С. Н. ИВАНОВ
ТЕХНОЛОГИЯ
БУМАГИ
Издание второе, переработанное
Допущено Министерством высшего и среднего специального
образования РСФСР в качестве учебного пособия для высших
учебных заведений для специальности*0904—„Химическая
технология целлюлозно-бумажного производства"
ИЗДАТЕЛЬСТВО
сЛЕСНАЯ ПРОМЫШЛЕННОСТЬ»
Москва
1970
У&\( 676.2(075.8)
Технология бумаги. Изд. 2-е, переработ. И в а н о в
«Лесная промышленность», 1970, стр. 696,
С. Н, ИЗД-BQ
В учебном пособии описаны процессы производства бумаги, применяемое оборудование и его работа. Изложены теория и технология процессов: размола, проклейки, наполнения, применения связующих материалов и влагопрочных смол, крашения, очистки, отлива,
прессования, сушки и каландрирования бумаги. Рассмотрены волокнистые материалы, применяемые для выработки бумаги, и типы бумагоделательных машин. Дана методика технологических расчето&
и приведены практические данные по отдельным вопросам производства.
Таблиц 68, иллюстраций 257, формул 163, библиографий 326.
Официальный рецензент кафедра целлюлозно-бумажного
производства Ленинградского технологического института целлюлозно-бумажной промышленности
3-14-10
1-70
ПРЕДИСЛОВИЕ
За истекшие 10 лет со времени выхода первого издания учебного пособия «Технология бумаги» наука и техника бумажного
производства далеко шагнула вперед, появились фундаментальные
научные исследования в области размола волокнистых материалов,
проклейки, листообразования, крашения, прессования и других
процессов этого производства.
Достижения науки и техники позволили усовершенствовать технические процессы производства и создать новое, более прогрессивное оборудование.
Теоретические исследования в области химии, физики и технологии бумаги, которым посвящено несколько международных симпозиумов (в Венеции, Оксфорде, Кембридже и др.).и многочисленные экспериментальные данные позволили автору по-новому
осветить теорию процессов бумажного производства.
Наибольшей переработке были подвергнуты главы: II, III, IV*
V, VI, VII, X, XI и XVIII (волокнистые материалы, размол, проклейка, связующие, наполнение, крашение, отлив, прессование
бумажного полотна и типы бумагоделательных машин). Волокнистые материалы и связующие, применяемые для проклейки бумаги, выделены в самостоятельные главы (II и V).
Книга предназначена в качестве учебного пособия для студентов технологических вузов при прохождении раздела Технология бумаги курса Целлюлозно-бумажное производство. В ней
освещены теория и технология производства бумаги, начиная от
подготовки бумажной массы и кончая отделкой готовой бумаги.
Книга написана в соответствии с учебной программой указанного
курса, но материал изложен шире, чем читается в вузах для студентов-технологов. Это продиктовано желанием дать студентам более глубокие и обширные знания, лучше подготовить молодых
специалистов к их будущей деятельности и сделать книгу полезной
для широкого круга инженеров и техников, работающих в бумажной промышленности.
В рецензировании рукописи приняли участие доценты Ленинградского технологического института целлюлозно-бумажной промышленности: заведующий кафедрой целлюлозно-бумажного производства Ю, Г. Бутко, В. П. Аликин, Л. Н. Антонович, Т. С. Бурова, Н. А. Галеева, П. А. Жучков, А. С. Коссой, Б. Н. Моисеев
и Н, Е„ Новиков, за что автор выражает им глубокую благодарность.
Раздел
первый
ПРИГОТОВЛЕНИЕ БУМАЖНОЙ МАССЫ
Глава I
ОБЩИЕ СВЕДЕНИЯ О ПРОИЗВОДСТВЕ БУМАГИ
Исторический обзор [1—7J
Бумага является упруго-пластическим, капиллярнопористым
листовым материалом, состоящим главным образом из мелких
растительных волокон, соответствующим образом обработанных и
соединенных в тонкий лист, в котором волокна связаны между собой поверхностными силами сцепления. Соединение мелких волокон в бумажное полотно производится обычно методом осаждения
и фильтрации на сетке бумагоделательной машины из сильно разбавленной в воде волокнистой суспензии. Затем бумажное полотно
подвергается прессованию, сушке и отделке. Для придания бумаге
необходимых свойств к размолотому волокнистому материалу добавляют минеральные наполнители, гидрофильные или гидрофобные проклеивающие вещества, красители и другие химикаты,
С этой же целью готовую бумагу подвергают дополнительной отделке или специальной обработке.
В последнее время, кроме обычного способа изготовления бумаги, находит все большее применение так называемый «сухой»
способ, при котором волокна соединяются в лист бумаги методами
текстильного производства в отсутствии воды. Все большее практическое значение для изготовления специальных видов бумаги
приобретает также применение различных синтетических и искусственных волокон взамен растительных. Независимо от способа
производства волокна в бумажном листе связаны между собой
поверхностными силами сцепления, что отличает бумагу от текстильного материала.
Изобретение бумаги обычно связывают с именем китайца ЦайЛуня и относят к 105 г. н. э. Однако, как показали последние исследования, первое упоминание о бумаге относится к 12 г. н. э.,
а в 76 г. н, э. на ней уже печатали книги [3]. Цай-Лунь обобщил
имеющийся опыт изготовления бумаги и усовершенствовал способ
ее производства. Сырьем для бумаги сначала служили волокна
животного происхождения (шелк-сырец и отходы шелка), а затем
стали использоваться волокна растительного происхождения: лубяных волокон тутового дерева и конопли, бамбука, соломы и др.,
а также тряпье.
В древние времена взамен бумаги для письма применяли папирус— материал, который изготовляли в Египте из растения Суреrus papyrus, произраставшего в низовьях Нила. Стебель этого
растения, имеющий трехгранную форму в сечении, разрезали на
куски и расщепляли на пластинки, которые затем склеивали между
собой клеем. Так получали лист папируса, который затем уплотняли, ударяя по нему деревянными молотками, сушили на солнце, разглаживали гладким камнем и склеивали в длинные полосы.
Хотя по своему внешнему виду и составу папирус близок к бумаге, однако технология его изготовления совсем иная. Производство папируса возникло не менее чем 5500 лет тому назад (сохранились свитки папируса, насчитывающие около 5450 лет),
В ряде европейских стран бумага получила свое название от
корня слова п а п и р у с : das Papier (по-немецки), le papier (пофранцузски), the paper (по-английски) и т. д.
Термин б у м а г а , возможно, происходит от восточного названия хлопчатника «бумаг», из которого изготовляли бумагу, а может быть от итальянского слова «бомбицина», которым именовали
очень рыхлую, пухлую и шероховатую бумагу, вырабатываемую
арабами. Этот вопрос еще точно не выяснен [2].
На протяжении семнадцати столетий, с момента изобретения
технологического процесса производства, бумагу изготовляли исключительно ручным, кустарным способом, который мало совершенствовался. Громадным толчком к дальнейшему развитию производства бумаги послужило изобретение книгопечатания Иоганном
Гутенбергом в 1453 г.
В XVII в. в Голландии был применен новый, более производительный размалывающий аппарат — ролл, заменивший устаревшую и малопроизводительную толчею, а конец XVIII века ознаменовался изобретением самочерпки — машины, заменившей ручной
труд рабочих-черпальщиков, изготовлявших бумагу. Изобретение
самочерпки, или бумагоделательной машины, французом Луи Робером (1799 г.) положило начало стремительному росту бумажной
промышленности и в немалой степени содействовало всеобщему
росту культуры и прогрессу человечества.
Рост бумажного производства, последовавший вслед за изобретением бумагоделательной машины, натолкнулся на острый недостаток волокнистого сырья, так как тряпья, из которого вырабатывалась бумага, было недостаточно уже и при старом, кустарном производстве бумаги. Наступил сырьевой голод, заставивший
основательно заняться поисками новых источников сырья для производства бумаги. Эти поиски увенчались успехом с изобретением
способов производства волокнистых полуфабрикатов из древесины.
В середине прошлого столетия были открыты способы производства сначала древесной массы, затем натронной и сульфитной
целлюлозы и, наконец, сульфатной целлюлозы. С этого момента
бумажное производство получило неисчерпаемые источники
сырья ц стало развиваться быстрыми темпами, За 165 лет своего
существования, с момента введения машинного производства бумаги, бумажная промышленность проделала громадный путь развития и превратилась в одну из передовых отраслей промышленности.
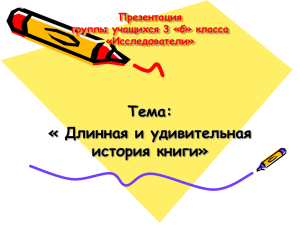
Первая бумагоделательная машина, сконструированная Луи
Робером и работавшая некоторое время на бумажной мануфактуре
в городе Эссоне во Франции, была очень примитивна (рис. 1). Она
состояла из бесконечной сетки, натянутой на двух деревянных
валиках, которые располагались над деревянным черпальным бассейном, и приводилась в движение вручную вращением валика от
рукоятки. Над черпальным бассейном вращалось черпальное ко-
Рис. 1. Бумагоделательная машина Луи Робера:
i - ^ сетка; 2 — валики; 3—черпальный бассейн; 4-~ черпальное колесо; п -*
отражательный щит; 6 — накат
лесо, изготовленное из тонких медных полос, которое зачерпывало
разбавленную водой волокнистую массу из чана, отбрасывало на
отражательный щит и выливало ее на движущуюся сетку. Сырая
бумага наматывалась на накат, откуда ее периодически снимали.
Длина медной сетки 3,4 ж, ширина 0,64 м. Машина была далеко
не совершенной и по своей производительности лишь ненамного
превосходила ручную выработку. Тем не менее сам принцип, заложенный в конструкцию машины,— непрерывный отлив бумажной
массы на движущейся сетке — оказался прогрессивным и был использован в последующих конструкциях бумагоделательных машин, созданных братьями Фурдринье и Донкиным. Поэтому имя
Луи Робера вполне заслуженно почитается как имя изобретателя
машины, сыгравшей в истории техники такую же огромную роль,
как типографский станок или паровая машина.
Луи Робер не смог создать промышленной установки бумагоделательной машины. Это сделали конструкторы англичане Сили
& Генри Фурдринье, а также заводчик Бриан Донкин, купивший
совместно с французским промышленником Дидо патент у Луи
Робера за 24 700 франков. Технические знания и опыт в машиностроении помогли им значительно усовершенствовать первоначальную конструкцию машины Робера и создать бумагоделательную машину, нашедшую широкое промышленное применение. Первая бумагоделательная машина Донкина была установлена
в Англии в городе Фрогморе в 1804 г., а в 1805 г, была установлена
вторая такая же машина в городе Гартфордшайре. С этого времени
бумагоделательные машины стали быстро входить в практику бумажной промышленности, они появляются, кроме Англии, во Франции, Германии и в России.
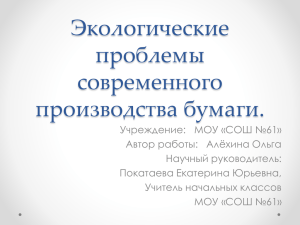
Первые машины Донкина (рис. 2) не имели сушильной части,
состояли только из сеточной, прессовой частей и наката. Вначале
Рис. 2. Первая бумагоделательная машина Донкина:
I —черпальный чан; 2 — лоток; 3 — сетка; 4~ декельный ремень; 5 —гауч-пресс; 6 и 7 —
лрессы; 8 — накат
отсутствовали даже отсасывающие ящики. Сырое полотно бумаги,
снятое с машины, развешивали для просушки на открытом воздухе. Сушильная часть машины была введена только в 1823 г.,
причем вначале сушильные цилиндры были открытыми и обогревались изнутри жаровнями с углем. Пар для обогрева сушильных
цилиндров стали использовать несколько позже. В 1826 г. француз Кансон применил вакуум-насос для отсасывающих ящиков сеточной части, что резко повысило эффективность обезвоживания
бумажного полотна на сетке и позволило повысить скорость машины. Из дальнейших усовершенствований бумагоделательной машины отметим изобретение эгутера (ровнителя), позволившего
получать бумагу с водяными знаками (Маршалл, 1826 г.), введение сначала плоских (1830 г.), а затем цилиндрических узлоловителей для очистки массы (Франке, 1856 г.), песочницы (Берг,
1838 г.) и ряд других усовершенствований, которые сделали бумагоделательную машину одним из наиболее совершенных агрегатов в промышленности. Это дало основание Карлу Марксу
в своем труде «Капитал»1 назвать бумагоделательную машину образцом механизированного непрерывно действующего агрегата,
1
Маркс
К. Капитал, т. I, Госполитиздат, 1952, стр. 387.
Наряду с усовершенствованием длинносеточной столовой машины в первой половине XIX столетия были сделаны и другие важные изобретения по созданию новых типов бумагоделательных машин. Так, в 1805 г. Иосиф Брама сконструировал цилиндровую
машину, в 1827 г. Эдельхейзер разработал конструкцию самосъемочной машины. В этот же период было предложено несколько
типов бумагоделательных машин для выработки бумаги листами.
В конце XIX и в XX столетии были сделаны дальнейшие усовершенствования бумагоделательной машины, которые дали возможность значительно повысить ее скорость, увеличить выработку
бумаги и почти полностью автоматизировать процесс работы машины. В результате этого были созданы машины производительностью до 500 т бумаги и до 1000 т картона в сутки.
Этим успехам содействовали следующие основные усовершенствования:
1) создание многодвигательного электрического привода бумагоделательной машины, заменившего громоздкий групповой привод с ременной передачей (1908 г.);
2) замена простых линеек для напуска массы на сетку напорным ящиком высокого давления (1911 г.);
3) замена гауч-пресса отсасывающим валом (1908 t.) и внедрение отсасывающих валов в прессовой части машины;
4) создание накатов барабанного типа, заменивших неудобные
фрикционные накаты, тормозившие повышение скорости бумагоделательной машины;
5) автоматизация управления отдельными частями машины и
процессами ее работы (управление движением сеток и сукон, натяжение сукон, заправка бумаги, ведение процесса сушки бумаги,
регулирование 2концентрации массы, ее температуры, кислотности
среды, веса 1 м бумаги и т. п.).
Таблица 1
Показатели машины Луи Робера и современной машины для выработки
крафт-мешочной бумаги
Современная
Наименование показателей
Машина
Луи
Робера
Производительность машины,, т в сутки . . . . * «
0,5
Р а б о ч а я с к о р о с т ь , м/мин
. , » * . . . * * , * * • - 10—12
Ш и р и н а сетки* M < i * t t . . * • * * » , * * < . * * > .
0,64
Д л и н а сетки, ж
, „ , . . . * * * »
3,4
Число сушильных цилиндров
^ . . Нет
Мощность двигателей переменной части, кет , * * .
—
Вес машины, / п . . , * , < * * * - • . « . , * * . , » . * .
<1
Д л и н а машины, м . . . * „ . . * Л , . * „ » . . . . {
2,5
машина
для выработки
крафтмешочной
бумаги
420
700
1Л
4625
2700
120
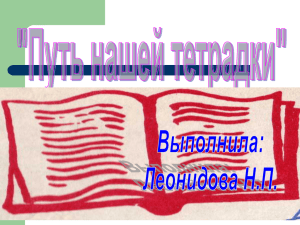
Наряду с этим были созданы более совершенные аппараты для
очистки массы перед машиной: вихревые очистители, центриклинеры и селектифайеры, новые типы высокопроизводительных узлоловителей. За последнее время значительно усовершенствована
конструкция напорного ящика. Создан напорный ящик закрытого
типа, обеспечивающий надлежащее формование бумаги при скорости бумагоделательной машины, превышающей 1000 м/мин.
Значительно усовершенствованы сеточная, прессовая, сушильная
Рис. 3. Современная бумагоделательная машина
части машины и системы вентиляции. Широкое применение получили вентиляционные установки с использованием тепла уходящего воздуха. Все эти усовершенствования и многие другие о которых будет сказано далее, привели к созданию современной бумагоделательной машины (рис. 3).
Чтобы оценить путь развития бумагоделательной машины
сравним первую машину Луи Робера и современную бумагоделаУ
1 и д е л а
тельную машину (табл. 1).
^ Прибавим к этому, что машина Робера была установлена в неоольшои комнате, тогда как современная бумагоделательная машина требует для своей установки громадного зала длиной свыше
юи м, шириной около 27 м и высотой около 25 м. Несмотря на
гигантские размеры, эта машина, как и машина Робера, обслуживается пятью рабочими.
Одновременно с развитием конструкции бумагоделательной
машины совершенствовалась и технология бумажного производства, создавалось новое оборудование для размола, проклейки и
наполнения массы, отделки бумаги и других процессов. В 1858 г,
Иосифом Жорданом была сконструирована коническая мельница,
которая впоследствии превратилась в один из основных размалывающих аппаратов непрерывного действия. В 1862 г. в Германии
завод Гаубольд выпустил многовальный суперкаландр для отделки
бумаги. В 1870 г. француз Верни создает саморезку гильотинного
типа для разрезания бумаги на листы. Позже появились продольно-резательные станки и ротационные саморезки, обладающие высокой производительностью. Создавались новые конструкции станков, внедрялись новые методы отделки бумаги. Бумага стала находить все большее применение в промышленности и в быту.
С введением машинного способа производства ручной отлив
бумаги при помощи специальных черпальных форм, который был
единственным способом производства бумаги на протяжении 17
веков, утратил свое значение и начал исчезать. В настоящее время,
способ ручного черпания является редкостью. Он сохранился
только для производства некоторых специальных видов бумаги:
чертежного ватмана, документных бумаг с локальным знаком
и т. п. Серьезного промышленного значения этот способ выработки
не имеет. »
Возникновение бумажного производства в России относится
к XVI веку. Но о существовании первой бумажной мельницы на
реке Уче в Московском уезде нам мало что известно. Более определенные сведения имеются о постройке в 1655 г. и работе бумажной
мельницы на реке Пахре в слободе Зеленой.
Производство бумаги в России начало развиваться при Петре I,
по указу которого было выстроено несколько бумажных мельниц
под Москвой и около Петербурга. Благодаря его заботам бумажная промышленность в России по своему уровню не уступала заграничной. Появились такие крупные бумажные мануфактуры, как
Полотнянозаводская (1720 г.) и Ярославская; на каждой из них
работало по 500 рабочих.
Первая бумагоделательная машина в России была установлена
на Петергофской гранильной фабрике в 1817 г. Монтажными работами, которые велись русскими мастеровыми, руководил англичанин Вестингаузен, представитель фирмы Донкина. Многие части
машины были изготовлены на Петербургском чугунолитейном заводе. С этого времени в России получает развитие машинный способ производства бумаги. Тем не менее бумажная промышленность,
несмотря на большие сырьевые ресурсы, до Великой Октябрьской
социалистической революции в России не получила должного развития.
В годы первых пятилеток бумажные фабрики Советского Союза
были реконструированы и оснащены новой техникой. Было построено несколько современных целлюлозно-бумажных комбина-
тов, впервые создана машиностроительная база для бумажной
промышленности, организованы научно-исследовательские институты и лаборатории, проектные институты. Дальнейшее ускоренное
развитие производства бумаги получило в 60-е годы текущего столетия. За это время в стране создана мощная машиностроительная база для целлюлозно-бумажной промышленности, введены
в строй такие гигантские заводы, как Петрозаводский и Ижевский.
Строятся и уже вошли в строй гигантские целлюлозно-бумажные
предприятия производительностью 2000—4000 т в сутки продукции; Братский, Котласский, Красноярский, Комсомольский, Сыктывкарский и другие комбинаты. Реконструируются и расширяются действующие предприятия: Архангельский, Балахнинский,
Кондопожский, Соликамский, Сясьский комбинаты и др.
По объему производства Советский Союз вышел на одно из
ведущих мест в мире.
Общая технологическая схема производства бумаги
Общая технологическая схема бумажного производства в упрощенном виде представлена ниже.
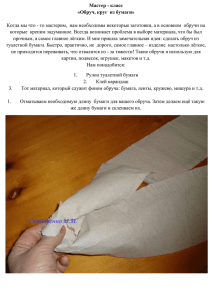
Волокнистые материалы подвергают размолу в присутствии
воды в размалывающих аппаратах периодического или непрерывного действия. Если бумага имеет сложную композицию, размолотые волокнистые материалы смешивают в определенной пропорции. В волокнистую массу вводят наполняющие, клеящие и
окрашивающие вещества. Подготовленную таким образом бумажную массу регулируют по концентрации и аккумулируют в метальном бассейне. Готовую бумажную массу далее сильно разбавляют оборотной водой и пропускают через очистную аппаратуру
с целью удаления посторонних загрязнений. На бесконечную движущуюся сетку бумагоделательной машины масса поступает непрерывным потоком через специальные регулирующие устройства.
На сетке машины из разбавленной волокнистой суспензии осаждаются волокна и образуется бумажное полотно, которое затем
подвергается прессованию, сушке, охлаждению, увлажнению, машинной отделке на каландре и, наконец, поступает на накат.
Бумагу машинной отделки (в зависимости от требований) после
специального увлажнения подвергают каландрированию на суперкаландре.
Готовую бумагу разрезают на рулоны или на листы. Ролевую
бумагу упаковывают и в виде рулонов отправляют на склад. Некоторые виды бумаги (бумагу для телеграфной и кассовой лент,
мундштучную и др.) разрезают на узкие ленты и наматывают в виДе узких катушек бобин. Листовую бумагу направляют в сортировочный цех, где листы сортируют и считают. Затем бумагу упаковывают в кипы и отправляют на склад.
Отходящую на бумагоделательной машине воду, содержащую
волокно, наполнители и клей, используют для технологических
Общая технологическая схема бумажного производства
Улавливаний
волокна
Волокнистые материалы
Размол
У
7
Y
Составление композиции
it
н
Y
Проклейка и наполнение
J
Y
Аккумулирование массы
:
Y
:
6
)
Регулирование подачи массы
Y
Разбавление
д
i
Очистка
li
i
Y
Выпуск массы на сетку
Y
Отлив
11
—*
Оборотная вода
Y
Прессование
Сушка
Машинная отделка
Переработка
оборотного
брака
Охлаждение
Намотка
Увлажнение
Каландрирование
Резка на листы
Сортировка (и счет
листов)
Упаковка
нужд. Избыточную отходящую воду перед сбросом в сток направляют в улавливающую аппаратуру для отделения волокна и наполнителей, которые затем используют в производстве.
Бумажный брак в виде срывов или обрезков снова превращают
в бумагу. Такова принципиальная схема изготовления бумаги.
Готовую бумагу можно подвергнуть дальнейшей специальной
обработке: тиснению, крепированию, гофрированию, окраске с поверхности, пропитке различными веществами и растворами; на
бумагу можно нанести различные покрытия, эмульсии и т. п. Такая обработка позволяет значительно расширить ассортимент бумажной продукции п придать различным видам бумаги разнообразные свойства.
Бумага часто служит также сырьем для получения продукции,
в которой сами волокна претерпевают существенные физико-химические изменения. К таким методам переработки можно отнести,
например, производство растительного пергамента и фибры. Специальную обработку и переработку бумаги иногда осуществляют
на бумажном предприятии, но чаще всего эти операции проводятся
на отдельных специализированных фабриках.
Классификация и свойства бумаги
В зависимости от назначения бумага характеризуется различными показателями: весом 1 м2, толщиной, объемным весом, механической прочностью, степенью проклейки, зольностью, влажностью, цветом, белизной, чистотой, гладкостью, впитывающей способностью, воздухо-, паро-, жиронепроницаемостью, а также
диэлектрическими и другими свойствами.
Ниже приводится перечень показателей и свойств различных
видов бумаги, по которым определяют качество бумаги в соответствии с требованиями государственного стандарта:
1) с т р у к т у р н о - р а з м е р н ы е
п о к а з а т е л и — формат,
2
вес 1 ж , толщина, объемный вес, гладкость и пористость, характер
просвета (структура бумаги);
2) к о м п о з и ц и я — состав по волокну, зольность, наличие тех
или иных компонентов в бумаге;
3) м е х а н и ч е с к и е и у п р у г о - п л а с т и ч е с к и е
свойс т в а — разрывная длина, сопротивления излому, разрыву, продавливанию, надрыву, истиранию, удлинение при разрыве (растяжимость), сжимаемость, мягкость и жесткость, упругость и др,;
4) о п т и ч е с к и е с в о й с т в а — цвет, белизна, оттенок, лоск,
прозрачность, светонепроницаемость;
5) г и д р о ф о б н ы е и л и г и д р о ф и л ь н ы е с в о й с т в а —
степень проклейки, впитывающая способность, водопоглощение,
промокаемость, гигроскопичность, влажность;
6) х и м и ч е с к а я ч и с т о т а — щелочность, кислотность, наличие минеральных вкраплений, наличие катионов (Fe, Си) и анионов
<С1 SO 4 );
7) с п е ц и а л ь н ы е с в о й ст в а —жиро-, воздухо, паро-, и водонепроницаемость, влагопрочность, термостойкость, долговечность, негорючесть, фильтрующая способность, деформация при
увлажнении и остаточная, скручиваемость, диэлектрические свойства, образование пузырей при намокании в щелочном растворе,
пылимость и др.
При испытании бумаги определяют только те ее показатели,
которые характеризуют ее потребительские свойства. Бумага, удовлетворяющая установленным нормам по всем показателям для
данного вида продукции, считается доброкачественной. Бумага,
не удовлетворяющая предъявляемым требованиям по тому или
иному показателю, в зависимости от допусков ГОСТ относится ко
второму сорту или бракуется. В последнем случае бумагу перерабатывают как оборотный брак или изготовляют из нее изделия
широкого потребления. В некоторых случаях такую бумагу переводят в более низкие виды бумажной продукции.
В настоящее время выпускают несколько сотен различных видов бумаги. По принятой в СССР классификации бумага делится
на 11 классов.
1. Б у м а г а д л я п е ч а т и : типографская, офсетная, литографская, для глубокой печати, документная, мелованная, картографическая и другие виды. Большинство из них отличается высокой
гладкостью и белизной, хорошо воспринимает печатную краску
Некоторые из этих видов бумаги вырабатывают с большим содержанием наполнителей и низкой степенью проклейки, например типографскую и бумагу для глубокой печати. Другие вырабатываюг
с меньшим содержанием наполнителя и хорошо проклеивают (офсетную, литографскую, картографическую). К этому же классу
относится и газетная бумага, изготовляемая из более дешевых
волокнистых материалов без проклейки и наполнителей или с низким их содержанием.
i
2. Б у м а г а д л я п и с ь м а : писчая, почтовая, конвертная, для
конторских книг, для карточек и др. Эти виды бумаги отличаются
хорошей проклейкой» малой впитывающей сопсобностью и высокой
гладкостью.
Бумагу первых двух классов выпускают различного состава
по волокну: небеленую, полубеленую, беленую и высшего качества с применением тряпичной полумассы.
3. Ч е р т е ж н о - р и с о в а л ь н а я :
рисовальная,
чертежная
обыкновенная, чертежная высшая, чертежная прозрачная, чертежная калька и др, Вырабатывают эти виды бумаги обычно без наполнителя или с небольшим его содержанием, хорошо проклеивают, а для достижения прозрачности некоторые из них сильно
увлажняют и каландрируют при высоком давлении валов.
4. Э л е к т р о и з о л я ц и о н н а я : конденсаторная, кабельная,
телефонная, изоляционно-намоточная и др. Изготовляют их преимущественно из сульфатной небеленой целлюлозы с малой зольностью и высокой чистотой без наполнителей и проклеивающих
веществ. Отличаются эти виды бумаги высокой механической
прочностью, хорошими диэлектрическими свойствами и чистотой.
Все они, кроме конденсаторной, обычно вырабатываются на двухсеточных столовых бумагоделательных машинах.
5. П а п и р о с н ы е в и д ы б у м а г и : мундштучная, папиросная,
сигаретная, курительная и др. По своей композиции, свойствам к
технологии изготовления эти виды бумаги весьма различны между
собой.
6. В п и т ы в а ю щ и е : фильтровальная, выпускаемая обычно
трех марок с различной скоростью фильтрации осадков, промокательная, пропиточная, основа для фибры, основа для пергамента
и др. Изготовляют эти виды бумаги из тряпичной полумассы и
беленой целлюлозы без проклейки. Отличаются они пухлостью,
пористостью и хорошей впитывающей способностью. Сюда же
можно отнести большую группу тонких санитарно-гигиенических
видов бумаги: медицинскую вату, туалетную, для пеленок, салфеток, носовых платков, полотенец и др.
7. Б у м а г а д л я а п п а р а т о в : телеграфная лента, лента
Крида, перфокарточная и др.
8. С в е т о ч у в с т в и т е л ь н а я : фотоподложка, идущая для
изготовления фотографической бумаги, светочувствительная для
светокопий и др. Эти виды бумаги отличаются высокой механической прочностью, чистотой, хорошей проклейкой и рядом специальных свойств.
9. П е р е в о д н а я (основа): копировальная, переводная и др.
10. О б е р т о ч н о - у п а к о в оч н ы е в и д ы бумаги-—весьма
обширный класс бумаги, применяемой для упаковки пищевых
продуктов и разнообразных промышленных товаров. Оберточные
бумаги изготовляют из прочных волокнистых материалов и отходов производства. Некоторые из них подвергаются специальной
обработке: битумированию, парафинированию, ламинированию
и т. п. К ним относятся: мешочная, чайная, спичечная, фруктовая,
бутылочная, растительный пергамент, светонепроницаемая, основа
для парафинирования, бумага для расфасовочно-упаковочных автоматов пищевой промышленности и др.
11. Б у м а г а п р о м ы ш л е н н о - т е х н и ч е с к а я
разного
н а з н а ч е н и я — это наиболее обширный класс бумаги; сюда относятся: патронная, наждачная, шпульная, диффузорная, для звукозаписи, вердоль, для пряжи и многие другие. К этому классу
следует добавить весьма обширную группу так называемых д л и н н о в о л о к н и с т ы х в и д о в б у м а г и , которые изготовляются из
хлопкового волокна, асбеста, искусственных и синтетических волокон как обычным способом бумажного производства, так и «сухим»
способом. Эта бумага отличается высокой эластичностью и механической прочностью, в особенности по сопротивлению излому и
раздиранию. К этим видам бумаги относятся: шелковка, заменитель гранитоля, микалентная, слюдяная, асбестовая, стеклянная
и др.
Различные потребительские свойства бумаги достигаются выбором волокнистых материалов с определенными свойствами; характером размола волокнистых материалов; введением в бумажную массу проклеивающих веществ и минеральных наполнителей;
окраской; режимом отлива, прессования и сушки при выработке
на бумагоделательной машине; операциями каландрирования и
окончательной отделки бумаги, а также дополнительной обработкой бумаги. Таким образом, свойства бумаги обусловливаются как
ее композицией, так и технологическим режимом на каждой стадии изготовления. Следовательно, большое значение в производстве бумаги имеет правильная организация технологического процесса, обеспечивающего выработку бумаги с заданными свойствами.
Глава II
ВОЛОКНИСТЫЕ МАТЕРИАЛЫ,
ПРИМЕНЯЕМЫЕ В ЦУМАДНОМ ПРОИЗВОДСТВЕ
Общие сведения
Для производства бумаги применяются главным образом волокна растительного происхождения, выделяемые из древесины
хвойных и лиственных пород, из стеблей и луба однолетних растений, семенных коробочек и листьев некоторых растений.
Главным компонентом растительных волокон является природный полимер — целлюлоза, обладающая весьма ценными свойствами для производства бумаги: высоким молекулярным весом^
цепевидным строением молекул, фибриллярной структурой, высокой прочностью и стойкостью к воздействиям различных химикатов и температуры, гидрофильностью, а также высоким сродством
к воде и способностью набухать в ней. Благодаря этим свойствам
целлюлозы, которые имеют большое значение для процессов бумажного производства (размола, диспергирования волокон перед
отливом бумажного полотна, образования связей между волокнами в бумажном листе), можно получать однородную по структуре и Достаточно прочную бумагу без применения специальных
связующих.
Этими свойствами не обладают искусственные и синтетические
волокна, а также волокна животного и минерального происхождения (шелк, шерсть, асбест), что затрудняет использование их для
производства бумаги и требует применения специальных связующих материалов и более сложной технологии производства.
Другим важным достоинством целлюлозы является неограниченность сырьевых источников для ее производства и их возобновление.
Существуют разнообразные методы выделения волокнистых материалов из древесины, стеблей однолетних растений и другого
растительного сырья. В зависимости от метода производства, выхода и наличия в волокнрстом материале гемицеллюлоз и лигнина
получают различные полуфабрикаты: механическую массу, полухимическую массу, или полуцеллюлозу, небеленую, беленую и облагороженную целлюлозу.
Целлюлозные волокнистые материалы отличаются друг от
друга выходом из исходного сырья, химическим составом, степенью
полимеризации целлюлозы, прочностью, белизной, ЧИСТОТОЙ, а также структурой волокон [1, 2]. Благодаря большому разнообразию
волокон разного растительного сырья по химическому составу,
морфологическому и анатомическому строению технолог располагает большими возможностями в придании желательных свойств
волокнистому йолуфабрикату, а следовательно, и бумаге, которую
из него вырабатывают.
Классификация волокнистого сырья
Ниже приведены основные источники волокнистого сырья для
получения полуфабрикатов, применяемых для производства бумаги.
1. Древесина хвойных пород — ели, сосны, ПЙХТЙ и лиственницы. Хвойная древесина обладает сравнительно длинным волокном и дает длинноволокнистую целлюлозу, наиболее пригодную
.для производства бумаги. Из этой древесины вырабатывают волокнистые материалы разной степени чистоты, от механической
^древесной массы с выходом 97—98% до облагороженной целлююзы с выходом 35—40%.
2. Древесина лиственных пород — березы, осины, тополя, ольхи,
>ука, эвкалипта и др. Лиственная древесина обладает более коротким волокном по сравнению с хвойной и, кроме того, содержит
клетки неволокнистого строения. Она дает целлюлозу с более низкими механическими свойствами — сопротивлением излому и раздиранию. По этой причине полуфабрикаты, вырабатываемые из
нее, применяются в бумажном производстве обычно в композиции
с более длинноволокнистым материалом из хвойной древесины.
Из лиственной древесины, как и из хвойной^ получают целлюлозу^
полуцеллюлозу и древесную массу.
3. Стебли однолетних растений —соломы злаков, кукурузы,
тростника, багассы (сахарного тростника), трав альфы и эспарто,
а также древовидного многолетнего растения — бамбука. Волокна
растений этой группы (за исключением бамбука) отличаются небольшой длиной и наличием в них клеток неволокнистого строения. Из них вырабатывают целлюлозу, полуцеллюлозу и механическую массу с выходом от 35 до 70% и выше. Используются они
& производстве бумаги в сочетании с длинноволокнистыми полуфабрикатами.
4. Лубяные волокна однолетних растений — льна, конопли,
джута, рами, кенафа, гампи, митсумата и кодзу. Эти волокна
С И . Иванов
£Г
отличаются большой длиной и высокой прочностью. Они идут для
изготовления прочной беленой, реже небеленой целлюлозы. •,
5. Волокна семян хлопка и отходов хлопкового производства
(линтер, делинт и хлопковый пух). Волокна хлопка отличаются
большой длиной и высоким содержанием целлюлозы. Применяются
для изготовления беленой целлюлозы высокой белизны. Волокна
хлопковых отходов значительно короче и больше загрязнены остатками семян.
, 6. Волокна из листьев некоторых растений —манильской пеньки,
сизаля, новозеланского льна.
*
* *
^ *• ' • *
, « ',
7. Тряпье хлопчатобумажное, льняное и пеньковое. Идет для
выработки беленой тряпичной полумассы, реже для изготовления
небеленой тряпичной полумассы, используемой для производства
картона. Отличается длинным волокном и высокой прочностью.
8. Макулатура (старая бумага и обрезки).
Химический состав и морфологическое строение волокна
Наиболее важным компонентом растительного волокна, представляющим наибольший интерес для производства бумаги, является природный полимер — целлюлоза. Целлюлоза состоит из длинных цепных молекул, образованных повторяющимися единицами,
состоящими из двух р-а-глюкозных остатков, соединенных между"
первым я четвертым углеродными атомами глюкозидной связью.
СН 2 ОН
Н
ОН
СН 2 ОН
н он
н X—ov 4
Н >-!-0
ОН
н
Количество глюкозных остатков (степень полимеризации) достигает в природной целлюлозе 7000—10 000, в технической хлопковой целлюлозе 1000—3000, а в технической древесной целлюлозе 600—2000. Длинные целлюлозные цепи, достигающие 3,5—
5 мк в растительном волокне и 0,3—1,5 мк в технической целлюлозе, образуют в клеточной стенке ориентированные участки,жёсткие кристаллические пучки, в которых отдельные цепи целлюлозы связаны между собой силами межмолёкулярного взаимодействия — водородными связями между гидроксильными группамисоседних цепочек [3]. *
-Наряду с ориентированными участками целлюлозы (кристаллитами) в клеточной стенке волокна имеются и участки с менее
упорядоченным расположением целлюлозных цепей (аморфные
области). Количество кристаллических областей, определённое
рентгенографическим методом, в древесной и хлопковой целлюлозе
составляет около 70%,а на долю аморфных областей падает около
30% [4],
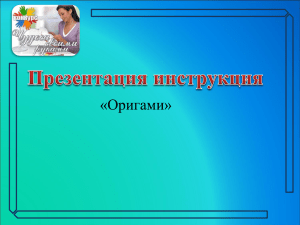
По современным воззрениям, пучки целлюлозных цепей с жестким межмолекулярным взаимодействием между ними представляют кристаллические участки целлюлозы, в которых расстояние
между цепями минимальное, а энергия связи максимальная [3],
Эти кристаллиты, или (по старой терминологии) мицеллы (рис.4),
согласно Фрей-Висслингу являются основными структурными еди-
Рис, 4, Схема мицеллярноТо строения. целлюлоза, ло 3. А. Роговину
ницами клеточной стенки целлюлозного волокна —элементарными
фибриллами [4]. Элементарные фибриллы.идеально кристаллизованы, удельный вес их равен 1,59, т. е. в точности соответствует
удельному весу вещества целлюлозы. Пространство между элементарными фибриллами заполнено аморфной целлюлозой и частично
Рис. 5. МакрОт,. микро и. элементарные фибршищ -раститедьнрга волок- л
на по Фрей-Висслингу
• • •
-
нецеллюлозным материалом (гемицеллюлозами), который можно
удалить щелочью. Элементарные фибриллы в клеточной стенке
Целлюлозы собраны в более крупные пучки микрофибриллы, а последние в еще более крупные фрагменты — макрофибриллы, хорошо видимые в световой микроскоп (рис. 5). .
.
;
Таким образом,: клеточная стенка целлюлозного растительного
-волокна имеет фибриллярную структуру, которая позволяет не
только.делить волокно на продольные фрагменты любых размеров, но щ как увидим далее, связывать волокна между собой
в единую структуру. На этом свойстве волокна основаны процессы
бумажного производства, размол волокнистых материалов и отлив бумаги.
-^» , лг„
,
, ^
,/,
«^
В табл. 2 приведены размеры основных элементов, из которых
построено растительное целлюлозное волокно (по Фрей-Висслингу[4]).
Таблица 2
Основные данные о размерах структурных элементов волокна хлопка
Структурный элемент
Молекула целлюлозы . . . . . .
Элементарная ф и б р и л л а (кристаллит) . , . , . * . . . . , » » ,
Микрофибрилла . . . . . . . . .
Макрофибрилла . . , . * . . . ,
Волокно
. , , , . . » » » , » •
Количество
целлюлозных
цепей на площади поперечного сечения
Площадь
поперечного
сечения
(8,3x3,9) А2
(50X60) А 2
1,5—5 мк
600 А
(250x250) А 2 2
( 0 , 4 0 X 0 , 4 ) ж/с
314
2 0 — 5 0 мм
1
100
2 000
500 000
1 000 000 000
Наряду с целлюлозой волокнистые материалы содержат большее или меньшее количество нецеллюлозных спутников: лигнина,
гемицеллюлоз, пектиновых веществ, смол и жиров, а также минеральных веществ (зольных элементов). Количество их зависит
от природы волокна и метода его выделения из растительного
сырья. Наличие этих сопутствующих веществ оказывает большое
влияние как на физико-химические свойства волокна, так и на
свойства вырабатываемой из него бумаги.
Из спутников целлюлозы наибольшее значение для бумагообразующих свойств волокна имеют гемицеллюлозы. Как известно,
понятием г е м и ц е л л ю л о з ы объединяют целую группу сходных с целлюлозой, но меньшего молекулярного веса (обычно со
степенью полимеризации ниже, 200) веществ — полисахаридов.
Сюда относят гексозаны (маннан и галактан), пентозаны (ксилан и арабан), метилпентозаны и пектиновые вещества (полиурониды). Все эти вещества отличаются высокой гидрофильностью,
высокой набухаемостью в воде и обладают сродством к целлюлозе. Гемицеллюлозы располагаются преимущественно в аморфных областях целлюлозного волокна и на поверхности кристаллитов.
*
Строение волокна. Растительные волокна, применяемые для
производства бумаги, весьма разнообразны по своим размерам,
форме и химическому составу сопутствующих целлюлозе веществ,
тем не менее в их анатомическом строении много общего. Для растительного волокна характерны вытянутая форма клетки, наличие в ней внутренней полости, слоистость и фибриллярная структура клеточных оболочек.
Тщательное изучение строения растительного волокна с помощью электронной микроскопии позволило установить, что клеточная стенка его состоит из двух структурных частей: первичной Р и вторичной стенки S. В свою очередь вторичная стенка,
представляющая собой главную массу волокна, имеет обособленные наружный Si, средний S2 и внутренний S 3 слои. Последний называют иногда также третичным слоем [5, 6, 7].
На рис. 6 схематично показано строение клеточной стенки и
расположение фибрилл в клеточных оболочках трахеиды хвойной древесины (справа). Из рисунка видно, что основная масса
волокна сосредоточена в среднем
слое вторичной стенки, а первичная стенка и наружный и внутренний слои вторичной стенки
представляют собой сравнительно тонкие оболочки. Первичная
стенка Р является единственной
оболочкой у молодой растительной клетки. При росте клетки
с внутренней стороны первичной
стенки откладываются слои вторичной стенки.
,
л **
Первичная стенка в сухом состоянии имеет толщину около
<Ш
А,
а
В
НИИ — ОКОЛО
наоухшем
0,1
МК
СОСТОЯ-
(1000
(
А).
Согласно Г. Мейеру и А
А- УордУ
рОПу фибрИЛЛЫ В ПерВИЧНОИ СТеНКе раСПОЛОЖеНЫ
беСПОрЯДОЧНО,
Рис
Р о е н и * клеточной
лиственной
(левая
с т е н к и
в о л о к н а
половина) и хвойной (правая полов и н а
) ДР^есины:
Af — межклетное вещество; Р — первичная
средний и
с т е н к а . 5 ] > S a , S 3 - наружный,
внутренний слои вторичной клеточной
стенки; L — люмен
-
6
'
С х е м а
с т
однако Фреи-Висслингу, Мюлеталеру и Вайкоффу путем мацерации удалось отделить первичную
оболочку от древесного волокна, причем оказалось, что она имеет
сетчатую структуру [5].
Наружная оболочка вторичной стенки 8и по определению Эмертона J6], в трахеиде сосны имеет толщину 0,14 мк (1440 А) и состоит из двух слоев микрофибрилл, расположенных по очень пологой спирали в виде плоских и сравнительно широких лент с противоположным вращением спирали в слоях. Эта оболочка наряду
с первичной играет большую роль в процессах набухания и фибрилляции волокна при размоле и влияет на бумагообразующие и
когезионные свойства целлюлозных волокон.
Средний, наиболее мощный слой S2 вторичной стенки, достигающий в толщину 5 мк, состоит из большого числа концентрических наслоений микрофибрилл, которые располагаются по крутой спирали, под очень небольшим углом к оси волокна. У некоторых волокон, например у льна и пеньки» они расположены почти
параллельно оси волокна, в результате чего такие волокна при
размоле расщепляются на продольные волоконца, что имеет большое значения для производства тонких видов бумаги. У других
волокон, например у хлопка, микрофибриллы располагаются под
сравнительно большим углом к оси волокна, около 45°, причем наклон микрофибрилл в соседних слоях срединной пластинки направлен в противоположные стороны, что сильно затрудняет продольное расщепление и фибриллирование хлопковых волокон при
размоле. У древесных трахеид хвойных пород величина наклона
микрофибрилл в среднем слое вторичной стенки занимает промежуточное положение между величинами наклона фибрилл в слоях
у льняного и хлопкового волокна; волокна при размоле расщепляются в продольном направлении и легко фибриллируются.
Это свойство древесного волокна и его различный химический
состав, зависящий от метода выделения его из древесины и способов очистки, делает его универсальным волокнистым сырьем
для бумажного производства. Из него можно изготовить волокнистые материалы с самыми разнообразными свойствами, от древесной массы до облагороженной целлюлозы, заменяющей хлопковое
волокно.
Внутренний слой 5 3 вторичной стенки (третичный слой), как
это убедительно показал Г. Бюхер в своем докладе на Кембриджском симпозиуме [5], имеет вид тонкой пленки толщиной около
0,1 мк> в которой хорошо различается спиральная штриховка с наклоном линий спирали почти перпендикулярно оси волокна. Под
влиянием агентов набухания третичный слой распадается на отдельные лентоподобные элементы. Такое строение третичного слоя
наиболее сильно выражено у трахеид сосны и лиственницы и
меньше у ели. Г. Бюхер считает,* что внутренний слой вторичной
стенки представляет индивидуальный слои волокна и потому его
правильнее называть третичным слоем.
Многочисленными исследованиями установлено, что главная
масса лигнина в древесных волокнах (трахеидах) сосредоточена
в срединной пластинке, или межклетном веществе, соединяющем
клетки древесины в стволе, а главная масса целлюлозы во взрослых клетках отлагается во вторичной клеточной стенке. При этом
содержание лигнина убывает от наружных слоев волокна к внутренним, а содержание целлюлозы, наоборот, увеличивается. Так,
П. В, Ланге {8] указывает, что содержание лигнина в срединной
пластинке древесины составляет 60—90%, а вокруг внутреннего
канала 10—20%. В древесине ели около 60% углеводного• материала наружного слоя клеточной стенки составляют гемицеллюлозы, тогда как на долю гемиадллюлоз вокруг канала приходится
только около 15%, а остальное — на долю целлюлозы. Таким образом, целлюлоза является доминирующим компонентом во внутренних слоях трахеиды, а содержание ее в наружном слое клеточной стенки меньше примерно в 2 раза. По Ланге, целлюлоза
в клеточных стенках образует упорядоченную систему нитей, рас-
положенную более плотно вокруг внутреннего канала волокна и
более свободно в наружных его слоях. В промежутках между нитями целлюлозы более изотропно располагаются гемицеллюлозы
и лигнин, причем содержание их увеличивается от внутренних слоев клеточной стенки к наружным.
Содержание лигнина и гемицеллюлоз в очищенном целлюлозном волокне после варки и отбелки сильно снижается, особенно
лигнина, но и небольшое их количество в технической целлюлозе
оказывает большое влияние на бумагообразующие свойства во™
локна. Лигнин придает волокнам жесткость и ломкость, понижает
белизну и долговечность бумаги. Гемицеллюлозы, наоборот, улучшают бумагообразующие свойства волокон: они способствуют процессу размола волокон, облегчая^ диспергирование и фибрилляцию, формированию межволоконных связей в бумаге и повышению прочности листа. Однако имеется определенный оптимум в
содержании гемицеллюлоз в волокне, выше которого бумага начинает приобретать уже нежелательные свойства: повышенную жесткость, прозрачность и ломкость, особенно при низкой относительной влажности воздуха.
Кроме указанных химических компонентов, в состав клеточных
оболочек входят и зольные элементы (минеральные вещества),
а также смола и жиры. Последние сосредоточены главным образом в клетках паренхимной ткани, выстилающей смоляные ходы.
Содержание золы" в древесных волокнах обычно не превышает 1%,
однако в волокнах соломы и тростника оно достигает более высоких значений, что вызывает затруднения в некоторых процессах
производства, например при выпаривании отработанных щелоков
с целью их регенерации. Высокое содержание золы нежелательно
также при выработке электроизоляционной, конденсаторной и других видов бумаги.
Смола также является нежелательным компонентом волокна,
так как она может создавать так называемые смоляные затруднения. Они заключаются в том, что смола, содержащаяся в волокне, может выделяться из него при варке, перемешивании и
размоле, коагулировать, соединяясь в более крупные образования,
и отлагаться на прессовых валах, отсасывающих ящиках, сетках
сгустителей, вакуум-фильтров и бумагоделательных машин, а также на прессовых сукнах, закупоривая ячейки ткани сеток и сукон.
Смоляные затруднения нарушают процессы отлива и прессования
бумаги на бумагоделательной машине, вызывают обрывы бумажного полотна и служат причиной появления различных дефектов
в бумаге (пятен, дыр и др.)- Чаще всего смоляные затруднения
встречаются при переработке сульфитной небеленой целлюлозы и
отчасти древесной массы, в особенности при изготовлении их из
свежесрубленной древесины и из древесины с повышенным содержанием смолы.
Морфологическое строение растительных клеток. Морфологическое строение клеток растительных тканей различно. Различают
следующие группы клеток: прозенхимные, паренхимные, склеренхимные и клетки эпидермиса. Каждая группа клеток выполняет
вполне определенную функцию в растительной ткани, имеет характерное строение и форму, что помогает определять вид волокнистого материала в образце бумаги или волокнистом полуфабрикате.
П р о з е н х и м н ы е к л е т к и . К ним относятся трахеиды, волокнистые клетки либриформа и сосуды. Прозенхимные клетки
предназначены для проведения сока вверх по стволу и придания
стволу механической прочности.
Трахеиды — сильно вытянутые в Длину клетки, представляющие
собой основную массу хвойной древесины (90—95%). Длина их
достигает у древесины отечественных пород 4,8 мм, а у древесины
секвойи даже 7,4 мм. Ширина трахеид колеблется в пределах
15—80 мк, в среднем равна 35—40 мк. Отношение длины трахеид
к ширине в среднем равно 80. Трахеиды хвойной древесины имеют
сравнительно толстые стенки, широкий канал и характерные окаймленные поры, по которым их легко можно отличить от волокон
, лиственной древесины.
Клетки либриформа являются механической тканью лиственной древесины и стеблей однолетних растений. Они, как и трахеиды, сильно вытянуты в длину. Однако их длина у лиственной
древесины примерно в 3 раза меньше, чем у трахеид хвойной древесины, и обычно не превышает 1,4—1,6 мм. У льна и конопли волокнистые клетки либриформа достигают 50—60 мм. Клетки либриформа в древесине лиственных пород обычно составляют около
60% (по объему), остальная часть приходится на сосудистую и
паренхимную ткани. Волокна либриформа лиственной древесины
имеют среднюю ширину в пределах 20—30 ж/с, а отношение длины
к ширине 40—50.
Сосудистые клетки представляют собой сравнительно короткие,
но широкие тонкостенные элементы, из которых построены водопроводящие сосуды лиственной древесины. Длина их, по данным
Л. Уайза [9], может колебаться от ОД до 1 мм, а ширина — от 25
до 300 мк. Отношение длины сосудистых клеток к их ширине
обычно не превышает 6—10, что, конечно, недостаточно для листообразования. Поэтому сосудистые клетки нельзя считать волокнами. При образовании бумаги они заполняют поры и улучшают
контакт между волокнами.
П а р е н х и м н ы е к л е т к и . Сюда относятся главным образом
живые клетки в стеблях однолетних растений и в стволе дерева,
служащие для накопления запасов питательных веществ. Это
очень мелкие клетки с тонкими стенками, имеющие форму корот^
ких параллелепипедов у древесины, или круглую или эллипсов
дальную форму у однолетних растений. Они выстилают полости
смоляных ходов в хвойной древесине, образуют ткань сердцевин-j
ных лучей и живую паренхимную ткань, проходящую вдоль ствола)
дерева. Паренхимных клеток мало в хвойной древесине, но го-]
раздо больше 'в лиственной древесине и в стеблях однолетних
растений.
*
Ввиду того, что паренхимные (эпителиальные) клетки выстилают смоляные ходы и являются смолообразующими клетками,
они богаты смолой. Для уменьшения смолистости целлюлозы очень
часто, особенно при производстве облагороженной целлюлозы,
мелкие паренхимные клетки отделяют от основной массы волокон.
Кроме этих двух основных групп растительных клеток, из которых главным образом и состоят волокнистые материалы для
производства бумаги, имеются еще склерешшмные клетки и
клетки эпидермиса, однако их сравнительно ма#о в растительных
тканях. Склеренхимные клетки представляют собой вытянутые
в длину элементы с сильно утолщенной, одревесневшей оболочкой.
Эти клетки у соломы содержат большое количество кремневой
кислоты. Клетки эпидермиса, также встречающиеся у соломы,
представляют собой очень маленькие клетки с сильно утолщенными стенками характерной зубчатой формы. По наличию этих
клеток можно судить о виде волокнистого материала.
Наибольшую ценность для бумажного производства имеют
растительные клетки первой группы — прозенхимные, составляющие главную массу растительной ткани древесины, луба однолетних растений и стеблей злаков и тростника. Из них лучшими
бумагообразующими свойствами отличаются клетки трахеид и
либриформа. Сосудистые клетки и клетки паренхимной ткани
представляют собой менее ценный материал, они ухудшают свойства волокнистых материалов.
*В табл. 3 приведены данные о составе древесины по виду
клеток.
Таблица 3
Состав древесины некоторых хвойных и лиственных пород по виду ткани
[10, 11]
паренХЙМНОЙ
ткани
сердцевинных
лучей
трахеид
Древесина
сосудов
t
либриформа
Количество растительных клеток, % от объема
древесины
Прозенхимные клетки
Паренхимные клетки
а
и
(У
У
ш
Хвойная:
сЛЬ
,
.
,
*
»
1
•
•
*
• •
4,7
5,5
9,6
95,3
сосна . , . „
93,1
п и х т а , t , . , . . , , , , 90,4
Лиственная:
береза
. . . . . . s »*
осина
. . . . . » . , . .
64,8
60,9
37,4
24,7
26,4
31,0
10,5
12,7
27,0
\л
4,6
4,7
6,9
9,6
10,5
12,7
31,6
Из этих данных видно, что главную массу хвойной древесины
составляют волокнистые клетки — трахеиды, тогда как в даственг
ной древесине (а также и в стеблях однолетних растений) наряду
с волокнистыми клетками либриформа имеется большое количество клеток. паренхимы, не имеющих волокнистого строения,
а также сосудистых клеток со; слабыми листообразующидеи свдйг
ствами.
•* "
"
• ;:,/ , *
•<£.•;•..'•>.>; $ «•>-*
*.*< ' ч : ^ '
i " **rj^'
• • В, Клаудиц [12] определил --фракционированием весовое срдержаиие в древесине березы и бука клеток разного вида и; нашел,
что весовой состав древесины этих пород значительно отличается
от объемного. Так, весовое количество волокнистых, клеток либриформа у древесины березы возрастает до 86,2% против объемного
64,8%, а весовое содержание сосудистых и паренхимных клеток
снижается против объемного в первом случаес.24,7 до 9,8%, а во
.втором случае с. 10,5 до 4%. У древесины бука весовое содержание
волокнистых клеток либриформа повышается с 37,4 до 73,4%, сосудистых клеток понижается с 31 до 11,4%, а паренхимных кле*
т о к — с 31,6 до 15,2%.. Таким образом, ц древесине березы содержится около 14%, а в древесине бука около 26% неволокнистой
фракции. В целлюлозе, полученной из этой древесины, содержание неволокнистой фракции будет несколько ниже, так как часть
мелких паренхимных клеток уйдет при обезвоживании и-* промывке
целлюлозы со сточными водами.
* Таким образом, можно считать, что лиственная целлюлоза,
в зависимости от вида древесины, может содержать от 10 до 25%
по весу мелких растительных клеток неволокнистого происхождения. Содержание их в целлюлозе будет ^соответственно понижать
среднюю длину волокна и влиять на механические свойства бумаги в хухом и мокром состоянии, объемный вес, непрозрачность
и др. Аналогичная картина наблюдается и у целлюлозы из однолетних растений, стебли которых содержат значительное количество мелких растительных клеток неволокнистого строения: соломы, тростника/багассы^ кукурузы и др. (табл. 4),*
Характеристика волокнистых полуфабрикатов,
применяемых для производства бумаги
t
...
Для производства бумаги в настоящее время находят широкое
применение следующие растительные;волокнистые полуфабрикаты
[1, 2, 14, 15, 18]: древесная целлюлоза из хвойных и лиственных
пород в беленом и небеленом виде; полуцеллюлоза, главным образом из лиственной древесины, и целлюлоза высокого выхода; древесная масса — белая, бурая и химическая; облагороженная древесная целлюлоза; целлюлоза из соломы, тростника и других однолетних растений, а также полуцеллюлоза из этих волокнистых
материалов; тряпичная полумасса; целлюлоза из сырцовых волокон хлопка, линтера, льна, пеньки и других лубяных волокон,
а также макулатуры.
Таблица 4
Характеристика средних размеров волокон л и бри форм а и трахеид
в волокнистых материалах, применяемых для производства бумаги
-"'
Y
-"
113, И» 15, 16, 17, 18J
V
Средняя
длина
Ьолокна /,
мм
Волокна
Лубяные:
Отношение
60*0
16
22
20
40
1200
900
150
1500
1,3
1,4
1,2
13
S
it
100
175
20,0
ЛЬНЗ '•
пеньки
,.. рами . . . . s , .. . . . ..%."., - .
Волокна стеблей однолетних расте:;
соломы злаков •*.... -* .
рисовой соломы . .* ,
кукурузной соломы .
тростника . . . ,: . .
багассы , (-. , •, и..
бамбука .* , г !- * / ч
: эспарто . . . . у... ?
Волокна листьев:
манильской пеньки *
новозеландского льна
сизаля . . . . . . ,, . %
Семенные волоски: ., .. _•
хлопка . . , i . . :;к
линтера , .. . . , „ '
Древесные волокна;
ели
Средняя
ширина
волокна Ь,
мк
УЛ
. . . . .' . •
'*
СОСНЫ
» ..
„ ,
\
:.
12
20
15
10
85
120
150'
5,0
4,0
24
15
24
210
270
\Щ
.25,0
10,0
*
березы . ,. s ,. j j ,
осины . . •* \ * * ;
бука . . . ^ * *.; v • i .
эвкалипта . + , , .
т о п о л я . . ... ,,- », * •
и
1,8
, . . . . . . •»
пихты
»;••>
ш
2,5
2,8
3,0
1,2
0,8
0,9
0,8
1250
33
35
40
24
Ш
18
19
26
теао
73
50
ж
56;
4740—50
Наряду с растительными волокнистыми полуфабрикатами для
специальных видов бумаги находят применение также шерсть? асбестовое волокно, искусственные и синтетические волокна.
Целлюлоза из хвойной древесины. Целлюлоза из древесины
хвойных пород является наиболее ценным волокнистым материалом для производства бумаги. Она состоит в основном из длинных
волокон трахеид и содержит очень мало мелких паренхимных клеток. Поэтому ее можно применять как в композиции с коротковолокнистыми материалами (древесной массой, лиственной, соломенной, тростниковой целлюлозой и.др.), так и самостоятельно.
Средняя длина волокон хвойных целлюлоз колеблется в преде*
лах 2,4—3 мм, в зависимости от породы древесины, & средняя ширина волокна составляет 35—40 мк.
Сульфитную целлюлозу изготовляют в СССР обычно из древесины ели и пихты, реже из древесины лиственных пород. Выпускают ее как в небеленом, так и в беленом виде. В зависимости
от степени провара небеленую сульфитную целлюлозу различают:
мягкую с перманганатной жесткостью до 65°, среднюю (жесткостью 65—90°) и жесткую (выше 90°). Мягкую целлюлозу применяют для производства бумаги, не требующей высокой прочности,
но обладающей хорошей впитывающей способностью; среднюю и
жесткую часто в композиции с белой древесной массой — для более прочных видов бумаги: бумаги для печати, обойной, мундштучной, карточной, писчей цветной, а также и без древесной массы —
перфокарточной, подпергамента и др.
В СССР в соответствии с действующим стандартом (ГОСТ
3914 — 60) беленую сульфитную целлюлозу выпускают девяти марок с белизной от 83 до 92% белого, с прочностью на излом от 100
до 2500 и выше двойных перегибов и разрывной длиной в пределах
от 4500 до 7500 м и более.
Беленую сульфитную целлюлозу применяют для производства
бумаги, начиная от полубеленых писчей и типографской № 2, содержащих в композиции древесную массу, и кончая высокосортными чертежной, картографической, писчей, для печати и фотоподложки.
Сульфатную хвойную целлюлозу вырабатывают главным образом из сосны и применяют как в небеленом, так и в беленом виде.
Небеленую целлюлозу выпускают трех основных разновидностей: крафт, электроизоляционную и белимую. Крафт-целлюлоза
представляет собой очень жесткую целлюлозу с перманганатным
числом, достигающим 140°, и применяется для изготовления прочной упаковочной и мешочной бумаги. Особых требований к чистоте этой целлюлозы не предъявляется. К изоляционной целлюлозе (перманганатное число 120—130°) предъявляются более высокие требования по химической чистоте, содержанию золы и
диэлектрическим свойствам. В зависимости от назначения эту целлюлозу подразделяют на три марки. Применяют ее для производства кабельной, телефонной, изоляционно-намоточной и конденсаторной бумаги. Целлюлозу с перманганатной жесткостью 80—100°
отбеливают, а целлюлозу с более низкой жесткостью применяют
для изготовления впитывающих видов бумаги.
Беленую сульфатную целлюлозу выпускают разных марок. Белизна ее, в зависимости от назначения, может колебаться в пределах 81—90% белого,разрывная длина — в пределах7000—ЮОООлг,
а сопротивление излому составляет 1500—4000 двойных перегибов.
Беленая сульфатная целлюлоза значительно прочнее беленой
сульфитной целлюлозы, особенно по показателям сопротивления
излому и раздиранию. Поэтому она находит широкое применение
не только как заменитель сульфитной беленой целлюлозы в производстве белых видов бумаги, но и как компонент, повышающий
механические свойства бумаги при изготовлении ее из коротково28
локнистых материалов (лиственной, тростниковой, соломенной или
бамбуковой целлюлозы).
Целлюлоза из лиственной древесины. Лиственную древесину
все шире начинают применять в качестве сырья для производства
целлюлозы и полуцеллюлозы, так как растущая целлюлозно-бумажная промышленность требует привлечения все новых источников волокнистого сырья.
Лиственная древесина состоит из 75—90% (по весу) волокнистых клеток либриформа и 25—10% паренхимных и сосудистых
клеток неволокнистого строения. Длина волокон либриформа колеблется в пределах 0,8—1,6 мм, а средняя длина волокон лиственной целлюлозы (с учетом паренхимных и сосудистых клеток) составляет лишь 0,8—1,2 мм, т. е. примерно в 3 раза меньше, чем
у целлюлозы из хвойной древесины. Другой особенностью лиственной целлюлозы является высокое содержание в ней пентозанов
(8—20%), вследствие чего она быстро зажирняется при размоле.
Поэтому лиственная целлюлоза требует более легкого рафинирующего размола без существенного укорочения волокон и без значительного увеличения степени помола массы. Бумага, выработанная
из такой целлюлозы, хотя и обладает достаточной прочностью на
разрыв, но сопротивление ее излому и раздиранию сравнительно
низкое. По этой причине из одной лиственной целлюлозы обычно
бумагу не вырабатывают, а применяют ее в композиции с длинноволокнистой хвойной целлюлозой. Такое сочетание коротковолокнистой и длинноволокнистой целлюлозы позволяет улучшить
структуру и просвет бумаги, повысить непрозрачность и снизить
расход энергии на размол.
Целлюлозу из лиственной древесины вырабатывают разными
способами: сульфатным, сульфитным, нейтрально-сульфитным и
натронным. Наиболее распространенным способом является сульфатный. Нейтрально-сульфитный метод чаще всего применяют для
получения лиственной полуцеллюлозы. Наиболее прочная целлюлоза получается из древесины березы, менее прочная — из древесины осины и бука. Характеристика свойств лиственной целлюлозы из осины и березы, сваренной по сульфитному и сульфатному способам, приведена в табл. 5.
Беленую лиственную целлюлозу применяют для выработки
писчей и бумаги для печати и других видов в композиции с хвойной беленой целлюлозой, а небеленую в сочетании с небеленой
хвойной целлюлозой — для производства упаковочных и оберточных видов бумаги.
Натронную целлюлозу обычно выпускают беленую и применяют для выработки пухлых и впитывающих видов бумаги. Ее добавляют также для улучшения печатных свойств в композицию
бумаги для печати. Эта целлюлоза отличается высокой белизной и
хорошей впитывающей способностью, но прочность ее невысока.
Полуцеллюлоза и целлюлоза высокого выхода. Полуцеллюлоза — волокнистый полуфабрикат, получаемый полухимическим
29
Характеристика
волокнистых материалов, применяемых для производства бумаги
Волокнистый материал
Хвойная целлюлоза:
сульфитная небеленая
»
беленая
»
о б л а г о р о ж е н н а я (с содержанием а-целлюлозы 9 2 — 9 4 % )
. . . .
сульфатная небеленая
. . . . . . . .
»
беленая
Лиственная целлюлоза:
с у л ь ф и т н а я н е б е л е н а я из березы . . .
»
»
» осины . . .
»
беленая
» березы . . .
»
»
» осины . . .
с у л ь ф а т н а я б е л е н а я из березы . . . .
»
»
» осины
. . . .
Соломенная б е л е н а я с у л ь ф а т н а я целлюлоза
То ж е т р о с т н и к о в а я
То ж е б а м б у к о в а я . . . . . . .
Хлопковая беленая целлюлоза*
То ж е л и н т е р н а я *
То ж е л ь н я н а я *
Д р е в е с н а я масса б е л а я ( х в о й н а я )
»
»
бурая
»
»
»
химическая (лиственная)
Таблица 5
Белизна,
%
Содержание
пентозанов, %
Вязкость,
мпуазы
Степень
помола,
°ШР
Разрывная
длина,
м
Сопротивление
излому,
число двойных перегибов
60—65
83—90
5 7
4—6
500—1500
300—1000
50—60
50—60
5500—8000
5000—7000
1000—3000
200—2000
70—100
60—100
90—92
35—40
80—88
3—4
9—11
7—9
300—500
400—1000
200—600
50—60
50—60
50—60
5000—6000
100—500
9000—11000
>3000
8000—10000 1500—3000
и выше
60—90
140—200
120—150
60
65
83—90
83—90
80—88
80-88
9—11
9—11
8—10
8—10
14—20
12—16
400—800
400—800
300—600
300—600
200—500
200—500
40—50
40—50
40—50
40—50
40—50
40—50
5000—7000
400—800
4500—5500
100—300
4500—6500
200—700
3500-5000
50—200
8000—10000 1500—2500
6000—7000 1000—1500
60—70
50—60
60—80
40—60
80—90
65—70
200—500
200—500
200—500
3000—5000
500—2000
300—500
50—60
50—60
50—60
60
60
70
60—80
35—50
35—40
4000—6000
4500—6000
7000—9000
3500—4000
3000—3500
5000-6000
2000—3600
1700—2500
4000—5000
18—24
75—80
80—82
18—24
80—82
10—16
90—95 0,7—1,0
86—92 0,7—1,0
2—4
85—90
10—12
50—65
35—40
9—10
40—65
20—25
* Размол производился в фабричных роллах.
15—100
100—300
1500—3000
100—500
50—200
>3000
1—3
4—15
100—250
Сопротивление
раздиранию, гс
40—60
50—70
100—120
100—150
100—150
180—200
30—40
50—60
методом при термогидролитической обработке растительного
сырья химикатами и последующем разделении волокон механическим размолом, имеет выход 65—85% и занимает промежуточное
положение между целлюлозой и механической массой.
Наибольшее применение в настоящее время имеет полуцеллюлоза, вырабатываемая из лиетвенной древесины и однолетних
растений: соломы, тростника и багассы. Она производится различными способами: бисульфитным кислым, бисульфитным в слабокислой среде, натронным и нейтрально-сульфитным. Наибольшее
применение имеет последний способ производства.
Получаемый волокнистый материал по структуре и размерам
волокон приближается к целлюлозе, а по механическим свойствам
не уступает целлюлозе, отличается от нее лишь белизной, сорностью и меньшей долговечностью. Степень белизны полуцеллюлозы
в зависимости от способа получения и вида сырья может колебаться от 35 до 55% белого, а после отбелки (правда, при этом
значительно снижается выход) может достигать 70—80% и выше.
Небеленую полуцеллюлозу широко применяют для выработки
тарного (среднего слоя) переплетного, коробочного и других видов
картона, а также используют для производства низких сортов бумаги. Беленую полуцеллюлозу применяют для выработки наружных слоев картона и в композиции некоторых видов бумаги.
Целлюлозу высокого выхода получают сульфатным и сульфитным способами, ее выход колеблется от 55 до 65%. Она находит
применение для производства различных видов картона и некоторых видов бумаги. Этот полуфабрикат обладает высокими показателями механической прочности, однако бумага, получаемая из
него, имеет повышенную жесткость и сорность.
Древесная масса [19, 20]. Различают три основных вида древесной массы: белую, бурую и химическую. Наибольшее применение имеет первая. Ее изготовляют в СССР преимущественно из
еловой древесины, в Италии и других южных европейских странах
для производства белой древесной массы часто используют тополевую, а в ФРГ — березовую древесину.
Древесная масса, получаемая методом истирания древесины на
дефибрерах, представляет собой смесь длинных, длиной 1—2 мм,
коротких и расщепленных фрагментов волокон длиной около 0,5 мм,
пучков волокон и большого количества тонких и мелких волоконец, приближающихся по размерам к макрофибриллам (диаметром 0,4 мк и длиной от 10 до 200 мк и выше). Средневзвешенная
длина волокон древесной массы обычно находится в пределах
0,5—0,7 мм, в зависимости от фракционного состава по размерам
волокон. Степень помола древесной массы, используемой для производства бумаги, обычно равна 55—80°ШР, разрывная длина отливок сравнительно высокая, 2000 — 3600 м, однако сопротивление
раздиранию и излому очень низкое, что исключает возможность
применения древесной массы без добавления длинноволокнистой
Целлюлозы для производства бумаги. Поэтому древесная масса
31
применяется в производстве массовых видов бумаги только в сочетании с небеленой сульфитной целлюлозой, реже — с беленой
сульфитной и сульфатной целлюлозой.
Белая древесная масса обладает сравнительно невысокой белизной и имеет слегка желтоватый оттенок. Степень белизны ее,
в зависимости от используемой породы древесины, может изменяться в пределах 50—65% белого. Отбелка белой древесной
массы гидросульфитами, перекисями и гипохлоритами позволяет
повысить ее белизну на 6—12 единиц и получить беленую древесную массу с белизной 70—75%. Беленую древесную массу с успехом применяют в композиции некоторых видов бумаги для печати
и санитарно-гигиенических видов бумаги, что позволяет повысить
их качество. На многих американских предприятиях подвергают
отбелке древесную массу, вырабатываемую из темноокрашенных
пород древесины, применяемую для выработки газетной бумаги.
Бурую древесную массу получают путем дефибрирования предварительно пропаренной древесины. Она отличается от белой древесной массы более длинным волокном, меньшим количеством мелочи и более темным, бурым цветом, трудно поддающимся осветлению при отбелке. Из бурой древесной массы можно изготовлять
бумагу без добавления в композицию целлюлозы. Однако из-за
бурого цвета этот полуфабрикат применяют только для выработки
оберточных видов бумаги и некоторых видов картона.
Химическую древесную массу получают обычно из лиственной
древесины путем дефибрирования баланса, предварительно подвергнутого вакуум-пропитке и варке в котлах с раствором моносульфита и бикарбоната натрия. Этот полуфабрикат применяют
для выработки газетной бумаги и некоторых видов картона.
Химическую древесную массу получают также и из щепы путем двухступенчатого ее размола на дисковых рафинерах после
предварительной варки в котлах или аппаратах непрерывного действия с раствором моносульфита и бикарбоната натрия и последующего измельчения на прессфайнерах. Полученный таким образом полуфабрикат является по существу полуцеллюлозой и отличается от нее только более высоким выходом (85—90%).
Облагороженная целлюлоза. Облагораживанию подвергают
как сульфатную, так и сульфитную целлюлозу. В зависимости от
метода облагораживания, температуры и концентрации щелочи,
а также режима облагораживания изготовляют целлюлозу с различным содержанием а-целлюлозы и гемицеллюлоз. Целлюлозу
горячего облагораживания, содержащую до 94% а-целлюлозы и
3,5—4,5% пентозанов, применяют как заменитель тряпичной полумассы в производстве прочных и долговечных видов бумаги,
а также в производстве фибры и пергамента. Целлюлоза с содержанием 94—96% а-целлюлозы и 2—3% пентозанов заменяет тряпичную полумассу в производстве менее прочных видов бумаги,
обладающих малой деформацией и хорошей впитывающей способностью (фильтровальной, фотоподложки и др.). Целлюлозу с со32
держанием а-целлюлозы 91—93% часто применяют для производства впитывающих санитарно-гигиенических видов бумаги (салфеточной, гигиенической, для пеленок и др.).
Облагороженная целлюлоза отличается от обычной целлюлозы
мягкостью, пухлостью, хорошей впитывающей способностью, меньшей деформацией и большей долговечностью.
Целлюлоза холодного облагораживания с высоким содержанием й-целлюлозы (выше 96%) и содержанием пентозанов меньше
2% применяется только для химической переработки, для изготовления бумаги она непригодна, так как не фибриллируется и не
гидратируется при размоле и неспособна образовывать достаточно
прочный лист бумаги.
Целлюлоза из тряпья и текстильных волокон. К этой группе
полуфабрикатов относится тряпичная полумасса, вырабатываемая
из хлопчатобумажного, льняного и пенькового тряпья, а также
целлюлоза, вырабатываемая из сырцовых текстильных волокон:
хлопка, льна, пеньки, джута, рами и отходов от переработки этих
волокнистых материалов в виде хлопкового пуха, линтера, льняных и пеньковых очесов и пр.
Целлюлоза, получаемая из сырцовых текстильных волокон, отличается от тряпичной полумассы большей прочностью, поскольку
волокна в старом, ношеном тряпье уже деструктированы.
Волокна в хлопчатобумажной, линтерной и хлопковой полумассе по своему химическому составу представляют почти чистую
а-целлюлозу (96—98%), с очень малым содержанием гемицеллюлоз (меньше 1%) и золы (меньше 0,3%), и отличаются высокой
степенью белизны (90—95% белого).
Волокна хлопка имеют большую длину, ленточную форму клеток, широкий канал и сравнительно тонкие стенки. Фибриллы во
вторичной клеточной стенке расположены под углом около 45°
к оси волокна, причем направление фибрилл в соседних слоях клеточной стенки противоположное. Вследствие таких структурных
особенностей, химического состава и высокой степени полимеризации целлюлозы волокна хлопка трудно поддаются размолу, плохо
расщепляются на продольные волоконца, фибриллируются и с трудом гидратируются.
Хлопчатобумажную и линтерную беленую полумассу применяют для изготовления пухлых, впитывающих и фильтровальных
видов бумаги, основы фибры и пергамента, а в композиции с беленой целлюлозой — для производства высокосортных картографической, чертежной, документной, высокосортных писчей и бумаги
Для печати.
Из хлопковой целлюлозы вырабатывают прочную и долговечную документную бумагу и бумагу, от которой требуется высокая химическая чистота: для хроматографии, для электрофоретического анализа, электрохимическую и др.
Тряпичная полумасса из льняного и холщевого тряпья и сырЦового льняного и пенькового волокна значительно отличается от
33
хлопковой полумассы как по строению волокон, так и по химическому составу и свойствам целлюлозы.
Льняное волокно, как и пеньковое, имеет в сечении почти круглую форму, стенки его толстые, а канал узкий. Фибриллы во вторичной клеточной стенке расположены параллельно оси волокна.
По химическому составу эти волокна представляют собой менее
чистую целлюлозу (содержание а-целлюлозы 80—90%). Наряду
с а-целлюлозной в них содержится значительное количество гемицеллюлоз. Благодаря этим особенностям волокна холщевой, льняной и пеньковой полумассы легко расщепляются и фибриллируются при размоле, образуя жирную массу, особенно пригодны
для производства тонких видов бумаги (папиросной, копировальной, конденсаторной и т. п.). Получаемая из них бумага отличается высокой механической прочностью и эластичностью, однако
белизна ее значительно ниже, чем бумаги из хлопковой целлюлозы. Тряпичную полумассу из льно-пенькового тряпья и сырцового волокна в композиции с беленой древесной целлюлозой применяют также и для производства высокосортных видов бумаги.
Целлюлоза из соломы злаков и других однолетних растений.
Главным источником сырья для производства целлюлозы и полуцеллюлозы из однолетних растений является солома злаков (ржи,
пшеницы, овса, ячменя, риса), тростник, багасса, кукуруза и эспарто. Сюда же условно отнесем и многолетнее растение бамбук.
По анатомическому строению и химическому составу стебли
соломы злаков и тростника имеют много общего. Они состоят из
растительных клеток различного строения, формы и размеров:
сравнительно длинных и тонкостенных лубяных волокон, похожих
на волокнистые клетки либриформа лиственной древесины, но более тонких; тонкостенных очень коротких, но широких клеток паренхимной ткани; сравнительно коротких и широких сосудистых
клеток; мелких одревесневших прозенхимных клеток; клеток эпидермиса (кожицы) и некоторых других мелких клеток, не имеющих волокнистого строения.
Средняя длина лубяных волокон соломы равна 1,3 мм при ширине 13 мк, тогда как средняя длина паренхимных и других клеток, не имеющих волокнистого строения, составляет только 0,4 мм
при ширине около 75 мк. Таким образом, первые имеют отношение длины к ширине, равное 100, а вторые только 5 и потому не
являются волокнами и могут выполнять лишь роль наполнителя
в бумажном листе.
Процентное содержание длинных волокнистых клеток (по весу)
в стеблях соломы и тростника составляет не более 50%. Наличие
мелких клеток в этих волокнистых материалах значительно снижает средневзвешенную длину волокна и ухудшает их свойства.
Фактическая средняя длина целлюлозного волокна соломы равна
0,7 мм, а тростника 0,8 мм.
Стебли однолетних растений содержат очень много пентозанов
(20—30%), сравнительно мало лигнина (13—24%) и целлюлозы и
34
очень много золы (5—6% и более). Особенно много золы содержит рисовая солома (до 18%). Зато лубяные волокна рисовой
соломы отличаются наибольшей тониной и отношение их длины
к ширине (175) больше этого показателя других волокнистых материалов этой группы, что характеризует достаточно высокие бумагообразующие свойства соломенной целлюлозы. Однако целлюлоза из рисовой соломы очень трудно обезвоживается на сетке
машины.
Целлюлозу из соломы и тростника чаще вырабатывают у нас
по сульфатному методу и применяют в беленом виде. Она отличается от хвойной древесной целюлозы меньшим содержанием
а-целлюлозы (75—80%), более высоким содержанием пентозанов
(18-—24%) и высокой зольностью (1,5—3%). Волокна соломенной
и тростниковой целлюлозы очень мелкие, они быстро гидратируются
при размоле, но трудно поддаются фибрилляции и продольному
расщеплению, особенно если целлюлоза плохо проварена. Бумага,
выработанная из такой целлюлозы, отличается повышенной жесткостью, звонкостью, она хорошо проклеивается, однако механические
свойства, особенно сопротивление излому и раздиранию, низкие.
Соломенную и тростниковую беленую целлюлозу можно применять в композиции с древесной целлюлозой для выработки многих видов бумаги: писчей, для печати, офсетной, рисовальной, машинописной и высокосортных картонов. Добавление соломенной и
тростниковой целлюлозы в композицию бумаги улучшает структуру и просвет бумаги, повышает сомкнутость листа и гладкость
его поверхности, снижает воздухопроницаемость и несколько увеличивает объемный вес.
Особенно пригодна соломенная и тростниковая целлюлоза для
производства жиронепроницаемых видов бумаги.
Из соломы и тростника изготовляют также полуцеллюлозу и
механическую массу. Последняя находит сравнительно ограниченное применение главным образом для производства низкосортных
оберточных видов бумаги и картона.
Макулатура. Старая бумага и бумажные обрезки из типографий являются важным источником волокнистого сырья для бумажного и картонного производства. При надлежащей организации сбора макулатуры можно вернуть на бумажные и картонные
предприятия до 30—35% волокнистого сырья и тем самым сократить потребление свежего волокна.
Макулатура находит широкое применение для выработки многих массовых видов бумаги и картона. Белая, не загрязненная типографской краской и чернилами макулатура не требует специальной обработки перед превращением в бумажную массу и используется в производстве бумаги. Бумага с печатью, чернилами,
а также бумага, загрязненная посторонними включениями, требует
специальных методов обработки и очистки от посторонних примесей и типографской краски. Такая макулатура используется главным образом в картонном производстве.
35
Наряду с указанными выше волокнистыми материалами для
производства бумаги и картона находит применение также целлюлоза из бамбука, багассы, эспарто и некоторых других растений.
Однако в СССР такая целлюлоза не получила промышленного
применения и потому в книге не описывается.
Характеристика волокнистых полуфабрикатов из растительного
сырья была приведена в табл. 5.
Глава
III
МАССНЫЙ РАЗМОЛ
Общие сведения
Размол — одна из важных операций бумажного производства,
от которой в значительной степени зависят многие свойства бумаги. Лист бумаги, отлитый из неразмолотых волокнистых материалов, получается неудовлетворительным по своему строению,
внешнему виду и физико-механическим свойствам. Он обладает
неравномерным, облачным просветом, большой пористостью, пухлостью и малой прочностью. Это объясняется тем, что сравнительно длинные жесткие волокна сплетаются в хлопья и, оседая
на сетке, дают неоднородный по структуре лист. Неразмолотые волокна обладают малой пластичностью, слаборазвитой поверхностью и мало гидратированы, вследствие чего такие волокна плохо
связываются друг с другом в бумажном листе.
Цель размола волокнистых материалов заключается в следующем: подготоьить волокнистый материал к отливу, придать
ему определенную степень гидратации, сделать волокна гибкими,
пластичными, увеличить их поверхность (фибрилляцией и набуханием), обеспечить лучший контакт и связь волокон в бумажном
листе (придать ему прочность); придать бумажному листу путем
укорочения, расщепления и фибрилляции волокон требуемую
структуру и физические свойства: объемный вес, пухлость, пористость, впитывающую способность и др.
Размол ведется в присутствии воды при концентрации волокнистой массы 2—8% в размалывающих аппаратах периодического
и непрерывного действия — роллах, конических мельницах, рафинерах и др. Независимо от типа размалывающего аппарата принцип размола в волокна один и тот же. Он заключается в том, что
волокнистая суспензия непрерывным потоком поступает к ножам
рабочего органа аппарата, состоящего из неподвижно закрепленных ножей (статора) и вращающихся ножей, расположенных на
барабане, конусе или диске (роторе). Проходя между ножами ротора и статора, зазор между которыми можно регулировать, волокна подвергаются режущему действию кромок ножей и укорачиваются или расщепляются в продольном направлении, раздав36
ливаются торцовыми поверхностями ножей, расчесываются и
фибриллируются.
Характер воздействия ножей размалывающей гарнитуры аппарата в первую очередь зависит от расстояния между ножами и
ряда других факторов, которые будут рассмотрены далее более
подробно. Действие ножей размалывающего аппарата схематично
показано на рис. 7. На рис. 7, а показано укорачивающее действие
при малом зазоре между ножами барабана и планки, на рис. 7, б —
расчесывающее и раздавливающее действие при большем расстоянии между ножами, а на рис. 7, в — образование волокнистой наслойки на кромках ножей вращающегося барабана и завихрение
Рис. 7. Схема действия ножей ролла:
р — укорочение волокон; б — расчес и расщепление волокон; е — образование волокнистой наслойки на кромках ножей
массы в ячейках между ножами, что способствует покрытию режущих кромок ножей волокном.
Наряду с режущим, раздавливающим и расчесывающим действием ножей волокна испытывают также ударное действие ножей, гидравлическое сжатие и трение о стенки аппарата и друг
о друга. Особенно сильные срезывающие напряжения испытывают
волокна в зазоре между размалывающими органами за счет градиента скорости даже без прямого действия режущих кромок ножей. Теперь считают, что именно эти воздействия служат главной
причиной фибрилляции волокон при размоле.
Теория процесса размола
В результате указанных воздействий волокна при размоле
в водной среде претерпевают значительные изменения как в структуре, так и в физико-химических свойствах. Бумажная масса при
Длительном размоле становится жирной на ощупь, она гораздо
т
РУДНее отдает воду при обезвоживании на сетке бумагоделательной машины, а получаемый из нее лист бумаги отличается большей усадкой при сушке, плотностью и прочностью.
37
Эти изменения в свойствах массы и бумаги настолько значительны, что трудно объяснить их только одним механическим измельчением волокон. Поэтому не удивительно, что первыми теориями размола были химические теории. Их авторы Кросс и Бивен
полагали, что вода при размоле вступает в химическое взаимодействие с целлюлозой, образуя желатинообразный гидрат. Отсюда и
произошел термин г и д р а т а ц и я п р и р а з м о л е , широко применяемый в бумажном производстве, хотя в настоящее время
в этот термин вкладывают несколько иное содержание. Другой
автор химической теории Швальбе полагал, что при размоле могут получаться гидро- и оксицеллюлоза, образующие слизь, которая склеивает волокна в бумажном листе при сушке [1].
Химическая теория размола волокнистых материалов сыграла;
известную положительную роль: она способствовала применению]
при размоле ролльных добавок (крахмала, производных целлю-1
лозы и других гидрофильных коллоидов), ускоряющих процесс]
размола и повышающих прочность бумаги.
Последующие исследования, посвященные выяснению измене-1
ния химического состава волокна при размоле, показали несостоя-}
тельность химических теорий этого процесса. Исследования Кресса,!
Бьялковского [1], Керрена [2] и других ученых показали, что хими-|
ческий состав волокна и его рентгенограмма при размоле не изме-|
няются. Происходит лишь небольшое уменьшение степени полиме-1
ризации целлюлозы, увеличивается растворимость в щелочах и|
гидролизное число. Эти явления объясняются увеличением поверх-1
ности и доступности целлюлозного волокна для действия щелоч-1
ных и кислотных реагентов, а также частичным разрушением цел-j
люлозных цепей при длительном размоле.
Позднее была выдвинута физическая теория размола. Ее ав-1
торы Стречен (1926) и Кемпбелл (1932) пытались объяснить свой-1
ства, приобретаемые массой и бумагой при размоле, только одним!
физическим процессом измельчения волокон. При этом Отречен!
придавал большое значение процессу фибриллирования, объясняя]
связь между волокнами в бумаге механическим переплетением по-1
верхностных фибрилл, а Кемпбелл — силам поверхностного натя-1
жения воды, под влиянием которых волокна сближаются при!
сушке и образуют лучший контакт друг с другом.
Физическая теория размола также не могла объяснить причин)
возникновения межволоконных связей в бумаге и потерю проч-j
ности ее после увлажнения. Позже эти авторы выдвинули гипотез)
«частичной растворимости» целлюлозы в воде и «рекристаллиза1
цию» целлюлозных цепей при сушке, чтобы объяснить природ)
межволоконных связей в бумаге.
Дж. Кларк в 1943 г. выдвинул другую теорию размола [3J
У Стречена он взял его концепцию- о фибрилляции волокна"!
а у Кемпбелла — идею частичной растворимости целлюлозь
в воде и действие поверхностного натяжения при сушке. Эти пред!
ставления он дополнил своими наблюдениями о влиянии первич!
38
ной стенки на набухание и фибрилляцию волокон. Однако и эту
теорию нельзя было признать вполне удовлетворительной.
Еще раньше Я- Г. Хинчин [4] высказал предположение, что при
размоле происходит освобождение полярных гидроксильных групп
у макромолекул целлюлозы, находящихся на поверхности микрофибрилл наружных стенок волокна, и что, по-видимому, через эти
группы соседние волокна связываются между собой в бумажном
листе. Однако это предположение ничем не подтверждалось.
В 1940 г. Эллисом и Бассом было установлено, что межмолекулярное взаимодействие между цепями целлюлозы в клеточных оболочках волокна осуществляется через гидроксильные группы за
счет водородной связи. Как известно, водородная связь — особый
вид межмолекулярного взаимодействия, осуществляемого атомами водорода между двумя другими электроотрицательными
атомами, например кислородом, фтором, азотом или хлором. Этот
вид связи проявляется у веществ, обладающих высоким дипольным характером. Энергия водородной связи находится в пределах
3—8 ккал/моль. Она значительно больше энергии связи сил ван
дер Ваальса, но меньше энергии химической евязи [5].
Водородная связь через кислород типа О Н . . . О возникает при
о
расстояниях между атомами 2,55—2,75 А. Полагают, что в ориентированных участках целлюлозы" гидроксильные группы целиком
включены в водородную связь, а в аморфных — частично. При намокании целлюлозного материала вода проникает в доступные
участки аморфной целлюлозы и разрушает водородную связь, заменяя ее менее прочной водной связью также через водородный
мостик. При дальнейшем набухании целлюлозы в отдельных ее
участках образуются не только мономолекулярные, но и полимолекулярные водные пленки, причем связь между цепями ослабевает, а гибкость и пластичность волокон повышаются.
На рис. 8 дано схематичное изображение водородной связи
в сухой целлюлозе и водородной связи через мономолекулярную
и полимолекулярную пленку воды во влажной целлюлозе.
Открытие водородной связи в целлюлозных материалах
сыграло важную роль в развитии современной теории размола.
В основу ее положена гипотеза, что межволоконная связь в бумаге имеет ту же природу, что и межмолекулярные связи в целлюлозе. Основные положения современной теории размола были
сформулированы автором еще в 1947 г. [6]. Одновременно аналогичные взгляды на процесс размола были высказаны и другими
исследователями. Тем не менее полное признание теория водородной связи в бумаге получила только в 1957 г. на Кембриджском
симпозиуме после обстоятельных работ Корте и Шашек [7], Геллея [8], Ван дер Аккера [9], Ниссена [10], Кемпбелла [11], Гиртца
112] и др.
В современной теории размола особое значение придается
слоистому, фибриллярному строению волокна, содержанию в нем
гемицеллюлоз, способствующих
набуханию
и фибрилляции
39
волокон. Благодаря этим процессам при размоле волокно становится гибким и пластичным, увеличивается связанная поверхность
между волокнами и образуются межволоконные связи в готовой
бумаге [13, 14, 15].
Исходя из современного уровня знаний, процесс размола
можно объяснить следующим образом. При размоле в водной
а
AA/VV
A
Q
Q
.о
Q
Рис. 8. Схема водородной связи между двумя соседними целлюлозными молекулами (по X. Эмертону):
а — в сухом волокне; б — при сорбции мономолекулярного слоя воды; в —
при сорбции полимолекулярного слоя воды
среде волокна целлюлозы подвергаются разнообразным механическим и гидродинамическим воздействиям: прямому режущему
раздавливающему и расчесывающему действию размалывающш
органов, гидродинамическим ударам волокнистой суспензш
о твердые поверхности размалывающих органов и стенки annai
рата, срезывающим напряжениям в зазоре между ножами, а также
трению друг о друга и о твердые поверхности аппарата.
Под влиянием этих воздействий волокна частично укорачи-1
ваются (разрезаются) и расщепляются, от них отделяются неболь|
шие фрагменты в виде пучков фибрилл (волоконец) и обрывкоЕ
40
клеточных оболочек. Как показал Д. Кларк [3], а также Р. Мартон [16] в первой стадии размола происходит разрушение и удаление (стягивание) наружных оболочек волокна, Р и Si (см. рис. 6),
сдерживающих его набухание и фибрилляцию. С разрушением
этих оболочек обнажается фибриллярная структура основной
массы вторичной стенки волокон, облегчается доступ туда воды и
начинается процесс фибрилляции, сопровождающийся усиленным
поглощением воды, набуханием и пластификацией волокон.
Процесс фибрилляции заключается в ослаблении и разрушении связей между отдельными фибриллами и микрофибриллами
клеточной стенки под влиянием механических воздействий и проникновения воды в межфибриллярные пространства, т. е. в области аморфной целлюлозы, где сосредоточена главная часть гемицеллюлоз. Последние, располагаясь на поверхности фибрилл,
усиленно набухают, повышая гибкость и пластичность волокон,
что способствует скольжению фибрилл в клеточной стенке друг
относительно друга.
Фибрилляция может происходить как на поверхности, так и
внутри клеточной стенки волокна. В первом случае поверхность
волокна разрушается и от нее отделяются фрагменты клеточных
оболочек и фибрилл, образуя своеобразный ворс на поверхности
волокна, видимый при большом увеличении микроскопа. Такая
фибрилляция увеличивает наружную поверхность волокна и его
способность к образованию межволоконных связей, однако она
ослабляет прочность самого волокна и снижает сопротивление
бумаги раздиранию. При внутренней фибрилляции отделения фибрилл не происходит, повышается лишь гибкость и пластичность
волокон в результате усиленного набухания гемицеллюлоз в межфибриллярных пространствах, ослабления и частичного разрушения связей между фибриллами [17]. Такая фибрилляция сообщает
волокну способность к образованию межволоконных связей, не
снижая прочности самого волокна, а потому она является более
желательной.
Некоторые исследователи высказывают предположение, что гемицеллюлозы, обладая более короткими, чем целлюлоза, цепями
и ветвистым строением, способны очень сильно набухать, образуя
подобие коллоидного раствора на поверхности фибрилл целлюлозы. В таком состоянии они, обладая известной степенью подвижности, могут перемещаться и сорбироваться на поверхности
волокон, что облегчает образование межволоконных связей между
микрофибриллами соседних волокон через гидроксильные группы
[15, 18]. Вначале при прессовании мокрого листа эта связь устанавливается через гидратированную пленку воды на поверхности
микрофибрилл, затем при удалении воды сушкой — через мономолекулярную пленку воды с более четкой ориентацией гидроксильных групп и, наконец, через водородную связь при полном удалении воды сушкой и сближении поверхностей волокон силами
поверхностного натяжения воды до необходимого расстояния
41
2,5—2,75 А. Сближению волокон при сушке способствуют пластичность и гибкость размолотого волокна и силы поверхностного натяжения воды, величина которых, как показал Б. Кемпбелл [11], может
достигать 100—200 кгс/см. Силы, стягивающие волокна в единую
структуру, оказывают большое влияние на более тонкие и гибкие
волокна. В результате действия этих сил бумага при сушке подвергается значительной усадке и образует более плотный и прочный лист.
Полагают, что наиболее прочная межволоконная связь в бумаге получается, когда волокна связываются между собой через
фибриллярные поверхности стенок 5 2 . Менее прочной получается
связь, образованная между волокнами через поверхностные оболочки Si и Р и микрофибриллы, отделившиеся от волокна при размоле [19].
Гибкость и пластичность волокон в сочетании с открытой активной поверхностью хорошо набухшего волокна, свободного от
наружных оболочек Si и Р, является основным условием для образования хорошего контакта и связывания волокон при листообразовании. Гибкость волокон увеличивается при удалении из них
лигнина и при утончении волокон при размоле. Что же касается
разрушения наружных оболочек волокна, то этот процесс начинается часто еще до размола: при варке, отбелке и интенсивном
перемешивании волокон в процессах производства, особенно это
относится к сульфитной беленой целлюлозе. По данным Риста [15],
некоторые виды сульфитной целлюлозы могут иметь 50—70% «открытой» поверхности волокна. Поэтому такая целлюлоза может
дать довольно прочную бумагу даже без размола, так как ее волокна способны к образованию достаточно прочных межволоконных связей.
Влияние удаления наружных оболочек волокна в процессе его
размола на прочность бумаги показано на рис. 9.
____
Резюмируя, можно сказать, что главное действие размола за-;
ключается в подготовке поверхности волокон для образования
межволоконных связей и в придании волокнам способности связываться между собой в прочный лист, что достигается частичным
разрушением и удалением наружных клеточных оболочек, приданием волокнам гибкости и пластичности вследствие ослабления и
частичного разрушения межфибриллярных связей вторичной клеточной стенки (фибрилляция волокна) и усиленного набухания
целлюлозного волокна и особенно гемицеллюлоз в межфибриллярных пространствах и на поверхности фибрилл (гидратация волокна при размоле). Термин г и д р а т а ц и я здесь применяется
в смысле коллоидно-физического взаимодействия целлюлозы с водой и достаточно хорошо характеризует сущность коллоидно-физических явлений, происходящих с волокном при размоле.
Второе важное действие размола заключается в укорочении волокон и частичном их расщеплении по длине, что необходимо для
42
предотвращения флокуляции волокон при листообразовании и
улучшения формования, а также для придания бумаге требуемой
структуры при выработке тонких, жиронепроницаемых, впитывающих и других видов бумаги.
Таким образом, механические процессы измельчения волокон
обусловливают главным образом структуру бумажного листа,
а коллоидно-физические процессы — связь волокон в бумаге. Благодаря межволоконным силам связи бумага приобретает плотность и прочность, а пористость и пухлость ее снижаются. От развития сил связи и от структуры бумаги зависят ее свойства. Ре7<Ж-
ОТ
/ •
вОО
У,
У,
У
3D W 50 ВО 10 ВО 90 700
Величина открытой поверхности болокон, 7.
Рис 9 Влияние удаления наружных оболочек волокна в процессе
его размола на прочность бумаги
(по данным Р. Мартон) из трех образцов различной целлюлозы (1
2 и 3)
гой
~~~
d
модуль упругости Е
Рис. 10. Значение водородных связей в общей энергии разрыва бумаги (по Ниссену):
/ — общая энергия разрыва, 2 ~ энергия разрыва водородных связей, 3 энергия разрыва сил ван дер
Ваальса
(энергия разрыва Х10 4 эрг/см3)
гулируя степень и характер измельчения волокон, а также степень
гидратации их при размоле, можно изменять свойства бумаги.
Природа межволоконных сил связи и их формирование. Природа межволоконных сил связи в бумаге может быть различной,
однако главным и основным видом этой связи является водородная связь через гидроксильные группы, расположенные на поверхности микрофибрилл соседних волокон. Энергия этой связи по определению Корте [20] составляет 4,5 ккал/моль, а расстояние
между гидроксильными группами, при котором она образуется,
составляет 2,7 А. Наряду с водородной связью в бумаге дейстбуют
и силы ван дер Ваальса, однако их энергия связи мала и потому
не может обеспечить достаточную прочность бумаги.
Как показал А. Ниссен [10], прочность бумаги на разрыв в основном обусловлена водородными силами связи, доля сил ван
Дер Ваальса в общей энергии разрыва не превышает 4—5% у пробных видов бумаги и 20—25% у очень слабой бумаги, у которой
водородные связи развиты недостаточно (рис, 10).
43
Прочность бумаги, отлитой в неполярной жидкости, например;
в бензине, или из целлюлозы, у которой гидрофильные группы за- j
менены гидрофобными, обусловлена только силами ван дер Ba-J
альса. Аналогичная картина наблюдается и у бумаги, изготовлен-1
ной из волокон минерального и органического происхождения:;
асбеста, стекловолокна, шерсти, синтетических волокон. Все они!
не имеют функциональных гидроксильных групп и не могут обра-1
зовать прочной связи, а потому из них нельзя приготовить сколько-!
нибудь прочную бумагу без введения специального связующего.
В настоящее время наличие водородной связи между волок-1
нами в бумаге можно считать вполне доказанным. X. Корте!
и X. Шашек [7] путем обменной реакции дейтерия с водородом!
установили уменьшение количества гидроксильных групп в бу-1
маге, образованной из размолотых волокон, за счет образования!
межволоконных водородных связей. По данным этих исследовате-!
лей, в водородную связь включается от 0,5 до 2% гидроксильных j
групп, имеющихся в целлюлозе. Если учесть, что основное коли-1
чество гидроксильных групп в целлюлозном волокне включено!
в межмолекулярную водородную связь в кристаллитах, а также!
частично и в аморфных областях целлюлозы, то это уж не такая!
малая цифра. Она достаточно хорошо согласуется и с увеличе-1
нием количества воды, адсорбированной целлюлозным волокном!
при размоле. По данным Б. Кемпбелла [11J, при сильном размоле!
целлюлозы поглощение воды по сравнению с немолотой целлюло-1
зой повышается на 4% и на такую же величину увеличивается!
общая поверхность волокна.
П р и м е ч а н и е . В отличие от общей наружная поверхность целлюлозного!
волокна при размоле сильно возрастает. Так, по данным Эмертона [14], при раз-1
моле хвойной сульфитной целлюлозы до 28° ШР наружная поверхность волокна!
увеличилась в 2 раза, при размоле до 42° ШР — в 4 раза, а при размоле д о !
72° ШР — более чем в 40 раз.
Доказательством образования водородной связи в бумаге мо-1
жет служить также и следующее наблюдение: предварительно!
растянутая бумага, у которой снята первичная ползучесть, релак-1
сирует при повторном цикле нагрузки и ее снятии без поврежде-!
ния структуры. Такое поведение бумаги невозможно при наличии!
"только механических сил трения между волокнами, оно доказы-|
вает существование молекулярных сил связи [21].
Разрешающая сила электронного микроскопа пока еще не по-|
зволяет рассмотреть отдельные водородные связи, однако тонкие!
перемычки из прядей и фибрилл между соседними поверхностями!
волокон хорошо видны на микрофотографиях (рис. 11), и нет|
сомнений в том, что эти связи имеют молекулярную основу.
Как уже указывалось, большую роль для формирования водо-|
родных связей между волокнами играют силы поверхностного на-|
тяжения воды, которые стягивают тонкие и гибкие волокна и при-}
водят их в тесное соприкосновение между собой при прессовании!
и сушке бумаги. На рис. 12 показано формирование межволокон-1
ных связей в процессе удаления воды при обезвоживании на прессах и сушке бумаги из целлюлозы и из стекловолокна. Как видно
из рисунка, формирование связей между волокнами у целлюлозной бумаги происходит в три стадии: на первой стадии до сухости 2 5 — 30% прочность бумаги на разрыв обусловлена только
силами поверхностного натяжения воды. При дальнейшем обезвоживании до сухости 65% нарастание прочности объясняют тем,
что хотя в этом диапазоне еще не возникает водородной связи
между волокнами, так как поверхность их покрыта адсорбированными молекулами воды, однако силы трения между волокнами
возрастают по мере их сближения под влиянием натяжения. Это
Рис. 11. Электронная микрофотография
связей между поверхностями двух волокон (по Г. Джайме и Г. Хунгеру):
а — хвойная целлюлоза; б — лиственная целлюлоза
происходит также и потому, что мономолекулярный слой воды,
через который связаны волокна, создает большую силу связи,
нежели полимолекулярный, когда воды еще между волокнами
много. В третьей стадии обезвоживания бумажного полотна при
сухости выше 65% начинают образовываться водородные связи
и прочность бумаги быстро возрастает [22].
У бумаги из стекловолокна нарастание прочности до сухости 25—30% происходит точно так же, как и у целлюлозной бумаги, так как в этой стадии прочность бумаги обусловливается
только силами поверхностного натяжения воды, однако при дальнейшем обезвоживании сушкой прочность бумаги снова начинает
снижаться и притом прогрессивно, падая до нуля, так как прочные связи у бумаги из стекловолокна не образуются. Однако если
к стекловолокну прибавить подходящее связующее, например
крахмальный или силикатный клей, то при сушке такой бумаги
также начнут формироваться связи между волокнами и прочность бумаги будет возрастать.
Современная теория размола позволяет правильно объяснить
многие явления и процессы при изготовлении бумаги. Так, резкое
45
снижение прочности бумаги при намокании в воде объясняется
разрушением водородных связей между волокнами. При введении
минеральных наполнителей и других инертных органических и неорганических веществ, не образующих каких-либо связей с цел.люлозой, прочность бумаги падает из-за нарушения контакта
между волокнами при листообразовании на молекулярной основе.
Прочность бумаги при введении гидрофильных связующих вроде
производных целлюлозы, растительных каШШг
медей или крахмала повышается, так как
эти вещества обладают сродством к целлюлозе и в набухшем состоянии, подобно гемицеллюлозам, устанавливают дополнительные водородные связи через свои гидроксильные группы с целлюлозой. Увеличение
прочности бумаги во влажном состоянии
при проклейке бумаги мочевино- и меламино-формальдегидными смолами объясняется
защитным действием этих смол на водородные связи между волокнами, вследствие
чего они становятся менее доступными для
воды и не разрушаются при намокании бумаги в воде.
Современная теория размола и листообразования объясняет и причины малой
прочности бумаги, изготовленной из целлюлозы, у которой гидрофильные гидроксиль-i
ные группы заменены на гидрофобные, а ]
Рис. 12. Рост прочности
также бумаги, изготовленной из шерсти, ас-j
бумаги при обезвоживабеста, синтетического волокна и дегидрати-!
нии и сушке:
рованного целлюлозного волокна.
/ — бумага из целлюлозы;
2 — из стекловолокна без свяБумага, изготовленная из шерсти, обла-3
зующего; 3 — из стекловодает очень малой прочностью, как и асбес-j
локна со связующим силикатом натрия; 4 — из стекловотовая бумага. Шерсть не фибриллируется,|
локна со связующим желатином
и водородные связи между волокнами не
образуются. Асбестовое волокно хотя и фибриллируется и дает очень жирную массу при размоле, также неспособно образовывать прочные межволоконные связи через во- j
дород. Поэтому прочность бумаги, изготовленной из этих мате-1
риалов, обусловливается только механическими силами связи и]
силами ван дер Ваальса, которые не могут обеспечить надлежа-1
щей прочности асбестовой и шерстяной бумаги.
Если из хорошо размолотого в воде и затем дегидратирован--,
ного этиловым спиртом целлюлозного волокна отлить лист бумаги]
в спиртовой среде, то после прессования и сушки бумага будет]
иметь очень малую прочность. Если этот лист бумаги снова по-!
грузить в воду, отпрессовать и высушить, то его прочность сильно i
возрастет, хотя она и не достигнет прочности бумаги, отлитой!
в водной среде из того же волокна. Это объясняется тем, что|
после дегидратации размолотого волокна спиртом в бумаге не
образуются водородные связи между волокнами и прочность ее
обусловлена только механическими силами трения Даже очень
сильное прессование влажного листа в этом случае не дает эффекта, так как с удалением воды гидроксильные группы лишаются
предварительной ориентации через водяной мостик и неспособны
в дальнейшем образовывать водородную связь. Влияние дегидратации спиртом на силы связи и прочя
ность бумаги показано на рис. 13.
™
*——
§
Факторы,
обусловливающие
силы
связи в бумаге. Межволоконные силы
у
3
связи обусловливают не только механическую прочность, но и почти все осталь/ . . 1
ные физические' свойства бумаги: объЛ
емный вес, непрозрачность, воздухопро«го
ницаемость, впитывающую способность
1
деформацию и др. Поэтому очень важно
- 0,15
знать величину этих сил и факторы определяющие их развитие.
'
ою
/
Считают, что величина межволокон/
005
ных сил связи определяется площадью
г
контакта между волокнами и концентра/
цией связей на ней или удельной силой
Степени попала W
связи на единицу поверхности. Для оценки величины связанной поверхности меж- Рис. 13. Влияние дегидратации спиртом на силы
ду волокнами в бумаге Тодом, ИгмансоНОМ Л Нппл^яйАлГгочт"'"'""'' *111¥1£Шси- с в я зи между волокнами и
НОМ, Л. Нордманом [23] и Другими ИС- прочность бумаги из сульследователями были предложены различ* фитной беленой целлюлозы:
бумажная масные методы, основанные на измерении са;~ нормальная
2— масса, дегидратированная
коэффициента рассеивания света бумагой спиртом; 3 —масса, дегидратиспиртом после замочв сравнении с коэффициентом рассеива- рованная
ки бумаги в воде и последуюния света образцом, у которого волокна
щей сушки
-
рыве
•
показало, что они дают завышенные
оптическая площадь контакта между волокнами
этими методами, всегда выше истинной [20] Были
" P ™ T t значения межволоконных сил связи при отЧЗС1О OUTT7 TV
ц * д,,»
ТТ1ГЛЛ^л
Ы
между сооои элементарных волокон
Однако полученные результаты нельзя
•там образом, в настоящее время еще не
методами для определения истинной
аК О Т О р о й
в о л о к о н н ы е ' с и л ы С ' г ^ Д 1 В 0 Л 0 К0 НПа М Ие д' еН
Д е й « в у ю т межл е н и я
связей Вполне" ооч ечв ие нн™ *™*
Р
концентрации
на ней
на плптпяпв
Д ° . ч т о концентрация водородных сил связи
в крис?а Д яитя° Н Т а К Т а М 6 Ж Д У в о л о к н а м и значительно меньше, чем
кристаллитах целлюлозы, и только некоторые поверхностные
47
гидроксильные группы включаются при листообразовании в водо- i
родную связь. По этой причине эти связи более доступны и разрушаются при намокании бумаги в воде, тогда как внутрь кристаллитов вода не проникает.
В 1946 г. автором был разработан способ определения величины межволоконных сил связи в бумажном листе путем разрыва
образца двухслойной бумаги методом сдвига в плоскости сопри-j
косновения слоев [6]. Этим способом определяют суммарные силы)
связи независимо от их природы и общее усилие разрыва связей}
относят к геометрической площади листа, включая поры и капилляры между волокнами. Таким образом, ве-1
а.21
личину сил связи получают в килограммах!
на 1 мм2 или 1 см2 площади листа. Если бы!
в,т
это усилие отнести к истинной поверхности!
разрыва связей (которую еще не умеем оп-|
am
ределять), то полученная величина харак-|
~ цт
теризовала бы межволоконные силы связи!
в бумаге. Тем не менее этот метод позволил!
'.ЮНО
получить ряд весьма интересных данных о]
величине межволоконных сил связи в бу-|
маге и выяснить факторы, влияющие на их!
0,050
развитие. К таким факторам относятся в пер-]
ную очередь процессы размола, прессования!
0,025
и сушки бумажного листа, влажность 6yJ
о 20 40 S0 80 100 маги, природа волокна, а также наличие!
Степени помоле, °ШР
в бумаге проклеивающих веществ и напол-J
нителей.
Рис. 14. Развитие межвоОдним из главных факторов, способен!
локонных сил связи в бувующих развитию межволоконных сил
маге из сульфитной целлюлозы в процессе раззи в бумаге, является размол волокон. Ка*
мола
видно из рис. 14, силы связи в процессе раз*
мола целлюлозы непрерывно возрастают,!
вначале быстро, а затем гораздо медленнее, по затухающей кри-|
2
вой. Предельное их значение равно около 0,18—0,2 кес/мм . И з !
диаграммы видно, что неразмолотое волокно сухой древесной цел-1
люлозы обладает очень малыми силами связи, около 0,01 кгс/ммЩ
(у неразмолотого волокна целлюлозы жидкого потока эти сил!
связи значительно выше), и что в первой стадии размола (до|
2
30° ШР) они достигают уже высоких значений, 0,125 кгс/мм
выше, т. е. увеличиваются более чем в 10 раз. Конечно, этот про-|
цесс включает суммарный эффект от повышения концентрации
связей и увеличения связанной площади между волокнами npi
размоле и повышения объемного веса бумаги, т. е. повышения
плотности упаковки волокон и снижения пористости листа.
Характер кривых развития межволоконных сил связи при pa3i
моле различных волокнистых материалов сходен между собой|
однако величина сил связи различна и зависит от природы волокнг
и химического состава: содержания лигнина и гемицеллюлозны?
7
48
спутников — гексозанов, пентозанов, полиуронидов. Этими опытами установлено,
что лигнин снижает величину сил межволоконных связей в бумаге, а гемицеллюлозы, наоборот, повышают. По этой причине развитие сил связи в бумаге из облагороженной древесной целлюлозы и из
хлопковой целлюлозы происходит при
размоле значительно меньше, чем у бумаги из обычной древесной целлюлозы,
а в бумаге из холоцеллюлозы, содержащей большое количество гемицеллюлоз,
еще быстрее, и величина сил связи достигает высоких значений, до 0,25 кгс/мм2 и
выше.
Сравнительные испытания разрыва
связей в двухслойной бумаге, изготовленной из размолотого волокна, подвергнутого дегидратации и Отлитого на спирте,
дает основание сделать заключение, что
у бумаги из древесной массы преобладающими в межволоконных связях являются силы ван дер Ваальса и силы механического трения, а у целлюлозной бумаги,
наоборот, водородные связи. Бумага из
хлопковой целлюлозы в этом отношении
занимает промежуточное положение: в
ней наряду с водородными силами заметную роль играют и чисто механические
силы трения. Этот вывод согласуется с
данными Эмертона [14].
Прессование влажного бумажного листа является также существенным фактором повышения прочности межволоконных связей (рис. 15). Как видно из графиков, величина межволоконных сил связи повышается с увеличением давления
прессования, но в значительно меньшей
степени, чем при размоле.
Очень большое влияние на межволоконные силы связи оказывает влажность
бумаги. Эта зависимость показана на
рис. 16. Из рисунка видно, что силы евязи резко снижаются при увеличении
влажности бумаги и что при полном насыщении волокон водой и при 100%-ной
относительной влажности воздуха они
стремятся к нулю.
С. Н Иванов
о
а за «о so и
Степени попила, °ШР
?о
Рис. 15. Влияние мокрого
прессования на межволоконные силы связи и прочность бумаги из сульфитной
целлюлозы:
/ — давление прессования 0,2 —
давление прессования 5 кгс/см-;
3 — давление
прессования
40
кгс/см'2
8.Z8
/
--<
N
0,05
А\
у V\
т
Втнаситеяьш Влажности бозвц/щп, %
Рис. 16. Влияние влажности
на силы связи в бумаге из
сульфатной целлюлозы.
/ — степень помола 7Г ШР; 2 —
степень помола 27° ШР; 3 — степень помола 14° ШР (без размола); 4 — влажность бумаги
49
На развитие сил связи между волокнами оказывает существен-!
ное влияние также режим сушки бумаги на машине. Максималь-1
ное развитие этих сил происходит при осторожной сушке бумаги.!
При форсированной же сушке пары воды, прорываясь через толщу!
бумаги, разрыхляют ее структуру и сцепление волокон умень-|
шается.
Контроль за процессом размола
Для оценки качества массы при размоле применяют различ-1
ные методы и приборы. Степень помола массы или ее садкость!
определяют на приборах Шоппер-Риглера и канадским стандарт-!
ным, среднюю длину волокна — на приборах Иванова, Имсета!
и полуавтоматическом курвиметре, на котором также определяют!
и фракционный состав массы по длине волокон. Визуальную!
оценку структуры и размеров волокон производят с помощью ми-1
кроскопа и микропроекционного аппарата. Способность массы!
удерживать воду определяют по методу Джайме [25]. При иссле^
довательских работах определяют также скорость обезвоживания!
массы, сжимаемость, набухший объем волокна, удельную поверх-]
ность.
Степень помола массы в большинстве стран Европы опреде-1
ляют на приборе Шоппер-Риглера, в Америке, в Скандинавских!
странах и в Англии широко используется также и канадский стан-1
дартный прибор. На обоих этих приборах определяют способность!
бумажной массы пропускать через себя воду; полученные данные
характеризуют степень разработки и измельчения
волокон,
а также степень их гидратации при размоле. Однако по показа-;
ниям этих приборов еще нельзя судить о средних размерах воло-j
кон. Устройство этих приборов хорошо известно и описание их]
приведено в любой книге по технологии бумаги.
Прибор Шоппер-Риглера не чувствителен в низкой (от 8)
до 16° ШР) и в высокой областях размола массы (свыше 8590°ШР). Поэтому он малопригоден для анализа массы, приме-!
няемой для изготовления древесноволокнистых плит, а также;
массы для конденсаторной бумаги.
Характерное развитие кривых степени помола массы по Шоп-пер-Риглеру и средней длины волокна показано на рис. 17. Кривая
степени помола имеет типичную сигмоидную форму с медленным,
подъемом в начале размола и с затуханием в высокой областиi
размола. Форма кривой зависит от характеристики прибора.;
На рис. 18 показана связь между показателями садкости массы,!
полученными на канадском приборе, и степенью помола по Шоппер-Риглеру.
Для оценки структуры волокна при размоле массы пользуются'
микроскопом или микропроекционным аппаратом, который уста-:
навливают в темной комнате. Изображение волокна направляют)
на большой экран, разграфленный на квадраты, масштаб которых >
50
позволяет оценивать волокна по длине. Однако определение средней длины волокна с помощью микроскопа сложно, требует опыта
от работников и занимает много времени.
Различают среднеарифметическую длину волокна, определяемую по формуле
и средневзвешенную, определяемую по формуле
|
I
i
100
100
100
L& и LB— соответственно среднеарифметическая ft ЩЩ"
невзвешенная длина волокна;
п — число волокон;
2/ — суммарная длина волокон, мм;
, In — средняя длина волокна каждой фракции, мм;
Рп — весовой процент каждой фракции в образце
(при одинаковой толщине волокон пропорционален их длине).
где
к, к,
2.01.51,0-
W
90
80
70
60
50
30
0.5-
Ш
\
\
\
\s
/
J00
ч
/
/
/
\
400
ч
300
Г
10 го 30 45 SO SO W вО SO НЮ
Время розмоло^мин
Рис. 17. Изменение степени помола
массы и средней длины волокна в процессе размола целлюлозы:
/ — степень помола; 2 — средняя длина волок-
\
\
ч
Ш 20 30 tfl SO 60 W 80 90
Степень помола, °шо
^
Рис. 18. Связь между степенью помола массы по Шоппер-Риглеру и
садкостью по показаниям
канадского стандартного прибора
Среднеарифметическая длина волокна менее показательна, так
как она не учитывает весового содержания отдельных фракций
волокон по длине. Кроме того, в зависимости от степени точности
определения и учета коротковолокнистых фракций результаты
определений могут быть различны. Средневзвешенная длина волокна дает более правильное представление об его истинной длине.
Исследования Греффа [26] показывают, что среднеарифметическая
Длина волокна обычно бывает в 1,5—2 раза меньше средневзве51
шенной. Следовательно, предпочтение следует отдать второму показателю, которым и надлежит пользоваться для производственного контроля процесса размола массы и при проведении исследовательских работ.
В 1946 г. автором были разработаны метод и аппарат для
быстрого определения средневзвешенной длины волокна в бумажной массе [27]. Этот прибор выпускается Украинским научно-исследовательским институтом бумаги. Общий вид прибора показан
на рис. 19.
Прибор состоит из воронкообразного сосуда с нижним отверстием диаметром 40 мм, закрываемым откидным клапаном. Между
конической и цилиндрической ча-1
стями воронки помещается прово-j
лочное горизонтально установлен- \
ное кольцо, на которое ставится)
рамка —основной рабочий орган]
прибора. Рамка представляет собой]
решетку, набранную из тонких ме-!
таллических
лезвий
обтекаемой :
формы
и
имеющую
стержень i
с крючком, с помощью которого
она может взвешиваться на рычажных весах. Размеры нормальной •
рамки 100X100 мм, расстояние
между лезвиями 10 мм. Для облег- \
чения стока воды рамке придана
Рис. 19. Прибор Иванова для опформа двускатной кровли. При
ределения средней длины волокна
испытании
массы,
используемой
в массе:
для изготовления конденсаторной
/ — рамка; 2 — воронкообразный сосуд;
3 — откидной клапан; 4 — кружка; 5 —
бумаги, применяется рамка с расрычажные весы
стояниями между лезвиями 5 мм.
Для анализа берут 6 г абс.
сухого волокна, разбавляют 2 л воды и после перемешивания
выливают в сосуд при закрытом клапане. Затем в сосуд устанавливают рамку и открывают клапан. Волокнистую суспензию спускают в кружку, а рамку вместе с волокнами, которые задержались на лезвиях, переносят на рычажные весы и взвешивают. Вес
сырых волокон, выраженный в дециграммах, дает так называемый
в е с о в о й п о к а з а т е л ь , который характеризует длину волокна.
По соответствующей таблице этот весовой показатель можно перевести в средневзвешенную длину волокна.
Зависимость между длиной волокна и весовым показателем
для сульфитной целлюлозы приведена в табл. 6.
Прибор Иванова для определения средней длины волокна
в массе мало пригоден для оценки немолотых волокнистых материалов при степени помола массы ниже 15—18° ШР из-за сильного
хлопьеобразования и оседания волокон на рамке сплошной массой. Для получения более достоверных данных при анализе слабо52
Таблица 6
Зависимость длины волокна от весового показателя
*
Весовой
показатель,
дг
Длина
волокон, мм
Весовой
показатель,
дг
Длина
волокон, мм
Весовой
показатель,
дг
8
14
21
26
0,5
0,6
0,7
0,8
0,9
1,1
1,0
50
56
62
67
73
79
84
1,2
1,3
1,4
1,5
1,6
1,7
1,8
90
97
104
112
124
140
167
32-
38
44
Длина
волокон, мм
1,9
2,0
2,1
2,2
2,3
2,4
, 2,5
•
«
размолотой массы следует понижать концентрацию суспензии,
уменьшив навеску волокна вдвое.
Обычная рамка может применяться для любой массы в пределах помола от 15—18 до 90° ШР. При анализах более жирной
массы нужно применять вторую рамку с более частым расположением лезвий и увеличивать навеску до 12 г, т. е. вдвое против
обычной.
Основные показатели качества бумажной массы для разных
видов бумаги, по данным автора, даны в табл. 7.
Таблица 7
Основные показатели качества бумажной массы для разных видов бумаги
Виды бумаги
ЩР
Средневзвешенная
длина
волокна, мм
7-14
14—30
40—60
50—70
95—98
70—90
70—90
24—40
0,5-0,8
0,8—1,5
0,7—1,2
1,0—2,2
90—200
24—40
1,4—2,0
40—110
70—80
65
60
51
25—60
35—40
45—50
50—55
60—65
1,8—2,4
1,2—1,6
1,2—1,4
1,0—1,3
0,8-1,0
Вес, г}м*
Степень
помола,
ОГГГГ)
Конденсаторная
.
Тонкие разные
Жиронепроницаемые
Впитывающие
Из сульфитной целлюлозы с высоким весом
1л»
Электроизоляционные из сульфатной целлюлозы
Писчие и для печати № 1
То же, № 2
» » №3
,
Газетная
Для быстрого определения средневзвешенной длины волокна
применяется также прибор Имсета. Основным рабочим органом
его служит вращающийся от моторчика вертикальный стержень
с четырьмя тонкими спицами, расположенными перпендикулярно
к стержню. Проба волокнистой суспензии при стандартных усло53
виях испытания протекает сверху вниз через отверстие сосуда,
расположенного над вращающимися спицами, и последние, захватывая отдельные волокна, отбрасывают их в приемную кольцевую
камеру. Вес уловленных таким образом из суспензии волокон
и служит мерой средней длины волокна.
В последние годы в Финляндии и Швеции были выпущены
полуавтоматические приборы для определения фракционного состава массы по длине волокон. В этих приборах микроскопическое
изображение волокон отбрасывается на стеклянный столик прибора, разграфленный на несколько секторов, и оператор с помощью курвиметра, снабженного мерным колесом, обводит изображения всех волокон. При этом электронный счетчик сразу суммирует результаты анализа, регистрируя отсчеты по фракциям.
На основании полученных результатов фракционного состава можно
вычислить по указанным ранее формулам как среднеарифметическую, так и средневзвешенную длину волокна. Эти приборы дают
более надежные и быстрые измерения по сравнению с измерениями, выполненными с помощью обычного микроскопа, однако они
значительно уступают в скорости определения средней длины волокна на приборах Иванова и Имсета, а потому они менее пригодны для производственного контроля процесса размола.
В последнее время стали широко применять для оценки качества массы при размоле, особенно при проведении научных исследований, показатель водоудерживающей способности массы
после ее центрифугирования при определенных стандартных условиях обезвоживания (навеска 0,15 г абс. сухого волокна, центробежная сила 3000 гс). Этот показатель выражается в процентах удерживаемой волокном воды и характеризует степень набухания и гидратации волокон при размоле. Считают, что этот
показатель лучше, чем степень помола по Шоппер-Риглеру, характеризует способность волокон к образованию межволоконных
связей и получению прочной бумаги [25].
Направление процесса размола
Чтобы судить наиболее полно о процессе размола массы, необходимо контролировать не только степень помола, но и длину
волокна. Соотношение в изменении этих двух показателей, названное нами коэффициентом ужирнения К, позволяет судить о направлении процесса размола [28]: идет ли он в сторону гидратации
(ужирнения), или в направлении механического укорочения волокон.
Этот коэффициент определяется как отношение прироста степени помола Ag к укорочению волокна Д/, выраженному в процентах от исходной длины:
(1)
54
Если откладывать величину степени помола (°ШР) по оси абсцисс, а длину волокна — по оси ординат, то можно графически
изобразить ход процесса размола. Допустим, что точка А на
рис. 20 характеризует начальные параметры массы до размола,
а точки В и С — конечные параметры размолотой массы. Линии АВ
и АС характеризуют направление процесса размола. В данном
случае отношение прироста степени помола к сокращению длины
волокна при размоле, как это видно из графика, является тангенсом угла наклона этих линий к оси ординат.
Таким образом, чем больше наклон этих линий, т. е. меньше
tgcc, тем больше процесс размола направлен в сторону укорочения
волокон, а чем меньше наклон
(больше t g a ) , тем больше про2,0
цесс идет в направлении гидратации.
Можно считать, что при коэф'.5
фициенте ужирнения / « 1 , 1 мас1
са имеет очень садкий характер,
такая масса пригодна для изготовления впитывающих видов бумаги; при /С= 1,14-1,3 имеем
- i
массу средней жирности для проц
0,5
60
20
80
изводства печатных видов буСтепено помола д,°шР
маги; при К= 1,3-М ,5 — массу
жирного помола для прочих видов бумаги. При /С>1,6 при ра- Рис. 20 Характеристика направления
размола степенью помола и средней
боте на базальтовой гарнитуре
длиной волокна
можно достигнуть очень жирного помола массы.
Эти значения коэффициентов следует рассматривать лишь как
ориентировочные, поскольку степень помола по Шоппер-Риглеру
изменяется в процессе размола не по закону прямой линии. При
выработке конденсаторной бумаги с тонким расщеплением волокон на продольные элементы (пучки фибрилл) указанное выше
выражение для определения коэффициента К неприменимо.
К
1
Влияние размола на свойства бумаги
Изменение основных свойств бумаги, происходящее в процессе
размола бумажной массы, показано на рис. 21.
Как видно из графиков, разрывная длина и сопротивление излому готовой бумаги растут в процессе размола волокна сначала
быстро, а затем медленно и при увеличении давления размола,
достигнув максимума, начинают снижаться. Впитывающая способность и воздухопроницаемость бумаги снижаются в процессе
размола волокнистого материала, причем первая сравнительно
медленно, а вторая гораздо быстрее. Сопротивление раздиранию
55
бумаги на первом этапе размола массы растет, а затем начинает
снижаться, следуя зг изменением средней длины волокна.
При размоле массы с большим удельным давлением сопротивление готовой бумаги разрыву, излому и раздиранию было гораздо ниже, чем при размоле исходного волокна при меньшем
удельном давлении. Причина этого заключается в том, что в первом случае процесс размола направлен больше в сторону укорочения волокна, а во втором — в сторону гидратации. Об этом
можно судить по кривой изменения средней длины волокна при
размоле и по коэффициенту ужирнения.
При размоле сульфатной целлюлозы наблюдаются те же закономерности, однако бумага получается при этом с большим со-
flh
I
I
-851
30-
1.0-
-и;
1 201
1 10oJ
fl-
ю га зо ы so
10 80
ч
Степено помола, °ШР
Рис. 21. Изменение свойств бумаги из сульфитной беленой целлюлозы в процессе размола:
/ — разрывная длина; 2 — средняя длина волокна; 3 — сопротивление излому
4 — сопротивление раздиранию; 5 — впитывающая способность;
6 —воздухопроницаемость (при удельном 2давлении 1 кгс/сл2 — сплошные линии,
2 кгс/см — пунктирные)
противлением разрыву, раздиранию и излому; само волокно остается более длинным, хотя приходится применять при размоле
более высокое удельное давление.
Рассмотрим типичное развитие основных свойств готовой бумаги, происходящее в процессе размола исходной целлюлозы,
и выясним закономерности, обусловливающие развитие этих
свойств.
Типичное развитие сопротивления бумаги разрыву (разрывная
длина), излому и раздиранию показано на рис. 22.
Из рисунка видно, что разрывная длина бумаги быстро растет в первой стадии размола, достигает максимума при степени
помола около 60—70° ШР, а затем начинает снижаться. Примерно
также изменяется и кривая сопротивления бумаги излому, но
обычно эта кривая достигает максимума несколько раньше, т. е.
при несколько меньшей степени помола целлюлозы, чем кривая
разрывной длины. Кривая сопротивления раздиранию также
имеет переломную точку, но она достигается раньше в первой ста56
дии размола целлюлозы, а далее кривая снижается, следуя за изменением длины волокна при размоле.
Такое развитие кривых механической прочности бумаги объясняется развитием сил связи между волокнами и изменением
средней длины волокна при размоле. На первой стадии размола
силы связи между волокнами растут более интенсивно, чем уменьшается средняя длина волокна. Поэтому показатели механической прочности возрастают. Точка перегиба в кривых прочности
достигается тогда, когда дальнейшее развитие сил связи уже не
может компенсировать падения прочности за счет снижения средней длины волокна в бумаге
.'2
и снижения прочности самого воwo
локна, ослабленного размолом.
^^N7
Таким образом, первый учаs
| 80 сток кривой до точки перегиба
характеризует
преобладающее
60 влияние на этот показатель сил
связи между волокнами, а вто40рой участок после переломной
точки — преобладающее влияние
средней длины волокна. Следова20тельно, на показатель разрывной
длины бумаги наибольшее влия10 20 30 40 50 60 W 80 90
ние оказывают силы связи между
Степени ПОМО/Щ,'ЩР
волокнами, на показатель сопротивления излому они влияют Рис. 22. Типичное изменение свойств
меньше, а на показатель сопро- бумаги в процессе размола массы:
— разрывная
длина; 2 — сопротивление
тивления раздиранию еще мень- 1излому;
3 — сопротивление раздиранию;
ше, преобладающее же влияние 4 — средняя длина волокна, 5 — силы
связи между волокнами; 6 — впитывающая
на него оказывает длина волокна способность;
7 — воздухопроницаемость;
8 — деформация; 9 — объемный вес
[28]. Положение точки перегиба
кривых прочности может изменяться в зависимости от применяемого удельного давления при
размоле и исходной прочности самого волокна. Чем осторожнее
процесс размола и прочнее исходное волокно, тем больше смещается точка перегиба в сторону более высокой степени помола (см.
рис. 21).
Наиболее важными факторами, определяющими прочность
бумаги являются: межволоконные силы связи, зависящие от величины связанной поверхности и от концентрации связей на единице площади контакта, длина волокон и отношение длины волокон к его ширине, прочность волокон, их гибкость и эластичность,
ориентация волокон и распределение связей в листе бумаги, т. е.
ее однородность [21].
Относительное значение перечисленных выше факторов различно для разных показателей прочности бумаги. Так, для сопротивления бумаги разрыву (разрывная длина) первостепенное значение имеют силы связи и прочность волокон, тогда как длина
/V
1
-У
.
i'К-\
1
i
\ ^
i
57
волокна, как и гибкость и эластичность волокон, имеет меньшее
значение. Наоборот, для сопротивления бумаги излому первостепенное значение имеет наряду с длиной волокна и его прочностью
эластичность волокон, а силы связи между волокнами здесь не
играют такой большой роли, так как при испытании на излом
бумага не испытывает большого напряжения на растяжение. Для
сопротивления раздиранию наибольшее значение имеет длина волокон и их прочность, значительного же развития сил связи для
этого показателя не требуется, и максимальное значение сопротивления раздиранию бумаги достигается уже при относительно небольшой величине межволоконных сил связи. Наоборот, усиление
связей за счет размола или введения связующего снижает сопротивление бумаги раздиранию, так как облегчает разрыв волокон
в плотной структуре листа.
