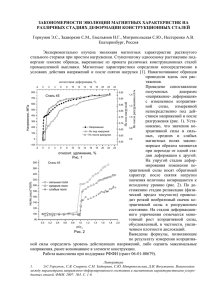
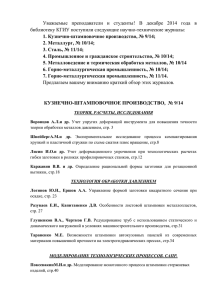
Министерство образования и науки Российской федерации «Тихоокеанский государственный университет» Кафедра « химии и химической технологии» Отчет о выполнении контрольной работы по «ХИМИЯ НЕФТИ И ГАЗА» Выполнил студент заочного обучения Направление(профиль) НД(аб)з-81 Хабаровск 2020 . Вопрос 1. 1. Приведите краткое описание основных способов получения металлов из руд, ответьте на каких процессах они основаны, какие при этом используются исходные материалы? Руда-природное минеральное сырье (горные породы), содержащие металл, который можно извлечь экономически выгодным способом. Руда состоит из рудного минерала, содержащего металл, и пустой породы; комплексные (полиметаллические) руды содержат не один, а несколько ценных металлов. Задачей металлургии является получение металлов и металлических сплавов из руд и других исходных материалов. Задачей металлургии является получение металлов и металлических сплавов из руд и других исходных материалов. Так, металлургия стали осуществляется но двухстадийной схеме: железная руда - чугун сталь; для выплавки чугуна используют руду, агломерат, окатыши; при выплавке стали — стальной лом, отходы при обработке, ферросплавы.[1, стр.15,] Стали — железоуглеродистые сплавы, содержащие практически до 1,5 % углерода . Кроме углерода, сталь всегда содержит в небольших количествах постоянные примеси: марганец — (до 0,8 %), кремний (до 0,4 %), фосфор (до 0,07 %), серу (до 0,06 %), что связано с особенностями технологии ее выплавки. Кроме углеродистых сталей в технике широко применяют легированные стали, в состав которых входят хром, никель и другие элементы. Существуют свыше 1500 марок углеродистых и легированных сталей — конструкционных, инструментальных, коррозионностоиких (нержавеющих) и др. Для массового производства стали в современной металлургии основными исходными материалами являются передельный чугун и стальной скрап (лом). Имеются следующие способы получения сталей: Кислородно-конвертерный процесс Кислородное дутье В доменных печах Вопрос 10. Опишите схему производства титана. Изложите основные реакции на различных стадиях Переработки сырья Технический способ производства чистого титана был разработай в 40-х годах В. Кроллем, работавшим в Германии и США. Процесс получения технического титана состоит из: 1) обогащения руды и получения двуоксида титана; 2) получения четыреххлористого титана; 3) восстановления титана и получения титановой губки; 4) переплавки титановой губки в слитки. Основными исходными рудами для производства титана являются ильменит F e 0 -T i0 2 (38—61 % TiOa) и рутил (91—99 % ТЮ 2). Перед переработкой руды обогащают обычными методами (флотацией, магнитной сепарацией и др.). После восстановительной плавки в электродуговых печах с добавлением в шихту углеродсодержащих материалов отделяют основную массу железа и получают достаточно чистый диоксид титана. Д ля получения четыреххлористого титана диоксид титана смешивают g коксом или древесным углем, в качестве связующего добавляют каменноугольную смолу и из полученной смеси прессуют брикеты. После прокаливания при 800 °С пористые брикеты подвергают хлорированию в герметизированных электрических печах — хлораторах. В реакционной зоне происходит реакция: ТЮ 2 + 2С1а + С = TiCl4 + С 02. Четыреххлористый титан имеет температуру кипения 136 °С, поэтому он находится в парообразном состоянии. Для отделения от углекислого газа его направляют в конденсатор, где он переходит в жидкое состояние, а затем подвергается очистке от примесей. Очищенный TiCl4 — это бесцветная прозрачная жидкость, которая должна содержать не более 0,01 % элементов: железа, ванадия или кремния. Восстановление