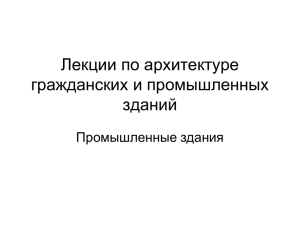
Минобрнауки России федеральное государственное бюджетное образовательное учреждение высшего образования «Санкт-Петербургский государственный технологический институт (Технический университет)» Кафедра технологии нефтехимических и углехимических производств А.А. Гайле, В.Н. Клементьев, Б.В. Пекаревский РАСЧЁТ РЕКТИФИКАЦИОННЫХ КОЛОНН Учебное пособие Санкт-Петербург 2018 УДК 665.612.3.66.02 Гайле, А.А. Расчет ректификационных колонн: учебное пособие/ А.А.Гайле, В.Н. Клементьев, Б.В.Пекаревский. – СПб.: СПбГТИ(ТУ), 2018. - … с Рассмотрены методы расчета ректификационных колонн, предназначенных для разделения многокомпонентных углеводородных систем и нефтяных фракций. На примерах расчета колонны выделения бензола из смеси ароматических углеводородов, а также колонны блока вторичной ректификации бензиновых фракций проиллюстрированы типовые алгоритмы расчета и их реализация в системе MathCAD. Пособие предназначено для курсового проектирования студентов четвертого курса, обучающихся по специальностям «Технология органических веществ» и «Технология природных энергоносителей и углеродных материалов» и является дополнением к курсу лекций «Оборудование и основы проектирования предприятий органического синтеза», читаемого студентам этих специальностей в Санкт-Петербургском государственном технологическом институте. Рис., табл., прил., библиорг. наименов. Рецензенты: 1. 2. Утверждено на заседании учебно-методической комиссии факультета химической и биотехнологии от _______________ г. Рекомендовано к изданию РИСо СПбГТИ(ТУ) 2 Содержание Предисловие ко второму изданию. .................................................................................................. 5 Введение ............................................................................................................................................. 6 1 Расчет бензольной ректификационной колонны установки ЛГ 35-8/300Б ............................... 8 1.1 Задание на проектирование ........................................................................................................ 8 1.2 Место бензольной ректификационной колонны в технологической схеме установки ЛГ 35-8/300Б ............................................................................................................................................. 8 1.3 Материальный баланс бензольной колонны ............................................................................. 9 1.4 Расчет температуры продуктов в верхнем и нижнем сечении колонны .............................. 10 1.5 Расчет мольной доли отгона сырья, поступающего в колонну ............................................. 13 1.6 Расчет минимального флегмового числа................................................................................. 15 1.7 Расчет числа теоретических тарелок колонны........................................................................ 16 1.8 Расчет числа практических тарелок ......................................................................................... 18 1.9 Тепловой баланс......................................................................................................................... 19 1.10 Расчет величин внутренних потоков пара и жидкости в колонне ...................................... 23 1.11 Предварительный расчет диаметра колонны ........................................................................ 24 1.12 Поверочный гидравлический расчет выбранной тарелки .................................................. 28 1.14 Построение диаграммы производительности тарелки ......................................................... 32 1.15 Расчет высоты ректификационной колонны ......................................................................... 35 2 Расчет ректификационной колонны выделения фракции нк-850 блока вторичной ректификации установки АВТ-6 .................................................................................................... 36 2.1 Задание на проектирование ...................................................................................................... 36 2.2 Место ректификационной колонны выделения фракции нк-850 в технологической схеме блока вторичной ректификации установки АВТ-6 ...................................................................... 36 2.3 Определение физико-химических свойств компонентов питания. ...................................... 37 2.4 Материальный баланс колонны................................................................................................ 41 2.5 Расчет температуры продуктов в верхнем и нижнем сечении колонны .............................. 43 2.6 Расчет процесса однократного испарения сырья, поступающего в колонну ...................... 44 2.7 Расчет минимального флегмового числа ................................................................................. 46 2.8 Расчет числа теоретических тарелок колонны........................................................................ 47 2.9 Тепловой баланс......................................................................................................................... 47 2.10 Расчет величин внутренних потоков пара и жидкости в колонне ...................................... 49 Пример 3. .......................................................................................................................................... 50 3 3.1 Задание на проектирование ...................................................................................................... 50 3.2 Материальный баланс бензольной колонны ........................................................................... 50 Пример 4. .......................................................................................................................................... 52 4.1 Задание на проектирование ...................................................................................................... 52 4.2 Материальный баланс ректификационной колонны разделения алканов С4-С5. ................ 52 Пример 5. .......................................................................................................................................... 54 5.1 Задание на проектирование ...................................................................................................... 54 5.2 Материальный баланс колонны разделения алканов С4-С5 методом Хенгстебека ............. 54 6. Характеристика контактных устройств ректификационных колонн ..................................... 57 7. Направления совершенствования ректификационных процессов .......................................... 60 Список литературы .......................................................................................................................... 64 Приложение А − Теплоемкости углеводородов в жидком состоянии ....................................... 70 Приложение Б – Основные параметры тарелок ректификационных колонн ............................ 81 Приложение В – Примеры расчёта ректификационных колонн в среде MathCAD .................. 92 Приложение Г – Номограмма для определения констант фазового равновесия ...................... 93 Приложение Д - Темы курсовых проектов.................................................................................... 94 4 Предисловие ко второму изданию. При втором издании учебного пособия [1] в него внесены следующие дополнения и изменения: − примеры составления материального баланса ректификационной колонны для разделения многокомпонентной смеси методами ключевых компонентов и Хенгстебека при различных формах задания исходных данных, определяющих чёткость разделения ключевой пары компонентов; − приведено описание методики поверочного гидравлического расчёта выбранной тарелки; − приведены дополнительные главы – характеристика контактных устройств ректификационных колонн и направления совершенствования ректификационных процессов; − пример расчёта насадочной ректификационной колонны; − дополнен список использованной литературы монографиями, изданными после 2006 г; − исправлены опечатки, имеющиеся в первом издании. 5 учебными пособиями и Введение Ректификационные процессы находят широкое применение в нефтепереработке и нефтехимии, промышленности основного органического синтеза. Разделению подвергаются чаще всего не бинарные системы, а многокомпонентные или сложные смеси, индивидуальный состав которых не известен. Ректификация используется как для разделения нефти на фракции, подготовки сырья для синтезов, так и для разделения продуктов нефтехимического и основного органического синтеза. Расчет ректификационных колонн для разделения многокомпонентных и сложных смесей более сложен, чем ректификации бинарных систем, и рассмотрен в ряде монографий и учебных пособий [2-4]. Расчет процесса ректификации продуктов органического синтеза, в которых присутствуют, как правило, полярные соединения, осложнен вследствие неидеальности разделяемых систем. Коэффициенты относительной летучести компонентов в этом случае должны рассматриваться с учетом коэффициентов активности. Коэффициенты активности компонентов могут быть рассчитаны в зависимости от состава системы и температуры, меняющихся по высоте ректификационной колонны, с помощью различных теоретических и полуэмпирических моделей – UNIFAC, Вильсона, NRTL, UNIQUAC и других [5-7]. Однако углеводородные системы можно считать в первом приближении идеальными, подчиняющимися закону Рауля. Величины даже предельных коэффициентов активности углеводородов, определенные при бесконечном разбавлении в углеводородах других классов, обычно не превышают значения 2 (io 2) [8]. В данном учебном пособии приведен пример расчета ректификационной колонны для разделения многокомпонентной углеводородной смеси. Рассмотренный пример должен помочь правильному оформлению студентами пояснительной записки к курсовому проекту или соответствующего раздела технологической части дипломного проекта. В приложении А к учебному пособию приведены константы уравнения, описывающего зависимость мольной теплоемкости 300 углеводородов в жидком состоянии от температуры. Данные взяты из литературного источника [7], отсутствующего в библиотеке СПбГТИ. В доступной справочной литературе [8 - 12] приведены константы подобных уравнений для веществ, находящихся, как правило, лишь в паровой фазе. В приложении Б приведены основные геометрические параметры клапанных, Sобразных, колпачковых, желобчатых и ситчатых тарелок. 6 В приложении В приведены примеры расчёта ректификационных колонн в системе MathCAD. В приложении Г представлена номограмма Винна-Хэддена для определения констант фазового равновесия углеводородов и нефтяных фракций. В приложении Д приведены типовые задания для выполнения курсовых проектов по теме «Расчёт ректификационных колонн». 7 1 Расчет бензольной ректификационной колонны установки ЛГ 35-8/300Б 1.1 Задание на проектирование Рассчитать ректификационную колонну установки ЛГ 35-8/300Б, предназначенную для выделения товарного бензола. Производительность колонны по сырью 14000 кг/ч. Состав сырья, мас.% : бензол – 42.2, толуол – 54.6, арены состава С8 (принять за мксилол) – 3.2. Температура сырья 1150С. Давление, МПа : верхнее сечение колонны – 0.15, секция питания – 0.17, нижнее сечение – 0.185. Содержание бензола в дистилляте 99.9 мас.%, в кубовом остатке 0.05 мас.%. 1.2 Место бензольной ректификационной колонны в технологической схеме установки ЛГ 35-8/300Б Бензольная колонна (К-103) входит в состав блока экстракции установки ЛГ 358/300Б, технологическая схема которого представлена в справочнике [15] и учебнометодическом пособии [16]. Ароматические углеводороды (бензол, толуол, ксилолы) получают в процессе каталитического риформинга гидроочищенной фракции 62 – 1050С с последующей экстракцией из стабильного катализата диэтиленгликолем, триэтиленгликолем, N- формилморфолином, смесью N-метилпирролидона и этиленгликолем, сульфоланом или смесью триэтиленгликоля и сульфолана [17-21]. Из экстрактной фазы, полученной в экстракционной колонне К-101, в отпарной ректификационной колонне К-102 отгоняют рисайкл (насыщенные углеводороды, оставшиеся в экстрактной фазе, вместе с частью бензола), возвращаемый в экстрактор, и экстракт. Далее по технологической схеме установки, разработанной в Ленгипронефтехиме, предусмотрена водная отмывка примесей экстрагентов, попадающих в экстракт. Значительное снижение расхода воды достигается при промывке не всего экстракта, а кубового остатка толуольной колонны К-104, в котором концентрируются экстрагенты [22, 23]. Предложенная реконструкция узла водной отмывки экстрагентов (сульфолана и триэтиленгликоля), попадающих в экстракт, осуществлена на установке ЛГ 35-8/300Б ПО «Киришинефтеоргсинтез». 8 В предбензольной колонне К-107 из экстракта отгоняется головная фракция, в которой в виде азеотропных смесей с бензолом концентрируются примеси насыщенных углеводородов. Дистиллят колонны К-107 возвращается в экстрактор, а кубовый остаток служит сырьем бензольной колонны К-103. Колонна К-103 предназначена для выделения товарного бензола, а в следующей ректификационной колонне К-104 отгоняется товарный толуол. 1.3 Материальный баланс бензольной колонны В связи с тем, что в задании на проектирование указано требующееся содержание бензола в дистилляте и кубовом остатке, при составлении материального баланса колонны может быть использован метод ключевых компонентов [2, 4]. Бензол выбран в качестве легкого ключевого компонента, а ближайший к нему более высококипящий углеводород – толуол, концентрирующийся в кубовом остатке, служит тяжелым ключевым компонентом. В соответствии с допущением метода, м-ксилол – углеводород, менее летучий по сравнению с тяжелым ключевым компонентом, считается остающимся полностью в кубовом остатке. Из системы уравнений материального баланса колонны в целом по потокам и по бензолу F D W F X Fi D y Di W X Wi (1.1) (1.2) находят расход дистиллята X Fi X Wi F D= y Di X Wi D= (1.3) 0.422 0.0005 14000 5910 кг/ч 0.999 0.0005 и расход кубового остатка W FD (1.4) W = 14000 – 5910 = 8090 кг/ч Материальный баланс бензольной колонны, составленный с учетом метода ключевых компонентов, приведен в таблице 1.1. Все последующие расчеты выполняются с использованием концентраций компонентов, выраженных в мольных долях: 9 X i/ Xi / Mi (1.5) n (X i / Mi) 1 Таблица 1.1 - Материальный баланс бензольной колонны Компонент X Fi Бензол Толуол м-Ксилол Всего мас. доля 0.422 0.546 0.032 1.000 Сырье Fi, кг/ч 5908 7644 448 14000 / Fi X мол. доля 0.4645 0.5096 0.0259 1.0000 Дистиллят Di, y Di y D/ i кг/ч мас. мол. доля доля 0.999 5904 0.9992 0.001 6 0.0008 ------1.000 5910 1.0000 Кубовый остаток W i, X Wi X W/ i кг/ч мас. мол. доля доля 0.0005 4 0.0006 0.9441 7638 0.9510 0.0554 448 0.0484 1.0000 8090 1.0000 Проверка выполнения материального баланса по ключевым компонентам : Di + Wi = Fi 5904 + 4 = 5908 кг/ч бензола 6 + 7638 = 7644 кг/ч толуола. 1.4 Расчет температуры продуктов в верхнем и нижнем сечении колонны Температура в верхнем сечении колонны рассчитывается итерационным методом таким образом, чтобы выполнялось условие для жидкой фазы, равновесной с парами дистиллята : m m 1 1 X i/ ( y D/ i / K i,в ) 1 (1.6) Температура в нижнем сечении колонны рассчитывается из условия для паровой фазы, равновесной с кубовым остатком : K K 1 1 yi/ ( K i,d X W/ i ) (1.7) Константы фазового равновесия компонентов Кi можно определять по номограмме Уинна-Хэддена (Приложение Г). Однако при давлении Р 1 МПа углеводородные системы можно считать в первом приближении подчиняющимися законам Рауля и Дальтона, рассчитывая значения Кi по формуле : Кi = Рi0 / P (1.8) 10 Давление насыщенного пара компонентов Рi0 может быть рассчитано по уравнению Антуана: ln Pi 0 Ai Bi Ci T (1.9) константы которого, а также температурные пределы, при которых эти константы можно использовать, приведены в таблице 1.2. Таблица 1.2 - Константы уравнения Антуана [11] Компонент Бензол Толуол м-Ксилол А 15.9008 16.0137 16.1390 В 2788.51 3096.52 3366.99 С 52.36 53.67 58.04 Тмин., К 280 280 300 Тмакс., К 377 410 440 Примечание: При использовании уравнения Антуана следует обратить внимание на различные формы уравнения, представленные в различных литературных источниках, а также на размерность коэффициента А, определяющую, в конечном счете, размерность Рi0 (в данном примере – мм. рт. ст). При расчете температуры продуктов в нижнем сечении колонны, которая не укладывается в температурные пределы, указанные в табл. 2 для бензола, расчет значений Р 0 для бензола проводился по уравнению Антуана в следующей форме [10] : ln Pi 0 Ai Bi , Ci T (1.10) где Р0 в мм рт.