Министерство образования Российской Федерации
Ивановская государственная текстильная академия
ОСНОВЫ ПРОЕКТИРОВАНИЯ ТКАЦКИХ
ПРОИЗВОДСТВ
Учебное пособие
Иваново 2002
УДК 677. 024. 5 : 677. 074. 6 : 69
Авторы: Ю.Ф. Ерохин, В.А. Синицын, Г.В. Васильева,
В.Н. Гарелин,
В.Л. Маховер, Ю.К. Коллеров, Е.П. Корягин, Г.И. Муратова,
Н.М. Сокерин, Т.И. Шейнова., А.В. Булыгин
Основы проектирования ткацких производств:
Иваново: ИГТА, 2002. – 88 с.
Учебное пособие. -
В учебном пособии изложены вопросы проектирования ткацких
производств текстильной промышленности. Представлены рекомендации по
выбору сырья, ассортимента тканей, технологического оборудования,
особенности технического расчета тканых изделий. Приведены методики расчета
паковок, отходов, простоев технологического оборудования, параметров
процессов подготовки пряжи и ткачества. Рассмотрены вопросы технического
нормирования, расчета площадей складских и вспомогательных помещений.
Учебное пособие предназначено для самостоятельной работы студентов
обучающихся по направлению 656000 Технология и проектирование текстильных
изделий специализации 280304 Технология ткани всех форм обучения и для
работников ткацких производств текстильных предприятий.
Рецензенты:
кафедра
ткачества
Костромского
государственного
технологического университета (зав. кафедрой ткачества
КГТУ канд. техн. наук, проф. А.Б. Брут-Бруляко);
директор ИвНИТИ канд. техн. наук В.А. Воронин.
Научный редактор д-р техн. наук, проф. В.А. Синицын
Редактор Т.В. Федорова
Корректор Т.В. Белова
Лицензия ИД № 06309 от 19.11.2001. Подписано в печать 25.01.2002.
Формат 1/16 60х84. Бумага писчая. Печать плоская. Усл. печ. л. 5,12.
Уч.- изд. л. 5,0. Тираж 200 экз. Заказ №
С 10.
Редакционно-издательский отдел
Ивановской государственной текстильной академии
153000 г. Иваново, пр. Ф. Энгельса, 21
Типография ИЭК Минтопэнерго РФ
153025 г. Иваново, ул. Ермака, 41
© Ивановская государственная
текстильная академия, 2002
ISBN 5-88954-092-0
2
ВВЕДЕНИЕ
В мировом производстве текстильных полотен около 70% составляют ткани
различных структур и назначений. При этом отмечается значительное увеличение
ассортимента выпускаемых тканей.
При
проведении
экономических
реформ
перед
текстильной
промышленностью стоят задачи наиболее полного удовлетворения потребителей
как в объеме, так и в ассортименте изделий. В этом случае должна быть решена
проблема коренного улучшения качества продукции и доведения ее до аналогов,
соответствующих лучшим мировым образцам. Это положительно скажется на
повышении конкурентоспособности товаров, выпускаемых отечественными
товаропроизводителями. Важная роль в выполнении этих задач должна быть
отведена разработке новых и совершенствованию существующих технологий,
выработке текстильных изделий и, прежде всего, тканей с улучшенными
потребительскими свойствами, использованию новых видов натуральных и
химических волокон и нитей.
Повышение эффективности производства в текстильной промышленности
достигается за счет технического перевооружения, перезаправок на
перспективный ассортимент тканей и реконструкции предприятий. Внедрение
новой техники, высокоскоростного ткацкого оборудования определяется
правильной инвестиционной политикой.
Выпускная квалификационная работа (дипломный проект) является
заключительным этапом в подготовке инженерных кадров в вузе. Полученные за
время обучения знания, умения и навыки в области создания новых изделий и
технологий, строительства, эксплуатации зданий и сооружений, безопасных
методов работы, организации производства и экономики используются в процессе
выполнения выпускной квалификационной работы.
1. ЦЕЛЬ И ТЕМАТИКА ВЫПУСКНОЙ КВАЛИФИКАЦИОННОЙ
РАБОТЫ
Завершающим этапом в подготовке инженеров по направлению 656000
Технология и проектирование текстильных изделий специализации 280304
Технология ткани является выполнение выпускной квалификационной работы
(ВКР) или научной дипломной работы [1, с.19; 2, с. 6]. В ходе выполнения ВКР
студент решает комплекс инженерных, организационно-технологических,
экономических и других задач на базе полученных в академии знаний, а также
сведений, полученных во время производственных и преддипломной практик.
Целями выполнения ВКР являются:
систематизация и закрепление теоретических знаний в области
ткачества, экономики, нормирования труда, автоматизации производства,
стандартизации и контроля качества продукции, кондиционирования воздуха,
охраны труда, окружающей среды и безопасности жизнедеятельности
предприятия;
- организация и проведение научных исследований;
3
приобретение опыта в решении комплекса практических вопросов по
проектированию
технологических
процессов,
расчету
сопряженности
оборудования, организации и управлению ткацкими производствами;
развитие навыков в принятии самостоятельных, технически
грамотных решений в области ткацкого производства.
Тематика ВКР связана с проектированием новых, реконструкцией и
техническим перевооружением действующих предприятий, перезаправкой
ассортимента, проектированием технологических процессов на основе
исследования параметров нового оборудования, технологических свойств
материалов, выбора наиболее прогрессивных методов обработки, форм
организации труда, методов рационального использования материалов, а также с
другими вопросами, связанными с совершенствованием технологических
процессов и улучшением качества текстильных изделий.
Тематика ВКР утверждается до начала преддипломной практики. Тема и
содержание работы указываются в задании. Задание выдается каждому студенту
руководителем-консультантом от кафедры ткачества.
ВКР состоит из расчетно-пояснительной записки и графической части.
Расчетно-пояснительная записка представляется объемом в 120 – 160 стр. и
выполняется в соответствии с требованиями ГОСТ [14].
Первой страницей пояснительной записки является титульный лист, второй
– задание.
Эти листы не нумеруются, но входят в общий объем страниц записки.
На обеих страницах должны быть подписи руководителя проекта,
преподавателей-консультантов по разделам, проверка правильности оформления
представителем нормоконтроля и утверждение заведующего кафедрой. Правила и
порядок оформления расчетно-пояснительной записки, нумерация страниц,
формул, таблиц и рисунков с надписями обозначений, ссылки в тексте на
литературные источники выполняются в соответствии с ГОСТ [14].
Условные изображения и обозначения технологического оборудования
следует выполнять с учетом рекомендаций промышленности.
Графическая часть проекта оформляется на листах формата АI (594 х 841).
Чертеж, выполненный на нескольких листах, считается как один.
Форма основной подписи выполняется по ГОСТ
«Единая система
конструкторской документации» в соответствии с правилами оформления
чертежей.
2. СОДЕРЖАНИЕ РАСЧЕТНО-ПОЯСНИТЕЛЬНОЙ РАБОТЫ
Содержание расчетно-пояснительной записки определяется темой и
заданием ВКР [1, с.19; 2, с.5].
Типовой проект по проектированию, перезаправке или реконструкции
ткацкого производства (фабрики) включает следующие разделы:
- научно-исследовательская работа;
- технологическая
часть
с
техническим нормированием,
производственными
программами
и
расстановкой
технологического
оборудования;
4
- промышленное строительство;
- внутрифабричный транспорт;
- отопление, вентиляция, увлажнение;
- электротехническая часть и автоматика;
- безопасность жизнедеятельности;
- организационно-экономическая часть [1, с.22] с результатами техникоэкономических показателей (ТЭП);
- информационные технологии;
- ГО и ЧС.
При выполнении проекта нетипового характера в содержание
пояснительной записки могут быть внесены изменения, введены иные разделы,
может быть расширен тот или иной раздел технологической или экономической
частей, а также допускается сокращение текста
других частей проекта.
Необходимость таких изменений должна быть всегда обоснована.
При выполнении ВКР научно-исследовательского характера содержание
расчетно-пояснительной записки определяется методическими указаниями
(рекомендациями) конкретно по каждой теме, разработанной руководителемконсультантом проекта.
Методические указания для проекта научно-исследовательского характера
должны обязательно предусматривать следующие разделы:
- технологическая часть;
- научно-исследовательская часть;
- безопасность жизнедеятельности;
- экономическая часть;
- информационные технологии;
- ГО и ЧС.
По содержанию пояснительная записка должна соответствовать
требованиям на выполнение ВКР.
Технологическая часть проекта включает следующие разделы:
Введение.
1. Обоснование цели строительства, реконструкции, расширения или
перевооружения предприятия.
2. Выбор и обоснование вырабатываемого ассортимента.
3. Характеристика пряжи, нитей и волокна.
4. Определение основных параметров строения тканей.
5. Обоснование выбора технологического процесса.
6. Обоснование выбора технологического оборудования.
7. Заправочный расчет ткани.
8. Расчет паковок.
9. Расчет отходов.
10. Выбор и расчет технологических параметров.
11. Расчет плановых остановов оборудования по переходам ткацкого
производства.
12. Техническое нормирование.
13. Размещение технологического оборудования.
14. Научно-исследовательская часть проекта.
5
Кроме того, должны быть отражены вопросы контроля технологического
процесса и качества продукции, выбора оборудования лаборатории.
3. ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ ВКР
3.1. Обоснование цели строительства, реконструкции, расширения или
перевооружения предприятия
Эта часть ВКР может быть представлена или отдельным разделом после
введения, или отдельным подразделом во введении. Здесь должны быть освещены
следующие вопросы:
- обоснование целесообразности нового строительства, перевооружения,
реконструкции или перезаправки предприятия;
- выбор экономического района строительства;
- обоснование пункта строительства (город, поселок) [2, c. 12].
При реконструкции, перевооружении, перезаправке оборудования
обоснование выбора экономического района и места строительства не
производится. Вместо этого указывается причина, вызывающая необходимость
реконструкции, перевооружения или перезаправки, и основные направления
предлагаемого технического совершенствования производства в процессе этих
мероприятий.
К новому строительству (к новостройкам) относится строительство
предприятия (очереди), здания, сооружения, осуществляемое на новых площадях
и по первоначально утвержденному проекту до завершения строительства и ввода
в действие предприятия на полную проектную мощность.
К техническому перевооружению действующего предприятия относится
осуществление в соответствии с планом технического развития предприятия
(объединения) по проектам и сметам на отдельные объекты и виды работ
комплекса мероприятий (без расширения имеющихся производственных
площадей) по повышению до современных требований технического уровня
отдельных участков производства, агрегатов, установок путем внедрения новой
техники и технологии, механизации и автоматизации производственных
процессов (с оснащением электронно-вычислительной техникой); модернизации и
замене устаревшего и физически изношенного оборудования новым, более
производительным; улучшению организации и структуры производства,
устранению «узких» мест, совершенствованию общезаводского хозяйства и
вспомогательных служб, а также других организационных и технических
мероприятий, направленных на обеспечение прироста производства продукции,
повышение их качества, рост производительности труда, улучшение условий и
организации труда, снижение себестоимости и улучшение других техникоэкономических показателей работы предприятия.
К перезаправке ассортимента выпускаемой продукции относятся действия,
осуществляемые по единому плану (заказу-наряду) и
направленные на
увеличение объема выпуска продукции какого-либо назначения или на замену
выпускаемого и не пользующегося спросом у потребителя. При перезаправке может
6
осуществляться частичное перевооружение и перестановка оборудования по
цехам.
К расширению действующего предприятия относится осуществляемое по
единому, утвержденному в установленном порядке новому проекту строительство
вторых и последующих очередей действующего предприятия, дополнительных
производственных комплексов и производств, а также строительство новых либо
расширение существующих цехов основного производственного назначения со
строительством новых или расширением (увеличением пропускной способности)
действующих вспомогательных и обслуживающих производств на территории
действующего предприятия или примыкающих к ней площадях.
К реконструкции действующего предприятия относится осуществляемое
по единому проекту полное или частичное переоборудование и переустройство
производства (без строительства новых и без расширения действующих цехов
основного производственного помещения, но со строительством, при
необходимости, новых и расширением действующих объектов вспомогательного и
обслуживающего назначения) с заменой морально устаревшего и физически
изношенного оборудования, механизацией и автоматизацией производства,
устранением диспропорций в технологических звеньях в расположении
оборудования и вспомогательных службах, обеспечивающих увеличение объема
производства на базе новой, более совершенной технологии, расширение
ассортимента или повышение качества продукции, создание малоотходных и
безотходных производств, а также улучшение других технико-экономических
показателей с меньшими затратами с изысканием резервов производства.
Реконструкция действующего предприятия может осуществляться с целью
изменения профиля предприятия и организации производства новой продукции на
существующих производственных площадях.
К реконструкции действующего предприятия можно отнести также
строительство новых цехов и объектов той же мощности или мощности,
соответствующей объему выпуска конечной продукции предприятия, взамен
ликвидированных цехов и объектов того же назначения, дальнейшая эксплуатация
которых по техническим и экономическим условиям признана нецелесообразной.
При строительстве нового предприятия необходимо обосновать выбор
экономического района. В данном случае целесообразно снизить диспропорцию
неравномерности размещения предприятий текстильной промышленности по
стране и способствовать достижению наибольшего соответствия между
производством и потреблением тканей в каждом экономическом регионе.
При выборе экономического района строительства необходимо учитывать
следующие особенности [2, c. 18]:
- размещение производительных сил в районе и в стране;
- приближение района строительства к источникам сырья и топливноэнергетическим ресурсам;
- особенности района потребления вырабатываемой продукции и спрос на
нее по стране с учетом национальных, климатических и других местных условий;
- разделение труда между отдельными экономическими районами и в
самом районе;
- транспортировку сырья и готовой продукции;
7
- подготовку кадрового состава (основных производственных рабочих и
инженерно-технических работников).
При выборе пункта строительства (город или поселок) в принятом какомто конкретно экономическом районе необходимо обосновать следующие позиции
[2, c. 19]:
- экономическую характеристику намеченного пункта строительства с
учетом стоимости и сроков до полного пуска объекта;
- обеспеченность
стройматериалами
местного
производства,
энергетическими топливными и трудовыми ресурсами;
- возможность кооперирования с другими близко расположенными
предприятиями;
- возможность использования имеющегося жилого фонда;
- возможность обеспечения строительных работ транспортными
средствами (доставка стройматериалов и оборудования, снабжение сырьем,
материалами и вывоз готовой продукции);
- мероприятия, обеспечивающие охрану природных ресурсов, чистоту
воздушного бассейна и сточных вод;
- источники комплектования рабочей силы и формы подготовки
квалифицированных кадров;
- определение путей решения
сокращения сроков строительства,
ускорения выпуска продукции;
- определение путей повышения эффективности капиталовложений,
улучшения специализации и повышения эффективности производства.
При реконструкции, перевооружении или перезаправке технологического
оборудования в экономическом обосновании необходимо осветить следующие
вопросы:
- дать краткую характеристику деятельности предприятия за последние
годы, предшествующие предполагаемым мероприятиям;
- указать объем ассортимента, технический уровень производства,
динамику роста производительности оборудования и труда, рентабельность
производства;
- охарактеризовать выбранное направление мероприятий по техническому
совершенствованию технологического процесса для обеспечения повышения
эффективности
производства
(обоснование
оборудования,
ликвидация
несопряженности технологических переходов в отделах и цехах, улучшение
использования производственной площади, улучшение условий труда
работающих, климатические условия и экологические вопросы и др.).
3.2. Выбор и обоснование вырабатываемого ассортимента
Проектируемое предприятие, как правило, ориентировано на выработку
тканей одной подотрасли текстильной промышленности (хлопчатобумажная,
льняная, шерстяная, шелковая и др.).
При выборе и обосновании ассортимента необходимо четко знать
назначение ткани, ее физико-механические свойства, а также иметь в виду
целесообразность использования искусственных и химических волокон в смеси с
8
натуральными и смесовых составов волокон растительного и животного
происхождения.
Ткани бытового назначения, технические ткани, портьерные ткани и др.
различаются между собой содержанием волокнистого состава, видами
переплетений, физико-механическими свойствами, структурными и другими
показателями. При этом каждая группа тканей должна иметь высокое качество и
соответствовать показателям, которые будут предъявлены к этим изделиям в
процессе их использования и эксплуатации.
3.2.1. Характеристика ассортимента
В данном разделе проекта при описании характеристики ткани необходимо
отразить следующие вопросы:
- характерные особенности ткани;
- основные физико-механические показатели ткани;
- класс и подкласс тканей, группу и подгруппу ткани по назначению;
- основные исходные заправочные параметры для последующего
технического расчета ткани.
Характерные особенности ткани студент может взять из данных
предприятия, где вырабатывается данная ткань, или из литературы [1, 2].
Основные показатели физико-механических свойств ткани приводятся по
данным предприятия или выбираются из справочника по хлопкоткачеству [3,
с. 459 - 464] или из ГОСТа 3813-72 и указываются в виде табл. 3.1.
Таблица 3.1
Показатели физико-механических свойств ткани
Наименование показателей
1.
2.
Наименование ткани
Сатин арт. 546
Арт. второй ткани
Разрывная нагрузка полоски
ткани, кг, не менее
по основе
по утку
Разрывное удлинение, %
по основе
по утку
27
40
8,7
15,2
Класс, подкласс ткани или группа и подгруппа ткани по назначению
приводятся
по данным предприятия или выбираются из справочника по
хлопкоткачеству [3, с. 470 - 471] или из ГОСТ 4.3 – 78, ГОСТ 4.4 – 83, ГОСТ 4.6 –
85 и указываются в виде табл. 3.2.
9
Таблица 3.2
Класс, подкласс, группа ткани по назначению
Наименование ткани
Класс и подкласс ткани
Сатин арт. 546
Бельевая нательная
Группа ткани по
назначению
Для сорочек и рубашек
Перед началом технического расчета ткани необходимо привести в виде
табл. 3.3 основные исходные заправочные параметры.
Таблица 3.3
Основные исходные заправочные параметры
Наименование показателей
1. Ширина суровой ткани, см
2. Плотность суровой ткани,нит./дм
по основе
по утку
3. Уработка в ткачестве
по основе
по утку
4. Линейная плотность пряжи, текс
основной
уточной
кромочной
перевивочной
5. Переплетение ткани
Наименование ткани
Сатин арт. 546
Арт. второй ткани
97,5
274
392
5,3
6,9
18,5
20,0
уточный атлас 5/2
3.2.2. Выбор ткацкого станка
Большое значение для производительной работы ткацкого станка имеет
правильный подбор ассортимента вырабатываемых тканей и соответствующего
типа станка. Выбор ткацкого станка должен предусматривать следующие
показатели:
- ширину вырабатываемой ткани;
- возможность получения необходимого раппорта переплетения фона и
кромок;
- возможность переработки нитей различной линейной плотности,
структуры, цвета и т.п.;
- возможность выработки ткани при определенной напряженности.
Все эти параметры в совокупности определяют ассортиментные
возможности станка. При всех прочих равных условиях выбор типа ткацкого
станка определяется напряженностью выработки данной ткани, которую можно
оценить с помощью коэффициента связности С.
10
Коэффициент связности С характеризует степень скрепления ткани
участками перекрещивания основных и уточных нитей и определяется по формуле
С=
где
Ро Р уТ ср
10 5 F
,
(3.2.1.)
P , P - число нитей основы и утка на 10 см суровой ткани;
o у
Т - средняя линейная плотность нитей основы и утка, текс;
ср
F - коэффициент переплетения.
Средняя линейная плотность нитей в ткани определяется по формуле
Т ср =
2Т оТ у
То + Т у
, текс.
