -у, из треугольника ОСВ
sin Yi = m / ( R — h):
= arcsin [7? sin y / ( R — ft)].
(57)
При больших значениях угла у возмож ен случай, когда в нижних
точках профиля угол заострения р окаж ется меньше 40°. П оэтому при
расчетах производят проверку угла р для точки профиля радиуса R,.
В этой точке углы равны
ot] — arctg (/? tg « /(/? — Л)];
Р = 90 — Yi — « 1.
140
(58)
Если окаж ется, что р < 4 0 °, необходимо уменьшить угол у
Установив окончательно величину yi, определяем (р:
Ф = Yi — Y(59)
Угол профиля фрезы вф в радиальном сечении определяется из ф ор­
мулы
tg еф = Л tg е/Аф.
(60)
При расчете искаж ения профиля фрезы в плоскости передней поверх­
ности зуба (плоскость Б — Б) необходимо определить высоту профиля
/|п и угол еп. И з треугольника ОАС
Ап = (Я — A) sin ф/sin y;
tg e n =
A t g e /Л п -
(61)
(6 2 )
Если профиль изделия очерчен по радиусу, то соответствующий ему
профиль инструмента из-за наличия переднего угла долж ен быть выпол­
нен по дуге эллипса. Эту часть профиля обычно заменяю т дугой окр у ж ­
ности, радиус которой вносит минимальные искажения в радиусный
профиль изделия. Н а рис. 50 представлен симметричный радиусный уча­
сток поверхности изделия. Считаем известными величины С — половнна
ширины дугового профиля (взята из чертеж а изделия) и Лф — высота
профиля фрезы по оси (предварительно определена по формуле (56).
Искомый радиус дугового профиля находят по следующим формулам:
tg р = Лф/С; R = С/sin 2р.
(63)
Приведенный расчет проводят д л я радиусных участков изделия, име­
ющих декоративное назначение. В отдельных случаях, когда к точности
изделия не предъявляю тся требования, например капельница в нижнем
бруске створки и т. п., радиус на ф резе принимают равным радиусу на
изделии. В тех случаях, когда предъявляю тся высокие требования к точ­
ности криволинейного профиля изделия, искажение профиля фрезы рас­
считывают по точкам (рис. 50, б) , Д л я этого профиль изделия разби­
вают на элементарные участки JCj, х 2, . . . , х„ и д л я каж дого из них оп­
ределяю т высоту hu Л2, . . . , h„. При этом систему координат XOY р а з­
мещают таким образом, чтобы ось ОХ проходила через нижнюю точку
профиля, а ось О Y — на расстоянии а, учитывающем превышение ширины
фрезы над шириной детали. После этого производят расчеты высоты
профиля
Лф1, Лф2, . . . , Лфп для каж дого участка по формуле (56). П олу­
ченные точки соединяют плавной кривой и получают профиль зуба фрезы
в радиальном сечении. Аналогично определяются высотные размеры про­
филя фрезы в плоскости передней грани [формула (61)].
Анализ профилей изделий. Основным исходным документом при кон­
струировании ф рез является чертеж профиля, получаемого в результате
обработки. Профиль изделия определяет тип и конструкцию инструмента.
Рассмотрим с этих позиций некоторые профили изделий (рис. 51).
Рис. 51, а: профиль простой; ф реза цельная. Рис. 51, б: радиусный про­
филь изделия (имеет чисто архитектурное назначение); профиль изделия
следует видоизменить, предусмотрев наклонные участки под углом 10°
к радиусной поверхности и тем самым обеспечив нормальные условия
141
Рис. 50. Схема к определению искажений профиля фрез:
а — радиусной;
инструмент
0 —с
криволинейным
профилем;
/ — обрабаты ваемая
а
5
в
б
г
д
а
5
ж
з
Рис. 51. Типовые профили изделий
а
г
деталь;
5
в
г
2—
резания; фреза цельная. Рис. 51, в: профиль имеет поверхность бв, пер­
пендикулярную оси фрезы; необходимо ввести угловое затылование;
фреза цельная. Рис. 51, г: наклонная поверхность аб профиля располо­
жена под углом 45°; условия резания нормальные; для обработки по­
верхности вг необходимо предусмотреть угловое затылование; поверх­
ность бв по мере переточек фрезы будет изменяться; если размер ее
свободный и имеет декоративное назначение, то проектируемая ф реза цель­
ная, в противном случае ф реза долж на быть составной двухэлементной.
Рис. 51, д: неблагоприятные условия резания возможны при о бр а­
ботке поверхностей бв и гд\ участок аб изделия является нормированным
и долж ен сохранять номинальный размер при переточках фрезы; для
формирования поверхности бв необходимо предусмотреть угловое заты ­
лование; участок профиля гд следует изменить, предусмотрев наклонный
участок под углом 10°; ф реза составная, состоит из двух отдельных
фрез: одна — для выборки четверти абв, другая — для обработки поверх­
ности вгд. Рис. 51, е: профиль изделия относительно простой; для о б р а­
ботки поверхностей бв и гд необходимо ввести угловое затылование;
казалось бы, что возмож но проектирование цельной фрезы, однако вслед­
ствие значительного перепада диаметров фрезы (66 мм) для обработки
поверхностей аб и де приходится отказаться от такого решения; с точки
зрения технологичности при изготовлении и техники безопасности, целе­
сообразно проектировать составную двухэлементную фрезу: одна ф реза —
для обработки поверхностей абвг, другая — для обработки поверхностей
где.
Рис. 51, ж: профиль агдеж мож ет быть обработан одной фрезой
с применением углового заты лования для поверхностей гд и еж; о бр а­
ботка радиусной поверхности бв не представляет трудностей и может
быть выполнена той ж е фрезой; в этом случае при переточках будет из­
меняться размер поверхности аб; учитывая, что радиусная поверхность
играет роль капельницы и ее незначительное ( 1 ,0 ... 1,5 мм) изменение
положения по ширине изделия в результате переточек допустимо, целе­
сообразно проектировать составную двухэлементную фрезу: одна фреза —
для обработки поверхностей абвгдеж, другая — для обработки поверх­
ности жз.
Рис. 51, з: профиль отличается тем, что паз гдеж имеет строго опре­
деленные размеры; профиль сложный, для его обработки требуется дву х ­
элементная фреза с соединением зубьев «в замок»; одна фреза обра­
баты вает участки профиля аб, вг (частично), де (частично), еж, в торая—
участки бв, вг, гд, де (частично), жз-, зубья фрез на участке де должны
быть соединены «в замок», для обработки участков еж в первой фрезе,
бв и гд во второй необходимо выполнить угловое затылование; при боль­
ших перепадах по высоте отдельных участков целесообразно проектиро­
вание составной трехэлементной фрезы: первая фреза — для обработки
участка профиля аб, вторая — для обработки участков бв, вг, гд и де
(частично), третья — для обработки участков де (частично), еж и жз.
После анализа профиля изделий необходимо правильно выбрать
технологические базы и рациональную схему обработки (рис. 52). При
этом необходимо руководствоваться следующими соображениями: 1) ба143
Неправильно
П р а й и л б //о
Н е п р а 6 и /)/> //о
J 7 p a 6 u /> 6 //o
Рис. 52. Базирование деталей при обработке:
а — ф резой, установленной на вертикальном
на горизонтальном ш пинделе
■
ш пинделе; б — ф резой,
установленной
1
V
-г
ж
Д:
±ж
Рис. 53. Конструктивные элементы фрезы
затылованными зубьями
зирование изделия при обработке следует производить по двум поверх­
ностям таким образом, чтобы была обеспечена устойчивость, т. е. размер
нижней базовой поверхности был больше высоты боковой поверхности;
обе поверхности предварительно долж ны быть обработаны; 2) располо­
жение изделия относительно базовых поверхностей станка и выбор шпин­
деля для установки фрезы долж ны быть таковыми, чтобы составляю ­
щие усилия резания прижимали изделие к базовым поверхностям (на
рисунке изделие перемещается от наблю дателя).
Описанный анализ некоторых профилей показывает, что при конст­
руировании деревореж ущ их фрез необходимо учитывать назначение из­
делия, наличие поверхностей с неблагоприятными условиями резания,
размеры и точность обработки отдельных поверхностей изделия в целом.
Тщательный анализ профиля и продуманная его разбивка на составные
части является основой для правильного конструирования деревореж у­
щих фрез.
Выбор конструктивных элементов фрез. К конструктивным элемен­
там фрезы относятся диаметр D, диаметр посадочного отверстия d,
длина фрезы L, высота зуба //, число зубьев г, угол и форма впадины
(рис. 53).
Д и а м е т р ф р е з ы оказы вает влияние как на процесс ф резерова­
ния, так и на выбор конструктивного решения инструмента. С увеличе­
нием диаметра возмож но при прочих постоянных условиях уменьшить
толщину стружки и создать лучшие условия струж кообразования. На
большом диаметре можно разместить большее число зубьев, что, в свою
очередь, приведет к увеличению производительности механической о бр а­
ботки. С точки зрения конструктивного оформления фрезы, увеличенный
диаметр так ж е предпочтителен, так как создает большие возможности
в варьировании конструктивных элементов.
Однако при применении фрез большого диаметра повышается опас­
ность работы, увеличивается металлоемкость инструмента, усложняется
процесс термообработки. Н еизбежный остаточный дисбаланс создает до­
полнительные нагрузки на шпиндель и его опоры.
Наиболее употребителен следующий ряд диаметров фрез, предназна­
ченных для использования на фрезерных, четырехсторонних станках и
автоматических линиях: 80; 100; 125; 140; 160; 180 мм. Меньшие д и а­
метры следует применять для легких и средних фрезерных станков. Д и а ­
метр шипорезных фрез: 250; 320; 360 мм.
Д и а м е т р п о с а д о ч н о г о о т в е р с т и я . В настоящее время
для отечественных станков принят следующий нормальный ряд диамет­
ров посадочных отверстий: 22, 27; 32; 40; 50; 60 мм. Фрезы с диаметром
отверстия 60 мм предназначены для посадки на шпиндель через патрон
или цанги.
Д л и н а ф р е з ы выбирается в зависимости от ширины обрабаты ­
ваемого изделия В. При этом необходимо учитывать обязательное пере­
крытие зубом фрезы ширины изделия на 4 . . . 6 мм с двух сторон, воз­
можные припуски по ширине изделия б и уменьшение ширины фрезы при
переточках Д6. С учетом возможных отклонений
L = В + 26 + ДЬ + (4 . . . 6) мм
(64)
145
Д л я составных фрез необходимо брать т Д 6 , где т — число фрез,
входящих в комплект и имеющих угловое затылование.
Ориентировочно можно принять, что L — B + ( 1 0 . . . 12) мм.
Выбор ч и с л а з у б ь е в непосредственно связан с производитель­
ностью процесса фрезерования, диаметром фрезы и необходимостью обес­
печения прочности зубьев и достаточного числа переточек. Кроме того,
число зубьев долж но быть таковым, чтобы обеспечить свободный выход
резца и шлифовального круга при затыловании. Наиболее часто встре­
чаются фрезы с 4 и 6 зубьями, в отдельных случаях их число доходит
до 12.
Высота зуба определяется по формуле
H = h + K + r,
(65)
где h — высота профиля, мм; К — величина заты лования, мм; г — радиус
канавки ( 4 . . . 6 мм в зависимости от диам етра ф р езы ).
Высота h принимается на 3 .. .5 мм больше для случая ф резерова­
ния изделия с повышенным припуском.
Угол и форма впадины. При оформлении впадины необходимо об­
ращ ать внимание на достаточный объем ее для размещ ения стружки,
прочность зуба у основания, удобство переточки. Угол впадины зубьев
фрез является конструктивным размером и выбирается из нормализован­
ного ряда угловых фрез: 0 = 1 5 , 18, 22, 25, 30° и т. д. через 5°.
При конструировании ф рез необходимо учитывать противоречивые
требования. Сочетание этих требований представляет определенные труд­
ности при конструировании. Приведенные рекомендации являю тся ориен­
тировочными. П оэтому при выборе конструктивных элементов
необхо­
димо сначала определять их приближенно, затем производить необходи­
мые вычисления и графические работы и после этого окончательно уточ­
нять элементы зуба фрезы.
На рис. 53 представлены основные и конструктивные элементы фрезы
с затылованными зубьями. Известно, что процесс заты лования осущ ест­
вляется на участке, определяемом углом <р2:
ф2 = ф — фх — (ф 1 + фз),
(66)
где
ф = 3 6 0 “/2 — центральный
угол,
Ф,+Фз = 3 . . . 5° — дополнительные
углы, учитывающие перебеги резца и шлифовального круга.
Величина угла холостого хода фх определяется взависимости от
холостого хода кулачка:
для кулачка 60° величина холостого хода равна ф х = (1 /6 )ф ; для к у ­
лачка 90° величина холостого хода равна фх = (1 /4 )ф .
З н ая угол ф 2, можно определить С и D 2
С - [DI2 — К (фа/ф) — /|ф] sin ф2;
D , ---- I) — 2 К ц 2/ ц>-
2/|ф.
(67)
(68)
П оложение точки AJ определяет точку схода резца с затылуемой по­
верхности.
146
Д ля обеспечения прочности зуба у основания необходимо стремиться
к тому, чтобы было выдерж ано соотношение
F
(0,8 . . . 1) Н .
(69)
Другим опасным сечением является толщина тела фрезы f. Ее зн а ­
чение не долж но быть меньше 1 5. . . 20 мм. В общем виде / > ( 0 , 3 . . .
0,5)d.
К конструктивным элементам зуба относятся такж е диаметр вы ­
точки Di и диаметр ступицы £>4. D a < D 2— ( 5 . . . 10) мм. Д иаметр вы­
точки D3 для несимметричных фрез мож ет быть различным для правого
и левого торцов фрезы.
Острые углы в выточках не допускаются. Радиус округления у дна
выточки долж ен быть не менее
1 . . . 2 мм. Д иаметр ступнцы D t ^ \ , 5 d .
Д лина ступицы I для облегчения фрезы мож ет быть меньше длины
фрезы:
(0,6.. .0,8)/.. При L ^ 2 0 мм длина шлифованных поясков 1\ =
= (0,25.. .0,30)/. Величину 1г обычно принимают « 1 . . . 5 мм.
После того как определены основные конструктивные элементы зуба
фрезы, необходимо проверить, возможен ли свободный выход ш лифо­
вального круга при шлифовании профильной поверхности. Д ля этого
строят вспомогательную окружность (см. рис. 53): D ,= D s i n a , где a —
задний угол при вершине зуба фрезы.
Н а касательной к этой окружности, проведенной через нижнюю
точку профиля М, находится центр ш лифовального круга. Минимальный
диаметр ш лифовального круга на затыловочных станках, равен D mm =
= 5 0 —60 мм. Ш лифовальный круг не долж ен касаться нижней точки N
профиля следующего зуба. Если это происходит, то следует увеличить
холостой ход кулачка (использовать кулачок 90°), уменьшить число
зубьев или величину С, оставив без изменения размер F. В отдельных
случаях осуществляю т двойное затылование, т. е. затылованную поверх­
ность зуба фрезы формируют двумя кулачками, например, в начале —
кулачком с К = 16 мм, в конце профильной части — кулачком с Л = 1 8 м м .
С учетом того что перетачиваемая часть зуба фрезы имеет определен­
ные пределы, в технической документации на фрезы с глубоким профи­
лем допускается ненрошлифовка задней поверхности профиля на уча­
стке длиной не более ‘/з длины зуба на меньшем диаметре профиля.
Н а рис. 54 показано конструктивное исполнение составной фрезы
с затылованными зубьями для обработки бруска створки оконного блока.
Д л я изготовления инструмента чертеж долж ен содерж ать основные
технические требования. Д л я приведенной конструкции указываю тся сле­
дующие требования. Д опуск радиального биения режущих кромок от­
носительно оси — не более 0,06 мм, торцового биения — не более 0,08 мм.
Зазор в местах соприкосновения зубьев допускается через один зуб и
не более 0,2 мм. П росвет при контроле профиля зубьев фрез шаблоном —
не более 0,1 мм. Неуравновеш енность фрезы — не более 50 г-мм. Н еурав­
новешенность следует устранять путем снятия металла по спинке зуба.
М аксимальная частота вращения « = 6200 мин, испытание на разры в от
центробежных сил — при п = 9300 мин-1 . П родолжительность испыта­
ний — не менее 3 мин Фреза маркируется следующим образом: обозна147
Ф S0H7(+W
Рис. 54. Составная ф реза с затылованными зубьями:
а — общий вид; б — фреза l i e — фреза 2
г-г
Рис. 55. Схема к расчету фрезы с остроконечными зубьями
ченне, Х6ВФ, п 6200, товарный знак предприятия-изготовителя. О сталь­
ные технические требования по ГОСТ 22749—77.
Фрезы с остроконечными зубьями. Расчет и конструирование фрез
с остроконечными зубьями (рис. 55) имеет некоторые особенности. Счи­
таются известными Л и е изделия, D или R фрезы, y> Р. а. П оследова­
тельность расчета профиля зуба фрезы, исходя из того, что R t = R —Л,
следующая. О пределяют Yi и Ф Г1° формулам (57) и (59). Восстановив
перпендикуляр из центра фрезы О на заднюю поверхность зуба, из п р я­
моугольных треугольников ОАВ и ОДС получим OB = R cos а , ОС--=
= ( R— /i)c o s ( a —ф).
Зная, что ВС равен высоте фрезы Лф в нормальном сечении, а AD
высоте профиля h„ в плоскости передней поверхности, получим
Иф
R cos a — (R — Л) cos (a — ф);
tg еф
(70)
й tg e/Лф;
(71)
Лп ^ ' Лф/sin Р;
tg
f -п
(72)
= h tg е/Лп.
(73)
Выше указывалось, что у фрез с остроконечными зубьями при пере­
точках по передней поверхности линейные и угловые параметры изменя­
ются. При определенном числе переточек размеры изделия выходят из
поля допуска, т. е. на изделии вместо размера h формируется размер Л,.
При этом размер зуба уменьшается на величину N. Радиус резания
в верхней точке К переточенной фрезы станет равным Rt, в нижней
точке F—Rih- Соответственно изменяются и угловые параметры пере­
точенной фрезы. Передние углы увеличатся на некоторую величину А,
а задние уменьшаются на эту ж е величину и станут равны Y t^ Y + A ;
di = a —А; \ > к = у + Л + Ф; aiK = a —А—ф. Д ля размеров изделия со строго
регламентированными допусками изменение высоты профиля по мере
переточек возможно на величину допуска б = Л— h t . М атематически это
записывается следующим образом:
h — Ь — R { — Rfc.
(74)
И з треугольников КОВ и FOC получим Rt = R cos a /c o s ( a —Д ); /? ,к =
= ( R —A )co s(a—ф )/с о э (а —А—ф ). П одставляя полученные значения R t
и R iK в ф ормулу (74), получим
Н — б — R cos a /c o s (a — Д) — (R — h) cos (a —
ф )/со б
(a — Д — ф ).
(75)
Уравнение (75) необходимо решить относительно Д.
Это уравнение является трансцендентным. Оно решается методом под­
становки со значительными затратам и времени. Поэтому эту задачу це­
лесообразно решать на ЭВМ.
Зн ая Д, можно определить максимально допустимую величину с т а­
чивания. Из треугольников АКЕ и АКО JV = A K sin P ;
Д/соэ(сс—
— А)
N
R sin Р sin Д/cos ( a — Д).
(76)
Д ля нерегламентированного допусками профиля изделия ограниче­
нием для N является уменьшение заднего угла в процессе переточек до
значения, при котором дальнейш ая работа инструмента невозможна
150
Минимальное допусти­
мое значение заднего угла,
при котором еще возможно
резание,
примем
равным
а Доп = 5°. Расчет значитель­
но упрощается при замене
в формуле (75) угла Д
углом а ДОп. Таким образом,
можно определить макси­
мально
целесообразную
длину задней поверхности
зуба фрезы (на рис. 55
размер А ). Д л я ее опреде­
ления разработана
номо­
грамма (рис. 56). П оследо­
вательность
нахождения
величины
А
показана
стрелками. Например, для
фрезы /? = 100 мм, р = 40°;
а = 2 0 °, Л = 22 мм.
Длина видней подерхности зуба А , м и
Радиус резания Я,мм
Рис. 56. Н омограмма для выбора длины
задней поверхности зуба остроконечной
фрезы
4.1.3. Рекомендации по эксплуатации
Угловые параметры и режимы резания. Под рациональной эксплуа­
тацией деревореж ущ их фрез понимается получение изделий необходи­
мого качества при высокой производительности процесса фрезерования.
Большое значение при фрезеровании древесины имеют стойкость инстру­
мента и экономические показатели. Из многочисленных ф акторов, ока­
зывающих влияние на процесс фрезерования, геометрия режущ ей части
и режимы резания являю тся регулируемыми.
Во многих работах определены угловые параметры фрез, обеспечи­
вающие оптимальные качественные и энергетические показатели процесса
фрезерования. Однако не во всех случаях конструкции фрез позволяют
реализовать эти рекомендации.
Рациональные значения угловых параметров с учетом условий фре­
зерования и конструкций фрезы с затылованными зубьями: передний
угол у = 2 0 . . . 30°; задний угол 8 . .. 12°; фрезы с остроконечными зубьями
соответственно у = 2 5 . . . 30° и а = 1 5 . . . 2 0 ° Задние углы по вспомога­
тельным режущим кромкам а Всп = 3. ..5°. В отдельных случаях эти углы
могут быть уменьшены до 1°.
И з режимных факторов процесса ф резерования регулируемым я в ­
ляется подача на резец. Д л я процесса резания определяющее значение
имеет толщина стружки h cр, а не подача на резец S z (см. п. 2.5.2). П о­
дача на зуб — регулируемый фактор, который связан со средней тол­
щиной струж ки следующим соотношением:
/ic|, - S 2 V W
(77)
П оэтому в практике принято характеризовать режим ф резерования по­
дачей на резец (табл. 48).
1Я
48. Рекомендуемые подачи на резец для различных видов фрезерования
Вид фрезерования
Продольное фрезерова­
ние древесины
Поперечное фрезерова­
ние древесины
Фрезерование по кон­
туру
Фрезерование
шипов
зубчатых
Ф резерование
облицо­
ванных древесностружеч­
ных плит, пластиков
Фрезерование
фанеро­
ванных щитов вдоль во­
локон
поперек волокон
Тип станка
Фрезерный
рейсму­
совый
четырехсто­
ронний продольно­
фрезерный
Фрезерный,
шипо­
резный
Фрезерный, фрезер­
но-копировальный,
специализированный
Фрезерный,
шипо­
резный, специализи­
рованный
Фрезерный, фрезерно­
копировальный
То ж е
Высота
одача
неровностей на П
резец Sz,
max’
мм
мкм
32 . . . 100
60 . . . 100
100 . . . 200
100 . . . 200
0,4
0,5
1,0
2,0
0,2
..
. .
..
..
..
.
.
.
.
.
0,8
1,5
2,0
3,0
0,5
60 . . . 100
0,3 . . . 0,8
100 . . . 200
0,5 . . . 1,0
—
0,2 . . . 0,6
—
0,5 . . . 1,0
0,1 . . . 0,3
Методы повышения качества обработки. Повышение производитель­
ности и качества механической обработки м ож ет быть достигнуто р а з­
личными методами.
П р и м е н е н и е п р и ф у г о в а н н ы х р е з ц о в . При форсированных
реж имах ф резерования существенное значение приобретает точность рас­
положения резцов на окружности резания. Увеличение радиального бие­
ния приводит к росту высоты кинематических неровностей (см. п. 1.1.4).
Получить в производственных условиях радиальное биение 0 ,0 2 ...
0,03 мм довольно сложно. П оэтому для обеспечения качественного ф ре­
зерования при форсированных реж имах рекомендуется проводить ди н а­
мическую прифуговку резцов. По данным Д руж кова Г. Ф. (М Л Т И ), ши­
рина фугованной фаски на резцах не долж на превышать 0 ,1 5 ... 0,20 мм.
Расчеты показывают, что для получения фаски таких размеров резцы
первоначально долж ны быть установлены на окружности резания с точ­
ностью 0,04 . . . 0,06 мм.
П р и м е н е н и е с т р у ж к о л о м а т е л е й . При фрезеровании де­
талей со встречным косослоем образую тся опережающие трещины, ко:
торые распространяются ниже поверхности обработки и приводят к по­
явлению неровностей разруш ения в виде заколов и вырывов. Одним из
методов уменьшения неровностей разруш ения при продольно-торцовом
фрезеровании на фиксированных реж имах является применение струж ко­
ломателей. Суть использования струж коломателей заклю чается в том,
чтобы создать искусственный подпор срезаемой стружки и тем самым
воспрепятствовать образованию опережающей трещины. Это преимуще­
ство стружколомателей используется, например, при фрезеровании лыж.
Ш
Д ля того чтобы струж коломатель принимал активное участие в про­
цессе струж кообразования, расстояние его до режущ ей кромки резца
долж но быть 6*=0,4 . .0,6 мм. Оптимальный угол заострения стружколомателя 6 = 50°. При этих условиях качество фрезерованной поверхно­
сти улучш ается, но одновременно возрастаю т усилия резания до 2 раз.
Таким образом, применение стружколомателей целесообразно при
ф резеровании с большими толщинами струж ки (АОр > 0 ,2 мм). При фре­
зеровании с меньшими толщинами струж ки применение стружколомателей
не дает существенного эффекта, а только увеличивает энергозатраты.
Приме не ние фрез с наклонной ре жу ще й кромкой.
При поперечном фрезеровании древесины более качественная поверх­
ность обработки получается при применении фрез с наклонной режущей
кромкой (см. п. 1.1.2).
Заточка фрез. Заточка — один из основных этапов подготовки фрез
к работе. В результате заточки долж ны быть восстановлены режущие
свойства инструмента без изменения его профиля. Процесс заточки до л ­
жен быть достаточно производительным. Достигается это за счет исполь­
зования инструмента рациональной конструкции и подбора режимов з а ­
точки, обеспечивающих высокую производительность процесса при по­
лучении требуемого качества затачиваемой поверхности. Правильный
выбор типа абразивного инструмента и реж има его работы определяет
как остроту режущ ей кромки после заточки, так и ее состояние.
Д л я получения необходимого качества затачиваемой поверхности при
высокой производительности процесс ведут обычно в два этапа. Н а пер­
вом этапе на реж имах, обеспечивающих высокую производительность,
удаляю т следы затупления. Второй этап — доводка — придание затачи ­
ваемой поверхности требуемого качества. После заточки и доводки по­
лучаю т затачиваемы е поверхности заданного качества при высокой про­
изводительности процесса [19].
Д л я заточки деревореж ущ их фрез в основном применяют универ­
сально-заточные станки различных моделей, а такж е специализированные
станки ТчФА (фрезы из инструментальных сталей), ТчФТ (фрезы из
инструментальных сталей и оснащенных пластинами из твердого сплава).
Д ля универсально-заточных станков выпускают различные приспособле­
ния, позволяющ ие затачивать все типы деревореж ущ их фрез. К ним
относятся трехповоротные тиски, центровые бабки, универсальные малая
и больш ая головки с делительными устройствами, упорки и др.
И з станков зарубеж ны х фирм представляет интерес станок «Rondam at» (Ф Р Г ), на котором можно затачивать профильные поверхности
методом копирования. В настоящее время отечественной промышлен­
ностью осваиваю тся универсально-заточные станки с программным уп­
равлением ВЗ-208Ф2, М З-100Ф З и широкими технологическими возм ож ­
ностями.
Д л я заточки фрез используют в основном круги диаметром 100
150 мм: абразивны е Ч К и Т (ГОСТ 2424—75), алмазные чашечной ко­
нической и тарельчатой конической форм 12А2 (ГОСТ 16175—80), эльборовые 11А2 и 12R4 (ГОСТ 17123—79). Режимы заточки представлены
в табл. 49.
153
49. Режимы заточки фрез из различных инструментальных материалов
Характеристика абразивных
инструментов, параметры
режимов обработки
Абразивный материал
Зернистость
Твердость
Структура или концентрация
зерен, %
Связка
О круж ная скорость шлифо­
вального круга, м/с
Продольная подача, м/мин
Поперечная подача, мм/дв.
ход
Характеристика абразивных
инструментов, параметры
режимов обработки
Абразивный материал
Заточка фрез
из инструментальной
легированной стали
из быстрорежущей стали
из твердого сплава
25А, 24А, 23А
ЛО
25А, 24А, 23А
ЛО
64С, 63С
25 . . . 4й
СМ2 . . . С1
5—6
10 . . . 16
10 . . . 16
100
25 . . . 40
СМ2 . . . С1
5—8
100
25 . . . 40
СМ1 . . . СМ2
5—8
К
15 . . . 20
Б
25 . . . 30
К
20 . . . 25
Б
25 . . . 30
К
15 . . . 18
Б
20 . . . 25
3,0 . . . 4,0
0,03 . . . 0,05
0,5 . . . 1,5
0,01 . . . 0,02
4,0 . . . 6.0
0,02 . . . 0,04
1,0 . . . 2,0
0.02 . . . 0,03
3.0 . . . 5,0
0,04 . . . 0,06
1,0 . . . 2,0
0,02 . . . 0,03
АС2(АСО)
АС4 (АСР)
100 . . . 125
100
Доводка фрез
из инструментальной
легированной стали
25А, 24А, 23А
ЛО
из быстрорежущей стали
64С, 63С
из твердого сплава
ЛО
5 ... 6
5 ...
5 ... 8
Зернистость
16 . . . 25
СМ2 . . . С1
Твердость
СМ1 . . . СМ2
100
5—8
С труктура или концентрация
5—6
50 . . . 100
зерен. %
Б
Б
Связка
Б
К
25 . . . 30
30 . . .
О круж ная скорость шлифо­
20 . . . 25
30 . . . 40
вального круга, м/с
0,5 . . .
1,0 . . . 2,0
Продольная подача, м/мин
0,5 . . . 1,0
1,0 . . . 2,0
Поперечная подача, мм/дв.
0,05 . . . 0,01 0,005 . . . 0,01 0,01 . . . 0,02 0,005 . . .
ход
П р и м е ч а н и е . В скобках указаны марки порошков из синтетических алмазов по
64С, 63С
8
40
1,0
0,01
5 ... 8
СМ2 . . . С1
5 ... 8
АС2(АСО)
АС4 (АСР)
50 . . . 63
50— 100
Б
15 . . . 20
Б
25 . . . 30
1,0 . . . 1,5
0,005 . . . 0,01
0,7 . . . 1,0
0,01 . . . 0,02
ГОСТ 9206—70.
В зависимости от конструкции фрезы заточка долж на производиться
но различным поверхностям. Все фасонные фрезы затачиваю т по перед­
ней поверхности. Схема заточки фрезы показана на рис. 57. Ф резу уста­
навливаю т на оправке в делительной головке пли в центрах так, чтобы
ось фрезы была параллельна рабочей поверхности круга. Ось фрезы
смещается от поверхности круга на расстояние, рассчитываемое по ф ор­
муле (45).
Ш лифовальный круг устанавливаю т по высоте так, чтобы он пере­
крывал всю переднюю поверхность, подлежащ ую заточке. При заточке
торцом круга целесообразно развернуть шпиндель станка на 1 ...2 0 от­
носительно направления продольного перемещения стола. Этот прием
обеспечивает работу одной стороной круга и уменьшает площ адь кон­
такта с зубом фрезы. При этом круг долж ен набегать на затачиваемую
кромку так, чтобы риски но возм ож ­
ности
располагались
перпендику­
лярно кромке.
Интенсивное выделение
тепла
при заточке мож ет привести к появ­
лению
прижогов.
Во
избежание
этого необходимо периодически про­
изводить
правку
шлифовального
круга и при возможности работать
с охлаждением.
Рис. 57.
Схема установки фрезы
при заточке по передней поверхно­
сти зубьев
Рис. 58. Схема установки фрезы
при заточке по задней поверхности:
а — основных
зубьев
зубьев;
б — подрезающих
155
П осле установки зуба фрезы в требуемое положение относительно
шлифовального круга производят заточку. П одача фрезы с заты лован­
ными зубьями на глубину ш лифования осущ ествляется поворотом
фрезы вокруг оси. В этом случае глубина ш лифования получается пе­
ременной по высоте зуба и достигается правильное положение передней
поверхности зуба фрезы относительно центра. П еред заточкой прове­
ряют радиальное биение зубьев фрезы. Заточку начинают с зуба, нахо­
дящегося на наименьшем радиусе. Остальные зубья затачиваю т до этого
уровня. Поперечную подачу следует осуществлять на каж дый оборот
фрезы, т. е. после прохода всех зубьев. Д л я уменьшения биения необ­
ходимо после съема припуска на заточку сделать несколько вы хаж иваю ­
щих (без поперечной подачи) оборотов фрезы. Радиальное биение после
заточки контролируют, не снимая фрезу со станка.
В отличие от фрез с затылованными зубьями, фасонные фрезы с ост­
роконечными зубьями затачиваю т, подавая стол к шлифовальному кругу.
П азовы е фрезы затачиваю т по задней поверхности. Д ля этого фрезу
устанавливаю т на оправке в делительной головке или центрах. П азовую
ф резу для ф резерования поперек волокон с подрезающими зубьями у ста­
навливаю т на универсальной головке. Ось фрезы долж на быть п ар ал ­
лельна рабочей поверхности круга (рис. 58, а). Ф резу поворачивают во­
круг оси на задний угол а так, чтобы вершина зуба расположилась о т­
носительно оси фрезы на расстоянии h3. Поперечную подачу осущ ест­
вляют перемещением стола к фрезе. У пазовых фрез для обработки по­
перек волокон заточку подрезающих зубьев проводят путем разворота
фрезы в головке таким образом, чтобы задняя затачиваем ая поверхность
подрезателя была параллельна рабочей поверхности шлифовального
круга (рис. 58, б). При заточке этого типа фрез долж ен быть выдерж ан
выступ подрезающего зуба над основным на 0,4—0,6 мм.
Балансировку фрез см. в п. 1.1.6. Подготовленные к работе фрезы
должны отвечать следующим требованиям: 1. При контроле профиля
фрез шаблоном зазор меж ду шаблоном и профильной поверхностью
зубьев не долж ен превышать 0,1 мм. 2. Радиальное биение зубьев не бо­
лее: для фрез диаметра до 160 мм — 0,06 мм, свыше 160—0,08 мм.
3. Разность значений угловых параметров фрез не более ± 2 °, вспомога­
тельных углов менее 5°, допускаемое отклонение ± 3 0 '. 4. Параметры
ш ероховатости
заточенных поверхностей зубьев фрез не более Нг
3,2 мкм. 5. Н еуравновеш енность фрез не более 50 г-мм.
Установка фрез. Д л я обеспечения эксплуатации фрез необходимо,
чтобы деревообрабатываю щ ее оборудование соответствовало установлен­
ным для него нормам точности. В первую очередь проверяют параметры
узлов деревообрабатываю щ его оборудования, непосредственно связанные
с работой инструмента: радиальное и осевое бнение шпинделей (допуск
не более 0,03 мм), торцовое биение опорных поверхностей и фланцев
под инструмент (допуск не более 0,03 мм), параллельность осей гори­
зонтальных и перпендикулярность осей вертикальных шпинделей рабочей
поверхности стола (допуск 0,03 мм на длине 100 мм), перпендикуляр­
ность рабочих поверхностей стола и направляю щ их угольников (допуск
0,2 мм на 1000 мм).
156
При установке на шпиндель составных фрез с затылованными зубь­
ями обязательно долж ны быть использованы патроны. При этом резьбо­
вое соединение для закрепления фрезы на патроне долж но иметь на­
правление резьбы, противоположное направлению вращения.
4.2. ФРЕЗЫ СБОРНЫЕ
4.2.1. Назначение и типы
Сборные фрезы предназначены для ф резерования плоских и про­
фильных поверхностей изделий из древесины и древесных материалов на
фрезерных, четырехсторонних продольно-фрезерных и шипорезных стан­
ках и автоматических линиях. Сборные фрезы состоят из корпуса, смен­
ных реж ущ их элементов, деталей крепления и регулирования.* Они
имеют перед цельными ф резами следующие преимущества: более рацио­
нальное использование инструментальных материалов, стабильность д и а­
метра резания, повышенный срок службы корпуса. В то ж е время этот
тип фрез имеет ряд недостатков: значительно более высокая трудоем­
кость изготовления и эксплуатации, меньшая жесткость, ограниченное
применение при фрезеровании профильных поверхностей.
Н аиболее широкое применение нашли сборные фрезы для обработки
плоских поверхностей. ГОСТ 14956—79 регламентирует пять типов ци­
линдрических сборных фрез в зависимости от метода крепления на шпин­
деле станка (рис. 59 и табл. 50, 51 и 52): тип 1 — с непосредственной
посадкой на шпиндель; тип 2 — с креплением на двух цангах гайками;
тип 3 — с креплением на двух цангах через промежуточные упорные
кольца; тип 4 — с креплением на цанге; тип 5 — с креплением на патроне.
Фрезы типов 2 и 4 предназначены для установки на шпинделях без
устройств для закрепления фрез (отсутствует наруж ная и внутренняя
резьба на конце ш пинделя), причем фрезы типа 2 устанавливаю т обычно
на горизонтальных, типа 4 — на вертикальных шпинделях четырехсторон­
них продольно-фрезерных станков. Фрезы типа 4 выпускают правого и
левого исполнения. Фрезы типа 3 устанавливаю т на горизонтальных шпин­
делях четырехсторонних продольно-фрезерных станков. Цанги служ ат для
облегчения посадки на шпиндель фрез, имеющих значительную массу и
ширину. Фрезы типов 1 и 5 имеют более универсальное применение.
Фрезы типов 1, 4 и 5 шириной до 110 мм оснащаются как ножами из
инструментальных сталей (исполнение 1) так и ножами, оснащенными
твердым сплавом (исполнение 2). Фрезы шириной свыше 110 мм выпус­
каются только с ножами из инструментальных сталей. Снижение уровня
шума и повышение качества обработки плоских поверхностей достигается
при применении фрез с винтовыми ножами, разработанных ВН И И Д ревом. Особенность конструкции этих фрез в том, что в них применены
тонкие (толщиной 1 мм) серповидные ножи, которые при закреплении
в корпусе создаю т винтообразную поверхность. Эффект снижения уровня
шума проявляется главным образом при работе фрез шириной свыше
200 мм. По мере уменьшения ширины фрезы положительное влияние вин­
товых ножей становится несущественным. Фрезы типа 2 выпускают дли157
Рис. .59. Сборные фрезы:
а —тип 1; б—тип 2; в —тип 3; г —тип 4; д —тип 5
ной 170 мы (3210-0003) и 260 мм (3210-0039), фрезы типа 5 выпускают
длиной 40 мм (исполнение 1 3210-0607 и исполнение 2 3210-10007), 60 мм
(исполнение 1 3210-0611 н исполнение 2 3210-1011) и 90 мм (исполне­
ние 1 3210-0613 и исполнение 2 3210-1013).
М атериал корпуса фрез — конструкционная сталь 40Х или 45Х
(ГОСТ 4543—74), материал корпуса ножей, оснащенных пластинами
твердого сплава,— конструкционная сталь 40Х, 35ХГСА (ГОСТ 4543—71)
или 45
(ГОСТ
1050—74), материал ножей фрез исполнения
1
(ГОСТ 6567—75) — инструментальная легированная сталь, режущей ча­
сти ножей фрез исполнения 2 — пластины твердого сплава марки ВК15
(ГОСТ 3882—74). Твердость корпусов фрез HRC3 = 24. . .33.
Пример. З ак аз фрезы типа 1, исполнение 2 с ножами, оснащенными
пластинами твердого сплава, диаметром 140 мм, диаметром посадочного
159
Исполнение
3210-1918
2
60
60
3210-1819
1
90
90
3210-1919
2
110
3210-1827
1
2
Q
■а
80
22
40
27
£
100
(3 0 )
3210-1805
3210-1906
2
25
3210-1927
3210-1707
1
40
3210-1828
3210-1757
2
3210-1829
3210-1708
1
3210-1830
3210-1758
2
3210-1807
1
3210-1907
2
3210-1808
1
3210-1908
2
Е
S
S
Q
■ч
S
40
£
S
4
110
140
130
170
1
50
32
125
1
3210-1911
2
3210-1831
260
90
3210-1820
60
3210-1920
2
3210-1821
1
110
3210-1921
2
60
3210-1822
1
90
3210-1922
2
3210-1824
1
130
3210-1924
2
170
3210-1826
1
40
3210-1926
2
3210-1832 j
1
4
3210-1910
3210-1811
60
3210-1813
(1 6 0 )
110
40
(1 8 0 )
40
60
40
3210-1814
I
3210-1817
3210-1917
2
3210-1818
1
140
Примечание.