ст.; t – в 0С; А = 6.91210; В = 1214.645; С = 221.205; tмин. = 5.530С; tмакс. = 1900С. Расчёт и графическое определение физико-химических свойств органических веществ, в том числе углеводородов, а также нефтей и нефтепродуктов, включая давление насыщенного пара, константы фазового равновесия и других характеристик, необходимых для расчёта ректификационных колонн, представлены также в учебных пособиях, монографиях и справочниках [24-33]. Уравнения (6) и (7) аналитически неразрешимы относительно температуры. Поэтому для их решения воспользуемся численным методом Ньютона-Рафсона для решения нелинейных уравнений. Перепишем уравнения (6) и (7) в виде: m g (T ) ( y D/ i / K i ,в ) 1 0 (1.11) 1 11 K g (T ) ( K i ,н X W/ i ) 1 0 (1.12) 1 Итерационная формула для определения улучшенного значения корня будет выглядеть следующим образом: T r 1 T r g T r g / T r (1.13) где r – номер итерации. Производная от Кi по температуре выглядит следующим образом: K i B K i i2 T T Ci (1.14) Тогда итерационная формула для определения температуры в верхнем сечении колонны будет выглядеть так: m T r 1 T r T r T r В качестве 1 ( y D/ i / K i ,в ) 1 (1.15) Bi y D/ i 1 K T C 2 i i ,в m начального приближения рекомендуется принимать значение температуры в секции питания (в нашем случае 115 ОС). Это, как правило, обеспечивает довольно быструю сходимость метода. Результаты расчета температуры в верхнем сечении колонны (tв) сведены в таблицу 1.3. Таблица 1.3 - Расчет температуры в верхнем сечении колонны Компонент r=1; T r = 1150С y Di Бензол 0.9992 Pi0, МПа 0.264 Толуол 0.0008 0.114 Всего 1.0000 Компонент T r r=2; T r = 84.270С T r 1 1.763 Pi0, МПа 0.114 0.763 0.76 0.045 0.298 K i ,в -30.73 84.27 Бензол 0.9992 Pi0, МПа 0.144 Толуол 0.0008 0.058 Всего 1.0000 T r T r 1 0.962 1.00 0.386 0.06 0.403 1.37 12 T r 1 92.20 r=4; T r = 93.570С Pi0, МПа 0.15 K i ,в T r 7.93 r=3; T r = 92.200С y Di K i ,в 93.57 K i ,в T r 0.03 T r 1 93.60 Как видно из данных таблицы 1.3, уже 4-я итерация обеспечивает достаточно удовлетворительную точность определения температуры в верхнем сечении колонны, которую, в конце концов, принимаем равной 93.6 0С. Руководствуясь аналогичными рассуждениями, получим формулу для расчета температуры в нижнем сечении колонны: k T r 1 T r T r T r 1 ( xW/ i K i ,н ) 1 (1.16) Bi K i ,н xW/ i 1 T C 2 i k Результаты расчета температуры продуктов в нижнем сечении колонны (tн) сведены в таблицу 1.4. Таблица 1.4 - Расчет температуры в нижнем сечении колонны Компонент r=1; T r = 1150С xWi T r r=2; T r = 138.970С T r 1 Бензол 0.0006 Pi0, МПа 0.264 Толуол 0.9510 0.114 0.617 0.212 1.146 м-Ксилол 0.0484 0.050 0.272 0.101 0.544 Всего 1.0000 Компонент Бензол Толуол м-Ксилол T r K i ,н 138.97 T r 1 2.262 2.253 0.191 1.030 0.190 1.026 0.089 0.483 0.089 0.481 0.19 134.44 T r 1 134.63 r=4; T r = 134.440С Pi0, МПа 0.417 K i ,н T r 4.34 r=3; T r = 134.630С xWi 1.0000 2.487 -23.97 Pi0, МПа 0.418 Всего 1.429 Pi0, МПа 0.460 K i ,н K i ,н T r T r 1 0.0003 134.44 Таким образом, температуру потоков в нижнем сечении колонны принимаем равной 134.40С. 1.5 Расчет мольной доли отгона сырья, поступающего в колонну Расчет мольной доли отгона сырья при температуре и давлении в секции питания проводится итерационным методом с использованием уравнений Трегубова [2-4]: 13 n n 1 1 X i/ n Y X F/ i 1 e / ( K i 1) n / i 1 K i X 1 1 (1.17) K i X F/ i n / i 1 1 e / ( K i 1) 1 (1.18) Мольная доля отгона может быть, в принципе, рассчитана по любому из вышеприведенных уравнений. Однако, для лучшей сходимости целесообразно использовать целевую функцию, предложенную Ричмондом и Райсом [5], которая получается объединением уравнений (1.17) и (1.18): K i X F/ i n g (e ) / 1 1 e / ( K i 1) Соответствующий X F/ i n 1 1 e / ( K i 1) алгоритм K i 1 X F/ n 1 i 1 e / ( K i 1) Ньютона-Рафсона будет 0 (1.19) выглядеть следующим образом: n e/ r 1 e/ r e e/ r / r K i 1 X F/ 1 e 1 i / ( K i 1) (1.20) K i 1 X F/ i 1 1 e / ( K 1) X F/ i i 2 n В качестве начального приближения можно выбрать любое значение e / , лежащее в пределах от 0 до 1 (рекомендуется e / 0 = 0.5). Следует отметить, что температура и давление однократного испарения сырья должны обеспечивать его двухфазное состояние. Для этого необходимо одновременное n ( K i,F X F/ i ) 1 и выполнение двух условий: 1 n ( K i,F X F/ i ) 1.072 , а 1 n ( X / Fi n ( X / Fi K i , F ) 1 . В нашем случае 1 K i , F ) 1.046 , т.е. требуемые условия выполняются. 1 Результаты расчета мольной доли отгона сырья и составов жидкой и паровой фаз при полученном значении e / = 0.36 приведены в таблице 1.5. Таблица 1.5 - Результаты расчета мольной доли отгона сырья Компонент X Бензол Толуол м-Ксилол Всего 0.4645 0.5096 0.0259 1.0000 e = 0.36 / Fi Pi0, МПа 0.2644 0.1141 0.0504 14 Кi X 1.556 0.671 0.296 0.387 0.578 0.035 1.000 / i Yi / 0.602 0.388 0.010 1.000 1.6 Расчет минимального флегмового числа Минимальное флегмовое число рассчитывается с использованием уравнений Андервуда [2, 4]: n [ X i / Fi /( i )] e / ; 0 e / 1 (1.21) 1 m Rmin [ i y D/ i /( i )] 1 (1.22) 1 Средние геометрические значения коэффициентов относительной летучести i по отношению к наиболее высококипящему компоненту (ВКК) сырья рассчитываются по формуле : i i,в i,н ( Ki / Kвкк )в ( Ki / Kвкк )н (1.23) Константы фазового равновесия компонентов, отсутствующих в табл. 3 и 4, рассчитываются дополнительно. В данном случае константа фазового равновесия м-ксилола при температуре и давлении в верхнем сечении колонны: Км-кс. = (Р0м-кс)93.60С / Рв = 0.0249 / 0.15 = 0.166 Вспомогательный коэффициент подбирается методом последовательных приближений, при этом должно выполняться условие: ТКК ЛКК (1.24) Поэтому в качестве начального приближения следует выбрать значение , лежащее в пределах от ТКК до ЛКК (рекомендуется (0) = ТКК ЛКК 2 ). В противном случае полученный корень уравнения не будет иметь физического смысла. Алгоритм НьютонаРафсона будет выглядеть следующим образом: n r 1 r r r e / [ i X F/ i /( i )] 1 (1.25) n [ X i / Fi /( i ) ] 2 1 Результаты 0 расчета значения 5.325 2.281 3.803 приведены в таблице 1.6. 2 15 при начальном приближении Таблица 1.6 - Результаты расчета коэффициента Компонент Бензол Толуол м-Ксилол Всего i, в i, н i ХFi 6.049 2.439 4.688 2.135 5.325 2.281 0.4645 0.5096 r 0.311 r 0.011 1.000 1.000 1.000 0.0259 1.0000 r 1 3.492 r 1 3.481 r 1 3.481 r 3.803 r 3.492 r 3.481 r 0 Принимаем = 3.481. 5.325 0.9992 2.281 0.0008 Rmin 1 1.884 5.325 3.481 2.281 3.481 С учетом коэффициента избытка флегмы рабочее флегмовое число: R = 1.2.Rmin R = 1.2.1.884 = 2.26 (1.26) 1.7 Расчет числа теоретических тарелок колонны Минимальное число теоретических тарелок, соответствующее бесконечно большому флегмовому числу, рассчитывается по уравнению Фенске [2, 4]: N min yD/ , l X W/ , h lg / / y X W , l D,h 1 lg l / h (1.27) 0.9992 0.9510 ) 0.0008 0.0006 1 16.05 lg( 5.325 / 2.281) lg( N min Число теоретических тарелок, соответствующее рабочему флегмовому числу, может быть определено по графику Джиллиленда или рассчитано с использованием уравнения, аппроксимирующего графическую зависимость Джиллиленда [4]: N N min R Rmin 0.5668 0.75 0.75( ) N 1 R 1 (1.28) N 16.1 2.26 1.884 0.5668 0.75 0.75( ) N 1 2.26 1 N = 35.2 Метод Фенске – Джиллиленда используется и для расчета числа теоретических тарелок в отгонной и укрепляющей секции колонны. Минимальное число теоретических тарелок в отгонной секции рассчитывается по уравнению: 16 N min,отг. X F/ ,l X W/ ,h lg / / X X W ,l F ,h lg l / h ,отг. 1 (1.29) Среднее геометрическое значение коэффициента относительной летучести ключевой пары компонентов для отгонной секции рассчитывается по формуле: l / h,отг. ( l / h,отг. N min,отг. Kl K )F ( l ) H Kh Kh (1.30) 1562 . 2.240 2.258 0.674 1018 . lg( 0.4645 0.9510 ) 0.5096 0.0006 1 8.0 lg 2.258 Минимальное число теоретических тарелок в укрепляющей секции рассчитывается по уравнению: N min, укр . y D/ ,l X F/ ,l lg / / y X F ,h D ,h lg l / h , укр . (1.31) Среднее геометрическое значение коэффициента относительной летучести ключевой пары компонентов для укрепляющей секции рассчитывается по формуле: l / h, ук р. ( l / h, ук р. N min, ук р. Kl K )в ( l ) F Kh Kh (1.32) 1003 . 1562 . 2.398 0.404 0.674 lg( 0.9992 0.4645 ) 0.0008 0.5096 81 . lg 2.398 Число теоретических тарелок, рассчитанное пропорционально значениям Nmin для отгонной и укрепляющей секции, составило 17.4 и 17.8 соответственно. Число теоретических тарелок колонны может быть рассчитано и другими методами: «от тарелки к тарелке», Хенгстебека [2, 4, 34]. Средняя погрешность расчета числа теоретических тарелок методом Фенске – Джиллиленда равна 7%, а средняя погрешность расчета коэффициента полезного действия практической тарелки при ректификации 17 многокомпонентных смесей, как правило, еще выше. Поэтому считается, что метод Фенске – Джиллиленда обеспечивает точность, достаточную для инженерных расчетов. 1.8 Расчет числа практических тарелок Коэффициент полезного действия практической тарелки ректификационной колонны зависит от эффективности тарелок и от свойств разделяемой смеси, прежде всего от вязкости : чем она ниже, тем эффективнее осуществляются массообменные процессы и тем выше к.п.д. тарелки. Для расчета к.п.д. тарелок можно использовать различные эмпирические критериальные уравнения, включающие вязкость системы, однако они приводят к средним отклонениям расчетных значений от экспериментальных на уровне 10 – 13% [4]. Часто для расчета к.п.д. тарелок применяется упрощенное эмпирическое уравнение [30]: = 0.17 – 0.616 lg (1.33), где − динамическая вязкость разделяемой смеси в жидкой фазе при средней температуре в колонне, в сантипуазах. Как известно, вязкость – свойство, не являющееся аддитивным. Поэтому в качестве допущения примем в качестве основных компонентов при расчете вязкости смеси в отгонной секции толуол, а в укрепляющей секции – бензол. Вязкость компонентов в зависимости от средней температуры Т(К) рассчитывается по уравнению [11] : 1 1 lg = А( ) T B (1.34) Значения констант для толуола : А = 467.33, В = 255.24; для бензола : А = 545.64, В = 265.34. При средней температуре потоков в отгонной секции Тотг. = (115 + 134.4) / 2 = 124.70C = 397.85K lg = 467.33 ( для толуола 1 1 ) 0.656 397.85 255.24 Средний к.п.д. тарелок отгонной секции колонны: отг = 0.17 – 0.616 ( 0.656) = 0.574 Число практических тарелок в колонне рассчитывается по формуле: 18 N пр = N / (1.35) Для отгонной секции колонны N протг. = 17.5 / 0.574 = 30.5 31 Аналогично с использованием значения динамической вязкости основного компонента укрепляющей секции рассчитывается число практических тарелок в этой секции колонны. При средней температуре потоков в укрепляющей секции Тукр = (93.6 + 115) / 2 = 104.3оС = 377.45 К для бензола lg = 545.64 ( 1 1 ) 0.611 377.45 265.34 укр = 0.17 – 0.616 ( 0.611) = 0.546 Для укрепляющей секции колонны Nпрукр = 17.8 / 0.546 = 32.6 33 Общее число тарелок в колонне Nпр = Nпр укр + N протг. = 33 + 31 = 64 1.9 Тепловой баланс Уравнение теплового баланса колонны без учета теплопотерь в окружающую среду [4]: QF + QB = QD + QW + Qd где (1.36) QF приход тепла с сырьем; QB количество тепла, которое необходимо подвести в кипятильник; QD количество тепла, которое отводится с дистиллятом; QW количество тепла, которое отводится с кубовым остатком; Qd количество тепла, которое отводится наверху колонны, например в холодильнике – конденсаторе. Приход тепла с сырьем рассчитывается по уравнению : QF = F (1 – e) iFж + F e iFn ж (1.37), n где iF , iF – энтальпия жидкой и паровой фаз сырья при температуре сырья. 19 Если орошение в колонне создается с использованием холодильника – конденсатора, то Qd рассчитывается из уравнения теплового баланса холодильника – конденсатора: Qd = D (R + 1) (iвn – iх.орж ) n (1.38), ж где iв , iх.ор – энтальпия дистиллята в паровой фазе при температуре верхнего сечения колонны и жидкого дистиллята при температуре холодного орошения. Примем температуру холодного орошения t х. ор. = 50оС. Для расчета энтальпий потоков в жидкой и паровой фазах необходимы значения мольных теплоемкостей и энтальпий испарения компонентов. Мольная теплоемкость паров рассчитывалась по формуле [11] : Cp = a + b·T + c·T2 + d·T3 (1.39) Таблица 1.7 - Константы уравнения (30) для расчета Ср, кал/(моль К) Углеводород а b 101 c 105 d 108 Бензол – 8.101 1.133 – 7.206 1.703 Толуол – 5.817 1.224 – 6.605 1.173 м-Ксилол – 6.966 1.504 – 8.950 2.025 Мольная теплоемкость компонентов в жидком состоянии рассчитывалась по формуле [9]: Ср = А – В 10-3 Т + С 10-6Т2 (1.40) Константы уравнения (1.40) приведены в Приложении А. Таблица 1.8 - Константы уравнения (1.40) для расчета Ср, Дж / (моль К) Углеводород А В С Тмин, К Тмакс, К Бензол 155.63 271.05 675.08 279 478 Толуол 147.04 114.05 489.67 178 504 м-Ксилол 185.13 193.87 617.70 225 526 Значения мольных теплоемкостей углеводородов в жидком состоянии, рассчитанные по уравнению (1.40) при температуре холодного орошения (50оС), верхнего сечения (93.6оС), сырья (115оС) и нижнего сечения колонны (134.4оС), приведены в табл.1.9. 20 Таблица 1.9 - Значения Ср жидких углеводородов, Дж / (моль К) Углеводород 323.15 К 366.65 К 388.25 К 407.55 К Бензол 138.5 147.0 152.1 157.2 Толуол 180.7 171.0 176.5 181.8 м-Ксилол 187.0 197.1 202.9 208.6 Мольные теплоемкости углеводородов в паровой фазе, рассчитанные по уравнению (1.40) при температуре верхнего сечения, сырья и нижнего сечения колонны, приведены в таблице 1.10. Таблица 1.10 - Значения Ср углеводородов в паровой фазе, Дж / (моль К) Углеводород 366.65 К 388.25 К 407.55 К Бензол 103.0 108.9 114.0 Толуол 128.8 135.8 141.8 м-Ксилол 155.5 166.6 170.8 Примечание: значения Ср пересчитаны в Дж / (моль К), исходя из соотношения 1 кал = 4.187 Дж Значения теплот испарения углеводородов найдены интерполяцией величин Нисп., приведенных в справочнике [10] при температурах, кратных 10оС (таблица 1.11). Таблица 1.11 - Теплоты испарения углеводородов 93.6оС Углеводород 115оС 134.4оС ккал/моль кДж/моль ккал/моль кДж/моль ккал/моль кДж/моль Бензол 7.16 30.0 6.85 28.7 6.56 27.5 Толуол 8.24 34.5 7.95 33.3 7.69 32.2 м-Ксилол 9.39 39.3 9.11 38.1 8.83 37.0 Энтальпия жидкой фазы сырья : n iFж C р iж X Fi t F 1 (1.41) iFж (152.1 0.383 + 176.5 0.582 + 202.9 0.035) 115 = 19320 Дж/моль Мольный расход сырья : 21 n F ( Fi / M i ) 5908 / 78 7644 / 92 448 / 106 1631 . кмоль / ч 1 Расход жидкой фазы сырья : Fж = F (1е) = 163.1 (1 0.36) = 101.1 кмоль/ч Приход тепла с жидкой фазой сырья : QFж F ж iFж 101.1 103 19.32 = 1.95 106 кДж/ч Расход паровой фазы сырья : Fn = F e = 163.1 0.36 = 62 кмоль/ч Энтальпия паровой фазы сырья : n i Fn Cpin yi t F yi H исп (1.42) 1 iFn 0.598 (108.9 115 + 28.7 103) + 0.392 (135.8 115 + 33.3 103) + + 0.010 (166.6 115 + 38.1 103) = 44400 Дж/моль Приход тепла с паровой фазой сырья : QFж F ж iFn 62 103 44.4 = 2.75 106 кДж/ч Энтальпия паровой фазы сырья, а также паров, отводимых с верха колонны, при известном составе потоков в мольных долях для углеводородных многокомпонентных систем может быть рассчитана проще с использованием энтальпии индивидуальных углеводородов интерполяцией значений iпi , представленных в справочнике [18] (с. ) с шагом 100°С, к температуре парового потока. Приход тепла с сырьем : QF QFж QFn (1.43) QF 1.95 106 + 2.75 106 = 4.7 106 кДж/ч Мольный расход дистиллята : m D Di / Mi 5904 / 78 + 6 / 92 = 75.8 кмоль/ч 1 Энтальпия дистиллята в паровой фазе при температуре верхнего сечения колонны : iвn 0.9992 (103 93.6 + 30 103) + 0.0008 (128.8 93.6 + 34.5 103) = 39600 Дж/моль Энтальпия дистиллята при температуре холодного орошения : iхж.о р. (138.5 0.9992 +180.7 0.0008) 50 = 6930 Дж/моль 22 Количество тепла, отводимое в холодильнике – конденсаторе, рассчитывается по уравнению (1.38): Qd 75.8 103 (2.28 + 1) (39.6 – 6.93) = 8.1 106 кДж/ч Расход тепла с дистиллятом при температуре холодного орошения : QD 75.8 103 6.93 = 0.5 106 кДж/ч Расход тепла с кубовым остатком: QW W iWж (1.44) Мольный расход кубового остатка: W = F – D = 163.1 – 75.8 = 87.3 кмоль/ч Энтальпия кубового остатка: iWж = ( 157.2 0.0006 + 181.8 0.951 + 208.6 0.0484) 134.4 = 24500 Дж/моль QW 87.3 103 24.5 = 2.1 106 кДж/ч Количество тепла, которое необходимо подвести в кипятильник колонны, находят по разности из уравнения (27) : QB 0.5 106 + 2.1 106 + 8.1 106 – 4.7 106 = 6.0 106 кДж/ч С учетом теплопотерь в окружающую среду, принятых равными 5% от значения QB : QB' 1.05 6.0 106 = 6.3 106 кДж/ч 1.10 Расчет величин внутренних потоков пара и жидкости в колонне Расход пара и жидкости через произвольные сечения колонны рассчитывается при совместном решении уравнений теплового и материального балансов [4]. Так, расход пара, проходящего через произвольное сечение укрепляющей секции колонны, рассчитывается по уравнению: G в Qd D( iвж iхж.о р. ) (1.45) iвn iвж Расход жидкости, стекающей вниз через произвольное сечение укрепляющей секции колонны : L в Qd D( iвn iхж.