(3.2)
Коэффициент переплетения нитей в ткани
F=
где
2 Ro R у
,
to′ + t ′у
(3.3)
R , R - соответственно число нитей основы и утка в раппорте переплетения
o у
ткани;
to′ , t ′у - число связей по основе и утку в пределах раппорта переплетения.
При использовании коэффициента связности для оценки напряженности
выработки ткани необходимо учитывать следующие ограничения:
- коэффициент связности применим к несложным переплетениям;
надежность его как критерия оценки напряженности ткани и определения на этой
основе возможности выработки данной ткани на данном станке повышается при
приближении соотношений Ро / Р у и Т о / Т у к единице.
Если ткани не равноплотные, то при основоплотных тканях критический
коэффициент связности может быть несколько повышен, а для уточно-плотных –
понижен. При использовании в основе крученой пряжи критический коэффициент
связности также повышается примерно на полторы единицы.
По данным ЦНИХБИ критический коэффициент связности для станков П
равен 7,0; АТПР – 8,5 и для челночных станков - до 16,0.
Коэффициент связности, как и коэффициент наполнения, не является
универсальным критерием оценки ассортиментных возможностей станков,
поэтому в сложных случаях необходимо опираться на опыт передовых
предприятий отрасли по освоению подобного ассортимента.
11
3.3. Характеристика пряжи, нитей и волокна
Основные показатели физико-механических свойств пряжи приводятся по
данным предприятия, либо выбираются из справочника по хлопкоткачеству [3,
c. 11; 20 – 50], либо принимаются ОСТ 17-96-86 и указываются в виде табл. 3.4.
Таблица 3.4
Пряжа основная и уточная
Наименование ткани
Основа
Уток
Наименование показателей
1. Номинальная линейная плотность, текс
2.Допускаемое
относительное
отклонение кондиционной линейной
плотности от номинальной, %
3. Сорт
4. Удельная разрывная нагрузка при
испытании одиночной нити, сН/текс
(гс/текс)
5. Коэффициент вариации по разрывной
нагрузке, %
6. Удлинение при разрыве, %
7. Показатель качества (не менее)
3.3.1. Характеристика волокна для конкретного вида пряжи
Для конкретного вида пряжи необходимо привести физико-механические
показатели, процентное содержание пороков и сорных примесей волокна. Для
этого можно использовать справочник по хлопкопрядению [17, c. 14-20], ГОСТ
3279-76 (Волокно хлопковое ТУ) или данные предприятия.
Основные технологические свойства хлопкового волокна приводятся в
[17, c. 16-20].
В практике наибольшее применение получили следующие селекционные
сорта хлопчатника: Кзыл-Рават, Самарканд-3, Ташкент-6 и др.
3.3.2. Выбор типовой сортировки хлопка
Типовые сортировки хлопка выбирают исходя из назначения пряжи, ее
линейной плотности и планируемого качества, учитывая наличие хлопкового
волокна на складах предприятия по партиям, селекционным и промышленным
сортам.
Сортировку рекомендуется составить не менее чем из шести партий
хлопка. Введение в сортировку новых партий должно производиться постепенно в
соответствии с графиком переработки сырья.
Основой каждой сортировки является хлопковое волокно одного сорта
или иного типа (базисный хлопок), содержание которого в смесях, состоящих из
12
двух компонентов, должно быть не менее 60 % и в смесях, состоящих из трех и
более компонентов, в зависимости от назначения пряжи, не менее 40 %.
Содержание базисного хлопка ниже или выше 60 % указывается в графе
«Примечания».
В обозначении сортировок указывается арабской цифрой тип хлопкового
волокна, латинской – его промышленный сорт.
Например, сортировка 5 – II состоит из хлопкового волокна 5-го типа II
сорта.
Большинство же рекомендуемых сортировок включает в себя хлопок
нескольких типов и сортов. Например, сортировки 5 – I, 5 – II, 6 – II, 4 – II или 5 –
II, 5 – I, 6 – I, 4 – I состоят из хлопкового волокна трех типов I и II сортов.
В этом случае в обозначении сортировки на первое место ставится
обозначение типа и сорта базисного хлопка, затем хлопка того же типа, но более
низкого или более высокого сорта, далее обозначение хлопка более низкого и
более высокого смежных типов тех же сортов.
В табл. 3.5 приведены описания отдельных вариантов типовых сортировок
хлопка с допустимыми отклонениями в содержании компонентов смеси.
Таблица 3.5
Примеры различных вариантов типовых сортировок хлопка
Обозначение
сортировок
I – I,
5 – II
и т.д.
5 – I, 5 – II, 5 – 0,
5 – II, 5 – III, 5 – I
и т.д.
5 – I, 5 – II и т.д.
Краткое описание состава
смеси
Состав сортировки с
допустимыми
отклонениями в
содержании компонентов
Хлопковое волокно:
Смесь состоит из хлопкового
I-го типа I сорта – не
волокна только одного типа и
сорта с добавлением обратов и менее 97 % обраты; 5-го
типа II сорта - не более
прядомых отходов
95% обраты, мычка и
колечки
Хлопковое волокно:
Смесь состоит из волокна
5-го типа I сорта – не
базисного типа и сорта,
волокна более низкого и более менее 40-60 % (базисный
высокого смежных сортов того хлопок); 5-го типа II сорта
же типа, обратов или обратов и – 35-20 %;5-го типа
отборного сорта – 20 прядомых отходов
15 %; обраты
Хлопковое волокно:
Смесь состоит из хлопкового
волокна базисного типа и сорта 5-го типа I сорта - не
менее 60 %; 5-го типа II
и волокна того же типа, но
сорта – не более 35%
сортом ниже с добавлением
обраты, мычка и колечки
обратов или обратов и
прядомых отходов
13
Ниже табл. (3.6 – 3.7) приведены типовые сортировки хлопка.
Типовые сортировки хлопка
Таблица 3.6
Пряжа основная кардная суровая I сорта из средневолокнистого хлопка 4 –7 типов
для ткацкого производства (ОСТ 17-96-86)
Номинальная
линейная
плотность пряжи,
текс
От 11,5 до 12
Типовые сортировки хлопка
Примечания
4 – I, 4 – II и др.
От 13 до 17
4 – I, 4 – II
4 – II, 4 – I
4 –II, 4 – I, 4 – III
4 II
5 – I, 5 – II, 4 – 1
5 – I, 5 – II, 4 – II
5 – I, 5 – II, 4 – I, 4 – II
5 – II, 5 – I, 5 – III
5 –II, 6 – I, 5 – III
5 – II, 6 – I, 6 – III, 5 – III
Хлопковое волокно 4-го типа
I сорта – до 85 %
Базисный хлопок - не более
60 %
Хлопковое волокно 4-го типа
III сорта - до 10 %
Хлопковое волокно 4-го типа I
сорта - не более 20 %
От 18 до 22
От 25 до 30
От 34 до 56
5 – III, 6 – II, 6 – IV, 4 – IV
5 – III, 6 – II, 6 – IV, 5 – IV
и др.
От 60 до 140
6 – III, 6 – II, 6 – IV, 5 – IV
6 – III, 6 – II, 5 – IV
и др.
От 140
5 – IV, 6 – IV, 4 – IV
6- IV, 7 – IV, 5 – IV и др.
Хлопковое волокно 5-го типа I
сорта - не более 10 %
Базисный хлопок – 40 –50 %
Хлопковое волокно 6-го типа
I сорта – 35 – 20 %
Базисный хлопок – не менее
40 %
Хлопковое волокно 6-го типа II
сорта – до 30 %
Базисный хлопок – не менее
40 %
Хлопковое волокно 6-го типа II
сорта – до 20 %
Характеристика кардной суровой пряжи I сорта из средневолокнистого
хлопка 4-7-го типов пневмомеханического способа прядения для ткацкого
производства приведена в ОСТ 17-362-85.
14
Таблица 3.7
Пряжа уточная кардная суровая I сорта из средневолокнистого хлопка 4 – 7-го
типов для ткацкого производства (ОСТ 17-96-86)
Типовые сортировки
Номинальная
линейная
плотность пряжи,
текс
От 11,5 до 13
4 – I, 4 – II и др.
От 14 до 17
4 – II, 5 – I, 5 – II
5 – I, 5 – II, 4 – I, 4 – II
и др.
Примечания
Базисный хлопок – не более 60 %
Базисный хлопок - не более 45 %
Базисный хлопок - 40 – 50 %
Хлопковое волокно 4-го типа
I сорта – до 20 %
Хлопковое волокно 5-го типа
I сорта – до 30 %
Хлопковое волокно 4-го типа
II – до 25 %
От 18 до 22
5 – II, 5 – I
5 – II, 5 – III, 4 – II
5 – II, 6 – I, 4 – II и др.
От 25 до 30
5 – II, 5 – III
Базисный хлопок - не менее 40 %
5 – II, 6 – I, 5 – III
5 –II, 6 – I, 6 – III и др.
5 – III, 6 – II, 5 – IV
Базисный хлопок - 40 – 60 %
5 – III, 6 – II. 4 – IV и др. Хлопковое волокно 6-го типа
II сорта – до 15 %
6 – III, 6 – II, 5 – IV, 4-IV Базисный хлопок – не обязателен
6 – III, 6 – II, 5 – IV и др. Хлопковое волокно 6-го типа
III сорта – до 30 %, II сорта –до10%
От 36 до 56
От 60 до 100
Параметры кардной суровой пряжи I сорта из средневолокнистого хлопка
4-7-го типов пневмомеханического способа прядения для ткацкого производства
содержатся в ОСТ 17-362-85.
Типовые сортировки предусматривают выработку как хлопчатобумажной,
так и смешанной пряжи с использованием в смеси химических волокон –
искусственных и синтетических.
Рекомендуется к переработке следующий основной состав смесей хлопка с
химическими волокнами:
15; 25; 33; 50 % полиэфирного волокна и 85; 75; 67; 50 % хлопка;
20 – 30 % вискозного волокна и 80 – 70 % хлопка;
33; 45 % высокомодульного вискозного волокна и 67; 55 % хлопка;
15 – 20 % капрона и 85 - 80 % хлопка.
Принцип составления сортировки для смесей хлопка с химическими
волокнами состоит в том, что хлопковая часть смеси соответствует типовым
сортировкам, предназначенным для выработки хлопчатобумажной пряжи
соответствующего назначения и линейной плотности. При этом содержание
каждого хлопкового компонента рекомендуемой сортировки уменьшается
пропорционально проценту вводимого химического волокна.
15
Заданный процент химического волокна вводится в сортировку в виде
чистого волокна в качестве одного из компонентов и учитывается в обратах и
отходах, вводимых в данную сортировку.
Пример
Если на складе фабрики имеется хлопковое волокно 5 и 6 типов I, II и III
сортов, то целесообразно выбрать сортировку следующего состава,%:
5 - II - 40 – 50 (несколько партий);
6 - I - 35 – 20 (несколько партий);
6 - III - 10 – 15 (одна - две партии);
6 - III - 10, 40 (одна - две партии);
обраты – 2,60;
мычка – 1,90, колечки – 0,10.
3.4. Определение основных параметров строения тканей
В данном разделе производится расчет основных параметров строения
принятых к выработке тканей, оценка выбора ткацкого оборудования (ткацкого
станка) для их изготовления.
Строение ткани зависит от: сырьевого состава, строения и свойств нитей
или пряжи; линейной плотности основной и уточной пряжи; переплетения нитей в
ткани; плотности расположения нитей в ткани по основе и по утку;
технологических параметров выработки ткани на ткацком станке; натяжения
нитей основы и утка; взаимного изгиба нитей основы и утка, определяющего
уработку; механических, физических и химических свойств нитей или пряжи.
Исходные данные для расчета:
То , Ту - линейная плотность нитей основы и утка, текс;
Ро ,Ру - плотность ткани на 10 см ткани по основе и по утку, нит./дм;
aо, aу - уработка нитей основы и утка в ткани, %;
Со , Су – коэффициенты рода волокон нитей основы и утка [4, c. 15];
τ о ,τ у - коэффициенты, учитывающие деформацию смятия нитей основы
и утка (при форме поперечного сечения нитей в виде круга).
Методика расчета основных параметров строения однослойной ткани
приведена в [8].
Расчеты выполняются в следующей последовательности:
- определяются размеры поперечного сечения нитей на паковках до
ткачества (без учета вытяжки пряжи в подготовительных операциях);
- выполняется расчет диаметров нитей в ткани;
- находится порядок фазы строения ткани;
- анализируется расчетное значение порядка фазы строения с учетом
соотношений линейных плотностей основы и утка, плотностей ткани по основе и
16
по утку и переплетения. Принимают порядок фазы строения ткани с точностью до
десятых долей;
- определяется высота волны изгиба нитей в ткани;
- вычисляются значения геометрической плотности ткани по основе и
утку;
- определяются максимальная плотность ткани и предельная плотность по
утку;
- находятся коэффициенты наполнения ткани волокнистым материалом;
- рассчитывается поверхностное и объемное заполнение ткани.
Обоснованием для выбора ткацкого станка служат его ассортиментные
возможности, вид и возможности зевообразовательного механизма (кулачковый,
кареточный, жаккардовая машина), наличие механизма цвета утка, оснащение
дополнительными устройствами для приготовления отдельных видов тканей.
Для сравнительной оценки напряженности формирования ткани на
различных типах ткацких станков используются коэффициенты связности (3.2.1) и
уплотненности [8, с. 28 - 32]. Сравнивая расчетные значения коэффициентов с
предельными, оценивают ассортиментные возможности ткацких станков.
При проектировании тканей по заданным параметрам можно
воспользоваться [18, c. 13-17].
3.5. Обоснование выбора технологического процесса
При разработке технологического процесса для выработки конкретной
ткани необходимо учитывать следующее:
- форму и размеры паковок, поступающих из прядильного производства;
- сырье и род волокнистого состава нитей и пряжи;
- линейную плотность нитей основы и утка;
- возможность сокращения технологических переходов в подготовке
пряжи к ткачеству;
- целесообразность обработки нитей и пряжи перед ткачеством (крашение,
термическая обработка, запаривание, эмульсирование, обработка антистатиками
или другие виды обработок);
- назначение ткани;
- поверхностную плотность ткани;
- переплетение ткани, ее заполнение и наполнение по основе и по утку;
- физико-механические свойства изделия;
- возможность применения комплексной механизации и автоматизации
при транспортировке продукта и сырья (например, автоматические системы
подачи паковок с пряжей к машинам приготовительного отдела цепными,
ленточными или другими видами конвейеров и транспортеров, автоматическое
взвешивание полуфабриката, автоматическое связывание концов нитей в процессе
снования при смене партии бобин, автоматическое определение приклея,
17
применение автоматических устройств для чистки машин и станков со сбором и
прессованием отходов в кассеты и т.п.);
- применение различных систем для снятия зарядов статического
электричества или ионизации воздуха;
- условия кондиционирования и климатические условия в цехах.
Разрабатываемый технологический процесс выработки ткани должен
отвечать следующим требованиям:
- окупаемость предприятия при строительстве новой фабрики должна
составлять 4 – 5 лет, а при реконструкции и перевооружении действующих
предприятий – 1,5 – 2 года;
- число переходов технологического процесса при комплексной
механизации и автоматизации должно быть минимальным;
- обеспечение высокого качества вырабатываемой продукции (тканей);
- обеспечение высокой производительности оборудования и труда;
- количество отходов (угаров) по переходам технологического процесса
должно быть минимальным;
- обеспечение снижения себестоимости вырабатываемой продукции;
- использование электронно-вычислительной техники в системе АСУП и
АСУТП при рациональной организации труда и учете показателей работы
ткацкого производства.
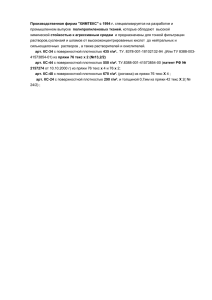
Выбранный технологический процесс должен быть представлен в виде
схемы, учитывающей все переходы: от поступления пряжи и нитей из
прядильного производства до отправления готовой продукции (суровой ткани) в
отделочное производство.
На рис. 3.1 представлена общая схема для выбора технологического
процесса изготовления ткани.
3.6. Обоснование выбора технологического оборудования
При выборе технологического оборудования необходимо учитывать
следующие факторы:
- ассортиментные возможности;
- установленный технологический процесс;
- соизмеримость параметров перерабатываемого сырья и его волокнистого
состава с характеристиками оборудования;
- виды паковок, поступающих в ткацкое производство с прядильных фабрик
и химических заводов;
- рабочую ширину заправки оборудования;
- возможность применения разноцветного сырья;
- наполнение волокнистым материалом вырабатываемой продукции;
- показатель снижения выхода отходов;
- габаритные размеры оборудования;
- тип производственных корпусов, возможность реконструкции и
удельный расход производственной площади;
18
- размеры производственных помещений, их конфигурацию и размеры
сетки колонн;
Склад основы и
утка
основа
уток
Основная паковка
Уточная паковка
Перематывание
/марка машины /
Снование
Перематывани
/ марка машины /
е
Шлихтование
/ марка машины /
Увлажнение
/ вид его /
Проборка и привязывание /марка
оборудования/
Ткачество
/ марка машины /
Товаро - браковочный отдел /
марка машины /
Рис 3.1. План технологического процесса выработки ткани арт. №
- энергозатраты;
- первоначальную стоимость оборудования и предполагаемые сроки его
окупаемости;
- коэффициент надежности работы оборудования;
- время наработки на отказ;
- время на восстановление оборудования.
19
Для выбора технологического оборудования необходимо руководствоваться
информацией [1, c. 77; 2, c. 112; 10].
В данном разделе приводятся характеристики принятого к установке
технологического оборудования.
3.7. Заправочный расчет ткани
Под заправочным расчетом понимают расчет величин, характеризующих
ткань, и условий ее формирования на ткацком станке.
Заправочный расчет выполняют, используя данные, полученные из трех
источников:
- результатов лабораторного анализа образца ткани;
- данных проектирования ткани;
- данных отраслевых стандартов или технических условий на ткани.
Некоторые рекомендуемые данные для заправочного расчета с учетом типа
станка приведены в табл. 3.8.
Таблица 3.8
Данные для заправочного расчета с учетом типа станка
Марка станка
АТ-100 (140)
АТПР-100 (120)
СТР-180 с закл.
кромкой
СТР-180 с
перевив. кромк.
П-105 (125) –
ZВ8
ПН-110 (130)
СТБ-180
СТБ-220-2
СТБ-330-2
СТБ-330-3
Максимальная заправочная ширина станка
Вδ max , см
Ширина
одной
кромки по
берду
bкр , см
100 (140)
100 (120)
180
0,5-1
1-1,5
1-1,75
1,5-2
0,75-1,25
0,75-1,25
-
1,5
1,75
180
0,5-1
1,5-2
1
-
105 (125)
0,5-1
1,5-2
1
-
110 (130)
180
108,25
163,25
107,67
0,5-1
1-1,75
то же
то же
то же
1,5-2
0,75-1,25
то же
то же
то же
1
-
1,75
то же
то же
то же
Соотношение
Длина уточной
плотностей нитей нити,закладываосновы в кромке емой в ткань или
и фоне ткани
выступающей из
нее lк, см 3,с. 46]
Ро кр / Ро
выступ. закл.
По данным ГОСТ 29298-92 ширина двух кромок ткани не может быть
более, чем:
- у ткани с разрезным ворсом (3 см);
- у ткани, вырабатываемой на бесчелночном станке (до 3,5 см);
- у остальных тканей (1,5 см).