160
60
Размеры в скобках не рекомендуются.
90
110
зубьев
Обозначение
1
2
Е
Е
3210-1705
3210-1803
Число
зубьев z
3210-1701
£
L, мм
И сп олн ен и е
Обозначение
50. Основные параметры фрез цилиндрических сборных типа 1
51. Основные размеры фрез цилиндрических сборных типа 3, мм
Обозначение
с1
L
Обозначение
40
170
3210-0115
40
3210-0127
45
D
3210-0108
D
L
d
170
3210-0125
140
3210-0126
3210-0113
(180)
50
260
40
130
3210-0123
(180)
260
50
52. Основные параметры фрез цилиндрических сборных типа 4 (</=40 мм)
Обозначение
Исполнение
Праворежущие
Лсворежущие
3210-1243
3210-1244
1
3210-1643
3210-1644
2
3210-1247
3210-1248
1
3210-1647
3210-1648
2
3210-1251
3210-1253
3210-1252
3210-1254
1
L, мм
Число
ножей г
90
4
110
130
6
отверстия 40 мм и шириной 60 мм: ф реза 3210-1918 (ГОСТ 14956—79).
Сборные фасонные фрезы целесообразно использовать для о бр а­
ботки деталей с неглубоким (до 10 мм) профилем. Д л я обработки бо­
лее глубоких профилей сборные фрезы применяют ограниченно из-за
значительной величины выступания ножей или резцов над корпусом. Вы­
ступание реж ущ их элементов над кромкой струж коломателей не до л ­
жно быть более 10 мм. Соблюдение этого требования при серийном
производстве достигается путем применения составных сборных фрез
(рис. 60). К аж д ая фреза, входящ ая в комплект составной фрезы, обра­
баты вает определенный участок профиля. В основном фасонные и со­
ставные сборные фрезы применяются при обработке створок окон по
периметру. Технические условия на фасонные и составные сборные фрезы,
оснащенные твердым сплавом, регламентированы ТУ 2-035-635—78. З а
рубежом, где нет таких ограничений по технике безопасности, приме­
няют сборные фрезы, оснащенные плоскими ножами с фасонной задней
поверхностью и глубоким профилем.
Ш ирокую номенклатуру таких фрез выпускает, например, фирма
«Вайнинг» (Ф Р Г ). Н ож и различной формы и размеров с рифлениями на
задней опорной поверхности устанавливаю тся в корпус фрезы. Д л я
6
В. Г. М орозов
161
за точки ножей по задней фасонной поверхности необходимы специальные
заточные станки, на которых заточку осуществляю т по копирам. О бласть
применения таких фрез — индивидуальное и мелкосерийное производство
изделий из древесины.
Упрощение заточки мож ет быть достигнуто за счет применения ре­
жущих элементов, в которых ф асонная поверхность формируется по з а д ­
ней, а заточка производится по передней поверхности.
Известны конструкции фрез с Г-образными и чашечными резцами,
в которых реализуется эта относительно простая схема заточки (рис. 61).
Такие фрезы можно применять для обработки неглубоких профилей из­
делий небольшой ширины.
Отдельную группу сборных фрез представляю т фрезы для шипорез­
ных станков. Отечественная промышленность выпускает сборные фрезы
для обработки проушин (ГОСТ 10504—76) (рис. 62, а, табл. 53) и фрезы
по ТУ 2-035-572—77 для обработки заплечиков шипов (рис. 62, б,
табл. 53). Фрезы имеют два исполнения резцов: целиком из инструмен­
тальной легированной стали (исполнение 1) или оснащенные пластинами
из быстрорежущ ей стали (исполнение 2). Фрезы по ТУ 2-035-572—77 вы ­
пускают одного размера, правые и левые. Ими можно обрабаты вать з а ­
плечики шиповых соединений глубиной до 40 мм, длиной до 160 мм.
М атериал резцов исполнения 1 — инструментальная легированная
сталь марки Х6ВФ (ГОСТ 5950—73), твердость HRC3= 5 7 . . .61, материал
пластины
резцов
исполнения
2 — бы строреж ущ ая
сталь
Р6М 5
(ГОСТ 19265—73), твердость H RC3= 5 9 . . .63. М атериал корпусов фрез
и корпусов резцов фрез исполнения 2 — конструкционная сталь марок
40Х (ГОСТ 4543—71) или 45 (ГОСТ 1 0 5 0 -7 4 ), твердость НВ = 2 1 7 .. .269.
Примеры. З ак аз фрезы для обработки проушин диаметром 320 мм,
посадочным диаметром 40 мм и шириной 10 мм с резцами, оснащенными
пластинами из быстрорежущ ей стали: ф реза 3212-3157 (ГОСТ 10504—76).
З ак аз фрезы правой для обработки заплечиков шипов с резцами из
инструментальной легированной стали: 3212-4015 (ТУ 2-035-572—77)7
Значительная трудоемкость при эксплуатации сборных фрез с регу­
лируемыми режущими элементами, обусловленная большими затратами
времени на разборку, заточку, сборку, регулирование и настройку на
размер, предопределила появление нового типа фрез с механическим
креплением неперетачиваемых пластин (рис. 63). В корпусе 1 имеется
площ адка для базирования пластины 2. П ластина в корпусе закреп ля­
ется через клин 3 винтом 4 с конической головкой. Плоские пластины
прямоугольной или квадратной формы имеют соответственно две или
четыре режущ ие кромки. Отличительная особенность фрез — высокая
Рис. 60. С оставная сборная фреза
Рис. 61. Сборные фрезы:
а — с Г-образными резцами; б — с чашечными резцами; / — корпус; 2 — фреза
Рис. 62. Сборные фрезы для обработки шиповых соединений:
а — для обработки проушин; б — для обработки заплечиков
6*
163
53. Основные параметры сборных фрез
Обозначение
D
d
в
исполнение 1
исполнение 2
3212-3056
3212-3151
8
3212-3057
3212-3152
10
3212-3058
3212-3153
3212-3059
3212-3154
16
3212-3060
3212-3155
20
3212-3061
3212-3156
8
3212-3062
3212-3157
10
3212-3063
3212-3158
12
3212-3011
3212-3159
Число
резцов г
Д л я 0 (5работки г:роушин
250
32
12
3
14
320
3212-3064
3212-3161
3212-3012
3212-3162
3212-3065
3212-3163
20
3212-3066
3212-3164
8
3212-3067
3212-3165
10
3212-3068
3212-3166
3212-3069
3212-3167
16
3212-3070
3212-3168
20
16
40
360
18
4
12
Д л я обработки заплечиков с резцами из инструментальной
легированной стали
3212-4015
235
40
45
3212-4016
(левые)
То же с резцами, оснащенными пластинами из быстрорежущей
стали
3212-4017
3212-4018
(левые)
164
235
40
45
точность изготовления базовых поверхно­
стей корпуса и самих пластин. После з а ­
тупления одной реж ущ ей кромки пластины
поворачивают на 180 или 90°. При исполь­
зовании всех реж ущ их кромок пластины
заменяю т новыми. При этом затраты на
эксплуатацию таких фрез минимальны.
Отечественной промышленностью ос­
воен выпуск фрез с механическим креп­
лением
твердосплавных
пластин
по
Рис. 63. Ф реза с механиче­
ТУ 2-035-1005—86 двух типов: с твердо­
ским креплением неперетачиваемых пластин
сплавными
пластинами
без
покрытия
(тип 1) и с износостойким покрытием
нитридом титана (тип 2). Основные параметры и размеры фрез приве­
дены в табл. 54.
М атериал пластин — твердый сплав марок ВК8 и ВК15 (ГОСТ
3882—74),
материал
корпуса — конструкционная
сталь
40Х
(ГОСТ 1050—74), твердость H RC3= 24 . . . 33.
Рис. 64. Комбинированная ф реза для обработки скругленного шипа
Р яд зарубеж ны х фирм начали производить фрезы с фасонными неперетачиваемыми пластинами для обработки деталей мебели из древесных
материалов.
Тенденция к совмещению отдельных технологических операций при­
вела к созданию специализированного агрегатного оборудования, приме­
рами которого могут служить линии агрегатной переработки бревен, ф ре­
зерно-обрезные станки и т. п. Они оснащены комбинированным инстру­
ментом. К числу комбинированных сборных инструментов относится фреза,
предназначенная для обработки скругленного шипа (рис. 64). При уста­
новке ее на станке одновременно выполняются торцевание, обработка
165
54. Основные размеры фрез с механическим креплением
твердосплавных пластин, мм
Обозначение
Диаметр D
Диаметр посадочного
отверстия d
Ширина В
Тип 1
3210-4024
3210-4024.01
20
32
125
40
3210-4024.02
60
3210-4024.03
3210-4025
20
3210-4025.01
40
3210-4025.02
140
60
3210-4025.03
40
12
3210-4025.04
14
3210-4026
20
3210-4026.01
180
40
3210-4026.02
60
Тип 2
3210-4034
20
3210-4034.01
32
40
125
3210-4034.02
60
3210-4034.03
3210-4035
12
3210-4035.01
14
3210-4035.02
140
40
20
3210-4035.03
40
3210-4035.04
60
3210-4036
20
3210-4036.01
3210-4036.02
166
180
40
60
шипа по периметру и снятие фаски. Д л я выполнения этих операций
фреза имеет соответствующие режущие элементы: пнлу /, ножи 2, нодрезателн 3, фасочные резцы 4.
4.2.2. Конструктивные элементы сборных фрез
Конструкции деревореж ущ их сборных фрез отличаются большим р а з­
нообразием конструктивных элементов. При этом разработчики уделяют
основное внимание надежности крепления и удобству регулирования.
Ниже описаны некоторые конструктивные решения фрез по авторским
свидетельствам СССР, патентам США, Великобритании, Ф РГ, Швеции,
Ш вейцарии, ЧССР, Японии и другим материалам.
По способу крепления режущ их элементов можно выделить не­
сколько типов. Ш ироко применяется клиновое крепление. Наиболее н адеж ­
ное крепление ножей осущ ествляется распорным клином (рис. 65, а ).
Н ож 2 закрепляется в корпусе 1 с помощью клина 3 с углом заклинива­
ния 20° и крепежного винта 4. Регулировочный винт 5 служ ит для выдви­
жения ножа. При вращении фрезы центробеж ная сила стремится выдви­
нуть клин, имеющий определенную массу. С оставляю щ ая центробежной
силы приж имает нож к базовой поверхности корпуса. При этом чем
больше частота вращения, тем больше усилие прижима ножа.
Фреза (рис. 65, б) отличается от описанной выше тем, что регулиро­
вочный винт 5 входит головкой в паз, выполненный на ноже, что позво­
ляет производить перемещение ножа в двух направлениях. Это решение
используется в ножах, оснащенных пластиной из твердого сплава, но мо­
ж ет быть применено и для ножей из инструментальной стали.
Разновидность распорного клина, роль которого выполняет сам р еж у­
щий элемент, имеющий соответствующий паз, показано на рис. 65, в. Н е­
достатком фрез с распорным клином является то, что при затяж к е клина
крепежным винтом возмож но смещение ножа вниз.
Фрезы с выжимным клином такж е обеспечивают надеж ное закреп­
ление ножей (рис. 65, г). Крепежный винт 4 опирается на нижнюю по­
верхность паза. При вращении винта по часовой стрелке клин 3 переме­
щается вверх и заклинивает нож 2 в корпусе 1. Регулирование положения
ножа по высоте осуществляется винтом 5, который через гайку 6 воздей­
ствует на нож.
В озмож ность принудительного перемещения клина 3 в двух направ­
лениях (затягивание и отж им) достигается в конструкции (рис. 65, д) за
счет того, что крепежный винт 4 связан с клином пружинящим кольцом.
В ножевых валах стружечных станков функции крепежного винта выпол­
няет пружина (рис. 65, е). Д л я отжима клина и освобождения ножа
применяется специальный механизм перемещения подпружиненного клина.
Д л я фрез с выжимным клином характерно то, что при затя ж к е клина
нож за счет трения стремится к перемещению в том ж е направлении. Тем
самым наруш ается установка ножей на окружности резания. Известен
вариант крепления реж ущ его элемента выжимным клином, роль которого
выполняет сам этот элемент (рис. 65, як). В озмож ность самоустановки
16 7
Рис. 65. Конструктивные решения
крепления реж ущ их элементов сбор­
ных фрез:
а . б , в — расп о р н ы м кли ном ; г, д, е, ж —
вы ж и м н ы м кл и но м ; э — клином с ц и л и н д ­
рической поверхностью ; и , к —з а т я ж н ы м
кли ном ; л , м — с кл ем м овы м креплен ием ;
к — д л я ф р ез небольш ой ш и рин ы ; о —
с б о р н а я к о н стр у кц и я н ож евого в а л а ; я —
с п риж и м ны м
эл ем ен том ;
р — дугового
р е зц а ; с — с п оворотны м р е ж у щ и м э л е ­
ментом
имеет клин 3, одна поверхность которого выполнена цилиндрической
(рис. 65, з).
Во фрезе (рис. 65, и) применяется затяж н ой клин 3, который при з а ­
винчивании крепеж ного винта 4 перемещ ается вниз и приж им ает нож 2
к базовой поверхности корпуса. При этом нож остается на месте, так как
опирается на регулировочные винты 5. Н астройка ножа на определенный
168
размер долж на производиться винтами 5 вне фрезы на специальном при­
способлении. Систему «нож-клин» во фрезах с затяж ны м клином удерж и­
вает от вылета винт 4, что недостаточно. Поэтому угол клина принимают
5 .. .6° для обеспечения самотормож ения. При этом в рассматриваемой
конструкции освобождение нож а представляет определенные трудности.
Фреза, разработанная инструментальным институтом «ВУНАР» (ЧССР)
(рис. 71, к) не имеет этого недостатка, так как крепежный винт 4 зах о ­
дит своей головкой в паз, выполненный в клине 3, и при вращении винта
против часовой стрелки перемещает клин вверх, освобож дая нож 2.
К леммовое крепление (рис. 65, л) характерно тем, что в корпусе 1
имеется паз, равный толщине ножа, в который вставляется нож 2
(обычно с прорезями). Закрепление ножа осущ ествляется винтом 3 за
счет деформирования корпуса. Другой вариант клеммового крепления
представлен на рис. 65, м, где закрепление нож а в корпусе производится
винтом через ролик 4.
Известны и другие способы крепления режущ их элементов в сборных
фрезах. Так, для фрез небольшой ширины (рис. 65, я) крепление состоит
из двух пластин 1 со скошенными поверхностями, которые контактируют
с аналогичными поверхностями прижимной планки 2. При завинчивании
усилие от винта 5 передается через прижимную планку на нож 3, кото­
рый прижимается к базовой поверхности корпуса 4.
П редлож ена сборная конструкция ножевых валов (рис. 65, о), со­
стоящ ая из нож а 2, струж колом ателя 3 и опорной детали 4. Перечислен­
ные элементы собираю тся вне станка, скрепляются винтом 5 и после
этого устанавливаю тся в корпус 1 (крепление этой сборочной единицы на
корпусе не показано).
Достаточно сложный механизм закрепления ножа показан на
рис. 65, п. В корпусе 1 выполнены пазы, в которых размещ ены приж им­
ной элемент 2, одновременно служащ ий струж коломателей, ось 3 с резь­
бовым хвостовиком, специальная гайка 4. Ось ж естко связана с приж им­
ным элементом (например, ш тифтом). При вращении гайки по часовой
стрелке прижимной элемент поступательно перемещается вправо и з а ­
крепляет нож 5.
Крепление дугового резца показано на рис. 65, р. В дуговом резце 1
имеется прорезь, через которую проходит винт 2. Прижимной элемент 3
имеет одну цилиндрическую поверхность, которой он контактирует с рез­
цом. Винт 4 служ ит для закрепления этого элемента в корпусе 5. Выпол­
нение под различными углами поверхности корпуса и прижимного эле­
мента обеспечивает поджим резца к опорной поверхности корпуса.
Д л я цилиндрического и углового ф резерования за рубежом приме­
няют сборные фрезы с поворотным
режущим элементом. Фреза
(рис. 65, с) состоит из корпуса 1, резцов 2 и винтов 3 с внутренним ше­
стигранником для крепления резцов. Корпус и резцы имеют рифления и
резьбовые соосные отверстия. При вращении винта по часовой стрелке
резец перемещается вправо и входит в зацепление с рифлениями на кор­
пусе. Это обеспечивает надеж ное закрепление резцов. Наличие рифлений,
расположенных радиально, позволяет поворачивать резец вокруг оси от­
верстия и устанавливать в различное положение (через 2 °) относительно
169
диаметральной плоскости фрезы. На корпусе имеется ш кала для уста­
новки. Резцы могут оснащ аться неперетачиваемыми твердосплавными пла­
стинами с механическим креплением или напаянными пластинами из твер­
дого сплава или быстрорежущей стали.
Регулирование режущ их элементов мож ет осущ ествляться различ­
ными способами. Выдвижение ножа с помощью эксцентрика (рис. 66, а ).
Эксцентрик /, расположенный в корпусе 3, контактирует с нижней опор­
ной поверхностью ножа 2. При вращении эксцентрика по часовой стрелке
нож поднимается на определенную величину.
Эксцентрик используется такж е для регулирования положения резца
(рис. 6 6 ,6 ). В пазу корпуса фрезы / по ходовой посадке помещается ре-
Рис. 66. Конструктивные
сборных фрез:
решения
регулирования
а, б — эксцентриком; в — клиновым механизмом;
ротным ножедсржателем
г,
д,
режущ их
элементов
е — по упорам; ж — пово­
зец 2 с рифлениями одной поверхности. С этой поверхностью контакти­
рует ш айба 4, которая такж е имеет рифления. Ш айба и резец находятся
в зацеплении. Ш айба, в свою очередь, соединена по скользящей посадке
с эксцентриком 3, имеющим пазы для ключа. Все регулировочные эл е­
менты закреплены на корпусе фрезы винтом 5 со шпонкой 6, предотвра­
щающей его вращение. Регулирование осущ ествляется следующим о бр а­
зом. При слегка отпущенной гайке 7 поворачивают эксцентрик, который
перемещает резец в пазу корпуса.
Д ля регулирования ножей в сборных ф резах значительной длины
можно рекомендовать следующий способ (рис. 66, в). В пазу корпуса /
с наклонными участками 2 установлены два сухаря 3. На них опирается
нож 4. Сухари связаны меж ду собой винтом 5 с правой и левой резьбой
на концах. В зависимости от направления вращ ения винта сухари сбли­
ж аются или раздвигаю тся и тем самым поднимают или опускают нож.
Нож закрепляется клиновым механизмом.
170
Интересен способ регулирования режущих элементом путем пыднижения их до упоров в корпусе. Д л я режущих элементов, перетачиваемых
до передней поверхности, предназначен способ регулирования, схема ко­
торого приведена на рис. 66, г. Профильный резец / на боковой поверхно­
сти имеет выступ прямоугольной формы, который входит в соответствую ­
щий паз 2, выполненный в корпусе 3. Н аправляю щ ая (паз и выступ)
параллельна плоскости, проходящей под задним углом к поверхности ре­
зания. После переточки резец перемещается по направляю щей до упора
в корпусе фрезы и закрепляется винтом 4.
Аналогичное решение для резцов, перетачиваемых по задней поверх­
ности фрез типа шипорезных или пазовых, установки на заданный размер
подрезателей, фасочных резцов и т. д. показано на рис. 66,(5. Д л я обес­
печения радиального биения в допустимых пределах необходимо точное
выполнение конструктивных элементов этих фрез: направляющих, упоров
и углов режущ их элементов.
Этот ж е способ регулирования использован в конструкции фрез
с самоустанавливаю щ имися ножами, разработанной на кафедре станков
и инструментов М ЛТИ (рис. 66, е). Ф реза представляет собой корпус /
с пазами, в которых установлены ножи 2. Н а торцах корпуса фрезы, ко­
торые не участвую т в резании, закреплены диски 3, являющиеся ограни­
чителями, взаимодействующими с задней поверхностью ножа или его ре­
жущей кромкой. При вращении фрезы под действием центробежной силы
ножи, перемещая ось по пазам, поджимаю тся к ограничителям. Частота
вращения фрезы и масса ножей долж ны быть таковыми, чтобы центро­
беж ная сила была больше составляющ ей усилия резания, стремящейся
сместить ножи вовнутрь корпуса фрезы. При базировании по режущим
кромкам для предотвращ ения их смятия в результате контакта с ограни­
чителями рекомендуется на нож ах выполнять фаски шириной 0 ,1 ...0,2 мм,
которые не оказы ваю т отрицательного влияния на процесс ф резерова­
ния [5].
Высокая точность по радиальному биению мож ет быть достигнута
при заточке сборной фрезы методом круглого шлифования. Д л я исполь­
зования этого метода предложена следую щ ая конструкция фрезы
(рис. 66, ж). Ф реза имеет корпус 1 с цилиндрическими гнездами 2.
В гнездах находятся цилиндрические нож едерж атели 3. К аж ды й ножедерж атель имеет фигурный паз, в котором размещ аю тся нож 4, клин 5,
крепежный 6 и регулировочный 7 винты. В клине выполнено резьбовое от­
верстие, соосное отверстию в нож едерж ателе. В клин ввернут винт кре­
пежный, хвостовик которого проходит через нож едерж атель и опирается
на цилиндрическую поверхность гнезда корпуса. П одготовку фрезы к р а ­
боте производят в следующей последовательности операций. Вначале
собирают барабан, регулируя высоту ножа регулировочным винтом при
слегка ослабленном клине. Устанавливаю т нож едерж атель в корпус, по­
ворачивая его вокруг оси, добиваясь заданного переднего угла. Фикси­
руют положение нож едерж ателя в корпусе путем вращения винта 6 по
часовой стрелке. Д л я заточки ножей винт 6. выворачиваю т так, чтобы то­
рец его вышел из контакта с цилиндрической поверхностью паза. При этом
клин и нож удерж иваю тся на месте за счет самоторможения. Н ожедер171
ж атели поворачивают по часовой стрелке до тех пор, пока задний угол
не станет равным 0° и опять фиксируют его в таком положении винтом 6.
После установки всех ножей производят их заточку методом круглого
шлифования, обеспечивая тем самым точное расположение на окружности
резания. Эту операцию можно производить на универсально-заточном
станке. П осле заточки нож едерж атели возвращ аю т в исходное положение.
Д ля этого один из ножей устанавливаю т на заданный передний угол, на­
пример, с помощью угломера. П олож ение ножа на окружности резания
регистрируется индикатором часового типа. Все остальные ножи у стан ав­
ливают поворотом против часовой стрелки. В исходном положении ножи
фиксируются при одинаковых показаниях индикатора. Зад н яя реж ущ ая
поверхность ножей очерчена по кривой определенного радиуса.
В конструкциях фрез с механическим креплением неперетачиваемых
пластин основное внимание уделяется способу крепления пластин и их
базированию в корпусе. Н иж е приводятся различные конструктивные ре­
шения крепежных и базирующих элементов этого нового типа фрез. Д л я
большинства конструкций характерно применение штифтов, которые я в ­
ляю тся дополнительным средством, препятствующим вылету пластин при
отказе основного крепежного элемента. Обычно пластины имеют отверстия
больше, чем диаметр штифтов, и соединение их осущ ествляется с гаран ­
тированным зазором.
По форме клина рассматриваемые конструкции можно разделить на
четыре группы: фрезы с затяж ны м клином (рис. 67); фрезы с выжимным
клином (рис. 68); фрезы с распорным клином (рис. 69); фрезы с закреп ­
лением пластин посредством рычажных систем (рис. 70).
Применение затяж ного клина 3 обеспечивает во время закрепления
пластин 2 подж атие их к базовым поверхностям корпуса /. М алый угол
заклинивания затяж ного клина приводит к его самоторможению и при
ослаблении крепежного винта 4 необходимо приложить усилие для пере­
мещения клина. С этих позиций предпочтительнее конструкции фрез
с винтом, имеющим дифференциальную резьбу (рис. 67, з, и) или с вин­
том, кинематически связанным с клином (см. рис. 67, ж). Следует отме­
тить, что последние конструктивные решения более сложны в изготовле­
нии. В конструкциях фрез с затяж ны м клином все действующие на­
грузки, вклю чая центробежную силу, которая существенна при высоких
частотах вращения, воспринимаются крепежным винтом. В случае его р а з­
рушения возмож ен вылет пластины и клина.
Этот недостаток отсутствует во ф резах с выжимным клином. Однако
при закреплении перемещающийся клин за счет сил трения мож ет ото­
рвать пластину от базы (рис. 68, в). П оэтому в этих ф резах предусматри­
вается дополнительный промежуточный элемент, что усложняет конструк­
цию (рис. 68, а, б). Не гарантирован и поджим «на базу» в конструкциях
фрез с распорным клином, представленных на рис. 69, а, б. В то ж е
Рис. 67. Фрезы с затяж ны м клином и базированием пластины:
а, б, г, е, ж — на отдельной вставке или ролике; в, з — по отверстию; д, и, к —
на площадке в корпусе; / — корпус; 2 — пластина; 3 — клин; 4 — винт
172
3
и
к
а
5
5
в
Рис. 68. Фрезы с выжимным клином и базированием пластины:
а — на площадке в корпусе; б — на отдельном элементе;
корпус; 2 — пластина; 3 ~ клин; 4 — винт
Рис. 69. Фрезы с распорным кли­
ном и базированием пластины:
а — по отверстию; б, г — на отдель
ном элементе с возможностью подре
гулировки; в — на площадке в кор
нусе; 1 — корпус; 2 — пластина; 3 —
клин; 4 — винт; 5 — штифт
в — по
отверстию;
/ —
время аналогичное конструктивное решение (рис. 69, в, г) лишено у казан ­
ного недостатка. В пластине имеется специальный треугольный паз, с од­
ной из поверхностей которого контактирует крепежный винт.
Отдельную группу представляю т конструкции, в которых закрепление
пластин осущ ествляется с помощью различных рычаж ных систем
(рис. 70). При обеспечении подж има «на базу» эти конструкции отлича­
ются наличием дополнительных элементов, сложны и более трудоемки
в изготовлении.
Рассм атривая представленные на рисунках конструкции фрез с точки
зрения базирования пластин в корпусе мож но выделить несколько групп
Рис. 70. Фрезы с рычажной системой и базированием пластины:
а, в, д —на площадке в корпусе; б, г—на отдельном элементе; / —корпус; 2—
пластина; 3—рычажное устройство; 4—винт; 5—штифт
фрез: базирование пластины на специальной площадке, выполненной
в корпусе (рис. 67,(3, и, к, рис. 68, а, рис. 69, в, рис. 70, а ), базирова­
ние пластины на площ адке, выполненной на отдельной вставке, на ро­
лике и т. д. (рис. 67, а, б, г, е, ж, рис. 6 9 ,6 , г, рис. 7 0 ,6 ). При этом
в конструкциях на рис. 67, г, рис. 69, б, г предусмотрено дополнительное
регулирование положения пластин в радиальном направлении.
175
Из перечисленных схем базирования предпочтительнее непосредствен­
ное базирование пластины на специальной площадке, выполненной в кор­
пусе, так как в этом случае не требую тся промежуточные элементы. При
базировании по отверстию в пластине необходимо обеспечить не только
точность размеров пластин, отверстий в пластине и в корпусе под штифты,
но и высокую точность расстояния от оси отверстия пластины до р еж у ­
щих кромок.
Конструктивные решения крепления и регулирования режущ их эле­
ментов сборных шипорезных фрез приведены на рис. 71. Относительно
простое крепление, предложенное фирмой «Хюзер» (США) (рис. 71, а ),
заклю чается в том, что резец 1, изготовленный из цилиндрической заго ­
товки, закрепляется в корпусе 2 с помощью заклепки 3. Второй вариант
подобной конструкции (рис. 7 1 ,6 ) предусматривает стабилизацию поло­
жения резца 1 относительно боковых поверхностей корпуса 2 за счет
применения направляю щ ей 3 треугольной формы. Выжимной клин / и
резец 2 (рис. 71, в, г), связанные с корпусом 3 такими ж е направляю ­
щими, обеспечивают надеж ное крепление. Н едостатком треугольных н а­
правляющих является то, что погрешности изготовления этих направляю ­
щих приводят к деформации корпуса и, как следствие, к повышенному
торцовому биению фрезы. П оэтому целесообразно конструктивное реш е­
ние, представленное на рис. 71,5. П ередняя поверхность паза корпуса /
фрезы и контактирую щ ая с ней поверхность резца 2 выполнены плоскими,
а направляю щ ая, установленная меж ду задней поверхностью паза и об­
ращенной к ней поверхностью резца, выполнена самоустанавливаю щ имся
элементом, например в виде сегментной шпонки 3. В данной конструк­
ции имеется возмож ность установки резца с минимальным торцовым
биением без деформирования корпуса за счет неточности изготовления
отдельных деталей.
Эксцентриковый заж им резца (рис. 71, е), предложенный ИСМ АН
УССР, позволяет быстро производить сборку и регулирование фрезы. О д­
нако в конструкции отсутствует устройство для фиксирования эксцентрика
в закрепленном состоянии. Необходимость повысить надеж ность крепле­
ния привела к появлению конструкции фрез с дуговыми резцами. На
рис. 71, ж дуговой резец 2 закреплен в корпусе 3 обычным распорным
клином 1, на рис. 71, з применен цилиндрический зам ок пружинного
типа 2, который контактирует к ак с корпусом 4, так и резцом 3. Р азж им
зам ка и закрепление резца производятся винтом 4. Н а рис. 71, и показан
клеммовый заж им призматического резца 4 с помощью винта 2 и гайки
3, имеющими конические поверхности и устанавливаемыми в разрезной
части корпуса 1. Более слож ная система, состоящ ая из дугового резца 4,
клина 1 и разрезного диска 2, показана на рис. 71, к. Д л я регулирова­
ния положения резца и предотвращ ения его вылета к корпусу фрезы 5
крепится специальный вкладыш 3, рифления которого находятся в зац еп ­
лении с рифлениями на резце.
Разнообразны е конструктивные элементы сборных фрез с регулируе­
мыми режущими элементами, а так ж е с механическим креплением неперетачиваемых пластин имеют свои достоинства и недостатки. Критический
анализ, выбор положительных решений могут быть использованы при со176
Рис. 71. Крепление режущ их элементов сборных шипорезных фрез:
а — заклепкой; б, в, г — с треугольными направляющими; д — с плоскими направ­
ляющими и сегментной шпонкой; е — эксцентриковый зажим; ж, з — с прямоуголь­
ными направляющими; и, к — за счет рифлений на режущих элементах
вершенствовании существующих и разработке новых конструкций дере­
ворежущ их сборных фрез.
4.2.3. Расчет сборных фрез
Расчет сборных фрез состоит из расчета геометрических и угловых
параметров и поверочного расчета на надеж ность крепления режущих
элементов.
177
Расчет геометрических параметров цилиндрических фрез. При извест­
ных данных (рис. 72): диаметре D или радиусе R фрезы, переднем угле
у, параметрах ножей (ширина Ь, толщина S, угол заострения (5), п ар а­
метрах клиньев (высота Лк, угол заклинивания 0) расчет сводится к опре­
делению размеров at, L, радиуса корпуса R K. Остальные размеры: b t, С,
S j t необходимые для изготовления фрезы, выбираются конструктивно.
Из точки А вершины ножа, леж ащ ей на окружности резания R, опу­
стим перпендикуляр А С на прямую, проходящую через центр О под
углом заклинивания 0. Из треугольников А О В и А ОС определим
а = R sin у, ai — a - f S;
(78)
L = R cos (у — 0) — (Лк + 1),
(79)
где 1 — гарантированное выступание режущей кромки ножа над стружколомателем клина, мм.
Д л я нахождения радиуса корпуса фрезы определим координаты
точки Е:
x E = a + S ; у Е = R cos у — (S c tg р + 1),
где 1 — гарантированное превышение задней кромки ножа над корпусом,
мм.
(80)
Расчет геометрических параметров конических фрез. О бработка угло­
вого профиля производится конической фрезой. При этом режущ ие
кромки ножей могут располагаться по образующей конуса или п ар ал ­
лельно ей. Располож ение режущ их кромок по образующей конуса целесо­
образно при больших углах наклона обрабатываемого профиля изделия.
При небольших углах (фи< 1 5 °) ножи обычно располагаю т параллельно
образующей. Рассмотрим последовательность расчета основных размеров
сборной фрезы с ножами, расположенными параллельно образующей к о ­
нической поверхности (рис. 73). Считаем известными размеры изделия;
параметры фрезы D i, Вф, -у». Р. 5 , Q. Углы ножа, клина, паза в корпусе
в плоскости чертеж а отличаются от параметров в нормальном сечении.
Необходимо определить угол наклона нож а фн и соответствующ ие ему
углы клина и наклонного паза корпуса, угол заклинивания Q' и угол
заострения ножа (У в плоскости чертеж а. Кроме того, из-за клиновидной
формы паза в корпусе фрезы опорная поверхность, с которой контакти­
руют крепежные винты, не параллельна опорной плоскости ножа. Р а с ­
хождение этих поверхностей происходит под углом разворота ф. Н еобхо­
димо определить этот угол для дополнительного разворота корпуса
фрезы при изготовлении. Следует отметить, что угол наклона образующей
конической поверхности корпуса фрезы обычно принимают равным углу
наклона изделия.
Определяем радиус резания R 2 и передний угол у 2 в малом основании
конической фрезы
178
R 2 — R 1 — Вф tg фи;
(81)
у 2 =-- arcsin # i sin y J R 2.
(82 )
Рис. 72. Схема
сборных фрез
к расчету геометрических
параметров
цилиндрических
Рис. 73. Схема к расчету геометрических параметров конических сборных
фрез:
а — геометрических параметров фризы; б — углов клина
Из треугольников А ОС и ВОС найдем <4C'=/?icos у; BC = R2 c o sy 2Угол наклона ножа равен
tg фн = ВфЦАС — ВС) или фн = a rctg [Вф/(Ях cos Yi — R 2 cos Ya)]- (83)
Этот угол определяет угол наклона ножа и угол подъема дна паза
в корпусе фрезы.
Д л я определения угла заклинивания Q' в плоскости чертеж а и угла
разворота t)) рассмотрим клин, представленный на рис. 73,6. Клин рассе­
чен плоскостью М, проведенной под углом ф наклона ножа и дна паза
под клин. Линия АВ пересечения этой плоскостью с наклонной поверхно­
стью клина проходит под углом разворота 1|). Рассмотрим треугольники
A FP и FTS. Первый представляет собой клин в плоскости чертеж а с уг­
лом заклинивания Q', второй — клин в нормальном сечении с углом з а ­
клинивания Q - A P = T S и A P = F P - t g Q'; T S = F S - t g Q . В свою очередь,
F S = F P s i n фн.
tg Q ' = t g Q - s i i ^ „ .
(84)
Углы заострения ножа в нормальном сечении р и в плоскости чертеж а
Р' так ж е различны. По аналогии с предыдущим можно установить, что
tg Р ' = tg Р sin ф„.
(85)
Угол \|) находим из треугольников ACD, A B C и B CD , в которых углы
ВСА, CDA и B C D равны 90°. C D = A C cos ф; В С = А С tgi|>; B C = C D tg Q'
tg ^ = tg Q ' cos фн.
(86)
Д л я определения диаметра большого основания корпуса фрезы необ­
ходимо определить координаты точки Е :
x g — # i - s i n Yi -J- S ;
(87)
</£ = # iC 0S Y i — ( S c t g P ' + 1).
(88)
После этого значения x E и у в следует подставить в формулу (80).
Аналогично м ож ет быть определен диаметр меньшего основания корпуса.
Формула для расчета расстояния от дна паза до оси конической
фрезы L будет отличаться от формулы (79) для цилиндрической фрезы,
так как этот размер рассматривается в плоскости чертеж а (рис. 73, а ).
Д л я большого основания корпуса
^ = R x cos (Yi — Q ') — (ftK + 1) cos (90 — ф„).
(89)
Д л я малого основания корпуса
Z-a = Я 2 cos (v2 — Q ') — (hK + 1) cos (90 — фн).
(90)
Пример. Необходимо разработать конструкцию фрезы для обработки
по периметру наружной створки оконного блока. Размеры обрабаты вае­
мого профиля указаны на рис. 74, а. Ф реза предназначена для линии
ОК511, максимальный диаметр е е — 199 мм. Ш ирина фрезы с учетом пере­
крытия равна 50 мм. Так как обрабаты вается клееная конструкция, ножи
толщиной S = 6 мм оснащены пластинами твердого сплава. Принимаем
Y i=30°; р = 4 5 °; Q = 20°; Л„ = 21 мм. П оследовательность расчета приве­
дена в табл. 55, конструктивное исполнение — на рис. 74.
180
55. Результаты расчета конической фрезы
Определяе­
мая
величина
фи
я*
ъ
Фн
Q'
Р'
Уе
Rк
Li
Номер
формулы
81
82
83
84
85
87
88
80
86
89
Численные значения
tg ф„ = 4/42
99,5—50-0,095
99,5-0,5/94,74
50/99,5-0,866—94,74-0,851
0,364-0,9939
1-0,9939
9 9 ,5 - 0 ,5 + 6
99,5-0,866—( 6 ,- 1 ,0 0 6 + 1)
V 55,752 + 79,1 За
0,3607-0,1103
99,5-0,9843—(21 + 1)-0,9939
Результат
5°25'
94,74
31°40'
83°40'
19°50'
44°50'
55,75
79,13
97*
2°30'
76*
* Полученные результаты округлены до ближайшего целого числа.
Сборочный чертеж фрезы долж ен содерж ать основные технические
требования: рациональное и торцовое биение режущ их кромок, разность
массы ножей, входящ их в комплект фрезы, предельная частота вращения,
указания по испытанию фрезы на прочность вращением, а так ж е сведе­
ния о маркировке (товарный знак предприятия-изготовителя, обозначение
фрезы, марка инструментального материала режущ их элементов, пре­
дельная частота вращ ения).
4.2.4. Рекомендации по эксплуатации
П одготовка и эксплуатация сборных фрез во многом аналогичны под­
готовке и эксплуатации цельных и составных фрез (см. п. 4.1.3). Н ожи
сборных фрез затачиваю т по задней поверхности. Существует два способа
заточки: отдельно ножей и в сборе. Более прогрессивным способом я вл я­
ется з а т о ч к а в с б о р е , при которой обеспечивается требуем ая вели­
чина радиального биения реж ущ их кромок с меньшими затратам и, чем
при заточке отдельно ножей с последующей их установкой в корпусе на
один радиус резания При сборке фрезы ее устанавливаю т на оправке
в центрах или универсальной головке так, чтобы ее ось была параллельна
рабочей поверхности шлифовального круга. Смещение задней поверхно­
сти ножа относительно оси фрезы определяется по формуле (46). Заточку
начинают с наиболее заниж енного ножа, фиксируя окончание заточки по
нониусу винта поперечной подачи. О стальные ножи затачиваю т, ориенти­
руясь на зафиксированное показание нониуса. Контролировать р ади аль­
ное биение реж ущ их кромок ножей следует, не снимая фрезы со станка.
Н а предприятиях применяют з а т о ч к у п о у п о р к е сборных фрез
(рис. 75). П ередняя поверхность ножа вблизи от режущей кромки опи­
рается на упорку, расположенную против рабочей ветви шлифовального
круга. Во время продольной подачи фрезу непрерывно поджимают
181
2(рат
к упорке. Этот способ особенно эффективен при заточке фрез с наклон­
ной или винтовой режущ ей кромкой.
Реж имы заточки ножей отдельно И' в сборе см. в 4.1.3.
Устанавливать ножи в корпус целесообразно в приспособлении. Р ас ­
смотрим последовательность операций на примере составной сборной
фрезы. Фрезу устанавливаю т на оправку приспособления (рис. 76). На
плите приспособления 2, кроме оправки 3, установлены кронштейны для
крепления шаблонов 1 и индикатора часового типа 4 с возможностью
перемещения по вертикали. Ш аблон выполнен по размерам детали, под­
леж ащ ей обработке. В начале устанавливаю т на оправке корпус нижней
фрезы и слегка закрепляю т клиньями ножи. Установку ножей по высоте
производят по шаблону, одновременно вы ставляя их по радиусу и кон­
тролируя точность по просвету. Окончательную регулировку радиального
биения выполняют с помощью винтов, размещ енных в корпусе фрезы,
контролируя биение по индикатору. После этого надеваю т на оправку
верхнюю фрезу и регулируют ее аналогично. О трегулированные фрезы
соединяют винтами, при необходимости производят балансировку. Д ля
фрез длиной свыше 150 мм целесообразно использовать приспособление,
оснащенное призмами или центрами для закрепления оправки в горизон­
тальной плоскости. Такого типа приспособление поставляется в комплекте
четырехстороннего продольно-фрезерного станка.