о р. ) (1.46) iвn iвж 23 Расход пара в верхнем сечении колонны может быть рассчитан также по формуле : G в D (R + 1) (1.47) G в 75.8 103 (2.26 +1) = 248.6 103 моль/ч = 248.6 кмоль/ч Расход жидкости в верхнем сечении колонны : Lв G в – D (1.47) Lв 248.6 – 75.8 = 172.8 кмоль/ч Расход пара в нижнем сечении колонны можно рассчитать по уравнению [4] : QB' G n iH iWж H (1.48) Энтальпия паров, равновесных с кубовым остатком, состав которых приведен в таблице 1.4: iHn (141.8 134.4 + 32.2 103 ) 0.97 + (170.8 134.4 + 37 103 ) 0.03 = 51460 Дж/моль GH 6.3 10 6 233.7 кмоль/ч (51.46 24.5) 10 3 Расход жидкости в нижнем сечении отгонной секции колонны : LH G H + W LH 233.7 + 87.3 = 321 кмоль/ч 1.11 Предварительный расчет диаметра колонны Примем расстояние между клапанными тарелками Н = 500 мм, высоту сливной перегородки hc = 45 мм, ориентировочную величину динамического подпора жидкости над сливной перегородкой hg = 50 мм. Приблизительная высота сливной перегородки принимается hс = 40-70 мм для колпачковых тарелок; hс = 80 мм для S-образных и hс = 40-50 мм для клапанных и ситчатых. Ориентировочная величина динамического подпора жидкости над сливной перегородкой принимается в пределах Δhд=30-70 мм. Линейная скорость паров в точке «переброса» жидкости рассчитывается по уравнению [4]: Wpпе р С 0.2 H hc Bhg (1.49) An 24 – поверхностное натяжение на границе пар – жидкость при рабочих где условиях, дин/cм; п – плотность пара, кг/м3; А, В, С – коэффициенты, зависящие от типа тарелок. Для клапанных тарелок А = 36.6, В = 4.1, С = 0.62 [4]. Для остальных типов тарелок значения A, B и C соответственно следующие: колпачковая 38.3, 5.8, 0.55; S-образная 58.2, 4.3, 0.59; ситчатая 36.9, 2.65, 0.46. Для верхнего сечения колонны, считая, что пары верхнего продукта состоят практически из бензола, = 19.5 дин/cм (рассчитано экстраполяцией по данным [11, c.516]). Плотность паров в верхнем сечении рассчитывается по формуле : n M Pв 27315 . 22.4 P0 Tв (1.50) где М – средняя молекулярная масса дистиллята. n 78 0.15 273.15 3.84 кг/м3 22.4 0.1013 366.75 Wpпер 0.62 19.50.2 500 45 41 . 50 150 . м/c 36.6 384 . Объемная нагрузка по пару в верхнем сечении колонны : Gв V 3600n V (1.51) 5910(2.26 1) 1.40 м3/c 3600 3.84 Рабочая площадь тарелки [4] : Sp V 0.9Wpпе р Sp 140 . 104 . м2 0.9 150 . (1.52) Допускаемая скорость жидкости в сливном устройстве [3] : Wждоп Н const 103 5 (1.54) При малой интенсивности пенообразования, характерной для ректификации углеводородных смесей при Р 0.1МПа, const = 300мм. 25 Wждоп 500 300 3 10 016 . м/с 5 При средней интенсивности пенообразования (колонны атмосферной переработки нефти, углеводородные абсорбенты) const = + 150 мм; при сильном пенообразовании(вакуумная ректификация, разделение водных растворов спиртов, кетонов и т.д.) const= − 150 мм. Площадь сливных устройств [4]: Sсл Q 0.9 3600 Wждоп (1.55) где 0.9 в уравнениях (1.52) и (1.55) – коэффициент запаса. Объемная нагрузка по жидкости: L Q (1.56) ж Плотность жидкости в верхнем сечении при tв = 93.5оС рассчитана экстраполяцией данных о плотности бензола: ж = 799 кг/м3 [10]. Массовая нагрузка по жидкости в верхнем сечении L = Lв МD 172.8 78 = 13480 кг/ч Q 13480 16.9 м3/ч 799 Sсл 16.9 0.0326 м2 0.9 3600 016 . Аналогичные расчеты проводятся для нижнего сечения колонны. Основной компонент кубового остатка – толуол. Поверхностное натяжение толуола при tH = 134oC, рассчитанное экстраполяцией по справочным данным [10], = 14.85дин/см. Средняя молярная масса кубового остатка Мср = 78 0.0006 + 92 0.951 + 106 0.0484 = 92.67 г/моль Плотность паров в нижнем сечении колонны рассчитывается по уравнению (1.50) : n 92.67 0185 . 27315 . 5.07 кг/м3 22.4 01013 . 40715 . Линейная скорость паров в точке «переброса» жидкости – по уравнению (1.49) : Wpпер 0.62 14.850.2 500 45 41 . 50 м/с 1234 . 36.6 5.07 Средняя молярная масса паров, проходящих через нижнее сечение : 26 Мср = 92 0.97 + 106 0.03 = 92.42г/моль Объемная нагрузка по пару V G H Mс р 3600n 2337 . 92.42 1183 . м3/c 3600 5.07 Рабочая площадь тарелки (уравнение (1.52)): Sp 1183 . м2 1065 . 0.9 1234 . Допускаемая скорость жидкости в сливном устройстве остается равной Wждоп 016 . м/c Плотность жидкости в нижнем сечении при 134оС [10]: ж = 755 кг/м3 (значение получено экстраполяцией справочных данных для толуола). Массовая нагрузка по жидкости: L = Lн Мср = 321 92.67 = 29750 кг/ч Объемная нагрузка по жидкости: Q 29750 39.4 м3/ч 755 Площадь сливных устройств (уравнение (1.55)): Sсл 39.4 0.076 м2 0.9 3600 016 . Диаметр колонны выбирается по двум параметрам – Sp и Scл. Рабочая площадь тарелки для верхнего и нижнего сечений колонны различается незначительно. Площадь сливных устройств для нижнего сечения более чем вдвое больше, чем для верхнего сечения. Однако, как следует из Приложения Б, Sсл не является лимитирующим параметром в данном случае. Выбираем следующие параметры клапанной однопоточной ВНИИНЕФТЕМАШа по ОСТ 26—02—1401—76 : диаметр колонны – 1.4 м; шифр тарелки – А; рабочая площадь тарелки Sp = 1.10 м2; периметр слива В = 1.12 м; площадь слива Sсл = 0.22 м2; длина пути жидкости LT = 0.65м; доля живого сечения при шаге между рядами отверстий to = 75мм fo = 0.110; 27 тарелки межтарельчатое расстояние Н = 500мм. Диаметр тарелок выбран одинаковым для укрепляющей и отгонной секций колонны, так как лимитирующий параметр – Sсл несколько больше расчетных значений Sсл для верхнего и нижнего сечений колонны. 1.12 Поверочный гидравлический расчет выбранной тарелки Проведем гидравлический расчет тарелки для верхнего сечения колонны. 1. Определение минимальной нагрузки по жидкости и проверка на отсутствие конусообразования. Удельная нагрузка по жидкости: LV Q B LV 16.9 151 . м2/ч 112 . (1.57) Динамический подпор жидкости над сливной перегородкой: hg 2.843 LV2 (1.58) hg 2.843 (151 . )2 17 мм Минимально допустимая величина для клапанных, ситчатых и S-образных тарелок hg 13 мм. Условие выполняется, т.е. нежелательного явления конусообразования (отталкивания жидкости от отверстий) не должно проявляться. 2. Определение величины уноса жидкости парами Отношение объемного расхода паров к рабочей площади тарелки: Wp V / S p (1.59) Wp 140 . / 110 . 127 . м/c Высота пены на тарелках: Z f ( AWp2 n Bhg hc ) 3 C (1.60) где A = 59.5, B = 2.2, C = 1.74 для клапанных тарелок. Для остальных типов тарелок значения A, B и C соответственно следующие: колпачковая 44.0, 4.6, 2.30; S-образная 71.0, 1.3, 2.96; ситчатая 14.9, 3.0, 3.85. 28 174 . Z f [59.5 (127 . )2 384 . 2.2 17 45] 3 292 мм 19.5 Условие Z f < H выполняется. Если условие не выполняется, то необходимо увеличить расстояние между тарелками или диаметр колонны. Рассчитывается комплекс 833 . Wp (1.61) H Zf 833 . 127 . 0.509 500 292 Удельный унос жидкости: eo D (1.62) где для клапанных тарелок D = 1.72, = 1.38. Для остальных типов тарелок значения D и α соответственно следующие: колпачковая 4.13 и 1.16; S-образная 1.97 и 1.52; ситчатая 3.44 и 1.61. eo 172 . ( 0.509)1.38 0.0347 19.5 Объемный расход жидкости с учетом уноса: Qp Q eo G (1.63) ж где G = D(R+1) – массовый расход паров, м3/ч G = 5910 (2.26 + 1) = 19 385 кг/ч Qp 16.9 0.0347 19385 17.74 м3/ч 799 3. Проверка на захлебывание сливного устройства Отношение скорости жидкости в сливе к площади слива: Wж Wж Qp (1.64) 3600Sсл 17.74 0.0224 м/с 3600 0.22 . м/c выполняется. Условие Wж Wж 016 доп 29 Если последнее условие не выполняется, то необходимо провести одно из следующих мероприятий: -увеличить расстояние между тарелками; - перейти на многопоточную тарелку; - увеличить диаметр колонны; - одновременно увеличить и диаметр, и расстояние между тарелками. Отношение скорости жидкости в зазоре под сливным стаканом к поперечному сечению зазора: Wc Qp (1.65) 3600 B а где а − зазор под сливным стаканом. Для создания гидрозатвора должно выполняться условие hc а ; для атмосферных колонн принимается а = (hc – 13) мм. а = 45 – 13 = 32 мм = 0.032 м Wc 17.74 014 . м/c 3600 112 . 0.032 Условие Wc 0.45м/c выполняется. Если последнее условие не выполняется , то необходимо перейти на многопоточную тарелку, увеличить диаметр колонны или увеличить зазор α под сливным стаканом. 4. Проверка на захлебывание тарелки (переброс) Удельная нагрузка по жидкости и динамический подпор жидкости с учетом уноса: L'V Qp (1.66) B 17.74 L'V 1584 . м2/ч 112 . hg' 2.843 ( L'V )2 2.843 (1584 . )2 17.9 мм Скорость паров в точке переброса рассчитывается по уточненной формуле : пе р n W 161 . f 0.5 o 0.2 H hc Bhg' An (1.67) где А и В – коэффициенты к уравнению (1.49). Где 1.61 – константа для клапанных тарелок (для S-образных и ситчатых тарелок значения константы 1.57 и 1.46 соответственно). 30 Wnпер 161 . 011 . 0.5 19.50.2 500 45 41 . 17.9 159 . м/с 36.6 384 . Объемная нагрузка по пару в точке переброса: V пе р Wnпе р S p (1.68) V пер 159 . 110 . 175 . м3/с Условие V пер V = 1.40м3/с выполняется. Если последнее условие не выполняется, то следует увеличить расстояние между тарелками или диаметр (либо одновременно H и D), перейти на многопоточную тарелку или использовать другую конструкцию тарелки с большей пропускной способностью. 5. Проверка на отсутствие провала жидкости Скорость паров в режиме провала для клапанных тарелок: Woп р ов ( 0.00253L'V C ) ж n (1.69) где С – константа, зависящая от LT ; при LT 1.5м С = 0.16 (если LT=1.5-2.5 м, то С=0.19; если LT≥2.5 м, то С=0.19). Woп р ов ( 0.00253 1584 . 016 . ) 799 2.89 м/c 384 . Объемный расход паров на нижней границе эффективной работы тарелки: V п р ов Woп р ов So (1.70) где площадь прохода паров So S p f o So 110 . 011 . 0121 . м2 V п р ов 2.89 0121 . 0.35 м3/c Условие V п р ов V выполняется. Минимальная нагрузка по пару в устойчивом режиме работы: Vmin 015 . So ж 1 n Vmin 015 . 0121 . (1.71) 799 1 0.26 м3/с 384 . Условие Vmin V соблюдается. 31 Для чёткой ректификации при отсутствии провала жидкости должно соблюдаться условие Vпров<V, а для относительно нечёткой ректификации условие Vmin<V. Если эти условия не выполняются , то необходимо провести одно из следующих мероприятий: - перейти на многопоточную тарелку; - уменьшить диаметр колонны и увеличить расстояние между тарелками; - перейти на другую конструкцию тарелки с более широким диапазоном устойчивой работы. Для других типов тарелок (не клапанных) методика проверки на отсутствие провала жидкости существенно отличается, использующиеся при этом формулы приведены в пособии [4]. 1.14 Построение диаграммы производительности тарелки 1. Предельная нагрузка по жидкости, исходя из допустимой скорости жидкости в сливе: Qn.c. 3600Wждоп Sсл (1.72) Qn.c. 3600Wc B а (1.73) Qn.c. 3600 016 . 0.22 126.7 м3/ч Qn.c. 3600 0.45 112 . 0.032 58 м3/ч Меньшее из значений Qn.c. наносится на ось абсцисс и проводится линия А, параллельная оси ординат и ограничивающая пропускную способность слива по жидкости. 2. Построение линии В – линии захлебывания тарелки. Произвольно Q1 Qp 17.74 м3/ч выбираются и два Q2 50 м3/ч. значения При нагрузки выбранных по жидкости, нагрузках по например жидкости рассчитываются величины LV − по уравнению (1.57), hg − по уравнению (1.58), Wn пер уравнению (1.67) и объемная нагрузка по пару в точке переброса V пер − по уравнению (1.68). Для Q1 Qp все расчеты уже были приведены ранее, значение V1 пе р Для Q2 50 м3/ч: LV 50 44.6 м2/ч 112 . hg 2.843 ( 44.6)2 358 . мм 32 -- по 175 . м3/с. Wnпер 161 . 011 . 0.5 19.50.2 500 45 41 . 358 . 143 . м/с 36.6 384 . V2пе р 143 . 110 . 157 . м3/с пе р Точки В1 ( Q1 ,V1 пе р ) и В2 ( Q2 ,V2 ) наносятся на диаграмму производительности тарелки и через них проводится линия захлебывания В. 3. Построение линии С1 , ограничивающей зону эффективной работы тарелки. При тех же выбранных нагрузках по жидкости Q1 и Q2 рассчитываются нагрузки по пару в режиме провала V п р ов с использованием уравнений (1.69) и (1.70). При Q1 = Qp 17.74 м3/ч эти расчеты уже проведены : V1 п р ов 0.35 м3/с. При Q2 = 50 м3/с : Woп р ов ( 0.00253 44.6 016 . ) V2 п р ов 799 394 . м/c 384 . 394 . 0121 . 0.477 м3/c 4. Построение линии С2 , ограничивающей зону устойчивой работы тарелки. Рассчитанное ранее по уравнению (1.71) значение Vmin = 0.26м3/с наносится на ось ординат и проводится прямая С2 , параллельная оси абсцисс. 5. Построение линии D – минимальных нагрузок по жидкости. Минимальная нагрузка по жидкости рассчитывается по уравнению : Qmin LV ,min B (1.74) Для клапанных, S-образных и ситчатых тарелок LV,min = 10м2/ч, для колпачковых LV,min = 10м2/ч Qmin 10 112 . 112 . м3/ч. Точка Qmin наносится на ось абсцисс и проводится прямая D, параллельная оси ординат. На диаграмму производительности тарелки наносится рабочая точка М с координатами, равными рабочим нагрузкам Qp 17.74 м3/ч и V = 1.40 м3/с. Рабочая точка М находится в области удовлетворительной работы тарелки. Для нижнего сечения колонны объемная нагрузка по жидкости Q = 39.4 м3/ч существенно ниже предельно допустимой нагрузки по жидкости для выбранной тарелки. Объемная нагрузка по пару для нижнего сечения V = 1.183 м3/с также находится в 33 допустимых пределах. В связи с этим поверочный гидравлический расчет нижнего сечения колонны не проводится. sytrsyutrsyutrsyutrsyutrsytrs yugfouyfgouyf D V, м3/с . . . B1 B2 M 1.5 A B 1 . . 0.5 С1 0 Qmin С1 С2 С2 20 40 Q, м3/ч 60 Qпс hfuklyflyuflglkgluih 'piu;iouhiohuguigoiuyg Рисунок 1 - Диаграмма производительности тарелки 34 1.15 Расчет высоты ректификационной колонны Полная высота колонны рассчитывается по уравнению [4] : Hк = h1+(Nукр—1) H + h2 + (Nотг – 1) H + h3 + h4 где (1.75) h1 – расстояние от верхнего днища до первой ректификационной тарелки; h1 0.5D; Nукр и Nотг – число тарелок в укрепляющей и отгонной секциях; h2 – высота секции питания; h2 = 0.8 – 1.2 м; h3 – расстояние между нижней тарелкой колонны и нижним днищем; h4 – высота опорной части колонны; h4 = 4 – 5 м. Величина h3 рассчитывается с учетом необходимого запаса жидкости на случай прекращения подачи сырья в колонну. Необходимый для этого объем нижней части колонны рассчитывается по формуле: Vн VW (1.76) где VW -- объемный расход кубового остатка, м3/ч; - запас времени (0.2 – 0.3 ч). VW W / W 8090 / 755 10.7 м3/ч Vн 10.7 0.3 321 . м3 h3 4VH 4 321 . 21 .м 2 D (14 . )2 Hк = 0.9 + (33 – 1) 0.5 + 1.0 + (31 – 1) 0.5 + 2.1 + 4.0 = 39.0 м 35 2 Расчет ректификационной колонны выделения фракции нк-850 блока вторичной ректификации установки АВТ-6 2.1 Задание на проектирование Рассчитать ректификационную колонну выделения фракции нк-850 из фракции нк1850 блока вторичной ректификации установки АВТ-6. Производительность колонны по сырью 102000 кг/ч. Состав сырья: фракция 36-620 62-850 85-1050 105-1200 120-1400 140-1600 160-1850 мас.% 3.9 11.5 13.0 15.5 16.0 15.1 25.0 Температура сырья 1550С. Давление, МПа : верхнее сечение колонны – 0.24, секция питания – 0.25, нижнее сечение – 0.28. Содержание фракции 62-850 в дистилляте не менее 73.5 мас.%, в кубовом остатке не более 0.5 мас.%. 2.2 Место ректификационной колонны выделения фракции нк-850 в технологической схеме блока вторичной ректификации установки АВТ-6 Сырьем блока вторичной ректификации является широкая бензиновая фракция, прошедшая стабилизацию. Продукция установки и основные направления ее использования представлены в таблице 2.1. Таблица 2.1 - Основные направления использования бензиновых фракций Фракция Возможные направления использования нк -620 Сырье установок изомеризации, компонент товарных бензинов 62-850 Сырье установок риформинга для производства ароматических углеводородов (бензол) 85-1050 Сырье установок риформинга для производства ароматических углеводородов (толуол), либо компонентов высокооктанового бензина 0 105-140 Сырье установок риформинга для производства ароматических углеводородов (ксилолы), либо компонентов высокооктанового бензина 140-1850 Компонент товарного керосина, сырье установок риформинга для производства компонентов высокооктанового бензина, сырье установок гидроочистки керосина 36 Бензиновая фракция нк-1850 поступает в колонну К-1, с верха которой отгоняется фракция нк-850. Эта фракция затем поступает в колонну К-2, где делится на две фракции – нк -620 и 62-850. Фракция 85-1850 с низа К-1 подается в колонну К-3. С верха К-3 получают фракцию 85-1050, а с низа – фракцию 140-1850. Фракция 105-1400 выводится из К-3 в виде бокового погона. 2.3 Определение физико-химических свойств компонентов питания. Поскольку представленные в данном примере компоненты питания не являются индивидуальными углеводородами, а представляют собой смеси углеводородов, выкипающих в определенном диапазоне температур, для оценки физико-химических свойств используются средние температуры выкипания узких фракций (или псевдокомпонентов). Относительная плотность узких парафинистых малосернистых фракций d 420 определяется по уравнению [35]: d 20 4 t cp 0.736 100 0.13 (2.1) d 20 4 0.5 36 62 0.736 100 d 20 4 0.5 62 85 0.736 100 d 20 4 0.5 85 105 0.736 100 Для фракции 105 -1200: d 20 4 0.5 105 120 0.736 100 Для фракции 120 -1400: 0.5 120 140 d 420 0.736 100 Для фракции 140 -1600: 0.5 140 160 d 420 0.736 100 0 Для фракции нк -62 : 0 Для фракции 62-85 : 0 Для фракции 85 -105 : 0 Для фракции 160 -185 : d 20 4 0.13 0.671 0.13 0.707 0.13 0.5 160 185 0.736 100 0.731 0.13 0.747 0.13 0.762 0.13 0.776 0.13 0.790 Для дальнейших расчетов нам понадобятся значения относительных плотностей 15 псевдокомпонентов d15 , которые могут быть получены исходя из значений d 420 по формуле: 37 15 d15 d 420 5 9.1 10 4 1.3 10 5 d 420 (2.2) 0.707 5 9.1 10 0.731 5 9.1 10 0.747 5 9.1 10 0.762 5 9.1 10 0.776 5 9.1 10 0.790 5 9.1 10 0.707 0.712 0.731 0.736 0.747 0.752 0.762 0.766 0.776 0.780 0.790 0.795 Для фракции нк -620: d 420 0.671 5 9.1 10 4 1.3 10 5 0.671 0.675 Для фракции 62-850: d 420 Для фракции 85 -1050: d 420 Для фракции 105 -1200: d 420 Для фракции 120 -1400: d 420 Для фракции 140 -1600: d 420 Для фракции 160 -1850: d 420 4 1.3 10 5 4 1.3 10 5 4 1.3 10 5 4 1.3 10 5 4 1.3 10 5 4 1.3 10 5 15 Среднее значение относительной плотности сырья d15 можно рассчитать по правилу аддитивности: d 15 15 F 1 n X 15Fi i 1 d 15 i (2.3) d 15 15 F 1 0.758 0.039 0.115 0.130 0.155 0.160 0.151 0.250 0.675 0.712 0.736 0.752 0.766 0.780 0.795 Характеризующий фактор узких фракций, определяющий степень «парафинистости», определяется по формуле: KW 1.216 3 Tcp (2.4) 15 d15 Для фракции нк -620: KW 1.216 3 0.5 36 62 273 12.342 0.675 Для фракции 62-850: KW 1.216 3 0.5 62 85 273 12.002 0.712 Для фракции 85 -1050: KW 1.216 3 0.5 85 105 273 11.846 0.736 Для фракции 105 -1200: KW 1.216 3 0.5 105 120 273 11.771 0.752 Для фракции 120 -1400: KW 1.216 3 0.5 120 140 273 11.725 0.766 38 их Для фракции 140 -1600: KW 1.216 3 0.5 140 160 273 11.698 0.780 Для фракции 160 -1850: KW 1.216 3 0.5 160 185 273 11.688 0.795 Молекулярная масса узких фракций может быть рассчитана по уравнению Б.