20
На многополотенных станках типа СТБ между полотнами установлены
кромкообразователи шириной Вкр, равной 3 или 3,5 см.
Ширина заправки ткани по берду многополотенных станков в расчете на
одно полотно составляет:
Вδ max =
Вз − Вкр ⋅ (nп − 1)
пn
,
(3.7.1)
где Вз – конструктивная ширина заправки станка, см;
Вкр – ширина кромкообразователя станка СТБ: Вк = 2lк;
nn – число полотен ткани.
Например, для трехполотенного станка СТБ-330
Вδ max = (330 – 3,5 ⋅ (3 – 1) ) / 3 = 107,67 см.
Методика заправочного расчета ткани рассмотрена на примере выработки
ткани сатин арт. 509 на станках СТБ-330 в три полотна и АТПР-120.
Перед началом заправочного расчета необходимо привести таблицу
исходных данных по форме табл. 3.9.
Таблица 3.9
Исходные данные для заправочного расчета
Наименование показателей
Обозначение
1. Ширина готовой ткани
ВГ
Единицы
измерения
см
Значение
2. Ширина суровой ткани
3. Плотность суровой ткани:
по основе
по утку
Вс
см
108,8
Ро
Ру
нит./дм
нит./дм
275
475
ао
ау
%
%
3,6
7,3
То
Ту
Ткр
Тпер
текс
текс
текс
текс
18,5 (БД)
15,4
18,5х2
-
qc′
г/м2
134
95
4.Уработка нитей в ткачестве:
основы
утка
5.Линейная плотность пряжи:
основной
уточной
кромочной
перевивочной
6. Поверхностная плотность
ткани
7. Переплетение ткани
8. Наименование ткани
9. Артикул
сатин 5/2
сатин
509
21
Исходные данные для табл. 3.9 принимаются по литературе [3 и 19] или
по опыту работы текстильных предприятий.
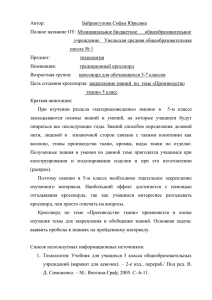
Далее следует привести образцы суровой и готовой ткани, полный
заправочный рисунок, включающий переплетение фона и кромок, пробору нитей в
бердо, ремизки, порядок подъема ремизок, разрезы ткани по основе и утку,
профили кулачков (марку кулачков) или набивку картона для кареток.
Заправочный рисунок сатина для выработки на станках СТБ и АТПР с
закладной кромкой приведен на рис. 3.2.
Фон ткани вырабатывается переплетением сатин 5/2 с рядовой проборкой
в первые пять ремизок, по 3 нити в зуб берда. Переплетение кромок – основной
полурепс 3/2. Кромочные нити пробираются в свои кромочные ремизки 6 и 7
рядовой проборкой. Для избежания переуплотнения кромок удвоенной плотности
по утку ткани в кромках в кромочные зубья берда нити основы пробирают по 2
нити в зуб. Для снижения обрывности кромочных нитей края кромки усиливают,
пробирая в первый и последний кромочные зубья по 4 нити в зуб. Разрезы
переплетения нитей показаны по первым нитям основы и утка.
{ { {
7 { { {
{ { {
6{ { {
{
{
{
5
{
{
{
4
{
{
{
3
{
{
{
2
{
{
{
1
1крайний зуб
××
×××
×
×
×
×
×
1 2 3 4 5
1 крайний зуб
5
4
3
2
1
1 2 3 4 5 6
левая кромка
2 3 4 5 6 7 8 9 101112131415 7 8 9 10 11 12
фон
правая кромка
{{{{{{{{{{{ {{{{{ {{{{{ {{{{{{ 1
Рис. 3.2. Заправочный рисунок ткани
22
{
{
{
{
{
1
Усадку ткани по ширине в отделочном производстве определяют в
процентах:
Уш = (Вс – ВГ) ·100 / Вс,;
(3.7.2)
Уш = (108,8 – 95) ·108,8 = 12,7 ( %).
Для проектируемых тканей усадка по ширине в отделке принимается по
подобным тканям для данной группы (по назначению).
3.7.1. Расчет ширины суровой ткани и заправки ткани по берду
3.7.1.1. Расчет параметров заправки ткани с учетом параметров отделочного
производства
Этот пункт выполняется в трех случаях: первый – если выполняется
заправочный расчет новой спроектированной ткани; второй – расчет ткани,
вырабатываемой на станках СТБ, на которых необходимо использовать полную
заправочную ширину берда; третий – при перезаправке ткани на ткацкие станки
другого типа.
Определяется расчетная ширина суровой ткани Вс расч, см:
Вс расч.= Вбmax ·(1 – 0,01·aу);
(3.7.3)
СТБ: Вс расч = 107,67 ·(1 – 0,01·7,3) = 99,81 (см;
АТПР: Вс расч = 120 ·(1 – 0,01 · 7,3) = 111,24 (см).
Определяется расчетная ширина готовой ткани ВГ расч, см:
ВГ расч = Вс расч · (1 – 0,01 · Уш );
(3.7.4)
СТБ: ВГ расч = 99,81· (1 – 0,01 · 12,7) = 87,13 (см);
АТПР: ВГ расч = 111,24 · (1 – 0,01 · 12,7) = 97,11 (см).
Для всех станков, кроме СТБ, ширина готовой ткани принимается числом,
ближайшим меньшим кратным 5. Для станков СТБ принимается ближайшее
меньшее кратное 5 и производится перерасчет усадки ткани по ширине в отделке.
В нашем случае принимаем:
для СТБ: ВГ = 85 см;
Уш = (99,81 – 85) · 100 /99,81 = 14,8 (%);
для АТПР: ВГ = 95 см. Перерасчет усадки не производится.
Для тканей, вырабатываемых на всех станках, кроме СТБ, определяется
ширина суровой ткани Вс, см:
Вс = ВГ / (1 – 0,01 · Уш);
АТПР: Вс = 95 / (1 – 0,01 · 12,7) = 108,82 (см).
(3.7.5)
Для станков СТБ:
Вс = Вс расч.
(3.7.6)
Для нашего примера: Вс = 99,81 (см).
Для ткани, вырабатываемой на всех станках, кроме СТБ, определяется
ширина заправки по берду Вб, см:
23
Вб= Вс / (1 – 0,01 · ау);
АТПР: Вб = 108,82 / (1 – 1,01 · 7,3) = 117,39 (см).
(3.7.7)
3.7.1.2. Расчет ширины заправки по берду
С этого пункта начинается выполнение проверочного заправочного расчета
вырабатываемой ткани, если тип станка не изменяется.
Ширину заправки по берду рассчитывают по формуле (3.7.7) по известной
ширине суровой ткани.
3.7.2. Расчет длины основы в куске ткани
В зависимости от ширины суровой хлопчатобумажной ткани принимается
условная длина куска Lк [3, c. 350]:
Вс до 91 см включительно
- 40 м;
Вс от 91 до 110 см
- 30 м;
Вс более 110 см
- 23 м;
для ткани с разрезным ворсом - 20 м.
При выработке тканей из других видов волокон, а также некоторых
хлопчатобумажных тканей и штучных изделий условная длина куска может
отличаться от вышеперечисленных величин. В рассматриваемом примере обе
ткани по ширине попали в интервал от 91 до 110 см. Поэтому принимаем Lк = 30
м.
Вычисляют длину основы в куске ткани:
Lо = Lк · 100 / (100 – ао);
(3.7.8)
Lо = 30 · 100 / (100 – 3,6) = 31,12 (м).
3.7.3. Расчет берда
Определяют номер берда Nб, зуб./дм:
Nб =
(
Ро 1 − 0,01a у
mоф
), ·
(3.7.9)
где mОФ – число фоновых основных нитей, пробираемых в зуб берда;
275(1 − 0,01 ⋅ 7,3)
= 85,4( зуб. / дм ).
3
Принимаем Nб = 85 зуб./ дм.
Nб =
Следует помнить, что для станков челночных и пневматических номер
берда принимается кратным 5.
Далее определяют число зубьев берда.
Общее число зубьев берда
24
Zo =
N б ⋅ Вб
.
10
(3.7.10)
Количество зубьев берда в кромках
Z кр =
N б ⋅ 2bкр
10
.
(3.7.11)
Значение величины Zкр принимается кратной 2.
Число зубьев берда в фоне
Zф = Zо - Zкр ;
(3.7.12)
85 ⋅ 107,67
= 915,2; Z о = 915 ( зуб.) .
10
Из табл. 3.8 находим bкр = 1, 75 см;
85 ⋅ 2 ⋅ 1,75
Z кр =
= 29,8 (зуб.), принимаем Zкр = 30 зуб.
10
СТБ:
Zo =
Число зубьев берда в левой и правой кромках равно:
Zлев.кр. = 15 зуб. , Zпр.кр. = 15 зуб.
Zф = 915 – 30 = 885 (зуб.);
85 ⋅ 117,39
= 997,8 = 998 (зуб.).
10
Из табл. 3.8 находим bкр = 1,5 см;
АТПР:
Z кр =
Zo =
85 ⋅ 2 ⋅ 1,5
= 25,5 (зуб.), принимаем Zкр = 26 зуб.
10
Число зубьев берда в левой и правой кромках равно:
Zлев.кр. = 13 зуб. , Zпр.кр. = 13 зуб.
Zф = 998 – 26 = 972 (зуб.).
Определяется коэффициент
пластинами зубьев берда Кз :
заполнения
К з = 2,25 ⋅ d o b ,
где
do – диаметр нитей основы, мм;
b - промежуток между пластинами зубьев, мм;
b = 100 N б − bз ,
25
узлом
промежутка
между
(3.7.13)
(3.7.14)
где bз – толщина пластины зубьев, мм, принимается в зависимости от номера
берда по справочнику /3, с.298/. Для номера берда, равного Nб = 85, толщина
пластины зубьев берда составляет bз = 0,4 мм.
Величина промежутка между пластинами зубьев составляет
b = 100 / 85 – 0,4 = 0,78 (мм).
Диаметр нитей основы в берде равен
do =0,03162 Со Т о ;
do =0,03162 ⋅ 1,25 ⋅ 18,5 = 0,170 (мм).
(3.7.15)
При этом коэффициент заполнения узлом промежутка между пластинами
зубьев берда равен
К з = 2,25 ⋅ 0,17 0,78 = 0,49.
Если Кз ≥ 1, выработка ткани на станке будет затруднительна из-за
повышенной обрывности нитей. Следует уменьшить число нитей, пробираемых в
зуб берда.
3.7.4. Определение числа нитей в основе
Общее число нитей в основе
Мо = Моф + Мокр.
(3.7.16)
Число нитей в фоне Моф
Моф = Zф⋅ mоф.
(3.7.17)
Число нитей в кромке Мокр
М окр = Z кр ⋅ mокр ,
где
(3.7.18)
mокр - число нитей, пробираемых в зуб берда в кромках, нит./зуб., mокр
принимается из заправочного рисунка ткани с учетом рекомендаций, изложенных
в табл. 3.8.
СТБ: М оф = 885 ⋅ 3 = 2655 (нит.).
Из заправочного рисунка следует, что
mокр = 2 нит./зуб. Для усиления
кромок в крайние кромочные зубья пробрано по 4 нити. Тогда
Мокр = 28 ⋅ 2 + 2 ⋅ 4 = 64 (нит.);
Мо = 2655 + 64 = 2719 (нит.).
26
Моф = 972 ⋅ 3 = 2916 (нит.);
АТПР:
Мокр = 24 ⋅ 2 + 2 ⋅ 4 = 56 (нит.);
Мо = 2916 + 56 = 2972 (нит.).
3.7.5. Расчет ремизного прибора
Для станков СТБ и пневматических расчет числа галев на ремизках может
выполняться по зонам.
Определяется плотность расположения галев на каждой ремизке Рг ,
i
гал./см:
Pri =
где
nri
Bp
,
(3.7.19)
nri - число галев на i-й ремизке;
B p - ширина ремиза, см.
Для всех станков, кроме СТБ:
B p = Bб + (1...2 см ) .
Величину
(3.7.20)
В р округляют до целого числа.
АТПР: Вр = 117,39 + 1,61 = 119 (см).
Для станков СТБ:
В р = Вб ;
(3.7.21)
для нашего примера: Вр = 107,67 см ≈ 108 см.
Число галев на i-й ремизке
nг i =
Ci ⋅ M oф
RП
,
(3.7.22)
где Сi - число галев на i-й ремизке в пределах раппорта проборки нитей основы в
фоне ткани RП (принимается из заправочного рисунка ткани).
К полученному числу галев на ремизке следует добавить кромочные галева,
если таковые имеются на фоновых ремизках. В нашем случае кромочные нити
пробираются в свои ремизки.
Фон ткани вырабатывается на 5 ремизках с рядовой проборкой, т.е.
С1=С2= = С3 = С4 = С5 = 1. Раппорт проборки RП = 5.
СТБ:
nr = nr = nr = nr = nr = 1 ⋅ 2655 / 5 = 531 (гал.);
11
2
3
4
5
Pr1 = Pr2 = Pr3 = Pr4 = Pr5 = 531 / 108 = 4,92 (гал./см).
1
27
АТПР:
nr1 = nr2 = nr3 = nr4 = nr5 = 1 ⋅ 2916 / 5 = 583 (гал.);
1
Pr1 = Pr2 = Pr3 = Pr4 = Pr5 = 583 / 118,39 = 4,90 (гал./см).
Расчетная плотность галев на ремизках сравнивается с допустимой,
принимаемой по справочнику [3, с. 467]. Для хлопчатобумажной пряжи 18,5 текс
допустимая плотность составляет Рг.доп. = 10 – 12 гал./см.
Вывод. В нашем примере плотность галев на ремизках не превышает
допустимую величину.
В случае если расчетная плотность галев больше допустимой, число
переуплотненных ремиз удваивается.
3.7.6. Расчет ламельного прибора
Определяют плотность расположения ламелей на ламельных рейках
лам./см:
Рл =
где
Мо
,
В л ⋅ n л. р.
Рл,
(3.7.23)
В л - ширина ламельного прибора, см;
n л. р. - количество ламельных реек, n л. р. ≥ 2 .
Для всех станков, кроме СТБ:
В л = В р +(1см).
(3.7.24)
В л = 119 + 1 = 120 (см).
Для станков СТБ: В л = Вб ;
в нашем примере: В л = 108 см.
2719
СТБ: Р л =
= 12,6 (лам./см).
108 ⋅ 2
2972
= 12,4 (лам./см).
АТПР: Р л =
120 ⋅ 2
АТПР:
(3.7.25)
Сравнивается расчетная плотность ламелей на рейках с допустимой,
принимаемой по справочнику [3, c. 467]. Рл доп = 10 – 12 лам./см.
Вывод. Так как расчетная плотность ламелей больше допустимой, число
ламельных реек следует увеличить на одну или две. Принимаем nл.р.= 3.
СТБ:
АТПР:
2719
= 8,4 ( лам. / см),
108 ⋅ 3
2972
Рл =
= 8,3 ( лам. / см).
120 ⋅ 3
Рл =
28
что допустимо.
3.7.7. Расчет расхода пряжи на 100 погонных метров ткани
Определяют массу основы в 100 погонных метрах ткани, кг (ее называют
линейной плотностью ткани по основе):
для фона
Gоф =
М оф
Т о (1 − 0,01⋅ во )
(1 − 0,01⋅ ао ) ⋅10
4
,
(3.7.26)
где во – вытяжка основы по переходам приготовительного отдела, %.
Она складывается из вытяжки при перематывании вм, сновании вс и
шлихтовании вш;
для хлопчатобумажной пряжи:
вм = 0,3 %;
вс = 0,2 %;
⎧0,4 − 1,0% − для крученой пряжи;
⎪⎪
вш = ⎨0,7% − для одиночной Т о ≤ 15,4текс;
⎪
⎪⎩1 − 1,5% − для одиночной Т о ⟩15,4текс.
В случае если используется крученая пряжа, для расчета принимается
результирующая линейная плотность с учетом укрутки по справочнику [3, c. 3137].
Для нашего примера:
во = вс + вш ;
Для кромок:
Gокр =
во = 0,2 + 1 = 1,2 %.
М окр ⋅ Т окр (1 − 0,001 ⋅ во )
(1 − 0,01 ⋅ ао ) ⋅10
4
,
Gо = Gоф + Gокр. ,
(3.7.28)
Для СТБ:
Gоф =
2655 ⋅18,5 (1 − 0,01 ⋅1,2 )
= 5,034 (кг);
(1 − 0,01⋅ 3,6) ⋅10
64 ⋅ 37,6 (1 − 0,01 ⋅1,2 )
Gокр =
= 0,247 (кг);
(1 − 0,01⋅ 3,6) ⋅10 4
4
СТo = 5,034 + 0,247 = 5,281 (кг).
Для АТПР:
29
(3.7.27)
Gоф =
2916 ⋅18,5 (1 − 0,01 ⋅1,2)
= 5,529 (кг);
(1 − 0,01⋅ 3,6) ⋅10 4
56 ⋅ 37,6 (1 − 0,01 ⋅1,2)
Gокр =
= 0,216 (кг);
4
(1 − 0,01⋅ 3,6) ⋅10
Go = 5,529 + 0,216 = 5,745 (кг).
Определяют массу клееной основы в 100 погонных метрах ткани, кг:
⎛ K ⋅А ⎞
Gокл = Go ⋅ ⎜1 + нос и ⎟,
100 ⎠
⎝
(3.7.29)
где Аи – истинный приклей, %;
Кнос – коэффициент неосыпаемости шлихты в ткачестве;
Кнос = 2/3 при использовании шлихты из натуральных клеящих
материалов, таких, как крахмалы, мука и др.;
Кнос = 9/10 при синтетических клеящих материалах (ПВС, КМЦ).
Процент истинного приклея зависит от вида пряжи, клеящего материала и
т.п. и должен рассчитываться в каждом конкретном случае по методике [9].
2⋅5 ⎞
⎛
Gокл = 5,281 ⋅ ⎜1 +
⎟ = 5,457 (кг).
⎝ 3 ⋅100 ⎠
2⋅5 ⎞
⎛
АТПР: Gокл = 5,745 ⋅ ⎜1 +
⎟ = 5,937 (кг).
⎝ 3 ⋅100 ⎠
СТБ:
Определяют массу утка в 100 погонных метрах, кг:
для челночных станков:
Gу =
(
Р у ⋅ Вс ⋅ Т у 1 − 0,01⋅ в у
(100 − а у )⋅10
3
);
(3.7.30)
для бесчелночных станков при перематывании утка:
(
) ⋅ ⎛⎜
Вс
2 ⋅ lк ⎞⎟
+
, (3.7.31)
3
⎜
⎟
′
10
⎝ 100 − а у 100 ⎠
где ву – вытяжка при перематывании утка, ву = 0,3 %;
lк – длина закладываемых или выступающих концов уточной
Gу =
Р у ⋅ Т у 1 − 0,01 ⋅ в у
нити ([3, c. 469] или табл. 3.8).
Принимаем для СТБ lк = 1,75 см, для АТПР lк = 1,5 см.
Для всех бесчелночных станков, кроме АТПР и многозевных ткацких
машин:
а'у = ау;
(3.7.32)
для станков АТПР:
30
а'у = ау + 1;
(3.7.33)
для многозевных ткацких машин:
а'у = ау +1,2 %.
В нашем случае уток перематывается, т.к. поступает с кольцепрядильных
машин на прядильных початках.
