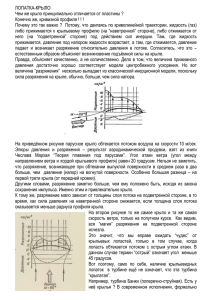
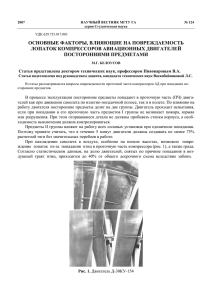
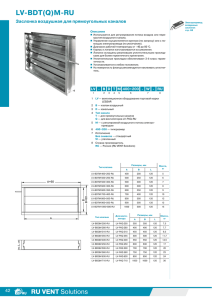
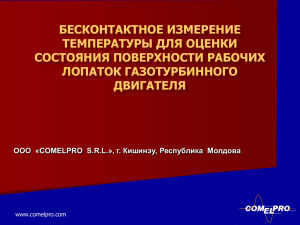
Министерство образования и науки Российской Федерации Федеральное государственное автономное образовательное учреждение высшего образования «НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ» Инженерная школа энергетики Направление подготовки: 13.03.03 Энергетическое машиностроение Выпускающее подразделение: НОЦ И. Н. Бутакова Профиль: Котлы, камеры сгорания и парогенераторы АЭС РЕФЕРАТ КОНСТРУКЦИИ РАБОЧИХ ЛОПАТОК ТУРБИНЫ по дисциплине: Тепломеханическое оборудование ТЭС Исполнитель: студенты группы Руководитель: преподаватель 5В8А Колесниченко Д. О. Артамонцев А. И. Томск – 2022 12.04.2022 Дата сдачи Содержание Введение ................................................................................................................... 3 1 Сопловые сегменты паровых турбин .............................................................. 5 2 Рабочие лопатки ................................................................................................ 7 2.1 Типы рабочих лопаток ...................................................................................... 8 2.2 Перо лопатки ................................................................................................... 12 2.3 Концевая часть лопатки и бандаж ................................................................. 16 2.4 Хвостовики лопатки ........................................................................................ 19 3 Конструкции охлаждаемых лопаток ............................................................. 23 Заключение ............................................................................................................ 30 Список литературы ............................................................................................... 31 2 Введение Современная энергетика основывается на централизованной выработке электроэнергии. Генераторы электрического тока, устанавливаемые на электрических станциях, в подавляющем большинстве приводятся паровыми турбинами. Доля электроэнергии, производимой в нашей стране тепловыми и атомными электростанциями, где применяются паровые турбины, составляет 83–85 %. Таким образом, паровая турбина является основным типом двигателя на современной тепловой электростанции и в том числе атомной. Паровая турбина получила также широкое распространение в качестве двигателя для кораблей военного и гражданского флота. Паровая турбина, обладающая большой быстроходностью, отличается сравнительно малыми размерами и массой и может быть построена на очень большую мощность (миллион киловатт и более), превышающую мощность какой-либо другой машины. Вместе с тем у паровой турбины исключительно хорошие технико-экономические характеристики: относительно небольшая удельная стоимость, высокие экономичность, надежность и ресурс работы, составляющий десятки лет. Создание паровой турбины, как и всякое новое крупное изобретение, нельзя приписать отдельному лицу. В течение XIX века различными изобретателями было выдвинуто много предложений для преобразования тепловой энергии в механическую с использованием скоростного напора вытекающей струи пара. Особое место в современном турбостроении занимает производство лопаток. Это обусловлено следующими особенностями изготовления лопаток. Ответственным назначением лопаток в турбине. Ресурс работы турбины определяется, как правило работоспособностью лопаток. Технология изготовления и контроля лопаток должна обеспечивать стабильность качества 3 их изготовления и исключать возможность установки лопаток с отклонениями по геометрическим размерам и качеству поверхности. Сопловые и рабочие лопатки по своему служебному назначению являются основными деталями паровых турбин как лопаточных двигателей. В совокупности они образуют проточную часть турбины, в которой происходит преобразование тепловой энергии рабочей среды (пара) в механическую работу вращающегося ротора. Совокупность сопловых (направляющих) и рабочих лопаток называют лопаточным аппаратом турбины. Лопаточный аппарат является самой дорогой и наиболее ответственной частью турбины. Экономичность турбины – ее к. п. д. – в первую очередь зависит от качества выполнения лопаточного аппарата. Трудоемкость изготовления лопаток мощной паровой турбины достигает 42–45 % от общей трудоемкости изготовления всех ее деталей. Совокупность этих факторов подтверждает актуальность данной работы, целью которой является описание основных типов турбинных лопаток, принципов их работы. В данной работе рассматриваются основные типы сопловых и рабочих лопаток паровых турбин. Принципы их работы, конструкции материалы, используемые при изготовлении. 