МЧС России
Санкт-Петербургский университет
Государственной противопожарной службы
Пелех М.Т., Симонова М.А.
АКТУАЛЬНЫЕ ВОПРОСЫ ПОЖАРНОЙ БЕЗОПАСНОСТИ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ПРОИЗВОДСТВ
УЧЕБНОЕ ПОСОБИЕ
Рекомендовано федеральным учебно-методическим объединением
в системе высшего образования по укрупненным группам специальностей
и направлений подготовки 20.00.00 Техносферная безопасность
и природообустройство в качестве учебного пособия
для реализации основных профессиональных образовательных программ
высшего образования по направлению подготовки магистров
20.04.01 Техносферная безопасность
Санкт-Петербург
2019
Рецензенты:
доктор технических наук, профессор
Мазур А.С.,
(Санкт-Петербургский государственный технологический институт
(технический университет))
доктор технических наук, доцент
Терехин С.Н.,
(Санкт-Петербургский университет ГПС МЧС России)
Пелех М.Т., Симонова М.А. Актуальные вопросы пожарной
безопасности технологических процессов и производств: учебное пособие.
Под общей ред. Э.Н. Чижикова. – СПб.: Санкт-Петербургский университет
ГПС МЧС России, 2019. – 509 с.
В настоящем учебном пособии поднимаются актуальные вопросы
обеспечения пожарной безопасности технологических процессов, отражен
общий подход к анализу пожаровзрывоопасности технологий типовых
технологических процессов. В пособии основной упор сделан на мероприятия и
технические решения, которые нашли наиболее широкое распространение в
различных технологиях и оправдали себя как эффективные и надежные
средства защиты от возникновения и быстрого распространения пожаров.
Учебное пособие предназначено для обучающихся в магистратуре по
направлению подготовки «Техносферная безопасность», а также может быть
полезно для практических работников Государственной противопожарной
службы в области надзорной и профилактической деятельности.
© Санкт-Петербургский университет ГПС МЧС России, 2019
© Пелех М.Т.
© Симонова М.А.
2
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ ...................................................................................................................... 8
1
ОСНОВЫ ОБЕСПЕЧЕНИЯ ПОЖАРНОЙ БЕЗОПАСНОСТИ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ . 9
1.1
Методика анализа пожарной опасности технологических процессов............ 9
1.2
Система предотвращения пожаров ............................................................... 18
1.3
Системы противопожарной защиты............................................................... 20
2
ОЦЕНКА ПОЖАРОВЗРЫВООПАСНОЙ СРЕДЫ ВНУТРИ ТЕХНОЛОГИЧЕСКОГО
ОБОРУДОВАНИЯ........................................................................................................................ 30
2.1
Условия образования горючей среды в аппаратах с жидкостями ............... 30
2.1.1 Оценка горючести среды в аппарате с ЛВЖ или ГЖ ................................. 31
2.1.2 Температурные пределы пожаровзрывоопасности паровоздушных смесей 34
2.1.3 Динамика насыщения свободного объема аппарата парами
испаряющейся жидкости ..................................................................................................... 35
2.1.4 Образование пожаровзрывоопасных зон в свободном объеме аппарата
при испарении горючей жидкости ....................................................................................... 38
2.1.5 Насыщение парами горючей жидкости свободного объема
технологического аппарата при конвекции ......................................................................... 41
2.2
Основные меры, направленные на предупреждение образования горючей
среды в аппаратах с жидкостями
41
2.3
Условия образования горючей среды в аппаратах с газами. Технические
решения по защите от образования горючей среды ............................................................. 43
2.4
Условия образования горючей среды в аппаратах с пылями. Основные
меры защиты от образования горючей среды
45
2.5
Образование горючей среды при пуске и остановке аппаратов .................. 53
3
ВЫНУЖДЕННОЕ ЗАЖИГАНИЕ ГОРЮЧИХ СМЕСЕЙ И ОТЛОЖЕНИЙ В
УСЛОВИЯХ ПРОИЗВОДСТВА.................................................................................................... 56
3.1
Виды и условия зажигания горючих смесей и отложений ............................ 56
3.1.1 Оценка возможности появления внешних источников зажигания............ 59
3.1.2 Тепловые проявления, связанные с эксплуатацией технологических
установок огневого действия ............................................................................................... 61
3.1.3 Тепловые проявления, связанные с проведением огневых работ........... 65
3.1.4 Тепловые проявления электрической энергии........................................... 67
3.1.5 Тепловые проявления механической энергии ........................................... 70
3.2
Мероприятия и технические решения по предупреждению пожаров от
вынужденного зажигания в условиях производства
75
3.2.1 Предупреждение пожаров и взрывов при сжигании горючих веществ ..... 75
3.2.2 Предупреждение пожаров и взрывов от тепловых проявлений
электрической энергии......................................................................................................... 80
3.2.3 Предупреждение пожаров и взрывов от тепловых проявлений
механической энергии ......................................................................................................... 86
3.2.4 Мероприятия и технические решения, предупреждающие воспламенение
веществ от открытого пламени и высоконагретых конструктивных элементов
оборудования 98
3.2.5 Мероприятия и технические решения, предупреждающие воспламенение
веществ газообразными продуктами горения .................................................................... 98
3.2.6 Мероприятия и технические решения, предупреждающие образование
искр при сжигании горючих веществ ................................................................................... 99
4
ПРИЧИНЫ ПЕРЕРАСТАНИЯ ПОЖАРОВ В КРУПНЫЕ ....................................... 103
4.1
Причины и условия, способствующие быстрому распространению пожаров
на промышленных объектах
103
4.2
Основные направления противопожарной защиты от распространения
пожаров на производстве
109
4.2.1 Снижение количества горючих веществ и материалов в технологии производства
.................................................................................................................................... 110
4.2.2 Удаление горючих веществ и материалов из аппаратов и помещений при
авариях и пожарах
113
4.2.3 Режим эксплуатации технологического оборудования............................. 116
4.2.4 Аварийный слив жидкости .......................................................................... 118
5
ПОЖАРНАЯ БЕЗОПАСНОСТЬ ПРОЦЕССОВ НАГРЕВА И ОХЛАЖДЕНИЯ ...... 126
5.1
Виды теплоносителей и хладагентов, их пожарная опасность ................... 126
5.2
Классификация и конструктивные особенности теплообменных аппаратов
5.3
Особенности пожарной опасности и основные противопожарные меры при
эксплуатации теплообменных аппаратов
157
6
ПОЖАРНАЯ БЕЗОПАСНОСТЬ ПРОЦЕССОВ ТРАНСПОРТИРОВКИ ГОРЮЧИХ
ВЕЩЕСТВ И МАТЕРИАЛОВ ......................................................................................................
165
6.1
Способы транспортировки легковоспламеняющихся и горючих жидкостей.
Основные меры пожарной безопасности
165
6.2
Оборудование, используемое для транспортировки газов. Обеспечение
пожарной безопасности в компрессорных станциях
174
6.3
Средства транспортировки твёрдых горючих материалов и пылей. .......... 178
7
ПОЖАРНАЯ БЕЗОПАСНОСТЬ ПРОЦЕССОВ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ВЕЩЕСТВ И МАТЕРИАЛОВ ......................................................................................................
146
186
7.1
Виды процессов механической обработки веществ и материалов. Общая
характеристика их пожарной опасности
186
7.2
материалов
Обеспечение пожарной безопасности при измельчении твёрдых веществ и
196
7.3
Особенности пожарной опасности и основные противопожарные
мероприятия при механической обработке металлов
212
ПОЖАРНАЯ БЕЗОПАСНОСТЬ ПРОЦЕССОВ РЕКТИФИКАЦИИ И ПЕРЕРАБОТКИ НЕФТИ
218
8
8.1
Физическая сущность процесса ректификации ............................................ 218
8.2
Особенности пожарной опасности ректификационных установок. Основные
противопожарные меры при их проектировании и эксплуатации
233
8.3
Принципиальная схема нефтеперерабатывающего завода ....................... 237
8.4
Пожарная опасность и основные противопожарные мероприятия при
проектировании и эксплуатации установок первичной перегонки нефти
254
8.5
Основные противопожарные мероприятия при проектировании и
эксплуатации установок первичной перегонки нефти
259
ПОЖАРНАЯ БЕЗОПАСНОСТЬ СОРБЦИОННЫХ ПРОЦЕССОВ ....................... 269
9
9.1
Классификация массообменных процессов ................................................. 269
9.2
Физическая сущность процесса абсорбции. Основные меры пожарной
безопасности 276
9.3
Физическая сущность процесса адсорбции. Основные меры пожарной
безопасности 279
9.4
Обеспечение пожарной безопасности при эксплуатации абсорбционных и
адсорбционных установок
287
10
ПОЖАРНАЯ БЕЗОПАСНОСТЬ ХИМИЧЕСКИХ ПРОЦЕССОВ ........................... 294
10.1
Общие сведения о химических процессах ................................................... 294
10.2
Назначение и классификация химических реакторов .................................. 297
10.3
Пожарная опасность и противопожарная защита химических реакторов .. 304
10.4
Классификация химических процессов в зависимости от теплового режима
10.5 Основные виды экзотермических процессов. Особенности пожарной
опасности и основные противопожарные мероприятия при их проведении
319
10.6
11
Основные виды эндотермических процессов и их пожарная опасность .... 347
ПОЖАРНАЯ БЕЗОПАСНОСТЬ ПРОЦЕССА ОКРАСКИ ...................................... 363
11.1
Классификация лакокрасочных материалов и их состав ............................ 363
317
11.2
Физико-химическая сущность процесса формирования лакокрасочных покрытий ...
....................................................................................................................................... 374
11.3 Особенности пожарной опасности и основные противопожарные
мероприятия при проведении процессов окраски
389
11.3.1 Пожарная опасность при окраске способом налива, окунания и струйного
облива
391
11.3.2 Пожарная опасность при окраске способом нанесения порошковых
полимерных материалов
392
11.3.3 Пути распространения пожара в окрасочных цехах ............................... 395
11.3.4 Предотвращение образования горючей среды ....................................... 396
11.3.5 Предотвращение распространения пожара ............................................ 398
11.3.6 Требования пожарной безопасности при окраске способом
пневматического распыления
399
11.3.7 Требования пожарной безопасности при проведении процесса окраски
способом безвоздушного распыления
400
11.3.8 Требования пожарной безопасности при проведении процесса окраски
способом электроосаждения
401
11.3.9 Требования пожарной безопасности при проведении процесса окраски
способом окунания
402
11.3.10 Требования пожарной безопасности при проведении процесса окраски
способом струйного облива
403
11.3.11 Требования пожарной безопасности при проведении процесса окраски
способом нанесения порошковых полимерных материалов
404
12
с
ПОЖАРНАЯ БЕЗОПАСНОСТЬ ПРОЦЕССА СУШКИ .......................................... 406
12.1
Физическая сущность процесса сушки ......................................................... 406
12.2
Интенсивность сушки..................................................................................... 414
12.3
Технологические режимы сушки. Взаимосвязь параметров процесса сушки
пожарной
опасностью
416
13 Мониторинг безопасности эксплуатации технологических установок. Методы
неразрушающего контроля безопасности эксплуатации технологических установок
420
13.1 Системы
обеспечения
мониторинга
безопасности
технологических
установок
(технологии
неразрушающего
420
эксплуатации
контроля)
13.2 Методы и способы неразрушающего контроля безопасности эксплуатации
технологических
установок
(на
примере
акустического
контроля)
424
14
установок
Основы Категорирования помещений, зданий и наружных технологических
по
взрывопожарной
и
пожарной
опасности
431
14.1 Значение системы категорирования помещений, зданий и наружных
технологических установок при решении вопросов пожарной безопасности на
промышленных
объектах
431
14.2
Категорирование помещений по взрывопожарной и пожарной опасности 433
14.3
Категорирование зданий по взрывопожарной и пожарной опасности ........ 445
14.4 Критерии, положенные в основу категорирования наружных установок по
пожарной опасности
448
14.4.1 Вероятностный метод классификации наружных установок по пожарной
опасности
448
14.4.2 Детерминированный метод классификации наружных установок по
пожарной опасности
454
14.5 Методика определения категорий наружных установок по
детерминированному методу
455
14.6 Методика расчета избыточного давления при сгорании газо-, паро- и
пылевоздушных смесей в открытом пространстве
458
14.7
Методика расчета интенсивности теплового излучения.............................. 459
14.7.1 Расчет интенсивности теплового излучения при горении твердых
горючих материалов, а также пролитых ЛВЖ и ГЖ
460
14.7.2 Расчет интенсивности теплового излучения для случая пожара типа
"огненный шар" 463
15
Определение пожарных рисков на промышленном объекте ............................. 465
15.1 Основные положения, заложенные в методику определения пожарного
риска на промышленном объекте
465
15.2
Нормативные значения пожарного риска для производственных объектов
15.3
Оценка пожарного риска на производственном объекте ............................. 467
15.4
Последовательность оценки пожарного риска на производственном объекте 468
15.5
Вычисление величин пожарного риска на объекте ...................................... 469
15.6
Индивидуальный пожарный риск в зданиях и на территории объекта ....... 471
15.7
Методика определения частоты реализации пожароопасной ситуации .... 473
15.8
Методика построения полей опасных факторов пожара ............................. 478
466
15.9
Классификация горючих веществ по степени чувствительности ................ 481
15.10 Классификация режимов сгорания облака .................................................. 483
15.11 Критерии поражения человека ..................................................................... 485
15.11.1 Критерии поражения волной давления .................................................. 486
15.11.2 Критерии поражения тепловым излучением ......................................... 486
Приложение 1 ............................................................................................................... 488
ЛИТЕРАТУРА................................................................................................................ 490
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ ..................................................................................... 495
ВВЕДЕНИЕ
На сегодняшний день остро стоит вопрос обеспечения безопасной
работы технологических процессов и производств. Техногенные катастрофы с
каждым годом становятся масштабнее и последствия от них как правило
связаны с гибелью или увечьями людей, так и несут большой материальный
ущерб, а также затраты на восстановление производства. Поэтому актуальными
становятся вопросы, связанные с обеспечением пожарной безопасности
технологических процессов и производств. В связи с чем, изучение основ
технологии, процессов и аппаратов пожаро-взрывоопасных производств
является неотъемлемой частью подготовки специалиста в области пожарной
безопасности. В настоящем учебном пособия изложены общие сведения о
технологическом
оборудовании
с
пожаро-взрывоопасными
средами.
Представлена классификация типовых технологических процессов пожаровзрывоопасных
производств.
Охарактеризована
сущность
протекания
механических, гидромеханических, тепловых, массообменных и химических
процессов. Приведены основные сырьевые и технологические факторы,
оказывающие влияние на их пожарную опасность. Содержащиеся в пособии
материалы предназначены для формирования представлений о назначении,
устройстве и принципах действия основных технологических аппаратов и
являются основой для изучения методов анализа пожарной опасности
технологических процессов.
Учебное пособие содержит теоретические основы проведения анализа
риска
пожарной
технические
опасности,
мероприятия,
рассматриваются
направленные
современные
на
обеспечение
инженернопожарной
безопасности различного технологического оборудования с учетом требований
современных
нормативных
правовых
актов
Российской
Федерации,
нормативных документов в области пожарной безопасности. В главах учебного
пособия
отмечаются
особенности
пожарной
опасности
типовых
технологических процессов с учетом обращающихся веществ и материалов.