Фрезы, подготовленные к работе, долж ны отвечать следующим тр е­
бованиям: 1. Ш ероховатость задних режущ их поверхностей ножей до л ­
жна характеризоваться показателем R a для ножей из инструментальных
Рис. 74. Конструктивное исполнение сборной конической фрезы:
а — общий вид; б — корпус; в — нож; г — клин
183
сталей не более 0,80 мкм, для ножей, оснащенных твердым сплавом, по
ленточке на твердосплавной пластине — не более 0,32 мкм; 2. Радиальное
биение реж ущ их кромок ножей долж но быть при диаметре фрез до
120 мм не более 0,06 мм; свыше 120 мм — не более 0,08 мм; 3. О тклоне­
ние от прямолинейности реж ущ их кромок ножей долж но быть при длине
ножей до 100 мм не более 0,02 мм, свыше 100 мм — не более 0,03 мм;
4. Фрезы долж ны быть уравновешены; допустимый остаточный дисбаланс
долж ен быть не более 50 г-м м при массе фрез до 10 кг и 5 г •'мм на
каж дый кг массы фрезы при массе более 10 кг; 5. Отклонение массы
ножей, входящих в комплект фрезы, долж но быть не более 0,1 г.
4.3. ФРЕЗЫ ДЛЯ СПЕЦИАЛИЗИРОВАННЫХ ПРОИЗВОДСТВ
4.3.1. Фрезы для агрегатного лесопиления
А грегатная переработка лесоматериалов малых и средних диаметров
с одновременным получением обрезных пиломатериалов и технологиче­
ской щепы позволяет рационально и комплексно использовать сырье, обес­
печивает возможность полной автоматизации в лесопилении.
184
И нструментальной промышленностью освоены фрезы для агроГатнод
переработки бревен на линиях Л А П Б и ЛАП Б-2.
Фрезы изготовляю тся двух типов (рис. 77, табл. 56): тип 1 — ф р езы
первичного фрезерования; тип 2 — фрезы вторичного ф резеро6ания
Фрезы типа 1 изготовляю тся в двух исполнениях: исполнения 1 —- одно­
резцовые (для линии Л А П Б) и исполнения 2 — двухрезцовые (для ЛИнии
т
jk
21
Рис. 77. Фрезы для линии аг­
регатной переработки бревен:
а — для узла первичного фрезеро­
вания однорезцовая тип 1, испол­
нение 1; б — то ж е двухрезцовая,
тип 1, исполнение 2; в — для узла
вторичного фрезерования, тип 2
Л А П Б -2). Основные параметры и технические требования регламентиро­
ваны ТУ 2-035-1033—86.
П роцесс ф резерования бревен на Л А П Б имеет ряд принципиальных
особенностей по сравнению с традиционными методами обработки,
ним
относятся больш ая глубина ф резерования с попутной подачей, су!цествен.
пая трансформация углов резания, необходимость получения качественной
щепы и пиломатериалов. Перечисленные особенности нашли отражение
в конструкции фрез. Д л я узла первичного ф резерования предусмотрен
набор фрез с дуговыми резцами (тип 1), обеспечивающих резание Со зн а ­
чительными подачами на зуб, размещ ение и удаление образую щ едся
технологической щепы. Угловые параметры: 7 = 4 0 °; {5=35°. Узел вторич­
ного ф резерования оснащ ается к ак ф резами типа 1 д л я формирования
185
боковых поверхностей получаемого бруса, так и фрезами типа 2, сл у ж а­
щими для зачистки верхних и нижних поверхностей бруса перед его рас­
кроем. Фрезы типа 2 оснащены плоскими ножами и имеют углы у = 30°;
Р = 40°.
56. Основные параметры фрез специальных для ЛАП Б
(Т У2-035-1033—86)
Исполнение 2
Q
2
2
чз
2
2
Ч
<L>
S
О)
X
Испол
ние 2
Исполнение !
а
2
Испол
нне 1
Число резцов
(ножей) г
Обозначение
Обозначение
резцов (ножей)
Тип
3219-6041
3219-6052
280
3219-6041.01
3219-6052.01
305
3219-6041.02
3219-6052.02
365
90
35
3169-4581
90
3100-4162
Ти
3210-4022
—
3210-4022.01
—
3210-4022.02
—
3210-4022.03
(левые)
—
3210-4022.08
—
3210-4022.09
—
200
115
3100-4162.01
3100-4160
226
90
31
3100-4161
80
3100-4162.02
95
3100-4162.03
200
3210-4022.10
—
105
3100-4162.04
3210-4022.11
—
135
3100-4162.05
М атериал резцов и ножей фрез — инструментальная легированная
сталь Х6ВФ или 6Х6ВЗ МФС (ГОСТ 5950— 73), твердость H R C . - 5 7 . . .61.
М атериал корпуса фрез — конструкционная сталь 40Х (ГОСТ 4543—71)
или марки 45 (ГОСТ 1050—74), твердость HRC3= 2 2 . . .32.
Получение широкой номенклатуры обрезных пиломатериалов при ми­
нимальном числе фрез достигается за счет унификации корпусов и резцов,
а так ж е выполнения нескольких шпоночных пазов, что позволяет устанав­
ливать фрезы на вал со смещением. Д л я всех типоразмеров фрез типа 1
предусмотрен один типоразмер дугового резца шириной 35 мм. Размеры
соединения резца с корпусом типа ласточкин хвост определены, исходя
186
57. Комплекты фрез для получения пиломатериалов различных сечений
Продолжение
Диаметр
бревна, см
Толщина х ши­
рина пиломате­
риалов, мм
Характеристика комплекта
номер
3219-6041
40X 100
14
обозначение фрез
число
6
1.2
22X 75
3219-6041.01
24
3219-6041.02
24
40X 125
3210-4022.09
2
22X 100
3210-4022.02
2
3210-4022.03
2
3219-6052
6
16
40X 150
18
1.2а
22X 125
44X 100
3219-6052.01
24
3219-6052.02
24
3210-4022.09
2
3210-4022.02
2
3210-4022.03
2
3219-6041
6
1.3
14
3219-6041.01
24
3219-6041.02
24
44X125
3210-4022.10
2
22X 100
3210-4022.02
2
3210-4022.02
2
3210-4022.03
2
3219-6052
6
22X 75
16
44X 150
1.3а
18
22X 125
3219-6052.01
24
3219-6052.02
24
3210-4022.10
3210-4022.02
3210-4022.03
188
2
Продолжение
Диаметр
бревна, см
Толщина X ши­
рина пиломате­
риалов, мм
16
50X 100
Характеристика комплекта
номер
3219-6041
22X 75
2
18
50X 125
обозначение фрез
2а
3219-6041.01
3219-6041.02
число
8
24
3210-4022.01
3210-4022.02
3210-4022.03
2
3219-6052
8
3219-6052.01
24
3219-6052.02
2 2 X 100
60X 100
2 .1
3210-4022.01
3210-4022.02
3210-4022.03
2
3219-6041
8
16
22X 75
3219-6041.01
24
3219-6041.02
3210-4022.11
3210-4022.02
2
3210-4022.03
60X 125
2 . 1а
3219-6052
8
18
2 2 X 100
3219-6052.01
24
3219-6052.02
3210-4022.11
3210-4022.02
2
3210-4022.03
П р и м е ч а н и е . И з бревна каждого диаметра получается по 2 доски
каждого сечения.
189
из условий максимальной надежности крепления. В зависимости от д и а ­
метра перерабаты ваемого бревна и размеров получаемых пиломатериалов
типоразмеры фрез н их число рекомендуется выбирать по табл. 57. Н омера
комплектов с индексом а предназначены для оснащения линий Л А П Б-2
(фрезы двухрезцовы е). В комплекты 1, 1а, 1.2, 1.2а, 2.1 и 2.1а дополни­
тельно долж ны устанавливаться проставочные кольца толщиной соответ­
ственно 2,0; 2,5; 3,5; 4,0.
Заточку резцов и ножей производят по задней поверхности (режимы
заточки см. п. 4.1.3). Ш ероховатость заточенных поверхностей долж на
характеризоваться показателем R a не более 1,25 мкм. Кроме того, фрезы,
подготовленные к работе, долж ны отвечать следующим требованиям:
1. Радиальное биение режущ их кромок резцов фрез типа 1, исполнение
2 — не более 0,15 мм, реж ущ их кромок ножей фрез типа 2 — не более
0,1 мм; 2. Допустимый остаточный дисбаланс фрез долж ен быть не более
30 г на 1 кг массы.
4.3.2. Фрезы для обработки строительных деталей
В эту группу входят фрезы, предназначенные для обработки четвер­
тей, пазов и гребней (ГОСТ 9330—76) и для погонажных строительных
деталей по ГОСТ 8242—75 (табл. 58). Фрезы используются на четырех­
сторонних продольнофрезерных станках и имеют диаметр резания 160 и
180 мм. Конструктивно фрезы выполнены с затылованными зубьями (кроме
фрез по ТУ2-035-878—82, зубья которых оснащены пластинами твердого
сплава марки В К 15). Рекомендации по эксплуатации фрез см. в п. 4.1.3.
Фрезы выпускают следующих типов: тип 1 — составные саморегули­
рующиеся для обработки соединения К-3, исполнение 1 — для профиля
без фасок, исполнение 2 — для профиля с односторонней фаской; тип 2 —
для обработки пазов и гребней в досках для покрытия полов; тип 3 —
для обработки пазов и гребней в брусках для покрытия полов; тип 4 —
для обработки пазов и гребней в обш ивках; тип 5 — цельные для о бр а­
ботки пазов соединения К-5, исполнение 1 — для профиля без фасок, ис­
полнение 2 — для профиля с двусторонней фаской; составные, оснащ ен­
ные пластинами из твердого сплава для обработки шпунтов со скошен­
ными заплечиками и гребней в досках для покрытия полов: плинтуса,
наличника, раскладки, поручня.
4.3.3. Фрезы для обработки зубчатых шипов
Рациональное и комплексное использование древесины — одно из
основных направлений развития лесопильно-деревообрабатывающ ей про­
мышленности.
Сращ ивание по длине кусковых отходов древесины — высокоэффек­
тивный метод экономии пиломатериалов при производстве столярно-строи­
тельных изделий и мебели. Ш ирокое распространение в промышленности
получило сращ ивание заготовок брусков коробок, створок, погонажных
деталей, деталей стульев и др. Вовлечение в производство кусковых от­
ходов, которые раньше практически не использовались, позволяет увели­
190
чить полезный выход на 8 .. .10 % и дает значительный экономический
эффект.
Увеличение объемов выпуска несущих клееных конструкций такж е
невозможно без применения зубчатых клеевых соединений. Перспектив­
ными направлениями применения зубчатых клеевых соединений являются
угловые соединения и сращ ивание по длине плитных древесных м ате­
риалов.
Основные размеры и технические требования к зубчатым клеевым
соединениям в древесине регламентированы ГОСТ 19414—79.
Д л я производства зубчатых клеевых соединений применяется как
специализированное
оборудование
(линии
OK5Q2
КД К 13,
станок
Рис. 78. Цельные фрезы:
а—с остроконечными зубьями; б—с затылованными зубьями
Ш П К40), так и деревообрабатываю щ ие универсальные станки (ф резер­
ные с шипорезной кареткой, одно- и двусторонние шипорезные станки).
Сращ ивание заготовок производится в прессах и ваймах различных кон­
струкций.
Конструкции фрез для обработки зубчатых шипов отличаются боль­
шим разнообразием.
По конструкции фрезы можно разделить на три типа: цельные
фрезы (рис. 78), цельные с групповыми зубьями (рис. 79), сборные
(рис. 80). По форме зуба различаю т фрезы с остроконечными зубьями и
затылованными зубьями. Применение того или иного типа фрез зависит
от размеров и допускаемых отклонений фрезеруемых шипов.
Д л я фрезерования шипов длиной 50 и 32 мм (ГОСТ 19414—79) при­
меняют цельные фрезы, используемые в наборе. Число фрез в наборе
зависит от ширины обрабатываемы х деталей. Д л я уменьшения динами­
ческих нагрузок фрезы устанавливаю т на шпиндель со смещением одна
относительно другой (веерообразно). Д л я этого во фрезах предусмотрены
191
5
58. Фрезы для обработки строительных деталей
Основные параметры
и размеры» мм
Фреза
Обозначение
диа­
метр
диаметр
посадочного
отверстия
размеры обрабатываемого профиля,
мм
Обрабатываемый
профиль
ши­
рина
so
h
ь
Фрезы для обработки четверти и кромки (ГОСТ 9330—76)
3224-0011
Д ля обработки соеди­
нения К -2
3224-0012
ГОСТ 18480—76
160
40
32
12 .
. 15
40
16 .
. 20
6
8
5,5 .
. 7,0
7,5 .
. 9,5
14
3224-0019
3224-0013
50
21 .
. 30
10
10 ,0 .
. 14,5
3224-0014
60
32 .
. 40
16
15,5 .
. 19,5
32
12 .
. 15
6
5,5 .
. 7,0
40
16 .
. 20
8
7,5 .
. 9,5
3224-0015
180
3224-0016
60
14
3224-0020
1
1
. 14,5
3224-0017
50
21 .
. 30
10
10 ,0 .
3224-0018
60
32 .
. 40
16
15,5 . . . 19,5
1
~4
Фрезы для обработки пазов и гребней (ГОСТ 9330— 76)
Тип 1, исполнение 1
ш
Морозов
S , мм
Д ля обработки пазов
соединения
К-3
ГОСТ 13235— 79
32
3232-0031
3232-0032
3232-0033
4
6
160
60
3232-0034
3232-0035
1, мм
7
36
8
9
40
10
11
32
6
7
50
12
13
4
6
180
3232-0036
Д л я обработки греб­
ней соединения К-3
ГОСТ 13235— 79
3236-0031
32
3236-0032
3236-0033
6
160
60
3236-0034
3236-0035
3236-0036
180
36
8
8
40
10
10
32
6
6
50
12
12
«94
Продолжение
Основные параметры
и размеры» мм
Фреза
Обозначение
диа­
метр
диаметр
посадочного
отверстия
ши­
рина
Размеры обрабатываемого профиля,
мм
Обрабатываемый
профиль
5» мм
1, мм
Тип 1, исполнение 2
Тип 5, исполнение 1
Д л я обработки пазов
соединения К-5 ГОСТ
13235—79
3230-0029
20
5,5
8
3230-0031
25
6,5
9
36
8,5
11
3230-0032
160
3230-0033
9,0
3230-0034
60
45
3230-0035
3230-0036
Д л я обработки греб­
ней соединения К-5
ГОСТ 13235—79
9,8
11,5
180
8,5
13
55
14,5
3230-0037
70
16,5
15
3234-0029
20
5,5
7
3234-0031
25
6,5
8
36
8,5
3234-0032
160
10
3234-0033
9,0
3234-0034
9,8
7
45
3234-0035
3234-0036
3234-0037
60
180
11,5
55
14,5
70
16,5
12
Продолжение
Основные параметры
и размеры» мм
Фреза
Обозначение
диа­
метр
диаметр
посадочного
отверстия
Размеры обрабатываемого профиля»
мм
ши­
рина
Обрабатываемый
профиль
5» мм
/, мм
Тип 5, исполнение 2
Д л я обработки пазов
соединения К-5 ГОСТ
13235— 79
3230-0229
3230-0231
160
3230-0232
3230-0234
60
3230-0235
180
3230-0237
Д ля обработки греб­
ней соединения К-5
ГОСТ 13235— 79
3234-0229
5,5
8
25
6,5
9
36
3230-0233
3230-0236
20
160
3234-0231
3234-0232
9,0
9,8
45
11,5
55
14,5
70
16,5
20
5 ,5
7
25
6,5
8
36
8,5
60
3234-0235
180
3234-0237
45
9,8
45
11,5
55
14,5
70
16,5
Фрезы для обработки деталей (ГОСТ 8242— 75)
Тип 2
40
3232-0305
160
60
60
3232-0306
Д ля обработки гребней
в досках для покрытия
полов ГОСТ 13235— 79
3236-0305
3236-0306
8,5
13
15
10
9,0
3234-0234
Д ля обработки пазов
в досках для покрытия
полов ГОСТ 13235—79
11
45
3234-0233
3234-0236
8,5
160
60
40
50
. 7
12
197
Продолжение
Размеры обрабатываемого профиля,
мм
Основные параметры
и размеры, мм
Фреза
Обозначение
диа­
метр
диаметр
посадочного
отверстия
ши­
рина
Тип 3
Тин 4
Д ля обработки пазов
в обшивках типа 2
ГОСТ 13235—79
3232-0401
160
60
32
Д л я обработки гребней
в обшивках типа 2
ГОСТ 13235—79
3236-0401
160
60
32
Обрабатываемый
профиль
5. мм
199
200
Продолжение
Основные параметры
и размеры» мм
Фреза
Обозначение
диа­
метр
диаметр
посадочного
отверстия
ши­
рина
Размеры обрабатываемого профиля,
мм
Составные, оснащенные пластинами из твердого сплава
Д ля обработки боко­
вого скоса плинтуса
типа 3 ГОСТ 22749— 88
3244-4103
180
60
30
Д ля обработки фасон­
ной поверхности плин­
т у с а ! типа 3 ГОСТ
22749— 77
3244-4106
180
60
55
Д ля обработки боко­
вого скоса плинтуса
типа 3 ГОСТ 22749— 77
3244-4107
180
60
30
Обрабатываемый
профиль
202
Продолжение
Основные параметры
и размеры, мм
Фрез
Обозначение
диа­
метр
диаметр
посадочного
отверстия
Размеры обрабатываемого профиля,
мм
ши­
рина
Обрабатываемый
профиль
Я 14
Д ля обработки плин­
туса ти п а) 4 ГОСТ
22749—77
3244-4108
180
60
50
Д л я обработки боко­
вого скоса плинтуса
типа 4 ГОСТ 22749—77
3244-4109
180
60
18
3244-4110
(левые)
Д ля обработки скоса
плинтуса типа 1 , на­
личника типа 2 , рас­
кладки типа 2 ГОСТ
22749—77
3244-41J1
Д л я обработки боко­
вой кромки налични­
ков типов 1 и 2 , плин­
тусов типов 1 и 2 ГОСТ
22749—77
3244-4112
180
60
25
180
60
50
(левые)
R2Q
R14
Продолжение
Основные параметры
и разм еры , мм
Ф реза
О бозначение
Д ля обработки боко­
вой кромки плинтуса
типа 2 ГОСТ 22749— 77
Разм еры обрабаты ваем ого
п роф и л я, мм
диа­
метр
диаметр
посадочного
отверстия
ши­
рина
3244-4113
(левые)
180
60
30
Д л я обработки рас­
кладки типа 1 ГОСТ
22749— 77
3244-4114
180
60
56
Д л я обработки скруг­
ленной кромки рас­
кладки типа 2 ГОСТ
22749— 77
3244-4115
140
40
34
Д ля
обработки
по­
ручня ГОСТ 22749— 77
3244-4116
180
60
38
180
60
28
3244-4117
(левые)
Д ля обработки внут­
ренней
поверхности
наличника
типа
1,
плинтуса типа 1 ГОСТ
22749-7'.
3244-4118
3244-4118.01
38
3244-4118.02
58
Обрабатываемый
профиль
П ро до л ж ен и е
Основные параметры
и размеры* мм
Фреза
Для обработки обшив­
ки
типа
1
ГОСТ
2 2 7 4 9 -7 7
Д ля обработки низа
поручня
ГОСТ
2 2 7 4 9 -7 7
Обозначение
3244-4119
Обрабатываемый профиль
диа­
метр
диаметр
посадочного
отверстия
ши­
рина
180
60
80
3244-4119.01
130
3244-4119.02
60
3244-4119.03
100
3246-4426
180
60
•
Размеры обрабатываемого
профиля, мм
So
а
1
Bi
60
П р и м е ч а н и е . Фрезы с затылованными зубьям и д л я обработк и четверти и кром ки и составн ы е, осн ащ ен н ы е п л астин ам и
из твердого сплава, для обработки пазов и гребней в доск ах дл я покры тия пол ов вы п уск ает К а м ен ец -П о д о л ь ск и й з а в о д д е р е в о ­
режущего инструмента, фрезы остальных типов — Томский зав од р еж у щ и х ин стр ум ен тов.
специальные отверстия и штифты или шпоночные пазы, выполненные под
различным углом. В технологической схеме обработки шипов указанных
размеров предусмотрена предварительная торцовка заготовок. В этом
случае фрезы обрабаты ваю т поверхностями абвг, площ адки гд не о б р аб а­
тывают (рис. 81, а).
С уменьшением размеров зубчатого соединения повышаются требо­
вания к точности их изготовления. Это, в свою очередь, требует, чтобы
весь профиль соединения, включая площ адки гд, ф резеровался на одной
позиции. Поэтому в отличие от фрез, показанных на рис. 78, о, осталь­
ные фрезы предназначены для обработки шипов длиной 20; 10 и 5 мм и
обрабаты ваю т профиль соединения по всему периметру. Д л я этого цель­
ная фреза (рис. 78, б) имеет дополнительные зубья 2, фрезерующие пло­
щадки гд (см. рис. 8 1 ,а ). Разница в радиусах резания основных зубьев /
и дополнительных 2 равна высоте шипа. Н едостатками данной конструк­
ции являю тся больш ая накопленная ошибка по шагу в наборе фрез и
дополнительные трудозатраты при эксплуатации, связанные с необходи­
мостью вы держ ивать высокую точность радиусов резания основных и
дополнительных зубьев как в одной фрезе, так и в наборе.
Цельные фрезы с групповыми зубьями лишены указанны х недостат­
ков. Фрезы этого типа отличаются тем, что зубья располагаю т группами.
Ш аг зубьев на фрезе равен двойному ш агу соединения. Зубья одного
ряда смещены относительно зубьев другого ряда на величину ш ага зу б­
чатого соединения (8 1 ,6 ). Зубья одного ряда фрезы обрабаты ваю т про­
филь через шаг, т. е. абвгде, зубья последующего ряда — профиль
д б leiZidie. Необходимость применения такой схемы обработки объясня­
ется технологической сложностью изготовления фрез с расположением
зубьев, соответствующим ш агу соединения, высокими требованиями к точ­
ности зубчатого соединения, опасностью заклинивания частиц древесины
между зубьями при фрезеровании.
Д ля обработки зубчаты х шипов длиной 20 мм целесообразно исполь­
зовать конструкцию фрезы, приведенную на рис. 79, а. Она имеет
ширину, кратную шагу соединения. Д л я обработки деталей определен­
ной ширины применяют набор из 2 .. .4 фрез. Фрезы, входящие
в набор, выполнены с высокой точностью по ширине и диаметру ре­
зания.
Ш ирина цельной фрезы с групповыми затылованными зубьями
(рис. 7 9 ,6 ) больше ширины обрабатываемой детали. Э та конструкция
рекомендуется для обработки шипов длиной 10 и 5 мм. Высокое каче­
ство зубчатого соединения при обработке этими фрезами определяется
главным образом точностью изготовления фрез, которая, в свою очередь,
зависит от оборудования для их изготовления. Кроме того, затраты на
эксплуатацию этих фрез минимальные. К ак достоинство следует отме­
тить, что в процессе эксплуатации фрез профиль соединения сохраняется
практически без изменения. При применении фрез с остроконечными
зубьями профиль соединения изменяется и поэтому эти фрезы имеют
ограниченный технический ресурс.
Сборная ф реза конструкции В Н И И древа (рис. 80, а) состоит из двух
фланцев /, меж ду которыми на осях 2 закреплены отдельные резцы 3
J07
и 4. По назначению и форме режущей части эти резцы делятся на два
типа аналогично фрезе, приведенной на рис. 78, б.
П редставляет интерес сборная ф реза фирмы «Штелле» (Ф РГ)
(рис. 8 0 ,6 ). В корпусе 1 закреплены резцы 2 в виде гребенок, имеющих
криволинейную заднюю поверхность. Зу б ья каж дого резца нарезаны на
величину двойного ш ага соединения. Д л я получения полного профиля со­
единения в обрабатываемы х деталях резцы устанавливаю т со смещением,
равным шагу зубчатого соединения. Э та конструкция отличается эконом­
ным использованием инструментальной стали, но предъявляет повышен­
ные требования к точности изготовления резцов и корпусов фрез.
С учетом перечисленных конструктивных решений ВНИ Иинструмента
разработана гамма фрез для обработки зубчаты х шипов по ГОСТ
19414—79,
которая освоена
инструментальной
промышленностью —
(табл. 59).
Фрезы изготовляют по ТУ2-035-629—78. М атериал фрез — инструмен­
тальная легированная сталь Х 6 ВФ (ГОСТ 5950—73). Д л я обработки мел­
ких зубчатых шипов рекомендуется применять так ж е фрезы из быстро­
режущей стали Р6М 5 (ГОСТ 19265—73).
Специализированное оборудование для производства зубчатых клее­
вых соединений комплектуется следующими фрезами: линия ОК502 —
фрезами
3202-4707, линия
КДК
13 — ф резами 3202-4406, станок
Ш П К -4 0 -ф р е з а м и 3202-4401 или 3202-4024.
Угловые параметры. При выборе угловых параметров фрез необхо­
димо руководствоваться следующими соображениями.
При вращении к аж д ая боковая реж ущ ая кромка зуба фрезы описы­
вает в пространстве гиперболоид вращения. Это приводит к тому, что
боковые прямолинейные реж ущ ие кромки фрезы при фрезеровании ф ор­
мируют криволинейные боковые поверхности зубчатого шипа. В сечении
эти поверхности представляю т собой части гиперболы. В связи с этим
в месте соприкосновения наклонных поверхностей шипов образуется з а ­
зор. Величина зазора растет с увеличением длины шипа и переднего угла,
что уменьшает прочность зубчатого клеевого соединения. Д ля уменьше­
ния этого зазора и обеспечения необходимой прочности соединения реко­
мендуются значения передних углов 1 0 . . . 2 0 °, меньшие значения углов —
для шипов длиной 50 и 32 мм.
Д л я осуществления процесса ф резерования задний угол в пределах
10. ..15° достаточен. Однако во фрезах для обработки зубчаты х шипов не­
обходимо увеличивать задний угол на главной режущей кромке, так как
при этом увеличивается задний угол на боковых режущ их кромках, что
благоприятно сказы вается на условиях резания. Увеличение заднего угла
во фрезах с остроконечными зубьями целесообразно такж е и потому, что
Рис. 79. Цельные фрезы с групповыми зубьями:
а—с остроконечными зубьями; б —с затылованными зубьями
Рис. 80. Сборные фрезы:
а —с остроконечными зубьями; б —с затылованными зубьями
208
Фреза
Обрабаты­
ваемая
деталь
Рис. 81. Схема фрезеро­
вания зубчатых шипов
в процессе эксплуатации при переточках з а д ­
ний угол уменьшается и м ож ет наступить
момент, когда ф реза становится неработоспо­
собной.
Расчет и конструирование фрез. Основное
требование, предъявляемое к зубчатым кле­
евым соединениям,— обеспечение необходимой
эксплуатационной прочности изделий: Проч­
ность соединения определяется главным обр а­
зом
точностью
нарезаемы х
шипов.
ГОСТ 19414— 79
регламентирует
точность
формирования шипов в пределах 12 .. .13 квалитетов по ГОСТ 6449— 76, т. е. устанавли­
вает интегральную оценку точности. Д ля д о ­
стижения указанной точности необходим ана­
лиз точности составляю щ их элементов зу б ч а ­
того клеевого соединения и соответствующ их
размеров фрез.
К основным параметрам, характеризую ­
щим точность шипов, относятся длина, шаг,
затупление шипа, угол наклона и симметрич­
ность профиля. Точность этих
параметров
в той или иной степени оказывает влияние на
прочность соединения.
Рассмотрим допускаемы е отклонения отдельных параметров.
Определение допускаем ого отклонения длины относительно просто,
связи с тем что фрезы одновременно обрабаты ваю т клиновидные
59. Фрезы для обработки зубчатых шипов
Размеры шипов
L x t x b , мм
Тип конструкции
Обозначение
5 0X 12X 2
Цельная
32X 8X 1
Цельная
3205-4007*
3205-4008
3202-4707
20X 6X 1
Цельная с групповыми зубьями
3202-4406
10X 3,5X 0,5
Цельная с групповыми зубьями
3202-4401
3202-4405
3202-4024
3202-4404
5X 1 ,7 5 X 0 ,2
Цельная с групповыми зубьями
* Фрезы отличаются углом расположения ^шпоночной канавки,
210
шипы и пазы, допуск следует назначить симметричным. Величину до­
пуска ориентировочно можно принять в пределах половины допуска на
зубчатое клеевое соединение по 13-му квалитету.
Ш аг соединения — основной показатель, определяющий точность со­
единения. Разм ер детали В, на которой фрезеруются шипы, и соответ­
ствующее ему число режущ их элементов (число отдельных фрез или
зубьев) п связаны соотношением
л>ВЛ+1.
(91)
Рассмотрим три случая установления рационального допуска по
шагу.
1. Если принять допуск на шаг соединения равным допуску на соот­
ветствующий размер по 13-му квалитету, то максимальная накопленная
ошибка по шагу равна Д /С= 6 л, где 6 — допускаемое отклонение.
Д л я реальных деталей, имеющих размер 6 = 100 мм и соединяемых
на зубчатый шип длиной 10 мм, получим Д /с = 5,04 мм. Естественно, что
такое отклонение не обеспечивает нормального соединения деталей.
2. М ожно принять суммарный допуск на зубчатое соединение равным
допуску на шаг соединения. В этом случае допуск на каж ды й ш аг будет
равен Д/ = б/я или для условий, приведенных выше, Д<с =0 ,0 0 6 мм.
Д ля достиж ения данной точности по ш агу потребуется специальное
высокоточное оборудование и значительные дополнительные тру до за­
траты на изготовление фрез.
3. Рассмотренные предельные случаи показывают, что при назначении
допуска на ш аг зубчатого соединения следует руководствоваться другим
критерием. Д л я выбора такого критерия представим зубчатое соединение,
в котором вершина последнего шипа одной из деталей контактирует
Основные параметр >1, мм
диаметр
диаметр
посадочного
отверстия
ширина
250
60
12
200
50
8
150
50
54
125
125
125
125
40
40
40
40
85
120
85
120
Завод-изготовитель
Томский завод режущих инстру­
ментов
Каменец-Подольский завод дерево­
режущего инструмента
Томский завод режущ их инстру­
ментов
То же
»
211
Q
5
Рнс. 82. Схема к определению допускаемых отклонений зубчатого шипового соединения:
а • ао шагу; б — по симметричности шипа
с вершинои шипа сопрягаемой де­
тали (рис. 82, а ), т. е. в результа­
те накопленной ошибки по шагу
последние шипы соединяемых д е­
талей контактируют в точке А.
При таком положении соединение
деталей возмож но, но с опреде­
ленной деформацией
последних
шипов. В этом случае Д /с =
= 0 ,5 /—Ь, где t — шаг соедине­
ния, мм; b — затупление верши­
ны, мм.
Если отнести эту накопленНУЮ ошибку к числу режущих
элементов, то получим точность
по шагу
Ы = Atc!n = t — 2Ь12п.
(92)
Переходя к конкретному рассматриваемому примеру соединения
L — 10 мм, получим Д /= 0 ,0 4 мм.
Следует отметить, что принятый критерий рассматривается как пре­
дельный случай. В действительности при симметричном расположении
поля допуска и вероятностном законе распределения погрешностей прак­
тические отклонения будут значительно меньше и зубчатое соединение
более качественным.
Ф ункциональная связь основных параметров шипа вы раж ается ф ор­
мулой
b = № - L tg > ,
(93)
где ф — угол наклона шипа, град.
Д ля определения погрешности замыкающего звена ДЬ размерной
цепи воспользуемся дифференциальным методом определения погрешности.
Входящие в формулу (94) параметры являю тся переменными величинами,
а их приращения (наибольшие отклонения от номинальных значений) —
первичными ошибками. В этом случае дифференциал функции может
быть представлен как dft = d(</2)— ( d i ) t g ф— (d tgf ф
)
(94)
П родифференцировав это уравнение и заменив знаки дифференциала
знаками погрешности, получим
Дb — Atl2 + A L tg ф + (Llcos2<p) Дф.
(95)
Д ля решения уравнения (95) зададим ся предельно допустимым значе­
нием Дф, исходя из реальных условий изготовления фрез, причем Д ф = 1 5 '.
Тогда для шипов с параметрами 10X 3,5X 0,5 мм получим Д6 = ± 0 ,0 4 мм.
Допускаемую погрешность симметричность профиля шипа A S можно
установить, рассмотрев треугольники A B C и A B tC , (рис. 8 2 ,6 ): A S =
= Ltgq>i— L tg ф:
A S = L (tg ф + Дф) — L tg ф.
(96)
Д л я реальных размеров изделий по формулам (92, 93, 95 и 96) со­
ставлена табл. 60.
212
Из таблицы следует, что фрезы для обработки зубчатых шипов отли­
чаются от других типов фрез повышенными требованиями к точности их
изготовления. Выполнение этих требований обеспечивает качественное и
надежное соединение деталей на зубчатый шип.
60. Допускаемые отклонения параметров фрез, мм
Размеры зубчатого
соединения L x t x b ,
мм
± ДL
±Д<
±Д&
±A S
50X 12X 2
32X 8X 1
20X 6X 1
10X 3,5X 0,5
5X 1 ,7 5 X 0 ,2
0,19
0,19
0,16
0,11
0,09
0,12
0,06
0,04
0,04
0,02
0,23
0,13
0,08
0,04
0,03
0,20
0,12
0,08
0,04
0,02
При расчете геометрических параметров фрез корректировке подвер­
гаются все размеры профиля по высоте, а так ж е связанные с ними угло­
вые параметры. При этом размеры фрезы по ширине остаются без изме­
нений. В качестве примера рассмотрим расчет фрезы с групповыми остро­
конечными зубьями, обрабатываю щ ей весь профиль зубчатого соединения
(рис. 83).
Пример. Считаются известными размеры зубчатого шипа L, t и Ь,
диаметр фрезы D, передний \ и задний а углы, угол заострения р.
Профиль зуба фрезы в плоскости передней грани (вид Б на рис. 83)
определяется размерами Лф и <рф в нормальном сечении К— К — разм е­
рами Лп и фп. Профиль изделия по высоте h формируется режущими
кромками, расположенными на радиусах резания R и Ri, причем
R i^ R -L .
В нижней точке профиля зуба фрезы передний угол определяется по
теореме синусов Yi = arc sin[fl sin y / ( R —L.)]. Из треугольников О А Е и ОСЕ
соответственно находим A E = R s i n y , CE = R ls in y i. Величина A C = h n или
hn = R sin v—^ is in 7 1 ; tg фп = 2ftn/(f—26).
Профиль зуба фрезы в нормальном сечении К — К определяется ан а ­
логично. И з прямоугольного треугольника А С В С В = А С sin р или Лф =
= /insin Р; tg фф = 2Лф/(/—26).
На рис. 84 показано конструктивное исполнение фрезы для обработки
зубчатых шипов длиной 2 0 мм.
При проектировании цельных фрез, используемых в наборе в расчетах
вместо величины L, следует подставлять величину L i = L + (6 /2 )tg ф.
Рекомендации по эксплуатации. Процесс ф резерования зубчатых ши­
пов характеризуется значительными усилиями резания.
Данны е В Н И И древа по удельной работе резания К при фрезеровании
шипов из сосновой древесины при различной подаче на резец Uz приве­
дены ниже.
К г , мм
...................................
U, Д ж /см 3
...........................
0,5
120
1,0
75
1,5
65
2,0
60
213
Рис. 83. Схема к расчету фрезы
£±0,1
Рис. 84.
шипов
Конструктивное
исполнение
фрезы
для
обработки
зубчатых
Приведенные величины в 3 .. .5 раз превышают значения удельной р а ­
боты резания при открытом фрезеровании. Это указы вает на необходи­
мость соблюдения некоторых правил при эксплуатации фрез: 1. О бору­
дование д л я ф резерования зубчаты х шипов долж но отвечать установлен­
ным д л я него нормам точности и ж есткости. 2. Вылет заготовки относи­
тельно опорных поверхностей механизма подачи долж ен превыш ать длину
нарезаемых шипов не более чем на 3 .. .5 мм. 3. П рижимные устройства
оборудования долж ны обеспечивать надеж ное закрепление заготовки
в процессе обработки без смещения и вибраций. П ри соблюдении этих
условий определяющее значение на точность фрезеруемых шипов и ш е­
роховатость поверхности оказы вает подача на зуб.
/
1
i
1,0 "
S мм
1,5
2,0
5
Рис. 85. Зависимость показателей качества ф резерования зубчаты х шипов
от подачи на резец Ut :
а — точности по шагу; 6 — шероховатости поверхности;
*1,7 мм
■1,2 мм; 3 •
/ —S,
Влияние подачи на зуб на точность шипов по ш агу и шероховатость
их поверхностей показано на рис. 85 при следующих условиях: диаметр
ф р езы — 125 мм; частота вращ ения — 3000 мин-1 , точность по шагу
зубьев ф р езы — ± 0 ,0 2 мм, размеры зубчаты х шипов 5X 1,7 5 X 0 ,2 мм, д р е­
весина хвойных пород влаж ностью 12 %, подача на зуб — 0,6; 1,2; 1,7 мм.
Из рисунка видно, что с увеличением подачи на зуб точность шипов по
ш агу сниж ается.
Прочность на статический изгиб зубчатого клеевого соединения р а з­
мерами 5X 1,75X 0,2 мм (давление прессования 4 М П а, клей УКС, дли ­
тельность выдерж ки — 24 ч) обеспечивается высокая при регламентиро­
ванной точности фрез в случае ф резерования зубчаты х шипов при S z —
= 1 ,2 мм.
Угловое соединение деталей на мелкий зубчатый шип обладает зн а ­
чительно большей прочностью, чем соединение на прямой шип.
Рекомендуемые подачи на зуб при фрезеровании зубчаты х шипов:
при высоте неровностей R m m u поверхности менее 100 мкм — S z= 0 , 5 . ..
. . .1 M M , R m max 100. . .200 М КМ Sz = 1,0.. .1,5 мм.
Заточку фрез рекомендуется производить на универсально-заточных
станках ЗА64Д, ЗВ642 и др. с использованием центров и оправки. Фрезы
31$
для обработки зубчаты х шипов затачиваю т только по передней поверх­
ности. Д л я этого ф резу или комплект ф рез закрепляю т на оправке, кото­
рую устанавливаю т в центрах. Д л я заточки применяют круги тарельчатой
формы или чашечные конические. Ф реза устанавливается на оправке так,
чтобы ось ее была параллельна рабочей поверхности круга. Ось фрезы
смещают от поверхности круга на величину, определяемую по ф ор­
муле (45).
Заточку фрез с затылованными зубьями производят, приж имая вруч­
ную зуб фрезы к кругу. Ф резы с остро заточенными зубьями затачиваю т
при поперечной подаче стола к шлифовальному кругу. При таких приемах
заточки получается наименьшее искажение профиля фрез при переточках.
Д ля достиж ения радиального биения зубьев фрезы в допустимых преде­
лах целесообразно начинать заточку с наиболее изношенного зуба, кото­
рый находят с помощью индикатора. О стальные зубья затачиваю т, ориен­
тируясь на этот зуб. После съема припуска на заточку необходимо вы ­
полнить несколько выхаживаний. Радиальное биение зубьев фрезы сле­
дует проверить, не снимая ее со станка. Реж им заточки см. в 4.1.3.
После заточки радиальное биение ф рез долж но быть не более
0,08 мм, на заточенных поверхностях не долж но быть следов прижогов,
шероховатость долж на характеризоваться показателем R a не более 1,25.
4.3.4. Фрезы для обработки окон
В эту группу входят фрезы насадные, предназначенные для обработки
деталей окон с двойным остеклением для ж илы х и общественных зданий
(ГОСТ 11214—78), с тройным остеклением для жилых и общественных
зданий (ГОСТ 16289—80), со стеклами и стеклопакетами для ж илы х и
общественных зданий (ГОСТ 24699—81) и окон со стеклопакетами
(ГОСТ 2 4 7 0 0 -8 1 ).
Ф резерование деталей и сборочных единиц окон вклю чает профиль­
ную обработку брусков створок и коробок, формирование шиповых соеди­
нений и обработку собранных створок, форточек, клапанов, фрамуг по
периметру. В соответствии с этим фрезы д л я обработки окон подразделя­
ются на три группы: составные с заты лованны ми зубьями; цельные
с пластинами из быстрорежущ ей стали; сборные и составные сборные
с ножами, оснащенными пластинами из твердого сплава.