4 1 Сопловые сегменты паровых турбин Сопла и сопловые лопатки предназначены для преобразования потенциальной энергии пара в кинетическую и направления потока пара на рабочие лопатки. Сопловые сегменты, как известно, применяют для регулирующих ступеней. Они состоят каждый из комплекта сопел, пар к которым поступает от отдельного регулирующего клапана. В турбинах невысокого давления сопловые сегменты механически (болтами, например) соединены с корпусом турбины или с сопловой коробкой. При этом чаще всего сегменты набирают из отдельных фрезерованных лопаток. Сопла образованы цельно фрезерованными лопатками с выступами, очерченными по дугам круга. Сопла заводят выступом в круговую канавку в корпусе и закрепляют накладкой, которая крепится к корпусу винтами. Последние стопорят проволокой. Для плотности зажатия сопел накладка опирается на корпус лишь выступом. Между отдельными сопловыми сегментами вставляют проставки, которые также замыкают сегмент в плоскости горизонтального разъема корпуса. В этом случае проставки крепят к верхней половине корпуса или нижней его половине винтами. Общий вид соплового сегмента и развертка разреза по дуге окружности показаны на Рис. 1. В других конструкциях каждую фрезерованную лопатку приклепывают к ободу, который служит фланцем соплового сегмента, и соединяют на периферии проволокой, зачеканенной в пазы лопаток. Технологический процесс изготовления лопаток получается более простым, если концевые поверхности соплового канала, ограничивающие его по высоте, выполнены в виде отдельных обойм. 5 Сегмент состоит из двух обойм и набора фрезерованных лопаток, образующих в данном случае расширяющие сопла. Лопатки скреплены с обоймами при помощи шипов и заклепок. Шипы прямоугольного сечения при сборке расклепывают, заклепки пропускают сквозь обоймы и лопатку. Наружные стенки крайних каналов сегмента образованы проставками и, скрепленными с обоймами заклепками. Винтами сегмент прикреплен к корпусу турбины. Рисунок 1 – Сопловые сегменты из фрезерованных лопаток. 1 – лопатка; 2 – промежуточная вставка; 3–4 – концевые проставки. Все описанные выше конструкции имеют один общий недостаток; в них наблюдается утечка пара через щели, которые неминуемо получаются между отдельными деталями. Поэтому отечественные заводы в турбинах высокого давления перешли на изготовление сварных сегментов, имеющих полную герметичность отдельных каналов. Сваренный сегмент подвергают термической обработке (отпуску), после чего обрабатывают его наружные поверхности. 6 2 Рабочие лопатки Условия работы рабочих лопаток. Основой турбины, определяющей ее надежность и экономичность, является ее проточная часть, наиболее ответственными элементами которой являются рабочие лопатки, профили которых образуют рабочую решетку. Трудоемкость изготовления лопаток составляет 20–25 % трудоемкости изготовления всей турбины. Именно в каналах рабочей решетки происходит преобразование энергии потока пара в полезную работу на валу турбины. Условия работы рабочих лопаток очень тяжелы. Под действием вращения с большой частотой в лопатке возникают большие центробежные силы и высокие напряжения растяжения, стремящиеся вырвать лопатку из диска. Окружная сила, создающая полезный крутящий момент на валу турбины, изгибает лопатку в плоскости диска. Дополнительно лопатка изгибается в плоскости оси турбины. Изгибающие силы, действующие на рабочие лопатки, не постоянны во времени, а непрерывно изменяются из-за различий в сопловых каналах, из которых пар поступает на рабочие лопатки, наличия выходных кромок сопловых лопаток и других причин. Это приводит к возбуждению колебаний лопаток и возможности появления усталостной трещины, которая, увеличиваясь, может достигнуть критического размера, после чего произойдет внезапный отрыв лопатки. Особенно большие переменные нагрузки действуют на рабочие лопатки парциальных, в частности регулирующих ступеней. При прохождении лопатки перед группой сопл, из которых поступает пар, на нее действует полное усилие. При выходе лопатки из активной дуги подвода паровое усилие почти полностью пропадает. Это и приводит к появлению большой переменной аэродинамической силы. 7 Рабочие лопатки первых ступеней ЦВД и ЦСД турбин ТЭС работают в условиях высоких температур, вызывающих явление ползучести. Для рабочих лопаток турбин АЭС и последних ступеней турбин ТЭС очень опасной является эрозия, приводящая к износу их поверхностей. Агрессивные примеси, содержащиеся в паре, вызывают коррозию и снижение сопротивления действию постоянных и переменных напряжений. 2.1 Типы рабочих лопаток Рабочие лопатки турбин можно классифицировать по различным признакам. По характеру рабочего процесса они делятся на активные и реактивные, причем к первому классу относят также лопатки, работающие с реактивностью 10–15 % (в связи с изменением реактивности по высоте лопатки цифра, определяющая степень реактивности, относится обычно к середине высоты лопатки). Лопатки могут иметь постоянное и переменное сечение по высоте профиля, именуемые также цилиндрическими и закрученными. По технологическому процессу изготовления можно рассматривать лопатки штампованные, катаные, фрезерованные (или вообще обработанные режущим инструментом) и литые. Последние применяются пока преимущественно в специальных конструкциях газовых турбин. На Рис. 2 показана рабочая лопатка активной паровой турбины, которая имеет постоянный по высоте профиль и может быть изготовлена как холодной прокаткой (так называемый светлокатанный профиль), так и фрезерованием. В лопатке различают перо 3, состоящее из корыта и спинки, хвостовик 5 и концевую часть, в данном случае