ОСНОВЫ ОБЕСПЕЧЕНИЯ ПОЖАРНОЙ БЕЗОПАСНОСТИ
1
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Методика
1.1
анализа
пожарной
опасности
технологических
процессов
Традиционно профилактическая работа на промышленных объектах
сводится
к
режимным
мероприятиям,
в
проведении
инструктажа
по
соблюдению противопожарного режима и организации формирований для
тушения пожаров. Не умоляя важности и необходимости этой работы на
пожаро- и взрывоопасных объектах, нельзя не отметить их недостаточность.
Необходимо эту работу, доступную для низкоквалифицированного персонала
работников
пожарной
охраны,
дополнить
высококвалифицированным
инженерным трудом. Надо не просто оценивать пожарную опасность
производств, а глубоко её исследовать и совместно с инженерным персоналом
объектов
находить
наиболее
рациональные
решения
вопросов
пожаровзрывобезопасности. В основу этой работы должно быть положено
глубокое изучение технологии производств.
Итак,
с
чего
же
начать,
чтобы
в
совершенстве
знать
пожаровзрывоопасность любого производства. Ответ однозначен – с изучения
технологии производства. Под технологией понимается совокупность
последовательно осуществляемых процессов и операций, позволяющих из
сырья получать продукцию с заданным качеством, с наименьшими
затратами и безопасно. Отметим, что термин технология часто подменяется
словосочетанием «технологический процесс производства». Для того, чтобы
компетентно
решать
вопросы
пожаровзрывобезопасности
на
любом
промышленном объекте, надо прежде всего в совершенстве знать технологию
этого производства. А изучение технологии надо начинать с регламента.
9
Технологический регламент – это основной документ, с помощью
которого осуществляется процесс производства той или иной продукции с
заданными
свойствами.
В
технологическом
регламенте
перечисляется
последовательность операций, строго регламентируются параметры процессов
(температура,
давление
и
другие
параметры),
позволяющие
получать
продукцию с заданными свойствами, с наименьшими затратами и с
обеспечением пожарной и экологической безопасности.
Методика анализа пожарной опасности производственных объектов
включает в себя следующие этапы:
1.
Сопоставление
показателей
пожарной
опасности
веществ
и
материалов, обращающихся в технологическом процессе, с параметрами
технологического процесса.
2. Перечень показателей пожарной опасности веществ и материалов в
зависимости от их агрегатного состояния, необходимых и достаточных для
характеристики пожарной опасности технологической среды, приведен в
приложении 1. Перечень потенциальных источников зажигания пожароопасной
технологической среды определяется посредством сопоставления параметров
технологического процесса и иных источников зажигания с показателями
пожарной опасности веществ и материалов.
3. Определение пожароопасных ситуаций на производственном объекте
должно осуществляться на основе анализа пожарной опасности каждого из
технологических
процессов
и
предусматривать
выбор
ситуаций,
при
реализации которых возникает опасность для людей, находящихся в зоне
поражения опасными факторами пожара и вторичными последствиями
воздействия опасных факторов пожара.
4. Для каждой пожароопасной ситуации на производственном объекте
должно быть приведено описание причин возникновения и развития
пожароопасных ситуаций, места их возникновения и факторов пожара,
представляющих опасность для жизни и здоровья людей в местах их
пребывания.
10
5. Для определения причин возникновения пожароопасных ситуаций
должны быть определены события, реализация которых может привести к
образованию горючей среды и появлению источника зажигания.
6.
Анализ
предусматривает
изменяющих
пожарной
опасности
производственных
определение
комплекса
превентивных
параметры
технологического
процесса
объектов
мероприятий,
до
уровня,
обеспечивающего допустимый пожарный риск.
Для проведения анализа пожарной опасности производственного
объекта необходимо изучить технологический регламент.
Технологические регламенты могут быть:
постоянными (на действующих производствах);
временными (на новых производствах);
разовыми (на опытных производствах).
Техрегламент содержит исчерпывающую информацию, необходимую
для
изучения
технологии
пожаровзрывоопасности
и
данного
выработки
мер
производства,
пожарной
оценки
ее
безопасности.
К
сожалению, такие регламенты встречаются не всегда. Это происходит потому,
что его разрабатывают технологи, недостаточно компетентные в вопросах
пожаровзрывоопасности.
Срок действия технологического регламента составляет 5 лет. При
внесении незначительных изменений и дополнений в технологию этот срок
может быть продлён ещё на 5 лет. По истечении двух пятилетних сроков
технологический регламент подлежит обязательному пересмотру.
Содержание технологического регламента:
Общая
характеристика
производственного
объекта.
Характеристика исходного сырья и изготовляемой продукции.
Описание
технологического
процесса
производственного объекта.
Нормы технологического режима.
11
и
технологической
схемы
Контроль технологического процесса.
Основные положения пуска и остановки производственного объекта при
нормальных условиях.
Безопасная эксплуатация производства (характеристика видов опасности
на производстве, возможные неполадки и аварийные ситуации, способы их
предупреждения, защита
травмирования
технологического
работающих,
меры
оборудования от аварий и
безопасности
при
эксплуатации
производственных объектов).
Отходы при производстве продукции, сточные воды, выбросы в
атмосферу, методы их утилизации и переработки.
Краткая характеристика технологического оборудования, регулирующих
и предохранительных клапанов.
Перечень
обязательных
инструкций
и
нормативно-технической
документации.
Технологическая схема производства продукции (графическая часть).
Существует полная и принципиальная технологические схемы.
Полная технологическая схема содержит подробное графическое изображение
и описание технологии, включая все операции, резервное оборудование,
контрольно-измерительные приборы, автоматику и т.п. Для предварительного
знакомства с новой технологией удобнее работать с принципиальной
технологической
схемой,
из
которой
можно
получить
следующую
информацию:
Последовательность
технологических
операций
(нагревание,
охлаждение, окраска, сушка и т.д.)
Основное технологическое оборудование (ректификационные колонны,
теплообменные аппараты, насосы и т.п.); количество, конструкция, емкость
технологических аппаратов, степень их заполнения;
Нормы технологического режима (температура, давление, концентрация
и т. д.);
12
Места ввода сырья;
Схему КИПиА;
Основные транспортные коммуникации;
Ограждающие строительные конструкции, проходы, проемы, разрывы;
Места расположения людей с указанием их количества;
Места концентрации материальных ценностей.
Из технологического регламента выясняется количество, вид и
пожароопасные свойства обращающихся веществ и материалов, определяется
опасность их применения:
нижние концентрационные пределы распространения пламени для газов
и пыли;
температуры вспышки и стандартные температуры самовоспламенения
паров жидкости;
данные о плотности газов и паров жидкостей, данные о токсичности;
данные о давлении взрыва газов и паров.
Данные об условиях самопроизвольного и вынужденного возникновения
горения, к сожалению, на сегодняшний день в техрегламентах отсутствуют.
Характеристика среды внутри технологических аппаратов.
Оценивается
возможность
образования
горючей
среды
внутри
технологического аппарата.
Напомним, что горючая среда может образоваться только при наличии в
аппарате газового пространства. В общем случае наличие горючей смеси в
технологическом аппарате определяется неравенством:
НКПР ОП ВКПР .
(1.1)
Так как концентрация насыщенных паров жидкости находится в прямой
зависимости от температуры, то часто используется соотношение:
tНПР 10 0 С tОП tВПР 10 0 С
13
.
(1.2)
Однако правой частью этого неравенства необходимо пользоваться с
осторожностью, так как в переходные периоды работы технологических
аппаратов
концентрация
паров
может
оказаться
ниже
концентрации
насыщенных паров и паровоздушная среда окажется горючей.
Для пыли концентрация является взрывоопасной, если
Р НКПР
(1.3)
где Р – действительная концентрация пыли в действующем аппарате
Причины
выхода
горючих
веществ
из
технологического
оборудования.
При
нормальной
пожароопасные
вещества
эксплуатации
могут
технологического
выходить
из
аппаратов
оборудования
с
открытой
поверхностью испарения, периодически открываемых для загрузки и выгрузки
аппаратов, аппаратов с дыхательными устройствами и аппаратов, работающих
под избыточным давлением. Смешение горючего и окислителя в этом случае
происходит по условиям техпроцесса.
Не предусмотренный регламентом выход горючих веществ происходит
при повреждении технологического оборудования.
Причины повреждения технологического оборудования:
механическое воздействие;
температурное воздействие;
химический износ материала
Механические
воздействия
–
при
понижении
или
повышении
внутреннего давления и при нагрузках динамического порядка.
Повышение давления возможно:
при нарушении материального баланса в результате несоответствия
производительности насосов и компрессоров;
неправильного подключения аппаратов с различными давлениями;
14
нагревания жидкости и газов выше установленной нормы;
при нарушении процесса конденсации паров;
при попадании в аппараты с высокой рабочей температурой жидкостей с
низкой температурой кипения.
Динамические воздействия – при гидравлических ударах, в результате
вибрации, при падении грузов и т.д.;
К температурным воздействиям относят температурные напряжения,
а также воздействие высоких и низких температур.
Химический износ металла возможен при:
химической коррозии (газовой);
электро-химической коррозии.
Производственные источники тепловыделения.
Источниками
тепловыделения,
которые
могут
активизировать
окислительные процессы и при определенных теплофизических условиях
приводить к пожарам и взрывам, являются:
Открытый огонь (факелы, пламя в печах, в реакторах огневого действия,
в огневых теплогенераторах), искры топок и двигателей внутреннего сгорания.
Разогретые
конструктивные
элементы
горелочных
устройств,
керамические теплоизлучающие панели, нагретые поверхности стенок печей и
дымоходов, нагретые стенки реакторов и теплообменников,
Нагретые поверхности узлов трения (подшипники качения, скольжения).
Нагретый воздух и газы, перегретый пар, расплавы металлов и нагретые
жидкости;
Электрические искры при разрядах статического электричества.
Искры
механического
происхождения
(использование
стального
инструмента, мешалки, дробилки, воздуходувки и вентиляторы);
Очаги самовозгорания пирофорных и самонагревающихся материалов.
Очаги самовозгорания и самовоспламенения при взаимодействии
химических веществ с сильными окислителями, при взаимодействии щелочных
15
металлов, карбидов и измельченных щелочно-земельных металлов с водой и т.
д.
Теплофизические
условия
самопроизвольного
и
вынужденного
возникновения горения.
Горение может возникать в двух режимах - в режиме так называемого
самопроизвольного
возникновения
горения
(самовозгорание
и
самовоспламенение) и в режиме вынужденного зажигания. Критическим
условиям теплового самовозгорания и самовоспламенения соответствует
предельное равенство темпов самонагревания и охлаждения. При этом время
действия источника тепловыделения должно быть не менее времени,
необходимого для достижения критической температуры самовозгорания или
самовоспламенения ТВ.
Теплофизические условия вынужденного зажигания определяются
источником тепловыделения. При поджигании тепловым излучением плотность
теплового излучения должна быть не ниже критической плотности теплового
потока для поджигания данного материала. При поджигании нагретым газом
температура нагретого газа должна быть не ниже температуры зажигания.
Последняя равна критической температуре теплового самовозгорания или
самовоспламенения горючей среды с размерами скопления, равными длине
волны горения (или тления). При этом температура зажигания, вызывающая
тление, равна стандартной температуре тления.
При поджигании электрической искрой, имеющей температуру много
выше температуры горения, энергия потенциальной искры должна быть не
меньше «минимальной энергии зажигания», определяемой стандартным
методом.
При поджигании летящим нагретым телом или механической искрой
ширина разогретого канала с конечной температурой на периферии, равной
температуре зажигания, должна быть не меньше длины волны горения, а при
поджигании неподвижного скопления покоящимся телом или механической
16
искрой должна сформироваться прогретая зона с температурой на периферии
не ниже температуры зажигания
Отсюда видно, что для прогноза возможных условий самопроизвольного
и вынужденного возникновения горения должны быть проанализированы
температурные
поля,
свойства
горючих
сред,
пирофорных
и
самонагревающихся отложений, объёмы и линейные размеры скоплений и
отложений. На основании выполненных измерений и расчётов совместно с
разработчиком регламента и технологами - эксплуатационниками должны быть
разработаны противопожарные мероприятия, исключающие возможность
возникновения горения технологическими средствами, а при необходимости –
разработаны
технологические
приемы
подавления
очагов
возгорания
технологическими средствами. Если технологические средства окажутся
недостаточными,
тогда
должны
быть
предложены
дополнительные
автоматические системы пожаротушения.
Причины и условия распространения пожара.
Линейная скорость распространения пламенного горения и тления
определяются
скоростью тепловыделения
в зоне горения, градиентом
температуры на границе зон горения и прогрева, температуропроводностью
горючей среды и тепловым потоком от зоны горения к окружающей среде. При
этом решающее значение играют коэффициенты температуропроводности и
диффузии,
обеспечивающие
приток
в
зону
горения
окислителя
и
распространение температуры по горючей среде. Поэтому с наибольшей
скоростью распространяется горение по газо- , паро- , и пылевоздушным
средам, а также по отложениям пыли и пуха с малой плотностью, сухому
травостою, не скошенным хлебным массивам и сухой траве.
Скопление большого количества горючих веществ и материалов на
производственных и складских площадках, способствует возникновению очага
горения большой мощности и распространению пожара тепловым излучением.
17
Наличие в производственных помещениях различных коммуникаций и
проемов без противопожарных преград, способствует распространению пожара
по
производственным
коммуникациям
с
переходом
огня
через
противопожарные преграды.
Огонь может также распространяться с большой скоростью по
поверхности разлившихся легковоспламеняющихся и горючих жидкостей.
Необходимо также учитывать, что при распространении горения по газо-, парои пылевоздушным средам спокойное дефлаграционное горения может
перерастать во взрывное. Поэтому при изучении технологического регламента
необходимо выявить опасность для быстрого распространения горения и его
перерастания во взрывное, а также оценить достаточность средств и способов
предотвращения и ограничения этих явлений.
1.2 Система предотвращения пожаров
Система предотвращения пожаров создается с целью исключения
условий возникновения пожаров, которое достигается исключением условий
образования горючей среды и (или) исключением условий образования в
горючей среде (или внесения в нее) источников зажигания.
Способы исключения условий образования горючей среды:
Исключение
условий
образования
горючей
среды
должно
обеспечиваться одним или несколькими из следующих способов:
1) применение негорючих веществ и материалов;
2) ограничение массы и (или) объема горючих веществ и материалов;
3) использование наиболее безопасных способов размещения горючих
веществ и материалов, а также материалов, взаимодействие которых друг с
другом приводит к образованию горючей среды;
4) изоляция горючей среды от источников зажигания (применение
изолированных отсеков, камер, кабин);
18
5) поддержание безопасной концентрации в среде окислителя и (или)
горючих веществ;
6) понижение концентрации окислителя в горючей среде в защищаемом
объеме;
7) поддержание температуры и давления среды, при которых
распространение пламени исключается;
8) механизация и автоматизация технологических процессов, связанных
с обращением горючих веществ;
9) установка пожароопасного оборудования в отдельных помещениях
или на открытых площадках;
10) применение устройств защиты производственного оборудования,
исключающих выход горючих веществ в объем помещения, или устройств,
исключающих образование в помещении горючей среды;
11) удаление из помещений, технологического оборудования и
коммуникаций пожароопасных отходов производства, отложений пыли, пуха.