СТБ:
Gу =
475 ⋅15,4 (1 − 0,01 ⋅ 0,3) ⎛ 99,81
2 ⋅1,75 ⎞
⋅
+
⎜
⎟ = 8,108
3
10
⎝ 100 − 7,3 100 ⎠
(кг).
АТПР: G у
=
475 ⋅15,4 (1 − 0,01 ⋅ 0,3) ⎛ 108,82 2 ⋅1,5 ⎞
⋅⎜
+
⎟ = 8,873
3
−
100
8
,
3
100
10
⎠
⎝
(кг).
Для бесчелночных ткацких станков (без перематывания утка):
Gу =
Р у ⋅ Т у ⎛ Вс
2 ⋅ lк ⎞⎟
⎜
⋅
+
.
3
⎜
⎟
′
−
а
100
100
10
у
⎝
⎠
(3.7.34)
Определяют массу перевивочных нитей в 100 погонных метрах ткани (для
пневматических, гидравлических, рапирных станков с перевивкой, многозевных
машин):
Gпер. =
М пер. ⋅ Т пер.
(
10 4 ⋅ 1 − 0,01 ⋅ апер.
)
,
(3.7.35)
где апер. – уработка перевивочной нити, %;
Мпер. – количество перевивочных нитей на обе кромки.
Уработка перевивочной нити принимается равной:
апер.= 2 ао ... 2.5 ао.
(3.7.36)
Количество перевивочных нитей:
для пневматических ткацких станков – по 2 нити на кромку;
для многозевных ткацких машин
- по 5 нитей;
для рапирных станков
- по 4 нити.
В наших примерах перевивочных нитей нет.
3.7.8. Расчет поверхностной плотности ткани
Определяют массу одного погонного и одного квадратного метра ткани –
линейную и поверхностную плотность ткани:
31
(
СТБ:
АТПР:
)
qс = 10 Gокл + Gу + Gпер ,
qc′ = 100 qc / Bc ;
qc = 10 (5,457 + 8,108) = 135,7 (г/м),
(3.7.37)
(3.7.38)
qс' = 100 ⋅ 135,7 / 99,81 = 135,9 = 136 (г/м2);
qc = 10 (5,937 + 8,873) = 148,1 (г/м),
qc′ = 100 ⋅148,1 / 108,82 = 136,1 = 136 (с/м2).
Полученную величину необходимо сравнить со стандартной. В случае их
расхождения следует доказательно объяснить причину несоответствия.
В нашем примере базовая ткань вырабатывалась на станках АТ с
классической кромкой. В результате перезаправки ткани на бесчелночные ткацкие
станки ее поверхностная плотность возросла на 2 г. Это произошло за счет
увеличения расхода уточной пряжи на формирование закладной кромки.
Результаты заправочных расчетов ткани, вырабатываемой на станках СТБ,
приведены в итоговой табл. 3.10.
Таблица 3.10
Результаты заправочного расчета на суровую ткань сатин типа арт. 509
№
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
Наименование показателей
Ширина суровой ткани, см
Линейная плотность основы, текс:
в фоне
в кромке
Линейная плотность утка, текс
Число нитей на 10 см: по основе
по утку
Общее число нитей основы
из них кромочных
Номер берда
Ширина проборки по берду, см
Уработка по основе, %
Уработка по утку, %
Расход мягкой пряжи на 100 пог. м ткани
без отходов, кг: основа
уток
Приклей, %
Линейная плотность ткани, г/м
Поверхностная плотность ткани, г/м2
Количество ремиз в приборе
Количество зубьев берда в заправке
Число нитей, пробираемых в зуб берда:
фон
кромка
32
Размеры
99,81
18,5 БД 100 % ВХ
18,5 х 2 ПК 100% ВХ
15,4 КП 100% ВХ
275
475
2719
64
85
108
3,60
7,30
5,034 + 0,247
8,108
5
135,7
136
7
915
3
2, крайние зубья по 4 нити
17.
18.
19.
Переплетение
Тип ткацкого станка
Проборка в ремиз
сатин 5/2
СТБ-330 в 3 пол.
рядовая
Заправочный расчет трикотканей, вырабатываемых на станках МЕТАП,
выполняется по методике ОАО «Самтекс».
3.8. Расчет паковок
Основная цель расчета паковок – определить длину нити на принятых
паковках для каждого перехода ткацкого производства.
Форма паковок должна соответствовать выбранному оборудованию, а
размеры паковок должны быть максимально допустимыми и экономически
целесообразными.
С
увеличением
размеров
паковок
повышается
производительность оборудования и труда за счет сокращения простоев по
перезаправкам, снижается количество отходов по переходам ткацкого
производства, что обуславливает экономию сырья, расходуемого на единицу
продукции, уменьшается потребность в различной таре, сокращается количество
транспортных перевозок из склада пряжи к оборудованию, уменьшается
количество рабочих, занятых транспортировкой сырья.
При расчете паковок по всем переходам ткацкого производства необходимо
использовать максимально возможный объем намотки, так как длина нити на
паковке зависит от объема, ее линейной плотности и объемной плотности
намотки нити на паковке.
Основная цель расчета по определению сопряженной длины нити на
паковках – сократить длину нити, идущую в отходы.
Сопряженную длину нити на паковках рассчитывают с учетом кратной
длины ее на паковках предыдущего и последующего переходов. Сопряженная
длина нитей на паковках создает условия для правильного планирования
количества полуфабрикатов и снижает число неполновесных паковок по всем
переходам ткацкого производства.
Расчет размеров паковок и сопряженной длины на них целесообразно
начинать с выходной паковки ткацкого производства, т.е. с рулона ткани,
выполняя расчеты в порядке, обратном ходу технологического процесса в ткацком
производстве, и заканчивать расчеты определением длины нити на прядильной
паковке, поступающей на ткацкую фабрику [1, с. 145; 2, с. 209].
33
3.8.1. Длина суровой ткани в куске и рулоне
Длина основы на ткацком навое должна обеспечивать выработку целого
числа кусков или рулонов ткани.
В техническом расчете принимают длину куска суровой ткани в
зависимости от ее ширины. Зная величину усадки или притяжки ткани в отделке,
можно определить длину суровой ткани по параметрам готового изделия:
Lк = Lк.г. ⋅ 100 / (100 ± U о ) ,
где
(3.8.1)
Lк .г. - длина готовой ткани в куске, м;
U о - усадка (-) или притяжка (+) ткани по длине в отделке, %;
Lк - длина куска суровой ткани, м.
Длина ткани в рулоне
где
LP = Lк ⋅ nк ,
(3.8.2)
LP - длина ткани в рулоне, м;
nк - число кусков ткани в рулоне.
Рулон состоит из 1-5 кусков в зависимости от массы куска ткани:
Gк = qc ⋅ Lr / 1000 ,
где
(3.8.3)
GК - масса куска ткани, кг;
qc − линейная плотность ткани, г/м.
Масса одного рулона ткани, кг:
G р = Gк ⋅ nк = qc ⋅ L р / 1000 ,
где
(3.8.4)
GP − масса рулона ткани, кг.
Длина основы в куске ткани
Lо = L к /(1 − 0,01aо ) ,
где
(3.8.5)
Lо − длина основы в куске, м;
aо − уработка основы в ткачестве, %.
Длина основы в рулоне ткани
Lо. р. = Lо ⋅ nк ,
где
Lо. р. − длина основы в рулоне ткани, м.
34
(3.8.6)
3.8.2. Расчет ткацкого навоя
Перед началом расчета ткацкого навоя необходимо обосновать его
размеры в соответствии с технической характеристикой ткацкого станка и
параметрами вырабатываемой ткани.
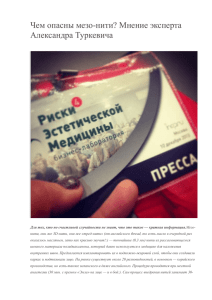
Объем намотки пряжи на ткацком навое (рис. 3.3) определяют по
формуле [1, с. 147; 2, с. 212]:
Vн =
π Hн
4
(Dн2 − dн2 ),
(3.8.7)
Dфн
dн
Dн
НН
где Vн
− объем намотки основы на навое, см3;
Рис. 3.3. Схема ткацкого навоя
H н − расстояние между фланцами навоя, см;
Dф н - диаметр фланцев навоя, см;
Dн − диаметр намотки основы на навое, принимаемый на 3-5 см меньше
диаметра (дисков) фланцев навоя:
Dн = Dф н − (3 − 5) см ;
d н - диаметр ствола навоя, см.
Расчетная масса клееной основы на навое:
Gо.н. = Vн ⋅ γ н / 103 ,
где
Gо.н. − масса основы на навое, кг;
35
(3.8.8)
γ н − объемная
плотность
намотки
нитей
основы
на
навое,
г/см3
(принимается согласно условиям регламентированного технологического
режима).
Максимальная масса мягкой (неошлихтованной) основы на навое, кг:
Gо′ .н. = Gо.н. (1 − 0,01Aи ) ,
где
(3.8.9)
Gо′ .н. − масса неошлихтованной основы на навое, кг;
Aи − истинный приклей, %.
Фактическая линейная плотность основы на навое, текс:
Т о.ф. = Т о [1 − 0,01 (Вм + Всн + Вшл )] ,
где
(3.8.10)
B м , Bсн , Bшл − соответственно вытяжка основы при перематывании,
сновании, шлихтовании, %;
Tо − линейная плотность нитей основы, текс.
Примечание: если при переработке нитей основы отсутствует
перематывание или шлихтование, то эти величины соответственно исключаются в
формуле (3.8.10) из расчета.
Если на навое расположены нити разных линейных плотностей, то
необходимо определить среднюю линейную плотность нитей:
Tо.ф. = (Мо1 ⋅ То1 + Мо2 ⋅ То2 )[1 − 0,01 (Вм + Всн + Вшл )] / М о , (3.8.11)
где
То1 ,То2 − соответственно
линейные плотности нитей первой и второй
основы, текс;
Мо1 , Мо2 − число нитей основы каждой линейной плотности.
Максимально возможная длина основы на навое с учетом вытяжки в
процессах перематывания, снования и шлихтования, м:
Lо.н.= Gо′ .н. / 1000 М оТ о.ф. ,
где
(3.8.12)
M о − число нитей основы на навое.
Число рулонов
n р , которое можно получить с одного навоя:
n р = Lо.н. / L р .
(3.8.13)
Если получено дробное число, принимают только целое число, не учитывая
дробную часть.
Сопряженная длина основы на навое
Lо′ .н. = L р ⋅ n р + lо.Т . + lо.пр. ,
(3.8.14)
36
где
lО.T . - длина концов основы, идущих в отходы в ткацком цехе, м;
lо.пр. - длина концов основы, идущих в отходы при пробирании и
привязывании, м.
Практика показывает, что с одного навоя иногда получается определенное
рулонов и несколько кусков ( nк′ ), число которых не составляет целого
рулона. Тогда сопряженная длина основы на навое будет
число
Lо′ .н. = L р ⋅ n р + Lо ⋅ nк′ + lО.Т . + lо.пр.
(3.8.15)
Примечания:
1.
В зависимости от условий организации производства
колеблется в пределах 1,4 ÷ 2,5;
lО.Т .
lо.пр. - 0,2 ÷ 1,5 м. Причем принимаемые
величины должны соответствовать значениям данных параметров при расчете отходов.
2. Сопряженная длина основы на навое может быть равна максимально
возможной длине или меньше ее.
Фактическая масса мягкой основы на навое, кг:
Gо′ .н.ф. = Lо′ .н. ⋅ M о ⋅ Tо.ф. / 106 .
(3.8.16)
Масса основы на навое с учетом приклея, кг:
Gо.н.кл. = Gо′ .н.ф. / (1 − 0,01 Аи ) .
(3.8.17)
3.8.3. Расчет сновального вала
Расчет сопряженной длины основы на сновальном валу производится для
партионного способа снования. При ленточном способе снования рассчитывается
сопряженная длина нити на бобине. Размеры сновального вала принимают
согласно технической характеристике сновальной машины.
Dф.с
Dc
dc
Н
37
Рис. 3.4. Схема сновального вала
Объем намотки пряжи на сновальном валу (рис. 3.4)
Vс =
где
πH с
4
(
)
⋅ Dс2 − d с2 ,
(3.8.18)
Vс - объем намотки основы на сновальном валу, см3;
H с - расстояние между фланцами вала, см;
Dс - диаметр намотки основы на сновальном валу, см: Dс = Dф.с - (2 ÷ 5) см;
Dф.с - диаметр фланцев сновального вала, см;
d с - диаметр ствола сновального вала, см.
Расчетная масса нитей основы на сновальном валу, кг:
Gо.с. = Vс ⋅ γ с 103 ,
где
(3.8.19)
γ с - объемная плотность намотки нитей на сновальный вал, г/см3 [3, с. 112].
Максимально возможная длина нитей основы на сновальном валу, м:
Lо.с. = Gо.с ⋅106 / Tо.ф.с. ⋅ mо.с. ,
где
(3.8.20)
Tо.ф.с. - фактическая линейная плотность нитей с учетом вытяжки при
перематывании и сновании:
Tо.ф.с. = Т о [1 − 0,01(В м + Всн )] ,
(3.8.21)
mо.с. - число нитей на сновальном валу, определяемое по технологическим
параметрам снования.
Число сновальных валов в партии
nв = M о Ш ,
где
(3.8.22)
М о - число нитей основы ткани;
Ш - емкость шпулярника.
Если nв получается число дробное, то принимается целое большее число
nв′ .
Число нитей на сновальном валу
mо.с. = M о nв′ .
(3.8.23)
Число ткацких навоев, получаемых из партии сновальных валов:
38
nн = Lo.c. / Lо′ .н. .
При получении дробного числа
(3.8.24)
nн принимается целое меньшее число nн′ .
Сопряженная длина основы на сновальном валу
Lо′ .в. = Lо′ .н. ⋅ nн′ + l1 + l2 − (Lо′′.н. ⋅ nн′ + l1 ) ⋅
Bш
,
100
(3.8.25)
где l1 - длина клееных концов, идущих в отходы при шлихтовании, - 13 ÷ 45 м в
зависимости от типа шлихтовальной машины;
l2 - средняя длина мягких концов, остающаяся на сновальных валах и
идущая на связывание новой партии со старой, м ( l2 может приниматься до
0,2% от
Lо.в или 10 ÷ 20 м без расчета) [2, с. 225; 3, с. 146; 1, с. 159].
Фактическая масса основы на сновальном валу, кг:
Gо′ .в. = Lо′ .в. ⋅ mо.с. ⋅ Tо.ф.с. / 106 .
(3.8.26)
3.8.4. Расчет конической бобины
Поступающую из прядильного производства пряжу с кольцепрядильных
машин перематывают на мотальных машинах и основомотальных автоматах
различных конструкций. Выходные паковки после перематывания в большинстве
случаев представляют собой конические или цилиндрические бобины. С
внедрением новых прядильных и прядильно-крутильных машин ткацкие фабрики
получают пряжу на цилиндрических или конических бобинах, которые без
перематывания могут использоваться в сновании или в качестве утка в ткачестве.
В некоторых случаях снование производят с двухконусных бобин и копсов.
Максимальные размеры паковок зависят от конструкции машин, вида и
линейной плотности нитей и пряжи.
39
D2
d2
d1
D1
h3
h2
h1
Рис. 3.5. Схема конической бобины
Объем пряжи на конической бобине (рис. 3.5)
Vб.к. =
(
[(D
12
π
2
1
) (
)
+ d 22 + D1d 2 h1 + D12 + D22 + D1D2 h2 −
) (
)
]
− D22 + d 22 + D2 d 2 h3 − d12 + d 22 + d1d 2 (h2 + h1 − h3 ) , (3.8.27)
где
Vб.к. - объем намотки нитей на коническую бобину, см3;
D1 и D 2 - соответственно большой и малый диаметры бобины с
намотанной нитью, см;
d1 и d 2 - соответственно большой и малый диаметры патрона бобины, см;
h1 - высота выпуклости сферы у основания бобины, см;
h3 - высота вогнутости сферы у вершины бобины, см;
h2 - высота намотки конической части бобины, см.
Расчетная масса нити на конической бобине, кг:
Gб.к. = Vб.к. ⋅ γ б 103 ,
где
(3.8..28)
γ б. - объемная плотность намотки нити на конической бобине, г/см3 [3,с. 68].
Длина нити на конической бобине, м:
40
Lб.к. = Gб .к. ⋅ 106 / Т о.ф. м ,
где
(3.8.29)
Т о.ф. м - фактическая линейная плотность основной нити с учетом ее
удлинения при перематывании на бобину, текс:
Т о.ф. м = Т о [1 − 0,01 В м ] .
(3.8.30)
Число сновальных валов, полученное из одной ставки бобин:
nв = Lб.к. Lо′ .в. .
(3.8.31)
В случае дробного числа необходимо принять ближайшее целое меньшее
число и сделать перерасчет размеров бобины для получения целого числа валов и
остатка длины нити на ней в пределах допустимых значений [2, c. 223].
При прерывном сновании учитывается длина нити на бобине и остаток
пряжи на бобине (начинки). При непрерывном сновании длину начинка не
учитывают.
При ленточном способе снования сопряженную длину нити на бобине
определяют с учетом фактической длины основы на навое и числа лент,
наматываемых на сновальный барабан.
Определяется расчетное число ткацких навоев (или число лент), которое
можно получить из одной ставки бобин на ленточной сновальной машине:
nн = Lб / (Lо′ .н. ⋅ n л ) ,
где
(3.8.32)
Lб − длина нити на бобине, м;
n л - количество лент на сновальном барабане;
nн - число навоев из одной ставки бобин (или число лент).
Число ткацких навоев из одной ставки бобин должно быть целым. Если
оно не целое, то оно округляется до ближайшего меньшего целого
nн′ . При этом
количество навоев должно быть не менее одного. В противном случае необходимо
принимать непрерывный способ снования.
Длина нити, оставшаяся на бобине после окончания снования (длина
начинка), м:
а) при партионном сновании
lнач. = Lб − Lо′ .в. ⋅ nв′ ,
(3.8.33)
l нач. = Lб − Lо′ .н. ⋅ n л ⋅ nн′ .
(3.8.34)
б) при ленточном сновании
Процент начинка будет определен как:
41
l
⋅100
П нач. = нач.
,% .
Lб
(3.8.35)
Остатки пряжи на бобине могут быть в пределах 0,05 - 2 % от длины
нити на бобине, но их длина не должна быть менее 1000 – 2500 м.
Необходимая длина остатков может быть достигнута изменением
диаметра наматывания и объемной плотности наматывания пряжи на бобину.
Сопряженная длина нити на бобине, м:
Lб.к. = Lо′ .в. ⋅ nв′ + lнач.
Фактическая масса пряжи (нити) на бобине, кг:
Gб′ .к. = Lб′ .к. ⋅ Т о.ф. м. / 106 .
(3.8.36)
Размеры бобин обычно указаны в технических характеристиках мотальных
машин и автоматов, а также безверетенных прядильных машин и прядильнокрутильных машин.
Расчет длины нити на уточной конической бобине выполняется по
формулам (3.8.27) – (3.8.30) с учетом замены
плотность уточной нити
Т о.ф. м. на фактическую линейную
Т у.ф. м.