При всех видах разрушения бумаги рвутся не только связи
между волокнами, но и сама волокна. Количественные соотношения разрыва связей и разрыва волокон могут быть весьма различными и зависят главным образом от развития сил связи: чем слабее силы связи, тем легче они разрушаются и меньше рвутся сами
волокна и, наоборот, чем сильнее развиты межволоконные силы
связи и длиннее волокна, тем больше рвутся волокна и меньше
разрушаются связи между ними.
Развитие некоторых других свойств готовой бумаги в процессе
размола исходной целлюлозы: впитывающей способности, воздухопроницаемости, объемного веса и деформации при увлажнении
показано на рис. 22. Из этого рисунка видно, что растяжимость
бумаги и ее объемный вес возрастают по мере размола исходной
целлюлозы, а впитывающая способность и воздухопроницаемость
бумаги, снижаются по затухающей кривой. При этом кривая впитывающей способности только приближается к оси абсцисс, но не
касается ее, а кривая воздухопроницаемости касается ее в области
степени помола 70—90° ШР в зависимости от вида исходного волокнистого материала и наличия в нем гемицеллюлозных спутников.
Показатели объемного веса бумаги, впитывающей способности
и воздухопроницаемости зависят главным образом от сил связи
между волокнами. Кривая изменения впитывающей способности
бумаги в зависимости от степени помола целлюлозы является как
бы обратным изображением кривой соответствующего развития
межволоконных связей в бумаге. По мере того, как эти силы связи
растут, волокна сближаются между собой, поры в бумаге уменьшаются, что и приводит к понижению впитывающей способности.
Зависимость деформации бумаги после увлажнения от степени
помола исходной целлюлозы носит линейный характер: деформация бумаги увеличивается с повышением степени помола целлюлозы. На этот показатель, кроме сил связи, влияют и другие
факторы: ориентация волокон, условия отлива и сушки бумажного полотна и др.
58
Из приведенных данных видно, что процесс размола целлюлозы оказывает большое влияние на все основные свойства готовой бумаги. Главными определяющими факторами при этом являются изменения размеров волокон и величины межволоконных
связей в бумаге.
Технологические факторы, влияющие на процесс размола
К факторам, определяющим процесс размола волокнистых материалов, его скорость, зкономично^ь и направление _или характер размола, относятся [2чЭ]ГгфОДолжительность размола; удельное
давле«йе~чгр1Г™размоле; концентрация массы; вид размалывающей
гарнитуры; окружная скорость размалывающих органов; кислотность и температура ^массьГпри размоле; свойства__волокнистых
материалов; влияние гидрофильных добавок.
Из этих факторов" главными управляемыми факторами процесса являются первые два, т. е. время размола и удельное давление при размоле. Концентрация массы является вспомогательным управляемым фактором. Остальные факторы практически остаются постоянными, неуправляемыми.
1 I
Продолжительность размола
' От этого фактора зависят степень помола массы, укорочение
и расщепление волокон, а также развитие межволоконных сил
связи. В роллах периодического действия размол массы чередуется с длительными перерывами, когда волокна проходят через
обратный канал ванны ролла. Поэтому процесс размола растягивается на несколько часов, тогда как при размоле в аппаратах
непрерывного действия он протекает значительно быстрее, за несколько секунд. Однако и при размоле массы в аппаратах непрерывного действия время размола (или время пребывания массы
непосредстаенно в аппарате) является не менее важным фактором, позволяющим регулировать процесс. Увеличение времени
обработки материалов в аппаратах непрерывного действия обычно
достигается путем дросселирования массы на выходе из размалывающего аппарата при помощи задвижки, увеличения коэффициента рециркуляции массы или путем установки нескольких аппаратов последовательно в одном потоке. Это будет изложено подробнее в разделе о непрерывном размоле массы.
Продолжительность размола массы в роллах периодического
действия зависит от требуемых параметров массы, от конструкции
ролла и типа применяемой гарнитуры, от удельного давления
при размоле, свойств самого волокнистого материала и некоторых
других технологических факторов. Она может колебаться в пределах от 0,5—1 ч при размоле целлюлозы для бумаги с садким помолом до 18—24 ч при производстве тончайшей конденсаторной
бумаги,
59
При увеличении продолжительности размола пропускная способность любого размалывающего аппарата понижается, при этом
между пропускной способностью и временем обработки наблюдается обратно пропорциональная зависимость. Соответственно
повышается эффект обработки: увеличивается степень помола
массы, изменяется средняя длина волокна и повышается прочность бумаги.
Время размола массы для различных видов бумаги указано
в табл. 15.
Удельное давление при размоле
Удельное давление при размоле влияет на характер размола
(направление процесса), его скорость и эффективность. Так, если
при размоле какого-либо волокнистого материала постепенно повышать удельное давление от нуля до высокого значения, то вначале волокна будут только расчесываться, затем начнут расщепляться, раздавливаться и, наконец, укорачиваться. При этом режущее действие размалывающей гарнитуры будет возрастать,
а гидратирующее и фибриллирующее — снижаться, в результате
чего прочность бумаги на разрыв, раздирание и излом будет снижаться, а пухлость и пористость бумаги при одинаковой степени
помола массы будут повышаться.
Удельное давление при размоле связано с величиной зазора
между размалывающими поверхностями рабочей части аппарата.
В роллах, имеющих весовое или поршневое присадочное устройство
ролльного барабана, величина зазора является функцией удельного давления, концентрации массы и свойств волокна. Между
ножами размалывающих органов образуется волокнистая прослойка, толщина которой тем меньше, чем выше удельное давление, ниже концентрация, выше степень помола массы.
При работе с постоянным давлением зазор между ножами устанавливается автоматически и определяется степенью сжатия
волокнистой прослойки. При размоле, по мере того как волокна
измельчаются, гидратируются и становятся более пластичными,
величина зазора между размалывающими поверхностями аппарата постепенно уменьшается. При размоле в роллах старой конструкции, не имеющих весового устройства, когда ролльный барабан жестко закреплен в определенном положении с помощью
винтового присадочного устройства и сохраняет постоянный зазор
между ножами, по мере измельчения волокна и изменения свойств
волокнистой прослойки размалывающий эффект постепенно ослабевает. Поэтому в процессе размола массы применяют ступенчатую присадку ролльного барабана.
Расстояние между ножами ролльного барабана при работе
ролла обычно находится в пределах от 0 до 1 мм. Величина зазора
при расчесе волокна составляет обычно 0,5—0,8 мм, при легком
размоле, при котором волокна будут не только расчесываться, но
и расщепляться по длине волокна,— в пределах 0,2—0,4 мм, при
60
средней интенсивности процесса размола — 0,1—0,2 мм и при
сильном размоле с высоким удельным давлением — меньше 0,1 мм.
Иногда роллы снабжаются указателями величины зазора
между ножами, однако, как показала практика, подобные устройства обычно плохо работают, так как величина зазора очень
мала и на показания прибора влияют: степень износа ножей, величина люфта в подшипниках ролльного барабана и др.
Удельное давление при размоле в аппаратах, имеющих весовое или цоршневое присадочное устройство, является более надежным показателем этого процесса.
Аппараты непрерывного действия обычно работают с постоянным зазором между размалывающими органами, поскольку характер волокнистой массы при размоле остается неизменным. Конические мельницы Жордана работают с меньшей, а гидрофайнеры и дисковые рафинеры с большей величиной зазора (около
0,2—0,3 мм) между ножами.
Величину удельного давления при размоле массы выбирают
с учетом требуемых параметров массы и свойств вырабатываемой
бумаги, типа размалывающего аппарата и гарнитуры, а также
прочности исходного волокна. Для интенсивного укорочения волокон при минимальной их гидратации применяют высокое удельное давление, для интенсивной фибрилляции и продольного расщепления волокон при высокой гидратации — относительно низкое
удельное давление. Прочные волокнистые материалы (сульфатную
небеленую целлюлозу и тряпичную полумассу) размалывают при
более высоком давлении, чем менее прочные материалы (сульфитУдельное давление при размоле массы в роллах [30]
Волокнистый материал
Удельное
давление,
Вид бумаги
кгс/см2
Сульфитная, сульфатная и
тряпичная (льняная) целлюлоза
Лиственная, соломенная и
тростниковая целлюлоза
Хвойная целлюлоза сульфитная беленая
Хвойная целлюлоза сульфатная беленая и сульфитная небеленая
Сульфатная небеленая целлюлоза
Тряпичная полумасса
-
Тряпичная полумасса и сульфатная целлюлоза
Тонкая бумага: . конденсаторная, папиросная, копировальная и др.
Писчая, для печати и др.~
Массовые виды бумаги
»
»
»
Электроизоляционная мешочная, упаковочная
Документная и другие высокосортные виды бумаги
Впитывающая и фильтровальная
0,5-2,0
1,0-2,0
2,0-4,0
3,0—5,0
4,0—8,0
3,0—8,0
8-15
ную целлюлозу). Коротковолокнистую целлюлозу из лиственной
древесины и однолетних растений (соломы, тростника и др.),
а также макулатуру размалывают при низком удельном давлении, чтобы не укорачивать волокон, а подвергать лишь легкому
рафинирующему воздействию.
В табл. 8 приведены ориентировочные величины удельного
давления при размоле в роллах разных волокнистых материалов
в зависимости от их назначения.
7008
1,5-
t •о
о—
3D
»0
.50
60
Степень помола °ШР
во
Рис. 23. Влияние удельного давления на результаты размола сульфатной целлюлозы:
; _ удельное давление 3,2 кгс/см2; 2 — 8 кгс/см2; 3 — 9,6 кгс/см2
Размол при повышенном удельном давлении протекает быстрее
и потому более эффективен и экономичен, однако прочность бумаги снижается. Поэтому всегда следует стремиться работать
с возможно большим удельным давлением, но при условии, чтобы
были выдержаны требуемые показатели качества бумаги.
Влияние удельного давления при размоле на скорость процесса, его эффективность и прочность бумаги показано на рис. 23
и в табл. 9. Данные табл. 9 относятся к размолу сульфатной небеленой целлюлозы в роллах РМВ-5 со смешанной полубазальтовой гарнитурой [30].
Если удельное давление нетрудно подсчитать для ролла с весовым или поршневым присадочным устройством, то для конической мельницы это сделать значительно сложнее, так как, кроме
давления присадочного механизма на конический барабан, оказы62
'
аблица 9
Влияние удельного давления при размоле сульфатной небеленой
целлюлозы
Показатели
Коэффициент ужирнения К
Время размола, ч
Степень помола, °ШР
Средняя длина волокна, мм . . . .
Разрывная длина волокна, мм . . .
Удельный расход энергии на размол,
квт-ч/т
Величина показателей при
удельном
давлении,
/ 2
3,2
4,8
8,0
9,6
1,22
5
75
1,28
7305
1,12
5
77
1,11
7000
1,05
4
76
1,05
5870
1,02
3
65
1,28
5130
1124
884
825
664
вает воздействие еще и внутреннее гидравлическое давление жидкой массы, которая давит как на торцовые поверхности конуса
(притом неодинаковой площади), так и на боковую его поверхность. Поэтому при размоле в конических мельницах мы не знаем
точного удельного давления, при котором работает аппарат, а можем судить о нем лишь по затрачиваемой мощности и по аналогии с работой ролла.
Концентрация массы при размоле
Любой размалывающий аппарат может работать наиболее экономично только при концентрации массы, на которую он рассчитан. Наиболее оптимальной концентрацией для роллов периодического действия можно считать 5—6%,для гидрофайнеров 4—5%,
для конических мельниц Жордана 3—3,5%, а для дисковых рафинеров 4—5%. На практике нередко отступают от этих оптимальных концентраций, чтобы легче достигнуть требуемого характера
помола волокна. Так, при желании получить более жирный помол
при меньшем укорочении волокна используют массу более высокой концентрации, а для садкого помола при сильном укорочении
волокна применяют массу низкой концентрации. Например, при
размоле целлюлозы или тряпичной полумассы для фильтровальной и впитывающей бумаги часто применяют массу концентрацией 2,5—4%, а при выработке жиронепроницаемой бумаги — 7%.
Понижение концентрации массы при размоле приводит к уменьшению толщины волокнистой прослойки между ножами размалывающего аппарата, и волокна подвергаются более сильному режущему действию ножей, в результате чего они больше укорачиваются и меньше гидратируются. Понижение концентрации массы
при размоле дает тот же эффект, что и повышение удельного
давления при одной и той же концентрации массы.
Скорость размола сульфатной небеленой целлюлозы при удельном давлении 5 кгс/см и концентрации массы 4% в опытах
63
автора [29] возросла на 20—25% (по сравнению с размолом массы
при концентрации 6%), однако производительность ролла снизилась на 25—30%, а расход энергии повысился на 10—15%, так как
загрузка ролла уменьшилась на 50%. Изменение средней длины
волокна при размоле и разрывной длины бумаги показано на
рис. 24. Из рисунка видно, что размол при низкой концентрации
массы в роллах невыгоден, поэтому прибегать к понижению концентрации массы при размоле следует лишь в том случае, если8000
2,25-1
\
WOOТ75750-
—,
>**——
•
u.—
6000
— —.
1 дао
•о
^
1.25-
то
100-
3000 /
075 -
гот /
050—'
1000
\
2
/
If
20
30
V0
5ff
Степень помопа °ШР
80
90
|*яс 24 Влияние концентрации массы при размоле сульфатной целлюлозы на среднюю длину волокна (пунктир) и разрывную длину бумаги
/ — концентрация массы 6%, 2 — концентрация массы 4%
нельзя достигнуть желаемых результатов путем повышения удельного давления,
Основными факторами размола, позволяющими регулировать
этот процесс, являются время размола и удельное давление (зазор между ножами). Работа автоматических устройств, осуществляющих присадку размалывающего органа по заданному графику
во времени при циклическом размоле или в зависимости от свойств
массы при непрерывном размоле, основана на этих двух факторах.
Концентрация массы — вспомогательный фактор для регулирования процесса размола.
В последние годы разработан новый процесс размола массы
при сверхвысокой концентрации (20—30%). При такой концентрации волокнистая суспензия теряет свойства текучести и превращается по существу в сыпучее вещество — влажную крошку. Такую
массу размалывают в дисковых рафинерах со шнековой подачей
64
или в энтштипперах при относительно большом зазоре между
размалывающими органами Главное действие размола в этом
процессе заключается в интенсивном трении волокон друг о друга,
в результате чего наружные оболочки волокон повреждаются
и волокна фибриллируются, набухают и пластифицируются без
укорочения и расщепления.
Такая масса хорошо обезвоживается на сетке бумагоделательной машины, и изготовленная из нее бумага обладает высокими
растяжимостью и сопротивлением раздиранию [31, 32].
Размалывающая гарнитура
Размалывающая гарнитура аппаратов может быть металлическая, базальтовая и комбинированная (из первых двух).
М е т а л л и ч е с к а я гарнитура может быть литой (цельнометаллической) и наборной (из отдельных ножей). Первая характерна для гидрофайнеров и дисковых рафинеров, вторая — для
роллов и конических мельниц Жордана.
Б а з а л ь т о в а я гарнитура применяется в роллах, в конических и дисковых мельницах в тех случаях, когда требуется жирный помол массы.
К о м б и н и р о в а н н а я гарнитура применяется
в роллах
и иногда в конических мельницах.
Тип размалывающей гарнитуры следует выбирать с учетом характера требуемого размола и свойств вырабатываемой бумаги.
Металлическая гарнитура в отличие от базальтовой позволяет,
изменяя удельное давление при размоле, получить массу с любыми
свойствами. Однако процесс размола с использованием этой гарнитуры не всегда экономичен. Металлическая гарнитура эффективна в тех случаях, когда требуется укорочение волокна. Когда
нужно расщепление или раздавливание волокон и получение хорошо гидратированной массы жирного помола, целесообразнее
применять базальтовую гарнитуру. Базальтовая гарнитура непригодна для укорачивания волокна при малом его ужирнении.
Применение комбинированной гарнитуры из базальта и металлических ножей расширяет возможности процесса размола.
Эффективность работы роллов и конических мельниц с металлической гарнитурой и характер помола массы зависят от правильного выбора толщины ножей. Тонкие ножи, толщиной 2—5 мм,
применяют для садкого помола массы; средние по толщине ножи
(6—8 мм) используют при выработке большинства массовых видов бумаги; ножи толщиной 9—12 мм служат для получения
массы жирного помола и в тех случаях, когда желательна гидратация волокон без существенного их укорочения.
В роллах на планке обычно ставят ножи на 2—3 мм тоньше,
чем на барабане: ножи на барабане труднее менять, чем на планках У конических мельниц толщчна ножей на статоре и роторе
обычно одинакова,
65
Литая гарнитура используется для гидрофайнеров и дисковых рафинеров при рафинирующем размоле целлюлозы в первой
ступени, перед размолом в конических мельницах Жордана. У гидрофайнеров на роторе и статоре устанавливают ножи толщиной
10—16 мм, а у рафинеров более тонкие.
Ножи роллов, конических и дисковых мельниц с наборной гарнитурой изготовляются из нержавеющей стали разных марок
и твердости, углеродистой высококачественной стали и бронзы.
Мюллер-Рид с соавторами [33] считают, что при размоле прочной
сульфатной целлюлозы для лучшего укорочения волокон лучше
всего применять ножи из твердой хромоникелевой стали (твердостью по Бринеллю 350—370 кгс/мм2). Такие ножи пригодны и для
размола сульфитной небеленой целлюлозы. При размоле менее
прочных волокнистых материалов и при желании получить менее
укороченные волокна с большей степенью гидратации рекомендуется применять ножи из стали твердостью по Бринеллю 225—
275 кгс/мм2. Ножи из марганцовистой стали и фосфористой бронзы
твердостью 180—220 кгс/мм2 применяются для рафинирующего
и фибриллирующего размола при малом укорочении волокон.
Эти авторы придают очень большое значение микроструктуре
материала ножей и считают, что размол массы можно значительно
улучшить, создав надлежащую микроструктуру материала ножей.
Чиаверина пришел к заключению [34], что для ускорения размола
и повышения его эффективности следует применять пористые
ножи. Ножи, изготовленные из пористого металла «Порал», позволяют получать при небольшом расходе энергии на размол
массу низкой степени помола, но дающую очень прочную бумагу.
Бухайер и Пижоль показали, что в дисковых рафинерах для
рафинирующего размола волокна наиболее пригодна чугунная
литая и базальтовая гарнитура, а для размола с укорочением волокон — стальная. В обоих случаях достигается максимальная
эффективность и экономичность процесса [35].
Из-за большой размалывающей поверхности, пористой структуры и наличия большого количества режущих кромок базальтовая гарнитура создает значительное истирающее действие, и
потому она весьма эффективна при жирном помоле массы. Применение в роллах и конических мельницах Жордана ножей значительной толщины для получения массы жирного помола нельзя
признать целесообразным. Применять такие ножи рекомендуется
в скоростных конических мельницах — гидрофайнерах, в которых
действие гидратации усиливается эффектом гидроразмола вследствие ударного действия гарнитуры при высоких скоростях вращения ротора. Наиболее рационален двухступенчатый размол,
при котором гидратирующее действие достигается в одних аппаратах, а укорочение волокон до требуемых размеров — в других
аппаратах, с тонкими ножами. В табл. 10 приведены данные, полученные автором при размоле беленой сульфитной целлюлозы для
пергамина и небеленой сульфатной целлюлозы (для бумаги66
основы для парафинирования) в роллах
турой {36].
с различной гарниТаблица 10
Стальная
Комбинированная
товой планкой
Небеленая сульфатная целлюлоза
8
6 2
1 35
76
с базаль4,8
77
5
1,1
Сопрот аление
излому число
двойны перегибов)
азмола, ч
Беленая сульфитная целлюлоза
1
5
Стальная . . . .
60
0,92
8S
1 28
3
Базальтовая
. . . . . . . . 0 4
Разрыв ая длина, м
!н
к^
Удельн й расход
энерги! на размол
до 75° I Р, квт-ч/т
|§
р.
в
Средня длина волокон, м
ч Ч
Время
о
помола,
Размалывающая гарнитура
е давление,
Результаты опытов размола целлюлозы в роллах с различной гарнитурой
1050
625
3060
4260
52
158
1230
7050
980
7000
2 .-Я
в
в
х
—-
Данные табл. 10 показывают, что базальтовую и комбинированную гарнитуры целесообразно применять для массы жирного
помола.
Для работы конических мельниц имеет значение не только
материал гарнитуры и толщина ножей, но и конусность ротора,
а также расположение ножей. При одиночном расположении ножей с равными промежутками между ними достигается большее
режущее действие ножей, а при групповом расположении повышается гидратация волокон. С увеличением конусности ротора
конической мельницы уменьшается режущее действие аппарата.
Как показал В. Брехт [37], режущее действие ножей уменьшается при увеличении угла (в диапазоне от 0 до 40°) между ножами ротора и статора размалывающих аппаратов, но при этом
возрастает расход энергии на размол. Наиболее благоприятным
углом между ножами барабана и планки у ролла он считает
угол 6°. При таком расположении ножей ролл работает более стабильно, с меньшим шумом, исключается возможность западания
и ударов ножей и вместе с тем достигается наиболее эффективная
и экономичная работа аппарата.
Окружная скорость размалывающего органа
Окружная скорость размалывающего барабана роллов периодического действия составляет обычно 10—12 м/сек, скорость
ротора конических мельниц Жордана (по среднему диаметру ротора) — в пределах 10—23 м/сек (у мельниц с интенсивным режущим действием 10—16 м/сек, а у мельниц с большим гидратирующим действием 17—23 м/сек), у гидрофайнеров — в пределах
67
25—33 м\сек, у дисковых рафинеров — в пределах 20—45 м/сек (по
большому диаметру).
Окружная скорость размалывающего аппарата обычно не регулируется в процессе работы, однако часто возможна работа конических и дисковых мельниц при разных скоростях; в зависимости от назначения мельницы устанавливают электродвигатель
с соответствующим числом оборотов.
С увеличением числа оборотов размалывающего органа при
всех прочих равных условиях снижается режущее и повышается
гидратирующее действие аппарата при размоле волокна. Это происходит, по-видимому, вследствие возрастания эффекта гидроразмола за счет ударного действия ножей о массу, а также ударов
самой массы 6 стенки размалывающего аппарата, так как живая
сила этих ударов возрастает пропорционально квадрату скорости.
Наряду с этим возрастает и напряжение сдвига в зазоре между
размалывающими органами аппарата, которое приводит к усиленной фибрилляции и гидратации волокна. По этой причине скоростные размалывающие аппараты,— гидрофайнеры и дисковые
рафинеры,— снабженные к тому же и более толстыми ножами
и работающие при более высокой концентрации массы, больше
гидратируют и расчесывают волокна, а мельницы Жордана, работающие на меньших скоростях при меньшей концентрации
массы и с более тонкими ножами, больше укорачивают волокно.
Кислотность массы
Изменение кислотности среды в пределах pH 5—8,5, при котором обычно производится размол, не оказывает существенного
влияния на скорость процесса размола и его эффективность. Увеличение pH среды до 10—11 ускоряет процесс размола и позволяет снизить расход энергии на 15—-20%, так как набухание волокна повышается, однако целлюлоза при этом желтеет. Пожелтение целлюлозы, как показал В. Гартнер [38], можно устранить
введением в бумажную массу наряду со щелочью окислителей,
например перекиси водорода, в количестве менее 1 % от веса волокна. По данным этого автора, расход едкого натра (для создания pH массы 10—10,5) и окислителя экономически оправдывается, так как стоимость сэкономленной энергии выше стоимости
затрат на химикаты, а получаемая бумага обладает более высокой разрывной длиной (на 10%) и сопротивлением излому
(на 25%).
Температура массы
Повышение температуры массы при размоле неблагоприятно
отражается на этом процессе и на свойствах получаемой бумаги.
Длительность размола увеличивается, волокна больше укорачиваются при размоле, а гидратация их снижается, что приводит
к тому, что прочность бумаги из такой массы снижается, а пух68
лость, пористость и впитывающая способность бумаги повышаются.
Эти свойства бумаги изменяются потому, что явления гидратации
и набухания целлюлозного волокна носят экзотермический характер. Чем ниже температура массы при размоле, тем сильнее набухают, гидратируются и фибриллируются волокна и тем больше
увеличивается
их
пластичность.
Понижение
температуры
массы
способствует сокращению продолжительности процесса размола и
j
снижению расхода энергии при
одновременном повышении механи50
ческой прочности бумаги.
/
Влияние температуры массы на
скорость процесса размола беленой
сульфитной целлюлозы и на механическую прочность бумаги, по
данным Н. В. Рюхина [39], показаны на рис. 25. Из графиков
/5 30 45 60
15 90
видно, что при одинаковой степени
й/?е«я размола, мин
помола массы, размолотой при разной температуре, прочность полученной бумаги оказалась различim
ной и уменьшалась с увеличением
температуры массы.
По данным Нолля [40], при уве4ЯВличении температуры массы с 20
до 50° С при размоле сульфитной g 300целлюлозы до 60—70° ШР ее степень помола снижается на 5— Мгоо10° ШР, разрывная длина бумаги
и сопротивление продавливанию— Ш. тона 20%. Способность бумаги к перго 30 40 50
гаментации в этих условиях ухудСтепени помола,''ШР
шается и проявляется при 75—
80°ШР (вместо 65—70°ШР).
Рис. 25. Влияние температуры на
Повышение температуры массы процесс размола беленой сульфитной целлюлозы:
при размоле способствует также
— изменение степени помола во врекоагуляции смоляных частиц, вслед- амени;
б— изменение прочности бумаги;
/ — температура при размоле 20° С; 2 —
ствие чего смоляные затруднения 40°С;
3 — 60° С (
сопротивление
излому; •
разрывная длина)
в
производстве
бумаги
возрастают.
Во избежание вредного действия температурного фактора на
свойства получаемой бумаги процесс размола массы в некоторых
случаях ведут при охлаждении холодной водой, циркулирующей
в полых стенках ванны ролла. В других (например, при получении
бумаги с более высокой впитывающей способностью, если этот
показатель трудно достигается другими средствами), наоборот,
массу при размоле нагревают, добавляя в нее горячую воду.
/
/
/
лл '// /
€Э
Низкая температура, при которой масса замерзает, также оказывает существенное влияние на ее листообразующие и физикохимические свойства [41]. Замороженная масса при последующем
оттаивании становится более садкой, и бумага, изготовленная из
нее, отличается большей пухлостью, пористостью, впитывающей
способностью и гигроскопичностью, а также меньшей прочностью.
Способность волокнистых итериалов размалываться
Волокнистые материалы обладают различной способностью размалываться: одни из них размалываются быстрее, другие медленнее; некоторые волокнистые материалы легко, а другие с трудом
расщепляются на продольные волоконца, третьи совсем неспособны расщепляться. Такое различное поведение волокон при размоле зависит от морфологии и анатомии волокна, его химического
состава и исходной прочности, зависящей от метода варки полуфабриката, его степени полимеризации и фракционного состава.
Эти факторы не только определяют способность волокнистых материалов размалываться, но и свойства изготовленной из них
бумаги: механическую прочность, пухлость и пористость, мягкость,
впитывающую способность, деформацию и др.
Строение волокна и в особенности строение его клеточной стенки
влияет на характер размола бумажной массы и в значительной
степени обусловливает структуру бумажного листа и показатели
его качества: объемный вес, впитывающую способность, воздухопроницаемость, механическую прочность и др.
Легче всего в продольном направлении расщепляются при размоле льняные и пеньковые волокна, у которых фибриллы в клеточных стенках расположены параллельно их оси; значительно
труднее расщепляются волокна древесной целлюлозы и еще труднее хлопковое волокно с косым расположением фибрилл. Хлопковое волокно при размоле преимущественно укорачивается. Так как
волокно хлопка к тому же имеет еще широкий канал и изогнутую
ленточную форму, то из полученной бумажной массы образуется
пухлый и пористый лист бумаги, обладающий высокой впитывающей способностью, но сравнительно небольшой прочностью. Поэтому хлопковое волокно наиболее пригодно для получения впитывающих и фильтровальных видов бумаги, а льняные и пеньковые волокна —для выработки прочных, плотных и тонких видов.
Древесная целлюлоза хвойных пород — наиболее универсальный волокнистый материал, применяемый для выработки разнообразного ассортимента бумаги (от пухлой впитывающей до тонкой конденсаторной). Для целлюлозы лиственных пород древесины,
а также однолетних растений (соломы, тростника, багассы и др.)
характерны малая длина волокон основной волокнистой фракции
и значительное количество растительных клеток неволокнистого
строения (сосудистых, паренхимных и склеренхимных). Поэтому
такие волокнистые материалы подвергают главным образом рафи-
пирующему размолу без укорочения и расщепления отдельных волокон и применяют только в сочетании с более длинноволокнистой
целлюлозой из хвойной древесины.
На скорость процесса размола массы и прочность получаемой
из нее бумаги оказывает влияние главным образом прочность исходного волокна, зависящая от степени полимеризации целлюлозы, ее
фракционного состава и метода варки. Высокомолекулярные фракции целлюлозы обусловливают прочность исходного волокнистого
материала и его трудную размалываемость, тогда как низкомолекулярные фракции целлюлозы, куда входят гемицеллюлозы, ускоряют размол и способствуют гидратации волокна при размоле и
образованию межволоконных сил связи. Л. Е. Аким [42] указывает,
что исследованные им прочные образцы сульфитной целлюлозы содержали 58—74% высокомолекулярных фракций со степенью полимеризации (СП) выше 800, а менее прочные целлюлозы только
16—25%. В табл. 11 приведены данные этого автора о влиянии
высокомолекулярных фракций целлюлозы на скорость размола
целлюлозы в ролле. Зависимость скорости размола от содержания
высокомолекулярных фракций в различных образцах хлопковой
целлюлозы видна из рис. 26.
Таблица Л
Влияние высокомолекулярных фракций на скорость размола целлюлозы
Целлюлоза
Завод-изготовитель целлюлозы
Содержание фракций, %
СП до 200 СП > 1200
Сульфатная небеленая
Сульфитная беленая
То же
» »
Питкяранта
Приозерский
Сяський
Приозерский
Сяський
7,71
12,54
11,80
9,35
10,82
18,93
13,10
7,53
5,18
7,18
Продолжительность
размола до
62-64° ШР»
мин
240
210
180
150
138
При длительном размоле целлюлозы наблюдается изменение
фракционного состава, при этом содержание высокомолекулярных
фракций уменьшается, а средне- и низкомолекулярных увеличивается (рис. 27).
Низкомолекулярные фракции целлюлозы, куда входят и гемицеллюлозы, со степенью полимеризации ниже 200 оказывают влияние на размол и листообразование волокна. Кроме продуктов
деструкции целлюлозы, образовавшихся при варке и отбелке волокна, в эти фракции входят также и природные гемицеллюлозы,
оставшиеся в волокне: пентозаны, гексозаны и полиурониды.
Обладая большой гидрофильностью, высокой способностью к набуханию и малыми размерами молекулярных цепей, они облегчают гидратацию и фибриллирование волокна при размоле,
способствуют образованию межволоконных водородных связей между микрофибриллами.
По-видимому, не все гемицеллюлозы равноценны. Так, Эмертон
[14] указывает, что гексозаны, содержащие в остатке три гидроксильные группы, являются более сильным связывающим агентом,
чем пентозаны (главным образом ксилан) с двумя гидроксильными
группами. Считают также, что сильно гидрофильные полиурониды
значительно благоприятствуют размолу и образованию межволоконной связи, несмотря на малое их содержание в целлюлозе.
Гиртц считает [43], что для создания межволоконных связей
в бумаге большое значение имеет фракция у-целлюлозы, которая
80
20
UO
SO 80
Содержание фракции со СО > izoo %
Рис 26 Продолжительность размола хлопковой целлюлозы в зависимости от содержания высокомолекулярных фракций со С П >
1200 (по данным Л. Е. Акима)
1о гозд
40 То 60 Та so
Степено помола, °ШР
Рис 27. Изменение содержания
низко- и высокомолекулярных
фракций при размоле сульфатной беленой (сплошные линии)
и сульфитной беленой целлюлозы (пунктирные линии)
определяет содержание в волокне гемицеллюлоз, тогда как р-целлюлоза, представляющая собой в основном деградированную в процессе варки и отбелки целлюлозу, не имеет такого значения. Такого же мнения придерживаются Коттролл, Н. П. Перекальский и
другие исследователи [44].
Значение для размола волокна и свойств бумаги гемицеллюлоз,
содержание которых в целлюлозе уменьшалось путем отбелки и
действия щелочи, характеризуется данными табл. 12 [45]. Из этих
данных видно, что удаление из небеленой сульфитной целлюлозы
гемицеллюлоз и увеличение тем самым содержания а-целлюлозы
приводит к ухудшению способности целлюлозы размалываться,
снижению прочности бумаги на разрыв и излом, повышению ее
пухлости и воздухопроницаемости. Особенно резко эти свойства
изменяются после достижения некоторого критического значения
этих компонентов волокна, соответствующего содержанию около
94% а-целлюлозы и около 6% Р- и 1 У " и . е л л ю л о з ы Таким образом, листообразующие свойства волокон обусловливаются определенным содержанием в них низкомолекулярных
72
Таблица 12
Влияние химического состава целлюлозы на ее способность размалываться и на свойства
получаемой бумаги [45]
Величина показателей образцов исходных целлюлоз
Показатели
Содержание я-целлюлозы, %
облагороженной горячим
способом
облагороженной
холодным способом
полубеленой
беленой
беленой
86,7
87,7
88,6
91,4
93,7
94,9
97,6
»
|3- и "f-целлюлозы, % . . . .
13,3
12,3
11,4
8,6
6,3
5,1
2,3
»
в том числе п е н т о з а н о в , %
6,9
5,8
4,7
3,3
2,3
3,0
0,8
24,0
19,0
9,0
1,3
1,0
0,4
0,4
Степень помола, ° Ш Р
72
72
69
68
65
62
14
С р е д н я я длина в о л о к н а , мм
1,1
1,05
0,95
0,70
0,70
0,78
1,66
В р е м я р а з м о л а , мин
70
70
70
70
70
70
70
8510
8520
7470
6815
5440
5450
165
3000
3000
582
405
731
0
Ж е с т к о с т ь по Б ь е р к м а н у
Разрывная длина, м . . .
Сопротивление
перегибов
излому
(число
двойных
3000
В п и т ы э а ю щ а я способность, мм
10
8
10
19
23
21
164
В о з д у х о п р о н и ц а е м о с т ь , см3
13
9
6
20
32
86
5000
0,165
0,159
0,152
0,124
0,096
0,10
0
Силы с в я з и , кгс/м2
. . >
. . . . . . .
. . . . . . . .
гемицеллюлозных фракций, при недостатке которых невозможно
получение прочной бумаги.
Лигнин придает волокну жесткость и снижает его пластичность,
затрудняет образование межволоконных связей в бумаге и снижает ее прочность. Из практики известно, что жесткая целлюлоза
с более высоким содержанием лигнина часто дает более прочную
бумагу, чем целлюлоза с меньшим содержанием лигнина. Однако
это объясняется не благоприятным влиянием лигнина, а деструкцией целлюлозы и удалением большего количества гемицеллюлоз
при варке мягкой целлюлозы. Если же варочный процесс провести
в мягких условиях, в которых целлюлоза не разрушается и сохраняются в волокне гемицеллюлозы, то, как показал Джайме [46],
удаление лигнина значительно улучшает бумагообразующие свойства целлюлозы (табл. 13). В этих опытах лигнин удаляли из древесины в мягких условиях, в процессе получения холоцеллюлозы,
без повреждения углеводного комплекса.
Таблица 13
Влияние лигнина на свойства бумаги
Показатели
Степень помола массы, °ШР
Разрывная длина, м
Сопротивление излому (число двойных
перегибов)
Сопротивление раздиранию, гс . . . .
»
продавливанию, кгс/см*
Значение показателей при содержании
лигнина в волокне, %
0,5
2,4
5,1
15,6
62
9686
62
8395
60
6500
60
4345
2620
112
5,2
2180
88
4,1
165
146
3,2
18
90
2,0
Влияние гидрофильных добавок на процесс размола
и свойства бумаги [13]
Гемицеллюлозы, как уже отмечалось, оказывают благоприятное влияние на процесс размола волокна и прочность бумаги. Механизм их действия был подробно освещен при изложении теории
процесса размола. Опыты Оберманса [47], Коттролла [48] и других
исследователей показали, что такое же благоприятное действие на
размол бумажной массы оказывают и искусственные препараты
ксилана, маннана и галактана, вводимые в нее во время этого процесса. При этом лучшие результаты были получены при введении
маннана, худшие — при добавке ксилана.
Аналогичное действие на формирование связей и свойства бумаги оказывают и другие гидрофильные органические вещества:
крахмал и его модификации, производные целлюлозы (карбоксиметилцеллюлоза, метилцеллюлоза и гидрооксиэтилцеллюлоза), растительные камеди и слизи (карубин и гуаран), животные и растительные протеины (казеин, животный клей, соевый протеин), син74
тетические смолы (полиакриламид, поливиниловый спирт, поливинилацетат) и др. Действие всех этих веществ основано на том, что
они сообщают немолотому или недостаточно размолотому волокну
коллоидные свойства поверхности размолотого волокна, в результате чего волокна лучше связываются между собой в бумажном
листе через водородные связи. При введении этих веществ в бумажную массу можно сократить ее размол, а следовательно, снизить расход энергии на него и улучшить обезвоживание массы на
сетке бумагоделательной машины. Некоторые из этих веществ, например гуаран и карубин, обладают диспергирующим свойством,
благодаря чему они улучшают формование и просвет бумаги. Эти
вещества в модифицированном виде выпускаются рядом иностранных фирм под различными наименованиями — дайколл, сольгум,
старгум, гуартек, мепроид, ликоид и др.— и широко применяются
в практике бумажного производства. Их можно вводить в бумажную массу как до размола, так и после него. При введении этих
добавок в массу до размола ее степень помола повышается медленнее, а механическая прочность бумаги возрастает быстрее.
Все остальные адгезивы вводятся в бумажную массу преимущественно после размола, и многие из них с успехом применяются
также для поверхностной проклейки бумаги с целью повышения
ее прочности и других свойств. О всех этих веществах подробно
рассказано в главе V.
Как показал Н. П. Перекальский [44], более дорогие гидрофильные коллоиды, описанные выше, можно заменить добавкой размолотой моносульфитной целлюлозы жирного помола (94—95° ШР),
содержащей
большое количество природных
гемицеллюлоз
(табл. 14).
Таблица 14
Влияние добавок моносульфитной целлюлозы на свойства бумаги
(по данным Н. П. Перекальского)
Добавка моносульфитной
целлюлозы, % к беленой
сульфитной целлюлозе
0
2
4
10
Степень
помола,
°ШР
Разрывная длина
бумаги, м
Сопротивление
излому (число
двойных перегибов)
48
52
58
62
4430
4520
5050
5600
37
52
88
89
, ,
Исследования показали, что наиболее эффективна добавка моносульфитной целлюлозы в первой стадии размола бумажной
массы, при невысокой степени ее помола.
Введение в бумажную массу гидрофобных веществ (например,
дубильной кислоты) и поверхностно-активных веществ ухудшает
процесс размола и снижает прочность бумаги.
75
Размалывающие аппараты периодического действия
Основным типом размалывающего аппарата периодического
действия в бумажном производстве является ролл, который был
изобретен и стал применяться в XVII в. в Голландии. Ролл пришел
на смену малопроизводительной толчее, которая до того времени
применялась для размола волокнистых материалов, главным образом тряпья, и по сравнению с толчеей представлял значительно
более совершенную и экономичную машину.
На протяжении более двух с половиной столетий ролл периодического действия сохранял значение основного размалывающего
аппарата в бумажном производстве, однако за последнее время он
это значение,утратил и вытесняется размалывающими аппаратами
непрерывного действия: коническими мельницами и Дисковыми рафинерами.
В настоящее время роллы периодического действия применяют
главным образом при производстве некоторых тонких видов бумаги, требующих длительного размола массы, а также при изготовлении бумаги, в композицию которой входит тряпичная полумасса.
Кроме того, роллы и теперь еще применяются в тех случаях, когда
на одной и той же машине приходится вырабатывать весьма разнообразный ассортимент бумаги (в этом случае организация непрерывного размола затруднительна).
Более чем за два с половиной века было создано очень большое количество разнообразных конструкций роллов периодического действия, что было вызвано стремлением создать более совершенную размалывающую машину, поскольку ролл обладал малым коэффициентом полезного действия. На старых предприятиях
можно встретить разнообразные конструкции роллов, однако все
они имеют много общего. Поэтому опишем лишь типичную конструкцию ролла периодического действия с открытой ванной и несколько современных конструкций.
Конструктивное устройство ролла
Как видно из рис. 28, ролл состоит из железобетонной ванны
овальной формы, разделенной перегородкой на два канала. В одном из них находится размалывающий барабан, приводимый в движение от электродвигателя через ременную или клиноременную
передачу. Размалывающий барабан располагается обычно в центре
канала или несколько смещен в сторону движения массы. Он закрыт сверху колпаком, а внизу под барабаном установлены одна
или две пачки неподвижных ножей, так называемые планки. Дно
ванны имеет уклон по направлению к ролльному барабану. За
ролльным барабаном расположена горка.
Бумажная масса при концентрации 5—7% проходит между ножами вращающегося ролльного барабана и. неподвижными, ножами планок, размалывается лри этом и перебрасывается ножами
ролльного барабана через горку. Затем масса движется по обрат76
ному каналу ванны снова к рояльному барабану. Таким образом,
масса в процессе размола проходит между ножами ролльного
барабана и планки многократно, а сам барабан выполняет не
Рис.
28. Ролл
периодического
действия РМВ-5:
/ — ванна; 2 — размалывающий барабан, 3 — шкив; 4 — весовое присадочное устройство; 5 — маховичок; 6~
планка, 7-—выпуск массы, 8 — грязевик; 9 — колпак
только функцию размола, но и функцию циркуляционного устройства, перемешивающего волокнистую массу и продвигающего ее
по обратному каналу ванны снова к барабану.
77
Чтобы масса не перебрасывалась через барабан, под колпаком
установлен шабер, положение которого можно регулировать. Ванна
снабжена выпускным клапаном для спуска готовой массы и грязевым — для спуска грязных промывных вод в канализацию. К ванне
ролла подводят обычно трубопроводы с оборотной и свежей водой
и массопровод для загрузки ролла жидкими полуфабрикатами.
Положение ролльного барабана относительно планки можно
регулировать при помощи присадочного устройства. Типы присадочного устройства описаны ниже. Изменяя положение ролльного
барабана относительно планок, можно регулировать расстояние
между ножами и удельное давление при размоле.
Процесс размола в ролле периодического действия заключается
в том, что волокнистый материал при поднятом барабане загружается в ванну, разбавляется водой до требуемой концентрации
и размалывается при опущенном барабане при определенном
удельном давлении между ножами. После достижения требуемых
свойств массы барабан приподнимается и размолотая масса выпускается через спускной клапан в метальный бассейн. Этим и заканчивается цикл, или период, работы ролла. Время, требующееся
на совершение одного такого цикла подготовки массы, называют
оборотом ролла. Время размола и полный оборот ролла могут
быть весьма различными и зависят от характера помола массы,
вида волокнистых материалов, конструкции ролла и применяемой
гарнитуры.
Ванна ролла. Ванну ролла обычно изготовляют из железобетона и внутри железнят или выстилают глазурованными плитками,
реже делают из чугуна. Емкость ванны может изменяться от 3 до
ъ
18 м , что соответствует загрузке от 180 до 1080 кг абсолютно
сухого волокна при концентрации массы в ролле 6%. Дну ванны
придается уклон до 7° по ходу массы для облегчения ее движения
к барабану. Закругления ванны и средней перегородки должны
иметь обтекаемую форму, чтобы не тормозить движения массы.
Горку делают выше центра вала ролльного барабана на 70—
250 мм, седловина ее охватывает барабан на дуге около 90°, на
ней размещаются ножевые планки. Форма горки и ее высота оказывают существенное влияние на движение массы в ванне, расход
энергии на переброс массы и ее циркуляцию, поэтому выбору этих
конструктивных элементов придается большое значение.
Размалывающий барабан. Ролльный барабан наряду с планками является размалывающим органом ролла. Он имеет цилиндрическую форму, насажен на массивный стальной вал и приводится во вращение от привода с окружной скоростью 10—
12 м/сек.
Ножи на барабане располагаются обычно параллельно оси
с расстояниями между центрами ножей 35—40 мм, реже с наклоном 8—15° к образующей барабана. В конструкции Бертрам —
Джонса это расстояние снижено до 27 мм, а у ролла «Виктори» до
18—20 мм.
78
Ролльный барабан состоит из массивного стального вала, на
нем закреплены две, три или четыре чугунные шайбы с пазами по
окружности, в которые вставляются металлические ножи. Между
ножами устанавливаются деревянные бруски из сухого дуба, которые после замочки барабана в воде набухают, увеличиваются
в объеме и плотно зажимают ножи. С торцов барабана в выемки
ножей надевают в горячем состоянии железные кольца, которые
после остывания садятся и плотно удерживают ножи на барабане.
Подготовленный таким образом ролльный барабан подвергают
замочке в воде и, после того как дерево набухнет, протачивают на
большом токарном станке, чтобы получить правильную цилиндрическую форму. После этого барабан устанавливают в ванну ролла
и ножи его пришлифовывают (прициковывают) с помощью песка
к ножам планок, которые также предварительно прострагивают по
шаблону на станке.
Ролльный барабан располагается на двух массивных подшипниках скольжения с кольцевой смазкой, установленных на подвижных рычагах, один конец которых закреплен шарнирно на стойках,
а другой может перемещаться в вертикальном направлении при
помощи присадочного устройства. Присадочное устройство располагается обычно со стороны ролльного барабана, а приводной шкив
насажен на вал с противоположной стороны ванны ролла.
Планки. Ролльная планка представляет собой пачку ножей,
которую устанавливают неподвижно под ролльным барабаном так,
чтобы угол между ножами барабана и планки составлял от 3 до
7° (чтобы ножи барабана не западали между ножами планки и работали по принципу среза). Планка состоит обычно из 15—25 ножей, которые стянуты болтами в одну пачку. Между ножами ставят прокладки толщиной 8—12 мм. Планку вставляют в чугунную
коробку и заклинивают в ней двумя деревянными клиньями.
У старых роллов планки располагали под барабаном центрально. У современных конструкций они сдвинуты по ходу массы
и расположены на седловине так, что первый нож планки совпадает с вертикальной линией, проходящей через ось барабана.
У большинства конструкций роллов ставят две планки, которые
охватывают ролльный барабан по дуге около 40—45°; у ролла Берграм-Джонса три планки, которые охватывают барабан на дуге 75°.
Базальтовая гарнитура. Для размола волокнистых материалов
с целью получения жирного помола часто применяют базальтовые
барабаны и планки. Отдельные сегменты из базальтовой лавы
укрепляют на чугунном полом барабане так, что их призматические
концы входят в пазы барабана и заливаются цементом. У некоторых барабанов поверхность сегментов обтачивают в виде ножей
шириной 25—30 мм, с такими же промежутками между ними.
В этом случае не требуется особой насечки на поверхности
сегментов. У других барабанов ширина отдельного бруска (ножа)
составляет 100—120 мм, а ширина паза между ними 80—
100 мм при глубине паза 40—80 мм. В этом случае на поверхности
79
базальтовых брусков наносят канавки шириной около 15 мм и примерно такой же глубиной. Канавки не доходят до краев барабана
и расположены параллельно оси барабана или под углом 20—30°
с промежутками 30 мм
Базальтовые планки изготовляются из целого бруска и имеют
такую же поверхность, как и базальтовые сегменты.
В производстве конденсаторной бумаги требуется тонкое расщепление волокон целлюлозы без излишнего зажирнения массы
Поэтому в данном случае применяется твердый базальт с более
пористой структурой камня. В производстве же жиронепроницаемой бумаги требуется быстрый размол массы до жирного помола
со слизью Для этого используется менее пористая базальтовая
гарнитура.
Для изготовления базальтовой гарнитуры у нас применяются
каменные породы базальт, андезит и андезито-базальт, которые
добываются в Бакурианском месторождении в Грузинской ССР.
Твердость породы по шкале твердости не ниже 5, объемный вес
выше 2 г/см3, пористость 17—30%.
Срок работы размалывающей гарнитуры. Срок службы размалывающей стальной и базальтовой гарнитуры на барабане и на
планке различен и зависит от толщины и материала ножей, удельного давления, концентрации массы, кислотности среды, а также
числа оборотов барабана Так, ножи на барабане из углеродистой
стали работают, в зависимости от толщины и применяемого удельного давления при размоле, от 1—2 до 5—6 лет, из нержавеющей
стали и фосфористой бронзы — от 4 до 12 лет, а из базальта 8—12
лет. Ножи на планках работают обычно в 3—4 раза меньше
При износе ножей на барабане обычно скалывают деревянные
прокладки между ножами, а при износе ножей планок необходим
также подъем ножей в чугунной коробке Очень часто ножи выходят из строя преждевременно вследствие попадания в них металлических предметов. Чтобы этого не случилось, необходимо тщательно следить за состоянием мешальной гарнитуры в бассейнах,
из которых поступают в роллы жидкие волокнистые материалы.
Иногда для отделения случайных металлических предметов на
массопроводах устанавливают электромагнитные сепараторы.
Присадочное устройство барабана. Для возможности регулирования величины зазора между ножами барабана и планки и создания необходимого давления при размоле ролльный барабан снабжают присадочным приспособлением. Различают три вида этих
приспособлений: 1) винтовое, жесткое, присадочное устройство,
2) весовое и 3) поршневое устройство для поднятия и опускания
рояльного барабана. В некоторых конструкциях роллов (Торсена,
«Виктори») перемещается не ролльный барабан, а планки
Винтовое присадочное устройство можно встретить только
у роллов устаревшей конструкции. В этой системе один конец коромысла, на котором размещается в своих подшипниках ролльный
барабан, вращается шарнирно, а другой подвешен в головках
80
винтов с прямоугольной резьбой Гайки винтов лежат на шариковых опорах и выполнены в виде червячных шестерен, сцепленных
с червячной передачей Вращая при помощи маховичка червячный
вал, можно поднимать или опускать ролльный барабан При помощи этого присадочного устройства можно регулировать только
величину зазора между ножами, величина удельного давления при
размоле остается неизвестной
При наличии весового присадочного устройства ролльный барабан размещается на двух массивных коромыслах, один конец которых вращается в подвижном шарнире, а второй перемещается
Рис 29 Принципиальная схема весового присадочного устройства ролла
Л —подвижной груз D — добавочный груз, а Ь, с, d, e, f — плечи рычагов О, О,, О2 — точки
вращения рычагов, М — ручной маховичок, Q,, Q2, Q3— вылегчивающие усилия, R, Rh R2,
Кз, Rt — рычаги
в вертикальном направлении через систему рычагов и тяг при помощи подвижного груза, перемещаемого на рычаге Последний
вылегчивает ролльный барабан и создает необходимое давление
при размоле
На рис 29 приведена принципиальная схема весового устройства ролла РМВ-5 Присадка барабана и создание необходимого
удельного давления здесь производятся перемещением подвижного
груза А на рычаге R При крайнем положении этого груза, как
показано на схеме, он полностью уравновешивает барабан, и давление барабана на планку равно нулю При перемещении груза А
в сторону оси вращения рычага О плечо, на которое действует груз
и вылегчивающее усилие Q3, действующее на барабан, уменьшаются и давление барабана на планку возрастает. К рычагу R
прикреплена шкала, указывающая давление, с которым барабан
давит на планку при любом положении подвижного груза А (более
С Н Иванов
81
подробные сведения о весовом присадочном устройстве И егб расчет см. в первом издании (стр. 68—69) [49].
Для подъема барабана роллыцик нажимает на рычаг и устанавливает его на предохранитель после передвижения груза в нулевое положение. Настройка присадки осуществляется только при
помощи передвижения груза.
Поршневое присадочное устройство — наиболее простое по конструкции и вместе с тем наиболее совершенное. Свободные концы
коромысел, на которых располагаются подшипники ролльного барабана, перемещаются при помощи пневматических или гидравлических поршней. Эта система позволяет легко контролировать и
регулировать давление барабана на планку.
Некоторые роллы снабжаются программным регулятором, регулирующим давление присадки барабана во времени по заданному графику. Применение автоматов для присадки ролльных
барабанов целесообразно при специализации роллов на определенный режим размола и при использовании постоянных по показателям качества волокнистых материалов.
Колпак. Колпак устанавливают над ролльным барабаном и задней частью ванны, за горкой. Его назначение — предотвратить
разбрызгивание массы. Обычно колпак изготовляют из дерева и
реже (при выработке высокосортных видов бумаги) из листовой
меди. Со стороны выхода массы из-под барабана, над горкой,
в колпаке устанавливается шабер-отражатель во избежание переброса массы через барабан. Положение шабера относительно барабана можно регулировать при помощи винтов.
Системы роллов
Ролл — один из основных потребителей энергии в бумажном
производстве. При этом коэффициент полезного действия ролла
редко превышает 40%. Поэтому конструкторы и технологи стремились создать более экономичную размольную машину. Этим объясняется большое количество конструкций роллов, имеющихся в промышленности.
На размол массы в ролле тратится относительно небольшое
количество энергии, ее большая часть расходуется на циркуляцию
массы и трение. Для передвижения и перемешивания массы (операция, выполняемая ролльным барабаном) во многих конструкциях роллов пытались устанавливать гонное колесо, шнек или на-,
сое. Однако эти устройства не получили распространения. С этой
же целью созданы роллы закрытого типа с вертикальной циркуляцией массы (например, ролл Умферстона).
С целью увеличения производительности ролла создавались
конструкции с двумя и даже с четырьмя барабанами в одной ванне.
Из таких конструкций отметим роллы Хофсюммера и Маркса. Эти
конструкции также не получили широкого распространения. Практика показала, что выгоднее и проще создавать роллы с одним,
82
более крупным размалывающим барабаном, чем с несколькими
малыми. Поэтому в современных конструкциях роллов устанавливают один большой барабан (за счет сужения обратного канала
ванны), увеличивают горку и размещают в ней большее количество планочных ножей
В некоторых конструкциях (ролл Баннинга) для усиления циркуляции массы использован способ переброса массы через
ролльный барабан. В других конструкциях (ролл Торсена, ролл
«Виктори») ролльный барабан не имеет присадочного устройства.
Присадка производится перемещением планки. В некоторых конструкциях роллов размалывающий барабан заменен дисковым
рафинером.
Присадка размалывающего барабана у роллов старых систем
производилась при помощи винтового устройства, у более новых —
Рис 30. Ролл Бертрам-Джонса
при помощи весового устройства, а у современных роллов — при
помощи пневматического (или гидравлического) присадочного
устройства. Иногда роллы снабжаются автоматическими устройствами для присадки барабана по заданному графику.
Ролл РМВ. Роллы РМВ-5 и РМВ-8 выпускаются емкостью 5
3
и 8 ж с двигателями мощностью 65 и 85 кет. Эти роллы снабжены
сравнительно большим барабаном с весовым присадочным устройством и ванной обтекаемой формы с крутым уклоном. Барабан
смещен относительно центра ванных по ходу массы. Общий вид
ролла показан на рис. 28
Ролл Бертрам-Джонса. Ролл Бертрам-Джонса (рис. 30)
снабжен большим размалывающим барабаном с частым расположением ножей и высокой горкой, на которой располагаются три
планки, охватывающие ролльный барабан по дуге 75° Расстояние
между ножами на барабане 27 мм, толщина ножей обычно 6 мм,
при этом часто ножи имеют еще и фаску. Благодаря большим размерам ролльного барабана, более частому расположению ножей и трем планкам роллы этой конструкции наиболее эффективны из роллов периодического действия и успешно конкурируют
4*
83
в настоящее время с размалывающими аппаратами непрерывного
действия.
Высокая горка и форма колпака способствуют хорошему перемешиванию массы и быстрому ее гону. Ролльный барабан снабжен
поршневым присадочным устройством, работающим автоматически по заданному графику. Привод ролльного барабана осуществляется через клиноременную передачу от электродвигателя, расположенного над колпаком ролла на площадке.
Фирмой Бертрам-Джонса выпускаются также роллы непрерывного действия, пр-и этом последовательно устанавливаются несколько таких размалывающих барабанов без ванны.
Роллы периодического действия Бертрам-Джонса выпускаются
трех величин (с ванной емкостью 7,5; 11,25 и 15 ж3) и рассчи-
Рис 31. Ролл «Викторы» непрерывного действияI — размалывающий барабан; 2 — напускное устройство; 3 — поршень; 4 — планка;
5 — вход массы; 6 — выход массы
таны на загрузку 0,5; 0,75 и 1 т воздушносухих волокнистых материалов при концентрации 6%. Число ножей на барабане соответственно 156, 192 и 192 и на планках 60, 126 и 126. Мощность
двигателя соответственно равна ПО, 147 и 184 кет.
Ролл «Викторы». Массный ролл «Виктори» представляет собой
размалывающий барабан с тремя планками, расположенными под
барабаном центрально и прижимающимися к нему при помощи
гидравлических поршней — по два поршня на каждую планку.
Ролльный барабан вынесен из ванны и освобожден от функции
подачи массы к ножам и ее циркуляции. Для этой цели имеется
специальный бассейн с гонным колесом. Масса к ножам размалывающего барабана подается при помощи специального насоса и
напускного устройства. Масса, прошедшая между ножами, снова
возвращается в бассейн.
Размалывающий барабан снабжен осциллатором, сообщающим
ему прямолинейно-возвратное движение с шагом 20 мм в направлении оси, благодаря чему кромки ножей изнашиваются равномерно. Подачу массы к ролльному барабану можно регулировать.
Так как ролльный барабан освобожден от функции транспортирования массы и не связан с ванной, его габарит может быть увеличен, расстояние между ножами снижено, а окружная скорость
84
барабана увеличена. Все это позволяет повысить производительность и экономическую эффективность работы ролла по сравнению
с этими показателями работы роллов обычной конструкции.
В настоящее время выпускаются роллы этой системы как периодического действия с одним ролльным барабаном, так и непрерывного действия с тремя последовательно установленными
барабанами {рис. 31).
Техническая х а р а к т е р и с т и к а ролла периодического действия
Диаметр барабана, мм
1520
Ширина
»
»
2280
Число ножей на барабане
251
Расстояние между центрами ножей, мм
19
Число ножей на планках
16x3
Окружная скорость барабана, м/сек
20
Мощность двигателя для одного рояльного барабана, кет . 150
Число оборотов барабана в минуту
250
Технологическая характеристика ролла и его работа
Для оценки режущей и размалывающей способности аппаратов, в том числе и роллов, пользуются показателями: секундной
режущей длиной LCSK, поверхностью соприкосновения ножей размалывающих органов F, которую иногда не совсем правильно называют размалывающей поверхностью, и секундной размалывающей ПОВерхНОСТЬЮ FCeKВо всех последующих формулах приняты следующие обозначения:
т?,— количество ножей на барабане;
тп — количество ножей на планках;
бб — толщина ножа на барабане, см;
бп — толщина ножа на планке, см;
D — диаметр ролльного барабана вместе с ножами,, м;
В — рабочая ширина ролльного барабана, м;
/б — длина ножей на барабане, м;
1П — длина ножей на планке, м;
аб — угол между осью барабана и ножами барабаш* град;
ап — угол между осью барабана и ножами планки, гр.щВ;
п — число оборотов ролльного барабана в минуту;
v — окружная скорость барабана, м/сек;
w — скорость движения массы, м/сек.
Секундную режущую длину определяют по формуле
с е к
^
60
/сек.
м
(2)
Этот показатель характеризует способность размалывающего
аппарата укорачивать волокно при размоле. Режущее действие
аппарата при прочих равных условиях пропорционально секундной
режущей длине.
85
Поверхность соприкосновения между размалывающими поверхностями аппарата выражается формулой
„ _
тбтаЬфпВ
2
,„.
L 7tD COS ад COS an
Физический смысл этого показателя в точности соответствует
его наименованию. Величину этого показателя можно также определить путем получения отпечатка соприкосновения ножей на листе
бумаги или целлюлозы, если последний поместить между ролльным барабаном и планками и присадить барабан при остановленном двигателе. Площадь полученного отпечатка будет в точности
соответствовать значению F, вычисленному по формуле. Этот показатель не зависит от окружной скорости барабана, но зависит от
количества ножей на барабане и планках, ширины барабана и толщины ножей. Для одного и того же аппарата он будет зависеть
только от толщины ножей. Обычно для роллов емкостью 5—8 м3
этот показатель находится в пределах 200—1000 еж2, в зависимости
от толщины ножей, а секундная режущая длина в пределах
6—10 тыс. м/сек.
Для характеристики секундной размалывающей способности
ролла, или, вернее, растирающей его способности, пользуются выражением
^сек = FV СМ3/свК,
(4)
где v — окружная скорость, см/сек.
Этот показатель дает более правильные представления о размалывающей способности ролла, чем показатель F, так как он
отражает и влияние окружной скорости размалывающего органа
Для характеристики ужирняющего действия ролла пользуются
иногда так называемым числовым коэффициентом К, получаемым
из отношения секундной режущей длины к секундной размалывающей способности. Если подставить в формулу значения L c e K и
.Реек и произвести соответствующие сокращения, то получаем следующее простое выражение для числового коэффициента К:
К = - | ^ = -±-.
(5)
При числовом коэффициенте / « 1 , 2 5 получают жирный пшол,
при К= l,5-f-2 — средний, а при /С>2 — садкий.
Расчет мощности, потребляемой роллом
Энергия, затрачиваемая роллом, расходуется на размол волокна (полезная работа No) и на преодоление различных сопротивлений: на ускорение массы при входе в ячейки барабана Nit на
подъем массы N2, на трение ножей о массу N3, на трение ножей
о воздух Ni и на трение вала в подшипниках N5.
Таким образом, общая потребляемая мощность
N = No + Nj. -+- N2 -f Ns -f- Ыл + Л^5 кет.
86
(6)
на размол, ottpfjttAgWf да-^равнению
i*1— коэффициент размола, колеблющийся в пределах от
0,116 до 0,17 в зависимости от рода размалываемого
волокнистого материала;
р — удельное давление при размоле, кгс/см2;
F — поверхность соприкосновения ножей, смг;
v — окружная скорость размалывающего барабана, м/сек.
Остальные расчетные формулы для определения затраты мощности на преодоление вредных сопротивлений при размоле массы
в роллах см. в первом издании книги и в «Справочнике бумажника».
Коэффициентом полезного действия ролла называют отношение мощности, затрачиваемой на размол, к общей потребляемой
мощности ролла:
ГШ.
-П = — -
(8)
Мощность электродвигателя ролла
яг
(9)
где т]э — к. п. д. электродвигателя, равный приблизительно 0,9
Коэффициент полезного действия г|э зависит в первую очередь
от нагрузки ролла, т. е. от применяемого удельного давления при
размоле, а также от конструкции ролла [см. формулу (7)]. Этот
коэффициент может колебаться от 0,1 при размоле волокна при
очень малом удельном давлении до 0,4—0,5 при интенсивном размоле, достигая в отдельных случаях 0,6 (в роллах современных
конструкций).
Следует иметь в виду, что понятие коэффициента полезного
действия ролла до некоторой степени является условным, так как
не вся энергия, затрачиваемая на размол (вычисляется по формуле), действительно расходуется только на размол волокна,
а значительная часть ее переходит в тепло. Другую часть энергии
также нельзя считать безвозвратно потерянной, так как она, по-видимому, частично расходуется на размол (например, ударное действие ножей о массу и массы о колпак вызывает эффект гидроразмола).
Практика размола волокна в роллах периодического действия
На бумажных предприятиях применяют как совместный размол
полуфабрикатов в одном и том же ролле, так и раздельный размол волокнистых материалов в разных роллах. Первый способ
работы теперь применяется редко и главным образом на старых
бумажных фабриках с устаревшим оборудованием.
87
При смешанном размоле волокнистые материалы загружают
в ролл в определенном порядке: сначала более прочные и длинноволокнистые, требующие более интенсивного размола, а затем
менее прочные и коротковолокнистые, требующие менее интенсивного размола. Таким образом, в первой стадии размола при этой
системе ролл полностью не загружен и используется неэффективно. Если же полуфабрикаты загружать в ролл одновременно,
то менее прочные и коротковолокнистые материалы окажутся перемолотыми, а более длинноволокнистые и прочные материалы —
недостаточно разработанными.
Раздельный размол волокнистых полуфабрикатов более рационален. При этом способе каждый волокнистый материал размалывается отдельно с учетом его особенностей и получает оптимальную обработку, требуемую для данного вида бумаги.
Загрузка ролла. В ролл можно загружать сухие и жидкие полуфабрикаты. Предпочтительнее второй способ, так как ускоряется
загрузка ролла, снижается его оборот и расход энергии на размол,
а также улучшаются условия размола предварительно набухшего
волокна.
Привозные полуфабрикаты, например целлюлозу или древесную массу, иногда загружают в ролл в виде листов. Но такой метод нельзя считать рациональным, так как операция загрузки отнимает много времени (20—30 мин и более), требует применения
ручного труда, уменьшает производительность ролла и увеличивает расход энергии на размол. Гораздо рациональнее загрузка
измельченных сухих или полусырых полуфабрикатов, при которой
возможна механизация этой операции, например пневматическая
подача измельченных сухих материалов через циклон или через
специальный загрузочный бункер, расположенный непосредственно
над каждым роллом. Последняя система с успехом используется на
одной из отечественных бумажных фабрик, вырабатывающих высокосортные виды бумаги.
Наиболее рационально загружать в роллы жидкие, предварительно набухшие волокнистые материалы. Такой метод всегда
применяется, когда на предприятии есть свои полуфабрикатные
цехи. Привозную целлюлозу предварительно надо распускать на
волокнистую массу в гидроразбивателях, направлять сначала в мешальные бассейны, а затем в роллы.
Методы ведения размола в роллах. Во время загрузки ролльный барабан поднимают и опускают его на планку только после
того, как загрузка окончена и все комки полуфабриката разбиты
(если загружались сухие полуфабрикаты). С этого момента начинается процесс размола.
Режим размола выбирают в зависимости от размалываемого
волокнистого материала, требуемого характера помола и конструкции присадочного устройства ролла.
При размоле целлюлозы для большинства видов бумаги, содержащих древесную массу, и при выработке чисто целлюлозных
видов бумаги с относительно невысокой степенью помола массы,
а также при наличии весового присадочного устройства можно
вести размол при постоянном оптимальном удельном давлении,
иногда в конце размола уменьшая удельное давление и осуществляя расчес волокон. Точно так же ведут размол и при наличии
у ролла винтового присадочного устройства: сначала присаживают
ролльный барабан, ориентируясь на показания амперметра двигателя ролла, а затем после надлежащего укорочения волокна осуществляют его расчес.
При выработке тонкой конденсаторной бумаги из массы жирного помола, когда требуется расщепление волокна в продольном
направлении, его размол ведут с постепенной присадкой ролльного
барабана, начиная с очень легкого расчеса. При этом удельное
давление при размоле никогда не достигает высоких значений.
При выработке высокосортных видов бумаги размол тряпичных
волокнистых материалов начинают при сильной присадке ролльного барабана с тем, чтобы укоротить волокно, после чего давление уменьшают и размол ведут до требуемых длины волокна и
степени помола массы. Затем давление барабана еще снижают и
осуществляют легкий расчес волокна.
При размоле тряпичной и хлопковой полумассы для производства высокосортных видов бумаги теперь с успехом применяется
комбинированная полубазальтовая гарнитура с поршневым присадочным устройством: при ножевом барабане в ролл устанавливают
одну планку с ножами, а другую базальтовую. При такой гарнитуре размол тряпичной полумассы сначала ведут на одной ножевой планке при сильной ее присадке к барабану, а затем, по достижении требуемого укорочения волокон, ее опускают, присаживают
к барабану базальтовую планку и ведут размол при меньшем
удельном давлении с целью фибрилляции и гидратации волокна.
Такой метод размола позволяет почти в 2 раза сократить его продолжительность, снизить расход энергии, а также значительно
уменьшить нагрев массы и устранить его вредное влияние на
процесс.
Целлюлозу или тряпичную полумассу для выработки впитывающей и фильтровальной бумаги следует размалывать, используя
острые и тонкие ножи,1 при пониженной концентрации массы и
большом удельном давлении. Весь процесс осуществляется обычно
в течение непродолжительного времени, чтобы получить укороченное волокно, но нежирного помола.
Размол волокнистых материалов для получения жирного помола целесообразно вести на роллах с базальтовой или смешанной
гарнитурой или с широкими металлическими ножами при высокой концентрации массы и при относительно низком давлении
размола.
На рис. 32 показаны характерные микрофотографии целлюлозного волокна различной степени помола. Эти фотографии свидетельствуют о том, что в бумажной массе из сульфитной целлюлозы,
89
предназначенной для изготовления типографской бумаги № 1,
встречается большее количество укороченных волокон, чем в неразмолотой целлюлозе. В бумажной массе для подпергамента таких
волокон еще больше, а также много мелочи и слизи. В бумажной
массе для конденсаторной бумаги много тонких волоконец и пучков фибрилл.
I *
• гч?
'
Рис. 32. Микрофотографии волокон типичных размолов целлюлозы:
/ — немолотая сульфитная целлюлоза; 2 — сульфитная целлюлоза
(40° ШР) для писчей и бумаги для печати; 3 — сульфитная целлюлоза
(75 ШР) для подпергамента; 4 — сульфатная целлюлоза (96° ШР) длч
конденсаторной бумаги (увеличение для фотографий /, 2, 3 — Х60, а
для фотографии 4 — Х90)
Выпуск массы из ролла. По окончании размола, когда достигнуты требуемые параметры массы по длине волокна и степени помола и масса не содержит пучков или узелков, ролльный барабан
поднимают и массу выпускают в мешальный, или так называемый
подролльный, бассейн. При выпуске масса обычно разбавляется
оборотной водой. При надлежащих уклоне и диаметре выпускных
массопроводов выпуск массы продолжается не более 5 мин,
90
Таблица !5
Показатели работы роллов
Содержание в бумаге,
Бумаг»
тряпичной
полумассы
25
Типографская № 3
35
Писчая и типографская № 2 .
50
»
»
»
№ 1 .
П и с ч а я высшего качества
. .
100
30
70
Б у м а г а - о с н о в а д л я фотоподложк и , 120 г/л 2
, . .
100
Подпергамент
100
. . . . . . . .
Крафт-мешочная
100
К а б е л ь н а я , 0,12 мм
100
Т е л е ф о н н а я , 0,05 мм
100
К о н д е н с а т о р н а я , 7—12 г / л 3 . .
100
Фильтровальная
100
Документная
. , , , . . « . .
100
Папиросная
. . . . , . . . ,
50
50
Общая
степень
помола
готовой
массы, 'ШР
60—65
50—55
50
34—38
55
Концентрация
массы, %
Продолжительность
размола, ч
6
6
6
6
6
6
1,0
1,5
1,75
2,0—2,5
3,5—4,0
5,0—6,0
16—18
20—22
25—28
34—38
5
6—7
5-6
5—6
5-6
5,5
3,0—3,5
5,5—6,0
6,0
6,0
2,5
3,5—4,0
2,0—2,5
2,75—3,0
3,5—4,0
10—18
1,5—2,0
6,0—8,0
12
8—10
36—40
75—80
25—27
35
45
97—98
24—30
60—65
целлюлозы
Газетная
Степень
помола
компонента
бумажной
массы, °ШР
50
60
90
90
36—40
75—80
25—27
35
45
97—98
24—30
60—65
90
Удельный
расход
энергии
Halm
воздушносухой
бумажной
массы, квт-ч
30
75'
120
250
700
350
500—600
400—250
500—550
700—800
1800—3500
400—500
1000—1300
1300—1400
Технико-экономические показатели работы радидав. В та#л. 15
приведены типичные показатели работы роллов (да практики работы ряда отечественных предприятий).
Непрерывный размол в роллах периодического действия
В 1946 г. на одной из бумажных фабрик в Англии для выработки специальных видов оберточной бумаги был применен непрерывный размол в роллах периодического действия. С этой целью
семь роллов Бертрама были установлены ступенчато и масса
поступала из одного ролла в другой самотеком. Несколько позже,
в 1949 г., И. Э. Щегловым был разработан метод непрерывного
размола в роллах, который не требует ступенчатого расположения
роллов на разной высоте и может быть применен на старых действующих предприятиях без каких-либо перестановок роллов. Этот
метод заключается в том, что масса передается из ролла в ролл
по желобу или трубопроводу, который отбирает часть массы, перебрасываемой через барабан, и передает ее в следующий, соседний
ролл. Обычно последовательно работают в одном потоке три-пять
роллов. Неразмолотая масса жидким непрерывным потоком поступает в первый ролл и по мере размола непрерывно передается во
второй, затем в третий и так далее.
Размолотая масса непрерывно выгружается из последнего
ролла методом отбора массы, перебрасываемой через барабан. Отбор массы из ролла осуществляется при помощи шабера, установленного под колпаком со стороны входа под барабан, но достаточно высоко, чтобы обеспечить необходимый уклон для движения
массы по желобу. Количество отбираемой массы регулируется поворотом шабера при помощи рукоятки. Непрерывный размол
массы в роллах периодического действия по методу И. Э. Щеглова [50] позволяет несколько интенсифицировать процесс, снизить трудовые затраты, повысить производительность роллов и
снизить расход энергии на размол. Этот метод оправдывается при
малом обороте ролла, когда он значительную часть времени (при
загрузке и выгрузке массы) работает непродуктивно.
К недостатку этого способа размола следует отнести понижение
концентрации массы в роллах для лучшей передачи массы по желобам. Однако этот недостаток может быть устранен, если применить вместо желобов трубопроводы и подавать массу под давлением за счет ее скоростного напора при перебросе через барабан.
Размалывающие аппараты непрерывного действия
Непрерывный размол бумажной массы находит в настоящее
время все большее применение и вытесняет ролльный размол. Из
большого количества различных размалывающих аппаратов непрерывного действия наибольшее значение имеют конические мельницы и дисковые рафинеры. Кроме того, применяются роллы непрерывного действия, мельницы Мордена, полуконические мельницы, супротонаторы и др.
92
Конические мельницы
Коническая мельница, изобретенная Иосифом Жорданом
в 1848 г., длительное время использовалась лишь как подсобный
размалывающий аппарат в дополнение к роллам и самостоятельного значения не имела. Она применялась для домалывания массы
после роллов и для лучшего рафинирования волокна перед поступлением его на бумагоделательную машину.
Только в начале 30-х годов настоящего столетия были сделаны
первые попытки осуществить непрерывный размол массы в одних
конических мельницах. У нас такие опыты были проведены в 1934 г.
Н. О. Зейлигером [51] на Вишерском комбинате при выработке писчей и бумаги для печати из 100% сульфитной беленой целлюлозы.
Несмотря на то, что эти и другие опыты, проведенные за рубежом,
показали значительные преимущества непрерывного размола бумажной массы перед периодическим размолом в роллах, особенно
при выработке массовых видов бумаги в условиях специализации
бумагоделательных машин, значительное распространение непрерывный размол в конических и дисковых мельницах получил значительно позже.
В настоящее время из конических мельниц наибольшее применение находят мельницы Жордана (с наборной гарнитурой) и гидрофайнеры (с литой гарнитурой). Первые отличаются более тонкими ножами, работают с меньшей окружной скоростью конуса,
при более низкой концентрации массы и производят размол волокон при значительном их укорочении. Вторые отличаются более
толстыми литыми ножами, работают при более высокой окружной
скорости конуса, с более высокой концентрацией массы и производят рафинирующий, расчесывающий размол, при котором волокна
не претерпевают значительного укорочения, однако они хорошо
фибриллируются, гидратируются и дают достаточно прочный лист
бумаги, в особенности по показателям сопротивления раздиранию
и излому при относительно низкой степени помола по ШопперРиглеру.
К коническим мельницам можно отнести также мельницы Морцена, получившие теперь большое распространение за рубежом, и
полуконические мельницы.
Чаще всего непрерывный размол бумажной массы ведут в две
ступени, в гидрофайнерах и в мельницах Жордана Иногда его осуществляют в три ступени, используя эти и другие аппараты, например мельницы Мордена и дисковые рафинеры, и применяя различную размалывающую гарнитуру. При выработке массовых видов
бумаги из массы сравнительно садкого помола ее размол может
быть осуществлен в одну ступень в мельницах Жордана или в гидрофайнерах.
Коническая мельница Жордана (рис. 33). Она состоит из конического ротора с отдельными, закрепленными на нем, ножами и
статора (кожуха) с такими же ножами. Конический ротор (рис.34)
93
Приводится в движение от электродвигателя через эластичную
муфту сцепления, допускающую осевое перемещение конуса относительно неподвижного кожуха, чем достигаются сближение ножей
ротора и статора и необходимая присадка размалывающего органа. Перемещать конус в осевом направлении можно с помощью
Рис. 33. Общий вид конической мельницы Жордана:
/ — кожух (статор); 2 — присадочное устройство; 3 — вход массы; 4 — выход массы
ручного маховичка через червячную или зубчатую передачу,
а также с помощью электрического, пневматического или гидравлического серводвигателя. В последнем случае возможна присадка
конуса с пульта управления и автоматизация процесса размола.
Рис. 34. Ротор мельницы Жордана:
/ — конус (ротор); 2 — подшипники
Масса внутри мельницы перемещается не только за счет гидравлического напора при ее входе в узкий конец мельницы, но и за
счет центробежной силы, увеличивающейся при движении массы
от малого диаметра конуса к большому. Наблюдения, проведенные
в последнее время рядом исследователей как у нас, так и за рубе94
жом (Пашинский [52], Шильников, Хальме и Сирьянен [53]), показали, что масса внутри мельницы совершает сложное движение и
в зависимости от величины напора внутри мельницы всегда
имеется больший или меньший обратный поток массы, движущейся
в пазах между ножами от широкого конца мельницы к узкому. Это
говорит о том, что волокнистая масса не может беспрепятственно
пройти между ножами без размола.
Конический ротор может быть изготовлен вместе с валом из
одного куска металла, но может быть и полым чугунным, закрепленным на стальном валу. В продольные пазы на поверхности конуса вставляют ножи, которые крепятся к ротору стальными кольцами, и между ними закладываются деревянные прокладки. Применяют и другие методы крепления ножей на конусе и кожухе конических мельниц Жордана.
Ножи на конусе располагают по образующей с промежутками
15—30 мм, которые суживаются к узкому конду конуса. Обычно
на конусе устанавливают ножи двух размеров: длинные, по всей
длине конуса, и короткие, между длинными в широком конце
мельницы.
Кожух мельницы изготовляют обычно из чугуна разъемным из
двух половин и часто с ребрами жесткости, чтобы ножи не вибрировали при работе мельницы. Ножи на кожухе изогнуты под углом
170—174° и установлены так, что ножи конуса набегают на вершину угла этих ножей, что предотвращает западание ножей при
работе мельницы и улучшает размалывающее действие аппарата.
У других конструкций мельниц Жордана кожух выполнен неразъемным, из одной чугунной отливки. Расстояние между ножами
кожуха обычно бывает несколько меньше, чем на конусе, и составляет 10—20 мм. Высота выступа ножей на роторе и статоре обычно
равна 10—20 мм. Толщина ножей у мельниц Жордана изменяется
от 5 до 10 мм. Более тонкие ножи, толщиной 5—7 мм, применяют
у конических мельниц Жордана, устанавливаемых во второй или
третьей ступени размола после гидрофайнеров или дисковых рафинеров для укорочения волокон, более же толстые ножи, 8—10 мм,
применяют при размоле массы в одну ступень с меньшим укорочением волокон.
У конических мельниц Жордана срок службы ножей зависит
от их толщины и материала, из которого они изготовлены, и степени присадки, а также от кислотности среды и может колебаться
в пределах от 1 до 3 и более лет. Мельницы Жордана могут быть
снабжены базальтовой и полубазальтовой гарнитурой.
Конические мельницы создаются разных типоразмеров с конусностью ротора 11—24°. Мощность двигателя колеблется от 60 до
600 кет, окружная скорость по диаметру от 8 до 22 м/сек. Некоторые конструкции мельниц позволяют работать при разных окружных скоростях. Мельницы Жордана, предназначенные для укорочения волокон, работают при скорости 8—12 м/сек. Если при размоле
необходимо подвергнуть волокно большему
гидратирующему
действию при меньшем укорочении, применяют конические мельницы с более толстыми ножами, работающие со скоростью
14—22 м/сек.
Угол конуса мельницы также влияет на характер размола,
а именно: уменьшение угла конуса приводит к усилению режущего
действия ножей мельницы, а увеличение угла — к уменьшению
этого действия.
На характер размола массы влияет также расположение ножей
на конусе мельницы. При групповом расположении ножей мельница
работает с меньшим режущим действием, чем при их одиночном
расположении через равные промежутки.
Конические мельницы с наборной гарнитурой выпускаются
в СССР шести величин (табл. 16).
Таблица 16
Характеристика конических мельниц Жордана, выпускаемых в СССР
Показатели
Главный параметр,
м*
Угол конуса, град .
Длина конуса, мм .
Средний диаметр конуса, мм
Число оборотов ротора в минуту . .
Мощность привода,
кет
Величина конических мельниц
МКН-01
МКН-02
0,4
16
0,7
16
504
668
252
334
730/980
730/980
МКН-03
МКН-04
1,0
16
825
1,8
16
2,8
16
3,5
1072
1334
1492
536
664
746
400/590
365/490
300/365
400
500/730
75/125
МКН-05
МКН-06
16
75/100
28/55
125/250 200/320 250/400
П р и м е ч а н и е . Главным параметром конической мельницы называется площадь боковой поверхности сопряжения конуса и кожуха.
Конические мельницы Жордана в СССР выпускаются таких
же типоразмеров с углом конуса 22°, а также с базальтовой гарнитурой (марки МКБ).
Как видно из таблицы, мельницы марки МКН в зависимости от
их назначения и требований производства могут выпускаться
в двух вариантах по мощности электродвигателя, а следовательно,
и скорости вращения ротора.
Конические мельницы Шартля — Миами фирмы Блек-Клоусон
(США) выпускаются 11 типоразмеров с различными углами конусов и мощностью двигателя от 25 до 588 кет.
Широкое применение находят также конические мельницы Жордана Мессон-Миджет (Англия) и скоростные мельницы Джонса
(США). Скоростная мельница Джонса (рис. 35) отличается малым
габаритом, малым весом и компактностью. Она имеет конус длиной 500 мм и диаметром 350/200 мм, снабжена роликовыми подшипниками и двигателем мощностью 55 или ПО кет (число оборотов 900 или 1200 в минуту). Она очень экономична по расходу
энергии и позволяет точно контролировать качество массы
(имеется указатель зазора между ножами ротора и конуса). Подбирая соответствующую гарнитуру и электродвигатель, можно подвергать массу в этой мельнице как режущему, так и гидратирующему действию. Применяется скоростная мельница Джонса для
размола тряпичной полумассы и целлюлозы при производстве высокосортных, конденсаторных и других видов бумаги [54].
Гидрофайнер. Гидрофайнеры представляют собой скоростные
конические мельницы с цельнометаллической литой гарнитурой,
Рис. 35. Скоростная мельница Джонса
предназначенные для расчеса, рафинирования и гидратации массы
без существенного укорочения волокна. Они отличаются малым габаритом, очень компактны и обладают вместе с тем сравнительно
высокой производительностью.
Наиболее распространен у нас гидрофайнер первой величины
з а в о
а
9^Й7ДИЛТС>>
?
Тампелла (рис. 36). Ротор диаметром
Z6bl6S( мм и длиной 673 мм насажен на стальной вал снаружи
имеет ножевую рубашку из хромистой стали, на которой выфрезерованы ножи трех размеров по длине толщиной от 10 до 14 мм
в количестве 48 шт. (24+12+12).
^Чугунный корпус статора, как и ротор, снабжен съемной ножевой рубашкой из хромистой стали с выфрезерованными зигзагообразными ножами двух размеров (58 шт.) и толщиной 10—12 мм
Подшипники ротора сферические, перемещающиеся вместе с валом при его передвижении вдоль оси. На валу ротора со стороны
97
входа массы установлена крыльчатка для гона массы. Присадка
ротора производится перемещением его в осевом направлении, как
и у мельниц Жордана, при помощи ручного маховичка. Некоторые
современные конструкции гидрофайнеров снабжены электрическим,
пневматическим или гидравлическим присадочным устройством,
управляемым со щита.
I
'&•-._.
Рис. 36. Гидрофайнер:
-Общий вид; б —разрез; / — ротор; 2 —статор; 3 — присадочное устройство;
5 — крыльчатка
Ротор гидрофайнера приводится во вращение от электродвигателя мощностью 150 кет (число оборотов 1450 в минуту) без промежуточного редуктора. При этом окружная скорость по среднему
диаметру ротора составляет около 24 м/сек.
Благодаря установке на валу крыльчатки гидрофайнер может
работать при концентрации массы до 6%. Такая концентрация
массы, как известно, лучше способствует гидратирующему действию размола, чем более низкая, при которой обычно работают
конические мельницы. Поэтому при двухступенчатой схеме размола
98
на гйдрофайнерах и мельницах Жордйна целесообразно иметь соответствующие концентрации массы на каждой ступени размола.
Гидрофайнеры завода Тампелла выпускаются трех величин
с мощностью двигателя 65, 150 и 260 кет. Гидрофайнеры БлекКлоусон (США) выпускаются разных типоразмеров с мощностью
двигателя от 37 до 300 кет и снабжаются автоматическим присадочным устройством «Дюотролл» (электродвигатель), управляющим присадкой ротора по заданной программе и поддерживающим
нагрузку аппарата постоянной.
Большое применение получили у нас также гидрофайнеры Юльхафайнер, выпускаемые в Финляндии, и Эшер-Висс, выпускаемые
в Австрии.
В СССР гидрофайнеры выпускаются шести величин с мощностью двигателя от 55 до 600 кет и пропускной способностью от 5
до 150 т массы в сутки. Все гидрофайнеры имеют угол конуса 22°
и могут работать в зависимости от назначения при разном числе
оборотов ротора и разной мощности двигателя. (Подробная характеристика отечественных гидрофайнеров марки МКЛ приведена
в «Справочнике бумажника», т. II, 1965 г.) Они с успехом применяются при двухступенчатой схеме размола в комбинации с мельницами Жордана при выработке многих видов бумаги из целлюлозы и в особенности крафт-мешочной, электроизоляционных и
других видов бумаги из сульфитной целлюлозы и древесной массы.
В последнем случае размол целлюлозы можно проводить на одних
гйдрофайнерах. При выработке бумаги с высоким содержанием
древесной массы, например газетной или типографской № 2 и 3,
не требуется размол целлюлозы до высокой степени помола. Целлюлозу нужно только освободить от пучков (рафинировать), расчесать и слегка гидратировать. Более экономично такой размол осуществляется на гйдрофайнерах.
При размоле бумажной массы в гйдрофайнерах степень помола
массы растет незначительно, поэтому масса легко обезвоживается
на сетке бумагоделательной машины. Наряду с этим улучшаются
механические свойства бумаги, особенно сопротивление раздиранию, надрыву и излому, так как волокно хорошо фибриллируется
и гидратируется при размоле без значительного укорочения и приобретает пластичность. Последнее свойство волокна имеет большое значение для листообразования и формирования межволоконных связей (рис. 37).
Схемы установок и работа конических мельниц. Конические
мельницы могут быть использованы для домалывания и рафинирования массы в дополнение к роллам, а также в качестве самостоятельных размалывающих аппаратов непрерывного действия. В зависимости от назначения схемы их установок могут быть
различными. В первом случае конические мельницы могут устанавливаться либо в ролльном отделе между массным и машинным
бассейнами, либо после машинного бассейна непосредственно перед
бумагоделательной машиной. Вторая установка предпочтительнее,
99
так как позволйет быстрее исправлять недостатки качества массы,
поступающей из ролльного отдела, и лучше приспосабливать ее
к требованиям производства. Конической мельницей в этом случае
управляет сеточник. Коническую мельницу для рафинирования и
регулирования помола массы устанавливают сравнительно небольшой производительности с таким расчетом, чтобы она была полностью загружена, иначе аппарат будет работать неэкономично.
При использовании конических мельниц в качестве самостоятельных размалывающих аппаратов непрерывного действия применяются циклические и непрерывные
схемы размола. Первая из них применяется при сравнительно небольшой
производительности установки и может быть использована при размоле
до высокой степени помола массы.
Она может с успехом применяться
при выработке широкого ассортимента бумаги на одной и той же бумагоделательной машине, так как позволяет
менять характер размола волокна.
Непрерывная схема размола приг
л
меняется при большой производительСтупени размола
ности установки и при специализированной выработке на одной машине
Рис. 37. Влияние двухступенодного или нескольких сходных видов
чатого
размола
бумажной
массы в гидрофайнере и кобумаги из массы относительно невысонической мельнице Жордана
кой степени помола. Эта схема облана развитие показателей прочдает меньшей гибкостью по сравнености бумаги*
нию с первой и ее труднее использо; — степень
помола по ШопперРиглеру; 2 — усадка; 3 — растяживать при переходе с выработки одного
мость; 4 — сопротивление раздиравида бумаги на другой.
нию, 5 — сопротивление продавливанию
Схема установки конических мельниц по циклическому методу работы
представлена на рис. 38 в трех различных вариантах: с одним
приемным бассейном, с двумя приемными бассейнами и усовершенствованная схема с одним приемным бассейном и промежуточным питателем. При наличии одного приемного бассейна неразмолотая целлюлоза подается в него периодически, и после
заполнения бассейна производится размол массы по схеме: бассейн, насос, мельница и снова приемный бассейн. Размол ведется
до тех пор, пока масса не достигнет необходимой степени помола,
после чего переключают задвижки на линии после мельницы и
перекачивают массу в бассейн размолотой массы. Чтобы не было
разрыва в работе мельницы, в приемный бассейн подают новую
партию неразмолотой целлюлозы в тот момент, когда масса перекачивается через мельницу в бассейн размолотой массы. Чтобы размолотая масса не смешивалась с неразмолотой, применяют горизонтальные бассейны специальной U-образной формы с циркуля100
цией массы при ПОМОЩИ насоса, подающего массу в мельницу и
обратно в бассейн, или вертикальные бассейны с коническим основанием и циркуляционным устройством в нижней части бассейна,
Такие бассейны с малой скоростью движения массы позволяют
подавать неразмолотую целлюлозу, не смешивая ее с размоло-65
той, в противоположный от насоса конец ванны бассейна. Нев
г—1
достатком этой схемы является
отсутствие контрольной и автоматической аппаратуры, вследствие
1
t
чего возможны колебания качества массы.
Второй вариант этой схемы
с двумя приемными бассейнами
и автоматизацией процесса размола и перекачки готовой массы
показан на рис. 38, б. Работа по
этой схеме ведется в несколько
й
заданных циклов следующим образом. Неразмолотая целлюлоза
поступает в первый приемный
бассейн (с этого момента начинается первый цикл размола), из
которого масса насосом подается
на мельницу и поступает во второй приемный бассейн. Когда вся
масса из первого бассейна перейдет во второй, регулятор, связанный с уровнемером первого
бассейна, автоматически перед
ключает задвижки на трубопроводах, и масса начинает поступать из второго бассейна через Рис. 38. Схемы установки конических
мельниц:
мельницу в первый бассейн (втоциклическая схема с рециркуляцией
рой цикл размола). Так продол- ана—бассейн;
б — то же с двумя приемными
жается до тех пор, пока не будет бассейнами; в — то же с одним приемным
бассейном и питателем; г — схема непревыполнена заданная программа рывного
размола с дросселированием массы
на
выходе
из мельницы; а — то же с реразмола на определенное количе- циркуляцией «на
себя»; / — приемный басство циклов, и масса не достиг- сейн; 2 — бассейн размолотой целлюлозы;
— поступление немолотой целлюлозы; 4 —
нет требуемой степени обработки. 3коническая
мельница; 5 —насос; 6 — питабачок; 8~Затем
масса
перекачивается тель; 7 —распределительный
тройная задвижка
в бассейн размолотой массы. Во
время этой перекачки один из двух свободных бассейнов наполняется массой. Далее начинается размол новой партии целлюлозы.
Количество заданных рабочих циклов при размоле партии цел-
У
101
лк>лоШ Контролируется реле времени. Присадка ротора конической
мельницы автоматически регулируется в зависимости от нагрузки
двигателя при помощи серводвигателя. Эта схема размола более
совершенна по сравнению с первой и позволяет размалывать массу
в конических мельницах для любого вида бумаги независимо от
степени и характера разработки волокна.
На рис. 38, в показан третий вариант циклической схемы.
Здесь второй приемный бассейн заменен промежуточным питателем, через который циркулирует волокнистая суспензия при размоле. Эта схема проще предыдущей и сохраняет все ее достоинства. При работе по этой схеме немолотая целлюлоза непрерывно
поступает в приемный бассейн и отсюда насосом подается на одну
или несколько конических мельниц и далее направляется в питатель. По достижении максимального уровня массы в питателе
поступление немолотой целлюлозы к насосу автоматически отключается, и масса начинает циркулировать из питателя через конические мельницы и обратно в питатель в течение определенного времени, установленного программой. Затем переключаются соответствующие задвижки на трубопроводах, и целлюлоза через
мельницы поступает в бассейн размолотой массы. Когда уровень
массы в питателе снизится до минимальной отметки, вновь переключаются задвижки и начинается размол новой порции целлюлозы [56].
На рис. 38, г показана схема подготовки массы непрерывным
способом с ее дросселированием на выходе из последней мельницы
при помощи задвижки. Неразмолотая масса непрерывно поступает
в приемный бассейн и оттуда насосом подается на одну или несколько конических мельниц, установленных последовательно. Из
мельниц масса поступает в бассейн. Необходимая скорость подачи
массы и время пребывания массы в мельнице регулируются задвижкой, установленной на линии за последней мельницей. Таким
образом, в этой схеме неразмолотая масса непрерывно, с постоянной скоростью поступает в приемный бассейн и проходит через
конические мельницы при определенной присадке ротора. Необходимая обработка массы по этой схеме достигается степенью присадки ротора и временем пребывания массы в мельнице. Обычно
при работе по этой схеме масса подается в мельницу непосредственно насосом, без промежуточного напорного бачка с постоянным переливом, вследствие чего гидравлическое давление внутри
мельницы может быть высоким.
На рис. 38, д показана схема непрерывного размола массы
с циркуляцией «на себя». Бачок, установленный над мельницей,
состоит из двух половин. В каждой половине имеется переливная
перегородка. Неразмолотая масса насосом подается из бассейна
в первую половину напорного бачка и оттуда поступает в коническую мельницу, избыток неразмолотой массы переливается через
перегородку и снова возвращается в бассейн. Масса, пройдя мельницу, поступает во вторую половину напорного бачка и оттуда по
102
трубопроводу н а п р а в л я е т с я в бассейн размолотой массы. И з б ы т о к
размолотой массы переливается через перегородку и снова поступает в мельницу, присоединяясь к неразмолотой массе, поступающей из первой половины бачка.
Количество размолотой массы, поступающей в м е т а л ь н ы й бассейн, устанавливается с т а к и м расчетом, чтобы обеспечить бесперебойную работу бумагоделательной машины. Э ф ф е к т обработки
массы в этой системе зависит от степени присадки ротора мельницы и величины потока размолотой массы, в о з в р а щ а ю щ е й с я
в мельницу (т. е. от коэффициента рециркуляции). Чем больше загружена мельница и чем меньше от нее отводится размолотой
массы в бассейн готовой массы, тем выше эффект ее обработки
(больше увеличивается степень помола по Шоппер-Риглеру).
Таким образом, в обеих схемах непрерывного р а з м о л а массы
в конических мельницах эффективность обработки массы регулируется присадкой р а з м а л ы в а ю щ и х органов мельниц, а т а к ж е отбором размолотой массы (или производительностью мельницы). Следовательно, между эффектом обработки массы и производительностью конической мельницы существует о б р а т н а я зависимость,
производительность мельниц зависит от вида волокна и требуемой степени помола массы.
П р и н ц и п и а л ь н а я разница между двумя вышеуказанными схемами непрерывного размола массы заключается в том, что при
размоле массы по второй схеме с рециркуляцией процесс обработки волокна прерывается на время циркуляции массы в бачке
(при этом волокно лучше набухает). Кроме того, размол массы
протекает при меньшем гидравлическом давлении в мельнице.
В схеме с рециркуляцией напор массы не превышает обычно 2 — 3 м
вод. ст., тогда к а к при подаче массы в мельницу насосом этот напор может достигать гораздо больших значений. Повышение гидравлического давления внутри мельницы при сильном дросселировании массы з а д в и ж к о й на выходном массопроводе приводит к возрастанию потребления мощности мельницей, и этот повышенный
расход энергии на р а з м о л не компенсируется пропорциональным
возрастанием эффекта обработки массы.
Таким образом, в отношении расхода энергии на р а з м о л эта
схема, по-видимому, имеет некоторые преимущества перед схемой
с дросселированием массы на выходе из последней мельницы. Тем
не менее вторая схема проще и имеет более широкое применение
на бумажных и картонных предприятиях, нежели первая. К а к пок а з а л а практика, схема включения мельниц с дросселированием
массы на выходном трубопроводе работает достаточно эффективно
при сравнительно большой пропускной способности мельниц и, следовательно, при м а л о м дросселировании массы, когда гидравлическое давление массы внутри мельницы не очень велико. Увеличение гидравлического давления внутри мельницы, создаваемое
з а д в и ж к о й на выходе массы из мельницы, приводит к значительному повышению степени помола и гидратации массы при размоле
103
но в то же время вызывает увеличение удельного расхода
энергии.
Рассмотренные выше схемы включения конических мельниц
могут применяться и при установке других размалывающих аппаратов непрерывного действия. При производстве различных видов
бумаги и картона теперь часто применяют двух- и трехступенчатый размол волокнистых материалов в различных размалывающих
аппаратах, используя разные методы их включения и комбинируя
иногда циклический размол с непрерывным.
Показатели работы и потребляемая мощность. Эффективность
работы конических мельниц может быть охарактеризована, как и
роллов, показателями секундной режущей длины LCeK, поверхностью соприкосновения ножей ротора и статора F, секундной размалывающей поверхностью .Реек и числовым коэффициентом К. Эти
показатели рассчитывают по тем же формулам, что и для роллов,
приведенным на стр. 85, но, так как ножи на роторе и статоре
имеют различные размеры и располагаются группами, эти величины рассчитывают по группам, а затем суммируют. Ввиду сравнительной сложности расчета указанных показателей Р. В. Войцеховский разработал более простые формулы для приближенного расчета 1.
Следует отметить, что указанными показателями можно пользоваться лишь при сравнении между собой аппаратов с примерно
одинаковой окружной скоростью размалывающих органов, так как
формулы не учитывают влияния такого фактора процесса размола,
как окружная скорость ротора. Этот фактор является весьма важным для конических мельниц, в которых волокно многократно перебрасывается от ножей к ножам, претерпевая наряду с режущими
действиями кромок ножей интенсивные ударные и расчесывающие
воздействия. Ударное воздействие ножей увеличивает эффект гидроразмола, который возрастает с повышением окружной скорости
ротора. Действие удара ножей зависит от живой силы, которая,
как известно, повышается пропорционально квадрату скорости.
С увеличением скорости вращения ротора конической мельницы
(при тех же самых показателях режущей длины и поверхности
соприкосновения ножей) усиливается эффект гидроразмола, а следовательно, и повышается гидратация массы при меньшем укорочении волокон. Таким образом, при выборе типа конической мельницы необходимо учитывать значение фактора скорости.
Мощность, потребляемую коническими мельницами, можно рассчитать теоретически примерно по той же схеме, что и для роллов.
Однако методика расчета мощности для конических мельниц разработана еще недостаточно, поэтому расчетные формулы здесь не
приведены2.
1
См Справочник бумажника-технолога, т II Изд-во «Лесная промышленность», 1965, стр 354
2
По этим вопросам см И И Б о г о я в л е н с к и й «Технология бумаги»,
ч I Гослесбумиздат, 1946, стр 172
104
Существующие расчетные формулы не учитывают эффекта гидроразмола, который особенно значителен у скоростных конических
мельниц. Наличие внутри мельницы гидравлического давления
вызывает «самозатягивание» конуса и затрудняет расчет удельного
давления между размалывающими органами мельницы при размоле. Неясность этих и некоторых других величин, например количества перебросов массы в мельнице, приводит к неточному расчету
потребляемой мощности.
Исследования работы конических мельниц показали, что они
имеют более высокий коэффициент полезного действия (60—65%),
чем роллы. Конические мельницы при рациональной схеме включения, правильном выборе их величины, толщины ножей и режима
размола работают более экономично, чем роллы, с меньшим удельным расходом энергии [55].
Как уже указывалось, эффект размола, определяемый обычно
приростом степени помола массы по Шоппер-Риглеру за один проход через мельницу, может быть весьма различен в зависимости
от вида волокна, степени присадки ротора и пропускной способности мельницы. При большой пропускной способности конической
мельницы как рафинирующего волокно аппарата прирост степени
помола массы составляет 1—2° ШР, а при работе мельницы как
домалывающего аппарата и при сравнительно сильной присадке
ротора — 3—4° ШР. При работе мельницы по непрерывной схеме
с дросселированием или рециркуляцией и меньшей пропускной
способности прирост степени помола массы обычно составляет 6—
12° ШР и может достигать 18—20° ШР.
Удельный расход энергии на размол массы в конических мельницах обычно относят к 1 т воздушносухой массы, однако иногда
более правильное представление об эффективности работы мельницы дает показатель расхода энергии в киловатт-часах, отнесенный к приросту степени помола 1 т массы на Г ШР.
В табл. 17 приведены ориентировочные данные об удельном
расходе энергии при размоле массы в конических мельницах и
в роллах, полученные при производственных испытаниях.
При размоле в роллах расход энергии обычно выше на 10—
15%, а при размоле на дисковых рафинерах (в низких областях
размола) —ниже на 15—30%.
Приведенные показатели удельного расхода энергии в расчете
на 1 г и 1°ШР характерны только для определенных стадий размола массы, так как степень помола массы изменяется во времени
не по закону прямой линии, а несколько иначе. Обычно в первой
стадии размола массы степень помола возрастает сравнительно
медленно, в средней стадии (от 30 до 70° ШР) быстрее и в последней стадии размола очень медленно по затухающей кривой. Это всегда следует учитывать при оценке эффективности процесса размола
массы на разных стадиях этого процесса.
Используя данные табл. 17 и зная начальную и конечную степень помола массы и мощность, потребляемую конической мельни105
Таблица 1?
Удельный расход энергии при размоле целлюлозы
в конических мельницах и роллах
Степень
помола °ШР
Бумага
Размалывающая
гарнитура
Л
ч
а* к
иа
Сульфитная
небеленая
То же
Сульфитная
беленая
То же
» »
Сульфатная
небеленая
То же
С древесной массой
яО кЯ
a s
Ножевая
13—15
20—24
18-22
Жиронепроницаемая
То же
я> »
Без древесной массы
Полубазальтовая
Базальтовая
Ножевая
13—15
13—15
13—15
15
50-75
50—75
50—75
30
14—15
10-12
8—10
12-15
То же
Жиронепроницаемая
Крафт-мешочная
Базальтовая
Ножевая
15
15
10-12
10-12
40
60-90
25—30
10-12
6-8
23—28
35—50
20-23
Кабельная, телефонная
цей при размоле данного вида волокна, можно определить производительность мельницы и количество мельниц, необходимое для
установки.
Производительность конической мельницы при размоле волокнистого материала для данного вида бумаги определяют по следующей формуле:
Р= —^L2*—
т
в сутки,
(10)
где
iVn — потребляемая мощность размалывающего аппарата
при размоле целлюлозы для данного вида бумаги,
кет;
Ny — удельный расход энергии на размол, кет- ч/т-°ШР;
gn и gB— конечная и начальная степень помола, °ШР.
Необходимое количество размалывающих аппаратов определяют по формуле
1де Q — количество целлюлозы, подлежащее размолу в сутки, г;
Р — суточная производительность размалывающего аппарата, т.
Расположение конических мельниц при непрерывном размоле
массы, т. е. количество мельниц, установленных последовательно
в одной поточной линии, и количество таких параллельных линий
зависят от принятой схемы установки и режима работы мельниц.
Тип и величину мельниц выбирают в зависимости от характера
размола массы и величины ее потока. Большие мельницы целесо106
образно устанавливать только на больших потоках На малых
потоках лучше ставить несколько небольших мельниц, чтобы
можно было маневрировать наличным оборудованием и вести размол более экономично. Включение или выключение одной из двух
или трех больших конических мельниц всегда связано с большими
изменениями в расходе энергии на размол или в степени размола
массы. При установлении мельниц по трехступенчатой схеме непрерывного размола для выработки массовых видов бумаги, когда степень помола массы не превышает 35—40° ШР, целесообразно устанавливать мельницы в каждой ступени параллельно и применять
дросселирование массы на выходном массопроводе.
При двухступенчатой схеме непрерывного размола и низкой
конечной степени помола массы, например 25° ШР, можно устанавливать мельницы параллельно, при более же высоком помоле их
приходится располагать последовательно по две-три в цепочке. При
одноступенчатой схеме непрерывного размола иногда ставят и значительно большее количество мельниц в одной цепочке, хотя это
создает известные неудобства в регулировании их работы, так как
при дросселировании массы на выходе из последней мельницы создается неравномерное гидравлическое давление в отдельных аппаратах. Для выравнивания давления надо регулировать поток массы
после каждой мельницы, поэтому у каждой мельницы необходим
манометр.
Конические мельницы обычно устанавливают на втором этаже
размольного отдела, часто непосредственно перед бумагоделательной машиной, а мешальные бассейны для неразмолотой и размолотой массы — в первом этаже.
При установке нескольких конических мельниц по схеме с рециркуляцией «на себя» целесообразно располагать над ними общий переливной желоб с подвижными перегородками, разделенный
на отделения по числу мельниц. В этом случае коммуникации от
мельниц к желобу сильно упрощаются и любая мельница может
быть отключена и заменена другой без нарушения хода процесса.
Каждая коническая мельница должна быть снабжена индивидуальным электродвигателем и регистрирующей аппаратурой. Однако большинство конических мельниц оборудовано пока ручным
присадочным устройством. Величину присадки ротора рабочий
устанавливает по показаниям амперметра, характеризующим нагрузку двигателя.
Некоторые фирмы снабжают свои конические мельницы автоматическими присадочными устройствами, действующими по заданному программному графику, а также устройствами, поддерживающими постоянной нагрузку двигателя при работе мельницы
В обоих случаях имеется также ручное управление работой мельницы.
В последнее время разработаны оригинальные конструкции
приборов, регистрирующих степень помола (или садкость) массы
в процессе непрерывного ее размола. На этой основе сделаны
107
попытки осуществить автоматическое регулирование процесса размола массы.
Непрерывный размол массы в конических мельницах позволяет
автоматизировать процесс подготовки бумажной массы, требует
небольшого количества аппаратов, меньшей площади для их размещения, меньшей затраты энергии и рабочей силы по сравнению
с ролльным размолом и обеспечивает получение более однородной
массы.
Мельница Мордена
Мельница Мордена является разновидностью конической мельницы с регулируемым рециркуляционным потоком массы внутри
самой мельницы. Она очень компактна, производительна и позволяет вести достаточно эффективно как рафинирование, так и размол с укорочением волокна.
п
Рис. 39. Мельница Мордена «Стокмейкер»:
J — общий вид и разрез мельницы; 2 — ротор, 3 — статор, 4 — рециркуляцион
ный клапан, 5 — присадочный маховичок, 6 — крыльчатка
Современная мельница Мордена (рис. 39) представляет собой
размалывающий аппарат непрерывного действия. Мельница состоит из вращающегося полого ротора, соединенного непосредственно с электродвигателем эластичной муфтой, и неподвижного
статора (кожуха), соединенного с маховичком присадочного механизма.
108
Ротор и статор неразъемные и изготовлены из отдельных
отливок хромистой стали или фосфористой бронзы (при работе
в слабокислой среде). Ножи на роторе установлены на таком же
расстоянии друг от друга, как и на ролльном барабане, а на статоре— с меньшими промежутками.
Масса подается насосом внутрь полого ротора под давлением
около 1,75 кгс/см2 и при помощи крыльчатки, насаженной на конце
вала, прогоняется между ножами ротора и статора в направлении
от широкого конца мельницы к узкому, при этом давление массы
повышается до 3,5—4,2 кгс/см2. Из выпускной камеры массу при
помощи клапанов можно направить на выход или снова в приемную камеру, а затем обратно в мельницу. В первом случае мельница будет работать с однократным пропуском массы, во втором —
с многократным (с рециркуляцией). Величину рециркуляционного
потока массы, а следовательно, и степень обработки волокна и
производительность мельницы при помощи указанных клапанов
можно регулировать в широких пределах.
До 1952 г. мельницы Мордена («Stockmaker») выпускались
с двигателем мощностью 110 кет для размола сульфитной целлюлозы и 150 кет для размола сульфатной целлюлозы. Число оборотов ротора 750—900 в минуту, вес мельницы 2—3 т, число ножей
на роторе 40 и на статоре 63. Окружная скорость ротора на широком конце аппарата 17,5—21 м/сек. Максимальная пропускная
способность аппарата 100 г в сутки. Коэффициент полезного действия мельницы 60—65%.
В настоящее время мельницы «Stockmaker» применяются в первой ступени размола. Для второй ступени размола с целью укорочения волокна теперь выпускаются мельницы «Stuffmaker», отличающиеся от первых более длинным ротором с меньшим углом конуса, более частым расположением ножей и направлением потока
массы от узкого конца в широкий. Эти мельницы работают без
рециркуляции массы. Выпускаются они двух величин с двигателем
мощностью 180 и 250 кет.
Конические мельницы Мордена работают при концентрации
массы 2—5% и применяются при выработке широкого ассортимента бумаги: писчей, для печати, крафт-мешочной, папиросной,
пергамина и др. [53]. Устанавливают их в качестве самостоятельных размалывающих аппаратов непрерывного действия как в размольно-подготовительном отделе, так и непосредственно перед
бумагоделательной машиной. При необходимости получить массу
высокой степенью помола в одном потоке устанавливают последовательно две и более мельницы.
Очень часто мельницы Мордена используются при размоле
массы для выработки жиронепроницаемой бумаги, в частности
подпергамента и пергамента. В этом случае мельницы ставят непосредственно перед бумагоделательной машиной. Например, перед одной бумагоделательной машиной с суточной производительностью около 100 г подпергамента установлена 21 мельница такого
109
типа. Каждая мельница имеет производительность около 5 г
в сутки при помоле массы около 70° ШР. При этом расход энергии
на 1 т бумаги составляет около 460 квт-ч (или 8 кет • ч/°ШР).
Дисковые рафинеры
Дисковые рафинеры — размалывающие аппараты непрерывного
действия. В настоящее время они находят широкое применение
в производстве бумаги, картона, полуцеллюлозы и древесноволокнистых плит. Все шире начинают применяться для непрерывного
размола бумажной массы и в ряде случаев вытесняют конические
мельницы. Особенно широкое распространение они получили в Канаде, США, в Скандинавских странах и в Японии. В СССР они
установлены в основном на новых предприятиях.
Дисковые рафинеры применяются в первой и даже во второй
ступени размола целлюлозы, где они вытесняют гидрофайнеры.
Они хорошо рафинируют и фибриллируют волокно без укорочения,
повышая прочностные свойства бумаги, особенно сопротивление
раздиранию и излому, и ее растяжимость при низкой степени помола массы. Такая масса хорошо обезвоживается на сетке бумагоделательной машины. Дисковые рафинеры имеют большую мощность и производительность, требуют меньшие площадь для их размещения и капитальные затраты на установку, проще и дешевле
в обслуживании, расходуют меньше энергии на размол и экономичнее в работе, чем конические мельницы [55, 56].
В последующих стадиях размола наряду с коническими мельницами Жордана с успехом применяются трехдисковые рафинеры
фирмы Спроут-Вальдрон.
Дисковые рафинеры с базальтовой гарнитурой особенно пригодны для размола коротковолокнистой целлюлозы из лиственных
пород древесины и однолетних растений — соломы, багассы, тростника и др. Кроме того, они в последнее время получили применение
для размола волокнистых материалов при высокой концентрации
массы, 20—30%.
Дисковые рафинеры выпускаются с двумя и тремя дисками
У первых могут вращаться один или оба диска (в разных направлениях), у вторых вращается лишь один средний диск. Мельницы
с двумя дисками выпускаются фирмами Сутерленд (только с одним
вращающимся диском), Бауера, Спроут-Вальдрон. В СССР изготовляются рафинеры марок МФ и ФД. Мельницы с тремя дисками
выпускаются фирмами Спроут-Вальдрон и Бертрам.
Двухдисковые мельницы обычно изготовляются с литой гарнитурой иногда с базальтовой, трехдисковые — как с литой, так и
с наборной гарнитурой. В бумажном и картонном производстве
применяются обычно двухдисковые рафинеры с одним вращающимся диском и трехдисковые, работающие при концентрации
массы 3—5%. Двухдисковые рафинеры, у которых оба диска вращаются в разные стороны, применяются главным образом для
но
размола щепы и Другие Волокнистых отходов в производстве
древесноволокнистых плит и работают при концентрации от 8—•
10% до 12-15% [57].
Размалывающая гарнитура обычно выполняется в виде шести
сменных сегментов, закрепляемых на внутренней поверхности дисков. Сегменты выполняются из чугуна или стали. Расположение
и форма канавок на сегментах выбираются в зависимости от вида
и характера обработки волокнистого материала. Обычно канавки
располагаются кольцевыми рядами с разным углом наклона в каждом ряду к радиусу диска, а глубина канавок уменьшается от
центра к периферии. По мере износа кромки канавок затупляются
и глубина канавок уменьшается, что отражается на характере
размола и производительности рафинера. Чтобы поддержать постоянным состояние режущих кромок, иногда практикуют через
определенные интервалы времени изменение направления вращения дисков [58]. При сильном износе канавки углубляют проточкой
или заменяют сегменты.
Эффект обработки волокна в дисковых рафинерах зависит от
типа размалывающей гарнитуры, концентрации массы, вида волокнистого материала, зазора между дисками и количества проходящей массы. Последнее зависит от величины зазора между размалывающими органами и давления массы на входе в мельницу.
Поэтому при увеличении давления массы на входе и при увеличении зазора между дисками пропускная способность мельницы
возрастает, а эффект обработки снижается.
Обычно дисковые рафинеры устанавливают параллельно в одну
или две ступени, причем избыток массы из общего сборника размолотой массы направляют обратно по переливному рециркуляционному массопроводу в приемный бассейн. Изменяя количество
рециркулируемой массы, можно значительно повысить эффект обработки бумажной массы.
Последовательная установка дисковых рафинеров обычно не
практикуется, так как она затрудняет регулирование давления
массы у рафинеров, расположенных в одной цепочке.
Обычно дисковые рафинеры работают при величине зазора
между дисками 0,1—0,2 мм, давлении массы на входе около
2 кгс/см2 и при достаточно высокой нагрузке двигателя.
Рафинер Сутерленда. Рафинер Сутерленда (рис. 40) имеет два
диска, из которых один неподвижен, а другой вращается от электродвигателя через эластичную муфту. Масса подается под напором по трубе и через центральное отверстие в неподвижном диске
проходит в зазор между дисками рафинера. Далее под влиянием
центробежной силы и напора масса продвигается к периферии,
подвергаясь обработке между размалывающими поверхностями
дисков.
Диски рафинера толщиной 50 мм литые, сменные с выфрезерованными на них параллельными канавками, глубина которых снижается от центра к периферии. Общий срок службы дисков 10 лет,
111
а время между Проточками канавок 6—8 месяцев. Присадка размалывающих органов производится перемещением в осевом направлении неподвижного диска при помощи гидравлического
поршня.
Процесс размола массы в рафинере Сутерленда регулируют
изменением его пропускной способности (изменяя давление-массы
на входе и выходе из рафинера при постоянном зазоре между дисками) и оптимальной потребляемой мощности, обеспечивающих
надлежащую обработку волокнистого материала, а также изменением величины рециркулируемого потока, возвращаемого на рафинер. При понижении давления массы до 0,2 кгс/см2 электродви-
Рис. 40. Дисковый рафинер Сутерленда:
,
1 — неподвижный диск; 2 — вращающийся диск; 3 — вход массы; 4 — гидравлический
цилиндр для присадки неподвижного диска; 5 — манометр; 6 — указатель перемещения
диска; 7 — регулирование воды на поршень
гатель мельницы автоматически отключается во избежание повреждения дисков [54].
Рафинеры работают при концентрации массы 3—4,5% и применяются для размола бумажной массы при выработке всевозможных видов бумаги (в том числе мешочной, оберточной, салфеточной, книжной, писчей, шелковки, а также крафт-картона).
Кроме того, эти рафинеры используются для рафинирования целлюлозы и полуцеллюлозы после варки. Рафинеры Сутерленда выпускаются четырех величин с дисками диаметром от 864 до
1372 мм и мощностью двигателя от 110 до 750 кет.
Двухдисковые рафинеры с двумя вращающимися дисками. Рафинер этого типа (рис. 41) состоит из двух цельнометаллических
дисков со сменными секторами, на поверхности которых выфрезерованы канавки. Оба диска вращаются в разные стороны от двух
электродвигателей. Волокнистый материал подается специальным
питателем через боковое отверстие в одном из дисков. Присадка
дисков осуществляется осевым перемещением одного из дисков при
помощи ручного маховичка со стороны, противоположной входу
массы.
112
Рафинеры этого типа применяются для рафинирования волокнистых отходов при выработке грубых оберточных видов бумаги
и картона, а также для размола щепы в производстве древесноволокнистых плит. Размол щепы производится при высокой концентрации — 12—15%.
Рафинер марки Р-Ф-2Д отечественного изготовления имеет
диски диаметром 915 мм. Каждый диск приводится во вращение1
отдельным
электродвигателем
мощностью по 120 кет (число
оборотов 1000 в минуту). Питатель вращается от небольшого
электродвигателя
мощностью
1 кет.
Мельницы Бауера этого типа
выпускаются разных размеров
с двигателем мощностью от 75
до 550 кет. Фирма Бауер выпускает также рафинеры аналогичной конструкции, но с одним вращающимся диском.
В СССР изготовляются двухдисковые рафинеры аналогичной
конструкции с одним вращающимся диском. Мощность двигателя от 100 до 500 кет, диаметр
дисков 800 и 900 мм, число оборотов от 750 до 1000 в минуту.
Они имеют дистанционное управление присадкой дисков и предназначаются главным образом
для размола волокнистых отходов производства.
Трехдисковая мельница Спро-
Рис 41. Двухдисковый рафинер Бауера:
ут-Вальдрона. Этот дисковый ра- I и 2 — вращающиеся диски; 3 — рабочая
финер (рис. 42) выпускается фир- часть дисков; 4 — вход массы; 5 — выход
массы; 6 — поступление массы в рафинер
мой пяти величин с диаметром
дисков от 300 до 1067 мм и мощностью двигателя до 900 кет. Рафинер имеет три диска, из котол
рых средний вращается между неподвижными дисками, а один
из неподвижных дисков с противоположной стороны от электродвигателя снабжен двумя гидравлическими поршнями для осевого
перемещения диска с целью присадки размалывающих органов.
Масса подается через два массопровода, проходящие сверху через
корпус мельницы и подводящие массу через центральные отверстия
в неподвижных дисках в междисковые пространства, откуда она
поступает в зону размола и движется от центра к периферии. Характерной особенностью мельниц является конструкция самоустанавливающегося («плавающего») центрального диска, имеющего
С. Н Иванов
113
отверстия й средней своей части, что обеспечивает равномерное давление между дисками в обеих зонах размола. Эта конструкция
дискового рафинера отличается компактностью, большой производительностью, экономичностью и точностью в работе и считается
в настоящее время наиболее совершенной. Мельницы поставляются
со сменными сегментами разнообразного профиля из хромоникелевой стали, приспособленными для размола и рафинирования
различных волокнистых материалов. Присадка размалывающих ор-
Рис. 42. Трехдисковый рафинер Спроут-Вальдрона:
/--неподвижный диск; 2 — вращающийся диск; 3 — поступление массы;
4 — гидравлический поршень для присадки дисков; 5 — корпус; 6 —
муфта сцепления с электродвигателем
ганов и контроль работы мельницы автоматизированы. Трехдисковые мельницы Спроут-Вальдрона в настоящее время применяются
для размола и рафинирования волокнистых материалов для широкого ассортимента бумаги и картона.
Фирма Спроут-Вальдрона выпускает также двухдисковые мельницы с одним и двумя вращающимися дисками, которые находят
широкое применение для размола полуцеллюлозы и целлюлозы
высокого выхода и отходов целлюлозного и древесномассного производств.
Трехдисковые рафинеры фирмы Бертрам. Рафинеры фирмы
Бертрам с ножевой гарнитурой теперь применяются сравнительно
редко, поэтому они здесь не описаны (см. первое издание учебного
пособия).
114
Другие размалывающие аппараты непрерывного действия
и новые методы размола
Кроме описанных современных размалывающих аппаратов,
имеющих наибольшее применение в практике бумажного и картонного производств, применяются и другие размалывающие аппараты. К их числу можно отнести роллы непрерывного действия
разных конструкций, крестовые мельницы, аппараты для гидроразмола, а также курлаторы (последние скорее относятся к аппаратам
для предварительной обработки волокнистых материалов, нежели
к размалывающим аппаратам). Большинство из них уже устарело
и не находит теперь широкого применения. Поэтому здесь эти аппараты не рассмотрены (устройство и работа этих аппаратов описаны в первом издании книги).
Наиболее интересными и перспективными методами размола
волокнистых материалов являются методы с использованием высокочастотных механических генераторов и размол при сверхвысокой
концентрации массы 20—30%.
Размол ультразвуком. Как известно, человеческое ухо воспринимает звук частотой до 16 000—20 000 колебаний в секунду (16—
20 кгц). Звук с более высокой частотой — ультразвук находит применение в технике, в частности в бумажном производстве.
Ультразвук, являясь особой формой механической энергии,
подчиняется общим волновым законам, согласно которым между
скоростью распространения звуковых волн v, длиной волны К и
частотой / имеется зависимость
v = fl,
(12)
*=у .
(13)
или
Звуковое поле характеризуется частотой, звуковой мощностью
и интенсивностью мощности. При прохождении ультразвуковых
волн через жидкость происходит так называемая кавитация — образование быстро чередующихся сгущений и разрежений, в результате чего жидкость нагревается, а при наличии двух несмешивающихся между собой жидкостей происходит их эмульгирование.
Этим свойством ультразвука пользуются в технике для получения
эмульсий и суспензий.
Работами Букингема, Симпсона и Мэзона, а также Джайме и
Розенфельда [59, 60] установлено, что при воздействии ультразвука
на волокнистую суспензию наблюдается эффект размола волокна
без его укорочения и существенного повышения степени помола по
Шоппер-Риглеру. Отлитая из такой массы бумага отличается высокой механической прочностью. Джайме и Розенфельд установили
также, что обработка волокна ультразвуком значительно повышает
степень его набухаемости.
5*
115
В табл. 18 приведены данные, полученные Джайме и Розеифельдом, о результатах ультразвукового размола беленой сульфитной целлюлозы в течение 4 ч при концентрации 0,1% и при частоте
ультразвука 800 кгц.
Таблица 18
Результаты размола целлюлозы ультразвуком
Показатели
С
Степень помола, ШР
Водоудерживаемость, %
3
Объемный вес бумаги, г/см
Разрывная длина, м
Растяжимость, %
Сопротивление излому (число двойных перегибов)
Сопротивление раздиранию, гс
г
»
продавливанию, кгс/см . .
Исходная
целлюлоза
Целлюлоза,
ботанная ультразвуком
14,5
127
0,61
1955
3,22
17
257
0,75
5560
4,10
6
142
1,23
3600
258
3,58
Несмотря на благоприятное действие ультразвуковых колебаний на волокно, экономичные промышленные аппараты для ультразвукового размола волокна еще не созданы, а к. п. д. имеющихся
ультразвуковых генераторов очень низок и потому расход энергии
на размол целлюлозы чрезвычайно высок.
В настоящее время находят применение высокочастотные механические размалывающие аппараты, работающие в несколько более низком диапазоне частот, чем ультразвуковые. К ним относятся
супратонаторы, энтштипперы, фибротомы и др. Они весьма эффективно разделяют пучки волокон на отдельные волоконца, расчесывают, отчасти фибриллируют и гидратируют волокно без заметного
укорочения, тем не менее акустическое действие их при размоле
в настоящее время пока еще не доказано и, по-видимому, главное
их размалывающее воздействие на волокно следует приписать
эффекту гидроразмола, ударному действию размалывающих элементов и весьма интенсивному напряжению сдвига в зазоре между
вращающимися и неподвижными элементами гарнитуры.
Все эти аппараты в настоящее время с успехом применяются
для полного роспуска оборотного брака и макулатуры после гидроразбивателей, которые, как известно, оставляют в массе всегда
значительное количество комочков и пучков волокнистых материалов. Наряду с этим они находят также применение для размола
целлюлозы в производстве впитывающей бумаги, где требуется
лишь легкая обработка волокна при минимальном повышении степени помола массы и сохранении длины волокон, обеспечивающая
необходимое развитие прочностных свойств и мягкости бумаги.
116
Таким образом, эти аппараты по своему действию занимают
промежуточное положение между гидроразбивателями и собственно размалывающими аппаратами.
Супратонатор. Супратонатор (рис. 43) по своей конструкции
напоминает комбинацию конической мельницы и дискового рафинера. Он состоит из короткого конического ротора с большой конусностью, который у широкого конца переходит в плоский диск,
и статора такой же формы. На конической части ротора и статора
имеются продольно выфрезерованные ножи толщиной 1,5 и высотой
3 мм, как у гидрофайнера, на внутренней же поверхности дисков
имеется 300 очень узких радиальных канавок, более широких и
2 7
Рис 43. Супратонатор;
ротор, 2 — статор, 3 — дисковая часть аппарата; 4 — поступление
молотой массы
прямых на статоре и сходящих на нет на роторе. Ротор приводится
во вращение от двигателя с числом оборотов 3000 и 4000 в минуту
и работает с постоянным зазором между дисками 0,5 мм, который
устанавливается при помощи винта.
Волокнистая масса поступает в супратонатор с узкого конца по
трубе, проходит через коническую часть и далее выбрасывается
в дисковую часть аппарата, где, попадая в канавки, испытывает
быстро сменяющиеся воздействия сжатия и разрежения с частотой
15 кгц, т. е. близкой к частоте ультразвука, в результате которых
волокно фибриллируется, а пучки волокон разделяются на волокна.
Для подачи массы на супратонатор не требуется насоса, так
как вследствие большой высоты всасывания (до 6 ж) и нагнетания
(до 12 м) аппарат может забирать массу из бассейна самостоятельно и подавать обработанную массу в другой бассейн на значительную высоту.
Средняя часовая производительность супратонатора при малом
габарите равна 1000 кг при расходе энергии 40 квт-ч. Оптимальная концентрация массы при размоле 4—5%, однако он может
работать и при концентрации в пределах 2—8%. Предназначается
117
супратонатор главным образом для размола макулатуры. При
двух-трехкратном пропуске через аппарат масса целиком освобождается от узелков и пучков. Расход энергии примерно в 2—3 раза
ниже, чем других аппаратов непрерывного и периодического действия. Супратонатор нашел применение также и для размола целлюлозы при выработке впитывающей и пухлой бумаги (салфеточной, туалетной и др.).
Рис 44 Энтштйппер фирмы Эшер-Висс:
} — йход массы, 2 — выход массы, 3, 4, 5 — первое, пторое и третье кольца ротора, в, 7, S™
первое, второе и третье кольца статора
По данным Ф. Вульча [61], расход энергии при размоле целлюлозы для медицинской ваты в супратонаторе был на 23% ниже,
чем на конической мельнице, и на 48% ниже, чем в ролле. При
этом разрывная длина бумаги была выше на 25—39%, а впитывающая способность на 44—48%.
Энтштиппер. Этот аппарат (рис. 44) состоит из двух дисков —
ротора и статора, на которых расположено несколько концентрических рядов металлических выступов (зубьев) так, что кольцеобразные выступы ротора входят в такие же выступы статора при
расстоянии между ними около 1 мм. Ширина зубьев на роторе и статоре и промежутки между ними уменьшаются от центра к перифе118
рии. Масса поступает в аппарат через центральное отверстие в статоре и, продвигаясь от центра к периферии, подвергается высокочастотному ударному воздействию зубьев ротора, разбиваясь на
мелкие сгустки суспензии, которая продвигается через узкие выемки между зубьями и испытывает там высокочастотную пульсацию. Энтштипперы фирмы Эшер-Висс выпускаются двух величин
с мощностью двигателей 55 и 130 кет и суточной производительностью 24—36 и 100 т. Первый из них работает при 3000 об/мин,
обладает пропускной способностью 200—750 л/мин (в среднем
350 л/мин) и потребляет 40—50 кет. Оптимальная концентрация
массы для этого аппарата 6%. Давление массы на входе достигает
10, а на выходе 20 м вод. ст. Общее число пульсаций массы во всех
ячейках аппарата составляет 1,6 - 106. Однако эта величина является только чисто конструктивной характеристикой аппарата
Расчет числа пульсаций, которые испытывает каждая отдельная
частица массы или каждое волокно, дает частоту 5000 в секунду,
или 5 кгц, т. е. значительно ниже ультразвуковой.
Джайме и Вольфганг [62], а также Дж. Хефтер считают, что
размол в энтштиппере происходит лишь за счет ударных и срезывающих воздействий на волокнистую суспензию и, по-видимому,
никакого ультразвукового размола здесь не происходит Доказательством этого вывода может служить такой наблюдаемый факт:
размалывающее действие аппарата снижается при износе зубьев и
закруглении их кромок, хотя частота пульсаций остается
прежней.
Энтштипперы нашли широкое применение для размола макулатуры после гидроразбивателей, для переработки оборотного брака,
в том числе и влагопрочного, для размола отходов целлюлозы,
а также размола целлюлозы в производстве впитывающих санятарно-бытовых видов бумаги. Исследования показали, что целлюлоза,
обработанная в энтштиппере, легче размалывается на обычных
аппаратах и дает более прочную бумагу.
При многократном пропуске целлюлозы через аппарат волокно
хорошо фибриллируется и гидратируется при сохранении первоначальной длины и дает очень прочную бумагу. Однако такой размол неэкономичен, так как при этом расходуется много энергии. На
рис. 45 показано нарастание степени помола массы и изменение
длины волокна при многократном пропуске небеленой сульфитной
целлюлозы средней жесткости через аппарат, а на рис. 46 — изменение прочности бумаги в процессе размола целлюлозы в энтштиппере и в конической мельнице Жордана (ножи толщиной 6 мм)
при одинаковой степени помола массы.
Из этих данных видно, что повышение степени помола целлюлозы с 15 до 40° ШР достигалось только после 50 ее пропусков
через энтштиппер (за один проход массы через аппарат степень ее
помола повышалась на 0,5° ШР). Длина волокна при этом снижалась незначительно. Прочность бумаги, характеризуемая числом
добротности по Джайме (произведение показателей сопротивления
119
раздиранию и; сопротивления разрУву), при одММШбй етепёнй
помола при размоле целлюлозы на энтщтиппере была выше на
10—15%, чем при размоле на мельнице Жордана. Однако если при
размоле шбеленой целлюлозы до 25° ШР, при которой была достигнута максимальная прочность бумаги на мельнице Дордана €
S
QS-
«
иJ:
I
й
%
Ниш пропиской через
аппарат
•10
Зй
Ш
№
Цело пропиской через аппарат
Рис. 45. Характеристика работы энтштиппера Эшер-Висс:
(размоле макулатуры: / — содержание пучков в массе; 2~ удельный расход энергии:;(3 — лри размоле деллюлозы; / — степень помола,, °ШР; 2 — средняя длина волокна
расход энергии есштавлда де выше 200 KBT-4JTi щ щи таком же
развитии прочности бумаги при размоле целлюлозы до 20° ШР
т
сь ропуекахь §е через аппарат 20 раз, я
расход энергии составлял 600 кет*Ш, Таким образом, штштшшер
^целесообразно применять для размола целлюлозы взам$й абычных
размалывающих аппаратов, он мо.jSfif эффективно дридоеняткж только при 1—4-кратном пропуске
i
масш через дпдаразг* Обычно такого
количества пропусков бывает достаточно при размоле оборотного
брака и макулатуры, а также целСтепень
люлозу, доя впитывающих видов
бумаги, при этом достигается значиРж. 46. Изменение прочности бумаги в процессе размола целлю- тёЛьйая Шошоммя энергвд (до 70%)
лозы*
по сравнению с ее расходом при
f~*-* размол в энтштиппере; 2 — размол
раздала м обданш , размдды&аю-.