Способы исключения условий образования в горючей среде (или
внесения в нее) источников зажигания:
1)
применение
пожароопасной
и
электрооборудования,
(или)
взрывоопасной
соответствующего
зоны,
категории
и
классу
группе
взрывоопасной смеси;
2) применение в конструкции быстродействующих средств защитного
отключения электроустановок или других устройств, исключающих появление
источников зажигания;
3) применение оборудования и режимов проведения технологического
процесса, исключающих образование статического электричества;
4) устройство молниезащиты зданий, сооружений и оборудования;
5) поддержание безопасной температуры нагрева веществ, материалов и
поверхностей, которые контактируют с горючей средой;
19
6) применение способов и устройств ограничения энергии искрового
разряда в горючей среде до безопасных значений;
7)
применение
искробезопасного
инструмента
при
работе
с
легковоспламеняющимися жидкостями и горючими газами;
8)
ликвидация
условий
для
теплового,
химического
и
(или)
микробиологического самовозгорания обращающихся веществ, материалов и
изделий;
9) исключение контакта с воздухом пирофорных веществ;
10) применение устройств, исключающих возможность распространения
пламени из одного объема в смежный.
1.3 Системы противопожарной защиты
Система противопожарной защиты создается с целью защиты людей и
имущества от воздействия опасных факторов пожара и (или) ограничения его
последствий.
Защита людей и имущества от воздействия опасных факторов пожара и
(или) ограничение его последствий обеспечиваются снижением динамики
нарастания опасных факторов пожара, эвакуацией людей и имущества в
безопасную зону и (или) тушением пожара.
Системы противопожарной защиты должны обладать надежностью и
устойчивостью к воздействию опасных факторов пожара в течение времени,
необходимого для достижения целей обеспечения пожарной безопасности.
Защита людей и имущества от воздействия опасных факторов пожара и
(или) ограничение последствий их воздействия обеспечиваются одним или
несколькими из следующих способов:
1)
применение
объемно-планировочных
решений
и
средств,
обеспечивающих ограничение распространения пожара за пределы очага;
20
2) устройство эвакуационных путей, удовлетворяющих требованиям
безопасной эвакуации людей при пожаре;
3) устройство систем обнаружения пожара (установок и систем
пожарной сигнализации), оповещения и управления эвакуацией людей при
пожаре;
4)
применение
систем
коллективной
защиты
(в
том
числе
противодымной) и средств индивидуальной защиты людей от воздействия
опасных факторов пожара;
5) применение основных строительных конструкций с пределами
огнестойкости и классами пожарной опасности, соответствующими требуемым
степени огнестойкости и классу конструктивной пожарной опасности зданий и
сооружений, а также с ограничением пожарной опасности поверхностных слоев
(отделок, облицовок и средств огнезащиты) строительных конструкций на
путях эвакуации;
6) применение огнезащитных составов (в том числе антипиренов и
огнезащитных красок) и строительных материалов (облицовок) для повышения
пределов огнестойкости строительных конструкций;
7)
устройство
аварийного
слива
пожароопасных
жидкостей
и
аварийного стравливания горючих газов из аппаратуры;
8)
устройство
на
технологическом
оборудовании
систем
противовзрывной защиты;
9) применение первичных средств пожаротушения;
10) применение автоматических и (или) автономных установок
пожаротушения;
11) организация деятельности подразделений пожарной охраны.
Пути эвакуации людей при пожаре:
1.
Каждое
здание
или
сооружение
должно
иметь
объемно-
планировочное решение и конструктивное исполнение эвакуационных путей,
обеспечивающие безопасную эвакуацию людей при пожаре. При
21
невозможности безопасной эвакуации людей должна быть обеспечена их
защита посредством применения систем коллективной защиты.
2. Для обеспечения безопасной эвакуации людей должны быть:
1) установлены необходимое количество, размеры и соответствующее
конструктивное исполнение эвакуационных путей и эвакуационных выходов;
2) обеспечено беспрепятственное движение людей по эвакуационным
путям и через эвакуационные выходы;
3) организованы оповещение и управление движением людей по
эвакуационным путям (в том числе с использованием световых указателей,
звукового и речевого оповещения).
3. Безопасная эвакуация людей из зданий и сооружений при пожаре
считается обеспеченной, если интервал времени от момента обнаружения
пожара до завершения процесса эвакуации людей в безопасную зону не
превышает необходимого времени эвакуации людей при пожаре.
4. Методы определения необходимого и расчетного времени, а также
условий беспрепятственной и своевременной эвакуации людей определяются
нормативными документами по пожарной безопасности.
Для
обеспечения
безопасности
людей
необходимо
применять
следующие системы:
Системы обнаружения пожара, оповещения и управления эвакуацией
людей при пожаре должны:
обеспечивать
автоматическое
обнаружение
пожара
за
время,
необходимое для включения систем оповещения о пожаре в целях организации
безопасной (с учетом допустимого пожарного риска) эвакуации людей в
условиях конкретного объекта.
быть установлены на объектах, где воздействие опасных факторов
пожара может привести к травматизму и (или) гибели людей. Перечень
объектов, подлежащих оснащению указанными системами, устанавливается
нормативными документами по пожарной безопасности.
22
Системы коллективной защиты и средства индивидуальной защиты
людей от опасных факторов пожара:
1. Системы коллективной защиты и средства индивидуальной защиты
людей от воздействия опасных факторов пожара должны обеспечивать
безопасность людей в течение всего времени воздействия на них опасных
факторов пожара.
2. Системы коллективной защиты людей должны обеспечивать их
безопасность в течение всего времени развития и тушения пожара или времени,
необходимого для эвакуации людей в безопасную зону. Безопасность людей в
этом случае должна достигаться посредством объемно-планировочных и
конструктивных решений безопасных зон в зданиях и сооружениях (в том
числе посредством устройства незадымляемых лестничных клеток), а также
посредством использования технических средств защиты людей на путях
эвакуации от воздействия опасных факторов пожара (в том числе средств
противодымной защиты).
3. Средства индивидуальной защиты людей (в том числе защиты их
органов зрения и дыхания) должны обеспечивать их безопасность в течение
времени, необходимого для эвакуации людей в безопасную зону, или в течение
времени, необходимого для проведения специальных работ по тушению
пожара. Средства индивидуальной защиты людей могут применяться как для
защиты эвакуируемых и спасаемых людей, так и для защиты пожарных,
участвующих в тушении пожара.
Система противодымной защиты:
1. Система противодымной защиты здания, сооружения должна
обеспечивать защиту людей на путях эвакуации и в безопасных зонах от
воздействия опасных факторов пожара в течение времени, необходимого для
эвакуации людей в безопасную зону, или всего времени развития и тушения
пожара посредством удаления продуктов горения и термического разложения и
(или) предотвращения их распространения.
23
2. Система противодымной защиты должна предусматривать один или
несколько из следующих способов защиты:
1)
использование
объемно-планировочных
решений
зданий
и
сооружений для борьбы с задымлением при пожаре;
2) использование конструктивных решений зданий и сооружений для
борьбы с задымлением при пожаре;
3) использование приточной противодымной вентиляции для создания
избыточного давления воздуха в защищаемых помещениях, тамбур-шлюзах и
на лестничных клетках;
4) использование устройств и средств механической и естественной
вытяжной противодымной вентиляции для удаления продуктов горения и
термического разложения.
Огнестойкость и пожарная опасность зданий и сооружений:
1.
В
зданиях
и
сооружениях
должны
применяться
основные
строительные конструкции с пределами огнестойкости и классами пожарной
опасности, соответствующими требуемым степени огнестойкости зданий,
сооружений и классу их конструктивной пожарной опасности.
2. Требуемые степень огнестойкости зданий, сооружений и класс их
конструктивной
пожарной
опасности
устанавливаются
нормативными
документами по пожарной безопасности.
Огнестойкость и пожарная опасность строительных конструкций:
1.
Огнестойкость
и
класс
пожарной
опасности
строительных
конструкций должны обеспечиваться за счет их конструктивных решений,
применения
соответствующих
строительных
материалов,
а
также
использования средств огнезащиты.
2. Требуемые пределы огнестойкости строительных конструкций,
выбираемые в зависимости от степени огнестойкости зданий и сооружений,
приведены в таблице 1.1.
24
Таблица 1.1 Соответствие степени огнестойкости и предела
огнестойкости строительных конструкций зданий, сооружений и пожарных
отсеков
Предел огнестойкости строительных конструкций
Степень
огнестой- Несущие Наружные Перекрытия
Строительные
Строительные
кости
стены, ненесущие междуэтажконструкции
конструкции
зданий, колонны и
стены
ные (в том
бесчердачных
лестничных клеток
сооружен другие
числе
покрытий
ий и пож. несущие
чердачные настилы
фермы, внутрен- марши и
отсеков элементы
и над
(в том
балки,
ние
площадки
подвалами) числе с
прогоны стены лестниц
утеплителе
м)
I
R 120
E 30
REI 60
RE 30
R 30
REI 120
R 60
II
R 90
E 15
REI 45
RE 15
R 15
REI 90
R 60
III
R 45
E 15
REI 45
RE 15
R 15
REI 60
R 45
IV
R 15
E 15
REI 15
RE 15
R 15
REI 45
R 15
не
не
не
не
не
не
не
V
нормиру- нормиру- нормиру- нормиру- нормиру- нормиру- нормируется
ется
ется
ется
ется
ется
ется
Примечание. Порядок отнесения строительных конструкций к несущим
элементам здания и сооружения устанавливается нормативными документами
по пожарной безопасности.
Ограничение распространения пожара за пределы очага:
1) устройство противопожарных преград;
2) устройство пожарных отсеков и секций, а также ограничение
этажности зданий и сооружений;
3) применение устройств аварийного отключения и переключение
установок и коммуникаций при пожаре;
4) применение средств, предотвращающих или ограничивающих разлив
и растекание жидкостей при пожаре;
5) применение огнепреграждающих устройств в оборудовании;
6) применение установок пожаротушения.
Первичные средства пожаротушения в зданиях и сооружениях:
25
1. Здания и сооружения должны быть обеспечены первичными
средствами пожаротушения лицами, уполномоченными владеть, пользоваться
или распоряжаться зданиями и сооружениями.
2. Номенклатура, количество и места размещения первичных средств
пожаротушения устанавливаются в зависимости от вида горючего материала,
объемно-планировочных
решений
здания,
сооружения,
параметров
окружающей среды и мест размещения обслуживающего персонала.
Автоматические и автономные установки пожаротушения применяются
для достижения следующих целей:
1) ликвидация пожара в помещении (здании) до возникновения
критических значений опасных факторов пожара;
2) ликвидация пожара в помещении (здании) до наступления пределов
огнестойкости строительных конструкций;
3)
ликвидация
пожара
в
помещении
(здании)
до
причинения
максимально допустимого ущерба защищаемому имуществу;
4) ликвидация пожара в помещении (здании) до наступления опасности
разрушения технологических установок.
Тип автоматической и (или) автономной установки пожаротушения, вид
огнетушащего вещества и способ его подачи в очаг пожара определяются в
зависимости от вида горючего материала, объемно-планировочных решений
здания, сооружения и параметров окружающей среды.
Источники противопожарного водоснабжения
Здания и сооружения, а также территории организаций и населенных
пунктов должны иметь источники противопожарного водоснабжения для
тушения пожаров. В качестве источников противопожарного водоснабжения
могут использоваться естественные и искусственные водоемы, а также
внутренний и наружный водопроводы (в том числе питьевые, хозяйственнопитьевые, хозяйственные и противопожарные).
26
На территориях поселений и городских округов должны быть источники
наружного противопожарного водоснабжения. К ним относятся:
1) наружные водопроводные сети с пожарными гидрантами;
2) водные объекты, используемые для целей пожаротушения в
соответствии с законодательством Российской Федерации;
3) противопожарные резервуары.
Поселения
и
городские
округа
должны
быть
оборудованы
противопожарным водопроводом. При этом противопожарный водопровод
допускается объединять с хозяйственно-питьевым или производственным
водопроводом.
В поселениях и городских округах с количеством жителей до 5000
человек, отдельно стоящих зданиях классов функциональной пожарной
опасности Ф1.1, Ф1.2, Ф2, Ф3, Ф4 объемом до 1000 кубических метров,
расположенных в поселениях и городских округах, не имеющих кольцевого
противопожарного
водопровода,
зданиях
и
сооружениях
класса
функциональной пожарной опасности Ф5 с производствами категорий В, Г и Д
по пожаровзрывоопасности и пожарной опасности при расходе воды на
наружное пожаротушение 10 литров в секунду, на складах грубых кормов
объемом до 1000 кубических метров, складах минеральных удобрений объемом
до 5000 кубических метров, в зданиях радиотелевизионных передающих
станций, зданиях холодильников и хранилищ овощей и фруктов допускается
предусматривать
в
качестве
источников
наружного
противопожарного
водоснабжения природные или искусственные водоемы.
Допускается
не
предусматривать
наружное
противопожарное
водоснабжение населенных пунктов с числом жителей до 50 человек, а также
расположенных вне населенных пунктов отдельно стоящих зданий и
сооружений классов функциональной пожарной опасности Ф1.2, Ф1.3, Ф1.4,
(гостиницы, общежития, спальные корпуса санаториев и домов отдыха общего
типа, кемпингов, мотелей и пансионатов; многоквартирные жилые дома;
одноквартирные жилые дома, в том числе блокированные; театры, кинотеатры,
27
концертные залы, клубы, цирки, спортивные сооружения с трибунами,
библиотеки и другие учреждения с расчетным числом посадочных мест для
посетителей на воздухе; музеи, выставки, танцевальные залы и другие
подобные учреждения на воздухе; здания организаций по обслуживанию
населения (кроме Ф3.4 – поликлиник и амбулаторий), в которых одновременно
могут находиться до 50 человек и объем которых не более 1000 кубических
метров.
Первичные меры пожарной безопасности включают в себя:
1) реализацию полномочий органов местного самоуправления по
решению вопросов организационно-правового, финансового, материальнотехнического
обеспечения
пожарной
безопасности
муниципального
образования;
2) разработку и осуществление мероприятий по обеспечению пожарной
безопасности
муниципального
образования
и
объектов
муниципальной
собственности, которые должны предусматриваться в планах и программах
развития
территории,
обеспечение
надлежащего
состояния
источников
противопожарного водоснабжения, содержание в исправном состоянии средств
обеспечения
пожарной
безопасности
жилых
и
общественных
зданий,
находящихся в муниципальной собственности;
3) разработку и организацию выполнения муниципальных целевых
программ по вопросам обеспечения пожарной безопасности;
4) разработку плана привлечения сил и средств для тушения пожаров и
проведения аварийно-спасательных работ на территории муниципального
образования и контроль за его выполнением;
5) установление особого противопожарного режима на территории
муниципального образования, а также дополнительных требований пожарной
безопасности на время его действия;
6) обеспечение беспрепятственного проезда пожарной техники к месту
пожара;
28
7) обеспечение связи и оповещения населения о пожаре;
8) организацию обучения населения мерам пожарной безопасности и
пропаганду в области пожарной безопасности, содействие распространению
пожарно-технических знаний;
9) социальное и экономическое стимулирование участия граждан и
организаций в добровольной пожарной охране, в том числе участия в борьбе с
пожарами.