Фрезы фасонные с заты лованны ми зубьями (рис. 86 , а) предназна­
чены для профильной обработки брусков створок и коробок на четырех­
сторонних продольно-фрезерных станках и автоматических линиях типа
ОК503, ОК508. Все фрезы имеют диаметр резания 180 мм, посадочный
диаметр 60 мм, изготавливаю т из инструментальной легированной стали
Х6 ВФ (ГОСТ 5950—74). Твердость ф рез H RC a= 5 7 . . .61. Технические тр е­
бования к фрезам регламентированы ГОСТ 22749—77.
Рис. 86 . Фрезы для обработки окон и дверей:
а — составная с затылованными зубьями; 6 — цельная с пластинами из быстроре­
жущей стали; в — составная сборная, оснащенная ножами с твердосплавными пла­
стинами
217
Фрезы шипорезные (рис. 86 , б) предназначены для ф резерования ши­
пов и проушин в брусках створок и коробок на шипорезных станках
типа Ш Д, работающих отдельно н встроенных в автоматические линии
ОК509, ОК205 и ОК213. Конструктивно фрезы выполнены с остроконеч­
ными зубьями, оснащенными пластинами из быстрорежущей стали Р6М5
(ГОСТ 19265—73). Ч асть фрез оснащена пластинами твердого сплава
ВК15 (ГОСТ 3882—74). М атериал корпуса ф рез — сталь 40Х (ГОСТ
4543—71) или 45 (ГОСТ 1050—74).
Д иаметр резания фрез — 280.. .315 мм, посадочный диаметр — 40 мм.
Технические требования к ф резам регламентированы ТУ2-035-415—75,
ТУ2-035-1041—86 и ТУ2-035-643—78.
Д л я обработки по периметру сборочных единиц окон инструменталь­
ной промышленностью освоено два типа фрез.
Д л я обработки наиболее массовых типов окон с двойным и тройным
остеклением для жилых зданий предусмотрены фасонные сборные фрезы
с ножами, оснащенными пластинами из твердого сплава (рис. 86 , в) и
предназначенные для оснащения автоматических линий ОК511 и ОК213.
Диаметр ф р е з — 180. ..2 1 4 мм. Фрезы для линий ОК511 со шпоночным
пазом имеют посадочный диаметр 45 мм, для линий ОК213 без шпоноч­
ного паза — 40 мм. М атериал режущей части ножей — твердый сплав
марки ВК15 (ГОСТ 3882—74), корпусов — сталь 40Х (ГОСТ 4543—71)
или 45 (ГОСТ 1050—74). Технические требования к фрезам регламенти­
рованы ТУ2-035-635—78.
Д ля обработки по периметру сборочных единиц окон различных типов
на универсальных фрезерных станках инструментальными заводами вы ­
пускаются фасонные фрезы с затылованными зубьями. Диаметр фрез —
160 и 180 мм, посадочный диаметр — 60 мм. М атериал фрез — инстру­
ментальная легированная сталь Х 6 ВФ (ГОСТ 5950—74). Твердость
HRCs = 5 7 .. .61. Н иж е в табл. 61, 62, 63, 64, 65, 66 и 67 приведены све­
дения, необходимые для выбора и зак а за фрез. При выборе необходимой
номенклатуры фрез следует учитывать, что в стандартах на различные
типы окон ряд профилей унифицированы. Так, например, при определении
номенклатуры фрез для обработки окон с тройным остеклением для ж и ­
лых зданий по ГОСТ 16289—80 ряд типоразмеров фрез следует выбирать
из перечня фрез, предназначенных для обработки окон с двойным остек­
лением но ГОСТ 11214—78.
Н а эскизах обрабатываемы х деталей жирными линиями выделены
участки профиля, обрабатываемы е конкретной фрезой.
При заказе необходимо указы вать краткое наименование фрезы, обо­
значение и номер нормативного документа.
Пример зак аза на фрезу для обработки проушин вертикальных брус­
ков коробки: фреза 3202-4116 ТУ2-035-415—75.
4.3.5. Фрезы для обработки дверей
Д ля обработки дверей по ГОСТ 6629—74 выпускают три типа фрез:
сборные, оснащенные пластинками твердого сплава марки ВК15; цельные
и составные с затылованными зубьями из инструментальной стали марки
218
Рис. 87. Фрезы для обработки паркета:
а — сборная; б — составная регулируемая
61. Фрезы для обработки окон с двойным остеклением для жилых зданий (ГОСТ 11214—78)
О сновны е разм еры , ым
Ф реза
Ок
О бозн ач ен и е
а
S
a
h
С ерия окон
(ГОСТ 11214—78)
S *
•ваш
соиа
я о н
а
Э
я
*в о
Д л я обработки заплечика горизонталь­ 3202-4103
ных брусков створок*(ТУ2-035-415—
-7 5 )
280
40
16
270
40
14
С, Р
3202-4104
(левые)
Д л я обработки проушин брусков внут­
ренней коробки* (ТУ2-035-415—75)
3202-4105
3202-4105.01
16
3202-4105.02
17
I
* В ыпускает К аменец-Подольский зав о д деревореж ущ его инструм ента.
I
П роф иль обработки
Продолжение
Д ля обработки заплечика нижних
шипов
вертикальных
брусков*
(ТУ2-035-415—75)
3202-4115
1ширина В
Обозначение
диаметр
посадочного
отверстия d
Фреза
диаметр D
Основные размеры, мм
Серия окон
(ГОСТ 11214—78)
294
40
28
С
Профиль обработки
к
1
>\S\r
at ^
г W
Д л я обработки проушин вертикаль­
ных брусков коробки* (ТУ2-035-415 —
75)
3202-4116
258
40
17
С
,К ---45
: 2,2
1:4I
■
-JJJL
|
1
1
1
1
Д л я обработки заплечика вертикаль­
ных брусков и импоста наружной ко­
робки* (ТУ2-035-415—75)
3202-4117
259
40
24
Р
I
^
!
i Д ,т
>
i
Д л я обработки заплечика вертикаль­
ных брусков коробки (ТУ2-035-643—
78)
3202-4118
315
40
30
Д л я обработки проушин в верхних
брусках коробки* (ТУ2-035-643—78)
3205-6501
315
40
16
43
3205-6502
(левые)
223
В ыпускает К аменец-П одольский завод деревореж ущ его и нструм ен та.
А
Й|
У
а]
w vf
V
V
1
224
8 В. Г. Морозов
* В ыпускает К ам енец-П одольский заво д дерево р еж у щ его инструм ента.
** В ыпускает К ам енец-П одольский завод деревореж ущ его инструм ента и Т омский за в о д реж у щ и х инструменто .
П родолжение
Основные размеры, мм
Фреза
Обозначение
Q
а
о
S
я
<
Сборные твердосплавные для обработки
базирующей
ленточки*
(ТУ2-035-635—78)
3225-6003
То ж е для обработки базирующих
ленточек* (ТУ2-035-635—78)
3225-6004
То ж е для обработки наружного про­
филя подфорточного бруска внутрен­
ней створки* (ТУ2-035-635—78)
3226-4103
3226-4104
180
180
200
£•«
2к
нI “
s« « “■
W ш
etc о
2Q
я
Серия окон
(ГОСТ 11214—78)
с.
S
3
32
12
С, Р
32
16
С, Р
45
Профиль обработки
55
С, Р
40
С затылованными зубьями составные
для обработки наружного профиля
форточки и подфорточной створки**
(ГОСТ 22749—77)
3244-4134
160
60
50
Составные сборные твердосплавные
для
обработки
створок*
(ТУ2-035-635—78)
3226-4105
3226-4106
(левые)
189
40
56
С. Р
То ж е для обработки наружного про­
филя нижнего бруска внутренней
створки* (ТУ2-035-635— 78)
3226-4107
3226-4108
182
45
55
С, Р
40
22 J
* В ыпускает К аменец-П одольский завод деревореж ущ его инструм ента.
** В ы пускает Каменец-П одольский завод деревореж ущ его инструм ента и Томский завод реж ущ их инструментов.
Продолжение
О сновны е разм еры , мм
Ф реза
О бозн ач ен и е
а
£■«
g*
С ерия окон
(ГОСТ 11214—78)
П роф иль обработки
5sя я&“■
о •>
в
S О Н
«СО
Составные
сборные твердосп лав­
ные для обработки наружного про­
филя вертикального бруска наружной
створки* (ТУ2-035-635—73)
3226-4111
55
210
40
3226-4110
(левые)
3226-4116
45
3226-4109
(левые)
С затылованными зубьями для обра­
ботки нижнего бруска коробки**
(ГОСТ 22749—77)
3244-4409
180
60
16
С, Р
* Выпускает Каменец-Подольский завод дереворежуш его инструмента.
** Выпускает Каменец-Подольский завод дереворежущего инструмента и Томский завод реж ущ их инструментов.
О сновны е размеры , мм
Ф реза
О б о зн ачен и е
Но О
s ?£•
180
60
55
180
60
105
s
С затылованными зубьями составные
для обработки верхнего и вертикаль­
ного брусков наружной коробки**
(ГОСТ 22749—77)
3246-4064
Серия окои
(ГОСТ 11214—78)
ок
Q
о.
он
s
се
* S
о . в- Н
Профиль обравот
я о н
etc о
3240-4С7!
(левые)
G затылованными зубьями составные
для обработки левого профиля и.мИОСТа** (ГОСТ 22749—77)
3246-4065
В ы пускает К аменец-П одольский завод деревореж ущ его и нструм ента.
В ы пускает К аменец-П одольский зав о д дерево р еж у щ его инструм ента и Томский зав о д реж ущ их инструментов.
П родолж ен и е
О с н о в н ы е разм еры » мм
Ф р еза
С е р и я окон
(Г О С Т 11214—78)
?к
О б о зн а ч е н и е
sСО
X
К
22 «
Kto.
Ой)
«ОД
s о н
П роф и ль обработки
есс о
Составные сборные твердосплавные
для обработки наружного профиля
вертикального и верхнего горизон­
тального брусков внутренней створки*
(ТУ2-035-635—78)
3246-4074
3246-4075
(левые)
189
45
56
С, Р
С затылованными зубьями составные
для обработки наружного профиля
форточки н подфорточной створки**
(ГОСТ 22749—77)
3246-4094
160
60
55
С, Р
Составные сборные твердосплавные
для обработки наружного профиля
нижних брусков наружной створки*
(ТУ2-035-635—78)
3246-4077
3246-4076
3246-4079
(левые)
214
40
61
С, Р
С затылованными зубьями составные
для обработки наружного профиля
нижнего бруска наружной форточки**
(ГОСТ 22749—77)
3246-4096
160
60
55
С, Р
1
1
Составные сборные твердосплавные
для обработки наружного профиля
нижнего бруска внутренней створки*
(ТУ2-035-635—78)
3246-4078
С затылованными зубьями составные
для обработки наружного профиля
нижних брусков форточки и подфор­
точной створки** (ГОСТ 22749—77)
3246-4101
Комбинированные
для
обработки
(ТУ2-035-635—78)
твердосплавные
створок*
3249-4004
2 10
40
55
С
Составные сборные твердосплавные
для обработки наружного профиля
вертикальных брусков внутренней
створки* (ТУ2-035-635—78)
3249-4005
3249-4006
(левые)
2 10
45
40
55
с
С затылованными зубьями для обработки нижнего бруска коробки**
(ГОСТ 22749—77)
3246-4098
164
60
16
С, Р
182
45
55
R3
С, Р
/W
СЭТ
160
60
55
С, Р
42
233
* Выпускает К аменец-П одольский завод дер ев о р еж у щ его инструм ента.
ментов.
** В ыпускает К аменец-П одольский завод дер ев о р еж у щ его инструм ен та и Т омский завод р е ж у ш их и нстру
62. Фрезы для обработки окон общественных зданий (ГОСТ 11214—78)
П родолж ение
Основные разм еры , мм
Ф реза
Обозначение
диам етр
D
Составная затылованная для обработки н аруж ­
ного профиля верхнего и вертикального брусков
наружной створки (ГОСТ 22749—77)
3246-4126
180
диам етр
посадочного
отверсти я d
60
П р о ф и л ь обработки
(ГО С Т 11214—78)
ш ирина
В
3246-4127
(левые)
Фреза составная заты лованная для обработки
верхних и вертикальных брусков, импоста на­
ружной коробки (ГОСТ 22749—77)
3246-4129
52
180
40
65
180
60
62
180
60
115
3246-4130
(левые)
Фреза составная затылованная для обработки
внутреннего профиля брусков наружной створ­
ки окон (ГОСТ 22749—77)
3246-4132
4246-4133
(левые)
Фреза составная затылованная для обработки
верхнего профиля нижнего бруска внутренней
коробки (ГОСТ 22749—77)
Примечание.
3246-4140
13
65
Фрезы выпускает Каменец-Подольский завод дереворежущего инструмента.
63. Фрезы для обработки окон с тройным остеклением для жилых и общественных зданий (ГОСТ 16289-—SO)*
Д л я обработки заплечиков шипов горизонталь­
ных брусков средних створок** (ТУ2-035-415—
75)
3202-4156
290
40
22
3202-4157
(левые)
Д ля обработки заплечика вертикальных бру­
сков, вертикального и горизонтального импос­
тов внутренней коробки** (ТУ2-035-415—75)
3202-4159
295,4
40
24
С затылованными зубьями для обработки им­
поста и внутреннего профиля вертикальных
и верхнего брусков внутренней коробки***
(ГОСТ 22749—77)
3244-4129
180
60
105
да?5
3244-4130
(левые)
* Остальные типоразмеры фрез, необходимые для изготовления окон по ГОСТ 16289—80, следует выбирать из номенкла­
туры фрез для обработки окон по ГОСТ 11214—78.
** Выпускает Каменец-Подольский завод дереворежущих инструментов.
*** Выпускает Томский завод дереворежущих инструментов.
240
П родолжение
Основные параметры и размеры, мм
Фреза
Обозначение диаметр диаметр посадоч­ ширина
В
ного отверстия d
D
С затылованными зубьями составные для обра­
ботки профиля нижнего бруска и горизонталь­
ного импоста наружной коробки*** (ГОСТ
22749—77)
3246-4087
180
60
56
С затылованными зубьями составные для обра­
ботки внутреннего профиля брусков средних
створок*** (ГОСТ 22749—77)
3246-4088
(левые)
180
60
45
60
104
Профиль обработки
3246-4089
С затылованными зубьями составные для об­
работки нижнего бруска и горизонтального им­
поста внутренней коробки (ГОСТ 22749— 7 7 )***
3246-4090
180
*** В ы пускает Томский завод дер евореж ущ их инструментов.
т . 17
Х6 ВФ, цельные, оснащенные пластинами из быстрорежущ ей стали марки
Р6М5. Технические требования к фрезам регламентированы соответствую ­
щими нормативными документами: ТУ2-035-635— 78, ГОСТ 22749—77 и
ТУ2-035-415— 75. Н еобходимая информация для выбора и за к аза фрез
приведена в табл. 68 . При заказе необходимо указы вать краткое наимено­
вание, обозначение фрезы и номер нормативного документа, которым
определяются технические требования на инструмент.
Пример. З ак аз фрезы правой для обработки кромок дверного по­
лотна: фреза 3210-6012 ТУ2-035-635—78.
4.3.6. Фрезы для обработки паркета
В эту группу входят фрезы для обработки штучного паркета и п ар ­
кетной доски (табл. 69), которые предназначены для эксплуатации на
специализированных станках и отечественных и импортных автом атиче­
ских линиях. Д л я изготовления штучного паркета применяют сборные
фрезы, оснащенные ножами и резцами с твердосплавными пластинами
(рис. 87, а ), паркетной доски — составные регулируемые, оснащенные
профильными твердосплавными пластинами (рис. 8 7 ,6 ). М атериал п ла­
сти н — твердый сплав марки ВК15 (ГОСТ 3882—74). При обработке
профилей паркетной доски следует иметь в виду, что технологией произ­
водства предусмотрена подрезка планок лицевого покрытия пилами, осна­
щенными пластинами из твердого сплава. Тем самым достигается высо­
кое качество обработки лицевых поверхностей паркетной доски без
сколов на кромках планок с поперечным направлением волокон по отно­
шению к направлению подачи.
Заточка ножей н резцов сборных фрез долж на производиться по
задней поверхности, фрез для обработки паркетной доски — по передней
поверхности. Рекомендации по эксплуатации фрез см. соответственно
в 4.1.3 и 4.2.4.
4.3.7. Фрезы для обработки деталей мебели
Д л я обработки деталей мебели используется инструмент достаточно
широкой номенклатуры: пилы, ножи, фрезы сборные, радиусные, пазо­
вые, концевые, сверла и др. Сведения об этих типах и типоразмерах ин­
струмента приведены в соответствующих разделах справочника.
В комплектацию линий обработки и ф анерования кромок мебельных
щитов М Ф К входят фрезы для снятия свесов 3220-4005 и 3220-4005.01.
Фрезы имеют наружный диаметр 70, ширину 20 мм, диаметр посадоч­
ного отверстия фрез для снятия св есо в — 18 мм, для ф асок — 25 мм.
Фрезы оснащены пластинами твердого сплава марки ВК15 по ГОСТ
3882-—74 (конструкция на рис. 39). Технические требования к фрезам
регламентированы ТУ2-035-643—78. В комплектацию линий М Ф К входят
такж е комбинированные пилы, пилы для подрезки фанерованного слоя
и снятия свесов. Информация об этих типах инструмента приведена
в 2 .6 .2 .
241
к> 64. Фрезы (ГОСТ 22749—77) для обработки отливов и раскладок окон
О сновные размеры» мм
Ф реза
О бозначение
диам етр
D
С затылованными зубьями для обработки ниж ­
ней кромки отливов*
3244-4210
диам етр посадоч­
ного отверстия d
ширина
В
180
60
32
П роф иль обработки
3244-4211
(левые)
С затылованными зубьями для обработки верх­
него профиля раскладок
3244-4213
180
60
66
С затылованными зубьями для обработки ниж ­
него профиля раскладок
3244-4214
180
60
60
С затылованными зубьями для обработки отли­
вов
-I
3246-4219
180
60
3,5 3,5 3,5
Р /.'О / ю 'Ю.
30
м
* Выпускают Каменец-Подольский завод дереворежущего инструмента и Томский завод режущ их инструментов. Остальные
й фрезы выпускает Томский завод режущих инструментов.
65. Фрезы для обработки окон со стеклопакетами и стеклами для жилых зданий (ГОСТ 24699—81)*
О сновны е параметры и разм еры , мм
Ф реза
Д л я обработки заплечиков верхних шипов вер­
тикальных
брусков
внутренних
коробок
(ТУ2-035-415—75)**
П р о ф и л ь о б р а б о тк и
(ГО С Т 24699—81)
О бозн ач ен ие
3202-4171
диам етр
D
ди ам етр посадочного отверстия d
ш ирина
В
300
40
20
180
60
80
3202-4172
(левые)
С затылованными зубьями составные для обра­
ботки наружного профиля вертикальных и верх­
них горизонтальных брусков внутренних ство­
рок (ГОСТ 22749—77)
3246-4104
i tsi
*1
Й
3246-4105
(левые)
1
1
1
С затылованными зубьями составные для обра­
ботки наружного профиля нижних брусков
внутренних створок (ГОСТ 22749—77)
3246-4106
180
60
80
С затылованными зубьями составные для обра­
ботки внутреннего профиля вертикальных и
верхних горизонтальных брусков и импостов
внутренних коробок (ГОСТ 22749—77)
3246-4109
180
60
85
3246-4110
(левые)
* Остальные типоразмеры фрез, необходимые для обработки окон для ж илы х зданий по ГОСТ 24699—81 следует выбирать
из комплекта фрез для обработки окон по ГОСТ 24700—81.
** Выпускает Каменец-Подольский завод дереворежущего инструмента. Остальные фрезы выпускает Томский завод реж у­
щих инструментов.
246
П родолжение
О с н о в н ы е п а р а м е т р ы и разм еры » мм
Ф р еза
П роф и л ь обработки
(ГО С Т 24699—81)
О б о зн а ч е н и е
ди ам етр
D
д и ам етр п осадоч­
н о го о т в е р с т и я d
ш ирина
В
С затылованными зубьями составные для обра­
ботки нижних внутренних клапанов (ГОСТ
22749—77)
3246-4113
180
60
65
С затылованными зубьями составные для обра­
ботки наружного профиля верхних горизонталь­
ных брусков нижних внутренних клапанов
(ГОСТ 22749—77)
3246-4114
180
60
65
37
55
С затылованными зубьями для обработки на­
ружного профиля верхних горизонтальных бру­
сков нижних наружных клапанов (ГОСТ
22749—77)
3246-4115
180
60
55
С затылованными зубьями составные для обра­
ботки наружного профиля нижних горизон­
тальных брусков верхних наружных клапанов
3246-4116
180
60
65
66. Фрезы для обработки окон со стеклопакетами и стеклами для общественных зданий (ГОСТ 26699— 81)*
Основные параметры и размеры, мм
Фреза
Обозначение
Д л я обработки заплечика верхних шипов верти­
кальных брусков и импоста наружной коробки
ТУ2-035-415—75)
3202-4173
диаметр диаметр посадоч­ ширина
В
ного отверстия d
D
298
40
30
296
40
30
Профиль обработки
(ГОСТ 24699—8Ь
3202-4174
(левые)
Д л я обработки заплечика нижнего типа верти­
кального бруска и импоста наружной коробки
(ТУ2-035-415—75)
3202-4175
3202-4176
(левые)
1
Д л я обработки проушины шипов горизонталь­
ных брусков наружной створки (ТУ035-415— 75)
3202-4179
304
1
40
10
S5
3202-4180
(левые)
Сборная
для
(ГОСТ 10504—76)
обработки
проушин
3212-3168
i[ K 7 ^ v ^ 7 \
/
6 5 --+
320
40
0,7
12
до 7£
Составная затылованная для обработки ниж ­
него бруска наружной коробки** (ГОСТ
22749—77)
3246-4128
180
60
65
* Остальные фрезы используются из комплекта фрез, предназначенных для обработки окон ж илы х и общественных зданий
по ГОСТ 11214—78, окон по ГОСТ 16289—80 и по ГОСТ 24699— 81.
** Выпускает Томский завод режущих инструментов. Остальные типы фрез выпускает Каменец-Подольский завод дерево­
режущего инструмента.
Продолжение
Основные параметры и размеры, мм
Фреза
П рофиль обработки
Обозначение
диаметр днаметр посадоч­
ного отверстия d
D
ширина
(ГОСТ 24699—81)
В
С о ставн ая за т ы л о в а н н а я д л я обработки по н а­
р у ж н о м у к о н т у р у ни ж н его б р у с к а нар у ж н о й
ств о р к и * * (ГО СТ 22749— 77)
3246-4131
180
60
65
С о ст ав н а я за т ы л о в а н н а я д л я обработки вн у т­
р ен н его пр о ф и л я б р у ск о в н ар у ж н о й * * створки
(ГО С Т 22749— 77)
3246-4132
180
60
62
3246-4133
(левые)
** В ы п у с к а е т Т о м с к и й з а в о д р е ж у щ и х и н стр у м ен то в . О стал ьн ы е типы ф рез
д ер ево р еж у щ его ин струм ента.
вы пускает
Каменец-Подольский завод
4.4. Ф Р Е З Ы К О Н Ц ЕВ Ы Е
4.4.1. Назначение и типы
Концевые фрезы предназначены для фрезерования по контуру, вы ­
борки пазов и гнезд, выполнения художественной резьбы в изделиях из
древесины и древесных материалов. Фрезы устанавливаю тся на ф ре­
зерно-копировальных, сверлильно-пазовальных, специальных шипорезных
станках и в агрегатных головках. Концевые фрезы по форме режущей
части делятся на цилиндрические, трапецеидальные, фасонные.
Цилиндрические фрезы, в свою очередь, подразделяю т на однозу­
бые незатылованные, однозубые затылованные и двузубые с прямой и
винтовой канавкой. Зад н яя поверхность концевых заты лованны х фрез
очерчена по спирали Архимеда и поэтому они сохраняю т постоянные
угловые параметры в процессе эксплуатации. Однако при переточках
этих фрез радиус резания уменьшается. Таким образом, срок их службы
при фрезеровании мерных пазов и гнезд невелик и определяется пре­
дельными значениями допусков на изделие. Этот тип фрез имеет огр а­
ниченное применение.
У однозубых незатылованных фрез радиус резания сохраняется по­
стоянным при значительно большем числе переточек. Это достигается тем,
что фреза, имеющая цилиндрическую заднюю поверхность, ось которой
совпадает с осью фрезы, устанавливается в патрон с эксцентриситетом.
В этом случае задний угол фрезы образуется за счет ее эксцентричного
вращения.
Двузубы е фрезы имеют режущие кромки на боковых поверхностях
и на торце. Они используются как для обработки пазов и гнезд, так и
для фрезерования по контуру.
В озмож но определенное число переточек концевых трапецеидальных
фрез при обработке ящичных шипов типа ласточкин хвост. Д л я компен­
сации уменьшения диаметра по мере переточек в станках Ш ЛХ имеется
специальный механизм компенсации износа.
В последнее время в соответствии с новыми тенденциями в архитек­
турно-художественном оформлении мебели начинают применять концевые
фасонные фрезы, предназначенные для художественной объемной резьбы,
профильной обработки по контуру на фрезерно-копировальных станках
и станках с программным управлением. Конструктивно они выполнены
двузубыми с остроконечными или затылованными зубьями.
Фрезы изготовляются из инструментальных легированных сталей
или оснащаются пластинами из твердого сплава. Во ф резах малого д и а ­
метра (3. . . 1 2 мм), на которых пайка твердосплавных пластин представ­
ляет значительные технологические трудности, реж ущ ая часть выполня­
ется целиком из твердого сплава методом вышлифовки по целому из
цилиндрических стержней. Фрезы диаметром свыше 12 мм изготовляются
с напаянными твердосплавными пластинами.
Р яд зарубежных фирм начал выпуск концевых сборных фрез с ме­
ханическим креплением твердосплавных пластин. Мнннмальный диаметр
таких ф р е з — 18 мм.
UI
67. Фрезы для обработки окон со стеклопакетами для жилых и общественных зданий (ГОСТ 24700—81)
О сновны е разм еры , мм
Ф реза
О бозн ач ен и е
ди ам етр
D
Д л я обработки проушин шипов вертикаль­
ных брусков внутренней коробки окна
(ТУ2-035-415—75)
3202-4165
диам етр п осадоч­
ного отверстия d
Профиль обработки
(ГОСТ 24700—81)
ширина
В
308
40
12
309
40
25
3202-4166
(левые)
Д л я обработки заплечиков шипов горизон­
тальных брусков внутренней створки окна
(ТУ2-035-415—75)
3202-4169
3202-4170
(левые)
1
Д л я обработки боковой кромки наличника.
Д анная фреза используется для обработки
скругленной кромки раскладки в комплекте
с фрезой 3244-4136* (ГОСТ 22749—77)
3244-4112
1
180
60
50
Л .
%&
1
Д ля обработки бокового профиля раскладок*
(ГОСТ 22749—77)
3244-4136
180
60
55
Г *
L
Составная для обработки брусков верхнего
внутреннего клапана* (ГОСТ 22749—77)
3246-4111
3246-4112
(левые)
* Выпускает Томский завод режущих инструментов.
180
60
65
А
1
л и *
4 2 ,5
J
П родолжение
Основные размеры, мм
Фреза
Обозначение
диаметр диаметр посадоч­ ширина
ного отверстия d
D
В
Фреза составная с затылованными зубьями
для обработки верхних и вертикальных бру­
сков коробок (ГОСТ 22749—77)
3246-4117
180
60
85
Составная с затылованными зубьями для об­
работки верхних и вертикальных брусков
коробок (ГОСТ 22749—77)
3246-4118
(левые)
180
60
85
Составная с затылованными зубьями для об­
работки верхнего профиля нижнего клапана
(ГОСТ 22749—77)
3246-4119
180
60
65
Составная с затылованными зубьями для об­
работки верхнего профиля нижних брусков
коробок (ГОСТ 22749—77)
3246-4120
180
60
85
Составная с затылованными зубьями для об­
работки средника балконных дверей со стек­
лопакетами** (ГОСТ 22749—77)
3246-4121
180
60
80
Профиль обработки
(ГОСТ 24700—81)
р И , \w
35
j-i
Составная с затылованными зубьями для об­
работки наружного профиля верхних и вер­
тикальных
брусков
створок
(ГОСТ
22749—77)
3246-4122
180
60
80
155
** Выпускает Каменец-Подольский завод дереворежущего инструмента и Томский завод режущ их инструментов.
256
Продолжение
Основные размеры, мм
Фреза
Обозначение
Составные с затылованными зубьями для об­
работки наружного профиля нижних бру­
сков створок и форточек (ГОСТ 22749—77)
3246-4123
диаметр диаметр посадоч­ ширина
D
ного отверстия d
В
180
60
профиль обработки
<ТОСТ 24700-81)
80
£
3246-4124
Составная с затылованными зубьями для об­
работки наружного профиля нижних бру­
сков верхних и нижних клапанов (ГОСТ
22749—77)
180
60
5
65
..
1
1
lS h
1
9
В- Г. Морозов
257
** В ы пускает К ам енец-П одольский завод деревореж ущ его инструм ента и Томский завод р еж у щ и х инструментов.
*** Остальные типоразмеры фрез выпускает Каменец-Подольский завод дереворежущих инструментов.
258
68. Фрезы для обработки дверей
[Основные параметры и разм еры , мм
Фреза
Обозначение
диаметр
диаметр поса­
дочного отвер­
стия d
140
40
D
Сборные, оснащенные пластинами из твер­
дого сплава, для обработки кромок дверного
полотна* (ТУ2-035-635—78)
3210-6012
П роф и ль обработки
(ГО С Т 6629—74)
ширина
В
3210-6016
(левые)
50
3210-6014
Сборные, оснащенные пластинами из твер­
дого сплава, для обработки шпунта дверного
полотна* (ТУ2-035-635— 78)
3210-6018
(левые)
180
60
3226-0024
180
60
50
40
IU | >и
71
1
С затылованными зубьями составные для об­
работки
обкладки
дверного
полотна*
(ГОСТ 22749—77)
3235-0004
180
60
50
40
s_ j_
Чгт 1
я
С затылованными зубьями для обработки
раскладки (ГОСТ 22749—77)
3244-4120
180
60
42
С затылованными зубьями д л я обработки
раскладки (ГОСТ 22749— 77)
м
5
-
п
м
S3
3244-4121
180
60
с 21 J
20
* В ы пускает К аменец-П одольский завод деревореж ущ его и нструм ен та. О стальн ы е ти по р азм ер ы
Томский завод реж ущ и х инструментов.
ф рез вы пускает
260
П родолжение
О сновны е п арам етры н разм ер ы , им
Ф р еза
П роф и ль обработки
(Г О С Т 6629—74)
О б о зн а ч е н и е
D
д и а м е т р поса«
д оч н ого о твер ­
стия d
ш ирина
В
диам етр
С затылованными зубьями для обработки
кромки и полугалтелей коробки дверей с к а­
чающимися полотнами (ГОСТ 22749—77)
3244-4122
180
60
85
С затылованными зубьями для обработки
нижнего профиля
нащельников (ГОСТ
22749—77)
3244-4207
180
60
85
Составные комбинированные д л я обработки
верхнего профиля нащельников (ГОСТ
22749—77)
3246-4221
200
60
80
С затылованными зубьями составные для об­
работки кромки притвора коробки (ГОСТ
22749—77)
3246-4427
180
60
85
С пластинами из быстрорежущей стали
для обработки кромки дверного полотна*
(ТУ2-035-415—75)
3246-4622
180
60
50
* Выпускает Каменец-Подольский завод дереворежущего инструмента. Остальные типоразмеры фрез выпускает Томский
завод режущих инструментов.
262
69. Фрезы для обработки паркета
Основные параметры и размеры, мм
Обозначение диаметр диаметр посадоч­ ширина
ного отверстия В, мм
D, мм
d, мм
Фреза
Профиль обработки
Фрезы для обработки штучного паркета
Сборные, оснащенные пластинами из твердого
сплава для обработки продольного шпунта
(ТУ2-035-635—78)
3231-4040
200
60
25
Сборные, оснащенные пластинами из твердого
сплава для обработки продольного гребня
(ТУ2-035-635—78)
3235-4040
20 1
60
25
Фрезы для обработки паркетной доски
Составные регулируемые, оснащенные пласти­
нами из твердого сплава, для обработки шпунта
на поперечных кромках (ТУ2-035-878—82)
3232-6001
180
60
32,5
Составные регулируемые, оснащенные пласти­
нами из твердого сплава, для обработки шпунта
на продольных кромках (ТУ2-035-878—82)
3232-6002
180
60
32,5
Составные, оснащенные твердым сплавом для
поперечной обработки паза (ТУ2-035-878—82)
3232-6004
180
60
30
7i
I 'm
m
П родолж ен и е
i9i
фреза
Основные параметры н размеры, мм
Обозначение диаметр диаметр посадоч­ ширина
ного отверстия В, мм
D, мм
d, мм
Составные, оснащенные твердым сплавом, для
продольной обработки паза (ТУ2-035-878—82)
3232-6005
180
60
30
Составные регулируемые, оснащенные твердым
сплавом, для обработки гребня на поперечных
кромках (ТУ2-035-878—82)
3236-6001
180
60
32,5
Составные регулируемые, оснащенные пласти­
нами из твердого сплава, для обработки гребня
на продольных кромках (ТУ2-035-878—82)
3236-6002
180
60
32,5
Составные регулируемые, оснащенные пласти­
нами из твердого сплава, для обработки гребня
на продольных кромках (ТУ2-035-878—82)
3236-6003
180
60
32,5
Фрезы составные, оснащенные твердым сплавом,
для
поперечной
обработки
гребня
(ТУ2-035-878—82)
3236-6004
180
60
30
Фрезы составные, оснащенные твердым сплавом
для
продольной
обработки
гребня
(ТУ2-035-878—82)
3236-6005
(левые)
Выпускает Каменец-Подольский завод дереворежущего инструмента.
Профиль обработки
L
70. Основные размеры фрез концевых цилиндрических, мм
Обозначение
Тип
3260-0051
D
d
4
4
L
1
50
1
3260-0052
5
5
20
3260-0053
80
2
3260-0054
6
6
3260-0055
60
3260-0056
7
1
8
3260-0057
3260-0058
30
65
10
95
2
9
3260-0059
35
65
1
10
10
3260-0061
75
40
3260-0062
100
2
3260-0063
12
110
10
80
50
12
120
60
85
55
90
60
12
140
80
10
95
65
160
100
12
3260-0064
1
3260-0065
14
3260-0066
2
3260-0067
16
3260-0068
1
10
3260-0069
18
3260-0071
2
3260-0072
20
266
3260-0073
1
3260-0074
2
|
25
|
12
|
И нструментальной промышленностью освоен выпуск ряда типов кон­
цевых фрез для фрезерования по контуру н выборки пазов и гнезд.
Производство твердосплавных и фасонных фрез находится в стадии
освоения.
Фрезы концевые цилиндрические (ГО С Т 8994—80) предназначены
для ф резерования древесины по контуру и выборки гнезд на вертикально­
фрезерных и сверлилыю -пазовальных станках.
Фрезы поставляются двух типов (рис. 88 , табл. 70): тип 1 — одно­
зубые, тип 2 — двузубые. Фрезы типа 1 устанавливаю тся в эксцентрико­
вом патроне. Фрезы типа 2 по требованию потребителя могут постав­
ляться с винтовой канавкой — правого вращ ения, с прямой канавкой —
левого вращения.
71. Основные размеры фрез концевых твердосплавных, мм
Обозначение
D
d
L
1
Обозначение
Однозу!5ые
3
35
5
3260-4027
3260-4023.01
4
37
6
3260-4033
3260-4023.02
5
3260-4023.03
6
L
1
3260-4024
8
|
5
5
35
18
6
10
40
25
50
20
75
45
82
32
88
26
98
35
3260-4033.01
40
10
d
Двузубые
3260-4023
3260-4021.01
D
8
10
8
12
3260-4033.02
3260-4034
60
30
10
10
3260-4034.01
12
3260-4034.02
12
М атериал
фрез — инструментальная
легированная
сталь
Х6 ВФ
(ГОСТ 5950—73). Твердость рабочей части фрез диаметром до 6 мм —
H RCa= 5 1 . . .55, свыше 6 мм>— H RCB= 5 8 . . .61.
И зготовитель — Томский завод режущ их инструментов.
Фрезы концевые твердосплавные (ТУ2-035-617 — 78) одно- н дву зу ­
бые предназначены для фрезерования по контуру, выборки пазов и гнезд
в различных древесных материалах (рис. 89, табл. 71).
Отличительной особенностью данных ф рез является то, что рабочая
часть изготовляется целиком из твердого сплава марки ВК15 (ГОСТ
3882—74).
267
Рис. 8 8 . Фрезы
концевые цилиндрические из инструментальной
а — однозубая незатылованная; б — двузубая
А-А
Рис. 89. Фрезы концевые твердосплавные:
а — однозубая незатылованная; б — двузубая
Фрезы концевые, оснащенные пластинами из твердого сплава
(ТУ2-035-809—81) предназначены для ф резерования по контуру, вы ­
борки широких пазов и гнезд в различных древесных материалах
(рис. 90, табл. 72).
72. Основные размеры концевых фрез, оснащенных пластинами
из твердого сплава, мм
Обозначение
D
d
L
1
50
20
Обозначение
D
L
/
80
20
90
30
80
20
90
30
Д вузу бые
Однозу бые
3260-4040
3260-4041
14
10
3260-4041.01
3260-4040.01
65
35
3260-4041.02
3260-4040.02
12
16
3260-4041.03
3260-4040.03
12
10
50
20
3260-4041.04
3260-4040.04
25
14
3260-4041.05
3260-4040.05
65
3260-4040.06
d
35
16
М атериал
режущей части фрез — твердый сплав ВК15 (ГОСТ
3882—74), корпуса — конструкционная сталь 40Х (ГОСТ 4543—71) или
45 (ГОСТ 1050—74).
L
I
ЕЭ |
С
Г
в
Рис. 90. Фрезы концевые с пластинами твердого сплава:
а—однозубая незатылованная; б—двузубая
Фрезы концевые для обработки ящичных шипов ласточкин хвост
(ТУ2-035-409—75) предназначены для выборки шипов и гнезд в ящич­
ных дощ ечках на шипорезных станках Ш ЛХ (рис. 91, табл. 73).
269
М атериал ф рез — инструментальная легированная сталь марки Х6 ВФ
(ГОСТ 5950—73). Твердость рабочей части фрез H RC a = 5 2 .. .56, хво­
стовика H RCa = 3 0 .. .40.
Изготовитель — Томский завод режущих инструментов.
Рис. 91. Ф реза концевая
для
обработки ящичных
шипов ласточкин хвост
^-3
Ш
Пример. З ак аз концевой фрезы из инструментальной стали однозу­
бой тип 1 , диаметр 1 2 мм, диаметр хвостовика 10 мм, длиной 80 мм:
фреза концевая 3260-0064 (ГОСТ 8994—80).
73. Основные размеры фрез для обработки шипов ласточкин хвост, мм
Обозначение
D
L
d
<Л
1
3264-0005
Обозначение
D
L
d
d,
/
3264-0008
(левые)
16
65
11
13
40
15
3264-0006
(левые)
65
11
13
40
3264-0009
17
3264-0007
16
3264-0010
(левые)
4.4.2. Расчет и конструирование концевых фрез
При расчете и конструировании фрез необходимо учитывать два ос­
новных требования: обеспечение рациональных условий резания и обес­
печение необходимой прочности фрез. Рациональным условиям резания
отвечает фреза с большими значениями переднего угла. Кроме того, для
концевых фрез характерно уменьшение заднего угла в динамике при у в е­
личении углов движения (см. 1.1.2). При определенных условиях (ф ре­
зерование пазов, малый диаметр фрез) задний угол движения мож ет
достигать 4 .. .5°. В то ж е время увеличение передних и задних углов
приводит к уменьшению поперечного сечения фрезы и, как следствие,
к снижению прочности. При этом уменьшается технический ресурс фрез
при фрезеровании мерных пазов. И сходя из этого, определяющее зн а­
чение при расчете концевых фрез имеет правильный выбор угловых п а­
раметров (табл. 74).
Меньшие значения переднего и заднего углов рекомендуются для
фрез малого диаметра (до 10 мм) и фрез, используемых в станках с ме­
ханической подачей.