в конической мельнице Жордана
щих аппаратах и улучшение свойств
бумаги. Основным условием нормальной работы знтштипперов является хорошая очистка массы от Возможного попадания металлических и Других твердых .включений, которые могут вызвать
поломку зубьев аппарата. Поэтому перед ними следует устанавдавать магндтньш ловушки, При хордашй ЙЧЙ?Ш& ШШШ размалывающая гарнитура служит более года, в противном случае 6—
0 месяцев.
120
Размол при высокой концентрации [31, 32]. При размене массы
на обычнШ размалывающих аппаратах непрерывного действия
концентрация 4—6% считается уже высокой. Некоторые конструкции допускают размол даже йЩ Концентрации массы 8—10%. Те*
перь разработан метод непрерывного размола массы при еще больщей концентрации, в диапазоне 2G—3Q%* ютзрук? следовало бы
назвать сверхвысокой. При такой концентрации масса теряет свой*
t t t a волтанйеты! суспензий и по существу является у?ке твердым,
сыпучим телом. Вода при таком размоле уже не действует как
смазка и волокна испытывают интенсивное трение друг о друга*
п результате чего образуется тепло, способствующее разрыхлению
их структуры. Исследования цокааали^ т®- тренле волокон друг
о Друга более эффективно, нежели их трение о твердые размалывающие поверхности, и что величина зазора между размалывающими поверхностями может быть увеличена (в пределах 1—0 мм
т а не шйеет значения). При зазоре менее I ММ размалывающие
органы оказывают на волокно укорачивающее действие. Наблюдения показали, что при размоле массы высокой концентрации разрушаются первичные оболочки волокна и происходит его наружная фибрилляция без укоротенщ* Внутренняя фибрилляция волокна наблюдается в значительно меньшей степени, вследствие
чего волокна сохраняют свою природную прочность, Бумага^ изштовленная из такой массы, обладает повышенной растяжимостью
ш высоким сопротивлением раздиранию, тогда м к разрывная
длина и сопротивление продавливанию сохраняются на уровне показателей бумаги при обьгащщ размоле волокна. Степень помола
массы при таком размоле повышается незначительно и, следовательно, масса хорошо обезвоживается на сетке бумагоделатшшной
машины,
Размол целлюлозы при высокой концедтращш масеы нашел
применение в производстве газетной бумаги. По-видимому, он найдет применение при выработке типографской и мешочной бумаги»
а ^акже для размола коротковолокнистой целлюлозы лиственных
пород древесины и однолетни! растений (соломы, багаеш й тростника). Этот методу аз дал а можно с успехом применять в комбинированных схемах (в первой ступени) в сочетании G обычными методами размола. Исследования показали, что таким образом
можно вырабатывать даже жиронепроницаемую бумагу, ^удучшая
Шказатеди ее качества.
Для размола с концентрацией массы 20—30% применяют Ш&
ковые рафинеры с литой гарнитурой и шнековой подачей сгущенной массу в зону размола. Для облегчения выхода массы поели
размола из аппарата ее разбавляют водой или применяют сжатый
воздух. Сгущают массу на винтовых прессах идя Ш стационарном
1ертикад:ьн0м сите, к которому масса подается тангенциально.
Для размола волокна при высокой концентрации можно применять татее энтхптиппер Эшер-Висс со шнековой подачей сгущенной массы. Такие установки созданы, однака регулирование
121
процесса размола в них менее удобно, чем в дисковых рафинерах.
Пропускную способность дисковых рафинеров и степень обработки
материала в них регулируют изменением величины зазора между
дисками в пределах 1—6 мм. В энтштипперах величина зазора
между размалывающими элементами не регулируется и может изменяться только вследствие их износа. Процесс размола здесь регу=
лируют только изменением концентрации массы.
Вспомогательное оборудование размольноподготовительного отдела
К вспомогательному оборудованию размольно-подготовительных цехов относятся: метальные бассейны различного назначения—приемные, промежуточные, смесительные и машинные (или
рабочие),— насосы, регуляторы концентрации и композиции массы,
дозаторы для химикатов и аппаратура для предварительного роспуска сухих волокнистых материалов и переработки оборотного
брака.
Мешалыше бассейны
По своему назначению метальные бассейны [63] можно подразделить на приемные, аккумулирующие жидкие волокнистые полуфабрикаты перед размолом, или буферные, когда создается значительный запас полуфабриката между полуфабрикатным заводом
и бумажной фабрикой, промежуточные между отдельными ступенями размола, смесительные для интенсивного смешивания волокнистых компонентов между собой и с химикатами и машинные, или
рабочие, из которых масса подается на бумагоделательную машину. Применение всего этого оборудования, кроме смесительных
бассейнов, требует лишь сравнительно умеренного перемешивания
бумажной массы или отдельного волокнистого полуфабриката для
поддержания волокон и других ингредиентов бумажной массы во
взвешенном состоянии и выравнивания концентрации массы во
всем объеме бассейна. В случае смешения между собой отдельных
волокнистых компонентов и химикатов необходимы мешальные
бассейны с более интенсивным перемешиванием.
По типу и конструкции перемешивающего устройства мешальные бассейны можно разделить на горизонтадьлые—и—вер-тик-а-дъ.^
ные, с лопастным или пропеллерльши перемешивающим устройств о мтН а и большее применение в настоящее в^емя имеют горизонтальные ментальные- бассейны с пропеллерным перемешивающим
устройством, а также вертикальные пропеллерные с интенсивным
перемешиванием массы, которые с успехом сейчас применяются
в качестве смесительных бассейнов. Горизонтальные лопастные
мешальные бассейны сейчас встречаются только на старых предприятиях. В них очень медленно выравнивается концентрация
массы по длине бассейна и, кроме того, они неудобны в эксплуатации, требуют частого ремонта лопастей.
J22
Горизонтальные пропеллерные бассейны создаются различной
т~1^Г7Ш^)(ГЖ^1гда^
каналами и с одним или двумя пропеллерными устройствами (крыльчатками) для перемешивания и гона массы.
Крыльчатка выполняется трех- или четырехлопастной из нержавеющей стали или кислотоупорной бронзы, реже из чугуна с резиновым покрытием. Скорость гона массы задается в пределах 4,5—
10 м/мин, в зависимости от вида массы, ее садкости, и достигается
изменением угла наклона лопастей крыльчатки. Потребная мощность для привода крыльчатки
у больших буферных бассейнов
с менее интенсивным перемешиванием составляет, по данным
Чепмена [63], около 13 кет на
100 ж3 объема бассейна, у малых бассейнов с более интенсивным перемешиванием и гоном
она составляет около 26 кет на
100 мъ объема бассейна. При повышении концентрации массы
свыше 4% потребляемая мощность резко возрастает. Эти бассейны могут работать с концентрацией до 6%.
При длине бассейна до 10—
12 м достаточно одной крыльчатки, при большей длине необходимо ставить две крыльчатки,
Рис 47. Горизонтальный пропеллерпо одной с каждого конца басный бассейн
сейна. Крыльчатки для горизон— ванна, 2 — циркуляционное
— электродвигатель
тальных бассейнов строятся диаметром от 750 до 1800 мм. Уклон
днища горизонтального бассейна делается от 1:12,5 у малых бассейнов с более интенсивным перемешиванием до 1 :50 у больших
бассейнов с менее интенсивным перемешиванием.
Иногдаб^егжые мешальные бассейны создают очень большой
емкости, ТООО—^1ЯГ1^ТГус*танавлЙвают прямо на улице. Типичный двухходовой горизонтальный бассейн показан на рис. 47.
Современный вертикальный метальный бассейн с боковым пропеллерным устройством для перемешивания и циркуляции массы
показан па рис, 48. Бассейн имеет цилиндрическую форму. Для
лучшего стока поступающей к насосу массы днище бассейна наклонное. Четырехлопастная крыльчатка на горизонтальной оси
встроена консольно к боковой стенке бассейна в самой низкой его
части и несколько смещена по отношению к оси бассейна. Наклон
лопастей крыльчатки создает циркуляцию массы как в вертикальной, так и в горизонтальной плоскости, благодаря чему происходит
интенсивное перемешивание массы. Такие бассейны строятся
1
123
диаметром до 6 м с одной крыльчаткой, а при большем диаметре
необходимы две крыльчатки с двух противоположных сторон бассейна. Обычно в вертикальных бассейнах диаметром до 4 л* ставят
одну крыльчатку диаметром 0,9 м с числом оборотов 150 в минуту,
потребляемая мощность равна
11—-22 кет. В бассейнах диаметром до 6 л
устанавливают
крыльчатку диаметром 1,2 м
с числом оборотов 150—200 в минугу, потребляемая
мощность
равна 18—36 кет (потребляемая
мощность зависит от концентрации массы).
Вертикальные бассейны специальнойГ*кон£Трукци1Г"с двумя
крыльндткамм-И коническим днищем могут работать при высокой
-концентраций м'ассы, около 15%.
Применяются также
горизонтальные бассейны с перемешиванием массы с помощью циркуляционных насосов. Они могут
раТ5оТать при™"Тконцентрации массы 6 — 8 % . —
Выбор типа и величины бассейна зависит от условий производства, производительности потока, свойств массы, назначения
бассейна и желаемой интенсивности перемешивания.
Приемные_]_11 ^буферные бассейны для жидких ВОЛОКНИСТЫХ
материалов, подаваемых с собственных заводов, обычно строятся больших размеров, 250—
500 мъ и более. Для этой цели
больше подходят горизонтальные
Рис 48 Вертикальный пропеллерный
пропеллерные бассейны с меньбассейн:
шей скоростью гона массы. Приa — план, б—боковой разрез, в перемешивающее устройство
емные бассейны для волокнистых
полуфабрикатов после гидроразбивателя обычно не делаются большими, как и промежуточные
бассейны между ступенями размола. Здесь также чаще всего применяются горизонтальнме—Прйпелл^шые-- бассейны.—В -дачесюе
мешальных бассейнов для смешивания волокнистых компонентов и
химикатов, где требуется интенсивное перемешивание, как и в машинных бассейнах, предпочтительнее применять-вертикальные пропеллерные бассейны или горизонтальные бассейны с большой ско124
ростью гона массы. Объем промежуточных и машинных бассейнов
в современных системах непрерывной подготовки бумажной массы
при наличии надежно действующих регуляторов концентрации и
композиции массы, а также уровнемеров в бассейнах не делается
большим и обычно не превышает запаса массы на 0,75—1 ч работы
бумагоделательной машины.
При периодической системе подготовки бумажной массы в роллах, особенно при выработке тонкой бумаги и малой производительности бумагоделательных машин, запас массы в массных и
машинных бассейнах может достигать на 4—8 ч работы машины.
Для поддержания однородности массы при ее подготовке наряду с регуляторами концентрации массы большое значение
имеют регистраторы и регуляторы ее уровня в мешальных бас-
Воздух
1
—
о
1
^
С
Рис. 49. Уровнемеры:
а — бзрботврующего тила, б — мембранный, / — воздушная трубка.
2 —манометр, 3 — ротаметр, 4 — басгейн, 5 —решетка, 6 — мембрана, 7 —первичный прибор, 8 — вторичный прибор, 9 — вода для
промывки
сейнах. Они значительно снижают колебания концентрации массы,
улучшая работу регуляторов концентрации, помогают установить
скорость подачи массы насосами.
Для измерения уровня массы в мешальных бассейнах применяются уровнемеры, измеряющие гидростатическое давление
столба жидкости в"" бассейне. Из них чаще других применяются
приборы ба'рботирующего и мембранного типа.
В приборах первого типа небольшая струя сжатого воздуха
непрерывно барботирует через слой массы, поступая по трубке
в нижнюю часть бассейна. Водяной затвор позволяет наблюдать
за пузырьками и регулировать подачу воздуха. Давление воздуха
в воздуховоде пропорционально высоте массы в бассейне. Поэтому, измеряя давление, можно судить об уровне массы в бассейне. Давление воздуха записывается на диаграмме и может служить импульсом для регулирования работы массного насоса, подающего массу в бассейн.
Мембранный уровнемер применяют обычно при высоком уровне массы в бассейне. В этом случае основание бассейна соединя125
ется с мембраной измерителя уровня посредством импульсной
трубки, вход в которую со стороны бассейна защищен от забивания массой решеткой. Под действием гидростатического давления
жидкости мембрана растягивается и, сжимая пружину, перемещает шток, который через систему рычагов поворачивает стрелку
указателя давления. Показания уровнемера дублируются вторичным прибором, установленным на пульте управления, а перемещения штока могут служить импульсом для регулирования работы
массного насоса. -Принципиальная схема уровнемеров барботирующего и мембранного типов показана на рис. 49.
Регуляторы концентрации массы *
Постоянство концентрации бумажной массы — необходимое
условие для обеспечения нормальной работы бумагоделательной
машины и выработки однородной бумаги по весу 1 м2 и другим
свойствам.
На старых предприятиях массу разбавляли вручную, а для
того, чтобы сгладить имеющие место при загрузке и разгрузке
отдельных роллов колебания в ее концентрации, применяли большеобъемные подролльные и машинные бассейны.
Для регулирования концентрации массы на современных предприятиях широко применяют регуляторы концентрации разных
конструкций. Все они работают на разбавление и устанавливаются на массопотоках при перекачке массы из одного бассейна
в другой, а также на выходе массы из машинного бассейна. Для
уменьшения пределов колебания концентрации массы регуляторы
устанавливают в две и даже в три ступени по отдельным этапам
ее перекачки. Большинство регуляторов работает в диапазоне
концентраций 1,5—3% с точностью регулирования ± 0 , 1 % .
На рис. 50 показана типичная схема установки регулятора
концентрации массы в размольном отделе при перекачке массы
из массного бассейна в машинный. Регулятор установлен над массным бассейном. Часть массы, перекачиваемой насосом из бассейна, отводится на регулятор концентрации. Последний в зависимости от степени разбавления массы воздействует на водяную задвижку и добавляет во всасывающий патрубок насоса большее
или меньшее количество воды для разбавления массы.
В настоящее время находят применение различные конструкции регуляторов концентрации массы. Наибольшее распространение из них имеют регуляторы системы: Тримбей, Селлъ, ФойтПальма, Валмет, Де-Цурик, Челле, Арка-Рагнар и некоторые
другие. Действие первых четырех основано на измерении гидродинамического напора массы при истечении ее через какое-либо местное сопротивление: изогнутую трубу (регулятор Тримбей) диа•*• У с т а н о в и в ш и й с я т е р м и н к о н ц е н т р а ц и я м а с с ы не с о в с е м
и егоследовало бы заменить термином к о н с и с т е н ц и я
126
правилен,
фрагму (Валмет), узкую щель (Фойт-Пальма) или открытый наклонный лоток (Селль). Действие трех остальных основано на
определении усилия сопротивления массы перемешиванию или
вращению в ней какого-либо тела: трехлопастной мешалки (ДеЦурик), диска или конуса (Челле) и шара (Арка-Рагнар и
ВНИИБ).
Регулятор фирмы Валмет [64]. В этом аппарате нет вращающихся частей. Действие его основано на трении массы в переточной трубке (рис. 51). Масса подводится снизу в сосуд с постоянным переливом и через небольшое квадратное отверстие дифрагмы
Рис
50
Схема установки регулятора концентрации
массы системы Тримбей
/ — массный насос, 2 — массопровод, 3 — регулятор, 4 — за
движка, 5 — водяной трубопровод 6 — метальный бассейн
в боковой его стенке поступает в измерительный сосуд, откуда
вытекает через изогнутую трубку. При изменении концентрации
изменяется высота напора массы в измерительном сосуде, которая
измеряется продувкой воздуха через слой массы. Воздух от гидростатической трубки датчика подается к пневматическому исполнительному механизму, который регулирует подачу воды на разбавление массы. Диапазон регулирования концентрации 1,5—3,5%,
точность регулирования ± 0 , 1 % .
Регулятор Де-Цурик. Широкой известностью в США и Канаде
пользуется регулятор концентрации Де-Цурик (рис. 52), который
часто устанавливают прямо на массном трубопроводе или в переливном бачке после машинного бассейна. Через регулятор проходит вся масса. В центральной части бачка вращается от маленького электродвигателя трехлопастная мешалка, подвешенная
сверху шарнирно. Электромотор соединен с валом мешалки через
дифференциальную балансирующую зубчатую передачу. Действие
127
регулятора основано на том, что при изменении концентрации
массы изменяется крутящий момент или потребляемая мощность
для вращения мешалки. Это приводит к перемещению дифференциальной шестерни, а вместе с ней и рычага, который изменяет
положение поршня в гидравлическом цилиндре, контролирующем
задвижку на водяном трубопроводе для подачи воды на раз&авление массы Вода подается непосредственно к мешалке в среднее
Рис 51 Регулятор концентрации массы Валмет
/ _ сосуд с постоянным переливом,
2 — диафрагма
3 — измерительный
сосуд, 4 — гидростатическая трубка
датчика, 5 — изогнутая трубка, б —
исполнительный механизм, 7 —во
дяная задвижка
Рис 52 Регулятор концентрации массы
Де Цурик
а —план, б — разрез, / — поступление массы,
2 — перелив, 3 —вода для разбавления, 4 —
крыльчагая мешалка, 5— мотор, 6— дифференциал 7 — регулирующий клапан, 8 — порш
невой цилиндр, 9 — водяная задвижка, 10 —
массная задвижка // — рычаг для регулиро
вания концентрации, /2 —выход массы
отделение ящика. Благодаря этому в обратный перелив идет неразбавленная масса. Это имеет большое значение для успешной
работы регулятора, так как масса в машинном бассейне не разбавляется за счет перелива массы с меньшей концентрацией. Крутящее усилие мешалки уравновешивается пружиной, натяжение
которой устанавливается на желаемую концентрацию массы.
Регулятор концентрации Де-Цурик отличается быстротой действия и надежностью в работе Он успешно работает в пределах
концентрации 2—5%, точность регулирования ±0,1—0,02%.
Регулятор Челле. Принцип действия этого регулятора основан
на изменении скорости вращения тела, погруженного в массу, при
128
увеличении или уменьшении ее концентрации вследствие изменения вязкости (этот регулятор подробно описан в первом издании
книги).
Регуляторы композиции
При методах непрерывной подготовки массы смешение отдельных волокнистых компонентов, а также дозирование рабочих растворов клея, глинозема, наполнителей и красителей производятся
при помощи регуляторов композиции и дозаторов. Наиболее
широко распространен смеситель Тримбей-Тиббитс, регулятор для
пропорциональной подачи материалов Фишера и Поттера, а также
магнитный расходомер.
Все эти аппараты обычно дозируют жидкие материалы по
объему, они успешно работают только в том случае, если волокнистые материалы и рабочие растворы отрегулированы по концентрации, которая поддерживается постоянной.
Смеситель системы Тримбей-Тиббитс. Смеситель ТримбейТиббитс представляет собой ящик, состоящий из нескольких отделений по числу дозируемых компонентов Он может иметь отделения для древесной массы, целлюлозы, оборотного брака, клея,
наполнителя и краски. Размеры каждого отделения бывают различными и должны соответствовать дозируемым объемам компонентов. Например, при дозировании компонентов для газетной
бумаги наибольший размер должно иметь отделение для древесной массы, меньший — отделения для целлюлозы и бумажного
брака и еще меньший — для глинозема и краски.
Каждое отделение ящика разделяется вертикальной перегородкой от общей смесительной части ящика, и между ними в вырезе,
сделанном в перегородке, помещается вращающаяся на вертикальной или горизонтальной оси мерная четырехлопастная вертушка.
Жидкий компонент подается насосом в приемное отделение ящика,
где поддерживается его постоянный уровень при помощи труб
с постоянным переливом или поплавком, связанным с впускным
клапаном. Отсюда жидкий компонент передается вертушкой
в строго постоянном объеме в смесительную часть ящика, где отдельные компоненты смешиваются друг с другом и стекают в мешальный бассейн готовой массы.
Существуют два типа смесителей Тримбей-Тиббитс. У одного
из них уровень жидкого компонента поддерживается всегда постоянным, как было указано выше, а число -оборотов вертушки
регулируется В другой конструкции, наоборот, вертушка вращается с постоянной скоростью, а уровень жидкого компонента
в приемном отделении ящика регулируется по высоте при помощи
телескопических переливных труб. Таким образом, в первой конструкции смесителя регулирование подачи массы достигается изменением числа оборотов вертушки, а во второй — изменением
уровня компонента в приемном отделении ящика.
129
На рис 53 показан регуляюр композиции Фонта, работающий
по тому же принципу Эги аппараты строятся на пять восемь компонентов, включая краску и другие химикаты Каждая четырехлепастная мерная вертушка приводится в движение от индивидуального электродвигателя с регулируемым числом оборотов, или
все они приводятся в движение от одного общего электродвигателя достоянного тока через общий вал и редукторы Число оборо-
Рис 53 Рсгупятор композиции Фоига
/ — KOpnvc вертушки 2 — ящик 3 — заслонка регулятора уровня 4 — поплавок регулятора
уровня 5 — дозирующая вертушка 6 — уплотнитсльная прокладка 7 — электродвигатель
8 — выходная трубка 9— редуктор
тов каждой мерной вертушки регулируется с помощью вариатора,
причем управление ими может быть дистанционным
Диафрагменный регулятор композиции [64] Состоит он из
резервуара, разделенного на отсеки для каждого компонента
С помощью переливной перегородки в каждом отсеке поддерживается постоянный уровень Ре1улируемый компонент вытекает
при постоянном напоре через выпускное отверстие со сменными
диафрагмами Количество протекающей через отверстие диафрагмы жидкости, направляемой в смесительное отделение, определяется по уравнению
f
(14)
где Q —количество протекающей жидкости, л/сек,
]л — коэффициент истечения для данного вида отверстия, он
равен 0,6—0,7,
J30
F — площадь отверстия, дм2,
g— ускорение силы тяжести, дм/сек2,
Н — высота напора массы над центром отверстия, дм
Истечение потока жидкости из каждой секции можно регулировать изменением ее уровня или открытием отверстия Находит
применение при выработке сравнительно коротковолокнистой
бумаги из жирноразмолотой массы, а также для дозировки каолиновой суспензии, сернокислого глинозема и других химикатов
Точность регулирования ± 2 % Минимальный расход жидкости 100 л/мин [64]
Электромагнитный расходомер Действие магнитного расходомера (рис 54) основано на использовании закона электромагнитной индукции, согласно которому
при пересечении магнитного поля проводником или проводящей средой в них возникает электродвижущая сила Величина
ее определяется по формуле
Е = ВЫ(Г\
(15)
где В — индукция магнитного поля,
/ — длина проводника;
v — скорость движения проводящей
среды
Между полюсами магнита расположена
труба, выполненная из диэлектрика В
трубу введены электроды, к которым подключен измерительный прибор При дви- Рис 54 Схема электро
женин по трубе жидкость пересекает маг- магнитного расходомера
магнита 2 — тру
нитпое поле, и на электродах появляется /Оа— полюс
3 —электроды 4 — изме
ритсльный
прибор
разность потенциалов, пропорциональная
скорости движения потока жидкости Таким образом, прибор измеряет среднюю скорость течения жидкости в трубе и, следовательно, ее расход
Электромагнитные расходомеры устанавливают на трубопроводах почти каждого компонента и объединяют общей пневматической системой дистанционного управления Нижний предел расхода для массы 100—120 л/мин, а для химикатов — 2 AJMUH [64]
Дозировка компонентов с помощью мерных бассейнов. Этот
способ может применяться не только при периодической, но и при
непрерывной схеме подготовки бумажной массы Он целесообразен при малых объемах производства и при частых сменах ассортимента бумаги Этот способ дозировки компонентов может быть
автоматизирован Управлять этим процессом можно с центрального пульта
Специальные дозаторы для химикатов. Для дозировки рабочих
растворов химикатов применяются дозирующие поршневые и шестеренные насосы, а также ротаметры различных типов ДознруюП!
щие поршневые насосы выпускаются как с регулируемым ходом
поршня, производительностью до 800 л/ч, так и с постоянной длиной хода поршня, производительностью от 180 до 4700 л]ч.
Для непрерывного ввода в поток бумажной массы проклеивающих веществ, наполнителей, красителей и других добавок применяются дозаторы и других конструкции.
Дозаторы системы «Акуметр» сконструированы по принципу
шестеренных насосов, производительность которых можно регулировать в широком диапазоне изменением числа оборотов шестеренок и величины рециркуляционного потока жидкости, поступающей обратно в насос по обводному трубопроводу.
Для измерения расхода химикатов в бумажном производстве
применяют ротаметры с постоянным перепадом в суженном пространстве между конусной трубой и поплавком, свободно перемещающимся в вертикальной трубе. При увеличении расхода жидкости, поступающей в трубу снизу, поплавок перемещается вверх,
при этом площадь кольцевой щели между конусом и поплавком
увеличивается" до тех пор, пока перепад давления в пространстве
до и после поплавка не будет уравновешен его весом. Шкала расхода жидкости у ротаметра нанесена непосредственно на конусной
трубке, выполненной из стекла, и сам поплавок, находящийся внутри трубки, указывает величину измеряемого расхода жидкости.
Расход жидкости определяют по формуле
Qpa6 = Q - ^ 1 / - 1 -
1/ L ! ^ - ,
(16)
QPa6 — действительный расход жидкости, м31ч;
Q — величина расхода по показаниям ротаметра,
и с — коэффициенты расхода для рабочих условий и условий, при которых была выполнена тарировка прибора;
и Y —УД- вес измеряемой жидкости и жидкости, для которой была выполнена тарировка прибора, кг/м3;
3
'if — уд. вес материала поплавка, кг/м .
2
Погрешность прибора ±2,5%, рабочее давление 6 кгс/см .
Выпускаются эти дозаторы для малых расходов жидкости, до
1000 л/ч [64]
где
Приборы и аппараты для непрерывного контроля
и регулирования степени помола массы
Непрерывный контроль и регулирование степени помола массы
приобретает особо важное значение в современных системах непрерывной подготовки бумажной массы. До недавнего времени
автоматическое регулирование работы размалывающих аппаратов
непрерывного действия осуществлялось главным образом по косвенным показателям процесса размола: изменению температуры
132
массы, потребляемой мощности на размол или нагрузки двигателей размалывающих аппаратов, а также по изменению вакуума
в камере отсасывающего вала. Это объясняется тем, что отсутствовал достаточно надежный прибор для непрерывного измерения
степени помола массы
В последнее время такие приборы разработаны и начинают
уже успешно применяться в промышленности. К ним можно отнести аппараты и приборы: БлекКлоусон, Болтон-Эмерсон и «Дрейпек» фирмы Эмерсон.
Аппарат
Блек-Клоусон представляет собой небольшой сеточный цилиндр, на который подается
из напорного бачка с постоянным
переливом масса, где она разбавляется водой до 1—2 %. Процесс
фильтрации массы на сетке цилиндра происходит в строго контролируемых условиях при постоянном
перепаде давления поступающей
массы в ванне цилиндра и уходящей осветленной воды внутри цилиндра. Последняя поступает в измерительный цилиндр с регулируемым
выходным
отверстием,
и
количество ее измеряется по изменению уровня продувкой воздуха
через слой воды. Изменение уровня
воды в измерительном сосуде является, таким образом, мерой степени помола массы, записывается Рис 55 Регулятор степени помола
«Дрейнек» фирмы Эмерсон
на диаграмме и служит импульсом /массы
— мэссопровод, 3 — трубка
прибора,
для регулирования присадки разS — сетка, 4 — воздуховоды
малывающего органа конической
или дисковой мельниды. Сгущенная на цилиндре масса снова направляется в поток.
Фирма Болтон-Эмерсон построила прибор, работающий по
принципу обычного канадского стандартного прибора, в который
через определенные интервалы времени поступает проба массы,
отбираемая автоматически из массопровода, разбавляется водой
до нужного объема, и полученные результаты определения садкости массы записываются на диаграмме.
Весьма простой и оригинальный прибор (рис. 55) создан фирмой Эмерсон под наименованием «Дрейнек» (Drainac). Он представляет собой небольшую трубу в виде отростка, расположенного
вертикально на массопроводе, по которому движется масса после
размалывающих аппаратов. Трубка состоит из двух частей, и
во фланце между ними установлена обычная плоская сетка
133
К верхней части трубки подведен сжатый воздух, давление которого регулируется. Прибор определяет через определенные интервалы времени (через каждые 2 мин и меньше) способность массы
к обезвоживанию. С этой целью давление воздуха в трубе по сиг2
налу реле времени снижается над сеткой на 0,4 кгс/см по сравнению
с давлением массы в массопроводе, масса начинает подниматься,
задерживается сеткой, и вода, фильтруясь через волокнистый слой
на сетке, поднимается на определенную высоту. Достигнутый уровень воды в трубке, являющийся мерой степени помола массы,
регистрируется и записывается на диаграмме. Далее давление воздуха в трубке над сеткой вновь восстанавливается, и вода вместе
с массой снова уходит в массопровод, после чего начинается новый цикл определения садкости, и на диаграмме появляется новая
точка, характеризующая степень помола массы. Изменение уровня
воды в трубке может служить импульсом для регулирования работы размалывающего аппарата.
Аппаратура для предварительного измельчения
и роспуска волокнистых материалов
Загрузка сухих листовых волокнистых материалов в роллы снижает их производительность, повышает расход энергии и требует
дополнительной рабочей силы. Размалывающие аппараты непрерывного действия не могут работать на листовых полуфабрикатах
без предварительного роспуска их в массу. Поэтому в любом случае целесообразно или необходимо предварительно измельчать
или распускать листовой волокнистый полуфабрикат в массу и
размалывать уже набухшее волокно.
Для предварительного измельчения и роспуска сухих волокнистых материалов, как и для роспуска на волокно оборотного бумажного брака и макулатуры, теперь почти исключительно применяются гидроразбиватели различных систем, реже бракомольные роллы и еще реже и только в производстве малотоннажной
продукции — бегуны. Различного рода разрыватели для превращения в сухую крошку или водную волокнистую суспензию листовых материалов в настоящее время уже почти совсем не применяются. Поэтому эти аппараты здесь не описаны.
Роллы для измельчения сухих листовых полуфабрикатов и оборотного брака. Существуют разнообразные конструкции роллов
как периодического, так и непрерывного действия для роспуска
листовых полуфабрикатов и бумажного брака. У этих роллов открытая ванна и на барабане пилообразные или обыкновенные
ножи большой толщины. Первые применяются при роспуске листовых полуфабрикатов, а вторые — при переработке бумажного
брака. Под барабаном расположена планка с небольшим количеством ножей. В некоторых конструкциях роллов вместо ножей на
барабане приварены металлические ребра толщиной до 25 мм.
Присадочное устройство часто отсутствует, и расстояние между
U34
ножами ролльного барабана и планкой делается постоянным, В некоторых конструкциях отсутствуют и планки.
Роллы непрерывного действия снабжены сортировочным устройством для непрерывного отвода волокна. Оно состоит из полого вращающегося перфорированного цилиндра или неподвижной сортировочной плиты, установленной в седловине горки, в колпаке или другом месте.
В роллах для переработки макулатуры устраивают углубления
в дне ванны, покрытые решеткой, так называемые песочники, для
задержания тяжелых посторонних включений, а также устанавливают грабли для улавливания веревок и тряпок. К роллам непрерывного' действия для переработки бумажного брака относятся: ролям Эндлера, Калюжного, Куна, Стадлера и др.
В настоящее время с появлением более простых и производительных аппаратов указанные выше роллы (кроме ролла Стадлера) применяются редко.
Гидроразбиватели. В настоящее время гидроразбиватели являются основными аппаратами для роспуска сухих волокнистых
материалов, бумажного брака и макулатуры. Гидроразбиватели
отличаются высокой производительностью, простотой устройства,,
обслуживания и экономичной работой.
Гидроразбиватель (рис. 56) состоит из цилиндрической со сферическим днищем открытой сверху ванны и вращающегося на
вертикальной оси от привода диска с ножами, насаженными под
некоторым углом к радиусу диска. Диск вмонтирован в центральную плоскую часть днища ванны и выполнен из металла..
Такие же ножи, как и на диске, установлены и в неподвижной части днища ванны. Между этими рядами ножей в днище ванны
установлено перфорированное металлическое сито с отверстиями
диаметром 6—8 мм, через которые волокнистая масса непрерывно)
отводится из гидроразбивателя в нижнюю приемную камеру, соединенную трубопроводом с переливным ящиком, снабженным перегородкой, позволяющей устанавливать нужный уровень в ванне.
Ванну гидроразбивателя изготовляют из чугуна или железобетона.
Иногда ее изнутри облицовывают глазурованными плитками.
Привод гидроразбивателя помещают снизу ванны в нижнем или
полуподвальном этаже.
Гидроразбиватели могут работать как аппараты непрерывного
и как аппараты периодического действия. В первом случае они
работают при концентрации около 2%, а во втором — 7% и выше.
Гидроразбиватели периодического действия снабжаются массивной крыльчаткой, насаженной на вал в центре диска, для лучшей
циркуляции густой массы. Перфорированное сортировальное сито
для отбора массы, приемная камера и переливной ящик в этом
случае не нужны. Массу из ванны гидроразбивателя спускают
периодически и периодически загружают ванну. Производительность аппаратов непрерывного действия выше, чем аппаратов
периодического действия.
3>>
ан
б — разрез
Рис 56 Гидроразбиватель
/ — ванна
2 — крычьчатка
3 — неподвиж
переливной ящик 6 — чпектродвигате :ь
Гидроразбиватели создаются разных размеров с ванной диаметром от 1,2 до 6 м и производительностью от 20 до 200 т
в сутки (мощность двигателя в пределах 25—250 кет, число оборотов ротора 140—390 в минуту, окружная скорость ротора 16—
18 м/сек). При одной и той же производительности мощность, затрачиваемая аппаратами периодического действия, выше на 2 5 —
40% мощности, затрачиваемой аппаратами непрерывного действия Так как гидроразбиватели непрерывного действия работают
при относительно низкой концентрации массы, ее приходится сгущать перед размолом, чего не делают при работе гидроразбивателей периодического действия
При увеличении диаметра отверстий сита до 12—14 мм при
непрерывной работе гидроразбивателя концентрация массы может
быть повышена до 3—4%. В этом случае отпадает необходимость
сгущения массы перед размолом в конических мельницах.
Действие гидроразбивателя основано на интенсивном трении
комков массы друг о друга и о ножи при циркуляции массы
в ванне аппарата. При этом не происходит укорочения волокон,
жирность массы повышается незначительно Производительность
аппаратов непрерывного действия можно повысить, увеличив диаметр отверстий сортирующих сит, однако при этом остается значительное количество неразбившихся пучков волокон и комочков
Добиваться полной ликвидации пучков волокнистой массы и повышения степени помола массы путем уменьшения размера отверстий сит в аппаратах непрерывного действия или путем удлинения
оборота гидроразбивателя при периодической его работе не следует, так как это приводит к резкому снижению производительности Нужно помнить, что гидроразбиватель — не размалывающий аппарат и операцию размола он не может выполнять так
эффективно, как это делает, например, коническая мельница или
гидрофайнер.
Примерный расход энергии на роспуск различных волокнистых
материалов в гидроразбивателях, по данным ЦНИИБуммаш, составляет: для легкораспускаемых волокнистых материалов 26—37,
для средних по трудности роспуска материалов 55—75. для труднораспускаемых материалов 80—110 кет -ч/т Наиболее распространен из гидроразбивателей аппарат с вертикальным валом,
описанный выше Однако имеются конструкции гидроразбивателей с горизонтальным валом (одним, двумя и даже четырьмя).
Специальные конструкции гидроразбивателей для полного роспуска волокнистых материалов. Обычные гидроразбиватели с одним или с несколькими циркуляционными устройствами (рото
рами) не могут полностью распустить сухой волокнистый материал на отдельные волокна, и в волокнистой суспензии всегда
содержатся пучки полуфабриката Повышение длительности обработки материалов в гидроразбивателе позволяет снизить содержание пучков, однако при этом резко снижается производительность аппарата и сильно повышается удельный расход энергии на
137
роспуск, что экономически невыгодно. Поэтому распущенный на
гидроразбйвателях волокнистый материал обязательно должен
проходить дополнительную обработку на рафинирующих размалывающих аппаратах с целью устранения пучков из массы даже
в том случае, если степень помола массы уже достаточна.
Для полного роспуска волокнистого материала на волокна"выпускаются гидроразбиватели специальных конструкций. К числу
их можно отнести, например, гидроразбиватели Мордена, Фойта,
Джонса, Сольво и-дуалатор фирмы Болтон-Эмерсон.
У гидроразбивателя Мордена рабочими органами являются
неподвижное кольцо и вращающийся диск с ножами. Присадочное
тприспособление позволяет установить необходимый зазор между
кожами ротора и статора и регулировать работу аппарата. Благодаря этому гидроразбиватель Мордена в отличие от обычного
гидроразбивателя быстро распускает на волокно не только хорошо
клееную, но и влагопрочную бумагу. Он может работать как по
периодической, так и по непрерывной схемам производства.
В одной из конструкций гидроразбивателя Фойта в днище
ванны расположена четырехлопастная ножевая крыльчатка, вращающаяся со скоростью 75 м/сек. Благодаря возникающему турбулентному потоку и явлению кавитации вблизи крыльчатки
масса полностью распускается на-волокна.
Другой аппарат (марки Е) Фойта периодического действия
имеет шаровую форму и снабжен двумя ножевыми дисками, подвижным и неподвижным, расположенными на горизонтальном
Валу, как и у гидроразбивателя Мордена. Масса циркулирует через зазор между размалывающими дисками и подвергается интенсивному рафинирующему действию.
Аппараты, применяемые для завершения роспуска
волокнистых материалов после гидроразбивателей
Эти аппараты (фибраторы) применяются для завершения роспуска волокнистого материала и полного устранения пучков после
обычных гидроразбивателей. Они выполняют эту операцию более
экономично и лучше, чем гидроразбиватели. Правда, если на предприятии применяются новейшие типы гидроразбивателей, обеспечивающих полный роспуск волокнистых материалов, устанавливать фибраторы излишне.
К числу фибраторов относятся: супратонатор, энтштиппер, супратон, фибротом и мельница аллигатор. Наибольшей известностью и применением из них пользуются первые два аппарата, описанные выше. Аппараты типа энтштиппер оригинальной конструкции с тремя перфорированными дисками изготовляются не только
фирмой Эшер-Висс (ФРГ), но и фирмой Фойт (ФРГ). В Канаде
аналогичный аппарат выпускается под названием фибротом.
В СССР аналогичные конструкции разработаны А С. Бугаем и
К. С. Гордейчуком.
138
Особенно широко применяются энтштипперы при переработке
макулатуры в картонном производстве, где они устанавливаются
последовательно в количестве от двух до четырех аппаратов в одной цепочке после гидроразбивателей, а также для переработки
оборотного брака и волокнистых отходов производства.
Расход энергии на роспуск сухих волокнистых материалов
в энтштиппере составляет 25—45 кет-ч/т, в зависимости от вида
полуфабриката, и 28—65 кет • ч/т при переработке оборотного
брака, в зависимости от вида бумаги.
Технологические схемы подготовки массы
Выбор технологической схемы подготовки массы определяется
типом размалывающего оборудования, методом ведения процесса
размола, композицией массы и требованиями, которые предъявляются к бумаге. Ниже рассматриваЦеллюлоза
1ряпичнпя полумасса
ются наиболее типичные схемы
размола и подготовки массы.
Схема смешанной зарядки роллов. В одном ролле совместно размалывают различные волокнистые
полуфабрикаты. Сюда же обычно
вводят проклеивающие вещества,
наполнители и краски. Иногда проклейку и наполнение осуществляют
в отдельном метальном ролле. Го7
-1
товую бумажную массу спускают
в промежуточный, расположенный
под роллами метальный бассейн и
оттуда перекачивают насосом в машинный бассейн.
По этой схеме работают старые,
малопроизводительные
предприятия.
Схема раздельной зарядки роллов (рис. 57). При выработке бумаги из целлюлозьГ и тряпичной Рис. 57 Схема раздельной зарядки роллов
полумассы размол этих волокни/ — роллы, 2 — м е та льн ые ро>ш>| 3 —
стых материалов ведется в разных машинные бассейны, 4 — насос, 5 —
6 — [линоэем, 7 — наполни [ель
роллах. Размолотые волокнистые клей;
8 — регулятор концентрации массы
материалы в определенной пропорции смешиваются в одном из двух метальных роллов, куда вводят также проклеивающие и наполняющие вещества. Затем массу
перекачивают насосом в машинные бассейны. Композиция бумаги
по волокну составляется обычно выпуском всей массы из роллов
в определенном количественном соотношении. Поэтому каждый
метальный ролл должен вмещать массу из четырех-шести роллов
с учетом ее разбавления при выпуске из роллов и введения растворов клея, наполнителя и глинозема.
139
Схема подготовки массы для бумаги с древесной массой
(рис. 58). Массовые виды бумаги, как известно, вырабатываются
с большим содержанием древесной массы и сравнительно небольшим содержанием длинноволокнистой целлюлозы, чаще всего сульфитной небеленой и реже сульфитной или сульфатной беленой или
полубеленой целлюлозы. К ним-относятся писчая и типографская бумага № 2 и 3, газетная, обойная,
мундштучная и др. Ввиду того, что
главную часть композиции бумаги
составляет коротковолокнистая древесная масса, имеющая сравнительно высокую степень помола, а целлюлоза играет в бумаге лишь роль
силового каркаса, она подвергается
сравнительно
слабому
размолу,
в пределах 20—28° ШР. Интенсивкраска
ность размола повышают при увеклей D
личении содержания
целлюлозы
каолина
в
композиции
бумаги.
ЛшгоО—1
7
Целлюлоза, поступающая с целлюлозного завода, после сгущения
на вакуум-фильтрах или сгустителях поступает в приемный бассейн.
Отсюда она, пройдя регулятор концентрации, подается на дисковые
рафинеры или гидратирующие конические мельницы, а затем поступает в промежуточный бассейн.
2 ?
Такая же схема размола и сухого
Рис. 58 Схема подготовки массы
оборотного брака, предварительно
для бумаги с древесной массой
подвергнутого обработке в гидро(газетной, писчей и типографской
разбивателе. Мокрый брак из гауч№ 2 и 3 и др.):
мешалки направляют в промежу/ — приемный бассейн; 2 —насос; 3 —
регулятор концентрации; 4 — дисковый
точный
бассейн без размола. В карафинер; 5 — промежуточный бассейн;
честве размалывающих аппаратов
6 — сгуститель; 7 — магнитный расходомер; 8 — массный бассейн; 9 ~- мельдля оборотного брака можно приница Жордана; 10— машинный бассейн; 11 — переливной бачок; 12 — сборменить энтштиппер, дисковый раник оборотной воды; 13 — мешалка для
финер или гидрофайнер. Древесная
брака от гауча; 14 — гидроразбиватель;
15 — смесительный насос
масса со своего завода поступает
жидким потоком в приемный бассейн, ее концентрация регулируется при последующей перекачке
в промежуточный бассейн. Древесную массу, получаемую в сухом виде со стороны, сначала распускают на гидроразбивателе,
а потом при перекачке из приемного бассейна в промежуточный
подвергают рафинирующему размолу на энтштипперах, дисковых
рафинерах или гидрофайнерах с целью полного расщепления
пучков.
140
Подготовленные таким образом волокнистые компоненты направляют на регулятор композиции и смешивают в определенной пропорции в массном бассейне, куда непрерывно подают также через
дозаторы химикаты для проклейки, наполнения и окраски бумаги.
Сернокислый алюминий обычно вводят в массу во всасывающем патрубке смесительного насоса. Готовую
бумажную массу перекачивают
на
выравнивающие и домалывающие конические мельницы Жордана, из которых она поступает в машинный бассейн, а из них — на машину. Домалывающие конические мельницы могут
быть установлены также и непосредственно перед бумагоделательной машиной.
Описанная схема пригодна при
выработке писчей и типографской бумаги № 2 и 3. При производстве газетной бумаги схема несколько проще, без последнего бассейна, а иногда
краска
шй
и без домалывающих мельниц Жоркаолин
дана. Массный бассейн одновременно
гяинш
о,
является и машинным бассейном. Уловленное волокно с ловушек
может
быть направлено в промежуточный
бассейн оборотного брака.
Схема подготовки массы для писчей и типографской бумаги № 1
(рис. 59). Различные виды писчей и
бумаги для печати: писчую № 1, типографскую № 1, офсетную, литографскую, для глубокой печати, картогра- Рис. 59. Схема подготовки
фическую, основу для светочувстви- массы для писчей и типографской бумаги № 1:
тельной
и другие
сходные
виды
— приемный бассейн; 2 — насос;
бумаги
обычно
вырабатывают
из 31 —
регулятор
концентрации; 4 —
100%-ной беленой сульфитной целлю- гидрофайнер; 5 — дисковый рафи6~ промежуточный бассейн;
лозы или из нескольких волокнистых 7нер;
—магнитный расходомер; 8 —масбассейн; 9 — машинный басматериалов. Чаще всего теперь при- сный
сейн; 10 — мельница Жордана; И —
меняют комбинацию из длинноволок- переливной бачок; 12 — сборник обо— смесительный нанистых хвойных и коротковолокни- ротной воды; 13 сос
стых лиственных целлюлоз или однолетних растений — соломы, тростника, багассы и др. Вырабатывают их из массы сравнительно низкого помола, не превышающего
35—40° Ш Р . Коротковолокнистые компоненты требуют еще более
низкого и притом только рафинирующего размола. Размол волокнистых материалов проводится в две ступени: на первой ступени
все волокнистые компоненты подвергают раздельному размолу на
141
дисковых рафинерах или гидрофайнерах, затем их смешивают
в определенной пропорции в массном бассейне, куда поступают
также оборотный брак и химикаты Готовую бумажную массу
перекачивают в машинный бассейн,
з
откуда она насосом подается на до3
|
Ц
малывающие конические мельницы
Жордана и далее на машину.
Привозную листовую целлюлозу
предварительно распускают на волокнистую суспензию в гидроразбивателях. Оборотный бумажный
брак, распущенный в гидроразбивателе, пропускают через аппараты
типа энтштипперов или рафинирующих мельниц для полного устранения пучков. Уловленное волокно
можно вводить непосредственно в
бассейн размолотого брака.
1
5eg_
S
При необходимости получения
ir
массы более высокой степени помола в схему вводят либо дополни1 " ,e
тельную ступень размола, либо увеs
8
личивают количество размалывающих аппаратов, устанавливая их
последовательно.
В практике японских бумажных
предприятий широкое применение
получил размол коротковолокнистых целлюлоз, в частности лиственных, на роллах с базальтовой
гарнитурой Для этой же цели могут применяться рафинеры с базальтовой гарнитурой. В обоих случаях размол волокна ведется до
Ий машину
относительно низкой степени по-
г
Рис 60 Схемы подготовки массы
для высокосортной бумаги, содержащей тряпье
/ — гидроразбиватель, 2 — мерник воды,
3 — приемный бассейн. 4 — расходный
бассейн 5 — насос, 6 — регулятор кон
центрации, 7— конические мельницы
S — промежуточный бассейн, 9 — массный бассейн, 10— машинный бассейн,
;/ — магнитный расходомер, 12 — раз
рыватель, 13— бункер, 14 — роллы
^ОЛа.
П
Р
И
Э Т 0 М
ВОЛОКНЭ х о р о ш о ра-
финируются и сохраняют способность к обезвоживанию.
Схема подготовки массы для
высокосортной бумаги, содержащей
тряпье (рис. 60). При выработке
высокосортных видов бум аги, состоящих обычно из целлюлозы и
тряпичной, хлопковой или льняной
полумассы, требующих сравнительно высокой степени помола, может применяться как раздельный
размол в роллах периодического действия, так и непрерывный
или полунепрерывный в конических мельницах и роллах.
142
По последней схеме целлюлозу размалывают непрерывным
способом в одну или две ступени на конических мельницах, а тряпичную полумассу — в роллах периодического действия с ножевой
и базальтовой планками и ножевой гарнитурой на барабане (см
стр 89). Далее размолотые целлюлозу, тряпичную полумассу и
оборотный брак смешивают в нужной пропорции в смесительном
бассейне, куда подаются также и химикаты. Готовую бумажную»
массу пропускают через домалывающие конические мельницы и
направляют в машинный
бассейн, откуда
подают
па машину
Периодический
размол тряпичной полумассы можно заменить непрерывным в конических
мельницах, но для этого
необходим предварительный размол тряпичной
полумассы в полумассных роллах, так как в
—> на машину
противном случае длинное волокно при размоле
в конических мельницах
образует пучки и узелки
Схема
подготовки
массы для тонкой и жиронепроницаемой бумаги
с использованием
циклического размола (рис.
Рис 6f Схема подготовки массы для тонкой
и жиронепроницаемой бумаги с использованием циклического размола
/ — гидро]зазбива1ель, 2 — мерник воды 3 — приемный
бассейн, 4 — энтштиппер, 5~ расходный бассейн цля
первой ступени размола б — га же для второй cry
пени размола, 7 — массный бассейн, в—машинный
бассейн 9 — питатель 10 — конические мельницы
61). Эту схему можно
применять для подготовки бумажной массы при выработке жиронепроницаемой и тонкой
бумаги, требующей очень жирного размола: подпергамента, чертежной прозрачной, конденсаторной и др. Листовую целлюлозу
распускают в гидроразбивателе и спускают в один из двух бассейнов, где^ ее разбавляют определенным количеством воды из
мерника и выдерживают для набухания. Затем массу пропускают
для полного разделения на волокна и устранения пучков через
энтштиппер или супратонатор и направляют в приемный бассейн.
Размол целлюлозы производится в три ступени, из которых две
циклические и одна непрерывная. В первой циклической ступени
установлены конические мельницы с базальтовой гарнитурой, а во,
второй циклической и в третьей непрерывной — конические мельгшцы с ножевой гарнитурой С первой ступени на вторую и со
второй в промежуточный бассейн массу перекачивают периодически, после выполнения сравнительно коротких циклов обработки волокнистой массы циркуляцией через питатель, на третью
ступень размола масса подается непрерывным потоком. По за143
вершении размола массу направляют на бумагоделательную машину. Необходимые для выработки жиронепроницаемой бумаги
химикаты и предварительно размолотый оборотный брак можно
вводить в массный бассейн после второй циклической ступени
размола. Иногда перед машинным бассейном устанавливают специальный смесительный бассейн.
Непрерывные и полунепрерывные схемы размола бумажной
массы для конденсаторной бумаги и подпергамента (рис. 62).
Конденсаторную бумагу вырабатывают
из
небеленой
L
1
сульфатной целлюлозы высокой степени чистоты, размолотой до очень высокой степени помола (94—98°ШР) с
4
3
расщеплением
волокон на
3
тонкие волоконца. Такой размол раньше, как правило,
проводили в периодически работающих роллах с базальтовой или полубазальтовой гарнитурой. Периодическая схема размола применяется и до
сих пор. Однако в последнее
время все шире начинают
применять для этой цели циклическую (описана выше), непрерывную и полунепрерывную схемы размола.
Непрерывный метод размола массы на серии конических мельниц с базальтовой
гарнитурой,
установленных
последовательно, применяется
на машину
у нас на некоторых фабриках
Рис. 62. Непрерывная (сплошные линии)
при выработке конденсатори полунепрерывная (включая пунктирной бумаги толщиной выше
ные) схемы подготовки массы для кон8—10 мк. При выработке боденсаторной бумаги:
1 — гидроразбиватель; 2 — мерник воды; 3 — лее тонкой бумаги, толщиной
расходный бассейн; 4 — насос; 5-— кониче- ниже 8 мк, требующей более
ские мельницы с базальтовой гарнитурой;
6 — промежуточный бассейн;
7 — регулятор
тонкого помола массы, приконцентрации; в —конические мельницы; 9 —
меняют полунепрерывную схероллы
му размола. В первой ступени
размол ведут на конических мельницах с базальтовой гарнитурой
непрерывным способом для достижения степени помола массы
90—92° ШР, а во второй ступени — в роллах с базальтовой или
полубазальтовой гарнитурой, работающих периодически. В обоих
случаях размол завершается на конических мельницах Жордана
с ножевой гарнитурой, установленных после машинного бассейна.
1
f
144
1
Аналогичные схемы можно применять и при выработке жиронепроницаемой бумаги, требующей высокой степени помола массы.
Схема подготовки массы для мешочной и кабельной бумаги
(рис. 63). Мешочную бумагу изготовляют из сульфатной небеле-
Оборотный
Химикаты
брак
Овадотныа
Ни МйШЩ
Рис. 63. Схема подготовки массы для мешочной и кабельной бумаги:
/—приемный бассейн; 2 — насос, з — регулятор концентрацин; 4 — дисковые рафинеры; 5 — промежуточный бассейн; 6 — дозатор, "7 — конические мельницы; 8- машинный бассейн
на тшинд
Рис. 64. Схема подготовки массы для впитывающей тонкой
бумаги, вырабатываемой на саМОСЪемочных машинах:
,
,
„
^«"Жйн^Т^сос. 2
7^7лятор концентрации; 5 —мельница
Клафлии; 6 — машинный бассейн;
7 — мельница Жордана
ной целлюлозы, размолотой до сравнительно невысокой степени
помола, 24—28° ШР. Размол массы ведут непрерывным способом в две-три ступени. На первой ступени размола обычно устанавливают дисковые рафинеры Сутерленда с металлической гарнитурой или гидрофайнеры и размол ведут при концентрации
4—5%, на второй ступени — конические мельницы Жордана,
работающие при концентрации массы 3,6%. Перед бумагоделательной машиной обычно устанавливают домалывающие коничеС. Н. Иванов
145
ские мельницы, в которые направляют массу концентрацией
около 3%.
Аналогичная схема размола пригодна также и для подготовки
массы при выработке кабельной, телефонной и других видов бумаги из сульфатной целлюлозы. Однако для размола массы до 40—
60° ШР при выработке кабельной и телефонной бумаги в первой
ступени размола устанавливают дисковые рафинеры или конические мельницы с базальтовой гарнитурой, а во второй и третьей —
конические мельницы с ножевой гарнитурой.
Схема подготовки массы для впитывающих тонких видов бумаги, вырабатываемых на самосъемочных машинах (рис. 64).
Впитывающую бумагу санитарно-бытового назначения {медицинскую вату, бумагу для салфеток, носовых платков, полотенец, туалетную и др.) вырабатывают из одного или нескольких волокнистых материалов (беленой и облагороженной целлюлозы, древесной массы и др.) очень садкого помола (18—22°ШР). Целлюлозу
размалывают в одну или две ступени на аппаратах непрерывного
действия с ножевой гарнитурой: конических мельницах, мельницах
Мордена и трехдисковых мельницах. Листовую целлюлозу распускают на гидроразбивателе и направляют в приемный бассейн,
куда подают оборотный брак, химикаты для придания бумаге
влагопрочности или лучшей впитывающей способности и красители. Отсюда массу подают на первую ступень размола, направляют в машинный бассейн, а из него— на конические мельницы
Жордана, установленные параллельно. После мельниц масса поступает на машину.
Глава
IV
ПРОКЛЕЙКА БУМАГИ
Общие сведения
Для придания бумаге некоторых специфических свойств применяют проклеивающие вещества. К. числу проклеивающих веществ относят такие, которые сообщают бумаге водостойкость,
а также и такие, которые связывают волокна между собой в бумажном листе и тем самым способствуют повышению сомкнутости и механической прочности бумаги. Первые будем называть
гидрофобизирующими, а вторые — связующими проклеивающими
веществами.
К числу гидрофобизирующих проклеивающих материалов относятся: обычная и модифицированная канифоль (клей «Мерсайз»,
клей «Малроз» и др.), парафин, горный воск, стеараты, силиконы,
битум, латекс, синтетические клеи на основе димеров алкилкетенов (аквапел), квилон и некоторые другие. Эти вещества придают
бумаге нужную степень гидрофобности, снижают ее способность
146
поглощать воду и делают бумагу пригодной для письма чернилами, однако они {за исключением латексов и битумов, которые
обладают связующими свойствами) не увеличивают, а даже несколько снижают механическую прочность сухой бумаги.
К числу связующих проклевающих материалов относятся:
крахмал, модифицированный крахмал, производные крахмала,
животный клей, казеин, соевый протеин, производные целлюлозы
{карбоксиметилцеллюлоза,
мети л целлюлоз а, диоксиэтилцеллюлоза), некоторые растительные камеди (манногалактаны), жидкое
стекло, синтетические полимеры — поливиниловый спирт, поливинилацетат, полиакриламид, альгинаты, латексы и др. К этим же
проклеивающим материалам относят также «влагопрочные»,
мочевино- и меламино-формальдегидные смолы, придающие
бумаге прочность не только в сухом, но и во влажном состоянии.
Большинство связующих проклеивающих материалов — гидрофильные органические коллоиды, они имеют сродство к целлюлозному волокну и поэтому связывают между собой волокна, повышая прочность бумаги. Не обладая гидрофобными свойствами, они
не могут заменить канифоль и другие гидрофобизирующие вещества при проклейке бумаги с целью получения необходимой водостойкости. Однако применение их вместе с канифольным клеем
значительно улучшает проклейку бумаги.
Некоторые из проклеивающих веществ, например латекс и
битум, можно отнести к обеим группам этих веществ, так как они
обладают одновременно и гидрофобными и связующими свойствами.
По методу применения проклеивающих веществ различают
проклейку бумаги в массе и поверхностную проклейку. В первом
случае проклеивающее вещество вводится непосредственно в бумажную массу перед отливом бумаги на бумагоделательной машине, вследствие чего бумага становится проклеенной в толще
листа. Во втором случае проклейке подвергают готовую бумагу
путем пропитки ее в растворе клея или его нанесения на поверхность листа. В этом случае бумага подвергается обработке клеящими веществами лишь с поверхности, а в толще листа остается
непроклеенной.
Поверхностная проклейка может быть осуществлена на отдельных машинах или непосредственно на бумагоделательной
машине—в клеильном прессе, а также на каландре.
Проклейка бумаги канифольным клеем
Цель проклейки бумаги канифольным клеем (смоляной проклейки) заключается в том, чтобы снизить ее впитывающую способность по отношению к воде и водным растворам и сделать пригодной для письма чернилами Непроклеенная бумага обладает
высокой впитывающей способностью, быстро намокает в воде и
теряет при этом свою прочность. Такая бумага непригодна для
6*
147
письма чернилами, так как они расплываются по поверхности к
проходят на другую сторону листа.
Проклейке подвергают такие виды бумаги, как писчая, документная, литографская, офсетная, чертежная, рисовальная, фотоподложка, мундштучная, обойная, перфокарточная и др.
По степени проклейки все виды бумаги можно разделить условно на три группы: сильноклееные, вырабатываемые при расходе канифоли от 1,5—2% до 3,5—4% * (писчая, тетрадная, чертежная, фотоподложка и др.), слабоклееные, изготовляемые при
расходе канифоли 0,5—1 % (типографская, для глубокой печати,
перфокарточная, мешочная, обойная и др.), и неклееные. К последней группе относятся электроизоляционные (кабельная, телефонная, конденсаторная и др.), впитывающие и фильтрующие виды
бумаги, газетная, папиросная и др.
Основными проклеивающими веществами служит обычная и
модифицированная канифоль. Частично канифоль можно заменить
парафином, монтанвоском и некоторыми другими веществами, но
полноценными^заменителями канифоли их считать нельзя, так как
первый обычно применяется только в смеси с канифольным клеем,
а второй — главным образом при выработке низкосортных видов
бумаги.
Большие перспективы проклейки открываются с разработкой
методов гидрофобизации бумаги кремнийорганическими соединениями. В настоящее время разрабатываются три метода: газовая
проклейка готовой бумаги летучими кремнийорганическими соединениями, поверхностная проклейка эмульсиями кремнийорганических соединений и проклейка в массе. Первый из этих методов более сложен в аппаратурном оформлении и вреден для здоровья
рабочих, второй и третий требуют сравнительно длительного прогрева бумаги при высокой температуре, что не может быть достигнуто при обычной сушке бумаги. С преодолением указанных выше
затруднений кремнийорганические соединения могут найти широкое применение для проклейки бумаги.
Теория проклейки бумаги смоляным клеем
Сущность проклейки бумаги смоляным клеем заключается
с следующем. Канифоль, являющуюся по своей природе смесью
смоляных кислот (состава С20Н30О2 с одной карбоксильной группой), омыляют 1 щелочью и полученный клей разводят в воде. Клеевая эмульсия может иметь различный состав в зависимости от
количества щелочи, взятой на омыление. При полном омылении
всех смоляных кислот, содержащихся в канифоли, получают так
* Количество расходуемой канифоли выражается в процентах от веса волокна
1
Термин о м ы л е н и е не совсем верен, так как фактически здесь происходит нейтрализация кислоты щелочью, однако это установившийся термин, поэтому он сохранен и здесь.
148
называемый нейтральный, или полностью омыленный, клей. При
недостаточном количестве щелочи, взятой на варку канифоли,
получают клей с содержанием свободной, неомыленной канифоли.
Различают две разновидности такого клея: так называемый белый
клей с содержанием свободной смолы до 40% и высокосмоляной
клей с содержанием свободной смолы 70—90%.
Полученную тем или иным способом клеевую эмульсию вводят
в бумажную массу в процессе ее размола или после размола волокнистых материалов и после соответствующего перемешивания
осаждают на волокне сернокислым глиноземом или квасцами.
Смоляные частицы фиксируются на волокне и при последующем
отливе и сушке бумаги на бумагоделательной машине сообщают
бумаге известную степень гидрофобности.
Смоляная проклейка изобретена Иллигом в 1807 г. Не вдаваясь в рассмотрение развития взглядов на процесс проклейки,
рассмотрим сущность явлений, происходящих при изготовлении
клея и при проклейке бумаги.
Явления,
протекающие
при
изготовлении
клея.
При варке
канифоли со щелочью происходит образование смолянокислого
натрия (резината натрия) в результате реакции едкого натра или
соды с органическими смоляными кислотами, содержащимися
в канифоли, по схемам:
С19Н29СООН + NaOH — Cl9H29COONa + H 3 O;
(17)
2С19Н29СООН + Na3CO3 — 2C19H29COONa + H2O + СО2.
(18)
Эти реакции следует рассматривать как типичные реакции
нейтрализации кислоты щелочью. Для полного проведения их требуется около 13% NaOH и около 17,5% Na 2 CO 3 по отношению
к весу канифоли, при этом получается полностью омыленный, или
нейтральный, канифольный клей. Если же взять количество щелочи, недостаточное для полного проведения указанных выше реакций, то часть смолы останется в свободном состоянии. Количество свободной смолы в клее может быть различным в зависимости от количества щелочи, взятой на его варку.
Клей, содержащий до 40% свободной смолы, хорошо диспергируется паровым инжектором, и полученная смоляная эмульсия,
разбавленная водой, имеет белый цвет, напоминая по своему виду
молоко. По этой причине ее часто называют канифольным молочком, а этот вид клея •— белым.
Клей, содержащий большее количество свободной смолы, не
может быть получен указанным выше методом, так как при этом
получается малоустойчивая клеевая эмульсия, выпадающая в осадок. Чтобы получить устойчивую эмульсию при большем количестве свободной смолы в клее, необходимо применение защитного
коллоида, стабилигирующего эмульсию. Такой клей обычно получают механическим диспергированием частично омыленного клея
при помощи быстроходной пропеллерной мешалки в присутствии
149
казеипата натрия Последний служит стабилизатором эмульсии и
предохраняет смоляные частицы от выпадения в осадок
Причиной, стабилизации клеевой эмульсии белого клея является образование сольватной оболочки вокруг частичек свободной
смолы из адсорбированных молекул резината натрия, способных
к диссоциации, которые ориентируются своим смоляным остатком
(анионом) к поверхности частицы, а ионом натрия (катионом)
к воде, в результате чего смоляные частицы приобретают отрицательный заряд, отталкиваются друг от друга и не слипаются при
тепловом движении и столкновении
a
и
Na*
Hi *
•
\на*
•—V
1 |
(RCQQHIm
<^
^
Ha
a
jRGOi
У
'J
^г
\
Л
"Q+\
/J
.0Q3V
Wo'
jUCQO
•vV * 4 .
"
Ha
Рис
65 Схема строения коллоидной частицы клея*
а — белого б — высокосмсляного
У клея с высоким содержанием свободной смолы резината
натрия недостаточно, чтобы создать необходимую сольватную оболочку и придать смоляной частице достаточно сильный электроотрицательный заряд, препятствующий слипанию смоляных частиц
при столкновении. Поэтому приходится дополнительно вводить
в эмульсию защитный коллоид (чаще всего казеинат натрия),
который входит в сольватную оболочку смоляной частицы, повышает ее заряд и стабилизирует эмульсию. Схема строения частицы
клея показана на рис 65.
При действии электролитов электрокинетический потенциал
смоляных частиц может снизиться до изоэлектрического состояния, и они выпадут в осадок.
Как показал А. П. Петров [I], степень дисперсности эмульсий
высокосмоляного клея растет с увеличением добавляемого количества казеина и достигает максимума при его содержании около
12% по отношению к канифоли При этом растет и устойчивость
эмульсии к коагулирующему действию электролитов. Чрезмерная
устойчивость эмульсии нежелательна, так как при действии серно150
кислого глинозема она не коагулирует или коагулирует не полностью, что приводит к потере клея со сточными водами и к ухуд
шению проклейки бумаги.
Оптимальные свойства эмульсии высокосмоляного клея получаются при содержании казеина в композиции клея 2,5—4,5%.
При таком количестве казеина эмульсия клея достаточно устойчива и не осаждается солями жесткости воды, но хорошо коагулирует при добавлении сернокислого глинозема.
Явления, протекающие при
проклейке бумаги. Явления, про-
исходящие при проклейке бумажной массы, весьма сложны и еще
мало изучены Сложность процесса обусловлена коллоидными
свойствами веществ, участвующих в проклейке, неоднородностью
химического состава целлюлозы, смоляного клея, алюминиевых
солей, воды и других компонентов бумажной массы и изменчивостью состава клеевой эмульсии и сернокислого глинозема, подверженных гидролизу.
Как известно, смоляная эмульсия состоит из резината натрия
и частиц свободной неомыленной смолы. Резинат натрия, являясь солью слабой кислоты и сильной щелочи, подвергается гидролизу, в результате чего образуется коллоидная смола и едкий
натр:
C19H29COONa + Н2О ^ С1ЭН29СООН + NaOH.
Как показали исследования Бьялковского [2], Гарольда, Хауга, Н. Д Иванова и др , гидролиз резината натрия происходит
лишь в присутствии волокон, когда образующаяся щелочь поглощается целлюлозой и уходит из сферы действия. В чистых водных
растворах этот процесс происходит в очень малой степени Таким
образом, при проклейке бумаги белым и высокосмоляным клеями
в результате гидролиза клеевой эмульсии появляется третий компонент— коллоидная смола, отличающаяся более высокой степенью дисперсности по сравнению с частицами неомыленной
смолы.
Коллоидная смола и частицы неомыленной смолы обладают
в водной среде, как и целлюлозное волокно, отрицательным зарядом. Поэтому, чтобы "зафиксировать смолу на волокне, необходимо
перезарядить один из компонентов Эту роль выполняет сернокислый глинозем, который вступает в химические и коллоиднохимические реакции с резинатом натрия, солями жесткости воды
и зольными элементами волокна Направление этих реакций во
многом зависит от pH среды и от того, в какой форме находятся
соединения алюминия, так как сернокислый алюминий также
гидролизуется и в зависимости от кислотности среды может находиться либо в диссоциированном состоянии — в ионной форме,
либо в недиссоциированном состоянии — в форме гидроокиси алюминия.
Гидролиз происходит по схеме
Al2 (SO4)3 + 6Н2О ^ 2А1 (ОН)3 + 3H2SO4,
(19)
151
или в ионной форме
2А1 ' + 3SO4 + 6Н0Н ^ 2А1 (ОН) 3 + 6Н* + 3SO4'.
(20)
При повышении кислотности среды увеличивается количество
ионов алюминия, а при повышении щелочности, наоборот,—
количество недиссоциированной гидроокиси алюминия. Каждый из
компонентов глинозема вступает в соответствующие взаимодействия с волокном и клеевой эмульсией.
По вопросу а том, в каком виде на волокно выпадают клеящие осадки и что является клеящим началом, было в свое время
много споров среди исследователей. Сторонники так называемой
резинатной теории считали, что таким началом является резинат
алюминия, а сторонники теории свободной смолы —что свободная
смола, полагая, что резинат алюминия является только переходной и неустойчивой формой соединения, которое затем переходит
в свободную смолу [3].
Исследования Шюца и Клаудица [4], Робинзона, Джейме, Зейделя и Арледтера [5, 6] показали, что резинат алюминия всегда
имеется в проклеенной бумаге и его количество эквивалентно резинату натрия. Отсюда следует, что резинат алюминия и свободная
смола совместно обеспечивают проклейку бумаги.
Выпадение резината алюминия — следствие ионной реакции
между резинатом натрия и сернокислым алюминием, которая происходит почти мгновенно:
6C19H28COONa 4 Al2 (SO4)3 — 2 (С19Н2еСОО)3 Al + 3Na3SO4.
(21)
Резинат алюминия нерастворим в воде и тотчас выпадает
в осадок, оседая на волокне. Эта реакция происходит при pH
массы 4,5 и ниже. При более же высоком pH массы, до 6,5, повидимому, образуется дирезинат алюминия AlRe2 (ОН), монорезинат АЩе (ОН) 2 и свободная смола ReH [7].
Гайд [8] нашел, что клеевой осадок не представляет собой
стехиометрического соединения, но является смесью, состоящей
из резинатов алюминия разной степени замещения абиетиновой
кислоты и гидроокиси алюминия, и состав его зависит главным
образом от соотношения количества смолы и глинозема, участвующих в реакции.
Роль сернокислого глинозема в процессе осаждения свободной
смолы на волокне заключается в том, что он понижает pH и разрушает сольватную оболочку смоляной частицы, вызывая коагуляцию клея. При этом часть резината натрия превращается в резинат алюминия или гидролизуется с образованием свободной
смолы, а сульфат алюминия гидролизуется с образованием гидроокиси алюминия и сульфата натрия.
Ионы алюминия вступают также в обменную реакцию с однои двухвалентными катионами золы волокна, вызывая понижение
отрицательного заряда целлюлозы и тем самым снижая потен152
циальный барьер, облегчая в дальнейшем проведение гетерокоагуляции смоляных осадков.
Получающаяся в результате гидролиза сульфата алюминия гидроокись алюминия адсорбирует из раствора трехвалентные ионы
алюминия и приобретает положительный заряд. Обладая большой
поверхностью и зарядом, она коагулирует взвеси и в том числе
коллоидную смолу, частицы которых она доводит до изоэлектрического состояния и даже сообщает им положительный заряд.
Коллоидная смола вместе с хлопьями резината алюминия захватывает более крупные частицы свободной смолы и оседает вместе с ними на волокнах. Коллоидные частицы свободной смолы,
стабилизированные казеином, значительно медленнее коагулируют в результате электролитной коагуляции по сравнению с коллоидной смолой и особенно с резинатом алюминия. Поэтому последний значительно ускоряет процесс осаждения на волокне свободной смолы.
Удержанию клеевых частиц способствует развитая при размоле поверхность волокон и их хорошая адсорбционная способность.
На протяжении длительного периода времени между исследователями не было единого мнения о механизме осаждения и фиксации клеящего осадка на волокне. Некоторые из них полагали, что
при действии сернокислого глинозема и продуктов его гидролиза
первой перезаряжается целлюлоза, которая, изменив свой заряд
на положительный, притягивает к себе отрицательно заряженный
клеевой осадок. Другие считали, что первым под влиянием солей
алюминия перезаряжается клеевой осадок. Третьи же, в частности
Я. Г. Хинчин [9], не придавая значения очередности перезарядки
волокна или клеевого осадка, просто говорили, что положительно
заряженные катионы алюминия и гидроокиси алюминия являются «электростатически-клеящим веществом» между отрицательно заряженными смолой и волокном.
В настоящее время механизм осаждения смолы на волокно достаточно хорошо изучен и освещен в работах Гайда [8], Тода [10]
и др. Эти авторы показали, что в отсутствие посторонних материалов отрицательный заряд смолы быстро изменяется на положительный при~ добавлении небольшого количества сульфата алюминия (1:1) и что клееная целлюлоза достигает изоэлектрического
состояния при значительно меньшем количестве сульфата алюминия (почти в 4 раза), нежели неклееная (рис. 66). Таким образом, можно считать установленным, что смола перезаряжается
легче целлюлозы, меньшим количеством глинозема, и, следовательно, при действии сульфата алюминия образуется положительно заряженный осадок смолы, который осаждается на отрицательно заряженных волокнах.
Установлено, что эффективность проклейки бумаги и электрокинетический потенциал смоляного осадка изменяются параллельно (рис. 67), что дает основание считать, что главным
153
фактором проклейки бумаги является электрокинетический потенциал клеевого осадка.
Для получения высокого положительного заряда клеевого
осадка, как показал Гайд [8], необходимо иметь: достаточно низкий pH, оптимальное соотношение между количеством смолы и
глинозема и низкую концентрацию легкосорбируемых анионов, понижающих заряд клеевого осадка (лигносульфонаты, сульфаты,
перхлораты).
Оптимальный pH массы после введения глинозема находится
в пределах 4,5—4,7, причем в зависимости от вида клея и приме-
0
0.1
О,?
ЦЗ
BJt
концентрация U^ssjj
и,2лгч1П№1, нг-iKl)
Рис. 66. Влияние сернокислого алюминия на злектрокинетический потенциал волокна целлюлозы:
/—клееного, 2 — неклееного
0,5
0,5
щ1г
Рис. 67. Влияние электрокинетического
потенциала смоляного осадка на эффективность проклейки бумаги:
/—<:-потенциал, 2 —степень проклейки
бумаги
няемой производственной воды pH может колебаться в довольно
широком диапазоне, от 4 до 5, при использовании кислой оборотной
воды и нейтрального клея и от 4,5 до 5,5 при использовании жесткой воды и высокосмоляного клея.
Процесс проклейки бумаги завершается на сушильной части
машины. Во время сушки бумаги смоляной осадок размягчается,
подвергается спеканию и делается гидрофобным. Полагают,
что при этом полярные карбоксильные группы смоляных кислот
ориентируются внутрь, стремясь уменьшить свободную энергию поверхности. Очевидно, молекулы смоляных кислот не всегда фиксируются должным образом в клеевых частицах на волокне, вследствие чего гидрофобность поверхности волокна не всегда бывает
достаточно хорошей. Окись алюминия предохраняет частицы смолы
от сплавления при спекании клеящего осадка во время сушки бумаги и предотвращает реориентацию полярных концов смоляных
молекул, закрепляя их в структуре. Согласно теории Томаса [11],
ионы алюминия эффективны для проклейки бумаги потому, что они
могут устанавливать со смолой и с целлюлозой координационную
связь через гидроксильные группы. Это координирующее действие
алюминия больше проявляется при гидролизе алюминиевой соли,
когда он находится в виде гидратированного иона А1(ОН)2+, спо154
собного полимеризоваться и образовывать высокомолекулярную
гидроокись. Подробно об этом сказано на сто. 19.
Согласно этим представлениям ион алюминия устанавливает
координационную связь со смолой и с целлюлозой по схеме
Н2О
ОН
Ч
Н2(У
О—С—Re
II
О
При этом, как показал Гайд [8], легкосорбируемые анионы таких
веществ, как оксалаты, тартраты, лигносульфонаты, а также сульфаты, оказывают вредное влияние на проклейку, так как они мешают установлению координационной связи смолы и целлюлозы
с ионом алюминия. Канифольный клей типа Мерсайз и Мальроз
более стабильно проклеивает бумагу по сравнению с обычным канифольным клеем, так как обладает тремя карбоксильными группами в молекуле и потому устанавливает лучшую координационную связь с ионом алюминия.
Как показал Г. Ли [12], смола после сушки бумаги не образует
сплошной пленки на волокнах и не заполняет промежутков между
ними, а располагается в виде мелких вкраплений на поверхности
волокон, частично заполняя мелкие капилляры. Прежние представления о том, что смола в виде пленки сплошь покрывает волокно,
не подтвердились. На микрофотографиях бумаги Г. Ли показал,
что эффект ее проклейки зависит в основном от степени дисперсности клеевых частиц и равномерности их распределения на волокне. Эффект проклейки заключается в том, что гидрофобные
частицы смолы, располагаясь на волокне и в капиллярах, делают
бумагу гидрофобной, а поры — антикапиллярными.
В результате сушки бумажный лист претерпевает усадку, его
поверхность сокращается, размеры пор и капилляров уменьшаются, что также способствует повышению гидрофобности бумаги.
Проникновение жидкости в капилляры бумаги при отсутствии
гидростатического давления жидкости можно выразить уравнением
dt
где
го cos 6
,~ns
/ — глубина проникновения жидкости, см;
t — время проникновения жидкости, сек;
dl
.
скорость проникновения жидкости в капиллярах, см/сек;
dt
г — радиус капилляров, см;
а — поверхностное натяжение жидкости, дин/см;
8 — краевой угол смачивания между жидкостью и бумагой,
град;
т) — вязкость жидкости, пуаз.
155
Из этого выражения видно, что скорость проникновения жидкости в бумагу, по существу являющаяся величиной, обратной степени проклейки, зависит в первую очередь от значения краевого
угла смачивания 8, т. е. от степени гидрофобности бумаги. Она зависит также от радиуса капилляров, т. е. от степени помола волокна и строения бумажного листа, понижаясь с уменьшением
размеров пор и капилляров в бумаге. Остальные факторы являются постоянными для данной жидкости и вида бумаги.
Таким образом, основной эффект при канифольной проклейке
бумаги получается вследствие повышения гидрофобности ее поверхности: увеличивается краевой угол смачивания (рис. 68). Пористость и воздухопроницаемость проклеенной бумаги незначительно повышаются, впитывающая же способность бумаги резко
уменьшается Разрывная длина бумаги в сухом состоянии практически не изменяется, тогда как
во влажном состоянии она
возрастает, так как канифольная проклейка замедляет намокание бумаги в воде и тем
-90*
>30"
самым придает ей известную
Рис 68 Краевой угол смачивания у бу- с т с п е н ь влагопрочности. Смомаги разной степени проклейки
ляная проклейка
несколько
снижает деформацию бумаги
при увлажнении, но делает ее
более жесткой и менее податливой при каландрировании. Из-за
увеличения жесткости сопротивление излому клееной бумаги
снижается.
Поскольку канифоль, применяемая для проклейки, имеет желтый и даже бурый цвет, белизна бумаги несколько понижается. Поэтому при выработке высокосортной белой бумаги рекомендуется
применять более светлую канифоль.
Большой вклад в теорию и практику проклейки бумаги канифольным клеем внесли Вурстер, Бруно, Вигер, Хауг, Шюц и Клаудиц, Гарольд и Бьялковский, Эмап, Зибер, Хейзер, Жеребов, Хинчин, Прайс, Тод, Гайд, Калтенбах, Джайме и др. Вурстеру обязаны внедрением в практику белого клея, а Вигеру — клея с высоким содержанием свободной смолы.
Хотя Вурстер исходил из неправильных теоретических предпосылок, но, несмотря на это, его мысль о применении белого клея
оказалась плодотворной. Вурстер считал, что при взаимодействии
смолянокислого натрия с сернокислым глиноземом реакция не
останавливается на образовании смолянокислого алюминия, а идет
дальше. Он полагал, что смолянокислый алюминий реагирует с избытком глинозема и образует свободную смолу и основную соль
алюминия по схеме
— слабоклееной, 2 — со средней степенью
проклейки, 3 — силытоклееной
(С 1 9 Н 2 9 СОО) 3 А1
A1 2 (SO 4 ) 3 + 3H 2
-3A1(OH)(SO 4 ).
156
ЗС 1 9 Н 2 9 СООН +
(23)
Таким образом, по мнению Вурстера, в результате этих реакций на волокно при проклейке осаждается свободная смола, а не
резинат алюминия. Вурстер полагал, что последний не обладает
проклеивающими свойствами и приписывал эти свойства только
свободной смоле. Исходя из этих представлений, он и пришел
к выводу о целесообразности получения белого, не полностью омыленного клея, содержащего свободную смолу.
Теория Вурстера (1877) пользовалась длительное время всеобщим признанием. Только в 1900 г. Л. П. Жеребов опроверг ее,
доказав, что вышеуказанная реакция при проклейке не происходит
и что резинат алюминия всегда присутствует в бумаге и является
проклеивающим агентом [13]
Факторы процесса проклейки бумаги
Эффект проклейки зависит от многих факторов: качества клея,
порядка введения в бумажную массу химикатов при проклейке,
кислотности среды, качества применяемой воды, температуры
массы, степени помола массы, режимов отлива, прессования, сушки
и каландрирования бумаги, а также свойств исходных волокнистых
материалов и других компонентов бумаги. Обилие факторов
усложняет проведение процесса проклейки бумаги и вызывает
иногда затруднения на предприятиях.
Качество клея. Как указывалось, клей может содержать различное количество свободной смолы в зависимости от метода его приготовления. Тот или иной клей необходимо выбирать с учетом местных условий на производстве и вида проклеиваемой бумаги. Из
этих условий наибольшее значение имеют: качество производственной воды, вид проклеиваемых волокнистых материалов, а также
температурный режим сушки бумаги. Эти вопросы более подробно
будут рассмотрены ниже.
Качество нейтрального клея определяется его чистотой и отсутствием свободной щелочи, а качество белого и высокосмоляного
клея — главным образом степенью дисперсности клеевых частиц
в готовой эмульсии. Чем меньше и однороднее частицы, тем лучше
клей и выше его кроющая способность. Грубодисперсная эмульсия может выпадать в осадок еще до использования.
Контроль за качеством смоляной эмульсии можно осуществлять при помощи микроскопа. При увеличении микроскопа 1 : 400
смоляные частицы размером от 0,1 до 1 мк хорошо видны и находятся в броуновом движении.
Качество высокосмоляного клея обусловливается также и устойчивостью эмульсии к коагулирующему действию электролитов.
Чрезмерная устойчивость, как уже указывалось, вредна и может
привести к ухудшению проклейки.
Порядок введения в бумажную массу химикатов при проклейке.
Клей необходимо добавлять в бумажную массу раньше сернокислого глинозема, чтобы он мог хорошо перемешаться с волокном.
При введении сернокислого глинозема раньше клея образуется
!57
грубозернистый осадок смолянокислого алюминия, обладающего
худшими проклеивающими свойствами в результате преждевременного осаждения клея и неоднородного распределения осадка на
волокне. Порядок введения наполнителя, по-видимому, не оказывает существенного влияния на результаты проклейки. Однако существует мнение, что лучшие результаты проклейки достигаются
при введении наполнителя в массу после глинозема, а большая
удерживаемость наполнителей в бумаге — при их введении до глинозема, проклейка в последнем случае несколько ухудшается.
На рис. 69 показано влияние порядка введения клея и глинозема
в массу на эффект проклейки беленой
целлюлозы при дозировке клея 0,75%
и сернокислого глинозема 1,5% к волокну на мягкой производственной воде. Худшие результаты получались при
одновременном введении химикатов и
при введении глинозема раньше клея.
Кислотность среды. Для эффекта
проклейки имеет значение как начальный pH массы до введения клея, так и
конечный pH после ввода сернокислого глинозема.
Рис. 69. Влияние порядка ввеНачальный pH массы зависит от
дения химикатов в бумажную
массу на эффект проклейки:
вида волокнистого материала и качества производственной воды. Он выше
is мин; з — одновременно с клеем,
при работе на свежей, жесткой воде и
при проклейке сульфатной целлюлозы,
»ейтра^ныи"клейГя -бмыйкле£
ш - ВЫСОКОСМОЛЯНОЙ клей
чем при работе на мягкой воде и при
проклейке сульфитной целлюлозы или
применении кислой оборотной воды. Оптимальным начальным pH
массы для проклейки бумаги следует считать 6,5—7 [14]. При таком pH клей равномерно распределяется в массе, и после
ввода сернокислого глинозема получаются мелкие хлопья клеящего осадка, дающие тонкодисперсные клеевые частицы. При использовании кислой оборотной воды начальный pH массы может
снизиться до 4,5—5,5, что вызывает преждевременную коагуляцию клея с образованием грубодисперсных хлопьев. Чем кислее
масса, тем крупнее получаются хлопья и хуже проклейка.
Исследования Калтенбаха [14] показали, что введение клея в кислую массу дает худшие результаты проклейки, чем при введении
его в нейтральную или слабокислую массу. Поэтому он рекомендует проклеивать высокосортные виды бумаги на свежей воде,
а бумагу средних и низших сортов — на оборотной. Для улучшения проклейки он рекомендует нейтрализовать избыточную кислотность массы перед вводом клея небольшой добавкой NaOH, силиката натрия или алюмината натрия и даже известью Са (ОН) 2Конечный pH массы после ввода сернокислого глинозема долШ
158
жен находиться в пределах 4,5—5, а при использовании кислой
оборотной воды понижаться до 4—4,3, так как глинозема приходится давать такое же количество, как и при проклейке нейтральной массы. Уменьшение расхода глинозема в этом случае
еще больше снижает степень проклейки бумаги.
Качество производственной воды. Качество воды, как известно, характеризуется временной бикарбонатной и постоянной
жесткостью. Первая зависит от наличия в воде солей бикарбонатов кальция и магния, вторая — от наличия хлоридов, сульфатов, нитратов и силикатов магния и кальция.
Качество воды оказывает большое влияние на результаты
проклейки, причем влияние это различно и зависит от вида и
состава клея. Нейтральный клей чувствителен к солям как временной, так и постоянной жесткости и начинает коагулировать
при жесткости выше 7—9°Н {2,5—3,2 мг-экв/л) с образованием
грубодисперсных осадков резинатов кальция и магния, обладающих меньшими проклеивающими свойствами, чем резинат алюминия.
Как показал Калтенбах [14], худшие проклеивающие свойства
резинатов кальция и магния объясняются не только их меньшими гидрофобными свойствами, но главным образом грубодисперсностью осадков и более высокой температурой их спекания,
особенно резината кальция.
Реакция нейтрального клея с солями временной и постоянной жесткости воды идет по схемам:
2C19H3i)COONa + Са (НСО8)3 — (С19Н20СОО)2Са +
+ 2CO 2 +2NaOH;
2Cl9H29COONa + СаС1 2 — (С19Н29СОО)3Са -|- 2NaCl.
(24)
(25)
В результате этих реакций состав клеящего осадка изменяется, что ухудшает проклейку бумаги. Необходимое условие проклейки нейтральным клеем — наличие мягкой воды.
При наличии жесткой воды проклейку нейтральным клеем
можно улучшить добавлением в клей (или в массу) защитного
коллоида — животного клея или казеина в количестве 4—5% от
веса канифоли — или умягчением воды сернокислым глиноземом,
содой или известью. Сернокислый глинозем переводит бикарбонаты в нерастворимые сульфаты, а сода и известь — растворимые хлориды, сульфаты и бикарбонаты в нерастворимые карбонаты по схемам:
ЗСа (НСО3)а + Al2 (SO4)3 -> 3CaSO4 + 2А1 (ОН)3 + 6СО2;
(26)
Са (НСО3)2 + Са (ОН)2 -> 2СаСО3 + 2Н2О;
(27)
СаС12 + Na2CO3 -> 2NaCl -!- СаСО3;
(28)
CaSO4 + Na3CO3 -> Na2SO4 + CaCO3.
(29)
159
Умягчения воды можно достичь и добавкой тринатрийфосфата, «калгона», который осаждает магний и кальций в виде
фосфатов.
Джейме и Арледтер [6] установили, что проклейка бумажной
массы на дистиллированной воде дает худшие результаты, не^
жели на воде умеренной жесткости, так как соли, находящиеся
в воде в малом количестве, предотвращают преждевременную коагуляцию клея, а при содержании в воде их в большом количестве, наоборот, происходит преждевременная его коагуляция.
Поэтому полное'обессоливание производственной воды для проклейки бумаги нейтральным клеем нецелесообразно, а желательно умягчение воды до жесткости около 2°Н.
Белый клей более устойчив к
солям жесткости воды и не осаждается ими при жесткости воды
ниже
11°Н.
Высокосмоляной
клей, частицы которого защище6ны казеином, не реагирует с солями жесткости воды при ее умеренной и средней жесткости.
Наоборот, практика проклейки
бумаги высокосмоляным клеем и
5
Ю
15
70
Жесткость воды'н
проведенные исследования показали, что бикарбонатные соли
Рис. 70 Влияние бикарбонатной жеоказывают благоприятное влиясткости воды на проклейку бумагиние на проклейку.
Результаты
/ — нейтральным клеем; 2 — высокосмоля
ным при постоянной pH массы, Г и 2' —
проклейки
этим
клеем
в мягкой
то же при постоянном расходе сернокис
лого глинозема
воде получаются даже хуже, чем
в более жесткой воде. Это подтверждается и опытом ряда предприятий, применяющих высокосмоляной клей и испытывающих сезонные затруднения с проклейкой бумаги при понижении жесткости воды в период половодья и
дождей.
Влияние временной жесткости воды на степень проклейки бумаги нейтральным и высокосмоляным клеями показано на рис. 70.
Из рисунка видно, что проклейка бумаги нейтральным клеем
ухудшается с увеличением жесткости воды свыше 7° Н, тогда как
проклейка высокосмоляным клеем, наоборот, ухудшается в мягкой
воде (ниже 7°Н). Однако в очень жесткой воде (выше 15° Н)
степень проклейки бумаги высокосмоляным клеем также снижается.
Отсюда можно сделать вывод, что для проклейки бумаги белым клеем желательна производственная вода умеренной жесткости, а для проклейки высокосмоляным клеем более жесткая
вода.
Благоприятное влияние бикарбонатных солей жесткости воды
на проклейку бумаги клеем с высоким содержанием свободной
160
смолы можно объяснить тем, что для осаждения и фиксации
смолы на волокне необходимо присутствие в воде гидрата окиси
алюминия А1(0Н) 8 , а бикарбонаты способствуют его образованию при действии сернокислого глинозема по схеме
Al8 (SO4)3 + ЗСа (НСО3)2 ~^2А1(НСО3)3+ 3CaSO4,
2А1 (НСО)3 ^ 2А1 (ОН)3 + 6СО2.
(30)
Таким образом, щелочность производственной воды, обусловленная наличием в ней бикарбонатов, способствует образованию
гидрата окиси алюминия после введения в массу сернокислого
глинозема и тем самым создает более благоприятные условия
для закрепления смоляных частиц на волокне.
При проклейке бумаги любым видом канифольного клея в жесткой воде, содержащей бикарбонаты, необходимо увеличивать
расход сернокислого алюминия. Если же этого не сделать и сохранить постоянное соотношение клея и глинозема, например, на
уровне 1:2, то pH среды повышается, а степень проклейки бумаги снижается.
Соли постоянной жесткости значительно меньше снижают проклейку бумаги нейтральным и белым клеями, чем соли временной
жесткости, и не изменяют pH массы. Поэтому при проклейке бумаги в воде с высокой постоянной жесткостью увеличивать расход
сернокислого глинозема не надо.
Кроме минеральных солей, в воде могут находиться и органические вещества. Наиболее вредное влияние на проклейку бумаги
оказывают гумусовые вещества, попадающие в воду из почвы.
Исследования показали, что они сильно снижают степень проклейки бумаги, особенно высокосмоляным клеем. По-видимому,
увеличение содержания гумусовых веществ в воде может также
служить причиной сезонных затруднений при проклейке бумаги.
Температура массы при проклейке бумаги. Как уже указывалось, степень дисперсности клеевых частиц в эмульсии имеет важное значение для эффекта проклейки. Поэтому нужно стремиться
к тому, чтобы сохранить их высокую дисперсность до конца проклейки, т. е. до окончательного закрепления клеевых частиц на
волокне.
Повышение температуры массы при проклейке вызывает слипание и укрупнение смоляных частиц в клеевом осадке, что влечет
за собой понижение степени проклейки бумаги. По этой причине
происходят затруднения при проклейке бумаги в наиболее теплое
ьремя года, когда повышается температура производственной
воды и бумажной массы при размоле. На рис. 71 [15] приведены
кривые изменения температуры производственной воды и расхода
канифоли на проклейку в течение года на одном из предприятий,
выпускающих писчую бумагу и испытывающих сезонные затруднения при ее проклейке. Температура воды в летние месяцы повышается с 18 до 35° С, а расход канифоли сооответственно увеличивается с 20 до 35 кг на 1 г бумаги.
161
Исследования, проведенные в Ленинградской ордена Ленина
лесотехнической академии им. С. М. Кирова [16], показали, что степень проклейки бумаги резко снижается при нагреве бумажной
массы: при температуре массы выше 60° С бумага почти полностью
теряет проклеивающие вещества. Снижение степени проклейки
нейтральным, белым и усиленным клеями наблюдается при температуре массы выше 25° С, а при использовании высокосмоляного
клея — только при температуре
массы выше 35° С (рис. 72). Оптимальная проклейка первыми
тремя видами клея наблюдается
при низких температурах, а высокосмоляным клеем — при температуре 35° С. По-видимому, такое
поведение высокосмоляного клея
связано с характером его смоляных осадков, зависящих от наличия в клее защитного коллоида.
40-|
7
10-
iю
S W
номер месяца
Рис 71 Расход канифоли на про
клейку бумаги в зависимости от температуры ВОДЫ:
! - расход канифоли.
//-температура
25 JO 35 40 45 SO 55 60
1емперотцрв
мосгы с
Рис 72
Влияние температуры массы
на проклейку бумаги
I — высокосмоляным клеем, 2 — нейтральным клеем, 3—белым клеем, 4 — усиленным клеем
Исследования показали, что вредное действие повышенной температуры массы при проклейке бумаги проявляется лишь после
введения в бумажную массу сернокислого глинозема. Если клей
вводить в нагретую бумажную массу, а затем после ее охлаждения добавлять в нее сернокислый глинозем, ухудшения проклейки
бумаги не наблюдается. Следовательно, высокая температура неблагоприятно влияет на алюмосмоляной комплекс и характер отложений смоляных осадков на волокне: смоляной осадок получается более грубодисперсным, смоляные частицы в нем слипаются,
укрупняются и менее равномерно покрывают волокна в бумаге.
Это подтверждается изучением при сильном увеличении микроскопа (Х300—600) характера смоляных отложений на волокне
после закраски препарата четырехокисью осмия и Суданом
черным.
162
Процесс укрупнения смоляных частиц при нагреве массы протекает во времени. Поэтому кратковременный нагрев массы менее вреден для проклейки бумаги, чем более длительный, и, следовательно, при отливе бумаги на машине с подогревом массы,
к чему прибегают для улучшения обезвоживания массы, необходимо стремиться к тому, чтобы бумажная масса подвергалась действию повышенных температур возможно более короткое время.
Сушка бумаги. Процесс проклейки бумаги завершается при
сушке бумаги на машине: смоляной осадок, состоящий из сложного комплекса свободной смолы, резинатов и гидроокиси алюминия, размягчается и сплавляется («спекается»), прилипая к волокнам в виде
отдельных дискретных частиц, при
этом он приобретает гидрофобные
свойства. Считают, что смоляной осадок для получения хорошей проклейки
бумаги не должен полностью расплавляться и переходить в жидкое состояЩ
ние, так как в этом случае смоляные
частицы укрупняются, разжижаются и
могут перейти на сукно и на сушильные цилиндры.
Температура спекания клеящего
о
го
*о
60 80
Содержание сШоШй смолт,%
осадка, по ШютцуиКлаудицу, а также
Калтенбаху [14], зависит от вида клея
и содержания в нем свободной смолы Рис 73. Температура спекания
,
- „ . у-,
,клеевого осадка в зависимости
т ,
т,
б
{рис. 73). По данным И. Калтенбаха,
о т С0Держаиия свободной смолы в клее'
гемпература спекания различных кленачало спекания
2 — полное
ящих осадков составляет: для белого
плавление (по Калтенбаху)
клея (19,5% свободной смолы) 105—
115°С, для клея бевойд (76,5% свободной смолы) 68—80°С, для резината алюминия 152—160°С,
для резината кальция 198—222° С и для резината магния 128—
134° С.
При сушке бумаги при низкой температуре (20—40° С) спекание клеевого осадка на волокне не происходит и бумага полностью не проклеивается. По нашим наблюдениям, в этом случае
достигается лишь около 50—60%* полной проклейки, достигаемой
при нормальном режиме сушки клееной бумаги.
И. Калтенбах различает три стадии сушки клееной бумаги:
стадию испарения влаги из клеевого осадка до сухости бумаги
около 60%, стадию спекания клеевого осадка до сухости бумаги
около 65—85% и стадию досушки бумаги при сухости выше 85%.
В первой стадии сушки бумаги температуру сушильных цилиндров
надо повышать постепенно; температура бумаги, по данным этого
автора, не должна превышать 80° С. Во второй стадии сушки
По оценке степени проклейки бумаги штриховым методом
161
температура сушильных цилиндров должна быть более высокой,
чтобы обеспечить надлежащее спекание клеевого осадка. В третьей
стадии сушки температура сушильных цилиндров, по Калтенбаху,
должна снижаться до 70—80° С, чтобы не ухудшить гидрофобные
свойства осадка перегревом.
Проведенные исследования' подтвердили концепцию Ка-лтенбаха о том, что для проклейки бумаги большое значение имеют
первые две стадии сушки, однако вредного действия на проклейку
бумаги перегрева смоляного осадка в стадии досушки бумаги не
было обнаружено. Наоборот, высокая температура сушильных
цилиндров и в стадии сушки бумаги благоприятствует ее проклейке всеми видами канифольного клея. Поэтому снижение температуры последних сушильных цилиндров, как это обычно практикуется в производстве, диктуется не требованиями проклейки
бумаги, а только желанием избежать ее пересушки.
Таким образом, сушку клееной бумаги следует рассматривать
как двухстадийный процесс, причем эти стадии совпадают с известными из теории сушки двумя периодами сушки бумаги- первым — с постоянной скоростью сушки и вторым — с убывающей
скоростью сушки В первом периоде сушки, когда удаляется свободная влага, следует избегать высокой температуры сушильных
цилиндров и нагрев их осуществлять постепенно, чтобы избежать
перемещения вместе с паром и влагой смоляных частиц и их
укрупнения. Средняя температура сушильных цилиндров в этой
стадии не должна превышать 70—75° С при постепенном подъеме
температур от 50 до 100° С Во второй стадии сушки, когда уже
удалена свободная влага, при сухости бумажного полотна выше
65%, следует повышать температуру сушильных цилиндров до
ПО—120° С и более. При этом проклейка бумаги улучшается при
использовании всех видов канифольного клея, в том числе и высокосмоляного Указанные выше температуры i спекания клеевых
осадков для всех видов клея, кроме высокосмоляного, при обычных режимах сушки бумаги никогда не достигаются, и даже при
температуре сушильного цилиндра 130° С температура бумажного
листа не превышает 90—95° С.
Таким образом, для получения максимального эффекта проклейки необходим надлежащий режим сушки бумаги. Форсированная сушка бумаги в первой стадии, как и недостаточная температура во второй стадии сушки, оказывают вредное влияние на
проклейку.
При нормальном режиме сушки степень проклейки образцов
бумаги, отобранных с разных сушильных цилиндров бумагоделательной машины и досушенных при низкой температуре, постепенно нарастает, достигая максимального значения в конце сушки.
При этом наибольшее нарастание степени проклейки бумаги на•С
164
Н Иванов,
А
Г
Махонин
«Бумажная промышленность», 1969
блюдается во второй стадии ее сушки при увеличении температуры сушильных цилиндров. При форсированной сушке бумаги
в первой стадии степень проклейки по мере сушки бумаги снижается и только во второй стадии сушки степень проклейки снова
возрастает, но не достигает значения, получаемого при нормальном режиме сушки. На рис. 74 показано влияние температуры
сушильных цилиндров в первой и во второй стадиях сушки на
проклейку бумаги.
Из рисунка видно, что при увеличении температуры сушильного цилиндра в первой стадии сушки бумаги выше 70° С наблю2,ВГ
кп
%
100
50
68
70
80
90
80
90
сушильного
100 ПО
120
цилиндра, с
Рис 74 Влияние температуры сушильных цилиндров в первой (а)
и во второй (б) стадиях сушки па проклейку бумаги
/ — нейтральным кл{.ем, 2 — белым клеем
3 — высокосмоляным клеем
дается снижение степени ее проклейки, тогда как во второй стадии сушки проклейка бумаги всеми видами канифольного клея
улучшается при увеличении температуры сушильных цилиндров до
120° С и выше. Снижение температуры сушильного цилиндра
1
в этой стадии сушки "ухудшает проклейку бумаги .
На рис. -75 показано влияние разных режимов сушки бумаги
на бумагоделательных машинах на результаты проклейки. Здесь
сравниваются три разных графика сушки бумаги: нормальный,
низкотемпературный и высокотемпературный. Из рисунка видно,
что первый режим сушки имеет преимущества перед двумя последними.
Сушка клееной бумаги при постоянной температуре сушильного цилиндра 100—105° С, как это обычно практикуется в лабораторных условиях, дает значительно худшие результаты проклейки, чем двухстадийная. Поэтому для получения лучших
1
С Н . И в а н о в , А Г М а х о н и н «Бумажная промышленность», 1969, № 2
165
результатов проклейки целесообразно сушить клееную бумагу в
лабораторных условиях в две стадии: сначала при температуре
70° С до сухости около 65%, а затем при температуре 115—120° С.
При сушке клееной бумаги при постоянной температуре лучше
поддерживать температуру цилиндра 70—75° С.
Непосредственную связь с режимом сушки клееной бумаги
имеет и ее начальная сухость перед поступлением в сушильную
часть машины. Исследования,
проведенные Брехтом и Либертом [19], а также автором, показали, что оптимальная проклейка
бумаги наблюдается при начальной сухости бумажного полотна
около 40%. При большей и меньшей сухости бумажного полотна
Щ
2,1)0
| 1,75
| Ф
1 *-т
%8.75
0,50
!
2 3 * 5 6 7 8 9
номер сушильного цилиндра
10
Рис. 75. Влияние режима сушки на
бумагоделательной машине на проклейку бумаги:
/—нормальный режим, 2 — низкотемпературный в обеих стадиях сушки; 3 —высокотемпературный
70
25
30
35
1,0 45
59
Сухость бумаги %
Рис. 76. Влияние начальной сухости
бумажного полотна перед сушкой на
проклейку бумаги/ — высокосмоляным
клеем,
2 — нейт
ральным; 3~ белым; 4 — усиленным
степень проклейки снижается, причем на понижение степени проклейки бумаги больше влияет снижение начальной сухости бумажного полотна (т. е. увеличение его влажности), чем увеличение сухости бумаги выше 40% (рис. 76) [16].
Как показали наши исследования [16], ухудшение проклейки
бумаги при увеличении ее влажности перед поступлением в сушильную часть машины происходит потому, что из бумажного полотна приходится удалять большее количество воды, бумага не
успевает высохнуть до сухости 60—65% в первой половине сушильной части машины при относительно низкой температуре су166
шильных цилиндров и во влажном состоянии подвергается вредному для проклейки действию высоких температур. Если перестроить режим сушки бумаги таким образом, чтобы она успела
высохнуть при низких температурах до критической сухости 60—
ЬЬ /о-, то проклейка бумаги не ухудшается, как это видно из рис. 77
(кривая 2, опыты с предварительной подсушкой влажной бумаги
при низкой температуре до началь•
ной сухости 40%).
\
—
Что касается незначительного
ухудшения проклейки бумаги при *Ё
чрезмерном ее прессовании перед
сушкой, то оно объясняется, по-ви40
димому, лишь некоторой потерей
1
смолы с отжимаемой водой. Если
го
„
оЗ
бумажное полотно
обезвоживать
перед сушкой не отжимом на пресЩ
о
*1
сах, а более осторожно, например
т <
Г * 1
отжимая между листами фильтро1,50
вальной бумаги, то высокая начальная сухость бумаги перед сушкой
{свыше 40%) не ухудшает про_
клейку бумаги (рис. 77, кривая 3).
/
Свойства проклеиваемой бумажной массы. Свойства бумажной
20 15 30 35 41? 45 SO 55
массы: степень помола, вид и колиСухость Нумиги перед сушкой, %
чество наполнителей и других химических добавок, а также вид во- Рис 77. Изучение причин вредною
локнистых материалов оказывают влияния на проклейку бумаги выначальной
влажное™ и
существенное влияние на резуль- сокойчрезмерною
прессования*
таты проклейки.
/ — сушка при температуре 105" С, 2 —
1
\
\
\
*
/
то же при нормальной
двухсгадййтюи
Степень проклейки бумаги, ха- смике; 3 — то же после предварительного обезвоживания бумаги (после cv
рактеризуемая скоростью проникхости 40%) фильтровальной бумаюи
новения жидкости в капилляры
[см. выражение (22)], зависит от
их размеров. Последние в свою очередь зависят от степени размола бумажной массы. Увеличение степени помола массы должно
способствовать повышению проклейки бумаги, так как при размоле увеличиваются поверхность волокон и их адсорбционная способность по отношению к смоляным осадкам.
Наполнители, входящие в состав бумажной массы, снижают
степень проклейки бумаги, особенно при высоком их содержании.
Меньше других снижает проклейку двуокись титана, тальк и гипс
больше сульфат бария, сернистый цинк и особенно сильно карбонат кальция, который разлагается в кислой среде, образуя резинат кальция.
Для уменьшения вредного действия наполнителей на проклейку
рекомендуется вводить их в бумажную массу после клея и глинозема.
167
Связующие вещества, особенно окисленный крахмал, карбоксиметилцеллюлоза и протеины, значительно улучшают смоляную
проклейку бумаги. Являясь защитными коллоидами, они способствуют лучшему распределению смоляного клея в бумажной
массе и выпадению осадка на волокнах в тонкодисперсном состоянии, а также предохраняют смоляные частицы от окисления.Значительно улучшают проклейку бумаги, повышая удержание
смоляного клея на волокнах, катионно-активные связующие (катионный крахмал, меламино-формальдегидная смола и др.).
Особенно эффективна дополнительная поверхностная проклейка бумаги на клеильном прессе крахмалом и другими связующими. Она часто применяется при производстве высокосортных
видов бумаги и позволяет значительно улучшить качество клееной
бумаги.
По-разному относятся к проклейке различные волокнистые материалы: одни проклеиваются легко, другие гораздо труднее и
требуют большего расхода канифоли. В порядке убывающей восприимчивости ' проклеивающих веществ волокнистые материалы
можно расположить в следующем порядке: сульфатная небеленая
целлюлоза, древесная масса, сульфатная беленая целлюлоза, соломенная целлюлоза, сульфитная беленая целлюлоза, сульфитная
небеленая целлюлоза, облагороженная целлюлоза, тряпичная
полумасса. Такой порядок расположения обусловлен содержанием
гемицеллюлозных спутников в волокнистых материалах и их адсорбционной способностью. Чем больше адсорбционная способность волокнистого материала, тем легче он проклеивается.
Однако сульфитная небеленая целлюлоза обычно хуже проклеивается, чем беленая, и именно при ее проклейке чаще всего происходят затруднения. Объясняется это тем, что недостаточно промытая сульфитная небеленая целлюлоза может содержать остатки
сульфитных щелоков, а лигносульфонатный анион, содержащийся
в сульфитных щелоках, как показал Р. Гайд [8], оказывает вредное влияние на проклейку. Известны случаи из практики, когда
плохо промытую сульфитную целлюлозу вообще не удавалось проклеить даже при расходе клея 3—3,5% от веса волокна. Вредное влияние оказывают на проклейку и анионы SO" 4 и СЮ\. Поэтому плохо промытая после отбелки целлюлоза труднее проклеивается, чем хорошо промытая, а накопление сульфатов в оборотной
воде затрудняет проклейку бумаги.
На проклейку бумаги влияет содержание в целлюлозе неотмываемых и отмываемых зольных веществ. Исследования, проведенные автором, показали, что высокое содержание неотмываемой
золы в целлюлозе способствует проклейке. По-видимому, эта
часть золы способствует катионному обмену между ней и солью
алюминия, волокно адсорбирует ионы алюминия, что и улучшает
проклейку бумаги.
О. Браун показал, что степень проклейки бумаги улучшается,
если целлюлозу перед введением смоляного клея обработать
168
глиноземом (0,2—0,4% от веса волокна). Он установил, что проклеиваемость различных целлюлоз зависит от способности волокон поглощать ионы алюминия. К подобному выводу пришли и
С. А. Пузырев и С. Н. Синькова [17].
А. Ф. Киприанова и В. И. Юрьев {18] показали, что неотмываемая (обменно-адсорбционная) зола положительно влияет на проклейку, а удаление ее из целлюлозы приводит к снижению степени проклейки. Они установили, что адсорбция на волокне двухвалентных и особенно поливалентных металлов (например, алюминия, железа) и их основных солей и гидратов снижает электрокинетический потенциал целлюлозы и тем самым уменьшает силы
электростатического отталкивания между отрицательно заряженными частицами смолы и целлюлозы, способствуя лучшему и более равномерному распределению смоляного клея на волокне и
последующей гетерокоагуляции смоляного осадка при добавлении
глинозема.
Интересно отметить, что сульфитные целлюлозы, выработанные на разных целлюлозных заводах, по-разному воспринимают
проклейку: одни из них проклеиваются легче, другие труднее. Причины такого поведения целлюлоз одного и того же вида еще не
совсем ясны, однако можно предполагать, что факторы, отмеченные выше, играют здесь существенную роль.
Прочие технологические факторы. К ним можно отнести: режим обезвоживания бумажного полотна в сеточной и прессовой
частях бумагоделательной машины, увлажнение, каландрирование
и хранение бумаги.
Во время отлива бумажного полотна на сеточном столе происходит интенсивный отсос мелкого волокна, наполнителей и клеевых частиц с нижней поверхности листа регистровыми валиками
и отсасывающими ящиками, что приводит к разносторонности бумажного листа и ухудшению проклейки с его нижней (сеточной)
стороны. Поэтому иногда бумага с нижней стороны бывает проклеена хуже, чем с верхней, и чернильные штрихи начинают расплываться, давая так называемую «усимость». Устранить этот
недостаток проклейки бумаги трудно, так как уменьшить отсасывающее действие регистровых валиков практически невозможно.
Поэтому приходится повышать общую степень проклейки бумаги,
увеличивая расход клея и добавляя в бумажную массу вещества,
способствующие проклейке, или прибегать к дополнительной поверхностной проклейке связующими клеями. Снижению разносторонности бумаги способствуют следующие мероприятия: замена
регистровых валиков на регистровые планки, возврат в бумажную
массу мелкого волокна и проклеивающих веществ с оборотной водой, применение флокулирующих веществ, повышающих удерживаемость в массе наполнителей, клея и мелкого волокна.
Каландрирование бумаги на суперкаландрах (а также и на
машинных каландрах) сильно снижает степень проклейки бумаги
Под влиянием сильного давления, трения и развивающегося тепла
169
каландровые валы разрушают проклейку бумаги. Снижение степени проклейки бумаги при каландрировании может достигать
50—60% и зависит от ее композиции, веса квадратного метра,
влажности и величины давления при каландрировании. В меньшей степени снижается проклейка {10—20%) при каландрировании высокосортных видов бумаги из тряпья и целлюлозы и- в особенности бумаги с дополнительной поверхностной проклейкой
крахмалом. Значительно снижается степень проклейки (до 40—
50%) бумаги, содержащей древесную массу. Влажная бумага
(6—8% влаги) больше снижает проклейку при каландрировании,
чем сухая бумага (4—5%, влаги), а тонкая бумага больше,
чем толстая, с большим весом квадратного метра. Проклейка бумаги снижается прямо пропорционально повышению давления
при каландрировании.
Вредное влияние каландрирования на проклейку бумаги можно
снизить добавкой к канифольному клею парафина, уменьшением
влажности бумаги, снижением удельного давления при каландрировании и поверхностной проклейкой бумаги на клеильном прессе.
Лучшие результаты проклейки получаются при отлежке хорошо
высушенной и умеренно увлажненной бумаги перед каландрированием.
Явления расклейки бумаги. Степень проклейки бумаги обычно
не остается постоянной и со временем изменяется Часто наблюдается, что бумага через несколько часов после ее выработки
снижает степень проклейки. Падение степени проклейки бумаги
продолжается 5—6 дней и иногда достигает значительных размеров, 40—50% первоначальной ее величины Достигнув минимума,
при дальнейшем хранении бумаги степень ее проклейки начинает
повышаться и снова достигает первоначального значения через
2—3 месяца; в некоторых случаях нормальная степень проклейки
так и не восстанавливается. Если в этих условиях была выработана на машине бумага с небольшой степенью проклейки, то возможен брак бумаги из-за ее расклейки
Явления расклейки наблюдаются и при воздействии на бумагу
солнечного света и электрических разрядов Установлено, что разрушающее действие на проклейку оказывают только лучи ультрафиолетовой и фиолетовой частей солнечного спектра. Наоборот,
инфракрасные и красные лучи (тепловой прогрев бумаги) повышают степень проклейки бумаги.
Арлов, Янсен и другие исследователи считают, что ультрафиолетовый свет способствует окислению смоляных осадков в бумаге,
в результате чего алюминий отщепляется от смолы, что и снижает степень проклейки бумаги. Однако, как показали опыты,
введение в бумажную масеу ингибиторов, тормозящих окисление,
не смогло предотвратить снижение проклейки бумаги при ее облучении ультрафиолетовым светом. Таким образом, высказанное
выше предположение нельзя считать доказанным.
Причины расклейки бумаги при хранении и при облучении све170
IOM в настоящее время еще не выяснены. По-видимому, это связано с процессом изменения ориентации молекул смоляной кислоты на поверхности смоляных частиц и изменением величины свободной энергии поверхности.
Канифоль и ее свойства
Канифоль, применяющаяся в бумажном производстве, добывается тремя способами: из живицы, получаемой подсочкой хвойных пород, так называемая живичная канифоль; путем экстракции
пневого осмола щелочью или органическими растворителями —
экстракционная канифоль, и из таллового масла, получаемого из
сульфатного мыла, являющегося побочным продуктом сульфатцеллюлозного производства,—талловая канифоль
По своему химическому составу канифоль представляет собой
смесь изомерных одноосновных смоляных кислот с общей формулой С2оН3о02. В смоле хвойных пород присутствуют- первичные
смоляные кислоты: декстропимаровая, левопимаровая и а-сапиновая. Две последние малоустойчивы, они легко окисляются и при
действии повышенной температуры легко изомеризуются При
этом они переходят через недостаточно хорошо изученные промежуточные формы во вторичную смоляную кислоту — абиетиновую.
Таким образом, смоляные кислоты, входящие в состав канифоли, являются смесью декстроиимаровой кислоты с продуктами
превращения левопимаровой и а-сапиновой кислот, главным из
которых является абиетиновая кислота. Кроме того, в состав канифоли входит небольшое количество неомыляемых веществ, природа которых окончательно еще не установлена.
Строение абиетиновой кислоты выражается следующей структурной формулойСНз СООН
Канифоль характеризуется цветом, содержанием золы, влаги
и механических примесей, неомыляемых веществ, кислотным числом и температурой размягчения. По цвету канифоль делят на четыре группы светлую, желтую, оранжевую и темную. Темные
сорта канифоли нежелательны для проклейки белой бумаги, так
как понижают ее цвет.
Содержание влаги в канифоли невелико и обычно не превышает 0,3—0,4%. Содержание золы не выше 0,04%. Кислотное число, характеризуемое количеством миллиграммов КОН,
171
расходуемого на нейтрализацию смоляных кислот в 1 г канифоли
(на холоду), для канифоли хорошего качества обычно составляет не
ниже 166. Содержание неомыляемых веществ не выше 6,5—7,5%
Температура размягчения канифоли не ниже 66—68° С (ГОСТ
797—64).
Кроме того, качество канифоли характеризуется также-такими
показателями, как число омыления и эфирное число. Число омыления—расход КОН в миллиграммах на омыление при нагреве
1 г канифоли,-а эфирное число — разность между числом омыления и кислотным числом.
Канифоль хрупка, прозрачна, имеет блестящий раковистый
излом, она нерастворима в воде и хорошо растворяется во многих
органических растворителях: спирте, эфире, бензоле, ацетоне.
Мелкораздробленная канифоль окисляется на воздухе и теряет
свои клеящие свойства. Окисленная канифоль нерастворима в петролейном эфире, тогда как неокисленная в нем растворяется.
Канифоль хорошего качества содержит 80—95% абиетиновой
кислоты Наличие в канифоли терпентина сильно снижает ее качество и делает совсем непригодной для приготовления клея. Такая канифолъ теряет свою прозрачность, становится мутной и
даже совсем молочно-белой. Она затрудняет варку клея и причиняет смоляные затруднения при выработке бумаги на бумагоделательной машине.
Экстракционная канифоль хуже живичной. Она темнее по
цвету, содержит 80% смоляных кислот (против 95% в живичной),
до 12% жирных кислот, которых нет в живичной канифоли, и
больше неомыляемых веществ (8—12%).
Талловая канифоль высших сортов по своему цвету и химическим свойствам приближается к живичной канифоли, тогда как
канифоль низших сортов обладает темным цветом и пригодна
только для проклейки бумаги и картона из сульфатной небеленой
целлюлозы и окрашенных видов бумаги.
Финская фирма Валкеакоски выпускает из талловой канифоли
клей в виде пасты — теразиновый клей,— который уже нашел довольно широкое применение в промышленности Применение его,
по данным фирмы, позволяет снизить расход канифоли до 10%
и затраты на проклейку на 30—37%, так как талловая канифоль
значительно дешевле живичной и экстракционной.
Учитывая большой рост сульфатцеллюлозного производства
в нашей стране, дешевизну талловой канифоли и ее хорошие клеящие свойства, следует считать перспективным этот вид канифоли
для проклейки бумаги.
Приготовление канифольного клея
Наибольшее применение получили три способа изготовления
клея из канифоли: холодный — для получения нейтрального, или
бурого клея, горячий •— для получения бурого и белого клеев и
172
способ, заключающийся в механическом диспергировании расплавленной канифоли и продуктов ее омыления в присутствии защитного коллоида,— для получения высокосмоляного клея Известны
и другие способы изготовления клея, например получение клеяпасты методом осаждения свободной смолы кислотой из раствора
полностью омыленной канифоли и др.
Холодный способ приготовления клея. Холодный способ получения нейтрального или полностью омыленного клея был предложен французами Делькруа и Тирье в 1927 г. и получил название способа «Дельтирна». Этот способ основан на омылении
канифоли на холоду слабым раствором щелочи NaOH (концентрацией 5—5,4 г/л). При нейтрализации смоляных кислот щелочью
образуется прозрачный раствор резината натрия бурого цвета.
Именно поэтому клей, полученный подобным образом, называют
также бурым клеем. Концентрация готового клея при полном
расходе
щелочи равна около
40 г/л. При меньшей концентрации щелочи процесс омыления ка. I » I fiif1
нифоли идет слишком медленно,
а при большей концентрации
NaOH омыленная канифоль ПЛО- р и с 78. Схема установки для получе
хо растворяется в крепком раст- ния бурого клея холодным способом
по методу «Дельтирна»
воре щелочи и задерживается про— баки слабой щелочи, 2 —насос 3 —
цесс
нейтрализации смоляных /колонки
4 — бак готового раствора К1ея
кислот. Оптимальная температура находится в пределах 20—
25° С При более низких температурах процесс омыления замедляется, а при более высоких требуется расход пара и появляется
опасность сплавления мелких кусков канифоли в сплошную массу, что затрудняет процесс. Поэтому раствор щелочи подогревают
обычно только зимой.
Установка для получения бурого клея холодным способом
(рис. 78) состоит из бака крепкой щелочи, расходных баков слабой щелочи, центробежного насоса, трех или четырех деревянных
колонок высотой около 3 м и диаметром 0,7—0,8 м и приемных
баков для готового клея.
Колонки цилиндрической или слегка конической формы изготовляют из досок, стягивая их обручами. В нижней части колонок
располагают колосники, на которые насыпают канифоль, раздробленную до величины грецкого ореха. Все колонки соединяют между собой последовательно трубопроводами, причем движение щелочи может быть направлено снизу вверх или, наоборот,
сверху вниз. Одна из колонок обычно находится в резерве, на
чистке. Схема коммуникаций должна позволять выключение любой из колонок. Движение щелочи регулируют вентилем, расположенным на трубопроводе перед первой колонкой. Готовый раствор клея непрерывно сливается из последней колонки в приемные
1_
173
баки. Подачу щелочи в колонки регулируют по концентрации
готового раствора клея и его остаточной щелочности.
Канифоль часто измельчают вручную молотком на деревянном
помосте. Механическое измельчение на специальных дробилках
применяется при больших расходах канифоли. При дроблении канифоли следует избегать образования мелочи, так как оцд может
при слипании образовать глыбу, и процесс нейтрализации канифоли ухудшится.
Бак для крепкой щелочи обычно сварной железный. В случае
применения твердого "Каустика бочку с ним ставят вертикально
над разводным баком крепкой щелочи и в просверленное в нижнем днище отверстие направляют струю пара. Щелочь плавится и
вытекает в бак. Затем крепкую щелочь в определенном объеме
спускают в один из двух расходных баков и там разводят ее водой до требуемой концентрации. Здесь же раствор слабой щелочи подогревают в зимнее время острым паром до температуры 20—25° С.
Колонки загружают канифолью сверху, с площадки или со второго этажа. Иногда над колонками устанавливают загрузочные
бункера. Загрузка производится периодически, через определенные интервалы времени по мере понижения уровня канифоли
в колонках. В первую по ходу щелочи колонку загружают более
мелкую канифоль, а в последнюю — более крупную, 2 раза в месяц каждую колонку промывают водой и примерно раз в квартал
чистят, выгружая остатки канифоли.
Считают, что 1 MZ полезного объема колонки может давать
в сутки около 7 м3 готового клея концентрацией 40 г/л. Нормальная скорость протекания щелочи в колонках 0,07 м/мин. Исходя из
требующегося суточного объема клея и скорости потока, можно
определить площадь живого сечения колонки и суммарную их высоту. Одна колонка должна быть резервной.
Оформление и конструкция колонок могут быть и иными.
Часто во второй стадии насыщения колонкам придают U-образную
форму, уменьшают их диаметр, повышая скорость потока.
Холодный способ приготовления клея отличается простотой и
чистотой, а получаемый клей — постоянством состава. Бурый клей
может с успехом применяться при проклейке небеленых волокнистых материалов с высокой адсорбционной способностью и в первую очередь бумаги из сульфатной целлюлозы, полуцеллюлозы и
древесной массы. Необходимым условием успешного применения
для проклейки бурого клея является наличие мягкой производственной воды, а также высокая конечная температура сушки бумаги.
При жесткой производственной воде и низких температурах
сушки бурый клей дает худшие результаты, чем белый и высокосмоляной клей. Расход каустической соды и сернокислого глинозема при проклейке бурым клеем выше, чем при проклейке белым
и высокосмоляным клеями, а расход пара ниже.
174
Горячий способ получения белого и бурого клеев. При горячем
способе получения клея предварительно измельченную канифоль
варят с раствором кальцинированной или каустической соды в варочных котлах. Полученный клей далее эмульгируют при помощи
парового инжектора в воде и в виде эмульсии (канифольного молочка) перегоняют в приемные баки.
Если при этом способе взять достаточное количество щелочи
для полного проведения реакции нейтрализации смоляных кислот,
содержащихся в канифоли, то получается бурый, нейтральный,
клей, который хорошо распускается в теплой воде при размешивании и не требует для этого применения парового инжектора. Такой клей прозрачен и полностью идентичен с клеем, получаемым
холодным способом.
Если взять количество щелочи, недостаточное для нейтрализации смоляных кислот канифоли, то получается белый клей, содержащий свободную смолу. Такой клей не распускается при простом размешивании с водой и требует более энергичных средств
для эмульгирования, например применения парового инжектора.
Таким способом можно приготовить клей с содержанием свободной смолы до 40%. Обычно получают белый клей с содержанием
свободной смолы 15—30%.
Расход щелочи на варку канифоли определяют по формуле, исходя из желательного состава клея, числа омыления исходной канифоли и химической чистоты щелочи, применяемой для варки.
А
А
^ (100-С).(Ша
РМг
'
где
Л — искомое количество щелочи, % от веса канифоли;
О — число омыления канифоли, выраженное в процентах;
М\ — молекулярный вес щелочи, для которой определено число
омыления;
М2 — эквивалентный молекулярный вес щелочи, расходуемой
на варку;
С — содержание свободной смолы в клее, %;
Р — содержание химически чистой щелочи в техническом
-продукте, %.
Для варки белого клея удобнее применять кальцинированную
соду, так как выделяющийся при нейтрализации смоляных кислот
углекислый газ хорошо перемешивает клей и препятствует слипанию непроварившихся кусочков канифоли, что облегчает варку
клея. При варке канифоли с едким натром требуется энергичное
перемешивание содержимого котла, в противном случае канифоль
может сплавиться в глыбы, и клей окажется плохо проваренным.
Варка клея. Для варки клея применяют котлы различной
формы и размеров. При небольшой производительности установки
(на загрузку до 300—350 кг канифоли) используют открытые
вертикальные котлы со сферическим днищем. Для большей
175
производительности установки (до 2500 кг канифоли) применяют
такие же, но большего объема котлы с вертикальной мешалкой
или горизонтальные котлы корытообразной формы с горизонтальной мешалкой. При большой производительности установки, в особенности при централизованном изготовлении клея, применяют
автоклавы с мешалкой, работающие под давлением
Котлы обычно изготовляют из листовой меди и снабжают для
обогрева паровой рубашкой или змеевиком. Последний менее удобен для работы и очистки. Объем варочного открытого котла
с учетом пенообразования при варке обычно рассчитывают на
пятикратный объем готового клея, а закрытого котла — на двухтрехкратный объем клея.
В варочный котел сначала заливают воду, затем пускают пар
и засыпают соду. После нагрева полученного раствора щелочи до
79—80° С добавляют мелкими порциями при помешивании канифоль.
При варке канифоли с кальцинированной содой наблюдается
сильное ценообразование вследствие выделения углекислоты, отчего содержимое котла поднимается. Чтобы не было перелива
клея через край, клеевар регулирует приток пара в котел. По мере
расходования соды ценообразование уменьшается и уровень
в котле понижается. Варка белого клея обычно продолжается 3 ч.
Конец варки клея определяют по вязкости готового клея. Хорошо
сваренный клей, стекая с весла, не должен тянуться нитями,
а должен сваливаться с весла тонкими пленками. Клей не должен
содержать пузырьков газа и быть мутным. Проба клея должна
без остатка распускаться при размешивании в горячей воде.
Количество воды, заливаемой в котел на варку, зависит от содержания свободной смолы в клее. Оно уменьшается с увеличением последней.
Количество свободной смолы в клее, %
»
воды на 100 кг канифоли, л
0
25
40 45
80—120 60—75 34—45 30
Сваренный клей содержит около 30-—35% воды.
Приготовление клеевого молочка. Схема установки для варки
белого клея и его разведения показана на рис. 79. Варочный котел обычно располагают на площадке. Под ним устанавливают
мерник, а иногда и сборник для готового неразведенного клея.
Под мерником помещают инжектор (распылитель), к которому
сверху подают расплавленный клей, снизу — нагретую до 42—
45° С воду, а с торца —пар Устройство распылителя видно на том
же рисунке и особых пояснений не требует. Пар, пройдя сопло,
увлекает жидкий расплавленный клей и теплую воду, смешивает
их и диспергирует смоляные частицы Готовая эмульсия поступает
по трубопроводу в эмульгационный бак, где разбавляется холодной водой до требуемой концентрации. Обычно эмульгационный
бак размещают на площадке, а под ним устанавливают запасные
сборники готового клеевого молочка.
176
Объем мерника должен соответствовать объему эмульгацйон-ного бака, чтобы после перегонки порции клея в эмульгационныи
бак и разбавления его водой можно было получить необходимую
концентрацию готового клеевого молочка (обычно около 20 г/л).
Нижние запасные баки изготовляют большего объема и рассчитывают на суточный расход клея. При таком запасе клея его грубые неомыленные частицы оседают на дно сборника и периодически удаляются при чистке и промывке баков. Сборные баки изготовляют из железа или из железобетона, а при выработке высокосортной бумаги облицовывают изнутри белыми метлахскими плитками.
Для
инжектора-распылителя
требуется2 пар давлением
5—
7 кес/см . Температура суспензии
после распылителя должна поддерживаться в пределах 80—82° С. Перед началом перегонки клея змульгационный бак до половины наполняют холодной водой для того,
чтобы горячая эмульсия сразу же
Рис 79 Схема установки для получения белого клея
охлаждалась ниже 40° С. По окончании перегонки П О рц й й клея
в эмульгационныи бак в него дополняют холодную воду ^^ гото
вую клеевую эмульсию с концентрацией 18-20 г/л спускают в
р
инжектора твердыми частицамирасплавленный клей при спуске в мерник Ф м в ^ ^ ^ ^ ^ ^ ь
сию клея перед введением в бумажную массу ™кж
^
Для перегонки 100 кг клея требуется около 10 мин.
пара на ва'рку 100 кг клея, по данным И. И. Богоявленского [20],
составляет 34 кг, на диспергирование 91 кг, всего 125 кг.
При содержании свободной смолы в белом клее не свыше J0 /о
можно разводить клей без распылителя, размешивая клеи в го
рячей воде и быстро разбавляя затем полученную эмульсию холодной водой При более высоком содержании свободной смолы такой
7
С. Н Иванов
177
способ разведения клея затруднителен: возможно выпадение смолы
в осадок.
При разведении клея без распылителя получается грубодисперсная эмульсия клея, частицы смолы достигают 4—6 мк. При разведении клея с распылителем средний размер смоляных частиц
в эмульсии снижается до 2—3 мк. Эмульсия получается более
устойчивой и обладает лучшими клеящими свойствами. Для разведения белого клея рекомендуется применять мягкую воду или конденсат. При использовании жесткой воды для варки и разведения
клея с малым содержанием свободной
I
i
смолы частицы клея могут выпадать в оса\_/
j—л
док, что при выработке бумаги на машине
может привести к смоляным затруднениям.
По мнению Лафонтена, клей с малым
содержанием свободной смолы более пригоден для проклейки писчей бумаги, а клей
с высоким содержанием свободной смолы —
упаковочной. Лафонтен указывает, что бумага, проклеенная высокосмоляным клеем,
больше смачивается с поверхности, чем
проклеенная белым клеем, но зато она
больше сопротивляется проникновению воды
в толщу листа.
Приготовление клея с высоким содержанием свободной смолы. Клей с высоким со-
держанием свободной смолы (до 90%)
впервые был приготовлен немецким исслеРис. 80. Схема приготовдователем Бруно Вигером, названный клеем
ления клея с высоким соБевойд. Этот клей широко применяется
держанием
свободной
смолы:
в ряде стран.
/ — бункер для канифоли;
Несколько позже появились еще не2 — плавильник;
3 — бак
для щелочи; 4 — бак для
сколько
различных методов получения клея
казеина;
5 — эмульсер:
с высоким содержанием свободной смолы:
6 — фильтр; 7 —баки готовой клеевой эмульсии
Хагойд, Просайз, Жилле, Лакрезин, Гидроколль, Будтц и др.
На рис. 80 показана схема приготовления высокосмоляного
клея, применяемая на отечественных предприятиях.
Для ускорения процесса канифоль предварительно расплавляют в плавильнике и перепускают в эмульсер, снабженный быстроходной пропеллерной мешалкой. Сюда же заливают раствор
каустической соды в количестве, достаточном для нейтрализации
около 20% канифоли. Омыление канифоли щелочью в этих условиях протекает очень быстро и требует всего 10—12 мин. Затем
при непрерывном размешивании осторожно вводят раствор казеина, приготовленный заранее в баке, расположенном над эмульсером. Сухой казеин предварительно замачивают в растворе щелочи (NaOH) и после набухания растворяют в нагретой щелочи
при температуре 40—45° С.
178
Раствор казеина вводят в течение примерно 10 мин. При этом
температура эмульсии понижается до 70—75° С. Эмульсию клея
при непрерывном размешивании в эмульсере осторожно разбавляют водой до концентрации 400 г/л и выпускают в сборник.