29
2
ОЦЕНКА ПОЖАРОВЗРЫВООПАСНОЙ СРЕДЫ ВНУТРИ
ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
2.1 Условия образования горючей среды в аппаратах с жидкостями
Испарение горючих жидкостей представляет собой сложный физический процесс, протекание которого зависит от состава и свойств горючей
жидкости, температуры, давления, способа и скорости движения и от ряда
других факторов.
Под испаряемостью обычно подразумевается совокупность физических
параметров
горючей
жидкости,
обуславливающих
скорость
процесса
испарения, тепловые эффекты при испарении, условия равновесного испарения,
которые влияют на образование паро-взрывоопасной среды.
На производственных объектах перерабатываются (обрабатываются) и
хранятся разнообразные по физико-химическим и пожарным свойствам
жидкие, газообразные и твердые вещества.
По технологической схеме, можно установить, какие из аппаратов,
содержат горючие жидкости, газы, измельченные вещества и пыль. Внутри
таких аппаратов пары, газы или пыль в различные периоды эксплуатации могут
быть невоспламеняемыми или пожаровзрывоопасными. Пожаровзрывоопасные
концентрации создаются при строго определенных условиях, значение которых
необходимо знать для разработки эффективных мер противопожарной защиты.
Свойства горючих веществ, их количество в обращении или процессе
должны быть установлены в технологии получения того или иного продукта
или же установлены по справочной литературе. В случаях отсутствия данных в
справочной литературе (а такое бывает) или невозможности проведения
исследования, пожаровзрывоопасные свойства можно оценить расчетным
путем, исходя из химического состава и других, необходимых для расчета
показателей.
30
Мы рассмотрим процесс испарения горючих жидкостей в аппаратах,
трубопроводах, внутреннее пространство которых может послужить местом
возникновения пожара.
Необходимо изучить причины образования горючей среды внутри
технологического оборудования, а также способы защиты аппаратов и
трубопроводов от этих горючих образований с учетом условия ведения
технологических процессов.
2.1.1 Оценка горючести среды в аппарате с ЛВЖ или ГЖ
Известно, что в технологическом аппарате с горючей жидкостью
возгорание (взрыв) обусловлено наличием смеси паров жидкости с воздухом.
Если аппарат, полностью заполнен ЛВЖ, ГЖ, или сжиженным газом, то среда в
данном аппарате является негорючей.
Паровоздушная смесь в свободном пространстве аппарата может быть
горючей (взрывоопасной), так и негорючей. Следует отметить, что ЛВЖ, ГЖ,
газы обладают высокой степенью пожаровзрывоопасности. И для эффективной
защиты их от пожара и взрыва требуются глубокие знания закономерности
возникновения и развития пожара (взрыва).
Характерной особенностью практически всех ЛВЖ, ГЖ и жидких
горючих газов является способность их к испарению при любых условиях. Над
поверхностью ГЖ всегда находится их пары, которые, смешиваясь с воздухом,
могут образовывать взрывоопасные смеси. Такое состояние жидкости
представляет опасность двоякого ряда: в одном случае происходит только
вспышка паров, а в другом - вспышка паров и возникновение устойчивого
горения самой жидкости.
Горючесть паровоздушной смеси определяется соотношением паров
жидкости и окислителя (кислорода воздуха). Если в паровоздушной смеси
31
недостает паров горючей жидкости, то испытуемая смесь не горит из-за
недостаточного количества горючего компонента (бедная смесь). Если же в
смеси избыток паров горючей жидкости, то смесь не горит из-за недостатка
окислителя (обогащенная смесь).
Для каждой горючей жидкости установлены нижний и верхний
концентрационные пределы распространения пламени (пределы воспламенения), в пределах которых паровоздушная смесь является горючей взрывоопасной. Эти пределы даются в соответствующих справочниках.
При длительном нахождении жидкостей в закрытом технологическом
аппарате, «жидкость – пар» находится в состоянии динамического равновесия.
В этом случае концентрация пара находится в состоянии близком к
насыщению.
Концентрация насыщения паров φs определяется свойствами жидкости и
температурой. С повышением температуры концентрация насыщенных паров φs
возрастает по экспоненциальному закону (изменение φs в зависимости от
температуры происходит по кривой - экспоненте).
В противопожарной службе зависимость φs = f(Т) определяют по
уравнению Антуана:
lg PS A
B
CA t
,
(2.1)
где: А, В, СА - константы Антуана, даются в справочнике под редакцией
Баратова А.Н. приведенные к давлению в кПа;
PS - парциальное давление насыщенных паров, кПа;
t - температура жидкости , оС.
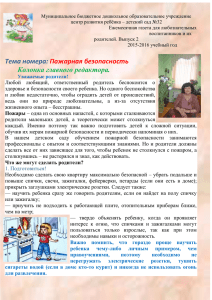
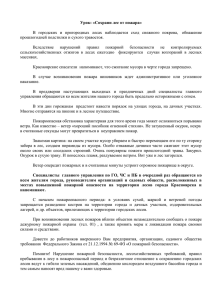
Выражение (3.1) показывает, что парциальное давление насыщенного
пара пропорционально температуре жидкости. Графически эта зависимость
имеет вид, представленный на рис. 2.1.
32
Рис. 2.1 - Зависимость концентрации паров от температуры жидкости
Из анализа графика следует, что нижний концентрационный предел
распространения паров (НКПР) и верхний предел (ВКПР) паров достигаются
при значениях температур tн и tв - температурными пределами распространения
пламени
жидкости
(ТПР).
Нижним
(НТПР)
или
верхним
(BTПP)
температурным пределом распространения пламени называется температура
жидкости, при которой концентрация паров над ее поверхностью равна
соответствующему концентрационному пределу.
Температурные пределы tн и tв связаны с концентрационными
пределами распространения пламени зависимостью:
t П
В
СА ,
А lg (0,01 П РР )
(2.2)
где: φп - нижний или верхний КПР, % ;
Рр - атмосферное давление, 100 кПа;
А, В, СА - константы уравнения Антуана для насыщенных паров.
Зная давление насыщенного пара жидкости можно рассчитать скорость
ее испарения, кг/м2·с, по формуле:
W 106 M PS,
(2.3)
где: η - коэффициент, учитывающий влияние температуры жидкости и
скорость воздушного потока над ее поверхностью;
М - молярная масса жидкости (вещества), г/моль;
33
РS - давление насыщенного пара, кПа.
Таким образом, при нагревании жидкости можно подобрать такую
температуру, при которой над ее поверхностью концентрация паров будет
равной
НКПР,
т.е.
паровоздушная
смесь
становится
способной
к
воспламенению от постороннего источника зажигания. При этой температуре
сгорают только пары, а сама горючая жидкость не загорается. Эту температуру
называют температурой вспышки.
Через
парциальное
давление
паров
жидкости
РS
определяем
концентрацию паров жидкости φs в объемных долях по формуле:
S
PS
,
PP
(2.4)
где: Рр - рабочее давление в технологическом аппарате, кПа (при
атмосферном давлении РP = 100 кПа = 105 Па).
2.1.2 Температурные
пределы
пожаровзрывоопасности
паровоздушных смесей
В паровоздушном объеме закрытых аппаратов горючая смесь, смесь
паров образуется только в температурных интервалах нагрева жидкости,
которые
называются
Температурными
пределами
воспламенения.
Обязательным условием для образования пожаровзрывоопасных концентраций
паров в закрытых аппаратах с жидкостями являются:
наличие паровоздушного пространства в аппарате;
наличие в аппарате горючей жидкости,
рабочая
температура,
которой находится в интервале между нижним и верхним температурными
пределами воспламенения.
Условия пожаровзрывоопасности определяются соотношением:
(tНПВ 10) tОП (tВПВ 15).
34
(2.5)
Прогнозируя
данное
соотношение,
следует,
что
если
рабочая
температура на 15 оС ниже, то в этом случае паровоздушная смесь является
действительно негорючей. Если же рабочая температура паровоздушной выше
на 15 оС, то среда является негорючей только в том случае, если во всем
свободном объеме над поверхностью жидкости концентрация паров постоянная
и равна концентрации насыщенных паров (φр = φs). Такое состояние наступает
через длительный промежуток времени τоп, в течение которого паровоздушная
среда остается опасной в пожаровзрывоопасном отношении. Это условие
следует знать и быть очень внимательным.
2.1.3 Динамика насыщения свободного объема аппарата парами
испаряющейся жидкости
Насыщение
свободного
объема
закрытого
аппарата
парами
испаряющейся жидкости происходит переносом паров от поверхности
жидкости в свободный объем аппарата (резервуара) за счет разностей концентраций или градиента концентраций.
В соответствии с законом Фика:
I
G Д ,
F
y
(2.6)
где: I - плотность потока массы пара (удельный массовый поток), кг/м2 ·с;
G - масса пара, кг;
F - поверхность испарения, м2;
τ - время, с;
Д - коэффициент диффузии, м2/с;
ρ - плотность паров жидкости, кг/м3;
φ - концентрация паров жидкости, % (объемные доли);
y - нормаль (перпендикуляр) к поверхности испарения жидкости, м;
35
y
- градиент (разность) концентраций паров жидкости.
Перенос пара от поверхности жидкости с площади F в свободный объем
аппарата может осуществляться за счет молекулярной диффузии и конвекции.
При диффузионном переносе пара процесс насыщения свободного
объема аппарата протекает в две стадии.
Первая стадия длится до тех пор, пока пары испаряющейся жидкости
достигают верхней
части
свободного
пространства аппарата (крышки
резервуара).
Вторая стадия наступает после полного заполнения свободного объема
аппарата, после чего наступает процесс полного насыщения свободного объема
аппарата.
На первой стадии концентрация φ над поверхностью жидкости
распределена по параболическому закону описываемого зависимостью:
n
y
S ,
h П
(2.7)
где: у - расстояние от верхней точки парового облака до измеряемой
точки, м;
hn - высота парового облака над поверхностью испарения F, м;
n - относительный градиент концентрации.
n
grad
S / hП
,
n2
(2.8)
Высота парового облака изменяется во времени в соответствии с
зависимостью:
hП 2 Д n (n 1) 1 ,
(2.9)
Отсюда время τ1, в течение которого паровое облако достигнет верхней
части свободного объема аппарата (крышки резервуара):
h 2 П
h2
П
1
,
2 Д n (n 1) 12 Д
36
(2.10)
После того, как паровое облако испаряющейся жидкости достигает
верхней части свободного объема аппарата (крыши), наступает, вторая стадия
насыщения τ2.
На второй стадии средняя концентрация в свободном объеме аппарата
уже изменяется по экспоненте и описывается формулой:
S (1 e k ),
2
(2.11)
где: k - коэффициент (темп) насыщения:
k
nДF
V hП
,
(2.12)
где V - объем свободного объема аппарата, м3;
Для аппаратов с вертикальными стенками:
k
nД
,
hn2
(2.13)
По высоте свободного пространства hn, на второй стадии насыщения
концентрация φ определяется по формуле:
Z n nVДhF
Z , 2 S 1 e n 1,
hn
2
(2.14)
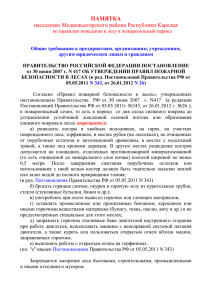
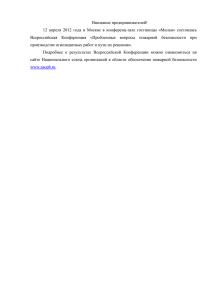
Распределение паров по высоте свободного объема аппарата hn, на
первой и второй стадиях насыщения представлены на рис. 2.2.
Из анализа рис. 2.2 следует, что паровоздушная среда в технологическом
аппарате до момента τ2.3 паровоздушная среда остается пожаровзрывоопасной,
это пожаровзрывоопасная зона, которая перемещается снизу вверх и затем
исчезает. Пренебрежение этим свойством приводят к тяжелым последствиям.
37
Рис. 2.2 - График распределения концентрации паров по высоте Z в
различные моменты времени
2.1.4 Образование пожаровзрывоопасных зон в свободном объеме
аппарата при испарении горючей жидкости
Из анализа динамики насыщения свободного объема аппарата парами
испаряющейся жидкости, при отсутствии конвективных потоков на первой и
второй стадиях насыщения по высоте концентрация паров распределяется по
параболическому закону.
На первой стадии по формуле:
n
y
S ,
hn
а на второй стадии по формуле:
(2.15)
n
Z
Z , 2 S ,
han
(2.16)
где: у - расстояние по вертикали от верхней точки парового облака;
z - расстояние от верхней части свободного объема аппарата (крыши
резервуара);
han - высота свободного объема аппарата;
hn - высота парового облака.
38
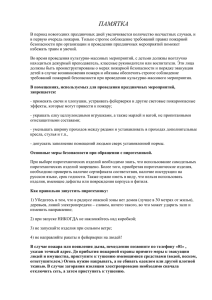
Распределение
концентрации
паров
испаряющейся
жидкости
в
различные моменты времени представлены на рис. 2.2, где кривые τ1.1 и τ1.2
соответствуют моментам времени, при которых паровое облако еще не
достигло верхней точки свободного объема аппарата. Моменту достижения
верхней точки свободного объема аппарата соответствует кривая τ1,3.
Все кривые на рис. 2.2 построены для случая, когда концентрация
насыщенных паров выше верхнего концентрационного предела воспламенения
φs > φвпв.
В связи с тем, что на первой стадии насыщения по высоте свободного
объема аппарата от поверхности испаряющейся жидкости концентрация пара
изменяется от концентрации насыщения (у поверхности испарения) до 0 (в
верхней точке парового облака), кривые концентрации τ1.1, τ1.2 и пересекают
вертикальные прямые φвпв и φнпв, в точках А и В, (для кривой τ1.3). По высоте
свободного объема аппарата точки А и В находятся на расстоянии Δh. В
пределах этой высоты концентрация паров находится между верхним φвпв и
нижним φнпв концентрационными пределами воспламенения и следовательно,
паровоздушная среда на высоте Δh является пожаровзрывоопасной.
Таким
образом,
технологическом
если
аппарате
температура
выше
испаряющейся
верхнего
жидкости
температурного
в
предела
воспламенения tp > tвпв, то на первой стадии насыщения в свободном объеме
аппарата, с парами испаряющейся жидкости, имеется паро-взрывоопасная зона.
Как уже выше отмечалось, после достижения паровым облаком верхней
части свободного объема аппарата наступает вторая стадия насыщения. На этой
стадии, при отсутствии конвективных потоков, в любой точке парового
пространства концентрация паров растет по экспоненциальному закону.
S ek ,
2
(2.17)
где: φ - текущая концентрация паров в любой момент времени 2-й
стадии τ2;
k - коэффициент (темп) насыщения.
