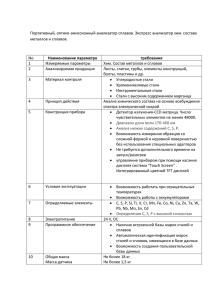
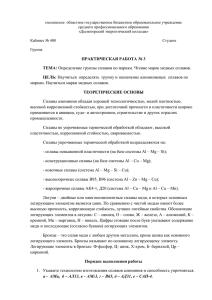
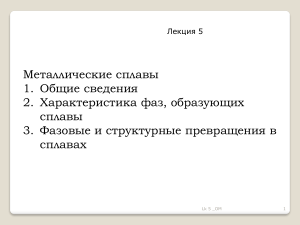
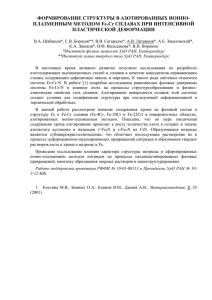
Легирующие элементы и примеси Алюминиевые сплавы, как правило, содержат в своем составе несколько элементов и примесей.Классификация легирующих элементов и примесей в промышленных алюминиевых сплавах по их влиянию на различные элементы структуры: Элементы структуры Легирующие элементы и примеси1 Твердорастворное легирование (Al) и образование фаз-упрочнителей при старении ....................................................................... Cu, Mg, Si, Zn, Li Образование нерастворимых (при отжиге) эвтектических фаз ...........................................................Fe, Ni, Mn, Mg, Si, Cu, Be Образование первичных кристаллов ................................ Fe, Ni, Mn, Si, Zr, Cr, Ti Образование дисперсоидов при отжиге ....................... Mn, Zr, Cr, Ti, Sc, (Si, Cu) Микродобавки, мало влияющие на фазовый состав ............. Be, Cd, Sr, Na, Ti, B Эти элементы в зависимости от соотношения между ними могут образовывать различные фазы [1, 2, 4, 8–10], характеристики которых приведены в табл. 1.2. Основными легирующими элементами в промышленных алюминиевых сплавах являются кремний, магний, медь, цинк, реже марганец, железо и никель. В сплавах специального назначения (1420, 1440, 1450 и др.) основным легирующим компонентом является литий [11]. Поскольку все они образуют с алюминием диаграммы состояния эвтектического типа, сплавы (в том числе и многокомпонентные) целесообразно классифицировать по структуре на четыре группы: 1. Сплавы типа твердых растворов (подавляющее большинство деформируемых сплавов, а также литейные на базе систем Al – Cu и Al – Mg). 2. Доэвтектические сплавы (боль шинство силуминов, например типа АК7, а также некоторые деформируемые сплавы, в частности АК4- 1 и 8111). 3. Эвтектические сплавы (силумины типа АК12 и АК12М2). 4. Заэвтектические сплавы (поршневые силумины типа АК18). Это деление достаточно хорошо применимо к традиционным сплавам, но при рассмотрении многочисленных экс пе риментальных, а также некото рых промышленных спла вов к нему следует относиться осторожно. Например, при со держа нии примеси железа на верхнем пределе в структуре некоторых сплавов первых трех групп могут присутствовать первичные кристаллы Fe-содержащих фаз, т. е. имеется основание отнести эти сплавы к четвертой группе. Характерные сплавы выделенных групп показаны на рис. 1.1, б. По назначению промышленные сплавы подразделяют на литейные и деформируемые [12–19]. Литейные сплавы предназначены для получения фасонных отливок, область их составов схематически показана на рис. 1.1, a. Они должны обладать хорошими показателями 1 Один и тот же элемент может быть классифицирован по-разному в зависимости от его количества и состава сплава литейных свойств: высокой жидкотекучестью и малой склонностью к образованию рассеянных усадочных пустот и кристаллизационных трещин. Из деформируемых сплавов методом полунепрерывного литья получают круглые и плоские слитки, которые подвергают горячей и холодной обработке давлением (прокатке, прессованию, штамповке, ковке и др.), получая различные полуфабрикаты (плиты, листы, прутки, трубы и др.). Область составов большинства промышленных деформируемых сплавов распространяется от алюминия до точки а (рис. 1.1, a). Однако, по мнению авторов данной книги, новые деформируемые сплавы с улучшенным комплексом эксплуатационных и технологических свойств целесообразно создавать и на основе эвтектик (это подробно рассмотрено в главах 3–5). Следует отметить, что фазовый состав лишь наиболее простых промышленных сплавов высокой чистоты можно анализировать по двойным диаграммам, которые приведены в п. 1.4. В частности, для силуминов типа АК12оч достаточно диаграммы Al – Si, а для магналиев типа АМг10ч — диаграммы Al – Mg. В большинстве случаев необходимо использовать многокомпонентные диаграммы, поскольку легирующие элементы и примеси могут входить в состав различных фаз в зависимости от состава сплава. Поэтому в последующих главах фазовый состав конкретных марочных сплавов будет рассмотрен с использованием наиболее подходящих сечений (изотермических и политермических) соответствующих диаграмм. Первая и главная функция легирующих элементов — повышение прочности алюминия (чистый алюминий имеет слишком низкую прочность — в < 60 МПа). Упрочнение достигается за счет образования твердого раствора, а также путем дисперсионного