Весь оборот эмульсера при описанном методе работы не превышает 1 ч. Полученный клей можно хранить при высокой концентрации (300—400 г/л), В таком виде клей можно вводить
в роллы для проклейки массы. При непрерывной проклейке бумажной массы, когда эмульсия клея вводится через дозатор
непрерывно, удобнее пользоваться клеем, разбавленным до концентрации 50—100 г\л. Следует, однако, иметь в виду, что разбавленная эмульсия высокосмоляного клея менее устойчива и долго
хранить ее нельзя.
Эмульсия, полученная по этому методу, обладает высокой степенью дисперсности:-средние размеры клеевых частиц находятся
в пределах 0,5—1,5 мк.
Типовое оборудование для получения клея включает: эмульсер,
плавильник для канифоли и три бака — для щелочи, казеина и
воды. Цилиндрический эмульсер со сферическим днищем выполнен
из листовой меди или железа, снабжен паровой рубашкой для
нагрева и быстроходной двухлопастной мешалкой с приводом от
электродвигателя мощностью 6—8 кет (число оборотов 1450 в минуту). Диаметр эмульсера 1,2 м, высота 1,07 м, объем 1,5 м3 рассчитан на загрузку 400 кг канифоли.
Плавильник для плавления канифоли и бак для растворения
казеина изготовляют из листовой меди или железа и снабжают паровой рубашкой. На выходе казеина из бачка устанавливают сито
с отверстиями около 10 мм для задержания комочков нерастворившегося казеина.
Сборники для хранения готовой эмульсии бетонные или железные с тихоходным лопастным мешальным устройством (число оборотов 3—5 в минуту).
Типичный расход материалов на одну загрузку эмульсера следующий: 400 кг канифоли, 22 кг казеина, 2,2 кг NaOH для растворения казеина и 10 кг NaOH для омыления канифоли.
При отсутствии плавильника для канифоли эмульсер можно
загружать кусковой канифолью и вести ее омыление так же, как
и при варке белого клея. Для варки клея можно применять вместо
едкого натра кальцинированную соду, однако время варки при этом
увеличивается до 2,5—3 ч и оборот эмульсера соответственно удлиняется.
Высокосмоляной клей обладает хорошими клеящими свойствами и дает хорошие результаты при проклейке волокнистых материалов с низкой адсорбционной способностью, например тряпичной полумассы и беленой целлюлозы. Он хорошо проклеивает
бумагу в условиях жесткой производственной воды.
Клей Бевойд изготовляют обычно с содержанием свободной смолы 80—90%. Расход каустической соды для омыления
7*
179
канифоли составляет 1—2% от веса канифоли (в среднем 1,6%),
а для растворения казеина— 10% от веса казеина.
Общая схема приготовления клея Просайз следующая. Получают обычным способом белый клей с содержанием свободной
смолы 15—20%, затем, добавляя борную кислоту и соевый протеин, превращают этот клей в клей с высоким содержанием смолы
(за счет гидролиза резината натрия). Регулируя количество прибавляемой к белому клею кислоты, можно получать желаемое содержание свободной смолы в готовом клее. Клей Просайз отличается высокой степенью дисперсности. Клей Жилле приготовляют, омыляя канифоль в две ступени: сначала кальцинированной
содой и бикарбонатом натрия, а затем аммиаком. После этого
в клей вводят порошковый казеин, диспергируют перемешиванием
при помощи быстроходной мешалки и разбавляют водой до концентрации 450 г/л.
Клей с высоким содержанием свободной смолы часто приготовляют на специализированных предприятиях и в виде пасты отправляют потребителям.
В зарубежной практике нейтральный и белый клей с содержанием около „30% свободной смолы часто изготовляют на специализированных предприятиях и отправляют его потребителям;
первый в виде сухого порошка, а второй в виде пасты концентрацией около 70%. Сухой порошок хорошо распускается в холодной воде и его можно задавать в ролл в сухом виде. Клеевую
пасту белого клея обычно доставляют на предприятия в цистернах, снабженных змеевиком. Из цистерны клей после разогрева
при температуре 60° С перекачивают в сборник.
Эмульсию клея можно получать с помощью инжектора по
описанной выше периодической схеме или в установке непрерывного действия. На рис. 81 показана одна из таких установок системы «Геркулес». Как показано на рисунке, клей-паста перекачивается из цистерны насосом в сборник клея. Отсюда клей
самотеком поступает через подогреватель, где нагревается до
80° С, в небольшой промежуточный сборник, а из него дозирующим насосом подается в инжектор, смешивается с горячей водой
и паром и превращается в эмульсию концентрацией около 12%.
Полученная эмульсия во втором инжекторе смешивается с холодной водой, разбавляется до концентрации 4%, охлаждается
до температуры ниже 40° С и поступает в сборник. Из сборника
готовая эмульсия поступает на производство. Клей, горячая и холодная вода дозируются насосами.
Другие проклеивающие материалы
Для проклейки бумаги с целью ее гидрофобизации, чернилои водостойкости, кроме обычной и модифицированной канифоли,
применяют также парафин, горный воск, битум, димеры алкилкетенов, квилон, сайрен, силиконы и другие синтетические вещества*
180
В настоящее время наибольшее применение находят парафин,
клей, приготовленный на основе канифоли и малеинового ангидрида, и димеры алкилкетенов.
Парафин. Исходным материалом для получения канифольнопарафинового клея и парафиновой эмульсии служит парафин. Его
получают из нефти и битуминозных углей, состоит он из смеси
твердых предельных углеводов СпНгп+2- Парафин представляет
собой белое мягкое легкоплавкое, химически инертное вещество,
обладающее сильными гидрофобными свойствами. Он соверВода
Конбенсат
Рис. 81, Установка непрерывного действия системы «Геркулес»
для приготовления клеевой эмульсии/ — Цистерна; 2 — сборник клей; 3 — подогреватель; 4 — промежуточный сборник, 5 — дозирующий насос; 6 — инжектор; 7 — сборник готовой эмульсии клея, 8 — переливной бачок
шенно не смачивается водой, хорошо растворим в бензине,
эфире и сероуглероде, труднее растворим в спирте. Точка плавления парафина, в зависимости от сорта, находится в пределах 44—58° С.
Сырой парафин содержит масла, создающие затруднения при
проклейке и образующие пятна в бумаге. Для проклейки следует
применять рафинированный (очищенный) парафин, не содержащий масел. Наиболее пригоден для этой цели твердый парафин
с температурой плавления 52—56° С. Твердость и точка плавления
парафина повышаются с увеличением его молекулярного веса.
Водные эмульсии парафина нестойки. Для получения устойчивой эмульсии парафина применяют эмульгаторы. К. ним относятся
ISI
жирные кислоты — пальмитиновая, стеариновая и олеиновая с добавкой щелочи и животного клея или казеина. Эмульгируют
парафин в эмульсере, снабженном быстроходной мешалкой,
в котором сначала при нагревании омыляют щелочью жирную кислоту, а затем в полученное мыло добавляют защитный коллоид и
при интенсивном перемешивании вводят расплавленный парафин.
Горячую концентрированную эмульсию разбавляют сначала теплой, а затем холодной водой до концентрации 3—5%.
Приготовление парафиновой эмульсии сравнительно сложно и
требует строгого соблюдения режима. В противном случае может
получиться грубодисперсная, малоустойчивая эмульсия, из которой выделяются крупные частицы парафина, вызывающие образование пятен в бумаге.
Парафиновые эмульсии обычно имеют анионный или неионный
характер. В обоих случаях требуется для осаждения парафиновых
частиц на волокне применение сернокислого алюминия. Оптимальный pH для осаждения парафина 4,5. Эмульсии эти неустойчивы
в кислой среде и могут скоагулировать преждевременно, поэтому
их следует разбавлять нейтральной водой и вводить в нейтральную
или даже слабощелочную бумажную массу. При высокой температуре сушильных цилиндров низкоплавкий парафин в отличие
от твердого парафина с более высокой температурой плавления может плавиться и образовывать пятна в бумаге.
Парафин сообщает бумаге гидрофобные свойства, мягкость и
эластичность. Проклеенная им бумага не подвержена расклейке
со временем и при воздействии солнечного света, как это случается
при канифольной проклейке. Повышенная температура массы и
соли жесткости воды не оказывают отрицательного влияния на
парафиновую проклейку бумаги. При одинаковой степени проклейки бумаги расход парафина значительно меньше, чем канифоли, и стоимость проклейки ниже.
Однако проклейка одним парафином применяется только в том
случае, когда требуется повышенная гидрофобность бумаги (некоторые виды оберточной, этикетной и асбестовой бумаги, бумага
для молочных бутылок и др.). При проклейке парафином бумага
приобретает также и отрицательные свойства Из-за чрезмерной
гидрофобное™ бумагу нельзя использовать для письма чернилами,
так как она не смачивается водой, и чернила скатываются с нее.
Повышенная скользкость бумаги затрудняет последующую ее обработку на станках и в сортировочном цехе. Поэтому проклеивают
бумагу парафиновой эмульсией чаще всего в сочетании с канифольным клеем. Расход парафина обычно составляет 0,2—0,5% от веса
бумаги или около 20% от веса канифоли
При добавке парафиновой эмульсии к канифольному клею получают гладкий и сомкнутый лист бумаги, лучшие лоск и гладкость
ее поверхности, однако растяжимость и прочность бумаги несколько снижаются. Бумага меньше пылит и скручивается при
изменении влажности воздуха, что имеет большое значение для
182
бумаги для печати. Добавка небольшого количества парафиновой
эмульсии к смоляному клею полезна и при производстве писчей бумаги, так как позволяет экономить канифоль, улучшая степень проклейки бумаги.
Расход парафина при производстве бумаги и картона с высокими водоотталкивающими
свойствами достигает 1,5—2,5%
и выше. Успех проклейки парафином в первую очередь зависит
от степени дисперсности и стабильности эмульсии.
При проклейке парафином в массу сначала вводят канифольный клей, затем парафиновую эмульсию и после перемешивания —
сернокислый глинозем. Можно также первые два компонента смешивать или добавлять их в массу одновременно. Имеются также
и катионные парафинные эмульсии, которые осаждают в щелочной
среде алюминатом натрия. Их pH равен 8—10.
Канифольно-парафиновый клей приготовляют по схеме получения белого или высокосмоляного клея. Оптимальное количество
парафина в канифольно-парафиновой эмульсии 20%. Следовательно, при использовании такого клея может быть сэкономлено не
менее 20% дефицитной канифоли. При этом клеящие свойства его
даже несколько выше, чем клея из одной канифоли.
Приготовление канифольно-парафинового клея по методу, разработанному Я- Г. Хинчиным и Э. В. Липшиц, осуществляется на
обычной установке для получения белого клея. В котел загружают
одновременно канифоль и парафин в требуемом соотношении и
сплавляют, перемешивая при температуре около 100° С. После
этого в котел вводят раствор щелочи, предварительно подогретый
до 75° С. Варка продолжается около 1 ч. Диспергируется клей при
помощи распылителя-инжектор а, как и при изготовлении эмульсии
белого клея. Для хорошего распыления клея необходим пар дав2
лением не ниже 6 кгс/см . Для повышения стабильности клея и
предотвращения уменьшения прочности бумаги при проклейке этим
клеем в него перед диспергированием иногда вводят животный
клей в количестве около 2,5% от веса канифоли.
Монтанвоск. Получают его экстракцией битуминозных углей,
содержащих 10—20% воска. Монтанвоск — твердое вещество темно-коричневого цвета. По своему химическому составу представляет
собой смесь эфиров высокомолекулярных кислот и спиртов и свободных органических кислот, главным образом монтановой
С29Н58О2. Кроме нее, в монтанвоске содержатся карбоцериловая и
гуминовые кислоты, смолы и красящие вещества. Монтанвоск хорошо растворяется в органических растворителях — бензоле, хлороформе, тетрахлоруглероде, хуже растворяется в спирте и эфире.
Для проклейки бумаги монтанвоск может применяться как в натуральном, так и в очищенном и отбеленном виде. Сырой монтанвоск из-за своего темного цвета применяется только для проклейки низкосортных видов бумаги и картона, например упаковочных, а светлый отбеленный воск обычно применяется в сочетании с канифольным клеем для проклейки офсетной, фотобумаги,
183
документной, писчей и других видов бумаги, придавая им лучшую
водостойкость, гладкость, мягкость, печатные свойства. Бумага,
проклеенная монтанвоском, меньше скручивается и пылит.
Характеристика сырого (природного) и рафинированного (отбеленного) монтанвоска J21] приведена в табл. 19.
Таблица W
Характеристика монтанвоска
Монтанвоск
Показатели
Точка плавления, °С
Кислотное число . .
Эфирное число . . .
Число омыления . .
Зола, %
сырой
рафинированный
81—84
28—31
34—38
62—69
0,3—0,4
72—76
45—89
2—24
68—95
0,2—0,3
Для проклейки бумаги монтанвоск применяется в виде эмульсии, получаемой омылением воска щелочью, или в виде смеси
эмульсий монтанового и канифольного клеев. Омыление воска
ведут в обычных котлах для варки канифольного клея. В качестве щелочи берут каустическую соду в количестве 5% от веса
воска. Получаемый таким образом клей хорошо распускается
в воде. Готовую эмульсию при концентрации 25—50 г/л вводят
в бумажную массу и осаждают на волокне сернокислым глиноземом при pH 4,5. Во избежание преждевременной коагуляции клея
с образованием грубых флокул клеевую эмульсию следует вводить
в нейтральную бумажную массу. Эмульсию монтанвоска можно
готовить и при меньшем расходе щелочи для омыления. Таким
образом готовится, например, клей «Престоколл», который эмульгируют в коллоидной мельнице. Получаемый клей отличается лучшими свойствами по сравнению с предыдущим.
Битум. Это вязкий пластичный, нерастворимый в воде продукт
черного цвета, получающийся в остатке при перегонке некоторых
нефтяных масел и состоящий из смеси алифатических и нафтеновых
углеводородов. Температура размягчения его может изменяться
в широких пределах (от 25 до 180° С) в зависимости от способа
получения.
Битум не омыляется щелочами и эмульгируется с помощью
эмульгаторов, в качестве которых используют животный клей,
казеин и канифольный клей. Для предотвращения слипания частиц
битума применяют каолин или бентонит. Тон ко дисперсные эмульсии битума с размерами частиц около 0,5 мк очень стабильны,
применяются при небольших дозировках битума (0,5—3%) и сообщают бумаге и картону слабую окраску. Грубодисперсные эмуль184
син с размерами частиц до 30 мк применяют при высоких дозировках битума (10—25%), например, при производстве антикоррозионной бумаги. Такую битумную эмульсию готовят с содержанием 40% битума и 15% каолина, частицы которого предотвращают склеивание битумных частиц и загрязнение сетки и сукон.
Битумную эмульсию разбавляют водой и вводят в бумажную
массу и после перемешивания с волокном коагулируют сернокислым глиноземом при pH 4,5—5.
Проклейке битумом подвергают некоторые виды упаковочной
бумаги (антикоррозионную), картона (строительный, кровельный,
изоляционный, обувной, автомобильный и др ) и древесноволокнистых плит [22].
Стеаратная проклейка. Для проклейки картографической, документной, фотоподложки и других высокосортных видов бумаги
применяют иногда проклейку стеаратом натрия или аммония в сочетании с канифольной проклейкой с целью увеличения срока
службы, сохранности, а также улучшения проклейки, снижения
промокаемости, повышения гибкости, эластичности и снижения
скручиваемости. Стеарат вводится в бумажную массу в разбавленном состоянии. Для его разбавления необходима мягкая вода,
так как соли жесткости вызывают преждевременную коагуляцию
стеариновой кислоты. Осаждают эту кислоту в виде стеарата
алюминия глиноземом по схеме
6СН3 (CHS)16 COONa + Al, (SO4)8 - 2 [СН3 (CHa)l6COO]3 А! +
+ 3Na2SO4.
(32)
Стеарат вводят в бумажную массу после канифольного клея
и надлежащего его перемешивания. Стеарат перед осаждением глиноземом должен быть хорошо смешан с бумажной массой. Расход стеарата составляет 0,2—0,5%, реже около 1% (в дополнение к расходу канифольного клея 1,5—2%) от веса
волокна.
Усиленный канифольный клей. Такой клей, обладающий лучшими проклеивающими свойствами, изготовляют из модифицированной канифоли, полученной в результате реакции, происходящей при сплавлении канифоли с малеиновым ангидридом при
температуре около 200° С в присутствии катализатора Получаемый продукт представляет собой ангидрид малеопимаровой кислоты и по своему виду напоминает канифоль, Точка плавления
технического продукта 215—217° С, а химически чистого продукта
225° С. Эмпирическая формула его С24Н32О5. Реакция протекает
согласно следующей схеме:
При реакции абиетиновая кислота переходит в левопимаровую,
которая реагирует с малеиновым ангидридом с образованием
185
сн 3 соон
сн 3 соон
-f 3NaOH
(33)
ЗН2О
нового соединения. После обработки полученной трехкарбоксильной смолы щелочью получают готовый клей в виде натриевой соли
с концентрацией 50—70%, который в виде пасты поставляют потребителям.
На бумажных фабриках клей разбавляют в два приема, сначала теплой водой (85°С) до концентрации 12%, а затем холодной водой до концентрации 5%. Такой клей в США выпускают под
названием «Мерсайз» [3], а в Англии и Швеции — «Малроз» [23].
А. И. Калниньш с сотрудниками [24] разработал оригинальный
метод изготовления аналогичного клея из живицы. Наличие в живице большого количества (21%) левопимаровой кислоты позволяет вести реакцию с малеиновым ангидридом при низкой
температуре, нейтрализация щелочью малеопимаровой кислоты
и других смоляных кислот живицы осуществляется еще до выделения из нее канифоли. После отгонки скипидара из реакционной
смеси получают готовый клей требуемой концентрации. При одной
и той же степени проклейки бумаги расход этого клея по сравнению с канифольным снижается на 40—50%.
Клей «Мерсайз» применяется обычно в смеси с канифольным
клеем. Вводят его непосредственно в канифольную эмульсию в количестве от 10 до 50% (чаще всего 33%).
Димеры алкилкетенов [25, 26]. Это новая группа синтетических веществ, применяемых для проклейки. Кетенами называют
соединения, содержащие в молекуле группу > С = С = 0 . Они обладают высокой реакционной способностью и реагируют с водой,
спиртами и другими соединениями по схеме
-С
186
Для проклейки бумаги применяют димеры алкилкетенов общей
формулы ( R C H = C = O ) 2 , где R — алкил, содержащий не менее
восьми углеродных атомов. Наилучшие результаты дают димеры
тетра- и гексадецилкетенов. В США выпускают клей под названием «Аквапел». Как кетен, он реагирует с гидроксильными группами, находящимися на поверхности микрофибрилл волокон, и
блокирует их гидрофобными радикалами, образуя на поверхности
целлюлозы мономолекулярную пленку:
НО,
R~-Oi^C—О
|
|
В СНг - < — О iHO
\
|
Л
+ НОНХ—* R'—CHWCi—О-^Х
,
(34)
«•—сн—с-о
/
Ц
/
но
о но
где X — радикал глюкозного остатка целлюлозы.
Эта реакция протекает во времени и значительно ускоряется
при повышении температуры. Следовательно, она завершается при
сушке бумаги. Проклейка бумаги димером алкилкетена отличается большой стойкостью и не ухудшается от действия кислот
и щелочей.
«Аквапел» впускается в сухом виде с примесью эмульгатора
(неионного поверхностно-активного вещества) и легко диспергируется в воде, образуя эмульсию, которая пригодна как для проклейки в массе, так и для поверхностной проклейки.
При проклейке в массе расход димера составляет 0,05—0,2%
от веса волокна, причем он хорошо адсорбируется волокном и никаких осаждающих веществ при проклейке не требуется. Наоборот, кислая среда (pH ниже 5) и присутствие глинозема даже
вредят проклейке, а лучшие результаты проклейки достигаются
в интервале pH массы 7—9. Эффективность проклейки повышается
при добавлении в бумажную массу катионно-активных веществ,
например катиошюго крахмала и др.
Димеры алкилкетенов применяются для проклейки писчих, бумаги для печати, мешочных, упаковочных и других видов бумаги
и картона. Особенно пригодны они в тех случаях, когда канифольная преклейка неприемлема, например для упаковочной бумаги
для мыла, молока и сыра.
«Квилон». ВСША выпускается продукт «Квилон», применяемый
для поверхностной проклейки бумаги, являющийся стеаратом хромохлоридного комплекса, обладающего гидрофобным радикалом
(С17Н35) и гидрофильными группами (хлорид хрома) [27]. Клей
этот выпускается в виде 30%-ного раствора в изопропаноле. Его
растворяют в воде и образовавшийся кислый раствор (pH 2,5)
частично нейтрализуют до pH 3,2. В воде комплексное соединение
гидролизуется, причем атомы хлора заменяются гидроксильными
группами, клей адсорбируется волокном и при сушке бумаги реагирует с целлюлозой с выделением воды из гидроксильных групп
целлюлозы и клея, в результате чего происходит фиксация клее
18'
вого вещества на волокнах и его полимеризация; образовавшееся
вещество покрывает волокна гидрофобной пленкой. При этом комплекс хрома закрепляется на волокне, а гидрофобные углеводородные радикалы ориентируются наружу. «Квилон» фиксируется на
волокне без применения глинозема и потому весьма пригоден для
проклейки бумаги-основы и пористой бумаги. Проклеенная им
бумага отличается светостойкостью и долговечностью.
I
с
с' ч о
I
I
С1 2 Сг
V
СгС1 2
II
н
Силиконы. Силиконы, или кремнийорганические соединения, находят за последнее время применение для придания различным
материалам л тканям гидрофобных свойств
Кремнийорганические соединения содержат атомы кремния, окруженные атомами углерода и кислорода Они обладают свойствами органических веществ и синтетических смол, устойчивы
к теплу и химикатам и отличаются высокой гидрофобностью.
Существует несколько методов придания гидрофобности бумаге
и тканям при помощи кремнийорганических соединений. Первый
]
метод, так называемая газовая «проклейка» бумаги, предложенный Н. П. Перекальским [28], заключается в том, что готовую бумагу пропускают через камеру, где ее обрабатывают парами летучего кремнииорганического соединения метилсилантрихлорида. Выделяющаяся в результате реакции целлюлозы с этими парами
соляная кислота нейтрализуется парами аммиака при пропуске
бумаги через второе отделение камеры
Реакции, протекающие в камере при газовой проклейке бумаги,
могут быть схематично представлены уравнениями:
[С6Н7О2 (ОН)8]„ + п CH3SiCI3 - (GHaSiOeQH А ) « + Зл HC1, (35)
HCl-r-NH8->NHiCl.
Б результате блокирования гидроксильных групп целлюлозы
кремнийорганическим соединением бумага приобретает гидрофобные свойства и может быть использована для письма чернилами
Реакция в камере протекает очень быстро, в течение 0,2 сек. Расход химикатов небольшой Однако аппаратурное оформление этого
метода проклейки—-очень сложная задача Выделяющиеся в результате реакции НС1 и NH4C1 весьма агрессивны и вызывают коррозию металлов, сами пары метилсилантрихлорида и продукты
1
188
Термин п р о к л е й к а бумаги здесь условный
реакций очень вредны для здоровья человека Поэтому требуется
тщательная герметизация камер Задача надлежащего аппаратурного оформления этого метода пока еще не решена, и он не применяется в промышленных масштабах.
Значительно проще использование кремнийорганических соединений для проклейки бумаги в массе. К- А. Андрианов с сотрудниками разработал метод такой проклейки, при котором кремнийорганическое соединение (так называемый продукт № 9) в виде
эмульсии вводится в бумажную массу так же, как и смоляной
клей. Бумага хорошо проклеивается при расходе этого продукта
в количестве 0,5% от веса волокна. Метод безвреден для обслуживающего персонала, прост, но дорог и требует сравнительно высокой температуры сушки (около 150° С) для придания бумаге
надлежащих гидрофобных свойств.
Возможна также проклейка готовой бумаги методом ее пропитки эмульсиями жидких кремнийорганических соединений Подобный метод применяется в текстильной промышленности для
гидрофобизации тканей.
Сернокислый алюминий (сернокислый глинозем)
Как уже говорилось при изложении теории процесса проклейки
бумаги, для осаждения смоляного клея и закрепления его на волокне применяется сернокислый алюминий и алюминиево-калиевые
или алюминиево-аммонийные квасцы. Эти же соли алюминия применяются и в других процессах бумажного производства: наполнения, крашения, улавливания волокна из сточных вод, водоочистки,
для борьбы со смоляными затруднениями и др.
Сернокислый алюминий A12(SO4)3* 18H 2 O* получают из бокситов, нефелина и белой глины путем обработки их серной кислотой при нагревании и перемешивании в специальных аппаратах
После разбавления полученный мутный раствор отфильтровывают
на фильтрпрессах от нерастворимого осадка SiO 2 и осветленный
раствор упаривают и кристаллизуют. Перед обработкой кислотой
глину обжигают Таким образом получают технический сернокислый глинозем с содержанием окиси алюминия 14—18% Химиче
ский состав его не соответствует теоретическому и в лучших сортах
глинозема воды бывает меньше 18 молекул (13 Н 2 О), а в низкосортных, наоборот, больше (20 Н2О). Очищенный сернокислый глинозем не содержит свободной кислоты и железа, и pH его раствора
зависит от концентрации, понижаясь с 3,35 до 2,28 при повышении
концентрации соли от 4 до 47% [29]
Очищенный сернокислый глинозем поступает в виде крупных
плиток, а высокосортный с содержанием А12О3 17—18% — в грану* Термин с е р н о к и с л ы й г л и н о з е м широко применяется для технического гидратированного сульфата алюминия Al2(SO4)3-18 Н 2 О в отличие от безводного сульфата алюминия AbtSO.^, хотя глиноземом обычно называют окись
алюминия АЬОз.
Ш
лированном виде. Ё последнее время за рубежом начали применять сернокислый глинозем, поступающий на бумажные предприятия в цистернах в виде раствора с концентрацией 47—49%.
Для изготовления низкосортных видов бумаги у нас часто применяют неочищенный сернокислый глинозем с содержанием А12О3
около 10%. Такой глинозем иногда готовят на предприятиях бумажной промышленности из необожженного каолина, обрабатывая
его серной кислотой без последующего отделения нерастворимого
осадка от раствора. Поэтому в таком глиноземе содержится осадок и свободная непрореагированная кислота
А1аО3 • 2SiO2 • 2Н2О + 3H2SO4 — Al2 (SO4)3 + 2SiO2 + 5H 2 O. (36)
В табл. 20 приведена характеристика технического сернокислого
глинозема различных марок.
Таблица 20
Характеристика сернокислого глинозема
Очищенный сернокислый
глинозем марок
Показатели
А1гО3, %, не менее
Свободная H 2 SO 4 , %, не более
Нерастворимый осадок, %, не более . . .
Общее содержание железа (в пересчете
на Fe a O 3 ), %, не более
Неочищен
ный
глинозем
БМ
экстра
А
в
С
14
0,1
0,8
13,5
13,5
13,5
10,0
0,1
1.0
0,1
1,0
0,1
1,0
23,0
0,35
0,7
1,2
1,5
0,5
2,0
Очищенный сернокислый глинозем иногда заменяют алюминиево-калиевыми или алюминиево-аммониевыми квасцами состава
KA1(SO 4 ) 2 -12 H 2 O и NH 4 Al(SO4b-12 H 2 O с содержанием А12О3
10,8 и 11,3% соответственно. Квасцы содержат очень мало железа
и нерастворимого осадка и потому часто применяются в производстве высокосортной бумаги: картографической, фотоподложки и др.
Для производства таких видов бумаги за рубежом применяют
также высокосортный сернокислый глинозем с минимальным содержанием железа (не выше 0,01% Ре 2 Оз), получаемый растворением гидрата окиси алюминия в серной кислоте, не содержащей
железа.
Кейси [3] считает, что для средних сортов бумаги допускается
содержание Fe 2 O 3 в сернокислом глиноземе до 0,3%, а для высокосортных— до 0,01%. При таком содержании железа бумага не
снижает белизны и не желтеет на солнце. Двухвалентное железо
не поглощается целлюлозой и легко вымывается водой. Трехвалентное железо уже при содержании в сернокислом глиноземе 0,05%
снижает белизну бумаги при облучении солнечными лучами на 2%.
190
Разбавленный раствор сернокислого глинозема в воде имеет
кислую реакцию (pH около 4), так как он гидролизуется с образованием гидроокиси алюминия и серной кислоты. Степень гидролиза
его при проклейке зависит от количества введенного в бумажную
массу сернокислого глинозема, жесткости воды и вида волокнистого материала, т. е. от факторов, определяющих кислотность
среды при проклейке.
Al2 (SO4)3 + 6Н2О 2 2А1 (ОН), + 3H 2 SO 4 .
(37)
Гидроокись алюминия имеет амфотерный характер и потому
способна давать соли не только с кислотами, но и с основаниями.
Кроме того, образование солей с основаниями может обусловливаться также способностью гидроокиси алюминия присоединять
дополнительные ионы ОН'
АГ(ОН)3 + ОН' — [АГ(ОН)4]' + свободная энергия.
(38)
Ионы Н* в свою очередь способны отрывать ионы-ОН' от иона
Al (ОН)'4, и таким образом устанавливается равновесие, зависящее от концентрации ионов Н' и характеризующее амфотерные
свойства гидроокиси алюминия [30]:
[Al (OH)j' + И"
Al (ОН)з + ЗН
(ОН), + Н А
Г" + ЗН2О.
(39)
Водные растворы солей алюминия содержат бесцветные ионы
Al'" в значительной степени гидратированные. В зависимости от
кислотности среды они гидролизуются, переходя в гидроокись
алюминия через следующие переходные формы:
(40)
Al"" ^ Al (ОН)"' ^ Al (OH)i ^ Al (ОН),,
или с учетом гидратационнои воды
Н2О
ОН2
Н 2 О — A l — ОН о
нго
ч
он2
+3
Н2О
ОН
т+2
нго
он
Н2О
ОН
Н 2 О-А1-ОН 2
Н г О-А1-ОН
Н 2 О-А|-ОН
НгО^ \ > Н 2
Н2О
НО'
^
(41)
^ОН
Продукты гидролиза солей алюминия агрегируются путем полимеризации или конденсации с образованием кислородных мостиков между атомами по схеме
V Т V *| V
—Al—О—
/ \
Al—О—Al—О—Al—
/ \
/ \
(42)
Эта реакция приводит в конечном итоге к выпадению высокомолекулярной гидроокиси, содержащей воду и гидроксильные
191
группы (11]. Обычно в производственных условиях при добавлении к целлюлозной суспензии 4% сернокислого алюминия от веса
волокна выпадение геля гидроокиси алюминия начинается при
pH 4,78. Она адсорбирует из раствора ионы алюминия и получает положительный заряд, благодаря чему играет большую роль
в процессах проклейки, наполнения бумаги и осаждения взвесей при водоочистке, способствуя перезарядке отрицательно заряженных частиц смолы, наполнителей и фиксации их на волокне [31].
При проклейке бумаги сернокислый алюминий расходуется на
реакцию с резинатом натрия, на реакции катионообмена с элементами золы волокна и на реакции с солями жесткости производственной воды. Кроме того, он создает определенную кислотность
среды, необходимую для проклейки. Поэтому его расход для проклейки бумаги зависит от жесткости производственной воды, вида
клея и волокна и значительно больше теоретического, подсчитанного только исходя из реакции с клеем.
В среднем расход сернокислого глинозема по отношению
к клею находится в пределах от 2 : 1 до 1:1, уменьшаясь с ростом
содержания свободной смолы в клее и увеличиваясь с уменьшением расхода клея на проклейку бумаги. Последнее объясняется
тем, что сернокислый глинозем расходуется на создание кислотности среды, необходимой как для проклейки бумаги, так и для
лучшего удержания в ней минеральных наполнителей.
Сернокислый глинозем и квасцы для проклейки бумаги могут
быть заменены хлористым алюминием А1С13, но он дорог. Серная
кислота не может заменить солей алюминия при проклейке, однако
в смеси с сернокислым глиноземом иногда, как показал Прайс[32],
дает даже лучшую проклейку, нежели с одним сернокислым глиноземом. Серную кислоту целесообразно применять при высокой
жесткости производственной воды с целью ее умягчения, а также
при использовании нейтрального клея с целью частичного перевода
его в свободную смолу.
Наиболее перспективным заменителем сернокислого алюминия
является алюминат натрия. Его обычно получают нагреванием
боксита АЮ(ОН) (метагидроокиси алюминия) с NaOH при температуре 160—170° С:
2А1О (ОН) + 2NaOH — А12О3 • Na2O • Н 2 О + Н 2 О
(43)
Он поступает в продажу в стальных бочках в виде аморфного белого порошка. На предприятии его растворяют в мягкой теплой
воде до концентрации 2,5%. Такой раствор обладает большой стабильностью и может долго храниться. Алюминат натрия (эмпирическая формула Na2AbO4) содержит 53—55% А12О3 и 40—41%
Na 2 O.
По данным Вернера, алюминаты одновалентных металлов в водных растворах находятся в виде анионов с отрицательным зарядом
[Al (ОН) 4]'. Алюминат натрия в сочетании с сернокислым глиноземом позволяет вести проклейку бумаги в слабокислой, нейтраль192
нои и даже в щелочной среде, что очень важно для сохранности
и долговечности бумаги. Алюминат натрия можно использовать для
нейтрализации кислой массы перед введением смоляного клея и
повышения pH. При этом происходит выделение гидроокиси алюминия, что позволяет снизить расход сернокислого глинозема и провести проклейку при более высоком pH (5,5—7 и выше).
Выпадение гидроокиси алюминия начинается при снижении pH
ниже 10 (на рис. 82 показаны выпадение и растворимость гидрогеля алюминия в зависимости от pH среды и концентрации ионов
алюминия).
0
2
k
6
8
10
12
Рис. 82. Влияние pH среды и концентрации ионов
а — на выпадение гидроокиси алюминия; б —на растворимость гидрогеля алюминия
Как показали Симониеску и Поппел {33], наилучшее соотношение между сернокислым глиноземом и алюминатом натрия при
проклейке бумаги 8 : 1 (т. е. на 1 в. ч. сернокислого глинозема
берется 0,125 в. ч. алюмината). В этих условиях pH бумажной
массы при проклейке в производственных опытах этих авторов
составлял-около 6,5, а подсеточной воды — 6,75. Выработанная бумага отличалась лучшей проклейкой и более высокой механической
прочностью.
Алюминат натрия обладает хорошим флокулирующим свойством и поэтому способствует удержанию в бумаге всех диспергированных в воде веществ и тон ко дисперсных наполнителей,
в особенности двуокиси титана. Он способствует снижению ценообразования, а также, обладая щелочными свойствами, набуханию
волокна и его размолу. Поэтому его целесообразно вводить в бумажную массу до размола хотя бы частично. Однако Калтенбах
рекомендует лучше вводить алюминат натрия перед напорным
ящиком бумагоделательной машины.
193
Алюминат натрия можно получить и из сернокислого глинозема и щелочи:
Al» (SO4)S + 6Н2О - 2А1 (ОН), + ЗН^О,;
2А1а (ОН)8 + 2NaOH-> Na 2 Al 2 0 4 + 4Н 2 О.
Получающаяся при гидролизе глинозема гидроокись алюминия
реагирует с едким натром и образует алюминат натрия. Однако
в этом случае в бумажную массу вводится четырехкратное количество HOHOB_SO/' по сравнению с алюминатом натрия, что нежелательно для проклейки бумаги
А1« (SO4)8 + 3Na a Al 2 0 4 — 4A12OS + 3NaaSO4;
4AI2 (SO4)3 + 12NaOH — 4A12O3 + 12Na2SO4.
Этот способ получения алюмината натрия применяется в практике работы отдельных бумажных предприятий из-за отсутствия
товарного алюмината и позволяет улучшить проклейку бумаги
в условиях использования кислой оборотной воды и во избежание
затруднений при проклейке бумаги.
Приготовление рабочих растворов сернокислого глинозема.
Очищенный сернокислый глинозем сравнительно хорошо растворяется в воде, при этом растворимость его повышается и ускоряется в горячей воде:
Температура воды, °С . . О
20
30
40
50
60
80 100]
Растворимость (в расчете
на безводную соль), % 33,5 36,3 40,4 45,6 52,1 59,1 73,1 89,1
Сернокислый глинозем может растворяться как на холоду, так
и при нагревании. В производственных условиях в первом случае
на этот процесс затрачивается 5—6 ч, во втором при нагреве до
90е С — не более I ч. Несмотря на расход пара, растворение глинозема при нагревании предпочтительнее, так как позволяет интенсифицировать процесс и значительно повысить производительность
установки. Для снижения расхода пара на нагрев растворение глинозема сначала ведут при высокой концентрации (20—40%) и температуре 90° С, а потом полученный раствор в запасных баках
разводят холодной водой до концентрации 5—10%. При этой схеме
подготовки рабочего раствора сернокислого глинозема установка
состоит из двух или трех баков для получения концентрированного
раствора, расположенных обычно на площадке, и трех или четырех
баков готового раствора, находящихся под площадкой. Объем вторых баков должен быть больше объема первых с учетом разбавления раствора глинозема до требуемой концентрации.
Верхние баки можно изготовлять деревянные цилиндрической
формы, стянутые обручами и снабженные изнутри свинцовой рубашкой (можно и без нее). Нижние запасные баки для готового
раствора изготовляют обычно из железобетона и покрывают изнутри кислотоупорными плитками, резиной или листовым свинцом.
Для внутренней облицовки нижних баков можно применять также
плитки из литого диабаза.
194
Для Лучшего растйоренйя кристаллического сернокислого глинозема на холоду в верхней части баков делают иногда колосниковую решетку, на которую кладут плитки глинозема. Концентрированный раствор стекает в нижнюю часть бака и не мешает дальнейшему растворению глинозема. При горячем растворении
глинозема установка колосниковой решетки в баке для разведения не требуется, так как раствор перемешивается подаваемым
в него острым паром.
Всю арматуру установки: трубы, краны и патрубки изготовляют
из кислотоупорных материалов. Для загрузки сернокислого глинозема в баки устанавливают соответствующие подъемники.
При растворении неочищенного глинозема необходим интенсивный нагрев растворяющей воды, почти до кипения. Так как
обычно глинозем изготовляют из низких сортов каолина и глины,
нерастворимый осадок содержит большое количество песка и загрязнений, недопустимых в бумаге. Поэтому полученный раствор
отстаивают или пропускают через центробежные очистители (для
отделения песка), или фильтруют через сетки. Для размешивания
неочищенного раствора сернокислого глинозема применяют циркуляционные насосы или сжатый воздух.
Алюминиево-калиевые квасцы плохо растворяются на холоду.
Так, при температуре 15° С их растворимость составляет только
около 5%, тогда как при 92,5°С 154%. Поэтому их растворяют
обязательно при нагревании.
В последнее время для растворения очищенного сернокислого
глинозема, квасцов и алюмината натрия все чаще применяют пропеллерные мешальные аппараты. Этот способ отличается высокой
производительностью и позволяет автоматизировать процесс.
Техника проклейки бумажной массы
Существуют два основных метода проклейки бумажной массы:
по схеме периодического и непрерывного введения проклеивающих
и наполняющих материалов. В первом случае проклеивающие и
наполняющие вещества вводятся в бумажную массу в роллах перед концом размола или в смесительных бассейнах после смешения
размолотых волокнистых материалов. Во втором случае проклеивающие растворы и наполнители вводятся непрерывно через дозаторы в разных пунктах потока бумажной массы. При проклейке
по периодической схеме для дозировки проклеивающих и наполняющих суспензий и растворов применяются мерники.
При проклейке массы в роллах и смесительных бассейнах необходимо соблюдать определенный порядок введения материалов и
интервалы времени между добавками клея и сернокислого глинозема с таким расчетом, чтобы клей успел хорошо перемешаться
с волокном, и только после этого вводить глинозем для осаждения
и закрепления смолы на волокне. После введения сернокислого
глинозема также необходимо хорошее перемешивание массы.
195
При непрерывных методах подготовки бумажной массы химикаты для проклейки и наполнения вводятся при помощи дозаторов разных систем. При выборе мест введения химикатов в поток
бумажной массы должны соблюдаться необходимая, указанная
выше последовательность добавки этих химикатов, а также интервалы для надлежащего размешивания волокна после поступления
каждого химиката. Порядок и места введения химикатов указаны
на технологических схемах подготовки бумажной массы. Не следует ВВОДИТЕ глинозем и клей одновременно в одном и том же
пункте потока бумажной массы, так как это значительно снижает
эффект проклейки бумаги.
Контроль за процессом проклейки. Контроль за процессом
проклейки сводится к наблюдению за правильным выполнением
установленного технологического режима приготовления клея и
проведения заклейки бумажной массы, а также к определению
степени проклейки готовой бумаги.
Лаборатория контролирует качество исходных материалов, применяемых для приготовления клея, и качество готового клея (содержание свободной смолы, щелочность и степень дисперсности
клеевых ча'стиц). Особое внимание уделяется поддержанию постоянной концентрации готовых клеевых растворов, наполнителей и
сернокислого глинозема, так как от этого зависит правильная дозировка химикатов и качество проклейки массы.
При проведении этого процесса контролируют концентрацию
проклеивающих и наполняющих суспензий и растворов и проверяют их дозировку, а также систематически определяют pH подсеточной воды бумагоделательной машины, так как он служит надежным показателем нормальной дозировки глинозема и создания
необходимых условий кислотности среды при проклейке. Автоматические контроль и регулирование pH подсеточной воды значительно улучшают качество и однородность бумаги по степени проклейки, позволяют снизить расход химикатов и уменьшить коррозию оборудования.
Степень проклейки готовой бумаги в производственных условиях обычно определяют стандартным штриховым способом.
В лабораторных условиях применяются и другие методы оценки
степени проклейки бумаги: метод сухого индикатора; определение
угла смачивания при нанесении капли воды на поверхность бумаги; флотационный способ определения степени проклейки по
времени проникновения чернил через толщу бумаги, плавающей
в виде лодочки на поверхности чернил; по влагодрочности бумаги,
т. е. по времени, которое требуется для размокания полоски бумаги
в воде и обрыва ее под влиянием груза; по впитывающей способности бумаги, характеризуемой привесом воды при намокании бумаги в течение определенного времени (метод Кобба); по электропроводности бумаги; по скручиваемости полоски бумаги, увлажненной с одной стороны водой, и др.
Каждый из этих методов определения степени проклейки бу196
маги имеет и достоинства и недостатки. Однако подробное рассмотрение этих методов не входит в задачу настоящей книги.
Причины неполадок при проклейке бумаги. Причины неполадок,
связанных с осуществлением процесса проклейки, весьма разнообразны, и в производственных условиях бывает иногда довольно
трудно разобраться в действительных причинах понижения степени
проклейки бумаги. Это объясняется сложностью процесса и наличием большого количества переменных факторов, оказывающих
действие одновременно на процесс и его результаты.
Наиболее часто встречающиеся причины неполадок при процессе проклейки бумаги:
1. Плохая промывка сульфитной целлюлозы от щелока и отбеливающих растворов, малая адсорбционная способность целлюлозы из-за недостаточного количества гемицеллюлозных спутников.
2. Плохой провар канифоли, малая степень дисперсности клеевых частиц в суспензии.
3. Неправильная дозировка растворов клея, глинозема и наполнителя по объему и изменение концентрации рабочих растворов
этих химикатов.
4. Неправильный порядок введения клея, глинозема, наполнителей и плохое перемешивание бумажной массы с химикатами.
5. Высокая температура массы при проклейке.
6. Неподходящая жесткость производственной воды для данного вида используемого клея: жесткая вода при проклейке нейтральным клеем и чрезмерно мягкая вода при проклейке высокосмоляным клеем.
7. Накопление сульфатов и закисление оборотной воды, применяемой для разбавления бумажной массы в размольном отделе.
8. Чрезмерное количество наполнителей в бумаге.
9. Слишком садкий помол бумажной массы.
10. Отклонение начального и конечного pH массы от оптимальных значений.
11. Слабый отжим воды в мокрых прессах и низкая сухость
бумажного полотна перед поступлением его в сушильную часть.
12. Высокая температура сушильных цилиндров в первой фазе
сушки и недостаточная температура во второй фазе сушки.
13. Форсированный отсос воды на регистровой части и отсасывающих ящиках бумагоделательной машины.
14. Высокая влажность бумаги при каландрировании и на
накате.
Глава V
ПРИМЕНЕНИЕ СВЯЗУЮЩИХ ВЕЩЕСТВ
ДЛЯ ПРОКЛЕЙКИ БУМАГИ
Общие сведения
Как уже было „сказано, связующие вещества применяются
с целью увеличения сил связи между волокнами и повышения
прочности бумаги. Склеивая волокна между собой, эти вещества
повышают внутреннюю прочность бумаги, устраняют пыление и
выщипывание отдельных волокон и даже целых слоев бумаги с поверхности листа при печатании липкими красками, увеличивают
сомкнутость бумаги, улучшают отделку поверхности бумаги на
суперкаландре. Кроме того, связующие вещества способствуют
улучшению проклейки бумаги канифольным клеем, делая ее более
надежной и стабильной: бумага не расклеивается при хранении.
Связующие материалы могут быть введены в массу или нанесены на поверхность бумаги. Проклейка 1 массы гораздо проще
и не требует дополнительной сушки бумаги, однако расход проклеивающего вещества несколько больше, так как часть его теряется со сточными водами. Поверхностная проклейка бумаги на
клеильном прессе или на отдельном станке более экономична, так
как здесь фактически отсутствуют потери проклеивающего вещества и, кроме того, бумага приобретает новые положительные свойства по сравнению с бумагой, проклеенной в массе,— она становится более однородной по сторонам листа, более стабильной при
изменении относительной влажности воздуха, меньше скручивается. Однако при поверхностной проклейке бумаги требуется
установка дополнительного оборудования для ее сушки после проклейки. Тем не менее поверхностная проклейка бумаги все шире
применяется для улучшения свойств бумаги, а клеильный пресс
становится неотъемлемой частью многих современных бумагоделательных машин.
В настоящее время находят применение следующие связующие
материалы: крахмал как натуральный, так и модифицированный
(окисленный, конвертированный энзимами, декстрин); производные крахмала — катионный крахмал, диальдегидкрахмал и др.;
манногалактаны, получаемые из растительной камеди семян некоторых бобовых растений; протеины — животный клей, казеин, соевый протеин; производные целлюлозы — карбоксиметилцеллюлоза,
метилцеллюлоза, этилцеллюлоза, диоксиэтил целлюлоз а и др.; синтетические полимеры — поливиниловый спирт, поливинилхлорид,
полиакриламид, альгинаты и др.; влагопрочные смолы — мочевино- и меламино-формальдегидные; латексы, жидкое стекло и др.
Число связующих материалов, применяемых в бумажном произ1
Процесс обработки бумажной массы или бумаги связующими веществами
также принято называть проклейкой бумаги
198
водстве, быстро растет, появляются новые, весьма эффективные
синтетические материалы, обладающие высокой связующей способностью и придающие бумаге прочность не только в сухом, но и во
влажном состоянии.
Вещества, применяемые для повышения прочности бумаги
в сухом состоянии и улучшения проклейки бумаги
Крахмал
Крахмал — один из основных связующих материалов, применяемых в бумажном производстве, и притом наиболее дешевый по
сравнению с другими связующими, а потому замена этого пищевого сырья непищевым является весьма сложной проблемой. По
данным Свенсона [1], целлюлозно-бумажная промышленность США
только за один 1959 г. израсходовала 584 000 т крахмала, 28 000 г
казеина, 20000 г животного клея и около 62000 т синтетических
связующих.
Крахмал — белый порошок, состоящий из мелких гранул (зерен) размерами от 5 до 100 мк. Размер, форма и фракционный
состав гранул зависят от сорта крахмала. В бумажной промышленности применяются различные сорта крахмала: картофельный,
кукурузный, рисовый, пшеничный и др., но чаще всего — кукурузный и картофельный.
По своей химической природе крахмал близок к целлюлозе
Это —полимер цепного строения, состоящий из глюкопиранозных
остатков, связанных между собой а-глюкозидными связями 1,4.
Эмпирическая формула крахмала (C 6 Hio0 5 )n. В сложной молекуле
крахмала на каждый глюкозный остаток приходится в среднем по
три свободные гидроксильные группы, которые, как и у целлюлозы,
способны к меж молекул яр ной ассоциации через водородные связи.
СНоОН
СНоОН
СН 2 ОН
Jn
Крахмал состоит из двух типов молекул (фракций): линейных
со степенью полимеризации 500—1000 (амилоза) и ветвистых со
степенью полимеризации 2500—6000, состоящих из 100—200 линейных ветвей каждая с 25—30 глюкозными остатками (амилопектин)
Наибольшее количество амилозы содержится в кукурузном крахмале (28—29%) и в картофельном крахмале (до 20%). Амилоза
растворяется в горячей воде, тогда как амилопектин в ней не растворяется, но сильно набухает.
Раньше полагали, что амилопектин составляет оболочку гранулы крахмала, а амилоза — внутреннюю ее часть. Теперь
199
считают, что обе фракции крахмала равномерно распределены
в грануле крахмала [2].
При нагревании крахмала в воде происходит его желатинизация (клейстеризация). Клейстеризация картофельного крахмала
начинается при достижении температуры 60—65° С, а кукурузного
64—70° С. При продолжительном нагревании крахмальной суспензии зерна крахмала сильно набухают, увеличиваясь в размерах
в 30 раз и более, частично лопаются, и образуется крахмальный
клейстер, который и применяется для поверхностной проклейки
бумаги и для проклейки в массе. Благодаря наличию свободных
гидроксильных групп в молекулах крахмала в клейстере может происходить молекулярная ассоциация с образованием водородных
связей между линейными молекулами, что приводит к образованию
осадка при охлаждении и хранении клейстера, а при высокой концентрации образуется гель. Это явление носит название ретроградации [3]. Чем больше в крахмале содержится линейной фракции
амилозы, тем более склонен к ретроградации его раствор.
Амилопектин, обладающий молекулами ветвистого строения и
большей степенью полимеризации, дает более устойчивые и вязкие
коллоидные растворы при клейстеризации, которые в обычных
условиях не ретроградируют и не переходят в гель.
Наибольшее применение у нас имеет картофельный крахмал,
который отличается хорошими клеящими свойствами и дает сравнительно вязкие растворы. Маисовый крахмал находит большое
применение в США, получаемый из него клейстер менее вязок
и обладает худшими клеящими свойствами и к тому же склонен
к ретроградации. Поэтому в США, в особенности для поверхностной проклейки и мелования, применяют маисовый крахмал восковой спелости (так называемый амиока), который почти целиком состоит из амилопектина и дает стабильные прозрачные растворы,
обладающие хорошими клеящими свойствами [4].
Крахмальный клейстер из природных крахмалов в зависимости
от метода его приготовления может быть нейтральным или щелочным. В первом случае клейстеризацию крахмала проводят в воде,
а во втором — в водном растворе щелочи (едкого натра или жидкого стекла). Обычно щелочи берут 5—6% от веса крахмала.
Крахмальный клейстер приготовляют в мешалках с паровой рубашкой, изготовленной из листовой меди. В мешалку заливают холодную воду, засыпают порцию крахмала, перемешивают на холоду, а затем нагревают до температуры 85—95° С. При этом происходят набухание и клейстеризация крахмала и жидкость;
в мешалке сильно загустевает. После загустения клейстера е ^
некоторое время (5—10 мин) продолжают нагрев, после чего пар
выключают и готовый клейстер выпускают в расходную мешалку.'
Общая продолжительность клейстеризации при этой температуре'5
25—30 мин. Концентрация клейстера 2—4%. Иногда клейстериза:
цию крахмала проводят при более высокой концентрации, а затем
разбавляют клей в расходной мешалке. Щелочной клейстер приго200
товляют точно так же, только вместо воды применяют раствор
щелочи.
Процесс клейстеризации крахмала контролируют по набуханию
зерен. В клее хорошего качества все зерна должны быть хорошо
набухшими и часть зерен должна иметь лопнувшие оболочки. Препараты клея, окрашенные иодом и йодистым калием, рассматривают под микроскопом при увеличении 1: 60—100.
Для проклейки следует применять свежеприготовленный крахмал с набухшими зернами и минимальным количеством лопнувших
зерен. Поэтому следует избегать длительного хранения и перемешивания растворов крахмала. По этой же причине не следует вводить раствор крахмала в волокнистую суспензию до размола, так
как при размоле зерна крахмала разрушаются. Теперь крахмал
8--
Рис. 83. Схема установки для непрерывной варки крахмала:
I ~ смесительный бак; 2 — насос; 3 — сито; 4 — промежуточный бак; 5 — водоструйный смеситель; в—вода; 7 —варочный аппарат (инжектор); 8 —массный бассейн;
9 — пар; 10— масса; 17 — магнитный расходомер
часто варят в аппаратах непрерывного действия, из которых готовый раствор поступает в композиционный бассейн, где смешивается
с размолотым волокном. Схема непрерывной подготовки крахмального раствора показана на рис. 83.
Крахмал засыпают через люк в смесительный метальный бак
с мешалкой турбинного типа и заливают воду до концентрации суспензии 20—30%, после чего холодную крахмальную суспензию
перекачивают насосом через сито в промежуточный бак такого же
устройства емкостью в 1,5 раза больше первого. Отсюда холодная
крахмальная суспензия подается центробежным насосом на водоструйный смеситель, где суспензия разбавляется водой до концентрации 5% и поступает в варочный аппарат непрерывного действия, сконструированный по типу варочного инжектора. Полученный в варочном аппарате клей поступает непосредственно в массный бассейн, где смешивается с размолотой волокнистой массой.
Количество подаваемого клейстера регулируется магнитным
расходомером, установленным перед варочным аппаратом. Избыток холодной крахмальной суспензии поступает по рециркуляцион201
ному трубопроводу обратно в промежуточный бак, благодаря этому
предотвращается осаждение крахмала и забивание трубопроводов
и обеспечивается постоянство концентрации. Для варки крахмала
в аппарате инжекторного типа применяют острый пар. Крахмальную суспензию разбавляют при помощи водоструйного смесителя [5].
Крахмал, имея полярные гидроксилы, образует в бумаге дополнительные водородные связи между волокнами, вследствие чего
сопротивление бумаги разрыву, продавливанию и излому значительно повышается. Наряду с повышением механической прочности
бумага приобретает большую жесткость, упругость и звонкость,
лучшую белизну и сопротивление истирающему действию.
Крахмальная проклейка применяется при выработке чертежной
и рисовальной бумаги, фотоподложки, перфокарточной, литографской, офсетной бумаги и др. В чертежную бумагу вводится до 5%
крахмала, в другие из упомянутых 1—2%.
Крахмальная проклейка значительно снижает пылимость бумаги при печатании, повышает степень удержания наполнителей и
снижает впитывающую способность бумаги. Влияние крахмальной
проклейки на эти показатели бумаги из сульфитной беленой целлюлозы, по данным Н. Е. Трухтенковой, показано в табл. 21.
Таблица 21
Влияние крахмальной проклейки на впитывающую способность
и пылимость бумаги
Дозировка
крахмала,
%
Зольность
бумаги, %
Впитывающая
способность, мм
0,0
0,5
1.0
4,6
8,0
8.3
4.0
10,2
20,4
14,2
13,6
11,5
Потеря веса бумаги, %, при
испытании на пылимость
с сеточной
стороны
с лицевой
стороны
3,16
1,04
0,48
0,49
9,8
8,6
5,3
3,2
Иногда в бумажную массу вводят сырой неклейстеризованный
крахмал, считая, что клейстеризация его пройдет во время сушки
бумаги на сушильных цилиндрах. Такой метод работы нельзя признать рациональным, так как в этом случае зерна крахмала набухают меньше и эффект проклейки снижается. Кроме того, возможны осложнения процесса проклейки, приводящие к браку бумаги, так как зерна крахмала, особенно при форсированной сушке,
могут прилипать к горячей поверхности цилиндра, оставляя на
поверхности бумаги местные углубления.
2G2
Природные крахмалы обладают худшими клеящими свойствами, чем модифицированные. Они дают более вязкие растворы,
склонные к ретроградации, что затрудняет их использование для
поверхностной проклейки бумаги и в качестве связующего при ее
меловании. Поэтому теперь все шире начинают применять для
этой цели модифицированные крахмалы. Они при меньшем расходе
(по сравнению с природными крахмалами) в большей степени повышают прочность бумаги и в сочетании с канифольным клеем
улучшают ее проклейку.
В настоящее время применяются следующие разновидности
модифицированных крахмалов: декстрин, окисленный или хлорированный крахмал, крахмал, подвергнутый энзиматической конверсии, катионный крахмал и диальдегидкрахмал.
Декстрин. Декстрины получают путем термохимической обработки сухого крахмала. Изменяя продолжительность и температуру
нагрева, а также кислотность среды добавкой соляной кислоты,
получают различные типы декстринов: британскую камедь, белые
и желтые декстрины. Первый вид декстрина обладает хорошими
пленкообразующими свойствами, применяется для поверхностной
проклейки; второй, менее вязкий декстрин применяется как для
поверхностной проклейки, так и для мелования бумаги; третий вид
декстрина представляет собой наиболее гидролизованный крахмал,
он дает наиболее жидкий клейстер и применяется главным образом
для гуммирования бумаги [3].
Окисленный крахмал. Окислять крахмал можно различными
окислителями: гипохлоритом натрия (или кальция), перекисями,
хлораминами, перборатами, персульфатами, перманганатом калия
и др. [6]. В бумажной промышленности окисляют крахмал чаще
гипохлоритом натрия и полученный продукт называют окисленным
или хлорированным крахмалом. Механизм окисления крахмала
еще недостаточно выяснен, однако полагают, что при этом происходит окисление альдоновых и первичных спиртовых групп до
карбоксильных и вторичных спиртовых групп до кетонных. Гликольные же группы, по-видимому, могут окисляться в диальдегидные и затем далее до дикарбоновых кислот. Несомненно, что при
окислении крахмала всегда образуются карбоксильные группы и
часть из них образует натриевые соли со щелочью, присутствующей в гипохлорите.
В США при промышленном окислении крахмала его водную
суспензию при концентрации 25—35% обрабатывают в течение
1—4 ч раствором гипохлорита натрия при расходе активного хлора
6—9% от веса крахмала и температуре 40—50° С. Окисление заканчивают добавкой антихлора или промывкой. Изменяя количество гипохлорита, температуру, pH и длительность обработки, получают крахмал с разной степенью окисления. Такой крахмал
больше пригоден для поверхностной проклейки бумаги (6].
Окисленный крахмал сохраняет зернистую структуру, нерастворим в холодной воде, окрашивается йодом в синий цвет, как и
203
природный крахмал, но отличается более белым цветом. Зернышки
окисленного крахмала имеют трещины на поверхности. Окисленный крахмал дает более жидкий клейстер при той же концентрации, что и природный крахмал, причем его вязкость зависит от
степени окисления. Получаемые из него пленки отличаются большей гибкостью и эластичностью.
По данным автора {7], для проклейки бумаги в массе лучше
применять окисленный крахмал с малой степенью окисления, содержащий около 2—3% карбоксильных групп. Для получения такого крахмала требуется небольшой расход активного хлора, от
1 до 3% от веса крахмала, а время окисления сокращается до
20—30 мин. Процесс окисления крахмала можно проводить непосредственно перед клейстеризацией в том же самом оборудовании.
По такому режиму работают некоторые
отечественные
предприятия, на которых удалось
снизить расход крахмала по
сравнению с расходом неокисленного почти в 2 раза при одинаковой
эффективности
проклейки. Крахмал (как окисленный, так и природный), как и
Количество крй/мала %
целлюлоза, имеет отрицательный
заряд, поэтому удерживается в
Рис 84 Влияние крахмала
бумаге без сернокислого глинона прочность бумаги
1—окисленный крахмал,
2-—обычный
зема очень плохо (степень удеркрахмал
жания не более 40—50%). Поэтому после введения крахмального клейстера в бумажную массу надо добавлять сернокислый
глинозем. Оптимальный pH при проклейке крахмалом находится
в пределах 4,5—5. Удержанию крахмала способствует образование хлопьев гидрата окиси алюминия А1(ОН) 3 .
Сочетание обычного крахмального клея с канифольным несколько улучшает проклейку бумаги, и бумага не расклеивается
при хранении. Однако первоначальное повышение степени проклейки бумаги невелико. Гораздо лучшие результаты проклейки
дает окисленный крахмал, который, по данным Кейси, при введении в бумажную массу в количестве 2—5% повышает степень проклейки бумаги на 25—50% [8].
Полагают, что окисленный крахмал способствует лучшему диспергированию смоляного осадка и распределению его на волокне.
Окисленный крахмал больше повышает прочность бумаги по сравнению с обычным крахмалом [7, 8]. Влияние обычного и окисленного крахмала на прочность бумаги, водопоглощение и степень
проклейки показано на рис. 84 и 85.
Крахмал, обработанный энзимами. Энзимы — это биокатализатОры, вырабатываемые некоторыми живыми клетками Энзимы,
действующие на крахмал, называются амилазами, они выделяются
204
из ячменного солода. При действии амилазы на крахмальный
клейстер происходит его разжижение и уменьшение вязкости, а затем и декстринизация крахмала и его разложение до мальтозы [9]
При энзиматической обработке крахмала, предназначенного
для поверхностной проклейки и мелования бумаги, процесс энзиматической конверсии крахмала не должен доходить до осахаривания. Для этой цели применяют препараты а-амилазы, обладающей наибольшей активностью ,в области pH 6,5—7, и процесс обработки ведут в мягких условиях. В водную суспензию крахмала
концентрацией 20—25% вводят небольшое количество а-амилазы
(0,02—0,2% от веса крахмала) и нагревают суспензию
до оптимальной для данного
вида
энзимов
температуры
—(65—70° С), при которой вы\10Q~ М.Ш
цер живают р азличное вр емя
-* (обычно 10—30 мин) в зави-><
симости от желаемой степени
. '••50
50разжижения. Затем суспензию
нагревают до 90° С и выдерживают при этой температуре
20 мин, чтобы инактивировать
a t
г
з i* 5 6
7 8
энзИмы и сварить крахмал.
количесшдо ЩКМПЛИ, %
Таким образом, энзиматическую конверсию крахмала мо- Рис. 85. Влияние крахмала на проклейжно осуществлять одновре- ку бумаги смоляным клеем при дозименно с его варкой на обычной ровке канифольного клея 0,75% от веса
волокна:
установке для приготовления
/ — степень проклейки бумаги окисленным
крахмального раствора. Ре- крахмалом, Э—то же обычным крахмалом.
— водопоглощение бумаги, проклеенной окисжим нагрева крахмальной сус- 3ленным
крахмалом; 4 — то же обычным крахмалом
пензии, pH среды и продолжительность обработки крахмала энзимами зависят от вида применяемого энзима и желаемой
степени конверсии крахмала [10].
Этот вид модифицированного крахмала применяется главным
образом для поверхностной проклейки и мелования бумаги.
Производные крахмала. Введение функциональных групп в молекулу крахмала позволяет изменять его физико-химические свойства. Так, эфирные группы делают крахмал гидрофобным, аминные группы сообщают ему положительный заряд и, следовательно,
придают катионный характер, в результате чего такой крахмал
адсорбируется на отрицательно заряженном целлюлозном волокне
без применения сернокислого глинозема, и степень удержания его
достигает 90%. Наряду с этим катионный крахмал повышает удержание минеральных наполнителей, а также проклеивающих материалов, имеющих анионный характер, например диальдегид крахмала. Катионный крахмал выпускается некоторыми зарубежными
фирмами Стоимость его примерно в 2,5 раза выше стоимости
. — •
. — —
-
— —
-1
•• —
—
—
-
-
-
205
натурального крахмала, однако его применение экономически оправдывается.
Катионный крахмал (КК) варят так же, как и обычный, и разбавляют до 1%. Перед употреблением раствор катионного крахмала должен иметь pH в пределах 3,5—5. Обычно раствор вводят
во всасывающий патрубок смесительного насоса, т. е. в, разбавленную массу. Расход крахмала на 1 г бумаги равен 2—7 кг
[11,12].
Диальдегидкрахмал (ДАК) — новый продукт, получающийся
окислением крахмала периодатом. Он содержит две альдегидные
группы у 2-го и 3-го углеродных атомов в глюкозном остатке.
н н
—с—с—о-
но
. л,
ДАК сообщает бумаге высокую влагопрочность, причем последняя развивается без термообработки и вызревания. Бумага с ДАК
сравнительно легко распускается на волокно в теплой воде (50° С),
а при pH 11 даже и при комнатной температуре. Этот крахмальный продукт выпускается некоторыми иностранными фирмами
Варка ДАК Для приготовления клея производится при концентрации 3% в воде, содержащей около 15% бисульфита натрия от
веса крахмала и температуре 92° С в течение около 40 мин [13].
Имея отрицательный заряд, ДАК плохо удерживается на целлюлозном волокне и требует применения довольно высокого расхода сернокислого глинозема, 10—11% от веса волокна, так как
оптимальный pH находится в пределах 2,5—5,5. Поэтому более
целесообразно ДАК применять в сочетании с катионным крахмалом, который является хорошим вспомогательным средством для
удержания ДАК. КК дают в массу перед добавлением диальдегидкрахмала. По данным Г. Е. Гаммерструнда и В. Гофрейтера
[13], при расходе этих видов крахмала по 2,5% от веса волокна
влагопрочность бумаги составляет 40%, в отдельных случаях достигает 60%, при этом повышается прочность бумаги и в сухом
состоянии.
Действие КК на удержание анионного ДАК проявляется только
при его введении сразу после КК: увеличение времени адсорбции
волокном КК понижает его способность удерживать ДАК.
Влияние добавок КК и ДАК на свойства бумаги характеризуют
данные табл. 22.
В последнее время сделаны попытки получить диальдегидкрахмал катионного типа. С этой целью подвергают окислению периодатом катионный крахмал. Полученный продукт хорошо диспергируется в воде и может применяться для получения влагопрочной
206
Таблица
Влияние добавок катион но fo Крахмала (КК) и диальдегидкрахмала
(ДАК) на свойства бумаги из сульфатной беленой целлюлозы
Свойства бумаги
Сопротивление продавливанию,
кгс/см*
Сопротивление р а з д и р а н и ю , гс . . .
Р а з р ы в н а я д л и н а , м:
сухой бумаги
в л а ж н о й бумаги
Влагопрочность, %
Водопоглохцение по Коббу, % . . .
Бумага, обработанная
крахмалом
Бумага
без обработки
крахмалом
2,5% К К
3,45
255
8500
270
3,2
117
ДАК°
2 Ъ%
ДАК + И я
квасцов
5,00
175
5,70
168
4,85
168
11300
370
3,3
88
12500
3 300
26,4
68
11400
3390
30
64
2,5% КК-г
бумаги без применения квасцов или вспомогательных катионных
материалов [14].
Протеины
Из белковых (протеиновых) связующих в бумажном производстве применяются животный клей, казеин и соевый протеин [8, 15].
Их чаще всего используют для поверхностной проклейки и в качестве связующих материалов для пигментов при меловании бумаги,
а для проклейки бумаги в массе применяют их значительно реже.
Формальдегид, квасцы, медный купорос, таннин, уротропин и
некоторые другие вещества, присоединенные к концевым группам
белковой молекулы, превращают ее в водонерастворимое соединение. Такое воздействие на белок указанных веществ называется
задубливанием. Задубливание протеиновых клеев, а также обработка готовой проклеенной бумаги вышеуказанными веществами
придают ей свойства влагопрочности.
Под влиянием кислот и щелочей протеиновые клеи подвергаются гидролизу и распадаются на полипептиды и аминокислоты.
При глубоком гидролизе белка образуются аммиак и сероводород.
Под влиянием микроорганизмов происходит также глубокий распад белковой молекулы протеина, процесс этот называется гниением. Для предотвращения гниения в раствор клея добавляют
консервирующие вещества: фенол, салициловую кислоту, фтористый натр и др.
Животный клей получают из мездровой части кожи, костей животных и из костей и отходов рыб. В соответствии с этим различают мездровый, костный и рыбий клеи, которые в зависимости
от степени осветления и физико-химических свойств — вязкости,
стойкости к загниванию, клеящей способности и прочности студн я — разделяют на сорта.
207
Для поверхностной проклейки применяют мездровый и костный
клеи, а для высокосортной бумаги, например документной и фотографической,— высокосортный мездровый клей, так называемый
технический желатин. Для проклейки бумаги в массе животный
клей, как и казеин, используют редко. Однако как тот, так и другой клей часто применяют в качестве защитного коллоида для повышения устойчивости смоляных клеев с высоким содержанием
свободной смолы. Раствор животного клея, известный под названием клея Свена, используют для улучшения работы флотационных ловушек и повышения удержания наполнителей в бумаге.
Подробнее о нем сказано в главе о наполнении бумаги.
Для приготовления клеевого раствора животный клей замачивают в холодной воде и после набухания растворяют, добавляя
воду и нагревая до 60° С при осторожном перемешивании. В раствор добавляют иногда квасцы для стабилизации и регулирования
вязкости, пластификаторы, а также консервирующие вещества.
Казеин, получаемый из обезжиренного молока, также относится к животным протеинам. Это — белок очень сложного состава, содержащий фосфор. В воде казеин нерастворим, но сильно
в нем набухает. Для растворения набухшего казеина в воду необходимо добавить небольшое количество щелочи (едкого натра,
соды, аммиака, буры или фосфатов в количестве от 3 до 8% от
веса казеина) и нагреть до температуры 45—60° С при перемешивании.
Казеин применяют главным образом в качестве связующего
для меловых покрытий при производстве высокосортной мелованной бумаги. Ценными свойствами казеина являются большая сила
связи и способность задубливаться формальдегидом и давать влагопрочные покрытия.
Из растительных протеинов в бумажной промышленности
В качестве связующего при меловании и для проклейки бумаги
в массе применяют соевый протеин, получаемый из соевых бобов,
а также соевую муку, содержащую около 50% протеина. Соевый протеин дешевле казеина и является хорошим его заменителем.
Поверхностную проклейку протеиновыми клеями применяют
для повышения механической прочности высокосортной документной бумаги. Она придает бумаге повышенную жесткость, лучшую
сомкнутость поверхности и эластичность, а также снижает водопоглощение бумаги и улучшает ее смоляную проклейку. Сушить
бумагу после поверхностной проклейки надо осторожно при сравнительно низкой температуре, чтобы не нарушить образовавшейся
пленки в поверхностных слоях бумаги. Форсированная сушка разрушает эту пленку, и эффект повышения механической прочности
бумаги снижается. Этот недостаток можно, однако, исправить,
если намочить бумагу, дать клею, находящемуся в бумаге, набухнуть и снова осторожно высушить бумагу. При этом пленка в бумаге восстанавливается.
208
Производные целлюлозы
Из производных целлюлозы наибольшее значение для проклейки бумаги имеют карбоксиметилцеллюлоза, метилцеллюлоза
и этил целлюлоз а.
Карбоксиыетилцеллюлоза (КМЦ) применяется обычно в виде
натриевой соли. Она получается действием монохлоруксусной кислоты на алкалицеллюлозу:
[С6Н, (ОН)8]П + С1СН2СООН + 2п NaOH ->
nNaCl + 2nH 2 O+[C G H 7 O 2 (OH) 3 -OCH 2 COONa] w .
(44)
Таким путем можно получить продукты с разной степенью замещения. Продукты с низкой степенью замещения, у<45, не растворяются в воде или растворяются незначительно, а продукты
с большей степенью замещения растворяются. Для поверхностной
проклейки и для мелования бумаги обычно применяют КМЦ со
степенью замещения у=70~75, а для проклейки бумаги в массе —
КМЦ со степенью замещения 7 = 40, т. е. КМЦ, плохо растворимую в воде, но растворимую в щелочах [16].
КМЦ применяется для повышения прочности бумаги в сухом
состоянии. Она повышает также до некоторой степени и прочность
бумаги во влажном состоянии, но гораздо меньше, чем меламиноформальдегидная смола. При добавке к бумажной массе КМЦ из
расчета 5 кг на 1 т сопротивление продавливанию целлюлозной
бумаги повышается на 20—25%, а излому — на 100%. Расход
КМЦ при производстве офсетной бумаги обычно равен 2—16 кг
на 1 т бумаги.
Введение небольших количеств КМЦ в бумажную массу значительно улучшает смоляную проклейку и делает бумагу более
гидрофобной. Так, добавкой к массе 0,3—0,5% КМЦ можно снизить расход канифоли на проклейку бумаги примерно на 33%
и одновременно снизить пылимость бумаги и повысить ее прочность [17].
КМЦ имеет анионный характер, вследствие чего адсорбируется
целлюлозой без вспомогательных средств очень плохо. При введении в бумажную массу сернокислого глинозема происходит
мгновенная коагуляция КМЦ с образованием алюминиевой соли,
которая полностью адсорбируется волокном.
По данным Е. Барбера [18], свойства КМЦ как проклеивающего агента зависят от степени замещения, степени полимеризации и равномерности распределения замещенных групп в целлюлозной цепи. По его данным, оптимальными свойствами обладает
КМЦ со степенью замещения 0,4 и степенью полимеризации около
250 при равномерном распределении замещенных групп.
Карбоксиметилцеллюлоза — наиболее перспективный клеящий
материал. Ее можно применять для поверхностной проклейки бумаги и при ее меловании в качестве связующего или в сочетании с крахмалом, растительными камедями и казеином. Для
8
С Н Иванов
209
увеличения влагопрочности бумаги к КМЦ можно добавлять мочевино-формальдегидные смолы. КМЦ обладает большой силой
связи и образует гибкие, прочные пленки.
Метил целлюлозу применяют для поверхностной проклейки бумаги и картона с целью придания им масло- и жиронепроницаемости, а также для проклейки бумаги-основы для парафинирования и карбонирования с целью снижения расхода парафина. Для
этой же цели используют также и этил целлюлозу.
Растительные камеди
Наиболее важными растительными камедями, имеющими промышленное применение для повышения прочности бумаги, улучшения листообразования и сокращения времени размола волокнистых материалов, являются карубин и гуаран, а также карайская
смола.
Карубин получают из бобов растения кароб (Ceratonia siliqua),
его называют также «Locust bean gum». Гуаран получают из семян растения гуар {Cyamopsis tetragonoloba).
Растительная камедь, экстрагируемая водой из семян этих растений, после соответствующей очистки и сушки выпускается в виде
порошка некоторыми иностранными фирмами под различными
наименованиями: «Дайколл», «Сольгум», «Старгум», «Гуартек»
и др.
По своему химическому составу эти вещества являются полисахаридами типа манногалактанов. Гуаран содержит около 60%
маннана и 40% галактана, а карубин — около 80% маннана и
20%, галактана. По структуре молекулы этих веществ напоминают
целлюлозные. Они обладают большим сродством к целлюлозе и
адсорбируются на волокне без применения вспомогательных веществ [19].
Гуаран набухает и растворяется в холодной воде, а карубин —
в горячей, при температуре 88—90° С. Раствор этих веществ с концентрацией 0,5% добавляют к бумажной массе в количестве 0,2—
1 % от веса волокна.
Растительная камедь, являясь хорошим диспергирующим средством, улучшает просвет бумаги при отливе, способствует образованию водородных связей между волокнами и удержанию наполнителей в бумаге, значительно повышает ее прочность, сопротивление выщипыванию и истиранию, а также снижает пыление при
печатании.
Применение растительных камедей позволяет снизить время
размола волокнистых материалов и сократить расход энергии на
размол без снижения показателей качества бумаги. При введении
растительных камедей в массу после размола степень ее помола
по Шоппер-Риглеру увеличивается, как и механическая прочность
бумаги. При введении камедей до размола массы степень ее помола нарастает медленнее, волокна при размоле меньше укора210
чиваются, а больше фибриллируются, в результате чего бумага
приобретает большую прочность при высоких непрозрачности и
пористости и легче обезвоживается на сетке машины.
По данным Вультча и Шуберта [20], добавкой клея в бумажную массу до размола в количестве 1% от веса волокна можно
сократить время размола на 30%.
Дж. Свенсон [1] указывает, что, добавив к слаборазмолотой
целлюлозе растительной камеди 0,5% от веса волокна, можно сократить время размола целлюлозы на 70%. Эти данные нашли
подтверждение и в наших опытах (табл. 23). Растительная камедь может эффективно применяться и в сочетании с крахмалом
при соотношении 1:1,5.
Таблица 23
Влияние добавки «Дайколл» в количестве 0,6% от веса волокна
на свойства бумаги из сульфитной беленой целлюлозы и скорость размола
Стеленi помола, °ШР
Время
размола
массы, мин
без клея
с клеем
Разрывная длина, м
без клея
с клеем
Сопротивление излому
без клея
с клеем
Клей «Дайколл» добавлен в лассу до размола
10
20
30
40
21
42
67
80
20
39
61
70
3220
4360
4920
5100
3610
5190
6720
6210
23
71
94
115
48
122
153
202
Клей «Дайколл» добавлен в массу после размола
10
20
30
23
45
55
24
50
64
2370
3160
4300
3245
5310
4850
28
46
60
72
188
235
Производные альгиновой кислоты [21]
Альгиновая кислота добывается экстракцией из коричневых водорослей (Laminaria macrocistis и ascofillum). Ее молекула представляет собой цепочку уроновых кислот, связанных между собой
глюкозидной связью 1,4. Сама кислота нерастворима в воде, но
ее соли щелочных металлов растворимы в воде и дают вязкие
растворы. Это типичные полиэлектролиты анионного типа. Водные
растворы этих веществ сохраняются 2—3 дня, при более длительном хранении к растворам добавляют антисептик.
Наибольшее применение в промышленности имеют альгинаты
натрия и аммония. Альгинат натрия поступает в продажу в виде
сухого порошка и растворяется в мягкой воде без подогрева.
Применяется главным образом для поверхностной проклейки
и в качестве связующего для мелования. Пленка альгината на
8*
211
поверхности бумаги хорошо защищает ее от проникновения масел,
парафина, спиртов, печатных красок и полимерных дисперсий. Небольшая добавка альгината к крахмальному клею при поверхностной проклейке бумаги для печати резко снижает пыление бумаги и выщипывание волокон с ее поверхности при печатании.
Добавка альгината к покровной массе улучшает ее реологические
свойства и позволяет экономить связующие материалы.
Альгинат хорошо совмещается с крахмалом, казеином, дисперсиями синтетических полимеров и латексов. Его можно применять
для поверхностной проклейки бумаги как самостоятельно, так и
в сочетании с крахмалом, казеином и другими клеящими веществами. Благодаря высокой вязкости и малому проникновению
в толщу листа альгинатом можно эффективно проклеивать бумагу
даже при низкой концентрации раствора (0,4—2%) [8].
Синтетические полимерные смолы
Синтетические полимерные смолы в настоящее время находят
широкое применение для поверхностных покрытий бумаги с целью
придания ей "защитных свойств —масло-, жиро-, водо-, паро- и газонепроницаемости, а также повышения прочности и улучшения
внешнего вида. К числу их относятся, например, поливинилацетат,
поливинилхлорид и их сополимеры, полистирол, полиэтилен, полипропилен, акриловые и метакриловые полимеры, поливиниловый
спирт и др. Одни из них (поливинилхлорид, поливинилацетат, поливиниловый спирт) применяются в качестве связующих при изготовлении бумаги из синтетических и искусственных волокон,
другие (поливиниловый спирт)—для поверхностной проклейки
обычных видов бумаги из растительного сырья, третьи (полиакриламид)—для внутренней проклейки бумаги с целью повышения
ее прочности.
Здесь рассмотрим лишь два из названных полимеров:
полиакриламид
и поливиниловый спирт
[
—сн 2 —сн—1
I
-сн 2 —сн—сн 2 —сн—
со
со
1
он
Jn
а
Полиакриламид (ПАА) получают действием крепкой серной
кислоты на акрилонитрил при температуре 100—110° С и последующей полимеризацией полученных мономеров акриламида и акриловой кислоты в окислительно-восстановительной системе. Наша
промышленность выпускает ПАА в виде густой пасты концентра212
цией 8—10% с содержанием СООН-групп от 3 до 12% и молекулярным весом 200—2000 тыс. [22].
ПАА применяется как добавка к массе, повышающая прочность бумаги, и как флокулятор, увеличивающий удержание наполнителей. В первом случае применяют смолу с молекулярным
весом около 500 000 и с содержанием карбоксильных групп около
10%. Такая смола при относительно большом ее расходе оказывает меньшее флокулирующее действие на волокнистую суспензию и не нарушает процесса формования бумаги. Во втором случае применяют ПАА с более высоким молекулярным весом и с содержанием карбоксильных групп 3—7% [23].
Смолу растворяют в воде при температуре 70—75° С. Так как
она имеет анионный характер, то для ее удержания на волокне
требуется введение в массу сернокислого глинозема до pH 4,2—5.
Некоторые авторы [И] рекомендуют вводить ПАА в массу после
сернокислого глинозема, считая, что это даст лучшие результаты
проклейки. Расход ПАА для повышения прочности бумаги составляет от 1,5 до 4,5 и даже 6 кг на тонну бумаги, а для увеличения
удержания наполнителей — не выше 0,4 кг/т.
ПАА является весьма эффективным связующим материалом:
наличие в цепях полимера амидных и карбоксильных групп приводит к интенсивному межмолекулярному взаимодействию с образованием водородных связей между цепочками полимера и целлюлозы. ПАА повышает прочность бумаги в сухом и влажном состоянии, улучшает смоляную проклейку бумаги и вместе с тем
обезвоживание бумажной массы на сетке машины. Однако он, по
данным Уитмена [П], в 10 раз дороже натурального крахмала,
в 3 раза катионного крахмала и в 2 раза растительной камеди.
Поливиниловый спирт (ПВС) получают омылением поливинилацетата в присутствии щелочного или кислотного катализатора.
Свойства ПВС зависят от его степени полимеризации СП, содержания ацетильных групп и содержания влаги. Он набухает и растворяется в воде. Высокомолекулярные препараты ПВС со СП
90 и содержанием поливинилацетата 1% растворяются в воде при
нагревании до 85-° С, а низкомолекулярные со СП 10—20 и содержанием -поливинилацетата 40% —при комнатной температуре.
Лучшими клеящими свойствами отличается ПВС со СП 60—90
и содержанием поливинилацетатных групп 20% [26].
ПВС применяется для поверхностной проклейки и облагораживания бумаги, улучшает ее гладкость, эластичность и печатные
свойства. При обработке покрытия из ПВС формальдегидом повышается влагопрочность бумаги. Добавление к ПВС поливинилацетата или крахмала повышает жиронепроницаемость бумаги.
ПВС с высоким содержанием поливинилацетата (20—40%) применяется для гуммирования при изготовлении почтовых марок,
этикеток и конвертов. Он может применяться в качестве связующего при изготовлении велюровой бумаги и в сочетании с казеином для мелования.
213
Поливиниловый спирт в виде волокон винола, опираемых на
промежуточных падиях их изготовления до обработки формальдегидом, можно применять в качестве связующего при производстве бумаги из синтетических волокон, а также для повышения
прочности обычной целлюлозной бумаги взамен крахмала
и других, более дорогих связующих материалов. Получае|?
мые гаким образом волокна из
ПВС, нерастворимые в холодной, но частично растворимые
в горячей воде, в некоторой
степени термопластичны. Волокна ПВС, разрезанные на
кусочки длиной 3—6 мм и добавленные в бумажную массу,
рамягчаются и даже частично
плавятся при сушке бумаги на
сушильных цилиндрах, связыРасход связующих 6олоквн1 %
вая таким образом между собой волокна полуфабрикатов.
Рис.
ие дбавок
полиышил
у ф р
Влияние
добавок полившшлспиртовых волокон на прочность бумаги Оптимальная температура суМ )
и неразмолотой
неразмо
из размолотоМ36°ШР)
и
шильных
ЦИЛИНДРОВ составЛЯвТ И
сульфитной беленой целлюлозы
° ^ ™ Р ИС " ° Ь П0КЭ"
/-разрывная длина бумаги из размолотой
целлюлозы, 2 —то же бумаги из неразмолотой
целлюлозы, 3 —сопротивление излому бумаги
из размолотой целлюлозы, 4 — то же бумаги
из неразмолотой целлюлозы
ЗЭНО, ЧТО Д о б а в к а НеООЛЬШОГО
ППППКГШ пч
КОПИЧРГТЪЯ ьилоКОН
ИЗ TTRC
HDL,
1—5% ОТ Веса ВОЛОКНИСТЫХ
материалов, значительно повышает прочность бумаги на разрыв и на излом. Прочность бумаги
особенно возрастает при введении волокон из ПВС в неразмолотую
массу [26].
Латексы
В бумажном и картонном производстве находят применение
как натуральный, так и синтетические латексы. Они сообщают
волокнистому продукту свойства эластомеров: влагопрочность,
повышенную растяжимость, увеличивают сопротивление продавливанию, излому, раздиранию и надрыву, а также сопротивление
истирающему действию и износу. Латексы применяют как для
проклейки в массе, так и для пропитки готовой сухой бумаги. Некоторые синтетические латексы теперь используют в сочетании
с казеином и крахмалом в качестве связующего при меловании
бумаги.
Натуральный латекс в бумажном производстве мало применяют, так как он имеет существенные недостатки. Для получения
хороших результатов проклейки требуется добавка вулканизаторов, антиокислителей, стабилизаторов и вулканизация готового
214
продукта нагреванием на вальцах или в специальных камерах
Получаемый продукт обладает худшими свойствами, чем продукт
с проклейкой синтетическими латексами, к тому же эти свойства
ухудшаются со временем вследствие окисления натурального латекса кислородом воздуха.
Синтетический латекс представляет собой водную дисперсию
полимеров, в которой коллоидные частицы эластомеров стабилизованы адсорбционными слоями поверхностно-активных веществ.
Наибольшее применение имеют латексы: хлорбутадиеновый
(неопреновый), хлорвиниловый, бутадиенакрилонитрильный и бутадиенстироловый с различным содержанием стирола.
При введении в бумажную массу латекса в количестве 0,5—
2% от веса волокна бумага приобретает гибкость, лучшую растяжимость и большую прочность как в сухом, так и во влажном состоянии, сохраняет достаточно хорошую впитывающую способность. Все эти свойства особенно необходимы для некоторых видов бумаги санитарно-бытового назначения: салфеток, носовых
платков, полотенец и др. Большое количество латекса, 20—40%,
вводят в волокнистую массу при изготовлении искусственной
кожи, обувных и прокладочных картонов, асбестовой бумаги для
каландровых валов и т. п.
Так как большинство из применяемых латексов имеет анионный характер и их коллоидные частицы заряжены отрицательно,
для осаждения их на волокне необходимо добавление в массу сернокислого глинозема и понижение pH массы до 4,5, т. е до изоэлектрического состояния латекса. Латекс не должен коагулировать преждевременно, до дачи глинозема, под влиянием кислой
среды, например при использовании оборотной воды. Поэтому кислую оборотную воду не рекомендуется применять при размоле и
проклейке бумажной массы латексами В случае использования
кислой сульфитной целлюлозы необходимо ее забуферивание щелочными солями до pH 8—8,5.
Введение в бумажную массу больших количеств латекса сопряжено со значительными трудностями: возможны загрязнение
оборудования вследствие выпадения грубодисперсных частиц эластомера,-вспенивание бумажной массы при отливе на машине, засмоление сеток и сукон, ухудшение обезвоживания и большие
потери со сточными водами.
Для улучшения процесса проклейки бумажной массы и повышения степени удержания латексов на волокне применяют вместо
анионных катионные латексы, имеющие сродство к целлюлозе и
закрепляющиеся на волокне в виде более тонкодисперсных частиц
без применения вспомогательных средств. Кроме того, волокна
целлюлозы предварительно подвергают специальной обработке
с целью изменения ее заряда (например, по методу Бардека) [8].
Обычно латекс вводят в размолотую массу и после перемешивания
добавляют в нее сернокислый глинозем.
215
Пропитка готовой бумаги дисперсиями латексов дает худшие
результаты по сравнению с проклейкой в массе, так как частицы
латекса плохо проникают в толщу листа, остаются на его поверхности и не связывают в достаточной мере волокна между собой.
i
Жидкое стекло представляет собой силикат натрия с соотношением между окисью натрия и окисью кремния от 1:3
до 1:4.
В типичном техническом продукте содержится около 30% SiO 2
и около 10% Na 2 O. Удельный вес жидкого стекла составляет
обычно 1,45.
После введения жидкого стекла в бумажную массу бумага
приобретает некоторую степень проклейки, достаточную для типографской бумаги, а также другие свойства: жесткость, гладкость,
меньшую пылимость, большую зольность. При введении жидкого
стекла в массу в большом количестве (10—15%) бумага приобретает хрупкость и повышенную прозрачность. Жидкое стекло применяют иногда при выработке некоторых видов бумаги, например
телеграфной ленты для аппаратов Крида.
При выработке некоторых видов бумаги для печати применяют
обычно 2—4% жидкого стекла. Для осаждения коллоидного гидрогеля на волокне необходимо вводить в массу сернокислый глинозем, нейтрализующий щелочь и создающий кислую реакцию бумажной массы (pH 4,5). Однако большой избыток глинозема нежелателен, так как при этом осадок начинает растворяться, и
часть жидкого стекла теряется.
Жидкое стекло применяется иногда в качестве щелочи для
клейстер из ации крахмала, а также для снижения кислотности
оборотной воды при проклейке бумаги.
Жидкое стекло
Вещества, применяемые для придания бумаге
влагопрочности
При погружении в воду и намокании обычная бумага теряет
до 95% своей первоначальной прочности в сухом состоянии. Проклейка бумаги канифольным клеем и другими веществами, повышающими ее гидрофобность, только задерживает процесс намокания бумаги в воде, но не может предотвратить потери прочности бумаги после ее намокания.
Свойством" сохранять прочность во влажном состоянии, влагопрочностыо, должны обладать многие виды бумаги: упаковочная,
мешочная, картографическая, документная, светочувствительная,
салфеточная, фотоподложка, бумага для полотенец и одежды
и др., а также некоторые виды картона. Это свойство сообщается
бумаге проклейкой мочевино- и меламино-формальдегидными
смолами. Реже применяются для этой цели: полиэтиленимин,
глиоксаль и диальдегидкрахмал. Синтетические латексы также
216
придают бумаге влагопрочность, но в отличие от вышеназванных
веществ они изменяют и другие свойства бумаги, например понижают впитывающую способность.
Мочевино-формальдегидная смола
Исходным материалом для получения мочевино-формальдегидной смолы служит диметилолмочевина, получаемая конденсацией
мочевины с формальдегидом;
NH 2
NHCH2OH
(45)
СО +2НСОН —СО
NH,
NHCHoOH
Полученный мономер склонен к конденсации, в результате чего
получается мочевино-формальдегидная смола. Процесс конденсации смолы ускоряется нагревом и повышением кислотности среды.
Для лучшего удержания на волокне смоле придают анионный
или катионный характер [8] и 127]. Анионную смолу получают модификацией с помощью бисульфита натрия и некоторыми другими
веществами, например сульфоксалатом натрия или аминоэтилсерной кислотой. Катионную смолу получают модификацией с помощью водорастворимых аминов (триэтилентетрамином, гуанидином и др.):
Конденсированная мочевиносрормальдегидная смола
NHCH 2 OH
-CH 2 so 3
Анионная смола
f
сация
ни сн2он
NHCH 2
Конденсирован- — СН
2
ная мочевиносрормальдегидная смола
— сн.
(46)
NH?
ОН'
Катионная смола
Анионная смола имеет отрицательный заряд и может быть
осаждена на волокне сернокислым глиноземом. Оптимальный pH
после введения глинозема равен 4,5. Затвердевает смола при нормальной температуре сушильных цилиндров, однако полная влагопрочность бумаги достигается через несколько недель после
выработки бумаги и хранения ее при комнатной температуре
Катионная смола, обладая полярными аминными группами,
имеет положительный заряд, ввиду чего она адсорбируется волокном без применения глинозема. Катионные смолы нашли более широкое применение, чем анионные мочевино-формальдегидные смолы. Их можно использовать для придания влагопрочности бумаге, изготовляемой из различных волокнистых материалов
217
и даже при относительно высоких значениях pH массы, поэтому
они пригодны для выработки влагопрочной неклееной и впитывающей бумаги. При расходе смолы в количестве 3% от волокна
влагопрочность бумаги можно повысить до 40—45% [28].
Применение неионной (^модифицированной) мочевино-формальдегидной смолы при проклейке бумаги в массе дает- плохие
результаты из-за больших потерь смолы ввиду ее растворимости
и плохого удержания^ на волокне. Поэтому ее применяют только
для проклейки_готовой бумаги методом пропитки.
Анионная и катионная мочевино-формальдегидные смолы выпускаются в виде густой жидкости концентрацией 30—50% или
в виде сухого порошка, хорошо растворимого в воде. Применяются
для проклейки в массе в виде 5—10%-ного водного раствора.
Меламино-формальдегидная смола
Исходным материалом для получения меламино-формальдегидной смолы служит мономер триметилолмеламин, получаемый
конденсацией меламина с формальдегидом:
N
/А
МНСНгОН
NHCH^OH
HCI I
+
N ЗНСОН I
> M-NHCH 2 OH
> M-NHCH 2 OH+Cl
C-NH2
7
Меламин (M)
|
NHCHjOH
Триметилолмеламин
|
-Ы-СН г -Ы
>
Созревание
NHOHjOH
ТММ- гидрохлорид
I
•M
-NH±
N—
I
M
I
M—
(47)
HCI
cr
ciКатионная меламиносрормальдегидная смола
Триметилолмеламин растворяется в соляной кислоте (0,8 моль
кислоты на 1 моль мономера) с образованием полностью диссоциированной соли, в которой мономер, присоединяя водород, образует катион. В кислой среде при pH около 2 происходят конденсации смолы при созревании раствора в течение 3—6 ч и укрупнение ее молекулы до степени полимеризации 10—20. При
этом положительный заряд смолы понижается и она приобретает
способность адсорбироваться волокном без применения сернокислого глинозема.
Меламиновый коллоид хорошо адсорбируется волокном и при
нагреве бумаги во время процесса сушки на машине быстро затвердевает, подвергаясь процессу поликонденсации. При этом бумага приобретает влагопрочность. Для достижения бумагой полной влагопрочности требуется нагрев до 120—125°С в течение
1 мин. Так как во время сушки бумаги на машине трудно достигнуть этих условий, то обычно процесс конденсации смолы происходит не полностью, и влагопрочность бумаги, снятой с машины,
равна примерно 80% от максимально возможной, которая достигается при хранении бумаги в течение нескольких недель (про218
цесс конденсации смолы при низкой температуре протекает медленно).
Для улучшения удержания смолы на волокне и ускорения
процесса ее конденсации применяют сернокислый глинозем и минеральные кислоты. Оптимальный pH среды для конденсации меламино-формальдегидной смолы находится около 4,5. При pH
выше 5 смола затвердевает медленнее, а при pH ниже 4 происходит гидролиз смолы и влагопрочность бумаги понижается.
Рис
87 Схема установки для приготовления раствора
меламино-формальдегидпой смолы
/—-разводной бак, 2 — запасные баь.и, 3 —насос, 4 — смола п мешалках, о —
кислота, 6 — вентиляционный колпак; 7 —вода; 8 — сжатый воздух для
перемешивания
Р. Ф. Хилл считает, что меламино-формальдегидная смола дает
лучшие результаты при pH 5,5—6,5, а мочевино-формальдегидная — п р и р Н 4,5 [27].
Как уже указывалось, катион меламино-формальдегиднои
смолы имеет сродство к целлюлозе и может адсорбироваться без
применения сернокислого глинозема. Однако степень сродства
смолы к целлюлозе понижается с увеличением степени ее очистки
от лигнина и гемицеллюлозных спутников и повышается при увеличении степен-и гидратации волокна при размоле, вследствие
чего рекомендуется вводить смолу после размола.
Накопление в оборотной воде сульфатов и других поливалентных анионов отрицательно сказывается на эффективности действия меламино-формальдегиднои смолы, поэтому замена сульфата
алюминия на А1С13 резко улучшает ее эффективность. Максвелл
219
и Хоуз [29] указывают, что добавка избытка формальдегида к вызревшему меламиновому коллоиду повышает влагопрочность бумаги и делает его нечувствительным к сульфатам.
Установка для приготовления рабочего раствора меламиноформальдегидной смолы показана на рис. 87. Она состоит из
разводного бака емкостью от 1,5 до 12 MZ, расположенного ка
площадке. Под ним размещают запасные или расходные б'аки емкостью от 12 до 25 м3.
Раствор приготовляют следующим образом. В разводной бак
заливают воду и при помешивании вводят соляную кислоту
(16,5% от веса смолы), после чего засыпают смолу. После растворения смолы в бак доливают воду из расчета получения раствора концентрацией 10%. Перед употреблением смолу целесообразно пропустить через сито с отверстиями диаметром 6 мм.
Далее готовый раствор выпускают в запасный бак и выдерживают
его в нем в течение 3—6 ч для созревания (в зависимости от вида
смолы), после чего раствор разбавляют до концентрации 3—6%,
если он непрерывно подается в массу. Если же смолу вводят
в ролл периодически, то можно использовать более концентрированный раствор.
Срок службы раствора смолы зависит от концентрации: при
концентрации 10% раствор сохраняется 1—3 недели, а при концентрации 3—6% значительно дольше.
Баки для растворения смолы и хранения готового раствора изготовляют из дерева или из кислотоупорной стали, а оборудование для хранения кислоты — из нержавеющей стали с резиновым
покрытием. Раствор смолы можно вводить в разных пунктах подготовительного отдела массы после ее размола, однако предпочтительнее непрерывное введение раствора смолы в пунктах, расположенных ближе к машине (например, в патрубок смесительного насоса), чтобы можно было быстро и удобно регулировать
приток раствора и контролировать влагопрочность готовой бумаги.
Меламино-формальдегидная смола повышает прочность бумаги в сухом и влажном состоянии по всем показателям, кроме
сопротивления раздиранию. Она повышает внутреннюю прочность
бумаги и сопротивление ее истиранию в мокром состоянии, улучшает смоляную проклейку бумаги, снижает деформацию, пылимость и выщипывание волокон при печатании, предотвращает
расслаивание бумаги и только незначительно снижает ее впитывающую способность, что очень важно при производстве влагопрочных впитывающих видов бумаги.
К недостатку следует отнести возможность отложений смолы
на оборудовании и прессовых и сушильных сукнах при больших
ее расходах (свыше 3%).
Расход смолы для получения бумаги высокой влагопрочности
2—3%, реже до 5% от веса волокна, а для бумаги невысокой и
кратковременной влагопрочности, например для бумаги для полотенец,—0,5%. Меламино-формальдегидная смола дороже моче220
вино-формальдегидной, однако она позволяет получить более влагопрочную бумагу.
На рис. 88 показано изменение основных свойств бумаги из
сульфатной небеленой целлюлозы, изготовленной при различном
содержании меламино-формальдегидной
смолы
(по данным
Б. Б. Гутмана) [30]. Как видно из рисунка, оптимальное развитие
большинства показателей бумаги находится в пределах от 3 до
6% смолы от веса волокна. При этом влагопрочность бумаги достигает 35—46%, сопротивление разрыву бумаги в сухом состоя-
а Ik-
1n-&
1
JO-
да
^ ]
5-
4^
?ооо- 1
rг
ш
5Q
•Л
Q
tvi
О
JO
го
10
0
2
4
6
8
10
Количество мвламино -формалодегидной снолы}%
i. Влияние меламино-формальдегидной смолы па свойства
бумаги из сульфатной целлюлозы:
/ — влагопрочность; 2 — сопротивление разрыву; S — сопротивление раздиранию; 4 — сопротивление излому
Рис
нии увеличивается на 20—30%, сопротивление излому на 15—
25%, деформация бумаги при увлажнении и остаточная деформация снижаются на 30—50%; исключение составляет лишь сопротивление- раздиранию, которое снижается в результате введения
смолы в бумагу.
Таким образом, проклейка бумаги меламино-формальдегидной
смолой весьма благоприятно сказывается на всех основных свойствах бумаги, кроме показателя сопротивления раздиранию. Эта
смола резко снижает пыление бумаги при печатании и других
видах обработки, не уменьшая ее впитывающей способности, что
имеет большое значение для впитывающей бумаги и бумаги -для
печати. Влияние меламиновой проклейки на эти показатели бумаги, по данным Н. Е. Трухтенковой, показано в табл. 24.
Меламино-формальдегидная смола повышает также прочность
бумаги при намокании в щелочных растворах. Мсламиновая
221
Таблица 24
Влияние меламиновой проклейки на пылимость и впитывающую
способность бумаги
Процент смолы
к волокну
Впитывающая способность по Клемму, мм
0,0
20,4
20,0
19,4
14,8
0,5
2,0
4,0
Потеря веса бумаги, %, при
испытании на пылимость
нижняя сторона
листа
верхняя сторона
листа
3,15
0,88
0,50
0,30
9,8
5,3
3,9
1,7
проклейка позволила резко улучшить качество фотографической
бумаги. Такая бумага при введении в нее 1,5—2% смолы от веса
волокна хорошо выдерживает воздействие щелочных химикатов
при проявлении, а также гипосульфитную обработку и последующую промывку водой, не расслаиваясь и не образуя пузырей. До
внедрения этого метода проклейки бумаги указанные дефекты
было очень трудно устранить.
Развитие влагопрочности бумаги
Как уже указывалось, влагопрочные смолы вводятся в бумажную массу в переходном состоянии конденсации. Дальнейшая их
поликонденсация и отвердение происходят при сушке бумаги на
сушильных цилиндрах и при ее хранении в течение нескольких
недель на складе при комнатной температуре. Этот процесс, сопровождающийся повышением влагопрочности бумаги, зависит от
температуры, кислотности бумаги и времени.
При длительном хранении влагопрочность бумаги начинает
постепенно снижаться, что является результатом происходящих
в бумаге гидролитических процессов разложения смолы. Этому
способствуют низкий pH бумаги, высокая температура и влажность воздуха. Однако при благоприятных условиях хранения
бумага может сохранять свою влагопрочность в течение б—
8 лет.
Механизм развития влагопрочности бумаги еще нельзя считать
окончательно выясненным, однако большинство исследователей
(Свенсон, Стенберг и др.) считают, что смола не образует химических связей с функциональными группами целлюлозы, но образует лишь на поверхности волокон пленочные отложения, закрывающие межволоконные водородные связи в бумаге и предохраняющие их от разрушения водой. Полагают также, что смола
диффундирует частично в более доступные части волокна и не
222
только ограничивает его набухание и увлажнение, но и приводит
к более сильному механическому сцеплению волокон [31, 32]. Отсутствие между целлюлозой и смолой мостиковых химических
связей подтверждается работами А. Джересика, который определил энергию активации мочевино-формальдегиднои смолы на целлюлозном волокне и других модельных веществах и нашел, что
эта энергия составляет около 23 ккал/моль, не зависит от вида
волокна и что реакция волокна со смолой, ведущая к влагопрочности, не характерна для ковалентных связей [32].
Исследования показали, что свыше 95% мочевино-формальдегидной смолы, находящейся в бумаге, можно экстрагировать водой или разбавленной щелочью, что также говорит об отсутствии
прочной химической связи между волокном и смолой.
Как показал Р. Кеннеди [33], смола на волокне удерживается
за счет карбоксильных групп гемицеллюлоз. По этой причине облагороженная целлюлоза с малым содержанием гемицеллюлоз
приобретает малую влагопрочность при введении влагопрочных
смол и, наоборот, влагопрочность бумаги повышается при увеличении содержания гемицеллюлоз в волокне.
Влагопрочность бумаги определяют сразу после ее снятия с наKaia машины, чтобы можно было своевременно принять необходимые меры для исправления обнаруженных недостатков. Но так
как бумага еще не достигла своей максимальной влагопрочности,
которую она приобретает после хранения, образец бумаги подвергают перед испытанием на влагопрочность ускоренному созреванию путем нагрева до 120° С в течение 1 мин. Бумагу замачивают в дистиллированной воде до полного насыщения водой,
после чего определяют разрывной груз и выражают его в процентах от разрывного груза сухого образца. Иногда определяют
гакже стираемость бумаги в мокром состоянии на аппарате
Табера.
Переработка влагопрочного брака
Оборотный брак влагопрочной бумаги, содержащей мочевипоформальдегидную смолу, диальдегидкрахмал и глиоксаль, сравнительно легко распускается на волокно в обычных гидроразбивателях и бракомольных установках в горячей воде. Сухая бумага
с меламино-формальдегидной смолой и полиэтиленимином гораздо труднее распускается на волокно. Поэтому такой брак предварительно подвергают термохимической обработке в отдельных
котлах, добавляя в них сернокислый глинозем (1,25%) или полифосфаты (0,5—2%), а затем распускают на волокно в энтштипперах, или в бракомольных установках при нагреве бумажной массы
до 60—90° С и добавлении в нее сернокислого глинозема или слабой соляной кислоты до pH 3,5—4. Для роспуска бумажного
брака с мочевино-формальдегиднои смолой достаточны pH 4,5 и
нагрев до температуры 35° С.
223
Другие влагопрочные вещества
За последнее время начинают применять для придания влагопрочности бумаге полиэтиленимин, диальдегидкрахмал и глиоксаль.
Полиэтиленимин выпускается в виде высоковязкого 50,%-ного
водного раствора под торговым наименованием Полимин П. Он
придает бумаге высокую влагопрочность при расходе 2—3% от
веса волокна. Применяется для производства влагопрочных впитывающих и фильтровальных бумаги и картона только в нейтральной и слабощелочной средах, так как сернокислый глинозем
действует на полиэтиленимин отрицательно Ввиду того, что он
придает желтую окраску бумаге, применение его ограничено.
Полиэтиленимин сильно снижает степень помола бумажной
массы и является хорошим флокулятором, увеличивая удержание
наполнителей и осветляя оборотную воду. Оборотный брак, содержащий полиэтиленимин, очень трудно распускается на волокна.
Другим новым материалом, придающим бумаге влагопрочность, является глиоксаль. Являясь диальдегидом, глиоксаль хорошо поглощается целлюлозой и при сушке реагирует с ее гидроксильными группами, при этом образуются полуацетальные
связи:
он
и н
но
.н^
R^-OH+0=C-C=0 + HO-R ^
\
н
но^
+н
з°
он н
н
но
R-O— С— С — O-R
он он он н о
V
'
/
Для этой реакции дополнительного нагрева и созревания бумаги не требуется. Бумага сохраняет мягкость и впитывающую
способность. Так, уже при введении 0,5—2,0% глиоксаля от веса
волокна влагопрочность бумаги повышается до 25—40% [34].
Однако глиоксаль легко реагирует и с гидроксильными группами воды, вследствие чего получаемая бумагой влагопрочность
недлительна и после замачивания бумаги в воде в течение 5—
10 мин она исчезает.
Тем не менее глиоксаль представляет хорошее средство для
придания кратковременной влагопрочности некоторым впитывающим видам бумаги санитарно-бытового назначения: бумаге для
салфеток, носовых платков, косметической бумаге, туалетной и др.
Оптимальное значение pH массы при применении глиоксаля равно
6. Оборотный брак бумаги, содержащей глиоксаль, легко распускается на волокна.
О диальдегидкрахмале было сказано при описании производных крахмала. Это вещество сообщает бумаге хорошую влагопрочность при относительно малых дозировках, не требует для
развития влагопрочности бумаги предварительного созревания
224
рабочего раствора и дополнительного нагрева или хранения бумаги. Оборотный брак, содержащий диальдегидкрахмал, легко
перерабатывается.
Глава
VI
НАПОЛНЕНИЕ БУМАГИ
Общие сведения
Многие виды бумаги вырабатывают с минеральными наполнителями, которые сообщают бумаге определенные свойства. Вводят наполнители в бумажную массу до или после ее размола.
В качестве наполнителей применяют каолин, гипс, мел, тальк, асбестин, бланфикс, сульфид цинка, двуокись титана и некоторые
другие минеральные вещества, обладающие белым цветом Процесс введения минеральных наполнителей в бумагу называется
ее наполнением или отяжелением.
Основная цель введения наполнителей в бумагу заключается
в том, чтобы сообщить ей такие свойства, как белизну, непрозрачность, мягкость, гладкость, впитывающую способность и др. Эти
свойства особенно необходимы для писчей бумаги и бумаги для
печати. Минеральные наполнители улучшают печатные свойства
бумаги. Бумага лучше воспринимает краску из печатной формы
Полученное изображение отличается большей сочностью, не просвечивает на другую сторону листа и не затрудняет чтения. Последнее свойство важно также и для писчей бумаги.
Применение минеральных наполнителей имеет также и экономическое значение, так как позволяет заменить часть волокна более дешевым минеральным материалом Несмотря на значительные потери (50—60%) наполнителей в производстве, применение
их экономически выгодно. Однако наполнители придают бумаге
и отрицательные свойства: понижают механическую прочность
и степень проклейки бумаги. Понижение этих показателей качества бумаги ограничивает количество вводимых в нее наполнителей. О количестве наполнителей в бумаге судят по ее зольности.
Зная естественную зольность волокна и потерю при прокаливании
минерального наполнителя в процессе озоления бумаги, нетрудно
подсчитать количество наполнителя, содержащегося в бумаге
Для большинства наполнителей, кроме мела, истинное их содержание в бумаге мало отличается от значения ее зольности.
По содержанию наполнителей все виды бумаги условно можно
разбить на четыре группы: бумага с естественной зольностью волокна (т. е. без наполнителей), малозольная, с содержанием золы
до 5%, средней зольности (до 12—15% золы) и высокозольная
бумага, с содержанием золы выше 15%.
225
К первой группе относятся: электроизоляционная, фильтровальная, некоторые виды пропиточной бумаги, бумага-основа для
фибры и пергамента, жиронепроницаемая и др. Первые два вида
бумаги должны обладать возможно малой зольностью Чтобы снизить зольность и улучшить потребительские свойства электроизоляционной и фильтровальной бумаги, целлюлозу, предназначенную для выработки этих видов бумаги, подвергают обеззоливанию
Ко второй-, группе относятся: газетная бумага, перфокарточная, обойная, мундштучная, фотоподложка, основа для светочувствительной бумаги и др Газетную бумагу часто вырабатывают
без наполнителя, хотя для повышения ее печатных свойств применение наполнителей было бы полезно. Ограничение количества
наполнителя в композиции газетной бумаги вызвано опасением
снижения ее прочности. В бумажную массу для выработки мундштучной бумаги задают мало наполнителя, чтобы не снизить ее
упругих свойств.
К третьей группе относятся: писчая бумага, офсетная, литографская и др
В четвертую группу входят: типографская, иллюстрационная,
для глубокой печати, словарная и др. Максимальная зольность
бумаги редко превышает 25—30% во избежание потери ее механической прочности.
Влияние наполнителей на свойства бумаги
Минеральные наполнители оказывают влияние на многие свой*
ства бумаги: толщину, объемный вес, впитывающую способность,
воздухопроницаемость, деформацию, гладкость и лоск, белизну,
непрозрачность, механическую прочность, степень проклейки и пр
Степень влияния на эти показатели зависит от вида и количества
вводимых наполнителей Влияние наиболее распространенного наполнителя— каолина на основные свойства бумаги показано на
рис 89.
Толщина и объемный вес бумаги. Толщина бумаги снижается
при введении минеральных наполнителей, а объемный вес ее увеличивается. Изменение этих свойств бумаги зависит от удельного
веса и степени дисперсности наполнителей. Чем выше степень
дисперсности наполнителя и его удельный вес, тем больше снижается толщина и повышается объемный вес бумаги. Наибольшим удельным весом отличаются такие наполнители, как окись
цинка (5,6), бланфикс (4,4), сульфид цинка (4,0), двуокись титана (3,9—4,2). Эти же наполнители обладают и высокой степенью дисперсности. Преобладающий размер частиц у титановых
и цинковых пигментов не превышает 0,5 мк, у бланфикса он несколько выше. По этой причине указанные наполнители более
других снижают толщину и увеличивают объемный вес бумаги.
Каолин, мел, тальк, асбестин и гипс обладают значительно
226
меньшим удельным весом (в пределах 2,3—2,8), степень дисперсности частиц у них также ниже, чем у предыдущей группы наполнителей. Преобладающий размер частиц у каолина, мела
и обожженного гипса находится в пределах 0,5—5 мк, а у талька
и необожженного гипса 1—10 мк. По этой причине понижение
толщины бумаги и увеличение объемного веса при введении этих
наполнителей в бумажную массу меньше, чем у первых. Наибольший объемный вес бумаги получается при введении бланфикса,
а наименьший — при введении необожженного, грубозернистого
гипса. В последнем случае
70
толщина
некаландрироваи1
ной бумаги может даже повы60
ситься.
^
Увеличение объемного веса g' $50
ад"
У
и понижение толщины бумаги |
1*0
для печати при той же плоа60щади позволяют сделать книгу
1 30
\
более компактной и удобной
50в обращении.
При введении в бумажную
\
30массу наполнителей изменение
10
2Q
30
W
толщины и объемного веса
Содержание наполнителя!каолина) д
в вумаге, %
сравнительно меньше у матовой бумаги, чем у каландриро- Р и с
89 Влияние каолина на свойства
ванной. Так, обычная целлюбумаги (по данным Брехта)
лозная
некаландрированная 1 — воздухопроницаемость, 2 — светонепроница
V
/
\ -
бумага без наполнителя имеет
объСМНЫЙ ВеС ОКОЛО 0 , 7 г/СМ3,
r^^^^^l^^!^^^-^'
рывная длина
при введении каолина в количестве 18—20%—0,78—0,8 г/см$, а после каландрирования на
суперкаландре — 0,95—1 г/см3.
Пористость и впитывающая способность бумаги. Пористость,
характеризуемая воздухопроницаемостью, и впитывающая способность бумаги при использовании минеральных наполнителей возрастают. Показатели эти увеличиваются тем больше, чем крупнее
частицы наполнителя.
Действие минеральных наполнителей на показатели воздухопроницаемости и впитывающей способности объясняется тем, что
частицы наполнителя разъединяют волокна и понижают межволоконные силы связи в бумажном листе, что приводит к повышению пористости, впитывающей способности и мягкости бумаги и
уменьшению сопротивления разрыву и излому. При каландрировании бумага с минеральным наполнителем уплотняется и воздухопроницаемость ее понижается.
Упругость, мягкость и гладкость бумаги. Почти все наполнители
делают бумагу менее упругой, более мягкой, лучше сглаживающейся при каландрировании. Исключение составляет гипс, который
придает бумаге жесткость и звонкость. Поэтому его не рекомен227
дуют применять д л я наполнения бумаги д л я печати, но можно использовать д л я писчей и почтовой бумаги, где жесткость и звонкость допустимы.
Снижение упругости и повышение мягкости бумаги при введении наполнителей происходит вследствие внедрения инертных
частиц наполнителя в межволоконные пространства и более слабого развития по этой причине межволоконных сил связи.
Упругость бумаги, х а р а к т е р и з у е м а я способностью восстанавливать первоначальную форму при сжатии, изгибе или скручиван и и , — свойство, противоположное пластичности. Этим свойством
д о л ж н а обладать, например, мундштучная бумага. Влияние наполнителя на упругость мундштучной бумаги п о к а з а н о на рис. 90,
из которого видно, что упру,
„,.
30-1 70-1 щ . . . •—i
1
1 гость бумаги, к а к и механиче*
екая
прочность,
довольно
сильно снижается при введении в б у м а ж н у ю массу д а ж е
сравнительно небольших количеств каолина.
Гладкость
некаландрированной бумаги от введения
г
наполнителей обычно не повышается, но з а т о она суще1
о5
10
го ственно увеличивается при каЗольность %
л а н д р и р о в а н и и . Это объясняется т е м , ч т о более пластичная
Рис. 90. Влияние каолина на свойства
бумага лучше сглаживается и
мундштучной бумаги:
/ — разрывная длина; 2 — упругость; 3 — сона ее поверхности легче выпротивление излому
равниваются все неровности,
а т а к ж е тем, что наполнитель
заполняет углубления в поверхности листа и этим у м е н ь ш а е т его
шероховатость. Большую гладкость бумаге придают тонкодисперсные и более пластичные наполнители, такие, к а к тальк, асбестин и каолин. Грубодисперсные и менее пластичные наполнители,
как гипс, в особенности необожженный, сообщают бумаге меньшую гладкость.
Деформация бумаги. Изменение линейных р а з м е р о в бумажного листа при у в л а ж н е н и и и при последующей сушке — в а ж н ы й
п о к а з а т е л ь качества многих видов бумаги {документной, картографической, офсетной, литографской, фотоподложки и д р . ) , которые д о л ж н ы иметь низкую д е ф о р м а ц и ю . Введение наполнителей
в бумагу снижает их д е ф о р м а ц и ю при изменении влажности. Повидимому, это свойство бумаги с в я з а н о с уменьшением межволоконных сил связи и снижением ее гигроскопичности.
Белизна. Б е л и з н а одного и того ж е вида природного наполнителя бывает различной в зависимости от его месторождения. Искусственные наполнители отличаются постоянством цвета и высокой белизной {бланфикс, двуокись титана, осажденный к а р б о н а т
228
кальция и др.). Для бумажного производства применяются обычно
наполнители, имеющие более высокую, чем волокно, или по крайней мере такую же белизну. Для производства промышленных
видов бумаги, для которых цвет не имеет значения, а преследуется цель замены части волокна более дешевым минеральным
наполнителем, применяют иногда темноокрашенные дешевые наполнители.
Оптические свойства, средние размеры частиц и удельный вес
различных наполнителей приведены в табл. 25. В таблице для
сравнения указаны также оптические свойства волокнистых
Таблица 25
Некоторые свойства минеральных наполнителей, волокнистых и других
материалов [2, 3J
Наполнители и их химический
состав, волокнистые и другие
материалы
БЙОИТ CBaSO/i')
Бланфикс (BaSO4)
Мел (СаСО3)
Осажденный карбонат кальНатуральпый гипс (CaSO4X
У2НЧ0)
Обожженный гипс (CaSO4) • .
Каолин
(Al 2 O 3 -2SiO 3 -2H 2 O)
Тальк и асбестин (3MgOx
X4S1O4-H4O1
Диатомовая земля (SiOa) . .
Гидросиликат кальция (СаОх
X3,3SiO 2 -H 3 O)
Цинковые пигменты:
литопон (28% ZnS +
+ 72% BaSO4)
сульфид цивка (ZnS) . .
окись цинка (ZnO) . . .
Титановые пигменты:
двуокись титана -(ТЮа)
титано-кальциевый пигмент (30% TiO 3 +
+ 70% CaSO4)
Белая древесная масса . . .
Небеленая сульфитная целБеленая сульфитная целлюБеленая тряпичная
масса (хлопок)
Вола
.
Средние
размеры
частиц,
мк
Белизна
по фотометру, %
Коэффициент
преломления
света
95
98—99
78—96
1,64
1,64
1,56
2 5
0,5-2
3—5
95
1,56
0,2—0,5
2,7—3
68—93
92—96
70—90
1,52
1,58
1,56
1 — 10
1 Ч
0,5—1,0
2,3—2,4
2,8—2,9
2,5—2,7
70—92
60—90
1,56—1,57
1,33
95
1,47
0,03
2,1
97—98
97—98
97—98
1,84
2,37
2,01
0,35
0,3
0,3
4,3
4,0
5,6
98—98,5
2,55—2,7
98
55-65
1,98
—
50—65
1,53
80—90
1,53
90—95
—
—
—
—
1,53
1,53
1,47
1,33
1,0
1—10
2—10
0,3—0,35
Удельный
вес, г 1см3
4,48
4^35
2,7
2,6—2 8
2,3 '
3,9—4,2
0,55
—
3,5
—
—
. .
—
1,45—1,66
0,9 '
1
^0,0013
полу-
—
229
полуфабрикатов бумажного производства, а также некоторых
других материалов.
Из данных табл. 25 видно, что для небеленой бумаги можно
применять наполнители с белизной не ниже 70—75%, для беленой
целлюлозной бумаги — 85—90%, а для тряпичной — не ниже 92%.
При одной и той же белизне наполнителей и равном содержании их в бумаге ее белизна может быть различной. Она зависит
от осветляющего действия наполнителей. Осветляющее действие,
или способность наполнителей сообщать белизну бумаге, зависит
главным образом от степени дисперсности и кроющей способности
наполнителей. По этой причине грубодисперсные наполнители (например, гипс) придают бумаге меньшую белизну, чем при той же
самой белизне, но при большей степени дисперсности частиц другие наполнители. Наибольшей кроющей способностью отличаются
титановые пигменты, сульфид цинка, бланфикс и гидросиликат
кальция.
Непрозрачность бумаги. Свойство прозрачности или непрозрачности всякого материала зависит от его способности поглощать, отражать и рассеивать световые лучи. Последнее свойство
в значительной мере зависит от степени однородности материала.
Если материал однороден и не поглощает световых лучей, то лучи
проходят через него, и материал является прозрачным. Если световые лучи встречают на своем пути неоднородную среду, то они
отражаются, преломляются, рассеиваются и материал приобретает
непрозрачность. По этой причине бумага для кальки, изготовленная из массы жирного помола и хорошо уплотненная на каландре,
становится более оптически однородной и приобретает прозрачность. Пухлая фильтровальная бумага, изготовленная из волокон
садкого помола и имеющая большое количество пор, внутри которых находится воздух, представляет собой оптически неоднородную среду и является непрозрачной.
Минеральный наполнитель, введенный в бумажную массу, увеличивает оптическую неоднородность бумаги и понижает ее прозрачность.
Эффективность наполнителей в этом отношении различна и зависит от степени дисперсности и коэффициента преломления световых лучей. Чем больше коэффициент преломления наполнителя
отличается по своему значению от коэффициента преломления
волокна и чем выше степень дисперсности наполнителя, тем
больше он повышает светонепроницаемость бумаги. Важное значение имеет и коэффициент рассеивания света наполнителя: чем
он выше, тем больше эффективность наполнителя.
Оптимальный размер частиц наполнителя, обладающих максимальной кроющей способностью и сообщающих бумаге наибольшую непрозрачность, находится в пределах 0,3—0,4 мк, т. е. равен примерно половине длины световой волны. При такой величине минеральные частицы наполнителя обладают максимальным
коэффициентом рассеивания и отражения света [2].
230
Влияние наполнителей на светонепроницаемость бумаги показано на рис. 91. Наибольшими коэффициентами преломления
и рассеивания отличаются: двуокись титана, сульфид цинка и
бланфикс. Эти же наполнители придают бумаге большую непрозрачность. Мел, каолин и тальк обладают коэффициентом преломления, очень близким по величине к коэффициенту преломления
целлюлозы, и более низкими коэффициентами рассеивания, но,
несмотря на это, они значительно повышают непрозрачность бумаги. Это объясняется тем, что наполнители, располагаясь между
волокнами, увеличивают оптическую неоднородность бумажного
листа.
Особенно эффективны титановые наполнители. Кейси указывает [2], что двуокись титана
повышает непрозрачность бумаги в 5—10 раз больше, чем каолин. Титановые пигменты широко применяются в производстве
гонкой бумаги для печати. Они |
способны придать ей хорошую ,§
непрозрачность при малом коли- ^
честве пигмента без ослабления
?0
3S
прочности листа. Для обеспечеСодержание наполнителей
ния равноценной непрозрачности
бумаги обычных наполнителей Рис. 91. Влияние наполнителей на
потребовалось бы ввести В нее
светонепроницаемость бумаги.
ГППЯЧЯЛ
1 о р а з д о бипоплыь пшРеРе КПТТИЧРГТТЮ
количество И
и
ПРОЧНОСТЬ бумажИОГО ЛИСТа При
/ — бланфикс; 2_ —сульфид
цинка.
3— мел,
обожженный
гипс,
б 4_
каолин>
5
тальк, 7 — асбестин, 8 — необожженные!
гипс
этом сильно понизилась бы.
Механическая прочность бумаги. Такие показатели механической прочности бумаги, как сопротивление разрыву, излому и
продавливанию, при введении в нее наполнителей снижаются.
При увеличении зольности бумаги до 3—4% падение ее прочности заметно мало, а при дальнейшем повышении зольности эти
показатели качества бумаги уменьшаются примерно по закону
прямой линии. При этом больше всего падает сопротивление бумаги излому.
В табл. 26 показано изменение в лабораторных условиях прочности бумаги, содержащей 50% древесной массы, 50% беленой
целлюлозы и разное количество каолина.
По данным Брехта [1], при повышении зольности бумаги на
1% (для каолина) ее разрывная длина снижается на 1,75%, а сопротивление излому — на 10%.
По данным Кейси {2], при зольности бумаги 10% (каолин)
прочность бумаги на продавливание снижается на 20%,. Эти данные следует рассматривать только как ориентировочные, показывающие лишь закономерность и направление процесса Действие
231
Таблица 26
Изменение механической прочности бумаги в зависимости
от ее зольности
Зольность
бумаги, %
0,8
9,7
12,2
Разрывная
длина, м
2910
2500
-2440
Сопротивление излому
Зольность
бумаги, %
Разрывная
длина, м
20
16
14
14,0
17,2
21,0
2210
1970
1640
Сопротивление излому
И
10
6
наполнителей на прочность бумаги зависит от их степени дисперсности, вида волокнистых материалов, из которых изготовлена
бумага, характера помола, проклейки и других факторов.
По данным некоторых исследователей, малое содержание наполнителей в бумаге (в пределах зольности 2—4%) не только не
снижает механическую ее прочность, но даже несколько повышает, так как при этом улучшаются просвет и структура бумаги.
Анализ длительной работы одного из наших предприятий, вырабатывающих газетную бумагу на быстроходных машинах, показал, что-при повышении зольности газетной бумаги до 2—3%
за счет введения каолина ее прочность на разрыв и излом практически не изменилась по сравнению с прочностью бумаги без
наполнителя.
Проклейка бумаги. Наполнители ухудшают проклейку бумаги.
Поэтому при выработке хорошо проклеенной бумаги введение
в нее наполнителей ограничивается 6—8% золы. Особенно сильно
снижается степень проклейки бумаги при зольности выше 10%.
По данным Сутермейстера, при зольности бумаги 18% степень
проклейки снижается на 60—70%. по сравнению с этим показателем бумаги без наполнителей. При повышении содержания в бумаге наполнителей степень ее проклейки падает примерно по
закону прямой линии. При этом имеет значение природа наполнителей: некоторые наполнители, например мел, бланфикс и сернистый цинк, вызывают более сильное снижение степени проклейки,
другие (гипс и тальк) —меньшее.
Влияние наполнителей на некоторые другие свойства бумаги.
Наполнители влияют также на пылимость и разносторонность бумаги. Оба эти свойства нежелательны для многих видов бумаги
и в особенности для печатной бумаги. Пыление бумаги при печатании загрязняет печатные формы и понижает качество изображения. Пыление бумаги возрастает с увеличением содержания
в ней наполнителя. Оно может быть снижено применением крахмальной проклейки и введением в бумагу меламино-формальдегидной смолы.
Разносторонность, или двусторонность, как ее также называют,
является не менее серьезным дефектом бумаги, чем пыление. Этот
дефект заключается в том, что сеточная и лицевая стороны листа
бумаги имеют различные оттенок, гладкость, впитывающую спо232
собность, а иногда и степень проклейки. Причина указанного дефекта заключается в неравномерном распределении минерального
наполнителя, клеевых частиц и мелкого волокна в толще бумажного листа. Как показали Ундерхей '[4] и Гансен, верхняя сторона
бумажного листа содержит больше наполнителя и мелкого волокна, чем нижняя, откуда мелочь отсасывается на регистровых
валиках и отсасывающих ящиках. Распределение наполнителя
в бумажном листе машинной выработки, разделенном на четыре
слоя, показано на рис. 92. Из рисунка видно, что при средней
зольности образцов бумаги 10,2; 9,4 и 7,5% в верхнем слое бумаги зольность соответственно равнялась 12,3; 11,8, 9,9%, тогда
как в нижнем слое, примыкающем
к сетке, 5,2; 4,7 и 3,6%, т. е. почти
в 2 раза меньше средней зольности
I.
,
.,
бумаги.
И'
Исследования Ундерхея показали,
JIT
что главной причиной неравномерного
распределения наполнителя в бумажном листе и удаления его вместе с мелким волокном и смоляными частицами
с нижней, сеточной, стороны листа является отсасывающее действие регистровых валиков и своеобразная отмыв1
г
з
ка мелочи при прохождении сетки
с рыхлым слоем волокна над регист- Рис. 92. Распределение наполровыми валиками. Ввиду того, что от- нителя в бумаге при средней
(/), 9,4% (//),
сасывающее действие на регистровых зольностии 10,2%
7,5% (///)
валиках повышается с ростом ско— верхний слой бумаги, 2—3средние, 4 — нижний слой
рости машины, усиливается и разносторонность бумаги. Поэтому на быстроходных машинах этот дефект бумаги выражается более резко,
чем на тихоходных машинах.
Исследования, проведенные Ундерхеем на бумагоделательной
машине при скорости 24 м/мин, показали, что отклонения в зольности сеточной и лицевой стороне листа не превышают 1 % при
средней зольности "бумаги 5,1%, тогда как при скорости машины
300 м/мин и средней зольности бумаги 7,9% эти отклонения достигают 4,7%. Для уменьшения этого дефекта бумаги рекомендуется
применять регистровые валики с гидрофобной поверхностью и вместо них устанавливать регистровые планки. Подробнее о борьбе
с этим дефектом бумаги сказано в главе X.
N
Удержание наполнителей в бумаге
Минеральные наполнители, вводимые в бумажную массу, не
полностью удерживаются в бумаге Значительная их часть уходит
вместе с отходящими водами, и если не принимать соотвествующих
мер, потери наполнителя составят значительный процент.
233
При надлежащей организации технологического процесса степень удержания наполнителей достигает 70—80%, тогда как при
плохой организации процесса удержание может составлять лишь
30—40%. Степень удержания наполнителя У — количество наполнителя NQ, оставшееся в бумаге и выраженное в процентах от количества израсходованного свежего наполнителя N, вычисляется по
формуле
^
.
N
(49)
При проведении исследовательских работ, а иногда и при производственных наблюдениях удержание наполнителей в бумаге
обычно выражают в процентах от их количества в бумажной
массе перед выходом ее на сетку бумагоделательной машины. Полученные в этом случае данные характеризуют удержание наполнителей за однократный проход через сетку без использования оборотных вод в производстве и потому имеют лишь относительное
значение 1.
О содержании наполнителей в бумаге судят обычно по ее зольности. Одна-ко для точного технического расчета необходимо вводить соответствующие поправки на естественную зольность волокна и на потери наполнителя при прокаливании во время определения зольности бумаги.
'
Зольность бумаги на содержание в ней наполнителя можно пересчитать по следующей формуле:
*
( А А
N
6
)
т
0/
100-р
где N$ — содержание абсолютно сухого наполнителя в абсолютно
сухой бумаге, %;
Аб-—зольность абсолютно сухой бумаги, %;
Ав — естественная зольность волокна, %.
р — потери в весе наполнителя при прокаливании, %.
Потери при прокаливании зависят от вида наполнителя. Так,
при прокаливании каолина теряется от 12 до 14% кристаллизационной воды, необожженного гипса 19—21%, талька 4—6%, а при
прокаливании мела потери составляют около 40% за счет разложения карбоната с образованием окиси кальция и углекислого
газа.
На степень удержания наполнителей в бумаге влияют: свойства наполнителя и бумажной массы; степень ее помола; pH, обус*
ловленный наличием в массе сернокислого алюминия или другой
алюминиевой соли, наличием в массе проклеивающих веществ и
других добавок; режим обезвоживания на бумагоделательной машине; степень использования оборотных вод в производстве и тип
1
Более характерные данные о фактическом удержании наполнителей получают путем аналогичных расчетов по зольности массы в массном бассейне
234
ловушки, а также применение специальных флокулирующих агентов, повышающих удержание наполнителей в бумаге.
Исследования, проведенные автором совместно с Н. В. Лядовой,
показали, что наполнитель в бумаге удерживается как чисто механически — при фильтрации через волокнистый фильтр задерживаются частицы крупнее пор, так и вследствие коллоидно-химических процессов, включающих явления адсорбции частиц наполнителя волокном, перезарядки или понижения их электрического
потенциала, а также флокуляции и агрегации частиц [5, 6].