39
Вследствие этого на 2-й стадии насыщения распределение концентрации
паров остается параболическим. На рис. 3.2различным моментам 2-й
насыщения соответствуют кривые τ2.1, τ2.2 и τ2.3.
К моменту τ2.1 опасная зона поднялась выше и расширилась за счет
верхней границы.
В момент τ2.2 верхняя граница пожаровзрывоопасной зоны достигла
верхней части свободного объема аппарата. Несколько поднялась над
поверхностью и нижняя граница опасной зоны. При дальнейшем насыщении
нижняя граница опасной зоны поднимается вверх и достигает верхней части
свободного объема аппарата. После этого паровоздушная среда становится
негорючей. Это происходит не сразу, а через достаточно длительный отрезок
времени от момента заполнения горючей жидкостью технологического
аппарата.
Однако рассматриваемая теория является теорией, идеализированной
картиной. И на практике могут быть различные ситуации и технологии не в
полной мере отвечающими теории испарения горючей жидкости в замкнутом
свободном объеме технологического аппарата.
На практике, паровоздушное пространство, как правило, сообщается с
атмосферой. В этом случае поступающий в технологический аппарат воздух
разбавляет паровоздушную среда, препятствует ее насыщению.
Поэтому
паровоздушная
среда
в
технологическом
аппарате
с
дыхательными и предохранительными устройствами может быть практически
не ограниченно длительное время оставаться пожаровзрывоопасной (например,
в резервуаре с бензином на нефтебазе).
Паровоздушная смесь может быть пожаровзрывоопасной вблизи трещин
на стенках технологических аппаратов и т.д. Это необходимо учитывать в
практической деятельности при эксплуатации технологических аппаратов,
особенно при ремонтных и сварочных работах.
40
2.1.5 Насыщение парами горючей жидкости свободного объема
технологического аппарата при конвекции
При наличии конвективных потоков процессы насыщения свободного
объема технологического аппарата имеют свои особенности. В этом случае
процесс насыщения свободного объема аппарата на высоте, отличается от
процесса в замкнутом объеме, и не будет наблюдаться 2-х стадий.
Средняя концентрация в свободном объеме аппарата будет возрастать
по экспоненте и описывается формулой:
F
V
,
S 1 e
(2.18)
где: β - коэффициент массоотдачи, определяемый по формуле (2.19):
nД
,
hГР
(2.19)
где: hГР - толщина пограничного слоя над поверхностью горючей
жидкости, м.
Толщина пограничного слоя над поверхностью жидкости hГР зависит от
скорости движения воздуха над поверхностью горючей жидкости и от
температуры. Если рассматривать этот процесс более детально, то это сложная
теплофизическая и теплодинамическая задачи. Мы ее рассматривать не будем,
так как ориентировочно можно принимать, что при наличии конвективных
потоков скорость насыщения будет на порядок выше, чем при диффузионном
насыщении.
2.2 Основные
меры,
направленные
на
образования горючей среды в аппаратах с жидкостями
41
предупреждение
Обеспечить эксплуатацию аппаратов и ёмкостей без образования в них
взрывоопасных концентраций паров позволяют следующие технические
решения:
1. Ликвидация паровоздушного объёма.
Если в емкостях и резервуарах даже с изменяющимся уровнем жидкости
не будет паровоздушного объёма, то не будет условий и для образования
пожароопасных концентраций. Ликвидировать паровоздушный объём можно
тремя способами :
а) устройством хранилищ, в которых горючие жидкости находятся под
защитным слоем воды или над слоем воды (таким способом можно хранить ГЖ
не смешивающиеся с водой – СS2, нефтепродукты );
б) применение резервуаров с плавающей крышей и плавающими
понтонами (для северной зоны России);
в) устройством ёмкостей с эластичными складывающимися стенками.
2. Применение высокостойких пен, эмульсий и полых микрошариков, т.е.
веществ и материалов способных, не разрушаясь плавать на поверхности ГЖ
резервуара, создавая требуемой толщины слой и необходимую герметизацию с
корпусом. Полые микрошарики размером 10-120 мкм изготовляют из
карбомидных и фенолформальдегидных смол. Для защиты резервуара с
бензином ёмкостью 100 м3 необходимо 36 кг микрошариков, ёмкостью 1000 м3
– 168 кг, 3000 м3 – 460 кг , 5000 м3 – 610 кг шариков.
3. Создание температурных условий, исключающих образование
взрывоопасных концентраций.
При рабочих температурах ниже или выше температурных пределов
воспламенения паров жидкости необходимо контролировать температурный
режим, используя приборы автоматического контроля или автоматически
регулировать температуру.
4. Введение негорючих газов в паровоздушный объём аппаратов и
емкостей.
42
Если в аппарате есть условия для образования взрывоопасной
концентрации паров и нельзя изменить температурный режим работы, то
обеспечить безопасность эксплуатации аппарата можно путём подачи в него
какого-либо негорючего газа (СО2, N2, Аr, Gе) или водяного пара. Они
понижают концентрацию кислорода в смеси, сужая концентрационные пределы
горючей смеси.
5. Введение в огнеопасную жидкость каких-либо добавок, снижающих
давление насыщенного пара (парциальное давление), т.е. уменьшающих
концентрацию горючих паров в свободном пространстве аппарата (резервуара).
В качестве таких добавок могут быть применены, например, вода – для
метилового, этилового или пропилового спирта, ацетона, уксусной кислоты,
ССl4 - для нефтепродуктов, СS2 и др. Но лучше применять такие вещества,
которые
образуют
на
поверхности
ГЖ
мономолекулярную
плёнку,
препятствующую свободному испарению.
2.3 Условия образования горючей среды в аппаратах с газами.
Технические решения по защите от образования горючей среды
В
производственных
условиях
получают
или
используют
в
технологическом процессе разнообразные горючие газы (ГГ) при различных
температурах и давлении.
В качестве химического сырья или топлива широко применяются
следующие газы: природный газ метан (СН4), нефтяной, коксовый, этилен,
ацетилен (С2Н2), бутилен, аммиак (NH3), водород (Н2) и др. Неправильная
эксплуатация аппаратов с горючими газами может вызвать пожары и взрывы.
Поскольку такими же свойствами, как газы, обладают и перегретые
пары жидкостей, излагаемые ниже условия образования горючих концентраций
газов внутри аппаратов, относятся и к таким перегретым парам.
43
Обычно аппараты и трубопроводы бывают заполнены горючим газом
без примеси окислителя. Реже по технологическим условиям используется
смесь горючего газа с воздухом или кислородом. Например, получение Н2
конверсией
СН4,
ацетилена
(С2Н2)
термоокислительным
пиролизом
естественного газа, окислов N2 – окислением аммиака (NН3).
Наличие горючей смеси газа с воздухом внутри аппаратов и
трубопроводов может быть представлено следующим выражением:
�н ≤ �р ≤ �в,
(2.20)
где: р - рабочая концентрация горючего газа в аппарате в % об или г/м3;
н
и
в
–
нижний
и
верхний
концентрационные
пределы
распространения пламени, в % об или г/м3.
Концентрационные распространения пламени для газов находят в
справочной литературе. При отсутствии литературных данных КПР пламени
для газов определяют опытным путём или расчётным методом.
Рабочая концентрация горючих газов р не может быть определена по
величине рабочей температуры или давления в аппарате. Действительную
концентрацию газа определяют анализом или устанавливают по данным
технологического регламента. Особое внимание должно быть обращено на
аппараты и трубопроводы, в которых по условиям технологии находятся смеси
горючего газа с воздухом или кислородом (О2).
Технические решения по защите от образования горючей среды в
аппаратах с горючими газами.
Для предупреждения образования горючей среды внутри технологического оборудования с горючими газами необходимо в процессе его
эксплуатации
предусматривать
следующие
мероприятия
и
технические
решения:
1. Поддерживать рабочую концентрацию горючего газа в смеси с
окислителем за пределами области воспламенения, то есть ниже нижнего и
выше верхнего пределов распространения пламени с учетом коэффициентов
безопасности, предусмотренных ГОСТ 12.1.044. Для обеспечения таких
44
условий на практике используют специальные системы автоматического
регулирования расхода, давления, а также соотношения между горючим
веществом и окислителем.
2. Обеспечивать непрерывный автоматический контроль за содержанием опасной примеси в газе (окислителя в инертном газе, окислителя в
смеси горючего и инертного газов или же горючего газа в окислителе). Для
контроля за содержанием опасной примеси аппараты, и трубопроводы
оборудуют
стационарными
газоанализаторами,
автоматически
сигнализирующими об отклонении концентрации от рабочих параметров.
3. Предусматривать системы автоматической блокировки, обеспечивающие прекращение подачи одного из компонентов горючей смеси, а в
некоторых случаях сразу двух компонентов, при опасных отклонениях
концентрации от рабочих параметров.
4. Предусматривать системы автоматической подачи негорючих
(инертных) газов в объем аппаратов для флегматизации горючей смеси. При
достижении
концентрации
негорючего
газа
значения
минимальной
флегматизирующей концентрации флегматизатора (МФКФ) горючая смесь
становится не способной к распространению пламени при любом соотношении
горючего газа и окислителя.
5. Поддерживать в газовых коммуникациях избыточное давление,
предотвращающее подсос воздуха через неплотности.
2.4 Условия образования горючей среды в аппаратах с пылями.
Основные меры защиты от образования горючей среды
В производственных условиях тонко измельчённые твёрдые горючие
материалы могут являться конечным продуктом (пылевидное топливо,
древесная мука, сахарная пудра и т.д.), отходами и побочными продуктами
производства (мучная, табачная, древесная пыль и т.д.). Размеры частичек пыли
45
колеблются в весьма широких пределах. В зависимости от размеров частиц и
скорости движения воздуха пыль может находиться во взвешенном или
осевшем состоянии. При увеличении скорости движения воздушных потоков
осевшая пыль (аэрогель) легко переходит во взвешенное состояние (аэрозоль) и
наоборот.
В
общем
виде
сила
сопротивления
среды
движению
частиц
шарообразной формы зависит от удельного веса, вязкости среды, скорости
движения, диаметра и веса частицы, т.е.
� = �(�, �, �, �, �).
(2.21)
Многие пыли во взвешенном состоянии способны с воздухом давать
взрывоопасные
концентрации.
Величины
концентрационных
пределов
пылевоздушных смесей зависят не только от химического состава вещества, но
и в значительной степени от её измельчённости, влажности и зольности.
Наиболее важное значение имеет НКПР, так как величина верхнего
предела очень высока и практически редко достижима.
Таким образом, условия наличия взрывоопасной концентрации пыли
внутри аппаратов будет:
�д ≥ �н,
(2.22)
или с учётом запаса надёжности
�д ≥ 0,5 �н,
(2.23)
Действительная концентрация д определяется с учётом наличия
взвешенной и осевшей пыли; величина НКПР пыли – по справочным пособиям
(с учётом фракционности, влажности и зольности) или опытным путём.
Большое количество взвешенной пыли образуется при работе машин и
агрегатов
с
механизмами
ударного
действия
(дробилки,
мельницы,
разрыхлители обойки, центробежные классификаторы и т.д.), машин и
установок, действия которых сопряжено с использованием воздушных потоков
(пневматические системы транспортировки, воздушные классификаторы,
сепараторы и т.п.) или с падением измельчённой продукции с высоты
46
(самотечные трубы, места пересыпания с одного транспортёра на другой, узлы
загрузки и выгрузки измельчённой продукции и т.п.).
Значительную опасность для аппаратов представляет скопление осевшей
пыли. Осевшая пыль при взвихрении может создать взрывоопасные смеси;
самовозгорающаяся
пыль
–
вызвать
очаги
самовозгорания.
Искры,
образующиеся от ударов металлических частиц, попавших в машину, могут
вызвать очаги тления, от которых воспламенится и взвешенная пыль. Местная
вспышка может вызвать взвихрение пыли в большом объёме и явится причиной
повторного взрыва большой разрушительной силы.
Осевшая пыль в машинах и аппаратах скапливается в застойных
участках, тупиках, при дефектах поверхности, в местах резкого изменения
диаметров и острых сопряжений. Скоплению осевшей пыли способствует
увеличенная влажность воздуха и конденсации влаги на стенках аппаратов и
трубопроводов.
Технологические аппараты, в которых образуется пыль или обращаются
порошки и волокна характеризуются значительной пожарной опасностью. В то
же время, область их применения велика. Это дробление сырья для химической
промышленности и мукомольного производства, разрыхление волокон при
производстве тканей, окрашивание изделий порошковыми методами.
Что
подразумевают
под
термином
«пыль»?
К
пыли
относят
измельченные твердые вещества с размером частиц до 850 мкм. Пыль может
находиться во взвешенном состоянии, тогда она образует аэрозоль и в осевшем
– аэрогель.
В зависимости от природы исходного сырья пыль может быть
неорганической (пыль серы, металлов), органической (полиэтиленовая, мучная
пыль), органоминеральной (древесно-абразивная пыль).
Одним из основных показателей пожарной опасности пылей является
нижний концентрационный предел распространения пламени – НКПР (φн),
чаще всего он выражается в единицах кг /м 3. ВКПР для пыли настолько велик,
что не имеет практического значения, причем пыли склонны к расслоению,
47
поэтому даже при очень высоких концентрациях, всегда могут образовываться
локальные зоны с концентрацией ниже ВКПР.
При
определении
рабочей
(φр)
концентрации
пыли
внутри
технологического оборудования необходимо учитывать массу взвешенной и
осевшей пыли. Горючая среда в аппаратах с пылью будет образовываться в том
случае, если выполняется условие:
�р ≥ �н,
(2.24)
где: φн – нижний концентрационный предел распространения пламени;
φр – рабочая концентрация.
Повышенную
опасность
для
технологического
оборудования
представляет осевшая пыль. Обладая развитой поверхностью контакта с
окислителем, она в отложившемся состоянии может самовозгораться, а при
взвихрении
образовывать
горючую
концентрацию.
Это
обстоятельство
обуславливает характерную особенность циклического протекания пылевых
взрывов. Сначала, как правило, происходит первичный взрыв (вспышка)
небольшой мощности в локальной зоне технологического оборудования.
Образующаяся при этом взрывная волна приводит к взвихрению оставшейся
пыли и образованию горючей пылевоздушной смеси в значительно большем
объеме. Происходит повторный взрыв, который часто приводит к разрушению
оборудования
и
образованию
горючей
концентрации
уже
в
объеме
производственного цеха. Мощность последнего взрыва может оказаться
достаточной
для
разрушения
всего
здания,
в
котором
размещается
производство.
Пожарная опасность и профилактика.
Пыли делятся на взрывоопасные и пожароопасные по величине НКПР,
причём пыли, имеющие величину НКПР ниже 65 г/м3 относятся к
взрывоопасным, более 65 г/м3 – к пожароопасным. К особо взрывоопасным
относятся пыли с НКПР ниже 15 г/м3. Группа пожароопасных пылей
классифицируется по величине температуры самовоспламенения. К особо
48
пожароопасным относятся пыли с температурой самовоспламенения ниже 250
0
С. Пылевидные материалы могут находиться в состоянии аэрогеля (осевшего
слоя) и в состоянии аэрозоля (взвешенного слоя). Взрывы пыли происходят в
ограниченном пространстве и проходят в основном по дефлаграционному
механизму (взрывное горение).