*70
Расчет однозубых концевых
фрез (рис. 92) проводят в сле­
дующей последовательности опе­
раций. При известных значениях
радиуса фрезы R и угла заостре­
ния Р определяют радиус впади­
ны г. Ориентировочное значение
г можно найти из соотношения
г = Rl(2 cos Р).
(97)
Полученный результат обыч­
но округляю т до ближайшего
большего значения с градацией
0,5 или 1 мм. П лощ адь попереч­
ного сечения фрезы, помимо R и
г, определяет размер 6 :
Ь = R (1 + s l n a ) .
(98)
Рис. 92. Схема к расчету геометри­
ческих параметров концевой однозу­
бой фрезы
И сходя из этого, координаты центра окружности радиуса г
К = Л cos а — г cos ф — а );
(99)
п = R sin а + г sin ((J — а ).
(100)
Пример расчета концевой фрезы. Необходимо разработать концевую
фрезу для выборки паза шириной 7 мм в древесностружечной плите на
станке ВФК. Реж им ф резерования: п = 1 8 0 0 0 мин-1 , 11= 10 м/мин, о =
= 339 м/мин.
74. Рекомендуемые значения углов концевых фрез, град
Фреза
Передний
Задний
Задний угол
на торцовой
поверхности
Ц илиндрическая однозубая незатылованная из инструментальной ста­
ли
То ж е из твердого сплава
Ц илиндрическая двузубая с прямой
канавкой из инструментальной ста­
ли
То ж е из твердого сплава
Д л я обработки ящичных шипов типа
ласточкин хвост
30 . . . 35
15 . . . 20
45
25 . . . 30
20 . . . 25
10 . . . 15
10 . . . 15
45
20 . . . 25
15 . . . 20
30
15 . . . 20
20 . . . 25
—
6
Выбираем цилиндрическую однозубую фрезу диаметром 6 мм. М е­
тод изготовления: вышлифовка профиля из цилиндрической твердосплав­
ной заготовки. Принимаем (5=50°; а = 1 5 ° , проверив предварительно зн а­
чение заднего угла движ ения: a fl = a rc tg ( 10/339) =0,0295; а д =1°40'.
271
Результаты расчета сведены в табл. 75, конструктивное исполнение
показано на рис. 93.
4.4.3. Рекомендации по эксплуатации
Требования к оборудованию. Д л я обеспечения нормальных условий
эксплуатации концевых фрез необходимо, чтобы оборудование, приспо­
собления, реж ущ ий и вспомогательный инструмент отвечали предъявляе­
мым к ним требованиям. Особое внимание необходимо уделять п о каза­
телям точности отдельных узлов оборудования, непосредственно связан ­
ных с работой инструмента.
75. Результаты расчета фрезы диаметром 6 мм
Определяе­
мый
параметр
г
Ь
Формулы
Результат,
мм
(97)
(98)
2,50
3,80
Определяе­
мый
параметр
п
к
Формулы
Результат,
мм
(99)
( 10 0 )
0,85
2 ,2 0
Станки
т и п а ВФК.
1. Перпендикулярность оси вращения
шпинделя к рабочей поверхности стола, отклонение от перпендикулярно­
сти у торца шпинделя допускается не более 0,05 мм на диаметре 260 мм.
Рис. 93. Конструктивное исполнение концевой однозубой фрезы
2. Перпендикулярность вертикального перемещения шпинделя к поверх­
ности стола, отклонение от перпендикулярности — не более 0 ,1 мм на
длине 100 мм. 3. Соосность шпинделя и упорного штифта, отклонение
от соосности не более 0,05 мм. 4. Радиальное биение шпинделя, допу­
скаемое отклонение не долж но превышать 0,02 мм у торца шпинделя.
272
С т а н к и т и п а С В П А. 1. П араллельность направления качания
рабочей поверхности стола, отклонение от параллельности — не более
0,05 мм на длине 100 мм. 2. П араллельность оси вращения шпинделя р а ­
бочей поверхности стола, отклонение от параллельности — не более
0,05 мм на длине 100 мм. 3. П араллельность рабочей поверхности стола
направлению его перемещения по горизонтальным направляю щим, откло­
нение от параллельности — не более 0,05 мм на длине 100 мм. 4. Р а д и ­
альное биение шпинделя, допускаемое отклонение не долж но превышать
0,04 мм.
С т а н к и т и п а Ш Л Х . 1. Перпендикулярность вертикальной опор­
ной стенки рабочей поверхности стола, отклонение от перпендикулярно­
с т и — не более 0,1 мм на длине 200 мм. 2. Располож ение торцов шпин­
делей в одной плоскости, допускаемое отклонение не долж но превышать
0,2 мм. 3. Радиальное биение шпинделей, допускаемое отклонение не
долж но превышать у торца шпинделей 0,04 мм.
Кроме регламентации геометрической точности отдельных узлов обо­
рудования необходимо соблю дать следующие требования. 1. Приспособ­
ления для закрепления деталей долж ны быть жесткими и прочными,
обеспечивающими надеж ный заж им. 2. М еханизм подачи долж ен обеспе­
чивать движение материала или инструмента равномерно без рывков и
заеданий. 3. Д л я повышения ж есткости рекомендуется выбирать фрезы
по длине таким образом, чтобы вылет их был по возможности мини­
мальным.
Режимы резания. При резании регулируемыми параметрами режима
являю тся подача на резец S z и глубина резания Н. Однако необходимо
учитывать, что с увеличением S z и Н сниж ается качество обработки и
возникает опасность поломки концевых фрез. Скорость резания при
фрезеровании концевыми фрезами на станках различных моделей изме­
няется в пределах от 2 до 2 0 м/с, что соответствует частоте вращения
шпинделей 6000. ..24 000 мин-1 . Н а станках с ручной подачей S z ограни­
чивается усилием, прилагаемым рабочим, которое не долж но превышать
60. ..100 Н. Это соответствует 5* = 0,2. ..0 ,4 мм при обработке древе­
сины твердых пород и древесных материалов и S 2 = 0 , 3 . . .0,5 мм при
обработке древесины мягких пород. П одача на резец в станках с механи­
ческой подачей СВПА и Ш ЛХ определяется кинематикой движения ин­
струмента и обрабатываемого материала. Численные значения ориенти­
ровочно равны для станков типа СвПА-2 — осевая подача S t = 0 ,0 5 ...
0,25 мм, поперечная подача 0,2. ..1,5 мм, для станков Ш ЛХ S z = 0,05 мм.
При выборке пазов и гнезд опасность поломки концевых фрез в о з­
растает. Д л я предотвращения этого необходимо стремиться к тому, чтобы
поперечная подача фрезы осущ ествлялась при заглублении ее на вели­
чину, не превышающую диаметр резания ( H ^ . D ) .
Заточка фрез производится на специализированных заточных стан­
ках типа ТчФК или универсально-заточных станках, оснащенных комп­
лектом приспособлений. Заточка боковых режущих кромок производится
со стороны передней поверхности, торцовых — со стороны задней поверх­
ности. Концевая фреза устанавливается консолыю в универсальной го­
ловке с помощью цанги таким образом, чтобы передняя поверхность
273
фрезы была параллельна боковой поверхности круга. Д л я заточки ис­
пользуют круги тарельчатой или плоской формы, заправленные по про­
филю канавки фрезы. Ш лифовальный круг долж ен правиться так, чтобы
его рабочая ширина бы ла меньшей ширины затачиваемой поверхности.
Схема взаимного положения круга и фрезы при заточке показана на
рис. 94. Величина смещения круга относительно оси фрезы определя­
ется по формуле (45). Д л я заточки торцовых реж ущ их кромок фрезы
устанавливаю т в соответствии с заданным задним углом и разворачи­
ваю т на угол поднутрения. Рекомендуемые режимы заточки приведены
в 4.1.3.
П осле заточки концевые ф резы долж ны отвечать следующим тре­
бованиям: 1. Ш ероховатость заточенных поверхностей долж на характе-
h
Рис. 94. Схема заточки
Рис. 95. Эксцентриковый патрон
ризоваться показателем R z не более 3,2 мкм. 2. Предельные отклонения
угловых параметров не долж ны превышать ± 2 °. 3. Д л я двузубых фрез
радиальное и торцовое биение реж ущ их кромок зубьев относительно оси
хвостовика не долж но быть более 0,05 мм.
Установка фрез. Концевые однозубые иезатылованные фрезы
за­
крепляют в специальном эксцентриковом патроне (рис. 95). При этом
задний угол образуется за счет эксцентричного вращ ения. Д л я обеспе­
чения нормальных условий резания фрезу закрепляю т в патроне с опре­
деленным углом установки <р, значение которого равно (см. рис. 92) [9]:
Ф = arccos
( 101)
2R е
где R p — радиус резания, равный половине ширины паза, мм; е — экс­
центриситет, мм.
Задний угол резания н угол установки связаны соотношением
а р = arcsin е sin ф //? р.
274
( 102)
При известных R p, R и е (табл. 76) определяют угол установки ф.
Проверив значение а р по формуле (102), устанавливаю т фрезу в экс­
центриковом патроне.
Концевые незатылованные фрезы, закрепленные в эксцентриковом
патроне, перед установкой на станок долж ны быть тщательно отбалан ­
сированы. Статическая балансировка заклю чается в следующем. З ак р еп ­
ленная в патроне фреза устанавливается в балансировочной втулке
76. Исходные данные при выборе углов установки концевых однозубых
незатылованных фрез, мм
Диаметр
резаания
(ширина паза)
°р
4,5 . . . 4,9
5,0 . . . 5,4
5,5 . . . 5,9
6,0 .. . 6,3
6,5 . . . 6,8
7,0 . . . 7,3
7,4 . . 7,8
8,0 . . 8,7
8,7 . . 8,9
9,0 . . 9,3
9,4 . . . 9,8
10,0 . . . 10,7
10,8 . . . 10,9
11,0
11,3
Диаметр
фрезы D
Эксцен­
триситет
е
4
4
5
5
5
0,50
0,75
0,50
0,75
6
6
6
8
8
8
8
10
10
1,00
0,75
1,00
1,50
0,50
0,75
Диаметр
резания
(ширина паза)
°Р
11,4 . . .
12,0 . . .
Диаметр
фрезы D
Эксцен­
триситет
е
10
10
10
12
12
12
1,0
11,8
12,7
12,9 . . . 13,8
14,0 . . . 14,7
14,9 . . . 15,6
15,7 . . . 16,5
16,9 . . . 17,6
17,7 . . . 18,4
18,5 . . . 19,4
19,6 . . . 20,5
1,00
20,8
1,50
0,50
0,75
21,4 . .
22,5 . .
23,5 . .
24,4 . .
25,8 . .
27,5 . .
. . .
.
.
.
.
.
.
21,2
22,4
23,4
24,3
25,3
27,2
29,0
14
14
14
16
16
16
18
18
18
20
20
1,5
2,0
1,5
2,0
2,5
2,0
2,5
3,0
2,5
3,0
3,5
3,0
3,5
4,0
4,0
5,0
(входит в комплектацию станков В Ф К ). Устранение дисбаланса дости­
гается ввертыванием в отверстия патрона специальных винтов, которые
уравновешиваю т эксцентричное расположение фрезы. Балансировка счи­
тается законченной, если балансировочная втулка при перемещении по
строго горизонтальной плите останавливается в любом положении.
5. ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
И ГНЕЗД
5.1. СВЕРЛА
5.1.1. Назначение и типы
Сверла предназначены для сверления отверстий в древесине и д р е­
весных материалов на сверлильных и сверлильно-присадочных станках.
По конструкции сверла можно разделить на две группы: спиральные и
цилиндрические для сверления отверстий большого диаметра, высверли­
вания сучков и обработки пробок.
275
Спиральные сверла с конической заточкой просты в эксплуатации и
предназначены для сверления отверстий, к которым не предъявляю тся
высокие требования, а такж е отверстий под шканты, шурупы и т. д.
Сверла выпускаются с углом при вершине 85°.
Д л я получения отверстий высокого качества, особенно на входе
сверла в материал, следует применять сверла с центром и подрезателями. Эти сверла имеют пять режущ их элементов: две главные р еж у­
щие кромки, два подрезателя и направляющий центр. Направляю щ ий
центр предназначен для повышения координатной точности сверления и
выступает над главными режущими кромками на 2 ,5 .. .5 мм в зависи­
мости от диаметра сверл из инструментальных сталей. В сверлах, осна­
щенных пластинами нз твердого сплава, это выступание меньше (1 ,4 ...
3,3 мм). П одрезатели перерезают материал перед главными режущими
кромками и обеспечивают высокое качество сверления. В сверлах из
инструментальной стали подрезатели выступают над главными режущими
кромками на 0,5 мм для диаметров сверл 6 . ..1 4 мм, на 1,0 мм — для
диаметров 15. ..17 мм, на 1,5 м м — для диаметров свыше 17 мм. В свер­
лах, оснащенных пластинами из твердого сплава, эта величина равна
0,5 мм для диаметров 4 . .7 мм, 0,7. ..1,0 мм для диаметров 8 . ..1 2 мм.
Сверла спиральные твердосплавные имеют два конструктивных ре­
шения: монолитные, изготавливаемые из твердосплавных стержней ме­
тодом вышлифовки по целому (ТУ2-035-631—78) и оснащенные н апаян­
ными пластинами из твердого сплава (ТУ2-035-962—84).
Д л я высверливания сучков в столярно-строительных изделиях, д е ­
талях мебели и тары применяют чашечные сверла из инструментальной
стали, имеющие две главные реж ущ ие кромки, подрезатели и направ­
ляющий центр. Чашечные сверла аналогичной конструкции, оснащенные
напаянными твердосплавными режущими элементами, предназначены для
получения точных отверстий незначительной глубины для установки ме­
бельной фурнитуры. Н а выставках некоторые зарубеж ны е фирмы дем он­
стрировали чашечные сверла с механическим креплением режущ их эле­
ментов.
Д ля получения пробок, необходимых для ремонта изделий из д р е ­
весины, применяются цилиндрические цельные и сборные сверла. Ц ель­
ные сверла имеют хвостовик и цилиндрическую режущую часть с вну­
тренним отверстием для размещ ения пробки. П олученная пробка у д а л я ­
ется с помощью специального механизма (станки СвСА) или вручную.
Сборная конструкция отличается тем, что имеет подпружиненный вы тал­
киватель. Все конструкции сверла имеют нормированный внутренний
диаметр.
Н иж е приведены типы и типоразмеры сверл различных конструк­
ций, освоенные инструментальной промышленностью.
Сверла спиральные с конической заточкой (ГО СТ 22057—76) пред­
назначены для сверления отверстий в древесине (рис. 96, табл. 77) и
поставляются в двух исполнениях, различающихся длиной.
М атериал сверл — инструментальная
легированная
сталь Х 6 ВФ
(ГОСТ 5950—73). Д опускается изготовление сверл из быстрорежущ ей
стали Р6М 5 (ГОСТ 19265—73) или из стали 9ХС (ГОСТ 5950—73).
276
77. Основные размеры сверл спиральных с конической заточкой, мм
Обозначение
D
d
L
Обозначение
D
d
L
109
(ороткг я серия
3300-0051
2,0
2,0
49
3300-0059
7,0
7,0
3300-0052
2,5
2,5
57
3300-0061
8,0
8,0
117
3300-0053
3,0
3,0
61
3300-0062
8,5
8,5
3300-0054
3,5
3,5
70
3300-0063
9,0
9,0
125
3300-0055
4,0
4,0
75
3300-0064
10 ,0
10 ,0
133
3300-0056
4,5
4,5
80
3300-0065
1 1 ,0
1 1 ,0
142
3300-0057
5,0
5,0
86
3300-0066
12
12
151
3300-0058
6,0
6,0
93
3300-0074
10 ,0
10 ,0
170
1 1 ,0
Длинная серия
3300-0067
5,0
5,0
130
3300-0068
6,0
6,0
3300-0075
1 1 ,0
3300-0069
7,0
7,0
3300-0076
12 ,0
3300-0071
8 ,0
8,0
3300-0077
14,0
3300-0072
8,5
8,5
3300-0078
16,0
3300-1073
9,0
9,0
3300-0079
18,0
3300-0081
2 0 ,0
150
170
190
12
2 10
Сверла диаметром свыше 12 мм из бы строреж ущ ей стали изготовляются
сварными. М атериал хвостовика
сварного
сверла — конструкционная
сталь 45 (ГОСТ 1050— 74) или 40Х (ГОСТ 4543— 7 1 ).
277
Твердость рабочей части сверл из быстрорежущ ей стали диаметром
до 5 мм HRC„ = 6 0 .. .62, свыше 5 мм — HRC8= 6 1 . . .63; сверл из сталей
Х6ВФ и 9ХС диаметром до 5 мм — H RC3= 5 5 . . .57, свыше 5 мм —
HRCe= 5 7 . . .60.
И зготовитель сверл — Томский завод режущ их инструментов.
Сверла спиральные с центром и подрезателем (ГО СТ 22053—76)
предназначены для сверления отверстий в древесине мягких и твердых
пород (рис. 97, табл. 78).
Сверла поставляются двух типов: тип 1 — с широкой ленточкой,
тип 2 — с узкой фрезерованной ленточкой. Наличие направляю щего
Рис. 97. Спиральное сверло с центром и подрезателями
центра и подрезателей обеспечивает получение отверстий высокого к а ­
чества.
М атериал
сверл — инструментальная
легированная сталь
Х6ВФ
(ГОСТ 5950—-73) или бы строрежущ ая сталь Р6М 5 (ГОСТ 19265—73).
Сверла диаметром свыше 12 мм из быстрорежущ ей стали имеют х во ­
стовик из конструкционных сталей 45 (ГОСТ 1050—74) или 40Х
(ГОСТ 4543—71). Твердость рабочей части сверла из стали Х6ВФ —
HRCa = 5 2 .. .56, из стали Р6М 5 — H RC3= 5 7 . . .60.
Изготовитель сверл — Томский завод режущ их инструментов.
Сверла спиральные цельные твердосплавные (ТУ2-035-631—78) пред­
назначены для сверления отверстий диаметром 4 .. .8 мм в различных
древесных м атериалах (рис. 98, табл. 79).
С верла имеют рабочую часть, полученную методом вышлифовки из
цилиндрических твердосплавных стержней.
М атериал сверл — твердый сплав ВК6, ВК8 (ГОСТ 3882—74). Сверла
диаметром до 4,5 мм включительно долж ны выполняться монолитными,
свыше 4,5 мм — с напаянным хвостовиком из стали 45 (ГОСТ 1050—74)
или 40Х (ГОСТ 4543—71).
Сверла цельные твердосплавные в настоящ ее время промышленно­
стью не выпускаются.
2 78
78. Основные размеры сверл спиральных с центром и подрезателями, мм
Обозначение
D
L
1
d
3301-0011
4
80
48
4
3301-0002
3301-0012
5
90
55
5
3301-0003
3301-0013
6
100
65
6
3301-0004
3301-0014
7
115
75
7
3301-0005
3301-0015
8
120
80
8
3301-0006
3301-0016
9
130
85
9
3301-0007
3301-0017
10
140
95
10
3301-0031
3301-0032
10,5
133
87
10,5
3301-008
3301-0018
11.
150
100
3301-0009
3301-0019
12
155
105
3301-0021
14
165
115
3301-0022
15
175
120
3301-0023
16
185
125
3301-0024
18
3301-0026
25
3301-0027
32
тип 1
тип 2
3301-0001
11
12
200
125
14
Сверла спиральные, оснащенные пластинами из твердого сплава
(ТУ2-03-962—84) предназначены для сверления отверстий в древесных
материалах под мебельную фурнитуру и отличаются оригинальной ф ор­
мой режущ ей части (рис. 99, табл. 80). Сверла выпускаются в двух ис­
полнениях: длиной 70 мм с хвостовиком с лыской для крепления сверл
в патроне винтом (отечественные и импортные станки); длиной 110 мм
с цилиндрическим хвостовиком для крепления в цанговом или трехку­
лачковом патроне. Оба исполнения имеют правое и левое вращение.
279
Рис. 98. Сверло спиральное твер­
досплавное
М атериал режущей части сверл — твердый сплав ВК8 или ВК15
(ГОСТ 3882—74), материал корпуса — конструкционные стали 40Х (ГОСТ
4543—71) или 45 (ГОСТ 1050—74), инструментальная легированная
79. Основные размеры сверл спиральных твердосплавных, мм
Обозначение
3301-4047
D
L
4,0
1
28
60
3301-4047.01
4,5
32
3301-4047.02
6,0
36
3301-4047.03
6,5
3301-4047.04
7,0
3301-4047.05
70
80
42
90
45
8,0
3301-4047.06
сталь 9ХС (ГОСТ 5950—73). Твердость корпуса H RC a= 2 7 . . .32. Серий­
ное производство сверл промышленностью не освоено.
Рис. 99. Сверло спиральное, оснащенное твердым сплавом
Сверла чашечные с твердосплавными пластинами (ТУ2-035-787—80)
предназначены для сверления отверстий в древесных материалах на
одно- и многошпиндельных сверлильных станках и агрегатными голов­
ками (рис. 100, табл. 81).
280
Сверла поставляются в д вух исполнениях: тип 1 — короткие (пра­
вые и левы е), тип 2 — длинные (правые).
М атериал реж ущ их пластин сверл — твердый сплав ВК.8 или В К 15
(ГОСТ
3882— 7 4 ), материал
корпуса — конструкционная
сталь
40Х
(ГОСТ 4543— 7 1 ). Твердость хвостовика H RC8= 3 0 . . .45.
80. Основные размеры сверл спиральных, оснащ енных пластинами
из твердого сплава, мм
О б о зн а ч е н и е
D
правые
d
L
1
70
30
110
65
левые
3301-4062
3301-4063
3301-4062.01
3301-4063.01
8,0
8,0
10,0
10
3301-4062.02
3301-4063.02
10,5
3301-4062.03
3301-4063.03
8,0
7,5
3301-4062.04
3301-4063.04
10,0
9,5
3301-4062.05
3301-4063.05
10,5
10,0
Изготовитель — Каменец-П одольский зав од дер евор еж ущ его инстру­
мента.
Сверла чашечные (ТУ 2-035-594— 77)
предназначены д л я сверления
неглубоких отверстий и высверливания сучков в древесине (рис. 101,
табл. 82).
Рис. 100. Сверло чашечное, оснащ енное твердым сплавом
М атериал
сверл — инструментальная
легированная
сталь Х6ВФ
(ГОСТ 5950— 7 3 ). Твердость реж ущ ей части H RCa= 5 3 . . .57, материал
хвостовика — H RCa= 3 5 . . .50.
И зготовитель — Томский зав од реж ущ их инструментов.
Комплекты сверл для специализированных сверлильных станков
(ТУ 2-035-822— 8 1 ). Сверла предназначены для оснащения сверлильных
2«1
автоматов СвСА-2 и СвСА-3. В комплект инструмента входят сверла
чашечные для
высверливания сучков
(рис.
102, а)
и пробочники
(рис. 102,6) для изготовления пробки. Сверла чашечные имеют норми­
рованный наружный диаметр, пробочники — нормированный внутренний
диаметр ^табл . 83).
81. Основные размеры сверл чашечных с твердосплавными
пластинами, мм
Обозначение
левые
правые
Короткие
3313-4014
3313-4015
18
3313-4014.01
3313-4015.01
25
3313-4014.02
3313-4015.02
30
3313-4014.03
3313-4015.03
35
3313-4014.04
3313-4015.04
40
10
Длинные
3313-4016
—
18
3313-4016.01
—
25
3313-4016.02
—
30
3313-4016.03
—
35
3313-4016.04
—
40
10
12
М атериал сверл и пробочников — инструментальная легированная
сталь Х6ВФ (ГОСТ 5950—73), твердость H RCe= 5 8 . . .61.
И зготовитель ■
— Томский завод реж ущ их инструментов.
It'
С
Рис. 101. Сверло чашечное из
инструментальной стали
282
82. Основные размеры сверл чашечных, мм
Обозначение
о
3314-3002
15
3314-4002.01
20
3314-4002.02
25
3314-4002.03
30
3314-4002.04
35
3314-4002.05
40
3314-4002.06
45
3314-4002.07
55
d
L
12
120
125
16
140
150
Сверла для кольцевого сверления пробок (Т У 2-035-896—8 2 ) предна­
значены для изготовления пробок (рис. 103, табл. 8 4 ), имеют нормиро­
ванный внутренний диаметр.
83. Основные размеры сверл для специализированных сверлильных
станков, мм
Обозначение
D
d
L
Обозначение
Чашечные сверла
3314-6005
20
3314-6005.01
25
D
d
L
Пробочники
16
3314-6004
20
3314-6004.01
25
100
16
3314-6005.02
35
3314-6004.02
35
3314-6005.03
40
3314-6004.03
40
3315-6006
25
3314-6006.01
35
88
28
283
84. Основные размеры сверл для кольцевого сверления прэбок, мм
Обозначение
КФАЛ. 761.816.601
D
d
20
L
135
12
К Ф А Л.761.816-601.01
25
К Ф А Л .761.816-601.02
30
140
145
14
К Ф АЛ.761.816-601.03
35
150
К Ф А Л .761.816-601.04
40
155
К Ф А Л .761.816-601.05
45
160
К Ф А Л .761.816-601.06
50
К Ф А Л .761.816-601.07
55
170
К Ф А Л.761.816-601.08
60
175
16
165
М атериал
сверл — инструментальная
легированная
сталь
Х6ВФ
(ГОСТ 5950—73). Твердость рабочей части сверла H RC 3= 5 8 . . .61, хво­
стовика H RCa = 3 2 .. .46.
И зготовитель — Томский завод режущ их инструментов.
Рис. 102. Комплект сверл для станков СвСА:
а—сверло чашечное; б—пробочник
Сверла
цилиндрические
пустотелые
с
выталкивателем
(ТУ2-035-862—82) предназначены для изготовления пробок и использу­
ются при ремонте столярно-строительных деталей (рис. 104, табл. 85).
М атериал режущей части сверл — инструментальная легированная
сталь Х6ВФ (ГОСТ 5950—73), твердость H RC3= 5 8 . . .61. Д опускается и з­
готавливать режущую часть и хвостовик цельными (без резьбового со­
единения) из инструментальной стали.
284
85. Основные размеры сверл цилиндрических пустотелых с выталкивателем, мм
Обозначение
D
3314-4004
20
3314-4004.01
25
3314-4004.02
30
d
16
L
117
Обозначение
D
3314-4004.03
35
3314-4004.04
40
3314-4004.05
45
d
L
16
117
И зготовитель — Томский завод режущ их инструментов.
В комбинации со спиральными сверлами в отдельных случаях ис­
пользуют зенкеры. Д л я обработки отверстий под конические головки
Рис. 103. Сверло для кольцевого сверления
Рис. 104. Сверло пустотелое с выталкивателем
винтов и шурупов применяют конические зенкеры, угол конуса при вер­
шине которых равен 90°. Д л я обработки отверстий под цилин хрические
головки винтов применяют цилиндрические зенкеры. Они имеют торцо­
вые реж ущ ие кромки и струж ковыводящ ие канавки, выполненные по
винтовой линии. Конические и цилиндрические зенкеры насаж иваю тся
285
на сверла и закрепляю тся стопорными винтами. В настоящее время
зенкеры промышленностью не выпускаются.
При заказе сверл необходимо указы вать краткое наименование, обо­
значение и номер нормативного документа.
Пример. З ак аз сверла чашечного, оснащенного твердосплавными пла­
стинами, диаметром 25 мм, длиной 60 мм, правое: сверло чашечное
твердосплавное 3313-4014.01 (ТУ2-035-787—80).
5.1.2. Конструктивные элементы
Передний угол спиральных сверл рассматривается п плоскости, пер­
пендикулярной режущей кромке (плоскость Н— Н рис. 105). В каж дой
точке режущей кромки передний угол является величиной переменной.
Наибольшее значение угол у имеет на периферии сверла, где в плоско­
сти, параллельной оси сверла (плоскость О— О ), он равен углу наклона
винтовой канавки. Наименьшее значение передний угол имеет у вершины
сверла. Задний угол спиральных сверл принято рассматривать в плоско­
сти О— О. Действительное значение заднего угла а д в процессе резания
меньше, чем измеренное после заточки в статическом состоянии а ст. Это
объясняется тем, что сверло во время работы не только вращ ается, но
и перемещается поступательно. При этом а д = а Ст — М-. В свою очередь,
угол |x = a rc tg (S „ /D ), где S n — подача на оборот, мм; D — диаметр
сверла, мм. Соответственно для переднего угла ,Уд=Ус;г-1-ЦД ля того чтобы уменьшить контакт задней поверхности сверла и по­
верхности резания, задний угол на периферии сверла делаю т равным
8 . : . 15° у сверл с конической заточкой и 15. ..25° у сверл с центром и
подрезателями. Это особенно важ но при форсированных подачах сверла.
Д л я правильной эксплуатации сверл с конической заточкой имеет
значение угол при вершине 2<р. Д ля сверления в тангенциальном и р а ­
диальном направлениях относительно волокон рекомендуется применять
угол при вершине 120° с подточкой перемычки, а для сверления вдоль
волокон — 60° с подточкой перемычки [7].
К основным конструктивным элементам спиральных сверл с цент­
ром и подрезателями относятся форма режущей части сверл, угол н а ­
клона стружечных канавок, размер сердцевины, ширина пера.
Размер сердцевины и ширина пера регламентированы стандартами
и техническими условиями на деревореж ущ ие сверла и обеспечивают
необходимую ж есткость сверл.
Форма реж ущ ей части спиральных сверл с центром и подрезателями
долж на обеспечивать высокое качество сверления при наименьших з а ­
тратах на заточку. Известно несколько вариантов сверл, различающихся
формой режущей части (рис. 106). В ариант / — традиционная форма ре­
жущей части сверл. В варианте 2 главные режущ ие кромки расположены
под углом к оси сверла, что позволяет начинать сверление от центра
к периферии. В ариант 3 отличается тем, что роль подрезателей выпол­
няют режущ ие кромки, образуемые пересечением главных режущ их к ро­
мок и наружных поверхностей сверла. Вариант 4 подобен предыдущему,
при этом режущ ие кромки формируются шлифовальным кругом радиус286
H-H
OzO
Рис. 105. Углы спирального сверла с конической заточкой
Рис. 106. Различные формы режущей части спирального сверла
Рис. 107. Схема взаимодействия подрезателя с обрабатываемы м мате­
риалом:
а—при положительном переднем угле; б —при криволинейной форме подрезателя
Рис. 108. Сверло с криволинейной формой подрезателей:
а —основные параметры; 6 —расчетная схема
ной формы. Вариант 5 не имеет направляющ его центра, что несколько
сокращ ает трудоемкость заточки сверл.
В перечисленных вариантах одна общ ая особенность: подрезатели,
выполненные на периферии к аж дого пера, имеют клиновидную ф орму
с положительным передним углом (рис. 1 0 7 ,а ). Это приводит к тому, что
результирующ ая сила S взаимодействия реж ущ ей кромки подрезателя
и обрабаты ваемого материала направлена вверх и вызывает обр азов а­
ние сколов на входе сверла в материал. Лучш ие условия резания о б ес­
печиваются, когда подрезатели имеют отрицательный передний угол. При
таком расположении реж ущ ей кромки подрезателя результирующ ая сила
S направлена внутрь обрабаты ваемого материала и тем самым создает
подпор при перерезании верхних слоев. При этом сколы на входе сверла
в материал значительно уменьшаются.
П одрезатели снабж ены дополнительными элементами, образующ ими
Ш
с ленточками реж ущ ие кромки, располож енны е под острым углом к пло­
скости, перпендикулярной к оси сверла. Т акое решение п озволяет повы­
сить качество сверления при малы х скоростях подачи. При увеличении
скорости подачи (производительности) преимущ ество данной конструк­
ции сверла не проявляется, так к ак увеличиваю тся ударны е нагрузки,
приводящ ие к сколам на обрабаты ваемой поверхности. Кроме того, ф ор­
мирование дополнительных реж ущ их элементов требует введения не
менее двух переходов н замены одного ш лифовального круга, что при­
водит к увеличению трудоемкости заточки сверл при изготовлении и экс­
плуатации.
Конструкция сверла, представленная на рис. 107 (вариант 6) н
рис. 108, а (сверло, оснащенное твердосплавной профильной пластиной),
лиш ена указанны х недостатков. Отличительной особенностью данного
сверла является то, что реж ущ ие кромки подрезателей выполнены в виде
1 / 8Ю В* Г. Морозе-]
289
выпуклей несимметричной эллиптической кривой, восходящей от точки К
пересечения главной режущей кромки с режущей кромкой подрезателя
до точки М максимума, расположенной на пересечении этой кривой
с осью, проходящей под углом Хм к оси, соединяющей точки пересе­
чения главных режущ их кромок с режущими кромками подрезателей.
Высокое качество сверления при форсированных подачах, особенно обли­
цованных древесных материалов, достигается за счет двух факторов:
1) криволинейная форма подрезателя с отрицательным передним углом
обеспечивает плавное врезание в обрабатываемый материал с эффектом
подпора (рис. 10 7 ,6 ); 2) благодаря тому, что точка максимума кривой
подрезателя находится около режущ ей кромки, уменьшается число
сколов в результате воздействия этой кромки на обрабатываемый м а­
териал.
Результаты исследования влияния формы режущей части сверл на
качество обработанной поверхности при сверлении древесностружечных
плит, облицованных пленками на основе термореактивных полимеров
(ламинированных плит), показали, что наилучшее качество сверления д о ­
стигается при использовании сверл с подрезателями с криволинейной ре­
жущей кромкой. Величина сколов в пределах 0,15. ..0,20 мм, полученная
при сверлении этими сверлами, невидима невооруженным глазом. С та­
бильное высокое качество сверления обеспечивается в широком ди ап а­
зоне скоростей подач до 10 м/мин.
Д л я сверл с криволинейной формой режущей кромки подрезателей
установлены зависимости осевой силы Р и крутящ его момента М от по­
дачи на резец (условия обработки: сверление ламинированных плит,
сверло диаметром 10 мм, частота вращения 3000 мин-1 ): Р = 1 16 + 92 S 2,
Н;
0,32+ 0,32 S z, Н • м.
Д л я сверл с традиционной формой заточки (вариант 1) эти зависи­
мости имеют вид / 5= 9 4 + 8 6 S z, Н; Л1 = 0,6 + 0 ,3 5 S z, Н • м.
Д ля сверл с подрезателем криволинейной формы осевая сила больше,
а крутящий момент меньше. Это закономерно, так как подрезатели имеют
отрицательный передний угол и, как следствие, осевая сила больше. В то
ж е время криволинейная форма режущей кромки подрезателя обеспечи­
вает более плавное врезание, крутящий момент уменьшается.
Н а рис. 108,6 приведена схема расчета этого сверла для получения
режущей части сверла заданной криволинейной формы, определения уг­
ловых параметров сверла в плоскости заточки и соответствующих им
угловых параметров абразивного круга. Известны величины R — радиус
сверла; /гп — высота подрезателя; и — задний угол; Лц — высота направ­
ляющего центра; г — половина ширины направляю щ его центра у основа­
ния в направлении, перпендикулярном заточке; Хм — угол меж ду р еж у­
щей
кромкой
и точкой М, определяющей
максимальную
высоту
подрезателя. Оптимальное значение угла Хм, исходя из толщины твердо­
сплавной пластины и угла заострения подрезателя, находится в преде­
лах 30.. .35°.
Угол поворота сверла Я находим из треугольника D A B
t g X — BD/ DA', D A = M Z — R sin a M; B D = B C + CD.
290
(103)
В С находим из подобия прямоугольных треугольников В г С г К г и Af2C 2Z.2:
В С -■= Л 2С2 ■■
■B^K^C'i^z
(Ю4)
Определим неизвестные величины, входящ ие
впоследнее выражение:
BiK.2 = B\ C\ =A\ C\ tg a = R sin Xu tg а; СгЦ = С М = С й — MD. В свою оче­
редь C D = D A tg a i t = R sin Xu tg Ял*. MD находим по известной формуле
для определения высоты сегмента: M D = Z A = R s m k M i g ( X M/2), и оконча­
тельно C i L i = C M = R sin Xu t g ( \ M/2) = R sin XM tg (X M/2) = R sin XM[tgX .v —
-tg (W 2 )].
Из построения видно, что MtL 2= ha. П одставляя найденные величины
в ф ормулу (104), получим B C = R 2 sin 2 Хм tg а ■[tg Хм — t g (Л.дг/2)]/Ап.
Тогда значение
BD, входящ ее в выраж ение (103), равно
BD=
= R s i n X u { R sin X u t g a [ t g X M — tg (X M/2 )]//in + tg X M>.
tg X = R sin XM tg a [tg A,M— tg (A.M'2)/hn + tg Л,м].
(105)
При повороте сверла на угол X задний угол г|) в плоскости заточки
будет отличаться от заданного заднего угла резания а. Угол ф опреде­
лим из соотношения t g л\ = В гКг1АВ\ A B = A D I c o s X = R s m X MlcosX, B 2Kz
определено раньше. Окончательно
tg Ф --= tg a cos X.
(100)
Угол заострения подрезателя в плоскости заточки определяем из
треугольника Л 4М 4У4, tg фп = Л 41УА14У4, где Л 4У4 = МР = R (cos ДА. —
— c o sX ), а MiVi находи м из треугольника М 4У4М 3 : М 4К4 = M sV ^cosip.
В свою очередь, М 3У4 = Q3M 3 + Q3R 3 = h„ + ДЛП и M 4V 4 = (Лп
Дйп) X
X cos ij?. Ah находи м и з треугольника Q3A 3M 3, Д h„ = Q3/? 3tgt|?, a Q3R 3 =
= А Р = A E — Е Р , A E = R sin X.
И з треугольника Х О М находим E P = M X = R sin AX, где А Х = Х — Хм .
Окончательно получим
tg Фп = R (cos &Х — cos X) [hn -j- R tg -ф (sin X — sin Д A,M] cos i(5.
(107)
Д ля получения прямолинейных главных режущих кромок, располо­
женных в диаметральной плоскости, необходимо дополнительно профи­
лировать шлифовальный круг под углом ср„. Из треугольника О 4Г 4Л 4 н а ­
ходим tg фк = 0 47’4/Л 47'4. О трезок 0 4Г 4 связан с отрезком 0 3Е 3 через
c o s \|3 или 0 47’4 = O3£ 3 cosi|). Из треугольн и ка А 30 3Е 3 0 3Е 3 — А 30 3 tg \|; =
= R sin X tg ф. После подстановки получим 0 47'4
R sin X sin ф. О трезок
A i T i = O E = R cos а и окончательно ф ормула для угла фк примет вид
tg фк "-= tg A. sin ф.
(108)
Угол при вершине направляю щ его центра в плоскости заточки мож ет
быть определен из треугольн и ка G4# 4S 4 t g 9 u = S 4G4/S 4/ / 4, где S 4G4 — г —
конструктивно зад анн ая величина. О трезок S 4t f 4 наклонен под углом •ф
к отрезку H 3F 3 или S 4t f 4 = H 3F 3 cos ф. В свою очередь, Н 3Е 3 — F 30 3 Ь
0 3Н 3 = F 3O3 + йц, F30 3 находим из треугольн и ка 0 3G3F 3 : F 30 3 = 0 3G3tg\|> =
= FG tg ф.
Vs 10*
291
FG можно определить из треугольн и ка OFG:
FG — r tg Я.: F 30 3 = г tg X tg t|).
Следовательно, H 3F 3 = г tg X tg ij) -f- Лц
= (r tg X tg г|) -f- Лц) cos i|>. О кончательно
tg Фи = ^/[cos
и
соответственно
(/- tg Я tg Ij5 H- /1ц)1.
S 4/ / 4 =
(109)
П о формулам (1 0 5 ).. .(109) определяют положение сверла при з а ­
точке, основные параметры сверла в плоскости заточки и углы профили­
рования ш лифовального круга, при которых
возмож но осущ ествлять
формирование основных режущ их элементов сверла за одну установку
одним шлифовальным кругом. При этом одновременно обеспечиваются
главная реж ущ ая кромка, л еж ащ ая в диаметральной плоскости сверла,
подрезатель выпуклой несимметричной эллиптической формы и одна
грань направляю щ его центра.
По этим формулам рассчитаны геометрические и угловые параметры
сверл диаметром 8,0; 10,0; 10,5 мм, оснащенных пластинами твердого
сплава (табл. 86).
86. Основные параметры спиральных сверл, оснащенных
пластинами из твердого сплава
У г л и , град*
Д и ам етр D , мм
Р азм ер С,
мм
к
4>п
29
12
35
13
37
13
8,0
2,4
39
10,0
3,1
41
10,5
3,2
41
16
*ц
25
* Расчетные параметры получены при а = 20°; h n = 1 мм; йц = 1,5 мм.