титана обычно производят с помощью магния в специальных реакторах (рис. 18). Реактор представляет собой герметичную реторту из коррозионностойкой стали, имеющую систему слива хлористого магния и помещенную в шахтную электропечь. В реторту загружают слитки чистого магния, затем ее герметизируют, откачивают воздух, заполняют очищенным аргоном и помещают в печь. При температуре около 700 °С магний расплавляется, после чего температуру в реакторе доводят до 800 °С и подают жидкий очищенный четыреххлористый титан, который взаимодействует с магнием по реакции TiCl4 + 2Mg = Ti + 2MgCla + Q. Процесс идет с выделением тепла, поэтому электрообогрев выключают. Температуру в реторте регулируют подачей четыреххлористого титана и обдувом воздуха от вентилятора. Температура не должна превышать 950— 1000 °С, так как иначе может начаться взаимодействие титана со стальными стенками реторты. Образующийся жидкий хлористый магний периодически сливают. Восстановленный титан выделяется на стенках реактора в виде губчатой массы, пропитанной хлористым магнием и магнием. Она содержит около 55—60 % Ti, 25—30 % Mg, 10— 15 % MgCl2. Для рафинирования губчатой массы реторту вакуумируют при температуре 900—950 °С в течение 25—40 ч и проводят отгонку паров примесей магния и хлористого магния, которые осаждаются в конденсаторе. Затем реторту охлаждают и извлекают из нее титановую губку. Полученная титановая губка — это пористая масса серого цвета с развитой поверхностью, легко поглощающая кислород, азот и пары воды. Р и с. 18. Установка для получения титановой губки: магниетер мическим способом: а — аппарат для восстановления TiC l4; б — аппарат отгонки магния и его хлорида из титановой губки; 1 — реторта; 2 — электрпеч ь ; 3 — крышка; 4 — патрубок для подвода аргона; 5 — патрубок для подач и TiC l4; 6 — патрубок для откачки воздуха; 7 - электронагреватель ; 8 — датчики для измерения температуры; 9 — каналы для обдува реторты возду хом; 10 — слин MtfCl2; 11 — решетка; 12 — продукты реакции восстановления; 13 — уплотняющие прокладки; 14 — тепловые экраны ; 15 — конденсатор ; конденсат; 17 — патрубок к вакуумной системе Титановая губка более высокого качества получается при использовании натрия в качестве восстановителя. Переплав титановой губки в слитки производят в вакуумных электрических дуговых печах с расходуемым электродом, который получают прессованием из измельченной титановой губки. Материал тигля может загрязнять титан, поэтому плавку ведут в водоохлаждаемой медной изложнице. Быстро затвердевая на стенках тигля, титан не сплавляется с медью. Электрическая дуга горит между расходуемым электродом и жидкой ванной расплавленного металла и постепенно оплавляет электрод. Для улучшения качества металла производят двойную переплавку. При второй плавке в качестве расходуемого электрода используют слиток первой плавки. Недостатком метода вакуумно-дугового переплава является сложность использования титановых отходов в шихте. Использование отходов возможно при проведении вакуумнодуговой плавки в гарнисаже. В расплавленном состоянии титан энергично взаимодействует со всеми огнеупорными материалами, из которых могут быть изготовлены тигли для его переплава. Титан взаимодействует с кремнеземом, магнезитом, диоксидом циркония и насыщается кислородом. При применении графитового тигля титан насыщается углеродом (до 1 %). Загрязнение титана резко ухудшает его свойства. Чтобы исключить взаимодействие расплавленного металла с материалом тигля, его внутреннюю поверхность облицовывают затвердевшей корочкой титана, называемой гарнисажем. Благодаря этому расплавленный титан находится в контакте со слоем твердого титана толщиной 2— 3 мм и не загрязняется примесями из материала тигля. При проведении гарнисажной