При воспламенении пыли в одной точке с определённой скоростью
распространяется на весь объём смеси. Механизм распространения пламени в
пылевых смесях подобен механизму в газовых смесях. Горение происходит во
фронте пламени. Ширина фронта пламени в пыли несколько шире, чем у
газовых смесей, так как в большинстве случаев горение пыли грубой
дисперсности протекает медленно и несовершенно. Пылевая смесь перед
фронтом пламени нагревается за счёт тепла зоны горения, т.е. тепла,
передаваемого путём теплопроводности и излучения. В зоне прогрева
происходит нагревание пыли, её разложение или испарение и окисление.
Скорость распространения фронта пламени в пыли зависит от
дисперсности пыли и способности при нагревании выделять газообразные
продукты. Чем крупнее пыль, тем меньше скорость восприятия ею тепла, так
как поверхность такой пыли незначительна. При определённой крупности пыли
пламя распространяться в ней не может. Для аэровзвеси, как и для
газопаровоздушной смеси существует область распространения пламени.
Способность аэровзвеси воспламенятся с распространением пламени по
всей массе, зависит от температуры источника зажигания и размера нагретой
поверхности. Вода, содержащаяся в пыли, затрудняет её воспламенение и
распространение пламени. Объясняется это тем, что в процессе нагревания
частиц аэровзвеси часть тепла расходуется на испарение воды. Наличие
негорючих частиц твёрдого вещества (зольность пыли) увеличивает расстояние
между горючими частицами, приводит к увеличению теплопотерь в зоне
реакции, что затрудняет распространение фронта пламени на весь объём
пылевоздушной смеси. Примесь негорючих паров и газов также снижает
взрывоопасность пыли. Они снижают концентрацию кислорода в смеси, а
49
скорость химической реакции для такой системы пропорциональна только
концентрации кислорода.
Переход к детонации возможен при турболизации пыли, например, в
длинных угольных штольнях, на протяжённых конвейерных линиях, элеваторах
и др. Особенность пожарной опасности пневмотранспорта заключается в том,
что горючие материалы транспортируются в особо опасном, измельчённом
состоянии. Горючая среда образуется внутри пневмотранспортной системы,
если между количеством горючей пыли и воздухом соблюдается условие:
Снкпр ≤ Ср ≤ Свкпр,
(2.25)
где: Снкпр и Свкпр – нижний и верхний концентрационный предел
распространения пламени пылевидного материала;
Ср
-
рабочая
концентрация
пыли
в
воздухе
пневматического
трубопровода.
Верхние концентрационные пределы слишком велики, в условиях
производства практически недостижимы, в справочниках не приводятся, а
транспортировку материалов при концентрациях ниже нижнего предела
осуществлять неэкономично. Условие (2.25) может быть использовано только
при
коэффициентах
безопасности
к
нижнему
и
верхнему
пределам
концентрации.
Когда
возможность
образования
горючей
среды
внутри
пневмотранспортной системы в нормальных условиях работы не может быть
надёжно исключена путём соответствующего выбора соотношения между
весом горючего материала и воздухом, то в качестве рабочего агента нужно
применять инертный газ. Чаще всего используют азот или его смесь с
воздухом.
При
этом,
по
экономическим
соображениям,
обеспечивать
рециркуляцию такого газа после его очистки.
Условия образования горючей среды в производственных помещениях
существенно зависит от режима работы системы пневмотранспорта. При работе
под избыточным давлением транспортируемый измельчённый материал и его
50
пыль могут через не плотности в трубопроводах проникать в помещение.
Система, работающая под вакуумом, обеспечивает максимальную чистоту
помещения и с точки зрения пожарной безопасности является более
предпочтительной.
Пожарная
профилактика
обеспечивается,
прежде
всего,
путём
правильного проектирования, монтажа и эксплуатации пневмотранспортной
системы. Вместе с тем ввиду возможности скопления пыли в трубопроводах и
выхода её наружу в производственное помещение зону с пневмотранспортом
горючих измельчённых материалов следует рассматривать как взрывоопасную
и принимать меры к ограничению последствий взрыва.
Специфическими
источниками
воспламенения
в
системах
пневмотранспорта могут быть разряды статического электричества (особенно
при транспортировке по трубам из неметаллических материалов), механические
искры, самовозгорание отложений пыли.
В процессе транспортировки полимерных материалов происходит
интенсивное накопление электростатических зарядов. Серьёзная опасность
возникает, когда наэлектризованный порошок концентрируется в насыпную
массу, так как возрастание объёмной плотности увеличивает опасность разряда.
Опасность разряда уменьшают путём ограничения генерирования зарядов и
усиления их диссипации.
Уменьшить пожарную опасность аппаратов и трубопроводов с наличием
пыли можно следующими способами :
а) применение менее "пылящих" процессов измельчения (например,
вибрационного помола, измельчения с увлажнением, мокрых процессов
обработки твёрдых и волокнистых веществ);
б) введение негорючих газов внутрь аппаратов в течение всего периода
работы или только в наиболее опасные моменты (например, в периоды пуска и
остановки мельниц и подобных им машин) или добавлением к огнеопасной
пыли минеральных веществ (например, мела);
в) устройством систем отсосов пыли из машин;
51
г) использование негорючих газов для пневматической транспортировки
наиболее опасных пылей, при сушке порошковых материалов распылением и
во взвешенном слое;
д) установление оптимальной скорости воздуха или негорючего газа и
систематического
контроля
за
её
величиной
при
пневматической
транспортировке измельчённых материалов (чтобы избежать осаждения пыли);
е)
конструктивными
решениями
аппаратов
и
трубопроводов,
обеспечивающими минимальное скопление осевшей пыли, к которым
относятся: гладко обработанные внутренние поверхности аппаратов и
трубопроводов, плавные повороты трубопроводов и сопряжения поверхностей
аппаратов, плавные переходы диаметров, уклон конусной части аппаратов не
менее 60о, а самотечных трубопроводов – не менее 45о к горизонту;
ж) использование вибраторов для предотвращения образования пробок
пыли в бункерах и трубопроводах;
з) предохранение стенок аппаратов и трубопроводов от увлажнения.
Это достигается размещением аппаратов в отапливаемых помещениях,
подогревом
среды
или
аппаратов и
устройством
теплоизоляции
при
расположении аппаратов на открытых площадках или в неотапливаемых
помещениях.
Для того, чтобы избежать пожара в аппаратах с пылью, порошками,
волокнами следует выполнять следующие технологические рекомендации:
применять методы измельчения с минимальным пылевыделением;
производить измельчение с увлажнением;
устанавливать системы местных отсосов пыли (систем аспирации);
заполнять аппараты инертными газами или добавлять в измельчаемые
материалы минеральные пыли (мел, цемент), если это позволяет технология;
очистка аппаратов от осевшей пыли.
52
2.5 Образование горючей среды при пуске и остановке аппаратов
Взрывы и пожары внутри технологического оборудования часто
возникают в периоды неустановившегося режима работы. К таким периодам
относятся
пуск
профилактического
аппаратов
в
эксплуатацию
осмотра
или
ремонта.
В
и
эти
их
остановка
периоды
для
опасность
образования горючей среды внутри технологического оборудования очень
высока. Так период пуска оборудования характеризуется поступлением
горючих компонентов в объем аппаратов, заполненных воздухом, и выходом
аппаратов на заданный рабочий режим. При этом концентрация горючих
веществ в аппаратах увеличивается и может стать горючей, если превысит
значение НКПР.
Причинами образования горючей среды при остановке технологического оборудования являются:
снижение температурного режима в аппаратах с рабочей температурой жидкости, превышающей значение ВТПР. При этом температура,
снижаясь, войдет в температурную область воспламенения;
поступление наружного воздуха через дыхательную арматуру при
опорожнении аппаратов или через открытые люки при их разгерметизации;
неполное удаление из аппаратов горючих веществ;
негерметичное отключение аппаратов от трубопроводов с горючими
веществами. При этом горючие вещества через неплотности будут попадать в
аппарат, и образовывать в смеси с воздухом горючую смесь.
Все эти особенности необходимо учитывать при оценке возможности
образования горючей среды внутри технологического оборудования и
разработке профилактических мероприятий.
Как
отмечалось
ранее,
наиболее
опасными
периодами
работы
технологического оборудования являются его пуск и остановка. Для того,
чтобы исключить возможность образования горючей среды в периоды пуска
аппаратов необходимо:
53
1. Обеспечивать их продувку от кислорода воздуха перед подачей
горючих веществ. Для этих целей чаще всего используются инертные газы и
водяной пар. В некоторых, обоснованных, случаях допускается производить
вытеснение воздуха горючими газами (например, при продувке газопроводов,
генераторов горючих газов, емкостей небольшого объема). При этом смесь газа
с воздухом не подается потребителям, а выбрасывается в атмосферу через
продувочную свечу или другое устройство. Окончание продувки аппаратов
определяется анализом выбрасываемой смеси на присутствие кислорода.
2. Использовать вакуумные системы для загрузки аппаратов. При
этом значительная часть воздуха отсасывается из аппаратов и трубопроводов.
Наиболее эффективен этот способ для заполнения жидкостями аппаратов,
работа которых предусматривается полным сечением (насосов, реакторов и
т.п.). С учетом того, что часть паров горючих жидкостей может попасть в
технологические коммуникации, выброс отсасываемого воздуха необходимо
производить в безопасные места, где исключается возможность появления
источников зажигания.
Для предупреждения образования горючей среды при остановке
аппаратов необходимо обеспечивать:
1. Полный слив огнеопасных жидкостей и стравливание горючих
газов. Для обеспечения полного слива жидкостей сливной трубопровод
необходимо присоединять к самой нижней точке аппарата. Чтобы облегчить
условия опорожнения аппаратов рекомендуется предусматривать конические
или
сферические
днища,
а
также
некоторый
уклон
горизонтально
расположенных аппаратов и трубопроводов. Если конструкция аппарата не
обеспечивает полный слив жидкости (как, например, в ректификационной
колонне), то применяют способы промывки аппарата водой. Вода постепенно
вымывает огнеопасную жидкость, замещая ее в аппарате.
2. Слив ЛВЖ и ГЖ под защитой инертной среды. Такой способ
предусматривается в том случае, если рабочая температура жидкости в
аппарате превышала значение ВТПР. Подача инертных газов способствует
54
удалению из аппаратов кислорода воздуха и исключает возможность
образования горючей среды при попадании рабочей температуры в область
между НТПР и ВТПР.
3. Продувка аппаратов инертными газами или их пропаривание для
удаления остатков горючих отложений, паров и газов. После продувки
необходимо проводить газовый анализ проб воздуха, взятых в различных
точках объема аппарата. Длительность продувки определяется расчетом в
каждом конкретном случае. При необходимости после окончания продувки
приступают к вскрытию аппаратов. На вертикальных аппаратах люки
открывают сверху вниз. После этого аппарат с открытыми люками оставляют
вентилироваться и охлаждаться.
4. Надежное отключение аппаратов и трубопроводов. Выполнение
этого мероприятия позволяет исключить попадание в неработающие аппараты
горючих веществ через различные неплотности и тем самым предупреждает
образование в них горючей среды. Надежное отключение отдельных участков
трубопроводов может быть обеспечено различными способами. Чаще всего это
производится путем установки между фланцами в местах соединения
трубопроводов специальной заглушки с хвостовиком. Наличие хвостовика,
выступающего за размеры трубопровода, позволяет быстро обнаружить те
места, где произведено отключение технологических линий.
55
3
ВЫНУЖДЕННОЕ ЗАЖИГАНИЕ ГОРЮЧИХ СМЕСЕЙ И
ОТЛОЖЕНИЙ В УСЛОВИЯХ ПРОИЗВОДСТВА
3.1 Виды и условия зажигания горючих смесей и отложений
Система предотвращения пожаров базируется на двух понятиях:
горючая среда и «Источник зажигания». Предполагаемое предотвращение
пожара достигается недопущением образования в горючей среде и невнесением
в неё «Источника зажигания».
При научном подходе к этой проблеме рассматривают условия, при
которых возникает горение. При этом различают два режима возникновения
горения: «самопроизвольное» и «вынужденное». Под самопроизвольным
понимают такой режим возникновения горения и взрыва (самовозгорание,
самовоспламенение, самопроизвольный взрыв), когда первоначальный очаг
горения возникает внутри самонагревающейся горючей массы, вследствие
саморазогрева её до температуры, превышающей критическую температуру
самовозгорания или самовоспламенения. Вынужденным зажиганием или
просто
зажиганием
первоначальный
очаг
называют
горения
режим
возникает
возникновения
вблизи
горения,
когда
высокотемпературного
источника теплоты, воздействующего на горючую среду. При этом процесс
возникновения горения в больших скоплениях горючей среды сопровождается
возникновением волны горения.
Вынужденное
зажигание
является
предельным
случаем
«самопроизвольного». Критическая температура окружающей среды То в этом
случае становится температурой зажигания Тз, а критическая температура
самовоспламенения Тв – температурой горения Тг. Предвзрывного разогрева
Т в в этом случае не существует, так как горючая среда сразу разогревается до
температуры горения и критический разогрев Т в
критическому
разогреву,
называемому
интервалом при горении Т г .
56
становится равным
характерным
температурном
Рис. 3.1 - Диаграмма критических условий теплового самовозгорания,
самовоспламенения и взрыва (диаграмма Н.Н. Семенова)
Если для иллюстрации перехода «самопроизвольного» возникновения
горения
в
«вынужденное
зажигание»
воспользоваться
диаграммой
Н.Н.Семенова (рис. 3.1), то можно констатировать, что с увеличением
критической температуры окружающей среды То критическая температура Тв
также возрастает, пока критическая температура Тв не достигнет температуры
горения Тг. Критическая температура окружающей среды То в этом случае
станет равной температуре зажигания Тз. Если нагреваемая горючая среда в
этом случае будет иметь геометрические размеры, превышающие длину волны
горения,
то
при
критических
температурах
То=Тз
возникнет
самораспространяющаяся волна горения (или тления). Если же размеры
горючей среды окажутся меньше длины волны горения или тления, то горение
будет возникать также, как и при самопроизвольном возникновении горения: с
уменьшением размера скопления горючей среды, критическая температура
зажигания будет возрастать также, как и в режиме самопроизвольного
возникновения горения.
Однако наличие горючей среды внутри технологического оборудования,
в помещениях или на открытых технологических площадках не является
достаточным условием для возникновения горения. Взрывы и пожары на
57
производстве могут возникнуть только в том случае, когда имеются источники
теплоты, способные инициировать реакцию между горючим веществом и
окислителем. Если горение возникает вследствие воздействия на горючую
среду внутренних источников теплоты, то говорят о самопроизвольном
возникновении горения. Если же горение возникает вследствие контакта
горючей среды с внешними источниками теплоты, то говорят о вынужденном
зажигании (воспламенении).
Самопроизвольное
возникновение
горения
является
результатом
протекания экзотермических реакций при взаимодействии горючих веществ с
кислородом воздуха, с водой или влагой воздуха, друг с другом, а также при их
саморазложении (см. рис. 3.2).