представляющую собой шип 1. Хвостовиками лопатки крепятся к диску 6 (или барабану), а между ними вставляются промежуточные вставки 4, определяющие величину шага лопаток и ограничивающие ширину рабочего канала между лопатками. На 8 противоположной стороне стенкой канала служит ленточный бандаж 2, который надевается на шипы 1. После установки бандажа шипы расклепываются. По длине окружности колеса бандаж состоит из нескольких кусков с небольшими зазорами между ними для компенсации температурного удлинения бандажа Рисунок 2 – Рабочая лопатка активной паровой турбины и ее крепление. Так как наименьшее поперечное сечение хвостовика этой лопатки значительно меньше поперечного сечения пера, то конструкция эта может применяться только при небольших величинах центробежных сил, т. е. при коротких лопатках и небольших окружных скоростях вращения. Большей прочностью отличаются хвостовики принципиально такой же конструкции, но без отдельной промежуточной вставки; она выполнена заодно с лопаткой. Такие лопатки изготавливаются фрезерованием и представляют собой одну из наиболее распространенных конструкций для ступеней высокого давления паровых турбин. Оба типа лопаток заводят в канавку обода диска через один или два диаметрально противоположных выреза на цилиндрической поверхности обода, причем ширина этих вырезов равна наибольшей ширине хвостовика 9 лопатки; при наборе лопаток с промежуточными вставками обеспечивается такое плотное прилегание хвостовиков к промежуточным вставкам, чтобы между ними не проходил щуп 0,05 мм. Хвостовики лопаток пригоняют один к другому по краске: в первых ступенях по всей поверхности хвостовика, а в последующих – по поясам высотой около 10 мм. Рисунок 3 – Пригонка Т-образных хвостовиков лопатки. Зазоры в местах пригонки не допускаются, зазор же между несоприкасающимися частями хвостовиков не должен превышать 0,1 мм. После набора лопаток вырезы в диске заполняют замковыми лопатками, размер хвостовиков которых по длине окружности колеса подгоняют по размеру, оставшемуся между соседними лопатками (допускается отклонение шага лопаток в этом месте до +1 мм). Замковые лопатки крепят к диску одной или двумя заклепками (есть и другие способы крепления замка). Для большей жесткости облопачивания в регулирующих ступенях паровых турбин высокого давления, где лопатки подвержены значительным изгибающим усилиям, резко меняющимся из-за парциальности ступени, применяется сварка двух-трех лопаток. Перед сваркой хвостовики лопаток пригоняют один к другому по краске. Между кромками бандажа при это должен быть выдержан зазор 0,8 – 1 мм. 10 Каждый ряд лопаток имеет два замковых пакета, крепящихся к диску заклепками. После набора лопаток на диск они обтачиваются. Конструкции рабочих лопаток. Конструкция простейшей рабочей лопатки показана на Рис. 4. Рисунок 4 – Конструкция простейшей лопатки: 1 - Шип; 2 - Рабочая часть (Перо); 3 - Бандажная лента; 4 - Хвостовик. Лопатка состоит из рабочей части (пера) и хвостовика. Рабочая часть имеет профили, установка которых с равным шагом образует рабочие каналы. Хвостовики служат для крепления лопаток на диске. На торце рабочей части выполняют шип. На группу лопаток надевается лопаточный бандаж, в котором выполнены отверстия с шагом и формой, соответствующими шипам на лопатках, установленных на диске. Шипы расклепывают, и в результате лопатки на диске оказываются набранными в пакеты, что увеличивает вибрационную надежность облопачивания и позволяет выполнить периферийное уплотнение ступени. 11 2.2 Перо лопатки Правила профилирования турбинных лопаток указываются при изучении теплового процесса турбин. Напомним основные правила. 1. Обтекание паром или газом профиля лопатки должно происходить в условиях плавного понижения давления по длине корыта и большей части спинки; повышение давления вдоль спинки допускается только вблизи выходной кромки. турбина двигатель сопловый Такая эпюра давлений по профилю достигается плавным изменением кривизны профиля с увеличением радиуса кривизны от входной кромки к выходной. Из технологических соображений целесообразно очерчивать корыто одной-двумя дугами круга, спинку же – по параболе, лемнискате или несколькими дугами круга с постепенно уменьшающейся кривизной их. Прямолинейные участки профиля при дозвуковых скоростях протекания потока нежелательны. Межлопаточный канал турбинной решетки должен быть конфузорным. Исключение может быть сделано для активных лопаток, у которых входная часть канала может быть и расширяющейся. 2. Выходная кромка профиля должна быть выполнена тонкой, но скругленной, чтобы не вызывать чрезмерной концентрации напряжений. 3. Входная кромка при дозвуковой скорости входа должна быть скруглена не очень малым радиусом (r1≥0,02 b0, где b0 – хорда профиля). С увеличением радиуса r1 растет атакоустойчивость профиля: потери при обтекании слабо меняются с изменением угла атаки. 4. При сверхзвуковой скорости входа радиус r1 должен быть сделан минимальным, допустимым по условиям прочности. На входной части спинки может появиться прямолинейный участок. При сверхзвуковой скорости выхода (с расширением в косом срезе канала) целесообразно применить прямолинейное очертание выходной части спинки. 