плавки в графитовый тигель загружают титановые отходы и свежий губчатый титан. Между расходуемым электродом и шихтой зажигают дугу. По мере расплавления электрода расплавляется и шихта в тигле. После оплавления электрода печь поворачивают и основную массу расплава сливают в изложницу или литейную форму, а часть оставляют остывать вместе с тиглем. В настоящее время используют гарнисажные печи вместимостью по титану 5т проектируются печи со сливом жидкого металла до 10 т. Вопрос 17 Опишите технологию производства листового проката. Холодную прокатку проводят на реверсивных или непрерывных станах, как правило, многовалковых. Многовалковые станы имеют более жесткую конструкцию, вследствие чего обеспечивают высокую точность изделий. При холодной прокатке удельное давление на валки очень велико (до 2000 МПа) и жесткость клетей обеспечивает избежание прогиба валков. В процессе обработки металл упрочняется (наклепывается) и при дальнейшей деформации может разрушиться. Поэтому рулоны подвергают промежуточным разупрочняющим отжигам. Толщины готовых изделий колеблются в пределах от нескольких миллиметров до нескольких микронов. С целью повышения механических свойств холоднокатаного металла после окончательной термообработки в ряде случаев металл подвергают дрессировке — прокатке с небольшим обжатием (0,5— 5 %). При этом повышается прочность, улучшается штампуемость, качество поверхности. Дрессировку производят за один проход без смазки на специальных дрессировочных станах. К основным тенденциям развития конструкции листовых станов и технологии производства холоднокатаного листа относятся: 1. Строительство непрерывных 5—6-клетьевых четырехвалковых станов для производства листов и жести с высокими скоростями прокатки. 2. Реконструкция непрерывных станов в станы бесконечной прокатки путем совмещения прокатки с операциями подготовки полосы, а дрессировки с термообработкой и отделкой. 3. Комплексная автоматизация станов с применением ЭВМ. Вопрос 53 Каковы особенности сварки и контроля углеродистых и низколегированных сталей? Углеродистые (более 0,30% С) и низколегированные (легирующих элементов до 3-5%) конструкционные стали (45,30ХГСА, 40ХФА и др. применяют в состоянии закалки и отпуска как материал повышенной прочности для изготовления деталей машин и конструкций. В нормализованном состоянии (закалка м охлаждением на воздухе). Электродуговую сварку углеродистых и низколегированных сталей выполняют электродными материалами, обеспечивающими необходимые механические свойства или теплоустойчивость наплавленного металла. Основная трудность при сварке углеродистых и низколегированных сталей заключается в закалке околошовной зоны и возможности образования холодных трещин. Для предупреждения холодных трещин рекомендуется: 1. подогревать изделие до 100-300°С для замедления охлаждения и исключения закалки сварного соединения; 2. заменять однослойную сварку многослойной; при этом сваривают валиками небольшого сечения по неостывшим ( ниже 100-300°С) нижним слоям металла; 3. применять для сварки основные электроды и флюсы; перед сваркой прокаливать электроды и флюсы при 400-450°С в течение нескольких часов для удаления из них влаги; сваривать на постоянном токе обратной полярности; 4. производить отпуск изделий непосредственно после сварки до 300°С и выше для повышения пластичности закаленной структуры. Контактную точечную сварку конструкционных сталей выполняют на мягких режимах( продолжительный нагрев током и быстрое удаление заготовок из машины во избежание отвода теплоты электродами). Контактную стыковую сварку этих сталей производят методом прерывистого оплавления, что обеспечивает подогрев деталей перед сваркой. [1, стр. 350,351] Вопрос 63 Укажите источники образования