Исследования показали, что грубодисперсные фракции наполнителей хорошо удерживаются в бумаге за счет фильтрации, а для
удержания тонкодисперсных фракций необходимы процессы адсорбции и флокуляции частиц. Так, степень удержания в бумаге
грубодисперсного наполнителя талька достигает 60—70% без применения каких-либо вспомогательных средств, тогда как степень
удержания тонкодисперсного титанового пигмента в этих условиях
составляет лишь 10—15%. При использовании вспомогательных
средств (добавки сернокислого алюминия в сочетании с алюминатом натрия или с полиакриламидом) степень удержания титанового пигмента в бумаге достигает 85—90%.
Механическое удержание наполнителей. Для механического
удержания наполнителя фильтрацией первостепенное значение
имеют степень дисперсности, размер и форма частиц, а также
размеры волокон и зависящие от них размеры пор волокнистого
фильтра на сетке бумагоделательной машины Размеры волокон
в свою очередь зависят от природы волокна и степени помола.
Изучая в лабораторных условиях свойства наполнителей, Брехт
и Пфречнер [1] нашли, что лучшей уде ржи в а ем остью без применения вспомогательных средств обладают тальк (69%) и асбестин
(63,5%), имеющие первый чешуйчатую, а второй игольчатую
форму частиц. Значительно ниже степень удержания в бумаге
бланфикса (44 %) и каолина (35—40 % ) , имеющих округлую
форму и меньшие размеры частиц, еще меньше у мела (24%) и самая низкая у необожженного гипса (20%), что объясняется не
формой и размерами его частиц, а растворимостью в воде
Влияние вида волокнистого материала на степень удержания
в нем наполнителей видно из данных табл. 27.
Как видно из этих данных, наибольшей способностью удерживать наполнители обладает древесная масса, льняная полумасса
и соломенная целлюлоза, имеющие наиболее мелкие и тонкие волокна, наименьшей — хлопковая полумасса, обладающая меньшей
адсорбционной способностью, дающая рыхлый и пухлый лист бумаги с крупными порами.
Удержание наполнителей повышается при увеличении степени
помола бумажной массы. Так, в наших лабораторных опытах удержание каолина при увеличении степени помола массы повышалось
примерно по закону прямой линии и достигало 80% при 78°ШР и
40% при 38° ШР. Таким образом, степень помола массы — важный
235
Таблица 27
Удержание наполнителей в бумаге различного состава по волокну
(по данным Брехта)
Удержание, %
Вид волокнистого материала
Хлопковая полумасса
Мягкая сульфитная целлюлоза
Сульфатная небеленая целлюлоза
Жесткая сульфитная
»
Соломенная целлюлоза
Льняная полумасса
Древесная масса
талька
40,5
53,0
62,5
68,8
71,5
73,0
73,5
каолина
26,0
29,0
36,0
40,0
40,0
55,0
68,5
фактор повышения удержания наполнителей в бумаге. Однако им
не всегда можно пользоваться, так как это связано с увеличением
расхода энергии на размол и нежелательным изменением свойств
бумаги.
Адсорбционное удержание наполнителей. Минеральные наполнители не имеют сродства к целлюлозе, их частицы в водной среде,
как и волокна целлюлозы, заряжены отрицательно, вследствие
чего они взаимно отталкиваются и наполнитель не адсорбируется
волокном. Для того чтобы перезарядить частицы наполнителя или
хотя бы снизить их заряд, чтобы преодолеть силы отталкивания
между волокном и наполнителем, неободимо прибавить в бумажную массу сернокислый алюминий или другую алюминиевую соль
и создать оптимальный pH массы. При этом понижается отрицательный потенциал как целлюлозы, так и наполнителя и даже перезаряжаются его частицы, приобретая положительный заряд, и
адсорбируются волокном. Исследования показали, что благодаря
адсорбции лучше удерживаются тонкодисперсные наполнители и
фракции наполнителей с размерами частиц меньше 1 мк. С увеличением размеров частиц выше 5 мк адсорбционное удержание
уменьшается и его доля в суммарной величине удержания наполнителя становится незначительной (см. рис. 97 на стр. 239).
На рис. 93 показано удержание различных фракций каолина
в бумаге в зависимости от количества введенного сернокислого
алюминия и, следовательно, pH среды. Как видно из рисунка,
удержание всех фракций каолина в бумаге при введении сернокислого алюминия увеличилось и достигло максимума при pH
около 4,5, что соответствует расходу сернокислого алюминия
в условиях мягкой производственной воды около 1,5% от веса волокна. При этом наибольшее повышение удержания было у тонкодисперсных фракций с размерами частиц меньше 1 мк, а наименьшее — у грубодисперсных. Аналогичная картина наблюдается и
для талька. Однако у него величина адсорбционного удержания
по сравнению с этим показателем у каолина значительно меньше.'
236
Изучение электрокинетического потенциала наполнителей и их
адсорбционных свойств по отношению к солям алюминия показало, что адсорбционная способность талька по отношению к солям алюминия значительно ниже, чем каолина (рис. 94), а его отрицательный потенциал при введении солей алюминия только понижается, не достигая изоэлектрического состояния, тогда как
каолин в этих условиях перезаряжается и приобретает положительный заряд (рис. 95). Этим и объясняется меньшее адсорбционное удержание талька, чем каолина.
Особенно велико адсорбционное удержание тонкодисперсных
наполнителей (например, двуокиси титана). Исследования показали, что частицы двуокиси титана
имеют отрицательный потенциал
в водной суспензии и при введении
солей алюминия перезаряжаются.
I
2
3
Расход fHz!S0J3,%
Рис. 93 Удержание разных
фракций каолина в бумаге
при разном расходе сернокислого алюминия. Размеры
частиц каолина:
5
10
W
Концентрация
Рис. 94. Адсорбция алюминия и его
соединений различными наполнителями:
1 ~- каолином. 2 — двуокисью титана; 3 —
тальком
/ — меньше 1 мк, 2—1т-5 мк;
3— 10-20 мк, 4 — больше 20 мк;
5 — полидисперсный каолин, 6 полидисперсный тальк
^ Более глубокое изучение адсорбционного удержания наполнителей показало, что для него необходимо не только снижение отрицательйоготютенциала частиц наполнителя и целлюлозы, но и наличие алюминия в форме комплексного полимерного иона. Такой
ион лучше адсорбируется на поверхности наполнителя и целлюлозы и, обладая координирующим действием по отношению к веществам анионного типа, способствует удержанию наполнителей на
целлюлозном волокне. По-видимому, координационная теория Томаса [7] приложима не только к процессу проклейки, но и наполнения бумаги.
Наши опыты {8] показали, что в случае прибавления к массе
щелочи при постоянном расходе сернокислого алюминия удержание наполнителя в бумаге повышается (точки Л и Б на рис. 96)
и величина оптимального pH сдвигается с 4,5 до 7,2, тогда как
237
прибавление к массе серной кислоты и снижение pH с 4,5 до 3 в тех
же условиях приводит к резкому снижению удержания наполнителя. На этом рисунке показано также, что изменение pH массы
щелочью или кислотой в пределах от 3 до 10,2 в отсутствие сернокислого алюминия приводит
к очень низкому и притом постоянному удержанию наполнителя в бумаге (22%) н е з а - |
висимо от pH массы. Это
говорит о том, что без солей
алюминия наполнитель удерживается в бумаге только механически, при фильтрации через волокнистый фильтр.
Как показали наши исследования, при введении в бу- |
мажную массу одно-, двух- и
трехвалентных анионов (хло- j
ридов, сульфатов и цитратов)
степень удержания наполнитеРис 95 Элекгрокииетический потенциал
лей в бумаге снижается тем
и pH суспензии в зависимости от расхобольше, чем выше валентность
да сернокислого алюминия:
аниона. Наибольшее снижение
/ — каолина; 2 — талька
степени удержания наполнителя дает сложный органический лигносульфонатный анион. Это объясняется тем, что
все указанные анионы снижают отрицательный потенциал бумажной массы и тем
больше, чем выше координационная способность аниона к
алюминию. Все эти факты го10 pH
ворят о большом значении для J
удержания наполнителей в бу-'
*UtSQJs'HtSe,
Й1г(50л)3 -NaOH
маге координационной роли.
Рис. 96. Влияние pH массы па удержаалюминия
по
отношению^
ние наполнителя:
к анионам.
1 ~ при постоянном расходе сернокислого алюУдержание
наполнителей^
миния, 2—без сернокислого алюминия
за счет флокуляции его частиц. Адсорбция тонкодисперсных частиц наполнителя волокном^
вследствие понижения его отрицательного заряда, перезарядки и
координационной связи с катионом алюминия хотя и позволяет
значительно повысить удержание его в бумаге, однако не дает еще
полного эффекта, который может быть получен флокуляцией тонкодисперсных частиц наполнителя.
На рис. 97 наряду с эффектом механического и адсорбцион^
ного удержания каолина и талька показан также и эффект вслед1!
238
ствие флокуляции их частиц с помощью полиакриламида (кривая 4). Из рисунка видно, что даже в лабораторных условиях без
использования оборотной воды достигается очень высокая степень
удержания наполнителя (около 85%). При этом тонкодисперсные
фракции за счет флокуляции дают гораздо больший прирост степени удержания наполнителя, чем грубодисперсные. Кривые на
рис. 97 показывают, что при использовании вспомогательных
средств тонко дисперсные фракции наполнителя удерживаются
главным образом благодаря процессам адсорбции и флокуляции,
а грубодисперсные — при фильтрации через волокнистый слой.
б
'-/
15
5-10 10 29 >?0
Фракции каолина, мк
</
1-5
510 10-20
Фракции талька, мк
Рис. 97. Удержание различных фракций наполнителя каолина (а) и
талька (б):
/ — вследствие фильтрации; 2 — адсорбции, 3 — суммарное (1+2); 4-~ вследствие
флокуляции
Флокуляция — наиболее важный метод повышения степени
удержания наполнителей в бумаге. В качестве флокуляторов можно
применять: клей Свеена, активированный силикат, маниогалактаны,
получаемые из растительных камедей, полиакриламид, полиимин,
эпихлоргидрин, катионный крахмал, алюминат натрия и др. [9].
Клей Свеена и активированный силикат в настоящее время применяются реже, так как они менее эффективны и не способствуют
улучшению обезвоживания бумажного полотна, тогда как полиакриламид и другие новые флокуляторы улучшают его обезвоживание на сетке бумагоделательной машины вследствие флокуляции
мелкого волокна и облегчают высушивание бумаги [10]. К тому же
приготовление раствора активированного силиката более сложно,
нежели остальных флокуляторов.
У нас наибольшее применение для повышения удержания наполнителей нашел полиакриламид. Исходным сырьем для его получения служит акрилонитрил, получаемый из природного газа. Путем омыления акрилонитрила крепкой серной кислотой при
239
температуре 100—110° С получают акриламид и некоторое количество акриловой кислоты. Полученный мономер полимеризуют
в присутствии инициаторов, получая полимер полиакриламид, который имеет в своей цепи наряду с амидными группами некоторое
количество карбоксильных групп Наличие в полимере этих групп
сообщает ему способность к интенсивному межмолекулярному
взаимодействию благодаря образованию водородных связей
CH2-CHCN4 H20
СН2 = СН —СО — N H 2
акрилоннтрил
— \JJ акрнламид
СН а — СН — СН2 — СН —
акриламид
со
со
NH 2
NH 2
(51)
полиакриламид
Регулируя процесс полимеризации, получают продукты с разным молекулярным весом, а применяя модификацию с помощью
акриловой кислоты, получают продукты с различным содержанием
карбоксильных групп.
Полиакриламид применяется как флокулятор и как эффективный агент, повышающий прочность бумаги. Флокулирующее действие полиакриламида повышается с ростом молекулярного веса
этого полимера. Считают, что наилучшим флокулирующим действием обладает полимер с молекулярным весом 2 000 000 — 5 000 000
и содержанием карбоксильных групп 3—7%, однако для повышения прочности бумаги следует применять полимер с молекулярным
весом около 500 000 и содержанием карбоксильных групп около
10%. Такой полимер лучше связывается с целлюлозным волокном,
меньше флокулирует и способствует получению более однородного
листа
!
Полиакриламид является полимером анионного типа Поэтому
действие его как флокулятора лучше всего проявляется в присутствии солей алюминия. Механизм флокулирующего действия полиакриамида заключается в том, что его длинные цепные молекулы,1
сильно гидратированные в воде и достигающие 10—25 мк в длину,
связываются с двумя и более частицами минерального пигмента и
волокнистой мелочи. Эта связь ведет к образованию флокул, которые лучше задерживаются волокнистым фильтром на сетке машины.
Как указывает В Линке [11], полиакриламид способен адсорбироваться на частицах наполнителя, однако флокуляция в отсутствие сернокислого глинозема менее эффективна, так как при этом
не происходит прямой связи полимера с целлюлозным волокном,
которое включается в флокулы только случайно. При использова1
Некоторые зарубежные фирмы путем соответствующей модификации выпускают полиакриламид катионного типа
24С
нии сернокислого глинозема образуются флокулы из волокна, волокнистой мелочи и наполнителя По-видимому, молекулы полиакриламида связывают между собой частицы наполнителя и целлюлозы через сернокислый алюминий.
Оптимальное фдокулирующее действие анионного полиакриламида наблюдается при pH от 6,0 до 7,0. В. Линке указывает, что
для повышения этого действия полимера необходимо в бумажную
массу добавлять катионную гидроокись алюминия, которая является связующим материалом между частицами наполнителя, волокном и молекулами полиакриламида. По-видимому, наиболее
эффективно повышают флокулирующее действие полиакриламида
полимерные ионы алюминия, образующиеся при гидролизе сернокислого алюминия, способные к образованию координационных
связей с целлюлозой и молекулами полиакриламида [7].
Товарный продукт поступает на бумажные предприятия в виде
порошка (или в виде 8—10%-ного водного раствора). Его растворяют в горячей воде и разбавляют до концентрации 0,1—0,25%.
Иногда растворение производят в две ступени: сначала готовят
1%-ный раствор полиакриламида, а затем разбавляют его до рабочей концентрации. При концентрации 1% раствор может храниться
3—4 дня, а при добавке щелочи до pH 7 — до 3 месяцев.
Обычно раствор флокулятора вводят непрерывной струей в разбавленную массу непосредственно перед напорным ящиком бумагоделательной машины с таким расчетом, чтобы он хорошо перемешался с бумажной массой, равномерно распределился в ней и вышел на сетку машины через 20—30 сек. Лучшим местом ввода
раствора полиакриламида следует считать массопровод, подводящий массу от очистной аппаратуры к потокораспределителю напорного ящика. Раствор подается насосиком по закрытой трубе
через ротаметр. Обычный расход полиакриламида — 0,2—0,3 кг
на 1 г бумаги.
О применении клея Свеена и активированного силиката для повышения степени удержания наполнителя в бумаге см. в первом
издании книги.
Влияние проклеивающих веществ на степень удержания наполнителей. Введение в бумажную массу проклеивающих веществ —
крахмала, карбоксиметилцеллюлозы, животного клея и жидкого
стекла — способствует лучшему удержанию наполнителей в бумаге. В бумаге, проклеенной смоляным клеем, степень удержания
наполнителей обычно также выше, чем у неклееной бумаги. Однако это связано не с действием смоляного клея, а с действием
сернокислого алюминия, вводимого в бумажную массу при проклейке. Опыты И. И. Богоявленского [12] показали, что удержание
наполнителя в неклееной бумаге при добавке в нее сернокислого
алюминия в количестве, применяемом при выработке клееной бумаги, не меньше, чем в бумаге, проклеенной канифольным клеем.
О действии крахмала на степень удержания наполнителей в бумаге существуют разноречивые мнения. Они основаны на том, что
С Н Иванов
241
действие крахмала может быть различным в зависимости от условий проведения процесса проклейки бумаги. Если крахмал применяется как защитный коллоид, он не повышает удержания наполнителя в бумаге, а, наоборот, снижает. Если же он применяется
как проклеивающий агент в виде геля, то он повышает удержание
наполнителя. Особенно вредное действие на степень удержания
тонкодисперсных титановых пигментов оказывает окисленный крахмал. Влияние крахмальной проклейки на удержание наполнителей
было показано в табл. 21. Из этих данных видно, что зольность
целлюлозной-бумаги повысилась с 4,6% до 10,2% при введении
крахмала в количестве 4% от веса волокна.
Другие проклеивающие вещества из класса связующих, как карбоксиметилцеллюлоза, растительные камеди гуаран и карубин,
жидкое стекло, также повышают степень удержания наполнителей
в бумаге и могут служить в качестве флокулирующих добавок
к массе. Значительно повышает удержание наполнителей в бумаге
и алюминат натрия, который в сочетании с сернокислым алюминием является хорошим флокулятором. Его обычно применяют
для удержания титановых пигментов.
Влияние на степень удержания наполнителей в бумаге прочих
производственных условий. К другим факторам, влияющим на
удержание наполнителей в бумаге, относятся: порядок ввода проклеивающих и наполняющих веществ, количество вводимых наполнителей, степень использования оборотных вод в технологических
потоках, жесткость воды, вес 1 м2 бумаги, скорость машины.
Порядок введения в бумажную массу клея и наполнителей не
оказывает существенного влияния на удержание наполнителей,
а больше влияет на эффект проклейки бумаги. В опытах Брехта и
Рауша колебания в степени удержания наполнителей при разном
порядке введения химикатов не превышали 5%, колебания же
в степени проклейки были выше.
Большое значение для удержания наполнителей имеет место
введения сернокислого глинозема в массу. Лучшие результаты получаются при введении глинозема непрерывным потоком в разбавленную бумажную массу перед смесительным насосом, т. е. незадолго до ее выхода на сетку машины, при этом достигается лучшая
коагуляция наполнителей во время листообразования, чем при введении глинозема в массный бассейн. В последнем случае хлопья
скоагулировавшегося наполнителя снова диспергируются при размешивании массы и эффект от действия глинозема снижается.
Повышение степени разбавления бумажной массы перед ее выходом на сетку бумагоделательной машины снижает степень удержания наполнителей довольно существенно, так как в первой зоне
обезвоживания через сетку, когда на ней не образовался еще достаточно толстый волокнистый слой, проходит значительное количество мелкого волокна и наполнителей.
Еще сильнее влияет на удержание наполнителей толщина вырабатываемой бумаги. Повышение толщины и веса 1 м2 бумаги при242
водит к образованию на сетке более толстого волокнистого фильтра, который лучше задерживает наполнитель. Влияние веса 1 м2
бумаги на удержание каолина показано (по лабораторным данным
Н. П. Перекальского) на рис. 98 [13].
Скорость бумагоделательной машины больше влияет на распределение наполнителя в бумажном листе, чем на общее его удержание в бумаге. Как уже указывалось, при повышении скорости
бумагоделательной машины увеличивается отсасывающее действие
регистровых валиков, а также зачастую форсируется отсос воды из
бумажного полотна на отсасывающих ящиках и на отсасывающем
гауч-вале. Это приводит к неоднородности бумаги, так как мелкое
волокно и наполнитель больше удаш
ляются с нижней поверхности листа. »?
Весьма важным фактором удер- §*
жания наполнителей в производ- I
ственных условиях является сте- Ц 50
пень использования оборотных вод
и правильный выбор типа улавливающего аппарата.
м
т
т
т
ш
При недостаточном использовании оборотных вод на бумагоделаВесгм'оцнаы^
теЛЬНОЙ м а ш и н е И В раЗМОЛЬНО-ПОД-
рис_
9
8. Влияние веса 1 JK* бу-
готовительном отделе, при приме- маги на удержание каолина вбунении большого количества свежей
маге
воды в разных стадиях производства и плохой работе улавливающих аппаратов удержание наполнителей в бумаге значительно снижается.
На удержание наполнителей в бумаге влияет также и качество
производственной воды. Как показали наши опыты, заметное влияние на удержание наполнителя оказывают соли временной жесткости, тогда как соли постоянной жесткости практически не
влияют. Бикарбонаты кальция и магния реагируют с сернокислым
алюминием, образуя в конечном итоге А1(ОН)3, и требуют большего его расхода. Оптимальное удержание наполнителей при мягкой производственной воде достигается при расходе сернокислого
алюминия 1,5%"и pH массы 4,5—4,7. При жесткости воды б°Н
максимальное удержание наблюдается при расходе сернокислого
алюминия 2—3%, при жесткости воды 15 и 24°Н— при расходе
сернокислого алюминия соответственно 4 и 6%, во всех этих случаях pH сдвигается в нейтральную область 7—7,2. Таким образом,
при использовании жесткой производственной воды, обусловленной
бикарбонатами, для лучшего удержания наполнителей в бумаге
следует увеличивать расход сернокислого алюминия.
При правильной организации производственного процесса возможно достижение высокой степени удержания наполнителей в бумаге (70—80%). К мероприятиям, способствующим повышению
удержания наполнителей в бумаге, относятся: наиболее полное
использование оборотных вод; хорошее осветление избыточных
9
*
243
отходящих вод на массоулавливающих установках; применение
флокулирующих веществ для коагуляции наполнителей и других
тонкодисперсных взвесей при отливе бумаги на машине; надлежащая дозировка сернокислого глинозема и создание оптимального
значения pH волокнистой суспензии.
Характеристика наполнителей
'С
Каолин. Каолин, или белая глина, является наиболее распространенным наполнителем. По своему химическому составу очищенный каолин представляет собой комплексную алюмокремневую кислоту состава Al2O3-2SiO2*2H2O и содержит 39,6% окиси алюминия, 46,5% окиси кремния и 13,9% гидратной воды.
Каолин образовался из горных пород — гранита и полевого
шпата — в результате выветривания и разрушения их водой. Имеются месторождения так называемых первичных (на месте залегания материнской породы) и вторичных каолинов, т. е. образовавшихся в результате разрушения горных пород, взмучивания водой
и отложения на новом месте. В Советском Союзе наиболее мощные месторождения каолина находятся в Украинской ССР, в Днепропетровской и Винницкой областях, на Урале, около Невьянска,
в Свердловской и Томской областях. На месте добычи каолина
имеются обогатительные фабрики, где сырцовый каолин подвергают отмучиванию, очищают от песка и прочих загрязнений, обезвоживают и сушат. Готовый отмученный каолин направляют потребителям в виде плиток или в молотом виде в бумажных мешках.
Согласно действующему ГОСТ каолин, предназначенный для
бумажной промышленности, делится на четыре сорта в зависимости от содержания механических примесей и степени белизны.
Каолин первого сорта дожен иметь белизну не ниже 88% по Оствальду, второго сорта — не ниже 85%, третьего — н е ниже 75%,
для каолина четвертого сорта белизна не нормируется. Содержание влаги в каолине не должно превышать 15%. При более высокой влажности (свыше 20%) каолин в зимнее время смерзается,
что затрудняет его разводку.
Первичный каолин отличается большей чистотой и содержит
меньше железа. Белизна лучших сортов каолина (английский каолин «China Clay») может достигать 94,5%. Гранулометрический
состав каолина различных месторождений неодинаков. Величина
зерен колеблется обычно в пределах 0,1—40 мк. Преобладающие
фракции каолина содержат зерна величиной 0,5—1 мк. Отечественный каолин отличается высоким содержанием тонкодисперсных
фракций, мягкостью, сравнительно хорошей белизной, непрозрачностью и может с успехом применяться в качестве наполнителя
при выработке многих видов бумаги и в особенности бумаги для
печати.
Тальк. Тальк представляет собой кислую соль метакремневой
кислоты состава 3MgO • 4SiO 2 • Н 2 О. Согласно формуле он содер244
жит 63,5% SiO 2) 31,7% MgO и 4,8% H 2 0. В тальке обычно содержатся примеси железа и алюминия. Он очень мягок и жирен на
ощупь, придает бумажной массе гладкость, мягкость и блеск. На
проклейку бумаги он оказывает незначительное влияние. Благодаря чешуйчатой форме и большим размерам частиц тальк хорошо
удерживается в бумажном полотне механически, при фильтрации
через волокнистый слой.
Тальк придает бумаге непрозрачность, однако белизна его невысока (70—92%). В природе тальк встречается разных оттенков,
от белого до желтого и зеленого. Тальковую руду сортируют по
цвету, просушивают, подвергают дроблению, а затем размолу,
после чего просеивают. Размер частиц талька колеблется в пределах 0,5—40 мк при наличии преобладающей фракции с размерами
частиц 1—10 мк.
Наиболее богатые месторождения талька у нас находятся на
Урале около Маисса, на Кавказе в Чиатурах и в Красноярском
крае (Киргитейское месторождение). Тальк применяется в качестве наполнителя для так называемой «бесшумной» бумаги, используемой для печати театральных программ и нот.
В настоящее время в США получил применение наполнитель
мистрон, являющийся разновидностью талька. Он отличается высокой белизной, достигающей 95—97%, хорошей дисперсностью
(максимальная величина частиц не превышает 8—12 мк), химической чистотой, инертностью, не содержит абразивных частиц, хорошо удерживается в бумаге. Коэффициент преломления его несколько выше, чем у талька. Химический состав его такой же, как
и талька Этот наполнитель хорошо совмещается с оптическими
белителями и значительно повышает белизну бумаги, тогда как
обычный тальк сводит действие оптических белителей на нет. Диспергируют мистрон паром высокого давления.
Асбестин. Асбестин представляет собой волокнистую разновидность талька. По своему химическому составу он является кремнекислым соединением магния, алюминия и извести. Частицы асбестина имеют вытянутую в виде палочек форму. Благодаря волокнистому строению хорошо удерживается в бумаге. Удельный вес
асбестина 2,3—2,7. По цвету он, как и тальк, может быть белым,
серым, серо-желтым и зеленым.
В бумажном производстве применяются лучшие сорта асбестина с хорошей белизной. В зарубежной практике асбестин используют для наполнения картонов, прессшпана, слоновой бумаги,
объемной бумаги для печати, а также промокательной и почтовой
бумаги.
Гипс. Химически чистый гипс (СаБОй-ЭНгО) содержит около
21% воды. Природный гипс несколько загрязнен и содержит 18—
20% воды, которая теряется при его прокаливании. В бумажном
производстве гипс применяют в естественном (ленцин) и обожженном виде (анналин). Природный гипс отличается крупными размерами частиц (преобладают зерна 1—10 мк). Природный гипс
245
сортируют, дробят, подвергают тонкому размолу, а затем просеивают. Белизна природного гипса колеблется в пределах 68—93%.
Недостаток гипса — его растворимость в воде (при комнатной температуре концентрация его раствора составляет около 0,25%);
удержание гипса в бумаге понижается вследствие его потерь со
сточными водами.
Гипс придает бумаге звонкость, жесткость и мало снижает
непрозрачность. На проклейку бумаги гипс влияет мало. Из-за
грубодисперсности и жесткости этого наполнителя поверхность бумаги остается шероховатой и плохо сглаживается при каландрировании.
Обжиг значительно улучшает свойства гипса: делает его более
мягким, тонкодисперсным и повышает белизну. Средний размер
частиц обожженного гипса меньше 5 мк, его белизна достигает
96%. При обжиге часть сернокислого кальция разлагается на ЭОз
и СаО, вследствие чего обожженный гипс обладает щелочными
свойствами. Удельный вес гипса при обжиге повышается с 2,3—2,4
до 2,8—2,9: Для нейтрализации щелочи в гипсе рекомендуется в бумажную массу до введения клея при проклейке добавлять небольшое количество сернокислого глинозема.
Советский Союз богат месторождениями гипса. Наиболее мощные из них находятся в Архангельской области, в бассейнах рек
Мезени, Пинеги и Северной Двины, на Урале в районе Кунгура,
на Волге в районе Жигулевских гор и в Донбассе в районе Никитовки.
Гипс применяется для наполнения писчей, почтовой, книжной,
машинописной, кредитной и фотографической бумаги.
Мел. По своему химическому составу мел является почти чистым карбонатом кальция СаСОз, содержащим 56% СаО и 44%
СО2 В природных породах мела содержатся также примеси окислов кремния, магния, алюминия, железа й некоторое количество
воды. Природный мел, как и гипс, дробят, размалывают и просеивают, иногда подвергают отмучиванию. В зависимости от обработки гранулометрический состав мела может быть весьма различным. Белизна мела может колебаться в довольно широких пределах, от 70—80% до 96%. Преобладающие размеры частиц мела
ниже 5 мк.
Мел придает бумаге мягкость, белизну, способствует снижению
прозрачности и получению хорошего лоска при каландрировании,
вызывает сравнительно небольшое понижение прочности бумаги,
но обладает одним существенным недостатком — он разлагается
даже слабыми кислотами с выделением углекислоты, что приводит
к сильному пенообразованию, особенно при выработке клееной бумаги. Как отмечают Кейси и другие исследователи, этот наполнитель'ухудшает проклейку бумаги, так как реагирует с клеем и образует кальциевое мыло.
В зарубежной практике иногда пользуются искусственными
карбонатами, получая их непосредственно в ролле или на спе246
циальных установках. Например, можно
в ролле из хлористого кальция и соды:
получить
CaCI2 + Na2COg -> СаСО3 + 2NaCl.
карбонат
(52)
Иногда карбонат, кальция получают, пропуская в скруббере углекислый газ через известковое молоко:
Са (ОН). -Ь СО2 -> СаСО3 + Н 2 О.
(53)
Полученную суспензию наполнителя перед введением в массу
пропускают через сетку.
Искусственный карбонат кальция отличается высокой степенью
дисперсности, хорошей кроющей способностью, химической чистотой и высокой белизной. Он применяется при выработке бумаги
для печати.
Иногда применяют его для наполнения папиросной бумаги,
в которой он служит своеобразным регулятором горения бумаги.
Чтобы уменьшить ценообразование и вредное влияние на проклейку, суспензию мела следует вводить в бумажную массу возможно позже, непосредственно перед напорным ящиком бумагоделательной машины.
Месторождения мела находятся в Белоруссии, в районе р. Сож,
на Украине, в районе Белгорода, в Орловской и Курской областях.
Сернокислый барий (бланфикс). Природный сернокислый барий (барит) грубодисперсен и отличается низкой кроющей способностью, вследствие чего в бумажном производстве применяется
редко. Практически пользуются искусственно приготовленным материалом, именуемым бланфиксом.
Бланфикс получают осаждением бариевой соли серной кислотой:
ВаС12 + H2SO4 — BaSO4 -f 2HC1.
(54)
Осадок BaSO 4 после отделения от него водного раствора соляной кислоты промывают, затем сгущают на фильтр-прессах и в виде
пасты влажностью 35—40 % используют в производстве.
Иногда его приготовляют непосредственно в ролле, вводя в бумажную- массу хлористый барий и сульфат натрия:
BaCia -f NaaSO4 — BaSO4 + 2NaCl.
(55)
Бланфикс отличается высокой степенью дисперсности и белизной. Белизна его колеблется в пределах 98—99%. Бланфикс достаточно хорошо удерживается в бумаге, несмотря на свой высокий
удельный вес (4,4), значительно повышает белизну, снижает прозрачность и придает блеск бумаге. Применяется для наполнения
высокосортной бумаги: фотоподложки, бумаги для печати и др.
Титановые пигменты. Титановые пигменты получают из титановых руд, главным образом из рутила (TiO2) и ильменита
247
(6ТЮз • Fe • Fe2O3), а также из отходов боксита при производстве
алюминия.
Для наполнения бумаги применяют как чисто титановые пигменты, состоящие из двуокиси титана, так и сложные титановые
пигменты, содержащие двуокись титана, гипс и сернокислый барий (последние два компонента составляют 50—75%).
Двуокись титана ТЮ2 получают из рутила, превращая его
в суспензию и подвергая ее в горячем состоянии коллоидному
осаждению, путем конденсации и окислением паров хлористого
титана или способом варки в кислом или щелочном растворе.
Часто двуокись титана получают из ильменита, обрабатывая
его для отделения железа (в виде сульфата) серной кислотой.
Оставшиеся в растворе соединения подвергают гидролизу, при
этом двуокись титана выпадает в осадок.
Титановые пигменты обладают, как и бланфикс, очень высокой
степенью белизны и дисперсности. Средний размер частиц титановых наполнителей около 0,3 мк. Коэффициент преломления света
для различных титановых пигментов колеблется в пределах 1,98—
2,7. Коэффициент отражения света достигает 86%, он выше, чем
у других налолнителей. Кроющая способность наиболее высокая
по сравнению с этим свойством у других наполнителей. Поэтому
титановые пигменты значительно снижают прозрачность бумаги.
Добавив в бумажную массу при выработке тонкой бумаги для
печати 5—6% двуокиси титана, можно получить достаточную непрозрачность бумажного листа. Для достижения такого же эффекта потребовалось бы ввести в массу около 30% каолина, что
привело бы к большей потере прочности бумаги.
Удержание титановых пигментов без вспомогательных средств
очень низкое (10—15%). При использовании в качестве флокуляторов алюмината натрия или полиакриламида оно может достигнуть 85—95% [3]. Вредное действие на удержание титановых пигментов оказывает окисленный крахмал, который, действуя как защитный коллоид, адсорбируется на поверхности частиц пигмента
и предотвращает их агломерацию.
Титановые пигменты — наполнители очень дорогие. Они дороже
каолина и мела в 35—40 раз и дороже талька примерно в 15 раз.
Тем не менее применение их оправдывается экономически, так как
позволяет при вводе небольшого количества пигмента в массу
резко повысить качество бумаги. Обычно его расход не превышает
2—3% от веса волокна. Часто его применяют в еще меньших количествах в сочетании с другими более дешевыми наполнителями.
Титановые наполнители позволяют придать высокую непрозрачность и белизну бумаге, пропитанной маслом, парафином или пластиками. Они находят широкое применение для наполнения тонкой
бумаги для печати (для словарей и справочников и т. п.).
При применении титановых наполнителей большое значение
придается контролю за их удержанием в бумаге и содержанием
в отходящих сточных водах. Последнее контролируется по мутности
248
отходящей воды. Уже наличие в ней 0,001% пигмента весьма заметно, а при содержании его 0,01% вода становится белой Мутность
отходящей воды можно оценивать колориметрическим способом.
Силикатные наполнители. Из естественных силикатных наполнителей для наполнения бумаги применяется диатомит. В последние
годы широкое применение получили искусственные силикатные наполнители, полученные на основе растворимых кальциевых солей и
силиката натрия (жидкого стекла), а также солей алюминия
Полученные таким образом гидр атиров энные кальцийсиликатные и
алюмосиликатные
наполнители
отличаются
высокой
степенью дисперсности и белизной, хорошей кроющей способностью.
Они хорошо совместимы с оптическими белителями и сравнительно
недороги. Поэтому они могут заменять более дорогие титановые и
цинковые наполнители в производстве высокосортной бумаги. В настоящее время разработано и применяется несколько способов получения искусственных силикатных наполнителей, известных под
разными торговыми наименованиями: силен ЕФ, байсикал, волокнистый наполнитель и др.
Д и а т о м и т о в ый н а п о л н и т е л ь . Получают его из диатомита, или инфузорной земли, образовавшейся около 15 млн. лет
тому назад из кремнистых панцирей диатомей — мельчайших морских водорослей. Благодаря ветвистому строению частиц этот наполнитель отличается весьма своеобразными свойствами: он хорошо удерживается в бумаге, увеличивает впитывающую способность и пористость бумаги, введение его в небольших количествах
в бумажную массу ( 1 % от веса волокна) способствует снижению
смоляных затруднений в бумажном производстве. Применяется
для наполнения впитывающих и декоративных видов бумаги.
С и л е н Е Ф. Силен ЕФ является искусственно осажденным
наполнителем. По своему химическому составу является гидросиликатом кальция высокой степени дисперсности и белизны. Средний размер его частиц составляет около 0,03 мк. Обладая высокой
щелочностью, он реагирует с глиноземом, образуя с ним аморфные
нерастворимые соединения, осаждающиеся на волокнах Расход
глинозема для осаждения и закрепления наполнителя на волокне
составляет около 75% от веса наполнителя. Силен ЕФ применяется
при выработке писчей и бумаги для печати в качестве добавки
к каолину и более дешевым наполнителям для повышения их
удержания в бумаге и улучшения ее оптических свойств. Коэффициент лучепреломления его 1,47, белизна 95%.
В о л о к н и с т ы й н а п о л н и т е л ь . Он является тонкодиспергированным гидратированным силикатом кальция, осажденным на
волокне в соотношении 4 : 1 . Волокнистый наполнитель, как и предыдущий наполнитель, с которым у него много общего, отличается
высокой степенью белизны, непрозрачности и дисперсности Средний размер его частиц составляет около 0,05 мк Целлюлозу или
бумажный брак размалывают в растворе хлористого кальция до
36—38° ШР, при интенсивном размешивании добавляют жидкое
249
стекло, в результате чего на волокне осаждается силикат кальция*
Na3O • 4SiO2 + CaCi3 + ЗН2О -> CaO • 4SiO2 • 3H2O + 2NaCl.
Для фиксации частиц наполнителя на волокне в массу при интенсивном размешивании вводят около 75—80% глинозема от веса
силиката до pH 4,5—5. Образующийся при этом тон ко дисперсный
алюмосиликатный комплекс закрепляется на волокне и образует
волокнистый наполнитель. Расчет ведут на получение наполнителя,
содержащего-80% минерального пигмента и 20% волокна.
Волокнистый наполнитель, как и предыдущий, применяется
в качестве добавки к каолину и другим более дешевым наполнителям для улучшения оптических свойств писчей и бумаги для печати взамен титановых пигментов и для повышения удержания наполнителей в бумаге.
А с б е с т о в ы й н а п о л н и т е л ь . В последнее время американской компанией «Карбид» выпущен в продажу новый минеральный наполнитель — очищенный хризотиловый асбест, который
при введении в бумажную массу в небольшом количестве значительно повышает удержание в бумаге двуокиси титана и других
наполнителей, сообщает ей большую непрозрачность, мягкость,
улучшает печатные свойства и снижает смоляные затруднения.
Хризотиловый асбест (Mg6 (ОН)8 Si^io) имеет волокнистое
строение. Диаметр его частиц (нитей) очень мал и составляет
0,025—0,035 мк. Частицы в водной суспенции несут высокий положительный заряд ( + 38-Т-45 же) и обладают высокой адсорбционной способностью по отношению к органическим веществам. Этот
наполнитель хорошо удерживается (на 80%) в бумаге без вспомогательных средств и способствует повышению удержания всех отрицательно заряженных компонентов бумажной массы.
Приготовление суспензии наполнителей
Дорогие наполнители доставляют на предприятия в упаковке
(в бочках или мешках), более дешевые — без всякой упаковки,
россыпью в закрытых товарных вагонах. Наиболее распространенный у нас наполнитель — каолин — раньше доставляли на фабрики почти исключительно в виде плиток без упаковки. Теперь он
чаще всего поступает на предприятия в размолотом виде в бумажных мешках.
Для хранения наполнителей необходим склад, оборудованный
механизмами для разгрузки вагонов и подачи наполнителя в производство. Склад должен удобно сообщаться с минерально-клейным цехом предприятия. При больших масштабах производства
минерально-клейный цех обычно расположен в отдельном помещении. Готовые суспензии наполнителя и клеящих веществ в жидком
виде из него подают в массоподготовительныи цех бумажной фабрики. Количество наполнителей, подаваемых в производство, учитывают по весу.
250
(56)
Технологическая схема подготовки суспензии наполнителя показана на рис. 99. Сухой наполнитель подают в мешалку, где его
размешивают с водой до получения равномерной суспензии концентрацией 200—400 г/л. Далее суспензию подвергают очистке от
крупных посторонних включений
путем фильтрации через сетчатый барабан или вибрирующее
сито и направляют в сборник,
откуда насосом подают на вихревой очиститель для очистки от
песка. После очистки готовую
суспензию наполнителя направляют в сборники, а из них, по
мере надобности, в производство.
Б качестве аппарата для раз- Рис- 99. Технологическая схема примешивания наполнителей у нас
готовления суспензий наполнителя:
ияпта г л о т vronr, nto-inr^ г т т т т к п
Ч а щ е ВСеГО ИСПОЛЬЗуЮТ ГЛИНОМеШЭЛКУ,
предСТаВЛЯЮЩую
СОбоЙ
J
„*
х
о
i
5
~" глиномешалка. 2 — очистной барабана -промежуточный бассейн; 4 - н а с о с ,
—вихревой очиститель;
6— бассейн готов
°й суспензии
закрытый корытообразный железный сосуд (ванну) с горизонтальным валом, на котором по винтовой линии насажены массивные железные била. Наполнитель поступает в ванну через загрузочное отверстие. В нижней части ванны имеется труба для спуска готовой суспензии. Вал
делает 20 оборотов в минуту. Аппараты этого типа
изготовляются
различной
величины, емкостью от 1 до
5
15 м . Они рассчитаны на
загрузку от 200 до 3000 кг
наполнителя. Мощность двигателя для привода глиномешалки от 1 до 10 кет.
Продолжительность размешивания каолина в виде
плиток около 45 мин. Полный оборот глиномешалки,
включая загрузку наполнителя и выпуск готовой сусРис. 100. Глиномешалка с вертикальным
пензии,
равен примерно
пропеллерным валом;
1 ч 15 мин. Суспензию из
' — бак; 2—мешалка, 3 — двигатель; 4 — редуктор, 5 — выпускной аентияь, 6 — спуск грязи
каолина в виде порошка
получают гораздо быстрее.
Для разводки наполнителей применяют и другие аппараты, например аппарат Вернера — Пфлейдерера, по устройству и принципу действия напоминающий гидроразбиватель. Аппарат подобного типа показан на рис. 100.
251
Зимой наполнитель при высокой влажности иногда смерзается
в твердые глыбы. В этом случае непосредственно в глиномешалку
подводят для подогрева
острый пар.
Для очистки суспензии
наполнителя от - легких
примесей и сора применяют вибрирующие плоские сита или вращающийся
цилиндрический
ё1
или квадратного сечения
барабан, обтянутый сеткой № 32. Для очистки
s Sg
суспензии наполнителя от
| 2-й
песка раньше использоо i^
вали обыкновенные песочS1 -^ ницы. Теперь они вытесg |o"
нены вихревыми очистители Eg
лями и центриклинерами.
| § I Производительность этих
0 ^*
аппаратов
высокая, и
1 я й установка
получается
е
%ю очень простой и компакт§ | з
ной.
* **
Готовую
суспензию
|>ч|
наполнителя хранят в басо g I сейнах различной емко03
% I
сти, снабженных лопасто 1 ё* ным метальным устройо Т."
ством.
Емкость
их
| ||
рассчитывают обычно на
&§s
сменную потребность производства. К месту поl l требления
суспензию
й |?
перекачивают
насосами.
| ev
Если
каолиноразводка
н «к
расположена в помеще>> ь-1
нии над размольно-подгоs g!
товительным цехом, то
1
й о ^ суспензия
наполнителя
° 1§
поступает в массу самоS 1Е
теком.
—
^
В практике отечественх |
ных предприятий приа
|
нято разводить каолино«
вую суспензию до конI
центрации 150—200 г/л.
Обычно
определяют
I
252
удельный вес суспензии при помощи ареометра Бомс или взвешиванием мерной литровой колбы вместе с наполнителем. Концентрацию суспензии наполнителя определяют по формуле
G — 1000 ,
v
А = — — — — • г/л,
,__.
(57)
7~ *
где G — вес 1 л суспензии, е;
у — удельный вес наполнителя.
Перед введением в массу суспензию наполнителя целесообразно
еще раз пропустить через сито.
При больших масштабах производства суспензию наполнителя
целесообразно приготовлять в установках непрерывного действия.
На рис. 101 показана одна из таких установок производительностью
около 85 г в сутки.
Как видно из рисунка, наполнитель в вагонетке по монорельсу доставляют к приемным бункерам
большой емкости, откуда сухой наполнитель при помощи шнеков непрерывно подается на ленточный
транспортер, а последним — в непрерывно действующую разводную
мешалку, куда непрерывно в соответствующей пропорции поступает
вода. Подачу воды можно регулировать с целью обеспечения заданной концентрации суспензии наполнителя. Разводная мешалка имеет Рис. 102. Схема транспортировки,
продолговатую форму. Сухой на- хранения и разводки сухого каолина в США:
полнитель и вода поступают в цент- / — бункерный
вагон; 2 — воздуховод,
ральную часть мешалки, а готовая 3 — бункер; 4 — промежуточный бункер; 5 —шнек, 6 —весы; 7 —разводная
суспензия вытекает с двух концов мешалка, 8 —вентилятор; 9 — разгру
зочнее устройство
мешалки на два вибрирующих самоочищающихся сита типа сортировки Иенсена, затем попадает в приемник, откуда насосами подается в-запасные баки.
В США большая часть каолина поступает на бумажные фабрики обычно в порошкообразном состоянии влажностью 1—4%
в специальных 50-тонных вагонах бункерного типа. Разгружают
такие вагоны с помощью механических и пневматических транспортеров, которые доставляют каолин в большие бункерные хранилища из стали или железобетона с плоским или коническим дном,
облицованные изнутри плитками. Бункера часто располагаются
в верхней части разводного цеха, и оттуда материал поступает на
разводку. Одна из таких установок показана на рис. 102. Иногда
каолин поступает на предприятия в железнодорожных цистернах
в жидком виде при концентрации 70%. Суспензию перекачивают
253
насосом в запасные хранилища и оттуда подают в промежуточные
мешалки на разбавление и далее в производство. При разбавлении суспензии каолина в нее добавляют иногда небольшое количество диспергатора {тринатрийфосфата, силиката натрия или
гидрата окиси кальция) для того, чтобы предотвратить осаждение каолина в трубоводах и
загрязнение оборудования [14].
Двуокись титана разводят
обычно точно по весу (по числу пакетов) и в смеситель задают точное количество воды.
Для
получения
устойчивой
суспензии этого наполнителя
необходима мягкая вода. При
использовании жесткой воды
необходимо добавлять диспергатор полифосфат в количеРис. 103. Схема приготовления суспензии с т в е 0,5% ОТ веса пигмента.
титановых пигментов:
Вначале
готовят
суспензию
• I—4
/ — диспергатор; 2— расходная мешалка, 3~
сито; 4 - н а с о с ; 5-расходомер; 6-вода. 7 Т1
И ПО-
еле интенсивного получасового
перемешивания перекачивают
ее в расходные баки, где разбавляют до концентрации 12—24%.
В производство суспензию подают насосом через магнитный расходомер. Оборудование изготовляют из нержавеющей стали. Бассейн облицовывают полиэфирной смолой, армированной стеклопластиком [15]. Схема такой установки показана на рис. 103.
Г л ава
°*
«, - л
г-лт
КОНЦеНТраЦИеИ 5 0 — Ы ) %
VII
КРАШЕНИЕ БУМАГИ
Общие сведения
Многие виды бумаги выпускаются окрашенными. К их числу
относятся: писчая цветная, карточная, литографская, для глубокой
печати, основа фибры, почтовая, конвертная, промокательная, обложка для тетрадей и книг, различные виды оберточной бумаги
для упаковки чая, табака, сахара, тканей и других товаров,
обойная, кабельная, телефонная, патронная, прядильная, шпульная,
светонепроницаемая и др. Бумага может быть окрашена в массе
или с поверхности. Первый способ крашения более распространен.
При этом способе раствор красителя вводят непосредственно в бумажную массу в процессе ее подготовки, краситель адсорбируется
волокном или закрепляется на нем специальными средствами, и
бумага, изготовленная из такого волокна, оказывается прокрашенной во всей толще. Бумагу с поверхности можно окрашивать на
клеильном прессе бумагоделательной машины, на суперкаландре
254
или на специальных красильных машинах. В этом случае внутренние слои бумаги остаются неприкрашенными. Подобный способ
крашения требует меньше красителя по сравнению с первым и
может оказаться рациональным при крашении толстой бумаги и
картона. Он позволяет вести окраску бумаги малыми партиями, но
зато требует дополнительных затрат и рабочей силы.
Кроме крашения бумаги, для придания ей более или менее
интенсивного цвета, повышения ее видимой белизны и улучшения
оттенка широко практикуют также подцветку белой бумаги. Для
этой цели обычно используют небольшие количества синих, фиолетовых или красных красителей, а также оптических белителей
(блэнкофоров),
устраняющих
желтизну бумаги и повышающих
ее светлоту. Как правило, все виды белой бумаги начиная с газетной и кончая высококачественной документной и бумагой для
печати выпускаются с подцветкой.
Как известно, белый световой
луч состоит из смеси простых
монохроматических цветов, образующих спектр и различающихся длиной волны и степенью
преломления. Наибольшей длиной волны обладает красный
(625—-759 ммк), наиболее короткой — фиолетовый цвет {393—
450иш/е) видимой части спектра.
Если световой луч при проРис. 104. Цветовая диаграмма
хождении через какое-либо тело
не претерпевает изменений в качестве и количестве потока, тело кажется нам прозрачным, если
же все лучи поглощаются или отражаются, то тело кажется
нам непрозрачным, причем в первом случае оно будет черным,
а во втором — белым.
В природе нет тел абсолютно прозрачных или непрозрачных,
как нет и абсолютно белых и черных. На самом деле все тела отчасти поглощают, отчасти отражают световые лучи. Когда отражение или поглощение распространяется в одинаковой степени
на все составные части спектра, тела представляются нам окрашенными в белый, серый или даже черный цвет, в зависимости
от количества поглощенного света. Если же тело поглощает или
отражает различные световые лучи не в одинаковой степени, то
тело кажется нам окрашенным. Таким образом, причиной цветности является избирательное поглощение телами световых волн
определенной длины.
В практике крашения часто для достижения необходимого отгенка приходится пользоваться сочетанием двух, трех и более
красителей. При смешивании их с целью получения желательного
тона нужно пользоваться правилом смешения цветов, которое
можно представить следующей схемой (рис. 104).
В этой схеме взяты три основных цвета: красный, синий и желтый, а три других цвета—оранжевый, фиолетовый и зеленый —
получают смешением первых трех. Если же смешать все-три основных цвета, то получится серый цвет, как и в том случае, если
смешать попарно дополнительные цвета, расположенные на схеме
друг против друга.
При смешении красителей нужно иметь в виду, что наиболее
яркий тон всегда получается у бумаги, окрашенной одним или
двумя красителями, расположенными близко друг от друга в световом спектре. Наоборот, если цвет получен смешением цветов,
расположенных в спектре далеко друг от друга, то тон будет
тусклым.
К красителям, применяемым для крашения бумаги, предъявляются разнообразные требования. Они должны придавать бумаге
яркую окраску, не смываемую водой, обладать высокой свето- и
теплостойкостью, не выгорать в процессе сушки бумаги и ее хранения на свету и не изменять цвета под действием кислот и щелочей.
Классификация красителей
Красители, применяемые в бумажном производстве, делятся на
минеральные и органические. Среди них имеются естественные и
искусственные.
Наибольшее применение для крашения бумаги нашли органические синтетические красители, получаемые из продуктов перегонки каменноугольной смолы. Они отличаются большим разнообразием цветов, оттенков и высокой красящей силой.
Синтетические красящие вещества разделяются на водорастворимые красители и нерастворимые в воде пигменты.
Существует техническая и химическая классификация органических синтетических красителей. Согласно технической классификации все красители разбиты на определенные группы в соответствии со способами и областью их применения. Недостаток
этой классификации — отсутствие физико-химической связи между
структурой красителя и способом его применения для крашения
волокон. Химическая система классификации построена на точном
учете химической структуры красителей и наличия в них однотипных хромофоров. Тем не менее технической классификацией красителей широко пользуются в промышленности. В соответствии
с нею искусственные органические красители разделяются на
14 групп, из них в бумажном производстве применяются: основные, кислотные, прямые, протравные, кубовые и сернистые красители.
256
К нерастворимым красителям относятся органические пигменты, в частности дисперсные формы кубовых и сернистых красителей и лаки органических красителей [1, 2, 3].
Характеристика красителей, применяемых
для крашения бумаги
Неорганические красители
Естественные минеральные пигменты довольно широко встречаются в природе. К ним относятся охры, сиены, умбры, каолин
и др. Их добывают из природных залежей, подвергают размолу и
очистке от песка и посторонних примесей. Эти вещества могут сообщать цвет только при введении их в бумажную массу в сравнительно больших количествах, поэтому их считают наполнителями.
Естественные минеральные пигменты обладают слабой окрашивающей способностью, однако отличаются высокой светоустойчивостью. Они (кроме каолина) применяются в бумажном производстве
крайне редко и потеряли свое былое значение.
К искусственным минеральным красителям относятся: хромовая
желтая, берлинская лазурь, ультрамарин и некоторые другие.
Чаще других из красителей этой группы до последнего времени
применяли ультрамарин синего цвета для подцветки белой бумаги.
Однако и теперь он не утратил свое значение.
К группе искусственных минеральных пигментов относятся также двуокись титана и сернистый цинк — белые высокосортные
пигменты, применяющиеся в бумажном производстве как минеральные наполнители.
Органические красители
Естественные органические красители, получаемые экстракцией древесины, коры и плодов некоторых растений, находили
в прошлом широкое применение в бумажном производстве, но
с появлением синтетических красителей также полностью утратили свое значение.
К числу наиболее распространенных в прошлом растительных
красителей относятся: кварцитрон (желтый), катеху (коричневый), кампеш (синий и других цветов от зеленого до черного),
грушку, куркуму, кошениль.
Для окраски бумаги теперь применяются главным образом
органические синтетические красители и пигменты.
К р а с и т е л е м называется растворимое красящее вещество,
раствор которого вводится в окрашиваемый материал и усваивается волокнами адсорбционно или химически, полностью или
частично, придавая им требуемую окраску. По своему химическому составу красители представляют собой нейтральные
щелочные соли сульфоновых или карбоновых кислот, сложных по
257
структуре молекул, или неорганические соли органических катионов и анионов.
По степени восприятия различными волокнами и по поведению
при крашении нейтральные красители первой группы называют
прямыми, второй — катионными, или основными, третьей — анионными, или кислотными.
П и г м е н т а м и называют нерастворимые красящие вещества,
которые сами по себе не могут красить, но их можно применять
для крашения-другим путем: их можно синтезировать на волокнах из исходных растворимых материалов, осадить химически из
растворимых производных (например, лейкосоединений), осадить
на волокнах из коллоидных дисперсий с помощью сернокислого
алюминия и другими методами.
Синтетические органические красители имеют сложный химический состав. Однако некоторые характерные признаки строения
красителей позволяют определить их красящие свойства.
По теории О. Н. Витта [1] для красящих веществ характерно
наличие в -молекуле хромофорных ауксохромных и солеобразующих групп. Хромофорные группы придают веществу окраску.
К ним относятся группировки атомов углерода, азота, кислорода
и серы с двойными связями: азогруппа — N = N — , нитрозогруппа
— N = 0 , нитрогруппа —• N ^f ;;, карбонильная группа
С = О,
этиленовая группа — СН = СН —<f , карбоиминовая ^ C = N — ,
тиокарбоновая \ C = S и сульфоксидная \ S = 0.
Ауксохромовые группы NH 2 и ОН усиливают окраску, углубляют цвет и обусловливают сродство окрашенного вещества к растительным и животным волокнам К ним принадлежат также солеобразующие группы: сульфогруппа HSO 3 , карбоксильная группа
СООН и нитрогруппа N0 2 , которые способствуют растворимости
красящего вещества.
Хромофорная теория О. Н. Витта не является универсальной,
как и хиноидная теория цветности Армстронга и Нецкого, разработанная несколько позже [1, 4]. В последнее время накопилось
много фактов, не согласующихся с этой теорией. В свете современной физики цветность красителя связана с наличием в его молекулах подвижных электронов, образующих систему сопряженных
связей
А. Е. Чичибабин [4] так формулирует это положение: «Красителем можно считать ионы, содержащие цепь сопряжения (хромофор) и, по крайней мере, два ауксохрома, между которыми
распределен ионный заряд».
Примером может служить формула конго красного, где между
двумя ауксохромами имеется система сопряженных (чередующихся) двойных связей (хромофор), между которыми распределен
ионный заряд (рис. 105) [5].
258
По существующей у нас номенклатуре, краситель именуется
словами, характеризующими его свойства (например, прямой, кислотный и т. п.), цвет и прочность или способ применения. Далее
следуют буквенные индексы, указывающие оттенок и другие свойства. Для примера приведем некоторые наименования красителей: прямой розовый светопрочный С, кислотный желтый светопрочный, основной синий К, сернистый синий светопрочный и т. д.
Основные красители. По своей химической природе основные
красители являются солями органического основания и серной,
соляной, азотной, уксусной или щавелевой кислоты. Молекулы
этих красителей содержат как свободные аминогруппы, так и их
замещенные.
В разбавленном растворе молекулы красителя находятся
в форме катионов. Поэтому с кислотами они образуют соли, а с мно-
Рис 105. Структурная формула конго красного
/ — ауксохромные группы, 2 — ионный заряд (электронное облако)
гоатомными фенолами и оксикарбоновыми кислотами в результате ионного обмена образуют осадки. Поскольку основные красители являются солями сильных кислот и слабых оснований или
солями сильных оснований и слабых кислот, то при растворении
в воде они подвергаются гидролизу, чему способствует жесткая
вода, так как бикарбонаты кальция и магния связывают кислоту
красителей, выделяя их основание в осадок. В умягченной воде и
в присутствии уксусной или муравьиной кислоты большинство основных красителей растворяется с образованием мономолекулярных растворов и прекращением гидролиза.
Поэтому основные красители рекомендуется растворять на
умягченной воде (конденсате), а труднорастворимые красители
сначала растирать в пасту с небольшим количеством уксусной
кислоты и только потом разбавлять горячей водой. Основные красители сравнительно трудно растворяются в воде и потому воду
приходится нагревать до 65—70° С. Однако раствор нельзя подвергать кипячению, так как эти красители имеют тенденцию выделять нерастворимое цветное основание. Особенно чувствительны
к высокой температуре аурамин, везувин и хризоидин, поэтому их
растворы нельзя нагревать выше 60° С, так как при этом изменяется цвет.
259
Основные красители чувствительны к свободной щелочи, которая нейтрализует кислоту, выделяя нерастворимое красящее основание. Это служит причиной ослабления окраски и появления
в бумаге окрашенных пятен.
Основные красители отличаются яркостью и интенсивностью
окраски, а также относительной дешевизной, однако онд мало
устойчивы к свету, к кислотам, щелочам и хлору.
Основные красители хорошо окрашивают волокна древесной
массы и небе_леной целлюлозы, богатые лигнином и гемицеллюлозами. Беленая целлюлоза окрашивается значительно хуже и
только с сернокислым глиноземом, тряпичная же полумасса окрашивается еще хуже и только с протравами (таннином и специальными препаратами). Дж. Кейси указывает, что сродство основных
красителей к волокну находится в прямой зависимости от егоперманганантного числа [6]. Канифольный клей и сернокислый глинозем также повышают фиксацию красителей на волокне.
Для лучшей окраски беленой целлюлозы основными красителями рекомендуется, кроме таннина, который сравнительно дорог,
применять специальные закрепители: катанол, конденсат азотола
АХ с формальдегидом, водорастворимые слабощелочные фенолформальдегидные смолы и силикат натрия, вводимые в бумажную массу в количестве 2—3% от веса волокна [3].
Во избежание неравномерной, так называемой мраморной окраски бумаги смешанной композиции необходимо сначала закрашивать беленую целлюлозу, которая имеет меньшее сродство
к основному красителю, а затем древесную массу и небеленую
целлюлозу. Целесообразно также применять охлажденный и более
разбавленный раствор краски. Для устранения мраморности бумаги иногда краску смешивают с наполнителем. Оптимальный pH
при закраске бумаги основными красителями 4,5—6
К основным красителям относятся- аурамин, родамин, сафранин, метиленовый голубой, хризоидин, метилвиолет, виктория голубая, малахитовая зелень, везувин, бисмаркбраун, угле-черная
и др. Ниже приводится формула типичного основного красителя—
аур амина.
у
\
N(CH 3 ) 2
N(CH 3 ) 2
Кислотные красители. По своему химическому составу кислотные красители являются натриевыми, реже калиевыми или
аммониевыми солями ароматических сульфокислот и сульфокарбоксикислот. Большая часть их принадлежит к азокрасителям. Кислотные красители менее чувствительны к жесткой воде, лучше
других растворяются и дают мономолекуляные растворы с образованием аниона в форме сложного кислотного остатка. Раство260
римость их повышается с увеличением числа сульфогрупп в молекуле и уменьшением молекулярного веса.
Кислотные красители не имеют сродства к растительному волокну и в обычных условиях плохо окрашивают целлюлозу и
древесную массу. Эти красители имеют сродство к животному волокну и хорошо окрашивают шерсть, шелк и полиамидные волокна. Кислотные красители обычно применяют для окраски проклееной бумажной массы при избыточном количестве сернокислого
глинозема, с которым они образуют тонкодисперсный окрашенный
лак, фиксирующийся на волокне. Однако не все кислотные красители образуют тонкодисперный лак с глиноземом и для лучшей
фиксации красителя на волокне требуется комплекс клей—глинозем или применение ВаС12 в сочетании с Al^SCUb, фиксанола Р
или закрепителя ДЦУ № 1 и 2 [3].
Кислотные красители могут осаждаться катионно-активными
веществами, мочевино- и меламино-формальдегидными смолами,
а также основными красителями [7]:
RC1 + RiSO,Na — RSO-jRi + NaCl,
(58)
где R и Ri — радикалы основного и кислотного красителей. Поэтому при крашении кислотными красителя иногда в красильную
ванну добавляют расчетное количество основных красителей, чем
достигаются полное выбирание красителей из раствора и лучшая
окраска бумаги. Оптимальный pH при крашении кислотными красителями находится в пределах 4,5—5,5, а при крашении бумаги
так называемыми индикаторными красителями (метаниловый желтый, эозин) 5,5—6,5.
Кислотные красители растворяют при температуре 75—80° С.
При растворении целесообразно добавлять в воду кальцинированную соду в количестве 2 г/л. В бумажную массу краситель следует добавлять после клея, но до сернокислого глинозема с таким
расчетом, чтобы краситель успел хорошо перемешаться с волокном до образования глиноземного лака. Кислотные красители задают иногда в ролл в сухом состоянии.
Кислотные красители уступают основным в яркости окраски
и в красящей способности, однако они более светоустойчивы,
хотя чувствительны к химикатам. Некоторые красители при соприкосновении с горячей поверхностью сушильных цилиндров мигрируют с поверхности листа и «выгорают», изменяя свой оттенок
К кислотным красителям относятся: голубая водяная, метаниловый желтый, метиловый оранжевый, кроцеин, эозин, фуксин,
нигрозин, нафтоловый желтый и др.
Примером строения кислотного красителя может служить метаниловый желтый:
SO3H
N= N
\
/
>
'
261
Прямые красители. Прямые, или субстантивные, красители
представляют собой натриевые соли сульфокислот и сульфокарбоновых кислот сложных ароматических соединений и за небольшим
исключением принадлежат к классу азокрасителей. Они называются прямыми потому, что имеют непосредственное сродство
к целлюлозе, окрашивая ее без всяких протрав. Однако они лучше
окрашивают очищенные, делигнифицированные волокна целлюлозы и тряпичной полумассы, нежели древесную массу. Краситель быстро адсорбируется волокном из раствора и в бумаге не
наблюдается двусторонности в окраске. Этому процессу способствует наличие в растворе электролитов сульфата натрия или по
варенной соли. Сродство прямых красителей к целлюлозному волокну объясняется возникновением водородных связей между
ауксохромами красителя (ОН, ЫНг и NH) и гидроксильными
группами целлюлозы, а также структурными особенностями
молекулы красителя: наличием, в ней сопряженных двойных
связей и указанных выше функциональных групп, линейным
строением и расположением элементов молекулы в одной плоскости [7].
Прямые -красители являются самыми распространенными и
наиболее широко применяются для крашения бумаги. Они отличаются высокой светостойкостью (большей, чем у основных и даже
кислотных красителей), но уступают основным красителям по красящей способности и дают сравнительно тусклые тона.
Прямые красители применяются главным образом для крашения неклееной бумаги, не содержащей древесной массы. Смоляной клей не влияет на удержание прямых красителей, а сернокислый глинозем снижает яркость, а иногда и светостойкость, так
как он образует с красителем лак с менее интенсивной окраской.
Поэтому при окраске клееной бумаги следует вводить прямой краситель в бумажную массу до глинозема, чтобы краситель успел
адсорбироваться на волокне. Для усиления окраски иногда практикуют добавку к массе электролитов: сульфата натрия, поваренной соли или кальцинированной соды и нагревают массу до 50—
60° С. Для закрепления окраски прямыми красителями существуют
специальные препараты (ДЦУ № 1 и 2, ДЦМ)—продукты конденсации дициандиамина с формальдегидом [3].
Прямые красители менее растворимы, чем кислотные, и склонны образовывать коллоидные растворы. Они плохо растворяются
в холодной и особенно в жесткой воде, поэтому растворение их
следует вести в мягкой воде, лучше всего в конденсате, а если
последнего нет, то надо добавлять к воде соду или соду вместе
с тринатрийфосфатом в соотношении 1:1 (1,5—2 г/л) до pH, равного 9—10. Во избежание образования грубых коллоидных растворов красителя рекомендуется жесткую производственную воду
при закраске массы смягчать гексаметафосфатом или тринатрийфосфатом. При этом достигается более яркая и интенсивная
окраска [7].
262
• % .
Растворы прямых красителей очень чувствительны к кислотам
и уже при pH ниже б происходит коагуляция красителя с частичным образованием свободных красильных кислот, труднорастворимых в воде.
Прямые красители относятся к анионным красящим веществам
и заряжены отрицательно. По химическому строению они сходны
с кислотными красителями, но отличаются от них более высоким
молекулярным весом и сродством к целлюлозе. К прямым красителям относятся: хризофенин, конго красный, бензопурпурин, диазочерный, прямой желтый, прямой алый, прямой бордо, прямой
красный X, прямой голубой, прямой синий и др
Крашение бумажной массы красителями разных групп. При
совместном крашении основными и кислотными красителями
нельзя смешивать вместе растворы этих красок, так как они при
этом выпадают в осадок, реагируя друг с другом. Необходимо вводить их в бумажную массу раздельно: сначала кислотный краситель, а затем, после введения клея и глинозема, основной краситель. Совместное крашение кислотными и основными красителями
способствует лучшему использованию первых и уменьшению потерь красителей со сточными водами.
При совместном крашении бумажной массы прямыми и основными красителями, которые при смешании также коагулируют,
первым в бумажную массу следует вводить прямой краситель
(при pH массы выше 6), а затем, после перемешивания с массой
и прибавления глинозема, при pH 4,5—5,5 основной краситель.
Кислотные и прямые красители при смешении растворов не
дают осадков, однако все же целесообразнее вводить их в бумажную массу раздельно. Первым в бумажную массу следует вводить прямой краситель
Красители, нерастворимые в воде. Для окраски бумаги применяют нерастворимые в воде органические красители-—пигменты
и соли красителей — лаки.
Из пигментных красителей наибольшее применение в бумажном производстве нашли: кубовые (антрахиноновые), фталоцианиновые и нитрозокрасители. Из лаков применяют соли кислотных красителей (азокрасителей и нитрокрасителей) с металлами
Са, Ва, Al, Мп и др. и соли основных красителей с фосфорно-молибденовой, фосфорно-вольфрамовой и другими гетерополикислотами. Все они отличаются хорошей светостойкостью, водостойкостью и устойчивостью к кислотам и щелочам, однако окрашивающая способность их невысока и для получения интенсивных тонов
требуется сравнительно большой расход красителя.
Органические пигменты и лаки выпускаются в виде паст и
тонкодисперсных порошков в смеси со вспомогательными веществами—диспергаторами и смачивателями Средние размеры частиц в водной суспензии находятся в пределах 0,1—0,5 мк, они заряжены отрицательно, не имеют сродства к целлюлозе, а потому
для коагуляции и закрепления на волокне требуют применения
сернокислого глинозема. Поскольку частицы пигментов и лаков
сравнительно велики, они не диффундируют внутрь волокна при
крашении и остаются преимущественно на поверхности, подобно
наполнителям, слабее связаны с волокном, чем водорастворимые
красители. При отливе бумажного полотна на машине пигменты
и лаки могут отмываться с сеточной стороны листа, и окраска его
сторон будет неравномерной. Применяются они для окраски главным образом клееной бумаги из беленой целлюлозы и тряпичной
полумассы. Прибавление связующих веществ к бумажной массе
улучшает окраску бумаги пигментами.
К органическим пигментам условно относят также и сажу,
которая употребляется как черная краска для получения
светонепроницаемых видов бумаги, применяющихся для упаковки
светочувствительных фотоматериалов. Сажа применяется и в качестве наполнителя при изготовлении электропроводящей бумаги.
Наибольшей кроющей способностью отличается «газовая» сажа,
получаемая при неполном сгорании газообразных углеводородов.
Она доставляется на бумажные фабрики в виде порошка в бумажных мешках или в виде пасты. Применять удобнее пасту,
так как она ^не пылит и меньше загрязняет помещение и оборудование подготовительного цеха. Сажа удерживается в бумаге
фильтрацией через волокнистый слой.
Для лучшего закрепления сажи на волокне применяют иногда
латексную проклейку (2—5% латекса от веса волокна). При использовании сажи в сочетании с черными красителями расход ее
не превышает 3%, а при окраске бумаги одной сажей (без красителей) ее расход достигает 7—10% от веса волокна.
В последнее время в связи с возросшими требованиями к свето- и водостойкости некоторых видов бумаги, заменяющих ткани,
для их окраски стали применять кубовые и сернистые красители,
широко используемые в текстильной промышленности.
Эти красители требуют более сложных методов крашения бумажной массы, не всегда совместимых с обычными процессами ее
подготовки, поэтому их применяют только для окраски специальных видов продукции.
Из класса кубовых красителей в производстве бумаги нашли
применение красители антрахинонового ряда, отличающиеся более высокой светопрочностью. Кубовые красители нерастворимы
в воде, но в щелочной среде при действии восстановителей
(Na 2 S 2 O 4 ) они переходят в раствор в форме лейкосоединения,
причем карбонильная группа красителя восстанавливается до оксигруппы, образуя со щелочью соль, расторимую в воде:
ONa
4NaOH+Na 2 S 2 O 4 —»|
Л/4
\ \ \ +2№ 2 &Оз+2Н 2 0
ONa
264
(59)
Получаемая натриевая соль лейкосоединения обладает высоким сродством к волокнам целлюлозы и быстро поглощается ими
из раствора. Превращение растворимого лейкосоединения в нерастворимую форму происходит окислением окрашенной массы
кислородом воздуха, при этом происходит внутренняя перегруппировка связей и бензоидная форма восстановленного красителя
переходит в хиноидную. Для ускорения окисления иногда вводят
в бумажную массу специальные окислители — перборат натрия и др.
Имеется два способа крашения бумажной массы кубовыми
красителями: восстановительно-щелочной и суспензионный. По
первому способу бумагу окрашивают готовыми растворами лейкосоединений, получаемыми из нерастворимого кубового красителя
путем его восстановления гидросульфитом в присутствии щелочи
и последующего перевода адсорбированного волокном лейкосоединения в нерастворимый краситель окислением кислородом воздуха.
По второму способу краситель в виде порошка, способного диспергироваться в воде, или пасты вводят в бумажную массу и добавляют необходимое количество едкого натра; после перемешивания и равномерного распределения красителя массу нагревают
до 50—60° С и добавляют гидросульфит натрия для перевода красителя в растворимую лейкоформу; последнее соединение быстро
окисляется кислородом воздуха и переходит в нерастворимое
состояние. Затем бумажную массу нейтрализуют сернокислым
глиноземом или раствором слабой кислоты. Полученная таким образом окраска отличается высокой свето- и водостойкостью, а
также равномерностью на обеих сторонах листа.
Первый способ окраски бумаги (восстановительно-щелочной)
предпочтительнее, так как позволяет лучше подготовить краситель и меньше нарушает обычный режим подготовки бумажной
массы. Крашение бумаги кубовыми красителями ограничено из-за
их дороговизны и сложности процесса.
Сернистые красители получают взаимодействием окси- и аминосоединений ароматического ряда с серой и полисульфидами натрия. Они нерастворимы в воде, как и кубовые красители, переводятся в_ растворимое л ей ко со единение в восстановительно-щелочной среде, для чего используется сульфид натрия. При этом
имеющиеся в красителе дисульфидные, полисульфидные или
сульфоксидные группы переходят в сульфгидрильные группы
(—SNa).
Лейкоформа восстановленного красителя обладает высоким
сродством к целлюлозе и адсорбируется волокном. При последующем окислении кислородом воздуха или другими окислителями
краситель снова возвращается в свое первоначальное нерастворимое состояние, окрашивая бумагу.
Окраска бумаги сернистыми красителями производится по
восстановительно-щелочному
способу, при котором краситель
задается в бумажную массу в восстановленной форме, в виде
265
лейкосоедйнения, растворенного в горячей воде. Для более интенсивного поглащения красителя добавляют иногда в массу поваренную
соль в количестве до 5—10% от веса волокна и нагревают массу
до 50° С.
Сернистые красители обладают очень высокой светопрочностью
и водостойкостью, они дешевы, но дают тусклую окраску.- В последнее время наша промышленность начала выпускать сернистые
водорастворимые красители разных цветов в виде их бисульфитных соединений и производных монохлоруксусной кислоты. Так
как эти красители обладают недостаточным сродством к целлюлозе, то, добавляя к массе сульфид натрия, их переводят в лейкосоедйнения, которые хорошо адсорбируются волокном. Можно
также закреплять эти красители с помощью сернокислого глинозема, который образует окрашенный лак с водорастворимым сернистым красителем подобно кислотным красителям.
Новые виды красителей
Получение азокрасителей на волокне. В последние годы начал
применяться- новый способ крашения бумажной массы путем непосредственного получения нерастворимых азокрасителей на волокне из азотолов и азоаминов [3, 7].
Этот способ заключается в том, что в бумажную массу вводят сначала слабощелочной раствор азотола, а затем диазотированный раствор азоамина, вследствие чего на волокне возникает
азокраситель:
он
in Г У Т
со- N H 4 3 + N
Азотол А
Диазатированный
аэоамин
Азокраситель
(60
Азотол — производное бета-оксинафтойной кислоты. Он растворим в слабых щелочах и обладает сродством к целлюлозному
волокну. Другой компонент, азоамин, состоящий из аминов бензольного ряда или полициклических соединений, в виде хлористоводородных и других солей также растворим в воде. Раствор
соли обрабатывают нитритом натрия и получают диазосоединение, которое, реагируя с азотолом, образует Нерастворимый краситель на волокне.
В настоящее время имеется большой ассортимент азотолов
и азоаминов, позволяющих получать самые разнообразные цвета
при окраске бумаги и тканей, отличающиеся яркостью и устойчивостью к свету, воде и химикатам.
Химически активные красители. Наиболее важным открытием
последнего времени в химии красящих веществ явилось создание
новых видов химически активных красителей, которые в отличие
266
от обычных красителей присоединяются к волокнам вследствие
образования с ними химической (эфирной) связи.
Эти красители имеют водорастворимые группы (HSO3 или
СООН) и гидроксильные группы (ОН). Для крашения бумажной
массы нашли применение так называемые проционовые красители и ремозолы. По своему химическому строению они близки
к кислотным красителям, обладают малым сродством к целлюлозе, даже при низкой температуре растворяются в воде, образуя
растворы, близкие к молекулярнодисперсным, способны давать
окрашенные лаки с сернокислым глиноземом.
Химически активные красители имеют отрицательный заряд,
малочувствительны к жесткой воде и могут применяться при смешанном крашении с другими красителями, кроме катионных.
Крашение бумажной массы химически активными красителями
протекает в несколько стадий: адсорбция, диффузия (по-видимому, эти два процесса идут параллельно), химическое взаимодействие красителя с волокном и гидролиз красителя. При температуре крашения 30—50° С около 60—70% красителя взаимодействует с волокном, а остальные 40—30% переходят в неактивную
форму вследствие гидролиза. Добавка в бумажную массу поваренной соли улучшает взаимодействие красителя с волокном.
Практикуют также добавку сернокислого глинозема, чтобы в виде
цветного лака осадить на волокне часть красителя, перешедшего
вследствие гидролиза в неактивную форму. Часть красителя, оставшегося в неактивной форме, можно также закрепить на волокне с помощью закрепителя ДЦУ. При крашении массы химически активными красителями оптимальный ее pH равен, по данным А. А. Мясникова [3], около 10, а температура около 30° С.
Проционовые красители отличаются очень яркими тонами и
высокой водо- и светопрочностью, тогда как имеющиеся в настоящее время ремозолы дают менее светопрочную окраску.
Теория крашения бумажной массы
Растворение красителей. Как известно, растворимость любого
вещества -зависит от температуры, давления и структуры.
Растворимость красителей в воде зависит от количества в них
карбоксильных, гидроксильных, эфирных и сульфогрупп. Особенно
большое значение имеют сульфогруппы: чем меньше молекулярный вес красителя и больше у него сульфогрупп, тем выше его
растворимость. Для большинства растворимых красителей справедлива следующая закономерность: частное от давления молекулярного веса на число сульфогрупп составляет 250—350 для
легкорастворимых, 350—500 для среднерастворимых и свыше 500
для трудпорастворимых.
Большое значение для растворения красителей имеет качество воды. Для большинства красителей необходима мягкая,
обессоленная вода или конденсат. При- отсутствии мягкой воды
267
производственную воду обрабатывают гексаметафосфатом или
тринатрийфосфатом. При растворении целесообразно вначале
растереть краситель с пятикратным количеством горячей воды
в тонкую пасту, а затем разбавить ее горячей водой до требуемой
концентрации.
При растворении труднорастворимых основных красителей целесообразно растереть краситель с двух-трехкратным количеством
30%-ной уксусной кислоты и затем полученную пасту разбавить
горячей водойГ При приготовлении концентрированных растворов
прямых красителей для получения пасты используют 5%-ный раствор кальцинированной соды.
Нельзя совместно растворять или смешивать растворы разных красителей (кислотные с основными, прямые с основными),
имеющих разноименные заряды. Прямые красители с кислотными смешивать можно, так как они имеют одноименный отрицательный заряд.
Водорастворимые красители — типичные электролиты, при их
растворении образуются ионы. Некоторые из красителей имеют
константы диссоциации, близкие константам диссоциации хлориетого калия или натрия. Чем лучше растворим краситель, тем
он больше ионизирован и степень его дисоциации выше и, наоборот, чем труднее растворим краситель, тем меньше в его растворе ионов и больше агрегированных коллоидных частиц На
состояние красителей в растворе влияет температура: при низких
температурах превалирует агрегатное состояние, а при высоких,
близких к 100° С, — ионное и молекулярное [8].
Растворы красителей недостаточно стабильны и при длительном хранении стареют, что связано с агрегацией частиц, потерей
ими заряда и коагуляцией, в результате чего из растворов выпадает хлопьевидный осадок.
Старение красителей наступает довольно скоро. Многие основные красители уже через 24—36 ч дают значительный осадок,
поэтому не рекомендуется готовить растворы красителей заблаговременно, ранее чем за 3—4 ч до их применения.
Основы теории крашения. Чтобы уяснить взаимодействие
красителей и волокон при крашении, рассмотрим физико-химические свойства окрашиваемых волокон и красителей и их поведение
в водных растворах.
Целлюлозное волокно имеет сложное строение, обладает пористой структурой с большим числом микроскопических и субмикроскопических пор и большой внутренней поверхностью, способной адсорбировать различные вещества. В воде целлюлозные
волокна набухают, причем вода проникает в поры и капилляры
и в неорентированные межмицеллярные пространства (аморфные
участки), ослабляет и даже разрушает на отдельных участках водородные связи внутри волокна и связывается со свободными
гидроксильными группами целлюлозы, что облегчает в дальнейшем процесс крашения волокна.
268
В водной среде волокна целлюлозы заряжены отрицательно,
что создает известный барьер для адсорбции волокном красителей с одноименным зарядом и, наоборот, способствует притяжению и адсорбции катионных красителей.
Исследования показали, что прямые красители связываются
преимущественно с первичными гидрокснльньши группами целлюлозы [7].
При крашении краситель сначала адсорбируется волокном, а
затем диффундирует с поверхности в глубь волокна до тех пор,
пока не наступит равновесие между концентрациями красителя
в растворе и в волокне, при котором краситель равномерно распределяется в толще волокна.
Согласно уравнению адсорбции Фрейндлиха количество красителя, адсорбированного волокном, увеличивается с ростом концентрации красителя в растворе:
-^ = аст>
(61)
где х — количество адсорбированного вещества {адсорбтива);
т — количество адсорбируемого вещества (адсорбента);
с — равновесная концентрация адсорбтива (красителя);
а и п — постоянные, определяемые опытным путем.
Наряду с адсорбцией красителей одновременно происходит и
диффузия частиц красителей в микро- и субмикроскопические
поры волокна, благодаря чему краситель прокрашивает волокна
во всей его толщине. Скорость диффузии красителей в волокна
резко увеличивается с ростом температуры, например при температуре 100° С она выше, чем при комнатной температуре, в 60—
100 раз [7]. Скорость диффузии красителя внутрь волокна во
много раз меньше скорости адсорбции красителя поверхностью
волокна, так как первый процесс связан с преодолением пространственных затруднений и действия отталкивающих сил одноименно заряженного волокна. Последние весьма значительны при
применении анионных (кислотных красителей), из-за чего адсорбция их волокном" очень мала. Процесс диффузии красителя
можно выр-азить уравнением Фика:
J*-*=D — ,
dz
dx*
(62)
dc
где
количество продиффундировавшего в единицу времени
dz
красителя;
D — коэффициент диффузии;
с — концентрация красителя в волокне;
х — расстояние, на которое перемещается диффундирующее
вещество.
Можно считать, что коэффициент диффузии D характеризует
диффузионную способность красителя и проницаемость волокна
269
Диффузия красителей зависит от размеров частиц красителя, величины субмикроскопических пор волокна, плотности упаковки
макромолекул целлюлозы, температуры, концентрации, скорости
перемешивания и других факторов.
Из уравнения Фика вытекает, что скорость изменения в процессе диффузии концентрации красителя в волокне пропорциональна разнице его концентраций на поверхности и внутри волокна. Диффузии красителя благоприятствует набухание волокна,
молекул я рн о дисперсное состояние частиц красителя в растворе и
повышенная температура.
Краситель адсорбируется волокном до тех пор, пока не наступит равновесие между количествами адсорбированного идесорбированного красителя.
Распределение ионов красителя внутри волокна после наступления равновесия характеризуется уравнением мембранного равновесия Доннана:
КА-Мр.
(63)
т. е. произведение концентрации в волокне анионов красителя Ав
на концентрацию катионов Кв равно произведению концентрации
тех же ионов в растворе.
Из этого уравнения видно, что в волокно краситель может
продиффундировать только в том случае, если его концентрация
в растворе выше, чем в волокне. Если в раствор ввести электролит,
например поваренную соль, т. е. увеличить концентрацию ионов
в растворе, то возрастет и концентрация красителя в волокне. При
крашении массы прямыми красителями в качестве электролитов
применяют NaCl и NasSCU.
Полагают, что прямые красители удерживаются на волокне водородными связями, возникающими между ауксохромньши группами красителя (ОН, NH 2 и N0) и первичными гидроксильными
группами целлюлозы и гемицеллюлоз.
Механизм крашения растительных волокон кислотными красителями другой. Из-за отрицательного заряда анион красителя адсорбируется волокном очень слабо, поэтому для закрепления красителя на волокне прибегают к сернокислому глинозему, который
образует с анионом красителя окрашенный лак, осаждаемый на
волокне. По-видимому, гидрат окиси алюминия, образующийся
в результате гидролиза сернокислого алюминия, сообщает образовавшемуся цветному лаку положительный заряд и тем самым
способствует закреплению красителя на волокне.
Не все, однако, кислотные красители дают с сернокислым
алюминием достаточно нерастворимые окрашенные лаки, хорошо
удерживающиеся на волокне. Поэтому для закрепления на волокне кислотных красителей лучше прибегать к совместному действию смоляной проклейки и глинозема. Получаемый при этом
комплекс, состоящий из клея, сернокислого глинозема и красителя,
имеет положительный заряд и лучше удерживается волокном.
270
Как показали С. М. Липатов и Н. И. Вознесенский [8], при
крашении волокна основными красителями происходит химическая реакция между основными группами красителя и кислотными
группами целлюлозы волокна (карбоксильными, лигносульфоновыми и фенольными гидроксилами), при этом волокна присоединяют органический радикал красителя, оставляя в растворе
кислотный остаток красителя в виде кислоты:
RKC1 + R4COOH ^ RttCOORK + НС1,
(64)
где RK и R n — радикалы красителя и целлюлозы. Реакция эта обратима, и при достижении ее равновесия краситель волокном не
выбирается. Сернокислый глинозем и другие электролиты кислотного характера сдвигают реакцию влево и препятствуют крашению.
Хлопковая и беленая древесная целлюлозы содержатмало карбоксильных групп и поэтому плохо закрашиваются основными
красителями. Наоборот, небеленая сульфитная целлюлоза и древесная масса, содержащие лигнин и гемицеллюлозы, имеют значительно больше карбоксильных групп и фенольных гидроксилов
(небеленая сульфитная целлюлоза, кроме того, имеет остатки лигносульфоновых кислот), вследствие чего эти волокнистые материалы хорошо окрашиваются основными красителями.
Что касается механизма крашения бумаги синтетическими
органическими пигментами, нерастворимыми в воде, то они, находясь в растворе в виде коллоидной дисперсии и обладая
отрицательным зарядом, не имеют сродства к волокну и осаждаются на нем только с помощью электролитов, главным образом
сернокислого глинозема. Из-за сравнительно больших размеров
частицы красителя не диффундируют в толщу волокна, а отлагаются главным образом на его поверхности. Главные факторы, от
которых зависит степень удержания пигментных красителей на
волокне, те же, что и у наполнителей: механическое удержание
при фильтрации, перезарядка частиц красителя гидроокисью алюминия, коагуляция и закрепление на волокне электростатическими силами притяжения.
Технологические факторы процесса крашения бумаги в массе.
На крашение бумажной массы влияют многие факторы: степень
размола и~вид волокна, содержание проклеивающих веществ, минеральных наполнителей и сернокислого глинозема, pH среды и
температура при крашении, температура сушки бумаги, каландрирование и др.
Повышение степени помола бумажной массы всегда улучшает
окраску бумаги, интенсивность и глубину тона при меньшем расходе красителя. Это объясняется частично увеличением поверхности волокон и некоторым повышением их адсорбционных свойств,
но главным образом изменением физических свойств бумаги при
размоле волокна, повышением ее плотности и снижением пористости, в результате чего количество отражаемого света уменьшается, а проходящего — увеличивается. Если через бумагу
271
проходит больше света, то краситель, находящийся в ней, больше
поглощает световых лучей определенного диапазона и тем самым
увеличивает цветность. Влияние на увеличение интенсивности
окраски бумаги оказывает также ее каландрирование, однако
в меньшей степени, чем размол бумажной массы.
Как уже отмечалось при характеристике отдельных групп красителей, различные виды волокнистых материалов по-разному
окрашиваются красителями разных групп в зависимости от степени очистки-и химического состава волокна.
Основные красители хорошо окрашивают древесную массу, полуцеллюлозу и небеленую целлюлозу. Значительно хуже и только
с помощью сернокислого глинозема и других протрав окрашивают
беленую целлюлозу и еще хуже облагороженную целлюлозу, тряпичную и хлопковую полумассу.
Прямые красители хорошо окрашивают беленую целлюлозу,
хлопковую 11 тряпичную полумассу, несколько хуже небеленую целлюлозу и, особенно, древесную массу.
Кислотные красители окрашивают все виды растительных волокон, но только с помощью глинозема и еще лучше с проклейкой
канифолью.- Без глинозема, при выработке неклееной бумаги, кислотные красители не применяются, так как они плохо окрашивают
растительное волокно, не имея к нему сродства.
Пигментные красители окрашивают все виды растительных волокон, но только при использовании сернокислого глинозема. Из-за
сравнительной дороговизны они применяются главным образом
для крашения высокосортной бумаги.
Известную трудность представляет крашение бумаги смешанной композиции, состоящей из древесной массы и целлюлозы, особенно беленой, т. е. из волокон разной степени делигнификации,
к которым красители имеют различное сродство. При окраске бумаги смешанной композиции основными .красителями быстрее и
интенсивнее закрашиваются волокна древесной массы, из-за чего
бумага получает так называемую мраморную окраску. Поэтому целесообразнее такую бумагу окрашивать кислотными красителями.
Древесная масса прокрашивается неравномерно из-за ее неоднородности и наличия в ней неразмолотых пучков и щепочек.
Крашение небеленой сульфатной целлюлозы затрудняется из-за
ее естественной коричневатой окраски. Из этой целлюлозы невозможно получить цветную бумагу чистых и светлых тонов.
Многие минеральные наполнители обладают хорошим сродством к основным и плохим к прямым красителям. Каолин имеет
большее сродство к основным красителям, чем небеленая целлюлоза, поэтому он поглощает краситель из раствора при крашении
бумажной массы и ухудшает окраску бумаги [6]. Чтобы снизить адсорбцию красителя наполнителями, целесообразно вводить
их в бумажную массу после адсорбции и закрепления красителей
на волокне. Разная степень окраски наполнителя и волокна —
одна из главных причин двусторонности окрашенной бумаги, так
272
как наполнитель неравномерно распределился при удлини ни
сторонам бумажного листа.
Канифольный клей в сочетании с сернокислым глиноземом
благоприятствует крашению бумаги основными и особенно кислотными красителями, так как является для них своеобразной протравой. Канифольный клей улучшает равномерность окраски бумаги и прямыми красителями, если ими закрашивать массу в нейтральной или слабощелочной среде и вводить в массу сернокислый глинозем для осаждения и закрепления клеевых частиц канифоли на волокне после адсорбции им прямого красителя.
Другие проклеивающие вещества также влияют на окраску
бумаги. Так, окисленный крахмал, содержащий карбоксильные
группы, сильнее адсорбирует основные красители, чем прямые и
кислотные. Влагопрочные смолы повышают водостойкость красителя, а в некоторых случаях и светопрочность.
Сернокислый глинозем благоприятствует окраске бумаги основными красителями и особенно кислотными и пигментными красителями, но вызывает коагуляцию прямых и сернистых красителей, которые выпадают в грубодисперсной форме, и цветность бумаги снижается.
Оптимальный pH при крашении бумажной массы основными,
кислотными и пигментными красителями находится в пределах
4,5—5,5, а при крашении прямыми красителями — в пределах 6—7,5.
Некоторые красители изменяют окраску в зависимости от кислотности среды, что служит причиной разнооттеночности бумаги.
К ним относятся: конгорот, бензопурпурин, хризоидин, метаниловый желтый и другие индикаторные красители. Поэтому при крашении ими бумаги следует поддерживать pH массы в заданных
пределах.
Крашение бумажной массы обычно производится при низкой
температуре. Однако для усиления окраски и более интенсивного
поглощения прямых и сернистых красителей желателен нагрев бумажной массы до 50° С. При окраске бумаги суспензионным методом кубовыми красителями обязателен нагрев бумажной массы
до 50—60° С.
Такие красители, как аурамин, везувин, хризоидин, при сушке
бумаги меняют оттенок. Некоторые кислотные и прямые красители при сушке бумаги на сушильных цилиндрах мигрируют
вместе с водными парами, перемещаются на наружную сторону
листа. Это обстоятельство необходимо учитывать при установлении режима сушки окрашенной бумаги.
Подцветка белой бумаги и применение оптических белителей
для увеличения ее белизны [9,10, И]
Белизна — очень важное свойство бумаги, предназначенной для
письма или печати. Она зависит от белизны исходных волокнистых
материалов и компонентов, входящих в состав бумаги, качества
Ю
с Н. Иванов
273
воды и некоторых факторов процесса производства: размола,
сушки, каландирования и др.
Белизну бумаги можно повысить интенсивной отбелкой волокна
и применением наиболее белых минеральных наполнителей, однако процесс отбелки связан с некоторой потерей прочности волокна, а наполнители снижают прочность бумаги. Даже при самой
высокой степени отбелки для целлюлозного волокна всегда характерна некоторая желтизна. Поэтому для устранения желтизны
бумаги применяют подцветку бумажной массы, вводя в нее небольшое количество (5—50 г на 1 т бумаги) фиолетовых, синих
или смеси синего с красным красителей. Они устраняют желтизну
бумаги и выравнивают спектр лучей света, отраженных от нее.
Такая бумага кажется нам более белой, хотя истинная белизна бумаги, регистрируемая фотометром, не повышается, а даже наоборот, несколько снижается.
Особенно большое значение для белизны бумаги имеет качество производственной воды. Вода должна быть прозрачной, бесцветной, не должна содержать взвешанных и гуминовых веществ
и солей ок'исного железа. При работе на неочищенной воде все
загрязнения, присутствующие в ней, коагулируют под действием
сернокислого' глинозема, вводимого в бумажную массу для проклейки и повышения удержания наполнителей, и осаждаются на
волокнах, понижая белизну бумаги на 10—15%. Поэтому при выработке бумаги высокой белизны большое значение придается
подготовке производственной воды.
В последнее время наряду с обычными красителями для подцветки бумаги стали применять так называемые оптические белители, или бланкофоры, которые позволяют существенно повысить
истинную белизну бумаги. Эти вещества абсорбируют невидимые
ультрафиолетовые лучи солнечного света с длиной волны 300—
390 ммк и, трансформируя их в видимые лучи сине-фиолетовой
части спектра, испускают их вместе с отражаемой частью лучей
света, падающих на бумагу. При этом белизна бумаги тем выше,
чем больше ультрафиолетовых лучей в свете, освещающем бумагу (рис. 106) [9].
Оптический белитель увеличивает коротковолновую часть света, отражаемого от бумаги, не снижая эмиссии в остальных частях спектра, и тем самым повышает белизну и светлоту бумаги
(рис. 107) [10].
Повышение белизны бумаги под влиянием оптических белителей не выявляется обычными фотометрами, действие которых
основано на измерении отражаемых световых лучей с длиной
волны 457 ммк, так как максимальная эмиссия света оптическими белителями приходится на лучи с длиной волны 430—
440 ммк [11].
Для определения белизны бумаги с оптическими белителями
применяют спектрофотометры (лейкометры), у которых испытуемый образец бумаги освещается ртутной или ксеионовой лампой.
274
Оптические белители могут иметь различное химическое строение. Чаще всего это производные кумарина, имидозола или стильбена. В бумажном производстве для осветления бумаги преимущественно применяются оптические белители стильбенового ряда:
производные диаминостильбендисульфокислоты и нитроаминостильбендисульфокислоты. По химическому строению, растворимости и сродству к растительному волокну их можно отнести
к прямым красителям. Исходным материалом для их получения
служит толуол.
Причина' флюоресценции оптических белителей, по-видимому,
заключается в химическом строении — наличии конъюгированных
•а О
100
50
ЗОв 350
WO <t50 500 550 600
Длина Ьопны , ммн
Рис. 106. Абсорбционный и эмиссионный спектры оптического белителя:
/ — абсорбционный спектр, 2 — эмиссионный спектр; 3 — спектр, воспринимаемый
глазом
25 400
500
600
Длина долны,
700
Рис. 107. Эмиссия света бумагой из
сульфитной беленой целлюлозы:
/ — без бланкофора; 2 — с бланкофором В
(0,1% от веса волокна)
(сопряженных) двойных связей и подвижных электронов в их молекуле.
В настоящее время выпускается у нас и за рубежом большое
количество разных оптических белителей с различными наименованиями: бланкофор В, R и WT, ультрафор WT (ФРГ), вайстон
(ГДР), увитекс (Швейцария), флуотекс и целюмиль (Франция),
бланкол (Англия), рилюкс (ЧССР), гелиофор (Польша), оптинол
(Венгрия), прямой белый, белители 28-58 и 11-59 (СССР) и др.
Химическая формула оптического белителя прямого белого, выпускаемого в СССР, приведена ниже.
(65)
SO3Na
SO3Na
Оптические белители бесцветны или слабоокрашены. Они хорошо растворимы в горячей воде. Для их растворения следует
применять мягкую воду или конденсат. Большинство оптических
ш*
275
белителей чувствительны к кислой среде, поэтому их следует вводить в слабокислую или нейтральную бумажную массу, в интервале pH 5,5—7,5, т. е. до введения сернокислого глинозема.
Оптические белители наиболее! пригодны для осветления беленой целлюлозы, причем эффект осветления и повышения белизны тем выше, чем выше белизна исходного волокнистого материала и чем меньше в нем лигнина. Бумага, содержащая древесную массу и небеленую целлюлозу, требует большого расхода
белителя и плохо осветляется, так как лигнин поглощает ультрафиолетовые лучи и снижает флуоресценцию.
На эффект осветления бумаги оптическими белителями влияют многие технологические факторы: качество воды, проклеивающие и наполняющие вещества, температура сушки бумаги,
pH и др.
Наличие в воде катионов поливалентных металлов, особенно
железа, и взвешенных веществ резко снижает действие оптических белителей. Снижает белизну бумаги и смоляная проклейка.
Этому способствует также сернокислый глинозем и кислая среда,
необходимые для проклейки.
Минеральные наполнители ведут себя по-разному. Наилучший
эффект осветления бумаги оптическими белителями наблюдается
при использовании искусственных силикатных наполнителей, более
высокий, чем в случае применения двуокиси титана. Худшие результаты осветления бумаги получаются при использовании в качестве наполнителя каолина. Высокая температура сушки также
отрицательно влияет на осветляющий эффект белителей.
Расход оптического белителя при выработке неклееных или
слабоклееных видов бумаги обычно составляет 0,1—0,2%, а при
выработке бумаги с хорошей проклейкой 0,2—0,3% от веса волокна. При этом белизна бумаги повышается в первом случае на
12—15%, а во втором на 8—10%.
Техника крашения бумажной массы
На предприятиях, вырабатывающих цветную бумагу или применяющих красители для подцветки бумаги, необходимо иметь
в размольно-подготовительном отделе красильную мастерскую,
где хранят необходимое количество красителей, готовят рабочие
растворы и ведут учет их расхода.
Помещение этой мастерской должно быть сухим и прохладным.
Красители необходимо хранить в закрытых бочках. В мастерской
должны быть соответствующая посуда и баки для растворения
красителей, кружки и ведра различной емкости для дозировки растворов и точные весы для взвешивания красителей. Вблизи мастерской должен находиться бак большой емкости для горячей
воды.
Концентрация красителей, применяемых
для подцветки
белой бумаги, а также для окраски бумаги в системе непрерывной
276
подготовки бумажной массы, обычно находится в пределах
1—5 г/л. При крашении бумажной массы в системе периодического размола в роллах или в бассейнах применяют более концентрированные растворы красителей, от 5 до 25 г/л. Выбор концентрации красителя зависит от его растворимости и расхода: чем
меньше растворимость и расход красителя, тем ниже должна быть
его концентрация. Поэтому основные красители используют
обычно при более низкой концентрации, чем прямые и кислотные.
В табл. 28 приведен расход красителей при окраске бумаги
в тона разной интенсивности [7].
Таблица 28
Расход красителя, кг/т
Интенсивность окраскн
Красители
Основные . .
Прямые
Кислотные
Пигментные . . . .
Кубовые
Сернистые
Оптические белители
подцветка
слабая
средняя
0,005—0,050
0,2—2,0
0,2—3,0
0,5—10
2—5
3—7
5—10
15—30
10—25
10—25
10—25
О
0,5—3,0
^
2—5
8-15
12,5—25
Для получения интенсивной окраски бумаги кислотными и пигментными красителями требуется больший их расход. Расход кислотного красителя можно снизить, используя животный клей, мочевино- и меламино-формальдегидные смолы. Однако применение
этих вспомогательных средств удорожает композицию бумаги. Поэтому целесообразно окрашивать бумагу этими красителями
только в слабые тона.
При закраске бумажной массы в роллах кислотные и прямые
красители иногда вводят в бумажную массу в виде порошка, однако для получения равномерной окраски бумаги целесообразнее
красители добавлять в бумажную массу в виде профильтрованных
растворов.
При периодическом способе работы бумажную массу закрашивают в роллах и в метальных бассейнах, а при непрерывном способе раствор красителя вводят в поток массы при помощи дозатора. Чтобы обеспечить необходимую последовательность в дозировке химикатов, место введения красителя в поток бумажной
массы следует выбирать с учетом особенностей красителя и свойств
волокон. Количество вводимого дозатором красителя должно быть
пропорциональным количеству волокна ъ потоке массы.
Окраску бумажной массы в роллах можно производить по
сложным режимам, отвечающим требованиям технологии крашения волокнистых материалов, особенно такими красителями, как
277
кубовые, сернистые или химически активные, тогда как в условиях непрерывной подготовки бумажной массы это сделать чрезвычайно трудно. Поэтому в последнем случае преимущественно
применяют водорастворимые и пигментные красители.
Перед выработкой нового вида цветной бумаги лаборатория
составляет рецептуру закраски, исходя из опыта окраски-бумаги,
уже вырабатывавшейся на фабрике. По этому рецепту производят
пробное крашение в условиях, близких к производственным (используя оборотную воду).
Бумагоделательная машина для выработки окрашенных видов
бумаги должна быть снабжена не одним метальным бассейном,
а, по крайней мере, двумя. В то время как из массы первого бассейна вырабатывают бумагу одного цвета, второй бассейн заполняют массой, подготовленной для бумаги другого цвета. Очень
часто при переходе на выработку бумаги другого цвета приходится тщательно промывать мешальные бассейны, роллы и прочее
оборудование. При выработке цветных видов бумаги на одной и
той же бумагоделательной машине необходимо так планировать
переход на выработку бумаги другого цвета, чтобы не прекращать
работу машины для промывки оборудования. Это можно сделать
в том случае, если вырабатываемые виды бумаги имеют сходные
оттенки в порядке постепенного нарастания густоты окраски. Однако часто этого сделать нельзя, и тогда при перемене вида вырабатываемой бумаги приходится останавливать машину, тщательно
промывать оборудование и менять окрашенные сукна.
В процессе выработки цветной бумаги на бумагоделательной
машине необходим тщательный контроль за цветом бумажного
листа. Образцы бумаги отбирают с машины от каждого рулона,
но не реже чем через час, и сравнивают их с предыдущими образцами и эталоном. В ночное время пользуются лампой дневного
света.
Цветной бумажный брак используют на той же машине. Остатки цветното брака бумаги хранят до следующего заказа в специальном помещении или используют в композиции другой подходящей по цвету бумаги. В случае невозможности длительного
хранения или использования цветного брака по назначению его
перерабатывают при изготовлении оберточных и упаковочных видов бумаги.
Дефекты окраски бумаги. При выработке окрашенной и белой
бумаги могут быть следующие дефекты: неравномерная закраска
волокон бумаги, в результате чего получается так называемая
мраморная бумага, двусторонность, т. е. различие в цвете бумаги
с лицевой и сеточной сторон листа, и, главным образом, разнооттеночность. О первых двух дефектах бумаги уже говорилось ранее.
Здесь рассмотрим причины разнооттеночности бумаги.
Разнооттеночность может наблюдаться при выработке как окрашенной, так и белой бумаги. Причины разнооттеночности бумаги очень разнообразны, и их бывает нередко очень трудно уст278
ранить. Разнооттеночность появляется главным образом вследствие: изменения соотношения волокнистых компонентов в бумаге и
содержания наполнителей; цвета волокнистых полуфабрикатов ч
наполнителя; дозировки или концентрации растворов наполняющих
и проклеивающих веществ; степени помола бумажной массы; pH
при проклейке или отливе бумаги на машине; дозировки красителя
или его концентрации; режима работы бумагоделательной машины; использования оборотной воды; степени разбавления бумажной массы; температуры сушильных цилиндров и режима
сушки бумаги; величины разрежения в отсасывающих валах,
а также режимов увлажнения и каландрирования бумаги.
Из этого далеко не полного перечня наиболее важных факторов, влияющих на колебания оттенка бумаги, видно, что для
получения однородной бумаги необходимо соблюдение технологического режима на всех стадиях бумажного производства.
Раздел
второй
ИЗГОТОВЛЕНИЕ БУМАГИ
НА БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЕ
Глава VIII
ТЕХНОЛОГИЧЕСКАЯ СХЕМА БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ
И ПОДГОТОВКА БУМАЖНОЙ МАССЫ К ОТЛИВУ
Общие сведения
Бумагу вырабатывают в основном на длинносеточных, так называемых столовых бумагоделательных машинах. Цилиндровые
машины применяются для выработки картона и лишь ограниченного ассортимента бумаги ! . В последнее время длинносеточная
столовая машина широко используется и в картонном производстве
при выработке тарного картона.
Независимо от типа бумагоделательной машины (кроме машины «сухого формования») технологический процесс изготовления
бумаги на машине в принципе один и тот же. Он включает следующие основные операции: подготовку и аккумулирование бумажной массы; подачу бумажной массы на машину; разбавление
бумажной массы водой и установление необходимой концентрации,
обеспечивающей нормальный процесс отлива; очистку бумажной
массы от посторонних включений, узелков и воздуха; выпуск
массы на сетку; отлив бумаги на сетке бумагоделательной машины;
прессование мокрого листа бумаги и удаление избытка воды;
сушку; машинную отделку и намотку бумаги.
Принципиальная технологическая схема выработки бумаги на
длинносеточной столовой машине приведена на рис. 108.
Готовая бумажная масса, соответствующим образом размолотая и, если требуется, проклеенная, окрашенная и содержащая минеральные наполнители, подается из массоподготовительного отдела фабрики в машинный бассейн, обеспечивающий бесперебойбую работу бумагоделательной машины в течение более или менее длительного времени. Из бассейна масса при концентрации
2,5—3,5% насосом подается в регулирующее устройство, где смешивается с оборотной водой и разбавляется в зависимости от вида
бумаги до концентрации 0,1—1,3%.
1
Длинносеточную машину называют также плоскосеточной, а цилиндровую—
круглосеточной
280
Разбавленную бумажную массу очищают от посторонних включений минерального и волокнистого происхождения, для чего ее
пропускают через специальные аппараты.
Очищенную бумажную массу по распределительному желобу
или трубам направляют к напорному
3 иа
ящику, откуда она под определенным
напором непрерывно вытекает на сетку бумагоделательной машины.
Бесконечная сетка машины движется с большой скоростью, достигающей у современных машин 800—
1000 MJMUH. На сетке из разбавленной волокнистой суспензии формируется полотно бумаги и удаляется из
о3
к
него избыточная вода сначала за счет
Ь «а
свободного отекания массы на регистровой части машины, усиливаемого
отсасывающим действием регистроis 8 « |
вых валиков, затем под вакуумом на
отсасывающих ящиках и, наконец,
под давлением (или при более высоком вакууме) в гауч-прессе.
Пройдя сеточную часть машины,
бумажное полотно с содержанием сухого вещества около 15—20% поступает в прессовую часть, где оно подвергается дальнейшему уплотнению и
обезвоживанию до сухости 30—40%
методом механического отжатия влаги между прессовыми валами на упругой подкладке из шерстяной ткани.
Затем бумага подвергается сушке.
Сушильная часть машины состоит
из батарей цилиндров, обогреваемых
п,
паром, через которые проходит бесконечное полотно бумаги, прижимаемое к их поверхности сукном. Пройдя
сушильные цилиндры, сухой бумажный лист охлаждается на холодильном цилиндре и поступает в машинный
каландр, где подвергается машинной
отделке, приобретая необходимую степень гладкости и уплотнения. После
этого готовая бумага наматывается
в виде бесконечной ленты на накате. Здесь заканчивается процесс выработки бумаги на бумагоделательной машине Дальнейшая отделка бумаги и разрезание ее на рулоны или на листы
производится в отделочном цехе
281
Вода, освобождающаяся в сеточной и прессовой частях бумагоделательной машины, собирается и снова используется в производстве как оборотная для разбавления массы перед машиной и
на других стадиях производства.
Накопление и хранение бумажной массы
перед бумагоделательной машиной
Готовую бумажную массу при концентрации 2,5—3,5% из размольно-подготовительного отдела подают в мешалъный бассейн,
расположенный вблизи бумагоделательной машины и называемый
машинным, или рабочим, бассейном.
Машинный бассейн снабжен циркуляционным устройством для
перемешивания массы, чтобы она не застаивалась, волокно и наполнители при этом не оседали на дно.
Значительный объем машинного бассейна благоприятно сказывается на качестве бумаги и на режиме работы бумагоделательной
машины, так как масса получается более однородной как по концентрации и~ композиции, так и по характеру помола. Это обстоятельство особенно большое значение имеет при периодических
системах подготовки массы. При современных системах непрерывной подготовки бумажной массы и при использовании автоматически действующей контрольной и регулирующей аппаратуры большой запас массы перед машиной становится излишним. В этом
случае достаточно иметь объем машинного бассейна, обеспечивающий работу машины в течение 30—40 мин. Более подробно о конструкции мешальных бассейнов написано в главе III.
Подача массы на бумагоделательную машину
Равномерный отлив бумаги на машине достигается при условии постоянства количества и концентрации бумажной массы, подаваемой на машину в единицу времени при установившемся ее
режиме работы.
Это условие можно изобразить уравнением баланса сухого вещества, поступающего на машину в виде бумажной массы, уходящей с машины готовой бумаги и потерь волокна со сточными
водами:
Q = Р + р = Bvq + р,
(66)
где Q — количество вещества, поступающего на машину с массой
из машинного бассейна, кг]мин;
Р — минутная выработка бумаги на накате (без обрывов), кг;
р — потеря вещества со сточными водами, кг/мин;
В — ширина бумаги на накате, м;
v — скорость бумажной ленты на накате (скорость машины),
м!мин;
2
q — В ес 1 м бумаги, кг.
282
В этом уравнении ширина бумаги на накате является величиной
постоянной, безвозвратные потери вещества при установившемся
режиме машины также можно считать величиной постоянной,
к тому же они по своему значению невелики. Поэтому уравнение
(65) можно изобразить следующим образом:
Q=kvq; kq=±\
& = -£-,
(67)
где k — коэффициент пропорциональности.
Из этих выражений видно, что для того, чтобы вес квадратного
метра бумаги оставался неизменным, необходимо постоянное соотношение между количеством подаваемой в единицу времени
массы и скоростью машины. Если подача массы будет изменяться,
то при постоянной скорости машины изменится вес бумаги. Наоборот, если при постоянной подаче массы на машину изменяют ее
скорость, изменяется и вес бумаги. Следовательно, вес квадратного метра бумаги можно регулировать, изменяя либо количество
массы, подаваемой из машинного бассейна на машину, при постоянной ее скорости, либо скорость машины при постоянной
подаче массы из бассейна. Изменение степени разбавления бумажной массы оборотной водой перед выпуском массы на сетку практически не влияет на вес вырабатываемой бумаги или влияет
незначительно.
Вес квадратного метра бумаги в основном регулируют, изменяя
подачу массы с помощью массной задвижки, установленной на
массопроводе после массного переливного бачка постоянного напора. Эта задвижка может иметь как ручное, так дистанционное
автоматическое управление, получая импульс от датчика, установленного на машине и контролирующего вес бумаги. К изменению
скорости машины прибегают обычно реже, несмотря на то, что
этот способ позволяет более быстро отрегулировать вес бумаги.
Изменение подачи массы на машину меньше влияет на стабильность ее работы, чем изменение скорости. Ко второму способу ре2
гулирования веса 1 м бумаги прибегают обычно при переходе на
выработку другого вида бумаги или в том случае, когда машина
(из-за состояния, например, одежды) может или должна работать
на другой скорости.
Бумажная масса на бумагоделательную машину подается из
машинного бассейна насосом через переливной бачок, установленный на высоте 2—3 м над ее сеточным столом, обеспечивающий
постоянный напор и, следовательно, равномерную подачу массы
на машину независимо от работы насоса. Точное регулирование
количества подаваемой массы производится, как было сказано,
с помощью задвижки, установленной на массопроводе после переливного бачка. Масса разбавляется далее оборотной водой, проходит через очистную аппаратуру и подводится к напорному ящику
машины.
283
Напорный переливной бачок (рис. 109) изготовляют обычно
небольшой емкости (0,5—1,5 мъ) из нержавеющей стали или железобетона. Внутри бачка устанавливают одну или две перегородки.
Масса поступает в одно из отделений бачка снизу, переливается
через более низкую перегородку в другое отделение, из которого
при постоянном напоре направляется по трубе через регулируемое задвижкой отверстие на машину; через другую, более высокую перегородку избыток массы переливается в другое отделение, откуда возвращается в машинный бассейн.
На старых машинах такой же напорный
бачок с постоянным переливом ставили и для
оборотной воды, служащей для разбавления
бумажной массы перед отливом и очисткой.
Степень разбавления массы в этом случае регулировали также с помощью задвижки, устанавливаемой после переливного бачка. Иногда массный и водяной бачки объединяли в
один общий бачок с тремя отделениями: для
массы, для воды и для смешения воды с массой. Чтобы напор массы был постоянным, перелив как массы, так и воды должен составлять не менее 15—20% от общего количества
подаваемых массы и воды.
Установка перед бумагоделательной
машиной размалывающих аппаратов
для окончательного размола и
рафинирования бумажной массы
Рис. 109. Переливной
бачок для регулирования подачи мыссы:
В последнее время аппараты для окончательного размола и рафинирования бумажной
массы устанавливают непосредственно перед
/ — поступление массы;
2~ перелив; 3—зздвижка
бумагоделательной машиной. В качестве таких
аппаратов применяют обычно конические или
дисковые мельницы. Их устанавливают с целью: I) рафинирования
массы, т. е. устранения пучков волокон, или дополнительного ее
размола; 2) регулирования степени помола, особенно при выработке технических видов бумаги; 3) осуществления непрерывного
размола массы при частичном или полном устранении размольноподготовительного отдела.
В первых двух случаях устанавливают обычно один из названных выше агрегатов, в третьем же случае может быть применено
несколько размалывающих агрегатов, устанавливаемых последовательно или параллельно.
Размалывающие аппараты подобного рода устанавливают
между машинным бассейном и узлом разбавления массы водой.
Масса в напорный бачок конической мельницы подается насосом.
284
Пройдя мельницу, масса возвращается во второе отделение бачка,
а оттуда самотеком поступает на разбавление через регулируемую
задвижку. Избыток массы через переливную перегородку напорного бачка снова возвращается в машинный бассейн.
Разбавление массы водой
Перед поступлением на сетку бумагоделательной машины
массу концентрацией 2,5—3,5% разбавляют оборотной водой,
освобождающейся на ее сеточной части при обезвоживании бумажного полотна, так как для операций очистки и отлива бумаги
масса должна быть разбавлена до 0,1—1,3%.
Необходимая степень разбавления массы для отлива на сетке
бумагоделательной машины зависит от веса 1 м2 бумаги, рода
волокна и степени помола массы. Наряду с этим имеет значение также
температура массы и конструкция сеточного стола, его длина, мощность
КО
отсасывающих ящиков и пр.
Степень разбавления массы изме5-0,5
няется почти в линейной зависимости
3
от веса 1 ж бумаги, если остальные
/
условия отлива одинаковы. Чем толще
"
50
ЮП
ISO
200
бумага {т. е. чем больше вес 1 ж 2 ),
вес iт бумаги, г
тем выше должна быть концентрация
массы при поступлении на сетку ма- Рис. ПО. Зависимость степени
от веса 1 м2 бушины, чтобы облегчить процесс обез- разбавления маги
воживания при отливе бумажного полотна. При отливе более тонкой бумаги, наоборот, требуется более сильное разбавление массы, чтобы
дольше задержать волокна во взвешенном состоянии и улучшить
тем самым условия формования бумажного полотна.
На рис. 110 приведен график зависимости степени разбавления
массы от веса 1 м2 бумаги при средних значениях степени помола
массы применительно к столовым бумагоделательным машинам.
Этот график является ориентировочным, поскольку трудно учесть
влияние степени помола массы, которая не может быть одинаковой
2
у разных видов бумаги с разнообразным весом 1 м бумаги. Влияние же степени помола массы весьма существенно. При одинаковом
весе 1 м2 бумаги степень разбавления резко снижается с увеличением степени помола массы. Так, при выработке тонкой пропиточной бумаги (18—20 г/м2) при степени помола целлюлозы 30° ШР
для получения хорошего отлива приходится разбавлять массу перед выпуском на сетку машины до концентрации 0,15—0,2%, тогда
2
как при том же весе 1 м папиросной бумаги, но при степени
помола массы 87—90° ШР достаточно иметь концентрацию массы
0,3—0,35%,
2
283
При выработке тонкой туалетной бумаги и алигнина (8—
12 г/м2) из массы очень садкого помола массу разбавляют до 0,1%,
тогда как при выработке конденсаторной бумаги того же веса, но
при очень жирном помоле массы ее концентрация обычно составляет 0,25—0,28%. Объясняется это тем, что более жирная масса
труднее отдает воду на сетке машины и бумагу в этом случае вырабатывают при меньшем разбавлении массы. Понижение разбавления при отливе бумаги из более жирной массы не ухудшает
формования листа, так как волокна лучше диспергируются и медленнее оседают на сетку.
Температура массы имеет существенное значение для скорости
ее обезвоживания на сетке машины при отливе бумаги, так как
от температуры зависит вязкость воды. Скорость фильтрации воды
через волокнистый фильтр изменяется обратно пропорционально
вязкости. Поэтому при повышении температуры массы, когда обезвоживание ее на сетке облегчается, можно работать с большей степенью разбавления и, наоборот, при понижении температуры
массы приходится снижать степень ее разбавления.
Наряду с отмеченными выше факторами нужно считаться с длиной сеточного стола машины, мощностью регистровой части и производительностью отсасывающих ящиков. Чем мощнее сеточная
часть машины, тем при большем разбавлении массы можно вырабатывать один и тот же вид бумаги, и, наоборот, при коротком сеточном столе часто приходится работать с массой повышенной концентрации, хотя просвет бумаги при этом ухудшается.
Вода для разбавления массы на многих старых фабриках дозируется при помощи таких же напорных бачков с постоянным уровнем, какие применяются и для массы, только несколько большего
объема.
При наличии двух отдельных бачков масса и оборотная вода
смешиваются в желобе или в смесительном ящике перед очистной
аппаратурой. Схема разбавления массы и регулирования подачи
воды и массы при помощи напорных переливных бачков представлена на рис. 111.
На больших быстроходных машинах огромные потоки оборотной воды и массы регулировать и смешивать вышеописанным способом затруднительно. Эту операцию проводят в смесительном насосе. Сама установка получается более простой и компактной. Поэтому ее стали применять теперь и на тихоходных машинах. На
рис. 112 приведена установка смесительного насоса на одной из
быстроходных бумагоделательных машин, вырабатывающих типографскую ролевую бумагу.
Смесительный насос Z, установленный в первом этаже зала бумагоделательных машин, имеет всасывающий трубопровод 6, который соединен со сборником воды 14, расположенным под сеточным столом 13. Непосредственно перед смесительным насосом во
всасывающий трубопровод вводится массопровод 4, по которому из
напорного массного бачка 3 подается с постоянным напором
286
масса, регулируемая задвижкой 5. Разбавленная и размешанная
в смесительном насосе масса поступает по нагнетательному трубопроводу к ванне узлоловителя 11. Всасывающий и нагнетательный
трубопроводы смесите л иного насоса соединены обводным трубопроводом 9. Назначение обводного трубопровода заключается
в том, чтобы регулировать степень разбавления массы, для чего
служит задвижка 10. Если задвижку 10 прикрыть, то смесительный насос будет больше засасывать оборотной воды из
сборника 14. Если же эту за- Рис. 111. Схема разбавления и регудвижку открыть, то часть массы лирования подачи массы на машину
при помощи переливных бачков:
по обводному трубопроводу бу/ — машинный бассейн, 2 — сборник ободет „ возвращаться во всасываю- ротной
воды; 3 ~ переливные бачки; 4 —
ЩИИ трубОПрОВОД
6
И СОЗДаваТЬ
смесительный ящик; 5 — регулирующие за-
там подпор, вследствие чего
движкн
к смесительному нососу поступит меньшее количество воды и
степень разбавления массы понизится. Подпор массы во всасывающем патрубке смесительного
насоса будет оказывать влияние
только на приток оборотной воды
и не сможет повлиять на приток
массы из напорного бачка, так
как последний расположен на
площадке второго этажа. Таким
образом, приток массы в этой
схеме регулируется при помощи
задвижки 5, а оборотной воды —
задвижки 10.
Рис. 112. Схема разбавления и регуНа фабриках газетной бумаги, лирования подачи массы на машину
где режим работы бумагодела- при помощи смесительного насоса.
тельных машин более устойчив, а —схема с обводным трубопроводом, 6 —
обычная схема; i/ — машинный бассейнei ..
„
„,„.,,,
йхт»
ооычиая
ьассейнПрИМеНЯЮТ
ООЫЧНуЮ
СХеМу, ОеЗ 2-массный насос;; 3-массный
с й напорный
нпрнй
р
у
бачок; 4 — массопровод; 5 — регулирующая
обводного трубопровода (см. рис. задвижка для массы; 6 — трубопровод обоводы; 7 —смесительный насос; 8 —
112, б). Степень разбавления ротной
напорный трубопровод; 9 — обводный тру10 — задвижка для регулировамассы по этой схеме регулиру- бопровод;
ния степени разбавления массы; // — узлоется задвижкой на нагнетатель- ловитель, 12 — напорный ящик; /3 —сеточный стол; 14 — сборник оборотной воды
ном трубопроводе. Если указанную задвижку несколько прикрыть, то степень разбавления массы уменьшится, так как приток
оборотной воды из подсеточной ванны к смесительному насосу
снизится. Если, наоборот, задвижку открыть сильнее, то степень
разбавления массы повысится. Частичное открытие и закрытие
287
указанной задвижки не влияет на количество массы, поступающей
к смесительному насосу из напорного бачка, по той же причине,
что и в предыдущей схеме.
В качестве смесительных насосов применяют как низконапорные, так и высоконапорные центробежные насосы в зависимости
от требуемого напора массы.
На современных быстроходных машинах смесительный насос
снабжают приводом с регулируемым числом оборотов, позволяющим изменять его производительность. В этом случае подаваемый
объем разбавленной массы и степень ее разбавления регулируются электродвигателем насоса автоматически по импульсу от
датчика, контролирующего
уровень массы в напорном
ящике. При этом задвижку
на выходном массопроводе
после смесительного насоса
иногда не устанавливают.
На рис. 113 приведена
современная закрытая система подачи массы на бумагоделательную машину, включающую
установку конической мельницы, регулятора концентрации массы ДеРис. 113. Закрытая система подачи массы ДУРИК й бетаметра для автоматического
регулирована машину:
/ — машинный бассейн; 2 — водяной трубопровод;
ния веса 1 м2 бумаги. Бэтой
3 — массный насос; 4 — коническая мельница; 5 —
системе отсутствует перемассный переливной бачок с установкой в нем
регулятора концентрации массы Де-Цурик; 6 —
лив массы из ящика регусмесительный насос; 7 —сборник оборотной воды,
S — регулятор веса 1 л 3 бумаги; 9 — регулятор
уровня массы; 10 " р ™ и с е ц регулятора концен-
ЛЯТОра КОНЦвНТрацИИ о б р а т баССейН, ЧТО
в
м а ш и н н ы й
д о
значительно улучшает условия работы регулятора, так как исключается разбавление массы
в машинном бассейне и за счет перелива разбавленной массы.
Очистка бумажной массы
Операция очистки бумажной массы предшествует отливу бумаги на машине. От степени очистки массы зависит не только качество вырабатываемой бумаги, но и в_ значительной мере работа
бумагоделательной машины: сокращаются обрывы бумажного полотна на сетке и прессах. Однако не следует считать, что очистка
полностью устраняет весь сор из бумажной массы и что можно
выработать чистую бумагу даже при использовании не вполне доброкачественных, сорных волокнистых материалов. Чтобы получить
чистую бумагу, прежде всего необходимо иметь достаточно чистые
волокнистые полуфабрикаты. Очистка бумажной массы, предпринимаемая на бумажных фабриках перед отливом, может только
288
предотвратить попадание в бумагу сравнительно крупного сора
минерального и волокнистого происхождения1.
Главными источниками загрязнения бумажной массы могут
служить: волокнистые полуфабрикаты, неудовлетворительно выработанные в полуфабрикатных цехах или загрязненные при хранении; рабочие растворы наполнителей и глинозема, плохо очищенные и отфильтрованные перед введением в бумажную массу; оборотный бумажный брак, недостаточно размолотый или загрязненный при сборе и хранении; производственная вода и, наконец,
недостаточно чистые коммуникации и бассейны. Наряду с этим
могут иметь место и случайные причины попадания в массу посторонних предметов. Чем ниже производственная культура предприятия, тем больше источников загрязнения бумажной массы и тем
ниже качество вырабатываемой бумаги.
Загрязнения, встречающиеся в бумажной массе перед отливом,
можно классифицировать следующим образом:
1) загрязнения минерального происхождения — гипс, моносульфит, известь, являющиеся результатом плохой промывки и очистки
целлюлозы на целлюлозных заводах; песок из древесной массы,
воды, наполнителя или глинозема, а также от каменной размалывающей гарнитуры;
2) металлические включения, встречающиеся в тряпичной полумассе и макулатуре; металлические частицы от ножей размалывающей гарнитуры; ржавчина и окалина от оборудования размольно-подготовительного отдела;
3) загрязнения волокнистого происхождения — неотсортированные сучки и щепа от целлюлозы и древесной массы; крупная костра
древесной массы и крупный волокнистый сор целлюлозы и тряпичной полумассы; кора в полуфабрикатах; случайный сор древесного происхождения: кусочки древесины, коры, являющиеся следствием загрязнения материалов на фабрике; плохо размолотый
бумажный брак; сгустки засохшей массы; слизь; узелки массы
из-за плохого ее размола и расчеса;
4) прочие загрязнения органического происхождения — кусочки
резины от транспортерных лент или от резиновых склеек; комочки
скоагулированной смолы из волокнистых материалов; организмы
растительного и животного порисхождения, содержащиеся в производственной воде: водоросли, рачки и пр.
Загрязнения минерального происхождения и металлические
включения весьма эффективно можно удалить из массы методами
осаждения или центрифугирования. Для удаления сора волокнистого происхождения необходимо сортировать массу на узлоловителях. Однако при этом возможно отделить только наиболее крупный сор, значительно отличающийся по своим размерам от элемен1
Появившиеся в последнее время аппараты центробежного действия — центриклинеры с успехом удаляют и более тонкие загрязнения, в том числе и волокнистого происхождения. Однако их установка более целесообразна на целлюлозных заводах.
289
тарного волокна. Этим методом можно отделить крупные узелки,
пучки и щепочки. Тонкая костра или луб, содержащиеся в древесной массе и целлюлозе, проходят через прорези узлоловителей и
от бумажной массы не могут быть отделены.
Еще хуже обстоит дело с загрязнениями от слизи, которые не
удается отделить от волокон обычными методами сортирования и
центрифугирования, так как слизь обладает таким же по величине
удельным весом, как и волокно, и легко проходит через прорези
узлоловителя благодаря своей эластичности, Наиболее эффективными методами борьбы со слизью являются предупредительные
меры, предотвращающие ее образование: периодические промывки
оборудования и применение антисептиков, о чем сказано ниже.
Для очистки бумажной массы перед отливом.применяются следующие аппараты: песочницы, циклоны, эркенсаторы, вихревые
очистители разных систем, гидроклоны, узлоловители и селиктифайеры.
Ввиду того, что песочницы, циклоны, а также и зркенсаторы
теперь уже утратили свое значение, их описание здесь не приводим
(они описаны в первом издании).
.
Вихревые очистители
Вихревые очистители появились впервые в 1936 г. в Канаде и
быстро завоевали всеобщее признание в качестве весьма эффективных и экономичных аппаратов для очистки бумажной массы
от загрязнений минерального происхождения и металлических
включений. Эти аппараты занимают мало места и требуют небольших затрат на установку.
Вихревой очиститель, или фортрап (рис. 114),—аппарат стационарного типа, он не имеет вращающихся частей и состоит из
вертикально расположенной трубы, через которую пропускается
разбавленная масса при помощи центробежного насоса.
Масса подается под давлением около 1,8—2 кгс/см2 в верхнюю
часть трубы через специальную головку, которая направляет массу
по касательной к трубе, при этом масса приобретает завихрение и
начинает двигаться вниз по спирали, прижимаясь к стенке трубы;
благодаря центробежной силе более тяжелые частицы, находящиеся в потоке массы, оказываются с наружной, а легкие — с внутренней стороны потока.
В нижней части трубы находится резиновая диафрагма с отверстиями, расположенными по периферии, через которые тяжелые загрязнения проваливаются в грязевик. Очищенный поток
волокнистой массы отражается от диафрагмы и поднимается
кверху восходящей струей в центре трубы и выводится наружу через выводную трубу в общий коллектор, по которому поступает
к узлоловителям.
Во второй половине трубы на расстоянии 0,3 ее длины от нижней диафрагмы располагают вторую диафрагму с одним централь290
ным отверстием, проходя через которое
поток сужается, при этом центробежная
сила возрастает, и степень очистки
массы повышается.
Как известно, центробежную силу F
можно выразить через линейную или угловую скорость вращения:
F = mv*
• mm
Мессе
(68)
где т — масса частицы, г-сек2/м;
v — линейная скорость вращения
частицы, м/сек;
со — угловая
скорость вращения,
рад/сек;
г — радиус окружности вращения
частицы, м.
Вихревое движение жидкости в трубе очистителя характеризуется также
уравнением, согласно которому произведение окружной скорости частицы v на
радиус вращения этой частицы г в любой точке поперечного сечения потока
жидкости есть величина постоянная, т. е.
= v2r2 = const.
(69)
Из этих выражений следует, что при
вихревом движении потока массы в трубе очистителя окружная, а следовательно, и угловая скорость движения частиц
возрастает от периферии к оси вращения. Поэтому центробежная сила, действующая на частицу, растет с уменьшением ее радиуса вращения, и эффективность очистки массы повышается с
уменьшением его диаметра. Отсюда
можно сделать также вывод, что сужение потока массы при помощи диафрагмы улучшает очистку бумажной массы*
в восходящем потоке массы, вращающемся с большей угловой скоростью,
чем нисходящий поток массы, будут отделяться более мелкие частицы загрязнений, которые не выделились в нисходящем потоке массы [2].
Грязевик часто изготовляют из стекла, снабжают его нижней выпускной
трубой для спуска грязи и двумя верх--
воба
Веток
Рис. 114. Вихревой очиститель:
I — распределительная
головка; 2 — труба; 3 — диафрагма; 4 —смотровое стекло;
5 — грязевик
291
ними трубками для подвода воды и отвода массы из грязевика.
Между корпусом очистителя и грязевиком иногда устанавливают
смотровое окно, освещая его с задней стороны электрической лампочкой, что позволяет лучше контролировать работу очистителя.
Вихревые очистители устанавливают батареями по одно- и
двухступенчатой схеме сортирования. Их объединяют общей трубой, по которой подводится масса от насоса, и общей отводящей
трубой для очищенной массы. В первой ступени устанавливают
около 90% всех очистительных труб, а во второй ступени — около
10%. Массу из грязевиков очистителей первой ступени непрерывно
отводят в общий сборник и отсюда подают в очистители второй
ступени. Массу со второй ступени очистки снова направляют в общий поток неочищенной массы, а загрязнения из грязевиков спускают периодически в сток. Таким образом, в этой схеме очищенную
массу отбирают только с очистителей первой ступени, загрязнения
отводят в сток от очистителей второй ступени. Количество массы,
отводимое от грязевиков очистителей первой ступени на вторую
ступень очистки, обычно составляет 5—10% от общего потока
массы, при этом массу разбавляют оборотной водой, а в случае
неполной загрузки очистителей второй ступени в них добавляют
массу из общего потока.
Установка вихревых очистителей по двухступенчатой схеме
упрощает контроль за работой очистителей, дает лучшие результаты очистки и снижает потери волокна. Они обычно не превышают 0,25%.
Для надлежащей работы вихревых очистителей необходимо
чтобы все аппараты были нормально нагружены; в случае неполной загрузки нужно выключать лишние аппараты или работать
с рециркуляцией, направляя в поток неочищенной массы часть очищенной. Загрязнения из грязевиков, очистителей установленных по
одноступенчатой схеме очистки, и из очистителей второй ступени
спускаются периодически, через каждые 2 ч.
Вихревые очистители выпускаются разных размеров и конструкций с трубой диаметром от 37 до 250 мм. Максимальная пропускная способность очистителей, по данным американских авторов, в зависимости от диаметра трубы очистителя следующая:
Диаметр трубы, мм
Максимальная
пропускная
способность, л/мин . . . .