3.8.5. Расчет цилиндрической бобины
D
d
Расчет цилиндрической бобины выполняется при
прядильных паковок с пневмомеханических машин и машин ПК.
h1
h1
h2
Рис. 3.6. Схема цилиндрической бобины
42
использовании
Объем пряжи на цилиндрической бобине (рис. 3.6)
Vц.б. =
[2h (D
12
π
1
2
]
)
+ d 2 + Dd + 3D 2 h2 − 3d 2 (2h1 + h2 ) ,
(3.8.37)
где Vц.б . - объем намотки нити на цилиндрической бобине, см3;
D - диаметр намотки нити цилиндрической части бобины, см;
d - диаметр патрона бобины, см;
h1 - высота намотки сферической формы у торцов бобины, см;
h2 - вы
сота намотки цилиндрической части бобины, см.
h
2
Расчетная масса нити на цилиндрической бобине, кг:
Gб.ц. = Vб.ц. ⋅ γ ц 103 ,
(3.8.38)
где γ ц - объемная плотность намотки нити, г/см3.
Длина нити на цилиндрической бобине, м:
L б.ц.= Gб.ц. ⋅ 106 Т о .
(3.8.39)
При сновании с цилиндрических бобин необходимо определить
сопряженную длину нити на бобине и учесть остаток нити на патроне аналогично
расчету конической бобины.
Расчет длины нити на уточной цилиндрической бобине производится по
формулам (3.8.37) – (3.8.39) при условии замены
Т о на линейную плотность
d
уточной нити.
3.8.6. Объем пряжи на двухконусной бобине или копсе
h1
h2
h3
Рис. 3.7. Схема двухконусной бобины
43
Объем пряжи на двухконусной бобине (рис. 3.7)
V2 К =
[(D
12
π
2
)
(
)
+ Dd + d 2 h1 + 3D 2 h2 + D 2 + Dd + d 2 h3 −
(3.8.40)
]
− 3d 2 (h1 + h2 + h3 ) ,
где
D - диаметр намотки цилиндрической части бобины, см;
d - диаметр патрона бобины, см;
h1, h3 - высота намотки конической части у торцов бобины, см;
D
d
d2
h2 - высота намотки цилиндрической части бобины, см.
h1
h2
h3
Рис. 3.8. Схема копса
Vк =
(
[(D
12
π
Объем пряжи на копсе (рис. 3.8.)
2
)
(
)
+ D d1 + d12 h1 + 3 D 2 h2 + D 2 + D d 2 + d 22 h3 −
)
]
− d12 + d1d 2 + d 22 (h1 + h2 + h3 ) ,
где D - диаметр намотки цилиндрической части копса, см3;
d1 - диаметр патрона у основания копса, см;
d 2 - диаметр патрона у вершины копса, см;
h1 - высота намотки конической части у основания копса, см;
44
(3.8.41)
h2 - высота намотки средней части копса, см;
h3 - высота намотки конической части у вершины копса, см.
Масса и длина
нитей на двухконусной бобине или копсе
определяются, как для конической и цилиндрической бобин.
3.8.7. Расчет прядильного початка
Объем намотки пряжи на прядильном початке (рис. 3.9)
Vп =
(
π
12
(
)
(
)
[ D 2 + d12 + Dd1 h1 + 3D 2 h + D 2 + d 22 + Dd 2 h2 −
(3.8.42)
)
d1
D
d2
− d12 + d 22 + d1d 2 (h1 + h + h2 )],
h1
h3
h2
Рис. 3.9. Схема прядильного (крутильного) початка
где Vп - объем намотки нити на початке, см3;
D - диаметр намотки цилиндрической части початка, см: D = Dк − 2 S ;
d1 - диаметр патрона у основания початка, см;
d 2 - диаметр патрона у вершины початка, см;
h1 - высота сферической части намотки у основания початка, см:
h1 = (0,75 ÷ 1,15) D ,
(3.8.43)
h2 - высота конической части намотки у вершины початка, см:
h2 = (1,15 ÷ 1,25) D ,
(3.8.44)
S - зазор между внутренней частью кольца и поверхностью намотки початка
– для перемещения бегунка, мм.
Масса нити на початке, кг:
45
Gп = Vп ⋅ γ п 1000 ,
где
γп
(3.8.45)
- объемная плотность намотки пряжи на прядильном початке, г/см3.
Величины объемной плотности намотки одиночной нити представлены в [1,
c. 154; 2, с. 221; 3, с. 53, 55].
Длина нити на прядильном початке, м:
Lп = Gп ⋅106 / Т о, у ,
где
(3.8.46)
Т о, у − линейная плотность пряжи на прядильном початке соответственно
основы или утка, текс.
D
d1
d2
d2
3.8.8. Расчет уточного початка
h2
h1
h3
Рис. 3.10. Схема прядильного (крутильного) початка с конусным основанием
Объем намотки пряжи на прядильном початке с конусным основанием
(рис. 3.10) выполняется по формуле
Vп.к. =
(
[(d
12
π
2
1
)
(
)
+ D d1 + D 2 h1 + 3 D 2 h2 + D 2 + D d 3 + d 32 h3 −
) (
)
]
− d12 + d1 d 2 + d 22 h1 − d 22 + d 2 d 3 + d 32 (h2 + h3 ) .
(3.8.47)
46
D
d2
d1
h1
h2
h3
Рис. 3.11. Схема уточной шпули
V у.ш. =
(
[(d
12
π
2
1
Объем намотки пряжи на уточной шпуле (рис. 3.11), см3:
)
(
)
+ d1D + D 2 h1 + 3 D 2 h2 + D 2 + D d 2 + d 22 h3 −
)
(3.8.48)
]
− d12 + d1 d 2 + d 22 (h1 + h2 + h3 ) ,
где
D - диаметр цилиндрической части намотки пряжи на шпуле, см;
d1 - диаметр патрона у основания намотки шпули, см;
d 2 - диаметр патрона у вершины намотки шпули, см;
h1 - высота конической части намотки у основания шпули, см;
h2 - высота цилиндрической части намотки шпули, см;
h3 - высота конической части намотки у вершины шпули, см.
Масса пряжи на шпуле, кг:
Gш. = Yш. ⋅ γ ш. / 103 ,
где
(3.8.49)
γ ш . - объемная плотность намотки нити на шпуле, г/см3[1, с. 154; 2, с. 221; 3,
с. 243].
47
Длина пряжи на шпуле, м:
Lш. = Gш. 106 / Т у ,
где
(3.8.50)
Т у - линейная плотность уточной пряжи, текс.
b
h1
d
D
α°
h2
h3
Рис. 3.12. Схема уточного трубчатого початка
Объем пряжи на трубчатом початке (рис. 3.12), см3:
VП .Т =
[(d
12
π
2
]
)
+ dD + D 2 (h1 + h3 ) + 3 D 2 h2 − 3b 2 (h1 + h2 + h3 ) ,
(3.8.51)
где
D - диаметр цилиндрической части намотки початка, мм;
d - диаметр вершин конической части намотки початка, мм;
b - сторона квадрата грани веретена, мм;
h1 - высота намотки конической части у основания початка, мм;
h2 - высота намотки цилиндрической части початка, мм;
h3 - высота намотки конической части у вершины початка, мм.
Диаметр вершины конической части намотки початка, мм:
d = b⋅ 2.
(3.8.52)
Высота намотки конической части у вершины початка
h3 = (D − d ) / (2 ⋅ tgα ) ,
где α - угол конуса початка, град.
Масса уточной пряжи на початке, г [2, с. 219]:
GП .Т . = VП .Т . ⋅ γ П .Т .
48
(3.8.53)
где
γ П.Т. . - объемная
плотность намотки пряжи на трубчатом початке, г/см3 [2,
с. 219].
Длина пряжи на трубчатом початке, м:
LП .Т . = GП .Т . ⋅ 103 / Т у
где
Т у - фактическая линейная плотность утка, текс.
Примечание
Длина нити на уточном початке (на уточной шпуле) для челночного станка
определяется аналогичным образом, как при расчете прядильного початка.
3.9. Расчет отходов
Отходы – это потери сырья в процессе производства продукции и
полуфабрикатов. Количество отходов в ткацком производстве зависит от качества
получаемого сырья, от длины нити на паковках, от технического состояния
оборудования, от правильной организации технологического процесса, от
квалификации рабочих и их бережного отношения к сырью и полуфабрикатам, от
обрывности нитей.
Увеличение количества отходов ведет к повышению себестоимости
выпускаемой продукции и увеличению расходов сырья на единицу производимого
изделия [1, c. 157; 2, c. 222; 3, c. 385].
3.9.1. Отходы при перематывании
3.9.1.1. При перематывании пряжи с бобины на бобину
⎛l +l +l l ⎞
Оп = ⎜⎜ 1 2 3 + 2 ⎟⎟ ⋅ 100 %,
Lб
l4 ⎠
⎝
(3.9.1)
где l1 - длина концов нити, необходимых для оправки разматываемой паковки
перед установкой ее на машину, м ( l1 = 0,5…2,0 м);
l2 - длина концов нити, идущих в отходы при связывании, ликвидации
обрывов, удалении слетов, м ( l2 = 0,5…1,75 м);
l3 - длина нити, остающаяся на входящей паковке после ее разматывания, м
( l3 = 1…10 м);
l4 - длина нити, на которую приходится один обрыв, м ( l4 = L / ro );
49
L - длина нити, на которую определяется обрывность, м ( L = 106 м или
105 м ) [3, с.79, 86, 87];
ro - число обрывов нити этой длины L ( ro может быть до 120 на 106 м
одиночной нити в зависимости от рода волокнистого состава пряжи и от ее
линейной плотности в тексах);
Lδ - длина нити на разматываемой бобине, м.
Некоторые величины обрывности пряжи при перематывании в зависимости
от скорости перематывания приведены в табл. 3.11.
Таблица 3.11
Обрывность пряжи при перематывании
Линейная
плотность
пряжи, текс
63,3-50
41,7-25
22,7-15,4
12,5-10
8,3-5,9
Число обрывов на 105 одиночной нити при скорости
перематывания, м/мин
400-500
510-600
610-700
710-1000
4,0
5,0
6,5
9,5
4,5
5,6
7,1
10
6,2
6,8
8,0
10,5
7,4
8,1
9,2
9,3
9,6
10,4
-
3.9.1.2. При перематывании с прядильного початка на бобину
⎛
⎞
⎜
⎟
+
⋅
+
+
(
)
l
l
l
K
l
n
3 ⎟
⋅ 100 %,
Оп = ⎜ 1 2
⎜
⎛ Ln (0,1...0,5) ⎞ ⎟
⎟⎟
⎜ Ln − ⎜
100
⎝
⎠⎠
⎝
где
(3.9.2)
K - число обрывов пряжи, приходящихся на один початок:
K=
ro Lп
,
L
Lп - длина нити на прядильном початке, м;
n - количество недоработанных початков ( n = до 10 %);
50
(3.9.3)
Lп (0,1...0,5)
100
- величина, уменьшающая длину нити на разматываемой
паковке из-за наличия отсталых початков, м.
3.9.1.3. При перематывании крашеной пряжи с бобины на бобину
⎛ l + l + l′ l ⎞
О П = ⎜⎜ 1 2 3 + 2 ⎟⎟ ⋅100 %,
Lб′
l4 ⎠
⎝
(3.9.4)
где l3′ - длина нити, остающаяся на бобине (на патроне) после перематывания
крашеной пряжи. Принимают для нитей большой линейной плотности до 30 м,
для нитей средней линейной плотности – до 40 м, для нитей малой линейной
плотности – до 80 м, для крученых нитей – до 25 м.
Примечание
Из практики известно, что при одинаковых линейных плотностях нитей
обрывность крашеной пряжи в 1,5 – 2 раза выше, чем суровой.
3.9.1.4. При перематывании на основомотальных автоматах
100 − η
b
⎡
+
+
+
(
+
)
+
(
+
)
+
(
+
+
)
l
l
l
l
l
k
l
l
k
l
l
l
k
⎢
2 3
2 3 100
2 3 4
100 +
=⎢1 2 3
О
П . А. ⎢
L
П
⎣
(l ⋅ n + l ⋅ m) ⎤
6
⎥ ⋅100 % ,
+ 5
100 ⋅ L
⎥
п ⎦
где
l1 -
длина
(3.9.5)
нити, смотанная с початка при заправке в магазин, м
( l1 = 1,5… 2,5 м);
l2 - длина нити, смотанная с початка при заправке нового початка или при
ликвидации обрыва, м ( l2 = до 30 м);
51
l3 - длина нити, смотанная с бобины для связывания при заправке нового
початка или при ликвидации обрыва, м ( l3 = 1
… 1,5 м);
k - количество удачных связываний при ликвидации обрывов:
rL
k= o п;
(ro = 50...120; L = 106 ) ,
(3.9.6)
L
b - количество удавшихся повторных узловязаний ( b = до 8 %);
l4 - длина нити, смотанной с початка и идущей на узловязание при
ликвидации ошибок автомата, м ( l4 = 1,2
… 1,5 м);
η - четкость работы системы автоматики (η = 82,5);
l5 - средняя длина нити на выброшенных початках, не заряжающихся в
магазин, м ( l5 = до
130 м);
n - количество недоработанных початков ( n = до 10 %);
l6 - длина нити, сматываемая с початка при его облагораживании для
повторной заправки, м ( l6 = 2
… 2,5 м);
m - количество повторно заправленных початков (после вмешательства
мотальщицы) и выброшенных при их смене или обрыве нити ( m = до 7 %);
Lп - длина нити на разматываемом початке, м.
3.9.2. Отходы при сновании
Количество отходов при сновании так же, как и при перематывании,
зависит от вида волокнистого состава пряжи, от линейной плотности пряжи, от
размеров прядильной, мотальной и сновальной паковок, от качества намотки, от
скорости снования и от квалификации сновальщиц.
Количество отходов может быть рассчитано в зависимости от вида и
способа снования и может быть, в отдельных случаях, принято без расчета [1, c.
158; 2, c. 223; 3, c. 388].
3.9.2.1. Для случая прерывного способа партионного снования с последующим
перематыванием начинков
⎛ l + l ⋅ n + l3 ⎞
⎟⎟ ⋅100 %,
Осн = ⎜⎜ 1 2
′
L
⎝
⎠
б
52
(3.9.7)
где l1 - длина нити, идущая в отходы при отыскании конца нити перед установкой
бобины в шпулярник, м ( l1 = 0,75
… 2 м);
l2 - длина нити, идущая в отходы при связывании нитей старой и новой
бобин или при ликвидации обрыва, м ( l 2 = 0,5
… 1,5 м);
n - количество обрывов, приходящихся на длину нити на бобине:
n=
roc - число
( ro = 2
c
обрывов,
roc ⋅ Lб′
10
6
,
приходящихся
(3.9.8)
на 1 млн. м одиночной нити
…8 …12) [3, с. 129];
Lб′ - расчетная длина нити на бобине, м;
l3 - длина концов нитей вместе с узлами после установки новых бобин при
протаскивании
всех
узлов
через шпулярник
до
сновального вала,
м
( l3 = до 18 м).
3.9.2.2. Для случая прерывного способа партионного снования при отсутствии
начинка при перематывании
⎛ l + l ⋅ n + l3 + l4 ⎞
⎟⎟ ⋅ 100 %,
Осн = ⎜⎜ 1 2
′
Lб
⎝
⎠
(3.9.9)
где l4 - длина начинка на патроне, идущая в отходы без учета последующего
перематывания, м ( l4 = 50 … 120 м).
3.9.2.3. Для случая непрерывного способа партионного снования
53
⎛l +l n⎞
Осн = ⎜⎜ 1 2 ⎟⎟ ⋅ 100 % .
⎝ Lб′ ⎠
(3.9.10)
3.9.2.4. Для случая ленточного прерывного способа снования
⎛ l + l n′ + l3 ⎞
⎟⎟ ⋅ 100 %,
Осн. л. = ⎜⎜ 1 2
′
L
⎝
⎠
б
где
n′ =
1,5 ⋅ ro.c ⋅ Lб′
10
6
;
(3.9.11)
(3.9.12)
1,5 - величина, учитывающая увеличение обрывности нитей за счет перевивания
лент основы с барабана на навой, принимается в размере 50 % от обрывности при
сновании на ленточных машинах.
Количество отходов пряжи при
сновании, принимаемое в порядке
исключения без расчета по данным текстильных предприятий, сведено в табл.
3.12.
Таблица 3.12
Отходы пряжи при сновании
Линейная плотность пряжи, текс
Отходы при сновании
83,3-29,4
0,10
25-11,8
0,05
10-5,9
0,04
3.9.3. Отходы при шлихтовании
Количество отходов при шлихтовании зависит от длины основных нитей на
сновальных валах, от количества сновальных валов в партии, от количества нитей,
54
от длины нитей, находящихся в сушильном аппарате машины [1,с.158; 2,с.225;
3,с.389]:
⎛ l + l (n′ − 1) / nв′ + l3 ⎞
⎟⎟ ⋅ 100 %,
Ош = ⎜⎜ 1 2 в
′
L
⎝
⎠
о.в.
(3.9.13)
где l1 − длина мягких концов между клеевой коробкой и сновальными валами,
сматываемых со всех сновальных валов в одно полотно, м (l1
= до 2,5 м ) ;
l2 − средняя длина нитей, остающаяся на сновальных валах после
шлихтования партии, м (зависит от количества валов в партии; l2 может быть
принята в пределах до 0,2 % от сопряженной длины Lо′ .в. или принимается
10…20 м);
nв′ − количество валов в партии;
l3 − длина клееных концов, идущая в отходы в зависимости от типа
шлихтовальной машины, м:
для двухбарабанных машин – 13,8 м,
для многобарабанных машин – 26 м,
для камерных машин - 23,8-35 м,
для перегонных и перегонно-эмульсирующих машин – 4,5 м;
Lо′ .в. − сопряженная длина основы на сновальных валах, м.
3.9.4. Отходы при пробирании и привязывании
Перед проборкой нитей основы в ламели, галева ремиз и бердо концы
нитей параллелизуют расчесыванием. При этом концы нитей срезают, как
перепутавшиеся, так и неровные по длине. С целью уменьшения длины
срезаемых концов при проборке в шлихтовальном отделе после наработки нитей
основы на ткацкий навой нити либо зажимают гребенкой для сохранения
параллельности, либо заклеивают полоской клейкой бумажной лентой.
55
В ткацком производстве пробирают 5-25 % основ, остальные 95-75 %
привязываются узловязальными машинами непосредственно на ткацких станках
[1,с.159; 2,с.226; 3,с.390].
3.9.4.1. Количество отходов при ручном пробирании
Опн = l1 ⋅100 / Lо′ .н. ,
(3.9.14)
где l1 − длина концов нитей основы, идущая в отходы при оправке основы перед
пробиранием, м (l1
= 0,2 − 0,6 м ) ;
Lо′ .н. − сопряженная длина нитей основы на ткацком навое, м.
3.9.4.2. Количество отходов при привязывании на узловязальной машине
О узл = (l1 + l2 ) ⋅100 / Lо′ .н. ,
(3.9.15)
где l1 - длина концов нитей новой основы, необходимая для оправки перед
привязыванием (l1
= 0,2 − 0,5 м ) ;
l2 − длина концов нитей старой основы, срезаемых вместе с полоской ткани и
ремизным прибором, м (l2 = l − 1,2 м ) .
3.9.4.3. Среднее количество отходов пряжи (%) в процессе пробирания и
привязывания
Оп.отд. = О пр. ⋅ ⋅ К пр + О узл ⋅ К узл ,
где
(3.9.16)
К пр − коэффициент, учитывающий количество пробираемых основ (0,05-
0,25);
К узл − коэффициент, учитывающий количество привязываемых основ
(0,95-0,75).
56
Длина концов основы, идущих в отходы при пробирании и привязывании:
lо.пр. = l1K пр. + (l1 + l 2 ) K узл.