М.Воинова и А.С.Эйгенсона: M 7 KW 21.5 0.76 0.04 KW t cp 0.0003 KW 0.00245 t cp2 (2.5) Для фракции нк -620: M 7 12.342 21.5 0.76 0.04 12.342 0.5 36 62 0.0003 12.342 0.00245 0.5 36 62 80.9 кг кмоль Для фракции 62-850: 2 M 7 12.002 21.5 0.76 0.04 12.002 0.5 62 85 0.0003 12.002 0.00245 0.5 62 85 89.3 кг кмоль Для фракции 85 -1050: 2 M 7 11.846 21.5 0.76 0.04 11.846 0.5 85 105 0.0003 11.846 0.00245 0.5 85 105 98.6 кг кмоль Для фракции 105 -1200: 2 M 7 11.771 21.5 0.76 0.04 11.771 0.5 105 120 0.0003 11.771 0.00245 0.5 105 120 107.1 кг кмоль Для фракции 120 -1400: M 7 11.725 21.5 0.76 0.04 11.725 0.5 120 140 0.0003 11.725 0.00245 0.5 120 140 116.4 кг кмоль Для фракции 140 -1600: M 7 11.698 21.5 0.76 0.04 11.698 0.5 140 160 0.0003 11.698 0.00245 0.5 140 160 128.0 кг кмоль Для фракции 160 -1850: M 7 11.688 21.5 0.76 0.04 11.688 0.5 160 185 0.0003 11.688 0.00245 0.5 160 185 142.2 кг кмоль Среднее значение молекулярной массы сырья можно рассчитать по правилу аддитивности: MF 1 n X Fi i 1 M i (2.6) 39 MF 1 113.0 кг кмоль 0.039 0.115 0.130 0.155 0.160 0.151 0.250 80.9 89.3 98.6 107.1 116.4 128.0 142.2 Мольные доли компонентов в питании определим по формуле: Х F/ X Fi Mi MF (2.7) Для фракции нк -620: Х F/ 0.039 113.0 0.054 80.9 Для фракции 62-850: Х F/ 0.115 113.0 0.146 89.3 Для фракции 85 -1050: Х F/ 0.130 113.0 0.149 98.6 Для фракции 105 -1200: Х F/ 0.155 113.0 0.163 107.1 Для фракции 120 -1400: Х F/ 0.160 113.0 0.155 116.4 Для фракции 140 -1600: Х F/ 0.151 113.0 0.134 128.0 Для фракции 160 -1850: Х F/ 0.250 113.0 0.199 142.2 Полученные результаты сведем в таблицу. Таблица 2.2 - Физико-химические свойства компонентов питания молекул. Фракция, массовая мольная °С доля X F доля Х F/ 36 -62 0.039 0.054 0.671 0.675 12.342 80.9 62-85 0.115 0.146 0.707 0.712 12.002 89.3 85-105 0.130 0.149 0.731 0.736 11.846 98.6 105-120 0.155 0.163 0.747 0.752 11.771 107.1 120-140 0.160 0.155 0.762 0.766 11.725 116.4 140-160 0.151 0.134 0.776 0.780 11.698 128.0 160-185 0.250 0.199 0.790 0.795 11.688 142.2 d 20 4 d 15 15 KW масса М, кг/кмоль 40 2.4 Материальный баланс колонны В целом составление материального баланса колонны для ректификации нефтяных фракций с помощью метода ключевых компонентов ничем не отличается от составления материального баланса колонн, предназначенных для ректификации многокомпонентных смесей (см.пример 1 настоящего пособия). Поэтому ограничимся кратким описанием алгоритма. Вначале рассчитаем мольный расход сырья: F / F M F 102000 113.0 902.4 кмоль ч Затем рассчитываются массовые и мольные расходы каждого компонента в сырьевом потоке: Fi F X Fi / / / Fi F X Fi (2.8) Результаты приведены в таблице 2.3. Таблица 2.3 - Состав и расходы компонентов питания d 15 15 F 0.758 ; Фракция, °С M F 113.0 кг кмоль массовая доля мольная доля массовый расход мольный расход XF Х F/ F, кг ч F / , кмоль ч 36 -62 0.039 0.054 3973 49.1 62-85 0.115 0.146 11768 131.8 85-102 0.130 0.149 13233 134.2 105-120 0.155 0.163 15779 147.3 120-140 0.160 0.155 16307 140.0 140-160 0.151 0.134 15440 120.6 160-185 0.250 0.199 25500 179.9 Всего 1.000 1.000 102000 902.4 По формуле (1.3) рассчитаем расход дистиллята: D= X Fi X Wi y Di X Wi F 0.115 0.005 102000 15421 кг ч 0.735 0.005 Массовый расход легкого ключевого компонента (фракция 62-850) в дистилляте: D6285 y D,6285 D 0.735 15421 11335 кг ч 41 В соответствии с принципом ключевых компонентов, компоненты более легкокипящие, чем легкий ключевой (в нашем случае речь идет о фракции 36-620), полностью переходят в дистиллят. Следовательно, для фракции 36-620 справедливо соотношение: D3662 F3662 3973 кг ч Поскольку компоненты более высококипящие по сравнению с тяжелым ключевым полностью переходят в кубовый остаток, их расходы в дистилляте принимаем равными нулю, и расход тяжелого ключевого компонента (фракции 85-1050) в дистилляте можно найти как разность между расходом дистиллята и суммарным расходом фракций 36-620 и 62850 в дистилляте: D85105 D D3662 D6285 15421 3973 11335 114 кг ч Массовый расход кубового остатка находим по уравнению (1.4): W F D 102000 15421 86579 кг ч Расходы всех компонентов в кубовом остатке находят по разности между их расходами в сырье и в дистилляте. Определение мольных долей и мольных расходов компонентов, средней молекулярной массы и относительной плотности для дистиллята и кубового остатка проводится абсолютно аналогично потоку питания, поэтому ограничимся тем, что приведем результаты расчетов (таблицы 2.4-2.5) Таблица 2.4 - Состав и расходы компонентов дистиллята d 15 15 D 0.702 ; Фракция, °С M F 87.0 кг кмоль массовая доля мольная доля массовый расход мольный расход уD у D/ D, кг ч D / , кмоль ч 36 -62 0.258 0.277 3973 49.1 62-85 0.735 0.716 11335 126.9 85-105 0.007 0.007 114 1.2 Всего 1.000 1.000 15421 177.2 42 Таблица 2.5 - Состав и расходы компонентов кубового остатка d 15 15 W 0.769 ; M W 119.4 кг кмоль массовая доля мольная доля массовый расход мольный расход XW Х W/ W , кг ч W / , кмоль ч 62-85 0.005 0.007 433 4.8 85-105 0.152 0.184 13119 133.1 105-120 0.182 0.203 15779 147.3 120-140 0.188 0.193 16307 140.0 140-160 0.178 0.166 15440 120.6 160-185 0.295 0.247 25500 179.9 Всего 1.000 1.000 86579 725.2 Фракция, °С 2.5 Расчет температуры продуктов в верхнем и нижнем сечении колонны Давление насыщенных паров узких нефтяных фракций (выраженное в Па) при умеренных давлениях в системе может быть рассчитано по уравнению Ашворта: lg Pi 0 3158 7.6715 2.68 f T f Tcp ,i (2.9) Значения вспомогательной функции от рабочей температуры f(Т) и средних температур выкипания узких фракций f(Тсрi) определяются из соотношения: f T 1250 T 2 108000 307.6 1 (2.10) Температуры Т и Тсрi в уравнениях (2.9) и (2.10) должны быть выражены в К. Температуры верха и низа колонны определяются как корни уравнений (1.11) и (1.12) методом Ньютона-Рафсона (1.13). При этом следует отметить, что поскольку аналитическое выражение производных функций, стоящих в левых частях уравнений (1.11) и (1.12) довольно громоздкое и неудобное для практического использования, рекомендуется заменить производную g / T r в выражении (1.13) отношением конечных разностей: g / T g T T g T T (2.11) Величину T можно принять равной 0.001 T Результаты определения температур верха и низа колонны представлены в таблицах 2.6 и 2.7. 43 Таблица 2.6 - Результаты расчета температуры в верхнем сечении колонны t В 100.4 0 C ; f 100.4 273 5.585 Фракция, °С мольная доля f Tcp ,i Pi 0 , МПа K В ,i у D/ ,i у D/ ,i K В ,i 36 -62 0.277 7.197 0.394 1.641 0.169 62-85 0.716 6.355 0.210 0.876 0.818 85-105 0.007 5.728 0.118 0.490 0.013 Всего 1.000 1.000 Таблица 2.7 - Результаты расчета температуры в нижнем сечении колонны t Н 168.9 0 C ; f 168.9 273 4.143 Фракция, °С мольная доля f Tcp ,i Pi 0 , МПа K Н ,i xW/ ,i K Н ,i xW/ ,i 62-85 0.007 6.355 0.843 3.012 0.020 85-105 0.184 5.728 0.544 1.944 0.357 105-120 0.203 5.282 0.375 1.338 0.272 120-140 0.193 4.885 0.254 0.906 0.175 140-160 0.166 4.481 0.159 0.569 0.095 160-185 0.247 4.081 0.093 0.331 0.082 Всего 1.000 1.000 2.6 Расчет процесса однократного испарения сырья, поступающего в колонну Мольная доля отгона сырья, определяется как корень уравнения (1.19). В нашем случае при 1550С и 0.25 МПа e / = 0.363. Массовые доли компонентов в паровой и жидкой фазах определяются по уравнению (1.5). Результаты расчета мольной доли отгона, а также составы паровой и жидкой фаз сырья при его однократном испарении представлены в таблице 2.8. 44 Таблица 2.8 - Результаты расчета процесса однократного испарения сырья Фракция, Х F/ ,i Pi 0 , МПа Ki X i/ Xi Yi / Yi 36 -62 0.054 1.094 4.375 0.024 0.017 0.107 0.084 62-85 0.146 0.666 2.662 0.091 0.069 0.242 0.209 85-105 0.149 0.419 1.675 0.119 0.099 0.200 0.190 105-120 0.163 0.282 1.128 0.156 0.141 0.176 0.182 120-140 0.155 0.187 0.748 0.171 0.168 0.128 0.144 140-160 0.134 0.115 0.459 0.166 0.180 0.076 0.094 160-185 0.199 0.065 0.260 0.272 0.326 0.071 0.097 Всего 1.000 1.000 1.000 1.000 1.000 °С 15 Относительные плотности жидкой и паровой фаз сырья d15 определим по правилу аддитивности (2.3): d 15 15 Х 1 n Xi 15 15 Y 1 0.767 0.017 0.069 0.099 0.141 0.168 0.180 0.326 0.675 0.712 0.736 0.752 0.766 0.780 0.795 1 0.741 0.084 0.209 0.190 0.182 0.144 0.094 0.097 0.675 0.712 0.736 0.752 0.766 0.780 0.795 d 15 15 i i 1 d 1 Yi n d i 1 15 15 i Аналогично, по уравнению (2.6) определим среднюю молекулярную массу паровой фазы: MY 1 Yi i 1 M i n 1 103.6 кг кмоль 0.084 0.209 0.190 0.182 0.144 0.094 0.097 80.9 89.3 98.6 107.1 116.4 128.0 142.2 Массовая доля отгона рассчитывается по уравнению: e e/ MY MF e 0.363 (2.12) 103.6 0.333 113.0 45 2.7 Расчет минимального флегмового числа В соответствии с методикой, изложенной в примере 1, вначале по уравнению (1.23) рассчитываются средние геометрические значения коэффициентов относительной летучести i по отношению к наиболее высококипящему компоненту (ВКК) сырья: i i,в i,н ( Ki / Kвкк )в ( Ki / Kвкк )н После этого определяется значение вспомогательного параметра как корень уравнения (1.21): n [ X i / Fi /( i )] e / ; 0 e / 1 1 Напоминаем, что физический смысл имеет только корень, расположенный в интервале ТКК , ЛКК . Результаты расчета коэффициентов относительной летучести компонентов и значения приведены в табл.2.9. Таблица 2.9 – Результаты расчета коэффициента Фракция, °С Х F/ ,i i, в i, н i n [ X i / Fi /( i )] 1 при = 10.064 36 -62 0.054 29.716 14.574 20.811 0.105 62-85 0.146 15.862 9.114 12.023 0.896 85-105 0.149 8.873 5.883 7.225 -0.379 105-120 0.163 5.434 4.047 4.689 -0.142 120-140 0.155 3.294 2.740 3.004 -0.066 140-160 0.134 1.856 1.723 1.788 -0.029 160-185 0.199 1.000 1.000 1.000 -0.022 Всего 1.000 0.363=e/ 46 Минимальное флегмовое число рассчитывается с использованием уравнения (1.22) : m Rmin [ i y D/ i /( i )] 1 1 20.811 0.277 12.023 0.716 7.225 0.007 1 3.916 20.811 10.064 12.023 10.064 7.225 10.064 С учетом коэффициента избытка флегмы рабочее флегмовое число: R 1.2 Rmin 1.2 3.916 4.699 2.8 Расчет числа теоретических тарелок колонны Число теоретических тарелок в режиме полного орошения ректификационной колонны рассчитывается по уравнению Фенске (1.27) : y D/ ,l X W/ ,h lg / / y X W ,l D ,h lg l / h N min 0.716 0.184 lg( ) 1 0.007 0.007 1 14.73 lg(12.023 / 7.225) Число теоретических тарелок, соответствующее рабочему флегмовому числу, рассчитывается с использованием корреляционного уравнения Джиллиленда (1.28) : N N min R Rmin 0.5668 0.75 0.75( ) N 1 R 1 N 14.73 4.699 3.916 0.5668 0.75 0.75( ) N 1 4.699 1 откуда N = 30.88 Расчеты по уравнениям (1.29)-(1.32) дают нам значения N min,отг 5.31 и N отг 11.79 . 2.9 Тепловой баланс При составлении теплового баланса ректификационных колонн, предназначенных для разделения нефтяных фракций, для определения массовых энтальпий нефтепродуктов следует пользоваться формулами: Энтальпия жидких нефтепродуктов (кДж/кг): I tж 1 d 15 15 0.0017 T 2 0.762 T 334.25 (2.13) Энтальпия паров нефтепродуктов при атмосферном давлении (кДж/кг): 15 I tп 129.58 0.134 T 0.00059 T 2 4 d15 308.99 Температура в уравнениях (2.13) и (2.14) должна быть выражена в К. 47 (2.14) Для упрощенных расчетов энтальпии нефтепродуктов могут быть определены графически [33]. При увеличении давления в системе энтальпия нефтяных паров снижается вследствие уменьшения теплоты испарения. Однако при небольших давлениях изменением энтальпии можно пренебречь. Чтобы избежать путаницы при определении приходных и расходных статей теплового баланса, последний удобно представлять в виде таблицы (потери тепла в окружающую среду принимаем равными 5%; температуру холодного острого орошения – 80 °С). Таблица 2.10 - Тепловой баланс ректификационной колонны Поток фаза t, °С 15 d15 I t , кДж/кг G, кг/ч Q, кДж/ч 102000 4.57.107 приход тепла Сырье: паровая фаза п 155 0.741 647.4 жидкая фаза ж 155 0.767 348.4 0.333 647.4 1 0.333 348.4 447.9 парожидкостное питание дополнительное тепло в куб колонны ??? 4.57.107 Всего расход тепла (без учета потерь в окружающую среду) дистиллят ж 80 0.702 174.9 15421 0.27.107 кубовый остаток ж 168.9 0.769 381.3 86579 3.30.107 тепло, отнимаемое п ж D R 1 I100 .4 I 80 15421 4.699 1 554.7 174.9 орошением 3.34.107 6.91.107 Всего С учетом тепловых потерь в окружающую среду дополнительное количество теплоты, подводимое в куб колонны: QB 6.91 10 7 4.57 10 7 1.05 2.46 10 7 кДж ч 48 2.10 Расчет величин внутренних потоков пара и жидкости в колонне Расход пара, проходящего через произвольное сечение укрепляющей секции колонны, рассчитывается по уравнению (1.47): G в D R 1 15421 4.699 1 87885 кг ч Расход жидкости, стекающей вниз через произвольное сечение укрепляющей секции колонны: Lв G в D 87885 15421 72464 кг ч Расход пара в произвольном сечении отгонной секции колонны можно рассчитать по уравнению (1.48): GH QB 2.46 10 7 84150 кг ч 673.2 381.3 i Hn iWс Расход жидкости в произвольном сечении отгонной секции колонны: LH G H + W = 84150 86579 170729 кг ч Гидравлический расчет тарелок выполняется абсолютно аналогично расчету, рассмотренному в примере 1, поэтому в настоящем пособии он не рассматривается. Реализация приведенных алгоритмов расчета в системе MathCAD представлена в приложении В. 49 Пример 3. Четкость разделения при ректификации многокомпонентных систем или нефтяных фракций может быть задана не по содержанию одного из ключевых компонентов как в дистилляте, так и в кубовом остатке (как в примерах 1 и 2), а по концентрации одного из ключевых компонентов в дистилляте, а второго ключевого компонента в кубовом остатке. В таком случае составление материального баланса ректификационной колонны методом ключевых компонентов несколько отличается от приведенного в примерах 1 и 2. 3.1 Задание на проектирование Составить материальный баланс бензольной колонны установки ЛГ 35-8/300 Б. Производительность колонны и состав сырья соответствует примеру 1. Содержание бензола в кубовом остатке 0.05% мас., содержание толуола в дистилляте 0.1 % мас. 3.2 Материальный баланс бензольной колонны В соответствии с методом ключевых компонентов и ключевой парой бензол-толуол, как и в примере 1, допускается, что м-ксилол, менее летучий по сравнению с тяжелым ключевым компонентом, полностью остаётся в кубовом остатке. Отличие от примера 1 состоит лишь в расчёте расходов дистиллята и кубового остатка. Для этого необходимо составить систему из трёх уравнений: (3.1) Второе уравнение для расхода кубового остатка: (3.2) Третье уравнение – уравнение материального баланса для толуола: (3.3) Подставляя в уравнение (3.3) и заданные в условии величины, получаем: (3.4) (3.5) Вычитая из уравнения (3.4) уравнение (3.5), получаем уравнение с одним неизвестным: (3.6) 50 Далее легко составляется таблица соответствующая таблице 1.1. 51 материального баланса колонны, Пример 4. 4.1 Задание на проектирование Составить материальный баланс ректификационной колонны производительностью по сырью 30000 кг/ч. Состав сырья, % мас.: изобутан-20, н-бутан – 35, изопентан – 17, н-пентан – 28. Содержание н-бутана в кубовом остатке – 0,5 % мас., изопентана в дистилляте – 0.3 % мас. 4.2 Материальный баланс ректификационной колонны разделения алканов С4-С5. В соответствии с методом ключевых компонентов и заданием лёгкий ключевой компонент – н-бутан, тяжёлый ключевой компонент – изопентан; изобутан, как более летучий по сравнению с н-бутаном, считается полностью переходящим в дистиллят, а нпентан полностью остаётся в кубовом остатке. Рассчитывается содержание каждого компонента в сырье в кг/ч (табл. 4.1) и для расчёта расхода дистиллята и кубового остатка составляется система из трёх уравнений: (4.1) Второе уравнение – для расхода дистиллята: (4.2) Третье уравнение – уравнение материального баланса для н-бутана (второго компонента): (4.3) Вычитая из уравнения (4.2) уравнение (4.3) получаем уравнение с одним неизвестным: (4.4) Далее несложно заполнить остальные графы табл. 4.1 и пересчитать составы потоков из % мас. в мольные доли. 52 Таблица 4.1 – Материальный баланс колонны разделения алканов C4-C5. Сырьё № Компонент № % мас. кг/ч Дистиллят мол. % д. мас. Кубовый остаток кг/ч мол. д. % мас. кг/ч мол. д. 1 Изобутан 20 6000 0.219 36.4 6000 0.3642 - - - 2 н-Бутан 35 10500 0.384 63.3 10432.4 0.6334 0.5 67.6 0.0062 3 Изопентан 17 5100 0.150 0.3 49.4 0.0024 37.4 5050.6 0.3735 4 н-Пентан 28 8400 0.247 - - - 62.1 8400 0.6203 100 30000 1 100 16481.8 1 100 13518.2 1 Сумма 53 Пример 5. 