12 Переход от прямолинейного участка на входе к криволинейному должен быть сделан с постепенным уменьшением радиуса кривизны от бесконечно большого до минимального в средней части спинки. Аналогичное правило должно быть выдержано при переходе от минимального радиуса кривизны к прямолинейному участку на выходной части спинки. 5. Затылочный угол δ (Рис. 5) профиля обычно лежит в пределах 5-15°, уменьшаясь с увеличением числа М 2 в потоке на выходе из решетки. При М 2›1 целесообразно делать угол δ≈0, то есть, как уже указано, очерчивать выходную часть спинки по прямой линии. Рисунок 5 – Решетка турбинных лопаток 6. Выходной (средний, истинный угол выхода пара (газа) из межлопаточного канала определяется формулой β2≈arcsin m , где коэффициент m=1 – 1,1. Разработанные в последние годы в соответствии с вышеизложенными принципами новые профили турбинных лопаток характерны малой величиной профильных потерь, слабо меняющихся с изменением шага и угла входа. Это позволяет применять один и тот же профиль в сравнительно широких диапазонах входного угла потока и, изменяя шаг и угол установки, выбирать необходимый угол выхода. Построение пера лопатки переменного профиля. 13 Рисунок 6 – Решетка компрессорных лопаток. Из газодинамического расчета закрутки лопаток определяются углы β1 и β2 в ряде поперечных сечений по высоте лопатки (число сечений обычно составляет не менее пяти). При малой или отрицательной степени реактивности в корневом сечении турбинной лопатки из расчета может получиться, что β1<β2, то есть канал окажется диффузорным. Во избежание этого можно принять небольшой (до 7° приблизительно) положительный угол атаки или спрофилировать лопатку так, чтобы только входная часть канала в корневом сечении была расширяющейся. Ширина в каждом сечении выбирается по соображениям прочности и конструкции проточной части: она может быть и постоянна по высоте и переменной. По величине оптимального шага на среднем диаметре определяется число лопаток. При этом на периферии шаг получается больше, а в основании меньше оптимального, так как даже с уменьшением к периферии ширины лопаток хорда профиля существенно не меняется. Из расчета на прочность подбирается желательная величина 𝜇= ℱ𝑛 ℱ𝑘 Где ℱ 𝑛 площадь периферийного сечения; ℱ 𝑘 – площадь корневого сечения. Очевидно, что с уменьшением µ снижается напряжение растяжения в корневом сечении лопатки; поэтому, чем больше относительная длина лопатки, тем берут меньшую величину µ, доходя в некоторых случаях до 0,1. 14 Площадь профиля по высоте лопатки обычно меняется по закону, близкому к линейному. Это позволят выбрать максимальную толщину профиля в каждом сечении и наметить желательный контур профиля. Наиболее трудной частью проектирования лопатки переменного профиля является выбор взаимного положения отдельных поперечных сечений и ориентация их относительно хвостовика лопатки. На Рис. 7 показано расположение координатных осей, относительно которых следует ориентировать поперечные сечения лопатки. Начало координат 0 находится в центре тяжести корневого сечения. Положительное направление оси X совпадает с радиусом (от центра к периферии). Ось A параллельна оси вращения и направлена в сторону движения пара или газа. Ось U перпендикулярна к оси вращения; она располагается так, чтобы ее кратчайший поворот до совпадения с положительной частью оси A происходил по часовой стрелке (смотря с положительного конца оси X). Рисунок 7 – Расположение координатных осей лопатки. A и U являются обычно осями симметрии хвостовика. Чтобы не создавать в пере и в хвостовике лопатки напряжений изгиба от действия центробежной силы, желательно центры тяжести всех сечений располагать на оси X. 15 Для достижения минимальных или, во всяком случае, допустимых напряжений от изгиба центробежной силой при конструировании лопатки могут быть допущены: 1. Наклон лопатки по отношению к оси X в аксиальном или тангенциальном направлении; 2. изменение расположения пера лопатки в целом относительно хвостовика так, чтобы ось X пера не проходила через ось турбины; это мероприятие называется установкой лопатки. В длинных лопатках эти напряжения, а также напряжения изгиба от аэродинамических сил, действующих на лопатку, достигают больших значений. В этом случае применяют так называемый погиб лопатки, то есть смещение профиля параллельно самому себе. Величину и направление смещения рассчитывают таким образом, чтобы изгибающий момент от центробежных сил в каждом сечении частично или полностью компенсировал изгибающий момент от аэродинамических сил. Проектирование и обработка лопатки в этом случае усложняются. 2.3 Концевая часть лопатки и бандаж Бандажи и связи служат главным образом для повышения вибрационной надежности лопаточного аппарата. Периферийный бандаж позволяет одновременно уменьшить утечку пара и поэтому повышает КПД ступени. Для рабочих лопаток ЦВД и недлинных (менее 350 мм) лопаток ЦСД применяют удобные накладные ленточные бандажи, объединяющие в один пакет 6–14 лопаток. Полного объединения всех лопаток в один пакет стараются не делать, так как при этом затрудняются тепловые деформации бандажа относительно лопаток, которые могут менять свою температуру в процессе эксплуатации по-разному. В результате в бандаже могут появиться трещины малоцикловой усталости. 