(3.9.17)
3.9.5. Отходы основы в ткачестве
Отходы основной пряжи
(Отк , % )
в ткачестве состоят из концов,
срезаемых при заправке или привязывании новой основы к старой на ткацком
станке.
При выработке тканей на ткацком станке основа, как правило, не
дорабатывается на длине от опушки ткани до ткацкого навоя плюс 1-3 слоя
намотки основы на стволе навоя для обеспечения необходимого натяжения
основы [1, с.159; 2, с.227; 3, с.390]:
Отк =
l1 + l2 + l3
⋅100 % ,
Lо′ .н. − lо.пр
где l1 − длина заправочных концов, м (l1
(3.9.18)
= 0,5 − 0,8) ;
(l2 = 1 − 1,2);
l3 − длина концов основы, остающейся на навое, м (l3 = 0,6 − 0,8) .
l2 − длина основы от ремиз до навоя, м
Отходы основной пряжи на двухнавойных станках, %:
Отк =
l1 + l2 + l3 + l4
⋅ 100 % ,
lо′ .н. − lо.пр
(3.9.19)
l4 − длина концов основы, остающейся на втором навое при доработке
первого, м (l4 = до 15 м ) .
где
3.9.6. Отходы уточной пряжи в ткачестве
Отходы уточной пряжи на станках типа СТБ и АТПР
⎛ l1 + l2 ⋅ Ч у + 0,2 l3Ч у + l4 ⎞
⎟⎟ ⋅ 100 %,
О у.тк = ⎜⎜
L
б
⎝
⎠
57
(3.9.20)
где l1 − длина концов нитей утка, идущих в отходы при заправке бобины, м
(l1 = 1,5 − 3,0) ;
l2 − длина концов нитей утка, идущих на связывание при обрыве нити, м
(l2 = 0,5 − 1,5) ;
Ч у − число обрывов утка, приходящихся на одну бобину:
Чу =
Lб′ ⋅ Ч ′у
10 ⋅ Р у В у
,
(3.9.21)
Lб′ - длина уточной нити на бобине, м;
Ч ′у - число обрывов утка на 1 м ткани [3, с. 337];
Р у - плотность ткани по утку, нитей/дм;
В у - длина прокладываемой уточной нити, м:
В у = (Вб + 2 lк ) / 100,
(3.9.22)
Вб - ширина заправки ткани по берду, см;
lк - длина закладываемых или выступающих концов уточной нити, м (см.
раздел 3.5.7);
l3 - длина концов нитей утка, остающихся на бобине (до 30 м).
Количество отходов утка на автоматических челночных ткацких станках
находят по методике [3, с. 393].
Отходы уточной пряжи на пневматических ткацких станках определяются
с учетом отрезной кромки:
⎛ l1 + l2 ⋅ Ч у + l3 l4 ⎞
⎟ ⋅ 100 % ,
+
О у.тк = ⎜
⎜
⎟
L
В
б
у⎠
⎝
где l4 - длина
концов
(3.9.23)
уточной нити, определяемых с ложной кромкой
(до 0,035 м);
58
В у = (Вб + 2 lк ) / 100 + l4 .
(3.9.24)
3.9.7. Отходы перевивочной пряжи в ткачестве
Отходы перевивочной пряжи в ткачестве определяют по формуле
Оп.тк. =
где
М пер.о
М пер.о + М пер
⋅100% ,
(3.9.25)
М пер.о - количество перевивочных нитей в отрезной (ложной) кромке (на
пневматических станках до 8, на рапирных станках до 12, на многозевных
машинах до 10);
М пер - количество перевивочных нитей в кромках ткани (см. заправочный
расчет ткани).
3.9.8. Общие отходы пряжи
Общее количество отходов для каждого артикула ткани равно:
а) по основе
Оо = ОП ( А) + ОСН ( Л ) + ОШ + ОП .отд + ОТК ,
б) по утку
ОУ = ОП ( А) + ОУ .ТК ,
(3.9.26)
(3.9.27)
в) по перевивочной пряже
Опер = ОП .П + ОП .ТК ,
где
(3.9.28)
ОП .П - отходы перевивочной пряжи при перематывании.
3.9.9. Расчет расхода пряжи на 100 м суровой ткани с учетом отходов
Масса ошлихтованной основы в 100 м суровой ткани с учетом отходов, кг:
′ = Gокл ⋅100 / (100 − Оо ) .
Gокл
(3.9.29)
Масса утка в 100 м суровой ткани с учетом отходов, кг:
(3.9.30)
G ′у = G у ⋅100 / 100 − О у .
(
)
Масса перевивочной пряжи в 100 м суровой ткани с учетом отходов, кг:
′ = Gпер ⋅100 / 100 − Опер .
(3.9.31)
Gпер
(
59
)
Полученные результаты необходимо сравнить с данными ГОСТ или ТУ и
определить массу ошлихтованной основы, утка и перевивочной пряжи в одном
метре суровой ткани с отходами, кг:
′ = Gокл
′ / 100 ,
qокл
(3.9.32)
q ′у = G ′у / 100 ,
′ = Gпер
′ / 100 .
q пер
(3.9.33)
(3.9.34)
3.10. Выбор и расчет технологических параметров
Правильный выбор параметров технологического процесса подготовки
основной и уточной пряжи в ткачестве обуславливает оптимальный процесс
выработки ткани на станке. Опыт работы ткацких предприятий показывает, что
от
правильного
выбора
технологических
параметров
зависят
производительность труда и оборудования, качество выпускаемой продукции.
Оптимальные технологические параметры по переходам ткацкого производства
определяют экспериментальным путем либо в отдельных случаях принимают по
рекомендуемым таблицам.
3.10.1. Параметры процесса перематывания
Отметить цель и сущность процесса перематывания и указать требования
к данному процессу [1, с. 57; 2, с. 79; 3, c. 59].
Таблица 3.13
Параметры процесса перематывания
№
п/п
Наименование
параметров
Обозначен
ие
Численная величина
1.
Размеры входящих
паковок, мм
Dп , d п , H п В
2.
Размеры выходящих
бобин, мм
D, d , h
В
зависимости
от
типа
мотальных машин и автоматов
и сопряженной длины в
сновании
3.
Линейная плотность
пряжи, г/км
Т o , Т о.ф. м
Фактическая
линейная
плотность на входящей и
выходящей паковках
зависимости
от
прядильных машин
60
типа
4.
Объемная
плотность
наматывания, г/см3
γб
[2, c. 83 - на бобине; 3, с. 68; 3,
с. 53 - на початке]
5.
Линейная скорость
перематывания,
м/мин
Vм
[1, с. 57 или расчетом, 2, с. 80]
6.
Вытяжка, %
Вм
до 0,3
7.
Натяжение
сН/нить
Fм
[1, с. 58, 59; 3, с. 65; 2, с. 81 или
расчетом]
нити,
8.
Обрывность,
обр/106 м
rо
[1, с. 58]
9.
Разводка
нитеочистителей
R
[3, с. 65]
10.
Количество и масса
натяжных шайб
nш
[1, с. 59; 3, с. 67]
11.
Тип
и
номер
узловязателя
N узл
[3, с. 63]
12.
Температура в цехе,
0
С
t м.ц.
По технологическому
регламентированному режиму
13.
Относительная
влажность воздуха,
%
W м.ц.
При выборе диаметра намотки пряжи на початке с кольцевой прядильной
машины необходимо учитывать S - зазор между кольцом и початком [3, с. 54].
61
Таблица 3.14
Отдельные показатели технологических параметров перематывания
суровой однониточной и крученой пряжи
Линейная
плотность
пряжи,
текс
Скорость
перематы
вания,
м/мин
Разводка
контрольной щели,
мм
Масса
грузовых
шайб, г
Объемная
плотность
намотки,
г/см3
№
узловяз
ателя
На машинах типа М-2
5,9 гр.
550 - 600
0,18 –
0,23
6
0,4 – 0,42
1
7,5 гр.
600 – 650
0,2 – 0,25
6
0,4 – 0,42
1
10 гр.
650 – 700
0,25 –
0,31
6 – 10
0,4 – 0,42
1
11,8 гр.
700 – 750
0,27 –
0,34
6 – 12
0,4 – 0,42
1
18,5
(Впэф
700 – 800
0,34 –
0,43
9 – 12
0,48 – 0,52
1,2
25 – 50
700 – 800
0,4 – 0,71
15 – 27
0,4 – 0,42
2
10х2
700 – 800
0,36 –
0,45
15 – 20
0,42 – 0,44
2
15,4х2 –
25х2
800 – 850
0,43 – 0,6
21 – 32
0,42 – 0,44
2,3
45 %
ВХ 55 %)
На автоматах «Аутосук»
10
750 – 800
0,25 – 0,31
8
0,4 – 0,42
1
11,8 – 25
750 – 800
0,27 – 0,45
16 – 24
0,4 – 0,42
1,2
29 – 50
750 – 800
0,42 – 0,70
24 – 32
0,4 – 0,42
2
10х2 –
25х2
800 – 830
0,36 – 0,63
24 – 32
0,42 – 0,44
2,3
62
3.10.2. Параметры процесса снования
Отметить цель и сущность процесса снования, указать
данному процессу [1, с. 61; 2, с. 84; 3, с. 88].
требования к
Таблица 3.15
Параметры процесса снования
Наименование
параметров снования
Обозначение
1.
Размер
входящих
паковок, мм
D, d , h
2.
Размер
вала, мм
3.
Линейная
плотность
пряжи, г/км
N
п/п
сновального
Численная величина
Размеры указываются в
соответствии
с
расчетами сопряженной
Dф.c , Dc , d c , H c длины на этих паковках
[3,с.100; 3, с.111]
То
или
Т о.ф. м. , Т о.ф.с.
Фактическая линейная
плотность пряжи на
бобине и на сновальном
валу
4.
Объемная
плотность
3
намотки, г/см
γс
[1, с. 62; 3, с. 117]
5.
Линейная
скорость
снования, м/мин
Vсн
[1, с. 61; 3, с. 96; 2,
6.
Вытяжка, %
Вс
0,2
7.
Натяжение
сН/нить
Fc
[2, с. 85; 3, с. 109; 1, с.62
или расчетом]
8.
Обрывность, обр/106м
9.
Размер
ставки
нити,
оптимальной
10.
Количество и
натяжных шайб
11.
Параметры
эмульсирования
на
ленточной машине
12.
Тип
и
узловязателя
rо.с.
[1, с. 63; 2, с. 87; 3,
mo.c
с. 113]
масса
номер
с. 128 или расчетом]
nш
[1, c. 62; 3, с. 104]
-
[1, с. 64; 2, с. 88 ]
N узл.
63
В
соответствии
толщиной нити
с
13.
Температура в цехе, оС
14.
Относительная
влажность воздуха, %
tс.ц
Wс.ц
По
технологическому
регламентированному
режиму
Показатели величины обрывности пряжи при сновании по типовому
технологическому
режиму
ткацкого производства должны находиться в
пределах
2,5 ÷ 5 обрывов на 106 м одиночной нити для одиночной хлопчатобумажной
пряжи линейной плотности 7,5 ÷ 50 текс и крученой хлопчатобумажной пряжи
7,5х2 ÷ 29х2 текс при скоростях снования 600-700 м/мин. Реальная величина
обрывности для указанных значений линейных плотностей основных нитей может
достигать до 12 обрывов на 106 м одиночной нити. При этом объемная плотность
намотки нитей на сновальных валах должна быть 0,48 – 0,52 г/см3. Для нитей
смесовых с содержанием до 30 % химических волокон объемная плотность
намотки достигает 0,55 г/см3.
3.10.3. Параметры процесса шлихтования
Отметить цель и сущность процесса шлихтования, указать требования к
данному процессу [1, с. 64; 2, с. 88;3, c.135; 9]
Таблица 3.16
Параметры процесса шлихтования
№
п/п
Наименование
Обозначение
параметров шлихтования
Численная величина
1.
Приклей, %
[1, с. 65,68; 2, с. 90,92]
видимый
истинный
Aв
Аи
2.
Вытяжка, %
Вш
[2, c. 96]
3.
Фактическая линейная
плотность пряжи, г/ км
То.ф
По расчету с учетом
вытяжки на предыдущих
технологических
переходах
64
№
п/п
Наименование
Обозначение
параметров шлихтования
Численная величина
4.
Скорость
м/мин
Vшл
[1,c, 70; 3, с. 148, 152 или
расчетом]
5.
Объемная
плотность
намотки нитей на навой,
г/см3
γн
[1, с. 71, 103; 2, с. 97]
6.
Влажность основы, %
Wм
[1, с. 103; 2, с. 96, 147]
шлихтования,
мягкой
Wк
клееной
7.
Температура шлихты в
клеевой ванне, оС
t ко
[2, с. 147]
8.
Температура
сушильной
машины, оС
t со. м
[2, с. 147]
9.
Количество
партии
nв′
В
соответствии
расчетом
с
10.
Количество
прутков
nц nц
В
соответствии
расчетом ( nц = nв - 1)
с
11.
Обрывность, обр/106 м
rо.ш
[1, с. 71]
12.
Расход
шлихты
13.
Концентрация шлихты
14.
Температура в цехе, оС
в
части
валов
в
ценовых
компонентов
-
[1, с. 67; 2, с. 95; 9, с. 11]
К
tш
[1, с. 69; 2, с. 94; 9, с. 11]
Согласно
технологическому
регламентированному
режиму
Для шлихтования пряжи кольцевого и пневмомеханического способов
прядения линейных плотностей 25 ÷ 42 текс, предназначенной для выработки
бязей, фланелей, диагоналей, можно применять вместо кукурузного крахмала
муку пшеничную или ржаную. При этом коэффициент замены относительно
крахмала составляет 1,2 ÷ 1,3. Расход хлорамина должен быть 0,9 %, едкого
натра – 0,75 % от веса муки. Количество смачивателя в шлихте необходимо
увеличить до 0,3 г/л.
65
Рекомендуемая длина заправки нитей в машину:
многоходовые - 60 ÷ 75 м,
малоходовые - 15 ÷ 35 м,
одноходовые - 4,5 ÷ 9,5 м.
Определение скорости шлихтования
Q ⋅ 106
,
Vш =
K ⋅ M o ⋅ Tо.ф ⋅ t
где
(3.9.35)
Q - испарительная способность сушильной части машины, кг пара/ час;
K - количество влаги, подлежащее испарению, % [9]:
K=
Wотж − Wкл
;
100
(3.9.36)
Wотж - количество влаги, подлежащее испарению в сушильной части
шлихтовальной машины, %;
Wкл - влажность высушенной клееной основы, %;
М о - число нитей основы на навое;
Т о.ф - фактическая линейная плотность пряжи, текс;
t - время работы машины, мин.
Вытяжка основных нитей в процессе шлихтования:
для х/б пряжи, льна, шерсти
Вш - (0,9 ÷ 1–5) %,
для штапельной пряжи - до 4,5 %.
Фактическая линейная плотность пряжи на ткацком навое равна
66
⎛ 100 − Вм − Всн − Вш ⎞
Т о.ф = Т о ⎜
⎟.
100
⎝
⎠
(3.9.37)
Влажность высушенной клееной основы Wкл составляет
х/б пряжа - 3 ÷ 10 %,
виск. - 10 ÷ 11 %,
ацетат. - 5 ÷ 7 %,
шерсть + хим.в. - 12 ÷ 15 %.
Пример
Ав = Аи + Wк − Wм = 6 + 8 − 8 = 6 %.
К=
Аи
6
⋅ 100 =
⋅100 = 6,3 %.
0,95
С
Расход клеящих материалов относительно расхода крахмала [9, с. 22]:
Крахмал - 1
КМЦ
- 0,85 ÷ 0,9
ПВС
- 0,5 ÷ 0,6
ПАА
- 1,0 ÷ 1,5
Кукурузный крахмал - 1,0 ÷ 1,08
Окисленный крахмал
- 0,95 ÷ 1
Ржаная сеяная мука
- 1,1 ÷ 1,15
Кукурузная мука
- 1,15 ÷ 1,22.
Концентрация шлихты КМЦ 6,3х0,85 = 5,4 %.
Количество КМЦ на 1000 л шлихты (пример)
67
Аи ⋅ 103 6 ⋅ 1000
=
= 70,5 (кг).
G=
100 − W 100 − 15
3.10.4. Определение истинного приклея пряжи, корректировка рецепта шлихты и
расчет расхода клеящих материалов
При курсовом и дипломном проектировании рецепт шлихты для выработки
заданного артикула ткани выбирается по данным производственной
практики, из методических указаний [9, 20] или из справочной литературы.
Однако рецепты шлихты часто приводятся без каких-либо сведений о
проценте приклея и степени отжима пряжи. Поэтому после
предварительного выбора рецепта шлихты необходимо путем последующей
корректировки увязать количественный состав его компонентов с
определенным артикулом ткани и основными параметрами процесса
проклеивания – истинным приклеем пряжи, концентрацией шлихты и
степенью отжима пряжи на шлихтовальной машине. С этой целью сначала
нужно найти истинный приклей пряжи.
Рецепт шлихты чаще всего содержит один вид клеящего вещества или
смесь двух клеящих веществ.
3.10.4.1. Определение истинного приклея пряжи и корректировка рецепта шлихты,
в составе которой содержится один вид клеящего материала
Если для подготовки основ к выработке заданного артикула ткани истинный
приклей АИ по выбранному в предварительном рецепте клеящему веществу не
указан, то для его определения необходимо [9]:
1) найти величину истинного приклея пряжи по картофельному крахмалу АИКАРТ. Для хлопчатобумажных тканей полотняного переплетения ее можно
рассчитать по формуле (3.1) из [9, с. 17]. Для тканей других переплетений
АИКАРТ. можно найти в табл. 3.1 [9] или рассчитать по методике ИвТИ [2, c. 93];
2) найденную величину АИКАРТ. пересчитать на истинный приклей Аи пряжи
по другому (заданному) клеящему веществу. Такой пересчет осуществляется по
формуле (3.7) из [9].
После определения истинного приклея Аи пряжи по данному клеящему
веществу корректировка предварительного рецепта шлихты производится
в следующей последовательности [9]:
1) из табл. 3.2 [9, c. 20] выбирается степень Со отжима пряжи на
шлихтовальной машине;
2) чтобы обеспечить нужную величину Аи при заданной степени Со
отжима пряжи, рассчитывается концентрация С шлихты по сухому остатку:
С = 100 Пи / Со ;
68
3) выбрав из табл. 3.3 [9, c. 21] влажность Wкл клеящего вещества, по
формуле (1.11) [9, c. 7] определяется закладка К клеящего вещества на
приготовление 1000 л шлихты;
4) если в выбранном рецепте шлихты содержатся расщепители (хлорамин,
каустик и др.), то их количество пересчитывается пропорционально закладке К
клеящего вещества. Остальные добавки остаются прежними, так как они
рассчитываются на тот же объем шлихты 1000 л;
5) записывается скорректированный рецепт шлихты.
Расход G клеящего вещества на шлихтование 1 тонны мягкой пряжи
рассчитывается по формуле (1.7) из [9, c. 6].
Вид клеящего вещества и найденные параметры: Со, С, Пи, G в числе
других вносятся в технологическую карту процесса шлихтования, образец и способ
заполнения которой указан в [20].