Выпуск сверл такой конструкции по ТУ2-035-962—84, разработан ­
ную ВНИ Иинструментом, осваивает в настоящ ее время Вильнюсский
завод сверл. Формы и размеры профильных пластин для указанных
сверл
разработаны
С ПТБ
«Оргпримтвердосплав» и
включены
в ТУ 48-19-304—81.
Аналогично могут быть определены параметры спиральных сверл из
инструментальных сталей.
Угол наклона стружечной канавки в спиральных сверлах из инстру­
ментальных сталей в зависимости от диаметра сверла изменяется в пре­
делах 2 5 .. .30°.
292
При сверлении различных древесных материалов образую щ аяся
струж ка представляет собой отдельные несвязанные частицы материала,
транспортирование которых по стружечным канавкам из зоны резания
отличается от условий удаления стружки при обработке натуральной
древесины. И сходя из этого, рассмотрим сверло и сходящую струж ку как
винтовую пару. При определенных допущ ениях поступательное перемеще­
ние струж ки вдоль сверла на длину L при угле поворота <р мож ет быть
выраж ено как L/<p = t/2n, где t — ш аг стружечной канавки, мм. В свою
очередь, <p= \F r, где № — угловая скорость, с-1 ; т — длительность пово­
рота, с. П ереходя к линейной скорости и зная, что ctg со = //2л/?, где ш —
угол наклона стружечной канавки, град, получим, что скорость переме­
щения струж ки равна v = L / t = W R ctga>i.
При постоянных диаметре сверла и угловой скорости получим сле­
дующую
закономерность: скорость транспортирования струж ки
тем
больше, чем меньше угол наклона стружечной канавки. С другой сто­
роны, как указы валось выше, угол наклона стружечной канавки опреде­
ляет передний угол спирального сверла и чем угол наклона меньше, тем
меньше передний угол и, следовательно, больше усилие сверления. У ста­
новлено, что при малой скорости подачи на зуб (5 Г= 0,35 мм) и соот­
ветствующем ей объеме стружки увеличение ш и, следовательно, у при­
водит к уменьшению осевой силы и крутящ его момента. При форси­
рованных подачах (5 г = 1 ,8 мм) первостепенное значение приобретает
проблема удаления струж ки и в этом случае больш ая скорость пере­
мещения струж ки при (0 = 10 ° приводит к снижению усилия сверления.
И сходя из этого можно рекомендовать угол наклона стружечных к ан а­
вок для спиральных сверл, оснащенных твердым сплавом, в пределах
со = 1 5 .. .20°.
В конструкции ч а ш е ч н ы х
сверл, о с н а щ е н н ы х п л а с т и ­
нами
из т в е р д о г о
сплава
(ТУ2-035-787—80), разработанных
ВНИИинструмеитом (рис. 109, табл. 81), предусмотрено использование
стандартных твердосплавных пластин. Основные параметры сверл диам ет­
ром 18 мм: /= 1 6 мм; /i = 2,2 мм; у = 20°; Х =20°; сверл диаметром 2 5 ...
40 мм: / = 20 мм; Л = 2,4 мм; \' = 30°; Л=15°.
Этн сверла долж ны отвечать следующим основным требованиям. Д о ­
пуск радиального биения наружного диаметра сверла относительно оси
хвостовика — 0,12 мм. Д опуск осевого биения главных реж ущ их кромок,
проверяемый посередине, и допуск осевого биения вершин подрезате­
лей — 0,2 мм. М аркируют сверло следующим образом: диаметр, марка
твердого сплава, товарный знак предприятия-изготовителя. Остальные
технические требования по ТУ2-035-787—80.
С в е р л а ч а ш е ч н ы е и з и н с т р у м е н т а л ь н о й с т а л и имеют
следующие угловые параметры: передний угол-— 40°, задний угол-— 20°,
угол заострения подрезателей — 20°.
Сверла
для
кольцевого
сверления
имеют
торцовые
кромки с передним и задним углами, равными 20°. Д л я придания остроты
торцовой цилиндрической кромке сверла снята ф аска под углом 15° на
длине 2 мм. Реж ущ ая часть цилиндрических сверл с выталкивателем
имеет профиль (в развертке) аналогичный профилю круглых пил.
Ю
В. Г. М орозов
293
5.1.3. Рекомендации по эксплуатации
Требования к оборудованию. Сверлильные станки долж ны соответ­
ствовать нормам точности, установленным для каж дого типа. Особое
внимание необходимо уделять точности отдельных узлов станка, непо­
средственно связанных с работой инструмента.
1.
Прямолинейность направляю щ их сверлильных головок, отклонение
от прямолинейности — не более 0,1 мм на длине 1000 мм. 2. Перпенди­
кулярность осей сверлильных шпинделей (или шпинделя) рабочей поверх­
ности стола, отклонение от перпендикулярности осей — не более 0,05 мм
на длине 1000 мм. 3. Осевое биение шпинделей, допускаемое отклонеЕ £ Ш з з м е р для справок)
1,25/
60(размер дляспрадо/р
А-А
повеонито
t 5
ПОввпнитп
В-В
Рис. 109. Чашечное сверло, оснащенное твердосплавной пластиной:
/ — корпус; 2 — главная режущая кромка; 3 — подрезатель; 4 — направляющий центру
II. I — паять; Г — объемы залить припоем
ние — не более 0,1 мм. 4. Радиальное биение шейки шпинделей, допу­
скаемое отклонение не более 0,03 мм для вертикальных и 0,04 мм для
горизонтальных шпинделей.
Д л я повышения жесткости сверла рекомендуется устанавливать его
с возможно меньшим вылетом. Соотношения глубин Н и диаметра D
сверления долж но быть H ^ . \ 0 D . При закреплении сверла в патроне он
долж ен надеж но заж им ать сверло без провертывания его во время р а ­
боты. М еханизм подачи станка долж ен обеспечивать движение подачи
инструмента равномерно, без рывков и заеданий.
Режимы сверления. Рациональный режим сверления заключается
в таком сочетании его элементов, при котором обеспечивается наиболь294
шая производительность при соблюдении необходимого качества обра­
ботки. Основным параметром, характеризую щ им режим сверления, я в л я ­
ется подача сверла на оборот 5 „ , которая определяется по формуле
S n *=U • 1000/я, мм, где п — частота вращения, миИ-1 . У современных
сверлильных станков частота вращения шпинделей 3000. ..1 0 000 мин-1 и
скорости подач 0,2.. .5 м/мин. Это позволяет широко регулировать в про­
изводственных условиях подачу на оборот.
В качестве ориентировочных данных можно рекомендовать следую ­
щие значения подачи на оборот: при обработке древесины спиральными
сверлами из инструментальных сталей £УП= 0 ,2 .. .0,8 мм; сверлами других
типов из инструментальных сталей £/„ = 0,8.. .2,0 мм; при обработке об­
лицованных древесных материалов спиральными сверлами, оснащенными
пластинами из твердого сплава, LJn = 0 ,8 .. .1,2 мм; чашечными сверлами,
оснащенными пластинами из твердого сплава, U n = 1,0. ..2,0 м.
Заточку сверл обычно производят на универсально-заточных станках,
оснащенных комплектом приспособлений.
Спиральные сверла с конической заточкой можно затачивать не­
сколькими методами. Одним из наиболее простых методов является
э л л и п т и ч е с к а я з а т о ч к а [19], которая мож ет производиться на
универсально-заточных станках без специальных приспособлений. Сущ ­
ность этого метода заклю чается в том, что требуемая задняя поверхность
сверла создается путем разворота шлифовального круга, имеющего
форму цилиндрической чашки (рис. 110, а ). Заточка производится вну­
тренней угловой кромкой круга, которая при прямолинейном перемеще­
нии сверла образует заднюю эллиптическую поверхность. Сверло у с та ­
навливается в универсальной головке с помощью цангового патрона т а ­
ким образом, чтобы главные режущ ие кромки были горизонтальными.
Ш лифовальный круг разворачивается на угол Р — угол меж ду осью
круга и- направлением поступательного перемещения сверла. р » 9 0 ° — 2 D ,
где D — диаметр сверла. Поднимая шлифовальный круг, добиваю тся,
чтобы расстояние у от вершины сверла до горизонтальной осевой пло­
скости шлифовального круга было максимальным. Затем , поворачивая
сверло в горизонтальной плоскости, устанавливаю т угол при вершине
сверла (f, поворачивая его в вертикальной плоскости на угол т, устанав­
ливают требуемую величину заднего угла сверла.
Другим методом заточки спиральных сверл является з а т о ч к а п о
к о н и ч е с к о й п о в е р х н о с т и . Заточка осущ ествляется с помощью
специального приспособления, устанавливаемого на универсально-заточном станке (рис. 110,6). Сверло 2 затачивается торцовой поверхностью
плоского с выточкой круга 1. При этом сверло, установленное в призме
сверлодерж ателя 3, получает медленное качательное движение относи­
тельно оси 4. Припуск на заточку снимается при перемещении сверла
вдоль оси. О бразуемая в процессе заточки задняя поверхность является
частью конической поверхности.
Д ля заточки спиральных сверл с центром и подрезателями, имею­
щими выпуклую несимметричную эллиптическую форму (из инструмен­
тальной стали и твердого сп лава), рекомендуется м е т о д к о п и р о в а ­
ния п р о ф и л и р о в а н н ы м ш л и ф о в а л ь н ы м
к р у г о м . Сверло
10*
295
1
Рис. ПО. Схемы заточки спирального сверла:
а — эллиптическая заточка; б — заточка по
точка сверла с центром и подрезателями
конической
поверхности;
в — за-
закрепляю т в цанговом патроне универсальной головки, входящ ей в комп­
лектацию универсально-заточного станка, таким образом, чтобы его о с ь '
/ —I, проходящ ая через точки пересечения главных режущ их кромок и
подрезателей, была перпендикулярна плоскости ш лифовального круга.
Затем сверло устанавливаю т под заданным задним углом а и р азво р а­
чивают против часовой стрелки (для сверл правого вращ ения) на угол X
(рис. 110, е ), значение которого берется из табл. 86 или по формулам
(105) . . . (109).
Из таблицы или по формулам (1 0 5 ).. .(109) определяют так ж е углы
Фп, фн и фц, размер С профилирования ш лифовального круга. Д л я про­
филирования выбираются шлифовальные круги формы П П, для ал м аз­
ного круга рекомендуется высота алмазоносного слоя 5 мм.
О сновная часть припуска на заточку снимается с перьев сверла р а з­
дельно. Вначале затачиваю т одно перо профилированным кругом. При
снятии припуска и достижении необходимых размеров по высоте под­
резателя и направляю щ его центра сверло поворачивают на 180° и затачи ­
вают второе перо. Выхаж ивание осущ ествляется попеременно. Тем самым
обеспечивается симметричность заточки и биение реж ущ их кромок в з а ­
данных пределах. Последней операцией является заточка двух о став­
шихся граней направляю щ его центра.
Заточка чашечных сверл, сверл для обработки пробок, зенкеров
такж е производится на универсально-заточных станках. Реж имы заточки
сверл приведены в 4.1.3.
Контроль сверл. Сверло считается подготовленным к работе, если на
режущ их поверхностях отсутствую т следы затупления, прижоги или тр е­
щины. Ш ероховатость заточенных поверхностей долж на характеризо­
ваться показателем R z не более 6,3 мкм.
Д опуск радиального биения относительно хвостовика долж ен быть
для направляю щ его центра не более 0,20.. .0,25 мм, наружной поверх­
ности режущ ей части сверла — 0,08. ..0,12 мм. Д опуск осевого биения
главных режущ их кромок, проверяемый посередине, и подрезателей д о л ­
жен быть не более 0,10. ..0,18 мм. Предельные отклонения углов р еж у­
щих элементов не долж ны быть более ± 3 °.
Внешний вид сверла контролируется визуально или с помощью лупы
с 5-кратным увеличением. Ш ероховатость поверхностей проверяется пу­
тем сравнения с образцами ш ероховатости по ГОСТ 9378—75. Углы
сверла измеряют на инструментальном микроскопе М М И или БМ И,
а так ж е с помощью шаблонов или универсальных угломеров. Точность
реж ущ их элементов сверла определяют с помощью универсальных изме­
рительных средств.
5.2. ЦЕПОЧКИ ФРЕЗЕРНЫЕ И ДОЛБЯКИ
5.2.1. Цепочки фрезерные
Фрезерные цепочки (рис. 111, табл. 87) предназначены для выборки
гнезд различного назначения в древесине на цепно-долбежных станках,
электродолбежниках и агрегатных цепно-долбежных головках. Основные
2 97
размеры цепочек и технические
требования к качеству их из­
готовления регламентированы
OCT2D М91— 86.
Конструктивно цепочки из­
готавливаю тся
двух
типов:
тип 1 — трехрядпые (ширина
8. ..1 6 мм ); тип 2 — пятиряд­
ные (ширина 20 мм). Кроме
того, по форме внутреннего
г I '' I
п
звена предусмотрено два ис­
полнения: 1 — с внутренними
звеньями без уступа; 2 — с
внутренними звеньями с усту­
Рис. 111. Фрезерная цепочка
пом.
М атериал режущ их звень­
ев
цепочек — инструментальная
легированная
сталь Х6ВФ
(ГОСТ
5950—73), твердость режущей части зубьев H RC3= 5 6 . . .59, твердость
остальной части зубьев H RC8 не менее 51.
И зготовитель— Каменец-Подольский завод деревореж ущ его инстру­
мента.
c fc u t
ir L-Y w
87. Основные параметры фрезерных цепочек
Обозначение
3366-0001
В, м м
8
Число
наружных
звеньев
Обозначение
64
3366-0004
В , мм
Число
наружных
звеньев
74
16
3366-0002
10
70
3366-0005
3366-0003
12
74
3366-0006
76
20
74
Рекомендации по эксплуатации. Фрезерная цепочка
в комплекте
с направляю щей линейной и ведущей звездочкой образую т режущую го­
ловку. Ширина и рабочая длина головки определяют соответственно наи­
меньшую длину и наибольшую глубину выбираемого гнезда. Ширина
гнезда соответствует ширине цепочки. Н аружный шаг звеньев фрезерной
цепочки — 22,6 мм. Ш аг и число наружных звеньев определяют длину
фрезерной цепочки. Угловые параметры зубьев: передний угол 20°; з а д ­
н и й — 15°. Зубья наружных звеньев имеют вспомогательный задний
угол 5°.
Реж имы работы цепно-долбежных станков характеризую тся следую ­
щими показателями: скорость резания 3—8 м/с, скорость подачи 0,5—
4,8 м/мин; подача на резец регулируется в широких пределах. В каче­
стве ориентировочных данных рекомендуется S* = 0 ,0 2 .. .0,08 мм. Меньшие
298
значения рекомендуются при обработке глубоких гнезд в деталях из дре­
весины твердых лиственных пород, больш ие— при обработке неглубоких
гнезд в деталях из древесины хвойных пород.
Д л я нормальных условий эксплуатации цепочек необходимо, чтобы
цепно-долбежные станки соответствовали нормам точности, установлен­
ным для этого типа станков. Особое внимание необходимо уделять сле­
дующим показателям, характеризующим точность отдельных узлов стан­
ков, непосредственно связанных с работой инструмента. Отклонение от
перпендикулярности направления перемещения суппорта к рабочей поверх­
ности стола долж но быть не более 0,05 мм на длине 100 мм; радиальное
биение шпинделя — не более 0,05 мм; отклонение от параллельности оси
вращения шпинделя рабочей поверхности стола — не более 0,1 мм на
длине 100 мм.
Кроме регламентации геометрической точности оборудования необ­
ходимо выполнить следующие требования: 1) цепочка долж на быть по­
движ на в сочленениях; 2) перед работой необходимо правильно натянуть
цепочку; 3) натяж ение считается нормальным, если при оттягивании це­
почки в средней части с силой 20 Н зазор меж ду ней и направляющей
линейкой 6 .. .8 мм; 4) необходимо систематически проверять смазку це­
почки, направляю щей линейки и ролика.
Д ля заточки фрезерных цепочек можно рекомендовать станок для з а ­
точки концевых фрез ТчФК или уннверсально-заточной станок. Станок
долж ен быть оснащен специальным приспособлением, позволяющ им фик­
сировать звенья цепочки в определенном положении относительно ш ли­
ф овального круга и перемещ ать ее последовательно на величину ш ага
звеньев. Заточка цепочки долж на производиться ш лифовальным кругом
тарельчатой формы только по передней поверхности (см. 4.1.3). После
заточки зубья цепочки долж ны отвечать следующим требованиям: 1) ш е­
роховатость заточенных поверхностей долж на характеризоваться п оказа­
телем # 2 = 6 ,3 мкм; 2) допускаемое отклонение передних у г л о в — не бо­
лее ± 2 °; 3) вершины всех зубьев цепочки долж ны быть расположены
параллельно плоскости, проходящей через основания внутренних звеньев
цепочки; 4) допускаемое отклонение от параллельности долж но быть не
более 0,25 мм.
5.2.2. Долбяки
Д олбяки (гнездовые долбеж ные фрезы) предназначены для получе­
ния пазов и гнезд в древесине. Основное применение долбяки нашли при
производстве столярно-строительных изделий: Т-образные соединения,
установка петель, зад ви ж ек и т. п. Д олбякам и оснащ аются агрегатные
долбеж ны е головки, встраиваемые в долбеж ны е станки. В автоматиче­
ских линиях долбеж ны е головки работаю т в комплекте с устройствами
д л я установки скобяных изделий. Эксцентриковый механизм долбежной
головки / обеспечивает движение долбяка 3 по эллиптической траектории
(рис. 112). Цикл среза струж ки долбяком мож но разделить на четыре
стадии: врезание, рабочий ход со срезанием струж ки и передачей ее в н а­
правлении рабочего хода, вывод срезанной струж ки из гнезда, холостой
J99
ход. П ри вы ходе д о л б я к а в конце р а ­
бочего х о да обы чно происходит с к а л ы ­
вани е древесины . Д л я п редотвращ ени я
этого в зоне вы хода до л ж ен быть ж е с т ­
кий подпор. О тсутстви е сколов д о ст и га ­
ется при р або те д в у м я
до л б як ам и
с правы м и левы м н аправлени ям и д в и ­
ж ени я. Высокое
качество
долбления
Рис. 112. Т раектори я дви ж ен и я д о л б як а
и п о дрезателя
Рис. 113.
д о л б як а
300
К онструктивное
исполнение
достигается в новых агрегатных долбежных головках ОК 102.11, О К 103.11
н ОК 104.11, разработанных ВНИ ИДМ АШ ем, в которых предусмотрен
подрезатель '2, перемещающийся поступательно и подрезающий волокна
древесины.
Линейные размеры долбяка зависят от размеров паза и кинематиче­
ских соотношений долбежной головки. Д о л бяк является мерным инстру­
ментом и его толщина долж на быть равна ширине паза. М еж ду длиной
паза L и шириной долбяка I существует соотношение
L = l + A,
(110)
где А — амплитуда колебания (2 3 .. .25 мм).
I - - t (г — 1),
(111)
где t — шаг, z — число зубьев долбяка.
Д л я обеспечения нормальных условий резания необходимо стремиться
к минимальному числу зубьев. Таким образом, исходя из размеров паза
и амплитуды колебания, определяют ширину долбяка и его параметры t
и г по формулам (110) и (111). Д лина долбяка обычно находится в пре­
делах 100.. .130 мм.
В процессе среза струж ки происходит трансформация углов долбяка,
которую необходимо учитывать при конструировании долбяков. Работам и
ВНИ Иинструмента установлены значения угловых параметров долбяков
(рис. 113). Форма межзубной впадины долж на обеспечивать ее макси­
мальный объем и оформляться прямыми поверхностями с радиусом впа­
дины в пределах 2 .. .4 мм. Отсутствие на передней вертикальной поверх­
ности транспортирующих зубьев обеспечивает хорошие условия вывода
струж ки из паза. Д л я безаварийной работы долбяков необходимо, чтобы
соблю далось соотношение меж ду глубиной и длиной паза, равное 1,5.
П одача на одно качание долбяка долж на быть не более 0,2 мм.
Д олбяки в настоящее время централизованно не выпускаются и изго­
тавливаю тся силами деревообрабатываю щ их предприятий. На рисунке
показано конструктивное исполнение долбяка для обработки гнезда под
замок.
6. ОРГАНИЗАЦИЯ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА
ДЕРЕВООБРАБАТЫВАЮЩЕГО ПРЕДПРИЯТИЯ
6.1. УПРАВЛЕНИЕ ИНСТРУМЕНТАЛЬНЫМ ХОЗЯЙСТВОМ
6.1.1. Система организации инструментального
хозяйства
И нструментальное хозяйство деревообрабатываю щ его предприятия —
отдельное служебное подразделение, основная функция которого — обес­
печение производства необходимым инструментом. Этим подразделением
решаются следующие задачи: определение потребности в инструменте;
планирование приобретения инструмента централизованного производства
и изготовление специального; организация эксплуатации инструмента и
контроль за его использованием; учет, хранение и выдача инструмента.
301!
Система организации инструментального хозяйства подразделяется на
централизованную, децентрализованную и смешанную в зависимости от
вида и объемов производства, размещ ения цехов и участков, типов при­
меняемого инструмента.
Наиболее перспективной является централизованная система, которая
предусматривает сосредоточение всего объема работ по инструменту
в специализированном подразделении. При этом улучш ается обеспечен­
ность инструментом, повышается качество подготовки инструмента и про­
изводительность труда.
Н аряду с этой системой оправдано применение смешанной системы
при наличии отдельных цехов с большим объемом подготовки и транс­
портирования крупногабаритного инструмента. Эта система нашла приме­
нение на комбинатах с различными видами деревообрабатываю щ их про­
изводств, например с лесопилением и производством столярно-строитель­
ных изделий.
Наиболее высокой формой организации инструментального хозяйства
является создание региональных инструментальных центров, обслуж иваю ­
щих крупные объединения или группу предприятий, расположенных в од­
ном экономическом районе.
При централизованной системе организации инструментального хо­
зяйства в его состав входят участок заточки, участок ремонта и изготов­
ления специального инструмента, центральный инструментальный склад
(Ц И С ), инструментально-раздаточные кладовые (И Р К ). Н а ряде пред­
приятий выделяют отдельные участки по изготовлению шаблонов и при­
способлений, раскрою и склеиванию ш лифовальных лент, изготовлению
полировальных кругов и т. п.
Однозначных
рекомендаций
по
организации
производственно­
технического подразделения,
возглавляю щ его
инструментальное
хо­
зяйство деревообрабатываю щ его предприятия, нет. В одних случаях
это инструментальный отдел или инструментальная лаборатория, не­
посредственно подчиняющиеся главному инженеру, в других — бюро
инструментального хозяйства, входящ ее в состав отдела главного
технолога.
Руководитель инструментального хозяйства отвечает за организацион­
но-технический уровень выполняемых работ и своевременное обеспечение
предприятия инструментом. В функциональные обязанности инженернотехнических работников, находящ ихся в его подчинении, входит планиро­
вание обеспечения предприятия инструментом, технико-экономический ан а­
лиз расхода инструмента (определение потребности, составление заявок
и сводных спецификаций под выделяемые фонды), разработка мероприя­
тий по повышению эксплуатационной надежности инструмента, повыше­
нию качества его подготовки, разработка специального инструмента, осна­
стки и технологии их изготовления, внедрение новых методов и средств
подготовки инструмента к работе, совершенствование организации инстру­
ментального хозяйства, руководство производственными участками. Д ля
этого в штате долж ны быть инженеры-конструкторы и инж енеры-техно­
логи, экономист, начальник (старший мастер инструментального цеха,
участка).
302
ЦИС или участок при центральном складе осуществляет приемку
приобретенного и изготовленного силами предприятия инструмента, х р а ­
нение, выдачу инструмента И РК , определение норм запаса, приемку у.
передачу на утилизацию отработанного инструмента, учет зап аса и дви ­
жения инструмента.
Непосредственное обеспечение рабочих мест инструментом произво­
дится через И РК , в функции которой входит получение инструмента из
ЦИС, хранение оборотных фондов, приемка инструмента от цехов, его
сортировка и отправка на заточку или ремонт, приемка после заточки
инструмента и выдача его в цеха, сбор и передача в ЦИС отработанного
инструмента, ведение учета инструмента.
На производственных участках (заточки, ремонта и изготовления
специнструмента) руководство работой осуществляю т мастера (брига­
диры ). Они отвечают за выполнение плана и качество подготовки инстру­
мента, соблюдение технологической и производственной дисциплины на
участках, рациональное использование рабочего времени. В их обязанно­
сти входит планирование, распределение и учет работ, обеспечение рабо­
чих документацией и инструментом, выявление брака и устранение при­
чин его возникновения, содерж ание в исправности оборудования, кон­
троль за соблюдением правил охраны труда и техники безопасности.
Квалификационные требования к производственным рабочим уста­
новлены тарифно-квалификационным справочником, содерж ащ им перечень
характеристик работ и требований, предъявляемых к рабочим определен­
ной квалификации (р азр яд а). Р азр я д рабочему устанавливается в зави ­
симости от сложности и точности выполняемых работ, условий труда, зн а ­
ний и практических навыков.
На деревообрабатываю щ их предприятиях в большинстве случаев при­
нята повременно-премиальная оплата труда рабочих инструментального
хозяйства, при которой заработок устанавливается в соответствии с к в а ­
лификацией рабочего и отработанным им временем При качественном
выполнении работы и отсутствии возврата из И РК рабочему начисля­
ется премия.
Д ля организации рациональной работы участков поступивший ин­
струмент долж ен выдаваться рабочему однотипными партиями. П артия
инструмента считается достаточной, если она обеспечивает загрузку р або ­
чего в течение не менее 4 0 .. .60 мин. Заточенный, отремонтированный или
новый инструмент передается в И РК. Контроль качества осуществляет
контролер ОТК, закрепленный за участком, или работник И РК.
Число производственных рабочих-станочников инструментального хо­
зяйства зависит от числа установленного оборудования, его загрузки,
возможностей многостаночного обслуж ивания и определяется по формуле
R
—
F C m r\ !(F p S ),
где R — число производственных рабочих; F — фонд времени работы еди­
ницы оборудования в смену; С — число единиц оборудования; ri — число
смен; 11 — коэффициент загрузки оборудования; F p — действительный фонд
времени работы одного рабочего; s — коэффициент загрузки, учитываю ­
щий многостаночность обслуж ивания и совмещение профессий.
303
Число слесарей устанавливается из расчета 6 .. .8 % от числа станоч­
ников. Число работаю щих остальных категорий составляет: вспомога­
тельные рабочие — 8. ..1 0 % от производственных рабочих; И ТР — 4. . .
.. .6 % от общего числа рабочих; младший обслуживаю щ ий персонал —
1.. .2 % от общего количества рабочих. Участок с числом производствен­
ных рабочих более 15 чел. долж ен возглавлять мастер.
6.1.2. Определение потребности в дереворежущем
инструменте
Годовая потребность в станочном деревореж ущ ем инструменте к а ж ­
дого типоразмера определяется по формуле
N = xanl{bT (1 — <?)],
(112)
где т — время работы инструмента в расчетном году, ч; 7” — стойкость
инструмента, ч; Ь — допустимое стачивание за весь срок службы инстру­
мента, мм; п — число инструментов одного типоразмера, одновременно
устанавливаемого на станок (линию ); а — уменьшение режущей части
инструмента за одну переточку, мм; q — коэффициент, учитывающий не­
предвиденный расход инструмента.
Ориентировочные данные
для
расчета
потребности
приведены
в табл. 88 и табл. 89.
При планировании производства различных видов продукции из дре­
весины можно пользоваться укрупненными нормами расхода инструмента.
Укрупненные нормы расхода инструмента для лесопильного производства
и производства столярно-строительных деталей приведены в табл. 90 и
91, а для производства м ебели — ниже. Норма указан а в ш туках инстру­
мента на 1 млн. р. мебели [14]. Д ля определения годового расхода ин­
струмента необходимо эти данные умножить на планируемый объем про­
изводства определенного вида продукции.
Пилы круглые:
плоские
............................................................................................................
...................................................................................................
строгальные
Пилы дисковые, оснащенные пластинами из твердого сплава:
для раскроя
...................................................................................................
для форматной обработки - ..........................................................................
.......................................
Пилы ленточные для распиловки древесины
Фрезы пазовые:
из инструментальной стали
.....................................................................
оснащенные пластинами из твердого сплава
.................................
Фрезы для обработки прямых ящичных шипов:
из инструментальной стали
.....................................................................
оснащенные пластинами из твердого сплава
.................................
Фрезы затылованные р а д и у с н ы е .................................................................
Фрезы:
для обработки зубчатых шипов
............................................................
для снятия свесов и фасок
.....................................................................
Ножи:
для фрезерования д р е в е с и н ы .....................................................................
оснащенные пластинами из твердого сплава
...................................
гильотинных ножниц ..................................................................................
304
17,1
2,8
11.0
10,4
67,0
4,0
9,3
1,3
0,3
1.0
0,7
3,1
33,4
16,9
0,6
Продолжение
Фрезы концевые из инструментальной с т а л и ......................................
15,8
оснащенные пластинами из твердого сплава
......................................
3,5
Сверла спиральные:
из инструментальной стали
.....................................................................
57,9
оснащенные пластинами из твердого сплава
...................................
18,7
Сверла чашечные:
.........................................................................
7,9
из инструментальной стали
оснащенные пластинами из твердого сплава
......................................
7,4
6.1.3. Расчет норм запаса дереворежущего
инструмента
Под н о р м о й з а п а с а инструмента понимается расчетное число
инструментов, обеспечивающее непрерывное и бесперебойное снабжение
режущ им инструментом производственных цехов и участков. Норма з а ­
паса рассчитывается, исходя из норм расхода и условий поставки покуп­
ного или изготавливаемого собственными силами инструмента. Знание
норм зап аса необходимо для планирования производственных переходя­
щих запасов, расчета оборотных фондов предприятия, величины сверхнор­
мативного остатка.
В настоящ ее время существуют две системы планирования и приоб­
ретения инструмента: на за к а з и на склад (максимум-минимум). При
с и с т е м е н а з а к а з весь необходимый инструмент заказы вается одно­
временно. Э та система применяется для единичных и редко повторяю ­
щихся типов инструмента. Сущность с и с т е м ы н а с к л а д (максимумминимум) состоит в том, что запасы инструмента долж ны поддерж иваться
на определенном уровне, гарантирующ ем бесперебойное снабжение произ­
водства. Э та система рекомендуется для применения на деревообрабаты ­
вающих предприятиях. При работе по системе на склад (максимум-мини­
мум) максимальный запас инструмента подразделяется на следующие
основные расчетные .части: текущ ая, страховая, точка зак аза, партия з а ­
каза. Сущность этой системы поясняется рис. 114.
Под т е к у щ е й ч а с т ь ю з а п а с а понимается величина переходя*
щего зап аса (дн., шт., комплекты, р.), необходимая для обеспечения
предприятия в период меж ду очередными поступлениями или изготовле­
нием инструмента. Это постоянно расходуем ая часть запаса.
С т р а х о в а я (минимальная) ч а с т ь з а п а с а предназначена для
обеспечения производства в случае отклонения периодичности и величины
партии поставок инструмента от предусмотренного при расчете текущего
запаса. Страховой запас равен числу инструментов, при достижении кото­
рого на ЦИС долж на поступить новая партия от внешних поставщиков
или с участка (организации), изготавливаю щего специальный инструмент.
Максимальный запас представляет величину максимально допусти­
мого зап аса инструмента.
З а п а с т о ч к и з а к а з а — число инструментов, при достижении
которого Ц И С долж ен вы дать зак аз отделу материально-технического
снабж ения или инструментальному участку на пополнение запаса по д ан ­
ным типоразмерам инструмента. При зак азе инструмента необходимо
305
88. Стойкость дереворежущего инструмента, мин
Обрабатываемый материал
Инструмент
Пилы:
рамные
ленточные для распи­
ловки древесины
ленточные для распи­
ловки бревен
круглые
из инстру­
ментальной стали
дисковые,
оснащен­
ные пластинами из твер­
дого сплава
Ножи для рубительных
машин средней произво­
дительности
Ножи стружечные:
из легированной стали
из
быстрорежущей
стали
Ножи лущильные
Н ожи
фанерострогаль­
ные
Фрезы сборные:
с ножами из инструмен­
тальных сталей
с ножами,
оснащен­
ными
пластинами
из твердого сплава
Фрезы:
цельные и составные
из
инструментальной
стали
оснащенные пластина­
ми из твердого сплава
Фрезы:
шипорезные
концевые из инстру­
ментальной стали
оснащенные пластина­
ми из твердого сплава
Сверла спиральные:
из
инструментальной
стали
оснащенные
пласти­
нами из твердого спла­
ва
Сверла чашечные:
из
инструментальной
стали
оснащенные пластина­
ми из твердого сплава
Цепочки фрезерные
306
Коэффициент
непредви­
денного
расхода
древесина
хвойных
пород
древесина
твердолист­
венных
пород
ДСтП
200
40
—
—
0,3
0,4
40
___
_
0,4
90
60
—
0,15
_
_
130
0,25
650
0,25
90
150
—
—
_
-- ■
240
180
—
210
140
_
_
180
120
_
0,2
0,2
0,05
0,05
0,05
90
0,10
0,08
100
0,15
60
150
100
—
0,10
0,2
_
_
30
0,25
110
80
_
_
0,10
30
90
—
120
0,15
0,05
—
20
0,10
—
—
0,12
89. Данные для расчета числа переточек [9]
И нструм ент
Д опустим ое
ста чивание
за с р о к с л у ж б ы ,
мм
Ум еньш ение
реж ущ ей
ч а с т и за о д н у
п е р е т о ч к у , мм
Пилы:
рамные
ленточные для распиловки древесины
ленточные для распиловки бревен
круглые из инструментальной стали
дисковые, оснащенные пластинами из
твердого сплава
80
5
50
20
6
. .
. .
.,
. .
. .
.
.
.
.
.
90
50*
80*
50*
7
0 ,5 ’.
0 ,3 ’ .
0 ,5 '.
0,5 .
0,2 .
.
.
.
.
.
.
.
.
.
.
0,7
0,4
0,7
0,7
0,3
Ножи:
для рубительных машин средней про­
изводительности
стружечные из легированной стали
из быстрорежущей стали
лущильные
фанерострогальные
25 . . . 35
0,3 . . . 0,4
20
20
30
30
0,3 . . . 0,4
0,3 . . . 0,4
0,3 . . . 0,4
0,3
. . 0,4
.
.
.
.
.
.
.
.
.
.
.
.
30
30
40
40
Фрезы сборные:
с ножами из инструментальной стали
с ножами, оснащенными твердым спла­
вом
12 . . . 15
8 . . . 10
0,2 . . . 0,3
0,15 . . .0 ,2 »
15 . . . 20
3 . . . 10**
0,2 . . . 0,3
0,15 . . . 0,25
8 . . . 10
0,2 . . . 0,3
1 . . . 2
1 . . . 2
0,15 . . . 0,20
0,15 . . . 0,20
15 . . . 20
3 . . . 4
0,2 . . . 0,3
0,15 . . . 0,25
6 . . . 8
4 . . . 6
0,2 . . . 0,3
0,2 . . . 0,3
Фрезы цельные и составные:
из инструментальной стали
оснащенные твердым сплавом
Фрезы шипорезные
Фрезы концевые:
из инструментальной стали
оснащенные пластинами из твердого
сплава
Сверла спиральные:
из инструментальной стали
оснащенные пластинами из твердого
сплава
Сверла чашечные:
из инструментальной стали
оснащенные пластинами из твердого
сплава
Цепочки фрезерные
2 . .
.
3
0,15 . . . 0,20
* В зависимости от размера пил.
** В зависимости от расположения пластин: по передней или задней
поверхности зуба.
зог
DO. Укрупненные нормы расхода инструмента [13] для лесопильного
производства
Расход инструм ента,
Инструмент
О борудование
шт. на 1000 м*
распиливаемого
сырья диаметром, мм
20
30
Рамная пила
Л есопильная рама
4,25
3 ,4 0
К руглая пила
Многопильный станок для
распиловки брусьев
4,80
—
Обрезной станок
0 ,4 0
0 ,2 2
Торцовочный станок
0 ,3 6
0 ,1 9
Оборудование для утилиза­
ции отходов
15 % от расхода в ос­
новном
производст­
ве
Н ож рубительный
Рубительная машина
0 ,9 6
0 ,5 2
Коросниматель
Окорочный станок
0 ,4 6
0 ,2 5
91. Укрупненные нормы расхода инструмента при производстве
столярно-строительных изделий [51
Расход инструмента, шт., при лроизводстве 1000 м2
Инструмент
Пила:
круглая
дисковая, оснащенная пластина­
ми из твердого сплава
Нож:
для фрезерования древесины
оснащенный пластиной из твер­
дого сплава
■Фреза
308
дверных
блоков
оконных
блоков
встроенной
мебели
0,24
0,13
1,06
0,16
0,6
0,35
0,35
0,68
0,67
0,38
0,22
—
0,16
0,22
0,05
учитывать минимальные пар­
тии зак аза инструмента, у к а­
занные в спецификациях заводов-изготовителей инструмен­
та. Если величина партии з а ­
каза меньше, то зак аз на ин­
струмент оформляется по объе­
динению.
Текущий запас (дн.) опре­
деляется по формуле
ттек = 360/л ,
(113)
где п — число поступлений (по­
Рис. 114. Схема движ ения запасов ин­
ставок) конкретного типораз­
струмента на ЦИС:
мера инструмента за отчетный
З с т р “ с т р а х о в о й ( м и н и м а л ь н ы й ) з а п а с , ш т .;
год.
5 т е к ‘ З м а к с * З т. з~~ с о ° т в е т с т в ^ н н о т е к у щ и й
Норма страхового запаса
и м а кси м а л ь ны й за па с и за па с то ч ки за ка за ,
ш т .; Т т з и 7*т е к — с о о т в е т с т в е н н о т е к у щ и й
7"стр
(дн.)
устанавливается
запас и за пас то ч ки за ка за , дн.
с учетом конкретных условий
поставок с баз материально-технического снабж ения или заводов-изготовителей и принимается в размере 25 % текущ его запаса:
Т'стр = 0,25Т*тек*
(114)
Величина запаса точки зак аза (дн.) определяется по формуле
Тт . з =
Т 'с т р Н - Т 'т е к / З .
(1 1 5 )
Максимальный запас (дн.) рассчитывается к ак сумма страхового и
текущего запасов:
Т 'м а к с — ^ "с т р " Ь Т 'т е х -
(1 1 6 )
Д ля определения запасов инструмента (шт., р.) необходимо среднесу­
точную норму расхода инструмента (шт., р.) умножить на соответствую ­
щие значения зап аса в днях, определенные по формулам (113), (114),
(115) И (116): З тек = р7'тек: ^ст1) = р7’стр; *5т. а~рТт. а; З макс = р7'макс,
где p = N / 360, N — годовой расход инструмента (шт., р.).
6.2. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
ДЕРЕВОРЕЖУЩЕГО ИНСТРУМЕНТА
ОТ
ВНЕДРЕНИЯ
Экономический эффект от внедрения деревореж ущ его инструмента
мож ет быть получен за счет повышения стойкости и производительности
(режимов резания), вовлечения в производство отходов, которые ранее не
использовались, экономии древесных материалов, снижения брака, сокра­
щения эксплуатационных затр ат и т. п. В большинстве случаев годовой
экономический эффект (р.) определяется по формуле
Э = [(Цб а -
Ц п) + (Иб а - Я „)] А -
ЕК,
(117)
где До и Ц п — цена или себестоимость соответственно базового и нового
инструмента, р.; а — коэффициент эквивалентности базового и нового ин­
309
струмента; И б и И „ — эксплуатационные затраты при использовании со­
ответственно базового и нового инструмента, р.; А — годовой объем
внедрения нового инструмента, шт.; Е — нормативный коэффициент эф ­
фективности капитальных затр ат (0,15); К — капитальные затраты на
внедрение, р.
Коэффициент эквивалентности нового инструмента по отношению к б а­
зовому мож ет быть определен по стойкости, техническому ресурсу, про­
изводительности (режимам резания) и т. д. В общем виде он мож ет быть
представлен как
а = -In - ,J g g i H + 0
Тб
( ц 8)
(К п .б + 1 )
U
б
где Гб и Тн — стойкость соответственно базового и нового инструмента,
мин или м; Ка. б и Л'п. и — число переточек соответственно базового и но­
вого инструмента; Ue и Un — режимы резания соответственно базовым и
новым инструментом.