5.1 Задание на проектирование Составить материальный баланс ректификационной колонны, предназначенной для разделения бутан-пентановой фракции, пользуясь методом Хенгстебека. Производительность колонны по сырью 10000 кг/ч. Состав сырья, % мас.: изобутан – 20, нбутан – 25, изопентан – 23, н-пентан – 32. Средняя температура в колонне 66 °С, среднее давление 5 кгс/см2. Отношение мольных расходов ключевых компонентов в дистилляте и кубовом остатке : для н-бутана 12, изопентана 0.1. 5.2 Материальный баланс колонны разделения алканов С4-С5 методом Хенгстебека По номограмме Винна-Хэддэна можно определить при средних рабочих параметрах колонны константы фазового равновесия компонентов и рассчитать коэффициенты относительной летучести углеводородов по отношению к изпентану – тяжелому ключевому компоненту (таблица 5.1) Таблица 5.1 – Коэффициенты относительной летучести и отношения Углеводород Ki αi Изобутан 1.97 3.13 2.35 224 н-Бутан 1.46 2.32 1.079 12.0 Изопентан 0.63 1.00 -1 0.1 Н-Пентан 0.50 0.79 -1.32 0.048 По двум точкам для ключевых компонентов (н-бутана и изопентана), используя линейную зависимость Хенгстебека значения от αi, проводят прямую на рисунке 2 и находят для изобутана и н-пентана. Далее, решая для каждого компонента систему уравнений: 54 где: cFi – количество молей i-компонента в сырье, кмоль/ч, находят абсолютные значения di и wi, и составляют таблицу материального баланса ректификационной колонны (табл. 5.2) 3 1 2.32 2 1.079 1 0 1 2 1 3 1 2 Рисунок 2 – Зависимость от коэффициентов относительной летучести компонентов 55 Таблица 5.2 – Материальный баланс ректификационной колонны. № Компонент Сырьё Дистиллят Кубовый остаток % мас. кг/ч мол. д. кмоль/ч кмоль/ч кг/ч мол. д. кмоль/ч кг/ч мол. д. 1 Изобутан 20 2000 0.224 34.483 34.33 1991 0.434 0.153 9 0.002 2 н-Бутан 25 2500 0.280 43.103 39.787 2308 0.503 3.316 192 0.044 3 Изопентан 23 2300 0.207 31.944 2.904 209 0.037 29.040 2091 0.388 4 н-Пентан 32 3200 0.289 44.444 2.036 147 0.026 42.408 3053 0.566 Сумма 100 10000 1 153.974 79.057 4665 1 74.917 5345 1 56 6. Характеристика контактных устройств ректификационных колонн Характеристика контактных устройств ректификационных колонн – тарелок, нерегулярных и регулярных насадок, плёночных и роторных ректификационных аппаратов приведена в ряде учебных пособий, монографий и справочников [2, 4, 36-44]. Патентная информация о конструкциях контактных устройств ректификационных колонн за период 2001-2010 гг. представлена в учебном пособии [38]. Сравнительная характеристика тарельчатых устройств приведена в таблице 6.1 [2], а насадок в таблице 6.2 [45, 46] Таблица 6.1 – Сравнительная характеристика тарельчатых устройств ректификационых колонн Тарелки Насадки Показатель колпачковые ситчатые Производительность клапанные двухпоточные насыпные регулярные 3 4 4 5 5 5 4 4 4 5 5 5 Эффективность 4 3 4 3 4 5 Устойчивость работы 5 3 5 1 4 5 Перепад давления 2 3 3 3 4 5 Стоимость 3 5 4 5 2 1 3 3 3 4 2 1 4 4 3 2 3 3 по пару Производительность по жидкости Работа с загрязненными средами Расчетная надежность 57 Таблица 6.2 – Сравнительная характеристика насадок ректификационных колонн Относительное Тип насадки Производительность Эффективность гидравлическое сопротивление Кольца Рашига (d=25 мм) 1.0 1.0 1.0 Кольца Палля (d=25 мм) 1.4-1.5 1.0-1.25 0.7-0.75 1.08-1.25 1.11 0.6-0.7 1.2-1.4 1.3 0.45-0.50 1 2.5-2.6 0.3 1.1-1.3 5-6 1.0-1.17 Гудлоу 1.15-1.20 3.5 0.13 Sulzer ~2 2.5 0.25-0.45 3-3.5 3-3.5 0.25-0.30 Седла Берля Седла Инталокс Кольца Борада (d=12.7 мм) Насадка Стедмана (сетчатая) ГИПХ-8 Примерные абсолютные значения числа теоретических тарелок и гидравлического сопротивления на 1 м слоя кольчатых насадок приведены в таблице 6.3 [47], а высота, эквивалентная теоретической тарелке (ВЭТТ) и гидравлическое сопротивление регулярных насадок в – в таблице 6.4 [48]. Таблица 6.3 – ЧТТ и гидравлическое сопротивление на 1 м слоя кольчатых насадок Тип колец ЧТТ Гидравлической сопротивление, мм. вод. ст. Nor-Pac 2 25 Hiflow ~2.8 ~65 Палля ~3.2 ~90 58 Таблица 6.4 – ВЭТТ и гидравлическое сопротивление регулярных насадок Тип насадки Фирма-разработчик ВЭТТ, м Удельное гидравлическое сопротивление, кПа/ т.т. Перекрёстноточная Уфимский гос. нефт. ун-т - 0.08-0.13 Ромбовидная ВНИИНефтемаш 0.9 0.19 Mellapak Sulzer 0.5 0.14 При регулярной укладке, например, миникольцевой насадки «MICHM-X-2» аэродинамическое сопротивление в 2.5 раза ниже, чем при нерегулярной укладке [43]. Между слоями насадки устанавливают перераспределители жидкости [///], необходимые для предотвращения перетока большей части жидкости к стенкам колонны. «Пристенный эффект» обусловлен тем, что вблизи стенок колонны с насадкой порозность слоя выше, поэтому гидравлическое сопротивление потоку жидкости в пристенной области ниже. Конструкции распределителей жидкости представлены в [37, 42, 49]. В отличие от регулярной насадки они могут иметь более значитеьльное гидравлической сопротивление. Регулярные насадки превосходят насыпные по удельной поверхности, однако при их использовании необходимо обеспечить равномерное распределение жидкости на входе в верхнюю часть пакета. Перспективны комбинированные контактные устройства в виде чередующихся по высоте колонны слоёв регулярной и насыпной насадки [50], комбинирование регулярных насадок с различной удельной поверхностью и пропускной способностью [51]. Комбинирование тарелок и насадок в ректификационных колоннах также позволяет объединить преимущества этих контактных устройств: улучшить распределение паровой фазы, снизить унос капель жидкости, повысить производительность [52]. 59 7. Направления совершенствования ректификационных процессов На проведение процессов ректификации расходуется до 30% всех энергозатрат, а в США при ректификации потребляется 7% всей производственной энергии [42, 53]. В связи с этим, направлениям совершенствования ректификационных процессов в химической, нефтеи газоперерабатывающей, нефтехимической промышленности уделяется большое внимание [38-40, 42, 54-60]. В приведенных литературных источниках рассмотрены следующие направления снижения энергозатрат и повышения чёткости разделения компонентов при ректификации: 1. Использование принципа теплового насоса для утилизации тепла паров верхнего продукта колонны, которые подвергаются адиабатическому сжатию в компрессоре до температуры, превышающей температуру в кипятильнике. Теплота конденсации сжатых паров используется для нагревания кубового остатка колонны. Так, в таблице 7.1 приведены технико-экономические показатели ректификации пропан-пропиленовой смеси на установке фирмы «Юнион Карбайд» в США производительностью по сырью 68 тыс. тонн в год, на которой принцип теплового насоса применяется с 1971 г. [55]. Таблица 7.1 – Технико-экономические показатели ректификации пропан-пропиленовой фракции Ректификация Показатели по обычной схеме Давление в верхнем сечении, МПа с тепловым насосом 1.89 0.805 Верха 55.5 15.6 Куба 62.8 23.9 Сжатых паров - 57.2 Давление сжатых пород, МПа - 2.2 Мощность компрессора, кВт - 2050 Пар 372 - Электроэнергия - 262 Охлаждающая вода 64 33 Температура, °С: Энергозатраты, тыс. долл./год, в том числе: 60 При использовании принципа теплового насоса можно также, как следует из данных таблицы 7.1, понизить температуру верха колонны и соответственно давление, что позволяет уменьшить металлоёмкость и стоимость колонны. Снижение температуры приводит к повышению коэффициента относительной летучести разделяемых компонентов и чёткости разделения. Приведены примеры использования принципа теплового насоса при разделении изомеров ксилола, выделения изобутана [61], стирола от высококипящих примесей [62]. Отмечается, что наиболее перспективно использование тепловых насосов, если в конденсаторе требуются низкотемпературные хладагенты или в кипятильнике – высокопотенциальное тепло. В качестве ограничения к применению этого принципа (с учётом стоимости пара и электроэнергии) указывается, что разность температур в холодильнике и конденсаторе не должна превышать 36°С [63]. 2. Снятие тепла в холодильнике-конденсаторе не воздухом или водой, а сырьём для его предварительного нагревания – этот способ утилизации тепла применяется на зарубежных установках АВТ. Для нагревания сырья можно также использовать кубовый остаток колонны. 3. Минимальная реконструкция контактных устройств (КУ): секционирование потоков; изменение формы и высоты перегородок; установка отбойников; организация второй зоны контакта фаз; оптимизация свободного сечения КУ. Эти мероприятия могут снизить энергозатраты на 5-10%. 4. Оптимизация режимов работы ректификационной колонны: оптимизация флегмового числа; оптимизация давления в колонне; поддержание нагрузки по сырью, которая обеспечит наивысшую эффективность работы тарелок; это может снизить энергозатраты на 10-30%. 5. Замена КУ на новые, более эффективные: регулярные насадки с низким гидравлическим сопротивлением вместо тарелок, особенно в вакуумных колоннах; вихревые и центробежные КУ; тарелки с двумя зонами контакта фаз – ОСТ 26-1078-85. Это направление требует значительных капиталовложений, но последующая экономия энергоресурсов может составить до 3050%. Так, сравнительная характеристика тарелок и структурированной насадки, использованной для разделения смеси циклогексанол-циклогексанол при производстве капролактама приведенв в таблице 7.2. 61 Таблица 7.2 – Показатели работы ректификационных колонн для разделения системы циклогексанол-циклогексанон Колонна Показатели тарельчатая с структурированной насадкой Давление, кПа: Верх 6 6 Низ 31.9 11.3 Верх 72 71 Низ 122 101 - 1.3 Число теоретических тарелок 45 72 Флегмовое число 4.5 3.2 - 0.24 Температура, °С Коэффициент увеличения производительности Период окупаемости, лет Таким образом, замена тарелок на структурированную насадку позволила на 30 % повысить производительность колонны по сырью, снизить перепад давления по высоте колонны и температуру в нижнем сечении, увеличить число теоретических тарелок (ВЭТТ – высота, эквивалентная теоретической тарелке данной структутрированной насадки – 450 мм). Увеличение ЧТТ колонны сделало возможным снижение флегмового числа и удельных энергозатрат при ректификации. 6. Увеличение числа тарелок в колонне, что позволяет снизить кратность орошения и тепловую нагрузку на колонну. Однако при этом необходимы тарелки с малым гидравлическим сопротивлением. 7. Оптимизация схем ректификационного разделения многокомпонентных систем. Так, в монографии [54] отмечается, что приведеенные энергентические затраты на ГФУ на Омском НХК были на 35% выше, чем на Нижнекамском НХК. 8. Использование ректификационных колонн с вертикальной перегородкой в средней части аппарата, что позволяет эффективно разделять трехкомпонентные смеси в одной клолонне и снижать капитальные затраты и энергозатраты [64]. Аналогичные колонны применяются и для проведения процесса экстрактивной ректификации по технологии «Morphylane» при выделении аренов из риформатов и пироконденсатов с N-формилморфолином в качестве селективного растворителя. Применение колонны с вертикальной перегородкой и структурированной насадкой 62 позволяет совмещать в одном аппарате экстрактивную ректификацию с регенерацией Nформилморфолина [7]. Использование 9. совмещенных реакционно-ректификационных процессов [65]. Совмещение различных процессов в одном аппарате приводит к значительному снжению капитальных затрат, и при экзотермических обратимых реакциях позволяет повысить селективность и выход основного продукта, снизить потребление тепла на 70-80%. 10. Многоколонная ректификация – обогрев второй колонны парами верхнего продукта первой колонны, работающей при более высоком давлении [66, 67]. 11. Совершенствование схем теплообмена с использованием пинч-анализа. Так, на Кременчугском НПЗ на установке первичной переработки нефти в результате оптимизации схемы теплообмена расход топлива был снижен на 12% , охлаждающей войны – на 18% [68]. 12. Двухпоточный или многопоточный ввод сырья в колонну частичного отбензинивания нефти [69] и в атмосферную колонну колонну первичной перегонки нефти [70, 38] – позволяет повысить производительность колонн, снизить тепловую нагрузку холодильников-конденсаторов и печи. 13. Оптимизация схем разделения многокомпонентных смесей в колоннах с частично связанными потоками проведена В.Н. Деменковым с сотрудниками [38]. Так разделение бензиновых фракций в трёх колоннах с частично связанными потоками, реализовано в ООО «Пермьнефтеоргсинтез», позволило снизить на 10% тепловую нагрузку нагревателей и добиться более чёткого разделения – снижения содержания фракции н.к.-60 °С в целевой фракции 65-105 °С [71]. 63 Список литературы 1. Гайле, А.А. Расчёт ректификационных колонн: учебное пособие / А.А. Гайле, Б.В. Пекаревский. – СПб.: СПбГТИ(ТУ), 2007. – 86 с. 2. Александров, И.А. Ректификационные и абсорбционные аппараты. Методы расчета и основы конструирования / И.А. Александров. – М.: Химия, 1978.—280с. 3. Кузнецов, А.А. Расчеты процессов и аппаратов нефтеперерабатывающей промышленности / А.А. Кузнецов, С.М. Кагерманов, Е.Н. Судаков. – Л.: Химия, 1974. – 344с. 4. Гайле, А.А. Оборудование нефтехимических заводов и основы проектирования. Процессы и аппараты для разделения углеводородов и нефтехимических продуктов: Учеб. пособие / А.А, Гайле. – Л.: ЛТИ им. Ленсовета. – 1986. – 84с. 5. Уэйлес, С. Фазовые равновесия в химической технологии: В 2-х ч./ С. Уэйлес. – М.: Мир, 1989. – 664с. 6. Термодинамика равновесия жидкость – пар / А.Г. Морачевский, Н.А. Смирнова, Е.М. Пиотровская и др.; Под ред. А.Г. Морачевского. – Л.: Химия, 1989. – 344 с. 7. Гайле, А.А. Процессы разделения и очистки продуктов переработки нефти и газа: Учеб. пособие / А.А. Гайле, В.Е. Сомов. – СПб.: Химиздат, 2012. – 376 с. 8. Gmehling, J. Activity Coefficients at Infinite Dilution / J. Gmehling, J. Menke, M. Schiller. DECHEMA Chemistry Data Series. – Vol. 9. – Pt. 3, 4. – Frankfurt / Main, 1994. – 1844 p. 9. Йоус, С.Л. Расчет теплоемкости жидкостей /С.Л. Йосус // Нефть, газ и нефтехимия за рубежом. – 1992. – N5. – C. 101 – 105. 10. Физико-химические свойства индивидуальных углеводородов (рекомендуемые значения)./ Под ред. В.М. Татевского. – М.: Гостоптехиздат, 1960. – 412 с. 11. Рид, Р. Свойства газов и жидкостей: Справочное пособие / Р. Рид, Дж. Праусниц, Т. Шервуд. – Л.: Химия, 1982. – 592 с. 12. Справочник химика. Т.1. – Л.: Химия, 1971. – 1072 с. 13. Сталл, Д. Химическая термодинамика органических соединений / Д. Сталл, Э. Вестрам, Г. Зинке. – М.: Мир, 1971. – 944 с. 14. Справочник нефтехимика. Т.1 / Под ред. С.К. Огородникова. – Л.: Химия, 1978. – 496 с. 15. Гайле, А.А. Ароматические углеводороды: Выделение, применение, рынок: Справочник/ А.А. Гайле, В.Е. Сомов, О.М. Варшавский. – СПб. : Химиздат, 2000. – 544 с. 64 16. Баннов, П.Г. Процессы переработки нефти. Часть I / П.Г. Баннов– М.: ЦНИИТЭнефтехим, 2000. – 224 с. 17. Биттрих, Г.-Й. Разделение углеводородов с использованием селективных растворителей / Г.-Й. Биттрих, А.А. Гайле, Д. Лемпе и др. – Л.: Химия, 1987. – 192 с. 18. Гайле, А.А N-Метилпирролидон. Получение, свойства и применение в качестве селективного растворителя / А.А. Гайле, Г.Д. Залищевский. – СПб.: Химиздат, 2005. – 704 с. 19. Гайле, А.А. Морфолин и его производные. Получение, свойства и применение в качестве селективных растворителей / А.А, Гайле, В.Е. Сомов, Г.Д. Залищевский. – СПб.: Химихдат, 2007. – 336 с. 20. Гайле, А.А. Селективные растворители. Разделение и очистка углеводородсодержащего сырья / А.А. Гайле, В.Е Сомов, Г.Д. Залищевский. – СПб.: Химиздат, 2008. – 736 с. 21. Гайле, А.А. Сульфолан. Свойства и применение в качестве селективного растворителя / А.А. Гайле, В.Е. Сомов. – СПб.: Химиздат, 1998. – 144 с. 22. Сомов, В.Е. Способ экстракции ароматических углеводородов из катализата риформинга фракции 62 – 1050С / В.Е. Сомов, А.А. Гайле, Г.Д. Залищевский и др.: Пат. 2177023 Россия, 2001. Бюл. изобр. N35. 23. Гайле, А.А. Экстракция ароматических углеводородов смешанным экстрагентом триэтиленгликоль – сульфолан / А.А. Гайле, А.С. Ерженков, Л.В. Семенов и др. // Ж. прикл. химии. – 2001. – Т.74, N10. – C.1618 – 1621. 24. Гайле, А.А. Курсовое и дипломное проектирование процессов нефтеперерабатывающей и нефтехимической промышленности. Часть 2. Физико-химические свойства углеводородов и продуктов нефтепереработки и нефтехимии: Учебное пособие / А.А. Гайле, Н.В. Кузичкин, Н.В. Лисицын. – СПб.: СПбГТИ(ТУ), 2014. – 146 с. 25. Григорьев, Б.А. Теплофизические свойства нефти, нефтепродуктов, газовых конденсатов и их фракций / Б.А. Григорьев, Г.Ф. Богатов, А.А. Герасимов. – М.: МЭИ, 1999. – 372 с. 26. Григорьев, Б.А. Теплофизические свойства и фазовые равновесия газовых конденсатов и их фракций / Б.А. ГригорьевА.А. Герасимов, Г.А. Ланчаков. – М.: МЭИ, 2007 – 344 с. 27. Кирсанов, Ю.Г. Расчётные и графические методы определения свойств нефти и нефтепродуктов: учеб. пособие / Ю.Г. Кирсанов; [науч. ред. М.