3.10.4.2. Определение истинного приклея пряжи и корректировка рецепта шлихты
из смеси двух клеящих веществ
Если предварительно выбранный рецепт шлихты состоит из смеси двух
клеящих веществ Б и В, то после пункта 1 раздела 3.10.4.1 необходимо
выполнить следующее:
1) по формуле (4.15) из [9, c. 30] посчитать доли δ б и δ в (%) каждого из
клеящих веществ в общей их закладке на приготовление 1000 л шлихты;
2) выбрав для соответствующих клеящих веществ из табл. 3.4 [9, c. 22]
коэффициенты аб и ав , по формуле (4.20) [9, c. 30] рассчитать коэффициент μ , а
по формулам (4.21) [1, c. 31] – соответствующие доли Δ б и
расходе клеящих веществ на шлихтование 1 тонны мягкой пряжи;
б
Δ в (%) в общем
в
3) по формулам (4.12) из [9, c. 29] рассчитать доли Аи и Аи истинных
приклеев по каждому из клеящих веществ в общем приклее. Суммарный приклей
Аи = Аиб + Аив .
Последующая корректировка предварительного рецепта шлихты и расчет
расхода клеящих материалов Б и В осуществляются по методике примера 4.2.2 [9,
c. 33...35]. Так же как и в случае применения в шлихте одного вида клеящего
вещества, все необходимые параметры требуется внести в технологическую карту
процесса шлихтования [20].
3.10.5. Параметры пробирания и привязывания основной пряжи
69
Отметить цель и сущность процессов пробирания и привязывания, указать
требования к данным процессам [3, с. 217].
Для замены изношенных берд и ремизок, а также при смене артикула ткани
необходимо производить пробирание нитей основы в ламели, ремиз и бердо. В
зависимости от ассортимента тканей и качества вспомогательных материалов
проборке могут подвергать 5 - 25 % основ от общего их количества. Остальное
количество основ (75 – 95 %) привязывается узловязальными машинами
непосредственно на ткацких станках [1, с. 74; 2, с. 100; 3, с. 217].
Таблица 3.17
Параметры пробирания и привязывания
Обозначение
N п/п Наименование
параметров пробирания и
привязывания
1.
Номер берда, зуб/дм,
Nб
тип берда
2.
Число зубьев
Zо
3.
Проборка в один зуб
нитей фона
mо.ф
4.
Проборка в один зуб
нитей кромки
mo.кр
5.
Тип ремиз
6.
Количество ремиз
По расчету [3, с. 293]
По заправочному рисунку
проборки
[3, с. 285]
7.
Плотность
галев
ремизке, гал/см
8.
Тип ламалей
9.
Ширина ламельного при-
на
n рем
По расчету
РГi
По расчету и по [1, с. 41;
3, с. 467]
и заправочному рисунку
[3, с. 309]
бора
10.
Численная величина
Плотность ламелей на
лам./см
Вл
По расчету
Рл
По расчету и по [1, с. 41;
3, с. 467]
3.10.6. Параметры подготовки утка к ткачеству
70
Отметить цель и сущность процессов подготовки уточной пряжи к
ткачеству [3, с. 232]. Указать назначение влажно-тепловой обработки уточной
пряжи [3, с. 250].
Таблица 3.18
Параметры подготовки утка к ткачеству
№
п/п
Наименование
параметров
Обозначение
Численные величины
1.
Размеры входящей
паковки, мм
Dn , d n , H n
В зависимости от формы
входящей паковки
(бобины)
2.
Размеры уточного
початка или бобины, мм
D, d , h
В зависимости от типа
формируемого уточного
початка (бобины)
Окончание табл. 3.18
Расчетная величина
3.
Длина нити на уточной
паковке, м
L у.б.к или L у.б.ц
4.
Линейная плотность
пряжи, г/км
Т у или Т у.ф. м.
Может быть представлена
с учетом вытяжки от
перемотки до 0,3 %
5.
Объемная плотность
намотки, г/см3
γ б или γ ц
[1, c. 75; 2, c. 102; 3,
Натяжение нити, сН/нить
Fм
6.
c. 243]
[1, c. 59-59; 2, c. 81; 3,
c. 65]
7.
Обрывность, обр/106 м
rо. у.
В зависимости от
линейной толщины
пряжи и скорости
перематывания [3, c. 86]
8.
Тип и номер узловязателя
N узл.
[3, c. 63]
9.
Температура в цехе, 0С
10.
Относительная
влажность воздуха, %
t
W
По технологическому
регламентированному
режиму
Таблица 3.19
71
Рекомендуемые объемные плотности уточной пряжи при перематывании
Вид пряжи
Линейная плотность, текс Объемная плотность
намотки, г/см3
Кардная
200 – 100
0,55 – 0,6
100 – 25
0,5 – 0,55
25 – 10
0,45 – 0,5
15,4 – 10
0,42 – 0,45
10 и ниже
0,40 – 0,45
-
0,60 – 0,62
Гребенная
Крученая
Таблица 3.20
Рекомендуемые линейные скорости перематывания уточной пряжи и
обрывность при перематывании
Линейная плотность
пряжи, текс
Линейная скорость
перематывания, м/мин
Число обрывов на 1 млн. м
5,9 – 8,5
500
60
8,5 – 9,0
550
60
11,8 – 29
550 – 600
60
42
600
70
50 – 60
600
80
одиночной нити, до
Пряжа одиночная крашеная с цилиндрических бобин
29 – 36
450
70
Пряжа крученая суровая с конических бобин
72
Окончание табл.
3.20
Число обрывов на 1 млн. м
Линейная плотность
пряжи, текс
Линейная скорость
перематывания, м/мин
9х2 – 15,4х2
550
50
11,8х2
600
50
25х3
450
50
одиночной нити, до
3.10.7. Параметры ткачества
Факторы, влияющие на выбор типа ткацкого станка для принятого к
выработке на нем ассортимента ткани, принимаются с учетом [1, c. 76; 2, c. 103; 3,
c. 250]. Необходимо отметить значение коэффициента связности и коэффициента
уплотненности при выборе того или иного по назначению типа ткацкого станка
[3, c. 252].
Заправочные параметры ткацких станков [2, c. 103; 3, c. 327]
Заправочные параметры ткацких станков включают следующие данные:
- высота зева в передней части, мм;
- начало прокладывания уточной нити, град;
- сила боя или натяжение уточной нити при прокладывании, сН/нить;
- расстояния от опушки ткани до передней ремизки, от ремиза до первой
ламельной рейки, от ламельной рейки до скала, мм;
- высота зева у передних ремизок;
- высота скала относительно уровня грудницы по высоте ( ± );
- положение основонаблюдателя по высоте и глубине в заправочной
линии нитей основы, мм;
- обрывность основы, число обрывов на 1 м ткани;
- заправочное натяжение основных нитей, сН/нить.
3.10.8. Разбраковка и чистка суровых тканей
Отметить цель и сущность процессов разбраковки и чистки суровых
тканей, а также технические условия при разбраковке тканей, операции,
выполняемые при этом. Указать параметры для определения сортности того или
иного артикула ткани, суммарное число баллов при определении сортности ткани
73
с учетом различных видов пороков (дефектов) внешнего вида [3, с. 351], а также
условия упаковки и маркировки суровых разбракованных тканей [3, с. 379].
4. РАСЧЕТ ПЛАНОВЫХ ОСТАНОВОВ ОБОРУДОВАНИЯ
ПО ПЕРЕХОДАМ ТКАЦКОГО ПРОИЗВОДСТВА
В данном разделе обосновываются способы ремонта по каждому виду
технологического оборудования и дается описание технологического процесса
ремонта.
Цель - выполнить расчет коэффициента работающего оборудования (КРО)
по переходам ткацкого производства.
В текстильной промышленности действует система плановопредупредительного ремонта (ППР) оборудования. Система ППР оборудования
включает капитальный, средний и текущий ремонты и технический уход (чистка и
смазка машин) за оборудованием. Капитальный и средний ремонты выполняют
ремонтные бригады отдела главного механика фабрики, текущий ремонт и
технический уход за оборудованием – цеховый персонал (поммастера, дежурный
слесарь, смазчик, чистильщик, дежурный электрик и другие).
В промышленности используются три метода ремонта ткацких станков –
индивидуальный, узловой и стендовый.
Индивидуальный метод ремонта включает в себя проведение ремонтной
бригадой всех работ, предусмотренных технологическим процессом ремонта
оборудования. Этот метод ремонта имеет следующие недостатки: повышенные
простои, высокая себестоимость, ограниченная возможность использования
механизации и, как следствие, пониженное качество ремонта.
Узловой метод ремонта сокращает простои оборудования при ремонте.
Его сущность заключается в предварительной подготовке узлов и деталей в
специальной мастерской до останова оборудования, а при ремонте - в замене
изношенных узлов и деталей предварительно подготовленными. При узловом
методе ремонта снижается его себестоимость.
Одним из наиболее прогрессивных методов ремонта является стендовый.
Сущность его заключается в том, что станок, требующий ремонта, снимают в
заправленном состоянии с рабочего места вместе с электродвигателем, а на его
место устанавливают другой, заранее отремонтированный и заправленный
основой. Станки ремонтируют на стенде в специализированной мастерской.
Применение
стендового
метода
возможно
только
при
условии
транспортабельности оборудования и достаточных проходах между станками.
Кроме того, организация стендового ремонта требует создания оборотного фонда
оборудования.
При ремонте крупногабаритного сложного оборудования, длительный
простой которого недопустим, используется специальный способ ремонта.
Данный ремонт может выполняться по графику в выходные, праздничные дни и
нерабочие смены.
При расчете процента плановых остановов оборудования учитывается
время перерывов в работе машин из-за капитального, среднего и текущего
ремонтов. Процент плановых остановов оборудования зависит от периодичности
74
ремонта, нормы времени на один ремонт, количества человек в ремонтной бригаде
и количества часов в межремонтном цикле.
Отраслевые типовые нормы времени для слесарей-ремонтников, занятых
средним и капитальным ремонтом технологического оборудования ткацкого
производства предприятий хлопчатобумажной промышленности, приведены в
табл. 4.1.
Таблица 4.1
Отраслевые типовые нормы времени на ремонт оборудования
Наименование Тип, марка
оборудования
Капитальный ремонт
Межре- Норма Кол-во
монт- времени человек
в
ный
Нк ,
цикл
чел./ч бригаде
Кк
Nк,
1
Мотальная
машина
с
числом
барабанчиков
100
Основомотальный
автомат
Основомотальный
автомат
Уточноперемоточный автомат
То же
Сновальная
машина
То же
То же
Средний ремонт
Межре- Норма
монт- времени
ный
Нс ,
период чел./ч
Nс, мес.
Кол-во
человек
в
бригаде
Кс
год
3
3
4
88
5
2(4)
6
4(6)
7
47
8
2(3)
5
270
2(4)
10
190
2(3)
АМ-150-К1
3
196
2(4)
6
108
2(3)
УА-300-3М
УА-3003М-1
Хакоба
С-140
С-140-1
СВ (СП)-140
СВМ-140
СВ(СП)-180
СВМ-180
3
81
2(4)
4(6)
50
2(3)
3
3
56
45
2(4)
2(4)
4(6)
4(6)
28
22
2(3)
2(3)
3
48
2(4)
4(6)
25
2(3)
3
52
2(4)
4(6)
28
2(3)
2
М-150-1
М-150-1М
М-150-2
ММ-150-1
ММ-150-2
МТ-150-1
МТ-150-2
Аутосук
75
Сновальная
машина
тяжелого
типа
То же
Шлихтовальная машина
То же
1
То же
То же
То же
То же
То же
То же
То же
Перегонная
машина
Механизированный проборный
станок
Узловязальная машина
Автоматический ткацкий
станок
кулачковый
То же
То же
То же
То же
То же
СТ-160
3
45
3(4)
4(6)
19
2(3)
СТ-210-ОПБ
ШКУ-140-1
ШБ-140-2
ШБ-140-3
3
3
62
210
3(4)
6(4)
6
4(6)
31
90
2(3)
6(4)
3
220
6(4)
Продолжение
4(6)
100
6(4)
3
3
4
230
5
6(4)
6
4(6)
7
110
8
6(4)
3
3
3
3
3
3
3
250
256
290
310
226
240
84
6(4)
6(4)
6(4)
6(4)
6(4)
6(4)
4
4(6)
4(6)
4(6)
4(6)
4(6)
4(6)
4(6)
115
128
135
145
138
145
42
6(4)
6(4)
6(4)
6(4)
6(4)
6(4)
4
ПСМ-140
ПСМ-175
ПСМ-230
3
20
2
4(6)
11
2
УП-125-2М
УП-175-2М
УМ-200-2М
УП-250_2М
АТ-100-5М
АТ-100-6
3
74
2
6
35
2
3
23
2(3)
4(6)
6
2(3-4)
3
25
2(3)
4(6)
10
2(3)
3
34
2(3)
4(6)
10
2(3)
3
3
33
38
2(3)
2(3)
4(6)
4(6)
11
16
2(3)
2(3)
3
42
2(3)
4(6)
19
2(3)
ШК-140-3
ШК-140-4
2
ШК-185-3
ШК-185-4
ШК-230-2
ШКВ-140
ШКВ-180
ШКВ-230
ШБ-11/140
ШБ-11/180
ПКП-185
АТ-120-5М
АТ-120-6М
АТ-140-5М
АТ-140-6
АТ-160-5
АТТ-120-5
АТТ-160-5
АТ-175-5
АТ-175-5М
76
Автоматический ткацкий
станкок
кареточный
То же
То же
То же
То же
АТ-100-5М
АТ-100-6
3
25
2(4)
4(6)
8
АТ-120-5М
АТ-120-6М
АТ-140-5М
АТ-140-6
АТ-140-УВ5
АТ-160-5
3
27
2(4)
4(6)
11
2(3-4)
3
38
2(4)
4(6)
14
2(3-4)
3
3
39
37
2(4)
2(4)
4(6)
4(6)
14
15
2(3-4)
2(3-4)
2(3-4)
Продолжение
То же
То же
1
То же
Автоматический ткацкий
станок с жаккардовой машиной
То же
Пневматический ткацкий
станок
Автоматический пневморапирный
ткацкий
станок
Бесчелночный автоматический
ткацкий
станок однополотенный
То же
То же
То же
АТ-175-5
АТ-175-5М
АТМ-160-5
2
АТМ-175-5
АТМ-160-5
3
46
2(4)
4(6)
22
2(3-4)
3
3
3
3
60
4
63
100
2(4)
5
2(4)
4
4(6)
6
4
4
25
7
28
45
2(3-4)
8
2(3)
2(3)
АТМ-175-5
П-105
3
3
103
30
4
2(4)
4
4
48
9
4
2(3)
АТПР-100
АТПР-120
3
40
2(4)
4
27
2(3)
СТБ-2-175
СТБ-2-180
5
167
3(4)
10
83
3
СТБ-4-175
СТБ-4-180
СТБ-216
СТБ-220
СТБ-2-216
СТБ-2-220
5
168
3(4)
10
84
3
5
173
3(4)
10
86
3
5
175
3(4)
10
88
3
77
То же
То же
То же
Бесчелночный
автоматический
ткацкий
станок двухполотенный
То же
То же
То же
То же
То же
1
То же
Жаккардовая
машина
Браковочноучетная
машина
Мерильноскладальная
машина
СТБ-4-216
СТБ-4-220
СТБ-2-250
СТБ-4-250
СТБ-216
СТБ-220
СТБ-2-216
СТБ-2-220
СТБ-4-216
СТБ-4-220
СТБ-2-250
5
177
3(4)
10
89
3
5
5
5
185
187
173
3(4)
3(4)
3(4)
10
10
10
93
94
86
3
3
3
5
175
3(4)
10
88
3
5
177
3(4)
10
89
3
5
185
3(4)
10
93
3
Окончание табл. 4.1
10
94
3
10
102
3
6
7
8
10
103
3
4
20
2
СТБ-4-250
СТБ-2-330
2
СТБ-4-330
Ж-13
Текстима
БУ-2М-120
БУ-2М-180
5
5
3
5
3
187
204
4
206
40
3(4)
3(4)
5
3(4)
3
3
31
3
4
18
2
МС-110-3
МС-180-2
3
29
3
4
16
2
Плановое число часов работы оборудования в год определяется принятым
режимом (графиком) работы предприятия. Принимают один из наиболее часто
встречающихся графиков – ивановский, ленинградский, узбекский или график
двухсменной работы. Характеристика графиков и примеры расчета планового
годового фонда времени работы оборудования приведены в [13, c. 7-11]. При
определении КРО необходимо привести обоснование выбора графика работы.
Рассчитать коэффициент сменности, число часов работы оборудования в день
Тд
и число часов работы оборудования в год Тг.
Пусть предприятие работает по ивановскому графику. При этом
Тд = 17,4
часа, а Тг = 6212 часа [13, c. 8]. Ремонтно-механический отдел на всех ткацких
фабриках работает в одну смену с продолжительностью 8 часов
(продолжительность одной смены работы РМО ТРМО = 8 часов).
Процент простоя из-за среднего и капитального ремонтов каждого вида
оборудования определяется по соотношению
78
ас(к) = Тпс(пк) · mс(к) ·100/Тц,
(4.1)
где Тпс(пк) – длительность ремонтного периода в часах при среднем
(капитальном) ремонте;
mс(к) – число средних (капитальных) ремонтов за межремонтный
цикл;
Тц – длительность межремонтного цикла в часах.
Рассмотрим пример расчета процентов простоя шлихтовальной машины
ШБ-11/180.
Длительность ремонта Тс(к) зависит от нормы времени на один ремонт,
числа ремонтировщиков в бригаде для его проведения и длительности ремонтного
периода Тпс(пк).
Длительность одного среднего (капитального) ремонта в часах
Тс(к) = Нс(к) / Кс(к),
(4.2)
где Нс(к) – норма времени на один средний (капитальный) ремонт в часах,
принимается из табл. 4.1;
Кс(к) – количество человек в бригаде для выполнения среднего
(капитального) ремонта, принимается из табл. 4.1;
Принимаем для расчета следующие параметры:
Нс = 145 час., Кс = 6[4] чел., Тк = 240 час., Кк = 6[4] чел.;
Тс = 145 / 6[4] = 24,2 [36,3] час.;
Тк = 240 / 6[4] = 40 [60] час.
В квадратных скобках приведены данные расчета при условии наличия в
бригаде четырех ремонтников.
Определим длительность одного среднего (капитального) ремонта в днях
работы РМО и остаток часов на последний день ремонта для его завершения.
Целое число дней для среднего ремонта
Тсц = целое ( Тс / ТРМО);
(4.3)
Тсц = целое (24,2/8) = 3 (дня);
[36,3/8 = 4 (дня)].
Остаток часов для завершения среднего ремонта
Тс’ = Тс’ - Тсц · ТРМО ;
Тс’ = 24,2 – 3 · 8 = 0,2 (часа); [36,3 – 4 · 8 = 4,3 (часа)].
Аналогично проведем расчеты для капитального ремонта.
Целое число дней для капитального ремонта
79
(4.4)
Ткц = целое (Тк / ТРМО);
(4.5)
Тсц = целое 40 / 8 = 5 (дн.); [60 / 8 = 7 (дн.)].
Остаток часов для завершения среднего ремонта
Тк’ = Тк – Ткц ·ТРМО ;
(4.6)
Тк ’ = 40 – 5 · 8 = 0 (час); [60 – 7 · 8 = 4 (часа)].
Длительность ремонтного периода в часах при среднем (капитальном)
ремонте
Тпс(пк) = Тс(к)ц ·Тд + Т´к(к) .
(4.7)
Длительность ремонтного периода в часах при среднем и капитальном
ремонте шлихтовальной машины
Тпс = 3 · 17,4 + 0,2 = 52,4 (час.), [4 · 17,4 + 4,3 = 73,9 (час)];
Тпк = 5 · 17,4 + 0 = 87,0 (час.), [7 · 17,4 + 4 = 125,8 (час)].