37
75
100
150
200 250
НО
560
1100 2500 4000 5400
Среднюю пропускную способность очистителей следует считать
на 20—25% ниже указанной выше.
Производительность вихревых очистителей зависит от концентрации массы. С повышением концентрации массы она увеличивается, однако качество очистки при этом снижается. Оптимальной
концентрацией массы для очистки на вихревых очистителях следует считать 0,5—0,7%.
Как мы уже видели, качество очистки в вихревых очистителях
ухудшается с увеличением диаметра трубы, так как при этом
292
уменьшается центробежная сила. Вихревые очистители с трубой
диаметром выше 150 мм применяются только для сравнительно
грубой очистки массы на картонных фабриках, при переработке
макулатуры, а также на целлюлозных заводах. Для тонкой очистки
бумажной массы используют очистители с трубой диаметром 75—
100 мм. Очистители с трубой диаметром 37, 50 и 75 мм применяются главным образом для очистки массы во второй ступени
и для очистки растворов химикатов, например суспензии наполнителя.
Вихревые очистители выпускаются
различных конструкций, отличающихся
формой очистительных труб, методом
j
'
подвода массы и отвода загрязнений и i
^л
некоторыми другими особенностями.
^
К разновидности вихревого очисти- *
,
теля относятся и центриклинеры, широ, t
1
ко применяющиеся теперь для очистки
£
s
целлюлозы и бумажной массы.
I
Как видно из рис. 115, труба центриклинера имеет форму конуса с углом
{
7—10°. Короткий верхний участок трубы,
I
через которую подается масса, цилинд*
рический. Центриклинеры не имеют гряч
зевиков, и отходы, удаляемые непрерыв\ *
но через нижний ствол конуса, собираются в сборник и оттуда подаются на- *
*
о
сосом на аппараты второй ступени. > .
:
Очищенная масса поступает вверх по
центральному каналу аппарата и удаляется через трубу, как и у обычного
фортрапа.
Рис. И5. Цснтриклинер
Центриклинеры выпускаются различных типоразмеров с трубой диаметром
в верхнем сечении от 75 до 300 мм и производительностью от 75
до 3200 л/мин. В бумажном производстве их устанавливают обычно по двух- и трехступенчатой схемам очистки. Давление массы
при входе в аппарат равно 2,8—3,5 кгс/см2. Количество бумажной
массы, отходящей от каждой ступени, составляет 4—5% (по волокну) от ее потока. Общие потери массы при очистке составляют
около 0,1%.
В табл. 29 указаны основные типоразмеры центриклинеров.
Центриклинер № 600 производительностью 90 л/мин имеет
трубу из твердой резины длиной 800 мм, верхний диаметр трубы
75 мм, нижний—12,5 мм. На нижний ствол трубы надета нейлоновая трубка с выходным отверстием диаметром от 3 до 6 мм,
через которую непрерывно удаляются отходы сортирования.
Испытания этих аппаратов при очистке целлюлозы по трехступенчатой схеме показали, что они удаляют до 90% волокнистых
293
Основные типоразмеры центриклинеров
Тип
центриклинера
Диаметр
трубы
аппарата,
мм
600
75
601
606
Диаметр выходного
отверстия, мм
для
отходов
для очищенной
массы
Производительность,
Назначение
Aj MUH
12,5
15,7
70
75
150
18,5
25,0
18,5
25,0
100
350
622
300
50,0
50,0
830—1020
622
300
50,0
62,5
1020
623
300
75,0
75,0
1890
623
624
300
300 ~
75,0
100,0
100,0
100,0
2450
3200
.
Таблица 29
Высокосортная бумажная
масса без каолина
То же
Высокосортная
бумага,
древесная масса, полуцеллюлоза
Кабельная, папиросная,
писчая и другие виды
бумаги
Древесная масса и полуцеллюлоза
Массовые виды бумаги и
целлюлоза
Отходы сортирования
То же, а также полуцеллюлоза и целлюлоза
загрязнений (костры, мелких пучков непровара) и частиц мелкого
песка. Несмотря на малую производительность, центриклинеры
очень компактны и требуют мало места для установки. Расчеты
показывают, что в верхней, широкой, части трубы центробежная
сила, действующая на частицы, превышает силу тяжести в 286 раз,
а в нижней (при диаметре 12,5 мм) — в 62 тыс. раз. Этим и объясняется эффективность очистки массы. Центриклинеры № 600 отделяют от бумажной массы даже частицы каолина, поэтому в них
можно очищать только массу без минеральных наполнителей [3].
Центриклинеры устанавливаются для очистки бумажной массы
обычно по двух- или трехступенчатой схеме, а на целлюлозных
заводах — и по четырехступенчатой схеме сортирования. На
рис. 116 показана установка центриклинеров для очистки бумажной массы в две ступени. Разбавленная масса насосом подается на
центриклинеры первой ступени, очищенная масса поступает далее
на узлоловители, а отходы — в сборник и другим насосом подаются
на вторую ступень сортирования. Очищенную массу после второй
ступени направляют обратно в первый сборник, а отходы — в сток.
Обычно на первой ступени устанавливают 85—90% аппаратов,
а на второй— 15—10% от общего их количества. При трехступенчатом сортировании на первой ступени ставят 75—80%, на второй
15—20% и на третьей 5% аппаратов от их общего количества. Для
дополнительного разбавления отходов сортирования используется
оборотная вода.
В последнее время для снижения пенообразования центриклинеры первой, а иногда и второй ступени соединяют с закрытым
294
•- 2
Рис. 116 Схема двухступенчатой установки центрикяинеров
/ — поступление неочищенной массы; 2— выход очищенной массы, 3 — центриклинеры первой ступени, 4 — то же второй ступени очистки, 5 — сборник отходов, 6 — насос, 7 —вода
для разбавления отходов
- Ь
'////////
/ /////у
Рис. 117. Схема установки центриклинеров, работающих под разрежением:
— вход массы; 2 — выход массы; 3 — центриклинеры первой ступени, 4 — вакуум сборник, 5 — вакуум-насос, б —регулятор уровня; 7 —насос второй ступени очистки
сборником, работающем под вакуумом, в котором автоматически
поддерживается постоянный уровень волокнистой суспензии. Отходы от первой ступени сортирования из нижней части сборника
направляют на вторую ступень. Подобная схема показана на
рис. 117. К нижней части центриклинеров взамен общего сборника,
работающего под разрежением, устанавливают также индивидуальные эжекторы. Оба эти мероприятия способствуют снижению количества воздуха в бумажной массе, и пенообразование уменьшается.
Узлоловители
Загрязнения, мало отличающиеся по своему удельному весу от
волокна, отделяются от массы в узлоловителях.
Ввиду того, что сортирование массы на узлоловителях протекает при относительно низких гидравлических давлениях, разбавленную массу пропускают через щелевидные прорези сортировальной по0,25
верхности, а не через круглые отверстия, как в центробежных или проточных сортировках.
Первый узлоловитель был установлен Франком в 1829 г. С тех пор
узлоловители прочно вошли в практику работы бумажных фабрик и конструктивно продолжали совершенстРис. 118. Сортировальная пливоваться.
та узлоловителя
Узлоловители можно разделить на
две основные группы: плоские и цилиндрические (вращающиеся). Последние в свою очередь могут
быть разделены на два типа: 1) с вибрирующим барабаном и потоком массы изнутри наружу и 2) с вибрирующей ванной или
вспомогательными вибрирующими крыльями и с потоком массы
снаружи внутрь барабана. В бумажном производстве применяются более совершенные цилиндрические узлоловители.
Все цилиндрические узлоловители независимо от конструкции
и типа имеют много общего, например размеры прорезей и строение сортировальных плит.
Сортировальная плита узлоловителя изготовляется из бронзы
или нержавеющей стали. Строение и форма прорезей сортировальной плиты показана на рис. 118. Ширина прорезей в зависимости
от вида вырабатываемой бумаги колеблется от 0,2 до 1—1,5 мм.
Основными факторами, определяющими выбор ширины прорезей узлоловителей, являются: степень помола массы, размеры сортируемых волокон, требования к очистке массы в зависимости от
вида вырабатываемой бумаги и, наконец, степень разбавления
массы при очистке. Ширину прорезей узлоловителя выбирают
2
также в зависимости от веса 1 м вырабатываемой бумаги, так как
он в значительной мере определяет степень помола массы и сте296
пень ее разбавления при отливе. Установлено, что чем выше степень помола массы, короче волокно, чем выше требования, предъявляемые к очистке массы и больше степень разбавления массы,
тем меньший размер должны иметь прорези узлоловителей.
Для высокосортных и специальных технических видов бумаги,
при выработке которых предъявляются более высокие требования
к очистке массы, необходимы узкие прорези, а для более грубых
видов бумаги того же самого веса 1 м2 нужны более широкие прорези узлоловителей (табл. 30). В последнем случае больше заботятся о пропускной способности узлоловителей, чем о тщательности очистки массы.
Таблица 30
Ширина прорезей узлоловителей при выработке различных
видов бумаги
Ширина прорезей узлоловителей, мм
0,25-0,35
0,35—0,50
0,5—0,7
0,8—1,0
1,0—1,5
Виды вырабатываемой бумаги
Тонкие и тончайшие: конденсаторная, папиросная, копировальная и др
Высшие, содержащие тряпичную полумассу, и
целлюлозные: словарная, курительная и Др.
Электроизоляционные: телефонная, кабельная,
намоточная и др
Бумага с древесной массой: газетная, типографская № 2 и 3 и др
Целлюлозные: писчая и типографская № 1,
чертежная, рисовальная, перфокарточная и
ДР
Массовые виды бумаги с большим весом 1 м2:
мундштучная, пачечная, шпульная и др. . .
Крафт-мешочная и крафт-упаковочная
Оберточная и упаковочная из отходов производства
Основа для гофры и др
Вес 1 ж2
бумаги, е
8-20
20—160
40-100
50-65
50—200
100—300
70—160
90—200
160—300
С течением времени при длительной работе узлоловителей ширина прорезей увеличивается, вследствие чего приходится заменять
барабан узлоловителя новым.
Производительность цилиндрического узлоловителя зависит от
размеров барабана, степени его погружения в массу, высоты напора (разности уровней массы снаружи и изнутри барабана), интенсивности тряски, размеров прорезей и качества сортируемой
бумажной массы: композиции, размеров волокон, степени помола,
степени разбавления и загрязненности массы.
Производительность цилиндрического узлоловителя возрастает
примерно пропорционально увеличению площади живого сечения
барабана при одинаковых свойствах бумажной массы и интенсив297
ности тряски. При постоянной же площади живого сечения барабана и одинаковой ширине прорезей производительность узлоловителя снижается с увеличением средних размеров волокон и степени
загрязнения бумажной массы вследствие возрастания сопротивления при прохождении массы в прорезях барабана.
Узлоловители с течением массы изнутри наружу. К этому типу
относятся узлоловители: Ванделя, Лямора, Фойта, Партингтона,
а также узлоловители марки УВБ отечественного машиностроения.
Характерным для всех конструкций этого типа является наличие
неглубокой неподвижной ванны, малое погружение барабана
в массу и вибрация самого барабана узлоловителя. Узлоловители
этого типа обладают небольшой производительностью, значительно
меньшей, чем узлоловители второго типа при тех же размерах
барабана. К достоинству конструкции узлоловителей этого типа
следует отнести сравнительно хорошее качество сортирования
массы вследствие удачного решения вопроса удаления загрязнений
из аппарата и отсутствия уплотнительных бандажей. Узлоловители этого типа применяются в производстве высокосортной бумаги
при относительно небольшой производительности бумагоделательной машины..
Узлоловители стечением массы снаружи внутрь. Низкая производительность узлоловителей с открытыми горловинами и малым
погружением барабана побудила искать способы повышения производительности путем более глубокого погружения барабана
в ванну. При этом открытые горловины барабана пришлось соединить с неподвижными горловинами ванны узлоловителя и закрыть
щели при помощи бандажных лент. В этом случае оказалось целесообразнее обратное течение массы, т. е. снаружи внутрь барабана.
Для проталкивания массы сквозь щели цилиндра стали применять
тряску самой ванны или специальных крыльев, находящихся
в массе с его наружной стороны. Цилиндр узлоловителя тряске не
подвергается и приводится в равномерное вращение от специального привода.
Этим способом удалось повысить степень использования рабочей поверхности цилиндра с 25—30% до 65—80% и резко поднять
его производительность. Повышению производительности способствовала также большая эффективность механизма тряски в этой
конструкции узлоловителей, чем в предыдущей его конструкции.
К недостаткам узлоловителей описываемого типа следует отнести неудовлетворительный отвод загрязнений из ванны, а также
наличие бандажей (с ними связаны определенные затруднения
в работе). К этому типу относятся узлоловители: Фойта, Берда,
марки УВВ отечественного машиностроения и др.
В конструкции узлоловителя УВВ (рис. 119) барабан с прорезями, глубоко погруженный в массу, вращается от привода. Ванна
узлоловителя установлена на вертикальных рессорах, расположенных на фундаменте, и связана с эксцентриковым трясочным механизмом, от которого приводится в колебательное движение. Бара'298
бан и механизм тряски ванны приводятся в движение от индивидуальных электродвигателей или от одного общего двигателя через
редукторы. Масса подводится через боковую или торцовую стенки
ванны со стороны привода барабана. Очищенная масса выходит
с одной торцовой стороны барабана, другая его торцовая сторона
закрыта наглухо. С этой стороны барабана расположен редуктор
Рис 119. Узлоловитель с вибрирующей ванной (поперечный разрез):
/ — желоб для подачи массы в ванну, 2 — ванна; 3 —барабан* 4 — горловина- 5 —
эксцентриковый вал; б—пружинная опора ванны; 7 —водяной спрыск; 8 — желоб
для отвода узелков; 9 — отвод массы на вторичное сортирование
привода. Внутренняя полость барабана и его опоры-подшипники
отделены от внутренней поверхности ванны уплотняющими бандажами.
Промывной спрыск для очистки прорезей цилиндра находится
внутри барабана, загрязнения выбиваются из прорезей снизу вверх
и направляются в улитку — желоб, расположенный над барабаном.
При таком методе промывки цилиндра узлоловителя не удается
полностью удалить загрязнения из ванны и они постепенно скапливаются в ней. Во избежание этого на больших машинах практикуют непрерывный отвод около 5% массы от общего потока мз
299
нижней части ванны и дополнительное сортирование ее на плоской
вибрационной сортировке или центробежных очистителях.
Узлоловители УВВ отечественного производства выпускаются
трех величин (табл. 31).
Узлоловители системы Берда и Карлштадского завода отличаются от вышеописанных узлоловителей марки УВВ системой
подвода массы к ванне и
конструкцией спрыска. Масса подводится по трубе с
торцовой стороны барабана.
Узлоловители с высокочастотной вибрацией. Повы-
шение
производительности
бумагоделательных
машин
выше 150 г в сутки выдвинуло проблему создания высокопроизводительных узлоловителей, так как установка большого количества малопроизводительных узлоловителей требует большой
площади и создает затруднения при подводе массы к
напускному ящику машины.
Такая конструкция узлолоПерелив
вителя была создана в Швеции в 1943 г.
Узлоловитель (рис. 120)
состоит из вращающегося
барабана с горловиной, проходящей через торцовое отверстие в стенке ванны, через которое отводится очищенная масса. Торцовое уплотнение цилиндра в ванне
достигается двумя резиноРис. 120 Узлоловитель Линдгрена — Иенсена
выми кольцами. Барабан
а — общий вид, б — схематический разрез, 1 — глубоко погружен в массу
желоб для отходов, 2 — спрыск, 3 — дополнитель
и подвергается высокочаный спрыск, 4— грязевик
стотной вибрации с амплитудой 2—3,5 мм от специального привода. Рычаги барабана опираются на четыре пружины. Банка узлоловителя выполнена из нержавеющей стали и облицована изнутри резиной. Масса поступает
в ванну через боковое отверстие и, пройдя прорези, попадает
внутрь барабана, откуда выводится наружу через узкую горловину. Загрязнения, поднятые кверху вращением барабана, смываются спрыском, который расположен внутри- барабана, вверх
в отражательный желоб, и выводятся в сток Вращение барабана
300
Таблица 31
Характеристика узлоловителей марки УВВ
Размеры барабана, мм
Марка
узлоловителей
УВВ-1
Производительность, т в сутки
11,6—35,5
Ширина прорезей, ми
Мощность,
кет
1,2
диаметр
длина
900
1800
0,3—1
УВВ-2
16,0—48,5
900
2500
0,3—1
2,2
УВВ-3
22,4—68,0
1250
2500
0,3—1
5,2
производится от электродвигателя мощностью 1 кет через редуктор с числом оборотов от 5 до 9 в минуту. Для привода тряски
имеются два асинхронных двигателя мощностью 4—7 кет с числом
оборотов 1450 в минуту. Для снижения вибрации ванны узлоловитель опирается на фундамент при помощи восьми стальных пружин
и к ванне его подвешен массивный бетонный груз.
Благодаря высокочастотной вибрации барабана с малой амплитудой достигается мягкая обработка волокна и хорошая очистка
массы. Обычно узлоловители работают с постоянным переливом
массы. В обратный перелив к смесительному насосу поступает от
5 до 20% массы.
Узлоловители Линдгрена-Иенсена выпускаются трех величин
с барабаном длиной 500, 750 и 1000 мм и диаметром 1000 мм. Производительность узлоловителей третьей величины достигает 100 т
в сутки. Основные размеры этих узлоловителей указаны в табл. 32.
Таблица 32
Основные размеры узлоловителей Линдгрена-Иенсена
Показатели для узлоловителей величин
Наименование показателей
Диаметр барабана, мм .
Длина
»
. мм .
Габаритные размеры, м:
длина
ширина
высота
L-1
L-2
L-3
1000
500
1000
750
1000
1000
2,82
1,83
1,60
3,09
1,83
1,60
3,34
1,83
1,60
Производительность узлоловителей третьей величины (L-3)
в зависимости от концентрации массы и ширины прорезей при очистке массы из беленой целлюлозы приведена в табл. 33.
Сходные конструкции узлоловителей с высокочастотной вибрацией выпускаются также рядом других зарубежных фирм (узлоловители Линдблада, Лямора и др.).
301
Таблица 33
Зависимость производительности узлоловителей L-3 от концентрации массы
и ширины прорезей при очистке массы^из беленой целлюлозы
Производительность узлоловителя, п в сутки, при ширине
прорезей, мм
Концентрация массы,
%
0,4
0,6
0,8
1,0
1,2
1,4
-
0.25
0,3
0,35
0,4
0,50
19,0
27,0
34,5
41,0
46,5
51,0
23,0
32,5
41,0
48,5
55,0
60,0
27,0
38,0
47,0
56,0
63,5
70,0
33,5
45,5
57,0
66,0
75,5
82,5
44
55
69
80
90
100
П р и м е ч а н и е . Производительность узлоловителей первой величины составляет 0,5, а второй величины 0,75 от указанных в таблице
данных.
Узлоловители с высокочастотной вибрацией, называемые также
сортировками-узлоловителями, могут работать с высокой концентрацией массы, до 1,4—1,5%, и применяются также для очистки
целлюлозы. В бумажном производстве их чаще всего применяют
для очистки массы из сульфатной целлюлозы.
Селектифайеры. В последнее время для очистки бумажной
массы вместо узлоловителей стали применять селектифайеры, которые по существу являются проточными вертикальными сортировками, работающими под давлением.
На рис. 121 показан селектифайер Миами. Он состоит из цилиндрического неподвижного сита, закрытого кожухом, внутри которого вращаются две лопасти, имеющие в сечении каплеобразную
форму. Они создают пульсацию массы и очищают отверстия сита
от забивания волокном, не вызывая износа сита трением. Бумажная масса подается внутрь сортировки по трубе сверху под давлением, проходит через круглые отверстия сита диаметром 1,4—
1,6 мм и отводится из сортировки по массопроводу, расположенному сбоку. Легкие отходы, не прошедшие отверстия сита, выбрасываются тангенциально со дна сортировки по трубе через автоматически действующий клапан, переключающийся мотором через
определенные интервалы времени, величину которых можно регулировать. Более тяжелые загрязнения проваливаются в камеру,
откуда время от времени удаляются при помощи ручного клапана.
Легкие отходы обычно досортировывают на вибрационной сортировке Иенсена, после чего очищенную массу направляют в сборник подсеточных вод. Количество отходов не превышает 3,5%.
Селектифайер, диаметр и длина сита которого равны по 0,6 м,
потребляет 7—10 кет и имеет производительность (считая по готовой бумаге) 25—35 г в сутки. Обычно аппарат работает при разности давлений на входе и на выходе около 0,35 кгс/см2.
302
Селектифайер Миами (диаметром и высотой сита по 0,9 м)
имеет производительность до 100 т в сутки, мощность двигателя
равна 25 кет. Он применяется также для сортирования древесной
массы и целлюлозы.
£ис. 121. Селектифайер (боковой разрез):
/ — поступление массы; 2 ~ сортирующее сито, 3 —кожух очистителя, 4 — выход
очищенной массы; 5 —выход отходов, б —лопасти крыльчатки, очищающие сито,
7 —клапан для удаления легких отходов, 8 — электродвигатель клапана, 9 — ка
мера для удаления тяжелых отходов, 10 — электродвигатель крыльчатки
Достоинства этого аппарата: компактность, надежность в работе, хороший отвод загрязнений, диспергирование массы, отсутствие в ней сгустков и отсутствие спрысков для очистки сит. Последнее обстоятельство позволяет уменьшить потребление свежей
воды, повысить использование оборотных вод, сократить потери
волокна и повысить температуру -бумажной массы, что облегчает
ее обезвоживание на сетке бумагоделательной машины.
303
Центрискрин. Аппарат центрискрин (рис. 122) является развитием конструкции селектифайера. Он отличается от первоначальной конструкции селектифайера тем, что обладает двумя ситами,
расположенными концентрично, в пространство между которыми
и вводится подлежащая очистке масса. Сита очищаются двумя
парами лопастей такого же типа, как и в обычной конструкции селектифайера, вращающихся от одного электродвигателя.* Масса
подводится сверху по трубе,
расположенной тангенциально
к аппарату, а очищенная масса выводится по трубе, расположенной в его нижней части.
Легкие отходы в количестве
4—5% от общего потока выводятся из аппарата непрерывно
втдвд
по узкой трубе непосредствен'массы
но из средней части межситового пространства, а тяжелые
загрязнения — из нижней части аппарата через специальный трубопровод. Концентрация отходов выше, чем основной массы, а степень помола
ниже.
Поскольку площадь сортирования в центрискрине по сравнению с этим параметром у
обычного селектифайера увеличена вдвое, то и производительность его также соответственно выше. Центрискрин с
диаметром сит 610 и 915 мм
и длиной 610 мм имеет производительность 70—100 т в сутРис. 122. Центрискрин
ки (по бумаге). Мощность двигателя 22 кет, число оборотов
лопастей 300 в минуту. Потеря напора массы в аппарате составляет
0,4 KZCJMZ.
Работа узлоловителей и их обслуживание. Исправная работа
узлоловителей имеет большое значение для успешной работы бумагоделательной машины, поэтому обслуживанию узлоловителей
следует уделять большое внимание. Необходим постоянный контроль за состоянием цилиндра, трясочного механизма, бандажей
и чистотой ванны.
Работа трясочного механизма имеет большое значение для пропускной способности узлоловителя. При нарушении работы трясочного механизма, уменьшении размаха или частоты тряски пропускная способность узлоловителя снижается, что приводит к затопле304
нию цилиндра и нарушению работы бумагоделательной машины.
Важный фактор в работе узлоловителей — состояние рабочей
поверхности цилиндра и его прорезей. Последние должны поддерживаться в постоянной чистоте Для этого необходима исправная
работа спрысков, промывающих цилиндр узлоловителя. Плохая
очистка цилиндра может привести к попаданию застрявшего в прорезях сора в массу и загрязнению бумаги. Как указывалось выше,
полезно отводить часть массы из ванны узлоловителей второго
типа на вторую ступень сортирования. При сильном забивании
прорезей цилиндра сором и волокном приходится иногда прибегать
к прочистке прорезей тонкими лезвиями из листового железа. Эта
работа может быть выполнена только во время ремонта бумагоделательной машины. Проводить ее нужно осторожно, чтобы не
повредить перемычек между прорезями и не расширить их Для
облегчения механической прочистки прорезей узлоловителей иногда прибегают к предварительному прогреву сортировальных плит
цилиндра пламенем паяльной лампы с целью обугливания застрявших в прорезях органических загрязнений.
Не менее важным фактором в работе узлоловителей второго
типа является работа бандажей Как известно, назначение бандажей заключается в том, чтобы закрыть щель между неподвижной станиной и вращающимся цилиндром узлоловителя и предотвратить попадание несортированной массы через имеющийся зазор
внутрь барабана. Бандажи обычно изготовляют из медной ленты,
к которой с внутренней стороны прикрепляют сукно. Один конец
этой ленты закрепляют в верхней части горловины узлоловителя
болтом, а другой конец затягивают при помощи натяжного винта
или грузов через блок. Бандажная лента находится в выточке подвижной горловины и неподвижной станины, которые должны быть
выполнены из бронзы или нержавеющей стали и хорошо отшлифованы, чтобы бандаж лежал плотно, меньше изнашивался и не
пропускал массу.
Плохое состояние бандажей и выточек, в которых они лежат,
приводит к тому, что масса набивается под бандажи и закатывается в комочки, образуя так называемые закатыши. Последние
попадают в бумажную массу и создают брак в бумаге в виде
комков и давленных пятен, а иногда и способствуют обрыву бумажного полотна на сетке и прессах.
Для успешной работы бандажей необходимо, чтобы горловины
цилиндра узлоловителя были точно центрированы по отношению
к неподвижным горловинам и зазор между ними не был слишком
узким или слишком широким (нормальный зазор 3—5 мм). Неравномерный по ширине зазор получается из-за перекоса цилиндра
или горловины.
Следует периодически тщательно промывать ванну узлоловителя. При каждом прекращении работы бумагоделательной машины рекомендуется спускать массу из ванны и споласкивать
ванну водой из шланга.
11
С Н Иванов
30*5
большое значение для нормальной работы селектифайеров и
центрискринов имеет правильная установка лопастей крыльчатки
относительно сита и отсутствие вибрации крыльчатки, так как
слишком малый зазор между лопастью и ситом, а также вибрация крыльчатки могут служить причиной повреждения сит. Нормальный зазор между лопастью крыльчатки и ситом следует считать равным 1 мм. Другой причиной повреждения сит может
служить попадание в аппарат случайных твердых предметов: металлических гаек, болтов и др., а также камней, кусков бетона,
штукатурки и даже крупной щепы из неотсортированной древесной
массы (Б случае повреждения сит на древесномассном заводе).
Поэтому перед поступлением бумажной массы на селектифайеры
и центрискрины ее целесообразно пропускать через аппараты центробежного действия или хотя бы через магнитные сепараторы для
отделения случайных металлических частей.
Деаэрация массы перед отливом
К большим затруднениям при отливе бумаги, особенно на высокоскоростных машинах, приводят пена и пузырьки воздуха, находящиеся в массе. Исследования показали, что в бумажной массе
перед напорным ящиком может содержаться от 1 до 5% (по
объему) воздуха. Пузырьки воздуха затрудняют обезвоживание,
способствуют образованию дефектов в бумаге в виде просвечивающих пятен, ухудшают просвет и делают бумагу менее однородной. Пена способствует образованию сгустков, которые, попадая
на сетку, образуют пятна и дыры в бумажном полотне, а иногда
приводят и к его обрыву.
Увлечению воздуха и растворению его в массе способствуют:
интенсивное перемешивание и бурление массы, низкая температура и повышенное давление в потоках массы перед отливом,
а также засос воздуха и смешение его с массой под давлением
в трубопроводах из-за неисправного состояния сальниковых уплотнений массных насосов и конических мельниц.
Причиной пенообразования является выделение растворенного
и механически увлеченного массой воздуха, а также наличие
в массе поверхностно-активных веществ, адсорбирующихся на поверхности пленки, окружающей пузырек воздуха, и стабилизирующих пену. Такими пенообразователями служат соли жирных и
смоляных кислот, обычно всегда присутствующие в бумажной
массе как в самом целлюлозном волокне, так и в проклеивающих
веществах. Стабилизации пены способствуют также и тонкодисперсные твердые вещества, концентрирующиеся вокруг пузырьков
воздуха, всегда в изобилии имеющиеся в бумажной массе: каолин
и другие минеральные пигменты, частицы различных проклеивающих веществ (смолы, казеина, крахмала и др.), красители, флокулы гидроокиси алюминия и волокнистая мелочь Усиливают
пенообразование лигносульфонаты, оставшиеся в сульфитной цел306
люлозе вследствие плохой ее промывки, остатки щелочи в сульфатной целлюлозе и остатки белильных растворов.
Чистая жидкость с газом не дает пены, так как отсутствуют пенообразующее вещество и стабилизатор пены. Поверхностно-активные вещества увеличивают концентрацию растворенного вещества на поверхности раздела раствора с газом и тем самым способствуют устойчивости пленки, окружающей пузырек газа. Пена
адсорбирует красящие пигменты, наполнители и проклеивающие
вещества и способствует образованию сгустков.
Для борьбы с пеной и пузырьками воздуха в массе применяют
различные методы: механическое разбивание пены в желобах и
напорных ящиках вибрирующими или вращающимися водяными
спрысками; механическое глушение пены и пузырьков воздуха паром из паровых спрысков, устанавливаемых непосредственно над
сеткой бумагоделательной машины, а также коллоидно-химические методы пеногашения посредством добавок в массу поверхностно-активных веществ, которые вытесняют пенообразующие вещества с поверхности пленки.
В качестве веществ для борьбы с пенообразованием применяют
углеводороды, высшие спирты, некоторые жирные кислоты, их
мыла и эфиры, органические фосфаты и силиконы. Среди них находят широкое применение: керосин, льняное и сосновое масло
октиловый спирт (диэтилгексанол), диизобутилкарбинол, амиловый и каприловый спирты. Некоторые зарубежные фирмы выпускают в продажу сложные смеси антивспенивателей под разными
торговыми наименованиями. Расход их составляет, по данным
Дж. Свенсона, 0,2—0,5 кг на тонну бумаги [4]. Антивспенивателг
рекомендуется вводить в бумажную массу в местах образования
пены и лучше малыми порциями одновременно в несколько точек
Все эти способы борьбы с пеной и пузырьками воздуха в массе
недостаточно эффективны и могут лишь снизить затруднения, ж
не устранить их. И если еще можно разрушить пену с поверхности
массы, то всеми этими способами нельзя устранить пузырьков воз
духа, присутствующих в массе. Пузырьки воздуха уменьшают скорость обезвоживания массы и понижают качество бумаги, снижав
объемный вес, ухудшая просвет, гладкость и даже механическук
прочность бумаги.
Применение водяных спрысков для уничтожения пены приво
дит к большому расходу свежей воды, вследствие чего снижаете*
степень использования оборотной воды и увеличиваются промок
волокна. Холодная спрысковая вода в зимнее время охлаждае'
массу и ухудшает ее обезвоживание на сетке бумагоделательное
машины. По этой причине приходится иногда снижать скорост]
машины и уменьшать выработку бумаги
Задача удаления воздуха из массы решается применением спе
циальных установок для ее деаэрации, так называемых декулато
ров, устанавливаемых между узлоловителями и напорным ящикоъ
бумагоделательной машины.
И*
зо
Установка состоит из приемника (ресивера, в котором поддерживается очень высокий вакуум, 650—725 мм рт. ст.), парового
эжектора, конденсатора и вакуум-насоса. Масса впрыскивается
в приемник через специальные насадки, которые вращают массу
с большой скоростью и отбрасывают ее на поверхность отражателей, что способствует тонкому диспергированию массы и выделению из нее воздуха. В приемнике поддерживается постоянный уровень массы.
Процесс деаэрации {разрежение, температура и уровень жидкости в приемвике) контролируется автоматически.
Для декулатора быстроходной газетной машины требуется
вакуум-насос
мощностью 22 кет. Расход пара составляет 0,45 т в час при давлении 7 кгс/см2.
Для перекачки бумажной массы в напорный ящик необходим специальный
васос с большой высотой всасывания
вследствие высокого разрежения в приемнике [5]. Декулатор располагают у напорного ящика, а находящийся под заливом насос — в первом этаже. Схема
установки показана на рис. 123.
Рис. 123. Схема установки декулатора:
/—узлоловитель; 2 — сборник массы, 3 —
насос; 4 — ресивер декулатора; 5 —напорный ящик; £—паровой эжектор; 7 — вакуум-насос; 8 — конденсатор
Рис.
124.
Вакуумный
вихревой очиститель:
/ — поступление массы; 2 —
выход очищенной массы; 3~
выброс отходов; 4 — к вакуум-насосу
Первая установка такого рода была пущена в работу на одной
из быстроходных газетных машин в конце 1950 г. в Канаде. С тех
пор подобные установки стали применяться на многих машинах,
вырабатывающих газетную, писчую и бумагу для печати.
При использовании декулатора количество воздуха в массе
снижается почти до нуля, ликвидируются пена и сгустки в бумажной массе. Водяные и паровые пеноразбиватели становятся ненужными. Гладкость, объемный вес и просвет бумаги значительно
улучшаются. Сокращаются холостые пробеги машины из-за сгуст308
ков и пены. Скорость обезвоживания бумажной массы увеличивается на 10—30%.
Разработана также конструкция вакуумного вихревого очистителя форвак, который удаляет не только сор, но и воздух из бумажной массы [6].
Исследования работы вихревого очистителя показали, что
в центральной части трубы между движущимися по спирали потоками массы скапливается воздух, который можно удалить, соединив это пространство трубы очистителя трубкой, присоединенной
к вакуум-насосу. Конструкция такого вакуумного вихревого очистителя показана на рис. 124 и особых пояснений не требует.
Рис. 125. Схема установки декулатора-клинера:
/ — сборник неочищенной массы; 2 — насос первой ступени; 3 — ресивер декулатора; 4 —
насос для передачи массы в напорный ящик; 5 —напорный яхцик; 6 — центриклинеры первой ступени; 7 —сборник отходов после первой ступени очистки; 8 — насос второй ступени;
9 ~ центриклинеры второй ступени; 10 — насос третьей ступени; 11 — центриклинеры третьей
ступени; 12 — в сток; IS— к вакуум-насосу; 14 — вода
Очистка бумажной массы от сора и воздуха вакуумными вихревыми очистителями производится обычно в две ступени. Установка
этих аппаратов проста, но менее эффективна, чем установка декулаторов или декулаторов-клинеров.
В комбинированной установке декулатора и центриклинеров,
названной декулатором-клинером, центриклинеры первой ступени
очистки располагаются непосредственно над ресивером декулатора, и очищенная масса после них впрыскивается в воздушное
пространство ресивера на отражатели, подвергается воздействию
вакуума и далее, как обычно, подается насосом в напорный ящик
бумагоделательной машины. Центриклинеры второй и третьей
ступеней стоят отдельно и сортируют отходы после первой ступени
очистки. Очищенная на них масса направляется на первую ступень
сортирования, а отходы после третьей ступени сортирования сбрасываются в сток. Схема такой установки показана на рис. 125.
Сочетание" декулатора и центриклинеров в одной установке
дает следующие преимущества: меньшую площадь для установки,
Ж
сокращение длины трубопроводов, экономию энергии, так как отпадает лишняя перекачка массы в ресивер декулатора, а давление
массы на вводе в очистители снижается на величину вакуума
в ресивере, отпадает необходимость в разбрызгивающих насадках,
упрощается эксплуатация.
Глава IX
ВЫПУСК МАССЫ НА СЕТКУ И НАПОРНЫЕ УСТРОЙСТВА
Общие сведения
После очистки разбавленная волокнистая суспензия подводится
к напорному устройству и с помощью последнего равномерным
потоком выпускается на движущуюся бесконечную сетку, где происходит формование бумажного полотна и удаление из него воды.
От этой операции зависит успешная работа бумагоделательной
машины и качество вырабатываемой бумаги: ее структура, однородность по толщине и весу квадратного метра и ряд других
свойств.
Если раньше, когда скорости бумагоделательных машин были
невелики, а вырабатываемое на них бумажное полотно сравнительно узко, процесс подвода бумажной массы к сеточному столу
и выпуска массы на сетку однородным потоком не представлял
особой сложности, то теперь, при скорости бумагоделательных машин, достигающей 1000 м/мин, и ширине 7—8 м, этот процесс
представляет весьма сложную проблему. Можно утверждать, что
достижение современных скоростей бумагоделательных машин
стало возможно только благодаря непрерывному совершенствованию напорных устройств.
Основные задачи устройств для выпуска бумажной массы на
сетку заключаются в том, чтобы расширить поток разбавленной
бумажной массы, подводимой к бумагоделательной машине, до рабочей ширины машины, сделать его однородным по концентрации,
устранить турбулентное движение, завихрения в потоке и флокуляцию волокон и выпустить массу на движущуюся сетку со скоростью, близкой к скорости ее движения, придав выходящей на
сетку струе массы оптимальный угол встречи с сеткой и обеспечив
равномерность скоростей во всех точках потока по ширине машины и отсутствие поперечных струй в этом потоке. Эти задачи
решаются надлежащей конструкцией подводящих массу систем —
потокораспределителей и напорных устройств.
Подвод массы к напорному устройству
Расширение потока волокнистой суспензии после ее очистки и
разбавления, выравнивание потока по концентрации и подвод
массы к напорному устройству с равномерной скоростью по всему
310
сечению потока без завихрений и турбулентности обеспечиваются
потокораспределителями различной конструкции, На старых и узких машинах масса от узлоловителей к напорному устройству
обычно подводилась с помощью деревянного или железобетонного
Рис. 126. Открытый напорный ящик:
/ — напорный ящик; 2 — распределительный ящик; 3 ~ перфорированный валик, 4 —
выпускная щель; 5 —винт для местного регулирования выпускной щели; б —механизм общего подъема верхней линейки и регулирования напора; 7 — соединительный фартук
ящика с одной или тремя вертикальными перегородками, огибая
которые масса перемешивалась, выравнивалась по концентрации и
поступала к напорному устройству широким потоком. Устройство
такого ящика показано на рис. 126. На современных машинах ставятся более совершенные потокораспределители, изготовляемые из
металла. К их числу относятся: конический распределитель потока,
разветвленный трубопровод, поперечный распределитель потока
311
с двумя встречными клиновидными камерами и многотрубный потокораспределитель (рис. 127).
Конический распределитель потока представляет собой конической формы диффузор, постепенно расширяющийся от ширины
массопровода до ширины машины. При этом на малых бумагоделательных машинах бывает достаточно иметь лишь один ход, а на
широких машинах приходится, как показано это на рис. 127, вы-
з
?
А
Рис. 127. Схемы потокораспределителей:
Л — конический; Б — разветвленный трубопровод; В — поперечный- Г — многотрубный; / — план; 2—поперечный разрез; 3 — вид сзади
поднять распределитель трехходовым. К. недостатку этого распределителя следует отнести его громоздкость.
Потокораспределитель в виде разветвленного трубопровода при
кажущейся простоте устройства имеет недостатки: в нем возникает турбулентное движение массы, а также образуются отложения, трудно поддающиеся удалению при промывке.
Поперечный потокораспределитель представляет собой небольшой ящик, разделенный диагональными перегородками на две
клиновидные камеры и камеру смешения, в которой встречаются
и смешиваются два потока массы, подаваемые насосом по двум
трубопроводам с обеих сторон ящика. Смешанную массу равномерным потоком через щелевое отверстие направляют вверх к напорному ящику. Эта конструкция потокораспределителя весьма
312
компактна, занимает мало места и довольно широко применяется
на современных машинах.
Наибольшее применение в последнее время получила конструкция многотрубного потокораспределителя с параллельным расположением труб, по которым волокнистая суспензия подается от
подводящего трубопровода с одной стороны или с двух сторон
к коллектору напорного ящика. Для достижения равномерной
скорости течения массы по всем параллельным трубам потокораспределителя и получения равномерного давления массы во всех
точках подводящего массопровода последнему придается постепенное сужение по ходу, а часть избыточной массы, около 5% от
общего потока, отводится через регулируемую задвижку в подсеточную ванну, либо по обводному трубопроводу во всасывающий
патрубок смесительного насоса. Таким образом осуществляется
рециркуляция массы.
Выпуск массы на сетку бумагоделательной машины
Выпуск бумажной массы на сетку машины осуществляется напорными устройствами разного типа: подпорными линейками, открытыми и закрытыми напорными ящиками. Назначение этих
устройств заключается в том, чтобы хорошо перемешанную и диспергированную массу без водоворотов и перекрестных струй подвести к выпускной щели и выпустить на сетку со скоростью, приближающейся к скорости сетки.
Напорное устройство должно обеспечивать регулирование толщины слоя массы, вытекающего на сетку, по всей ширине машины,
а также регулирование ширины выпускной щели и, следовательно,
напора, от которого зависит скорость истечения массы.
Между скоростью истечения массы о м и напором существует
зависимость
MIMUH,
(70)
g— ускорение силы тяжести, м/сек2;
h~—высота напора массы перед выпускной щелью, м (считается до середины щели);
[х — коэффициент истечения.
Коэффициент истечения зависит от формы выпускной щели и
от распределительных элементов перед щелью. Так, для обычных
линеек с вертикальной подпорной стенкой этот коэффициент находится в пределах 0,6—0,7, для напорных ящиков с конической
выпускной губой 0,9—0,95, а с комбинированной выпускной губой
(конической формы с вертикальной передвижной верхней стенкой) 0,7—0,8 [1,2].
Скорость истечения бумажной массы при выходе на сетку
должна быть равна или немного меньше скорости движения сетки
где
313
Считают, что наиболее удовлетворительное формование бумаги
происходит при коэффициенте отставания скорости массы от скорости сетки в пределах 0,90—0,95. При более значительном отставании просвет бумаги ухудшается и увеличивается продольная
ориентация волокон, что вызывает повышение прочности бумаги
в продольном направлении. Подобный метод работы применяют
при выработке бумаги для прядения. При увеличении скорости
истечения массы выше скорости сетки просвет бумаги также ухудшается, но при_зтом повышается прочность бумаги в поперечном
направлении листа.
Большое значение для формования бумажного листа имеет
угол, под которым струя, вытекая из выпускной щели, ложится на
сетку. Этот угол должен приближаться к нулю, а встреча струи
с сеткой должна происходить за вертикальной линией, проходящей
через центр грудного вала. Лучше всего, если струя ложится над
кромкой формующей доски, расположенной сразу же за грудным
валом. В этом случае она ложится на сетку более ровно, без
брызг.
Обычно при работе на очень низких скоростях наблюдается некоторое опережение потока массы, а при работе на высоких скоростях — отставание массы от сетки. Это объясняется тем, что при
работе на низких скоростях требуется очень малый напор. При
нем трудно получить устойчивый режим работы машины, поэтому
лучше работать с несколько большим напором.
Скорость сетки всегда меньше скорости сушильной части бумагоделательной машины или скорости бумажной ленты на накате
из-за вытяжки мокрого бумажного полотна в мокрой части машины. В зависимости от вида бумаги и типа бумагоделательной
машины отставание скорости сетки от скорости бумаги на накате
составляет от 5 до 15%, т. е. коэффициент отставания скорости
сетки от скорости бумагоделательной машины (по накату) составляет 0,85—'0,95. Поэтому при расчете требуемого напора массы
для данной скорости машины необходимо учитывать этот коэффициент. Если обозначить через Кс — коэффициент отставания скорости сетки от скорости бумаги на накате, а через К-м — коэффициент отставания массы от сетки, то можно написать
= KcKMv = 60[j. у 2gh
MIMUH,
(71)
где и ы — скорость массы,
v — скорость бумажной ленты на накате, м/мин.
Зависимость между напором и скоростью бумагоделательной
машины, подсчитанная по этой формуле для разных скоростей,
представлена на рис. 128.
Из приведенной формулы и графика видно, что напор массы
растет гораздо быстрее, чем скорость бумагоделательной машины,
и при скорости машины, например, 600 м/мин требуется напор
4,5 м, а при скорости машины 1000 м/миц — около 12 м. Из этих
314
данных видно также, что обыкновенные линейки могут обеспечивать нормальную работу бумагоделательной машины при горизонтальном сеточном столе только на скоростях, не превышающих
100—120 м/мин. Работа па более высоких скоростях с линейками
возможна только при наличии уклона сеточного стола, благодаря
чему масса приобретает дополнительное ускорение.
Напорные ящики открытого типа применялись ранее при скорости бумагоделательной машины, не превышающей 400 и
450 м/мин, однако при таких скоростях машины напорный ящик
открытого типа получается весьма громоздким В последнее время
все шире начинают применяться напорные ящики закрытого типа, даже
На машинах, работающих при сравнительно невысоких скоростях, вытесняя
ящики открытого типа. В этих напорных ящиках требуемый напор массы достигается либо за счет гидродинамического
напора,
создаваемого
массным насосом, либо давлением
воздуха над массой, создаваемым
компрессором.
Регулирование веса и толщины
бумаги по ширине сетки
WB Ш 300 W0 500600100 SO0WO
Скорость бумагоделательной.
Регулирование толщины листа по
машины, м/мин
ширине сетки, или, вернее, равномерное распределение волокнистой массы Рис. 128 Зависимость между
по ее ширине выполняется путем мест- напором массы и скоростью
машины
ного воздействия на выпускную щель,
т. е. ее сужения или расширения в том
месте, где волокнистая масса выходит в большем или соответственно меньшем количестве. При этом общее сечение всей выпускной щели практически не изменяется, как и общий вес 1 м2 всего
бумажного полотна.
О неравномерности выхода массы из напорного устройства
можно судить по весу X м2 бумаги, который периодически проверяют по всей ширине бумажного полотна, а также визуально, по
зеркалу залива массы на сетке.
Полагать, что при помощи напорных устройств можно регулировать вес 1 м2 и толщину всего полотна бумаги, неправильно".
Какое же значение имеет ширина выпускной щели напорного
устройства и что произойдет, если, например, увеличить ширину
щели одновременно по всей ширине сетки? Ширина выпускной
щели при неизменном потоке массы, поступающем на машину,
обусловливает напор массы. Таким образом, напор есть функция
ширины или площади сечения выпускной щели. Поэтому, если увеличить ширину щели, то напор снизится и одновременно уменьшится
315
скорость вытекания массы на сетку машины. При этом, несмотря на увеличение сечения выпускной щели, количество вытекающей массы останется неизменным. Если уменьшить ширину
выпускной щели, то напор массы повысится и увеличится скорость
истечения массы. Количество же поступающей на сетку массы
останется неизменным.
Сказанное выше справедливо для установившегося режима работы напорного ящика. В переходный период, пока новый напор
еще не установился, вес 1 ж2 бумаги временно изменится.
Ширина выпускной щели зависит также от объема протекающей через нее массы. Чем больше массы надо выпустить на сетку
при данной высоте напора, тем большей должна быть ширина
щели. Таким образом, ширину выпускной щели напорного устройства увеличивают с повышением степени разбавления массы при
неизменном напоре.
Ширину выпускной щели а напорного ящика можно определить, если известны количество массы, поступающей на сетку, Q,
скорость вытекания массы vM и длина щели I. Тогда
Q = 1аьм\х = /а^360 \/~2gh .
(72)
Откуда
£ = .
(73)
Так как 60 /[i2]/2g величина постоянная, то обозначим ее через С и представим формулу (73) в следующем виде:
£
CVh
<74)
Из этого выражения видно, что ширина выпускной щели
обратно пропорциональна корню квадратному из высоты напора
и прямо пропорциональна количеству протекающей через щель
массы (по объему).Поэтому при переходе на новый режим отлива,
например на работу при большей степени разбавления бумажной
массы при сохранении прежней скорости машины, необходимо одновременно увеличить ширину выпускной щели, а при уменьшении
степени разбавления, наоборот, уменьшить ширину щели с таким
расчетом, чтобы величина напора сохранилась.
Напорные устройства
Подпорные линейки
Подпорные линейки, устанавливаемые над сеткой сразу же за
грудным валом, — наиболее старый тип напорного устройства.
Обычно устанавливают две-три линейки, из которых первые задерживают лишь пену, а последняя по ходу массы является контрольной. Между нижней кромкой этой линейки и плоскостью
316
Сетки образуется выпускная щель, ширину которой можно регулировать поднятием и опусканием линейки. Для создания необходимого напора между грудной доской и последней линейкой пропускается резиновое полотно — фартук, лежащий на сетке и образующий как бы дно напорного ящика, ограниченного с боков
неподвижными стенками, а со стороны выхода массы на сетку —
подпорной линейкой с выпускной щелью.
Подпорные линейки изготовляют обычно из тонких латунных
пластин шириной 120—200 мм. Вполне естественно, что они не могут обеспечить большого напора массы, необходимого при скорости бумагоделательной машины свыше 120—150 м/мин. Ввиду
того, что каждая линейка изготовлена из двух или трех частей,
скрепленных зажимными винтами, изменение ширины выпускной
щели возможно только в трех или четырех точках, что затрудняет
регулирование потока бумажной массы по ширине сетки. Из-за
этих недостатков подпорные линейки указанной конструкции на
новых машинах теперь больше не ставят.
Лучшей конструкцией обладает наклонная подпорная линейка,
устанавливаемая непосредственно над сеткой вместо обычной контрольной линейки. Нижней линейки, как в напорном ящике, здесь
нет, и выпускная щель образуется между линейкой и сеткой {или
фартуком). Наклонная линейка крепится к массивной трубе
форматной коляски и имеет ряд винтов с маховичками, при помощи которых можно регулировать выпускную щель по всей ширине сетки, как и в напорных ящиках.
Напорные ящики открытого типа
В 1911 г. были сконструированы ящики высокого напора массы,
которые позволили повысить скорость бумагоделательных машин.
В настоящее время выпущено большое количество разнообразных конструкций ящиков высокого напора. Их можно разделить
на два главных типа: напорные ящики открытого и закрытого
типа. Последние в свою очередь можно разделить на ящики с воздушной подушкой и без нее
Открытый напорный ящик представляет собой (см. рис. 126)
массивный чугунный ящик / с наружными ребрами жесткости
(для прочности), в нижней части которого со стороны сетки находится выпускная щель 4, образуемая двумя латунными пластинами (линейками), из которых нижняя, горизонтальная, неподвижна, а верхняя, наклонная к первой под углом около 10—20°,
подвижная. Она закреплена шарнирно своим концом в боковой
стенке напорного ящика. Другой ее конец удерживается рядом
латунных винтов 5, закрепленных хомутами на эксцентриковом
поворотном валу, который снабжен зубчатой передачей и ручным
маховичком для поднятия и опускания верхней линейки. Обе линейки, называемые также выпускными губами, образуют между
собой выпускную щель для выхода массы, а массивный и доста317
точно высокий ящик обеспечивает необходимые напор и скорость
вытекания массы на сетку. Винты, удерживающие верхнюю линейку, расположены через каждые 150—200 мм и снабжены маховичками для местного подъема или опускания верхней линейки.
Таким образом, общая ширина выпускной щели, а следовательно,
напор и скорость вытекания массы устанавливаются поворотом
эксцентрикового вала маховичком, а местное регулирование ширины выпускной щели по ширине сетки осуществляется при помощи установочных винтов 5. Для лучшего диспергирования массы
перед выходом ее на сетку внутри ящика перед выпускной щелью
устанавливается небольшой перфорированный валик 3 диаметром
от 100 до 250 мм, вращающийся от небольшого двигателя.
При работе на малой скорости (ниже 70—80 м/мин) между
выпускной губой напорного ящика и сеткой ставится небольшой
резиновый фартук, чтобы предотвратить обратный сток массы по
грудному валу.
Описанная конструкция напорного ящика открытого типа является более -совершенной по сравнению с подпорными линейками.
Она позволяет регулировать напор массы в более широких пределах и обеспечивает более тонкую настройку выпускной щели по
ширине сетки. Однако напорный ящик открытого типа имеет и недостатки. Наиболее существенным из них является наличие перекрестных струй в потоке массы, выходящем на сетку. Такие струи
могут появляться из-за недостатков в работе потокораспределителя, неравномерной скорости поступления массы по ширине напорного ящика, неудачного выбора скорости вращения или площади живого сечения перфорированных валиков, места их установки и других дефектов в конструкции напорного ящика.
Одной из причин перекрестных струй в потоке массы, выходящей на сетку, может быть чрезмерная деформация верхней выпускной линейки, полученной при регулировании профиля бумажного полотна по ширине машины. Поэтому при местном регулировании выпускной щели не следует допускать отклонений от
среднего ее значения свыше 0,2 мм. Однако фактически эти отклонения часто бывают гораздо больше [2].
Раньше для устранения указанных перекрестных струй и выравнивания потока массы, выходящей на сетку машины, при выработке газетной бумаги практиковали установку в напорном ящике
перед выпускной щелью взамен перфорированного валика неподвижных пластинчатых распределителей, представляющих собой
батарею, собранную из тонких листов латуни или из нержавеющей стали толщиной около 1,5 мм с промежутками между пластинами 25—30 мм. Подобный пластинчатый распределитель хорошо
выравнивал поток массы, однако служил причиной образования
сгустков, так как длинные волокна задерживались и оседали на
кромках пластин, а затем отрывались от них и увлекались потоком массы, образуя пятна на бумаге. По этой причине неподвижные пластинчатые распределители указанного типа больше не при318
меняются. Вместо них стали устанавливать в подводящей расширительной камере напорного ящика продольные перегородки на
расстоянии 100—150 мм друг от друга. Кроме того, практикуют
также иногда установку гомогенизирующих валиков с насажденными на них короткими четырехлопастными крыльчатками [3].
Существуют три основных типа выпускной щели напорных
устройств: с выпускными линейками, расположенными друг относительно друга под небольшим углом (10—15°); с вертикальной
передней стенкой, которая образует выпускную щель с нижней
горизонтальной стенкой ящика под прямым углом, и комбинированная из первых двух типов (рис. 129).
В выпускной щели первого типа нижняя неподвижная линейка
обычно располагается горизонтально или под небольшим углом
к горизонту, верхняя же линейка закреплена шарнирно к стенке
напорного ящика, и другой конец
ее может перемещаться по вертикали. При этом изменяется ширина выпускной щели, а вместе
с тем изменяется и угол наклона
между выпускными линейками,
что следует отнести к недостатку
_. ,. п _
Р й С 1 2 Э Т и п ы ВЬШ СК ЫХ щ е л е и н а
этой конструкции
У »
сиии д.ин1лрулции.
порных устройствШ и р и н а ВЫПУСКНОЙ ЩеЛИ ВТО- t ^ с о п л о о б р а з н а я , 2 _ с вертикальной перОГО ТИПа регуЛИруеТСЯ Перемередней стенкой, 3- комбинированная
щением вертикальной линейки
в вертикальной плоскости.
Комбинированная выпускная щель отличается от первых двух
тем, что, имея форму выпускной насадки, как у щели первого
типа, т. е. суживающуюся под определенным углом, сохраняет ее
постоянной, так как верхняя стенка выпускной насадки неподвижна и представляет собой одно целое с корпусом напорного
ящика; величина выпускной щели регулируется вертикальной
линейкой, скользящей по торцовой части верхней стенки. Такая
конструкция сочетает достоинства обоих предыдущих типов выпускной щели: малую деформацию выпускной линейки при регулировке профиля бумаги по ширине машины и лучшие гидродинамические условия для выхода массы из напорного ящика.
С целью поддержания уровня массы в напорном ящике постоянным и удаления скапливающейся пены во многих конструкциях
напорных ящиков применяют устройство для небольшого постоянного перелива массы, обычно направляемой в подсеточную ванну.
У современных конструкций напорных устройств положение
выпускной щели относительно вертикальной оси грудного вала
может регулироваться и допускает перемещение ее как по горизонтали, так и по вертикали, позволяя устанавливать необходимый угол и место встречи выходящей из щели струи с сеткой бумагоделательной машины, что имеет большое значение для формования бумаги,
319
Напорные ящики закрытого типа
Напорные ящики закрытого типа могут быть с воздушной подушкой и без нее. Во втором случае бумажная масса вытекает из
выпускной щели под гидродинамическим напором, создаваемым
смесительным насосом; в первом же случае напор массы складывается из гидростатического напора массы в напорном ящике и
давления воздуха в воздушном пространстве над массой.
Рис. 130. Гидродинамический закрытый напорный
ящик
На рис. 130 показан закрытый напорный ящик без воздушной
подушки. Масса в него подается насосом через трехходовой конический распределитель потока, расположенный в первом этаже
бумажного зала. В напорном ящике масса при движении к выпускной щели перемешивается серией перфорированных валиков.
Необходимый напор массы здесь создается массным насосом, работающим с постоянным числом оборотов.
Напорный ящик этого типа, несмотря на свою компактность,
не получил широкого применения из-за ряда недостатков: он
весьма чувствителен к малейшим изменениям в работе массного
насоса, требует предварительной деаэрации массы перед отливом,
320
так как воздух в напорном ящике не выделяется из массы и выходит вместе с массой на сетку, кроме того, ящик мало доступен для
очистки [4].
На рис. 131 показан напорный ящик закрытого типа с воздушной подушкой. Масса подается в него насосом через многотрубный коллектор серией относительно коротких параллельных труб.
В напорном ящике поддерживается постоянный уровень массы,
Рис. 131. Закрытый напорный ящик с воздушной подушкой:
/ — многотрубный коллектор; 2 — корпус ящика с ребрами жесткости; 3 — воздушная подушка; 4 — водяной спрыск; 5 — перфорированный валик; 6 — механизм общего подъема и опускания верхней линейки; 7 —регулировочные винты; 8 — перелив
избытка суспензии
550 мм, с помощью регулируемой переливной перегородки,
а в верхнее пространство над массой непрерывно подается сжатый
воздух, избыток которого отводится через регулируемый клапан
в атмосферу. При этом давление воздуха воздушной подушки автоматически регулируется в заданных пределах. Регулятор уровня
массы в напорном ящике связан с массной задвижкой, установленной на обводной линии тонкой регулировки подачи массы на машину, и в случае изменения количества массы, переливаемой через перегородку, прикрывает или сильнее открывает ее, поддерживая уровень массы в напорном ящике строго постоянным. При
этом регулировка массной задвижки воздействует в основном
321
только на количество оборотной воды, забираемой насосом из подсеточной ванны, и на степень разбавления массы, сохраняя объем
ее постоянным и не изменяя практически веса квадратного метра
бумаги.
Общий напор массы здесь складывается из статического напора массы в напорном ящике и давления воздуха в воздушном
пространстве. Но так как статический напор массы здесь практически постоянен, то общий напор регулируется изменением давления в воздушном пространстве.
Следует, однако, иметь в виду, что если необходимо изменить
напор массы при сохранении веса бумаги и скорости машины постоянными, то следует соответственно и изменить ширину выпускной щели, так как ширина щели, напор и количество вытекающей
массы связаны между собой уравнением (74). Если изменить напор и оставить прежней ширину щели, то неизбежно изменится и
количество бумажной массы, выходящей на сетку.
Для поддержания волокон в дисперсном состоянии на всем
пути от приемного коллектора напорного ящика до выпускной
щели волокнистая суспензия подвергается перемешиванию с помощью перфорированных валиков, скорость вращения которых
можно регулировать. Живое сечение рубашки валиков выбирается
в пределах 35—52% [5].
Все внутренние части напорного ящика изготовляют из нержавеющей стали и полируют, чтобы волокна не собирались в сгустки.
Внутри ящика над уровнем жидкости помещают спрысковые
трубы для предотвращения образования пены и сгустков. Спрыски
эти однако становятся не нужными, если масса перед вводом в напорный ящик подвергается деаэрации в декулаторе.
Закрытые напорные ящики с воздушной подушкой могут быть
установлены как на сравнительно тихоходных, так и самых быстроходных бумагоделательных машинах. При работе на низких
скоростях в воздушном пространстве вместо давления можно создавать разрежение с помощью вакуум-насоса и тогда общий напор массы будет ниже статического напора массы на величину
разрежения в воздушном пространстве. Постоянство уровня массы
в напорном ящике позволяет эффективно диспергировать волокнистую суспензию с помощью перфорированных валиков и непрерывно удалять путем перелива через перегородку скапливающуюся пену. Этот тип напорного ящика обеспечивает стабильность
напора массы и отсутствие колебаний в широком диапазоне скоростей машины. Воздух, подаваемый в воздушное пространство,
не смешивается с массой и потому не вызывает каких-либо затруднений при обезвоживании и формовании бумаги.
При сравнительно небольшом объеме напорный ящик с воз-'
душной подушкой легко доступен для осмотра и очистки и работа:
его внутренних механизмов хорошо контролируется. Благодаря^
этим достоинствам такие закрытые напорные ящики широко при-i
меняются в промышленности,
322
Глава X
СЕТОЧНАЯ ЧАСТЬ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ
Общие сведения
Сеточный стол бумагоделательной машины (рис. 132) состоит
из регистровой части, иногда подвергаемой тряске, отсасывающих
ящиков и гауч-пресса. Разбавленная волокнистая суспензия непрерывным потоком вытекает на движущуюся бесконечную сетку.
На сеточном столе масса теряет большую часть содержащейся
в ней воды, превращаясь в бумажное полотно, которое при сухости
около 15—20% передается с сетки на сукно первого пресса для
дальнейшего уплотнения и механического обезвоживания прессованием. Сетка, обогнув нижний вал гауч-пресса, возвращается
к грудному валу. При обратном движении сетка, направляемая
несколькими сетковедущими валиками, промывается водой при
помощи водяных спрысков, и снова подходит к регистровой части
сеточного стола. Оборотная вода от регистровой части машины по
желобам и сливам отводится в сборник оборотной воды. Чтобы
предотвратить растекание жидкой массы по краям сетки, в начале
регистрового стола устанавливают ограничительные линейки. Для
обрезания неровных кромок сырого бумажного полотна перед
гауч-прессом имеются две краевые отсечки (водяные ножи) и одна
переводная, используемая для разрезания бумажного полотна при
заправке бумаги. Между отсасывающими ящиками над сеткой
иногда устанавливают легкий ровнительный валик (згутер), который применяется для улучшения просвета бумаги, уплотнения ее
структуры и нанесения водяных знаков.
У современных машин сеточный стол монтируется на фундаментных шинах горизонтально. У машин, вырабатывающих широкий ассортимент бумаги, сеточный стол иногда снабжают приспособлением для изменения величины уклона с целью создания лучших условий при отливе бумаги на различных скоростях. Когда
не было современных напорных ящиков, недостаточную скорость
вытекания массы компенсировали приданием уклона сетке. При
современных напорных устройствах у быстроходных машин надобность в уклоне сеточного стола отпала.
Для облегчения смены сеток сеточный стол при помощи специальных вспомогательных балок и привода (чаще всего ручного)
можно выдвигать на рабочую или приводную стороны. В новейших конструкциях машин сеточный стол при помощи специального
нажимного приспособления можно удерживать консольно на опорах, что позволяет надевать сетку, предварительно растянутую на
вспомогательном станке, методом надвигания.
Длина и ширина сеточного стола зависят от производительности и скорости бумагоделательной машины и вида вырабатываемой бумаги.
323
Длина сеток на разных
машинах может колебаться
от 12 до 54 м У машин средних скоростей, работающих
без вакуум-пересасывающего устройства, она- составляет обычно 25—30 м, у быстроходных машин с вакуумпересасывающим устройством 36—54 м, а у самосъемочных машин 12—18 м.
В первом случае длина сеточного стола
составляет
11,5—13,5 м, во втором 16—
23 ж, а в третьем только
5,5—8 м, так как отношение
между длиной сетки и длиной сеточного стола обычно
находится в пределах 2,15—
2,35.
Наиболее типичная ширина сетки для тихоходных
машин 2,5—3,6 ж, для машин
средних
скоростей
3,6—4,7 м и для быстроходных машин 4,7—7,2 м. В последнее
время появилась
тенденция повысить ширину бумагоделательных машин до 9—10 м
Площадь сеточного стола F определяется как произведение длины сеточного
стола L на его ширину В
F = LB.
(75)
За длину сеточного стола принимают расстояние
между центрами грудного и
нижнего (головного) вала
гауч-пресса, а за ширину —
условно необрезную ширину
бумаги на накате.
Удельный съем бумаги
2
с 1 ж сеточного стола в час
является важной характеристикой работы бумагоделательной машины В зависи324
мости от технического оснащения сеточного стола, скорости машины и вида вырабатываемой бумаги удельный съем бумаги с сеточного стола может колебаться в очень широких пределах, от 2—
5 кг при выработке тончайшей конденсаторной бумаги до 150 кг
и выше при выработке газетной, мешочной бумаги и крафт-лайнера.
Регистровая часть сеточного стола
Регистровая часть начинается от грудного вала и состоит из
регистровых валиков, расположенных в одной плоскости. Между
грудным валом и первым регистровым валиком обычно устанавливают формующую доску для устранения провисания сетки и улучшения формования. Между отдельными регистровыми валиками
Рис 133 Дефлекторы и опорные планки
формующая доска, 2 — опорная планка двойная;
дефлектор
3 — планка
одинарная. 4 —
на быстроходных машинах также для устранения провисания
сетки и заброса воды центробежной силой на соседний валик ставятся небольшие опорные планки и дефлекторы (рис. 133).
В этой части сеточного стола происходит формование бумажного полотна из разбавленной волокнистой суспензии и удаление
из нее большей части воды под влиянием свободного отекания и
отсасывающего действия регистровых валиков.
Регистровые валики для небольших машин изготовляют из латунных и алюминиевых, а для больших машин из стальных труб,
которые покрывают слоем меди или резины. Диаметр регистровых
валиков зависит от ширины машины и находится в пределах от
80 до 400 мм.
Ориентировочно диаметр регистрового валика может быть подсчитан по эмпирической формуле
(76)
где D — диаметр валика, мм;
k — коэффициент, равный 0,047;
s — ширина сетки, мм.
325
Длина регистрового валика обычно больше ширины сетки На
130— 150 лш.
Регистровые валики должны обладать достаточной прочностью,
чтобы прогиб от их собственного веса не превышал Vsooo, и хорошо отбалансированы. Плохо отбалансированный регистровый
валик бьет и подбрасывает массу на сетке, что недопустимо, так
как нарушается процесс формования бумажного листа.
Количество регистровых валиков зависит от длины сеточногоч
стола и диаметра валиков.
Регистровые валики снабжены шариковыми подшипниками, KG
торые установлены в гнездах, расположенных на регистровых бал-3
ках, снабженных приспособлениям^
для установки валика по высоте
а иногда и по горизонтали.
Обе регистровые балки, на
рых устанавливают и подшипникиэ
грудного вала, прямоугольного сече-.:
ния, изготовляются из стали и обтя^>
гиваются листовой медью или нерж<и|
веющей сталью для защиты от коррозии.
Регистровые валики поддерживаю!
сетку и способствуют обезвоживани|
Рис.
134
Схема отсасываюбумажной массы на сеточном столе!
щего действия
регистрового
На свободных участках сетки шеЩ
валика
жду регистровыми валиками, за ис-1
Н — слой массы над сеткой, h —
слой воды под сеткой, удерживаеключением лишь первой части сеточ^
мый силами поверхностного натяжения w — зона отсоса
ного стола, вода почти не удаляется,!
так как ее поверхностное натяжен*
под сеткой достаточно велико и противодействует силе тяжести
и напору массы над сеткой. Вода стекает лишь на участке регистр
рового валика между точками А я В (рис. 134), когда сетка вхд-С
дит в соприкосновение с поверхностью регистрового валик!
в пункте А.
Благодаря смачиванию и силам сцепления воды с поверхно]Р
стью регистрового валика, а также кинетической энергии вращё-^
ния валика и движения сетки происходит всасывание воды в кар|
мане ABC. В некоторой точке В всасывающее действие валш43
прекращается, так как подвод воды из слоя массы на сетке
зывается недостаточным, чтобы заполнить карман водой.
По данным Риста [1] и Беннета [2], отсасывающее действие ре-'З
гистрового валика Р определяется по формуле
i
(77)|
где
326
v — скорость движения сетки, или окружная скорость ва,-;
лика, см/сек;
J
Р — плотность воды, кгс - сек2/см4;
Т — поверхностное натяжение воды, кгс/см;
h — высота слоя массы над регистровым валиком, см;
г — радиус валика, см;
g — ускорение силы тяжести, см/сек2.
Первый член этой формулы свидетельствует о значении кинетической энергии движения сетки и валика. Второй член формулы
характеризует значение сил поверхностного натяжения воды и
третий член — значение гидростатических сил над сеткой и под
сеткой.
При высокой скорости бумагоделательной машины первая
часть уравнения имеет преобладающее значение по сравнению
с двумя остальными, которыми можно пренебречь, и тогда уравнение можно упростить следующим образом:
р = С -&-кгс/см*,
(78)
где С — коэффициент пропорциональности, равный 1,0—1,4.
Количество воды, удаляемой в расчете на единицу длины регистрового валика, определяют по формуле
W
=
А ^
м3/сек,
где А — коэффициент, равный, по Ристу и Гендри, 0,125, а по
Тейлору — 0,295 [3];
R — коэффициент сопротивления массы обезвоживанию, зависящий от вида массы, толщины волокнистого слоя и
степени его уплотнения.
Учитывая значительные расхождения в оценке разными исследователями коэффициента А в формуле [4] и несовпадение полученных экспериментальных данных с расчетными, количество удаляемой воды на регистровом валике предлагают определять более
просто, по уравнению
2
3
W = Kv r м /сек,
(79)
где К — константа, зависящая от плотности волокнистого слоя на
сетке и его сопротивления обезвоживанию.
Из этого уравнения видно, что обезвоживание на регистровом
валике растет пропорционально квадрату скорости сетки и радиусу валика. Эта формула подтверждается экспериментальными
данными П. Риста и Г. Бурхарда.
Наблюдения показали, что на тихоходных машинах при скоростях ниже 60 м/мин вода на регистровых валиках удаляется
главным образом под влиянием напора массы над сеткой и силы
тяжести, при этом вода стекает с передней стороны валика, который действует как шабер, а при больших скоростях — под влиянием отсасывающего действия регистровых валиков, которое возрастает с увеличением скорости машины и может достигать очень
высоких значений, Замеры разрежения в отсасывающем клине
327
регистровых валиков с помощью пьезоэлектрического датчика показали, что уже при скорости машины 540 м/мин разрежение достигает 4,4 м вод. ст., а при скорости 800 м/мин даже 10 м вод. ст.,
при этом вода закипает, и формование бумажного полотна резко
ухудшается [5].
По мере того как в процессе формования бумажного полотна
и удаления избытка влаги волокнистый слой на сетке увеличивается и уплотняется, растет сопротивление обезвоживанию, и количество воды, удаляемой на регистровых валиках, по ходу сетки
постепенно уменьшается. Поэтому суммарное обезвоживание бумажной массы на регистровой части сеточного стола при увеличении скорости машины возрастает не согласно квадратичному
закону, как на первых регистровых валиках, а примерно пропорционально скорости машины. (Известно, что у новых бумагоделательных машин длину сеточного стола увеличивают в меньшей
степени, чем повышают их рабочую скорость.)
При работе бумагоделательных машин на высоких скоростях
регистровые валики становятся причиной нарушения формования
бумажного полотна, особенно в первой части сеточного стола, где
отсасывающее действие валиков максимально, а волокнистый слой
еще не сформирован или очень слаб. Даже при невысоких скоростях над каждым регистровым валиком на сетке виден гребень,
который образуется вследствие заноса воды, прилипшей к поверхности валика, и выдавливания ее им через сетку в бумажную
массу. При этом вода отмывает мелкое волокно и наполнители
с нижней стороны листа, вызывая разносторонность бумаги. При
увеличении скорости высота гребней увеличивается, могут происходить всплески массы (масса подбрасывается над сеткой в виде
столбиков и брызг), что создает более сильные помехи для формования бумаги. Чаще такие всплески наблюдаются на быстроходных машинах в местах прохождения струй массы над регистровыми валиками. Этим всплескам массы способствует также
и провисание сетки при прохождении ее над зоной отсоса валика [6].
Чтобы улучшить формование бумажного полотна на быстроходных машинах, прибегают к затормаживанию обезвоживания
на первых трех-пяти регистровых валиках, придавая им желобчатую поверхность. На поверхности регистровых валиков наносят
канавки шириной около 3 лш и глубиной от 1,5 до 6 мм с шагом
около 6 мм (16 канавок на длине 10 см). Такие регистровые валики не оказывают отсасывающего действия и потому не нарушают процесса формования бумаги при высокой скорости сетки.
С этой же целью регистровые валики заменяют гидропланками.
На быстроходных самосъемочных бумагоделательных машинах
для выработки тонкой впитывающей бумаги санитарно-бытового
назначения из массы очень садкого помола применяют сеточные,
валики легкой конструкции, но сравнительно большого диаметра,
не обладающие отсасывающим действием.
328
Обезвоживающие элементы, заменяющие регистровые валики
К таким элементам относятся формующие доски, гидропланки
и «мокрые» отсасывающие ящики. Все они поддерживают сетку,
устраняя ее провисание, и способствуют в той или иной мере обезвоживанию бумажной массы, улучшая формование листа [4].
Формующая доска. Формующую доску устанавливают непосредственно за грудным валом. Ее назначение — устранить провисание сетки между грудным валом и первым регистровым валиком, снизить обезвоживающее действие грудного вала, замедлить
обезвоживание в начале сеточного стола и улучшить распределение волокнистой суспензии по ширине сетки. Обычно формующую
доску (типичная ширина 350 мм) собирают из параллельных деревянных или металлических брусков шириной 30—50 мм, располагая их на расстоянии 30—50 мм друг от друга. Поверхность
брусков покрывают пластмассой. Доску монтируют на чугунной
балке так, что ее положение относительно грудного вала можно
регулировать в горизонтальном и вертикальном направлении.
Иногда формующую доску выполняют в виде ящика, создавая под
ним разрежение до 75 мм вод. ст. с помощью сифонной трубы,
опускаемой в подсеточную ванну. Такая конструкция формующей
доски позволяет регулировать обезвоживание бумажного полотна.
Большое значение для формования бумажного полотна имеет
положение формующей доски относительно потока массы, выходящей из выпускной щели напорного ящика. Для улучшения формования бумажного полотна поток массы должен ложиться на
кромку формующей доски.
Гидропланки. Ранее указывалось, что при высокой скорости
машины регистровые валики создают помехи формованию бумажного полотна. Исследования показали, что при входе сетки на регистровый валик масса, находящаяся на ней, испытывает снизу
давление пленки воды, выдавливаемой валиком вверх. При сходе
сетки с валика возникает разрежение в клину между валиком и
сеткой [7]. Таким образом, при прохождении через регистровые валики волокнистый слой на сетке подвергается попеременному воздействию давления и разрежения (рис. 135). При невысоких скоростях машины эти колебания давления и разрежения невелики и
даже, как полагают, полезны для процесса формования полотна,
так как способствуют лучшему диспергированию и переплетению
волокон. При высоких скоростях эти колебания нарушают процесс
формования и ухудшают просвет бумаги.
Как видно из рис. 135, давление снизу на волокнистый слой
при прохождении сетки через вершину регистрового валика достигает 200—240 мм рт. ст., а последующее разрежение при прохождении сеткой зоны всасывания — свыше 500 мм рт. ст.
Чтобы устранить этот недостаток, на быстроходных машинах, а также и на машинах средних скоростей стали устанавливать вместо регистровых валиков гидропланки. Гидропланка
329
представляет собой разновидность шабера, устанавливаемого под
сеткой под небольшим углом (1—4°) к ней. Гидропланка передней
кромкой снимает, как шабером, пленку воды, повисшую под сеткой
5/fffl
25 s»
Расстояние от иеншрй
Шика, мм
Рис. 135. Смена разрежения
и давления у регистрового
валика
при
выработке
газетной бумаги со скоростью 760 м/мин (по Тейлору) :
/ — сетка; 2 — валик
800
200
Ш
600
Скорость сетки, м/мин
Рис. 136. Сравнение всасывающего действия
регистрового
валика и гидропланок (по данным Бурхарда и Риста):
! — регистровый валик; 2 — гидропланка № 12; 3 — то же № 1; 4 —
то же Ш Ъ
и удерживаемую силами поверхностного натяжения, и удаляет
часть воды из волокнистого слоя вследствие разрежения, возникающего в клине между сеткой и поверхностью гидропланки. Это
разрежение при работе машины
300
2 на низких скоростях, до 250 м/мин,
3 мало отличается от разрежения,
4 создаваемого регистровыми ва200
ликами. При высоких скоростях
машины разрежение значительно
меньше. Так, например, при скорости бумагоделательной маши0
1
?
3
4
5
Угол нанлоно гийтп ланки град
ны 700 м/мин разрежение, создаваемое регистровым валиком;
у
д
Рис. 137. Влияние угла
наклона гиддостигает 500 мм рт. ст., а~ разропланки на скорость обезвоживания
режение в клине между сеткой
при выработке газетной бумаги при
и
гидропланкой только 100—i
скорости 700 м/мин:
/ — гидропланка № 12; 2— регистровый
120 мм рт. ст., т. е. в 4—5 раз
валик №2; S - T O ^ J A 13; 4 - то же
меньше (рис. 136). Разрежение;
а следовательно, и скорость обезвоживания зависит от угла на-'
клона поверхности планки к сетке. С увеличением угла наклона
гидропланки с 1 до 4° обезвоживающая способность ее повышается"'
почти в 2 раза и достигает, по данным И. Дискери [8], 75% °'
S.
330
обезвоживающей способности регистрового валика на быстроходной машине {рис. 137).
Разрежение, создаваемое гидропланками, можно регулировать,
изменяя угол наклона планки к сетке, что позволяет подбирать
оптимальные условия для наилучшего формования бумажного полотна и скорости его обезвоживания на каждой машине.
Отсасывающее действие гидропланок возрастает по мере увеличения концентрации волокна в волокнистом слое, т. е. по ходу
бумажного полотна, в отличие от регистровых валиков, отсасывающее действие которых зависит только от скорости сетки и
плотности воды в соответствии с уравнением (78). Это явление
Рис. 138. Гидропланки:
а — стационарная, б — многоэлементная
Пенти Хайла объясняет ростом плотности волокнистого слоя на
сетке и лучшими условиями работы гидропланок во второй половине сеточного стола [9].
Типичная конструкция гидропланки показана на рис. 138. Как
видно из этого рисунка, передняя кромка гидропланки скошена
под углом 30° к сетке, на плоскую переднюю часть планки шириной 12,5 мм опирается сетка. Остальная поверхность гидропланки,
также обычно плоская, расположена под углом 1—2,5° к сетке.
Обычно общая ширина гидропланки составляет 50 мм, а соотношение между горизонтальной и наклонной частью ее находится
в пределах от 1 : 3 до 1 :2, повышаясь в зависимости от места положения планки по ходу сетки. Для создания лучшего уплотнения
горизонтальная часть планки делается более широкой во второй
половине сеточного стола. Конструкция гидропланки должна исключать ее прогиб и вибрацию. Для создания легкого импульса,
заменяющего тряску и улучшающего формование бумажного полотна, переднюю кромку гидропланки слегка закругляют. Для
331
уменьшения износа сетки поверхность гидропланки покрывают
полиуретаном или карбидом вольфрама. Гидропланки из обычной
нержавеющей стали применяют только при использовании пластических сеток (металлические сетки быстро изнашиваются).
Большое значение имеет точность изготовления гидропланки и
ее установки. Неточность изготовления и установки гидропланки
(угол наклона, точность обработки поверхности и др.) могут быть
причиной неравномерного обезвоживания бумажного полотна и
ухудшения формования.
Кроме стационарных гидропланок, описанных выше, применяют также гидропланки аналогичной формы, но с регулируемым
углом наклона ее поверхности по отношению к сетке в пределах
от 0 до 4°, а также многоэлементные стационарные гидропланки,
размещаемые обычно в общем ящике с небольшими промежутками между отдельными элементами. В одном ящике может быть
размещено от трех до восьми отдельных элементов. Применение
таких гидропланок позволяет увеличить обезвоживающее действие
регистровой части сеточного стола. Кроме того, полагают, что при
установке гидропланок взамен регистровых валиков можно сократить длину сеточного стола на современных бумагоделательных
машинах почти в 2 раза. Однако такой вывод можно будет сделать, по-видимому, только после более основательного изучения
работы гидропланок.
При работе с гидропланками взамен регистровых валиков снижаются потери мелкого волокна и наполнителей и уменьшается
разносторонность бумаги. По данным Аббота [10], длительное испытание гидропланок на действующих бумагоделательных машинах показало, что концентрация бумажной массы в напорном
ящике снизилась на 10% за счет снижения концентрации отходящей подсеточной воды на 60%. Удержание волокна на сетке повысилось на 10%, а наполнителей удвоилось. Содержание сухого
вещества в сточных водах с флотационной ловушки снизилось
на 35%.
«Мокрые» отсасывающие ящики. В последнее время шведская
фирма КМВ разработала конструкцию так называемых «мокрых»
отсасывающих ящиков, устанавливаемых в зоне формования бумажного полотна взамен регистровых валиков. Эти ящики (их
называют еще предварительными отсасывающими ящиками)
обычно покрывают брусками из бакелита или другого пластического материала. Щели между брусками шире, чем у обычных от-1
сасывающих ящиков, а живое сечение ящиков составляет 60—70°/б
от общей их поверхности. Из предварительных отсасывающих'
ящиков вода удаляется короткими сифонными трубами, опу-1
щенными в желоб подсеточной воды (ящики не должны полностью заполняться водой), а воздух — вентилятором из верхней части ящиков. Создаваемое разрежение обычно не превышает;
0,6—0,8 м вод. ст., вакуум регулируется обычно путем впуска
воздуха.
332
При быстром обезвоживании волокнистой суспензии волокна
фиксируются Б бумажном листе при меньшей степени ориентации
и устраняются волны в потоке суспензии над сеткой. По данным
фирмы КМВ, применение подобных отсасывающих ящиков в зоне
формования позволяет повысить степень разбавления массы при
отливе на машине почти в 2 раза, уменьшить длину сеточного
стола, улучшить формование и значительно повысить прочность
бумаги при одновременном снижении разносторонности листа.
Предварительные отсасывающие ящики особенно пригодны для
машин, вырабатывающих толстые виды бумаги и картона на относительно тихоходных машинах, где всасывающее действие регистровых валиков и гидропланок невелико.
Прочие детали сеточного стола
Грудной вал. Этот вал делают легким, достаточно прочным и
большим по диаметру (до 800 мм), чтобы ткань сетки не испытывала чрезмерных напряжений при повороте сетки на 180°.
Диаметр грудного вала может быть определен по эмпирической
формуле
D = 0,08Вс + 275 мм,
(80)
где Вс — ширина сетки, мм.
Длина грудного вала должна быть больше ширины сетки на
80—100 мм.
Грудной вал изготовляют из стальной трубы, в которую вставляют с торцов чугунные патроны и запрессовывают в них стальные цапфы. Вал с поверхности покрывают медной рубашкой толщиной 3—4 мм или слоем твердой резины. Шейки вала должны
быть достаточно прочными, а сам вал тщательно отбалансирован.
Так как грудной вал не имеет отдельного привода и вращается
сеткой, он должен быть снабжен подшипниками качения. Подшипники грудного вала крепят к регистровым балкам снизу при помощи Откидных хомутов. Для подъема и опускания грудного вала
при смене сетки и ремонтах пользуются лебедкой, смонтированной на стойках над грудным валом. На современных машинах для
этой цели имеется специальный гидравлический подъемник.
Для очистки поверхности вала от приставших к ней волокон
под сеткой устанавливают деревянный шабер и водяной спрыск.
Шабер должен быть очень тщательно подогнан к поверхности
вала, чтобы вода не проходила под его лезвием. Плохая подгонка
шабера может служить причиной образования полос на сетке. При
наличии напорных устройств без фартуков спрыск к шаберу грудного вала не устанавливают.
Декельные ремни и ограничительные линейки. Для предотвращения растекания массы по сторонам сеточного стола с давних
пор применялись подвижные бесконечные декельные ремни. Позже
стали использовать неподвижные ограничительные линейки.
333
Декельные ремни изготовляют из резины, они имеют прямоугольное сечение со сторонами от 40 до 60 мм. Огибая направляющие колеса, декельные ремни ложатся своими нижними ветвями
на кромки сетки и вместе с ней движутся до отсасывающих ящиков, где огибают широкие шкивы. При обратном движении декельные ремни промываются и освобождаются от приставших к ним
волокон. Для этой цели служат промывные коробки, снабженные
водяными спрысками и скребками, через которые проходят верхние ветви д&келей. Промывные воды, содержащие волокно, резиновым шлангом отводятся в подсеточную ванну.
Направляющие колеса декелей крепят на форматной каретке.
При изменении формата бумаги их перемещают вместе с боковыми ограничительными щитками. Широкие шкивы со стороны
отсасывающих ящиков не препятствуют этому перемещению.
Декели приводятся в движение трением от сетки. Поэтому при <
работе декелей нужно следить, чтобы ремни не останавливались,
так как этим можно повредить сетку. Ремень может остановиться
при перепуске сетки.
Ограничительные неподвижные линейки представляют собой
тонкие металлические пластины длиной 1,5—3 м и шириной 100 —
150 мм, с нижней стороны которых прикреплена полоска резины,
соприкасающаяся с сеткой.
Линейки крепят на двух опорах, установленных на регистровых
балках. Крепление должно допускать перемещение линейки по I
высоте и по ширине сетки. Недостатки линеек: отражение потока
массы от линеек и растекание массы по краям. По этой причине
при наличии неподвижных ограничительных линеек приходится
работать с более широкими отсечками, чем при наличии подвижных декелей.
Сетковедущие валики. Кроме грудного и регистровых валиков,
в сеточной части машины имеется еще несколько сетковедущих
валиков, по которым движется сетка при своем обратном движении. Среди этих валиков один «правительный», вращающийся
в подшипниках, которые можно перемещать в горизонтальном на*
правлении. При помощи этого валика регулируют движение сетки;
и предотвращают ее смещение на сторону. Подшипники натяжного
валика перемещаются в вертикальном направлении, т. е. перпен
дикулярно движению сетки.
Все сетковедущие валики сходны между собой по конструкци
и отличаются лишь местоположением и опорами.
Диаметр сетковедущих валиков несколько больше, чем реги:
стровых. Они более массивны, так как воспринимают значительно!
большую нагрузку. Нижние сетковедущие валики (расположен
ные с наружной стороны сетки), а иногда верхние (находящиеся
с внутренней стороны сетки) снабжены деревянными шаберам
для очистки их поверхности от приставших комочков массы. Дл&
предотвращения неравномерного износа на современных машин
шаберам придают колебательные движения вдоль оси вала. Пе]
334
вый нижний сетковедущий валик иногда снабжают самостоятельным приводом. Все валы сеточной части на быстроходных машинах подвергаются тщательной динамической балансировке.
Желоба и сливы для подсеточной воды. Под регистровой частью сеточного стола с внутренней стороны сетки установлены желоба и сливы для сбора оборотной воды, стекающей с регистровых валиков, и отвода ее в сборник. Сборник регистровой воды
располагают около сеточного стола или непосредственно под
сеткой.
Тряска сетки
В движущемся потоке разбавленной волокнистой массы перед
напорным ящиком волокна неориентированы и располагаются во
всех направлениях. При прохождении же массы через выпускную
щель напорного ящика и выходе на сетку машины благодаря ускорению движения возникает продольная ориентация волокон
в направлении потока, которая еще больше усиливается при наличии разницы между скоростью сетки и скоростью оседающих на
сетку волокон.
В дальнейшем при прохождении бумажного полотна через
прессовую и сушильную части машины ориентация волокон, приобретенная на сетке, еще больше усиливается под влиянием раскатывающего действия прессовых валов и растяжения бумажного
полотна.
Ориентация волокон в потоке массы над сеткой бумагоделательной машины (доказана кинофотосъемкой) служит главной
причиной неоднородности бумаги в продольном и поперечном направлениях. Разрывная длина, сопротивление излому и впитывающая способность бумаги машинного отлива всегда больше в продольном направлении листа, а растяжимость и деформация —
в поперечном направлении.
В большинстве случаев желательно иметь бумагу, более однородную по своим физическим свойствам в обоих направлениях
листа. Иногда необходима продольная ориентация волокон и
большая прочность бумаги в продольном направлении листа. Такие требования, например, предъявляются к шпагатной, кабельной, телефонной бумаге, а также к бумаге для изготовления бумажной пряжи. Большое значение имеет возможность регулирования расположения волокон в бумажном листе. Б известных
пределах это достигается благодаря тряске сетки. Колебательные
Движения сетки, совершаемые в плоскости сеточного стола в направлении, перпендикулярном движению сетки, передаются волокнистой суспензии. Они выводят волокна из продольной ориентации
и способствуют размещению волокон в поперечном направлении
листа. В этом заключается задача тряски. Второе, не менее важное значение тряски состоит в предотвращении хлопьеобразования
и диспергировании волокон в суспензии при отливе бумажного
335
листа. Для получения однородной по структуре бумаги, характеризуемой ровным, безоблачным просветом, необходимо, чтобы волокна при осаждении на сетке не собирались в хлопья. Этому способствуют колебательные движения массной суспензии, получаемые от сетки за счет вязкостного трения.
Тряска сетки осуществляется трясочным механизмом, соединенным тягой с регистровыми балками сеточного стола по одной
из схем, описанных ниже. В зависимости от типа машины частоту
тряски можно регулировать в пределах от 100 до 500 и больше
колебаний в минуту, амплитуда
колебаний изменяется в пределах от 0 до 15 мм.
По типу и характеру колебательных движений, сообщаемых
сетке, различают следующие системы трясок: однозональную
тряску сеточного стола; двухзо- нальную тряску сеточного стола;
тряску одного грудного вала;
тряску грудного вала и одного
регистрового
валика (тряска
Мак-Донеля) и прочие, более
сложные комбинированные сиРис. 139. Системы тряски сетки
/ — однозональная, 2 — тряска одного грудстемы трясок.
ного вала, 3 — однозональная с одинакоПринципиальные схемы трявыми амплитудами колебаний в обеих зонах; 4 — то же, но с меньшей амплитусок в виде графиков движения
дой колебания в первой зоне; О] и О —
оси вращения регистровых балок
сетки показаны на рис. 139.
Наиболее
распространена,
особенно на старых машинах, однозональная тряска, при которой
колебательные движения от трясочного механизма передаются ре-,
гистровым балкам всего или части регистрового стола вместе^
с грудным валом. Максимальная амплитуда колебаний сетки
в этом случае у грудного вала, минимальная — у отсасывающих
ящиков. По ходу сетки ее колебательное движение затухает.
;
При двухзональной тряске регистровые балки сеточного стола
разрезают на две части и каждая из них получает самостоятель-,
ную тряску. В этом случае можно изменять график тряски сетка,
в более широких пределах. Можно сообщить сетке затухающие;
колебания, как при однозональной тряске, или параллельные KO-J
лебания в первой части и затухающие во второй части стола Ия"
наконец, колебания с максимальной амплитудой в середине сеточ-^
ного стола. Эта система тряски более совершенна и применяется,
на современных бумагоделательных машинах при выработке высо-з
косортных и технических видов бумаги.
Чv
Третья система тряски одного грудного вала при неподвижно**^
положении всей регистровой части сеточного стола недостаточней
эффективна, так как из-за значительного трения сетки о регистров*
вые валики ее колебательное движение быстро затухает.
>g>
1
2
336
В системе Мак-Донеля колебательные движения, кроме грудного вала, получает еще один из валиков во второй половине сеточного стола. Чтобы увеличить сцепление этого валика с сеткой
и тем самым повысить эффективность тряски, сеточному столу
в этом месте придают некоторый перегиб, валик устанавливают
большего диаметра. Подобная система тряски применяется на быстроходных машинах и может обеспечить до 1000 колебаний сетки
в минуту.
Тряска сетки малоэффективна на машинах при скоростях
свыше 300 м/мин, поэтому при выработке бумаги, содержащей
значительное количество древесной массы, на быстроходных машинах тряска обычно не применяется. Однако она необходима при
выработке чисто целлюлозной бумаги с более длинным волокном,
склонным к хлопьеобразованию на сетке машины.
Вопрос о рациональных режимах тряски сетки еще мало изучен. Поэтому в условиях производства пользуются режимами
тряски, установленными на основе практического опыта. Максимальные амплитуды колебаний желательны в зоне образования
листа, т. е. в середине регистровой части сеточного стола. Энергичная тряска сетки около грудного вала, где волокна хорошо диспергированы и сильно разбавлены водой, нежелательна, так как
приводит к образованию волн.
По данным И. Д. Кугушева [3], существует определенная зависимость между частотой и амплитудой колебаний сетки при выработке бумаги постоянного качества:
2—1
аш 2 = const,
(81)
где а — амплитуда колебаний сетки;
to — круговая частота колебаний;
k — коэффициент, зависящий от концентрации бумажной
массы.
Одновременно изменяя амплитуду и частоту колебаний сетки,
можно получать одинаковый эффект тряски при различных режимах
Повышение амплитуды и частоты тряски сетки до определенного максимума улучшает однородность бумаги. Однако при чрезмерной интенсивности тряски нарушается процесс листообразования.
Несмотря на широкое применение трясочных механизмов на
бумагоделательных машинах, действие тряски сетки на свойства
листа изучено мало. Наиболее обстоятельные работы в этой области были выполнены С. А. Фотиевым, И. Д. Кугушевым, К. Шонеманом и М. Юдтом [11]. Они установили, что тряска сетки
влияет на просвет и свойства бумаги больше при малой скорости
машины. При увеличении скорости это влияние снижается. Тряска
сетки снижает облачность бумаги, улучшает ее просвет, повышает
объемный вес и механические свойства, несколько снижает возду12
С Н Иванов
337
хопроницаемость, т. е. делает лист более плотным и менее пористым. Показатели прочности бумаги под влиянием тряски на тихоходных машинах увеличиваются на 10—15%, при более высоких
скоростях — в меньшей степени. Средний показатель механической
прочности бумаги увеличивается главным образом вследствие повышения ориентации волокон и прочности бумаги в поперечном
направлении листа. По данным М. Юдта [11], соотношение показателей прочности бумаги на разрыв в поперечном и продольном
направлениях листа на тихоходных машинах повышалось благодаря тряске сетки с 0,4—0,5 до 0,6—0,7, однако с увеличением скорости машины и веса 1 м2 бумаги величина этого соотношения
уменьшалась.
Этот исследователь оценивает действие тряски ее скоростью,
которую подсчитывает по формуле
с = ахп,
(82)
где
а — амплитуда тряски сетки;
п — частота тряски.
Он считает, что благоприятное действие тряски достигается
при определенной ее скорости, зависящей от вида массы и скорости машины, и при превышении оптимальной скорости тряски
увеличивается облачность бумаги и ухудшается соотношение
между прочностью бумаги в продольном и поперечном направлениях. По его мнению, увеличение амплитуды тряски больше способствует поперечной ориентации волокна на сетке, а повышение
частоты тряски — улучшению просвета бумаги.
В практике работы режим тряски сетки на бумагоделательных
машинах выбирают, пользуясь следующим правилом: при садком
помоле массы — быстрая тряска, при жирном — медленная; при
коротковолокнистой массе — малая амплитуда тряски, при длинноволокнистой — большая.
К любому трясочному механизму предъявляют требования
надежности в работе и возможности регулирования частоты и
амплитуды колебательных движений в широких пределах. Трясочный механизм устанавливают обычно с приводной стороны сеточного стола против грудного вала и приводят в движение от электродвигателя с регулируемым числом оборотов.
В настоящее время применяют главным образом эксцентриковые трясочные устройства (реже вибрационные); на быстроходных машинах используют быстроходные трясочные механизмы,
приводимые в движение сжатым воздухом или основанные на
принципе использования электромагнитных явлений.
При наличии трясочного устройства регистровые балки вместе
с грудным валом устанавливают на шарнирных опорах или подвешивают на вертикальных плоских пружинах, допускающих колебание сеточного стола в горизонтальном направлении.
338
Отсасывающие ящики
Скорость обезвоживания бумажного полотна на регистровой
части сеточного стола снижается по мере повышения сухости бумажного листа. Здесь нельзя получить достаточно сухое полотно
с содержанием сухого вещества более 3—4%, так как для этого
потребовалось бы значительно удлинить сеточный стол. На регистровой части сухость бумажного полотна обычно повышается до
2—3%, а при выработке тонкой бумаги жирного помола еще
меньше. Дальнейшее обезвоживание листа ведут принудительным
способом, под вакуумом на отсасывающих ящиках и отсасывающем гауч-вале. Сухость бумажного полотна после ящиков достигает 10—12%, а после гауч-вала 18—22%. Отсасывающие ящики
повышают эффективность обезвоживания бумажного полотна на
сетке машины, что позволяет сократить длину сеточного стола.
Подробные данные о сухости разных видов бумаги до и после отсасывающих ящиков приведены в табл. 40 на стр. 388.
Количество отсасывающих ящиков, устанавливаемых на бумагоделательной машине, зависит от типа машины, вида вырабатываемой бумаги и скорости машины и может изменяться от 2 до 12.
Вид б у м а г и
Бумага, вырабатываемая на самосъемочных
машинах (садкий помол массы)
Впитывающая
Высокосортная документная и др
Газетная, для печати, писчая и др
Мешочная
Жиронепроницаемая
Конденсаторная
Число
отсасывающих
ящиков
2—3
3—4
5—7
7—8
8—10
8—12
9—10
Отсасывающие ящики (рис. 140) покрывают сверху несколькими продольными брусками толщиной 40—60 мм и шириной 20—
40 мм, располагаемыми на расстоянии 20—40 мм друг от друга,
либо покрывают сплошной перфорированной крышкой с отверстиями диаметром 13—18 мм, расположенными в шахматном порядке. Корпус ящика изготовляют из нержавеющего металла,
а крышку из твердых пород дерева (дуба, клена, бука), твердой
резины, реже из латуни и бронзы, нержавеющей стали, а также
с пластическими и керамическими покрытиями. Поверхность ящиков тщательно выстругивают или шлифуют и размещают ящики
в одной плоскости. Живое сечение отсасывающих ящиков с перфорированными крышками составляет 0,3—0,4%, а щелевых с брусками 0,45—0,6%.
С обоих концов внутри ящика установлены перегородки, которые можно перемещать при помощи винтов, выходящих через боковые торцы ящика. Перегородки предназначены для ограничения
камеры ящика в соответствии с шириной бумажного полотна. Для
устранения засоса воздуха в боковые карманы отсасывающего
12*
339
ящика заливают воду, которая образует гидравлический затвор
Внутренняя камера ящика соединена при помощи трубы и гибкого
армированного шланга с трубопроводом вакуум-насоса Разрежение в каждом ящике регулируется краном, устанавливаемым на
трубопроводе, вручную или автоматически. Ширина отсасывающих
ZZZf^lMMBUCOTa
ool
M
M
lS0m
мм длина
>
больше
Отсасывающие ящики устанавливают на раме сеточного стола
неподвижно либо на гибких пружинах, допускающих осевое перемещение ящиков от вибрационного механизма. Каждый ящик
можно перемещать по высоте при помощи установочных винтов
А-А
Рис. 140 Отсасывающий ящик:
/ — корпус ящика, 2 — верхняя крышка, 3 — перегородка для
регулирования ширины отсоса; 4 — винт для перемещения перегородки; 5 —патрубок для отвода воды и воздуха; 5 —болты
для регулирования ящика по высоте
Верхние планки или перфорированные крышки —сменяемая
часть ящиков и по мере износа их заменяют новыми. В качестве
материала для крышек и планок ящиков целесообразно применять прочные на истирание материалы, обладающие низким коэффициентом трения, которые сами мало изнашиваются и меньше
изнашивают сетку. Особое значение имеет последнее обстоятельство, так как трение сетки о поверхность отсасывающих ящиков
является главной причиной ее износа.
Наиболее пригодным и дешевым материалом для покрытия отсасывающих ящиков является древесина клена, бука и дуба (без
сучков). Крышки набираются из блоков древесины в торец. Такой
способ сборки крышек имеет преимущество перед укладкой древесины параллельно слоям, так как крышка работает дольше,
меньше изнашивается и обладает несколько меньшим коэффициентом трения. Для удлинения срока службы деревянных крышек и
брусков их иногда пропитывают парафином, восками и фенольными смолами. Хорошим покрытием для крышек может служить
текстолит и твердая резина. Покрытия из бронзы и латуни, при340
меняемые иногда при выработке высокосортной бумаги, имеют
очень высокий коэффициент трения и сильно изнашивают сетку
В последнее время находят широкое применение пластические
покрытия, наносимые на стальные крышки отсасывающих ЯЩИКОЕ
из тефлона и полиуретана. Эти материалы обладают низким коэффициентом трения и высокой износоустойчивостью. Кроме того
начинают применяться очень твердые карборундовые и керамические покрытия из расплавленной окиси алюминия, очень стой
кие и вместе с тем мало изнашивающие сетку. Несмотря на высо
кую стоимость этих покрытий, применение их экономически оправ
дывается, так как удлиняется срок службы сеток, снижаете?
потребляемая мощность, а сами покрытия служат очень долге
(8—10 лет).
Ниже приведена характеристика различных материалов, при
меняемых для крышек отсасывающих ящиков, по данным
Ф. Г. Шухмана и других авторов [12] (табл. 34),
Таблица 34
Характеристика материалов, применяемых для крышек отсасывающих
ящиков и формующих досок
Материал
Бук в торцовой плоскости . . .
Бук в плоскости слоев древесины
Текстолит
Твердая резина
Латунь
Бронза
Сталь хромированная
Тефлон
Полиуретан
Керамическое покрытие
Карборунд
Робалит.
Среди ий
коэффициент
трения
Износ
сетки, мг
за 2 ч работь
0,19
0,23
0,12
0,22—0,25
0,29
Очень большой
0,06
0,03
0,03—0,06
0,07
0,09
0,09
7,5
Малый
0,4—3,6
12,7
Большой
56
Судя по литературным данным, применение новых материале]
(тефлона, карборунда и керамических) для покрытия отсасываю
щих ящиков увеличивает срок службы сеток (износ от трения сни
жается на 20—50%), а также снижает расход энергии на приво;
сетки на 20—30%.
В основном сетка изнашивается на отсасывающих ящиках н<
только из-за трения, но и из-за усталости проволок основы, кото
рые испытывают многократные перегибы при прохождении сетк
через зону отсоса, особенно при сильном разрежении. Кроме тоге
на отсасывающих ящиках расходуется 50—70% всей энергии, за
трачиваемой на движение сетки. Чтобы уменьшить износ сетки
снизить расход энергии, надо уменьшить трение сетки о крышк
ящиков, улучшить очистку бумажной массы от песка, который является абразивом, и не допускать работы с чрезмерным разрежением на отсасывающих ящиках, постепенно повышая его от ящика
к ящику. С этой целью планкам с керамическими и другими твердыми покрытиями придают слегка выпуклую форму и устанавливают под небольшим углом к сетке, подобно гидропланкам-, чтобы
снизить износ сетки передней кромкой планки и создать разрежение в клину между поверхностью планки и сеткой, которое способствует постепенному обезвоживанию бумажного полотна и уменьшает износ сетки.
На поверхности крышек отсасывающих ящиков при неравномерном износе покрытий часто образуются выбоины и углубления,
а также мелкие бороздки от проволок основы сетки, которые ухудшают работу сетки, усиливают износ ее ткани и особенно шва.
С целью улучшения условий работы сетки и устранения неравномерного износа крышек отсасывающих ящиков последним придают колебательные движения в направлении оси ящика. Каждый
ящик устанавливается на гибких стальных лентах и получает самостоятельное движение через червячную передачу от небольшого
электродвигателя, либо от гидропривода с числом колебательных
движений от 12 до 45 в минуту и амплитудой 12—18 мм. Фазы колебательных движений у отдельных ящиков не должны совпадать,
чтобы не вызвать перемещения сетки. Колебания ящиков можно
заменить колебаниями сетки, применив автоматическую правку.
Вакуум-насосы отсасывающих ящиков и коммуникации
На первый отсасывающий ящик поступает бумажное полотно
с относительно высоким содержанием воды и для ее удаления не
требуется применения высокого вакуума. Поэтому очень часто первый, а иногда и второй ящики не соединяются с вакуум-насосом,
а требуемое разрежение в них достигается при помощи барометрической (сифонной) трубы.
Для создания вакуума в отсасывающих ящиках применяют Дотационные и водокольцевые вакуум-насосы, а также турбовоздуходувки. Ротационные насосы не требуют отделения воды от мокровоздушной смеси, отсасываемой из ящиков, в отличие от водокольцевых насосов. Однако они менее надежны в работе и трудно
поддаются ремонту при износе вращающихся поршней. Поэтому
теперь более широкое применение находят водокольцевые вакуумнасосы. Они выпускаются самой разнообразной производитель3
ности, от 0,15—1 до 200 м /мин и выше, и мощностью от 1,1 до
300 кет и выше.
Применение водокольцевых вакуум-насосов, успешно работающих только при относительно небольшом содержании воды в мокровоздушной смеси, потребовало отделения воды от воздуха перед поступлением этой смеси в насос. Для этой цели стали применять водоотделители, включаемые между вакуум-насосом и
342
коллектором, собирающим воду от отсасывающих ящиков, или
схему раздельного удаления воды и воздуха из ящиков.
Водоотделитель представляет собой цилиндрический резервуар,
к верхнему воздушному пространству которого присоединяют трубопровод вакуум-насоса. Мокровоздушная смесь от коллектора отсасывающих ящиков направляется в среднюю часть резервуара,
а нижняя часть последнего соединяется барометрической трубой
со сборником воды от отсасывающих ящиков.
На рис. 141 показана современная система подключения вакуум-насоса к отсасывающим ящикам через отдельные сепараторы
с автоматической регулировкой вакуума в каждом отдельном
Рис. 141. Схемы подключения вакуум-насоса к отсасывающим ящикам"
а — с одним общим сепаратором; б — с индивидуальными сепараторами и автоматическим регулированием вакуума в ящиках; 1 — отсасывающий ящик; 2—коллектор;
3—водоотделитель; 4 — вакуум-насос; 5 —сборник оборотной воды; 6 —регулятор
вакуума
ящике. Как видно из рисунка, каждый отсасывающий ящик присоединен к средней части вертикального сепаратора, нижний конец которого кончается сифонной трубой, опущенной в сборни?
отходящей воды, а верхний конец его с помощью трубы соединяется с общим коллектором, присоединенным к вакуум-насосу
Заданный вакуум в каждом отсасывающем ящике и в общем коллекторе системы поддерживается автоматически с помощью клапанов, через которые воздух может сбрасываться из системы либс
засасываться снаружи.
При раздельном удалении воды и воздуха каждый ящик с од
ной стороны присоединен к вакуум-насосу, а с другой имеет баро
метрическую трубу для отвода воды самотеком. Труба загнута на
конце и опущена в сборник оборотных вод, расположенный обычнс
под машиной. Чтобы вода не могла попасть в значительном ко
личестве в вакуум-насос, в каждом отсасывающем ящике со сто
роны воздушной трубы устанавливают поперечную перегородку
не доходящую до верха ящика. Таким образом, под влияниел
34
разрежения в ящике вода будет направляться в главной своей
массе к барометрическим трубам и по ним отводиться в сборник
воды от отсасывающих ящиков.
Установка отсасывающих ящиков и применяемое разрежение
Раньше отсасывающие ящики размещали со значительными
интервалами между собой. Такое размещение нерационально, так
как плохо используется площадь сеточного стола. Гораздо рациональнее располагать отсасывающие ящики вплотную друг к другу
или группами по два-три ящика вместе. В этом случае лучше используется площадь сеточного стола и процесс обезвоживания бумаги на ящиках протекает без перерывов и более эффективно при
меньшем разрежении. Групповое расположение отсасывающих
ящиков применяют при работе машины с ровнителем, устанавливаемым в промежутке между группами отсасывающих ящиков.
Чтобы отсос воды из бумажного полотна в ящиках происходил
непрерывно с большим эффектом при меньшем износе сетки и при
меньшем тяговом усилии, вакуум должен повышаться постепенно
от ящика к ящику. График изменения вакуума в отсасывающих
ящиках зависит от вида вырабатываемой бумаги, а также от конструктивных особенностей бумагоделательной машины — числа
ящиков, скорости машины и др. Так, при выработке конденсаторной бумаги из массы очень жирного помола (95—98° ШР) вакуум
нарастает от 0,05 до 0,35 м вод. ст., при выработке жиронепроницаемой бумаги (75—90° ШР) — о т 0,05 до 0,5 м вод. ст., при выпуске писчей и типографской бумаги № 1 — от 0,1 до 1,0—
1,5 м вод. ст., при изготовлении массовых видов бумаги (писчей и
типографской № 2 и 3) — от 0,2—0,3 до 2—3 м вод. ст., при выработке газетной и крафт-мешочной — от 0,2—0,5 до 2—3,5 м вод. ст.
Таким образом, максимальный вакуум, который требуется в отсасывающих ящиках, редко превышает 2,5—3,5 м вод. ст.
Теория процесса обезвоживания
на отсасывающих ящиках и расчет насосов
Процесс обезвоживания бумажного полотна на отсасывающих
ящиках протекает под действием разности давлений, равной величине вакуума в ящиках. При этом удаление воды происходит не
только за счет кинетической энергии воздушного потока, движущегося через слой бумажного полотна. В первый период времени,
когда в бумаге содержится еще много воды, процесс обезвоживания протекает главным образом за счет сжатия волокнистого слоя,
а затем преимущественно за счет кинетической энергии воздушного потока воздуха, проходящего через толщу бумаги. Практически переход первого периода обезвоживания во второй происходит у границы зеркала залива в отсасывающих ящиках, что соответствует сухости бумажного полотна 6,5—7,5%.
344
Основные факторы процесса обезвоживания на отсасывающих
ящиках: величина вакуума, толщина бумаги, вязкость воды, зависящая от температуры, и физико-химические свойства массы
Изменение сухости бумажной массы в первый и второй периоды обезвоживания над отсасывающими ящиками, по данным
Н. А. Телепнева [13], подчиняется закону показательной функции:
Т = Т еи
(83)
и Тк — начальная и конечная сухость бумажного полотна
над ящиками, кг/кг;
" \
k — коэффициент обезвоживания, зависящий от физико-химических свойств бумажной *1ассы и периода
обезвоживания;
\
t — время обезвоживания от сухости Тк до сухости
Tv, сек;
\
е—основание натуральных логарифмов. \
По данным А. Н. Телепнева, коэффициент обезвоживания опре
деляется по формуле
i
где
k=
е
10
4-43
(84
a\>q
где
а — константа, характеризующая сопротивление бумажно!
массы обезвоживанию и зависящая от физико-химиче
ских свойств бумажной массы, м2/кг • сек;
Р — величина вакуума, м вод. ст.;
g — ускорение силы тяжести, м/сек2;
pi — динамический коэффициент вязкости воды, кг • сек/м2;
q — вес абсолютно сухой бумаги, кг/м2.
Значения констант а для разных видов бумажной массы, п<
данным А. Н. Телепнева, приводятся в табл. 35.
Таблица 3
Величина константы обезвоживания а для разных видов бумажной массы
Вид бумажной массы
Сульфитная беленая целлюлоза
»
а
я
. . .
»
»
»
. . . .
»
»
»
Д р е в е с н а я масса
Г а з е т н а я б у м а ж н а я масса ( 3 0 % целлюлозы)
Масса д л я типографской бумаги № 1 . . .
Масса для основы фибры
С у л ь ф а т н а я небеленая ц е л л ю л о з а .
Степень
помола,
°ШР
69
62
45
65
60
50
30
25
Значение константы
1-й
период
2й
период
270-10 е
177 10й
128-10 е
48 10 е
67-10 й
46 10 е
861 10е
370 10е
246 10е
155-10*
2!6-10f
141-10'
164-10'
126 10'
71-10'
58-10 е
37,5 10е
34-10е
Время обезвоживания на отсасывающих ящиках может быть
определено по формуле
t =
In
1
К
сек.
(85)
Из формулы видно, что скорость обезвоживания {величина обратная времени обезвоживания) зависит от величины разрежения
в отсасывающих ящиках. Она пропорциональна корню квадратному из величины разрежения и обратно пропорциональна толщине листа и"вязкости воды, т. е. увеличивается с уменьшением
толщины бумаги и с повышением температуры массы. Анализ
формулы показывает, что выгоднее увеличивать количество ящиков на машине, уменьшая их ширину,
20
чем повышать разрежение в них, которое к тому же вызывает износ
сетки.
*,*«
Исследования В. Мюллер-Рида [4]
показали, что увеличение вакуума
при сухости бумажного полотна до
12%, характерной для отсасывающих
2 ящиков, дает малый эффект и потому
. и , ,
нерационально; увеличение прососа
m
mB
200
400
600
воздуха через бумажное полотно при
Вес бумаги, z
обезвоживании
на
отсасывающих
Рис. 142 Влияние веса 1 л 3 ящиках также дает малый эффект
r
бумаги
на
обезвоживание
бумажного полотна при разрежении 600 мм рт ст (1) и
150 мм рт, ст. (2)
в отношении увеличения сухости полотна; при увеличении степени помола массы сухость бумажного полотна понижается; наиболее высокая
сухость бумажного полотна достигается при оптимальном весе
1 м2 бумаги 150—200 г (рис. 142).
Из данных, приведенных в табл. 35, видно, что константы сопротивления обезвоживанию на отсасывающих ящиках а возрастают с увеличением степени помола массы, а при одинаковой
степени помола они выше у волокнистых материалов с большей
гидратационной способностью, например у целлюлозы по сравнению с древесной массой.
Зная продолжительность обезвоживания на отсасывающих
ящиках t при данной величине разрежения Р и скорости машины
v, можно подсчитать суммарную ширину ящиков В для каждого
периода обезвоживания по формуле
В = vt.
(86)
Однако ввиду того, что числовые значения констант сопротивления обезвоживанию для различных видов бумаги еще недостаточно точно установлены, проще воспользоваться для практических расчетов величинами удельного съема бумаги с общей поверхности отсасывающих ящиков.
346
Производительность вакуум-насосов можно рассчитать, исходя
из количества воды, удаляемой в ящиках, и количества воздуха,
содержащегося в мокровоздушной смеси, поступающей к насосу.
Количество воздуха в мокровоздушной смеси зависит от вида бумаги и ее сухости до и после ящиков. Оно мало на первых ящиках
и постепенно повышается, достигая на последнем 7—10-кратного
количества по отношению к воде. В среднем по всем отсасывающим ящикам это отношение может колебаться в пределах от 2- до
5-кратного.
Чтобы иметь резерв в мощности вакуум-насосов, их рассчитывают, исходя из 5— 10-кратного объема воздуха в мокровоздушной
смеси. Необходим также резервный насос.
В практике наших проектных организаций принято определять
производительность вакуум-насосов, пользуясь эмпирическим правилом, согласно которому на каждый метр ширины сетки и метр
рабочей скорости бумагоделательной машины расход воздуха принимают от 14 до 18 л/мин.
Работа и обслуживание отсасывающих ящиков
От работы отсасывающих ящиков в значительной мере зависит
успешная работа бумагоделательной машины. Значительное количество обрывов бумажного полотна и брака в бумаге происходит из-за неисправной работы отсасывающих ящиков. Плохое
обезвоживание бумажного полотна, дробление его на гауч-прессе,
колебания в величине натяжения бумаги между сеткой и первым
прессом часто происходят из-за неудовлетворительной работы отсасывающих ящиков. Недостаточное обезвоживание бумаги на
ящиках приводит не только к обрывам бумаги, но и служит причиной загрязнения прессовых сукон и появления брака бумаги. Поэтому нужно следить, чтобы все отсасывающие ящики работали
бесперебойно и полотно бумаги после них было достаточно сухим.
Камера отсасывающего ящика должна быть достаточно герметична, и во время работы внутрь нее не должен засасываться воздух. Поэтому во время очередной смены сетки надо большое внимание уделять установке и настройке ящиков. При неправильной
установке отсасывающих ящиков — плохом прилегании сетки к поверхности ящика или засосе воздуха через торцовые перегородки — может прерываться вакуум в отдельных ящиках, что нарушает режим работы сеточной части машины и может привести
к обрывам бумажного полотна и выработке брака. Чтобы не былс
засоса воздуха, боковые перегородки ящиков по ширине формата
бумаги устанавливают так, чтобы кромки бумажного полотна на
сетке оставались сырыми. Вакуум постепенно повышают от пер
вого ящика к последнему, чтобы «зеркало залива» кончалось при
мерно в середине всех отсасывающих ящиков или даже несколько
раньше. Для контроля за работой ящиков у каждого ящика ста
вят вакуумметр.
34
Другие конструкции отсасывающих ящиков
Уже указывалось, что трение сетки о неподвижные ящики
служит одной из главных причин износа сетки. Стремление
уменьшить это трение привело к созданию конструкции вращающихся ящиков или ящиков с подвижной верхней крышкой.
Известно несколько конструкций вращающихся ящиков, однако
ни одна из них не получила распространения из-за сложности выполнения.
Наибольшее- применение получила конструкция ящиков с подвижным перфорированным ремнем, движущимся по роликам
между поверхностью неподвижных ящиков и сеткой. Подобная
конструкция (ротобелт Эванса) представлена на рис. 143. Уста-
Рис. 143. Ротобелт Эванса
/ — отсасывающие ящики; 2 — труба; 3 — резиновый ремень; 4 — валики; 5 —сетка
новка состоит из трех отсасывающих ящиков, укрепленных неподвижно под сеткой. По верхней поверхности ящиков со скоростью
сетки движется бесконечная перфорированная резиновая лента
с отверстиями, расположенными в поперечных канавках, приводимая в движение от сетки. С обеих сторон ящиков расположены
направляющие валики, которые огибает лента. В этой конструкции трение сетки о поверхность ящиков полностью исключается,
в результате чего срок службы сетки увеличивается почти вдвое и
снижается расход энергии для привода сетки на 30—50%. Лента
из неопрена работает свыше года.
Обычно такую конструкцию имеют три последних отсасывающих валика, где бумажное полотно более сухое, чем на первых
ящиках, и для дальнейшего его обезвоживания требуется более
высокое разрежение. Такая система ящиков в настоящее время
применяется и на быстроходных машинах, работающих на скорости 500 м/мин и выше. В этом случае лента должна иметь самостоятельный привод. Недостаток этой системы — повышенная теневая маркировка бумаги. Поэтому при выработке высокосортной
бумаги она не применяется.
348
Гауч-пресс
После отсасывающих ящиков бумага содержит еще сравнительно много влаги (88—90%) и поэтому не обладает прочностью,
достаточной для передачи бумажного полотна в прессовую часть
машины. Поэтому бумажное полотно вместе с сеткой пропускают
еще через гауч-пресс, где сухость бумаги возрастает до 18—22%.
Здесь завершается операция формования и обезвоживания бумажного листа на сетке бумагоделательной машины. Бумажное полотно передается в прессовую часть для дальнейшего обезвоживания и уплотнения.
Различают обычный и отсасывающий гауч-прессы. На новых
машинах применяются только отсасывающие гауч-прессы, и на
старых машинах обычные гауч-прессы почти везде заменены на
отсасывающие. Поэтому устройство и работу обычных гауч-прессов
здесь не описываем (см. первое издание книги [14]).
Идея замены гауч-пресса отсасывающим валом появилась еще
в конце прошлого столетия, но осуществить ее удалось только
в 1908 г., когда была разработана конструкция вала Мильспо. Широкое внедрение отсасывающих гауч-валов началось только 20 лет
спустя. Теперь с полной уверенностью можно отметить, что замена
обычного гауч-пресса отсасывающим валом явилась одним из значительных усовершенствований бумагоделательной машины, которое позволило резко повысить ее скорость.
Работа бумагоделательной машины с обычным гауч-прессом
уже при скорости свыше 150 м/мин становится затруднительной
из-за неполадок с гауч-прессом и малой сухости бумажного полотна, выходящего с сетки, вследствие чего возрастает число обрывов полотна на машине.
Введение отсасывающих валов и применение высокого вакуума
(до 400—600 мм рт. ст.) позволило значительно увеличить сухость
бумаги при выходе ее с сеточного стола при высоких скоростях,
сократить число обрывов бумаги и резко улучшить работу машины. Кроме того, повысился срок службы сеток.
В настоящее время отсасывающие гауч-валы широко применяются не только на быстроходных, но и на тихоходных бумагоделательных машинах, вырабатывающих самые разнообразные виды
бумаги, вплоть до тончайших конденсаторных из массы очень
жирного помола. Большие преимущества дает отсасывающий гаучвал по сравнению с обычным при выработке толстой бумаги и бумаги из массы жирного помола, так как опасность раздавливания
бумаги здесь исключается. Недостатком отсасывающих валов являются дополнительный расход энергии на вакуум-насосы и забивание отверстий вала волокном и частицами наполнителя, что может вызвать образование теневой маркировки при выработке бумаги с минеральными пигментами и окрашенной.
Эти недостатки незначительны по сравнению с преимуществами, которые дает отсасывающий вал. Из них отметим: улуч349
шение обезвоживания бумажного полотна и равномерную сухость
бумаги, что позволило повысить скорость машины; сокращение
брака при выработке бумаги в результате ликвидации дробления
и обрывов бумажного полотна и т. п.; снижение аварий и удлинение срока службы сетки из-за отсутствия чулка; простоту обслуживания.
По конструкции отсасывающие гауч-валы различают камерные
и ячейковые.
Отсасывающие гауч-валы с вакуум-камерой
К этому типу относятся гауч-валы с одной, двумя и тремя камерами. По конструкции различают валы открытого и закрытого
типа. Отсасывающий гауч-вал первого типа открыт с торцов и вращается в подшипниках, охватывающих вал. Отсасывающий вал
второго типа закрыт с торцов крышками и вращается в подшипниках, укрепленных с приводной стороны на цапфе крышки, а с лицевой стороны непосредственно на патрубке отсасывающей камеры.
Отсасывающий гауч-вал камерного типа представляет собой
перфорированную трубу из бронзы со стенкой толщиной от 25 до
50 мм, в которую вставлена чугунная неподвижная камера шириной от 180 до 230 мм. Диаметр вала у малых машин при наличии
одной камеры составляет 600—800 мл, у широких машин 900—
1100 мм, а у современных быстроходных машин при наличии двух
и трех камер диаметр вала достигает 1500 мм. Длина трубы вала
должна быть больше ширины сетки по крайней мере на 200 мм,
длина сверленой части вала равна ширине сетки или несколько
меньше ее. Отверстия вала имеют диаметр 7—8 мм; с целью увеличения площади отсоса и устранения маркировки бумаги эти
отверстия увеличивают снаружи зенковкой до диаметра 13—
14 мм. Чтобы уменьшить шум и износ внутренней поверхности вала
и уплотнений камеры, отверстия на цилиндре располагают по
спирали. Расстояния между ними по оси вала 16,3 мм, по окружности вала 14,2 мм.
В конструкции вала открытого типа камера прижимается к его
внутренней вращающейся стенке при помощи массивных пружин и
установочных винтов (рис. 144). Корпус камеры чугунный, боковые
стенки камеры в местах соприкосновения их с валом для лучшего
уплотнения выполняют из специальной резины, прорезиненной
ткани, текстолита или графита. У современных отсасывающих валов для лучшего уплотнения стенки камеры прижимаются к внутренней стенке вала пневматически, при помощи надувных шин.
Нормальное давление прижима уплотнения 0,3—0,5 кгс/см2. С целью создания большей герметичности уплотнений и снижения трения внутри вала устанавливают водяной спрыск. С торцов камеры
располагают подвижные перегородки — декели, ограничивающие
камеру по ширине бумаги. Камеру можно поворачивать внутри
вала на некоторый угол для установки ее в оптимальное положе350
ние. Вакуум-камера соединяется со всасывающим трубопроводом
мощного вакуум-насоса.
Закрытый отсасывающий вал (рис. 145) — вал консольного
типа. При смене сетки этот вал можно удерживать, удалив его
переднюю стойку, в горизонтальном положении специальным устройством, нажимающим на удлиненную шейку вала с приводной
стороны.
Вакуум-камера вала опирается
на подшипник качения, расположенный внутри приводной цапфы,
и закрепляется на полой станине
с лицевой стороны вала. Бронзовый
корпус вала вращается в роликовых подшипниках, из которых приводной установлен на стойке, а лицевой укреплен на шейке вакуумкамеры. Для удобства установки и
передвижения камеры внутри вала
она снабжена опорным роликом.
Привод вала осуществляется через
редуктор, расположенный с приводной стороны вала.
Валы консольного типа получили широкое распространение.
Для лучшего уплотнения бумаги над вакуум-камерой отсасывающего вала устанавливают отжимной валик диаметром 300—500 мм,
изготовляемый
из
алюминиевой
трубы и облицованный очень мягкой резиной (твердостью 200—225
пунктов по Пуссей-Джонсу). Под- Рис 144. Отсасывающий вал от
крытого типанимают и опускают валик на со- а — схематичный
поперечный разрез
временных машинах пневматически вала, б —схема расположения отверстий в рубашке вала, / — вакуум кадействующим поршнем. Для очист- мера,
2 — вращающаяся рубашка вала,
3 —отверстия в рубашке
ки поверхности валика от приставшего волокна над валиком устанавливают постоянный или вибрирующий спрыск с малым расходом воды. Несмотря на непрерывное орошение валика водой, сухость бумажного полотна не только не уменьшается, но даже несколько увеличивается. Кроме того, бумажное полотно (как и
случайные комочки массы) уплотняется, вакуум возрастает на
25—ЪО мм рт. ст., к обрывы бумаги сокращаются. Линейное давлени
отжимного валика на бумажное полотно составляет 1—3 кгс/см
Вакуум в камере отсасывающего гауч-вала поддерживается
различным в зависимости от вида вырабатываемой бумаги и скорости машины. Так, при выработке бумаги из массы жирного
35!
помола на тихоходных машинах вакуум составляет 250—
300 мм рт ст; при изготовлении бумаги из целлюлозы средней степени помола 300—400 мм рт ст; при выработке бумаги с большим содержанием древесной массы на быстроходных машинах
400—500 мм рт ст., а при выпуске газетной и крафт-бумаги на
быстроходных машинах 550—600 мм рт ст. Однако повышение
вакуума выше 500 мм рт. ст. требует резкого увеличения мощности, потребляемой вакуум-насосами Поэтому на современных
быстроходных бумагоделательных машинах прибегают к установке
двухкамерных валов, что позволяет снизить вакуум в первой по
ходу бумаги камере до 380—400 мм рт ст
Рис 145 Отсасывающий вал закрытого типа (консольный)
а — продольный разрез, б —поперечный разрез I — стойка вала с приводной сто
роны; 2 ~~ удлиненная приводная цапфа, 3 — подшипник вала, 4 — подшипник от
сасывающей камеры, 5—крышка с цапфой вала, 6 — рубашка вала, 7 —хвостовик
отсасывающей камеры, 8 — уплотнения камеры, 9 — лицевая крышка вала 10 —
подшипник вала, 11 — воздуховод для пневматического прижима камеры, 12 — съем
ное звено стойки, являющейся также и воздуховодом, 13 — отсасывающая камера
14 — ролики для выкатки камеры, /5 — продольные уплотнения камеры
Главный фактор обезвоживания бумажного полотна на отсасывающем гауч-вале — величина применяемого вакуума С увеличением вакуума интенсивность обезвоживания и прочность влажного
полотна возрастают. Чтобы чрезмерно не повышать потребляемую
вакуум-насосом мощность, выбирают в зависимости от вида бумаги, скорости машины и типа гауч-пресса такое разрежение, при
котором бумага достигает необходимой сухости и прочности при
минимальном расходе энергии. Разрежение увеличивают при повышении скорости бумагоделательной машины.
Для более лучшего обезвоживания бумажного полотна в гаучпрессе применяют двухкамерные и даже трехкамерные валы
В первой камере шириной 200—300 мм создают меньший вакуум
(380—400 мм рт. ст.), чем во второй, узкой камере шириной 100—
180 мм (500—600 мм рт. ст ), что позволяет провести процесс обезвоживания более рационально, с меньшей затратой энергии на
вакуум-насосы.
352
При установке трех камер последняя, наиболее узкая из них.
служит для осушки отверстий рубашки гауч-вала от воды. При
работе машины на высоких скоростях вода, удаляемая из бумажного полотна под влиянием вакуума, не успевает попасть в камеру
и выбрасывается затем из отверстий рубашки вала центробежной
силой, наружу. При этом вода может забрасываться в бумажное
полотно или заноситься в сетку, создавая брак в бумаге и вызывая
обрывы бумажного полотна
Третья, узкая, не уплотненная бумагой камера соединяется
с эксгаустером высокого давления, который, засасывая с большой
скоростью воздух через открытые отверстия вала, осушает их Схематический чертеж двухкамерного и
трехкамерного отсасывающих гаучвалов представлен на рис. 146.
Производительность вакуум-насосов можно подсчитать, исходя из количества воды, удаляемой гауч-валом,
и содержания воздуха в мокровоздушной смеси Ориентировочно можно
принять, что количество воздуха в
мокровоздушной смеси
составляет:
при выработке бумаги из массы жирного помола 100—200-кратное по отношению к воде; при изготовлении
целлюлозной бумаги из массы невысокой степени помола на средних скоростях 200—300-кр атное, при выр аРис 146 Схема гауч валов
ботке бумаги с древесной массой на
б — трехка
•двухкамерного
быстроходных
машинах
300—400мерного
кратное.
По данным ЦНИИБуммаша, на каждый метр ширины сетки и
1 м скорости бумагоделательной машины следует принимать объем
удаляемого воздуха для машин со скоростью ниже 300 м/мин
45—50 л/мин, а для машин со скоростью выше 300 м/мин. 50—
75 л/мин.
В качестве воздушных насосов для создания вакуума в камере
отсасывающих валов применяют водокольцевые насосы, устанавливаемые без водоотделителей, так как в мокровоздушной смеси содержится мало воды.
При эксплуатации отсасывающих гауч-валов обращают внимание на то, чтобы в камере поддерживался необходимый вакуум и
чтобы отверстия рубашки вала оставались открытыми. Если вакуум
в камере понизился и это не связано с понижением степени помола
бумажной массы или понижением веса 1 м2 бумаги, причину надо
искать в неплотном прилегании камеры к валу, в наличии засоса
воздуха через уплотнения камеры или в плохой работе самого
вакуум-насоса. В целях профилактики рекомендуется 1 или 2 раза
в год вскрывать вал, вынимать камеру, осматривать и смазывать
353
подшипники, заменять негодные уплотнения, прочищать отверстия
рубашки вала.
Необходимо 1 или 2 раза в год прочищать отверстия вала, во
время смены сетки рубашку вала нужно промывать водой под давлением 50—70 кгс/см2 при помощи брандспойта. Для этой цели на
фабрике нужно иметь передвижную установку, состоящую из насоса высокого давления и электродвигателя, смонтированного на
тележке, которую можно подвезти к любой машине и включить
в работу в нужном месте.
Для облегчения промывки отверстий рубашки гауч-вала его
иногда обрабатывают специальными растворами химикатов, размягчающими отложения в ячейках вала и облегчающими их последующую промывку.
Понижение вакуума в отсасывающем гауч-вале ухудшает обезвоживание бумажного полотна и вызывает обрывы бумаги. Забивание отверстий вала массой может послужить причиной брака
в бумаге.
Отсасывающие гауч-валы ячейкового типа
Наличие ^сравнительно узкой зоны отсоса, необходимость сильного прижима камеры к внутренней стенке вала (что вызывает
сильное трение и повышенный расход энергии на вращение вала)
с целью устранения засоса воздуха извне, а также сравнительная
сложность конструкции — недостатки валов камерного типа. Этих
недостатков лишены отсасывающие валы ячейкового типа. Они
обладают большой зоной отсоса, требуют меньше энергии на
вращение и более просты по своей конструкции.
Конструкцию ячейкового отсасывающего гауч-вала с торцовым
отсосом разработал в 1910 г. В. Фисейский. Однако его изобретение в царской России не было реализовано. Первые гауч-валы
ячейкового типа были построены в Германии только в 1929 г.