16 Рисунок 8 – Пакет лопаток турбины ХТЗ. Шипы, фрезеруемые на торцевой поверхности рабочей лопатки, в зависимости от ее ширины могут располагаться в один или в два ряда, иметь круглую, квадратную или прямоугольную форму в сечении. С возрастанием мощности турбоагрегатов, когда вместе с ростом расхода пара увеличивается хорда лопаток, а также с увеличением диаметра ступени центробежная сила массы бандажа возрастает настолько, что выполнение ленточного бандажа становится затруднительным. В этих случаях либо отказываются от бандажа вообще, обеспечивая вибрационную надежность, облопачивания другими средствами, либо выполняют бандаж заодно с каждой из лопаток. Такой бандаж называют цельно фрезерованным. Рисунок 9 – Цельно фрезерованный бандаж. Выполнение цельно фрезерованного бандажа особенно полезно для лопаток регулирующей ступени. Лопатки свариваются в пакеты по полкам 17 цельно фрезерованного бандажа и по полкам хвостовиков. На полках бандажа выполняют шипы, на которые надевают ленточный облегченный бандаж. Вместо ленточного бандажа можно использовать демпферную связь в виде полосы трапециевидного сечения, закладываемой в паз, выточенный в цельно фрезерованном бандаже. В этом случае при колебаниях между связью и бандажом возникают силы трения, гасящие колебания. Вместе с тем эта связь не препятствует взаимному температурному расширению отдельных пакетов, что особенно важно для лопаток регулирующей ступени, где температура пара при переходных режимах изменяются наиболее значительно. Бандажные связи очень важны для лопаток последних ступеней. При их отсутствии не только снижается вибрационная надежность облопачивания, но и происходит упругая раскрутка лопатки: под действием центробежной силы профили в отдельных сечениях лопатки поворачиваются вокруг ее продольной оси (иногда на 10–12°) и начинают занимать не то положение, на которое рассчитана лопатка. В результате обтекание лопаток потоком пара становится нерасчетным и экономичность ступени снижается. Выполнение на периферии лопатки цельно фрезерованного бандажа с "зубом" препятствует упругой раскрутке лопатки. Контакт поверхностей зубьев соседних лопаток и возникающие на них силы трения создают хорошее демпфирование колебаний. В тех случаях, когда раскручивающая лопатку сила невелика и возникающие силы прижатия бандажных полок друг к другу недостаточны, в выточку бандажа устанавливают замкнутую на круг проволочную связь. Связи, устанавливаемые между рабочими частями лопаток, по назначению можно разделить на паяные и демпферные. Паяные связи припаиваются к лопаткам и служат для ликвидации некоторых особенно опасных видов колебаний. Например, в пакете, показанном на Рис. 6, лопатки при колебаниях могут перемещаться относительно друг друга. Если же их прошить проволокой, то лопатки не 18 сумеют вибрировать указанным образом. Припаивают связь к лопаткам серебряным припоем. Демпферные связи устанавливают для гашения колебаний. Их к лопаткам не припаивают. За счет центробежных сил они прижимаются к поверхности отверстий в лопатках, а возникающие силы трения не дают развиться интенсивным колебаниям. Для паяных связей обычно используется проволока, для демпферных – проволока, трубки или втулки. Во всех случаях демпферный бандаж должен быть сделан так, чтобы он выполнял свои функции: он должен быть достаточно податливым, чтобы плотно прилегать к лопатке под действием центробежных сил, и вместе с тем достаточно жестким, чтобы иметь необходимую прочность. 2.4 Хвостовики лопатки Хвостовик – один из наиболее напряженных и ответственных элементов лопатки, с его помощью она крепится на диске. Выбор типа хвостовика для рабочей лопатки определяется двумя факторами: нагрузкой, создаваемой лопаткой и технологическим оборудованием турбинного завода. Рисунок 10 – Типы лопаточных хвостовиков. 19 На Рис. 10 показаны наиболее распространенные конструкции хвостовиков. В паровых турбинах чаще всего применяются конструкции хвостовиков, для которых в диске протачивают фасонные круговые канавки (Рис.10. а – в, ж – и) или гребни (Рис.10. г – е). В канавки или гребни набирают лопатки, профиль хвостовика которых соответствует профилю на диске. На Рис.10. а, б и представлены различные конструкции Т-образного хвостовика, причем конструкции а и б, приблизительно равноценны. Центробежная сила лопаток при этой конструкции вызывает значительные напряжения изгиба в щеках дисков. Чтобы избежать чрезмерного утолщения щек, необходимо в этом случае применить конструкцию, изображенную на Рис.10. в, где наличие усиков на лопатке разгружает опасное сечение обода диска от напряжений изгиба. Для этого, однако, требуется плотный контакт между сопрягаемыми деталями, что повышает требования к точности их изготовления. Если на Рис.10 а и б основным посадочным размером является размер P, который должен выполняться как на диске, так и на лопатках с малыми допусками, то на Рис.10 в посадка производится по размеру О, но с подкладной лентой или проволокой. Подбор толщины такой ленты позволяет осуществить необходимую посадку. Чтобы избежать точной пригонки по размеру О, ЛМЗ подкладывает под каждую лопатку пружинку. Хвостовик лопатки