Количество часов в межремонтном цикле
Тц = Тг · Nк ,
(4.8)
где Тг – число часов работы предприятия в год,
Nк – межремонтный цикл в годах, принимается по данным табл. 4. 1
или базового предприятия;
Тц = 6212 · 3 = 18636 (час).
Количество капитальных ремонтов за межремонтный цикл всегда равно 1:
mк = 1.
Количество средних ремонтов за межремонтный цикл
mс = (12 · Nк / Nс) – 1,
(4.9)
где Nк – межремонтный цикл в годах,
Nс – межремонтный период в месяцах, принимается по данным
табл. 4.1 или базового предприятия;
mс = (12 · 3 / 4) – 1 = 8 (ремонтов).
Процент простоев по среднему и капитальному ремонтам равен:
ас = 52,2 · 8 · 100 / 18636 = 2,24 %, (73.85 · 8 · 100 / 18636 = 3,17 %),
ак = 87,0 · 1 · 100 / 18636 = 0,47 %, (125,8 · 1 · 100 / 18636 = 0,68
%).
80
Расчеты процентов простоя оборудования целесообразно представить в
таблице. В табл. 4.2 приведен пример расчета процентов простоя из-за среднего
ремонта, в табл. 4.3 – из-за капитального ремонта оборудования.
Таблица 4.2
Расчет простоя оборудования по среднему ремонту
Наименование
оборудования
Шлихто
вальная
машина
и т.д.
Межре- Норма Кол-во
Длительность
Длимонт- време- человек
Ремонта
тельный
ность
ни в бригаОсТс ,
Тсц,
цикл
ремонтде
Нс,
таного
дн.
Nс
Кс час
чел./
ток периочас
Тс,
да
час. Тпс, час
4
145
6
[4]
0,2
24,2 3
[36,25] [4] [4,3]
52,4
[73,9]
Колво
ремонтов
за
цикл
Простои
оборудования
aс ,
%
mс
8
[8]
2,24
[3,17]
Таблица 4.3
Расчет простоя оборудования по капитальному ремонту
Наименова- Меж- Норма Кол- Длительность ремонта Длиние обору- ревреме- во
Тк,
Ткц., Остаток тельдования
челомонт- ни
Тк, ность
час
дней
реный
Нк, век в
час.
бримонтцикл
чел./
ного
Nк, час. гаде
периКк
год
ода
Тпк,
Шлихтовальная
машина
и т.д.
3
240
6
[4]
40,0
[60,0]
81
5
[7]
0
[4]
час.
87,0
[125,8]
Колво
ремонтов
за
цикл
Простои
оборудования
ак ,
%
mк
1
1
0,47
0,68
Процент простоя оборудования из-за текущего ремонта
опыта работы предприятий или из табл. 4.4.
аТ принимается из
Таблица 4.4
Проценты простоя оборудования из-за текущего ремонта
Переход
Мотальный
Процент
простоя
до 0,7
Сноваль- Шлихтоный
вальный
до 0,5
до 1,5
Узловязальнопроборный
8... 10
Ткацкий
1,5
ТБО
5...8
Определяется общий процент простоя оборудования ао как сумма простоев
по среднему, капитальному и текущему ремонтам и коэффициент работающего
оборудования
Кро = 1 – 0,01 · ао .
(4.10)
Результаты расчетов плановых
в табл. 4.5.
остановов оборудования
заносятся
Таблица 4.5
Результаты расчетов плановых остановов оборудования
Наименова- Проценты простоя по видам ремонта
ние
оборудования Капиталь- Средний
Текущий
ас
аТ
ный ак
Шлихтовальная машина
и т.д.
0,47
(0,68)
2,24
(3,17)
1,5
(1,5)
Общие
ао
Коэффициент работающего оборудования
4,21
(5,35)
0,96
(0,947)
простои
5. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
82
Кро
В современном производстве нормирование труда является важной и
актуальной задачей.
Нормирование труда является не только одним из направлений
совершенствования организации труда, но и инструментом для анализа в других
направлениях. С помощью нормирования затрат на выполнение отдельных видов
работ устанавливаются рациональные балансы рабочего времени.
Располагая нормативами, можно установить сравнительную загруженность,
выявить и определить пути реализации резервов повышения эффективности труда
рабочих, совершенствовать оплату их труда, материальное стимулирование.
Целью технического нормирования при выполнении ВКР является
приобретение навыков по составлению нормировочных карт по переходам
ткацкого производства, расчету норм обслуживания и загруженности рабочими
приемами, определению коэффициента полезного времени (КПВ) и норм
производительности оборудования.
Количество
переходов
ткацкого
производства,
подвергаемых
нормированию, согласуется дипломником с руководителем и консультантом по
экономической части работы.
Для нормируемых переходов ткацкого производства необходимо
использовать технологические параметры, которые были рассчитаны или приняты
в технологической части. Недостающие данные принимаются из опыта
действующих предприятий или справочной литературы.
Для расчета фактической производительности оборудования ткацкого
производства для ненормируемых переходов необходимо принять КПВ.
Рекомендуемые значения КПВ для оборудования ткацкого производства
приведены в табл. 5.1.
Таблица 5.1
Значения КПВ для оборудования ткацкого производства
Мотальная
машина
Мотальный
автомат
Переход ткацкого производства
Сновальный Шлихтоваль- Проборноный
узловязальный
Пар- Лен- Шлихтоваль- Узловязальная машина ная машина
тион- точная
ная
мамашина шина
0,780,82
0,720,82
0,450,6
Мотальный
0,30,34
0,76-0,82
83
0,37-0,48
Ткацкий
Челночные
станки
Бесчелночные
станки
0,880,92
0,780,88
ТБО
Браковочноучетная
машина
0,480,52
Производительность оборудования по переходам ткацкого производства
определяется по следующим формулам.
Для мотальной машины или автомата, кг/ч:
Ам = 60Vм ⋅ Т о.ф. м.( у.ф. м )mб KПВ ⋅ 10 − 6 ,
(5.1)
где
Vм - линейная скорость перематывания, м/мин;
Т о.ф. м.( у.ф. м.) - линейная плотность нитей основы или утка, текс;
mб - число мотальных головок (веретен).
Для сновальной машины, кг, ч:
Ас = 60 Vcн Tо.ф.с ⋅ mо.с ⋅ КПВ ⋅10 − 6 ,
(5.2)
где
Vcн - линейная скорость снования, м/мин;
Т о.ф.с - фактическая линейная плотность нитей после снования, текс;
mо.с - количество нитей основы на сновальном вале.
Для шлихтовальной машины, кг/ч:
Аш = 60Vшл ⋅ Tо.ф ⋅ М о КПВ⋅10− 6 ,
где
(5.3)
Vшл - линейная скорость шлихтования, м/мин;
Т о.ф - фактическая линейная плотность нитей после шлихтования, текс;
М о - количество нитей основы на ткацком навое.
Для проборного станка:
Ап = 6 ⋅ 103 Gо.н.кл / t n ⋅ М o ,
(5.4)
Gо.н.кл - фактическая масса основы на ткацком навое, кг;
t n - время на проборку 100 нитей, мин ( tn = 3,5 при числе ремиз до 4; tn =
4 при числе ремиз 5 – 6; tn = 4,6 при числе ремиз 7 – 8; tn = 5,2 при числе ремиз
где
более 8).
Для узловязальной машины, кг/ч:
Ауз = 60 n уз Gо.н.кл KПВ / М o ,
84
(5.5)
где
n уз - скорость узловязания, узлов/мин.
Для ткацкого станка:
АТ 1 = 60 n K nв К n В,
уточин/ч;
(5.6)
АТ 2 = 60 n Вб K nв К n В,
метроуточин/ч;
АТ 3 = 6 n K nв К n В / Р у ,
м/ч;
(5.7)
(5.8)
АТ 4 = 6 n Вс К nв К п В / Р у ,
м2/ч,
(5.9)
где
n - частота вращения главного вала ткацкого станка, мин-1,
К п - количество полотен;
Вб - ширина заправки ткани по берду, м;
Р у - плотность ткани по утку, нит/дм;
В - количество одновременно прокладываемых нитей;
Вс - ширина суровой ткани, м.
6. РАЗМЕЩЕНИЕ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Размещение технологического оборудования в цехах и отделах ткацкого
производства обусловлено правилами его технической эксплуатации и
организацией производства. При этом должны соблюдаться безопасные
условия обслуживания машин и станков.
Отдельные элементы размещения оборудования при проектировании,
реконструкции и перевооружении предприятий текстильной промышленности
приведены в [1; 2;11].
6.1. Расчет площадей складских и вспомогательных помещений
Площадь складских помещений зависит от нормы запасов пряжи, которые
определены «Правилами технической эксплуатации ткацких фабрик».
Склад основной и уточной пряжи должен иметь трехсуточный запас
пряжи при условии близкого расположения поставщика, и, если поставщик
находится в другом городе, запас сырья на складе должен быть увеличен до
двухнедельной нормы.
85
В складе необходимо предусмотреть площадь для приема и выдачи пряжи,
площади для прохода людей и транспортных средств [21].
Общая площадь склада основы и утка
S = S1 + S 2 + S3 + S 4 ,
(6.1.1)
где S1 - площадь для хранения пряжи:
S1 = G S1T ,
(6.1.2)
G - суточная потребность пряжи;
S1T - площадь, занимаемая 1 тонной пряжи
(х/б - 10-12 м2, льняная 4-5 м2);
(
)
G = Gосн + G ут + Gкр К Т д ,
К - коэффициент, учитывающий объем запаса;
Тд – число рабочих часов в день;
S2 – площадь проходов:
S 2 ≈ 0,2 S1 ;
S3 – площадь для движения транспорта:
S3 = (0,5 ÷ 0,6) S1 ;
(6.1.3)
(6.1.4)
(6.1.5)
S4 – площадь приема и выдачи пряжи.
Проборный отдел и склад основ
На складе хранится суточный запас основ, при этом его площадь
S n = S1n + S 2n + S3n + S 4n ,
(6.1.6)
где S1 − площадь, занимаемая механизированными стеллажами для
хранения
основ. Площадь, занимаемая одним стеллажом, определяется
из его технической документации.
Число стеллажей
nст = N / E ,
(6.1.7)
n
где
N – необходимый запас основ (навоев);
Е – емкость стеллажа.
Проходы между стеллажами должны быть не менее 1 м;
S 2n − площадь, занимаемая проходами:
86
S 2n = 0,5 S1n ;
(6.1.8)
S3n − площадь для приемки и выдачи основ;
S3n = 20…30 м2;
S 4n − площадь, занимаемая под проборный станок:
S 4n = 1,3 S ст n;
(6.1.9)
Sст −
площадь, занимаемая одним станком;
nр – количество проборных станков.
Товаробраковочный отдел и склад суровья
В товаробраковочном отделе хранится суточный запас рулонов суровой
ткани:
S T = S1T + S 2T + S3T + S 4T ,
где
(6.1.10)
S1T − площадь для хранения ткани:
S1T = 0,1 Bc n р ;
(6.1.11)
Вс - ширина суровой ткани, м;
n р – число рулонов;
S 2T − площадь для установки поточной линии:
S 2T = S ′n ;
(6.1.12)
S ′ − площадь, занимаемая одной поточной линией, определяется из
технической характеристики;
n - число поточных линий;
S3T −
площадь для проходов:
(
)
S3T = 0,5 S1T + S 2T ;
(6.1.13)
S 4T
= площадь для сдачи ткани:
S 4T = 25…30 м2.
(6.1.14)
S c = (0,2...0,3) ST .
(6.1.15)
Площадь склада суровья
87
6.2. Расчет площади клееварки
Площадь клееварки зависит от мощности шлихтовального отдела, от
потребности его в шлихте. В случае применения автоматизированной клееварки
ее площадь может быть определена по рекомендациям ГПИ-1 и ЦНИХБИ.
Общая площадь клееварки
S к = 2 Sб n ,
(6.2.1)
где
Sб - площадь, занимаемая 1 баком (1,2…1,5 м2);
n – число баков: n = T M ;
2 – коэффициент, учитывающий площадь обслуживания;
Т – полный цикл работы бака в часах:
T = t1 + t2 + t3 ,
(6.2.2)
t1- время варки шлихты по режиму;
t2- время промывки бака (20…30 мин);
t 3- время расхода бака (время перекачки шлихты в расходный бак);
t3 = b / Q K ,
(6.2.3)
b – емкость бака;
Q – количество пряжи, ошлихтованной за 1 час;
K – удельный расход шлихты на 1 кг пряжи;
M - число варок в час:
М = 1 / t3 .
(6.2.4)
Площадь склада под клеематериалы
S кл. м = (0,5...0,6) S к .
(6.2.5)
Площади других подсобных помещений выбираются в зависимости от
мощности ткацкой фабрики и могут быть приняты по рекомендациям
справочной литературы.
При подготовке материалов по остальным разделам, определенным
заданием на ВКР, используют методические наработки и рекомендации
кафедр, осуществляющих консультирование по конкретным разделам
работы.
88
Схема доклада по ВКР
1. Тема ВКР.
2. Введение. Состояние и основные направления развития
текстильной промышленности и ткацкого производства.
3. Обоснование места строительства, реконструкции, технического
перевооружения, перезаправки или характеристика научной ВКР. Краткая
характеристика здания, генерального плана.
4. Краткая характеристика вырабатываемых тканей по артикулам:
ширина ткани; плотность ткани по основе и утку; линейная плотность
основной и уточной пряжи; назначение ткани.
5. Технологическая проводка ткацкого производства с указанием
видов внутрифабричного транспорта.
5.1. Поступление пряжи (по линейным плотностям) в склад из
прядильного производства.
5.2. Поступление пряжи со склада на мотальные и сновальные
машины (тип и марка машины, способ снования, фактическая скорость
процесса, плотность намотки, величина ставки, КПВ, производительность,
норма обслуживания и выработки).
5.3. Поступление пряжи после снования для перематывания на
шлихтовальные или эмульсирующие машины (тип и марка машины,
скорость шлихтования, плотность намотки, количество валиков в партии,
процент приклея, процент вытяжки, КПВ, производительность, норма
выработки).
5.4. Поступление ткацких навоев в проборно-узловязальный отдел
(тип и марка проборных станков и узловязальных машин,
производительность оборудования).
5.5. Поступление основной и уточной пряжи на ткацкие станки
(марка станков, количество станков для каждого артикула ткани, частота
вращения главного вала, КПВ, производительность, норма обслуживания и
выработки).
5.6. Поступление ткани в ТБО (производительность, марка машин).
5.7. Поступление разбракованной ткани в отделочное производство.
5.8. Механизация и автоматизация технологического процесса.
5.9. Использование новых информационных технологий.
89
6. Отопление, вентиляция, увлажнение: тип кондиционеров и их
количество; система доувлажнения и отопления и др.
7. Электротехническая часть: вид светильников; освещенность на
рабочих местах и др.
8. Характеристика бытовых помещений, вопросы охраны труда и
техники безопасности, ГО и ЧС.
9. Экономическая часть: основные технико-экономические
показатели ВКР (рентабельность, фондоотдача, удельный расход рабочей
силы, себестоимость, прибыль и т.д.); сопоставление ТЭП работы с
действующими предприятиями.
10.
Тема
научно-исследовательской
работы,
ее
краткая
характеристика.
11. Выводы и рекомендации.
СПИСОК ЛИТЕРАТУРЫ
1. Локтюшева В.И., Богорач Р.С. Проектирование ткацких фабрик. - М.:
Легпромбытиздат, 1987. - 264 с.
2. Власов П.В. и др. Проектирование ткацких фабрик. - М.: Легкая и
пищевая промышленность, 1983. - 304 с.
3. Букаев П.Т. и др. Справочник по хлопкоткачеству. - М.:
Легпромбытиздат, 1987. - 576 с.
4. Дамянов Г.Б., Бачев Ц.З., Сурнина Н.Ф. Строение ткани и
современные методы ее проектирования.- М.: Легкая и пищевая
промышленность, 1984. - 240 с.
5. Бородин А.М., Любимов Н.С., Копейкина Н.С. - М.: Легкая
индустрия, 1968. - 575 с.
6. Приказ Министерства легкой промышленности СССР от 16 августа
1973 г. № 456 « Временные отраслевые нормы расхода пряжи на выработку
100 м суровых хлопчатобумажных, меланжевых, штапельных и технических
тканей». М., 1973.
7. Оников Э.А. Справочник по хлопкоткачеству. - М.: Легкая
индустрия, 1979. - 488 с.
8. Синицын В.А.,
Шейнова Т.И. Основы теории строения
однослойных тканей: Текст лекций. - Иваново: ИГТА, 1994. – 32 с. - №
1945.
9. Построение рецептов шлихты и расчет расхода клеящих
материалов. Методические указания к курсовому и дипломному
проектированию ткацких фабрик. /Сост.
В.Л. Маховер,
Л.Б.
Тихановская. – Иваново: ИГТА, 1995. - 44 с.- № 1961.
10. Методические указания по выбору новейшего отечественного
технологического оборудования при оформлении курсового и дипломного
проектов для
студентов
специальности
280300
/Сост. Н.М.
Сокерин,
90
Г.В. Васильева, Ю.К. Коллеров. - Иваново: ИГТА, 1998. - 48 с. - № 2048.
11. Сокерин Н.М., Васильева Г.В., Маринич В.Я. Размещение
технологического оборудования в цехах ткацкого производства: Учебное
пособие. - Иваново: ИГТА, 1999. - 48 с.
12. Машины товаробраковочного отдела. Методические указания для
студентов дневного и заочного факультетов специальности 280400
Технология ткачества / Сост. Н.М. Сокерин, Г.В. Васильева, Ю.К.
Коллеров.
- Иваново: ИГТА, 1995. - 34 с.
13. Методические указания к расчету экономической части
дипломного проекта для студентов специальности 280400 Технология
ткачества /Сост. Б.И. Кедров, М.И. Чистобородова, Т.И. Васенева. Иваново: ИГТА, 1995. - 34 с.
14. Стандарт предприятия. Проекты (работы) дипломные и курсовые.
Правила оформления СТП ИвТИ 001-93. – Иваново: ИвТИ, 1993. - 34 с.
15. Меньшикова М.Д. Классификация и ассортимент тканей бытового
назначения: Учебное пособие. - Иваново, 1982. - 32 с.
16. Меньшикова М.Д. Рекомендации к изучению ассортимента тканей:
Уч. пос. - Иваново, 1980. - 32 с
17. Широкова В.П., Владимирова Б.М., Полякова Д.А. Справочник по
хлопкопрядению. - М.: Легкая и пищевая промышленность, 1985. - 470 с.
18. Проектирование тканей. Методические указания по курсу «Теория
заправки и изготовления
тканей»
строения,
особенности
/Сост.
Г.И. Муратова, Т.И. Шейнова. - Иваново: ИвТИ, 1993. - 28 с.
19. Прейскурант № 40-07. Оптовые цены на хлопчатобумажные
готовые ткани, штучные изделия и суровые. - М.: Прейскурантиздат, 1981.
20. Определение технологических параметров процесса шлихтования
основной пряжи. Методические указания к курсовому и дипломному
проектированию ткацких фабрик для студентов специальности 280400
трикотажа /Сост.
В.Л. Маховер,
А.В.
Технология тканей и
Булыгин,
В.Н. Гарелин. - Иваново: ИГТА, 1996. - 36 с.
21. Тягунов В.А., Брут-Бруляко А.Б., Глотова Т.М. и др. Основы
проектирования ткацких фабрик: Учебное пособие.- Кострома: КГТУ, 2001.
-125 с.
91