Ячейковые отсасывающие валы выпускаются как с перфорированной рубашкой, так и щелевые. В первом случае бронзовая рубашка вала более толстая, чем у камерных валов, имеет в стенках
продольные каналы, соединяющиеся с наружными отверстиями
таких же размеров, как и у камерных валов. Во втором случае
продольные ячейки в стенке вала соединяются с узкими щелями
шириной 2 мм, расположенными параллельно оси вала. К торцовым стенкам вала с обеих сторон при помощи рычажно-грузовой
системы прижимаются отсасывающие головки, соединенные армированными рукавами с трубопроводом вакуум-насоса. Имеющийся
между торцовой стенкой вала и отсасывающей головкой зазор
уплотняется гибким бандажом.
При вращении вала ячейки соединяются попеременно с торцовыми отсасывающими головками, и в них возникает вакуум, под
влиянием которого происходит удаление влаги из бумаги. Вода
поступает в ячейки вала и выбрасывается из них центробежной
силой при вращении вала.
354
Отсасывающие гауч-валы ячейкового типа широко применяются
при выработке технических видов бумаги на тихоходных машинах
и на целлюлозных пресспатах. При работе на более высоких скоростях применяют главным образом камерные валы, так как удаление воды из ячеек ячейкового вала при этом затруднено, и требуется большая производительность вакуум-насосов для создания
разрежения.
Централизованная вакуум-установка
на бумагоделательной машине
В 1954 г. на одном из предприятий в Швейцарии была смонтирована на крупной бумагоделательной машине централизованная
установка для создания разрежения в отсасывающих ящиках,
Рис. 147. Централизованная вакуум-установка для бумагоделательной машины
/ — турбовоздуходувка; 2 — насос; 3 —сепаратор; 4 — капельный сепаратор; 5 —отсасывающие ящики; 6 — отсасывающий гауч-вал; 7 — отсасывающий пресс; 8 — сукномойка
«Виккери»
двухкамерном гауч-вале, в двух отсасывающих прессах и в промывных головках сукномойки «Виккери». Схема такой установки
показана на рис. 147 [15].
Как показано на схеме, разрежение в системе создается при
помощи многоступенчатой турбовоздуходувки, приводимой в движение от электродвигателя, через ускоряющий движение редуктор
с числом оборотов 7000 в минуту. Каждый отсасывающий узел
машины, соединенный с соответствующей ступенью турбовоздуходувки, снабжен цилиндрическим сепаратором для отделения воды
355
от воздуха, и, кроме тою, на каждой воздушной линии перед турбовоздуходувкой стоит еще второй капельный сепаратор для окончательной очистки воздуха от капель воды и предотвращения
заноса воды и волокна в турбовоздуходувку. Установка проста
в эксплуатации и надежна в работе. Экономия энергии составляет
30—40% от ее расхода при установке в о до кольцевых насосов.
Холодный и влажный воздух нагревается за счет сжатия в турбовоздуходувке с 15—16 до 120—160° С, при этом относительная
влажность его снижается до 1%. Нагретый воздух используется
для обдувки" сушильных сукон и для вентиляции. Таким образом
можно регенерировать до 60% тепла. Этот воздух отличается высокой чистотой и не требует дополнительной очистки. Давление воздуха при выходе из турбовоздуходувки
составляет около
750 мм рт. ст.
Установки турбовоздуходувок весьма компактны, они требуют
в 3 раза меньше площади, чем вакуум-насосы, но вместе с тем
требуют большей высоты помещения, так как вода из водоотделителей с помощью сифонных труб поступает в колодец, который
должен располагаться ниже водоотделителей на 10—11 м.
В настоящее время такие установки работают на ряде бумагоделательных машин. На крупных машинах турбовоздуходувка может приводиться в движение непосредственно от паровой турбины
без промежуточного редуктора.
Сетки бумагоделательных машин
Сетку наряду с прессовыми и сушильными сукнами относят
к одежде машины. Однако ее значение выходит из рамок одежды
машины, играющей обычно вспомогательную роль. На сетке происходит непрерывное формование бумажного полотна из разбавленной волокнистой суспензии, его обезвоживание до сухости 15—
22% и передача на последующие операции в прессовую часть машины. Таким образом, сетка является своеобразным конвейером,
на котором непрерывно и автоматически, в строго определенной
последовательности совершаются весьма важные операции бумажного производства с большой скоростью. Достаточно напомнить,
что современные машины работают на скоростях, достигающих
800 MJMUH и выше. Наряду с этим сетка выполняет также функции
приводного ремня, вращая все валики сеточной части и грудной
вал. Сама сетка получает движение от гауч-пресса.
К сеткам предъявляются высокие требования. Ткань сетки должна обладать хорошей водопропускной способностью и быть вместе с тем достаточно плотной. Структура ткани должна быть такой, чтобы волокна не проходили сквозь ячейки сетки, а полученный лист бумаги не имел заметной маркировки от проволок ткани.
Наряду с этим ткань сетки должна быть достаточно прочной на
разрыв и на изгиб, чтобы выдержать многократные перегибы, трение и растяжение. Так как pH массы обычно находится в пределах
356
4,5—5,5, ткань сетки должна быть стойкой по отношению к слабым
растворам кислот и не должна подвергаться коррозии.
Сеточную ткань изготовляют на металлоткацких станках, которую затем превращают в бесконечное полотно требуемых размеров
путем пайки. Продольные нити основы, воспринимающие основную
нагрузку при натяжении и работе сетки, а также подвергающиеся
трению и перегибам при ее движении по сеточному столу, изготовляют обычно из фосфористой бронзы, эти нити наиболее прочные
и эластичные. Поперечные проволоки утка, расположенные внутри
ткани и испытывающие меньшие напряжения, изготовляют из
менее эластичной и менее прочной полутомпаковой проволоки
(табл. 36). Сетки, предназначенные для тихоходных бумагоделательных машин, изготовляют целиком из полутомпака.
Таблица 36
Сравнительная характеристика проволоки из фосфористой бронзы
и полутомпака
Показатели
Химический состав проволоки, %:
медь
олово
фосфор
цинк
Механические показатели проволоки:
предел прочности при растяжении, кгс/мм2 . . .
относительное удлинение, %
Фосфористая
бронза
Полутом-
92,5—93,7
6—7
0,3—0,4
—
20
40—44
58—70
31
30—52
Изготовление сеток
Производство металлических сеток для бумажной промышленности было организовано в СССР в 1923 г.
Металлические сетки изготовляют следующим образом [16].
Поступающую на завод проволоку из фосфористой бронзы толщиной 2,6—3,4 мм, а также полутомпаковую «катанку» толщиной
7,2 мм подвергают многократному волочению на специальных станках с целью получения тонкой проволоки необходимых размеров
Перед протяжкой проволоку каждый раз подвергают отжигу
в электрических печах, а затем протравке в растворе серной кислоты Тонкую полутомпаковую проволоку протягивают через победитовые, а фосфористо-бронзовую проволоку через алмазные
фильеры. Из готовой проволоки на ткацких станках изготовляют
металлическую ткань, затем эту ткань разрезают на куски в соответствии с размерами изготовляемых сеток.
Раньше сетки сшивали вручную, теперь для этой цели применяют электропайку и газопайку. Так называемый электропаяный
шов получают следующим образом. Оба конца сетки отрезают и
357
удаляют крайние уточные нити; в один из концов сетки закладывают латунную проволоку, покрытую тонким слоем серебряного
припоя. Затем оба конца сетки соединяют вместе (встык) и специальным электроаппаратом расплавляют припой на припойной
нити по всей ширине сетки, при этом концы основных нитей прочно
спаиваются н образуется ровный шов, фильтрующая способность
которого такая же, как и полотна сетки.
При изготовлении газопаяного шва применяют серебряную припойную пластинку и концы проволоки-основы соединяют встык,
получая при этом бесконечную ткань. При электропайке у сеток
полусаржевого плетения нити основы в месте припоя смещены
одна относительно другой, что делает шов более грубым.
Изготовленную тем или иным способом бесконечную сетку растягивают на специальной машине, на которой сетка выравнивается
и доводится до нужных размеров по длине. После этого сетку
осматривают, свертывают на три скалки и упаковывают в деревянный ящик.
Характеристика сеток
В соответствии с назначением сетки изготовляются различных
номеров и типов ткани. Номер ткани характеризует ее плотность и'
частоту расположения проволок. Он определяется числом проволок
основы, приходящихся на 1 дюйм или на 1 см. На бумагоделательных машинах обычно применяют сетки № 26—40 (в метрической
системе).
По типу ткани различают сетки: одинарные, двойные, тройные
и крученые. У одинарных сеток основа состоит из отдельных
проволок. У двойных сеток каждая прядь основы состоит из пары
нескрученных проволок, у тройных — и з трех нескрученных проволок, а у крученых сеток — из трех-семи тонких проволочек, скрученных в канатик {рис. 148).
Плотность ткани по утку делается обычно меньше, чем по основе; у одинарных сеток, например, она меньше на 20%. Таким
Таблица 37
Сравнительные данные прочности одинарных сеток из фосфористой бронзы
и полутомпака
Сопротивление разрыву сетки, кес/см?
№ сетки
из фосфористой бронзы
24
26
28
32
358'
37,0
30,5
30,5
27,0
из полутомпака
26,0
25,0
22,5
19,0
образом, ячейки ткани имеют несколько вытянутую по ходу сетки
форму с отношением сторон 5 : 4.
Толщина проволоки — основы для одинарных сеток находится
в пределах 0,13—0,3 мм, а ее живое сечение составляет 23—44%.
Живое сечение у тройных сеток примерно в 1,5 раза меньше, чем
у одинарных. Прочность сеток на разрыв уменьшается с увеличе-
^
Й
^
jf
- .
Рис 148. Виды ткани сетки:
а —простая; б —двойная; в —тройная; в —крученая; д — полусаржевая
нием номера сетки (табл. 37). По этой причине во избежание
образования морщин тонкие сетки следует натягивать в меньшей
степени, чем более толстые.
Иногда наружная поверхность сетки подвергается шлифовке
с целью улучшения ее поверхности и снижения маркировки бумаги.
С шлифованной сетки легче снимается бумажное полотно и при
этом снижается число обрывов.
По структуре ткани и характеру переплетения различают простую саржевую и полусаржевую (киперную) ткань. В первом случае каждая проволока основы огибает только одну проволоку утка.
Во втором случае каждая проволока основы огибает снизу две,
359
а сверху одну проволоку утка, при этом все проволоки основы
смещены друг относительно друга.
При выборе типа и номера сетки {табл. 38) следует учитывать
вес 1 м2 вырабатываемой бумаги, характер помола и требования.,
предъявляемые к поверхности бумаги. Чем мельче волокнистая
масса и чем тоньше бумага, тем выше должен быть номер сетки,
чтобы мелкие волоконца не уходили сквозь сетку. При выработке
тонкой бумаги с ровной поверхностью применяют двойные и трой2
ные сетки. При выработке бумаги с высоким весом 1 м из относительно крупных волокон больше заботятся о прочности ткани сетки,
чем о возможной маркировке бумаги и потому выбирают сетки
низких номеров, а иногда и крученые сетки. При выработке высокосортной бумаги во избежание ее маркировки выбирают сетки
более высоких номеров.
- '"
Таблица 38
Данные для выбора типа и номера сетки при выработке разных видов бумаги
Вид бумаги
Конденсаторная
Папиросная, копировальная,
основа для парафинирования
То же
Высокосортная легкого веса
и впитывающая
Высокосортная писчая и бумага для печати, фотоподложка, чертежная, кабельная и др
Газетная, писчая и типографская № 2 и 3, мундштучная обойная, обложечная,
крафт-мешочная и др. . . .
Оберточная, упаковочная и
ДР
"
Картон и целлюлозная папка
Вес
№ сетки (число пройолок основы)
Тип ткани
бумаги,
на ! см
на I дм
6-15
6—15
34/102
40/120
85/225
100/300
14—28
14—28
14—28
14—28
24/72
30/90
32/96
36 и 40
60/180
75/225
80/240
90 и 100
30—60
28-32
70—80
60—200
26-28
65—70
50—200
24—26
60—65
90—200
16—21
40—52,5
300—1000
8—16
20—40
Тройная
Одинарная
Крученая
и одинарная
Крученая
П р и м е ч а н и е . В числителе указано количество проволок утка,
а в знаменателе — основы.
В последнее время в США некоторые фирмы начали изготовлять сетки из нержавеющей стали. Промышленное испытание на
бумагоделательных машинах, работающих со скоростью 120360
240 MJMUH, показало, что срок службы таких сеток в 2—3 раза
больше, чем фосфористо-бронзовых, и в отдельных случаях достигает 218 суток. Полагают, что подобные сетки смогут при благоприятных условиях работать до года. Стоимость такой сетки в 2
раза выше, чем обычной. При длительной работе сетки деревянные
крышки отсасывающих ящиков приходится шлифовать через
1,5 месяца, не дожидаясь смены сетки. При использовании сеток
из нержавеющей стали целесообразно применять для крышек отсасывающих ящиков керамические и карборундовые покрытия.
Сетки из синтетических материалов
В последнее время все шире начинают применять сетки из разных синтетических материалов '[17, 18]: полиамидных, полиэфирных, полиэтиленовых и др. Их можно изготовлять как из моноволокна (калиброванной жилки), так и из пряжи, скрученной из
большого числа тонких нитей моноволокна. Первые чаще всего
изготовляются из капрона, перлона, сарана и силана и для стабилизации ткани подвергаются термической обработке с помощью
ламп инфракрасного излучения. Такие сетки применяются главным
образом на целлюлозных пресспатах. Иногда сетки для пресспатов
изготовляют из комбинированной ткани, в которой в качестве
утка используют бронзовые нити, а в качестве основы—синтетические. Сетки из перлона работают на пресспатах в среднем полгода, а в отдельных случаях срок их службы достигает 2 лет. Так
как синтетические сетки сравнительно сильно вытягиваются (до
2,5—3%) и склонны к образованию морщин, на машине приходится устанавливать специальный натяжной, а также несколько
разгонных валиков, в том числе один перед поступлением сетки
на грудной вал. Для этой цели могут быть использованы либо
разгонный валик типа Моунт-Хоуп с вращающейся рубашкой,
имеющий форму дуги, либо стационарная дуга из нержавеющей
стали.
Наибольшее применение в бумажном производстве нашли
сетки, изготовленные из крученой пряжи. Для стабилизации и
упрочнения сеточную ткань подвергают специальной химической
обработке, при этом лучше сцепляются между собой отдельные
нити в крученой жилке. С 1960 г. американской фирмой Huyck Corporation выпускаются сетки из ткани «Формекс», которые применяются на ряде предприятий при выработке газетной и мешочной
бумаги при скорости, не превышающей 360 MJMUH, И на самосъемочных машинах при выработке впитывающих видов бумаги
при скорости, не превышающей 540 м/мин. Первоначально из-за
недостаточной стабилизации ткани — большой вытяжки и склонности сеток к образованию складок и морщин — требовалась значительная переделка сеточного стола. Теперь благодаря усовершенствованиям в изготовлении ткани «Формекс» сетку можно одевать на
бумагоделательную машину без существенной переделки сеточного
,361
стола: надо только установить разгонную стационарную дугу
из нержавеющей стали перед поступлением сетки на грудной вал.
Рекомендуется также использовать в качестве покрытий для отсасывающих ящиков, гидропланок и формующих досок нержавеющую сталь, которая обладает низким коэффициентом трения при
работе синтетических сеток и высокой износоустойчивостью.
Сетки из синтетических материалов ткутся без шва подобно
прессовым сукнам, при этом уточные жилки располагаются вдоль
сетки, а жилки основы поперек. Живое сечение сеток «Формекс»
примерно в 2 раза меньше, чем бронзовых, тем не менее бумажное полотно на них обезвоживается легче.
К достоинствам сеток из ткани «Формекс» следует отнести:
более длительный срок службы по сравнению со сроком службы
бронзовых (примерно в 2—3 раза); малый вес сетки (примерно
в 8 раз меньше бронзовой); отсутствие шва, а следовательно, и
LJULJl—ILJLJLJ
О О
маркировки, которую может давать на бумаге шов; на кромках
о
сетки не образуются трещины,
Рис. 149. Установка подкладочной
нет мятин и мертвых складок;
сетки под основной сеткой
сетка меньше загрязняется, легко промывается и бумажное полотно легче с него снимается (сухость бумаги на этой сетке выше,
чем на обычной).
Сетка «Формекс» может работать без повреждения при pH
3—12, и ткань сетки можно очищать химикатами в пределах этой
кислотности, а также продувать паром. Упаковывают сетки просто, наматывая ее в сложенном виде на бумажную гильзу.
К недостаткам сеток «Формекс» можно отнести склонность
сетки при изменении натяжения давать морщины и больший унос
мелкого волокна, которое затем скапливается на поверхности сетковедущих валиков, и для его удаления требуется установка шаберов и водяных спрысков.
Сетки «Формекс» стоят в 2 раза дороже обычных, тем не менее
применение их экономически вполне оправдывается.
Сетки из синтетических материалов нашли в последнее время
еще и другое применение: их стали надевать на гауч-вал и отсасывающие ящики под металлическую сетку, чтобы предохранить ее от
трения на отсасывающих ящиках и увеличить срок службы, а также
на прессах под мокрое сукно с целью улучшения отвода воды,
отжимаемой валами, и повышения сухости бумажного полотна.
На рис. 149 дана схема установки такой подкладочной сетки на
сеточном столе. Как видно из рисунка, сетка из синтетического материала надета под основной металлической сеткой на гауч-вал,
отсасывающие ящики и три сетковедущих валика, один из которых
служит натяжным, а другой правительным. Подкладочная сетка
в данном случае заменяет ротобелт Эванса, перед которым имеет
ряд преимуществ: возможность работы на любой скорости, отсут362
ствие маркировки от ткани, более длительный срок службы основной сетки и др. По данным Гавелина, срок службы сетки повышается в 3—4 раза [19].
Выбор ширины и длины сетки
Как уже указывалось, длина сетки зависит от скорости и производительности машины, а также свойств массы, подвергаемой
обезвоживанию. Ширина сетки зависит от формата на накате и
степени усадки бумаги при ее прессовании и сушке.
Ориентировочные данные о длине сеток приведены в табл. 39.
Выбор длины сеток
Тип машины
Самосъемочные бумагоделательные
Открытые столовые
»
»
»
»
»
»
»
»
»
»
»
»
»
»
Длинносеточные картоноделательные
Таблица 39
Виды бумаги
Тонкая садкого
помола
Тонкая
Конденсаторная
Высокосортная
Жиронепроницаемая
Массовые виды бумаги, вырабатываемые при скорости, не превышающей 300—400 м/мин
Газетная (500—900*м/мин)
Крафт-мешочная и оберточная (до
200 м/мин)
То же (400 м/мин)
Тарный картон
Длина
сетки, м
12—16
20—32,5
20—28
24—30
25-35
25—37
37-54
25—35
35—47
35—54
Сетки изготовляются по заказу с допусками по длине, не превышающими ±50 мм. При больших отклонениях от нормальной
длины сетку трудно надеть на машину, так как возможности изменения длины сетки за счет передвижения натяжного валика очень
ограниченны.
Ширину сетки рассчитывают, исходя из обрезной ширины бумаги на накате, к которой прибавляют 40—50 мм на обрезки,
40—80 мм на отсечки, 80—100 мм на декели и свободное пространство за декелями, включая и разбег сетки (всего около 200 мм).
Припуск на усадку бумаги в зависимости от ширины машины
и типа бумаги составляет от 50 до 200 мм и более. Таким образом,
ширина сетки должна быть больше обрезной ширины бумаги на
накате на 250—500 мм, в среднем на 300—400 мм.
Эксплуатация сетки
Надевание сетки. Сетки, надеваемые на бумагоделательную
машину, не должны иметь ткацких дефектов, оттяжек, вмятин и
дефектов от упаковки, так как все эти даже самые незначительные
363
дефекты приводят к преждевременному износу и выводу сеток из
строя.
Сетку обычно меняют тогда, когда ткань сетки изношена и не
обеспечивает нормальной работы машины, приводит к браку бумаги и излишним внеплановым остановам машины для починки
сетки. Целесообразно, однако, не доводить машину До такого
состояния и заранее планировать ремонт сетки и ее смену.
Смену сетки осуществляют в следующей последовательности.
После остановки машины и споласкивания сеточного стола струей
воды из шланга снимают старую сетку. Затем разбирают сеточный
стол и одновременно промывают подсеточную ванну желоба и
сливы. Все детали, находящиеся внутри сетки (регистровые валики, грудной вал, сетковедущие валики, отсасывающие ящики,
желоба, сливы и спрыски), должны быть удалены.
Выдвижной сеточный стол не разбирают, а выдвигают на сторону специальным приспособлением, состоящим из массивных балок, установленных рядом с сеточной частью машины, и шестеренно-червячной передачи. Прежде всего сетку надевают на нижний вал гауча. Для этого на удлиненную цапфу нижнего вала
сначала надевают массивную железную трубу, на которую осторожно заводят сетку в виде петли. Затем при помощи крана приподнимают вал за конец трубы и, удалив стойку вместе с подшипником, надевают сетку на гауч-вал, после чего снова ставят стойку
и опускают на место гауч-вал.
При наличии отсасывающего гауч-вала консольного типа эта
операция упрощается, так как этот вал с приводной стороны при
помощи домкрата удерживается консольно, и стойку с рабочей стороны вала можно убрать, не прибегая к описанному выше приему.
На больших машинах сетку предварительно растягивают на
специальном приспособлении и в виде петли надевают на отсасывающий гауч-вал, пользуясь краном или тележкой. Смотанную
часть сетки кладут на сукно первого пресса и постепенно разматывают, одновременно растягивая сетку в направлении грудного
вала, вставив скалку в петлю сетки. Во время растяжки для поддержания сетки устанавливают несколько регистровых или специальных растяжных валиков. Размотав сетку и растянув ее до
напорного ящика, ставят на место грудной вал. На малых машинах,;
эта операция выполняется вручную, на больших — при помощи
крана и тележки, передвигаемой по рельсам.
После установки грудного вала приступают к сборке сеточного
стола: ставят на место желоба и сливы, затем регистровые валики,
отсасывающие ящики, сетковедущие валики и спрыски. Если стол!
выдвижной, его осторожно задвигают на место. После окончания!
сборки сеточного стола натягивают сетку и, проверив равномер-f
ность натяжения сторон, включают сетку на тихий ход и осматри-|
вают ее.
За время смены сетки приводят в должное состояние отсасы^
вающие ящики (тщательно шлифуют, промывают). Если при|
364
осмотре сетки будет обнаружен какой-либо дефект, необходимо
принять меры к его устранению, чтобы он не послужил причиной
преждевременного выхода сетки из строя. Масляные и грязные
пятна, обнаруженные на сетке, необходимо удалить. Шов сетки
должен быть строго параллелен отсасывающим ящикам. Если шов
не параллелен ящикам, то сетка натянута неправильно или неправильно установлены отдельные сетковедущие валики Нужно найти
причину перекоса шва и устранить ее.
При смене сетки нужно соблюдать особую осторожность, чтобы
не повредить сеточную ткань, а если вмятины на сетке все же
образовались, их необходимо разгладить.
После осмотра сетки на тихом ходу приступают к пуску машины.
На смену сетки при отсутствии механизации работ тратится
4—6 ч, а если сеточный стол выдвижной, достаточно 2—3 ч.
За последнее время стали применять так называемое надвижное приспособление для надевания сетки, при наличии которого сеточный стол, вывешенный консольно, остается на месте, а сетка
растягивается на специальном растяжном устройстве, выдвигаемом
из сеточного стола при помощи электродвигателя, и после этого
надвигается на сеточный стол.
Есть несколько типов подобных устройств. Они позволяют менять сетку на большой машине в очень короткий срок (около I ч).
Натяжение сетки. Натяжение сетки можно осуществлять
вручную или от двигателя при помощи одного или двух натяжных
валиков, расположенных на нижней ветви сетки. Подшипники натяжных валиков можно передвигать в вертикальных стойках при
помощи винтов или на шарнирных рычагах при помощи пневматического мембранного механизма.
Нормальным натяжением считается 5 кгс/см. Однако такое натяжение следует рассматривать как максимальное для сеток
№ 24—28. Грубые сетки натягивают сильнее, а более тонкие,
№ 36—40, значительно слабее во избежание повреждения ткани
Степень натяжения сетки устанавливают опытным путем. При
слишком слабом натяжении возможна пробуксовка отсасывающего
вала и даже остановка сетки. Наряду с этим при слабом натяжении сетки под влиянием действия тряски усиленного явлением
резонанса, когда собственный период колебаний сетки совпадает
с колебаниями, сообщаемыми сетке механизмом тряски, могут возникнуть на сетке косые морщины. Слишком сильное натяжение
также вредно, так как оно может привести к разрывам ткани или
шва сетки, особенно старой. Тонкая сетка при чрезмерном натяжении может образовывать продольные складки.
Во время работы сетка немного вытягивается и провисает Поэтому ее нужно время от времени подтягивать. Показателем равномерного натяжения сетки по сторонам служит шов сетки. Он, как
уже указывалось, должен быть строго параллелен отсасывающим
ящикам, т. е. перпендикулярен продольной оси машины. Если одна
365
сторона сетки отстает, то это свидетельствует о том, что она сильнее натянута и ее необходимо несколько ослабить.
Правка сетки. При движении сетка может сместиться в сторону
и задеть за боковые стойки стола. Во избежание повреждения
кромок сетки ее движение в поперечном направлении регулируют
так называемым правительным валиком, который упр-авляется
вручную или действует автоматически.
В качестве правительного валика применяют обычный сетковедущий вал-ик, устанавливаемый в подвижных подшипниках, которые перемещают в горизонтальном направлении при помощи
суппорта и ручного маховичка. У машин с обычным гауч-прессом
правительный валик чаще всего
устанавливают между отсасывающими ящиками и гауч-прессом
в месте небольшого изгиба сетки,
•а у машин с отсасывающим гауч-валом — на нижней ветви сетки. Оптимальный угол охвата
валика сеткой равен 10—15°.
Схема действия валика показана на рис. 150. Если передвинуть
один конец правительного валика Л в положение А\ по ходу
сетки, то он сместит сетку в направлении BBi. Нетрудно убедиться в том, что движение сетки будет направлено в противоположную сторону, если передвинуть конец валика против
хода сетки, так как валик будет
Рис. 150. Схема действия правительного валика
стремиться направить сетку перпендикулярно своей оси.
1аким образом, основное правило правки сетки (а также и
сукна) можно сформулировать следующим образом: при перемещении одного конца правительного валика сетка пойдет в ту сторону, с которой она раньше достигнет этого валика.
Во время^правки сетки (особенно тонкой) во избежание появления на ней морщин и складок не рекомендуется быстро (рывками) перемещать конец правительного валика.
В некоторых случаях перемещение правительного валика не
влияет на ход сетки, и она продолжает смещаться в сторону. Причина таких неполадок может заключаться в конструкции шва и
в образовании бороздок от проволоки основы на крышках отсасывающих ящиков. Чтобы заставить сетку двигаться в нужном направлении, прибегают к снижению или даже полному выключению
вакуума в первых отсасывающих ящиках. Применяют также перекос некоторых из сетковедущих валиков в помощь правительному
валику. Однако эти мероприятия нельзя признать удов летв орите ль366
ными, так как выключение отдельных отсасывающих ящиков ил!
снижение вакуума в них может привести к обрывам бумаги. Перекос сетковедущих валиков может вызвать резкое смещение сетки
при выключении подачи массы. Правильнее принять меры к устранению бороздок на крышках отсасывающих ящиков. Это можнс
сделать путем придания вибрации ящикам или самой сетке. Если
сетка в процессе работы смещается периодически в ту или другук
сторону, то поверхность отсасывающих ящиков изнашивается равномернее и бороздки сглаживаются. Это наблюдается при автоматической правке сетки, когда сетка не стоит на одном месте.
На современных бумагоделательных машинах применяют автоматическую правку сетки — механическую, гидравлическую или
_
пневматическую.
Наиболее проста и надежна
в работе пневматическая сеткоправка (рис. 151), применяемая
на современных бумагоделательных машинах. Правительный валик в этой системе подвешен
шарнирно к стойке и уравновешивается пружиной. Конец правительного валика передвигается
сжатым воздухом через мембрану. Импульсом для регулирования давления сжатого воздуха,
подводимого к мембране, служит
набегание кромки сетки на пла- Рис 151. Пневматическая сеткоправка
стинку и ее отклонение от своего
первоначального положения.
Аналогичные аппараты устанавливаются теперь также для
правки мокрых и сушильных сукон.
Во всех системах автоматической правки сетка непрерывно совершает небольшие перемещения в ту и другую сторону. Это
обстоятельство играет положительную роль, так как поверхность
крышек отсасывающих ящиков срабатывается равномерно и бороздок от проволок сетки на них не образуется.
Очистка сетки. Во время работы ткань сетки может засоряться
волокнами, клеящими и наполняющими веществами, а также гуминовыми веществами и минеральными солями, осаждающимися из
воды, особенно в летнее время. Кроме того, на сетку может попасть
смазочное масло и смола. Забивание пор сетки приводит к тому,
что в этом месте не будет фильтрации воды, а следовательно, и
нормального отложения волокон, вследствие чего в таких местах
образуются светлые на просвет пятна или даже сквозные дыры.
Особенно много хлопот причиняет смола, которая может выделиться на сетке в виде пятен вследствие коагуляции из волокнистых материалов или из клея при неудачном его приготовлении.
367
Для очистки ткани сетки и поддержания ее в чистоте на обратной ее ветви устанавливают несколько водяных спрысков, вода
к которым подводится по трубам диаметром 40—100 мм, в зависимости от ширины и скорости машины. Отверстия спрысков бывают
круглые, диаметром 1,5—3 мм, и щелевые, дающие плоскую струю
воды. Водяной спрьгск должен при малом расходе воды эффективно промывать сетку от приставших к ней волокон и других
загрязнений. Первый от гауч-вала спрыск служит для смыва бумажного полотна при его обрыве под сетку. Этот мощный спрыск
со сравнительно крупными отверстиями включают обычно только
при обрывах бумажного полотна. Краевые отсечки обычно непрерывно смываются водой из коротких водяных спрысков, устанавливаемых с обеих сторон сетки. Остальные спрыски устанавливаются над сетковедущими валиками для уменьшения провисания
сетки. Отверстия спрысков могут засоряться, поэтому сеточник
должен периодически прочищать их специальным «ершом». Плохой
надзор за рагботой спрысков может привести к образованию брака
и даже к обрывам бумажного полотна, что может случиться,
например, при засорении шва сетки. Работа спрысков эффективна
при очистке сетки от гуминовых и волокнистых загрязнений, но
совсем неэффективна при загрязнениях сетки смолой и маслом.
Для удаления с сетки масляных пятен можно применять органические растворители: бензин, керосин, спирт, скипидар и др.,
а также раствор соды. Удаление масляных пятен с сетки не представляет какого-либо труда, однако для этого нужно останавливать машину. Значительно хуже обстоит дело с удалением смоляных пятен. Свежие смоляные пятна в некоторых случаях можно
отмыть перечисленными выше растворителями, однако старые
пятна таким способом удалить не удается. Обычно в этих случаях
прибегают к продувке сетки струей пара или удаляют пятна из ее
ткани механически, втирая в нее с нижней стороны мел. Последний
способ можно применять только на узких машинах.
Продувка сетки паром из шланга весьма эффективна,, но при
этом необходимо следить за тем, чтобы смола, сдуваемая паром
с сетки, отводилась и не попала на обратную ветвь сетки. Минеральные и гуминовые отложения на сетке образуются обычно в теплое время года. Они иногда сплошь забивают ткань сетки, сильно
снижают ее фильтрующую способность и приводят к образованию
просвечивающих пятен в бумаге.
При сильном загрязнении сетку очищают 15—20%-ным раствором серной кислоты на медленном ходу машины во время ее останова. Ткань сетки можно орошать кислотой из нижнего спрыска,
в который через воронку наливают кислоту, или обрабатывать
сетку кислотой при помощи валика, при этом кислоту наливают
в свинцовое корыто, устанавливаемое под сеткой. Обработанная
кислотой ткань сетки становится более гибкой и эластичной, так
как минеральные и гуминовые загрязнения растворяются. На
сетке остаются только смоляные пятна.
368
Износ и повреждение сетки. При нормальной работе сетки
изнашивается только проволока основы, которая движется своей
поверхностью по валикам и отсасывающим ящикам, испытывая
значительное трение и подвергаясь изгибающим действиям. Проволока утка, находящаяся внутри ткани, износу обычно не подвергается. Износ основы может достигать 75% от диаметра проволоки. При более сильном износе отдельные проволоки основы начинают ломаться, вследствие чего образуются трещины в ткани
сетки, и нередко она (если имеет вмятины) рвется.
Износ сетки определяют по формуле
d
d
% ,,
(87)
da0J5
где dn и dK— начальный и конечный диаметр проволоки основы, мм.
Срок службы сеток различен. Он зависит от типа применяемой
сетки, скорости бумагоделательной машины, конструктивных особенностей сеточного стола и режима работы машины. На быстроходных машинах срок службы сеток составляет только 8—12 дней,
для машин, работающих на средних скоростях, 15—25 дней, а для
тихоходных машин — около месяца и выше. Эти цифры следует
рассматривать как ориентировочные, так как они не учитывают
других факторов, кроме скорости. Средний срок службы сеток
в летнее время меньше, чем в зимнее, на 10—20%. Это связано
с понижением вязкости воды и увеличением трения сеток в более
теплое время года, а также, по-видимому, с большой активностью
кислой среды при повышении температуры. Имеет значение и большее загрязнение ткани сетки в летнее время гуминовыми веществами, солями жесткости воды и смолой. Износ сетки различен в зависимости от типа сетки, ее длины, номера и вида ткани. Тонкие
сетки изнашиваются быстрее, чем более грубые, как и короткие
сетки по сравнению с более длинными. Обычные сетки с саржевой
тканью меньше работают, чем сетки с полусаржевой тканью.
Из конструктивных особенностей сеточного стола большое значение имеет материал крышек отсасывающих ящиков и состояние
их поверхности, так как от этих факторов зависит коэффициент
трения сетки о ящики.
Из элементов режима работы машины на износ сетки наибольшее влияние оказывает величина разрежения, применяемого
в отсасывающих ящиках, так как трение сетки о поверхность ящиков растет прямо пропорционально разрежению. Однако степень
обезвоживания бумажной массы на отсасывающих ящиках повышается при этом значительно медленнее. Поэтому целесообразно
работать при относительно невысоком разрежении в отсасывающих
ящиках. Вредное влияние на износ сетки оказывает также и чрезмерное ее натяжение.
Для снижения износа сетки большое значение имеет очистка
бумажной массы от песка.
13
с II Иванов
36
^
Для уменьшения коррозии и износа сетки в последнее время
с успехом применяют химические вещества, вводимые в виде растворов вместе с промывной спрысковой водой, орошающей сетку.
Эти вещества образуют мономолекулярную пленку на поверхности
бронзовой проволоки и предохраняют ее от коррозии. В качестве
таких веществ применяют, например, меркаптобензотиозил, расход
которого составляет ОД—0,2 кг на 1 т бумаги. В США для этой
цели применяют препараты Налко-225 и Налко-227. Иногда эти
препараты вводятся непосредственно в поток бумажной массы перед смесительным насосом. Срок службы сеток повышается в среднем в 2 раза.
Дефекты сетки. Часто механические повреждения сетки во
время работы или при ее надевании, а также заводские дефекты
ткани сетки являются причинами преждевременного ее износа.
К механическим повреждениям сетки относятся вмятины, отверстия, высыпки, трещины, морщины и складки на ткани сетки. К заводским дефектам относятся ткацкие дефекты («заработанная»
нитка, пропуски и т. п.), дефекты шва и дефекты, полученные в результате плохой упаковки сетки.
Вмятины появляются в результате повреждения сетки при ее
надевании или работе, а также из-за попадания на сетку посторонних твердых предметов (щепок, крупных сучков из массы, окалины,
штукатурки и др.).
Крупные вмятины (оттяжки) на ткани сетки образуются при
прохождении через сетковедущие валики или через валы гаучпресса крупных комков массы, Каждую вмятину или морщину, замеченную на сетке, следует разгладить приспособлением в виде
плоской пластинки из слоновой кости или пластмассы. При исправлении вмятины следует осадить возвышающиеся и поднять углубившиеся места ткани.
При крупных вмятинах сетки, когда проволока ткани вытянулась, приходится прибегать к частичной обработке ткани крепкой
серной кислотой (концентрацией 15—-20%) и последующей вытяжке сетки. Для этого кислоту наносят щеткой по всей ширине
сетки против «оттяжки» и через 1—2 мин после смывки кислоты
ставят сетку так, чтобы ткань сетки, обработанная кислотой, была
на натяжном валике, и сильно натягивают. Эластичная ткань сетки
после обработки кислотой вытягивается и вмятина уменьшается.
Если вмятины своевременно не разгладить, то проволока основы на выступающих местах быстро перетрется, вывалится и
образуется высыпка — отверстие на сетке, где сохранились лишь
проволоки утка. Если разрушаются и проволоки утка, то образуется сквозное отверстие.
Поперечные трещины чаще появляются на шве (или рядом со
швом) и на кромках сетки. Поперечные прорывы ткани сетки наблюдаются реже и связаны с наличием в ней ткацких дефектов
в виде выступающих нитей основы или поперечных выгибов ткани
из-за небрежной упаковки.
370
Наиболее слабое место сетки — шов, так как он немного выступает над поверхностью ткани и испытывает интенсивное трение
на отсасывающих ящиках. При шарнирном шве часто наблюдается прорыв сетки рядом со швом, особенно при наличии планочных отсасывающих ящиков, что объясняется ударом шва о планки
ящиков и более интенсивным трением ткани непосредственно за
швом. При наличии отсасывающих ящиков с перфорированными
крышками шов проходит над ящиками более плавно и подобных
прорывов ткани не наблюдается.
Трещины на кромках сетки могут появиться в результате перепуска сетки на одну из сторон, а также при сильном износе грудного или головного гауч-вала и наличии у них утолщенных краев
Поэтому каждые 2—3 года необходимо проверять их диаметр и
протачивать по краям.
Морщины и складки могут образовываться от разных причин
при попадании массы на сетку, при намотке бумажной массы на
сетковедущий валик, при очень слабом или очень сильном натяжении сетки, а также при перекосе ткани сетки. Во всех этих
случаях следует немедленно остановить машину и разгладить
морщины, пока они не превратились в складки. Если это не сделать, то ткань по этим морщинам через 1—2 дня неизбежно разор
вется и сетка выйдет из строя. Разглаживать морщины нужнс
очень осторожно.
Продольные полосы на сетке в виде сплошных «оттяжек» вс
всю длину сетки могут быть как наружными, так и внутренними
Причинами их образования могут служить: масса, намотавшаяся
на валике и скопившаяся на крышках отсасывающих ящиков иль
под сеткой на шабере, дефекты поверхности формующих досо*
и отсасывающих ящиков, а также дефекты валов сеточной част?
в виде забоин или царапин на поверхности рубашек. В первоъ
случае будет сплошная полоса, а во втором — полоса в виде от
дельных мелких вмятин на сетке. В обоих случаях нужно найтг
и устранить причину образования полосы на сетке. Причину появ
ления сплошной полосы найти легче. Гораздо труднее найти при
чину появления полосы, состоящей из отдельных мелких вмятин
Такая полоса появляется не сразу и на нее можно вначале не об
ратить внимания. Чтобы найти царапину на валике, нужно оста
новить машину и осмотреть все валы против полосы и, найдя ее
зачистить наждачной бумагой или напильником. Царапины ш
валиках проявляются при неосторожном обращении с ним*
во время смены сетки и ремонтов сеточного стола.
После устранения причины появления полосы нужно выправит]
ткань сетки разглаживающим приспособлением.
Из изложенного видно, какое значение имеет надлежащий над
зор за состоянием и работой сетки. При каждом простое машинь
сеточник обязан внимательно осмотреть всю сетку на медленно!^
ходу и устранить все замеченные дефекты: разгладить вмятины i
морщины, починить, если надо, сетку и удалить масляные и смоля
13*
37
ные пятна. Особое внимание уделяется шву сетки. О всех замеченных дефектах сетки и ее состоянии записывают в журнал.
Починка сетки. Обычно сетку штопают по спирали или «восьмеркой». Последний способ применяют при широких разрывах
ткани. Мелкие высыпки и отверстия, если они не приводят к браку
бумаги, обычно не чинят. При крупных повреждениях ткани сетки,
не поддающихся исправлению, иногда вырезают куски сетки и
ставят заплаты. Эта операция, однако, требует от рабочего боль-
_
I
!1
Рис. 152. Прикрепление заплаты на сетке без пайки1
/ — подготовка заплаты; 2 и 3 — наложение заплаты; 4 — вид сверху, 5 — направление движения сетки
шого уменья и занимает много времени. Заплату прямоугольной
формы подгоняют по размерам вырезанного куска сетки.
Б последнее время стали заплаты к ткани сетки не пришивать,
а припаивать. При разрыве ткани вырезают отверстие прямоугольной формы, расположенное по диагонали, и точно такую же заплату (размер ее должен быть достаточно точным), которую затем
припаивают к ткани сетки серебряным припоем. Вся работа может
быть выполнена за 10—12 мин.
Есть еще более простой способ наложения заплат. Вырезают
заплату прямоугольной формы из специальной сетки с более тонкой проволокой, вынимают с обеих сторон по несколько уточных
проволок и выступающие свободные концы проволок основы в заплате загибают под прямым углом. Подготовленную таким образом заплату накладывают на поврежденное место, свободные
концы проволоки основы вставляют в ткань сетки и загибают
с внутренней стороны по ходу сетки (рис. 152). В этом случае
никакой припайки заплаты к сетке не требуется, она достаточно
372
хорошо удерживается на поверхности ткани и не создает заметной маркировки на бумаге. Этот способ починки сеток с успехом
применяется теперь на наших предприятиях.
Ровнитель. Нанесение водяных знаков на бумагу
Водяные знаки на бумагу обычно наносятся при помощи ровнителя (эгутера), а также при помощи сеточных цилиндров на круглосеточных машинах.
Ровнитель представляет собой легкий, полый валик, изготовленный из проволочного каркаса и обтянутый снаружи сеткой. На
сетку наносят специальными штампами наружный рисунок
(рельеф), который может быть сплошным для выработки так
называемой > зоркой бумаги или местным для выработки бумаги
с локальным знаком.
Ровнитель устанавливают на сетку бумагоделательной машины
между отсасывающими ящиками, например после второго или
третьего ящика. Ровнитель обычно вращается сеткой. На широких
и быстроходных машинах он имеет самостоятельный привод. При
своем вращении ровнитель оставляет на влажном бумажном полотне отпечаток своего рельефа. Выпуклые места ровнителя раздвигают волокна еще довольно влажного и рыхлого полотна бумаги, создают в нем более тонкие и более толстые места, которые
при просмотре бумаги на просвет выглядят как свет и тени.
Для успешной работы ровнителя необходима определенная
влажность бумажного полотна, которая регулируется отсасывающими ящиками, расположенными до ровнителя. Бумага должна
обладать достаточным количеством воды, и слой массы на сетке
должен иметь такую высоту, чтобы мог заполнить весь рельеф
сетки ровнителя. Практически необходимую влажность бумажного
полотна устанавливают по заливу на сетке. Если бумага перед ровнителем обезвожена больше, чем надо, то водяной знак не получится или будет плохим. При чрезмерном содержании воды перел
ровнителем водяной знак получится размытым или дробленым.
Узорные сетки изготовляют обычно штамповкой, локальные
знаки можно нашивать на сетку проволокой При изготовлент
узорной сетки и особенно сетки с локальным знаком нужно учиты
вать вытяжку бумаги по длине и усадку по ширине в мокрой i
сушильной частях машины. Если деформацию бумаги не принят!
во внимание, знак получится вытянутым по ходу сетки.
Узорную бумагу вырабатывают для документов, чеков, аккре
дитивов, паспортов и пр. Бумагу с локальным знаком использукг
главным образом для денежных знаков. Кроме того, вырабатываю'
еще бумагу верже с продольной и поперечной штриховкой в вид<
линеек, что выполняется специальным ровнителем, изготовленный
из проволочного каркаса такого же рисунка.
При выработке бумаги с водяными знаками предъявляются осо
бые требования к качеству бумажной массы. Для получени:
з?
четкого водяного знака масса должна быть жирного помола, во- щ
локна не должны быть длинными. Четкий водяной знак получается
при добавке в массу тряпичной хлопковой полумассы, которая
придает необходимую пухлость бумажному листу в момент формования водяного знака.
Кроме нанесения водяных знаков, ровнитель широко применяется при выработке высокосортных и целлюлозных видов бумаги для улучшения структуры поверхности и просвета бумаги.
Реже его используют при выработке бумаги с древесной массой.
Для этой цели на ровнитель нашивают обыкновенную гладкую
сетку.
Ровнитель выравнивает поверхность бумаги, делает ее более
однородной, сглаживает разницу между нижней и верхней сторонами листа, улучшает структуру бумаги к просвет.
На ровнитель обычно устанавливают более грубую сетку, чем
на машину, что обеспечивает более спокойную и надежную работу
машины с меньшим количеством дефектов и обрывов. Так, при
выработке писчей и бумаги для печати на ровнитель ставят обычно
сетку № 14-16, в то время как на машине используют сетку
№ 26-28. Для уменьшения маркировки бумаги сетку ровнителя
шлифуют или ставят ткань саржевого переплетения.
При установке на ровнитель сетки более высокого номера работа машины затрудняется и даже становится совсем невозможной
из-за прилипания бумаги к гладкой поверхности ровнителя. Бумага стремится прилипнуть к более гладкой поверхности. Поэтому
она при обрывах на прессах идет на верхний гладкий вал, а не
остается на более шероховатом сукне и меньше липнет к гранитным, чем к более гладким, чугунным, валам.
Для нормальной работы ровнителя очень важно содержать его
в идеальной чистоте. Пена и сгустки массы, прилипая к ровнителю, вызывают образование в бумаге воздушных пузырей, пятен,
и сквозных отверстий, а в отдельных случаях приводят к обрывам
бумажного полотна. Для непрерывной очистки устанавливают
сверху или изнутри ровнителя водяной спрыск, желательно вибрирующий. На тихоходных машинах за спрыском устанавливают
сукно, вытирающее сетку и равномерно распределяющее спрысковую воду по поверхности ровнителя. Вода заполняет ячейки сетки
ровнителя и способствует лучшей его работе. К спрысковой воде
иногда добавляют химические вещества. Количество воды, подаваемой на спрыск,— важный фактор работы ровнителя, от которого в значительной мере зависит успешная его работа.
В дополнение к водяному спрыску внутрь ровнителя устанавливают для более эффективной очистки сетки, особенно при смолистой массе, паровой спрыск с избыточным давлением пара
2 кгс/см2. Струю пара направляют в зазор между ровнителем и
бумажным полотном, что облегчает также отделение бумажного
полотна от сетки ровнителя и разрушает образующиеся в зазоре
воздушные пузыри.
374
Раньше применялись осевые ровнители небольшого диаметра
со спицами внутри сеточного цилиндра, которые не позволяли устанавливать водяные и паровые спрыски внутри цилиндра. Поэтом)1
промывка и очистка сетки ровнителя была очень несовершенной и
работа бумагоделательной машины с такими ровнителями была
крайне затруднительна.
В дальнейшем были созданы безосные ровнители, которые
своими торцовыми кольцами опираются на ролики и катятся
по ним.
Давление ровнителя на бумажное полотно регулируется с помощью рычажно-грузового механизма, перемещающего опорные
ролики по высоте. Безосные ровнители изготовляются большого
диаметра и на современных машинах, работающих при скорости
свыше 200 MJMUH, снабжаются приводом, что позволяет значительно улучшить работу ровнителя (устраняется проскальзывание
ровнителя и его скорость уравнивается со скоростью сетки машины). При использовании безосных ровнителей значительно улучшаются условия их очистки, так как паровой и водяной спрыски
вводятся внутрь его цилиндра и можно применять воду и пар более
высокого давления.
Безосные ровнители успешно работают при скорости машины
200—300 м/мин, при более высокой скорости наблюдается вибрация и подпрыгивание ровнителя, что затрудняет его использование.
В последнее время фирмой Финка (ФРГ) создана новая конструкция, совмещающая достоинства безосного и осевого ровнителей. Ровнитель этого типа установлен в подшипниках качения, допускающих перемещение цилиндра по высоте и предотвращающих
вибрацию и подпрыгивание ровнителя при любой скорости машины. Подшипники прикреплены к торцовым крышкам ровнителя,
а сам он остается полым. Через полую цапфу ровнителя с его рабочей стороны внутрь цилиндра вводят осциллирующий водяной
спрыск для очистки сетки, а также паровой спрыск, направленный
в зазор между бумажным полотном и ровнителем при его выход*
с сетки машины, что позволяет не только очищать сетку ровнителя
но и облегчает снятие бумажного полотна с его сетки.
Для водяного спрыска применяют фильтрованную воду с избы
2
точным давлением 5—20 кгс/см . Такое высокое давление спрыско
вой воды позволяет всегда поддерживать сетку ровнителя в чистот<
и работать длительное время без его замены. Для сбора спрыско
вой воды со стороны входа бумаги под ровнитель смонтирова!
специальный желоб, днище которого обогревается паром ДЛ5
предотвращения каплеобразования.
Ровнитель снабжают регулируемым приводным двигателем че
рез карданный вал и муфту сцепления. Ровнитель на сетку машинь
опускают при скорости, синхронной со скоростью сетки машины
В настоящее время старые ровнители малого диаметра стре
мятся заменить ровнителями большого диаметра новой конструк
ции. По данным Хольца и Михаеля [20], диаметр ровнителя I
31
в миллиметрах должен численно равняться удвоенной скорое i и
машины в метрах в минуту
(88) i
D = 2v мм.
Эти авторы рекомендуют диаметр ровнителей подбирать в зависимости от скорости бумагоделательной машиныРабочая скорость машины,
м/мин
200 300
Диаметр ровнителя, мм. . . 400 600
400
800
500
1000
600
1200
700
1400
800
1600
Судя по данным этих авторов, ровнители новой конструкции
с подшипниками качения и приводом уже успешно испытаны в производственных условиях при выработке различных видов бумаги
при рабочих скоростях машины, достигающих 500 м/мин. Полагают, что эти скорости будут в ближайшее время превышены.
Улучшение работы ровнителя описанной выше конструкции на
современных бумагоделательных машинах достигается путем устранения его вибрации, хорошей очисткой с помощью осциллирующего водяного спрыска высокого давления, а также отдувкой бумажного полотна с поверхности ровнителя с помощью парового
спрыска.
Улучшить работу ровнителя можно также, установив под него
отсасывающий ящик. Первоначальная конструкция такого отсасывающего ящика системы Тиннахер значительно усовершенствована
фирмой Брудергауз и теперь с успехом применяется в промышленности. Отсасывающий ящик для ровнителя по внешнему виду и по
размерам похож на обычный отсасывающий ящик, однако он состоит из двух камер: более широкой вакуумной камеры, располагающейся под ровнителем, в которой додерживается небольшое
разрежение (не более 75 мм рт. ст.), предназначенной для присоса
бумажного полотна к сетке машины, и второй, более узкой, камеры, предназначенной для регулирования влажности бумажного
полотна перед входом его под ровнитель. В эту камеру и в уплотнительные камеры с обоих торцов отсасывающей камеры подведена вода. Общая ширина отсасывающего ящика зависит от диаметра ровнителя. По данным фирмы, при диаметре ровнителя, не
превышающем 650 мм, ширина ящика рекомендуется 350 мм, а при
большем диаметре — 450 мм. При наличии отсасывающего ящика
под ровнителем не требуется установка опорных регистровых валиков для предотвращения провисания от него сетки машины. На
рис. 153 показаны две типичные схемы установки ровнителей на
современных бумагоделательных машинах.
Бумажное полотно под ровнитель должно поступать с определенной влажностью. При чрезмерной влажности бумажное полотно
может раздавливаться, а при чрезмерной сухости выравнивающее
действие ровнителя будет сводиться к нулю; к тому же волокна
прилипают к нему и выщипываются, что приводит к браку бумаги.
Поэтому необходимо всегда поддерживать и своевременно регули376
ровать с помощью отсасывающих ящиков оптимальный залив массы
на сетке машины перед ровнителем.
При пуске машины- ровнитель должен находиться в приподнятом положении. Когда бумага будет заправлена, его опускают на
сетку, собщив сначала ему вращение.
Ровнитель значительно улучшает структуру и просвет бумах и
особенно при выработке бумаги из длинноволокнистых материалов,
Рис 153 Современные схемы установки ровнителей
1~,?, е 3 в° Т С а С Ы В 5 1 ° Щ е Г О я щ Е и к а - ' - в а л привода, 2 - м у ф т а , 3-подшипник 4 осцилли
рующнй водяной спрыск, 5-паровой спрыск, 5 - ровнитель, 7 - ж е л о б для сбора спрыс
ковой воды; 8 ~ опорные регистровые еалики, 9 — отсасывающие ящики- 10 — сетка 11площадка для обслуживания; б — с отсасывающим двухкамерным ящиком /—отсасываю
щая кэмера; л — предварительная камера, 3~ сетка, 4 — ровнитель 5 — подъемное устройство
а потому он обязательно должен применяться при выработке высокосортной бумаги из тряпья и из беленой целлюлозы (100%).
Однако работа с ровнителем требует от обслуживающего персонала большого внимания и выучки. Для успешной работы с ровнителем очень важно поддерживать его в хорошем состоянии, не допускать загрязнений и повреждений сетки, вмятин и т. п. Необходимо всегда иметь в резерве исправный ровнитель, чтобы в любое
время можно было заменить им загрязненный или поврежденный.
При увеличении скорости машины эффект от ровнителя снижается,
а трудности в работе возрастают.
37-
Брак в сеточной части бумагоделательной машины
Брак бумаги в сеточной части машины [21] бывает по вине
размольно-подготовительного отдела, из-за плохой работы очистной апаратуры, плохого отлива на сеточном столе и из-за дефектов
сетки, из-за плохой работы гауч-пресса, ровнителя и По другим
случайным причинам.
Брак по вине размольно-подготовительного отдела. Подготовка
бумажной массы имеет большое значение для нормальной работы
машины. Слишком жирный помол массы может затруднить обезвреживание массы на сетке машины и вызвать дробление бумаги
на гауч-прессе и в мокрых прессах. Слишком садкий помол массы
может изменить характер залива массы на сетке, что приведет
к ухудшению просвета бумаги. Чрезмерное укорочение волокон при
размоле может снизить прочность бумаги, особенно по показателям сопротивления излому и раздиранию, и привести к повышению
числа обрывов бумажного полотна на машине. Наоборот, недостаточное укорочение волокон при размоле может ухудшить просвет
бумаги и будет способствовать образованию сгустков.
При недостаточно тщательном размоле сухих полуфабрикатов
и оборотного брака в бумажную массу попадают неразмолотые
комочки массы и узелки, которые частично проходят через сита
узлоловителей и приводят к браку бумаги.
От работы размольно-подготовительного отдела зависят такие
дефекты бумаги, как разновес и разнооттеночность
Р а з н о в е с , т. е. колебание веса 1 м2 бумаги во времени, объясняется главным образом изменением концентрации массы, поступающей из подготовительного отдела в машинный бассейн. Поэтому установка регуляторов концентрации и надлежащий надзор
за их работой позволяют устранить этот вид брака.
2
Колебания веса 1 м бумаги могут зависеть и от работы бумагоделательной машины, если меняется, например, скорость машины
или число оборотов смесительного насоса из-за изменений напря2
жения тока в сети. Кроме того, вес 1 м бумаги колеблется также
из-за изменения напора массы в напорном ящике или в переливном массном бачке.
Снижению разновеса бумаги способствует установка бетаметров — аппаратов для автоматического контроля и регулирования
веса и толщины бумаги.
О причинах разнооттеночности бумаги сказано в главе VII.
Брак из-за плохой работы очистной аппаратуры. При плохой
организации работы в бумагу могут попасть крупный сор, слизь и
сгустки массы. Крупный сор в бумагу попадает из-за неисправного
состояния узлоловителей (если прогнуты и расширены некоторые
прорези) и в том случае, если очистная аппаратура не была своевременно промыта. Грязь и слизь попадают в бумагу, если оборудование регулярно не чистят и не промывают. Слизь проходит через любую очистную аппаратуру и не может быть удалена из массы
378
Методом осаждения или сортирования. Меры борьбы со слизеобразованием подробно изложены в главе XVII.
Сгустки в виде рыхлых комочков массы, а также пена попадают
в массу главным образом из желобов, со стенок напускных ящиков
и линеек, где они накапливаются, а затем смываются потоком
массы и образуют крупные пятна в бумаге. Образование сгустков
в бумаге особенно усиливается при повышении уровня массы в напорном ящике, так как масса при этом смывается со стенок ящика.
Целесообразно размещая спрыски и пеногасители, этот брак бумаги может быть в значительной мере снижен. О борьбе с пенообразованием было сказано на стр. 306.
Более плотные комочки массы (закатыши) образуются под бандажами узлоловителей при неисправной их работе и установке,
а также могут образоваться в селектифайерах и центрискринах
при неплотной установке сортирующих сит. Причинами образования сгустков и комочков массы могут служить также перфорированные валики в напорном ящике и фартук. Эти комочки массы
образуют темные пятна в бумаге, сильно пергаментированные
вследствие раздавливания их в каландре. Иногда эти комочки вызывают обрывы бумаги на машине.
Недостатки отлива бумаги на сеточном столе. К ним относятся:
плохой и неравномерный просвет, неравномерные толщина и вес
бумаги по ширине сетки, «дробление» бумажного полотна в гаучпрессе, дефекты от неисправной работы чулка, отсечек, декелей,
фартука и прочих частей сеточного стола.
О значении факторов отлива —напора и скорости вытекания
массы, ее степени разбавления, тряски сетки и пр.—было уже сказано. Эти факторы влияют также на качество отлива бумаги, характеризующегося однородным просветом. С просветом бумаги
связаны ее структура, внешний вид и ряд свойств: гладкость, влажность, пылимость, механическая прочность и др.
Плохим отливом бумажного полотна объясняется неравномерность веса и толщины бумаги по ширине полотна. Эти колебания
нежелательны не только потому, что они нормируются ГОСТ, но
и потому, что такая бумага неравномерно просушивается и приобретает морщины, «продушины», зачерненные места, залощенные
полосы, коробится и т. п. Неравномерность по весу и по толщине
значительно понижает сортность бумаги, особенно ролевой (наличие тугих и слабых мест в рулоне). Колебания веса 1 м2 бумаги по
ширине бумажного полотна должны быть меньше, чем по длине,
которые нормируются в пределах 2,5—5%. Желательно, чтобы колебания веса 1 м2 бумаги по ширине листа не превышали 1—2%.
Только при этом условии можно избежать указанных выше дефектов бумаги.
Неравномерный профиль бумаги по ширине полотна является
следствием неудовлетворительной работы напорного ящика и его
выпускной щели; неравномерности концентрации массы по ширине потока, деформации верхней линейки выпускной щели или
379
неудовлетворительной ее регулировки. Все это приводит к появлению полос и перекрестных струй в потоке бумажной массы, поступающей на сетку. Создание равномерного профиля бумажного полотна— одна из важных проблем бумажного производства.
Недостаточное обезвоживание на регистровой части и отсасывающих ящиках сеточного стола может происходить из-за слишком сильного разбавления массы, низкой температуры воды,
жирного помола массы и плохой работы отсасывающих ящиков.
В этом случае целесообразно снизить степень помола или повысить температуру массы, если это возможно по условиям работы.
О дефектах бумаги по вине ровнителя уже говорилось.
Большое значение для безобрывной работы машины имеют
отсечки, обрезающие кромки бумажного полотна на сетке. Отсечки
должны давать ровную и тонкую струю воды с достаточным напором. Малейший перебой в работе отсечек сразу же вызывает обрыв
бумаги. Поэтому целесообразно подавать в отсечки фильтрованную
воду. Отсечку устанавливают под углом 60° навстречу движению
сетки и направляют ее наружу в сторону кромки. Обрез бумажного полотна должен быть ровным, а сама кромка несколько утолщенной.
Значительные дефекты в бумаге вызывают пузырьки воздуха,
присутствующие в бумажной массе. При отливе бумажного полотна
они лопаются на отсасывающих ящиках, образуя в бумаге просвечивающие пятна. Объемный вес бумаги при этом снижается. Пузырьки воздуха могут заноситься в зону формования листа также
сеткой со стороны грудного вала. Для предотвращения заноса воздуха сеткой нужно перед грудным валом помещать водяной спрыск
или вакуум-камеру.
Дефекты бумаги, зависящие от состояния сетки. Дефекты сетки
(крупные отверстия, высыпки, трещины, морщины, полосы и др.)
приводят к браку бумаги, а иногда и к обрывам бумажного полотна.
Большие отверстия, крупные высыпки и грубые штопки сетки
могут маркировать бумагу или приводят к образованию сквозных
отверстий. Мелкие морщины и трещины на сетке обычно остаются
незаметными на поверхности бумаги, но более крупные трещины
приводят к образованию сквозных отверстий. Крупные морщины
и оттяжки на сетке служат причиной образования в бумаге светлых (более тонких) или темных (более толстых) участков.
Продольные полосы на сетке большой частью дают в бумаге
такие же полосы, видимые на просвет и отличающиеся от остального полотна по весу 1 м2
Маркировка бумаги швом сетки происходит в тех случаях, когда поры шва забиваются волокнами и другими веществами, и
фильтрация воды в этом месте затрудняется. В бумаге появляются
поперечные светлые полосы, видимые на просвет. При сильном засорении шва сетки в бумаге образуются сквозные отверстия. При
маркировке бумаги швом наблюдаются обрывы бумаги в сушиль380
ной части машины или на каландрах. Продувка шва сетки паром
лишь временно устраняет этот дефект бумаги, так как причина
загрязнения шва, по-видимому, больше кроется в конструкции шва
При загрязнении ткани сетки смолой в бумаге образуются мелкие отверстия или просвечивающие пятна. Случайное жировое пятно на сетке (от смазочного материала) обычно приводит к образованию крупного отверстия в бумаге и к ее обрыву. Загрязнения
ткани сетки отложением солей жесткости и гуминовых веществ из
воды чаще всего наблюдается летом. При таком загрязнении приходится обычно прибегать к очистке ткани сетки с помощью крепкой серной кислоты.
Брак из-за плохой работы гауч-пресса. На гауч-прессе может
происходить дробление бумажного полотна, маркировка бумаги
из-за загрязнения или выработки ткани чулка; появление закатышей под чулком приводит к обрывам бумажного полотна.
К старому чулку с износившейся тканью может прилипать бумажное полотно. Это всегда связано с обрывом полотна и риском
повреждения сетки. Чаще всего на чулок поднимаются отсечки, а
иногда и кромки полотна, что вызывает появление морщин и складок с краев бумажного листа.
На машине с отсасывающим гауч-валом все эти дефекты бумаги почти полностью отпадают, за исключением дробления бумаги,
которое наблюдается при работе с верхним отжимным валиком.
Зато при работе с отсасывающим валом могут возникнуть другие
виды брака. Сюда следует отнести теневую маркировку бумаги
отверстиями рубашки. Ухудшается работа машины при загрязнениях отверстий рубашки вала, при снижении вакуума в отсасывающей камере вследствие засоса воздуха и неплотного прилегания камеры к валу, при этом снижается степень обезвоживания
бумажного полотна, что может привести к обрывам бумаги и ухудшению работы первого мокрого пресса из-за поступления на него
слишком сырого полотна. Поэтому поддержанию надлежащего вакуума в отсасывающем гауч-вале следует уделять особое внимание.
Формование листа на сетке бумагоделательной машины
Формование листа на сетке бумагоделательной машины протекает непрерывно и длительность этого процесса исчисляется секундами, что затрудняет контроль за ним.
Разбавленная волокнистая суспензия непрерывным потоком поступает на движущуюся бесконечную сетку, равномерно разливается по ширине сетки и движется вместе с нею, постепенно теряя
воду и превращаясь в мокрое бумажное полотно. Находящиеся
в суспензии волокна под влиянием силы тяжести и отсасывающегс
действия регистровых валиков и гидропланок оседают на сетку, образуя на ней волокнистый фильтр, через который фильтруется вода и на котором задерживаются более мелкие волокна, частицы
наполнителей и проклеивающих веществ. Так как ячейки сетки достаточно велики по сравнению с размерами волокон и особеннс
381
с размерами частиц минеральных наполнителей, в начале сеточного стола, когда на сетке не осели еще крупные волокна и не об
разовали волокнистого фильтра, наблюдается большой провал через нее мелкого волокна и минеральных наполнителей. В дальнейшем толщина волокнистого слоя увеличивается, и он, как фильтр,
задерживает более мелкие волокна и частицы наполнителя и проклеивающих веществ, при этом отходящая регистровая вода становится более светлой. Наряду с ростом толщины волокнистого
слоя на сетке возрастает и его плотность, а следовательно, и сопротивление его обезвоживанию.
При формовании бумажного листа на сетке бумагоделательной
машины технологу и конструктору приходится решать две проблемы: 1) получение бумаги высокого качества, обладающей хорошим, равномерным просветом и имеющей, следовательно, однородное строение, равномерные толщину и вес квадратного метра, гладкую поверхность, достаточную механическую прочность и другие
заданные свойства; 2) улучшение и ускорение обезвоживания бумажной массы на сеточном столе при работе бумагоделательной
машины на высоких скоростях.
Технологические факторы, обусловливающие качество бумаги
в процессе листообразования на сетке бумагоделательной машины
Качество бумаги зависит от многих факторов: успешного диспергирования суспензии в напорном ящике и на сетке в процессе отлива, степени разбавления и условий выпуска массы на сетку,
тряски сетки, режима обезвоживания, работы ровнителя, температуры массы, конструкции сеточного стола, свойства массы и др.
Многие из перечисленных факторов уже были рассмотрены. Здесь
остановимся лишь на четырех основных вопросах листообразования:
флокуляции волокон и их диспергирования в суспензии, анизотропности, разносторонности и равномерности отлива и структуры бумаги.
Флокуляция волокон и их диспергирование в суспензии. Явление флокуляции волокон в потоках бумажной массы сильно осложняет процесс отлива на сетке бумагоделательной машины и ухудшает просвет бумаги. Флокулы (хлопья) образуются при движении
волокон в волокнистой суспензии относительно друг друга под влиянием срезывающих усилий внутри жидкости, столкновения, спутывания и слипания волокон. При этом образующиеся флокулы могут снова разрушаться, а вместо них возникать новые.
Явление флокуляции в разбавленной волокнистой суспензии
обусловлено как чисто механическими процессами спутывания и
сцепления волокон, так и коллоидно-физическими процессами слипания волокон. Изучением флокуляции волокон занимались многие исследователи: Андерсон, Мэзон, Робертсон, Варен, Эрспалмер, Волведж, Хиггинс и др. [22, 23], тем не менее это явление еще
изучено недостаточно.
382
Главными факторами флокуляции волокон являются: длина волокон, их концентрация в суспензии, вид волокна и степень его помола, механическое перемешивание, электрокинетический потенциал, наличие многовалентных ионов и коллоидных веществ, а также вязкость жидкости.
При увеличении длины волокон флокуляция возрастает, как и
при увеличении их концентрации, и волокна труднее поддаются
диспергированию. Поэтому отливать бумажное полотно из длинноволокнистой массы значительно труднее, чем из массы с более короткими волокнами. Концентрация массы — один из важных факторов флокуляции. При сильном разбавлении массы отдельные волокна могут свободно перемещаться и подвергаться вращению
в жидкости, не образуя скоплений и флокул. При достижении критической концентрации волокна не могут свободно перемещаться
и образуют скопления. Эта критическая концентрация зависит от
вида волокон, их размеров и составляет не более 0,05—0,1%, т. е.
она гораздо ниже той концентрации, при которой происходит отлив бумажного полотна. Следовательно, в процессах бумажного
производства всегда имеются условия для процесса флокуляции
с которым приходится бороться для получения равномерного пс
структуре листа бумаги.
Размол уменьшает флокуляцию волокон, так как при этом они
измельчаются и гидратируются.
На процесс флокуляции оказывают влияние электрические свойства самого волокна и присутствующих в суспензии электролитов
и гидрофильных полимеров.
Высокий электр о кинетический потенциал целлюлозного волокна
благоприятствует диспергированию суспензии. При снижении этогс
потенциала процесс флокуляции волокна усиливается. Это подтвер
ждается опытами диспергирования целлюлозного волокна в нитро
бензоле и бензине. В первом случае при высоком ^-потенциале волокна (142 же) образуется устойчивая дисперсия, а во втором npt
^-потенциале, равном нулю, происходит интенсивная флокуляция,
и образуются очень стойкие крупные флокулы.
Электрокинетический потенциал целлюлозного волокна можеп
изменяться в результате адсорбции волокном других коллоидны>
веществ, а также катионов, присутствующих в бумажной массе
Некоторые из них при адсорбции на поверхности волокна понижаю!
заряд целлюлозы и этим способствуют флокуляции волокна, upv
дальнейшей адсорбции катионы могут перезарядить волокно и, еле
довательно, способствовать его диспергированию.
Очень эффективным диспергатором является тринатрийфосфат
Сернокислый глинозем может быть и диспергатором и флокулято
ром. Эспармер установил, что он при низкой температуре повышаеч
флокуляцию, а при высокой (60° С) снижает. Он действует npiрН 4,5—9 как диспергатор, а за пределами этой области pH — ка*
флокулятор. При низкой концентрации он действует как дисперга
тор, а при высокой — к а к флокулятор. Поведение глинозема трудне
объяснить электрокинетическими свойствами системы глинозем~
волокно.
Хорошими диспергаторами являются гидрофильные коллоидыманногалактаны, карбоксиметилцеллюлоза, карайская смола и
альгиновая кислота Однако эти же вещества могут служить и флокуляторами для частиц наполнителей, повышающими их удержание в бумаге. Механизм их действия еще неясен. Волведж считает,
что диспергирующее действие этих веществ происходит благодаря
повышению^вязкости воды Эспармер считает, что эти вещества действуют, как защитные коллоиды, а Мэзон объясняет смазывающим действием этих веществ поверхности волокон и снижением
трения.
В заключение можно сказать, что наиболее простыми и действенными средствами снижения флокуляции волокон и улучшения
формования бумаги являются- укорочение волокон при размоле
(если это не вызывает ухудшения прочности бумаги), увеличение
степени разбавления массы при отливе, рациональное перемешивание суспензии в напорном ящике, тряска сеточого стола,
а также применение эффективных химических добавок, указанных выше.
Улучшение диспергирования волокнистой суспензии в процессе
отлива позволяет получать не только более однородный по структуре и просвету бумажный лист, но и, как показал Лич, повысить
механические свойства бумаги на 10—25% [23].
Анизотропность и разносторонность бумаги. Изучение структуры
бумаги машинного отлива показало, что волокна в ней расположены слоями в плоскости листа, при этом большая часть волокон
расположена в продольном направлении бумажного полотна, т. е
в направлении отлива или под небольшим углом к нему, и лишь
небольшая часть волокон — в поперечном направлении Волокон,
расположенных в направлении, перпендикулярном плоскости листа, практически не встречается. Таким образом, волокна в бумаге имеют преимущественную продольную ориентацию, причем
она сильнее выражена на сеточной стороне листа, чем на верхней.
Благодаря этому сопротивление бумаги разрыву и излому, а также
ее впитывающая способность выше в продольном направлении
листа, а сопротивление раздиранию, растяжимость и деформация —
в поперечном.
Преимущественная ориентация волокон в бумажном полотне
обусловлена методом производства бумаги на машине. В напорном
ящике волокна расположены беспорядочно во всех направлениях
Однако при прохождении через выпускную щель благодаря сжатию
струи и градиенту скорости часть волокон ориентируется в направлении потока Ориентация усиливается затем благодаря градиенту
скорости сетки и потока массы на ней. Под действием тряски сетки
продольная ориентация волокон несколько снижается, но в дальнейшем под влиянием раскатывающего действия прессовых валов
и вытяжки бумаги в мокрой и сушильной частях машины ориента384
ция волокон в готовом бумажном листе еще более повышаете
В результате преимущественной ориентации волокон в листе б
мага приобретает анизотропность.
Более сильная продольная ориентация волокон на нижней (с
точной) стороне листа происходит потому, что именно здесь сил
нее всего проявляется действие градиента скорости оседающих i
сетку волокон и сетки, тогда как действие тряски больше проявл
ется на волокнах, расположенных с верхней стороны листа. Ь
верхней стороне листа обычно и больше крупных хлопьев, в кот
рых волокна располагаются беспорядочно.
В результате большей ориентации волокон с нижней сторон
листа бумага приобретает склонность к скручиванию при измен
нии ее влажности. Этот дефект сильно снижает качество мноп
видов бумаги и совершенно недопустим для перфокарточной б
маги и бумаги для печати
Р а з н о с т о р о н н о с т ь б у м а г и заключается в том, что ни:
няя и верхняя стороны бумаги имеют разные белизну, гладкое!
степень проклейки и печатные свойства. Объясняется это тем, ч
в процессе формования бумажного полотна на сетке бумагодел
тельной машины длинные волокна, наполнители, проклеивающ]
вещества и красители неравномерно распределяются в толще л
ста: на нижней стороне листа больше длинных волокон, но меньи
мелкого волокна, минеральных наполнителей, проклеивающих в
ществ и красителей, чем на верхней
Разносторонность бумаги можно объяснить двумя причинам
Во-первых, тем, что процесс формования листа на сетке бумаг
делательной машины происходит таким образом, что на нее вн
чале откладывается волокнистый слой из длинных волокон и о
разует фильтр, на котором задерживаются более мелкие волок]
и наполнители, вся же мелочь проваливается через ячейки сет]
на первой стадии формования, пока на сетке еще нет волокнисто
фильтра из крупных волокон Во-вторых, тем, что при прохожд
нии сетки с волокнистым слоем по регистровым валикам благ
даря переменному давлению (снизу сетки) и разрежению на ка;
дом регистровом валике происходит отмывка мелкого ВОЛОКР
наполнителей и проклеивающих веществ с нижней поверхнос
листа.
Чтобы снизить разносторонность бумаги, целесообразно регис
ровые валики заменить на желобчатые валики или гидроплат
снизить вакуум на отсасывающих ящиках и применить ровните;
С этой же целью применяют иногда поверхностную проклейку б
маги. Однако все эти мероприятия позволяют только уменьши
разносторонность бумаги, но не устранить ее. Этот недостаток б
маги, по-видимому, можно полностью устранить только при пер
ходе на новые методы формования листа, например на маши
типа «Вертиформа»
Равномерность отлива и структуры бумаги. При отливе бума
ного листа на бумагоделательной машине большое значение име
получение однородной по весу 1 м2 бумаги, от которого в значительной мере зависят и другие ее свойства: равномерные влажность, гладкость и толщина.
Вес 1 м2 бумаги во времени колеблется обычно из-за изменения
концентрации массы. Эти колебания можно устранить исправной
работой регуляторов концентрации, а также системы подачи массы
на машину. Гораздо сложнее устранить колебания веса по ширине
полотна, которые почти целиком зависят от работы напорного
ящика и его -конструкции: системы потокораспределения, работы
перфорированных валиков, конструкции и состояния выпускной
щели. При выходе потока массы на сетку из выпускной щели
в нем не должно быть перекрестных струй, он должен равномерно
разливаться по всей ширине сетки. Для этого необходимо, чтобы
поток массы перед выпускной щелью не имел завихрений и водоворотов, а двигался с равномерной скоростью, чтобы концентрация массы по всей ширине ящика была однородной, а перфорированные валики только диспергировали массу, создавая в ней
микротурбулентные движения. В выпускной щели не должно быть
деформированных линеек.
Для контроля за профилем бумаги по ширине полотна устанавливают бетаметр, датчик которого непрерывно перемещается
по ширине бумажного полотна и регистрирует вес бумаги, записывая его на диаграмме. Такой контроль позволяет своевременно
исправлять замеченные отклонения профиля листа от нормы.
Качество отлива, структура бумаги, характеризуется обычно
просветом, т. е. видом бумаги в проходящем свете. Очень важно,
чтобы просвет бумаги был однородным и не было заметно резкой
облачности из-за скопления волокон (хлопьев). Для получения
бумаги с хорошим просветом необходимо иметь сравнительно
коротковолокнистую массу, достаточную степень разбавления и
диспергирования суспензии, чтобы поддерживать волокна во взвешенном состоянии на всем пути их движения от потокораспределителя до осаждения на сетке машины. Достигается это установкой перфорированных валиков в напорном ящике и других
диспергирующих устройств, трясочного механизма сетки, а также
ровнителя, который может еще перераспределить волокна в листе
бумаги и устранить скопления волокон, выравнивая структуру бумаги и улучшая ее просвет.
Сейчас считают, что и сами регистровые валики в известной
мере служат диспергирующим средством, если они работают при
сравнительно небольшой скорости и не создают помех при формовании волокнистой наслойки из-за больших перепадов давления
и разрежения. Опыты работы на сеточном столе, оборудованном
только одними гидропланками, без регистровых валиков, показали, что просвет бумаги в этом случае получается более облачным.
386
Технологические факторы, обусловливающие обезвоживание
в процессе листообразования
Рассмотрим данные, характеризующие процесс удаления влаг
в разных стадиях производства бумаги на бумагоделательной ма
шине.
В табл. 40 обобщены данные для наиболее типичных видо
бумаги, вырабатываемых на отечественных предприятиях.
Пределы колебаний цифровых данных, указанных в табл. 4(
зависят от конструктивных особенностей бумагоделательных ма
шин на разных предприятиях, рабочей скорости, веса 1 м2 бумаг
и ее композиции, степени помола и содержания минеральных НЕ
полнителей.
Количество воды, протекающей через единицу площади капи/
лярнопористой волокнистой массы, находящейся на сетке, или скс
рость фильтрации при листообразовании, может быть выражен
формулой Козени, разработанной на основании уравнения филы
рации Пуазейля
_^_ _
F
см/сек,
/LS»(l
(8!
)«
Q — объем протекающей жидкости, CMsJcetc;
.F — площадь, через которую течет поток массы, см2;
Р — давление прессования (или напор), кгс/см2;
L — толщина слоя массы в направлении потока, см;
т| — вязкость жидкости, пуаз;
е — объем пор, см3;
(1—е) —объем твердого вещества, см5;
S — удельная поверхность материала, или отношение ег
общей поверхности к объему;
f — числовой фактор, равный, по Кемпбеллу, 5.
Если объемную концентрацию массы в слое обозначить через С
С=(1—е),то 8=(1—С).
В этом случае толщина слоя
где
где 0,92 — объем, занимаемый 1 г набухшей целлюлозы (или 1
абсолютно сухой целлюлозы занимает объем 0,62 см
а вода набухания, которая рассматривается как твердс
тело, препятствующее фильтрации, при насыщении 30
занимает объем 0,3 CMZ, всего 0,92 см?);
Т — сухой вес на единицу площади слоя листа.
Поставив значение L в формулу Козени, получим
см! сек,
(9
3
Таблица 40
Концентрация бумажной массы и сухость бумаги на разных стадиях обезвоживания на бумагоделательной машине
Концентрация или сухость, %, перед
Вид бумаги
отливом
отсасывающими
ящиками
гаучвалом
прессами
сушкой
А . Бумага с древесной массой
Газетная (старые машины)
»
(новые машины)
П и с ч а я и типографская № 2 и 3
Мундштучная, обойная
.
51
51
60—65
80—100
60—65
60—65
50—55
40—45
0,6—0,7
0,6-0,7
0,7—0,9
0,8—1,1
2—2,5
2—2,5
2,5—3
3—4
11—13
И—13
11—13
11—14
!8—20
19—20
18—20
18—21
30—34
36—38
34—38
36—40
70
70
90— I6D
120—200
40
40—55
30—40
30—40
30—40
35—40
50—60
75—80
0,7—0,8
0,8—1,0
0,8—1,2
0,8—1,2
0,4—0,5
0,4—0,6
2 5 3
'З—3,5
3-4
3—4
2—2,5
1,5—2
11—13
И—13
11—14
11—13
10—11
8—10
18—20
18—20
20—22
19-20
18—20
15-17
34—40
34—40
36-42
36—40
32—35
28—32
55—75
25—35
0,4—0,6
3—3,5
70—90
14—16
50-65
85—90
0,7—0,9
0,3—0,35
6-8,5
10—15
22
40
100
70—80
96—97
60
60
40—45
25-27
20—50
12-18
24—28
18—32
Б. Бумага из сульфитной целлюлозы
Писчая № 1
Типографская № 1
Офсетная, л и т о г р а ф с к а я , д л я глубокой печати
ф о т о п о д л о ж к а , чертежная, р и с о в а л ь н а я
Пергамин, чертежная калька
Подпергамент
, . .
В. Бумага с т р я п ь е м
Ф и л ь т р о в а л ь н а я , бумага-основа д л я фибры и пергамента, п р о м о к а т е л ь н а я
Высшая писчая и бумага д л я печати, документная,
картографическая
Папиросная, копировальная
Г. Бумага из сульфатной
10—12
18—20
36—40
2,5-3
1,5-2
10-12
8—10
18-20
13—15
36—40
28—34
0,12—0,2
0,24—0,33
0,18—0,22
0,18—0,22
0,25-0,35
0,3—0,4
0,8—1,0
0,8—1,2
1—1,2
0,8—1,0
1,5—1,8
2—2,5
6—7
6—8
9—10
9—10
10
10—12
7,5—9
10—11
14—16
16—17
17—19
17—19
23—25
25-28
28-30
32—34
32—34
32-35
0,3—0,5
0,1—0,2
3-4
3—4
9—10
9—10
15—18
15-18
28—32
28—32
целлюлозы
К о н д е н с а т о р н а я , 5—7 мк .
»
8—'3 мк
Основа д л я п а р а ф и н и р о в а н и я
Телефонная (двухсеточная машина)
К а б е л ь н а я (то же)
Мешочная
. . . ,
Д . Б у м а г а , в ы р а б а т ы в а е м а я н а самосъемочных
машинах
Афишная, ф р у к т о в а я , билетная, спичечная и д р у г а я
односторонней гладкости
в п и т ы в а ю щ а я гигиеническая
Это же уравнение можно написать в виде
Q _
Р
F
где
здесь R — удельное сопротивление единицы массы фильтруют.
муся потоку жидкости.
Таким образом, скорость обезвоживания, или скорость филь
рации воды через слой массы, прямо пропорциональна действуь
щему напору и обратно пропорциональна толщине слоя масс
на сетке, или весу волокна на единице площади, вязкости воды
удельному сопротивлению фильтрации самой массы.
Действующий напор при обезвоживании бумажной массы i
регистровой части бумагоделательной машины складывается i
напора массы над сеткой и разрежения в зоне отсоса регистровь
валиков. В некоторых конструкциях скоростных самосъемочнь
машин для увеличения действующего напора на сетке использук
скоростной напор, направляя поток бумажной массы при выхо;
ее из щели напорного ящика под углом к сетке и заставляя еет,
ким образом интенсивно обезвоживаться в первой части сеточн)
го стола.
Величина действующего напора сильно повышается на отсаа
вающей части сеточного стола, где она численно равна разнш
давлений над сеткой и под сеткой. Увеличение вакуума в отсаа
вающих ящиках машины и особенно в камере отсасывающе]
гауч-вала —важный фактор интенсификации процесса обозвож
вания бумажного полотна. Однако повышать вакуум надо до о
ределенного предела, так как при этом увеличивается изн<
сетки о неподвижные крышки отсасывающих ящиков. Крон
того, величина вакуума ограничивается мощностью вакуум-н
сосов.
Из выражения (92) можно сделать вывод, что сопротивлеш
массы фильтрации очень сильно зависит от удельной поверхност
волокон. Как известно, удельная поверхность волокон растет в р
зультате размола массы. С ростом степени помола скорость обе
воживания массы резко понижается.
Другим важным свойством массы, от которого зависит ск
рость ее обезвоживания, является степень сжимаемости массы
процессе отлива и прессования, характеризуемая коэффициенте
объемной концентрации. Объемная концентрация массы завис!
от степени сжатия слоя волокнистой суспензии при отливе и пре
совании, а также от ее гидратационных свойств.
По данным Рида, больше всего сжимается сульфатная целл*
лоза (относительная сжимаемость 0,71), меньше -всего древесн;
масса (0,46), сульфитная целлюлоза занимает промежуточн!
положение (0,62). Эти данные зависят от гйдратационных свойств
этих волокнистых материалов. С увеличением сжимаемости объемная концентрация массы повышается и сопротивление фильтрации растет. Этим объясняется тот общеизвестный факт, что при
одной и той же степени помола древесная масса обезвоживается
значительно быстрее, чем сульфитная и особенно сульфатная целлюлоза.
Сопротивление фильтрации резко уменьшается с увеличением
пористости марсы (пропорционально диаметру пор в третьей степени) .
Более жирная масса обычно имеет и более тонкую структуру
волокнистых частиц, которые, по закону Стокса, оседают из разбавленной суспензии на сетке машины медленнее, чем более грубые частицы. Процесс формования бумажного листа в первой
зоне сеточного стола из такой массы происходит медленнее, чем
из массы садкого помола. Для ускорения процесса листообразования из жирной массы уменьшают степень ее разбавления и повышают температуру.
Как видно из формулы (90), скорость обезвоживания обратно
пропорциональна вязкости воды. С повышением температуры вязкость уменьшается:
Температура, °С
Вязкость воды, спуаз
0
10 20 30
40
50
60
70
80
90
. . . 1,79 1,3 1,0 0 , 8 0,65 0,55 0,47 0,4 0,35 0,31
10
0,2
К нагреву массы перед поступлением ее на сетку прибегают
довольно' часто при выработке бумаги из массы жирного помола: конденсаторной, жиронепроницаемой, документной. Однако
эта операция требует дополнительного расхода пара.
На современных быстроходных машинах при выработке газетной и других видов бумаги с целью улучшения обезвоживания бумажной массы поддерживают ее температуру 40—50° С. Это достигается сохранением тепла, содержащегося в размолотой массе,
исключением из потока холодной воды и применением на спрысках
сетки воды, подогретой в регенерационном скруббере за счет тепла, отводимого системой вентиляции, а также нагревом оборотной
воды.
Скорость обезвоживания можно регулировать подбором соответствующего оборудования и настройкой его работы. Так, при
необходимости понизить скорость обезвоживания устанавливают
вместо регистровых валиков одну или несколько формующих досок, заменяют обычные регистровые валики желобчатыми или проволочными, а иногда и совсем выключают некоторые регистровые
валики из работы, опуская их.
Если желают повысить скорость обезвоживания бумажной
массы, устанавливают дополнительные гидропланки или отсасывающие ящики, усиливают вакуум в отсасывающих ящиках и отсасывающих валах, повышают температуру массы перед машиной.
390
Глава
XI
ПРЕССОВАЯ ЧАСТЬ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ
Общие сведения
Сырая бумага, отлитая на сеточном столе бумагоделательш
машины, содержит 12—24% сухого вещества (в среднем 1820%). Таким образом, на 1 кг бумаги в бумажном полотне ост
ется еще 3—8 кг воды. Эта вода удаляется сначала механически
отжимом при пропуске бумажного полотна через несколько вал
цовых прессов, расположенных последовательно, а затем при cyi
ке на нагретой поверхности сушильных цилиндров. При отжив
влаги на прессах изменяется ряд свойств бумаги: повышается об
емный вес, снижается пористость, воздухопроницаемость, впит]
вающая способность, увеличивается механическая прочность i
сопротивлению разрыву, излому и продавливанию, повышает!
прозрачность.
При прессовании применяют шерстяные сукна, которые пред
храняют слабое бумажное полотно от разрушения, пропускав
отжатую влагу и одновременно транспортируют бумагу от прео
к прессу и далее к сушильным цилиндрам.
Обычно на машине устанавливают два-три мокрых пресса. I
самосъемочных машинах можно встретить один мокрый прес
при выработке высокосортных видов бумаги — четыре, а при в
работке жиронепроницаемых видов бумаги — даже пять прессе
Кроме мокрых прессов с сукнами, часто устанавливают ei.
сглаживающие, или офсетные, прессы без сукон. Они предназн
чены не для удаления влаги, а лишь для уплотнения бумаги
придания ей гладкости.
Путем механического отжима в прессовой части машины уд
ется достигнуть сухости бумажного полотна от 25 до 42 и да>
иногда до 45%. Конечная сухость бумаги после прессов завис
от вида вырабатываемой бумаги, удельного давления, скорое
машины, типа и количества мокрых прессов.
Количество влаги, удаляемой мокрыми прессами, уменьшает
от пресса к прессу, а потому установка большого количества пре
сов в ряде случаев не оправдывается экономически, так как к
личество воды, удаляемой на последнем прессе, может обойти
дороже, чем обезвоживание сушкой. Количество прессов, устана
ливаемых на бумагоделательной машине, определяют в кажде
отдельном случае технико-экономическими расчетами.
Количество воды W в килограммах, удаляемой на преесг
в расчете на 1 кг абсолютно сухой влаги, определяют по форму
,,=
w
100 ~ТГ
Тг
100 ~ТК^
7Н
100 ( Г н - Г г )
ТИТГ
где Тг — сухость бумаги после гауч-пресса, %;
Тп — начальная сухость бумаги перед сушильной частью-
,<
(
Количество воды W в килограммах, удаляемой на прессах,
в расчете на 1 кг воздушносухой бумаги определяют по формуле
ТИ»У
( ' Н
^г)
' К
(94)
тнтк
где Г ь — конечная сухость бумаги после сушки, %
Для определения количества воды W в килограммах, испаряемой в сушильной части машины, в расчете на 1 кг абсолютно
сухой бумаги'можно пользоваться формулой
100 (Г к -Г„)
(95)
Количество воды W в килограммах, испаряемой в сушильной
части машины, в расчете на 1 кг воздушносухой бумаги определяют по формуле
W - ^ ^ L .
(96)
Таблица 41
Влияние работы прессовой части бумагоделательной машины на количество
испаряемой воды и расход пара при сушке бумаги
Начальные параметры бумаги перед
сушкой
сухость
1 н. Л
влазк
ность
ioo~r H ,
Содержание
воды на 1 кг абсо
лютно сухой
бумаги
/100—Г
v
н
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
392
74
73
72
71
70
69
68
67
66
65
64
63
62
61
60
59
58
57
56
2,85
2,70
2,57
2,45
2,34
2,23
2,12
2,03
1,94
1,86
1,78
1,70
1,63
1,56
1,50
1,44
1,38
1,33
1,28
Количество воды, кг,
испаряемой на 1 кг
бумаги
абсолютносухой
воздушносухой
2,80
2,65
2,52
2,40
2,29
2,18
2,07
1,98
1,89
1,81
1,73
1,65
1,56
1,51
1,45
1,39
1,33
1,28
1,23
2,66
2,52
2,40
2,28
2,17
2,07
1,97
1,88
1,80
1,72
1,64
1,57
1,51
1,43
1,37
1,32
1,26
1,21
1,16
Снижение
расхода пара, %,
при повышении
начальной сухости
бумаги перед сушкой
на
1 У«
.-
5,1
5,0
4,9
4,85
4,7
4,7
4,6
4,5
4,5
4,5
4,4
4,3
4,2
4,2
4,1
4,1
4,0
4,0
4,0
Данные о количестве воды, остающейся в бумаге при разли'
ной сухости бумажного полотна после прессования, и о количеств
воды, испаряемой при сушке, приведены в табл. 41. При расчет
данных этой таблицы принята Г к = 9 5 % .
Данные табл. 41 показывают, что повышение сухости бумажш
го полотна в прессовой части бумагоделательной машины на 1°
снижает расход пара на 4—5%, соответственно уменьшается cj
шильная поверхность при той же производительности машинь
Поэтому нужно всегда стремиться к лучшему отжиму бумаг
на прессах.
Расположение и типы мокрых прессов
По своей конструкции мокрые прессы разделяются на дву?
вальные и трехвальные (сдвоенные). Обычныедвухвальные пресс
могут быть прямыми, обратными и сглаживающими (офсетными
-о—
Рис. 154 Типичные схемы расположения прессов
/ — с двумя прямыми ггоессами 5 — с двумя прямыми и одним обратным прессом, 3
с двумя прямыми, перевернутым прямым и офсетным прессом
39
Сдвоекные же прессы бывают: вертикальные, наклонные, горизонтальные и с треугольным расположением валов — пирамидальные
и «симплекс».
Наибольшее применение в промышленности имеют двухвальные прессы, поэтому рассмотрим их более подробно.
Рис. 155. Типичные схемы установки
сдвоенных прессов:
/ — вертикального;
2 — наклонного, 3 —
горизонтального; 4 — пирамидального; 5 —
симплекс
На рис. 154 показаны три типичные схемы расположения двухвальных прессов: с двумя прямыми, с двумя прямыми и одним
обратным прессом; с двумя прямыми, перевернутым прямым и
офсетным прессом.
Первая из этих схем применяется при выработке тонких и впитывающих видов бумаги, вторая — при выработке многих видов
бумаги, в том числе писчей и бумаги для печати, на сравнительно
394
тихоходных машинах, третья —при выработке такой же бумаг
на более быстроходных машинах.
В первой схеме бумага поступает в оба пресса, не меняя свс
его направления, при этом она своей нижней поверхностью ее
прикасается с более шероховатым сукном, а верхней — с гладки!
валом. Благодаря этому бумага приобретает неодинаковую глад
кость по сторонам листа. Схема проста и удобна для работы, &
применять ее можно только при выработке бумаги, к которой н
предъявляют особых требований по однородности ее сторон.
Во второй схеме бумага, пройдя два прямых пресса, огибае
третий пресс снизу и проходит между валами, поворачиваяс
к сукну своей верхней стороной. Благодаря этому нижняя, боле
шероховатая сторона бумаги, соприкасаясь с гладкой поверх
костью гранитного вала, разглаживается.
Третья схема отличается от второй только тем, что вмест<
третьего обратного пресса устанавливается прямой «переверну
тый» пресс, у которого гладкий гранитный вал находится снизу, ,
обрезиненный отсасывающий вал с сукном — сверху, и бумажно!
полотно не нужно переворачивать другой стороной, чтобы разгла
дить более шероховатую сеточную сторону листа. Такое располо
жение прессов упрощает заправку бумаги и потому вахощ^т те
перь применение на более быстроходных машинах при выработк<
писчей и бумаги для печати. Четвертый, сглаживающий, пресс ещ<
больше выравнивает бумажное полотно и устраняет следы марки
ровки от сукон.
На рис. 155 показаны типичные схемы установки сдвоенны?
(трехвальных) прессов: вертикального, наклонного, горизонталь
ного, пирамидального и симплекс. Наибольшее применение из ню
получил наклонный сдвоенный пресс, а также сдвоенные преесь
с треугольным расположением валов. Первый из них применяете?
иногда на быстроходных бумагоделательных машинах для выра
ботки газетной бумаги, а два других — на машинах для выработк?
оберточной, мешочной бумаги и картона.
Конструкция дБуквального пресса
Обычный мокрый пресс (рис. 156) состоит из двух массивных
прессовых валов и сукна, движущегося по сукноведущим валикам
через прессовые валы вместе с бумагой.
Нижний, покрытый резиной, прессовый вал лежит своими подшипниками на неподвижных опорах. Верхний, гранитный, вал располагается над первым в подвижных рычагах и может перемещаться относительно нижнего вала и прижиматься к нему при
помощи присадочного устройства.
Верхний прессовый вал смещен по отношению к нижнему навстречу движению бумаги на 50—120 мм, чтобы облегчить сток
воды, отжимаемой валами. Для очистки от приставших волокон и
прочих загрязнений, а также для предотвращения наматывания
395
бумаги верхний прессовый вал снабжен шабером, который располагается сверху. Для равномерного износа лезвия шабера, плотного прилегания его к поверхности вала и предупреждения нерав-
Рнс. 156. Устройство двухвального пресса:
/ — нижний обрезиненный вал; 2 — верхний гранитный вал; 3 —шабер; 4— корыто
для сбора отжатой воды; 5 — присадочное устройство; 6 — сукно; 7-^ вальцовая
сукномойка; 8 — правительный валик; 9 — натяжной валик; 10— отсасывающий
ящик; 11 — переходная площадка; 12 — водяной спрыск
номерного износа вала шаберу иногда придают прямолинейновозвратное движение. Иногда, кроме основного шабера, на первом
и втором прессах устанавливают второй вспомогательный шабер.
Лезвие шабера делают из нержавеющей стали или бронзы, а
396
иногда из твердой резины или пластмассы. С помощью рычага ша
бер можно поднимать для прочистки.
Под нижний прессовый вал подвешивается корыто из оцинкованного железа или нержавеющей стали для отвода воды, стекающей с пресса. Нижний прессовый вал приводится в движение
от привода, а верхний вал, как и сукно, вращается от нижнего за
счет трения. Сукно в свою очередь приводит в движение все сукноведущие валики, а иногда и вальцовую сукномойку.
Сукноведущие валики располагают на стойках, устанавливаемых на станине пресса или непосредственно на шинах машины
Для каждого сукна имеется натяжной, правительный и один или
два разгонных валика, на поверхности которых напаяна из медного прутка двусторонняя спираль, расширяющая сукно от середины к краям и предотвращающая образование на нем складок
и морщин.
Для очистки сукна от загрязнений каждый пресс снабжают
сукномоечным устройством. Для удобства обслуживания верхних
валов имеются переходные площадки.
Поднимают и опускают верхний прессовый вал, а также создают необходимое давление при прессовании бумажного полотна
на старых машинах с помощью рычажно-грузовой системы, на
современных машинах — с помощью поршня или мембраны, приводимых в действие пневматически или гидравлически.
Пневматическая или гидравлическая система присадки верхнего вала более совершенна по сравнению с рычажно-грузовой,
так как позволяет точно регулировать и контролировать с помощью показывающих приборов давление прессования на каждом
прессе во время работы машины. Независимо от типа присадочный механизм позволяет осуществлять подъем и присадку как
всего вала, так и отдельно его приводной и лицевой сторон, чтобы
можно было равномерно распределить давление прессования по
всей ширине бумажного полотна.
Прессовые валы. Верхние прессовые валы изготовляют из чугуна, из гранита или искусственных материалов: стонита, микророка и др.
Гранитный вал представляет собой полый каменный корпус,
надетый на сердечник, соединенный с ним слоем бетона. Гранитные валы меньше истираются при работе, чем чугунные, и реже
гребуют шлифовки, однако они менее прочны и сравнительно часто выходят из строя из-за ослабления посадки каменного корпуса на сердечнике или образования трещин в граните (например, при сильном разогреве подшипника, а от него и сердечника
вала). Поэтому при работе гранитных валов необходимо с особой тщательностью следить за состоянием и сказкой подшипников вала, не допускать их нагревания. Диаметр прессовых валов,
в зависимости от ширины машины, составляет 500—1100 мм. Длина прессовых валов должна быть больше ширины мокрой бумаги
на 150—200 мм,
397
Нижние прессовые валы (за исключением перевернутого прямого пресса) могут быть обычными и отсасывающими. Корпус
нижних валов обычного пресса полый чугунный. Валы облицовывают слоем резины толщиной 25—30 мм. Твердость резины
повышают от пресса к прессу соответственно возрастающему давлению.
Твердость резины обычно измеряют пластомером ПуссейДжонса. В этом приборе стальной шарик диаметром 3,2 мм вдавливается грузом 1 кг в течение 1 мин в испытуемый предмет. Глубина погружения шарика на поверхности испытуемого тела измеряется прибором в сотых долях миллиметра и указывается на
шкале.
В бумажном производстве широко применяются валы, облицованные резиной.
Для всех этих валов требуется подбирать резину такой твердости, которая больше всего подходит по условиям работы данного
вала. В табл. 42 приведены данные о твердости резины валов, применяющихся в бумажном производстве.
Таблица 42
Твердость резиновой облицовки валов
Валы
Регистровые валики
Нижние валы обычных прессов:
1-й пресс
2-й
»
3-й и 4-й прессы
Отсасывающие прессовые валы
Сглаживавшие валы (верхние)
Сукномоечвые валы
Отжимные валики обычного гауч-пресса .
»
валы отсасывающих гауч-валов
Нажимные валы самосъемочных машин .
Верхний вал клеильного пресса
Нижний »
»
»
Показатель
твердости резины
по Пуссен-Джонсу*
40—50
35—45
30—40
30—35
30—40
50—65
75—95
200—225
30
2
25
* В отечественной промышленности теперь твердость резины определяется
пластометром типа ТШМ-2 с диаметром шарика 5 мм. Для перевода одних
единиц в другие можно пользоваться соотношением: Т (по Пуссей-Джонсу) =
= 1,25Г (по ТШМ-2).
Обрезиненные нижние прессовые валы шлифуют с выпуклостью
посередине (так называемая бомбировка). Это делается для того,
чтобы компенсировать прогиб валов при прессовании и обеспечить
равномерный отжим бумаги по всей ширине полотна. Необходимая
величина бомбировки, или разность диаметров посредине и по
краям вала, должна повышаться с увеличением прогиба вала. Ве393
личина прогиба зависит от диаметра и ДЛЙЁЫ вала, а также от дав
ления прессования.
На широких машинах целесообразно придавать бомбировк;
обоим прессовым валам. В этом случае суммарная величин;
бомбировки распределяется на два вала.
Размеры бомбировки приходится уточнять в каждом случэ'
в зависимости от условий работы и типа оборудования. Если бом
бировка вала недостаточна, то пресс сильнее отжимает бумагу п<
краям, если же величина бомбировки велика, то, наоборот, боль
шая сухость бумаги будет посередине.
Таблица 4
Практические данные о величине бомбировки прессовых валов
на некоторых бумагоделательных машинах
Наименование
вырабатываемой
бумаги
Ширина
сетки,
мм
Ш пресса или его
название
Диаметр
вала,
мм
Тип пресса
Величин
бомбировки
по окруя
НОСТИ,
мм
Газетная
5970
5970
3
1 и 2
800
860
Обычный
Отсасывающий
7—10
4
Типографская
№ 1
5050
5050
5050
1
2
3
760
760
760
»
6,5
7,0
7,5
Типографская
№ 2
4600
4600
4600
1
2
3
750
750
750
»
Обычный
2,2
3,0
3,5—4
Писчая № 1
3600
3600
3600
I
2, 3 и 4
Сглаживающий
550
550
550
Чертежная
2000
2000
1
2 и 3
350
350
2,5
2,75
2,0
»
1,25
1,6
В табл. 43 приведены данные о величине бомбировки прессовые
валов на некоторых бумагоделательных машинах.
На старых предприятиях практикуют иногда пришлифовку резиновых валов непосредственно на бумагоделательной машине при
помощи переносного шлифовального аппарата, который устанавливают на шинах машины перед прессом. Шлифовка ведется на
тихом ходу пресса, когда машина не работает. Этим способом
можно устранять отдельные неровности вала и исправлять дефекты в отжиме бумажного полотна. Хорошо пришлифованный
пресс не должен пропускать воду на отдельных участках вала,
если направить струю воды из спрыска в зазор между прессовыми
валами при снятом сукне, даже при очень малом давлении прессования.
ЗОЕ
Резиновые валы должны храниться в прохладном, темном и
влажном помещении, лучше в нераспакованном виде. Распакованные валы должны лежать на стеллажах, опираясь на них своими
шейками, чтобы не повредить резины. Время от времени валы
нужно поворачивать на 180°, чтобы не было прогиба. При длительном лежании на полу на резине образуются пролежни. Не
следует хранить шлифованные резиновые валы, так как на поверхности резины образуется твердая корка. Шлифовать их нужно перед установкой на бумагоделательную машину. При низкой температуре (ниже 0°С) резина портится, поэтому не рекомендуется
транспортировать облицованные резиной валы с заводов зимой.
Резиновая облицовка прессового вала служит 3—4 года и больше. За это время она подвергается износу и многократной шлифовке. Когда резина становится тонкой, вал вторично облицовывают. При недоброкачественной резине или при случайных ее повреждениях приходится направлять вал на переоблицовку. При
чрезмерном давлении прессования резина может деформироваться,
образуя продольные складки. Иногда резина даже отстает от корпуса вала. Поэтому применять слишком высокое давление на прессах не следует. В случае появления на резине продольных складок
нужно вал направить на шлифовку.
При переоблицовке вала старую резину снимают с вала на токарном станке и на вал наносят винтовую нарезку для лучшего
сцепления нового слоя резины с его корпусом. Затем на вал наматывают два слоя сырой резины, из которых нижний более твердый (эбонит), а верхний более мягкий. Затем резину подвергают
вулканизации, для чего вал помещают в камеру для обогрева изнутри паром через имеющееся в торце вала отверстие. После вулканизации вал обтачивают, упаковывают и отправляют на бумажную фабрику. Крепление рабочего слоя резины на валу может осуществляться и без эбонита.
На фабрике для каждого пресса бумагоделательной машины
всегда должен быть запасный вал, чтобы не иметь перебоев в работе из-за шлифовки или переоблицовки вала.
Резиновая обкладка валов портится от действия керосина или
бензина, а поэтому не следует пользоваться этими растворителями
для чистки прессовых сукон и самих валов. Очень вредно и попадание на резину смазочных масел.
Нельзя допускать одностороннюю запрессовку валов, так как
при этом можно перегрузить вал. При остановке пресса нужно
сразу же снять с него нагрузку. Невыполнение этого правила влечет за собой образование пролежней на резине.
Валы, закрепленные посредине. Как указывалось, прессовые
валы требуют сравнительно большой бомбировки для компенсации прогиба. Величина бомбировки определяется размерами вала
и его нагрузкой. Таким образом, каждой нагрузке для данного
вала должна отвечать определенная величина бомбировки, что
ограничивает пределы регулирования давления прессования.
400
С целью улучшения работы прессовых валов была предложена
конструкция так называемых «несгибающихся» валов, которые
требуют значительно меньшей величины бомбировки. В этой конструкции гранитный или чугунный цилиндр закреплен на стальном
валу только посредине на небольшом участке, 400—600 мм. Таким образом, рубашка вала состоит из трех частей: центральной
прочно связанной с валом» и двух консольных, не связанных с ва
лом. Свободный кольцевой зазор по торцам вала уплотнен легкс
сжимающимся резиновым кольцом. Схемаческии чертеж такогс
вала представлен на рис. 157.
По данным И. Я. Эйдлина [1], при использовании валов, за
крепленных посередине, величина бомбировки уменьшается при
мерно в 7 раз. Это позволяет вести процесс отжима влаги в прес
сах более эффективно, изменяя давление в более широких
?""^^
пределах.
ffi-'—•
ОтСаСЫВаЮЩИе
—:-
ПреССОВЫе
\»;;;»;^
валы. На современных бумагоделательных машинах широко
применяются
отсасывающие
>?
г
Рис
-
15
„
/-
Вал
*
!
' закрепленный посереди
(с консольной рубашкой):
прессовые валы, которые устаНавЛИВЭЮТСЯ
На
ПерВОМ,
ВТО-
^ ^
1 т?а пЛЯ
рубашка
. У1стальаой
се
рдеч
ник; 3 — резиновое кольцо; 4 — цементная за
ливка
ром, а иногда и третьем прессах вместо обычных облицованных резиной валов. Применение их повышает степень обезво
живания бумаги в прессе, так как отжатая механическим прессо
ванием вода под влиянием разрежения в камере беспрепятственн<
уходит из зоны прессования через сукно в отверстия отсасываю
щего вала, из которых затем выбрасывается центробежной силой
Наряду с этим значительно улучшается работа сукон, так как че
рез их поры просасывается воздух. Количество обрывов бумап
сокращается, так как бумага присасывается к сукну и меньше при
липает к верхнему валу.
Отсасывающий вал по своей конструкции сходен с камерньп
отсасывающим гауч-валом, но меньшего диаметра. Ширина ка
меры 110—150 мм. Корпус отсасывающего вала изготовляют и
толстостенной перфорированной трубы из бронзы или нержавею
щей стали и облицовывают слоем резины твердостью 30—35 пунк
тов по Пуссей-Джонсу толщиной 25 мм, что значительно улучшае
работу пресса, повышает степень обезвоживания бумаги и удли
няет срок службы сукон.
Отверстия в корпусе вала имеют диаметр 3,5—5 мм; чтоб!
уменьшить маркировку бумаги, их делают без раззенковки. С это
же целью при работе с отсасывающими прессами применяют бс
лее плотные сукна. Верхний вал отсасывающего пресса обычн
располагают отвесно или с небольшим смещением по ходу бумап
Вакуум-камеру устанавливают под зоной прессования. Камер
должна быть смещена навстречу движению бумаги так, чтобы н
Н
С. Н. Иванов
4 t
другую сторону, за центр вала, камера выступала только на 5 мм,
как это показано на рис. 158. Камера должна быть герметично
закрыта сукном и бумагой.
Вакуум-камера соединена с мощным вакуум-насосом такого
же типа, как и у отсасывающего гауч-вала, но несколько меньшей
производительности. Вакуум-насос должен обеспечить разрежение
в камере вала 300—500 мм рт. ст., в зависимости от вида вырабатываемой бумаги.
При работе отсасывающего вала нужно следить, чтобы отверстия вала не забивались волокном, клеем и наполнителями. Для
этой цели рубашку вала при смене сукна обычно промывают
струей воды высокого давления (до 70 кгс/см2). Если это не помогает, рубашку вала предварительно
обрабатывают химикатами, размягчающими отложения в отверстиях В качестве таких химикатов используют,
например, муравьиную кислоту с добавкой ингибиторов против коррозии
металла и специальные средства, выпускаемые зарубежными фирмами [2].
Раствор химиката, нагретый до 50—
65° С, заливают в корыто прессового
вала или подают на медленно вращающийся вал через внутренний
спрыск. Продолжительность очистки
Рис 158 Нормальное положевала таким способом составляет 1—
ние вакуум-камеры в отсасы4 ч. Механическая чистка отверстий
вающем прессовом вале
вала пробойником или сверлом, к которой иногда прибегают, требует
больше времени, очень трудоемка и небезвредна для вала. На некоторых предприятиях через отверстия рубашки продавливают
воду высокого давления [3].
Наилучшим способом поддержания отверстий рубашки прессового вала в чистоте является регулярная их промывка при работе машины на полном ходу с помощью подвижного соплового
спрыска, устанавливаемого в таком месте, чтобы брызги воды не
попадали на бумагу. Спрыск, у которого толщина струй несколько
меньше диаметра отверстий, имеет четыре сопла. Его устанавливают на подвижном суппорте на расстоянии 50 мм от вала и перемещают вдоль вала со скоростью 0,1 м/мин. Для промывки вала
используют воду давлением 60 кгс/см2 при расходе 80 л/мин [3].
Обычно такой спрыск включают раз в сутки, и работает он в течение часа. Забивание отверстий вала вызывает появление брака
в бумаге в виде мокрых полос и раздавленных мест, так как бумажное полотно в этих местах не обезвоживается.
Чтобы предотвратить образование на внутренней поверхности
вала канавок и желобков от трения камеры, рекомендуется систематически (1 раз в неделю или при смене сетки) промывать уплот402
нения вакуум-камеры и передвигать их в ту и в другую сторону
Уплотнения камеры нужно менять 2 раза в год.
Вакуум в камере отсасывающего вала может уменьшиться npi
снижении жирности массы и из-за засоса воздуха через уплотне
ния и, наоборот, повыситься из-за загрязнения сукна или забива
ния отверстий вала.
Отсасывающий пресс с прососом воздуха через сукно. Отса
сывающий пресс с прососом воздуха через сукно является разно
видностью прямого отсасывающего пресса. Эта конструкция по
зволяет несколько повысить эффективность обезвоживания бумап
и заменить неудобный для обслуживания обратный пресс на бы
строходных машинах. Она отличается от обычного отсасывающей
прямого пресса вертикальным расположением обоих валов и вакуум-камеры, большей шириной последней
(175—230 мм) и схемой движения
сукна и бумаги.
Как видно из рис. 159, сукно огибает нижний вал, плотно прикрывая
камеру, бумага огибает верхний вал
и соприкасается с сукном только
в зоне контакта валов. При таком
расположении бумаги и сукна и наличии широкой камеры вода, отжи- р и с . 159 Схема отсасывающе!
маемая валами, проходит через сукно пресса с прососом воздуэ
в камеру как обычно, сукно же при
через сукно:
ВЫХОДе ИЗ ЗОНЫ К о н т а к т а
ВаЛОВ, Не
' ~ бумага; 2 - сукно
прикрытое бумагой, осушается воздухом, просасываемым через него. При этом одновременно ос?
шаются и ячейки вала. Благодаря этому сукно делается боле
сухим, больше впитывает воды из бумаги, и вода из ячеек вал
не забрасывается снова в сукно.
Вал с прососом воздуха через сукно устанавливается на втс
1
ром и третьем прессах, т. е. там, где бумага уже достаточно про
на и не нуждается в транспортировании сукном. Подобная устг
новка позволяет повысить сухость бумажного полотна на 2—3 е
по сравнению с обычной сухостью.
Использование этого принципа обезвоживания с установке
отсасывающего вала над гранитным валом с верхним располож!
нием сукна позволило заменить обратный пресс прямым.
Сглаживающий пресс. Сглаживающий, или офсетный, пресс г
своей конструкции сходен с обычным прессом, однако он неиме(
прессового сукна. Он состоит из двух валов, из которых нижнийгранитный или чугунный, а верхний покрыт резиной твердость
30—40 пунктов по Пуссей-Джонсу. Устройство присадочного пр]
способления аналогично применяемому в обычных прессах.
Сглаживающий пресс устанавливают перед сушильной часть
машины. Он предназначен для уплотнения бумаги, выравниваю
И*
4
поверхности, придания ей хорошей гладкости и устранения маркировки от сукон и сетки. Вода на этом прессе обычно не отжимается.
Сглаживающий пресс устанавливают на машинах для выработки писчей, бумаги для печати, картографической, основы фотоподложки, документной и других видов, требующих высокой
машинной гладкости. В большинстве случаев устанаваливают один
такой пресс. При выработке высокосортной бумаги иногда последовательно устанавливают два и даже три сглаживающих пресса.
Пропуск влажной „бумаги через сглаживающий пресс оказывает существенное влияние и на процесс сушки бумаги, так как
при сглаживании поверхности бумаги улучшается ее контакт
с греющей поверхностью сушильных цилиндров, повышается коэффициент теплоотдачи и возрастает эффективность сушки.
Сдвоенные прессы
В 1931 г. в Англии при реконструкции одной из бумагоделательных машин, вырабатывающих газетную бумагу, был установлен трехвальный вертикальный сдвоенный пресс. В 1936 г. американской фирмой Беллойт был сконструирован горизонтальный
сдвоенный пресс. Позже появились трехвальные прессы; пирамидальный, симплекс и наклонный.
Сдвоенные прессы очень компактны, занимают мало места. Установка их при модернизации бумагоделательных машин позволяет сэкономить место и на освободившейся площади разместить
несколько сушильных цилиндров.
Типичные схемы установки сдвоенных прессов приведены на
рис. 155.
Устройство сдвоенных вертикального и горизонтального прессов видно из схем, представленных на рис. 155, и особых пояснений не требует.
Сдвоенный наклонный пресс (см. рис. 155) нашел более широкое применение, нежели вертикальный и горизонтальный. Он состоит из трех валов, расположенных наклонно под углом 60° к горизонту. Средний вал гранитный, верхний и нижний отсасывающие, каждый из которых имеет свое собственное сукно и привод.
Вакуум-пересасывающий вал пересасывает бумажное полотно
с сетки на сукно, которое передает бумагу в пресс. Подобный
пресс в сочетании с дополнительным отсасывающим прессом применяется теперь довольно часто на быстроходных газетных машинах и позволяет достичь сухости бумажного полотна перед сушкой 38—39% и получить бумагу с одинаковой гладкостью обеих
сторон листа.
Сдвоенный пирамидальный пресс является видоизмененной конструкцией горизонтального пресса Он состоит из двух приводных
отсасывающих прессовых валов, расположенных рядом, на поверхности которых находится один большой гранитный вал диамет404
ром 1,2 м и выше. Пирамидальный пресс имеет два прессовы?
сукна.
Сдвоенный пресс симплекс состоит из одного приводного боль
шого нижнего вала с двумя отсасывающими камерами, на поверх
ности которого располагаются два гранитных вала меньшего диа
метра, вращающихся от трения и снабженных присадочныь
устройством. Этот пресс удачно комбинируется с вакуум-пересасы
вающим устройством для автоматического съема бумаги с сетки
Пирамидальные сдвоенные прессы применяются на машинах
вырабатывающих крафт-бумагу и тарный картон, сдвоенный прес<
симплекс — при выработке более тонкой бумаги. Общим недо
статком сдвоенных прессов является трудность синхронизации дви
жения приводных валов.
Автоматический съем бумаги с сетки
и заправка ее на машине
Бумагу в мокрой части быстроходных машин заправляют пр]
помощи сжатого воздуха давлением 4—6 кгс/см2. Полоска бумаг
шириной 50—70 мм, отсекаемая водяным ножом (переводной от
сечкой), сдувается с отсасывающего гауч-вала на сукно первог
пресса воздухом при помощи трубки, помещенной внутри вал
с рабочей стороны машины. С верхнего вала прямого пресса бу
мажная лента также сдувается воздухом при помощи пары conej
управляемых вручную. Заправляют бумагу в обратной пресс
на сушильные цилиндры при помощи заправочных канатико
Шихена. В мокрой части тихоходных машин (до скорости 150180 м/мин) заправляют бумагу большей частью вручную.
С повышением скорости машины снижается сухость бума»
ного полотна после гауч-пресса, влажная бумага больше ВЫТЯГР
вается, что затрудняет ее передачу в прессовую часть, происхс
дят обрывы бумаги, увеличиваются холостые ходы машины.
Для улучшения работы машины приходится устанавливать мои
ные вакуум-насосы для создания большого разрежения в камер
отсасывающего гауч-вала и получения более сухой, а следов;
тельно, и более прочной бумаги. Подобная практика привел
к тому, что на больших быстроходных бумагоделательных машина
мощность вакуум-насосов для гауч-пресса и отсасывающих прессе
чрезвычайно возросла.
На современных быстроходных бумагоделательных машинах TI
перь стали применять автоматический съем бумажного полоти
с сетки при помощи сукна и вакуум-пересасывающего вала. Влал
ное бумажное полотно присасывается к верхнему съемному сукн
и передается затем автоматически в валы первого пресса. Обогн>
верхний прессовый вал, съемное сукно возвращается обратно.
В настоящее время разработано несколько типовых схем авт<
матической передачи бумаги с сетки в прессовую часть машин!
и теперь все современные быстроходные машины оборудуются т.
кими установками. Это позволило устранить вытяжку влажного
бумажного полотна при переходе с сетки на первый пресс и
обрывы бумаги. При использовании вакуум-пересасывагощих устройств оказалось возможным понизить вакуум в камере отсасывающего гауч-вала и, следовательно, несколько снизить мощность
вакуум-насоса.
Применение автоматической передачи бумаги с сетки в прессовую часть машины позволило повысить прочность готовой бумаги
на 15—20% и снизить содержание целлюлозы в композиции газетной бумаги:
Наиболее типичные схемы вакуум-пересасывагощего устройства
современных быстроходных машин показаны на рис. 160.
В первой схеме влажное бумажное полотно передается съемным сукном с сетки сначала во вспомогательный, передаточный
пресс, назначение которого заключается в том, чтобы передать бумагу с верхнего сукна на нижнее и затем в первый пресс. Оба они
расположены в одном сукне, но у передаточного пресса вакуумкамера сдвинута по ходу движения полотна, а у первого пресса,
наоборот, против хода. Разрежение у передаточного пресса обычно
не превышает 300—400 мм рт. ст., как и у пересасывающего вала;
у первого пресса оно должно быть выше. Съемное сукно на обратном пути от передаточного пресса подвергается основательной промывке и очистке в отсасывающей вальцовой сукномойке.
Во второй схеме сукно первого пресса удачно выполняет и функции съемного сукна, при этом надобность в передаточном прессе
отпадает. В этой схеме прессовое сукно надето на оба вала — вакуум-пересасывающий и нижний отсасывающий вал первого мокрого пресса, который работает как обратный. Бумажное полотно,
как и в первой схеме, пересасывается на сукно и передается вместе
с ним в первый пресс, огибая вал снизу и входя в зазор между валами пресса с обратной стороны. Далее бумага отделяется от сукна
и, огибая верхний гранитный вал, поступает во второй пресс,
а сукно возвращается к вакуум-пересасывающему валу. Эта схема
отличается своей простотой, компактностью, удобством удаления
мокрого брака при заправке бумаги и обрывах и позволяет вырабатывать более однородную бумагу с обеих сторон листа,
В третьей схеме, недавно разработанной шведской фирмой КМВ,
удачно объединены функции вакуум-пересасывающего устройства
и первого пресса. Сукно надето на отсасывающий вал с очень широкой вакуум-камерой, которая одним краем соприкасается через
сукно с сеткой, а другим — с гранитным прессовым валом. В этой
схеме влажное бумажное полотно проделывает очень короткий
путь, все время находится под зоной разрежения и потому съем его
с сетки и передача в пресс сильно облегчаются. Эта схема позволяет передавать с сетки на пресс более толстую бумагу, которая
легко отваливается от съемного сукна в предыдущих схемах.
Другие схемы автоматической передачи бумажного полотна при
наличии трехвальных сдвоенных прессов были показаны на рис. 155.
406
Рис. 160. Схемы вакуум-пересасывающих устройств для передачи бумаги с сет
на пресс:
1 — с передаточным прессом и первым прессом в одном сукне; 2 — с обратным перв
прессом и одним общим сукном; 3 — юни-npecc шведской фирмы КМВ
Сеточный стол бумагоделательной машины, оборудованной вакуум-пересасывающим устройством, отличается от обычного тем,
что он имеет дополнительную свободную ветвь сетки, с которой
пересасывается влажное полотно. Сетку при этом удлиняют на 2—
3 мм и дополнительно устанавливают поворотный приводной вал,
который огибает сетка, пройдя гауч-вал.
Бумага с сетки на пресс заправляется по всей ширине полотна,
которое поступает на гранитный вал пресса и снимается с него шабером. В первой схеме большая часть полотна бумаги шнеком или
ленточным транспортером направляется на приводную сторону машины, разбавляется водой и сбрасывается по трубопроводу в мешалку
для мокрого брака, расположенную в первом этаже. Во второй и
третьей схеме бумажное полотно
сбрасывается в мешалку с гранитного вала первого пресса без помощи каких-либо
транспортных
средств. Бумагу во второй пресс и
далее в сушильную часть машины
заправляют, как обычно, узкой полосой, отсекаемой от бумажного
полотна водяной струей, и только
после того, как бумага заправлена,
переводят все полотно с помощью
переводной отсечки, установленной
Рис. 161. Валик для передачи бунад сеткой или под сукном.
маги с сетки на сукно первого
пресса:
/ — передаточный валик; 2 — поршневой подъемный механизм; 3 —сукноведущий валик: 4 — отсасывающий гауч-вал; 5—-груз
Для успешной работы вакуумпересасывающего устройства большое значение имеет качество съемного сукна и хорошая его очистка
от загрязнений. Наиболее пригодны для этой цели сукна с саржевым плетением весом 1 м2 850—
980 г, обладающие открытой структурой и хорошей впитывающей
способностью.
Для промывки сукон от загрязнений устанавливают вальцовые
сукномойки с отсасывающим валом. Пересасывающий вал снабжен подъемным приспособлением для его перемещения при пуске
и останове машины.
Вакуум-пересасывающее устройство сильно усложняет конструкцию прессовой части, и его целесообразно применять только
при скоростях свыше 500 м/мин.
При работе машин на скоростях от 300 до 500 м/мин обрывность бумаги можно снизить установкой между сеткой и сукном
первого пресса передаточного валика
(рис. J6]), перемещаемого при помощи пневмопоршня. Валик диаметром 250—
300 мм с самостоятельным приводом устанавливают таким обра408
зом, чтобы бумажное полотно, сходя с сетки, не отрывалось по;
прямым углом, а, огибая валик, сходило с гауч-вала по каса
тельной,
Прессовые сукна и их промывка
Прессовые сукна служат для улучшения условий прессовани1
сырого бумажного листа. Они, впитывая и пропуская через себ:
воду, выделяющуюся при отжиме, предотвращают раздавливаю*
бумаги, а также транспортируют ее через прессовую часть ма
шины.
Прессовые сукна должны обладать хорошей пористостью и впи
тывающей способностью, чтобы пропускать через себя отжатую и
бумаги влагу. Ткань сукна должна быть упругой и плотной, чтобь
не маркировать поверхности бумаги, и достаточно прочной, ЧТО6Е
выдерживать сравнительно большое натяжение при работе на ма
шине.
Чтобы прессовые сукна удовлетворяли таким разнообразны!
требованиям, их изготовляют из высококачественной шерсти. И
ткут бесконечными и с поверхности ворсуют.
Волокна шерсти, имея чешуйчатое строение поверхности, об
ладают свойством самоочищения при работе. Это свойство в со
четании с высокой упругостью шерстяного волокна, в результат
чего после сжатия при прохождении через валы пресса сукн'
быстро восстанавливает свою первоначальную толщину и откры
тую структуру, делает шерсть наиболее пригодным материале!
для прессовых сукон.
Для повышения износоустойчивости и прочности сукон на раз
рыв в шерстяную пряжу добавляют до 20—25% искусственных вс
локон капрона или нейлона. Добавка этих волокон повышае
также сопротивление ткани действию кислот, щелочей и микрс
организмов, однако упругость, эластичность и свойство ткани са
моочищаться понижаются. По этой причине искусственные вс
локна не могут пока вытеснить шерсть в производстве прессовы
сукон.
Для повышения износоустойчивости прессовых сукон и удли
нения срока их службы в настоящее время многие зарубежны
фирмы подвергают шерстяные сукна дублению и специальной xiмической обработке, в результате которой между цепями керЕ
тина, из которых построены белковые молекулы шерсти, возш
кают дополнительные химические связи, не подверженные раг
рушению при термохимических воздействиях во время работ]
сукна [4].
В зависимости от назначения прессовые сукна изготовляю
2
разного веса 1 м (от 450 до 1100 г) и различной структуры т к а т
По характеру ткани различают сукна с гарнитурным, саржевы
(или киперным) и сатиновым плетением. Более редкие сукна с raj
нитурным плетением и меньшим весом 1 м2 применяют на перво
прессе. Более плотные сукна с саржевым и сатиновым плетением
применяют на втором и третьем прессах. Наименьшую маркировку дает сатиновое плетение. Поэтому такие сукна используются
для машин, вырабатывающих высокосортную бумагу.
В последнее время начали изготовлять так называемые иглопрошивные сукна (needled felt), отличающиеся высокой водопропускной способностью, мягкостью, упругостью, полным отсутствием маркировки бумаги и достаточно высокой прочностью. Эти
сукна изготовляют следующим образом. Вначале ткут сравнительно рыхлую основную ткань. Затем на нее накладывают расчесанную на кардочесальных машинах ватку из такой же шерсти
с добавкой синтетических волокон в количестве до 30% от общего веса готового сукна и с помощью специальных игл, снабженных бородками, прошивают на иглопрошивных машинах. При
этом иглы своими бородками захватывают отдельные нити и протаскивают их в основную ткань сукна, придавая ей прочность и
открытую структуру с капиллярами, расположенными в ткани перпендикулярно плоскости сукна. Количество проколов в сукне составляет около 200 на 1 см2 [5].
Данные о применяемых в СССР прессовых сукнах приведены
в «Справочнике бумажника» [6].
По ширине мокрые сукна делают шире корпуса прессового
вала примерно на 100—150 мм, чтобы при последующей продольной вытяжке и усадке сукон по ширине они все-таки были шире
мокрого полотна бумаги на 150—200 мм. Длина сукон зависит от
конструкции и расположения прессов и обычно находится в пределах 10—20 м. Короткие сукна быстрее загрязняются и изнашиваются, а потому требуют более частой смены.
Срок службы мокрых сукон зависит от скорости машины, композиции бумаги и типа пресса и сукномоечных устройств. Обычный срок службы мокрых сукон первого пресса 10—14 дней, второго 15—20 дней, третьего 20—30 дней.
Иглопрошивные сукна работают значительно дольше. Срок
службы их даже на быстроходных машинах достигает на первом
прессе 20—25 суток, а на втором прессе до 2 месяцев.
При отсутствии на машине сукномоек срок службы сукон,
в особенности на первом прессе, резко сокращается.
Сукно приводится в движение от прессовых валов и вращает
при своем движении все сукноведущие валики. Последние по
своей конструкции сходны с сетковедущими валиками. Их изготовляют из стальной трубы и покрывают сверху листовой медью
или твердой резиной. Диаметр валиков изменяется в зависимости
от ширины машины. Для расширения сукна и предотвращения
его сморщивания у одного или двух так называемых разгонных
валиков, располагающихся в петле сукна, делают спиральную напайку из полоски металла.
В каждом сукне, как и в сетке, имеются один правительный и
один натяжной валики На правительном валике сукно делает
410
незначительный перегиб, а подшипник валика передвигается прз
помощи суппорта в направлении, примерно параллельном плос
кости сукна. Правила правки сукна и сетки одни и те же (см
стр. 366). Натяжной валик располагается в петле сукна, где OHI
делает поворот примерно на 180°. Натяжной винт суппорта прихо
дится делать длинным, так как сукно сильно вытягивается при ра
боте (до 10—12%). Натяжное устройство должно допускать на
тяжение сукна с одной или одновременно с обеих сторон. Натя
жение сукна у малых машин осуществляется обычно вручную npi
помощи маховичка и цепной передачи, а на больших машинах —
при помощи электродвигателей.
Правку сукна можно осуществлять как вручную, так и авто
матически. Одно из таких автоматических устройств было описан)
ранее.
Смена сукон
Сукно меняют, когда оно загрязнилось или износилось и на
чинает вызывать брак бумаги. Старое сукно, непригодное боле!
для употребления на машине, обычно срезают. Загрязненное, н<
еще достаточно прочное сукно снимают и затем промывают. Та
кие сукна после промывки могут быть использованы на той ж<
или на другой машине, вырабатывающей менее ответственный ви;
бумаги.
Перед надеванием сукна все части пресса тщательно промы
вают и очищают от смазочного масла, чтобы не загрязнить сукне
Новое сукно осматривают и определяют направление ворса
а также направление движения сукна по стрелке, нашитой н,
его кромке. Если сукно надеть не по стрелке, то ворс при движе
нии сукна будет топорщиться, увлекать воздух, и между бумаго]
и сукном перед прессом появится воздушный пузырь, которьп
приведет к браку бумаги.
Сукно складывают жгутом и петлю надевают на нижний прес
совый вал. Для этой цели краном или крюком, подвешенныг
к шейке верхнего прессового вала, зацепляют шейку нижнег
вала, приподнимают вместе с верхним валом подъемным механиз
мом и убирают стойку нижнего вала с рабочей стороны. Поел
этого заводят сукно под пресс, ставят обратно стойку, опускаю
вал и, убрав крюк, заправляют сукно между прессовыми валами
Затем начинают надевать сукно на сукноведущие валики. Послед
ним ставят натяжной валик, который должен находиться в край
нем ослабленном положении. По окончании надевания сукно рас
правляют, натягивают и, опустив верхний вал, пропускают на ти
хом ходу, обильно увлажняя сукно по всей ширине из спрыска.
Обычно новое шерстяное сукно плохо смачивается водой, чт
создает известные затруднения при пуске бумагоделательной ма
шины. Поэтому иногда новое сукно перед пуском его в работ
обрабатывают слабым раствором смачивателя.
41
Окончательную натяжку сукна осуществляют после увлажнения. При этом контролируют правильность положения натяжного
валика.
На прессовых сукнах имеется так называемая контрольная
нитка, окрашенная в синий или красный цвет, по положению которой можно судить о правильности натяжки сукна. При перекосе контрольной нитки ткань сукна суживается, сукно становится менее пористым, хуже пропускает воду и при сильном перекосе может даже образовать складку.
В том случае, когда одна сторона сукна отстает, а другая
идет вперед, необходимо натянуть сторону, идущую вперед, или
ослабить отстающую. Натягивая какую-нибудь сторону, мы удлиняем, а ослабляя, уменьшаем ее путь.
В том случае, когда кромки сукна идут ровно, а середина забегает вперед, прибегают к ускорению движения кромок сукна,
подматывая бумажную ленту по краям одного из петлевых сукноведущих валиков. Целесообразнее, однако, устанавливать сукноведущий валик с отрицательной бомбировкой или со спиральной
напайкой по краям валика.