Причины
самопроизвольного
возникновения горения
Взаимодействие
веществ с
кислородом
воздуха
Взаимодействие
веществ с водой
или влагой
воздуха
Взаимодействие
веществ друг с
другом
Саморазложение веществ при
нагревании или
механических
воздействиях
Рис. 3.1 - Классификация основных причин самопроизвольного
возникновения горения в условиях производства
Вещества, применение которых может привести к самопроизвольному
возникновению горения на воздухе, подразделяются на две группы:
самовоспламеняющиеся и самовозгорающиеся.
Первую группу составляют вещества, которые в условиях производства
нагреты выше температуры самовоспламенения. Так, мазут с температурой
самовоспламенения Тсв= 250
о
С на установках термического крекинга
нагревается до температур 450-550 оС. Внутри установок горение возникнуть
не может, так как при установившейся работе аппаратов исключается доступ
58
окислителя. При аварийном же выходе мазута наружу вследствие смешивания
его паров с воздухом и образования паровоздушного облака может произойти
самовоспламенение горючей смеси. Отличительной особенностью процесса
самовоспламенения является то, что горение возникает, минуя стадию тления.
Вторую группу составляют жидкие и твёрдые горючие вещества,
которые при температуре окружающей среды или после незначительного
предварительного
нагрева
склонны
к
самовозгоранию
на
воздухе.
Самовозгорание представляет собой сложный физико-химический процесс
возникновения тления или пламенного горения, происходящий в результате
самонагревания веществ. Явление самовозгорания наблюдается при резком
увеличении скорости экзотермических реакций в объеме вещества, когда
интенсивность тепловыделения превышает интенсивность рассеивания тепла в
окружающую среду. Наиболее подробно эти процессы рассмотрены в
специальной литературе [8].
3.1.1 Оценка
возможности
появления
внешних
источников зажигания
Под внешним источником зажигания следует понимать любое нагретое
тело,
обладающее
запасом
энергии,
температурой
и
временем
воздействия, достаточными для воспламенения горючей среды. Из этого
определения следует, что не каждое нагретое тело способно воспламенить
горючую смесь. В общем случае при оценке воспламеняющей способности
внешнего источника теплоты необходимо исходить из следующих положений:
1. Температура источника теплоты ТИ должна быть не менее
температуры зажигания, необходимой для инициирования реакции между
горючим веществом и окислителем:
�И ≥ � З,
59
(3.1)
2. Количество энергии ЕИ, заключённое в источнике теплоты, должно
быть достаточным для нагревания критического объёма горючей смеси до
воспламенения (то есть должно быть больше или равно минимальной энергии
зажигания ЕМИН этой смеси):
ЕИ ≥ ЕМИН,
(3.2)
3. Время теплового воздействия И внешнего источника теплоты на
горючую смесь должно быть не менее периода индукции ИНД (то есть времени,
необходимого для развития реакции с формированием фронта пламени,
способного к дальнейшему самопроизвольному распространению):
�И ≥ �ИНД,
(3.3)
Если хотя бы одно из указанных условий не выполняется, то источник
теплоты не обладает воспламеняющей способностью и, следовательно, не
может быть отнесен к источнику зажигания.
При прогнозировании появления в условиях производства источников
зажигания необходимо учитывать, что это могут быть источники теплоты,
непосредственно связанные с проведением технологических процессов, а также
источники теплоты, появление которых может быть и не связано с нормальным
функционированием
производства.
Во
втором
случае
прогнозировать
предпожарные ситуации гораздо сложнее, так как потенциальных источников
зажигания, которые могут иметь место в условиях производства достаточно
большое количество.
Для облегчения процесса выявления и изучения возможных источников
зажигания все их многообразие, исходя из природы происхождения, можно
разделить на несколько видов. Классификация основных источников зажигания
приведена на рис. 3.3.
60
Открытый
огонь
Высоконагретые
конструкт
ивные
элементы
установок
Газообразн
ые
продукты
горения
Открытый
огонь
Искры
топок
и
двигат
елей
Высоконагретые
поверхно
сти
оборудов
ания и
конструк
ций
Искры в
виде брызг
расплавлен
ного
металла
Тепловые проявления,
связанные с
проведением
Тепловые проявления,
связанные с эксплуатацией
технологических установок
огневого действия
огневых работ
Внешние источники
зажигания
Тепловые проявления
электрической энергии
Искровые
разряды
статическог
о электричества
Тепловые
проявления,
связанные с
нарушением
работы электрооборудования
Прямые
удары
молнии и ее
вторичные
проявления
Тепловые проявления
механической энергии
Разогрев тел
при трении
Искры,
возникающ
ие при
соударении
твердых тел
Разогрев
веществ при
сжатии
Рис. 3.3 - Классификация внешних источников зажигания в зависимости
от природы происхождения
3.1.2 Тепловые
проявления,
связанные
с
эксплуатацией
технологических установок огневого действия
В условиях производства для осуществления процессов нагрева веществ
и материалов очень часто применяются установки с использованием пламени и
61
топочных газов. К таким установкам относятся промышленные печи, паровые
котлы, воздухоподогреватели, теплогенераторы и т.п. Для утилизации горючих
паров и газов на предприятиях широко используются факельные системы.
Эксплуатация указанных установок характеризуется повышенной пожарной
опасностью, поскольку связана с наличием таких постоянно действующих
источников зажигания, как открытый огонь и высоконагретые конструктивные
элементы. Наряду с этим работа установок огневого действия характеризуется
наличием газообразных продуктов горения, имеющих высокую температуру, а
также возможностью образования топочных искр, которые при выполнении
условий (3.1), (3.2) и (3.3) могут также явиться источниками зажигания. Ниже
приводится характеристика указанных тепловых проявлений.
Открытый огонь наиболее опасен как источник зажигания, поскольку
имеет значительно высокую температуру (1100–1400 °С), а запас тепловой
энергии и длительность его действия всегда оказываются достаточными для
воспламенения практически всех горючих веществ и материалов. Постоянное
наличие пламени в установках огневого действия создаёт реальную угрозу
возникновения пожаров и взрывов на производстве.
Следует отметить, что открытый огонь может явиться источником
зажигания и в случае грубого нарушения правил пожарной безопасности. Так,
очень часто на промышленных объектах используют горящий факел для
разогрева застывшего в трубах продукта, для освещения аппаратов при необходимости их осмотра или определения фактического уровня жидкости, а также
для выжигания горючих отложений, имеющихся на стенках аппаратов и
трубопроводов. Нередко наблюдается сжигание мусора и разведение костров на
территории предприятий, а также курение и использование спичек в
неустановленных местах. Все эти нарушения, как правило, приводят к взрывам
и пожарам с тяжелыми последствиями.
Высоконагретые
конструктивные
элементы
установок.
Эксплуатация установок огневого действия связана с нагревом отдельных
конструктивных элементов до высоких температур (700–800 оС). При
62
соприкосновении горючих смесей с поверхностями таких конструктивных
элементов их воспламенение становится неизбежным. Очень часто по этой
причине происходят взрывы внутри топочного пространства установок огневого
действия. Обусловлено это, прежде всего тем, что в случае обрыва пламени у
форсунок или горелок топливо попадает в объем установок, не сгорая. При этом
создаются все условия для образования горючей среды и ее воспламенения от
нагретых поверхностей.
Взрывы могут также происходить в период остановки агрегатов после
продолжительной работы, если имеются утечки горючих веществ в топочное
пространство.
Для
остывания
установок
огневого
нагрева
требуется
значительный промежуток времени. Поэтому пока установка не остыла, ее
высоконагретые конструктивные элементы все еще могут явиться источниками
зажигания.
Эксплуатация
теплогенерирующих
установок
внутри
помещений
требует устройства специальной системы металлических дымовых труб для
удаления продуктов сгорания. Температура на наружных поверхностях таких
труб может достигать 500–600 оС. В том случае, когда дымовые трубы
прокладываются через сгораемые или трудносгораемые перекрытия и покрытия
без устройства специальной разделки (участка конструкции вокруг трубы,
выполненного из негорючего материала), возможно воспламенение материала
строительных конструкций и возникновение пожара в чердачном помещении
или
на
кровле.
поверхностями
Аналогичные
дымовых
ситуации
труб
могут
соприкасаются
происходить,
горючие
если
с
материалы,
складируемые на чердаке.
Газообразные продукты горения, образующиеся при сжигании горючих веществ в топках и двигателях внутреннего сгорания, при определенных
условиях также могут стать источниками зажигания. Температура продуктов
горения непосредственно в камерах сгорания достигает 1200 оС. По мере
продвижения
газов
по
дымовым
трубам
и
каналам
она
снижается
незначительно и поэтому, даже в местах выброса продуктов горения в
63
атмосферу, может намного превышать значение температуры при которой
возможно воспламенение большинства горючих веществ и материалов. При
наличии щелей в кладке топок или дымовых каналах, а также при прогаре
металлических дымовых или выхлопных труб продукты горения могут
выходить наружу и, соприкасаясь с находящимися по близости волокнистыми
или твердыми горючими материалами, воспламенять их.
Очень часто газообразные продукты горения используются в качестве
теплоносителя при сушке древесины, щепы, волокнистых и сыпучих
органических материалов. Для снижения температуры дымовых газов до
заданных параметров производят их предварительное смешивание с холодным
воздухом. При нарушении соотношения между продуктами горения и воздухом
температура в сушильной камере может значительно повыситься, что зачастую
приводит к деструкции материала с выделением летучих и их последующим
воспламенением.
Искры топок и двигателей. Сжигание твердого, жидкого и газообразного топлива при определенных условиях может сопровождаться
образованием искр и их выходом из топочного пространства. Такие искры
представляют собой твердые тлеющие частички исходного топлива или его
продуктов термического распада, взвешенные в газовом потоке. Основными
причинами образования искр при работе топок и двигателей внутреннего
сгорания являются:
неполное сгорание топлива в результате чрезмерной его подачи,
плохого распыления, а также недостаточного количества воздуха для
поддержания горения;
наличие нагаров и сажи на внутренних поверхностях камеры сгорания
и дымовых труб;
загрязнение топлива различными примесями;
длительная работа двигателей в режиме перегрузки и др.
Температура топочных искр, как правило, достаточно высока, однако изза малых размеров (массы) запас тепловой энергии у них сравнительно невелик.
64
Поэтому топочные искры способны воспламенить только такие вещества,
которые достаточно подготовлены к горению и имеют небольшой период
индукции. К ним относятся газо- и паровоздушные смеси (особенно при
концентрациях, близких к стехиометрическим), а также органические пыли и
волокна в осевшем состоянии.
3.1.3 Тепловые
проявления,
связанные
с
проведением
огневых работ
Очень часто пожары и взрывы на промышленных объектах происходят
вследствие проведения на технологическом оборудовании и строительных
конструкциях огневых работ. К основным видам огневых работ относятся:
электро- и газосварка, резка металлов с применением жидкого горючего,
паяльные работы, варка битумов и смол. При проведении указанных видов
работ источниками зажигания могут явиться открытый огонь, искры, а также
нагретые до высоких температур поверхности оборудования и обрабатываемых
конструкций.
Открытый огонь как источник зажигания рассматривался выше.
Однако следует отметить, что при производстве огневых работ температура
пламени значительно превышает те значения, которые приводились для случая
сжигания горючих веществ в среде воздуха. Так, при сжигании ацетилена в
среде кислорода температура пламени может достигать 3150
о
С, при
производстве электросварочных работ с использованием угольных электродов
температура электрической дуги составляет примерно 6000 оС. Если у места
проведения огневых работ имеются горючие вещества и материалы или
подготовленные горючие смеси, то их воспламенение от пламени или
электрической дуги будет неизбежным.
65
Искры при производстве огневых работ представляют собой частицы
расплавленного металла. Такие искры имеют температуру порядка 1700 оС и
поэтому, при достаточном запасе энергии и времени существования, они
способны воспламенить практически любые горючие вещества и материалы,
обращающиеся в технологических процессах производств. Опасность искр,
образующихся при проведении огневых работ, характеризуется возможностью
их разлета на большие расстояния. Дальность полета искр до первоначального
места их падения может достигать 10 м. При этом возможно увеличение их
разлета до 16 м за счет многократного рикошета.
Если при производстве огневых работ не обеспечивается закрытие
смотровых
люков
на
технологическом
оборудовании,
воздуховодах
вентиляционных и аспирационных систем, а также не обеспечивается защита
проемов в стенах, перекрытиях и перегородках, то искры могут попадать в
соседние помещения и вызывать там очаги тления.
Наибольшее количество искр образуется при резке металлов. Процесс
газовой и воздушно-дуговой резки основан на сгорании металла в среде
окислителя. При этом оксиды, образующиеся в процессе резки, выдуваются в
месте разреза струей кислорода или воздуха и способны разлетаться на
значительное расстояние.
Высоконагретые поверхности оборудования и конструкций. Пожары
при производстве огневых работ очень часто происходят из-за того, что
свариваемые
металлические
изделия
или
строительные
конструкции
соприкасаются с горючими материалами. За счет теплопроводности передача
теплоты по металлическим изделиям и конструкциям может осуществляться на
значительные расстояния от места сварки. Поэтому часто бывает так, что
сварку производят в одном помещении, а очаги тления обнаруживаются в
других помещениях, где эти металлические конструкции соприкасаются с
горючими материалами.
Необходимо также учитывать, что значительную пожарную опасность
могут представлять сами сварочные установки. При нарушении работы
66
сварочного оборудования, его наружные поверхности могут нагреваться до
высоких температур. Если сварочное оборудование располагается вблизи
сгораемых
строительных
конструкций
или
рядом
находятся
горючие
материалы, то последние могут воспламениться за счет теплового излучения от
установок или непосредственного контакта.
3.1.4 Тепловые проявления электрической энергии
К основным видам теплового проявления электрической энергии
относятся искровые разряды статического электричества, различного рода
проявления, связанные с нарушением работы электрооборудования, а также
прямые удары молнии и ее вторичные воздействия. Все эти тепловые
проявления, как правило, характеризуются высокой температурой, обладают
значительной энергией и временем действия, и поэтому в условиях
производства могут явиться источниками зажигания.
Искровые разряды статического электричества могут возникать в
условиях производства в том случае, если в технологических процессах
обращаются
вещества
и
материалы,
являющиеся
диэлектриками.
К
диэлектрикам относятся многие органические (мазут, бензин, бензол, толуол,
керосин) и неорганические (жидкий фтористый водород, жидкий бром,
расплавленная сера) жидкости, практически все горючие сжиженные и сжатые
газы, пыли, порошки, а также некоторые твердые (пластмассы, синтетические
смолы) и сыпучие (зерно, уголь, сера, краска) вещества и материалы.
В
процессе
транспортировки,
измельчения,
перемешивания
и
проведения других технологических операций такие вещества и материалы
способны накапливать заряды статического электричества. Эти заряды при
различных условиях эксплуатации оборудования могут уходить в землю и
67
нейтрализоваться, а могут накапливаться и создавать высокие потенциалы,
достигающие порой десятков тысяч вольт.