твердения. С другой стороны, от содержания легирующих элементов зависят литейные свойства сплавов, что в значительной мере определяет их технологичность и, как следствие этого, степень промышленного использования. Эффект растворного упроч - нения определяется рядом факторов, главным из которых является размерный. Относительная разница атомных радиусов алю миния максимальна в случае магния (+11,7 %) и меди (–10,5 %). Именно эти добавки обеспечивают максимальное растворное упрочнение. Сплавы системы Al – Mg являются маложаропрочными и термически не упрочняемыми. Хотя их можно в принципе подвергать закалке и старению (это следует из диаграммы Al – Mg), но прирост прочности в результате старения невелик из-за малой плотности выделений, образующихся при распаде (Al) (твердого раствора алюминия). Зато магний повышает коррозионную стойкость алюминия, слабо снижает его пластичность и в результате обеспечивает такой комплекс свойств магналиев, благодаря которому эти сплавы на основе двойной системы Al – Mg являются сегодня одними из самых широко используемых среди деформируемых алюминиевых сплавов. Как литейные они тоже используются, но в ограниченных масштабах из-за относительно низких показателей литейных свойств. Медь, помимо растворного упрочнения, обеспечивает возможность существенного дисперсионного твердения в результате старения после закалки, поскольку ее растворимость в (Al) с понижением температуры существенно снижается. Поэтому у сплавов Al – Cu можно достигнуть гораздо большей прочности (особенно пределов упругости и текучести) в более широком интервале температур, чем у магналиев. В то же время медь существенно снижает коррозионную стойкость алюминия и любых его сплавов. В этом отношении она является вредной добавкой (или примесью), и ее концентрацию нужно ограничивать. Как и магний, медь образует с алюминием широкоинтервальную фазовую диаграмму, и поэтому литейные свойства сплавов на базе системы Al – Cu очень низки. Цинк является слабым растворным упрочнителем из-за малого размерного фактора и вообще не представляет большого практического интереса как единственный легирующий элемент, хотя его растворимость в (Al) максимальна среди всех элементов. Но когда его вводят вместе с другими добавками, особенно с магнием и медью, то он оказывает очень существенное влияние на свойства сплавов. Именно сплавы, содержащие цинк в качестве главного легирующего компонента, обладают наибольшей прочностью. Добавка кремния к алюминию не приводит к дисперсионному упрочнению, несмотря на переменную растворимость. Однако при малых количествах магния (начиная с ~0,2 %) сплавы становятся восприимчивыми к закалке и старению за счет вторичных выделений метастабильных модификаций ( и ) фазы Mg2 Si. Этот эффект используется в безмедистых силуминах (см. главу 2) и в низколегированных деформируемых сплавах 6ххх серии. Следует отметить, что кремний, в отличие от основных компонентов, вводят в сплавы не только из-за своей растворимости в алюминиевом твердом растворе — (Al), но и вследствие образования эвтектики (Al) + (Si), определяющей многие свойства сплавов, прежде всего литейные. В связи с этим общую концентрацию кремния в сплавах целесообразно разделять на две части: первая (менее 1,65 %) — Si в алюминиевой матрице (в твердом растворе или в виде вторичных выделений); вторая (до 20 % и более) — Si в фазах кристаллизационного происхождения, прежде всего в кремниевом твердом растворе — (Si). Ряд деформируемых сплавов содержат в качестве основного компонента литий (обычно такие сплавы также содержат медь и магний), который обладает высокой растворимостью в (Al). Однако приготовление сплавов с этим химически активным металлом отличается повышенной сложностью. Исходя из ограниченного и специфического использования сплавов с литием (только в авиа- и ракетостроении) они в данной книге не рассматриваются. Таким образом, основными элементами, способными упрочнить алюминиевую матрицу, являются только Mg, Cu, Si, Zn. Именно они в различных сочетаниях образуют базовые системы промышленных алюминиевых сплавов. Помимо основных легирующих элементов, которые обычно вводят в сплавы в количестве более 1 %, абсолютное большинство промышленных сплавов содержат еще один или несколько легирующих элементов (малые добавки), так как их концентрация в большинстве случаев составляет доли процента. В качестве таких малых добавок особенно часто используют переходные и редкоземельные металлы (марганец, титан, цирконий, хром, ванадий, никель, железо, церий, скандий), а