теплоты при резании, а затем укажите, какая доля тепла уходит в стружку и какая в резец? Режущий инструмент работает в условиях длительного контакта и трения с обрабатываемым металлом. Чем больше твердость обрабатываемых материалов, толще стружка и выше скорость резания, тем больше энергия, затрачиваемая на процесс обработки резанием. Механическая энергия переходит в тепловую. Основными источниками образования тепла при обработке резанием являются работа деформации срезаемого слоя, трения стружки о переднюю поверхность и инструмента о поверхность резания заготовки. Экспериментальными исследованиями установлено, что выделившееся тепло распределяется неравномерно. В зависимости от условий обработки стружкой отводится 25 - 85 % всей выделившейся теплоты, заготовкой 10—50 %, инструментом 2—8 % и около 1 % рассеивается в окружающую среду. [5, стр. 195,415] В чем состоит назначение охлаждающе-смазывающих жидкостей при резании металлов? В целях уменьшения трения и охлаждения режущего инструмента и обрабатываемой детали широкое применение при обработке резанием находят смазочно-охлаждающие жидкости. Д ля этого используются водные растворы минеральных солей, эмульсии, растворы мыла, минеральные, животные и растительные масла, скипидар, керосин и т. д. Смазочно-охлаждающие жидкости, обладая смазывающими свойствами, снижают трение, при этом одновременно охлаждаются режущий инструмент, заготовка и деформируемый слой. Смазывающая способность жидкостей препятствует образованию нароста, что способствует уменьшению степени шероховатости обработанной поверхности. За счет применения смазочно-охлаждающих жидкостей мощность, необходимая для снятия стружки, уменьшается на 10— 15 %, резко возрастает стойкость режущего инструмента, повышается точность обработанной поверхности и уменьшается степень шероховатости. В зависимости от метода обработки и режима резания расход смазочноохлаждающих жидкостей составляет 5—150 л/мин. Эффективность охлаждения зависит не только от состава смазочно-охлаждающих жидкостей, но и от способа ее подвода к охлаждаемым поверхностям. Наиболее распространенным является подача смазочно-охлаждающих жидкостей свободно падающей струей. Более эффективно высоконапорное охлаждение. В этом случае смазочно-охлаждающая жидкость под большим давлением (1,5— 2,0 МПа) подается снизу, со стороны задних поверхностей инструмента. При этом частицы жидкости интенсивно проникают в микротрещины, чем способствует уменьшению сил резания и значительному увеличению степени охлаждения. Весьма эффективно также охлаждение распыленными жидкостями. Метод характеризуется малым расходом и чистотой рабочего места. [5, стр. 415] Вопрос 76 Перечислите основные марки: а) углеродистой инструментальной стали Инструментальные углеродистые стали содержат от 0,7 до 1,3 % С. Они обозначаются буквой У и цифрами, показывающими среднее содержание углерода в десятых долях процента. Так, содержание углерода в стали У7 — 0,7 %, в стали У12 — 1,2 %. Для инструментов применяются следующие стали: У7, У8, У9, У10, У11, У12 и У13. Объемной и поверхностной закалке подвергают стали с высоким содержанием углерода: инструментальные У10, У12, 8ХФ и др., Износостойкость сильно зависит от условий, в которых работают пары трения. Для конкретных условий следует подбирать соответствующие стали. Высокие значения твердости могут быть достигнуты для целого ряда сталей с применением технологий их упрочнения. Углеродистые инструментальные стали не обладают теплостойкостью. Они сохраняют высокую твердость при нагреве лишь до температуры около 200 °С. Высокая твердость сталей (61... 64 HRC) достигается только за с ч е т м а р т е н с и т н о г о п р е в р а щ е н и я . Твердость мартенсита зависит от концентрации в нем углерода, поэтому его содержание в инструментальных сталях высокое (0,7... 