прижимается к посадочной поверхности в направлении действия центробежной силы. Хвостовики, изображенные на Рис.10 г и д, называются грибовидными. Хвостовик на Рис.10 д предназначается для турбинных лопаток, обладающих значительной центробежной силой. Усики на лопатке препятствуют расхождению боковых щек хвостовика под действием напряжений изгиба. Допуски на основные размеры хвостовика выбираются незначительными, в особенности на расстояние Т между опорными 20 поверхностями: лопатки подбираются по диску так, чтобы зазор или натяг по размеру Т равнялся нулю. Плотная посадка усиков лопатки осуществляется круговой чеканкой обода диска. Для посадки лопаток с грибовидным хвостовиком на диск последний в одном или двух диаметрально противоположных местах обрабатывается по ободу так, как показано на Рис. 11. (нормальный профиль обода намечен пунктиром). Через эти места на ободе заводятся все лопатки, и остающийся между ними промежуток заполняется проставкой толщиной 25 мм (по внешнему диаметру), которая приклепывается к ободу двумя заклепками. Рисунок 11 – Замок лопаток с грибовидным хвостовиком. При не очень длинных лопатках применяют также специальную замковую лопатку, которая крепится к соседним лопаткам двумя штифтами. Отверстия под штифты сверлят и развертывают после постановки замковой лопатки. ЛМЗ и другие заводы для лопаток средней и большой длины применяют вильчатые хвостовики с "верховой" посадкой, изображенные на Рис. 10 е и ж. Хвостовики соседних лопаток пригоняют один к другому по краске. Отпечатки краски могут быть расположены только на верхнем и нижнем поясках хвостовиков шириной не менее 10 мм. 21 Лопатки крепятся к диску заклепками, отверстия для которых располагаются на стыке двух лопаток. Рассверливание этих отверстий и развертка их под окончательный диаметр производятся совместно с диском. Верховая посадка выгодно отличается от всех предыдущих тем, что каждая лопатка может быть легко сменена без перелопачивания соседних участков диска. Увеличением числа вильчатых пазов можно добиться прочной конструкции хвостовика для самых длинных лопаток и больших окружных скоростей. Универсальность, прочность и жесткость конструкции позволяют ее особенно рекомендовать для лопаток средней и большой длины. Некоторым недостатком конструкции, как и всех многоопорных хвостовиков, можно считать необходимость точной пригонки сопрягающихся поверхностей. Изображенный на Рис. 10 з хвостовик применяется Калужским турбинным заводом для лопаток, подверженных не очень большим растягивающим усилиям. Зубчатый профиль хвостовика должен быть выполнен с большой точностью для равномерного распределения нагрузки по зубьям. Поэтому размер Y дается с допуском ±0,005 мм как для хвостовика, так и для канавки в диске. Для длинных лопаток с большими растягивающими усилиями Калужский турбинный завод применяет хвостовик, показанный на Рис. 10 и. Канавка в диске, как и в предыдущих конструкциях, выполнена круговой. Этот хвостовик принципиально не отличается от изображенного на Рис. 8 з, за исключением того, что осевые линии опорных поверхностей наклонные, что позволяет выполнить хвостовик почти равно напряжённым по длине, уменьшить его массу и увеличить толщину щек диска в опасном сечении обода. Существует ряд конструкций креплений лопаток, в которых последние вставляются в пазы, прорезанные в ободе диска параллельно оси турбины или под небольшим углом к ней. Такая система крепления позволяет легко заменять отдельные лопатки. 22 Наибольшее распространение среди этих систем крепления получил елочный хвостовик, подобный изображенному на Рис. 8 и. В отличие от последнего канавки в ободе диска прорезаются параллельно оси турбины. Елочный хвостовик отличается большой несущий способностью, может применяться как для самых длинных лопаток последних ступеней паровых и газовых турбин, так и для работы при высоких температурах. Лопатки с елочным хвостовиком, в частности, изготавливаются на Харьковском турбинном заводе. Отличительной особенностью хвостовика ХТЗ является то, что в направлении оси турбины хвостовик изогнут по дуге круга, что облегчает расположение на нем профильной части без значительного свешивания кромок профиля над площадкой хвостовика 3 Конструкции охлаждаемых лопаток Отвод тепла в охлаждаемый хвостовик или ротор. Только этот метод охлаждения лопаток пока нашел себе применение в паровых турбинах. В паровой турбине СКР – 100 лопатки охлаждаются паром температурой 520 °С, проходящим через отверстие в хвостовике каждой лопатки. На Рис. 12 изображена конструкция такой лопатки. В проточной части турбины СКР – 100 между ступенями расположены укрепленные в роторе проставки, через отверстия в которых охлаждающий пар переходит из одной ступени в другую. Периферийная часть проставок служит лабиринтовым уплотнением направляющих лопаток. В турбине СКР – 100, строго говоря, лопатки не нуждаются в охлаждении (они могут быть выполнены из аустенитных сталей, допускающих работу с температурой 650°С). Основной целью охлаждения является защита от действия высокой температуры ротора и корпуса с тем, чтобы эти наиболее массивные детали изготовить из хорошо освоенных перлитных сталей. При расходе пара на охлаждение ротора 12,5 т/ч