Г. Шишов]. – Екатеринбург: Изд-во Урал. ун-та, 2014. – 136 с. 65 28. Рябов, В.Г. Химическая технология топлива и углеродных материалов. Сборник задач для проведения расчётов физико-химических свойств нефти и нефтепродуктов графическими методами: учеб.-метод. пособие / В.Г. Рябов, А.В. Кудинов, К.В. Федотов. – Пермь: Изд-во Перм. гос. техн. ун-та, 2007. – 162 с. 29. Характеристики углеводородов. Анализ численных данных и их рекомендованные значения: Справочное издание / Ю.А. Лебедев, А.Н. Кизин, Т.С. Панина и др. – М.: ЛЕНАНД, 2012. – 558 с. 30. Рудин, М.Г. Краткий справочник нефтепереработчика / М.Г. Рудин, А.Е. Драбкин. – Л.: Химия, 1980. – 328 с. 31. Рудин, М.Г. Карманный справочник нефтепереработчива / М.Г. Рудин, В.Е. Сомов, М.А. Лебедской-Тамбиев; под. ред. М.Г. Рудина. – СПб.: Химиздат, 2015. – 351 с. 32. Сарданашвили, А.Г. Примеры и задачи по технологии переработки нефти и газа / А.Г. Сарданашвили, А.И. Львова. – М.: Химия, 1980. – 256 с. 33. Гайле, А.А. Графические методы определения физико-химических свойств углеводородов и нефтепродуктов: Метод. указания / А.А. Гайле. – Л.: ЛТИ им. Ленсовета, 1984. – 33 с. 34. Рейхсфельд, В.О. Оборудование производств основного органического синтеза и синтетических каучуков / В.О. Рейхсфельд, Л.Н. Еркова. – Л.: Химия, 1974. – 440 с. 35. Мановян, А.К. Определение Определение физических свойств узких нефтяных фракций при расчётах ректификационных колонн / А.К. Мановян // В.кн.: Технология переработки нефти и газа. Производство топлив. – М.: Химия, 1968. – Вып. 22. – С. 96-107. 36. Технология переработки нефти. Ч. 1. Первичная переработка нефти: Учебное пособие / Под ред. О.Ф. Глаголевой, В.М. Капустина. – М.: Химия, 2005. – 400 с. 37. Насадки массообменных колонн / Б.А. Сокол, А.К. Чернышев, Д.А. Баранов и др.; под ред. Д.А. Баранова. – М.: ЗАО «ИНФОХИМ», 2009. – 358 с. 38. Гайле, А.А. Курсовое и дипломное проектирование процессов нефтеперерабатывающей и нефтехимической промышленности. Часть 3. Первичная переработка нефти: Учебное пособие / А.А. Гайле, Н.В. Кузичкин, Н.В. Лисицын. – СПб.: СПбГТИ(ТУ), 2015. – 234 с. 39. Гречухина, А.А. Совершенствование работы установок перегонки нефти: учеб. пособие / А.А. Гречухина, А.А. Елпидинский, А.Е. Пантелеева. – Казань: КГТУ, 2008. – 119 с. 40. Ахметов, С.А. Технология переработки нефти, газа и твердых горючих ископаемых / С.А. Ахметов, М.Х. Иштияров, А.А. Кауфман. – СПб.: Недра, 2009. – 827 с. 66 41. Справочник нефтепереработчика: Справочник / Под ред. Г.А. Ластовкина, Е.Д. Радченко, М.Г. Рудина. – Л.: Химия, 1986. – 648 с. 42. Лаптев, А.Г. Основы расчёта и модернизация тепломассообменных установок в нефтехимии: монография [в 2 ч.] / А.Г. Лаптев, М.И. Фархадов, Н.Г. Минеев. – Казань: Издво КГЭУ, 2010-2011. Ч.1. Устройство и расчёт аппаратов. – 2010. – 216 с. Ч.2. Повышение эффективности процессов и модернизация аппаратов. – 2011. – 220 с. 43. Пушнов, А.С. Структура и гидродинамика колонных аппаратов с насадкой / А.С. Пушнов, А.М. Каган. – СПб.: Изд-во Политехнического института, 2011. – 134 с. 44. Контактные устройства массообменных колонн крупнотоннажных установок переработки нефти: Сб. научн. тр. / ВНИИнефтемаш. – М., 1982. – 131 с. 45. Леонтьев, В.С. Современные насадочные колонны: особенности конструктивного оформления / В.С. Леонтьев, С.И. Сидоров // Хим. промышленность. – 2005. – Т. 82. – « 7. – С.. 347-356. 46. Должанская, Ю.Б. Совершенствование массообменных аппаратов для ректификации химических продуктов коксования (Обзор)/ Ю.Б. Должанская, И.Н. Питюлин, М.И. Рудкевич // Кокс и химия. – 2000. - №11-12. – С. 23-30. 47. Каган, А.М. Сравнение характеристик промышленных насадок кольцевой и седлообразной формы из полимерного материала для осуществления процессов абсорбции и ректификации в химической технологии / А.М. Каган, А.С. Пушнов, Л.А. Юдина // Хим. пром-ть. – 2008. Т. 85. – №6. – С. 294-299. 48. Чуракова, С.К. Технико-эксплуатационные характеристики вакуумных колонн, оборудованных регулярными насадками различных типов / С.К. Чуракова, И.Д. Нестеров, К.Ф. Богатых // Нефтепереработка и нефтехимия. – 2013. - №4. – С. 51-56. 49. Расперделеители жидкости стандартной производительности // Химия и технология топлив и масел. – 2005. - № 4. (Вкладыш между С. 28-29) 50. Беренгартен, М.Г. Комбинированные насадки для контактных пааратов / М.Г. Беренгартен, А.О. Невельсон, А.С. Пушнов // Хим. и нефтегазовое машиностроение. – 2012. № 12. – С. 9-12. 51. Зейдан, А. Практический подход к модернизации вакуумного блока / А. Зейдан // Нефтегазовые технологии. – 2006. - № 5. – С. 72-74. 52. Микуленок, И.О. Комбинированные контактные устройства массообменных колонн / И.О. Микуленок // Хим. нефтегазовое машиностроение. – 2012. - №2. – С.7-10. 67 53. Кулов, Н.Н. Энергосбережение в процессах разделения смесей / Н.Н. Кулов // Химическая технология: Сб. тезисов докладов Международной конференции по хим. технологии ХТ'07. Т.1. – М.: ЛЕНАНД, 2007. – С. 95. 54. Александров, И.А. Перегонка и ректификация в нефтепереработке / И.А. Александров. – М.: Химия, 1981. 352 с. 55. Михайловер, М.В. Развитие энергосберегающей технологии в нефтеперерабатывающей промышленности за рубежом. – М.: ЦНИИТЭнефтехим, 1982. – 76 с. 56. Михайловер, М.В. Анализ энергоёмкости процессов и производств на нефтеперерабатывающих предприятиях России в сопоставлении с достижениями мировой практики (проблема энергосбережения, их результативность, технические решения, рекомендации) / М.В. Махайловер. – М.: ОАО «ЦНИИТЭнефтехим», 2001. – 104 с. 57. Степанов, А.В. Пути снижения энергетических затрат в нефтепереработке и нефтехимии / А.В. Степанов, Н.И. Сульжик. – М.: ЦНИИТЭнефтехим, 1983. – 60 с. 58. Степанов, А.В. Ресурсосберегающие технологии переработки нефти / А.В. Степанов, В.С. Горюнов. – Киев: Наукова думка, 1993. – 270 с. 59. Голомшток, Л.И. Снижение потребления энергии в процессах переработки нефти / Л.И. Голомшток, К.З. Халдей. – М.: Химия, 1990. – 140 с. 60. Лаптев, А.Г. Проектирование и модернизация аппататов разделении я в нефте- и газопереработке / А.Г. Лаптев, Н.Г. Минаев, П.А. Мальковский. – Казань: Песатный двор, 2002. – 250 с. 61. Беккер, Ф.Э. Система утилизации тепла парообразных продуктов перегонки / Ф.Э. Беккер, А.И. Закак // Нефть, газ и нефтехимия за рубежом. – 1985. – № 5. – С. 98-102. 62. Мейли, А. Снижение энергозатрат на дистилляционную колонну / А.Мейли // Нефтегазовые технологии. – 2005. - №2. – С. 63-65. 63. Хэмфри, Дж. Л. Новые способы экономии энергии / Дж.Л. Хэмфри // Нефть, газ и нефтехимия за рубежом. – 1982. - № 7. – С. 82-85. 64. Ларина, И.Я. О промышленном внедрении фракционирующих колонн с разделительной перегородкой / И.Я. Ларина // Экспресс-информация: Переработка нефти и нефтехимия. – ОАО ЦНИИТЭнефтехим, 2001. - №12. – С. 28-30. 65. Технология основного органического синтеза. Совмещенные процессы: Учебное пособие для вузов / Л.А. Серафимов, В.С. Тимофеев, Ю.А. Писаренко, А.В. Солохин. – М.: Химия, 1993. – 412 с. 68 66. Айнштейн, В.Г. Многоколонная ректификация (принцип и процессуальные схемы) / В.Г. Айнштейн, М.К. Захаров // Хим. пром-сть. – 2001. - №6. – С. 39-47. 67. Захаров, М.К. Многоколонная ректификация как способ энергосбережения при разделении бинарных смесей / М.К. Захаров, Е.Д. Моисеева // Хим. пром-сть сегодня. – 2003. - №9. – С. 35-42. 68. Клемеш, Й. Применение метода пинч-анализа для проектирования энергосберегающих установок нефтепереработки / Й. Клемеш, Ю.Т Костенко, Л.Л. Товажнянский и др. // Теор. Основы хим. технологии. – 1999. – Т. 33. - №4. – С. 420-431. 69. Фролова, Л.Н. Вопросы теории и практики применения ректификационных колонн со многими вводами сырья / Л.Н. Фролова, А.В. Лазарев, А.А. Кондратьев // IV Всесоюзная конф. по ректификации. Тезисы докладов. – М.: ЦНИИТЭнефтехим, 1978. – С. 281-284. 70. Салихов, Р.М. Двухпоточный ввод нефти в сложную колонну установки атмосферной перегонки нефти / Р.М. Салихов, И.Р. Хайрудинов, В.Н. Деменков и др. // Нефтепереработка и нефтехимия – 2002: научно-практ. конф. (Уфа, 21 мая 2002 г.): Матер. научно-практ. конф. – Уфа: Изд-во ИНХП, 2002. – С. 51-53. 71. Деменков, В.Н. Разделение бензиновой фракции в трёх колоннах с частично связанными потоками / В.Н. Деменков, А.А. Кондратьев // Химия и технология топлив и масел. – 1998. - №6. – С. 12-16. 72. Нефтегазовый комплекс России и первичная переработка нефти / А.А. Гайле, Н.В. Кузичкин, Н.В. Лисицын, М.А. Лебедской-Тамбиев; Под ред. А.А. Гайле. – СПб.: Химиздат, 2016. – 448 с. 69 Приложение А − Теплоемкости углеводородов в жидком состоянии Таблица А.1 - Константы уравнения Ср = А – В 10-3 Т + С 10-6 Т2 , Дж/ (мольК) для расчета теплоемкости углеводородов в жидком состоянии [9]. Бруттоформула Углеводород А В С Тмин, К Тмакс, К СН4 Метан 54.87 94.678 859.29 91 162 С2Н4 Этилен 62.90 38.007 379.04 104 240 С2Н6 Этан 66.34 20.867 304.22 90 260 С3Н6 Пропен 82.16 12.818 249.71 88 310 С3Н6 Циклопропан 76.03 33.698 237.63 146 338 С3Н8 Пропан 87.31 12.359 258.96 86 314 С4Н6 1,3-Бутадиен 113.86 56.588 327.64 164 361 С4Н6 1-Бутин 119.81 32.867 259.71 147 394 С4Н8 1-Бутен 103.23 9.5007 233.53 88 357 С4Н8 цис-2-Бутен 111.05 33.050 276.43 134 368 С4Н8 транс-2-Бутен 112.71 56.768 317.93 168 364 С4Н8 Циклобутан 99.08 44.500 234.32 182 394 С4Н10 Бутан 120.03 37.830 309.29 135 362 С4Н10 Изобутан 114.87 26.310 296.60 114 347 С5Н8 Циклопентен 103.19 74.229 438.99 138 430 С5Н10 1-Пентен 124.80 78.326 603.01 108 395 С5Н10 цис-2-Пентен 127.26 91.967 609.57 122 404 С5Н10 транс-2-Пентен 129.30 110.36 647.59 133 400 С5Н10 2-Метил-1-бутен 132.85 117.96 678.83 136 395 С5Н10 3-Метил-1-бутен 136.88 17.434 273.50 105 383 С5Н10 2-Метил-2-бутен 130.26 121.85 668.44 139 400 С5Н10 Циклопентан 116.24 122.05 519.69 179 435 С5Н12 Пентан 143.61 144.77 762.17 143 400 С5Н12 2-Метилбутан 132.36 95.425 679.06 113 392 С6Н6 Бензол 155.63 271.05 675.08 279 478 70 Продолжение таблицы А.1 БруттоУглеводород формула А В С Тмин, К Тмакс, К С6Н10 Циклогексен 133.86 105.99 487.15 170 476 С6Н12 1-Гексен 157.71 115.78 678.78 133 432 С6Н12 цис-2-Гексен 166.92 114.47 686.30 132 440 С6Н12 транс-2-Гексен 167.79 127.28 707.03 140 439 С6Н12 цис-3-Гексен 165.42 117.91 686.95 135 439 С6Н12 транс-3-Гексен 172.28 163.92 768.29 160 442 С6Н12 2-Метил-1-пентен 161.65 121.61 693.59 137 431 С6Н12 3-Метил-1-пентен 150.40 95.934 649.91 120 421 С6Н12 4-Метил-1-пентен 149.98 95.144 648.65 120 421 С6Н12 2-Метил-2-пентен 166.94 122.24 694.05 138 440 С6Н12 3-Метил-цис-2-пентен 152.11 111.70 632.72 138 440 С6Н12 3-Метил-транс-2-пентен 151.56 105.57 618.19 135 443 С6Н12 4-Метил-цис-2-пентен 156.08 135.40 740.84 139 417 С6Н12 4-Метил-транс-2-пентен 156.38 123.50 721.60 132 419 С6Н12 2-Этил-1-бутен 165.11 129.09 707.60 142 434 С6Н12 2,3-Диметил-1-бутен 150.85 91.615 646.60 116 426 С6Н12 3,3-Диметил-1-бутен 147.30 149.00 718.81 158 417 С6Н12 2,3-Диметил-2-бутен 191.51 238.16 867.42 199 445 С6Н12 Циклогексан 178.98 321.57 796.77 280 470 С6Н12 Метилциклопентан 137.23 82.890 518.99 131 453 С6Н14 Гексан 181.77 215.50 875.55 178 432 С6Н14 2-Метилпентан 162.65 108.72 721.20 120 424 С6Н14 3-Метилпентан 169.63 157.79 767.73 155 429 С6Н14 2,2-Диметилбутан 167.85 200.52 850.35 173 415 С6Н14 2,3-Диметилбутан 160.72 139.46 736.36 165 425 С7Н8 Толуол 147.04 114.05 489.67 178 504 С7Н14 1-Гептен 190.40 146.98 727.91 154 457 С7Н14 Циклогептан 227.52 306.92 822.80 265 512 С7Н14 Этилциклопентан 163.77 91.761 549.07 135 484 С7Н14 1,1-Диметилциклопентан 180.76 204.72 735.49 203 468 71 Продолжение таблицы А.1 БруттоУглеводород формула А В С Тмин, К Тмакс, К С7Н14 цис-1,2-Диметилциклопентан 188.31 224.26 738.86 219 480 С7Н14 транс-1,2-Диметилциклопентан 169.34 126.56 627.40 156 470 С7Н14 цис-1,3-Диметилциклопентан 166.26 106.13 603.16 139 468 С7Н14 транс-1,3-Диметилциклопентан 166.40 104.87 598.37 139 470 С7Н14 Метилциклогексан 163.15 105.48 564.75 147 486 С7Н16 Гептан 211.96 229.93 903.05 183 459 С7Н16 2-Метилгексан 198.01 175.79 837.62 155 451 С7Н16 3-Метилгексан 181.71 84.770 695.96 100 455 С7Н16 3-Этилпентан 197.16 159.49 777.22 155 460 С7Н16 2,2-Диметилпентан 195.87 167.44 840.96 149 442 С7Н16 2,3-Диметилпентан 194.10 161.45 804.40 149 457 С7Н16 2,4-Диметилпентан 200.12 180.99 872.30 154 443 С7Н16 3,3-Диметилпентан 188.22 126.89 718.08 139 456 С7Н16 2,2,3-Триметилбутан 232.61 401.59 1123.9 248 451 С8Н8 Стирол 184.57 214.93 626.30 243 525 С8Н10 Этилбензол 172.16 121.18 518.75 178 525 С8Н10 м-Ксилол 185.13 193.87 617.70 225 526 С8Н10 о-Ксилол 196.55 221.79 638.85 248 536 С8Н10 п-Ксилол 210.61 315.37 763.12 286 525 С8Н16 1-Октен 222.61 173.86 762.52 171 486 С8Н16 Циклооктан 277.94 352.05 867.74 288 550 С8Н16 Пропилциклопентан 204.13 140.07 675.03 156 513 С8Н16 Этилциклогексан 206.72 129.36 622.54 162 518 С8Н16 1,1-Диметилциклогексан 218.31 267.16 796.17 240 502 С8Н16 цис-1,2-Диметилциклогексан 223.45 230.51 749.99 223 515 С8Н16 транс-1,2-Диметилциклогексан 203.43 165.02 668.84 185 507 С8Н16 цис-1,3-Диметилциклогексан 203.30 186.02 695.44 198 502 С8Н16 транс-1,3-Диметилциклогексан 204.26 175.78 706.14 183 508 С8Н16 цис-1,4-Диметилциклогексан 204.59 165.26 667.98 186 508 С8Н16 транс-1,4-Диметилциклогексан 216.91 264.05 798.14 236 500 72 Продолжение таблицы А.1 БруттоУглеводород формула А В С Тмин, К Тмакс, К С8Н18 Октан 256.35 322.16 1036.0 216 484 С8Н18 2-Метилгептан 230.52 196.66 877.55 164 477 С8Н18 3-Метилгептан 224.99 178.56 857.45 153 479 С8Н18 4-Метилгептан 226.12 173.07 843.90 152 478 С8Н18 3-Этилгексан 224.20 175.11 846.50 152 481 С8Н18 2,2-Диметилгексан 211.13 165.12 811.64 152 467 С8Н18 2,3-Диметилгексан 227.66 201.48 857.10 172 480 С8Н18 2,4-Диметилгексан 221.00 206.29 872.00 172 471 С8Н18 2,5-Диметилгексан 234.87 243.69 960.20 182 467 С8Н18 3,3-Диметилгексан 220.11 164.83 833.61 147 478 С8Н18 3,4-Диметилгексан 223.02 151.51 783.77 147 484 С8Н18 3-Этил-2-метилпентан 223.04 180.75 840.29 158 482 С8Н18 3-Этил-3-метилпентан 234.23 209.41 843.51 182 490 С8Н18 2,2,3-Триметилпентан 217.75 182.79 834.93 161 479 С8Н18 2,2,4-Триметилпентан 214.64 193.74 860.45 166 462 С8Н18 2,3,3-Триметилпентан 227.71 186.27 806.42 173 487 С8Н18 2,3,4-Триметилпентан 226.49 181.95 826.91 164 481 С8Н18 2,2,3,3-Тетраметилбутан 236.69 185.56 820.75 172 483 С9Н12 Пропилбензол 200.05 128.65 563.58 174 543 С9Н12 Кумол 196.44 135.40 574.97 177 537 С9Н12 м-Этилтолуол 200.36 139.14 583.59 178 541 С9Н12 о-Этилтолуол 208.99 153.37 591.12 192 553 С9Н12 п-Этилтолуол 210.77 186.22 638.04 211 544 С9Н12 1,2,3-Триметилбензол 225.08 228.95 656.38 248 565 С9Н12 1,2,4-Триметилбензол 215.05 208.82 654.27 227 552 С9Н12 1,3,5-Триметилбензол 204.00 201.65 628.96 228 544 С9Н18 1-Нонен 271.82 234.04 892.56 192 503 С9Н18 Бутилциклопентан 237.66 159.62 720.63 165 531 С9Н18 Пропилциклогексан 242.00 170.47 710.67 179 543 С9Н18 цис,цис-1,3,5237.21 275.44 863.42 223 517 Триметилциклогексан 73 Продолжение таблицы А.1 БруттоУглеводород формула А В С Тмин, К Тмакс, К циклогексан 226.18 214.98 808.46 189 512 С9Н20 Нонан 288.80 344.80 1083.6 220 506 С9Н20 2-Метилоктан 269.06 272.04 994.88 193 499 С9Н20 3-Метилоктан 258.94 208.57 912.12 166 502 С9Н20 4-Метилоктан 254.61 195.50 892.91 160 499 С9Н20 3-Этилгептан 255.30 195.27 892.40 160 499 С9Н20 4-Этилгептан 253.14 194.70 890.16 160 497 С9Н20 2,2-Диметилгептан 243.07 191.04 875.21 160 490 С9Н20 2,3-Диметилгептан 252.54 193.54 882.53 160 501 С9Н20 2,4-Диметилгептан 243.39 197.16 894.22 160 490 С9Н20 2,5-Диметилгептан 247.06 194.25 885.43 160 494 С9Н20 2,6-Диметилгептан 249.87 215.94 915.59 170 491 С9Н20 3,3-Диметилгептан 252.16 211.87 899.73 170 500 С9Н20 3,4-Диметилгептан 256.47 212.63 903.06 170 503 С9Н20 3,5-Диметилгептан 250.92 214.97 910.60 170 496 С9Н20 4,4-Диметилгептан 250.04 215.16 909.78 170 498 С9Н20 3-Этил-2-метилгексан 249.60 195.54 887.60 160 500 С9Н20 4-Этил-2-метилгексан 244.52 196.22 890.43 160 493 С9Н20 3-Этил-3-метилгексан 252.84 188.63 863.29 160 508 С9Н20 3-Этил-4-метилгексан 252.54 192.98 878.72 160 505 С9Н20 2,2,3-Триметилгексан 242.06 171.76 833.47 153 500 С9Н20 2,2,4-Триметилгексан 233.58 177.65 854.69 153 487 С9Н20 2,2,5-Триметилгексан 235.77 206.53 893.59 167 483 С9Н20 2,3,3-Триметилгексан 248.06 176.19 835.91 156 507 С9Н20 2,3,4-Триметилгексан 249.61 179.97 849.82 156 505 С9Н20 2,3,5 -Триметилгексан 236.67 162.01 832.48 145 492 С9Н20 2,4,4-Триметилгексан 240.79 190.49 870.41 160 494 С9Н20 3,4,4-Триметилгексан 256.90 202.87 863.27 172 512 С9Н20 3,3-Диэтилпентан 292.88 373.55 1075.9 240 519 С9Н20 3-Этил-2,2-диметилпентан 249.66 211.84 884.33 174 502 С9Н18 цис,транс-1,3,5-Триметил- 74 Продолжение таблицы А.1 БруттоУглеводород формула А В С Тмин, К Тмакс, К С9Н20 3-Этил-2,3-диметилпентан 262.70 207.00 870.62 174 516 С9Н20 3-Этил-2,4-диметилпентан 244.92 170.77 839.98 151 503 С9Н20 2,2,3,3-Тетраметилпентан 300.39 444.00 1156.2 263 516 С9Н20 2,2,3,4-Тетраметилпентан 241.15 168.15 823.39 152 504 С9Н20 2,2,4,4-Тетраметилпентан 262.48 299.58 1026.0 206 488 С9Н20 2,3,3,4-Тетраметилпентан 258.11 206.54 876.13 171 516 С10Н8 Нафталин 226.62 104.73 244.12 353 636 С10Н14 Бутилбензол 229.13 154.94 619.83 185 562 С10Н14 м-Диэтилбензол 229.31 161.04 626.86 189 564 