1,3 %). Углеродистые инструментальные стали (семь марок от У7 до У13) не обладают достаточной прокаливаемостью: при закалке в воде прокаливаемость стали У7 не более 12 мм, а стали У12 не более 20 мм. Из них можно изготавливать только и н с т р ум е н т ы н е б о л ь ш и х р а з м е р о в . Кроме того, закалка этих сталей производится с охлаждением в воде. Это определяет высокую вероятность коробления или даже появления трещин. Почти все стали являются заэвтектоидными (исключение У7 — доэвтектоидная и У8 — эвтектоидная). Упрочняющая термическая обработка сталей этой группы заключается в закалке и низком отпуске. Закалку доэвтектоидных сталей выполняют от температуры выше Ас3 на 30...50°С, заэвтектоидных — от температуры выше Лс1 на 50...70 °С . В целях уменьшения закалочных напряжений может быть использована ступенчатая закалка. К достоинствам сталей этой группы следует отнести возможность выполнения закалки ТВЧ. Их закалочные температуры значительно ниже температур начала плавления, что принципиально, так как нагрев ТВЧ осуществляется со значительным перегревом. С т р ук т ур а з а к а л е н н ы х с т а л ей: мартенсит закалки, остаточный аустенит и цементит (в заэвтектоидных сталях). В том случае, если наличие остаточного аустенита в структуре недопустимо, производится обработка холодом. Температура отпуска 150...200°С. При более высоких температурах нагрева происходит заметное разупрочнение, связанное с распадом мартенсита и коагуляцией цементита. В процессе отпуска значительно снижаются закалочные напряжения, что приводит к росту прочности и ударной вязкости, твердость при этом уменьшается незначительно (на 1...2 HRC) и сохраняется высокой. С т р ук т ур а п о с л е о т п ус к а : мартенсит отпуска, цементит и остаточный аустенит. Отжиг — разупрочняющая термическая обработка сталей — выполняется для улучшения обрабатываемости резанием. В результате отжига должна быть получена с т р ук т ур а з е р н и с т о г о , а не пластинчатого перлита, что обеспечивает более высокую обрабатываемость резанием. Т е м п е р а т ур а о т ж и г а назначается для заэвтектоидных сталей несколько выше АсЬ доэвтектоидных выше Ас3. В структуре заэвтектоидных сталей недопустима цементитная сетка (расположение пластин цементита вокруг зерна), что приво- дитк п о в ы ш е н н о й х р уп к о с т и с т а л и . Для устранения этого дефекта используют нормализацию. После окончательной термической обработки стали получают твердость 61... 64 HRC и предел прочности 2000...2500 МПа. Поскольку стали этой группы не обладают теплостойкостью, основная область их применения — изготовление инструментов, работающих с н и з к и м и с к о р о с т я м и р е з а н и я (до 5... 10 м/мин). Это ручной слесарный инструмент (метчики, плашки, развертки, напильники); протяжки, так как протягивание осуществляется с низкими скоростями. Из сталей этой группы изготавливаются также сверла. Напильники изготавливают из сталей У13 и 13Х, при этом в условиях массового производства применяется з а к а л к а Т В Ч . Сверла и метчики изготавливают из стали 9ХС. Кроме режущего инструмента из этих сталей изготавливают холодноштамповый инструмент, а также детали, от которых требуется износостойкость, обеспечиваемая высокой твердостью (детали оснастки, направляющие планки станков и др.). [4,стр. 172-174] б) быстрорежущей стали. Основное свойство быстрорежущих сталей — теплостойкость, благодаря которой они сохраняют высокую твердость при нагреве до температур свыше 600 °С. Это связано со сложным механизмом упрочнения сталей этого класса, сочетающим м а р т е н с и т н о е п р е в р а щ е н и е с последующим д и с п е р с и о н н ы м т в е р