и его 23 температуре 525°С температура ротора не превышает 540°С, что позволяет выполнить его из перлитной стали. Рисунок 12 – Охлаждаемая лопатка второй ступени паровой турбины СКР – 100 ХТГЗ. Внутреннее воздушное охлаждение лопаток Эта система еще не применялась в стационарном и тяжелом газотурбиностроении. Примеры конструкции могут быть заимствованы только из авиационных турбин. Наиболее простой по конструкции является охлаждаемая воздухом лопатка. Через всю лопатку проходят отверстия продолговатого или круглого сечения. Лопатки могут изготавливаться как литьем, так и штамповкой. Перед заливкой металла в кокиль устанавливаются тугоплавкие стержни, например кварцевые, а после изготовления лопатки стержни удаляются травлением или ультразвуком. Если лопатка изготавливается штамповкой, то в заготовке (прутке) сверлят или обрабатывают электроэрозионным способом круглые отверстия, которые заполняют каким-либо легкоплавким сплавом. После 24 штамповки отверстия в пере принимают продолговатую форму, а металл из них выплавляется или вытравливается. Охлаждающий воздух к отверстиям в хвостовике подводят из специальных полостей в замковой части диска, а выходит он через торец пера лопатки в радиальный зазор. Внутреннее жидкостное охлаждение. Рисунок 13 – Схемы жидкостного охлаждения рабочих лопаток. а.) Циркуляционная (внутри лопаток – жидкость, на выходе – пар). б.) Термосифонная с индивидуальным радиатором (охладитель в жидкой фазе). в.) Термосифонная с индивидуальным радиатором (1 – жидкость, 2 – пар, 3 – конденсат, 4 – радиатор). На Рис. 13 представлены различные схемы жидкостного охлаждения. На Рис. 13, а дана схема циркуляционного охлаждения. Жидкость (например, вода) прокачивается через полые лопатки насосом и при замкнутой схеме нуждается в отводе полученного тепла. Под действием центробежной силы давление внутри лопатки достигает значительной величины, что позволяет сохранить внутри лопатки жидкую фазу. К этой системе предъявляются высокие требования по герметичности; достаточно появиться течи в какомлибо одном месте, как вся система охлаждения выйдет из строя. 25 Более целесообразно применение термосифонного охлаждения (Рис. 13, б и в). Жидкость внутри лопатки в этом случае циркулирует за счет действия центробежных сил жидкости и разности температур по поперечному сечению канала. При подогреве стенкой лопатки плотность жидкости уменьшается; это вызывает подъемную силу, приложенную к частице жидкости, величина которой (силы) в поле центробежного ускорения возрастает во много раз по сравнению с величиной подъемной силы в поле земного тяготения. Например, при угловой скорости ω=1000 рад/сек и окружной скорости 250 м/сек центробежное ускорение Т.е. в 25000 раз больше ускорения силы тяжести. Большими подъемными силами обеспечивается чрезвычайно интенсивная циркуляция жидкости в лопаточном канале и обусловливается высокий конвективный теплообмен между лопаткой и жидкостью. Материалы для лопаток. Анализ условий, в которых работают лопатки, и изучение типичных аварий лопаточных аппаратов обусловили следующие требования к материалу рабочих лопаток турбин: а.) высокая жаропрочность, т. е. сохранение высоких показателей прочности при высокой рабочей температуре; б.) высокая пластичность, необходимая для равномерного распределения напряжений по всей площади поперечного сечения лопатки; хорошая сопротивляемость местным перенапряжениям; в.) высокая усталостная прочность (выносливость); г.) высокий декремент затухания; д.) стабильность структуры, обеспечивающая неизменность механических свойств во время эксплуатации турбины; 26 е.) сопротивляемость коррозии под действием перегретого и влажного пара, а также кислорода воздуха; высокая сопротивляемость окислению и окалинообразованию при высоких температурах в газовых турбинах; ж.) высокая сопротивляемость эрозии; з.) благоприятные технологические свойства, позволяющие применять более рациональные методы обработки лопаток (в первую очередь – обработку резанием) и обеспечивающих точное выполнение размеров профиля и высокую чистоту обработки. Металл для лопаток должен хорошо коваться, штамповаться, расклепываться без появления трещин, хорошо гнуться и вальцеваться в холодном состоянии. В случае сварных конструкций от металла лопаток требуется хорошая свариваемость. Говоря о показателях прочности металла, надо отметить, что только при температуре лопатки приблизительно до 400°С можно удовлетворяться данными о механических свойствах материала (предел прочности, пределе текучести и др.), полученными при кратковременных испытания для данной температуры. При длительном воздействии нагрузки, особенно в условиях высокой температуры, металл пластически деформируется при напряжениях, меньших предела текучести. Кроме того, в таких же условиях металл разрушается при напряжении, меньшем, чем предел прочности, так как с увеличением времени действия нагрузки разрушающее напряжение падает. Таким образом, при высоких температурах металла прочность его зависит не только от величины механического напряжения, но и от времени воздействия нагрузки на металл. Отсюда следует, что при высоких температурах предел прочности и предел текучести не могут служить критериями