С10Н14 о-Диэтилбензол 251.39 248.51 726.50 242 569 С10Н14 п-Диэтилбензол 248.61 249.87 756.46 231 559 С10Н14 1,2,3,4-Тетраметилбензол 257.60 294.58 755.42 267 591 С10Н14 1,2,3,5-Тетраметилбензол 253.90 274.71 759.63 249 577 С10Н18 цис-Декалин 234.54 194.41 609.37 230 597 С10Н18 транс-Декалин 239.26 222.61 655.00 243 584 С10Н20 1-Децен 293.75 259.67 906.36 207 523 С10Н20 1-Циклопентилпентан 277.58 219.50 828.18 190 550 С10Н20 Бутилциклогексан 280.35 210.03 773.03 198 567 С10Н22 Декан 335.15 440.91 1225.6 244 524 С10Н22 2-Метилнонан 306.33 307.41 1078.1 199 519 С10Н22 3-Метилнонан 297.29 275.68 1026.2 188 521 С10Н22 4-Метилнонан 298.36 253.14 1027.0 174 519 С10Н22 5-Метилнонан 300.76 279.81 1056.5 185 518 С10Н22 3-Этилоктан 295.81 272.16 1027.7 185 522 С10Н22 4-Этилоктан 292.42 279.33 1047.5 185 518 С10Н22 2,2-Диметилоктан 301.05 357.92 1122.1 219 512 С10Н22 2,3-Диметилоктан 310.89 360.32 1127.1 219 521 С10Н22 2,4-Диметилоктан 300.51 368.40 1148.3 219 509 С10Н22 2,5-Диметилоктан 303.64 365.25 1140.3 219 513 С10Н22 2,6-Диметилоктан 307.57 364.98 1142.3 219 513 75 Продолжение таблицы А.1 БруттоУглеводород формула А В С Тмин, К Тмакс, К С10Н22 2,7-Диметилоктан 305.17 362.55 1134.3 219 512 С10Н22 3,3-Диметилоктан 306.64 356.22 1115.8 219 520 С10Н22 3,4-Диметилоктан 309.67 359.05 1123.1 219 522 С10Н22 3,5-Диметилоктан 304.96 366.67 1143.1 219 515 С10Н22 3,6-Диметилоктан 306.43 362.04 1131.6 219 517 С10Н22 4,4-Диметилоктан 302.37 363.65 1134.4 219 516 С10Н22 4,5-Диметилоктан 308.31 363.36 1134.0 219 520 С10Н22 4-Пропилгептан 303.31 378.57 1173.5 219 511 С10Н22 4-Изопропилгептан 304.71 371.17 1153.2 219 516 С10Н22 3-Этил-2-метилгептан 307.32 365.99 1140.3 219 519 С10Н22 4-Этил-2-метилгептан 301.43 374.49 1162.2 219 512 С10Н22 5-Этил-2-метилгептан 305.34 366.59 1142.8 219 516 С10Н22 3-Этил-3-метилгептан 310.18 356.83 1115.6 219 527 С10Н22 4-Этил-3-метилгептан 308.66 365.76 1138.8 219 522 С10Н22 3-Этил-5-метилгептан 303.59 367.91 1145.0 219 516 С10Н22 3-Этил-4-метилгептан 309.66 365.19 1137.4 219 523 С10Н22 4-Этил-4-метилгептан 306.53 360.38 1124.4 219 523 С10Н22 2,2,3-Триметилгептан 301.51 348.04 1093.8 219 520 С10Н22 2,2,4-Триметилгептан 290.75 364.19 1135.5 219 505 С10Н22 2,2,5-Триметилгептан 293.50 358.87 1122.5 219 508 С10Н22 2,2,6-Триметилгептан 291.02 357.97 1121.1 219 504 С10Н22 2,3,3-Триметилгептан 304.68 344.85 1085.2 219 525 С10Н22 2,3,4-Триметилгептан 304.92 354.59 1110.4 219 522 С10Н22 2,3,5-Триметилгептан 306.24 359.48 1123.4 219 521 С10Н22 2,3,6-Триметилгептан 300.04 358.23 1121.2 219 513 С10Н22 2,4,4-Триметилгептан 293.94 360.68 1126.2 219 510 С10Н22 2,4,5-Триметилгептан 300.84 359.78 1124.3 219 516 С10Н22 2,4,6-Триметилгептан 289.81 364.84 1138.5 219 502 С10Н22 2,5,5-Триметилгептан 295.89 355.99 1114.4 219 512 С10Н22 3,3,4-Триметилгептан 306.87 343.85 1082.1 219 529 76 Продолжение таблицы А.1 БруттоУглеводород формула А В С Тмин, К Тмакс, К С10Н22 3,3,5-Триметилгептан 298.52 340.72 1075.8 219 518 С10Н22 3,4,4-Триметилгептан 305.85 344.27 1083.2 219 528 С10Н22 2,3,5-Триметилгептан 308.82 363.32 1133.5 219 521 С10Н22 2-Изопропил-2-метилгексан 314.52 364.35 1134.2 219 530 С10Н22 3,3-Диэтилгексан 313.20 352.00 1102.1 219 534 С10Н22 3,4-Диэтилгексан 310.90 365.13 1136.2 219 526 С10Н22 3-Этил-2,2-диметилгексан 300.06 354.14 1108.4 219 520 С10Н22 4-Этил-2,2-диметилгексан 288.94 361.24 1127.6 219 505 С10Н22 3-Этил-2,3-диметилгексан 309.03 341.01 1074.5 219 533 С10Н22 4-Этил-2,3-диметилгексан 306.22 353.97 1108.1 219 525 С10Н22 3-Этил-2,4-диметилгексан 305.21 354.40 1109.3 219 524 С10Н22 4-Этил-2,4-диметилгексан 305.83 344.16 1083.1 219 528 С10Н22 3-Этил-2,5-диметилгексан 298.07 363.34 1132.8 219 513 С10Н22 4-Этил-3,3-диметилгексан 308.18 343.30 1080.0 219 532 С10Н22 3-Этил-3,4-диметилгексан 307.30 345.61 1085.7 219 531 С10Н22 2,2,3,3-Тетраметилгексан 304.36 337.13 1064.8 219 530 С10Н22 2,2,3,4-Тетраметилгексан 302.66 340.61 1073.3 219 527 С10Н22 2,2,3,5-Тетраметилгексан 289.72 346.22 1088.8 219 511 С10Н22 2,2,4,4-Тетраметилгексан 297.28 355.89 1112.2 219 519 С10Н22 2,2,4,5-Тетраметилгексан 289.59 354.01 1108.7 219 509 С10Н22 2,2,5,5-Тетраметилгексан 303.06 481.51 1252.9 261 494 С10Н22 2,3,3,4-Тетраметилгексан 335.56 455.19 1190.5 261 538 С10Н22 2,3,3,5-Тетраметилгексан 322.82 479.16 1244.8 261 519 С10Н22 2,3,4,4-Тетраметилгексан 332.56 465.10 1212.9 261 533 С10Н22 2,3,4,5-Тетраметилгексан 326.90 479.86 1246.3 261 521 С10Н22 3,3,4,4-Тетраметилгексан 341.01 437.12 1150.3 261 550 С10Н22 2,4-Диметил-3-изопропилпентан 286.50 275.95 1007.7 191 522 С10Н22 3,3-Диэтил-2-метилпентан 302.42 262.52 968.50 191 544 С10Н22 3-Этил-2,2,3-триметилпентан 301.78 251.75 937.18 191 549 С10Н22 3-Этил-2,2,4-триметилпентан 284.11 270.52 991.46 191 523 77 Продолжение таблицы А.1 БруттоУглеводород формула А В С Тмин, К Тмакс, К С10Н22 3-Этил-2,3,4-триметилпентан 301.84 256.18 950.37 191 546 С10Н22 2,2,3,3,4-Пентаметилпентан 319.60 355.34 1045.9 237 547 С10Н22 2,2,3,4,4-Пентаметилпентан 311.55 375.09 1101.1 234 533 С11Н10 2-Метилнафталин 232.75 78.416 223.80 308 650 С11Н16 Пентилбензол 265.76 187.73 690.36 198 578 С11Н16 Пентаметилбензол 326.40 179.94 433.32 328 611 С11Н22 1-Ундецен 336.12 373.83 1137.6 224 541 С11Н22 1-Циклопентилгексан 313.32 258.76 909.96 200 568 С11Н22 Пентилциклогексан 321.25 286.53 928.64 216 573 С11Н24 Ундекан 369.55 467.34 1271.0 248 544 С12Н10 Бифенил 251.50 83.525 211.53 342 671 С12Н18 Гексилбензол 300.99 222.06 753.06 212 593 С12Н18 1,2,3-Триэтилбензол 287.38 230.46 786.85 207 582 С12Н18 1,2,4-Триэтилбензол 287.38 230.46 786.85 207 582 С12Н18 1,3,5-Триэтилбензол 285.14 229.19 783.16 207 580 С12Н18 Гексаметилбензол 404.31 361.64 596.95 439 644 С12Н24 1-Додецен 380.30 443.39 1253.2 238 558 С12Н24 1-Циклопентилгептан 355.09 334.34 1044.2 220 577 С12Н24 1-Циклогексилгексан 382.75 442.26 1132.7 264 588 С12Н26 Додекан 414.35 540.85 1370.8 264 561 С13Н20 1-Фенилгептан 338.19 272.39 850.02 225 606 С13Н26 1-Тридецен 434.55 528.56 1406.0 250 573 С13Н26 1-Циклопентилоктан 391.11 371.51 1103.4 229 597 С13Н26 1-Циклогексилгептан 401.46 404.17 1127.0 243 602 С13Н28 Тридекан 448.73 557.54 1392.9 268 577 С14Н22 1-Фенилоктан 373.69 309.29 910.78 237 619 С14Н28 1-Тетрадецен 474.68 594.96 1509.3 260 586 С14Н28 1-Циклопентилнонан 432.14 440.17 1210.6 244 609 С14Н28 1-Циклогексилоктан 441.10 462.99 1222.7 253 615 С14Н30 Тетрадекан 493.41 625.99 1489.3 279 592 78 Продолжение таблицы А.1 БруттоУглеводород формула А В С Тмин, К Тмакс, К С15Н24 1-Фенилнонан 409.86 349.19 973.38 249 630 С15Н30 1-Пентадецен 514.20 659.58 1605.8 269 598 С15Н30 1-Циклопентилдекан 467.73 487.10 1293.4 251 621 С15Н30 1-Циклогексилнонан 480.87 522.32 1317.7 263 627 С15Н32 Пентадекан 529.95 650.49 1522.7 283 610 С16Н26 1-Фенилдекан 443.26 383.39 1025.9 259 640 С16Н32 1-Гексадецен 550.87 723.35 1699.7 277 609 С16Н32 1-Циклопентилундекан 508.31 558.50 1400.6 263 632 С16Н32 1-Циклогексилдекан 519.01 582.48 1412.8 271 638 С16Н34 Гексадекан 573.13 707.51 1602.8 291 624 С17Н28 1-Фенилундекан 479.71 442.28 1126.3 268 649 С17Н34 1-Гептадецен 589.88 772.62 1765.2 284 623 С17Н34 1-Циклопентилдодекан 542.58 605.80 1482.4 268 642 С17Н34 1-Циклогексилундекан 556.63 639.95 1501.2 279 647 С17Н36 Гептадекан 598.25 743.51 1650.2 295 637 С18Н30 1-Фенилдодекан 512.25 476.22 1176.9 276 658 С18Н36 1-Октадецен 631.33 864.92 1917.3 291 628 С18Н36 1-Циклопентилтридекан 582.09 675.30 1582.0 278 651 С18Н36 1-Циклогексилдодекан 594.22 701.57 1596.1 286 657 С18Н38 Октадекан 561.47 273.09 724.39 301 636 С19Н32 1-Фенилтридекан 543.65 507.30 1221.6 283 666 С19Н38 1-Нонадецен 664.70 897.63 1947.3 297 642 С19Н38 1-Циклопентилтетрадекан 613.42 715.00 1652.1 282 656 С19Н38 1-Циклогексилтридекан 630.46 758.54 1682.2 292 666 С19Н40 Нонадекан 583.06 241.04 647.17 305 660 С20Н34 1-Фенилтетрадекан 573.75 537.62 1267.4 289 673 С20Н40 1-Эйкозен 608.48 284.04 755.93 302 651 С20Н40 1-Циклопентилпентадекан 655.49 814.90 1806.3 290 663 С20Н40 1-Циклогексилтетрадекан 665.33 817.21 1769.3 297 674 С20Н42 Эйкозан 615.93 310.83 791.26 310 652 79 Продолжение таблицы А.1 БруттоУглеводород формула А В С Тмин, К Тмакс, К С21Н36 1-Фенилпентадекан 607.87 601.06 1370.6 295 680 С21Н42 1-Циклопентилгексадекан 686.83 848.13 1843.7 294 678 С21Н42 1-Циклогексилпентадекан 614.22 251.50 682.35 302 683 С22Н38 1-Фенилгексадекан 579.51 187.46 537.94 300 687 С22Н44 1-Циклогексилгексадекан 639.51 267.18 708.66 307 691 80 Приложение Б – Основные параметры тарелок ректификационных колонн Таблица Б.1 - Параметры клапанных прямоточных тарелок ВНИИНЕФТЕМАШа Диаметр колонны Шифр тарелки Рабочая площадь тарелки Периметр слива Площадь слива Длина пути жидкости Доля живого сечения тарелки f0 в зависимости от шага между рядами отверстий t0 t0 = 50 мм t0 = 75 мм t0 = 100 мм Межтарельчатое расстояние Диаметр колонны Шифр тарелки Рабочая площадь тарелки Периметр слива Площадь слива Длина пути жидкости Доля живого сечения тарелки f0 в зависимости от шага между рядами отверстий t0 t0 = 50 мм t0 = 75 мм t0 = 100 мм Межтарельчатое расстояние Примечания: DK м 1.0 2 SP B SСЛ LT f0 f0 f0 H м м м2 м DK м SP B SСЛ LT f0 f0 f0 H 1.2 1.4 м м м2 м 2.2 Б А Б А Б А Б А Б 0.50 0.60 0.79 0.93 1.10 1.30 1.47 1.65 1.83 2.17 2.24 0.84 0.76 0.97 0.84 1.12 0.93 1.26 1.12 1.43 1.20 0.14 0.09 0.17 0.10 0.22 0.12 0.27 0.18 0.36 0.19 0.35 0.45 0.20 0.65 0.65 0.85 0.80 0.95 0.90 0.120 0.134 0.149 0.162 0.160 0.170 0.181 0.180 0.080 0.075 0.095 0.092 0.110 0.120 0.113 0.059 0.080 0.073 0.082 0.089 0.087 2.4 А Б А Б 2.68 2.76 3.18 3.81 3.77 1.60 1.32 1.74 1.51 1.92 1.65 0.45 0.23 0.52 0.31 0.66 0.37 1.15 1.00 1.30 1.15 1.40 1.25 1.55 0.184 0.185 0.192 0.198 0.197 0.198 0.205 0.210 0.128 0.118 0.125 0.131 0.119 0.130 0.134 0.161 0.137 0.096 0.096 0.083 0.099 0.104 0.098 0.103 0.123 0.105 300, 350, 400, 450, 500, 600, 700, 800, 900 2.8 3.0 3.2 3.4 3.6 3.8 4.0 А Б А Б А Б А Б А Б А Б А Б А Б 3.84 4.52 4.41 5.35 5.01 5.94 5.76 6.88 6.44 7.76 7.39 8.73 8.08 9.54 8.96 10.78 2.05 1.73 2.23 1.80 2.40 2.04 2.54 2.11 2.72 2.26 2.85 2.38 3.03 2.57 3.20 2.64 0.74 0.39 0.87 0.40 1.03 0.56 1.14 0.58 1.32 0.68 1.40 0.73 1.61 0.88 1.82 0.91 1.40 1.75 1.50 1.95 1.60 2.00 1.75 2.20 1.85 2.35 2.00 2.50 2.10 2.60 2.20 2.80 0.206 0.214 0.213 0.213 0.210 0.216 0.214 0.220 0.217 0.221 0.219 0.224 0.221 0.226 0.223 0.227 0.138 0.145 0.141 0.141 0.140 0.144 0.147 0.149 0.144 0.148 0.136 0.149 0.146 0.150 0.150 0.152 0.106 0.107 0.108 0.108 0.103 0.111 0.108 0.113 0.108 0.111 0.108 0.113 0.121 0.115 0.114 0.115 мм Зазор под сливным стаканом Зазор между сливом и тарелкой Площадь прохода паров 2.0 А 2.6 2 1.8 Б мм 1.6 А 300, 350, 400, 450, 500, 600, 700, 800, 900 a = 0.08 м b = 0.06 м S0 f 0 S P 81 Таблица Б.2 - Параметры двухпоточных клапанных прямоточных тарелок ВНИИНЕФТЕМАШа Диаметр колонны Шифр тарелки Рабочая площадь тарелки Периметр слива Площадь слива Длина пути жидкости Доля живого сечения тарелки f0 в зависимости от шага между рядами отверстий t0 t0 = 50 мм t0 = 75 мм t0 = 100 мм Межтарельчатое расстояние Диаметр колонны Шифр тарелки Рабочая площадь тарелки Периметр слива Площадь слива Длина пути жидкости Доля живого сечения тарелки f0 в зависимости от шага между рядами отверстий t0 t0 = 50 мм t0 = 75 мм t0 = 100 мм Межтарельчатое расстояние DK м 1.4 2 SP B SСЛ LT f0 f0 f0 H м м м2 м DK м SP B SСЛ LT f0 f0 f0 H 1.6 1.8 м м м2 м 2.4 2.6 2.8 А Б А Б А Б А Б А Б А Б А Б А Б 1.42 1.72 1.88 2.08 2.41 2.51 2.92 2.93 3.39 3.62 4.03 4.36 4.89 2.24 2.06 2.40 2.26 2.64 2.40 2.02 2.72 3.30 2.98 3.46 3.24 3.60 3.30 0.33 0.26 0.38 0.30 0.46 0.32 0.53 0.36 0.69 0.50 0.76 0.55 0.81 0.58 0.25 0.30 0.35 0.40 0.40 0.50 0.45 0.55 0.50 0.60 0.60 0.70 0.70 0.80 0.096 1.25 0.117 0.138 0.120 0.126 0.135 0.146 0.138 0.151 0.147 0.156 0.167 0.176 0.174 0.777 0.090 0.08 0.076 0.094 0.094 0.100 0.090 0.105 0.101 0.101 0.108 0.122 0.122 0.119 0.08 0.069 0.075 0.081 0.068 0.077 0.082 0.086 0.089 0.096 0.096 0.095 1.88 0.22 0.20 300, 350, 400, 450, 500, 600, 700, 800, 900 3.0 2 2.2 1.02 мм 2.0 3.2 3.4 3.6 3.8 4.0 4.5 5.0 А Б А Б А Б А Б А Б А Б А Б А Б 4.74 5.39 5.59 6.18 6.23 7.11 7.11 8.07 7.68 8.93 8.75 10.00 11.04 12.60 14.32 15.50 4.08 3.66 4.22 3.92 4.52 4.08 4.76 4.26 5.14 4.46 5.28 4.70 6.05 5.04 6.44 6.06 1.03 0.77 1.12 0.83 1.32 0.89 1.43 0.95 1.69 1.11 1.79 1.22 2.24 1.41 2.48 1.83 0.70 0.85 0.80 0.90 0.85 1.00 0.90 1.10 0.95 1.15 1.15 1.25 1.20 1.30 1.45 1.60 0.174 0.183 0.177 0.185 0.179 0.182 0.182 0.195 0.188 0.194 0.192 0.202 0.199 0.203 0.208 0.212 0.120 0.124 0.120 0.122 0.126 0.129 0.119 0.131 0.127 0.132 0.126 0.133 0.132 0.138 0.135 0.143 0.091 0.092 0.093 0.098 0.091 0.100 0.095 0.101 0.095 0.097 0.098 0.100 0.104 0.104 0.105 0.110 мм 300, 350, 400, 450, 500, 600, 700, 800, 900 82 Продолжение приложения Б Продолжение Таблицы Б.2 Диаметр колонны Шифр тарелки Рабочая площадь тарелки Периметр слива Площадь слива Длина пути жидкости Доля живого сечения тарелки f0 в зависимости от шага между рядами отверстий t0 t0 = 50 мм t0 = 75 мм t0 = 100 мм Межтарельчатое расстояние DK SP B SСЛ LT f0 f0 f0 H м 5.5 2 м м м2 м 6.0 6.4 7.0 8.0 9.0 А Б А Б А Б А Б А Б А Б 17.23 18.71 21.10 22.49 23.94 26.05 29.24 31.48 38.97 41.30 49.92 52.50 7.16 6.72 7.65 7.28 8.14 7.52 8.76 8.18 9.86 9.42 10.92 10.30 3.02 2.26 3.02 2.49 3.86 2.97 4.08 3.14 6.09 4.00 6.21 4.97 1.60 1.75 1.60 1.95 1.95 2.15 2.05 2.25 2.45 2.65 2.85 3.05 0.222 0.213 0.222 0.218 0.218 0.22 0.196 0.196 0.204 0.206 0.208 0.211 0.147 0.144 0.147 0.145 0.145 0.150 0.137 0.133 0.136 0.135 0.141 0.141 0.112 0.108 0.110 0.110 0.106 0.102 0.098 0.098 0.108 0.104 0.104 0.106 мм 300, 350, 400, 450, 500, 600, 700, 800, 900 Таблица Б.3 - Параметры четырехпоточных клапанных прямоточных тарелок Диаметр колонны Рабочая площадь тарелки Периметр слива Площадь слива Длина пути жидкости Доля живого сечения тарелки f0 в зависимости от шага между рядами отверстий t0 Межтарельчатое расстояние Примечания: Зазор под сливным стаканом Зазор между сливом и тарелкой Площадь прохода паров t0 = 50 мм t0 = 75 мм t0 = 100 мм DK SP B SСЛ LT f0 f0 f0 H м м2 м м2 м 3.2 3.4 3.6 3.8 4.0 4.5 5.0 5.5 4.48 8.20 1.48 0.20 0.102 5.28 10.00 1.59 0.25 0.104 6.15 10.66 1.70 0.30 0.119 6.45 11.28 2.09 0.30 0.122 7.43 11.92 2.22 0.35 0.132 9.26 13.54 2.90 0.40 0.140 11.89 15.26 3.27 0.50 0.162 14.23 16.88 4.05 0.55 0.163 0.091 0.073 0.072 0.087 0.100 0.108 0.113 0.066 0.080 600, 700, 800, 900 0.091 0.081 мм a = 0.08 м b = 0.06 м S0 f 0 S P 83 Таблица Б.4 - Основные параметры однопоточных тарелок из S–образных элементов по ОСТ 26-536-78 Диаметр колонны Площадь поперечного сечения колонны Площадь прохода паров Рабочая площадь тарелки Периметр слива Площадь слива Длина пути жидкости по тарелке Количество щелей для прохода паров Межтарельчатое расстояние D мм SК м2 S0 м2 SP м2 B м SСЛ м2 LT м шт H мм 1000 1200 1400 1600 1800 2000 2200 2400 2600 2800 3000 3200 3400 3600 3800 4000 0.785 1.13 1.54 2.01 2.54 3.14 3.80 4.52 4.31 6.16 7.08 8.04 9.07 10.18 11.34 12.57 0.064 0.125 0.172 0.225 0.286 0.352 0.125 0.511 0.604 0.701 0.608 0.915 1.035 1.12 1.35 1.495 0.645 0.91 1.24 1.61 2.00 2.48 2.98 3.54 4.16 4.79 5.48 6.20 7.05 8.19 9.08 10.07 0.70 0.85 1.01 1.16 1.32 1.47 1.83 1.78 1.93 2.09 2.24 2.40 2.54 2.53 2.76 2.90 0.069 0.103 0.151 0.199 0.256 0.33 0.417 0.49 0.573 0.685 0.787 0.92 1.01 0.993 1.13 1.25 0.897 0.826 0.950 1.084 1.208 1.334 1.468 1.592 1.716 1.840 1.974 2.000 2.224 2.482 2.606 2.730 5 6 7 8 9 10 11 12 13 14 15 16 17 19 20 21 450, 500, 600, 700, 800, 900 Таблица Б.5 - Основные параметры двухпоточных тарелок из S–образных элементов по ОСТ 26-536-78 Диаметр колонны Площадь поперечного сечения колонны Площадь прохода паров Рабочая площадь тарелки Периметр слива Площадь слива Длина пути жидкости по тарелке Количество щелей для прохода паров Межтарельчатое расстояние D мм SК м2 S0 м2 SP м2 B м SСЛ м2 LT м шт H мм 1600 2.01 0.165 1.26 2.2 0.332 0.466 6 1800 2.54 0.231 1.78 2.22 0.288 0.593 8 2000 3.14 0.27 2.04 2.84 0.552 0.593 8 2200 3.86 0.364 2.70 2.89 0.532 0.720 10 2400 4.52 0.412 2.98 3.38 0.672 0.720 10 2600 5.31 0.53 3.79 3.42 0.732 0.847 12 2800 6.16 0.646 4.63 3.43 0.686 0.974 14 450, 500, 600, 700, 800, 900 84 3000 7.06 0.706 5.87 4.05 0.840 0.974 14 3200 8.04 0.86 6.07 4.05 0.900 1.101 16 3400 9.07 0.935 6.55 4.66 0.960 1.101 16 Продолжение таблицы Б.5 - Основные параметры двухпоточных тарелок из S–образных элементов по ОСТ 26-536-78 3600 Диаметр колонны D мм 10.18 Площадь поперечного сечения колонны SК м2 1.0 Площадь прохода паров S0 м2 6.96 Рабочая площадь тарелки SP м2 5.20 Периметр слива B м 2 1.02 Площадь слива SСЛ м 1.102 Длина пути жидкости по тарелке LT м 16 Количество щелей для прохода паров шт Межтарельчатое расстояние H мм Примечание: Зазор под сливным стаканом a = 0.06 м 3800 11.34 1.16 8.20 5.30 1.08 1.226 18 4000 12.57 1.257 8.81 5.85 1.14 1.226 18 4500 15.90 1.67 12.17 6.00 1.35 1.466 22 5000 19.63 2.2 14.97 6.40 1.50 1.714 26 600, 700, 800, 900 Таблица Б.6 - Основные параметры четырехпоточных тарелок из S–образных элементов Диаметр колонны Площадь поперечного сечения колонны Площадь прохода паров Рабочая