Эксплуатационные затраты (р.) при использовании базового и нового
инструмента рассчитываются соответственно по формулам
Иа =
S Cm. бТ б ( К п . б Ч- 1)
S n. (, Кп. б 4 "
бX
X (К„. б -)- 1) -f- S H. б (Кп. б "Ь 1)!
И
Н—
‘S cM . НТ Н
(Кп. н Ч" 1) 4" $П.
Н ^П . Н
X ( А п . Н Ч- 1) “ Ь ^ н . Н ( * „ ■ Н “ Ь 1)>
(119)
<Sy. н
X
(1 2 0 )
где Som — стоимость станко-мин работы оборудования, р; S u — стоимость
переточки, р.; 5 У — стоимость установки, p.; S u — стоимость наладки, р.
Если какая-либо составляю щ ая эксплуатационных затр ат одинакова
при использовании базового и нового инструмента, то ее не учитывают.
При вовлечении п производство отходов, которые ранее не использо­
вались, экономический эффект (р.) мож ет быть определен по формуле
Э = Сц
З вн — Е К ,
(121)
где Сп — стоимость продукции, получаемой после внедрения за вычетом
стоимости отходов, р.; Звн— текущие затраты после внедрения, р., вклю ­
чающие основную и дополнительную зарп лату производственных рабочих,
амортизационные отчисления, стоимость вспомогательных материалов, т е ­
кущий ремонт и содерж ание оборудования, стоимость электроэнергии, з а ­
траты на инструмент.
Пример 1. Внедряются спиральные сверла, оснащенные пластинами из
твердого сплава, взамен спиральных сверл из инструментальной стали
при сверлении облицованных древесностружечных плит. З а базу сравне­
ния принято спиральное сверло с центром и подрезателями диаметром
10 мм (ГОСТ 22053— 76) из инструментальной стали. Новое сверло, осна­
щенное пластинами из твердого сплава, такж е диаметром 10 мм обеспечи­
вает повышение стойкости, а так ж е увеличение скорости подачи с 3 до
4,8 м/мин за счет новой геометрии режущ ей части. Исходные данные
для расчета приведены в табл. 92.
310
92. Исходные данные для расчета экономического эффекта от внедрения
сверла, оснащенного пластинами из твердого сплава
Сверло
Показатель
Ц ена, р.
Стойкость, мин
Ч исло переточек
Стоимость станко-минуты работы оборудования, р.
Стоимость переточки, р.
Стоимость установки, р.
базовое
новое
0,66
6
75
0,042
0,16
0,10
2,5
30
15
0,042
0,28
0,10
П оскольку базовое и новое сверло используются на одном и том ж е
оборудовании, капитальные затраты не учитываю тся. Кроме того, отсут­
ствует необходимость наладки оборудования. По формулам (118), (119)
и (120) определяем
3 0 (1 5 + 1 )
а
6 (75 + 1)
4,8 __
3,0
И б = 0 ,0 4 2 - 6 '( 7 5 + 1) + 0 , 1 6 - ( 7 5 + 1) + 0,1 ( 7 5 + 1) = 38,90 р. ;
Я „ = 0,042-30 (15 + 1) + 0,28 (15 + 1) + 0 , 1 ( 1 5 + 1) = 26,24 р.
Экономический эффект от внедрения одного сверла, оснащенного
твердым сплавом, составит 3 i = (0,66-1,7—2,5) + (38,9-1,7—26,24) = 3 8 ,5 р.
При использовании 150 новых сверл на годовую программу выпуска ме­
бели годовой экономический эффект составит 3 = 3 8 ,5 -1 5 0 = 5 7 7 6 р.
Пример 2. Внедряется в производство сращ ивание на зубчатый шип
кусковых отходов древесины твердых лиственных пород. В результате
этого вовлечено в производство 487 м3 заготовок на сумму 46000 р. Д л я
внедрения нового технологического процесса используется фрезерный ста­
нок с шипорезной кареткой и вайма для сращ ивания. Капитальные з а ­
траты составляю т 5800 р. Исходные данные д л я определения затр ат на
фрезы: Ц = 4 С p.; Scm =0,023 р.; 7"=60 мин; 5 П= 0 ,4 p.; К = 2 0 ; S 7 = 0,2р.;
необходимое число фрез на годовую программу /4 = 10 шт. При этих
данных
эксплуатационные
затраты
на
фрезы
равны // = [ 4 6 +
+0,023 - 60- ( 2 0 + 1 )+ 0 ,4 - 20 + 0 ,2 - (2 0 + 1 )]-1 0 = 1 0 7 2 р.
Текущие затраты на внедрение данного технологического процесса
приведены ниже.
Годовой экономический эффект от внедрения данного технологического
процесса и инструмента по формуле (121) равен 3 = 46000— 15064—0.15Х
Х 5 800= 31066 р.
Основная и дополнительная зарплата производственных рабочих
10 426
......................................................................
208
Амортизационные отчисления
Стоимость эмульсии П В А ..............................................................................
3 131
Текущий ремонт и содержание оборудования
...................................
134
Стоимость э л е к т р о э н е р г и и ..................................................................... . •
93
Затраты на инструмент
..................................................................................
1 072
И т о г о ................................................................................................................
15 064
311
Обычно нет данных по стоимости переточки и установки инстру­
мента, а такж е стоимости наладки оборудования, связанной со сменой
инструмента. Стоимость этих операций можно определить, если известны
разряд и тариф ная ставка рабочего, выполняющего эти операции,
а такж е техническая норма времени.
Техническая
норма
в р е м е н и — это необходимое в опре­
деленных условиях время на выполнение определенной работы, осущ е­
ствляемой в соответствии с эксплуатационными возмож ностями оборудо­
вания при применении современных методов и средств труда. В состав
технически обоснованной нормы времени включают лишь те категории р а ­
бочего времени, которые необходимы для выполнения заданной работы
(операции). В общем виде технически обоснованная норма времени Т а
состоит из технической нормы (штучного времени) Т ш и подготовитель­
но-заключительного времени 7Y з, которое затрачивается на подготовку
к работе (получение задания, инструмента, подготовка станка, установка
приспособления, реж има обработки), а так ж е на действия, связанные
с завершением работы (сдача продукции, инструмента, снятие приспособ­
ления и т. п.).
Гн = Г ш - |- Т п. э/л.
где п — число однотипных деталей (инструментов), подлеж ащ их о бр а­
ботке.
При установлении технически обоснованных норм времени следует
учитывать так ж е уровень производительности, соответствующий устой­
чивым показателям передовых рабочих.
Техническая норма времени (штучное время) определяется по ф ор­
муле
Г ш = Г 0 "Ь Т в
Тт. о + Г 0. о -f- Тотд, мин,
(122)
где То — основное (машинное) время, в течение которого при механиче­
ской обработке происходит изменение размеров и формы обрабаты вае­
мой детали или состояния ее поверхности; Г в — вспомогательное время,
которое затрачивается на управление станком, установку детали, подле­
ж ащ ей обработке, измерение, подвод и отвод инструментов д л я выпол­
нения отдельных переходов, снятие детали; Т т, 0 — время технического об­
служ ивания, затрачиваемое на обслуж ивание станка (подналадка м еха­
низмов в процессе работы ), а так ж е время на смену затупивш егося ин­
струмента или правку шлифовального круга и т. п.; Т 0.о — время орга­
низационного обслуж ивания, затрачиваемое на поддерж ание рабочего ме­
ста в рабочем состоянии (раскладка и уборка инструмента, чистка и
смазка механизмов, уборка рабочего места); Т0Тд — время перерывов на
отдых и личные надобности.
Сумма основного (машинного) времени и вспомогательного времени
называется о п е р а т и в н ы м в р е м е н е м . Его определяют по формуле
Гоп = Т 0 4" Т в.
Время технического и организационного обслуж ивания, а так ж е на
отдых и личные надобности обычно исчисляют в процентах от оператив­
ного времени. Таким образом, ф ормулу (122) можно преобразовать в вид
Г ш = Г оп (1 + Я /100), мин,
312
(123)
где К — коэффициент регламентированных затр ат к оперативному вре­
мени ( К = 5 —6 % ) .
Определение основных составляющ их норм времени целесообразно
производить путем расчетов, -а не по аналогии или на основе статистиче­
ских данных.
Однако не всегда возмож но расчетное нормирование. П оэтому в ряде
случаев нормативы времени на выполнение отдельных технологических
операций определяются путем хронометражных наблюдений на рабочем
месте. Необходимо учитывать такж е, что при использовании полуавто­
матических станков для подготовки деревореж ущ его инструмента к р а ­
боте существенно повышается производительность за счет многостаноч­
ного обслуж ивания.
Основное (машинное) время Т 0 зависит от параметров режимов ре­
зания и общего пути, пройденного инструментом в направлении подачи.
При выборе режимов резания необходимо стремиться к тому, чтобы при
соблюдении требований к качеству обработки обеспечить наибольшую про­
изводительность. Д л я определения основного времени при заточке дерево­
режущ его инструмента необходимо знать величины снимаемого припуска
для восстановления остроты режущ их кромок (величина уменьшения ре­
жущей части за одну переточку а, мм в табл. 89), продольной подачи
®пр (м/мин), поперечной подачи на двойной ход s n (мм/дв. ход), длину
затачиваемой поверхности зуба инструмента L с учетом перебегов шли­
фовального круга.
При этом основное (машинное) время заточки или доводки инстру­
мента м ож ет быть вы раж ено формулой
Т 0 = 2Laz/(s„pSn), мин.
(124)
Пример. Необходимо определить оперативное время на заточку пазо­
вой шестизубной фрезы д л я обработки продольных пазов шириной 12 мм,
оснащенной пластинами твердого сплава, на универсально-заточном
станке. Согласно табл. 89 величина а = 0 ,2 5 мм. Величины продольной и
поперечной подач при заточке и доводке фрезы выбираем из табл. 49.
При заточке s„ P= 1,5 м/мин; s n = 0 ,2 мм/дв. ход, при доводке s np=
= 0 ,7 м/мин; s n = 0,01 мм/дв. ход. Д лина затачиваемой поверхности зуба
с учетом перебегов шлифовального круга составит 0,04 м. Припуски на
заточку и доводку зуба фрезы распределяем следующим образом: а а*=
= 0 ,2 мм; а д= 0 ,0 5 мм. Основное время заточки фрезы по ф ормуле (122)
°
2-0.04 W
1,5 0,02
мин
Основное время доводки фрезы по той ж е формуле
2 0,04 0,0 5 -6
Л,
Т * = ---------------------- = 3 , 4 мин.
°
0,7 0,01
Основное время с учетом заточки и доводки составит Т о —6,6 мин.
Следует иметь в виду, что в оперативном времени на подготовку (за*
точку) инструмента в условиях деревообрабатывающего предприятия зна*
В. Г. М орозов
313
чительная доля приходится на вспомогательное время. Так, при заточке
данной фрезы необходимо установить ее в длительной головке или на оп­
равке с использованием центров и упорки, выверить положение задней по­
верхности зуба относительно шлифовального круга для обеспечения з а ­
данного заднего угла, определить наиболее изношенный зуб, при заточке
и доводке периодически контролировать радиальное биение и т. д. Ориен­
тировочно это время составляет 12 мин.
Таким образом, оперативное время на заточку фрезы равно Т 0п =
= 6 ,6 + 1 2 = 1 8 ,6 мин, техническая норма времени по формуле (123) со­
ставит
Т ш = 18,6 (1 + 6/100) = 20 мин.
ВПКТИМ ом разработаны нормативы оперативного времени на подго­
товку инструмента для мебельных предприятий («Нормативы времени на
подготовку, заточку и доводку деревореж ущ его инструмента»). Особен­
ность этих нормативов заклю чается в том, что в картах на определенную
операцию приводится оперативное время в чел.-ч за один проход шлифо­
вального круга или один оборот пилы, т. е. этот норматив включает ос­
новное (машинное) время без учета съема всего припуска Т 0 , а такж е
вспомогательное время T s в полном объеме, необходимом для выполне­
ния заданной операции. Иными словами значения оперативного времени,
приведенные в картах, равны
Т к = То + Г,
Д л я определения оперативного времени на заточку с учетом всего
снимаемого припуска можно воспользоваться формулой
(125)
Н иж е приводятся данные оперативного времени Т „ из карт, р а зр а ­
ботанных ВПКТИМ ом для пил дисковых (ГОСТ 9769—79), фрез диско­
вых пазовых (ГОСТ 11291—81), ножей к цилиндрическим ф резам (ГОСТ
14956—79).
К арта 1. Очистка деревореж ущ его инструмента перед заточкой. О бо­
рудование: ванна с 1 0 . . . 12 %-ным водным раствором аммиака. Содер­
ж ание работы: взять инструмент и опустить в ванну; после выдержки
достать его, очистить от грязи и засмолов, протереть насухо; доставить
инструмент к месту заточки. О перативное время 7"к = 0,06 чел.-ч.
К арта 2. П редварительное шлифование стальной части зубьев дерево­
реж ущ его инструмента, оснащенного пластиной из твердого сплава. О бо­
рудование: универсально-заточной станок ЗВ642. Содержание работы:
взять инструмент, установить на станок и заф иксировать зажимным уст­
ройством; настроить станок на режим шлифования; ш лифовать стальную
часть зубьев на глубину 0 , 8 . . . 1,2 мм; снять инструмент со станка.
Оперативное время Тн за один проход шлифовального круга на под­
готовку ножей к цилиндрическим ф резам при различной их длине (25;
40; 60 и 110 мм) составляет 0,092 чел.-ч.
314
Д исковы е пилы
Число зубьев
..........................
24
Тк за один проход шлифо­
вального круга, чел.-ч
. . 0,207
36
48
56
72
0,312
0,415
0,532
0,625
П родолжение
Дисковые пазовые фрезы
Число зубьев
................................
Т к за один проход шлифо­
вального круга, чел.-ч . .
3
6
0,034
0,051
К арта 3. Плющение и формование зубьев круглых пил. О борудова­
ние: полуавтоматический станок для холодного плющения и формования
зубьев круглых пил ПХФК-8. Содерж ание работы: взять пилу и устано­
вить на станок; настроить станок на режим плющения и ф ормования; про­
извести плющение и формование зубьев; снять пилу со станка.
Число зубьев пилы
................................. 24
Оперативное время Т к за один оборот
пилы, чел.-ч
............................................. 0,11
36
48
60
72
120
0,13
0,15
0,17
0,19
0,27
К арта 4. Заточка круглых пил (ГОСТ 980—80) и круглых строгаль­
ных
пил (ГОСТ 18479—73). Оборудование: полуавтоматический станок
для
заточки пил ТчПАб (ТчПА5, ТчП К8). Содерж ание работы: взять
пилу, установить на станок и заф иксировать прижимом; настроить ста­
нок на реж им заточки; заточить пилу; снять пилу со станка.
Значения оперативного времени Гк на заточку круглых пил и круг­
лых строгальных пил за один оборот пилы при различном числе двойных
ходов шлифовальной головки приведены ниже.
Число зубьев пилы
. . 24
36
7’к,
чел.-ч, при числе
двойных ходов шлифо­
вальной головки
25 ........................................ 0,065 0,070
40 ......................................... 0,060 0,065
80 ........................................ 0,055 0,057
48
60
72
96
120
0,080
0,070
0,060
0,090
0,075
0,062
0,100
0,080
0,065
0,113
0,090
0,070
0,130
0,100
0,075
К арта 5. Р азвод зубьев круглых пил. О борудование: полуавтомати­
ческий станок для развода зубьев круглых пил РП К8. Содерж ание р а ­
боты: взять пилу, установить на станок и заф иксировать; настроить ст а­
нок на режим развода; развести зубья пилы; снять пилу со станка.
Число зубьев пилы
....................
24
36
Оперативное время Т к за один
оборот пилы, чел.-ч
................... 0,060 0,065
48
60
72
120
0,070
0,075
0,080
0,100
К арта 6. Р азвод зубьев круглых пил вручную. Оборудование: р а з­
водка ручная. Содерж ание работы: взять пилу и закрепить в тисках; про­
извести развод зубьев; снять пилу.
Число зубьев пилы
.................... 24
36
48
60
72
96
120
Оперативное время Т к за один
оборот пилы, чел.-ч
.................. 0,030 0,046 0,055 0,066 0,070 0,090 0,110
11*
31S
К арта 7. Заточка дисковых пил, оснащенных пластинами из твердого
сплава (ГОСТ 9769—79). Оборудование: полуавтоматический станок
ТчПТ4 (многопроходный способ заточки), полуавтоматический станок
ТчПТбГл (глубинный способ заточки). С одерж ание работы: взять пилу,
установить на станок и заф иксировать прижимом; настроить станок на
режим; заточить и довести зубья пнлы; снять пилу со станка.
Значения оперативного времени Тк на заточку дисковых пил, осна­
щенных пластинами из твердого сплава, за один оборот пилы при р а з­
личном числе двойных ходов шлифовальной головки приведены ниже.
Число зубьев пилы . . . .
7'к, чел.-ч, при числе двой­
ных ходов шлифовальной го­
ловки
20
10
5 ..................................................
(глубинный способ)
24
36
0,127
48
56
72
0,067 0,077 0,087 0,093
0,087 0,107 0,127 0,140
0,160
0,207
0,233
0,107
0,167
0,287
Карта 8. Заточки и развод узких ленточных пил (ГОСТ 6532—77).
О борудование: полуавтомат для заточки и развода зубьев столярных лен­
точных пил ТчЛ6-2. С одерж ание работы: взять пилу, установить на ста­
нок и заф иксировать; настроить станок на режим заточки и развода; з а ­
точить и развести зубья пилы; снять пилу со станка.
Число зубьев пилы
250
Оперативное время 7’к,
чел.-ч за один "оборот пи­
лы
. . . . Г .... 0,083
Ч исло зубьев пилы
. . 600
Оперативное время Т к ,
чел.-ч за один оборот пилы 0,141
300
350
400
450
500
550
0,092
650
0,100
700
0,108
800
0,116
900
0,125 0,133
1000
0,150
0,159
0,176
0,193
0,210
К арта 9. Заточка пазовых ф рез (ГОСТ 11290—80, ГОСТ 11291—81),
радиусных ф рез с затылованными зубьями (ГОСТ 21893—76), ф рез для
обработки прямых ящичных шипов (ГОСТ 21923—76). Оборудование:
полуавтоматический станок д л я заточки ф рез ТчФА-2. С одерж ание р а­
боты: взять фрезу, установить па станок и заф иксировать; настроить с т а­
нок на режим обработки; заточить и довести . фрезу; снять ф резу со
станка.
Значения оперативного времеиия Т к на заточку и доводку пазовых
фрез, радиусных фрез с затылованными зубьями и фрез для обработки
прямых ящичных шипов за один оборот фрезы из инструментальной стали
или оснащенной пластинами из твердого сплава приведены ниже
Число зубьев ф р е з ы ........................................................
2
7’к, чел.-ч на заточку фрезы:
из инструментальной стали
..............................
0,063
оснащенной пластинами из твердого сплава . . 0,093
Число зубьев ф р е з ы ........................................................
2
7’к. чел.-ч на доводку фрезы:
из инструментальной стали
................................. 0,048
оснащенной пластинами из твердого сплава
0,066
316
4
6
0,093
0,153
4
0,123
0,213
6
0,078
0,123
0,108
0,183
К арта 10. Заточка ножей плоских с прямолинейной режущ ей кром­
кой. Оборудование: полуавтоматы для заточки ножей ТчН6-5, ТчН21-5,
ТчН13-5, ТчН31-5. С одерж ание работы: взять комплект ножей, устано­
вить на поворотном столе и заф иксировать; настроить станок на режим
обработки; заточить и довести ножи; снять ножи со станка.
Д л и н а затачиваем ы х нож ей, до 300
мм
Число одновременно затачивае­
4
мых н о ж е й ...................................
Оперативное время заточки Т к ,
чел/ч за один проход шлифо­
вального к р у г а .......................... 0,073
300 . . . 640 640 . . . 1260
свыше
1260
2
0,083
0,091
0,15
Оперативное время доводки ножей во всех случаях — 0,05 чел.-ч.
К арта 11. Заточка сверл. Оперативное время Гоп на заточку одного
спирального сверла с центром и подрезателями из инструментальной стали
составляет 0,11 чел.-ч, спирального с центром и подрезателями, оснащ ен­
ными пластинами из твердого сплава — 0,13 чел.-ч, чашечного из инстру­
ментальной стали — 0,25 чел.-ч, чашечного, оснащенного пластинами из
твердого сплава — 0,30 чел.-ч.
Пример. Необходимо определить оперативное время на заточку и д о ­
водку дисковой пилы, оснащенной пластинами из твердого сплава с чис­
лом зубьев 48. Согласно табл. 89 величина уменьшения режущей части
зуба пилы за одну переточку а = 0 ,2 5 мм. Величина поперечной подачи
при заточке s n = 0 ,0 3 мм/дв. ход, при доводке s n = 0,015 мм/дв. ход. П ри­
пуски на заточку и доводку зуба пилы распределяем следующим обра­
зом: заточка а э= 0 ,2 мм; доводка од= 0 ,0 5 м.
При заточке пилы на полуавтомате ТчПТЧ многопроходным спосо­
бом в соответствии с картой 7 оперативное время заточки Г„ за один обо­
рот пилы при числе двойных ходов шлифовальной головки 20 дв. ходов/
/мин равно 0,087 чел.-ч или 5,2 чел.-мин, при доводке за один оборот
пилы при числе двойных ходов шлифовальной головки 10 дв. ходов/мин—
0,127 чел.-ч или 7,6 чел.-мин. В формуле (125) в связи с использованием
полуавтомата значения двойной длины затачиваемой поверхности и про­
дольной подачи заменяю т числом двойных ходов шлифовальной головки.
В этом случае оперативное время заточки и доводки пилы равно
ПРИЛОЖЕНИЕ
1
ПЕРЕЧЕНЬ ДЕЙСТВУЮЩЕЙ
НОРМАТИВНО-ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
НА ДЕРЕВОРЕЖУЩИЙ ИНСТРУМЕНТ
ГОСТ, ОСТ, ТУ
ГОСТ
ГОСТ
ГОСТ
ГОСТ
980—80
5524—75
6532—77
6567—75
ГОСТ 8994—80
ГОСТ 9769—79
ГОСТ 10482—74
ГОСТ 10670—77
ГОСТ 11290—80
ГОСТ 11291—81
ГОСТ 13235—79
ГОСТ 13932—80
ГОСТ 14956—79
ГОСТ 17315—71
ГОСТ 17342—80
ГОСТ 18479—73
ГОСТ 18480—73
ГОСТ 19743—74
ГОСТ 21893—76
ГОСТ 22053—76
ГОСТ 22057—76
ГОСТ 22749—77
ОСТ ДМ 93-3—86
ОСТ 2 ДМ 91-1—87
ОСТ 2 ДМ 91-2—87
ОСТ 13-32—74
ТУ2-035-409—75
ТУ2-035-415—75
ТУ2-035-572—75
318
Наименование
Пилы круглые плоские для распиловки древесины
Пилы для вертикальных лесопильных рам
Пилы ленточные для распиловки древесины
Ножи плоские с прямолинейной режущей кром­
кой для фрезерования древесины
Фрезы дереворежущие концевые цилиндрические
Пилы дисковые с твердосплавными пластинами
для обработки древесных материалов
Пилы для тарных лесопильных рам
Пилы ленточные для распиловки бревен и бру­
сьев
Фрезы дереворежущие дисковые пазовые
Фрезы дереворежущие дисковые пазовые с на­
лаянными пластинами
Фрезы дереворежущие с затылованными зубьями
для обработки пазов и гребней
Фрезы дереворежущие насадные цилиндрические
Технические условия
Фрезы дереворежущие насадные цилиндрические
сборные. Типы. Конструкция и основные размеры
Ножи стружечные
Н ожи для рубительных машин средней произво­
дительности. Технические условия
Пилы круглые строгальные для распиловки дре­
весины
Фрезы дереворежущие затылованные для обработ­
ки четверти и кромки
Ножи гильотинных ножниц для резания шпона.
Основные размеры
Фрезы дереворежущие затылованные радиусные
Сверла спиральные дереворежущие с центром
и подрезателями
Сверла спиральные дереворежущие
Фрезы дереворежущие насадные с затылованными
зубьями. Технические условия
Цепочки дереворежущие фрезерные
Фрезы дереворежущие сборные для обработки про­
ушин
Фрезы дереворежущие для обработки прямых
ящичных шипов
Ножи рубильные. Типы и основные размеры
Фрезы дереворежущие концевые типа ласточкин
хвост
Фрезы дереворежущие насадные цельные и со­
ставные, оснащенные пластинами из закаленных
инструментальных сталей
Фрезы дереворежущие сборные для обработки ши­
повых соединений
Г1 р
ГОСТ, ОСТ, ТУ
ТУ2-035-594—77
Т У 2-035-617—78
ТУ2-035-629—78
ТУ2-035-631—78
ТУ2-035-635—78
ТУ2-035-643—78
ТУ2-035-673—79
ТУ2-035-699—79
Т У2-035-787—80
j
ТУ2-035-809—81
ТУ2-035-822—81
ТУ2-035-862—82
ТУ2-035-878—82
ТУ2-035-895—82
ТУ2-035-896—82
ТУ2-035-962—84
ТУ2-035-1 0 0 5 -8 6
ТУ2-035-1 0 3 3 -8 6
ТУ2-035-1 0 4 1 -8 6
ТУ14-1
ТУ 14
ТУ14
ТУИ
ТУ 14
ТУ14
ТУ14
ТУ14
ТУ14
679—73
732—73
1647—76
1675—76
1678—76
1693—76
1694—76
1807—76
1809—76
ТУ14
ТУ14
1899—76
1918—76
О Д О Л Ж О II и О
Наименование
С верла дереворежущие чашечные
Фрезы концевые твердосплавные цилиндрические
дереворежущие
Фрезы дереворежущие для обработки зубчатых
шипов
Сверла спиральные с центром и подрезателями
твердосплавные, цельные
Фрезы фасонные дереворежущие сборные и со­
ставные, оснащенные твердым сплавом
Фрезы дереворежущие насадные цельные и со­
ставные, оснащенные пластинами твердого сплава
Фрезы дереворежущие .насадные
Пилы дереворежущие комбинированные и диско­
вые специальные с твердосплавными пластинами
Сверла дереворежущие чашечные с твердосплав­
ными пластинами
Фрезы дереворежущие концевые с твердосплав­
ными пластинами
Чашечные сверла и пробочники к станкам СвСА-2
и СвСА-3
С верла цилиндрические пустотелые с выталкива­
телем для обработки пробок
Фрезы дереворежущие составные оснащенные пла­
стинами из твердого сплава для обработки шпун­
тов и гребней
Зенкеры цилиндрические и конические комбини­
рованные со спиральными сверлами
Сверла дереворежущие для кольцевого сверления
пробок
Сверла дереворежущие спиральные, оснащенные
пластинами твердого сплава
Фрезы дереворежущие с механическим крепле­
нием твердосплавных пластин
Фрезы дереворежущие специальные Л А П Б
Фрезы дереворежущие насадные профильные для
обработки шиповых соединений
Ножи фанерострогальные
Ножи шпалооправочные
Ножи плоские серповидные
Линейки прижимные
Н ожи щепальные
Н ожи корообдирочные
Ножи шипорезные
Пилы круглые сферические
Пилы дисковые конические односторонние
Технические условия
Ножи рубильные
Ножи лущильные
319
Модель
Основной параметр
инструмента главного
движения
Масса, т
Наименование обору­
дования
Мощность,
кВт
ПРИЛОЖЕНИЕ
ПЕРЕЧЕНЬ ОБОРУДОВАНИЯ ДЛЯ ЗАТОЧКИ
И ПОДГОТОВКИ ДЕРЕВОРЕЖУЩЕГО ИНСТРУМЕНТА
Станки для заточки ножей
Полуавтомат для з а ­
точки плоских ножей
с прямолинейной ре­
жущей кромкой
ТчН31-4
ТчН6-5
Полуавтомат для з а ­
точки ножей_ руби­
тельных машин
Н аиболь­
шая длина
затачивае­
мых ножей
3150 мм
То же,
670
ТчН21-5
То же,
2120
ТчН Р
То же,
730
Скорость
продоль­
ной пода­
чи, м/мин
4; 7; 15
То же,
0,5;
4,0;
7,0; 12,0
То же,
2,0;
4,0;
6,0;
8,0;
12,0
То же,
2,0;
4,0;
7,0; 12,0
5,0
2,5
4,5
1.0
7,0
2.7
4,45
1,35
4,5
1,1
0,3
0,5
1,0
0,5
2,0
0,6
3,0
1,0
Станки для заточки фрез
Полуавтомат для за ­
точки стальных
и
твердосплавных фрез:
насадных цельных
и сборных
концевых
ТчФА-2
ТчФКТ
Размеры
затачивае­
мых фрез,
мм:
диаметр
80 . . . 180,
наиболь­
шая шири­
на 200
наиболь­
ший диа­
метр 40
То ж е,
0,5 . . . 4,0
Станки для заточки пил
Полуавтомат для за ­
точки круглых пил
ТчПК-4
ТчПК16-2
ТчПК22-2
326
Н аиболь­
Число
ший диа­ двойных
метр
ходов шлипил —
• фовальной
400 мм
головки
в мин, 35;
54; 75
То же,
То же,
1600
30; 55
То же,
То же,
2200
30; 60
2
П олуавтом ат для з а ­
точки к руглы х П И Л
Модель
ТчПК8-2
Масса, т
Наименование обору­
дования
Мощность.
кВт
Продолжение
Н аиболь­
ший д и а ­
метр
пил —
1000 мм
Ч исло
двойных
ходов, ш л и ­
фовальной
головки в
мин, 20;
40; 80
1,1
0,6
Основной параметр
инструмента главного
движения
Полуавтомат для за ­
точки твердосплавных
круглы х пил
ТчПТЧ
То же,
630
То же,
5 . . . 30
1,55
0,7
П олуавтомат для глу­
бинной заточки твер­
досплавных круглых
пил
ТчПТб-Гл
То же,
630
То ж е,
1.6
0.7
Станок для боковой
заточки зубьев твер­
досплавных круглых
пил
ТчП КБ
То же,
630
То ж е,
15
1.6
0,4
Полуавтомат для за ­
точки рамных пил
ТчПР-3
Ширина
пил —
60 . . .
200 мм
24; 36; 70
1,35
0,6
П олуавтомат для за­
точки и развода зу­
бьев ленточных сто­
лярны х пил
ТЧЛ6-2
То ж е,
7 . . . 60
100
0,5
0,3
Полуавтомат для за ­
точки ленточных пил
ТчЛ35-2
То же,
50 . . . 350
35; 70
1.5
0,7
Полуавтомат для за ­
точки боковых гра­
ней,
наплавленных
стеллитом,
зубьев
рамных и ленточных
пил
ТчПБ
То же,
80 . . . 200
26
1.4
0,6
1.1
1,8
Станки заточные универсальные
Станок для заточки
круглы х, рамных и
ленточных пил
ТчПА-6
Размеры
затачивае­
мых иил,
мм:
диаметр
180 . . .
1000, ши­
рина
80 . . . 200
25; 40; 80
321
Модель
Основной п.раметр
инструмента главного
движения
| Масса, т
Наименование обору­
дования
Мощность,
кВт
Продолжение
Станок для заточки
рамных, круглых пил
и плоских ножей
ТчПН-6
То же:
диаметр
200 . . .
1250, ши­
рина
80 . . . 200,
длина но­
жей 640
35; 54
1,35
0,6
Универсально-заточ­
ной станок повышен­
ной точности
ЗЛ1640
Диаметр X
длина и з­
делия
Скорость
круга —
35 м'с
0,55
0,50
То же,
до 35
1.1
0,88
То же,
до 35
1,5
1,4
То же,
35
0,95
0,92
диаметр
круга, мм
100X250
100
ЗМ641
То же,
160X400
150
ЗМ642
То же,
250X 250
20
У ниверсально-заточ­
ной станок повышен­
ной точности гидрофицированный
Универсально-заточ­
ной
полуавтомат
ЧП У повышенной
очносги
ЗД04П-
То же,
200X 400
200
ЗД6421-
То же,
250ХГ>00
200,
То же,
30
2,2
1,65
В3208Ф2
То же,
То же,
35
1,5
2,3
---
0,3
0,2
260X 400
200
Станки заточные прочие
Станок для заточки:
шпонопочиночных
штампов
322
ТчШ
Н аиболь­
ший р аз­
мер штам­
па — 40Х
Х 80 мм
короснимателей
Модель
ТчКС
Основной параметр
инструмента главного
движения
Н аиболь­
шая длина
режущей
кромки ко­
роснимате­
ля — 60 мм
Скорость
продоль­
ной пода­
чи, м/мин,
2,0;
3,6;
6,0
Масса, т
Наименование обору­
дования
Мощность,
кВт
Продолжение
2,2
1,75
Станки для подготовки дереворежущего инструмента к работе
Полуавтомат для хо­
лодного плющения и
формования зубьев:
рамных пил
круглых пил
Полуавтомат для раз­
вода зубьев круглых
пил
Станок для обрезки
и насечки зубьев пил
Станок для вальцева­
ния рамных и дели­
тельных
ленточных
пил
Станок для вальцева­
ния рамных, круглых
и ленточных иил
Станок для стыковой
сварки
ленточных
пил
П ХФ -2
Н аиболь­
шая
ши­
рина пил —
200 мм
ПХФ К8-2
То же,
900
То же,
800
РП К 8
ПШ6
ПВ20
ПВ35
То же.
ДСЛП18
Н аиболь­
шая
тол­
щина
пил —
6,0 мм
Н аиболь­
шая шири­
на пил —
200 мм
То же,
350
То же,
175
Число об­
рабатывае­
мых зубьев,
в
мин —
10
То же,
10
То же,
40
Число
двойных
ходов
В
1,2
0,7
1,2
0,7
0,6
0,45
3,0
1.1
1,0
0,2
1,5
0,3
20,0
0,2
MII1I —
50
Скорость
подачи пи­
лы — 10
м/мин
То же,
10
—
П Р И Л О Ж Е Н И Е 3 СРЕДСТВА КОНТРОЛЯ И ИЗМЕРЕНИЯ
ОБЩЕГО НАЗНАЧЕНИЯ
Ш тангенциркули (ГОСТ 166—80) предназначены для измерения на­
ружных и внутренних размеров и разметки. Типы: ШЦ-1 с двусторонним
расположением губок для измерения наружных и внутренних размеров
с линейкой для измерения глубин; Ш Ц-П с двусторонним расположением
губок для измерения наружных и внутренних размеров и для разметки;
ШЦ-111 с односторонним расположением губок для измерения наружных
и внутренних размеров. П араметры штангенциркулей приведены ниже.
323
ШЦ-1
ШЦ-11
Пределы измерений, мм
0 . . . 125
Величина отсчета по нониу­
су, мм ..............................................
0,1
Предел допускаемой погреш­
ности, мм
....................................
± 0 ,1
О ...
160
0 . . . 250
0,05
0,05
± 0 ,0 5
± 0 ,0 5
П р о д о л ж е н и е
ш ц-ш
Пределы измерений, мм
. 0 . . . 400;
0 . . . 500;
250 . . . 630;
250 . . . 800; 500 . . . 1600
Величина отсчета по нониу­
су, мм .......................................
0,1
Предел допускаемой погреш­
ности, мм
...............................
X
± 0 ,1
Штангенрейсмасы (ГОСТ 166—80) предназначены д л я измерения и
разметки размеров. В основании штангенрейсмаса закреплена ш танга
с нанесенной миллиметровой шкалой. Р ам к а штангенрейсмаса перемещ а­
ется вдоль штанги и имеет устройство для закрепления разметочной или
измерительной ножки. Р ам к а снабж ена нониусом и движ ком с микромет­
рической подачей. П араметры штангенрейсмасов приведены ниже.
ШР-250
Пределы
измерений,
мм
................................ 0 . . .
Величина
отсчета
по нониусу, мм
. .
Предел
допускаемой
погрешности, мм
. .
ШР-400
250
40 . . . 400
ШР-630
ШР-1000
60 . . . 630
100 . . . 1000
0,05
0,05;
0,1
0,1
± 0 ,0 5
± 0 ,0 5 ;
± 0 ,1
± 0 ,1
Микрометры МК (ГОСТ 6507—78) предназначены для наружных и з­
мерений. Цена деления микрометров для различных пределов измерения
(О . . . 25 мм; 25 . . . 50 мм; 50 . . . 75 мм; 7 5 . . . 100 мм) составляет 0,01,
предел допускаемых погрешности 2-го класса точности — ± 4 мкм.
Микрометры рычажные М РИ (ГОСТ 4381—80) предназначены для
абсолютных и относительных измерений наружных размеров. Снабжены
рычажно-зубчатым
отсчетным устройством.П оставляю тся
с установоч­
ными мерами. П араметры рычажных микрометров приведены ниже.
М РИ 125
М РИ 150
МРИ 200
125 . . . 150
150 . . . 200
0,01
0,002
.
Пределы измерений, мм . . 100 . . . 125
Цена деления микрометричес­
кой головки, мм
Цена
деления
отсчетного
устройства, м м
Продолжение
М РИ 250
Пределы измерений, мм . . 200 . . . 250
Цена деления микрометриче­
ской головки, мм
. . . . .
Цена
деления
отсчетного
устройства, м м ......................
324
М РИ 300
М РИ 400
250 . . . 300
300 . . . 400
0,01
0,002
Скобы индикаторные СИ (ГОСТ 11098—75) предназначены для ли­
нейных измерений. Оснащены индикатором часового типа с ценой деле­
ния 0,01 мм. Скобы с пределом измерения свыше 100 мм поставляются
с переставными пятками.
СИ 50
Пределы измерений, мм
.
Предел
допускаемой
по­
грешности, мм
......................
СИ 100
0 . . . 50
50 . . .
СИ 200
100
100 . . . 200
± 0 ,0 0 8
± 0 ,0 1
П родолжение
Пределы измерений, мм
.
Предел
допускаемой
по­
грешности, мм
СИ 300
СИ 400
СИ 500
200 . . . 300
300 . . . 400
400 . . . 500
± 0 ,0 1 2
± 0 ,0 1 5
Микрометр МВП (ГОСТ 4380—86) предназначен для измерения д е ­
талей из мягких материалов. Комплектуется двум я плоскими вставками
с измерительными поверхностями диаметрами 12 мм и одной сферической
вставкой. Основные данные: пределы измерения — 0 . . . 25 мм; цена де­
л е н и я — 0,01 мм; предел основной допускаемой погрешности — не более
± 0,005 мм.
Микрометры листовые (ГОСТ 6507—78) предназначены для измере­
ния толщины листов и лент. П араметры листовых микрометров приве­
дены ниже.
МЛ5
Пределы измерений, мм
...................... 0 . . . 5
Вылет скобы не менее, м м .................
20
Цена деления, м м .....................................................
Предел допускаемой погрешности, мм
МЛ 10
МЛ25
0 . . . 10
40
0 . . . 25
80
0,01
± 0 ,0 0 4
Индикаторы многооборотные МИГ (ГОСТ 9696—75) предназначены
для измерения линейных размеров и применяются как в измерительной
стойке, так и в различного рода контрольных, измерительных приборах и
приспособлениях. П араметры многооборотных индикаторов приведены
ниже.
1МИГ
Пределы измерений, мм
.....................................................0 . . .
Цена деления, м к м ............................................................
1
Предел основной допускаемой погрешности, мкм,
на участке шкалы 200 д е л е н и й ...................................
2
2МИГ
1
Индикаторы часового типа с ценой деления 0,01 мм (ГОСТ 577—68)
предназначены для измерения размеров абсолютным и относительным ме­
тодами, определения величины отклонений от заданной геометрической
формы и взаимного расположения поверхностей. П араметры индикаторов
часового типа приведены ниже.
325
Пределы измерений, мм
........................
Н аибольш ая разность погрешностей,
мкм, на всем диапазоне измерений для
класса точности 1
ИМ 02
ИЧ
0. . . 2
ИЧ 10МД
0 . . . 10
0 . . . 25
20
30
12
10МН
И Ч 25
Индикаторы рычаж но-зубчатые И Р Б и ИРТ (ГОСТ 5584—75) пред­
назначены для абсолютных и относительных измерений линейных разм е­
ров, контроля отклонений от заданной геометрической формы и взаим ­
ного расположения поверхностей. Ш кала индикатора И Р Б размещ ена
параллельно осн измерительного рычага в его среднем положении, инди­
катора И РТ — перпендикулярно оси измерительного рычага в его среднем
положении. Индикатор имеет поворотный измерительный рычаг, малые
габариты и незначительное измерительное усилие, что позволяет приме­
нять его при измерении в труднодоступных местах, а такж е в случаях,
требующих малого измерительного усилия. Индикатор комплектуется д ер ­
ж авкой для измерения в труднодоступных местах, переходной втулкой
диаметром 8 мм для крепления индикатора в стойках, ш тативах
и т. д.