прочности. Критериями в это случае надо считать предел ползучести и предел длительной прочности. При оценке усталостной прочности лопаток критерием прочности служит предел выносливости (усталости) при симметричном цикле σ-1. Величину его следует принимать во внимание при выборе материала для лопаток наряду с пределами текучести и длительной прочности. Так же, как и последние, предел 27 выносливости уменьшается с ростом температуры. На сопротивление усталости большое влияние оказывает чувствительность материала к концентрации напряжений. Эффективными средствами борьбы с концентрацией напряжений в лопатках являются тщательное их полирование, увеличение радиусов перехода пера в ножку, скругление кромок, увеличение, по возможности, радиусов впадин елочных хвостовиков и т. д. Предел выносливости зависит от состояния поверхности лопаток, поэтому с течением времени в результате коррозии и эрозии лопаток он снижается. Следует иметь в виду, что при колебаниях лопаток напряжения в материале изменяются по ассиметричному циклу: на переменные напряжения изгиба накладываются постоянные растягивающие напряжения от центробежной силы. Поэтому рассчитывать лопатки на выносливость следует по соответствующим методам. Трудность проведения указанных расчетов состоит в отсутствии надежных данных для величины динамических напряжений в лопатках. Правильное суждение о запасе усталостной прочности можно сделать лишь после эксплуатационных экспериментальных исследований. В данный момент турбиностроительные заводы применяют для изготовления лопаток исключительно нержавеющие стали, в основном 1Х 13 и 2Х 13. Эти стали хорошо работают в области температур до 475°С. Заметное снижение прочности начинается лишь с 500°С. При температурах до 580°С применяется сталь 1Х 12ВНМФ. Высокая пластичность этой стали обеспечивает незначительную чувствительность ее к концентрации напряжений. Перечисленные выше стали относятся к мартенситному и мартенситно-ферритному классу. Для более высоких температур применяются стали аустенитного класса с высоким содержанием марганца и никеля. Проверенными в работе до температур свыше 580 до 650°С являются стали 1Х 14Н 18В 2БР 1 и ХН 35ВТ. Сталь ХН 35ВТ пригодна для длительной 28 работы (до 100000 часов) при температуре 650°С, а сталь ХН 35ВТК (отличается от первой в основном содержанием кобальта) – при температуре до 700°С. Основным недостатком аустенитных сталей в лопаточном производстве является плохая обрабатываемость резанием и высокая стоимость заготовок. Поэтому при выборе сталей для лопаток надо стремиться, прежде всего, найти подходящий материал среди более дешевых хромитстых сталей и только после этого начинать выбор среди аустенитных сталей (хромоникелевых). Для лопаток, работающих при температурах свыше 650 до 800°С, используются более жаропрочные (чем стали) металлические сплавы на никелевой основе. Среди них ХН 70ВМЮТ, ХН 80ТБЮ и другие. Повышение мощности турбин повлекло за собой увеличение длины лопаток последних ступеней свыше 1000 мм и потребовало изыскания, в связи с этим, более прочных металлов, чем нержавеющие стали, так как прочностные возможности последних полностью используются в лопатках длиной до 1000 мм. Более подходящим для длинных лопаток металлом оказался титан и, в частности, его сплавы с алюминием. Коррозионная стойкость титановых сплавов очень велика и приближается к свойствам благородных металлов. Сопротивление эрозии у них выше, чем у нержавеющих сталей, но ниже, чем у стеллита, а поэтому защита лопаток от эрозионного разрушения все-таки необходима. Декремент затухания этих сплавов ниже, чем у нержавеющих сталей. Изготовление заготовок и механическая обработка их также сложнее, чем нержавеющих сталей. Как горячая, так и холодная обработка требуют применения специальных режимов. Для ленточных бандажей лопаточных аппаратов в зависимости от значений температуры и напряжений применяются стали 1Х 13, 2Х 13 и другие. Для скрепляющей и демпферной проволоки в паровых турбинах применяется сталь типа 1Х 13. 29 Заключение Конструктивное выполнение рабочих лопаток паровых турбин зависит от условий их работы в многоступенчатой турбине и отличается большим разнообразием. В основе разработки конструкции лопаток лежит требование обеспечения высокой надежности, экономичности и технологичности изготовления. Основными элементами рабочей лопатки являются профильная или рабочая часть, обтекаемая паром, и хвостовик, с помощью которого лопатка крепится на диске. Бандажом или проволочными связями лопатки объединяются в пакеты. Для повышения вибрационной надежности длинных лопаток часто применяются проволочные связи. 30 Список литературы 1. Щегляев А.В. Паровые турбины. Теория теплового процесса и конструкции турбин. Энергоатомиздат. Москва. 1993. 8 – 15 с. 2. Трухин А.Д. Стационарные паровые турбины. Энергоатомиздат. Москва. 1990. 68 – 77 с. 3. Занин А.И. Соколов В.С. Паровые турбины. Высшая школа. Москва. 1988. 33 с. 4. Жирицкий Г.С. Конструкция и расчет на прочность деталей паровых и газовых турбин. Машиностроение. Москва. 1968. 5 – 42, 407 – 409 с. 5. Бауман Н.Я. Яковлев М.И. Свечков И.Н. Технология производства паровых и газовых турбин. Машиностроение. Москва. 1973. 63 – 65 с. 31