В третьем случае, когда отстает середина, следует повысить
скорость сукна посредине или уменьшить по краям. Это можно
сделать, сняв бумажные подмотки с краев валика, если они были
ранее поставлены, или заменив разгонный валик со спиралью по
концам валиком со спиралью по всей его длине. Если эти мероприятия не дают результатов, то причина неправильного положения контрольной нитки сукна заключается в бомбировке прессовых валов.
Промывка сукон
Во время работы поры сукна загрязняются волокнами, клеем
и частицами наполнителя. Это ухудшает фильтрацию воды, отжимаемой прессом, и при сильном загрязнении ткани бумага может
раздавливаться валами, так как вода, не находя выхода через
ткань сукна, будет размывать и разрушать структуру бумаги. Как
говорят, сукно начинает «марать», и в бумаге получаются отверстия самой разнообразной формы.
При выработке целлюлозной бумаги с низкой степенью помола
массы и без наполнителей сукна загрязняются меньше, чем при
выработке бумаги, содержащей древесную массу, наполнители и
проклеивающие вещества. Для улучшения работы сукон на машине устанавливают сукномоечные устройства.
Чаще применяются вальцовые и отсасывающие {щелевые)
сукномойки (рис. 162), а также сукномойки «Виккери». Реже применяются сукномойки пневматические (Франка).
Вальцовая сукномойка. Состоит она из двух валов наподобие
прессовых, но меньшего диаметра: верхнего, чугунного с бронзовой рубашкой и нижнего, облицованного мягкой резиной. Оба
вала снабжены роликовыми подшипниками и легко вращаются от
412
сукна, не имея специального привода. Нижний вал установле
в неподвижных стойках, а верхний имеет подъемно-присадочно
устройство.
Рис. 162. Сукномоечные устройстваI — вальцовая сукномойка; 2 — трубчатая
сукномойка;
3 — пневматическая сукномойка Франка; 4 — вальцовая отсасывающая сукномойка; 5 — сукномойка «Виккери>
Назначение сукномоечных валов заключается в том, чтобы ол
жать воду из мокрого сукна, подвергаемого промывке двум
спрысками, установленными с обеих сторон сукна перед поступ
лением его в валы. Таким образом, сукно при своем обратно!
41
движении непрерывно промывается сильной струей воды и отжимается на вальцах досуха.
Резиновая облицовка нижнего вала должна быть мягкой
(твердость 50—65 пунктов по Пуссей-Джонсу) и хорошо отшлифована с приданием ей необходимой бомбировки. Твердая резина
сильно изнашивает сукно. Плохая шлифовка или износ -резины
на валу служит причиной пропусков воды в сукне, быстрого его
загрязнения в этих местах и образования брака бумаги.
Вальцовые_ сукномойки помещают обычно в сукне первого
пресса, реже их ставят на втором прессе. У больших машин сукномоечные валы снабжают иногда отдельным приводом. Благодаря вальцовым сукномойкам сукно первого пресса работает без
снятия для промывки до полного износа. Однако сукно при этом
сильно изнашивается и работает недолго (7—12 дней).
Перед входом сукна в валы первого пресса под сукном часто
устанавливают небольшой отсасывающий ящик для устранения
воздушного пузыря между сукном и бумагой. Если этого не сделать, то воздушный пузырь проходит в валы пресса и в бумаге
образуются складки, видимые на просвет в виде «елки».
На старых фабриках вместо ящика или в дополнение к нему
ставят так называемый «пузырный» валик, чтобы обеспечить хорошее прилегание бумаги к сукну и устранить воздушный пузырь. ;
Однако поверхность пузырного валика быстро загрязняется, и несвоевременная смена или очистка его часто бывают причинами
образования брака бумаги из-за попадания в нее комочков массы.
В последнее время начали широко применять вальцовые сукномойки с отсасывающим нижним валом и с самостоятельным
приводом по типу отсасывающего пресса, в особенности для
очистки съемного сукна вакуум-пересасывающего устройства.
Очень мощные вальцовые сукномойки с отсасывающим валом
сейчас начали применять не только на первом, но и на втором
прессе так называемых раздельных прессов, создавая на них повышенное давление при прессовании, чтобы повысить сухость
сукна после промывки и тем самым усилить обезвоживание бумаги. Отсасывающие вальцовые сукномойки равномерно осушают
сукно после промывки.
Трубчатые (щелевые) сукномойки. На быстроходных машинах,
вырабатывающих газетную и типографскую бумагу, у первого и
второго прессов часто устанавливают трубчатые сукномойки.
Трубчатая сукномойка по своей конструкции напоминает только
что описанный отсасывающий ящик, но более мощной конструкции (диаметр трубы 100—150 мм, ширина щели 15—25 мм, разрежение 220 мм рт. ст.). Иногда их устанавливают попарно. Промывается сукно, как и при наличии вальцовой сукномойки, водяными спрысками. Спрыски включают в работу главным образом
только при холостом ходе машины, так как отсасывающие ящики
не могут достаточно осушить сукно после промывки. Поэтому при
работе машины действие вакуума сводится лишь к отсосу загряз414
нений с поверхности сукон и поддержания пор открытыми. Трубчатые сукномойки проще в эксплуатации, чем вальцовые, однако
они менее эффективны.
Сукномойка «Виккери». Состоит она из одной или нескольких
промывных головок, плотно прилегающих к наружной стороне
сукна. Они медленно передвигаются взад и вперед по ширине
сукна и очищают его от загрязнений. Промывная головка представляет собой камеру, ограниченную плоской перфорированной
крышкой, по которой скользит сукно. Ширина крышки 80—
100 мм, длина 300—400 мм. Камера разделена на два самостоятельных отделения. В первую по ходу сукна камеру подается вода
с температурой 35—40° С и давлением 1—2,5 кгс\см% для промывки сукна, а вторая камера соединена с вакуум-насосом и
служит для осушения сукна после промывки.
Таким образом, очистке подвергается лишь узкая полоска
сукна шириной около 40—50 мм. Движение головок сукномойки
координировано с движением сукна так, что за один оборот сукна
головка передвигается на ширину камеры с таким расчетом
чтобы вся поверхность сукна равномерно была подвергнута чистке
Для ускорения очистки на каждые 1,5 м сукна ставят одн>
промывную головку. Таким образом, на широкой, 6-метровой, ма
шине устанавливают три-четыре такие головки, которые работакгз
параллельно каждая на своем участке сукна. Все промывные го
ловки передвигаются по балке углового сечения, укрепленной НЕ
шинах бумагоделательной машины поперек сукна. Головки пере
мешаются при помощи ходового винта, приводимого в движенш
через ременную или цепную передачу от приводного вала пресса
Перемена движения головок осуществляется посредством автома
тического переключающего механизма.
В случае необходимости (когда надо очистить сукно на каком
либо одном участке) можно направить движение промывной го
ловки только по определенному участку сукна.
Вакуум в камере сукномойки 75—125 мм рт. ст. В некоторые
конструкциях применяют вакуум до 250 мм рт. ст. Расход водь
на одну промывную головку составляет от 11,5 до 30 л/мин. Про
изводительность вакуум-насоса на одну промывную головку от
3
до 2,8 м /мин.
Пневматическая сукномойка Франка. Представляет собой по
лый перфорированный вал диаметром 300—600 мм из чугуна, по
крытый сверху бронзовой рубашкой и разделенный изнутри н;
несколько секций (обычно восемь). Отверстия у вала имеют кони
ческую форму. Через полые цапфы внутрь вала подводится о
2
компрессора сжатый воздух давлением ОД—0,2 кгс[см .
Сукномоечный вал устанавливают так, чтобы сукно охваты
вало его петлей и воздух продувался на дуге вала 180°. Действи
сукномойки заключается в том, что движущееся вокруг вала сукн'
увлажняется спрыском, причем конические ячейки вала напол
няются водой, а затем вместе с воздухом продуваются сжатьп
41
воздухом через поры сукна, очищая их от загрязнений. Продувка
воздухом производится обычно периодически, по мере загрязнения сукна.
Действие сукномойки довольно эффективно, однако она имеет
тот недостаток, что сукно отдувается от вала и может смещаться
в сторону, причиняя затруднения в работе.
Пневматические сукномойки указанного типа применяются
сравнительно мало.
Сукномойка системы Моунт-Хоуп. В этой системе промывка и
очистка сукна с помощью обычного водяного спрыска и осушение
сукна отсасывающим ящиком сочетаются с действием на ткань
вращающихся дугообразных валиков: один из таких валиков расширяет ткань сукна после увлажнения водой, другой сужает
ткань, а третий снова расширяет сукно до первоначальной ширины. Интенсивное сужение и расширение ткани позволяют лучше
очистить сукно от загрязнений.
Дугообразные вращающиеся валики Моунт-Хоуп имеют наружную рубашку из мягкой резины, которая надета на большое число
самоустанавливающихся подшипников, насаженных на изогнутый
неподвижный стержень. Резиновая рубашка вращается вместе
с наружными кольцами подшипников. Кривизну дуги по отношению к сукну можно изменять поворотом валика и установкой его
в нужное положение. Имеются и другие конструкции изогнутых
валиков.
В настоящее время валики типа Моунт-Хоуп нашли широкое
применение на машинах и станках для расширения и разглаживания бумажного полотна взамен неподвижных расправляющих дуг.
Их применяют также для расширения синтетических сеток.
Промывка и хранение сукон, снятых с машины. Для промывки
сукон, снятых с машины, применяются сукномойки, которые состоят из небольшой ванны с двумя деревянными вальцами, расположенными один над другим над ванной. Один из 'них, нижний,
приводится во вращение от привода через ременную передачу.
Сукно заправляют между валами и опускают в ванну, в которую наливают воду с моющим реагентом. При промывке сукно
медленно передвигается через вальцы в ванну и снова в вальцы.
Для промывки сукна обычно применяют нейтральное мыло {мыльную воду при температуре не выше 50° С) или синтетическое неионное моющее средство. В случаях сильного загрязнения сукон
применяют более эффективные моющие средства кислого и щелочного характера с добавкой синтетических моющих веществ.
После такой обработки в течение 20—30 мин и последующей отмывки реагентов теплой водой сукно поступает на просушку. При
плохой промывке в сукне могут развиваться так называемые шерстяные бактерии, разрушающие ткань.
Хранить сукна следует в чистом холодном и сухом помещении,
так как влага в сукне способствует образованию плесени. Для
предохранения от повреждения молью сукна обильно пересыпают
416
нафталином. В самом помещении пол и полки также посыпаю!
нафталином. Новые сукна лучше всего хранить в своей первона
чальной упаковке. Распакованные и бывшие в употреблении сукне
также целесообразно хранить завернутыми в просмоленную и гуд
ротированную бумагу.
Промывка сукон на бумагоделательной машине. В последнее
время все шире начинают применять промывку и очистку сукоь
непосредственно на машине. Это позволяет увеличить срок и?
службы, улучшить обезвоживание бумажного полотна, повысит!
производительность машины и качество бумаги и снизить себе
стоимость продукции. Различают непрерывную промывку сукон
периодическую промывку их на полном ходу машины, а также
периодическую промывку сукон во время останова машины [7 и 8]
Для очистки сукон чаще всего применяют неионные синтетиче
ские моющие средства в сочетании с кислыми и щелочными рас
творителями. Анионные моющие средства можно применять пр*
щелочной, а катионные при кислой массе. Органические раствори
тели применяют только при периодической очистке сукон для уда
ления смолы, парафина, латекса, битума и других органически?
веществ. Наибольшее применение из органических растворителей
имеют: ксилол, керосин, дихлорбе-нзол и диоксан [9 и 10].
Кислый моющий раствор обычно применяют для отмывки су
кон от минеральных загрязнений из воды, сернокислого алюминия
мела, каолина и других пигментов. Для приготовления кислогс
моющего раствора применяют соляную кислоту с добавкой инги
биторов против коррозии, уксусную и сульфаминовую кислоть
в сочетании с неионным моющим средством.
Щелочной моющий раствор обычно применяют для очистю
сукон от смолы, канифольного клея и других веществ кислого ха
рактера. Для приготовления щелочного моющего раствора приме
няют кальцинированную соду, фосфаты, бораты и силикаты, чащ*
всего первые два вещества в сочетании с неионным моющим сред
ством. При более сильных загрязнениях сукон канифольным клее1У
и смолой применяют иногда комбинированную очистку сначалг
кислым моющим раствором, а затем, после промывки теплой во
дой, щелочным.
Для очистки сукон от влагопрочных смол применяют нейт
ралыше неионные моющие средства без добавки кислых или ще
лочных химикатов.
Органические растворители, применяемые для удаления смол
латексов и других органических загрязнений, наиболее эффективнс
действуют в смеси (1:1) с моющими неионными веществами.
При непрерывной очистке сукон на ходу машины моющий рас
твор в сукно вводят через спрыск или промывную головку сукно
мойки «Виккери» или Скофильда. Моющий раствор подается до
зирующим насосом или поступает самотеком из напорного бачка
Концентрация раствора обычно равна 1%, температура 40—50° С
расход 1,5—2 кг на одно сукно в смену.
411
Периодическая очистка сукон на полном ходу машины производится моющим раствором концентрацией 4%. На одних предприятиях таким образом промывают сукна раз в смену в течение
0,5—1 ч, на других—чаще, но более короткое время. Во время
останова машины сукна промывают раствором концентрацией
2—5% при температуре не выше 50° С. Моющий раствор может
быть кислым (с соляной или сульфаминовой кислотой), щелочным,
а также нейтральным. В первых двух случаях к раствору добавляют 0,5 кг синтетического моющего средства на 1 мь раствора,
а в третьем — используют только неионное моющее средство при
концентрации около 1%. Сукна очищают на скорости 60—\20MJMUH
при вылегченных прессах и выключенных вакуум-насосах, создающих вакуум в отсасывающих валах и сукномойках. Сукно орошают моющим раствором из спрысков в течение 15—20 мин и затем промывают свежей водой еще 10—15 мин. Иногда очистку
сукон ведут в две ступени: сначала обрабатывают сукно в течение
10 мин раствором кислоты, затем 15—20 мин щелочным раствором
с добавкой моющего синтетического средства и, наконец, промывают свежей водой, включая в работу вакуум-насосы.
Периодическая промывка сукон проводится по определенному
графику или сукна промывают тогда, когда они загрязнились и
снизили свою водопропускную способность. Для контроля за степенью загрязнения прессовых сукон служит несложный прибор.
Он состоит из небольшой переносной отсасывающей камеры, которую оператор подключает посредством гибкого шланга к вакуум-системе и прикладывает к поверхности движущегося сукна.
По создаваемому в камере разрежению можно судить о степени
загрязнения ткани сукна. При увеличении вакуума выше определенного предела необходима очистка сукна или его замена.
Процесс обезвоживания бумаги в мокрых прессах
Согласно исследованиям Бойд-Кемпбелла повышение сухости
бумаги при мокром прессовании AT прямо пропорционально удельному давлению и времени прессования и обратно пропорционально
квадрату веса 1 м2 бумаги, квадрату удельной поверхности бумажной массы и вязкости воды при данной температуре, т. е.
Pt
(97)
где Р — удельное давление прессования;
t — время прессования;
2
q — вес 1 м бумаги;
s — удельная поверхность бумажной массы;
•п — вязкость воды при данной температуре.
Анализируя это выражение и условия прессования на бумагоделательной машине, приходим к выводу, что факторами, обусловливающими процесс мокрого прессования на машине, являются
418
удельное давление при прессовании, зависящее от твердости резины и диаметра вала, скорость машины, вес 1 м2 бумаги, сопротивление бумаги обезвоживанию и вязкость воды.
Однако формула (97) не учитывает влияние сукна и типа
пресса на процесс обезвоживания бумаги. Кроме того, влияние
веса 1 м2 бумаги на самом деле более сложно, нежели это выражено в формуле.
Чтобы лучше уяснить процесс удаления влаги в прессовой
части бумагоделательной машины, рассмотрим механизм удаления воды на обычном и от0
сасывающем прессах, описанный впервые Уолстремом [11].
Согласно теории У о летрема, процесс удаления вла- 3
ги на прессе можно разделить на три фазы: первая
фаза обезвоживания происходит на участке контакта между валами — от его
начала до середины, вторая — на участке от середины контакта между валами до его конца, место третьей фазы точно не определено. Обезвоживание на про- g
стом прессе протекает несколько иначе, чем на отсасывающем (рис. 163).
В первой фазе происходит сжатие влажного бу- р и с ] g 3
обезвоживания бумаги:
мажного полотна и сукна
а —• на обычном прессе; б — на отсасывающем
В результате
ч е Г О ОНИ О б а
__
„„„„
ПрИХОДЯТ В СОСТОЯНИе ВОДО-
а
н
а
о б ы ч н о м
п р е с с е ;
б
н
а
о т с а с ы
(по Уолстрему); / — верхний вал; 2 — нижний
вал: 3~оумага: 4 — сукно- 5—вода- 6 — вакуум-камера: /—первая зона прессования; // —
вт
насыщения. При этом в обыч°Р ая з о н а
ном прессе отжимаемая вода движется навстречу сукну и бумаге, увлажняя их, и стекает под
влиянием силы тяжести при выходе из зазора между валами.
В отсасывающем прессе вода, выжимаемая из бумаги, движется
вниз через толщу сукна в отверстия отсасывающего вала. Но так
как между отверстиями вала имеются промежутки (живое сечение
вала составляет лишь 11—14%), обезвоживание над ними происходит лучше, чем над отверстиями (так как давление прессования
здесь больше), и воде приходится перемещаться и в горизонтальной плоскости ткани, чтобы достичь ближайших отверстий вала.
Этой неравномерностью в обезвоживании на отсасывающем прессе и объясняется так называемая «теневая» маркировка — значительный дефект бумаги [12 и 13].
419
Во второй фазе обезвоживания ткаНь сукна начинает расширяться, и вода из сукна за счет капиллярных сил всасывания перемещается снова в бумагу. Это происходит потому, что капилляры в бумаге гораздо тоньше, чем у сукна (3—15 мк против 15—
100 мк у сукна). Кроме того, вода частично всасывается из отверстий вала в сукно.
В третьей фазе происходит удаление воды из ячеек отсасывающего вала. Часть этой воды удаляется в виде тумана вакуумсистемой через камеру отсасывающего вала, часть поглощается k
снова сукном, а остальная выбрасывается из ячеек центробежной
силой и попадает в корыто под валом и на сукно.
Во второй фазе обезвоживания на обычном прессе влага из
сукна переходит в бумагу за счет капиллярного всасывания, как
и в отсасывающем прессе. Третьей фазы обезвоживания на обычном прессе, как у отсасывающего пресса, нет и вся отжимаемая
вода стекает по поверхности нижнего вала в корыто.
Прессование на вальцовом прессе — равновесный процесс, в котором количество приходящей на пресс и уходящей с него воды
равно. Только небольшая часть отжимаемой из бумаги воды удаляется на прессе, остальная часть снова попадет в бумагу и циркулирует с сукном. Исследования Уолстрема показали, что нормально циркулирует с сукном через зазор между валами примерно
10-кратное количество удаляемой из бумаги воды и что гидравлическая нагрузка в зазоре между валами определяется главным
образом влажностью сукна. Чем ниже влажность сукна, тем
больше эффективность работы пресса.
Справедливость теории Уолстрема подтверждена исследованиями Свита [14] и др. Так, опытным путем было установлено, что на
втором прессе газетной бумагоделательной машины при скорости
400 MJMUH в середине зоны прессования сухость бумажного полотна составляла 39%, а при выходе из зоны прессования —
только 35%, т. е. на 4% меньше. Обратный переход влаги из сукна
в бумагу относительно больше у тонкой бумаги, чем у толстой,
этим и объясняется более низкая сухость тонкой бумаги при обезвоживании на прессах. Это видно из уравнения, связывающего
влажность бумажного полотна после прессования с коэффициентом абсорбции и весом бумаги [15].
где W — влажность бумаги после пресса;
Wi — влажность бумаги после первой фазы прессования;
К — коэффициент абсорбции;
s — площадь зоны контакта бумаги с сукном во второй зоне;
q — вес 1 м2 бумаги.
Теория Уолстрема объяснила процесс обезвоживания бумажного полотна на вальцовых прессах и позволила усовершенствовать этот процесс. В последнее время были усовершенствованы
420
конструкция прессов и прессовые сукна, что позволило резко повы
сить сухость бумажного полотна на прессах быстроходных ма
шин и эффективность обезвоживания. К таким усовершенствова
ниям можно отнести: применение подкладочной синтетической
сетки под прессовое сукно, пресс «Вента-нип», пресс высокой ин
тенсивности, раздельный пресс, а также иглопрошивные сукна.
Давление при прессовании. Удельное давление в зоне прессо
вания между валами зависит от линейного давления, толщины \
твердости резиновой облицовки вала и его диаметра. Обычж
удельное давление на прессах находится в пределах 5—15 кгс/см2
в зависимости от вида бумаги, типа пресса и его расположена
в машине.
Ввиду того, что ширина зоны прессования в зависимости oi
твердости резины, диаметра вала и давления может изменятьс*
в очень широких пределах (от 25 до 70 мм), обычно определяю!
не удельное, а линейное давление прессования, относя его к 1 ел
длины вала.
С увеличением линейного давления сухость бумаги повышается
Однако величина давления ограничивается прочностью влажной
бумаги. Чем влажнее бумага, тем она слабее и тем меньшее дав
ление приходится применять на прессах, иначе структура бумаг*разрушается — бумагу «дробит». По мере удаления влаги проч
ность бумаги повышается и она может выдерживать более сильно*
прессование без разрушения структуры. Поэтому обычно уве
личивают давление от пресса к прессу, В последнее время наме
тилась тенденция к значительному повышению линейного давле
ния прессования на современных бумагоделательных машинах. Этс
стало возможным благодаря повышению качества прессовых су
кон, созданию новых, более рациональных структур ткани, улуч
шению методов промывки и очистки и усовершенствованию кон
струкции прессов.
Величины линейных давлений прессования бумаги на старьп
и новых машинах приведены в табл. 44 [16].
Таблица 4'
Давление прессования для старых и новых бумагоделательных машин
Линейное давление на 1 см вала, кгс!см.
Машины
Старые
Новые
1-Й пресс
2-й пресс
3-Й пресс
Сглаживающий пресс
8—20
18—36
15—25
36—54
18—35
54—72
10—15
15—20
Повышение давления прессования на старых машинах возможно только при соответствующей замене прессовых валов.
Скорость бумагоделательной машины. Обезвоживание бумажного полотна в прессах снижается с увеличением скорости
421
машины, так как уменьшается время прессования и затрудняется
отвод воды из зоны контакта валов. Повышение сухости бумажного
полотна при увеличении скорости машины было серьезной проблемой, которую должны были решить конструкторы бумагоделательных машин, так как поступление влажной бумаги в сушильную часть требовало увеличения мощности этой части машины и
расхода дополнительного количества тепла на испарение влаги.
Это удорожало производство бумаги и требовало больших капитальных затрат. Поэтому не случайно, что первые быстроходные
машины имели длинную сушильную часть, так как сухость бумажного полотна после прессов была низкой (28—32%). Теперь,
когда эта проблема решена, сухость бумажного полотна после
прессов на быстроходной машине достигает 36—40%.
Сопротивление массы обезвоживанию. Сопротивление бумажного полотна обезвоживанию при прессовании зависит от композиции бумага к степени помола массы, т. е. свойств, от которых
зависит удельная поверхность волокнистой бумажной массы. Как
видно из формулы (97), степень обезвоживания бумаги снижается
с увеличением удельной поверхности волокон. К сожалению, этот
важнейший-показатель бумажной массы изучен еще недостаточно,
что затрудняет применение формулы для практических расчетов.
Сопротивление обезвоживанию в прессах растет с повышением
степени помола массы. При одной и той же степени помола оно
больше у бумаги из 100% целлюлозы, чем у бумаги, содержащей
древесную массу.
Температура бумажного листа. На эффективность обезвоживания большое влияние оказывает вязкость воды. Она, как известно,
уменьшается с повышением температуры. По этой причине в зимнее время, когда температура массы ниже, процесс обезвоживания
на сетке и на прессах протекает значительно труднее, чем летом.
Для повышения эффективности обезвоживания иногда бумажное
полотно перед последним мокрым прессом подогревают, применяя
для этой цели радиационные лампы инфракрасного излучения.
Можно интенсифицировать процесс обезвоживания бумажного полотна в мокрой части бумагоделательной машины, нагревая при
сходе его с сеточной части машины паром. Для этой цели предложено устройство, названное «аквавак». Аквавак представляет
собой легкую металлическую камеру, устанавливаемую над последними тремя отсасывающими ящиками сеточного стола, где
бумажное полотно уже содержит мало воды и наблюдается значительный просос воздуха. В камеру подается регулируемое количество насыщенного или незначительно перегретого пара, который
просасывается через бумажное полотно под влиянием разрежения
в ящиках и таким образом нагревает его до 50—60° С. Расход
пара составляет около 0,1 кг на 1 кг бумаги, сухость бумажного
полотна в прессовой части повышается на 3—4%, что соответствует увеличению производительности машины на 15—18% и сокращению расхода пара на сушку бумаги на 12—15%.
422
На современных быстроходных машинах в целях интенсификации обезвоживания на сеточной и прессовой частях ведут работу
при высокой температуре оборотной воды, используя в спрысках
для промывки сетки подогретую воду. Проведены производственные испытания пресса с электрообогревом бумажного полотна
вместе с сукном при отжиме. Полагают, что сухость бумажного
полотна на таком прессе можно довести до 45—47%.
Влияние веса 1 м2 и толщины бумаги. Согласно формуле (97)
скорость обезвоживания снижается с увеличением веса и толщины
бумаги. Однако эта зависимость справедлива только для толстой
бумаги и картона. Как показали исследования Н. Е. Новикова
[18], подтверждаемые практическими наблюдениями, при снижении
веса 1 м2 бумаги ниже 200—300 г
степень обезвоживания бумаги в
прессе также уменьшается (рис.
30
164).
Ухудшение обезвоживания на
прессах тонкой бумаги по сравне20
200 300 WO 500 600 WO 800
нию с обезвоживанием толстой
Вес 1м2 бумага, г
объясняется, с одной стороны, впитыванием влаги из сукна во второй
164. Влияние веса 1 м? бумазоне прессования, которое в про- Рис.
ги на степень обезвоживания на
центном отношении больше для
прессах:
тонкой бумаги, чем для толстой, и, / — удельное давление 3 кгс/смг; 2 —
5,4 кгс/см?
с другой стороны, неравномерностью давления относительно грубой
решетки сукна на тонкое бумажное полотно. Давление верхнего
вала неравномерно передается через нити сукна тонкой бумаге,
и против пор сукна остаются влажные, менее отжатые участки
бумаги. Ухудшение обезвоживания бумаги, вес 1 м2 которой выше
300 г, объясняется увеличением сопротивления фильтрации воды
толстого волокнистого слоя.
Из изложенного видно, что на обезвоживание бумаги в прессах
оказывают влияние многие факторы, из которых наибольшее значение имеют свойства массы, скорость машины и давление прессования. Поэтому сухость бумажного полотна для разнообразных
видов бумаги, вырабатываемых на бумагоделательных машинах
различных типов и при разной скорости, бывает разной. Данные
о сухости бумажного полотна после прессовой части машины для
типичных видов бумаги приведены в табл. 45.
Влияние свойств сукна. Свойства сукна и состояние его ткани
оказывают большое влияние на процесс обезвоживания бумаги на
прессах. Сукна наряду с высокой пористостью и водопропускной
способностью должны обладать достаточной плотностью, хорошей
упругостью и небольшой сжимаемостью. Давление в зоне прессования зависит от толщины и сжимаемости сукон, а их пористость
и влагопропускная способность — от степени загрязнения сукна
423
Таблица 45
Сухость бумажного полотна перед сушильной частью бумагоделательной
машины
Бумага
Тонкая конденсаторная
Жиронепроницаемая
Целлюлозная и тряпичная высокосортная
То же
Бумага с древесной массой:
писчая и типографская
мундштучная и обойная
Газетная (на старых машинах) . . . .
»
(» новых
»
) . . . ,
Сухость
после
прессов,
Вес I м*.
г
Степень
помола,
°ШР
Скорость '
машины,
7—15
40—90
94—98
75—94
35—70
30—120
25-28
25—32
90—160
70—90
30—50
30—50
40—100
70—250
36—42
34—40
60—80
90—200
52
52
50—60
40—45
60-65
60—65
150-400
40—200
250—600
600—800
32—38
35—42
30—34
35-39
MlMUH.
Эти свойства сукна изменяются в процессе работы: новое сукно
бытро утончается и сжимаемость его снижается, сукно становится
более плотным и сухим, и эффективность прессования повышается. Лучше всего сукна
работают первые 5 суток. За'50
тем сукна начинают загрязняться, их пористость и водопропускная способность уменьшаются, и через 10—12 суток,
когда эффективность в работе
пресса снижается, сукно при»
ходится заменять новым. Из30
Т
«
'5
менение пористости и толщины
8вш роботы сукна, сути
сукна, а также ширины зоны
Рис. 165. Изменение в процессе работы прессования в процессе работы
машины
показано на рис. 165.
/—толщины сукна; 2 — зоны прессования; 3 —
Путем организации рациопористости сукон
нальной промывки сукна на
машине можно существенно повысить эффективность прессования
бумаги и удлинить срок службы сукон.
Очень большое значение для эффективной работы пресса имеет
влажность сукна: чем оно суше, тем больше впитывает влаги
в первой зоне прессования и меньше отдает влаги бумаге во второй зоне. В последнее время с успехом применяется конструкция
так называемого раздельного пресса, в которой устанавливают
вторую пару валов на обратной ветви сукна, что позволяет значительно повысить сухость сукна, а следовательно, и сухость бумажного полотна. Известно также, что бумажное полотно увлажняется
424
от сукна, если оно при выходе из пресса лежит на Нем при транспортировке в следующий пресс. Поэтому уже такое простое мероприятие, как установка бум аго в едущего валика и заправка
бумаги через него после выхода бумаги из пресса, позволяет сразу
повысить сухость бумажного полотна на 2—3%.
Можно значительно повысить сухость сукна, а следовательно,
и эффективность прессования путем установки шабера из мягкой
резины к отсасывающему валу перед входом на него сукна. Таким
путем удается устранить занос влаги из отверстий вала в сукно.
Сухость сукна при этом повышается на 5—6%, а бумаги до 4%.
Обычно шабер монтируют на
верхней части корыта для от2500 • ft
вода отходящей от вала воды.
Влияние работы прессовой
части бумагоделательной ма%200в
-1
кг
<?
шины на свойства бумаги. При
'з
прохождении бумажного по5
Щ.1500
лотна через прессовую часть
r
бумагоделательной
машины
свойства бумаги значительно
WOO 0
изменяются: бумага уплотня10 20 30 iB 50 60 70
Линейное Мление прессо8ания,№/ш
ется,становится более прочной
на разрыв, продавливание и Рис. 166. Влияние прессования на свойизлом, толщина ее уменьшаства бумаги:
ется, прозрачность возрастает, / — сопротивление излому; 2 —разрывная длина;
3 — толщина
впитывающая способность и
воздухопроницаемость
снижаются. Изменение свойств бумажного листа связано с уплотнением бумаги при прессовании, вследствие чего увеличиваются контакт и сопряжение поверхностей волокон в бумаге и повышается
прочность межволоконных связей.
Изменение свойств бумаги из сульфатной небеленой целлюлозы
при различном давлении прессования видно из данных, полученных в лабораторных условиях (табл. 46) [17].
Данные табл. 46 показывают, что в результате мокрого прессования значительно повышается прочность бумаги на разрыв и
снижается ее воздухопроницаемость. Влияние прессования на толщину, разрывную длину и сопротивление излому бумаги из беленой сульфитной целлюлозы (степень помола 16° ШР), по данным
Н. Е. Новикова [18], показано на рис. 166.
Из этих данных видно, что с увеличением линейного давления
с 6 до 78 кгс/см толщина бумаги уменьшилась с 0,28 до 0,2 мм
(т. е. на 28%), разрывная длина повысилась с 1600 до 2130 м (т. е.
на 32%), а сопротивление излому— с 6 до 12, т. е. в 2 раза.
При прохождении бумаги через прессовую часть бумагоделательной машины на свойства бумаги оказывает влияние, кроме
Давления прессования, натяжение бумажного полотна. Бумага
вытягивается в длину, и ориентация волокон в продольном
г
•
JI
—
— • .
- ^
—•»
--••
1
.
—
•
—
•
—
I
425
направлении листа повышается. Этому способствует также в какой-то мере раскатывающее действие прессовых валов. В результате этого бумага приобретает большую прочность на разрыв и
меньшую растяжимость в продольном направлении листа. ПрочJ
«от no
3500
^joooV• f
|
120
2500 • §20 •
wo
a, 18
~ 20001- jg 16
1500 ••Miz
7
- | 62
1
500 "•vo
1
'I
",2
Гоуч
пресс
1-й
пресс
2-й
пресс
3-й Сушильная Машинный
пресс
часть
каландр
18 - 180
16 - 160
1Ь •
*ъ
№
1
12 •$128 -Щ120 •ftj
10 - -WO -%№0
£ ал <3
^ ou
an
-3 Oil
о
0
В
%
6 -Щ60 •£0,6
"I °
k -
40
2 -
20
-
02
Й -
0
-
ff
Гаучnpea
1-й
пресс
2-й
пресс
3-й
пресс
ч~й Сушильная Машинный
пресс
часть
каландр
Рис. 167. Влияние мокрого прессования, сушки и каландрирования на бумагодв!
лательной машине на свойства бумаги:
а—кабельная бумага; б —тетрадная бумага; /—разрывная длина в продольном направлении; 2 — толщина; 3 — объемный вес; 4 — разрывная длина в поперечном направлении; 5—сопротивление излому; 6 — разрывной груз в продольном направлении; 7 —то
е^
в поперечном; 8 — воздухопроницаемость
ность бумаги на разрыв в поперечном направлении листа повы-j
шается меньше, чем в продольном, а растяжимость бумаги в по-;
перечном направлении возрастает.
Влияние мокрого прессования на бумагоделательной машине|
при выработке кабельной бумаги из сульфатной небеленой целлю-1
лозы и тетрадной бумаги № 1 показано на рис. 167. Кривые изме426
Таблица 46
Изменение свойств бумаги в зависимости от условий прессования
Степень помола сульфатной
целлюлозы, °ШР
Давление прессования, кгс/см
0
2
ш
40
Силы сцепления между волокнами, кгс/мм?
14
27
52
71
0,006
0,094
0,138
0,145
14
27
52
71
560
4270
4850
5100
0,026
0,114
0,180
0,190
0,033
0,129
0,177
0,200
0,045
0,140
0,180
0,206
1980
6720
7310
7600
2340
6720
7480
7610
0,46
0,83
0,88
0,91
0,59
0,92
0,93
0,95
7800
97
25
9
3600
72
12
8
Разрывная длина, м
1310
5620
5970
5920
Объемный вес, г/см3
14
27
52
71
14
27
52
73
0,33
0,49
0,69
0,71
0,39
0,72
0,78
0,81
Воздухопроницаемость, е л 5
10 000
1440
207
28
10000
285
40
13
нения свойств бумаги, представленные на рисунке, получены путем отбора проб бумаги в разных местах бумагоделательной
машины и испытания предварительно высушенных образцов на
сушильном цилиндре без натяжения. Из кривых видно, что наибольшее изменение прочности бумаги на разрыв, впитывающей
способности и воздухопроницаемости происходит в прессовой
части бумагоделательной машины. На изменение таких показателей, как объемный вес и толщина бумаги, оказывают существенное
влияние не только прессование бумаги в мокрой части машины, но
и каландрирование бумаги в машинном каландре.
Усовершенствования конструкции мокрых прессов
В последнее время на основе глубокого изучения механизма
процесса обезвоживания бумаги на вальцовом прессе были предложены технические усовершенствования, которые позволили интенсифицировать работу прессов и достичь сухости бумажного
полотна до 38—40% при высокой' рабочей скорости машины. Из
числа таких усовершенствований отметим применение подкладочных пластических сеток под сукном, пресс «Вента-нип», раздельный пресс, пресс высокой интенсивности, пресс с электрообогревом и вальцовый пресс из пористого пластика без сукна [19, 20].
Пресс с подкладочной пластической сеткой (так называемый
fabric-press), получивший наибольшее применение, показан на
рис. 168. Как видно из рисунка, под обычное прессовое сукно надевается сетка из синтетического материала, которая движется по
направляющим валикам. Назначение пластической сетки заключается в том, чтобы отбирать воду, отжимаемую прессом из бумаги и сукна, и уносить ее из зоны прессования. Далее эта вода
частично выбрасывается из ячеек сетки центробежной силой,
Рис. 168. Новые типы прессов;
а —с пластической сеткой под сукном, б —с пластической сеткой, надетой на взл;
в — «Вента-нип»; г — высокой интенсивности; д — раздельный; / — пластическая сетка;
Э —сукно; 3 — отсасывающий ящик; 4~ шаберы; 5 — прессовый вал с канавками, 6 —
промежуточный валик с канавками; 7 — отсасывающий пресс для отжатия сукна, 8 —
бумага; 9 ~ воздушный шабер
частично снимается с прессового вала резиновым щабером,
а остальная вода, оставшаяся в ячейках сетки, отсасывается ящиком с шириной щели 5—6 мм, работающим с разрежением 0,5—
I м вод. ст.
При установке подкладочной сетки стремятся как можно
раньше отвести сетку и бумагу от сукна, чтобы устранить вредное
обратное всасывание воды из сетки в сукно и из сукна в бумагу.
Подкладочная сетка позволяет применять очень высокое д ^
ление при прессовании (до 120 кгс/см) без повреждения бумаж-^
ного полотна. Нормальным давлением прессования считают^
80 кгс/см. Сетку обычно ставят на втором и третьем прессах. Н<
первом прессе, где воды отделяется слишком много, сетка не
в состоянии унести всю ее в своих ячейках из зоны Прессования,
а потому не применяется. Сукно при наличии подкладочной сетки
служит дольше (18—26 суток), чем без сетки, сама сетка работает
от 3 до 6 месяцев. Применением подкладочной сетки достигается
увеличение сухости бумажного полотна на 4—5% С ее помощью
удается повысить сухость бумажного полотна на быстроходных
машинах до 40%, а на машинах средних скоростей до 44—45%
На тихоходных машинах подкладочная сетка неэффективна, так
как большая часть отжатой воды успевает снова поглотиться бумагой во второй и третьей зонах прессования вследствие капиллярного впитывания.
Дальнейшим развитием идеи применения подкладочной сетки
под сукно является прессовый вал с чулком из пластической сетки
В этой конструкции на нижний обрезинеяный вал (без вакуумкамеры) надевают пластмассовую сетку сравнительной грубой
структуры. Ячейки этой сетки воспринимают воду, отжимаемую из
бумажного полотна и сукна, которая затем удаляется из сетки
выдуванием струей воздуха из воздушного шабера, установленного с нижней стороны вала под некоторым углом к касательной
вала, как это показано на рис. 168,6.
Установка эта в принципе очень проста, но требует плотной
посадки и надежного крепления сетки на прессовом валу. Это
устройство позволяет применять высокое давление при прессовании без риска раздавить бумажное полотно. Особенно высокая
эффективность работы таких установок достигается при использовании иглопрошивных сукон. Такой пресс в настоящее время нашел широкое применение в промышленности.
Особенность конструкции пресса «Вента-нип» (Venta-nip) заключается в том, что на нижнем обычном вале с твердой резиновой облицовкой нанесены спиральные канавки шириной около
0,5—0,6 мм и глубиной около 2,5—3,2 мм, с промежутками между
ними около 2,5 мм (или 8 канавок на 1 дюйм). Эти канавки на
теле вала сообщаются с атмосферой и служат для приема воды,
отжимаемой прессом из бумаги и сукна. Верхний вал снабжается
более мягкой резиновой рубашкой твердостью 30—35 пунктов по
Пуссей-Джонсу. Отжатая из бумаги и сукна вода беспрепятственно и с меньшим гидравлическим сопротивлением, нежели
в отсасывающем вале, поступает в канавки и выбрасывается
в дальнейшем из них центробежной силой. Для очистки канавок
на поверхности прессового вала от загрязнения служит специальный шабер. Здесь так же, как и в предыдущей конструкции пресса,
стремятся отвести бумажное полотно как можно скорее от нижнего вала, чтобы уменьшить обратное всасывание отжатой воды.
По сравнению с сухостью бумаги на отсасывающем прессе эта
конструкция дает увеличение сухости бумажного полотна на
2—4%, при этом значительно снижается расход энергии на вакуум-насосы.
429
Так называемый раздельный пресс (divided-press) состоит из
двух отдельных пар прессов, один из которых обычный, служит
для отжима воды из бумаги, а другой, чаще всего отсасывающий,— для отжима воды из сукна. Этот второй пресс напоминает
вальцовую сукномойку, но более мощной конструкции, позволяющей создавать давление при прессовании 50—60 кгс/см.- Обычно
на первом прессе для отжима бумаги применяют давление меньше
на 10—20 кгс/см, чем на втором прессе для отжима сукна. В этой
конструкции, пресса рекомендуется применять плотное сукно специальной структуры весом 1200 г/ж2. Идея этой конструкции заключается в том, чтобы вся вода, поглощенная сукном из бумаги,
отжималась на втором прессе, на котором можно применять повышенное давление. Имеются сведения, что сухость бумаги на
таком прессе увеличивается на 5% по сравнению с сухостью бумаги на обычном прессе, а иногда и на 7—9% [21].
К достоинству этой конструкции можно отнести: отсутствие
маркировки бумаги; сукно не раздавливает бумагу при загрязнении, так как вода не фильтруется через сукно на первом прессе и
не накапливается в зазоре между валами; конструкция может
применяться при выработке различных видов бумаги; увеличивается срок службы сукна.
В последнее время делаются попытки интенсифицировать процесс обезвоживания на прессах путем установки между прессою
вымн валами небольшого промежуточного валика диаметром'
50—120 мм из нержавеющей стали со спиральными канавками на:
его поверхности, как на нижнем валу пресса «Вента-нип». В этой
конструкции, названной прессом высокой интенсивности ("Hi-Inip"), верхний прессовый вал гранитный или стонитовый,
а нижний облицован резиной твердостью 20—30 пунктов по Пус-<
сей-Джонсу, без вакуум-камеры. Бумага вместе с сукном проходит между верхним и промежуточным валиком, а вода, отжатая
из бумаги и сукна, поступает в углубления промежуточного валика и выбрасывается оттуда центробежной силой. Благодаря малому диаметру промежуточного валика и малой ширине зоны'
прессования пресс работает с меньшим линейным, но большим^
удельным давлением прессования, требует гораздо меньшей боиЦ
бировки валов и интенсивно удаляет воду из бумажного полотна?)
Несколько подобных конструкций прессов уже работают в про-|
мышленности.
Весьма интересны опыты применения для мокрого пресса
ристых нейлоновых валов без сукна, проводимые в настоящее
время в США. Один из валов этого пресса жесткий, а другой
ристый, весьма упругий, имеющий микропористую нейлонову*
рубашку, укрепленную на перфорированной поверхности сталЬ|
ного пустотелого вала. Общий объем пор рубашки составляет 40°/сП|
а размеры пор около 3 мк. Бумажное полотно проходит ме
валами без сукна, а вода, выжимаемая из него, проходит через
поры рубашки в полый вал и отсасывается оттуда с помощы'
430
вакуум-системы
Как показали полупромышленные испытания,
сухость бумажного полотна увеличивается на 10—12%, достигая
у отдельных видов бумаги 45—56%, причем поры рубашки не загрязнялись при длительной работе вала.
Полагают, что эти валы будут пригодны для установки на машине в качестве последнего пресса или в качестве нижнего вала
вальцовой сукномойки, так как сухость сукна в проводимых опытах с таким валом повышалась до 62% вместо 48,5% при работе
обычной вальцовой сукномойки [22].
Брак в прессовой части машины
Дефекты бумаги, возникшие в прессовой части бумагоделательной машины, могут приводить к обрывам бумажного полотна
в прессах и в сушильной части машины. Иногда эти дефекты обнаруживаются при отделке бумаги, затрудняют работу станков и
приводят к браку готовой бумаги. Очень часто причиной обрывов
бумажного полотна на прессах служат дефекты, появившиеся
в нем в сеточной части машины или даже раньше и только выявившиеся на прессах (слизь, комочки массы, сучки и т.п.).
К дефектам бумаги, образующимся в прессовой части бумагоделательной машины, можно отнести обрывы бумажного полотна
на прессах из-за неудовлетворительной работы аппаратуры и узлов машины, предшествующих прессам {очистной аппаратуры,
сеточной части машины, вентиляции и др.), а также из-за неисправной работы прессовых сукон и прессов, привода и др.
Дефекты бумажного полотна из-за неудовлетворительной работы аппаратуры и узлов машины, предшествующих прессам.
Многие дефекты бумаги выявляются только на прессах, где происходит обрыв или выдирание части бумажного полотна. Комочек
массы, сгусток, слизь, крупный сучок или щепочка, трещина или
отверстие в бумаге могут пройти сеточную часть машины, но на
первом или втором прессе вызвать обрыв или выдирание части
полотна. Иногда обрыв может произойти в сушильной части или
в каландре, в зависимости от характера повреждения и степени
натяжения бумаги в разных секциях машины.
При плохой вентиляции бумажного зала и при сильном охлаждении потолка в зимнее время наблюдается падение с него водяных капель. Крупные капли воды, падая с большой высоты, часто
пробивают бумажное полотно насквозь, особенно при выработке
тонкой бумаги, или образуют пятна в бумаге.
Дефекты бумаги из-за неисправной работы сукон. При загрязнении ткани сукна волокнами, проклеивающими и наполняющими
веществами, смолой или маслом сукно начинает «марать», в бумаге появляются крупные отверстия и «дробленые» места. Чаще
всего загрязнению подвергаются более уплотненные места ткани.
Смолу, масляные пятна и прочие местные загрязнения можно
иногда отмыть, не останавливая машины, а лишь выключив пресс
431
и промыв загрязненное место горячей содовой водой или органическим растворителем.
При более сильном общем загрязнении сукна приходится останавливать машину и менять сукно или промывать его на месте,
как было описано выше. Иногда вышеуказанных дефектов можно
избежать, если выровнять контрольную нитку сукна, расширить
ткань и натянуть его. При этом поры сукна делаются более открытыми и сукно начинает работать лучше. Давление прессования
в этом случае следует снизить.
При прорыве и износе сукна в бумаге появляются повреждения
в виде крупных отверстий и «дробленых» мест. Износ ворса и
огрубление ткани влекут за собой образование отпечатков ткани
сукна — маркировку бумаги. Маркировка поверхности бумаги
сукном считается большим дефектом писчей, бумаги для печати,
документной и другой высококачественной бумаги. При выработке
такой бумаги применяют более плотные немаркирующие сукна,
а также снабжают машины сглаживающим прессом.
«Дробление» бумажного полотна на прессах может произойти
из-за загрязнения сукна, чрезмерного давления прессования и
высокой влажности сукна, что наблюдается, например, при плохой работе сукномоечных устройств. Во время пуска машины и
при ликвидации обрывов могут быть «дробление» бумаги и обрывы на прессах из-за попадания воды в бумагу с шаберов.
Брак из-за неисправной работы прессовых валов. Верхний
прессовый вал может загрязняться смолой и волокнами, особенно
при наличии смолистой массы и при плохой подгонке шабера. Вал
становится шероховатым, маркирует бумагу и может привести
к обрыву полотна. При работе чугунных валов на новом сукне и
при наличии массы низкой степени помола наблюдается интенсивное выщипывание отдельных волокон из бумаги на верхний
вал пресса.
Для очистки верхнего прессового вала от смолы применяют
керосин, подкладывают полоску сукна под лезвие шабера, увеличивают давление шабера на вал и плотнее подгоняют к нему лезвие, увеличивают дозировку глинозема в массе.
Износ резиновой облицовки нижнего вала вызывает неравномерность отжима. В бумаге появляются сырые полосы, которые
затем плохо высушиваются в сушильной части машины и могут
раздавливаться на каландрах. Неправильная бомбировка валов и
неравномерная запрессовка по ширине полотна приводят к тем же
результатам. Чрезмерное давление при прессовании может привести к «дроблению» бумажного полотна и быстрому загрязнению
сукна.
Значительным дефектом бумаги, вырабатываемой на машине
с отсасывающими прессами, считают так называемую теневую
маркировку бумаги отверстиями рубашки отсасывающего вала,
Этот дефект бумаги можно устранить путем подбора и установки
на пресс более плотного и жесткого сукна.
432
Брак из-за неисправностей привода и неправильного натяжения бумаги. Неправильное натяжение бумаги между прессами
вызывает образование складок и обрывы. Первые получаются при
слишком слабом, а вторые при слишком сильном натяжении бумаги. Иногда в прессовой части возникают лишь небольшие надрывы бумаги, которые вызывают затем ее обрывы в последующих
секциях машины или приводят к ослаблению бумаги.
При слабом натяжении и загрязнении сукон бумага прилипает
к сукну, что вызывает образование морщин. Чтобы предотвратить
прилипание бумаги к сукну, ее направляют через бумаговедущий
валик.
Обрывы и складки в бумаге могут происходить и при колебаниях степени натяжения бумажного полотна из-за скольжения
приводных ремней, неисправной работы муфт, а также из-за изменения скорости секционных двигателей.
Регулирующая и контролирующая аппаратура, применяемая
в мокрой части бумагоделательной машины
Для контроля за работой отдельных узлов современных бумагоделательных машин и за ходом технологических процессов широко используют контролирующую аппаратуру. Некоторые процессы регулируются при помощи аппаратов автоматического
действия. К объектам контроля и регулирования в мокрой части
машины относятся: вес 1 м2 бумаги, ее просвет, pH массы, температура массы, уровень массы в машинном бассейне, вакуум в отсасывающих ящиках и отсасывающих валах, скорость машины, холостой ход машины и др.
Контроль веса 1 м2 бумаги. Вес 1 м2 бумаги — один из важнейших показателей качества любой бумаги. При периодическом
контроле за этим показателем возможны его значительные отклонения от установленного стандартом.
2
Непрерывный контроль веса 1 м бумаги стал возможным
с применением радиоактивных изотопов. Принцип этого метода
заключается в том, что при прохождении радиоактивного излучения через вещество изменяется интенсивность излучения, что может служить мерой массы, сосредоточенной в единице поверхности
поглотителя излучения. В практике бумажного производства наибольшее применение нашли изотопы, излучающие (5-лучи, а потому приборы для измерения и регулирования веса 1 м2 бумаги
получили название бетаметров.
Различают два типа бетаметров: для измерения абсолютного
значения веса 1 м2 бумаги и для измерения отклонений значения
этого показателя качества бумаги от веса 1 м2 стандартного образца. Подробнее эти приборы описаны в первом издании книги.
Датчик прибора может быть установлен как после гауч-пресса,
так и между машинным каландром и накатом. Считают, что на
тихоходных машинах целесообразнее устанавливать датчик после
15
с. Н. Иванов
433
гауч-fipecca в целях более быстрого его действия. Датчик укрепляют на монорельсе, а бумага проходит в зазоре между излучателем и ионизационными камерами. Разность в напряжении ионизационных токов, характеризующая отклонения веса 1 м2 бумаги
от стандартной величины, записывается на диаграмме самописцем.
При отклонении веса 1 м2 бумаги от нормального контроллер автоматически включает пневмомотор, который воздействует на клапан
массной задвижки и регулирует приток массы на бумагоделательную машину. При обрывах бумаги перо регистратора веса падает
вниз и автоматический контроль массной задвижки отключается.
При помощи бетаметра, установленного вне машины, можно
удобно и быстро проверять вес 1 м2 бумаги по ширине полотна, не
разрезая его на отдельные полоски.
Более трудным вопросом бумажного производства является
непрерывный контроль и регулирование профиля бумажного полотна в поперечном направлении машины. Обычно он осуществляется периодически путем взвешивания образцов бумаги, отобранных по всей ширине бумажного полотна с каждого рулона
бумаги. С целью непрерывного автоматического контроля профиля
бумаги по ширине бумажного полотна в настоящее время начинают применять, правда еще сравнительно редко, бетаметр, датчик
которого непрерывно перемещается специальным механизмом по
ширине бумажного полотна, и полученный импульс о весе 1 м2
бумаги записывается на диаграмме в виде профилограммы. Автоматическое регулирование профиля бумажного полотна по весу
1 м2 представляет сложную задачу, решение которой лимитируется
недостаточным совершенством напорных ящиков и ненадежностью
устройств для местного регулирования выпускной щели, требующих дополнительной корректировки вручную.
Контроль просвета бумаги. Качество формования бумажного
полотна характеризуется обычно просветом бумаги, рассматриваемой в проходящем свете. Визуальная оценка просвета бумаги
весьма субъективна и, кроме того, при большой скорости движения
бумажного полотна затруднительна. Непрерывный и автоматический контроль этого показателя бумаги позволяет своевременно
устранить недостатки ее отлива.
В последнее время были созданы приборы, контролирующие
просвет бумаги, вырабатываемой на бумагоделательной машине.
В приборе Вильямса за меру оценки просвета бумаги принято отношение отклонений ее прозрачности от средней величины. Тонкий
пучок света фокусируется в этом приборе на проходящий лист
бумаги от источника света малого напряжения постоянного тока,
и свет, прошедший через лист бумаги, падает на фотоэлемент. Напряжение тока пропорционально прозрачности бумаги, и, следовательно, изменения напряжения этого тока отражают изменения
прозрачности бумаги.
Напряжение тока усиливается и автоматически приводится
к постоянному среднему уровню. Таким образом, здесь регистри434
руется средняя прозрачность бумаги и отклонения этого показателя от его средней величины. Приборы этого типа успешно работают в промышленности и дают возможность обслуживающему
персоналу своевременно реагировать на отклонения от нормальных условий формования бумаги.
Контроль температуры массы. Температура массы —один из
факторов, влияющих на скорость ее обезвоживания. Большое значение имеет контроль температуры массы при выработке жиронепроницаемой и высокосортной бумаги, когда масса перед отливом подогревается острым паром. Контроль температуры массы
позволяет избежать колебания скорости обезвоживания массы
при отливе и сэкономить пар. Контроль температуры массы важен
также и на быстроходных машинах, так как позволяет поддерживать оптимальные температурные условия с целью предотвращения слизеобразования при замкнутых схемах использования оборотных вод.
Автоматическое регулирование температуры массы выполняется при помощи электронного потенциометрического пирометра
с дисковой диаграммой и с пневматическим исполнительным механизмом. Пирометр вставляют в массный трубопровод после смесительного насоса. Его показания записываются на диаграмме и
служат импульсом для работы исполнительного механизма, регулирующего подачу пара в смеситель для подогрева массы или
оборотной воды.
Контроль кислотности среды. Поддержание постоянной pH
массы в процессе отлива бумаги имеет большое значение при выработке клееных видов бумаги и бумаги с наполнителями, так как
позволяет обеспечить ее хорошую проклейку и высокое удержание
в ней наполнителей, не допуская перерасхода химикатов. Правильная дозировка химикатов снижает возможность коррозии
оборудования и удлиняет срок работы одежды машины.
Регулятор pH состоит из трех частей: датчика, регистрирующего контроллера и исполнительного механизма, управляющего
питательным клапаном глиноземного бачка. Датчик состоит из
комплекта электродов, погруженных в массу или оборотную воду.
Он генерирует ток, напряжение которого пропорционально pH
измеряемой среды. Генерируемый электродами ток поступает на
усилитель и напряжение его измеряется электронным прибором,
тарированным непосредственно в pH. Показания pH записываются
на диаграмме, а электрический ток служит импульсом для приведения в действие механизма, который управляет клапаном бачка,
регулирующим подачу глинозема или щелочи.
Регулятор настроен на оптимальный pH, показывает отклонения от этого оптимума и регулирует pH по нему (рис. 169).
Контроль вакуума в отсасывающих ящиках и в отсасывающих
валах. Для успешной работы отсасывающих ящиков и отсасывающих валов необходимо поддерживать оптимальное разрежение
в соответствии с видом вырабатываемой бумаги и скоростью
15*
435
машины. Поскольку вакуум в отсасывающих ящиках различен и
должен постепенно возрастать по ходу сетки, устанавливают приборы на каждый ящик. В качестве приборов указывающего типа
для отсасывающих ящиков применяются вакуумметры, ртутные
и водяные тягомеры.
Применяются и аппараты для автоматического регулирования
вакуума в каждом отсасывающем ящике, например регулятор
Фоксборо. Принцип действия его основан на том, что при повышении вакуума сверх установленного предела открывается клапан на
Воздух от сети
43
( \ О О О О О ULLL»
Q
Рис. 169. Принципиальная схема регулирования pH массы на бумагоделательной машине:
/ — сеточный стол; 2 — напорный ящик; 3 — смесительный насос; 4 — переливной массный
бачок; 5 — регулируемый клапан на линии подачи глинозема; б —электрод для измерения
pH; 7 — соединительный провод; 8 — усилитель; 9 — пневматический регистратор
обводной линии и засасывается воздух, при снижении вакуума
приток воздуха уменьшается. Отсасывающие валы обычно снабжаются вакуумметрами указывающего типа.
Глава
XII
ИСПОЛЬЗОВАНИЕ ОБОРОТНОЙ ВОДЫ
В БУМАЖНОМ ПРОИЗВОДСТВЕ И УЛАВЛИВАНИЕ
ВОЛОКНА
Общие сведения
При отливе бумаги на бумагоделательной машине в отходящих водах с сеточной и прессовой частей машины всегда содержится волокно, наполнители и проклеивающие вещества. Количе436
ство этих веществ в отходящих водах различно в зависимости от
места образования вод, вида вырабатываемой бумаги (композиции, степени помола волокна, содержания наполнителей), веса 1 м2
бумаги, степени разбавления массы, подаваемой на машину, номера применяемой сетки, рабочей скорости, конструктивных особенностей бумагоделательной машины и режима ее работы. Общее
количество волокна, содержащегося в отходящих водах машины
при выработке целлюлозной бумаги без наполнителей, составляет
от 5 до 20%, а у газетной бумаги 40—50% от поступающего на
сетку волокна. Рациональное использование отходящих вод —
одно из основных условий рентабельности производства бумаги.
Богатые волокном и наполнителями отходящие воды, используемые для целей разбавления массы на самой машине и при подготовке массы, называют оборотной водой. Избыточная оборотная
вода направляется на массоулавливающие устройства. Менее ценные отходящие воды, содержащие меньше волокна и наполнителя,
а также осветленные воды с ловушек, сбрасываемые в сток, называют сточными водами.
Наибольшее количество воды, 75—90%, отходит от регистровой
части машины, 5—25% воды — от отсасывающих ящиков; 1 —
2% — о т гауч-пресса, 1—2% — о т прессов и около 1% испаряется
в сушильной части машины.
Количество воды, освобождающейся при обезвоживании на бумагоделательной машине, зависит от вида бумаги и концентрации
разбавленной массы, поступающей на машину, а также от величины провала (потерь) через сетку мелкого волокна и наполнителя.
Так, при концентрации массы в напорном ящике 0,7% при выработке газетной бумаги освобождается в общей сложности около
3
250 ж воды на тонну бумаги, тогда как при выработке чисто целлюлозной бумаги без наполнителя при такой же концентрации
массы — только 160 мг воды. Потери мелкого волокна через сетку
в первом случае составляют около 40% от волокна, поступающего
на сетку, а во втором — только 10%.
Общее количество воды, отходящей от машины, увеличивается
еще за счет свежей спрысковой воды, используемой для пеногашения, промывки сетки, сукон и узлоловителей, а также для
уплотнения отсасывающих ящиков, вакуум-камер вакуум-насосов.
На эти нужды обычно расходуется 70—85% свежей воды, потребляемой в производстве. Если эту воду заменить осветленной (после ловушек) или частично отходящей водой, то можно не только
снизить расход свежей воды, но и сократить потери волокна и наполнителей в производстве.
Характеристика воды, отходящей от бумагоделательных
машин
Концентрация и зольность вод, отходящих от машины, весьма
разнообразны и зависят от многих факторов, упомянутых выше.
Наиболее богата волокном и наполнителями регистровая вода.
437
При выработке газетной бумаги с большим содержанием мелкого
волокна древесной массы концентрация регистровой воды достигает 3—4 г/л, а при выработке бумаги для печати с наполнителями — 5 г/л и выше. Концентрация воды от отсасывающих ящиков обычно в 2—3 раза меньше, чем регистровой.
Вода, удаляемая на гауч-вале, по своей концентрации близка
к воде от отсасывающих ящиков, однако этой воды очень мало,
да и собрать ее невозможно. Часть ее выбрасывается центробежной силой из отверстий вала и попадает в мешалку мокрого брака
под гаучем, а другая вместе с мокровоздушной смесью из вакуумкамеры попадает к вакуум-насосу, где сильно разбавляется
уплотнительной водой. Поэтому ее не используют на машине, как
оборотную, и чаще всего направляют в сток или на улавливание
волокна и наполнителей.
Концентрация воды, удаляемой на прессах, достигает 0,5—1%.
При выработке зольных бумаг эта вода содержит много наполнителей, однако она загрязнена волокнами шерсти и поэтому на самой машине обычно не используется.
Спрысковая вода от промывки сетки содержит относительно
небольшое количество волокна и наполнителей, как и вода от
промывки мокрых, сукон. Промывная вода узлоловителей иногда
содержит значительное количество волокна, особенно если узлоловители работают с перегрузкой.
Содержание наполнителей в отходящей воде, характеризуемое
зольностью сухого остатка, зависит от дозировки наполнителей и
обычно увеличивается по ходу машины от регистровой части
к прессам.
Наименьшее содержание волокна наблюдается в воде при выработке чисто целлюлозной и тряпичной бумаги без наполнителей,
а наибольшее — при выработке бумаги с большим содержанием
древесной массы и наполнителей. Концентрация воды, отходящей
2
от машины, понижается с увеличением веса 1 м и толщины бумаги. При выработке одного и того же вида бумаги на разных
фабриках и даже на той же самой бумагоделательной машине
концентрация отходящей воды может быть весьма различной. Это
зависит не только от колебаний композиции бумаги, но и от режима работы машины. Очень большое значение имеет степень
разбавления массы перед выходом на сетку, режим обезвоживания на отсасывающих ящиках и прессах, скорость машины, номер
сетки, степень использования оборотной воды, pH подсеточной
воды, а также добавка флокулирующих веществ.
С увеличением степени использования оборотной воды концентрация отходящей воды возрастает. При употреблении флокуляторов концентрация отходящей воды значительно снижается благодаря коагулирующему действию этих веществ на тонкие взвеси.
Номер сетки при наличии относительно крупных волокон
не имеет большого значения при выработке бумаги с большим весом
2
1 м . При выработке тонкой бумаги он играет более существенную
438
роль, так как в условиях сильного разбавления массы и при наличии тонкого фильтрующего слоя мелкие волокна на относи1ельно редкой сетке в большем количестве проходят через ее
ячейки.
Таблица 47
Характеристика воды, отходящей от бумагоделательных машин
при выработке разных видов бумаги
а
К
и
Концентрация воды,
г/л
и
Зольность
бумаги, %
У.
ЕГ
КV
МЕ
g. О
«я
о
S
ш
Я
а
S§
вой
Вид бумаги
я^
ров
Вес
1 л3
бумаги,
о
<J
и
о.
я 5.
° о
s
3,0
0,35
0,10
0,10
2,1 0,47
2,0 0,55
2,3 0,35
5,5 0,50
4,0 0,40
3,5 0,30
9,2 0,28
4,8 0,10
7,2 3,46
4
10,0 2,00
5
7,0 2,00
6
8,5 1,80
6
7,2 3,00
15
9,5 5,40
14
10,2 5,20
is
13,0 6,20
14
12,2 3,0
С применением флокулятора полиакриламида
0,25
0,34
0,20
0,25
0,12
0,20
0,19
0,06
0,78
0,60
0,60
0,90
1,00
2,80
2,40
3,20
1,30
0,20
0,10
0,10
0,31
0,15
0,10
0,30
0,07
00
20
00
10
00
6,00
6,00
7,00
5,00
0,60
1,2
0,6
2,0
2,0
5,0
3,5
4,5
О.
ОВ
t-3
ок
Без применения флокуляторов
Конденсаторная, 8 мк . . . .
10
Основа для парафинирования
Телефонная (две сетки) . . .
Пропиточная
Основа пергамента и фибры .
Крафт-мешочная
Кабельная (две сетки) . . . .
Перфокарточная
Подпергамент
Газетная
Мундштучная
Светооснова
Писчая № 1
»
№2
Типографская № 1
Типографская № 2
Для глубокой печати № 1
Офсетная
20
36
55
55—65
80
100
175
55
52
100
70
70
65
70
65
90
100
Писчая № 1 . . . .
Типографская № I .
Офсетная
Для глубокой печати
70
70
100
80-100
Естественная
То же
18—20
14
22
7,0
7,8
9,5
10,0
1,60
3,20
2,0
3,5
В табл. 47 дана характеристика воды, отходящей от бумагоделательных машин при выработке разных видов бумаги как с содержанием минеральных наполнителей, так и без них. Из этой
таблицы видно, что при использовании флокулирующих веществ
концентрация регистровой и сосунной воды снижается в 1,5—
2 раза, а также снижается концентрация массы в напорном ящике.
В табл. 48 показано примерное содержание наполнителей (по
439
Таблица 48
Зольность воды, отходящей от бумагоделательной машины при выработке
бумаги с различным содержанием наполнителей
Зольность воды, %
Зольность бумаги,
%
4-5
6—8
10—14
16—20
22—24
регистровой
от отсасывающих
ящиков
прессовой
25—30
35—50
45—60
55—70
70—80
35-45
45—60
60—70
65—75
75—80
40—50
50—60
65—75
75—80
80—90
зольности сухого остатка) в воде, отходящей от машины. Из этих
данных видно, что зольность воды зависит от зольности бумаги
и возрастает по ходу машины, достигая наибольшего значения на
прессах.
Схемы использования оборотной воды
в бумажном производстве
Наиболее богатая волокном и наполнителями регистровая
вода, а иногда и вода от отсасывающих ящиков, составляет воду
первого разбора, она используется на машине для разбавления
бумажной массы. Вся остальная вода, отходящая от гауч-вала, от
прессов, спрысковая от промывки сетки, а также избыточная вода
первого разбора составляет воду второго разбора. Эта вода направляется в размольно-подготовительный отдел для разбавления
бумажной массы и оборотного брака при его размоле. Остаток
неиспользованной оборотной воды второго разбора направляют
в ловушки, в которых улавливают волокно и часть наполнителей.
Сгусток направляют обратно в поток массы, осветленную воду
сбрасывают в сток или используют в производстве.
Кроме осветленной воды, в сток сбрасывают также загрязненную и малоценную воду, отходящую от узлоловителей, вихревых
очистителей, воду от промывки прессовых сукон, а иногда и прессовую воду и даже воду от промывки сетки, если эта вода содержит мало волокна. Прессовая вода имеет сравнительно высокую концентрацию, но по количеству ее немного, кроме того,
она загрязнена волокнами шерсти и ее использование при выработке высококачественной бумаги затруднительно. Осветленную
воду от ловушек применяют часто в производстве вместо свежей
воды.
Для скопления запаса воды в размольно-подготовительном отделе часто устанавливают сборник-аккумулятор, снабжающий водой размалывающие аппараты, перелив из сборника направляют
на массоулавливающую аппаратуру (рис. 170).
440
Обычно по указанной выше схеме не удается использовать
всю имеющуюся в наличии воду для разбавления массы в размольно-подготовительном отделе, поэтому оставшуюся воду следует направлять в ловушки для улавливания из нее волокна. Невыполнение этого условия приводит
к высоким безвозвратным потерям волокна в производстве (промоям), которые могут достигать 5—6%. При современном уровне техники бумажного
производства и при надлежащей организации производства потери волокна не должны превышать 0,5—
0,6%.
Для уменьшения потерь волокна
и наполнителей рекомендуется:
1) максимально сгущать жидкие
волокнистые материалы, поступающие на бумажную фабрику с целлюлозного и древесномассного заводов,
и разбавлять их до требуемой концентрации оборотной водой бумажного производства; это позволяет использовать 15—20 мь оборотной воды
на тонну бумаги и соответственно
уменьшить количество воды, направляемой на улавливание;
2) использовать осветленную воду
, (от промыЬни
с ловушек, а также избыток воды из
сукон)
отсасывающих ящиков для промывки
сетки и сгустителей оборотного брака,
на регуляторах концентрации массы
и в других аппаратах вместо свежей Рис. 170. Типовая схема исводы;
пользования оборотной
воды
3) при выработке бумаги с на- с бассейном-аккумулятором или
конусным отстойником:
полнителями использовать флокулироллы; 2 — массный бассейн;
р>ющие вещества
(полиакриламид /3 —
— машинный бассейн; 4 — массный
переливной бачок; 5 —смесительный
и др.);
насос; 6 — очистная
аппаратура;
4) систематически контролировать 7 — напорный ящик; 8 — регистровая
отсасывающие ящики;
работу улавливающей аппаратуры и часть;
10 — гауч-пресс; //—мокрые прессточные воды, направляемые в сток. сы; 12— сборник регистровой воды;
13 — сборник избыточной воды; 14 —
Не допускать случайных утечек и пе- аккумулятор оборотной воды; /5—
ловушка
реливов массы и оборотной воды
в сток.
Целесообразно включить ловушку в технологический шток самой машины, расположив ее поблизости от нее. Это позволит сократить коммуникации и использовать уловленное волокно на той
же машине. В этом случае для разбавления массы перед бумагоделательной машиной применяется регистровая вода, недостаток
441
которой покрывается водой от отсасывающих ящиков. Избыточную оборотную воду собирают в сборнике избыточной воды и оттуда направляют в ловушку флотационного или фильтрующего
типа. Уловленное волокно при концентрации около 3% поступает
в массный бассейн, а осветленная вода используется в качестве
спрысковой для сеточной части машины и узлоловителей. Воду от
узлоловителей, содержащую узелки, а также прессовую воду и
воду от сукномоек направляют на общефабричные ловушки, сгусток из которых используют для производства оберточной и упаковочной бумаги на санитарных машинах
на разделение
8 мпсснш
иен
-
на регцлиоо •*
даиие кониен
тоациа
Рис.
171
Замкнутая схема использования оборотной воды при выработке газетной бумаги
/ — сборник подсеточной воды, 2 — сборник избыточной воды; 3 —сборник воды от отсасывающих ящиков, 4 — насос для подачи воды от отсасывающих ящиков на спрыски сетки
и узлоловителей, 5 — аккумулятор воды, б— ловушка, 7 — бракомольный ролл, 8— смесительный насос, 9 — узлоловитель, Ю — сеточный стол, И — машинный бассейн /2 — гаучмешалка
Ф. Вултч и К- Майер [1] рекомендуют очищать от загрязнений
богатую волокном воду от промывки узлоловителей, а также прессовую воду, содержащую шерстяные волокна, на плоских вибрирующих сортировках с тем, чтобы использовать уловленное на ловушках волокно и наполнители на той же машине
С целью сокращения количества оборотной воды на предприятиях, вырабатывающих газетную бумагу, используют в качестве
спрысковой воды для промывки сетки воду от отсасывающих
ящиков. На рис. 171 показана подобная схема использования оборотных вод.
Вода от отсасывающих ящиков насосом подается на спрыски
сетки узлоловителей и пеногасители. Подсеточная вода (смесь
регистровой и спрысковой воды от промывки сетки) собирается
в сборнике оборотной воды, откуда поступает к смесительному насосу для разбавления массы. Перелив из подсеточной ванны на442
правляют в сборник избыточной воды, которая насосом подается
на разбавление древесной массы и целлюлозы в подготовительном
отделе. Остальная вода поступает в скребковую ловушку, из которой сгусток направляют на бракомольную установку, а осветленную воду — в регуляторы концентрации массы. Вода от прессов
и вакуум-насосов гауч-пресса поступает в общефабричные ловушки; уловленное волокно направляют на санитарные машины
Спрыски сетки, в которых используются вода от отсасывающих
ящиков, должны иметь более крупные отверстия (диаметром
2—3 мм).
3 амкнутая схема использования оборотной воды позволяет
снизить потребление свежей воды, уменьшить потери волокна и
наполнителей. Однако при такой схеме происходит более интенсивное слизеобразование на машине, что может привести к повышению обрывности бумажного полотна и к ухудшению качества
бумаги. Чтобы этого не случилось, одновременно с внедрением
замкнутой схемы использования оборотной воды необходимо наметить и комплекс мероприятий по предотвращению слизеобразования. О методах борьбы со слизью сказано в главе XVII.
Аппаратура для улавливания волокна из отходящей воды
Улавливание волокна из избыточной оборотной воды имеет
большое экономическое значение для предприятия, так как позволяет значительно сократить расход свежего волокна, наполнителей и свежей воды на 1 т вырабатываемой бумаги и, следовательно, снизить себестоимость бумаги. Наряду с этим осветление
отходящей воды перед сбросом ее в водоемы имеет большое значение, так как спуск загрязненной волокном сточной воды наносит
большой ущерб народному хозяйству, главным образом рыбоводству.
В некоторых водоемах по этой причине произошли отложения
из осевшего на дно и гниющего волокна. Попытки использовать
эту прудовую массу из водоемов, чтобы снизить потери волокна,
не увенчались успехом. Гораздо целесообразнее не допускать выпуска волокна в сток, чем улавливать его из водоемов и притом
в загрязненном и полусгнившем виде.
Для улавливания волокна применяются ловушки самых разнообразных конструкций. Ловушки могут работать по принципу
осаждения волокна, фильтрации и флотации.
Ловушки, работающие по принципу осаждения волокна
К этому типу ловушек относятся конусные отстойники различных систем, скребковая ловушка и др.
Во всех этих конструкциях используется общий принцип осаждения волокон из медленно движущегося потока воды или даже
443
из воды при полном ее покое. Как известно, оседание твердых
частиц из потока определяется формулой Стокса
1
I
где у — скорость осаждения частиц, мм/сек;
d — диаметр частиц, мм;
Yi — удельный вес взвешенных частиц;
Y2 — удельный вес воды, равный единице;
г\ — вязкость воды, пуаз.
Таким образом, скорость осаждения частиц в основном определяется их размерами и удельным весом. Исходное вещество
волокнистых материалов, применяемых в бумажном производстве,
обладает удельным весом, значительно превышающем единицу,
так как вещество клеточных стенок целлюлозы имеет удельный
вес 1,58—1,59, а древесной массы—1,54. Однако удельный вес ]
волокон, находящихся в воде, поры которых заполнены водой,
а иногда частично и воздухом, мало чем отличается от единицы,
и в отдельных случаях достигает удельного веса 1,09—1,1. Поэтому
способность волокон к осаждению сравнительно мала и в зависимости от условий среды и ее композиции может быть очень различной.
Быстрее всего оседают в воде целлюлозные, тряпичные волокна
и минеральные частицы наполнителей с удельным весом 2,5 и
выше. Оседанию волокон благоприятствуют кислая среда (pH
4,5—5,5), а также добавление флокуляторов, которые способствуют
хлопьеобразованию и коагуляции взвесей. В слабокислой, нейтральной и щелочной средах осаждение волокон резко ухудшается.
Ловушки этого типа пригодны для улавливания волокна и минеральных наполнителей при выработке высокозольной бумаги.
Они отличаются от других относительно большим габаритом, так
как для нормального осаждения волокон требуется продолжительное время отстоя (около 100 мин для конусных отстойников и
200—300 мин для скребковых ловушек).
Другая характерная особенность этих ловушек — сравнительно
малая степень сгущения воды и низкая концентрация сгустка
(0,5—1% без флокуляторов и 1—3% при использовании флокуляторов). Степень улавливания волокна при работе с флокулятором
достигает 95—98%, а наполнителя 80—90%.
Конусный отстойник. Ловушка этого типа (рис. 172) имеет коническую форму и выполнена из листового железа или железобетона. Ловушку устанавливают на колоннах конусом вниз в размольном отделе или вне помещения. Вода подводится сверху
в центр ловушки по уширяющейся трубе. Сгусток собирается
в нижней конической части отстойника и отводится по трубе.
Осветленная вода удаляется из верхней части отстойника переливом через радиально расположенные желоба и кольцевой желоб. |
444
Для лучшего осаждения волокна в более совершенных конструкциях отстойника применяют приспособления для удаления
пены и пузырьков воздуха, прилипших к волокнам. Для этой цели
в одних ловушках заставляют стекать поступающую в отстойник
воду по стенкам конического приемника, расположенного в верхней части ловушки. Это способствует отделению пузырьков воздуха
от волокон и лучшему их осаждению. В других ловушках воду
пропускают перед выходом в отстойник через сосуд, в котором
при помощи вакуум-насоса поддер.^1-т^_ поступление
живается разрежение 3—5 м вод. ст.
Конусные отстойники строят
объмом до 300 м3 и более. Объем
ловушки рассчитывают с учетом
времени пребывания массы в ней
около 100 мин. Следовательно, его
объем должен равняться стократному минутному поступлению воды. Кратность сгущения, т. е. отношение объема сгустка к объему
поступающей воды, в конусном отстойнике равна от 1:3 до 1:4.
Степень улавливания волокна 85—
90%.
Конусные отстойники обычно устанавливают в размольном отделе, сгусток из них используют для
разбавления массы. В других схемах сгусток из ловушек направляРис. 172. Конусный отстойник
ют для дальнейшего сгущения на
пап-машины, а осветленную воду
используют при загрузке роллов. Конусный отстойник устанавливают также непосредственно у бумагоделательной машины и
сгусток направляют в поток бумажной массы, исключая из него
до 30% оборотной воды, которую используют для разбавления
массы; осветленную воду применяют в размольном отделе.
Скребковая, или крацерная, ловушка. Скребковые, или крацерные, ловушки (рис. 173) —отстойники большой емкости от 600
до 1200 м3 и выше. Они оборудованы для удаления осевшего волокна и наполнителей (сгустка) медленно движущимся скребковым транспортером.
Отстойник изготовлен из железобетона в форме прямоугольной
камеры длиной 40 м, шириной 5 и* и высотой 6 м. Оборотная вода
поступает в отстойник с одного конца и, огибая перегородку, медленно движется вдоль камеры. Сгусток, осевший на дно, передвигается планками скребкового транспортера к приямку и оттуда
центробежным насосом подается в производство. Осветленная
вода удаляется из отстойника в перелив и затем либо подается
насосом в производство, либо отводится в сток.
445
Скребковые ловушки проектируются из расчета пребывания
в них воды 200—300 мин. Степень улавливания волокна 95%. Степень «сгущения» воды составляет здесь от 1 :4 до 1 :6, концентрация сгустка от 0,5 до 1 % и выше.
Скребковые ловушки надежны в работе, работают совершенно
автоматически, требуют мало ремонта, но занимают много места.
К недостатку ловушки следует отнести также трудность их промывки и малую степень сгущения. Скребковые ловушки с успехом
применяются при выработке газетной бумаги и бумаги для печати
на быстроходных машинах.
На некоторых старых фабриках можно встретить еще отстойные бассейны большой емкости с фильтровальными плитками
Рис. 173. Скребковая ловушка:
поступление воды; 2-— скребковый транспортер; 3 — шнек; 4 — насос для откачки сгустка; 5—-сброс осветленной воды; 6 — приямок для осветленной воды; 7 —насос
внизу или с решеткой, на которую натянута сетка. Бассейн состоит
из двух частей, которые включаются попеременно. Из выключенной части отстойника сгусток выгребают обычно вручную. Подобные ловушки служили для окончательной очистки воды, сбрасываемой в сток. В настоящее время они применяются редко.
Ловушки фильтрующего типа
К этой группе ловушек относятся ловушки с сетчатым цилиндром: вакуум-фильтры, фильтры Вако и Кинцле, а также ловушки
с сукном. Во всех случаях избыточная оборотная вода фильтруется
через сетку или сукно и слой волокна, осевший на них. Задержанное волокно и наполнители передаются на валик и снимаются
с него шабером при концентрации 5—10%. Ловушки этой группы,
за исключением фильтров Вако и Кинцле, отличаются сравнительно невысокой степенью улавливания волокна, но обладают
высокой степенью «сгущения» воды (1 : 40 и выше).
Вакуум-фильтр. Обычный секционный фильтр иногда используется как ловушка для улавливания волокна. Наиболее пригоден
446
он при выработке длинноволокнистых видов бумаги из целлюлозы
без наполнителей. Вода, содержащая наполнители, осветляется
значительно хуже. Сетка фильтра быстро забивается волокном и
наполнителем и его производительность падает. Для улучшения
работы вакуум-фильтра на воде с наполнителями и с содержанием
мелкого волокна древесной массы рекомендуется добавлять в поток крупное свежее волокно целлюлозы в количестве 2—3 г/л для
создания фильтрующего слоя на сетке.
Вакуум-фильтры обтягивают сеткой № 40. Степень улавливания
при добавлении крупного волокна составляет 80—90% при производительности 10—30 м3
Севшее
Ошино
воды в час с 1 м2 фильтра.
При выработке чисто целлюлозной бумаги без наполнителей (типа крафт-мешочной и кабельной) особых
ловушек не ставят, а избыточную оборотную воду направляют в поток целлюлозы и вместе с ней улавлиОдоротнав
вают волокно из оборотной
вода
воды на сгустителях или вакуум-фильтрах.
Более эффективно работает двухзонный
вакуумОсёетлеиноя Ш&
фильтр. Зона отсоса его разРис. 174. Фильтр Вако:
делена на две части перего- / — основной сеточный барабан; 2 — вспомогательбарабан для волокнистого подслоя; 3 — съемродками. Отходящий из пер- ный
ный вал для сгустка; 4 — шабер; 5 —сборник
вой зоны мутный фильтрат
сгустка; 6 — сетка
может быть направлен снова
на вакуум-фильтр или использован в производстве для разбавления. Фильтрат, отбираемый из второй зоны отсоса, содержит мало
волокна и может быть отведен в сток или направлен для использования вместо свежей воды на спрыски бумагоделательной машины.
Двух- и трехзонные фильтры часто снабжают приводом с регулируемым числом оборотов в пределах 1:3 с целью создания
оптимального режима работы. Количество мутного фильтрата,
отбираемого из первой зоны отсоса, в среднем составляет 15—20%
от потока воды.
Фильтр Вако. Этот фильтр (рис. 174) состоит из двух цилиндров, на которые надета одна общая сетка № 16—20. Основной
цилиндр диаметром 1,8—2 м погружен в ванну, в которую поступает вода для улавливания волокна. Другой, вспомогательный,
цилиндр диаметром 0,4—0,5 м расположен выше первого. В его
ванну подается свежее волокно для создания фильтрующего слоя
на сетке. Таким образом, фильтрация воды на этой ловушке происходит через фильтрующий волокнистый слой, образованный на
вспомогательном цилиндре, благодаря чему сетка не загрязняется.
447
Степень улавливания волокна достигает 90—95%. Наполнитель
улавливается значительно хуже, чем волокно. Уловленное волокно
вместе с подстилочным волокном передается на отжимной валик,
снимается с последнего шабером и направляется в мешалку.
Окружная скорость сеточного цилиндра 2—15 м/мин. Фильтр
Вако с диаметром барабана 2 м и шириной сетки 4 м (мощность
электродвигателя 3,3—4,5 кет) имеет производительность при
улавливании волокна из отходящих вод бумажного производства
3—6 м?/мин.
Достоинства фильтра Вако — большая производительность,
высокая кратность сгущения, хорошая степень улавливания
волокна и простота обслуживания.
Недостаток — плохое
улавливание наполнителя.
Фильтр
Кинцле. По тому
же принципу, что и фильтр
Вако, работает фильтр Кинцле (рис. 175). Он отличается
от первого тем, что вспомогательный слой из свежего волокна наносится на вертикальную ветвь сетки, поступающую
на фильтрующий барабан /
ловушки, при помощи напускного ящика 2 и присасывается
Перелиб
к сетке при помощи ряда отРис 175. Фильтр Киыцле:
сасывающих ящиков 3. Для
/ — фильтрующий
барабан,
2 — напускной
усиления обезвоживания уловящик; 3 и 4 — отсасывающие ящики; 5—головленного волокна такой же
ной вал; 6 — съемный валик; 7 — трубка для
отвода сгустка; 8 — поступление оборотной
ряд отсасывающих ящиков 4
воды; 9 — ванна, 10 — дроссель клапан; II —
поплавок
установлен и у обратной ветви
сетки при ее сходе с фильтрующего барабана. Отсасывающие ящики работают от небольшого вакуум-насоса, и разрежение в каждом из них можно регулировать. Сетка приводится в движение от головного вала 5,
уловленное волокно вместе с подслоем снимается с сетки валиком
6 и шабером направляется по трубе 7 в сборник сгустка. Подача
оборотной воды 8 к ванне 9 фильтра из сборника регулируется
дроссель-клапаном 10 через поплавковое устройство. Рабочая скорость сетки регулируется вариатором в пределах 5—24 м/мин.
Вода, отходящая от первых двух отсасывающих ящиков фильтрующего подслоя, поступает к смесительному насосу для разбавления свежего волокна, идущего на подслой. Остальную осветленную воду направляют в сток или используют вместо свежей воды.
Производительность фильтра Кинцле от 0,5 до 2 мг/мин на
1 м рабочей ширины сетки, в зависимости от характера фильтруемой воды. Размер сетки для фильтра рабочей шириной 2 м
2200x10 600 мм. Степень улавливания достигает 95%.
448
Ловушки флотационного типа
Как уже указывалось, волокно иногда всплывает в отстойниках
под влиянием пузырьков воздуха, прилипших к нему. Этот фактор
используется в ловушках флотационного типа для отделения волокна от воды.
По закону Генри — Дальтона растворимость любого газа,
в том числе и воздуха зависит от температуры и давления, а при
постоянной температуре прямо пропорциональна давлению Р:
(100)
L?=kP,
где L — количество газа, растворимого в воде;
k — коэффициент пропорциональности.
При понижении давления избыток воздуха выделяется в виде
пузырьков и флотирует волокна. Необходимая разность давлений
может быть создана двумя путями:
0°С !0"С 20°С 30°С
1) растворением воздуха при атмосферном давлении и созданием разре/ / >
жения в ловушке; 2) растворением
'V'
А
60
воздуха в оборотной воде под давле)
нием и работе ловушки при атмосферном давлении. По первому способу работает ловушка Адка и Савалла, по
7
e
2
3
*
5 6
второму •— ловушка
Свен-Педерсена,
0 1
Двбление. кгс/см2
седифлотор и аэрофлотор.
Второй способ работы предпочти- Рис. 176. Растворимость возтельнее первого, так как в воде можно духа в воде при разной температуре
растворить большее количество воздуха и, кроме того, такая ловушка
удобнее для эксплуатации, чем закрытая ловушка, работающая
под вакуумом.
Растворимость воздуха в воде при разных температурах и давлениях представлена на рис. 176. Как видно из рисунка, большее
количество вздуха можно освободить из воды, снизив его давление
с 1,5—2 до 1 кгс/см2, чем в ловушке Адка при уменьшении дав2
ления с 1 до 0,8 кгс/см .
Для усиления флотационного действия ловушки Педерсена
шведский инженер Свен предложил добавлять к воде клей, названный его именем.
Клей Свена состоит из 10 кг животного клея (на 1000 л воды),
0,5 кг канифоли, 0,1 кг каустической соды (37%), 0,65 кг глинозема, 0,5 кг формалина (30%). Клей готовят концентрацией 1% и
выдерживают в течение суток для созревания, при котором происходит рост его коллоидных частиц. pH клея должен при этом быть
4,8—5,1. Расход клея составляет 0,2—0,3 л на 1 мг воды [2].
Назначение животного клея заключается в том, чтобы понизить
поверхностное натяжение воды и создать стабильную пену на поверхности жидкости. Получению стабильной пены способствует
/
V,
Л
449
прибавление нейтрального канифольного клея. Глинозем сообщает
положительный заряд выделяющимся пузырькам воздуха и тем
самым придает им способность прилипать к волокнам, имеющим,
как известно, отрицательный заряд, вследствие чего волокна увлекаются на поверхность жидкости. Положительное действие животного клея заключается также в коагулирующем действии на во-
Рис 177 Ловушка Адка
— аэрационный бассейн, 2 — вакуумный резервуар, 3 — вакуум насос, 4 —труба, 5 —на
садка для удаления сгустка, б —инжектор, 7 —удаление осветленной воды
локна и частицы наполнителей, приводящем к хлопьеобразованию,
что облегчает осветление оборотной воды.
Ловушка Адка. Ловушка Адка (рис. 177) работает под вакуумом Она состоит из аэрационного открытого бассейна 1 и вакуумного резервуара 2 в виде железного цилиндра с выпуклым
днищем. Вакуум-насос 3 мощностью 2,2 кет поддерживает в резервуаре разрежение 2,2 м вод. ст. Резервуар соединяется с аэрационным бассейном широкой вертикальной трубой 4, нижний конец
которой находится ниже уровня воды в бассейне. Через верхнее
днище вакуумного резервуара (в центре) входит труба вакуумнасоса, присоединенная к вращающейся насадке 5, через которую
засасывается всплывший на поверхность сгусток.
450
Оборотная вода подается насосом через инжектор 6 в первое
отделение аэрационного бассейна К инжектору подаются по
трубке клей и засасывается воздух. Вода, хорошо перемешанная
с воздухом и клеем, засасывается под влиянием вакуума по трубе
в вакуумный резервуар, где и происходит отделение волокна и наполнителей. Осветленная вода удаляется по четырем патрубкам
в нижней части резервуара в сборник 7, из которого может спускаться в канализацию или направляться для дальнейшего использования
OLZZ
2820
'
1
(та
"
•—
|1-Ф -Ф -Ф -Ф
A
-All"
Рис 178. Ловушка Свен-ПедерсенаJ — приемная камера; 2—ванна; 3 —карман для сброса сгустка; 4 — сборник избыточной
оборотной воды, 5 —насос, 6 — няжектор; 7 —дисковый вентиль; 8 — дозировочный бачок для клея; 9 — скребковый транспортер; 10 — желоб осветленной воды, // — котел для
клея, 12 — клеевой бак
Ловушки Адка строятся полезной емкостью от 9 до 22 м3 и
3
производительностью от 1,5 до 4 м /мин. Время пребывания воды
в ней 10—12 мин. Степень улавливания 90—95%. К недостатку
ловушки следует отнести малую степень «сгущения» воды (1 - 5)
и трудность обслуживания.
Ловушка Свен-Педерсена. Эта ловушка (рис. 178) относится
к флотационным аппаратам, работающим при атмосферном давлении. Она состоит из открытого бетонного бассейна, облицованного
изнутри кафельными плитками и состоящего из трех отделений"
приемной камеры 1, в которой происходит обработка воды клеем,
флотационной ванны 2 и кармана 3 для сброса сгустка. Избыточная оборотная вода собирается в сборнике 4, установленном у бумагоделательной машины и из него центробежным насосом 5 подается в ловушку. Во всасывающий патрубок насоса при помощи
небольшого инжектора 6 засасывается воздух, который смешивается с водой и растворяется под давлением 1,5—2 кгс/см2 в на451
порном трубопроводе перед поступлением в ловушку. Затем вода
поступает в приемную камеру ловушки через дисковый вентиль 7
и сразу же смешивается с раствором животного клея, который непрерывной струйкой подается из напорного дозировочного бачка 8
через кольцевой трубопровод. Из приемной камеры вода переливается во флотационную ванну ловушки, где волокно всплывает
вместе с наполнителями наверх в виде пены и сгребается скребковым транспортером 9 в карман для сгустка. Скорость движения
транспортера равна 1,5 м/мин. При большом количестве сгустка
скорость транспортера увеличивают до 4—5 м/мин. Осветленная
вода собирается внизу ванны и отводится оттуда по трубам, имеющим выдвижные манжеты на концах, в желоб 10.
Рис. 179. Седифлотор:
/ — расходный бак, 2 — напорный бак; 3 —ловушка; 4 — воздух; 5 —эжектор- 6 — насос7 — выход сгустка; 8 — приемник для тяжелого осадка; 9 — осветленная вода- 10 — скребки
для осадка; 11 — электродвигатель
Ловушки
Свен-Педерсена строятся3 производительностью от 0,5
г
до 3 м 1мин с ванной объемом 6—36 м .
Степень улавливания волокна при выработке целлюлозной бумаги с малым содержанием наполнителя достигает 98%. При выработке бумаги с наполнителем степень улавливания волокна снижается до 80—90%. Нормальная концентрация сгустка 2—4%.
Таким образом, степень «сгущения» воды составляет 1: 15-И: 20
и выше. Время пребывания воды в ловушке 8—12 мин.
Для нормальной работы ловушки необходимо соблюдать следующие условия:
1) поддерживать pH оборотной воды не выше 5,5;
2) надлежащим образом приготовлять животный клей, соблюдая условия его вызревания, pH и дозировку;
3) поддерживать
давление в напорном трубопроводе не менее
2
1,25—1,5 кгс/см ;
452
4) следить за работой инжектора.
Несоблюдение этих условий приводит к плохой работе флотационных ловушек, а также к снижению степени улавливания волокна и наполнителя до 70—80% и ниже.
Флотационные ловушки с успехом применяются при выработке
целлюлозной бумаги с малым содержанием наполнителей.
К недостатку флотационных ловушек следует отнести применение дефицитных материалов для клея и наличие пены в сгустке
Положительными особенностями работы ловушек Свен-Педерсена
являются: высокая степень улавливания волокна, высокая степень
«сгущения» воды, компактность и простота устройства. Благодаря
высокой концентрации сгусток можно подавать в поток бумажной
массы перед машиной или в бассейн.
Седифлотор (рис. 179) и аэрофлотор. Недостаток ловушек
флотационного типа — плохое улавливание наполнителя при выработке высокозольной бумаги. Тяжелые частицы наполнителя
плохо флотируют на поверхность и быстро опускаются на дно,
в результате чего в ванне ловушки образуется осадок, для удаления которого приходится время от времени останавливать
ловушку. В ловушках флотационного типа, работающих при атмосферном давлении, — седифлоторе и аэрофлоторе —осадок наполнителя непрерывно сгребается со дна ванны медленно вращающимися гребками в приямок и оттуда насосом подается
Таблица 49
Характеристики ловушек
Ловушка
Производительностьа
1ж
фильтрующей
поверхности,
м31ч
Конусный отстойник .
Скребковая ловушка .
Вакуум-фильтр . - . .
10—30
Двухзонный
вакуум10—30
фильтр
10—30
Фильтр Еако
Ловушка Фюльнера (с
4,5-5,3
сукном)
Ловушка Адка . . . .
»
Свен-Педерсена
Седифлотор
Время
пребывания
воды в
ловушках, мин
Концентрация
сгустка,
100
0,4—0,6
150—300 0,5—1,0
10-12
10—12
Степень
улавливания
волокна
и наполнителя, %
1:3; 1:4
1:4; 1:6
1 : 40; 1 : 100
85—90
90—95
80—90
5—8
5-8
1 : 40; 1 : 100
1 : 40; 1 : 100
90—95
90—95
8—10
0,5—0,7
I : 100
1 :5
90—93
90—95
5-8
10—12
Степень
«сгущения»
оборотной воды
2 4
2—4
1:15;
1:15;
I : 20
1 : 20
90—98
92—98
П р и м е ч а н и е . При использовании
флокулирующих
веществ
степень «сгущения» воды и концентрация сгустка в конусных и скребковых ловушках повышаются почти в 2 раза. Время пребывания воды
в ловушке в этом случае можно сократить.
453
в поток уловленного волокна. Таким образом, в этих ловушках
использован не только флотационный, но и седиментационный
принцип.
У обеих этих ловушек резервуар цилиндрической формы,
сравнительно небольшой емкости. Через его центральную часть
проходит вертикальный вал, от которого приводятся во вращение
гребки для сгустка в верхней части резервуара и гребки, удаляющие осевший сгусток со дна резервуара в приямок. Направляемая
на улавливание волокна вода из расходного бака насосом подается вместе с засасываемым инжектором воздухом (в количестве
1—2% по объему от воды) в аккумулятор, где создается давление
1,25—5 кгс/см2, необходимое для растворения воздуха. Время
пребывания воды в аккумуляторе 1 мин. Количество засасываемого инжектором воздуха контролируется ротаметром. Перед поступлением в ловушку для лучшей флотации волокна в воду вводится также небольшое количество клея Свена.
Аэрофлотор отличается от седифлотора коническим днищем,
а также способом ввода воды и отвода осветленной воды [3].
В табл. 49 приведены основные характеристики ловушек разных систем.
Методика составления баланса воды и волокна
Чтобы иметь правильное представление о потоках массы в разных стадиях производства, определить расход свежего волокна и
воды на 1 т бумаги, правильно выбрать новую технологическую
схему использования оборотной воды и оценить действующую
схему, а также выявить безвозвратные потери волокна (промой),
составляют баланс воды и волокна.
Проектирование новых бумагоделательных машин начинают
с выбора принципиальной схемы использования на них оборотных
вод. На схеме указывают использование как оборотной, так и свежей или осветленной воды, а также пункты отвода сточной воды.
Затем на основании литературных источников и практических данных предприятий, вырабатывающих аналогичный ассортимент
бумаги, принимают величины степени разбавления массы в разных
стадиях производства и концентрации отходящей от машины воды.
Расчет ведут обычно на 1 г бумаги нетто с учетом брака при отделке и на машине.
Ввиду того, что в ряде случаев заранее нельзя определить концентрацию и количество оборотной воды, циркулирующей в потоках, расчет приходится вести, исходя из параметров готовой продукции, и неизвестные величины соответствующих потоков определять в порядке, противоположном ходу технологического процесса.
Для определения количества вещества, поступающего на данную стадию производства, можно пользоваться
формулой
454
И. И. Богоявленского в том случае, если известно количество вещества, выходящего с данной стадии.
где
К — концентрация отходящих вод, кг/л;
G — количество абсолютно сухого вещества, выходящего с данной стадии производства, кг;
X — количество абсолютно сухого вещества, поступающего на данную стадию производства, кг;
Тн и Тк — начальная и конечная сухость бумаги, %.
Эту формулу нетрудно вывести. Количество сухого вещества,
поступающего на данную стадию производства, очевидно, должно
быть равно количеству сухого вещества, сходящего с данной стадии, плюс количество вещества, отводимого с отходящей водой.
Если количество отходящей воды обозначить через Q, а ее концентрацию через К, то можно написать:
(102)
Количество отходящей воды при обезвоживании на данной стадии производства можно определить по сухости массы до и после
данной стадии производства:
Подставив значение Q в формулу (102), получим формулу
(101).
Для определения количества сухого вещества в потоках отдельных узлов производства прибегают также к составлению
уравнений с двумя неизвестными. Обычно в таких случаях одно
уравнение составляется по массе, а второе — по сухому веществу.
Пусть, например, на данную стадию производства поступает
Qi литров массы и уходит Q2, a Q3 добавляется с оборотной водой.
При этом концентрации потоков массы и оборотной воды будут
соответственно К\, Лг, ^Сз. Тогда будут справедливы равенства:
Откуда
Q 2 K 3 - Qatfi + Q3KS.
Q2=Qi + Q3,
^ = ^тМг-
(104)
Q
(Ю5)
A l — Лз
3
^ Q
2
| ^ - -
Аз — A l
455
CSemee Ьолакна
I
часть
|
1 сушильная часть
\
прессовая
I вракомольныи
Готовая бумага (нетто)
ролл
(
izb
Рис 180 Баланс волпкна на 1 г газетной бумаги (кг)
Регистров
ая часть \
\ Поессобая часть \
{Сушильная часть I
2
Отшатая
6одй
Промыдна
сунна г
31,5
Испарено
1-1
I
Нана т
Продольнорезательный статк
0,001 Сулои Span
Сборник избыточной воды N2
Нроц.лаВущка
0,002 Сухой дран
Веток
Ьракокольньш
0.07
Гошодая St/мага {нетто)
10
Рис 181 Баланс воды на I г газетной бумаги (MS)
J
Если с данной стадии производства удаляется отходящая вода,
содержащая волокно, т. е.
IQ 2 K 2
то уравнения приобретают следующий вид:
Откуда
I,
Аз — Д1
П — П A l — Аа
-
-к
/•
A l — Аз
Л й""
HOfVl
(107)
(108)
Во всех формулах количество массы и оборотной воды Q l f Q2
и Q3 выражают в килограммах (или в литрах), а концентрацию
потоков Ки -Кг и /С3 — в граммах на литр или в процентах.
При расчете баланса воды и волокна гораздо удобнее пользоваться этими формулами, нежели формулой (101), и можно вести
расчет с помощью логарифмической линейки, тогда как при использовании формулы Богоявленского приходится
прибегать
к арифмометру. Точность расчета сухого вещества 0,01 кг, а воды
и бумажной массы 10 л. Большие потоки массы и воды можно
округлять даже до 100 л.
Таким образом определяют количество массы и сухого вещества во всех стадиях бумажного производства. Дойдя до начала
технологической схемы подготовки массы, определяют расход свежего волокна и наполнителей на 1 т продукции с учетом уловленного сгустка и возвращенного в поток оборотного брака.
Сухое вещество, содержащееся в растворе глинозема, в расчете
обычно не учитывают, клей условно считают вместе с волокном.
Если бумагу вырабатывают с минеральным наполнителем, то
сухое вещество на каждой стадии производства подразделяют на
волокно и наполнитель. В этом случае необходимо знать зольность
отходящей воды. При точных расчетах золу нужно пересчитывать
на наполнитель с учетом потери при прокаливании и естественной
зольности волокна.
По окончании расчета баланса воды и волокна подсчитывают
расход свежей воды на 1 г бумаги и определяют безвозвратные
потери волокна и наполнителя со сточной водой. Если баланс составлен правильно, то потеря волокна должна равняться разности
между расходом свежего абсолютно сухого волокна на 1 т бумаги
G и содержанием абсолютно сухого волокна в 1 г бумаги Р
G-P = q,
(109)
где q — потери волокна (промой), кг.
458
Безвозвратные потери, отнесенные к расходу свежего волокна
и выраженные в процентах от него, характеризуют промой волокна.
Полученные при расчете баланса данные сводятся в таблицу
прихода и расхода волокна, наполнителя и воды по каждому узлу
производства. Эта таблица облегчает ознакомление с результатами расчета и позволяет выявить допущенные ошибки. Очень полезно также составлять графики потоков воды и волокна по данным расчета.
На рис. 180 графически представлен баланс волокна, на
рис. 181 — баланс воды на 1 т газетной бумаги, вырабатываемой
на машине необрезной шириной 5,93 м при скорости 360 м/мин.
Из этих рисунков наглядно видна величина потоков волокна иг
воды в разных стадиях производства. Точные данные величины
потоков в килограммах на 1 т бумаги по воде в разных стадиях
производства обозначены на графиках. В целях некоторого упрощения графиков возврат оборотного брака и уловленного волокна
условно отнесены к машинному бассейну.
Контроль за промоями волокна в производстве
Контроль за промоями волокна в производстве осуществляют,
систематически определяя концентрацию и количество сточной
воды для каждой машины в отдельности и для бумажной фабрики
в целом. Пробы сточной воды отбирают вручную через определенные интервалы времени и замеряют количество протекающей по
канаве воды или автоматически при помощи специальных аппаратов. Для этой цели в сточных канавах устанавливают лотки (например, лоток Вентури — Паршаля). Количество воды, протекающей через такой лоток, определяют, замеряя уровень воды перед
суженной частью лотка.
Контроль за потерями волокна в сточных канавах позволяет
своевременно выявить ненормальную работу отдельных машин и
принять соответствующие меры. В практике работы отечественных
предприятий для учета промоев получил применение аппарат
4. С. Гаврилова и Н. К. Полякова.
Глава
ХШ
СУШИЛЬНАЯ ЧАСТЬ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ
Общие сведения
После прессовой части мокрое бумажное полотно поступает
в сушильную часть бумагоделательной машины, где удаляется
оставшаяся после отжима на прессах влага в количестве 1,5—
2,5 кг на 1 кг бумаги.
459
Сушильная часть бумагоделательной машины состоит из вращающихся обогреваемых изнутри паром и расположенных обычно
в два ряда сушильных цилиндров. Движущееся бумажное полотно
прижимается к нагретой поверхности цилиндров при помощи сушильных сукон, улучшающих теплопередачу и предотвращающих
коробление и сморщивание поверхности бумаги при сушке.
Размеры сушильной поверхности, число цилиндров и скорость
движения бумажной ленты выбирают с таким расчетом, чтобы
бумага, пройдя сушильную часть машины, успела высохнуть до
содержания остаточной влаги в размере 5—7%. Продолжительность сушки бумаги в сушильной части машины незначительна
и обычно находится в пределах
20—40 сек.
Для сушки сушильных сукон,
воспр иним ающих
з начительное
количество влаги из бумаги, служат такие же сушильные цилиндры, которые находятся под
нижним и над верхним рядом
бумагосушильных цилиндров.
Пар, получающийся при испарении влаги из бумаги и сукон, собирается обычно под колРис, 182. Схема прохождения бумаги
паком, расположенным над всей
в сушильной части бумагоделательсушильной частью машины, и
ной машины:
оттуда отводится вытяжным вена — бумага на цилиндре, не покрытая
сукном; б — бумага на цилиндре, покры
тилятором или естественной тятая сукном; в —участок свободного хода
бумаги; 1 — бумагосушнльные цилиндры;
гой наружу. Вместо влажного
2 — сукносушильные цилиндры; 3 —суквоздуха, удаляемого из помещеноведущне валики
ния, вводится свежий воздух, который подогревается в калориферах или теплообменниках. В последнем случае используется тепло отходящего воздуха. Принципиальная схема прохождения бумаги в сушильной части бумагоделательной машины показана на рис. 182.
Теория сушки бумаги
Для сушки тонкого листового материала бумаги применяется
контактный метод, при котором тепло, необходимое для нагрева
материала и испарения из него влаги, непосредственно передается
от горячей поверхности сушильных цилиндрв, обогреваемых
паром.
Контактная сушка является наиболее распространенным методом сушки после конвективной. Она применяется не только в целлюлозно-бумажной промышленности, но также в текстильной,
химической, пищевой и др. Однако этот способ сушки менее изучен, нежели конвективный, что объясняется сложностью, кратко460
временностью процесса, малой толщиной материала, изучить
массо- и теплообмен которого очень трудно.
Исследованию процесса сушки бумаги на нагретой поверхности
было посвящено большое число работ: Т. Шервуда [1], Д. МакКриди [2], А. Монтгомери [3], Б. А. Бакстера, В. Бурштейна [4],
Д. М. Фляте [5], И. Л. Любошица [б, 7], П. П. Бычкова,
В. В. Красникова [8], А. В. Лыкова [9] и др. Однако в этих работах чаще всего исследовались переменные факторы, влияющие на
процесс сушки, а также изучалось испарение влаги на отдельных
участках машины и влияние режимных параметров сушки на
свойства бумаги. Лишь отдельные исследователи изучали механизм и кинетику контактной сушки бумаги.
Значительный вклад в разработку теории контактной сушки
бумаги на нагретой поверхности внесли советские исследователи:
А. В. Лыков, В. В. Красников, И. Л. Любошиц и Д. М. Фляте.
Сушильный процесс на бумагоделательной машине состоит из
ряда отдельных повторяющихся циклов, количество которых равно
количеству сушильных цилиндров, причем каждый цикл состоит
из двух последовательно протекающих во времени фаз: сушки бумаги на нагретой поверхности сушильного цилиндра и в промежутках между цилиндрами. Сушка бумаги на нагретой поверхности также не вполне однородна, поскольку не вся поверхность бумаги, соприкасающейся с сушильным цилиндром, прикрыта
сукном.
В первой фазе каждого цикла сушки (т. е. на сушильном цилиндре) бумажное полотно получает тепло от нагретой поверхности и расходует его на испарение влаги из бумаги и на повышение
температуры бумаги, охладившейся во второй фазе при прохождении между сушильными цилиндрми. Во второй фазе каждого
цикла испаряется влага с обеих сторон бумаги благодаря теплу,
накопленному в первой фазе процесса. В этой фазе сушильного
процесса бумага охлаждается.
Как показали экспериментальные исследования И. Л. Любошица, Е. К. Громцева [10] и Т. Шервуда, главная часть воды испаряется на нагретой поверхности сушильных цилиндров. Эти
данные подтверждаются и теоретическими расчетами испарения
воды на свободных участках между сушильными цилиндрами
с учетом понижения температуры бумажного полотна при переходе от одного цилиндра к другому.
Большая часть воды, испаряемой из бумаги, переходит в сушильное сукно в виде пара, который частично конденсируется
в сукне, и только незначительная часть влаги переходит в сукно
в жидкой фазе в результате капиллярного впитывания. Испарение
влаги из сукна и выход из него несконденсировавшихся паров происходит с обеих сторон сукна при его движении на свободных
участках между сушильными цилиндрами и при обратном ходе
сукна. При этом сукно охлаждается. При установившемся режиме
сушки количество воды, испаряемой из сукна, равно количеству
461
воды, поглощенной из бумаги. В этом процессе расходуется то количество тепла, которое было накоплено в сукне за счет конденсации в нем водяных паров при сушке бумаги на цилиндрах.
Ввиду того, что сушильные сукна имеют большие тепловые потери
в окружающую среду, составляющие около 50% всех тепловых
потерь в сушильной части машины, или 15—25% от общего тепла,
расходуемого на сушку бумаги, эти потери должны компенсироваться сукносушильными цилиндрами.
Физические процессы при сушке
различных материалов и бумаги
Процесс сушки бумаги на бумагоделательной машине, состоящий из ряда повторяющихся циклов, представляет собой комбинированную сушку с прерывистым режимом, составленную из контактной сушки на нагретой поверхности сушильных цилиндров и
конвективной сушки на свободных участках между сушильными
цилиндрами. В первом случае сушка протекает более интенсивно
при постоянном подводе тепла, а во втором — менее интенсивно
без подвода тепла, лишь за счет тепла, накопленного бумагой при
ее прохождении через сушильные цилиндры, вследствие чего бумага охладаждается.
Различная скорость сушки бумаги на цилиндрах и в промежутках между ними объясняется не только разницей в температурах, при которых происходит испарение влаги, но также и тем,
что механизм сушки на сушильных цилиндрах иной: при высоких
температурах греющей поверхности основную роль играет молярный перенос тепла, тогда как при конвективной сушке происходит'
молекулярный перенос тепла и влаги за счет диффузии.
Как известно, процессом сушки управляют законы переноса
тепла и влаги; а также форма связи влаги с материалом. Поэтому'
следует рассмотреть формы связи воды с волокном в бумаге.
Бумага, состоящая в основной своей массе из растительных
волокнистых материалов, является капиллярнопористым, коллоидным телом. Стенки ее капилляров эластичны и при поглощении'
влаги набухают. Бумага принадлежит к ограниченно набухающим
коллоидным телам.
По классификации П. А. Ребиндера различают три вида связи
влаги с материалом: 1) химическую связь в строгих стехиометрических отношениях; 2) физико-химическую связь в различных, не
строго определенных соотношениях и 3) физ и ко-механическую'"
связь, при которой вода удерживается материалом в неопределен!
ных количествах.
Химическая связь воды с материалом наиболее прочна. Влага5
здесь входит в структуру вещества. Химическая связь не разрушается при тепловой сушке материала и может быть разрушена'
только прокаливанием или -химическим воздействием. Считают^
что такой вид связи воды с целлюлозой имеет место в бумаге.
462
Физико-химическая связь существует в Двух формах адсорбционной и осмотической При поглощении воды коллоидным телом
выделяется теплота набухания и происходит контракция (сжатие)
системы. Теплота набухания является теплотой адсорбции. Процесс набухания можно разделить на две стадии: 1) поглощение
с выделением тепла и контракцией системы (присоединение адсорбированной влаги), 2) присоединение воды без выделения
тепла и контракции системы (набухание в узком смысле слова).
Вода первой стадии набухания — адсорбционно связанная, или
гидратационная, влага; вода второй стадии набухания —осмотически связанная, или структурная, влага.
Физико-механической связью соединена влага, находящаяся
в капиллярах, или капиллярная влага, и влага смачивания. В зависимости от размеров различают
макрокапилляры с радиусом выше
гч
10~5 см и микрокапилляры с радиу5
сом ниже 10~ см. В микрокапилляt
рах есть мениск жидкости, который
/t
образуется в результате адсорбции
пара с последующим сжижением
2
его на дне капилляра Обычно влагу смачивания и пор приравнивают
T
к влаге макрокапилляров (свободW 20 30 «7 50 60 70 80 90 WO
ной влаге, не связанной с матеОтнаситепыюя длишнвсть бвздухо if, %
риалом).
При длительном нахождении буРис. 183. Изотермы адсорбции
(/) и десорбции (2) воды хлопмаги в воздухе с постоянной отноковой бумаги при температуре
сительной влажностью и постоянной
20° С
температурой благодаря процессам
сорбции в бумаге устанавливается
такая влажность, при которой давление пара над материалом
равно парциальному давлению водяного пара в окружающем воздухе. Такая влажность бумаги называется равновесной влажно
стью. Таким образом, давление водяного пара над бумагой —
функция его равновесной влажности, а кривая, изображающая эту
функцию, называется изотермой сорбции.
Типичная изотерма адсорбции (при поглощении влаги из воздуха) и десорбции (при отдаче влаги в воздух) для очищенного
хлопкового волокна представлена на рис. 183. Между кривыми
адсорбции и десорбции существует некоторая разница- равновесная влажность при сушке бумаги больше, чем при увлажнении.
При изменении содержания влаги в материале в зависимости от
изменения влажности окружающего воздуха, т. е. в случаях чередования явлений адсорбции и десорбции, имеет место явление
гистерезиса.
Причина гистерезиса окончательно еще не выяснена. По одной
из гипотез явление гистерезиса вызывается наличием воздуха
в капиллярах. Воздух сорбируется стенками капилляров и умень-
1
463
шает их смачивание жидкостью. По другой гипотезе меньшая рав- *
новесная влажность зависит от задержки образования мениска i
в капилляре при поглощении влаги.
Равновесная влажность, соответствующая <р—1 (100%), называется гигроскопической влажностью. При влажности материала,
большей гигроскопической, давление пара над материалом равно
давлению пара над чистой водой.
Первый участок изотермы в интервале ср = 04-0,5 (вогнутая
к оси абсцисс часть кривой) соответствует мономолекулярной |
сорбции воды со значительным выделением тепла. Второй участок"
изотермы в интервале ср = 0,5-^0,8 соответствует полимолекулярной сорбции с выделением тепла в меньшем количестве. Третий
участок изотермы, обращенный выпуклостью к оси абсцисс, соответствует капиллярной конденсации в микрокапиллярах без вы-.
деления тепла. Максимальная гигроскопическая влажность
(ср—1) находится в пределах 27—37% [11].
Влага в капиллярнопористом коллоидном теле может перемен
щаться как в виде жидкости, так и в виде пара. Скорость пере]
мещения влаги пропорциональна градиенту влажности. При
большой влажности материала влага перемещается главным об
разом в виде жидкости. С уменьшением влажности материала количество влаги, перемещающейся в виде пара, увеличивается*,
а при малых значениях влажности влага перемещается в основном
в виде пара.
Как показал А. В. Лыков [9], при наличии температурного пе :
репада внутри влажного материала влага перемещается из мест
с более высокой температурой к местам с более низкой температурой, т. е. в направлении потока тепла. Это явление носит название
термодиффузии. Количество перемещаемой влаги пропорцио? I
нально градиенту температур. Таким образом, перемещение влаги"
в материале происходит в результате влагопроводности и термовлагопроводности.
Конвективная сушка материалов
При конвективной сушке тепло от воздуха или газов nepe-j
дается материалу путем соприкосновения. Этот метод широко при-4
меняется для сушки многих материалов и изучен лучше, чем ые-\
тод контактной сушки. Поэтому вкратце рассмотрим его, чтобы|
понять процессы, протекающие при сушке бумаги на машине^
в частности в промежутках между сушильными цилиндрами.
Процесс конвективной сушки материала состоит из трех эта-j
пов (рис. 184): подогрева материала ЛВ, первого периода ВЩ
сушки с постоянной скоростью и второго периода CD сушки с
дающей скоростью. В начальный, сравнительно кратковременный!
период тепло, воспринятое от воздуха, расходуется на подогрев!
материала до некоторой постоянной температуры, при которой]
происходит испарение воды. При этом влажность материала
464
меняется мало. Начиная с этого момента, процесс сушки протекает
с постоянной скоростью до тех пор, пока поверхность материала
находится в состоянии влагонасыщения. В этот период сушки скорость испарения влаги определяется законом испарения со свободной поверхности и зависит только от скорости диффузии водяных паров с поверхности материала в окружающую среду и не
тормозится скоростью подвода влаги из толщи материала к его
поверхности.
Во второй период сушки материала скорость внутренней диффузии влаги становится меньше, чем скорость испарения влаги
с поверхности. Поэтому влага
не успевает подводиться из
толщи к поверхности материала, что тормозит скорость
испарения с поверхности. Наступает период падающей скорости сушки, при котором
температура материала повышается. Влажность материала
в точке, при которой первый
период сушки переходит во
второй, называется критической
влажностью, а соответствующая точка С перелома на кривой сушки — критической точкой.
Процесс сушки материала
в потоке нагретого воздуха с
постоянными параметрами схематически показан на рис. 184.
На рис. 184, а показан харакg
Тер уОЫВаНИЯ ВЛаГИ
r
ИЗ
Мате-
Влажность, %
Р и с
184
" Кривые конвективной сушки материала:
а —изменение влажности во времени, б —изменение скорости сушки
риала в процессе сушки в зависимости от времени, а на рис. 184, б—изменения скорости сушки
в зависимости от влажности материала. Как видно из второго
рисунка, тангенс угла наклона касательной к любой точке кривой
сушки определяет скорость сушки в этой точке:
dW
dz
(ПО)
где W — количество испаряемой влаги;
г — время испарения.
Наибольшая скорость наблюдается в первый период сушки
с постоянной скоростью, а наименьшая — в конце второго периода
сушки с падающей скоростью.
Общие закономерности процесса сушки материалов и наличие
Двух отмеченных выше периодов сушки были открыты в 1904 г.
16
С. Н Иванов
465
русским ученым П. С. Коссовичем, который впервые разъяснил
механизм самого процесса.
При конвективной сушке влажность внутри материала больше,
чем на его поверхности, а температура, наоборот, больше на поверхности, чем внутри.
Таким образом, перепады влажности и температур противоположны по знаку и температурный перепад затормаживает движение влаги к поверхности материала. В этом заключается главный
недостаток конвективной сушки материалов.
Чисто конвективная сушка малопригодна для сушки бумаги
по двум главным причинам: мала плотность теплового потока и
бумага при такой сушке не сохраняет ровную поверхность и ко*
робится. По данным В. В. Красникова, плотность теплового потока при конвективной сушке в 13 раз меньше, чем при контактной [8].
Как уже указывалось, процесс сушки бумаги на свободных
участках между сушильными цилиндрами можно рассматривать1
как конвективный. Однако влага испаряется здесь главным образом за счет тепла, аккумулированного бумагой за время пребывания ее на сушильных цилиндрах, и лишь отчасти за счет обдувки
бумаги теплым воздухом. Поэтому при прохождении бумаги от
цилиндра к цилиндру температура бумаги снижается, а вместе.
с ней падает и интенсивность испарения.
Перемещение влаги путем диффузии под влиянием разницы
в парциальных давлениях паров воды над материалом и в окружающем воздухе происходит в условиях контактной сушки при
невысокой температуре греющей поверхности, однако при более
высокой температуре наблюдается иной механизм сушки.
Для общей характеристики процесса испарения влаги из бумаги на свободных участках бумагоделательной машины можно
применить формулу Дальтона испарения жидкости со свободной
поверхности
W
C(H-k)
В
,ulv
zF
количество испаренной влаги, кг;
время, ч;
поверхность испарения, м2;
давление насыщенного пара при температуре испаряющейся жидкости, мм рт. ст;
h
давление пара в окружающем воздухе, мм рт. ст;
В
барометрическое давление, мм рт. ст;
С
коэффициент испарения со свободной поверхности.
Коэффициент испарения зависит от скорости воздуха и по эмпирической формуле Всесоюзного теплотехнического института,
составляет
С = 0,0229 + 0,0174а кг/м2-ч-мм pm.cm,
(112)
где v — скорость воздуха, м/сек.
Здесь W—
z—
F—
И—
466
Анализ формулы Дальтона показывает, что скорость сушки
в первую очередь зависит от разности парциальных давлений водяных паров на поверхности испарения и в окружающем воздухе.
Первый из этих показателей зависит от температуры бумаги,
а второй — от влагосодержания воздуха. На процесс сушки бумаги оказывает также влияние барометрическое давление, при котором протекает процесс. Скорость сушки обратно пропорциональна барометрическому давлению в сушилке.
Контактная сушка бумаги на нагретой поверхности
Кинетика и механизм контактной сушки бумаги и картона на
нагретой поверхности сушильного цилиндрабылиизучены А. В. Лыковым и В. В. Красниковым [8 и 9]. Они установили, что процесс
контактной сушки бумаги на нагретой
поверхности сушильного цилиндра,
m
как и конвективный, протекает в не25
m
сколько периодов: период подогрева,
td
первый период с постоянной скорого
стью сушки и второй период с падающей скоростью сушки. Установлено
60
также, что период постоянной скорости сушки занимает 50—65% времени
m
от общей продолжительности сушки
бумаги. Он характеризуется постоян20
5 /
ной скоростью сушки и постоянной
температурой материала, зависящей
50
100
150
Влажность, %
от температуры греющей поверхности.
Период падающей скорости сушки характеризуется убывающей скоростью Рис 185 Кривые сушки при
контактной сушке бумаги,
процесса и наличием второй критиче- т — скорость сушки, fg —темпераской точки, после которой темпера- тура бумаги; К] и /Сг — первая и
критические точки (темпера
тура бумаги возрастает, а темпера- вторая
тура греющей поверхности 100" С)
турный перепад внутри бумаги стремится к нулю.
Типичные кривые скорости контактной сушки бумаги и температурная кривая показаны на рис. 185.
Период подогрева бумаги занимает очень мало времени и не
сопровождается существенным изменением влажности Первый
период сушки простирается от влажности 175 до 45%, до первой
критической точки /Сь Во втором периоде сушки кривая скорости
сушки имеет изгиб во второй критической точке Къ при влажности
материала около 8—11%. Этой точке соответствует также перелом
в кривой температуры, начиная с которой температура бумаги
возрастает.
Характер изменения скорости сушки и температуры бумаги при
контактной сушке, как показали В. В. Красников и А В. Лыков,
определяется главным образом характером связи воды с
16*
467
материалом. В первом периоде сушки бумаги удаляется свободная
влага, во втором — гигроскопическая (связанная). Участок кривой от первой до второй критической точки соответствует удалению капиллярной и осмотической влаги. Последний участок кривой, за второй критической точIII IB Ш
99*0
кой Kz, соответствует удалению
адсорбционносвязанной с материалом влаги. Для бумаги весом 1 ж 2 100 г в опытах
В. В. Красникова первая критическая точка находилась в пределах 40—46% абсолютной влажности, а вторая — в пределах
7—9% абсолютной влажности.
По данным Д. М. Фляте [5],
__ для тонкой бумаги первая кри0,5
1,0
1,5
2,0
2,5 тическая точка была при абсоВремя сушпи.мии
лютной
влажности
примерно
Рис 186. Изменение температуры 30%. Этой цифре соответствует
в разных слоях (/, //, ///, IV) кар- количество связанной воды в 6v-
Г с Х Г ^ ?£к7агуТ ™
маг. Вторая критическая ro.L
д
поверхности 130°С
м
-
ф
л я т е не наблюдалась.
людалась.
При сушке толстой бумаги
и картона на нагретой поверхности сушильного цилиндра темпе/ ; ратура в толще бумаги неодно36
/
/V / 3 родна и убывает от контактного
%32
ее слоя, соприкасающегося с гре/Л
< 28
ющей поверхностью, к наружs
У
н
ному.
Таким образом, при сушке
/,
20
5
бумаги
градиент тем/ 'Аv
~~ пературысуществует
/
Д^ в толщине листа.
—
.
—~
>—Изменение
температуры
в
щ\у
У
разных слоях картона толщиной
'20
40
60
80
100 120
160 0,43 мм показано на рис. 186.
а
Главные факторы контактной
гемпература греющей по0ерхности, с
сушки
греющей
к —температура
Рис 187. Влияние температуры гре поверхности и толщина бумаги
I
-
К
/
^~
J
IV
UU
bU
4JV
'£V
I Ш
'I>EJ
=оГс^кГГ^р В в а „м С 7р О „ С о Т д Ь еГ я
бумаги и картона разной толщины
/-о,1б мм; 2-0,22 мм, 3-0,43 мм 4о,?2 мм, 5-1,65 мм
•
ВлИЯНИ е
.
эт
« Фа*™ Р ов при кон":
тактнои сушке, по данным В. В.
Красникова и А. В. Лыкова показано на рис. 187. К а к видно
из этого рисунка, при низких
температурах греющей поверхности, примерно до 80° С кривая
сушки обращена выпуклостью к оси абсцисс (температуры греющей поверхности). При этом кривые сушки для бумаги разной
ногтТяп т ^ г а Ю Т С Я - В и н т е Р ^ а л е температур греющей поверхности 80-100 С все кривые обращены выпуклостью к оси ор468
динат (скорости сушки), на третьем участке, при температуре
греющей поверхности выше 100° С все кривые переходят в прямые линии. У более толстой бумаги указанные выше характерные
участки смещаются вправо, в сторону более высоких температур.
Как показали В. В. Красников и А. В. Лыков, форма кривых
контактной сушки на трех характерных участках объясняется различным механизмом переноса влаги в материале при сушке.
В первой области сушки при низких температурах перемещение
влаги происходит главным образом в виде пара и частично в виде
жидкости вследствие ее диффузии к перемещающейся поверхности парообразования, как и при конвективной сушке. Во второй
области сушки пар в материале частично перемещается вследствие градиента общего давления, а в третьей области этот градиент становится основной движущей силой переноса' влаги и
тепла. Таким образом, в первой области сушки действуют молекулярный, а в третьей — молярный перенос тепла и влаги, определяемый градиентом общего давления. Вторая область переходная.
На основании этих данных можно считать, что процесс удаления влаги при низких температурах контактной сушки аналогичен
испарению влаги со свободной поверхности в окружающую среду
через пограничный слой, расположенный у поверхности испарения.
В этом случае тепло от греющей поверхности к поверхности испарения передается через слой материала благодаря его теплопроводности. Разность температур At между греющей поверхностью
и температурой контактного слоя бумаги не превышает 1° С. При
более высоких температурах греющей поверхности перепад температур At резко увеличивается, так как образующиеся пары уносятся из контактного слоя к открытой поверхности бумаги под
влиянием градиента давления. Наряду с этим влага испаряется и
со свободной поверхности. При высоких температурах контактной
сушки (температура греющей поверхности свыше 100° С) преобладает молярный перенос тепла и влаги в результате парообразования во всем объеме высушиваемого материала. При этом разница температур Д^ здесь достигает высоких значений, 30—35° С
и выше.
По данным В. В. Красникова и А. В. Лыкова, каждой температуре греющей поверхности соответствует вполне определенная
температура контактного слоя. При этом с увеличением толщины
бумаги температура контактного слоя повышается из-за большего
сопротивления этого слоя выходу пара. Зависимость температуры
контактного слоя от температуры греющей поверхности при контактной сушке бумаги различной толщины показана на рис. 188.
Таким образом, температура бумаги при контактной сушке не
превышает 90° С даже при относительно высоких температурах
греющей поверхности. Температура контактного слоя более толстых листовых материалов (картона, целлюлозной папки) может
достигать 100° С при высокой температуре греющей поверхности
{выше 120—130° С).
469
Описанный выше механизм контактной сушки подтверждается
кривыми распределения влаги и температуры по толщине бумаги
в процессе сушки. Как видно из рис. 189, распределение влаги
неравномерно и несимметрично: наименьшее содержание влаги на
всем протяжении сушки в контактном слое, несколько большее
у открытой поверхности и наибольшее в центральных слоях, при
этом максимум влагосодержания смещен в сторону открытой поверхности. (Интересно отметить, что
шкг/яг
при сушке бумаги с многократным
переворачиванием, по данным И. Л.
Любошица (7), кривые влагосодер100
* J0
¥,80
/
V
S"
А
—'
,— ——
V
/
/
%50
/
/
/
•=
20
Цв 68
80
Юв 120 Ш
160
Температура греющей поверхнвсти,°С
Рис. 188. Зависимость между
температурой
контактного
слоя и температурой i реющей
поверхности в первом периоде сушки для бумаги разной
толщины:
1 — 0,16 мм;
2 — 0,22 мм,
3— 0,43 мм
Сечете бумаги
по толщине
Рис. 189. Распределение
влаги и температуры по
толщине бумаги в процессе контактной сушки:
А — контактная поверхность
бумаги; В -— открытая поверхность бумаги; сплошные
ЛИНИИ
и ~
распределение
влаги; пунктирные (—распределение температуры
жания <u0) по толщине бумаги выравниваются и становятся симметричными.)
При контактной сушке температура слоев бумаги постепенно
убывает от контактного слоя к открытой поверхности.
А. В. Лыков считает, что характер кривых распределения влагосодержания и температуры в толще материала при контактной
сушке показывает, что конденсации влаги в материале не происходит и поток влаги в жидкой фазе отсутствует (при температуре
греющей поверхности выше 100° С) или ее очень мало, и перепад
влагосодержания в толще бумаги создается за счет парообразования. Распределение температуры в толще бумаги показывает, что
в первом периоде сушки внутри материала идет процесс парообразования с большей интенсивностью в контактном слое, который
470
постепенно убывает к открытой поверхности. Во втором периоде
сушки основной процесс парообразования перемещается к центральным слоям.
На основании анализа полей влагосодержания и температуры
при контактной сушке листовых материалов А. В. Лыков делает
вывод, что механизм переноса влаги и тепла меняется с изменением температуры греющей поверхности. Перенос влаги внутри
материала в виде пара является основным при высоких температурах греющей поверхности, и интенсивность сушки бумаги
в первом периоде сушки при высоких температурах определяется
не испарением со свободной поверхности, а зависит от интенсивности внутреннего переноса влаги в виде пара [9].
Рассмотренные выше закономерности сушки материалов конвективным и контактным способами наблюдаются в известной
мере и при сушке бумаги на бумагоделательной машине, однако
они осложнены многофазностью и цикличностью процесса, а также
неоднородностью температур сушильных цилиндров машины.
Кроме того, бумага в процессе сушки на машине попеременно
прилегает к нагретой поверхности сушильных цилиндров то одной,
то другой стороной. Все это сильно усложняет процесс и потому
о характерных периодах сушки бумаги можно говорить условно,
имея в виду некоторую усредненную кривую процесса сушки по
всей сушильной части бумагоделательной машины.
Если рассмотреть процесс сушки бумаги в пределах одного
цикла на одном из сушильных цилиндров, то можно убедиться,
что он весьма неоднороден из-за наличия в нем разных фаз. Так,
период подогрева бумаги наблюдается не только в начале сушильного процесса, но и на каждом сушильном цилиндре, поскольку бумага охлаждается в промежутках между цилиндрами.
Сушка бумаги с постоянной скоростью протекает лишь при соприкосновении бумаги с нагретой поверхностью сушильных цилиндров, т. е, при непрерывном подводе тепла до достижения критического влагосодержания.
Во втором периоде скорость сушки бумаги на нагретой поверхности постепенно затухает, а в промежутках между сушильными
цилиндрами она фактически совсем прекращается.
Изменение основных параметров процесса сушки писчей бумаги на машине с 14 сушильными цилиндрами показано на
рис. 190. Из графика видно, что температура сушильных цилиндров поднимается постепенно с 45 до 105° С на первых семи
цилиндрах, затем до двенадцатого цилиндра остается примерно
на одном уровне и далее снижается до 80° С на последнем цилиндре.
Постепенный подъем температуры сушильных
цилиндров
в первой половине сушильной части машины способствует сохранению объемного веса бумаги, ее прочности и проклейки. Снижение температуры в конце сушильной части предотвращает вредное влияние перегрева бумаги, лишенной влаги, на ее свойства.
471
На этом графике показано также изменение влажности и сухости бумаги в разных частях сушильной части машины, количество испаряемой воды и скорость сушки.
Чтобы выявить и оценить в общих чертах значение основных
факторов, обусловливающих скорость и эффективность процесса
сушки бумаги на бумагоделательной м