д е н и е м . Для достижения высокой теплостойкости необходимо иметь высоколегированный твердый раствор, в котором затруднена диффузия углерода, с высокой устойчивостью против коагуляции при нагреве упрочняющей фазы. Это реализуется за счет того, что быстрорежущие стали легированы сильными карбидообразующими элементами, которые и образуют карбиды. Основными легирующими элементами быстрорежущих сталей являются химические аналоги: в о л ь ф р а м и (или) м о л и б д е н , в состав сталей также обязательно входят х р о м и в а н а д и й . В зависимости от наличия W и Мо стали подразделяются на вольфрамовые, вольфрамомолибденовые и молибденовые. Маркировка быстрорежущих сталей несколько отличается от конструкционных. Они обозначаются русской буквой Р (от англ. rapid — быстрый), цифра после которой показывает содержание вольфрама в стали. Содержание хрома во всех быстрорежущих сталях составляет около 4 % и в марке не указывается, как и содержание ванадия (2 %) и углерода (0,7... 0,9 %). Обозначения этих элементов входят в марку быстрорежущих сталей только при их большем содержании. Покажем это на примере наиболее распространенных сталей. Сталь Р18 содержит 18 % W, сталь Р6М5 — 6 % W и 5 % Мо, содержание углерода, хрома и ванадия в этих сталях находится в указанных пределах. Структура быстрорежущих сталей. Структура быстрорежущих сталей в отожженном состоянии состоит из феррита, в котором растворена часть хрома, и карбидов легирующих элементов: основной карбид вольфрама или молибдена М6С (1200 HV) (в структуре сталей Р18 и Р6М5 он присутствует в количестве около 18 %), хрома — М23С6 (его твердость 1000 HV, количество около 9%) и ванадия — МС (2500 HV, количество 1,5...2%) (цифры в формуле показывают количество атомов металла и углерода соответственно). Эти карбиды имеют сложный состав. Помимо атомов основного карбидообразующего элемента, в них могут растворяться в определенных количествах атомы железа и других легирующих элементов (именно с этим связано такое обозначение карбидов). Так, в состав карбида М6С могут входить атомы хрома, ванадия, железа, при этом основа карбидов в вольфрамовых сталях — W (до 75 % мае.), в молибденовых — Мо (до 62 % мае.), в вольфрамомолибденовых — W и Мо. В основу классификации быстрорежущих сталей по свойствам положена теплостойкость, которая определяет допустимые с к о р о с т и р е з а н и я , ^ е. производительность обработки. Теплостойкость является стандартной характеристикой быстрорежущих сталей. В соответствии с ГОСТ 19265—73 она носит название «красностойкость» и оценивается температурой дополнительного четырехчасового отпуска (этот нагрев выполняется на образцах окончательно термически обработанной стали), после которого сохраняется определенный уровень твердости — 58 HRC. Например, Кр58 = 640 °С означает, что после четырехчасового нагрева при 640 °С твердость стали составила 58 HRC. К сталям нормальной теплостойкости относятся вольфрамовые (Р18, Р12, Р9) и вольфрамомолибденовые (Р6М5) стали с твердостью 63...65 HRC, Кр58 = 6Ю...620°С, которые предназначены для обработки сталей (ов > 800... 1000 МПа), чугунов (твердостью до 255...280 НВ) и цветных металлов и сплавов, обладающих хорошей обрабатываемостью (медных, алюминиевых, цинковых). Более высокая теплостойкость сталей этой группы достигается за счет повышения содержания углерода до 1 %, ванадия до 3 . . . 