также бериллий, кадмий и бор. Эти элементы могут образовывать с алюминием диаграммы состояния как эвтектического (Mn, Ni, Fe, Sc, редкоземельные металлы (РЗМ)), так и перитектического (Ti, Zr, Cr, V) типов. В первом случае их растворимость в (Al) очень низка (исключение — Mn и Sc), а во втором — составляет десятые доли процента. При этом в условиях неравновесной кристаллизации растворимость этих металлов может быть существенно увеличена, что можно объяснить трансформацией алюминиевого угла диаграммы состояния от перитектического типа к «сигарообразному» [10]. Эта особенность к образованию аномально пересыщенного (Al) в наибольшей степени проявляется при получении гранул и чешуек [20, 21]. Из анализа состава промышленных сплавов следует, что наиболее универсальной малой добавкой является марганец, который входит в состав многих промышленных сплавов в количестве 0,1–1,0 %. 1.3. Особенности структуры и фазового состава В литом состоянии основной структурной составляющей в сплавах 1-й группы (X1 на рис. 1.1, б) является первично кристаллизующийся из жидкости твердый раствор на основе алюминия — (Al). Объемная доля зерен (Al) в структуре обычно больше 90 %. Их выявление в световом микроскопе, как правило, требует специальной технологии приготовления шлифов, включающей оксидирование, например, в 2–10%- ном растворе борфтористоводородной кислоты в воде. На изображении таких шлифов в поляризованном свете можно добиться разной цветовой окраски зерен, по-разному ориентированных по отношению к поверхности [10, 18, 19]. Более совершенным является метод EBSD (дифракция отраженных электронов) [40]. Внутри зерен (Al) в световом микроскопе обычно хорошо видны дендритные ячейки, являющиеся сечениями отдельных ветвей дендритов, по размеру которых можно оценить скорость охлаждения отливки (или слитка для деформируемых сплавов). В сплавах первой группы дендритные ячейки обычно окружены прожилками избыточных фаз — вырожденных эвтектик (Al2 Cu на рис. 1.2, a), которые образуются в результате неравновесной кристаллизации. К избыточным фазам, образованным основными легирующими элементами и наиболее часто встречаемым в структуре отливок и слитков, относятся: Al2 Cu (), Al8 Mg5 , (Si), Al2 CuMg (S), Al2 Mg3 Zn3 (T), MgZn2 (M) и Mg2 Si (см. табл. 1.2). Из-за широкого интервала кристаллизации сплавы первой группы обладают плохими литейными свойствами. В сплавах второй группы (X2 на рис. 1.1, б) значительную часть шлифа занимают колонии эвтектики, которые располагаются по границам дендритных ячеек (рис. 1.2, б). Двухфазное строение эвтектики часто можно выявить только при достаточно большом увеличении. Микроструктура такого типа характерна для большинства промышленных силуминов, поскольку она обеспечивает наилучшее сочетание различных свойств. В сплавах третьей группы (X3 на рис. 1.1, б) основными элементами структуры являются эвтектические колонии (рис. 1.2, в), которые, в отличие от зерен первичных кристаллов (Al), можно выявить на электрополированных шлифах без использования оксидирования и поляризованного света. Как известно, двойные эвтектические сплавы, имея нулевой интервал кристаллизации, обладают наилучшими показателями литейных свойств. Однако для многокомпонентных алюминиевых сплавов к этому общему положению надо относиться осторожно, поскольку интервал кристаллизации в них (как полный, так и эффективный) может быть достаточно широким. Эвтектические колонии, 17 образовавшиеся в интервале температур, имеют более грубое строение по сравнению с теми, которые сформировались при постоянной температуре [10, 18, 19]. Микроструктура сплавов четвертой группы (X4 на рис. 1.1, б) отличается от предыдущих наличием первичных кристаллов избыточных фаз (рис. 1.2, г). Последние, как правило, имеют ограненную форму (для разных фаз имеются специфические особенности) и большие размеры, поэтому их легко идентифицировать уже при малых увеличениях. Основная примесь в большинстве алюминиевых сплавов — железо, которое из-за низкой растворимости в (Al) [22] практически полностью входит в состав фаз кристаллизационного происхождения (обычно эвтектического). Эти фазы могут иметь различную морфологию, в частности иглообразную (рис. 1.3, а, б), скелетную (рис. 1.3, в) и глобулярную (рис. 1.3, г). Наиболее часто в алюминиевых сплавах встречаются следующие фазы: Al3 Fe, Al8 Fe2 Si, Al5 FeSi, Al15(Fe, Mn)3 Si2 , Al9 FeNi, Al6 (Fe, Mn), Al7 Cu2 Fe, Al8 FeMg3 Si6 (см. табл. 1.2). Для механических свойств наиболее вредными являются иглообразные частицы (в