Пределы
измерений рычажно-зубчатых
индикаторов составляют
0,8 мм, цена деления — 0,01 мм, погрешность на всем диапазоне измере­
н и й — 0,01 мм.
Принадлежности П РИ-1П к индикаторам часового и ры чаж но-зубча­
того типа (расширительный набор) предназначены для проверки правиль­
ности вращения (биения) наружных и внутренних поверхностей, контроля
деталей при их обработке на станках, монтажных и других работах.
Наличие в наборе специальных рычагов и заж имны х средств позво­
ляет производить различные контрольно-поверочные работы. Основные
данные, мм, принадлежностей: длина плеч рычага прямого и углового —
50; диаметр заж имного в струбцине вала: наименьший — 30, наиболь­
ш и й — 70; диаметр вала, проверяемого в призме комбинированной стойки:
наим еньш ий— 10, наибольший — 70; высота стойки — не менее 150; цена
деления индикатора — 0,01.
Стойка для крепления измерительных головок CIVM предназначена
для измерительных головок с ценой деления 0,01 мм и более. Основные
данные: пределы измерения по высоте — 0 . . . 250 мм; вылет измеритель­
ной головки — 2 5 . . . 160 мм; размеры стола — 160X 100 мм, диаметр от­
верстия под измерительную головку — 8 мм.
Стойка универсальная 15СТ-М (ТУ2-034-623—80) предназначена для
закрепления микрометров, индикаторных скоб и других измерительных
приборов с целью использования их в качестве настольных. Основные д ан ­
ные: диапазон толщин измерительных инструментов и приборов, закреп ­
ляемых в стойке — 4 .. .20 мм, угол поворота губок в вертикальной пло­
скости — 65°.
Стойка гибкая МС29 (ТУ2-034-668—83) предназначена для закрепле­
ния измерительных головок с ценой деления 0,01 мм и массой не более
0,1 кг. Закрепляем ая н стойке измерительная головка может занимать
необходимое положение без перемещения стойки. Основные данные: пы326
сота колонки — 360 мм, диаметр отверстия под измерительную голов­
ку — 8 мм.
Ш тативы (ГОСТ 10197—70) предназначены для закрепления измери­
тельных головок с ценой деления 0,01 мм. Ш татив Ш -ПН-М состоит из
основания с цилиндрической колонкой, по которой движ ется муфта со
стержнем и закрепленной на конце измерительной головкой. Ш татив
имеет устройство для тонкой установки на размер. Ш тативы Ш М -ПН и
ШМ-Ш состоят из основания со встроенными постоянными магнитами и
цилиндрической колонки, по которой движ ется муфта со стерж нем и за ­
крепленной на конце измерительной головкой. С помощью встроенных по­
стоянных магнитов штативы притягиваю тся к стальным и чугунным де­
талям , что позволяет устанавливать ш тативы на наклонных и вертикаль­
ных плоскостях без дополнительного крепления. П араметры ш тативов при­
ведены ниже.
Высота колонки, м м ..............................
Наибольший вылет измерительной го­
ловки, мм
................................................
Усилие отрыва, Н , не менее . . . .
Диаметр отверстия под измерительную
головку, м м ................................................
Ш -ПН-М
Ш М -ПН
ШМ-111
250
250
200
200
200
300
160
150
8
8
--
8 и 4
Угольники поверочные лекальные (ГОСТ 3749—77). Угольники пове­
рочные лекальные УЛ предназначены для контроля отклонения от взаим ­
ноперпендикулярного расположения деталей при сборке изделий, контроля
и разметки углов 90°. Угольники оснащены теплоизоляционными на­
кладками.
Угольники поверочные лекальные плоские УЛП предназначены для
проверки прямых углов и применяются при слесарно-сборочных и лекаль­
ных работах для контроля взаимно перпендикулярного расположения д е­
талей. Стороны угольника образую т наруж ные и внутренние рабочие углы.
Д линная сторона угольника выполнена с двусторонними скосами с н аруж ­
ной и внутренней сторон, а короткая имеет плоские поверхности. При про­
верке наружных углов лекального угольника, при проверке внутренних
углов — наружный рабочий угол. Отклонение от перпендикулярности про­
веряется «на просвет». П араметры угольников приведены ниже.
Размеры
сторон
угольника, мм
. 60 X 40
Д опуск перпенди­
кулярности
из­
мерительных
по­
верхностей к опор­
ным для класса точ­
ности 1, мкм
5
100 X 60
60 X 40
100 X 60
6
5
6
160X100 250X 100
7
9
Угольники слесарные плоские УП (ГОСТ 3749—77) предназначены
для проверки и разметки прямых углов и применяются при слесарно-сбо­
рочных и лекальных работах. Д линная и короткая стороны угольника
327
имеют доведенные плоские поверхности, образую щ ие внутренний и н аруж ­
ные рабочие углы. При проверке внутренних углов деталей используется
наружный угол угольника, при проверке наружных углов — внутренний.
П араметры плоских слесарных угольников приведены ниже.
Размеры сторон угольника,
мм
........................................... 60 X 40
Допускаемые
отклонения
от перпендикулярности из­
мерительных
поверхностей
к рабочим для класса точ­
ности 2, м к м ..........................
13
100 X 60
15
160X100 250X 160 400 X 250
18
22
30
Угольники поверочные 90° слесарные с широким основанием УШ
(ГОСТ 3749—77) предназначены для контроля взаимноперпендикуляр­
ного расположения деталей при слесарных работах. П араметры их при­
ведены ниже.
Размеры сторон угольни­
ка, мм
..............................
Допускаемые
отклоне­
ния от перпендикуляр­
ности
измерительных
поверхностей к рабочим
для класса точности 2,
мкм
...................................
60 X 40
100X 60
160X100
250X 160
13
15
18
22
Продолжение
Размеры сторон угольни­
ка, мм
..............................
Допускаемые отклонения
от
перпендикулярности
измерительных
поверх­
ностей к рабочим для
класса точности 2, мкм .
400 X 250
630X 400
1000 X 630
1600X1000
30
40
60
90
Призмы поверочные и разметочные (ГОСТ 5641—82) предназначены
для установки деталей и изделий цилиндрической формы при контроль­
ных и разметочных операциях.
Призмы поверочные и разметочные с одной призматической выемкой
и накладкой П1 состоят из корпуса, накладки и двух винтов для крепле­
ния. Корпус призмы в верхней плоскости имеет призматическую выемку
с доведенными поверхностями. По обеим сторонам призматической вы­
емки имеются по три резьбовых отверстия, предназначенные для уста­
новки накладки в любом из трех сечений призмы. Призмы, поставля­
ются комплектами, состоящими из двух призм.
Призмы поверочные и разметочные с четырьмя призматическими вы­
емками П2 так ж е поставляются комплектами, состоящими из двух призм
одного размера. Основные параметры призм различных типов приве­
дены ниже.
328
nil
Габаритные
мм
. . . .
П1-2
П 1-3
П 1-4
размеры
30X 3 5 X 4 0
Диаметр
устанавливав
мых деталей типа валов
мм:
наименьший . . . .
наибольший . . . .
Допускаемое отклонение
формы и расположения
поверхностей призм для
класса точности 2, мкм .
Допускаемое
отклоне­
ние от параллельности
призматических
выемок
основанию
и
боковым
граням, мкм
..................
Д опускаемая
разность
расстояний выемок двух
призм одного комплекта
от
противолежащей
грани, мкм
......................
5 0 X 6 0 X 6 0 80X 105X 400 150Х100Х
Х100
3
15
5
30
8
12
70
110
12
15
Продолжение
П2-1
Габаритные
размеры,
............................................
мм
Диаметр
устанавливае­
мых деталей типа валов,
мм:
н а и м е н ь ш и й ..........................
н а и б о л ь ш и й ..........................
Допускаемое отклонение
формы и расположения
поверхностей призм для
класса точности 2, мм . .
Допускаемое
отклоне­
ние от параллельности
призматических
выемок
основанию
и боковым
граням, мкм
.................
Допускаемая
разность
расстояний выемок двух
призм одного комплекта
от
противолежащей
грани, мкм
..............................
П2-2
П2-3
100X 60X 90
150X 80X 135
200X 100X 180
—
—
—
—
—
—
—
—
—
20
25
25
30
Плиты поверочные и разметочные (ГОСТ 10905—86) предназначены
для контроля плоскостности по методу «пятен на краску» и точных р а з­
меточных работ. Плиты выпускаются двух исполнений: 1 — с ручной ш аб­
ровкой рабочих поверхностей, 2 — с механически обработанными рабочими
поверхностями. П араметры и основные размеры плит различных клас­
сов точности приведены ниже.
329
Размеры
плиты, мм 250 X 250 400 X 400 630 X 400 1000 X 630
Допускаемые
откло­
нения от плоскост­
ности рабочей
по­
верхности
плиты,
мкм. для класса точ­
ности
1 ...................
2 ...................
3 ..............
. . . .
. . . .
. . . .
10
25
40
10
25
—
16
40
60
1600X1000
25
60
100
16
40
60
Линейки поверочные с широкой рабочей поверхностью двутаврового
сечения Ш Д (ГО С Т 8026—75) предназначены для контроля плоскостно­
сти. П араметры их приведены ниже.
ШД-630
Размеры линеек, мм
. . 630X 14
Д опускаемое
отклоне­
ние для 2-го класса точ­
ности, мкм
от
плоскостности по­
верхностей ............................
16
от параллельности р а ­
бочих поверхностей
.
25
ШД - 1000
Ш Д - 1600
Ш Д-2000
1000X 16
1600X 18
2000X 18
16
25
30
25
40
50
Л инейки поверочны е лекальн ы е трехгранны е Л Т (ГО С Т 8026— 75)
предназначены д л я проверки прямолинейности м етодом световой щ ели
«на просвет» и прим еняю тся при лекальн ы х, слесарны х и контрольны х
оп ераци ях. О сновны е данны е: дли н а линеек — 200 и 320 мм, непрямолинейность д л я 1-го кл асса точности в соответствии с длиной 1,6 и 2,5 мкм.
Л инейки поверочны е л екальн ы е с двусторон ни м скосом Л Д (ГО С Т
8026— 75) предн азн ачен ы д л я р аб о т, аналогичны х р а б о т ам линейкам и Л Т .
В ы пускаю тся длиной 80; 125; 200 и 320 мм.
Л инейки изм ерительны е м еталли ческие 188 (Г О С Т 427—75) п р е д н а з­
начены д л я и зм ерения линейны х р азм ер о в . В ы п у скаю тся с п редел ам и и з­
м ерения 150; .300; 500 и 1000 мм. Ц ена делен и я ш к ал — 1 мм.
Н аборы щ упов (Г О С Т 882—7 5 ). П ласти н ы -щ упы п редн азн ачен ы д л я
п роверки величины з а з о р а м еж д у п оверхн остям и. П ласти н ы -щ упы в ы п у с­
к аю тся 2-го кл асса точности и ко м п лекту ю тся в четы ре н аб о р а. П а р а ­
метры щ упов приведены ниж е.
Н ом ер набора
Н о м и н ал ь н ая
щ уп ов, мм
1
толщ ина
0 , 02 ; 0 . 02 ;
0,0 3 ;
0,0 4 ;
0,0 6 ;
0,0 8 ;
0,1
Ч и с л о щ у п о в в наборе
330
0 ,0 3 ;
0 ,0 5 ;
0,07;
0 ,0 9 ;
0.02; 0 ,0 3 ;
0 .0 4 ; 0,05;
0 ,0 6 ; 0 ,0 7 ;
0 .0 8 ; 0 .0 9 ;
0 ,1 ; 0 ,1 5
0 ,2 ; 0 ,2 5
0 ,3 ; 0 .3 5
0 ,4 ; 0 ,4 5
0 ,5
17
0,55;
0 ,6 5 ;
0 ,7 5 ;
0 ,8 5 ;
0 ,9 5 ;
0 ,6 ;
0,7;
0 ,8 ;
0 ,9 ;
1,0
10
0, 1;
0 ,3 ;
0 ,5 ;
0 ,7 ;
0 ,9 ;
0,2
0 ,4
0 ,6
0 ,8 ;
1.0
10
Меры длины концевые плоскопараллельные (ГОСТ 9038—8,3) пред­
назначены для использовании в качестве рабочих мер для регулировки и
настройки показывающ их измерительных приборов, а такж е для непосред­
ственного измерения линейных размеров изделий. Концевые меры имеют
форму прямоугольного параллелепипеда с двумя плоскими измеритель­
ными поверхностями. И зготовляю тся из стали или твердого сплава. Вы­
пускается 22 набора концевых мер, различаю щихся числом мер в на­
боре, градацией мер и номинальными значениями длины. Н иж е приве­
дены основные данные некоторых наборов (табл. 93).
Номинальные
значения длины
мер, мм
1,05
1
83
0,01
0 ,1;
1 . . . 1,5 вкл
1,6 . . . 2 вкл.
0 ,5
0 ,5
2 ,5
10
—
2
8
38
10
0,01
25
50
100
—
10
. . . 10 вкл.
. . 100 вкл.
1,05
1 . . . 1,1 вкл.
1,2 . . . 2 вкл.
3 . . . 10 вкл.
20 . . 100 вкл.
. . 2 0 0 вкл.
125
. . 3 0 0 вкл.
250
.. 5 0 0 вкл.
400
50
Число мер
Градация
мер, мм
Число мер
, в наборе
Номер
бора
на-
93. Параметры мер длины
Класс точно сти наборов
из стали
из твердого
сплана
1
51
5
0 ; 1;
2; 3
1; 2; 3
1; 2; 3
1; 2; 3
0 ; 1; 2; 3
0 ; 1; 2; 3
1
16
9
1
11
9
8
9
4
2
2
2
Наборы принадлежностей к плоскопараллельным концевым мерам
длины (ГОСТ 4119—76) предназначены д л я закрепления в блоки плоско­
параллельных концевых мер для обеспечения удобного пользования ими
при измерении и проведении точных разметочных работ. Принадлежности
к концевым мерам выпускаются в трех наборах: Г1К-1— набор измери­
тельный полный для измерения наружных и внутренних размеров до
320 мм; ПК-2 — набор измерительный малый для измерения наружных и
внутренних размеров до 160 мм; ПК-3 — набор дополнительный разм е­
точный д л я точных разметочных работ.
Уровень рамный регулируемый 122 (ГОСТ 9392—75) предназначен
для контроля горизонтального и вертикального расположения поверхно­
стей. Основные данные: длина рабочих поверхностей — 200 мм; цена де­
ления в зависимости от исполнения 122—0,02 мм/м, 122-1—0,05, 122-2—
0,10, 122-3—0,15 мм/м; разность показаний уровня при установках — '/а
деления.
Уровень с микрометрической подачей ампулы, тип 2 (ГО СТ 11196—
74) предназначен для измерения наклонов плоских и цилиндрических по331
перхностей относительно горизонтального положения. Основные данные:
цена деления — 0,1 мм; предел измерения ± 3 0 мм/м; предел допускаемой
погреш ности— ± 0,1 мм/м.
Угломеры с нониусом, типы 1 и 4 (ГОСТ 5378—76) предназначены
для измерения наружных углов изделий. Конструкция угломеров позво­
ляет производить разметочные работы на плоскости. П араметры их при­
ведены в табл. 94.
94. Параметры угломеров с нониусом
Параметр
Значение отсчета по нониусу, мин
Пределы измерения углов, град
Основная погрешность, мин
Тип 1
Модель
2УМ
5УМ
2
±2
5
Э . . . 180
±5
Тип 4
4УМ
10
±10
Угломер с нониусом 127, тип 2 (ГОСТ 5378—76) предназначен для
измерения наруж ных и внутренних углов. Основные данные: пределы из­
мерения
наружных
углов — 0 .. .360°, внутренних — 4 0 .. .80°; значение
отсчета по нониусу — 2'; основная погрешность — ± 2 ' . . .
Прибор для измерения углов многолезвийного реж ущ его инструмента
2УРИ (ТУ034-617—84) предназначен для измерения передних и за д ­
них углов многолезвийного реж ущ его инструмента с прямолинейными и
спиральными зубьями, равномерным шагом и прямолинейным участком по
передней и задней граням не менее 1 мм. П рибор состоит из сектора
с градусной шкалой и дуги с неравномерно нанесенными штрихами и циф ­
рами, обозначающими число зубьев у проверяемого инструмента. Основ­
ные данные: пределы измерения передних углов — 0 . . . 25°, задних —
0 . . . 35°; цена деления — 1°; основная погрешность п о казан и й — ± 2 0 '.
Угломер маятниковый ЗУ РИ -М (ТУ2-034-666—82) предназначен для
измерения углов режущ его инструмента. Р абота угломера основана на
действии массы маятника, ж естко соединенного с показывающей стрелкой
и имеющего общую с ней ось поворота. Корпус угломера снабж ен кон­
трольной линейкой, ребро которой в процессе измерения долж но соприка­
саться с соответствующей поверхностью инструмента. Угломер имеет тор­
мозное устройство для фиксации положения маятника и стрелки после
измерения. Основные данные: предел измерения — 0 . . . 360°, цена деления
шкалы 1°; предел основной допускаемой погрешности на всем диапазоне
измерений — ± Г.
Линейки синусные (ГОСТ 4046—80) предназначены для измерения уг­
лов от 0 до 45°. Линейки выпускаются следующих типов: ЛС — без
опорной плиты с одним наклоном; Л СО — с опорной плитой с одним на­
клоном. Основными частями линеек является рабочий столик с двум я ци­
линдрическими роликами на концах. Д л я настройки на необходимый угол
синусную линейку устанавливаю т на плиту и под один из роликов поме­
щают блок концевых мер длины определенного размера. П араметры их
приведены в табл. 95.
332
95. Параметры
синусных линеек
Тип линейки
| ЛСО
ЛС
Модель
142
136
139
134
Параметр
143
Расстояние между осями роликов, мм
Ш ирина рабочего столика, мм
Пределы допускаемой погрешности, С,
для класса точности 2 при установке
на углы
до 30°
30 . . . 45°
100
60
200
60
8
6
8
10
200
120
6
8
300
90
100
60
6
9
12
8
Приборы для проверки изделий на биение в центрах (ТУ034-543—
81) предназначены для контроля радиального и торцового биения тел
вращения, установленных в центрах. Приборы состоят из следующих ос­
новных узлов: основания, левой и правой бабок, каретки со стойкой для
крепления индикатора. П равая бабка закреплена на основании непод­
вижно. Л евая бабка и каретка могут перемещаться по направляю щ им и
закрепляться ручными заж им ами в любом месте основания. П араметры
приборов приведены ниже.
Диаметр контролируемых деталей, мм,
не более
валов ................................................
дисков, шестерен и др.
. . .
Масса контролируемых деталей, кг, не
более ........................................................
Высота центров, мм, не менее
. .
Расстояние между центрами, мм, не ме
н е е ............................................................
Габаритные размеры, м м ..................
Масса, к г ................................................
ПБ-250
ПБ-500М
90
120
140
265
13,5
80
50,0
160
250
500 X 290 X330
15
500
925X 375 X 504
55
Наборы радиусных шаблонов (ГОСТ 4126—82). Ш аблоны предназ­
начены для проверки выпуклых и вогнутых поверхностей. Выпускаются
три набора радиусных шаблонов. В каж дом наборе скомплектованы ш аб­
лоны как наружного, так и внутреннего радиусов.
П араметры их приведены ниже.
Номер набора . .
Номинальный
из­
мерительный
ра­
диус, мм
. . . .
Число
шаблонов
в наборе:
выпуклых . . .
вогнутых
1
1; 1,2; 1,6; 2;
2,5; 3; 4; 5; 6
9
9
2
8; 10; 12; 16;
20; 25
6
6
3
7; 8; 9; 10; 11;
12; 14; 16; 18;
20; 22; 25
12
12
333
Предельные отклонения измерительного радиуса, мкм, при номина.иных радиусах, мм: 1 . . . 3 — ± 2 0 ; 3 . . . 6 — ± 2 4 ; 6 . . . 10— ± 2 9 ; 1 0 . . . 18—
± 3 5 ; 1 8 . . . 25— ± 4 0 .
Профилограф-профилометр 252 предназначен для измерения в л або ­
раторных условиях шероховатости и волнистости поверхности изделий,
сечение которых в плоскости измерения представляет прямую линию. П ри­
бор оснащен цифровым отсчетным (показывающ им) устройством и ре­
гистрирующим (записывающ им) устройством в виде отдельного прибора
с электротермической записью в прямоугольной системе координат. П а ­
раметры шероховатости, определяемые по показывающему устройству:
среднее арифметическое отклонение профиля Ra\ высота наибольшего вы­
ступа профиля /■/щах; глубина наибольшей впадины профиля //mm ; чи­
сло шагов неровностей в пределах длины трассы ощупывания и; отно­
сительная опорная длина профиля t p .
Основные данные профилографа-профилометра
Диапазон измерений:
.......................................
профилографа, мкм
профилометра по параметрам:
R а, м к м ...................................................
//ш а х> //m in> м к м
..................................
П ..............................................
tp. % ........................................
Вертикальное увеличение профилографа . . 200 .
Горизонтальное увеличение
............................... 0,5
Наибольш ая длина трассы ощупывания для
профилографа, м м ...........................................
Ширина записи, мм
.......................................
Д ли на трассы ощупывания для профилометра
мм
.........................................................................
Скорость трассирования датчика, мм/мин
Радиус кривизны ощупывающей иглы, мм
Измерительное усилие ощупывающей иглы
Н
.........................................................................
Наименьший диаметр, мм, измеряемого отвер
стия или паза на глубине до 5 мм . . .
Предел допускаемой систематической соста
вляющей погрешности вертикальных и гори
зонтальных увеличений профилографа, ?о .
Предел допускаемой систематической состав
ляющей погрешности профилометра, % , npi
измерении параметров:
Д а .............................................................................
//max- //min> п< tp
Потребляемая мощность, не более, Вт
...................................................
Масса, кг
0,02 . .
250
0,1
100
100
до 1000
0 . . . 100
100 000 (9 ступеней)
2000 (12 ступеней)
0,1
50
50
1,5; 3; 6
0,6; 6; 60
0,01
0,016
2,5
а
15
100
107
Профилометр 296 предназначен для измерения шероховатости поверх­
ности деталей, сечение которых в плоскости измерения представляет пря­
мую линию. Применяется для работы в цеховых контрольных пунктах.
Измерение осуществляется путем ощупывания измеряемой поверхности
индуктивным датчиком, оснащенным алмазной иглой. И змеряемая вели­
чина преобразуется в электронном блоке в среднее арифметическое от334
клонеиие профиля R a и регистрируется в числовой форме. Профилометр
может комплектоваться датчиком поперечного трассирования для кон­
троля деталей типа коленчатый вал.
Основные данные профилометра
Диапазон измерений, мкм
.........................................
0,02 . . . 10
Верхиие пределы диапазонов, мкм
...........................
0,1; 1; 10
Предел допускаемой систематической составляющей по­
грешности:
для диапазона 0,1 мкм,% ................................................................
10
(10/?а/Явп)*
для диапазона 1 и
10м к м ........................................
Отсечка шага, мм .............................................................................
0,25; 0,8; 2,5
Скорость трассирования датчика, мм/с
........................................
1
Наименьший шаг шероховатости измеряемой поверхности,
мм
.......................................................................................................
0,0004
Д лина трассы ощупывания при измерении, мм
. . . .
1,5; 3; 6
Радиус кривизны вершины алмазной иглы, мкм . . . .
10
Наименьший диаметр проверяемого отверстия или паза,
мм:
.................................................................
6
на глубине до 20 мм
на глубине до 130
мм.............................................................
16
Масса, к г ..........................................................................................
25
* R а — значение измеренного показателя шероховатости. R Bn — верхний
предел данного диапазона измерения.
ПРИЛОЖЕНИЕ
ПЕРЕЧЕНЬ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
НА СПЕЦИАЛЬНЫЕ СРЕДСТВА КОНТРОЛЯ И ИЗМЕРЕНИЯ
ДЕРЕВОРЕЖУЩИХ ПИЛ *
Наименование технической документации
4
Номер чертежа
Приспособление для статической балансировки круглых
пил
100— 120— 00
100— 121— 00
100— 122— 00
Шаблон для проверки правильности приклепки планок
к рамным пилам
Угольник для проверки правильности приклепки планом
к рамным пилам
Поверочная линейка для рамных пил
Л инейка с индикатором для проверки степени вальцева­
ния рамных пил
Линейка с индикатором для проверки степени проковки
или вальцевания круглых пил диаметром до 630 мм
Поверочные линейки длиной 300; 500 и 700 мм для круг­
лых пил
100--128—00
Приспособление с индикатором часового типа для опреде­
ления торцового биения круглых пил
Приспособление с индикатором часового типа для опреде­
ления степени проковки или вальцевания круглых пил
100 - 89- 00
100— 159—00
100—2 4 8 -0 0
100—403—00
100— 155—00
100— 176—00
100— 177—00
100—75—00
100--441—00
3 35
Продолжение
Наименование технической документации
Угломер с транспортиром
Разводомер конструкции Синцова
Шаблон с регулировочным винтом для контроля развода
пил
Разводомер с индикаторной головкой
Шаблон для контроля линейных и угловых параметров
зубьев рамных пил с шагом 26 мм
Пилоуклономер конструкции завода «Калибр»
Номер чертежа
100—87—00
100—92—00
100—95—00
100—94—00
100—459—00
П Р .08.00—00
* Техническая документация разработана ЦНИИМ ОДом и высылается
по запросам предприятий.
С П И С О К И С П О Л Ь З У Е М О Й Л И ТЕ Р А Т У Р Ы
1 Амалицкий В. В., Любченко В. И. Станки и инструменты дерево­
обрабатываю щ их предприятий.— М.: Л есная промышленность,
1977.—
399 с.
2. Э. Бард. Цельные и составные фрезы для обработки дерева и их
критические сечения. Н И И Д ревм аш //Д еревообрабаты ваю щ ее оборудова­
ние за рубеж ом, информационный вы пуск/Ц И Н ТИ маш ,— 1960.— С. 59.
3. Бершадский A. JI. Справочник по расчету режимов резания древе­
си ны — М.: Гослесбумиздат, 1962.— 124 с.
4. Боровский Г. В. Лезвийный инструмент из композита,— М.: НИИмаш, 1981.— 56 с.
5. Вандерер К. М., Зотов Г. А. Специальный деревореж ущ ий инстру­
мент,— М.: Л есная промышленность, 1983.— 208 с.
6. Геллер Ю. А. Инструментальные стали.— М.: М еталлургия, 1975.—
С. 584.
7. Грубе А. Э. Деревореж ущ ие инструменты.— М.: Л есная промыш­
ленность, 1971.— 344 с.
8. Допуски и посадки: Справочник: В 2 т. П од ред. В. Д. М ягкова.—
Л.: Машиностроение, 1978.— 544 с.
9. Зотов Г. А., Ш вырев Ф. А. П одготовка и эксплуатация деревореж у­
щего инструмента.— М.: Л есная промышленность, 1986.— 301 с.
10. К ряж ев Н. А. Ф резерование древесины.— М.: Л есная промышлен­
ность, 1979.— 200 с.
11. Л ысанов В. С и др. Эльбор в машиностроении/Лысанов В. С., Б у ­
кин В. А., Глаговский Б. А., Боровский Г. В. и др.— Л.: Машиностроение,
1978,— 280 с.
12. Любченко В. И. Резание древесины и древесных материалов.— М.:
Л есная промышленность, 1986.— 296 с.
13. Методические указания по определению потребности в дереворе­
жущих инструментах. О трасль: лесопильное производство.— Архангельск:
Ц Н И И М О Д , 1978,— С. 18.
14. М етодика определения потребности министерств союзных респуб­
лик, объединений и предприятий в станочном деревореж ущ ем инструмен­
те, применяемом в производстве мебели.— М.: ВПКТИМ , 1986.— 25 с.
15. Моисеев А. В. Износостойкость деревореж ущ его инструмента.—
М.: Л есная промышленность, 1981.— 112 с.
16. М орозов В. Г., Гиндин М. Н. Эксплуатация деревореж ущ его инст­
румента.— М.: Л есная промышленность, 1977.— 80 с.
17. Поздняк Л. А. и др. Инструментальные стали: Справочник/Поздняк Л . А., Тишаев С. И., Скрынченко Ю. М., Кузьменко Ю. И. и др.— М.:
М еталлургия, 1977.— 165 с.
i if
18. Поздняков В. Н. Исследование основных геометрических парамет­
ров концевых фрез для обработки труднообрабатываемы х древесных м а­
териалов: Дис. на соискание ученой степени канд. техн. наук.— М., 1982.—
135 с.
19. Попов С. А., Дибнер Л . Г., Каменкович А. С. Ш лифование деталей
и заточка реж ущ его инструмента.— М.: Высшая школа, 1975.— 310 с.
20. Рож ков Д . С., Харитонович Э. Ф., Алютин А. Ф. и др. Конструк­
ция, настройка и эксплуатация оборудования для подготовки и заточки
деревореж ущ его инструмента — М.: Л есная промышленность, 1978.— 248 с.
21. Рыбалко В. С., Есипов П. П., М орозов В. Г. и др. Станочный дере­
ворежущий инструмент: Каталог-справочник/М .: Н И И маш , 1976.— 414 с.
22. Санев В. И. О бработка, древесины круглыми пилами.— М.: Л ес­
ная промышленность, 1980.— 232 с.
23. Семенченко И. И., Матюшин В. М., Сахаров Г. Н. П роектирова­
ние металлорежущ их инструментов.— М.: Машгиз, 1963.— С. 949.
24. Стахиев Ю. М., Захаров В. П., Арефьев Б. В. Дереворежущ ий ин­
струмент лесопильной промышленности Швеции: Обзор, инф,— Вып. \ \ ]
В НИ П И ЭИ леспром.— М.: 1984.— 52 с.
25. Стахиев Ю. М. Устойчивость и колебания плоских круглых пил.—
М.: Л есная промышленность, 1977.— 296 с.
26. Технологические режимы РИ 03-00 «П одготовка узких ленточных
пил»/ВПКТИМ . М., 1980,— 48 с.
27. Технологические режимы Р И 04-00 «П одготовка делительных лен­
точных пил».— Архангельск: Ц Н И И М О Д , 1976.— 67 с.
28. Технологические режимы РИ 07-00. П одготовка круглых односто­
ронних конических пил».— Архангельск: Ц Н И И М О Д , 1979.— 32 с.
29. Технологические режимы РИ 08-00. «П одготовка пил круглых
строгальных».— М.: ВПКТИМ , 1982.— С. 22.
30. Технологические режимы РИ 11-00. «Подготовка ножей для фре­
зерования древесины».— М.: ВПКТИМ , 1980.— 32 с.
31. Технологические режимы РИ 16-00. «Н аплавка зубьев рамных, лен­
точных и круглых пил износостойкими сплавами. П одготовка и эксплуа­
тация».— К расноярск: С ибН И И Л П , 1977.— 27 с.
32. Фонкин В. Ф. Справочник мастера-инструментальщ ика дереворе­
ж ущ его предприятия.— М.: Л есная промышленность, 1977.— 176 с.
33. Якунин Н. К. Круглые пилы и их эксплуатация.— М.: Л есная про­
мышленность, 1977,— 200 с.
34. Якунин Н. К. П одготовка круглых пил к работе.— М.: Л есная
промышленность, 1979.— 216 с.
ПРЕДМЕТНЫ Й УКАЗАТЕЛЬ
Абразивные круги 58, 63, 87, 153,
154
Балансировка фрез статическая
24
динамическая 25
Вальцевание пил рамных 56
ленточных 63
Геометрия резца 6
Д ол бяк 299
Запас инструмента 305
Заточка пил рамных 58
ленточных 63
дисковых, оснащенных твер­
дым сплавом 87
— фрез 153
— сверл 295
— цепочек 299
Износ инструмента 9
Инструментальные материалы 33
И нструментально-раздаточная
кладовая 302
Классификация инструмента 4
Коросниматели 116
Линейки прижимные 103
Марки инструментальных
риалов 37
— твердых сплавов 41
мате­
Ножи для фрезерования древеси­
ны и древесных материалов 93
— стружечные 97
— лущильные 102
— рубильные 108
— для гильотинных ножниц 113
— фанерострогальные 111
— щепальные 111
— корообднрочные 114
Организация
хозяйства 301
инструментального
Пайка инструмента 27
Пилы рамные 52
— ленточные для распиловки др е­
весины 60
----------------бревен и брусьев 61
— круглые плоские 66
строгальные 77
— дисковые с пластинами из твер­
дого сплава 79
— специальные 88
Пластины твердосплавные 43
Потребность в инструменте 304
Припои 28
Прочность инструмента 21
Р азвод зубьев пил 58, 63, 75
Разм ерная цепь 12
Расход инструмента для лесопи­
ления 308
---------- столярно - строительных
изделий 308
мебели 304
Сверла спиральные 276
— чашечные 281
— для специализированных стан­
ков 284
кольцевого сверления 283
пустотелые 284
Сверхтвердые
инструментальные
материалы 42
Стали инструментальные 33
Стойкость инструмента 10, 306
Твердые сплавы 40
Точность инструмента 11
Угол передний 7
— задний 7
— заострения 7
— задний по вспомогательной ре­
ж ущ ей кромке 8
— движ ения 7
Управление инструментальным хо­
зяйством 301
Уравновешивание
(см. баланси­
ровка)
Флюс 28
Фрезы цельные и составные 121
— сборные 158
— для специализированных про­
изводств 184
— концевые 251
Цепочки фрезерные 297
Ш ероховатость поверхности 18
Экономическая эффективность 309
Эксплуатационные затраты на ин­
струмент 312
339
СОДЕРЖАНИЕ
Предисловие
.
.
:
...............................................................................
3
1. Общие сведения о деревореж ущ ем и н с т р у м е н т е ...............................
4
1.1. Основные п о н я т и я ....................................................................................
4
1.1.1. Обозначение и н с т р у м е н т а .....................................................................4
1.1.2. Угловые параметры и н с т р у м е н т а .....................................................5
1.1.3. Износ и стойкость и н с т р у м е н т а ........................................................9
1.1.4. Точность и н с т р у м е н т а ........................................................................... И
1.1.5. Прочность и н с т р у м е н т а ....................................................................... 21
1.1.6. Уравновешенность и н с т р у м е н т а ....................................................... 24
1.1.7. П айка и н с т р у м е н т а ............................................................................... 27
1.2. И нструментальные м а т е р и а л ы ................................................................. 33
1.2.1. И нструментальные с т а л и ................................................................... 33
1.2.2. Твердые с п л а в ы .......................................................................................40
1.2.3. Новые инструментальные м а т е р и а л ы ............................................42
2. Пилы
: : :
52
2.1. Рамные п и л ы ................................................................................................... 52
2.1.1. Н азначение и т и п ы ............................................................................. 52
2.1.2. Рекомендации по эксплуатации п и л ............................................... 52
2.2. Ленточные п и л ы ............................................................................................. 59
2.2.1. Н азначение и т и п ы ...............................................................................59
2.2.2. Рекомендации по э к с п л у а т а ц и и ...................................................... 62
2.3. Пилы круглые п л о с к и е ...............................................................................66
2.3.1. Н азначение и т и п ы ............................................................................. 66
2.3.2. Рекомендации по э к с п л у а т а ц и и .................................................... 67
2.4. Пилы круглые с т р о г а л ь н ы е ...................................................................... 76
2.4.1. Назначение и т и п ы ..............................................................................76
2.4.2. Рекомендации по э к с п л у а т а ц и и .....................................................78
2.5. Пилы дисковые с пластинами из твердого с п л а в а .......................... 79
2.5.1. Н азначение и т и п ы ......................................................................... 7 9
2.5.2. Рекомендации по э к с п л у а т а ц и и ...........................
82
2.6. Пилы с п е ц и а л ь н ы е ............................................................................. . 8 8
2.6.1. Пилы к о н и ч е с к и е .....................................• ............................................ 88
2.6.2. Пилы к о м б и н и р о в а н н ы е .......................................................................90
2.6.3. Пилы с ф е р и ч е с к и е ................................................................................ 92
3. Ножи . . . .
93
3.1. Н ожи для фрезерования древесины и древесных материалов 93
3.1.1. Н азначение и т и п ы ................................................................................ 93
3.1.2. Рекомендации по э к с п л у а т а ц и и ..................................................... 96
3.2. Н ожи с т р у ж е ч н ы е .........................................................................................97
3.2.1. Н азначение и т и п ы ................................................................ ..... . 97
3.2.2. Рекомендации по э к с п л у а т а ц и и ...................................................... 98
3.3. Н ожи лущильные и линейки п р и ж и м н ы е ..........................................102
3.3.1. Назначение и типы
.........................................................102
3.3.2. Рекомендации по э к с п л у а т а ц и и .....................................................106
3.4. Н ож и р у б и л ь н ы е ..........................................................................................108
3.4.1. Н азначение и т и п ы .............................................................................. 108
3.4.2. Рекомендации по э к с п л у а т а ц и и .....................................................109
340
3.5. Н ожи специальные и к о р о с н и м а т е л и ....................................
. 111
3.5.1. Ножи фанерострогальные, щепальные, корообдирочные . Ш
3.5.2. К о р о с н и м а т е л и .................................................................................... 116
4. Ф р е з ы ..........................................................................................................................
4.1. Фрезы цельные и с о с т а в н ы е .............................................................
4.1.1 Назначение и т и п ы ............................................................................
4.1.2. Расчет и конструирование цельных и составных фрез
4.1.3. Рекомендации по э к с п л у а т а ц и и .................................................
4.2. Фрезы с б о р н ы е ..........................................................................................
4.2.1. Н азначение и т и п ы .........................................................................
4.2.2. Конструктивные элементы сборных ф р е з .............................
4.2.3. Расчет сборных ф р е з .......................................................................
4.2.4. Рекомендации по э к с п л у а т а ц и и ..................................................
4.3. Фрезы д л я специализированных п р о и з в о д с т в ...........................
4.3.1. Фрезы для агрегатного л е с о п и л е н и я .......................................
4.3.2. Фрезы д л я обработки строительных д е т а л е й ......................
4.3.3. Фрезы д л я обработки зубчаты х шипов . . . . . . .
4.3.4. Фрезы д л я обработки о к о н ........................................................
4.3.5. Фрезы д л я обработки д в е р е й ...................................................
4.3.6. Фрезы д л я обработки п а р к е т а ..................................................
4.3.7. Фрезы д л я обработки деталей мебели
......................
4.4. Фрезы к о н ц е в ы е ........................................................................................
4.4.1. Н азначение и т и п ы ...........................................................................
4.4.2. Расчет и конструирование концевых ф р е з ...........................
4.4.3. Рекомендации по э к с п л у а т а ц и и ..................................................
121
121
121
136
151
157
157
167
177
181
184
184
190
190
217
218
241
241
251
251
270
272
5. Инструмент для обработки отверстий и г н е з д ......................................
5.1. С верла . . .• . .: ..........................................................................:
5.1.1. Назначение и т и п ы ........................................................................
5.1.2. Конструктивные э л е м е н т ы .............................................................
5.1.3. Рекомендации по э к с п л у а т а ц и и ..................................................
5.2. Цепочки фрезерные и д о л б я к и ........................................................
5.2.1. Цепочки ф р е з е р н ы е ..........................................................................
5.2.2. Д о л б я к и .........................................................................................
275
275
275
286
294
297
297
299
6. О рганизация инструментального хозяйства деревообрабатываю щ его
предприятия ..................................................................................................................
6.1. Управление инструментальным х о з я й с т в о м ..................................
6.1.1. Система организации инструментального хозяйства . . .
6.1.2. Определение потребности в деревореж ущ ем инструменте
6.1.3. Расчет иорм запаса деревореж ущ его инструмента . . .
6.2. Экономическая эффективность от внедрения дереворежущ его
инструмента ..........................................................................................................
П р и л о ж е н и е 1. Перечень действующей нормативно-технической
документации на деревореж ущ ий и н с т р у м е н т ..........................................
П р и л о ж е н и е 2. Перечень оборудования для заточки и подготовки
деревореж ущ его и н с т р у м е н т а ..............................................................................
П р и л о ж е н и е 3. Средства контроля и измерения общего назначе­
ния .....................................................................................................................................
П р и л о ж е н и е 4. Перечень технической документации на специаль­
ные средства контроля и измерения деревореж ущ их п и л .....................
Список использованной литературы
301
301
301
304
305
309
318
320
323
335
................................................................. 337
Предметный у к а з а т е л ь ............................................................................................ 339