4 % и (или) введения кобальта. Наиболее распространенной из высокоуглеродистых сталей является сталь марки 10Р6М5 (1 %С), отличающейся от Р6М5 только повышенным на 0 , 2 % содержанием углерода. Их основное п р е и м ущ е с т в о — повышенная твердость до 65...66 HRC. Рационально применять эти стали для изготовления инструмента, стойкость которого лимитирует размерный износ (развертки, метчики, зенкеры), а также для обработки улучшенных сталей повышенной твердости (260...300 НВ). Увеличение содержания ванадия в стали сверх 1,5...2,0 % приводит к росту количества карбида ванадия VC, обладающего высокой твердостью (2500 HV). Поэтому высокованадиевые стали обладают повышенной износостойкостью. Вместе с тем наличие карбида ванадия значительно ухудшает шлифуемость сталей, поэтому содержание ванадия в сталях ограничено и не превышает 4 % (Р12ФЗ, Р6М5ФЗ). Высокованадиевые стали имеют повышенные твердость 65...66 HRC и теплостойкость — Кр58 = 630°С, поэтому их целесообразно использовать при обработке материалов, обладающих абразивными свойствами. Наибольшие значения твердости (до 67...70 HRC) и красностойкости (до 645...650°С) получают кобальтовые стали (Р9К5, Р6М5К5, Р12Ф4К5, Р9М4К8Ф). Их применяют для обработки жаропрочных и нержавеющих сталей и сплавов, а также материалов с высокой твердостью (до 40...45 HRC). [4,стр. 177-181] в) твердых сплавов. Твердые сплавы — это материалы, состоящие из зерен карбидов или карбонитридов тугоплавких металлов, соединенных металлической связкой. Режущая керамика состоит только из твердых химических соединений: оксидов, карбидов, нитридов. Основной метод изготовления изделий из этих материалов — порошковая металлургия. Отличием этой технологии от литья является то, что по крайней мере один из компонентов в процессе спекания — окончательной операции производства изделий — находится в твердом состоянии, что обусловлено высокими температурами плавления этих компонентов. • WC — Со — вольфрамокобальтовые типа ВК; • WC — TiC — Со — титановольфрамокобальтовые типа ТК; • WC — TiC — ТаС — Со — титанотанталовольфрамокобальтовые типа ТТК; TiC и TiCN — (Ni + Mo) — безвольфрамовые сплавы на основе карбида и карбонитрида титана типа ТН и КТН Вольфрамокобальтовые сплавы маркируют буквами ВК и цифрой, показывающей содержание кобальта, например состав сплава ВК6: 94 % WC и 6 % Со. Для режущего инструмента используют сплавы ВКЗ, ВК4, ВК6, ВК8, ВК10. Титановольфрамокобальтовые сплавы обозначаются комбинацией букв и цифр. Цифра после буквы Т указывает на содержание в сплаве карбида титана, после К — кобальта. Например, состав сплава Т15К6: 15% TiC, 6% Со, 81 % WC. Используют сплавы Т30К4, Т15К6, Т14К8, Т5К10. Титанотанталовольфрамокобальтовые сплавы. Обозначение сплавов ТТК и аналогично ТК: цифра после второй буквы Т указывает на суммарное содержание карбидов TiC и ТаС. Используют сплавы ТТ7К12, ТТ8К6, ТТ10К8 ТТ20К9 Безвольфрамовые твердые сплавы. Это сплавы на основе карбида (ТН) и карбонитрида титана (КТН) с никельмолибденовой, а не кобальтовой связкой. Состав сплава КНТ16: 74 % TiCN, 19,5 % Ni, 6,5 % Мо. Сплав ТН20 содержит 79 % TiC, 15 % Ni, 6 % Mo. [4,стр. 182-185] Литература Основная: 1. Дальский А.М., Артюнова А.И. и др. Технология конструкционных материалов-М. Машиностроение, 1985, с. 448. Дополнительная: 2. Лахтин Ю.М.,Леонтьева В.П.: Материаловедение, Машиностроение 1980г. с. 493 3. Материаловедение под редакцией Б.Н. Арзамасова, Машиностроение, 1986, с.384 4. Технология металлов и материаловедение, под ред. Л.Ф. Усовой-М.: Металлургия, 1987, с. 800 5. Солнцев Ю.П. Материаловедение и технология металлов, Металлургия 1988г. с. 512 6. А.Н. Малов, В.П. Законников и др. Общетехнический справочник, - Машиностроение 1982 г. с. 415 7. А.В. Шлямнев, Т.В. Свистунова и др. – Коррозионностойкие, жаростойкие и высокопрочные стали и сплавы, справочник. М. 2000 г. 8. Адаскин А.М., Зуев В.М. Материаловедение (материалообработка). М., Academia, 2009. 9. Науменко А.М. Материаловедение. Технология конструкционных материалов. Рабочая программа, методические указания и задания наконтрольные работы. – М., МГУТУ, 2006.