частности, Al3 Fe и Al5 FeSi). В случае глобулярной формы частиц отрицательное влияние железа может быть минимизировано, однако это требует введения специальных добавок. Наиболее эффективной из них является бериллий, который входит в состав некоторых промышленных сплавов (АК8л, АК8М3ч), поскольку при оптимальном соотношении он связывает железо в глобулярные включения (рис. 1.3, г). Однако на практике бериллий используют редко, из-за токсичности его соединений. В силумины обычно вводят марганец, который образует скелетообразные включения фазы Al15(Fe, Mn)3 Si2 (рис. 1.3, в). Микроструктуры, приведенные на рис. 1.3, соответствуют случаю, когда все железистые фазы кристаллизуются по эвтектическим реакциям, поэтому их длина не превышает размера дендритных ячеек. При большей (заэвтектической) концентрации этого элемента в структуре следует ожидать образования первичных кристаллов Fe-содержащих фаз, размеры которых обычно намного больше частиц эвтектического происхождения [22]. Поскольку формирование структуры в реальных условиях затвердевания происходит в неравновесных условиях, фазовый состав литых алюминиевых сплавов может сильно отличаться от того, который следует из равновесных диаграмм состояния. Особенно сложно анализировать литую структуру многокомпонентных сплавов с большим числом фаз. Идентификация всех фаз экспериментальными методами достаточно трудоемка и не всегда оправдана. В этом случае для предварительного анализа структуры полезно использовать фазовые диаграммы 1. Количественная металлография Задача количественной металлографии состоит в изучении характеристик пространственного строения структуры путем измерения численных параметров микроскопического изображения. Основные операции количественной металлографии – подсчет, измерение и классификация элементов, находящихся в поле зрения. Результатом могут быть, в частности, количественные параметры зерна или объемные доли различных фаз в структуре сплава. Для выполнения металлографических исследований необходимы специально подготовленные образцы – металлографические шлифы. Исследования этих образцов проводятся с помощью микроскопов, работающих в отраженном свете. Изготовление образцов для оптической микроскопии включает следующие операции: вырезка образца, шлифование, полирование, травление (при необходимости). Место вырезки выбирают так, чтобы образец был типичен для данной детали. При неоднородной структуре образцы вырезают из каждой характерной зоны. Для предотвращения «завала» кромок и увеличения опорной поверхности поперечного шлифа рекомендуется заливать образцы легкоплавкими сплавами. Например, сплав Вуда (Bi,Pb, Sn,Cd) имеет температуру плавления Тпл =100°С, при добавке кадмия Тпл снижается до 68 °С. Можно также использовать эпоксидные смолы, органическое стекло, полистирол. Образцы перед заливкой устанавливают в цилиндрических оправках высотой 10–20 мм и диаметром 20–30 мм. Изготовление шлифа начинают с выравнивания поверхности образца на шлифовальном станке. Затем поверхность обрабатывают вручную на плоском стекле, покрытом абразивной шкуркой, либо на вращающемся диске с приклеенной к нему шкуркой. Образец шлифуют, последовательно переходя от грубой шкурки к более мелкой с увеличением дисперсности абразивных частиц от 160 – 120 до 20 – 14 мкм. Во время шлифования каждой шкуркой целесообразно сохранять одно и то же положение образца, контролируя параллельность рисок. Чрезмерное давление на образец при шлифовании сопровождается нежелательным выделением тепла, преждевременным износом абразивных кругов, выкрашиванием дисперсных частиц из образца, появлением прижогов. При смене шкурки необходимо тщательно очищать образец от частичек абразива, промывая его водой и обдувая теплым воздухом. При переходе на другую шкурку шлиф следует поворачивать на 90°, а также проверять, все ли риски, нанесенные при обработке предыдущей шкуркой, устранены. Риски, оставшиеся от шлифования на последней шкурке, устраняют полированием. Используют вращающийся металлический диск с натянутой или приклеенной тканью. Суспензию дисперсных частиц оксида хрома в воде подают в зону контакта поверхности образца и ткани. Хорошее качество образцов получается при использовании пасты ГОИ, в состав которой входят оксид хрома, стеарин, керосин, олеиновая кислота и сода. Существует также широкий набор паст на основе порошков из синтетического алмаза и эльбора с различной зернистостью. Полирование считается удовлетворительным, если при 300-кратном увеличении не видны риски. 2. Линейный метод