площадь тарелки Периметр слива Площадь слива Длина пути жидкости по тарелке Количество щелей для прохода паров Межтарельчатое расстояние Примечания: D мм SК м2 S0 м2 SP м2 B м SСЛ м2 LT м шт H мм Зазор под сливным стаканом 4000 12.57 1.06 7.91 12.40 2.02 0.573 16 5500 23.76 2.66 18.41 7.30 1.65 1.838 28 4500 15.90 1.224 8.27 14.84 2.23 0.568 16 600, 700, 800, 900 a = 0.06 м 85 5000 19.63 1.69 11.39 16.60 2.74 0.689 20 6000 28.27 3.12 21.79 8.20 1.80 1.969 30 6400 32.17 3.56 23.69 9.10 1.96 2.088 32 7000 38.48 4.39 28.9 9.60 2.10 2.336 36 8000 50.27 5.69 39.03 11.20 2.40 2.584 40 Продолжение приложения Б Таблица Б.7 - Основные параметры однопоточных колпачковых тарелок типа ТСК-1 Диаметр колонны Площадь поперечного сечения колонны Площадь прохода паров Рабочая площадь тарелки Периметр слива Площадь слива Длина пути жидкости по тарелке Зазор под сливным стаканом Зазор между сливом и приемной перегородкой Общее количество колпачков Диаметр колпачков Межтарельчатое расстояние D SК S0 SP B SСЛ LT a b мм м2 м2 м2 м м2 м м м dK H шт мм мм 400 500 600 800 1000 0.126 0.007 0.09 0.22 0.005 0.22 0.035 0.020 0.196 0.013 0.146 0.28 0.008 0.30 0.035 0.022 0.283 0.026 0.215 0.36 0.0147 0.37 0.035 0.026 0.603 0.059 0.395 0.49 0.028 0.52 0.035 0.027 0.785 0.075 0.573 0.685 0.063 0.593 0.035 0.037 7 60 13 13 29 60 80 80 300, 350, 400, 450, 500 37 80 Таблица Б.8 - Геометрические размеры колпачков капсульных стальных Единица измерения Наименование Внутренний диаметр колпачка Наружный диаметр парового патрубка Внутренний диаметр парового патрубка Ширина прорезей Количество прорезей Площадь внутреннего сечения колпачка Площадь парового патрубка Площадь кольцевого зазора hПР = 20 мм Площадь прорезей hПР = 30 мм Зазор между нижней кромкой колпачка и тарелкой, hЗ 86 мм мм мм мм шт см2 см2 см2 см2 см2 мм Наружный диаметр колпачков, мм 60 80 100 150 56.8 76.8 96.8 146.8 42 57 70 102 35 50 63 95 4 4 4 4 16 20 26 40 24.6 45.5 72.5 167.5 9.6 19.6 31.2 70.9 11.5 20.9 35.0 87.3 18.4 23.0 29.9 46.0 31.8 39.8 51.7 79.5 0 15 (0 18 для тарелок ТСК-Р) Таблица Б.9 - Параметры однопоточных ситчатых тарелок типа ТС, ТС-Р и ТС-Р2 Диаметр колонны Шифр тарелки Рабочая площадь тарелки Периметр слива Площадь слива Длина пути жидкости Зона без перфорации Межтарельчатое расстояние DK SP B SСЛ LT SУ H м м м2 м м2 мм Диаметр колонны Шифр тарелки Рабочая площадь тарелки Периметр слива Площадь слива Длина пути жидкости Зона без перфорации Межтарельчатое расстояние DK м SP B SСЛ LT SУ H м 0.4 0.5 0.6 0.8 1.0 ТС ТС ТС ТС ТС-Р ТС-Р ТС-Р2 ТС-Р ТС-Р2 ТС-Р ТС-Р2 ТС-Р ТС-Р2 ТС-Р ТС-Р2 0.097 0.302 0.0044 0.215 0.058 0.140 0.400 0.0055 0.275 0.076 0.200 0.480 0.0105 0.345 0.101 0.410 0.570 0.0193 0.485 0.158 0.713 0.580 0.036 0.810 0.287 1.010 0.722 0.060 0.950 0.518 0.896 0.884 0.117 0.810 0.486 1.366 0.860 0.087 1.090 0.528 1.072 1.135 0.234 0.810 0.463 1.834 0.795 0.088 1.305 0.663 1.426 1.280 0.292 0.950 0.543 2.294 1.050 0.123 1.445 0.394 1.640 1.520 0.450 0.950 0.340 2.822 1.190 0.159 1.585 0.857 2.090 1.660 0.525 1.090 1.054 2 2 м м м2 м м2 мм 1.4 1.6 1.8 2.0 300, 400, 500, 600, 700, 800, 900, 1000, 1200 200, 250, 300, 350, 400, 450, 500 2.2 1.2 2.4 2.6 2.8 3.0 3.2 3.4 3.6 ТС-Р ТС-Р2 ТС-Р ТС-Р2 ТС-Р ТС-Р2 ТС-Р ТС-Р2 ТС-Р ТС-Р2 ТС-Р ТС-Р2 ТС-Р ТС-Р2 ТС-Р ТС-Р2 3.478 1.240 0.161 1.800 0.734 2.460 1.850 0.670 1.165 1.300 3.900 1.570 0.317 1.800 1.286 2.960 2.000 0.770 1.310 1.330 4.784 1.540 0.258 2.100 1.263 3.270 2.250 1.015 1.310 1.776 5.640 1.575 0.260 2.300 1.018 3.960 2.385 1.100 1.445 2.123 6.430 1.715 0.315 2.435 1.590 4.520 2.610 1.270 1.445 3.025 7.268 1.860 0.385 2.575 1.605 5.030 2.740 1.505 1.585 2.405 8.308 1.905 0.376 2.790 2.345 5.880 2.870 1.590 1.800 2.640 9.000 2.240 0.590 2.710 2.570 6.300 3.100 1.950 1.800 3.225 300, 400, 500, 600, 700, 800, 900, 1000, 1200 87 Таблица Б.10 -Характеристика зазоров ситчатых тарелок типа ТС, ТС-Р и ТС-Р2 Шифр тарелки Зазор под сливным стаканом a Зазор между сливом и приемной перегородкой b ТС 0.025 0.025 м м ТС-Р 0.045 0.045 ТС-Р2 0.075 0.075 Таблица Б.11 - Толщина ситчатых тарелок типа ТС, ТС-Р и ТС-Р2 Диаметр колонны Толщина тарелки DK Т м мм S 0.907 Доля живого сечения тарелки f 0 1 У ; S Р t 0 d 0 2 0.4 0.5 1.6 0.6 3.6 2.5 S0 f 0 S P 88 Продолжение приложения Б Таблица Б.12 - Параметры двухпоточных ситчатых тарелок типа ТС-РБ и ТС-РЦ Диаметр колонны Шифр тарелки Рабочая площадь тарелки Периметр слива Площадь слива Длина пути жидкости Зона без перфорации Межтарельчатое расстояние Примечания: DK м SP B SСЛ LT SУ H м2 м м2 м м2 мм 1.4 1.6 1.8 2.0 2.2 2.4 2.6 ТС-РБ и ТС-РЦ 2.8 3.2 3.6 1.078 1.440 1.928 2.200 2.920 3.618 4.032 4.857 5.604 7.325 1.932 2.220 2.304 2.792 2.770 0.211 0.259 0.277 0.404 0.426 2.824 3.368 3.412 4.446 4.896 0.444 0.582 0.629 1.064 1.273 0.386 0.451 0.571 0.571 0.715 0.835 0.835 0.955 0.940 1.105 0.637 0.795 0.912 0.979 1.232 1.345 1.632 1.765 2.470 2.960 300, 400, 500, 600, 700, 800, 900, 1000, 1200 Зазор под сливным стаканом a = 0.06 м Зазор между сливом и приемной перегородкой b = 0.06 м S 0.907 Доля живого сечения тарелки f 0 1 У ; S Р t 0 d 0 2 S0 f 0 S P Таблица Б.13 - Толщина ситчатых тарелок типа ТС-РБ и ТС-РЦ Диаметр колонны Толщина тарелки DK Т 0.4 0.5 1.6 м мм 0.6 3.6 2.5 Таблица Б.14 - Характеристика перфорации ситчатых тарелок типа ТС, ТС-Р, ТС-Р2, ТС-РБ и ТС-РЦ Диаметр отверстий Шаг отверстий d0 t0 мм мм Диаметр отверстий Шаг отверстий d0 t0 мм мм 3 7 8 9 4 10 11 12 8 9 10 11 12 5 10 11 12 13 14 13 14 15 8 15 89 16 17 18 16 17 18 19 20 21 22 23 24 25 Приложение В – Примеры расчёта ректификационных колонн в среде MathCAD 90 Приложение Г – Номограмма для определения констант фазового равновесия 1 — водород в лигроине; 2 — азот; 3 — водород в бензоле; 4 — водород в толуоле; 5 — окись углерода в декане; 6 — метан в бензоле; 7 — метав в: углеводородах C7 — С12 и бензине: 8 — метан в риформате; 9 — метан в толуоле; 10 — метан в легких углеводородах (отложена плотность в кг/м3 при 293 К); 11 — метан в циклогексане; 12 — углекислый газ в природном газе в конденсате; 13 — водяной пар в бензине и керосине; 14 — метан в нефти; 15 — сероводород в бензине; 16 — сероводород в природном газе; 17 — пропан в бензоле; 18 — сероводород в газойле; 19 — толуол в метане. Рисунок Г.1 - Номограмма для определения констант фазового равновесия 91 Приложение Д - Темы курсовых проектов. 1. Рассчитать ректификационную колонну с клапанными тарелками для разделения изопентан-пентановой фракции производительностью по сырью 12000 кг/ч. Состав сырья, % мас.: н-бутан – 0.1, изопентан – 35.0, н-пентан – 64.5, фр. 40-70 (алканы C6) – 0.4. Содержание изопентана в дистилляте- 99.5 % мас., в кубовом остатке – 0.5% мас. Давление в верхнем сечении колонны 2.5 кгс/см2, в секции питания 2.9 кгс/см2, в нижнем сечении 3.3 кгс/см2. Мольная доля отгона сырья emol=0.4. 2. Рассчитать изобутан-бутановую колонну ГФУ производительностью по сырью 30 т/ч. Состав сырья, % мас.: пропан – 0.2, изобутан – 35.0, н-бутан – 64.5, изопентан – 0.3. Содержание изобутана в дистилляте 99.0% мас., в кубовом остатке – 0.5 % мас. Давление в верхнем сечении колонны с клапанными тарелками 6.7 кгс/см2, в секции питания – 7.1 кгс/см2, в нижнем сечении – 7.5 кгс/см2. Мольная доля отгона сырья emol=0.4. 3. Рассчитать толуольную ректификационную колонну с клапанными тарелками производительностью по сырью 15000 кг/ч. Состав сырья, % мас.: бензол – 0.1, толуол – 90.0, этилбензол – 3.0, изомеры ксилола (считать на м-ксилол) – 6.9. Содержание толуола в дистилляте 99.7 % мас., в кубовом остатке – 1.0 % мас. Давление в верхнем сечении колонны 1.2 кгс/см2, в секции питания 1.35 кгс/см2, в нижнем сечении – 1.5 кгс/см2. Температура сырья 120 °С. 4. Рассчитать ректификационную колонну с клапанными тарелками для разделения аренов С8 производительностью по сырью 30000 кг/ч. Состав сырья, % мас.: этилбензол – 15, п-ксилол – 18, м-ксилол – 35, о-ксилол – 0.02. Среднее давление в колонне 1.6 кгс/см2, средняя температура 160 °С. Давление, кгс/см2: верхнее сечение – 1.2, секция питания – 1.6, нижнее сечение – 2.0. Мольная доля отгона сырья emol=0.7. 5. Рассчитать о-ксилольную ректификационную колонну с клапанными тарелками производительностью по сырью 15000 кг/час. Состав сырья, % мас.: м-ксилол – 0.2, о-ксилол – 90.0, мезитилен – 9.8. Содержание мезитилена в дистилляте – 0.1 % мас., оксилола в кубовом остатке – 1 % мас. Давление, кгс/см2: в верхнем сечении – 1.2, в секции питания – 1.5, в нижнем сечении – 1.8. Мольная доля отгона сырья emol=0.9. 6. Рассчитать ректификационную колонну с клапанными тарелками, предназначенную для разделения рекационной смеси процесса алкилирования бензола этиленом, производительностью по сырью 30000 кг/ч. Состав сырья, % мас: бензол – 50.0, этилбензол – 45.0, диэтилбензолы (принять за 1,4-диэтилбензол) – 5.0. Содержание этилбензола в дистилляте – 0.1 % мас., бензола в кубовом остатке – 0.1 % мас. Давление, 92 Продолжение приложения Д кгс/см2: в верхнем сечении – 1.2, в секции питания – 1.35, в нижнем сечении – 1.5. Мольная доля отгона сырья emol=0.3. 7. Рассчитать ректификационную колонну с клапанными тарелками, предназначенную для разделения реакционной смеси процесса получения стирола дегидрированием этилбензола производительностью по сырью 10000 кг/ч. Состав сырья, % мас.: бензол – 0.2, этилбензол – 30.0, стирол – 69.8. Содержание стирола в дистилляте – 0.3 % мас., этилбензола в кубовом остатке – 0.1 % мас. Давление, кгс/см2: в верхнем сечении – 0.5, в секции питания – 0.7, в нижнем сечении – 0.9. Мольная доля отгона сырья emol=0.3. 8. Расссчитать ректификационную колонну с клапанными тарелками , предназначенную для разделения рекакционной смеси процесса алкилирования бензола пропиленом, производительностью по сырью 10000 кг/ч. Состав сырья,% мас.: бензол – 27.0, кумол – 72.5, я-метил-4-изопропилбензол – 0.5. Содержание кумола в дистилляте – 0.1% мас., бензола в кубовом остатке – 0.05 % мас. Давление, кгс/см2: в верхнем сечении – 1.2, сеции питания – 1.3, в нижнем сечении – 1.4. Мольная доля отгона сырья emol=0.4. 9. Рассчитать ректификационную колонну с клапанными тарелками, предназначенную для разделения реакционной смеси процесса алкилирования толуола этанолом, производительностью по сырью 15000 кг/ч. Состав сырья, % мас.: толуол – 50.0, 1метил-3-этилбензол – 15, 1-метил-4-этилбензол – 25, 1-метил-2-этилбензол – 10. Мольное отношение расходов в дистилляте и в кубовом остатке толуола – 90, 1-метил-2-этилбензола – 0.02. Среднее давление в колонне 1.4 кгс/см2, средняя температура 150 °С. Давление, кгс/см2: верх – 1.2, секция питания – 1.4, нижнее сечение – 1.6. Мольная доля отгона сырья emol=0.6. 10. Рассчитать ректификационную производительностью по сырью колонну с клапанными тарелками 50000 кг/ч для выделения фракции 40-105 °С из прямогонной бензиновой фракции. Данные о кривой ИТК сырья, °С (% мас.): н.к. 40, 10% 80, 30% 105, 50% 129, 70% 147, 90% 162, к.к. 200. Значение характеризующего фактора для всех узкокипящих фракций считать постоянным К=11.5. Содержание фракций, % мас.: фр. 105125 °С в дистилляте -2.0, фр. 85-105 °С в кубовом остатке – 1.0. Давление, кгс/см2: верхнее сечение – 1.5, секция питания – 1.65, нижнее сечение – 1.8. Мольная доля отгона сырья emol=0.4. 11. Рассчитать ректификационную колонну с клапанными тарелками производительностью по сырью 80000 кг/ч для выделения бензольной фракции 50-90°С из широкой фракции риформата. Данные о кривой ИТК сырья, °С (% мас.): н.к. 50, 10% 65, 30% 93 Продолжение приложения Д 100, 50% 120, 70% 140, 90% 167, к.к. 190. Значение характеризующего фактора для всех узкокипящих фракций считать постоянным K=10.7. Содержание фракций, % мас.: фр. 90125 °С в дистилляте – 1.0, фр. 65-90 °С в кубовом остатке – 0.5. Давление, кгс/см2: верхнее сечение – 1.5, секция питания – 1.7, нижнее сечение – 1.9. Мольная доля отгона emol=0.4. 12. Рассчитать ректификационную колонну с клапанными тарелками производительностью по сырью 40000 кг/ч для выденеия ксилольной фракции 105-140 из риформата бензиновой фракции. Данные о кривой ИТК сырья, °С (% мас.): н.к. 105, 10% 118, 50% 128, 90% 155, к.к. 182. Значение характеризующего фактора для всех узкокипящих фракций считать постоянным K=10.5. Содержание фракций, % мас.: фр. 140-160 °С в дистилляте – 1.5, фр. 120-140 °С в кубовом остатке – 1.0. Давление, кгс/см2: верхнее сечение – 1.2, секция питания – 1.35, нижнее сечение – 1.5. Температура сырья 140 °С. 13. Рассчитать ректификационную колонну с клапанными тарелками производительностью по сырью 15000 кг/ч для разделения аренов C9. Состав сырья, % мас. о-ксилол – 3.0, 1-метил-4-этилбензол – 8.0, иезитилен – 19.0, псевдокумол – 55.0, гемимеллитол – 10.0, н-бутилбензол – 5.0. Содержание мезитилена в кубовом остатке – 1.0 % мас., псевдокумола в дистилляте – 5.0% мас. Давление, кгс/см2: верхнее сечение – 1.2, секция питания – 1.5, нижнее сечение – 1.8. Температура сырья – 179 °С. 14. Рассчитать псевдокумольную колонну клапанными тарелками производительностью по сырью 10000 кг/ч. Состав сырья, % мас.: мезитилен – 1.0, псевдокумол – 80.0, гемимеллитолл – 14.0, н-бутилбензол – 5.0. Содержание гемимеллитола в дистилляте – 0.75 % мас., псевдокумола в кубовом остатке – 5.0 % мас. Давление, кгс/см2: верхнее сечение – 1.2, секции питания – 1.5, нижнее сечение – 1.8. Мольная доля отгона сырья emol=0.8. 15. Рассчитать ректификационную колонну стабилизации гидрогенизата установки гидроочистки дизельной фракции с клапанными тарелками производительностью по сырью 140 т/ч. Данные о кривой ИТК сырья, °С (% мас.):н.к. 195, 10% 215, 30% 247, 50% 271, 70% 292, 90% 308, к.к. 325. Значения характеризующего фактора для всех узкокипящих фракций считать постоянным К=10.8. Содержание фракций, % мас.: фр. 195-220 °С в дистилляте – 98.0, в кубовом остатке – 0.5. Давление, МПа: в верхнем сечении – 0.13, в секции питания – 0.14, в нижнем сечении – 0.16. Температура сырья 272 °С. 16. Рассчитать пропановую ректификационную колонну с клапанными тарелками производительностью по сырью 54000 кг/ч. Состав сырья, % мас.: этан – 0.1, пропан – 21.0, изобутан – 13.6, н-бутан – 34.0, изопентан – 17.8, н-пентан – 11.5, н-гексан – 2.0. Содержание 94 Продолжение приложения Д пропана в кубовом остатке – 1.06 % мас., изобутана в дистилляте – 1.97 % мас. Давление, кгс/см2: верхнее сечение – 20.0, секция питания – 20.2, нижнее сечение – 20.5. Температура сырья 125 °С. 17. Рассчитать ректификационную колонну с клапанными тарелками для выделения алканов C4 производительностью по сырью 60 т/ч. Состав сырья, % мас.: пропан – 0.1, изобутан – 20, н-бутан – 20, н-бутан – 35, изопентан – 19, н-пентан – 25.9. Содержание изопентана в дистилляте 0.2 % мас., н-бутана в кубовом остатке – 0.1 % мас. Давление, кгс/см2: в верхнем сечении – 6.0, в секции питания – 6.3, в нижнем сечении- 6.6. Мольная доля отгона emol=0.6. 18. Рассчитать ректификационную колонну с клапанными тарелками для разделения пропан-пропиленовой фракции производительностью по сырью 25000 кг/ч. Состав сырья, % мас.: этан – 0.1, пропилен – 95.0, пропан – 4.8, изобутен – 0.1. Содержание пропилена в дистилляте 99.7 % мас., в кубовом остатке – 2% мас. Давление, кгс/см2: в верхнем сечении – 17.0, в секции питания – 17.4, в нижнем сечении – 17.8. Мольная доля отгона сырья emol=0.96. 19. Рассчитать ректификационную колонну с клапанными тарелками для отгонки бензола от хлорпроизводных бензола производительностью по сырью 20000 кг/ч. Состав сырья, % мас.: бензол – 20, хлорбензол – 74, п-дихлорбензол – 6.5, о-дихлорбензол – 2. Содержание хлорбензола в дистилляте – 0.2 % мас., бензола в кубовом остатке – 0.03 % мас. Давление, кгс/см2: в верхнем сечении – 1.2, в секции питания – 1.3, в нижнем сечении – 1.4. Мольная доля отгона сырья emol=0.3. 20. Рассчитать хлорбензольную колонну с клапанными тарелками производительностью по сырью 16000 кг/ч. Состав сырья, % мас.: бензол – 0.03, хлорбензол – 90, п-дихлорбензол – 6.5, о-дихлорбензол – 3.47. Содержание п-дихлорбензола в дистилляте – 0.1 % мас., хлорбензола в кубовом остатке – 0.5 % мас. Давление, кгс/см2: в верхнем сечении – 1.2, в секции питания – 1.35, в нижнем сечении – 1.5. Мольная доля отгона сырья emol=0.9. 21. Рассчитать бензольную колонну с клапанными тарелками дл яразделения продуктов диспропорционирования толуола производительностью по сырью 30000 кг/ч. Состав сырья, % мас.: бензол – 20, толуол – 52, п-ксилол – 7, м-ксилол – 13, о-ксилол – 8. Содержание бензола в дистилляте – 99.8 % мас., в кубовом остатке – 0.1% мас. Давление, кгс/см2: в верхнем сечении – 1.3, в секции питания – 1.5, в нижнем сечении – 1.7. Мольная доля отгона сырья emol=0.3. 95 Кафедра технологии нефтехимических и углехимических производств Учебное пособие РАСЧЁТ РЕКТИФИКАЦИОННЫХ КОЛОНН Александр Александрович Гайле Василий Николаевич Клементьев Борис Владимирович Пекаревский Отпечатано с оригинал-макета. Формат 60х90 1/16 Печ.л. __ Тираж ___ экз. Зак.№___ Санкт-Петербургский государственный технологический институт (Технический университет) 190013, Санкт-Петербург, Московский пр., 26 Типография издательства СПбГТИ(ТУ) 49-49-365 96