Накапливанию высоких потенциалов статического электричества и
формированию искровых разрядов в основном способствуют:
отсутствие или неисправность заземляющих устройств и других
средств защиты от накопления зарядов статического электричества;
образование электроизоляционного слоя отложений на заземленных
поверхностях;
нарушения режимов работы оборудования, приводящие к возникновению падающей струи с большой высоты, увеличению скорости
транспортировки веществ, загрязнению движущихся жидкостей или появлению
на их поверхности плавающих тел и т.п.).
К
тепловым
проявлениям,
возникающим
при
нарушении
нормального режима работы электрооборудования относятся: короткие
замыкания,
перегрузки,
большие
переходные
сопротивления,
нагрев
оборудования под воздействием вихревых токов и т.п.
Короткие замыкания
представляют собой не предусмотренные
нормальными условиями работы замыкания через малое сопротивление между
фазами или одной из фаз и нулевым проводом. В современных электрических
системах токи коротких замыканий могут достигать десятков тысяч ампер.
Такие токи в самый незначительный промежуток времени выделяют большое
количество тепла в проводниках, что в свою очередь вызывает резкое
повышение температуры и воспламенение горючей изоляции, а также
расплавление металла проводников с последующим мощным выбросом в
окружающую среду электрических искр, способных вызвать воспламенение
горючих материалов и взрывоопасных смесей.
Основной причиной возникновения коротких замыканий является
нарушение изоляции в электрических проводах, кабелях, машинах и аппаратах.
Оно
может
быть
вызвано
старением
изоляции
и
уменьшением
электросопротивления, воздействием на изоляцию химически активных
68
ее
веществ,
частыми
перенапряжениями,
механическими
повреждениями
изоляции, а также недостаточно тщательным уходом за электрооборудованием.
Перегрузкой называется такое явление, когда по проводам и кабелям
электрических сетей, а также обмотками машин и аппаратов идет рабочий ток,
величина которого превышает допустимые значения. Перегрузка чаще всего
имеет
место
тогда,
когда
увеличивается
механическая
нагрузка
на
электродвигатели или к электрическим сетям подключаются дополнительные
потребители, на которые сети не рассчитаны.
Опасность перегрузки объясняется тепловым действием тока, сущность
и количественная сторона которого выражается законом Джоуля-Ленца.
Увеличение силы тока в сетях и машинах приводит к выделению большого
количества тепла и нагреву изоляции. При двухкратной и более перегрузке
проводников со сгораемой изоляцией, как правило, происходит воспламенение
последней. В случае небольших перегрузок воспламенения изоляции не
наблюдается, но происходит ее быстрое старение, что в свою очередь может
привести к коротким замыканиям.
Прямые удары молнии и ее вторичные воздействия также относятся
к тепловым проявлениям электрической энергии. Прямые удары молнии –
наиболее опасный вид воздействия на производственные здания и наружные
установки.
Температура
искрового
разряда
молнии
может
достигать
нескольких тысяч градусов. При непосредственном соприкосновении канала
молнии с горючими веществами и материалами или подготовленными
горючими смесями будет происходить мгновенное их воспламенение.
Вторичные воздействия молнии опасны вследствие электростатической
и электромагнитной индукции, а также заноса высоких потенциалов.
Электростатическая индукция представляет собой наведение потенциалов на наземных предметах в результате изменений электростатического
поля грозового облака. При этом создается опасность искрения между
металлическими элементами конструкций и оборудования.
69
Электромагнитная индукция связана с наведением потенциалов в
незамкнутых контурах в результате быстрых изменений тока молнии. При этом
создается опасность искрения в местах сближения контуров.
Занос высоких потенциалов представляет собой перенесение высоких
электрических
потенциалов
в
здания
по
внешним
металлическим
коммуникациям. При этом также могут возникать искры, приводящие к взрыву
горючих смесей.
3.1.5 Тепловые проявления механической энергии
В соответствие с первым законом термодинамики, энергия не возникает
из ничего и никуда не исчезает, а переходит из одного вида в другой. В том
случае, когда имеет место переход механической энергии в тепловую, тела,
совершающие работу, всегда нагреваются. В условиях производства опасное в
пожарном отношении изменение температуры тела в результате совершения
механической работы может наблюдаться при поверхностном трении, при
соударении твердых тел, а также при адиабатическом сжатии газов и прессовании пластмасс. Рассмотрим опасность этих тепловых проявлений.
Разогрев тел при трении. Всякое перемещение соприкасающихся друг
с другом тел требует затраты энергии на преодоление сил трения. Эта энергия
почти целиком превращается в теплоту. При нормальных условиях работы
выделяющееся при трении поверхностей тепло своевременно отводится из
зоны контакта, и тем самым обеспечивается установленный температурный
режим. Нарушение же условий нормальной эксплуатации может привести к
повышению температуры трущихся поверхностей до опасных значений, при
которых они могут воспламениться сами или стать источником зажигания для
других веществ.
Причинами роста температуры трущихся тел в общем случае является
увеличение количества выделяющегося тепла или ухудшение условий
теплоотдачи в окружающую среду. Перегрев тел становится неизбежным, когда
70
имеет место одновременное воздействие этих двух факторов. Именно по этим
причинам в условиях производства очень часто происходят пожары при
механической обработке горючих материалов, при трении транспортерных лент
и приводных ремней о шкивы валов, при трении в подшипниках, а также при
наматывании волокнистых материалов на вращающиеся части оборудования и
их трении о неподвижные поверхности.
Перегревы горючих материалов при их механической обработке
(резании, сверлении, строгании, фрезеровании, шлифовке и т.п.) связаны с
преодолением значительных сил трения. Основными факторами, влияющими
на степень разогрева материала при его механической обработке, являются:
скорость резания (скорость вращения обрабатываемой детали), глубина
резания, ширина резца, качество заточки инструмента, а также механические и
технологические свойства материалов.
При нормальных режимах механической обработки выделяющаяся
теплота не представляет опасности. При увеличении же скорости резания,
глубины резания, применении более широкого резца или ухудшении качества
заточки инструмента будет происходить увеличение разогрева в зоне контакта
инструмента с обрабатываемым изделием, что в свою очередь может привести
к воспламенению горючего материала и стружки. Опасность воспламенения
при нарушении режима механической обработки представляют древесина,
пластмассы, резина, эбонит, магний, титан и многие другие материалы.
Перегревы и воспламенения транспортерных лент и приводных
ремней наступают в основном в результате их длительного проскальзывания
(пробуксовки) относительно шкива. Такие ситуации могут возникать при
перегрузке или заклинивании транспортерных лент, их завале, защемлении,
недостаточном натяжении лент и ремней и т.п. Вследствие этого сил сцепления
ведущего шкива с лентой или ремнем становится недостаточно, последние
начинают проскальзывать, нагреваться и, как правило, воспламеняются.
Возможно также воспламенение транспортерных лент и приводных ремней при
71
их трении о станину ограждения, предохранительные скобы, пол и другие
ограждающие конструкции.
Перегревы подшипников могут иметь место в основном при нарушении
нормального режима их эксплуатации. Этому способствует совокупность
факторов, приводящих к увеличению тепловыделения и ухудшению условий
теплоотдачи от поверхности подшипника в окружающую среду.
К
увеличению
сил
трения,
а
следовательно,
и
количества
выделяющегося тепла могут привести перегрузка машин, чрезмерная затяжка
подшипника, перекосы валов, а также нарушение сроков и качества смазки.
Если для смазки подшипников применяются вещества с более низкой
температурой размягчения (каплепадения), то в процессе эксплуатации
подшипника смазка может вытечь, что неизбежно приведет к увеличению
затрат энергии на преодоление сил трения и перегреву. В этом отношении
наибольшую опасность представляют подшипники скольжения.
Ухудшению условий теплоотдачи от поверхности подшипника в
окружающую среду могут способствовать:
нарушение режима работы систем охлаждения; принудительное
охлаждение подшипников чаще всего обеспечивают циркуляцией масла или
холодной воды через специальную рубашку охлаждения; прекращение подачи
хладоагента, поступление его в недостаточном количестве, а также сильное
загрязнение
теплообменной
поверхности,
как
правило,
приводят
к
значительному повышению температуры подшипников;
загрязнение поверхности подшипника слоем малотеплопроводных
отложений, например, древесной, мучной, хлопковой пыли и т.п.; при этом
подшипник изолируется от окружающего пространства, условия теплоотвода
ухудшаются, и он перегревается;
дополнительная изоляция подшипника или всей машины невентилируемыми кожухами.
Во всех случаях, когда имеют место перегревы подшипников, всегда
возникает опасность воспламенения горючих отложений, находящихся на их
72
поверхности, а также опасность утечки и воспламенения смазочных
материалов.
Перегревы волокнистых материалов при наматывании их на вращающиеся валы чаще всего наблюдаются при работе технологического
оборудования на предприятиях текстильной промышленности. Волокнистые
материалы, наматываясь на валы, уплотняются и со временем начинают
тереться о неподвижные части корпуса машин. За счет длительного трения
материалы сильно нагреваются, обугливаются и, как правило, воспламеняются.
Искры, возникающие при соударении твердых тел. Процессы соударения двух твердых тел друг о друга очень часто сопровождаются
образованием искр. Такие искры представляют собой раскаленные до свечения
частицы металла или камня, которые имеют размеры от 0,1 до 0,5 мм.
Температура искры в зависимости от природы соударяющихся материалов
может быть достаточно высокой и иногда достигает 1600 оС. Однако, несмотря
на это, воспламеняющая способность таких искр сравнительно невысока. Это
объясняется прежде всего тем, что запас тепловой энергии искр удара и трения
очень мал и длительность их существования исчисляется долями секунд.
Вследствие
этого
искры
механического
происхождения
способны
воспламенить только те парогазовоздушные смеси, которые имеют малый
период
индукции
и
небольшую
минимальную
энергию
зажигания.
Наибольшую опасность в этой связи представляют ацетилен, водород, этилен,
оксид углерода и сероуглерод.
Следует также отметить, что более опасны в отношении воспламенения
не летящие искры, а неподвижные, которые после высечения сразу попали на
поверхность горючего материала. В случае с летящей искрой, она по мере
прохождения через паро-, газо- и пылевоздушное пространство отдает свою
теплоту различным объемам горючей смеси и вследствие этого охлаждается
быстро. Если же искра сразу попадает на поверхность горючего материала, то
она отдает свое тепло одному и тому же объему окружающей ее горючей среды
и охлаждается медленнее. При этом создаются более благоприятные условия
73
для воспламенения горючих веществ. Именно этим и объясняется то, что
наибольшее количество вспышек и возгораний от механических искр
возникают в технологическом оборудовании, где обращаются волокнистые
материалы и отложения горючих пылей.
В условиях производства искры механического происхождения могут
возникать в следующих случаях:
1) При попадании примесей металла и камней в машины или аппараты с
вращающимися механизмами. К ним относятся:
машины ударно-центробежного действия, предназначенные для
измельчения, разрыхления, очистки и смешения волокнистых и твердых
сыпучих материалов (мельницы, дробилки, хлопкоочистительные машины и
т.п.);
аппараты
центробежного
действия,
предназначенные
для
перемещения газов, паров и измельченных твердых веществ (вентиляторы,
газодувки и т.п.);
аппараты с мешалками;
аппараты-смесители для перемешивания порошков и составления
порошковых композиций.
2) При ударах подвижных механизмов машин о неподвижные. Это
наиболее характерно для машин и аппаратов, которые имеют небольшой зазор
между подвижными и неподвижными элементами (молотковые дробилки,
центробежные вентиляторы, кипоразрыхлители с ножевыми и игольчатыми
барабанами и т.п.). В процессе эксплуатации таких машин может происходить
уменьшение зазора вследствие неправильной регулировки валов, их перекосов,
деформации и вибраций. Кроме этого не исключены поломки отдельных узлов
машин и выкрашивание металла с последующим попаданием металлических
частичек в обрабатываемый продукт. Все это неизбежно приводит к
соударениям металла об металл и высечению искр.
74
3) При работе инструментами ударного действия (молотками,
гаечными ключами, зубилами и т.п.). Искры при этом могут возникать, если эти
инструменты выполнены из металлов, склонных к искрообразованию.
4) При использовании обслуживающим персоналом металлических
набивок на обуви.
Разогрев веществ при сжатии. Уменьшение объема газообразных
веществ или изменение формы пластических материалов требуют затрат
механической энергии и сопровождаются нагреванием сжимаемого вещества, а
также конструктивных элементов компрессоров и прессов.
При прессовании пластических материалов такого резкого изменения
объема не происходит, как при сжатии газов, и поэтому не наблюдается
большого увеличения температур. Наиболее опасными при прессовании
являются пластические массы на основе нитроклетчатки. При прессовании
нитроклетчатки
в результате сжатия возможно ее саморазложение и
воспламенение.
3.2 Мероприятия и технические решения по предупреждению
пожаров от вынужденного зажигания в условиях производства
3.2.1 Предупреждение пожаров и взрывов при сжигании горючих
веществ
Повышенная
пожарная
опасность
установок,
используемых
для
сжигания горючих веществ, определяется тем, что при их эксплуатации такие
тепловые
проявления
как
открытый
огонь
и
высоконагретые
конструктивные элементы являются неизбежными и постоянно действующими.
Появление
этих
источников
зажигания
обусловлено
условиями
эксплуатации установок огневого действия, поэтому исключить возникновение
пожаров и взрывов от них можно только путем предупреждения их контакта с
75
горючими смесями. Учитывая это, на практике необходимо предусматривать
следующие мероприятия и технические решения:
1. Устанавливать приборы контроля за наличием факела пламени, а
также устройства автоматического перекрывания топливопроводов в случае
обрыва последнего. Контроль за наличием факела пламени осуществляется
фоторезистором,
перекрывание
топливопроводов
обеспечивается
электромагнитным клапаном.
2. Обеспечивать правильную регулировку форсунок и горелок, не
допуская образования продуктов неполного сгорания (СО, С и др.) в объеме
установок.
3. Обеспечивать надежную герметичность трубопроводов системы
топливоподачи и змеевиков трубчатых печей, в которых производится
нагревание горючих веществ. При эксплуатации змеевиков необходимо
создавать условия, предупреждающие их повреждение.
4. Размещать установки огневого действия в безопасном месте на
территории предприятий. Так, трубчатые печи и факельные установки следует
располагать
с
наветренной
стороны
по
отношению
к
аппаратам
с
потенциальным выбросом горючих веществ. При этом между ними необходимо
предусматривать противопожарные разрывы, определяемые расчетом в
зависимости от величины теплового излучения. Факельные установки
предпочтительнее
располагать
на
вышележащих
участках
территории
предприятия. При размещении факельных установок необходимо учитывать
возможность разлета искр и возможность отклонения факела пламени.
5.
Устраивать
между
установками
огневого
действия
и
газопароопасными аппаратами защитные экраны в виде стен. В качестве защитных экранов могут также выступать закрытые здания с неопасной
технологией.
6. Предусматривать по периметру установок паровые завесы, которые
обеспечат не только экранирование, но и флегматизацию горючих смесей
водяным паром вблизи установок.
76
7. Защищать теплоизоляцией высоконагретые наружные элементы
установок, чтобы их температура не превышала 80% от наименьшей
температуры
самовоспламенения
веществ,
обращающихся
в
соседних
аппаратах.
8. Предусматривать разделку в местах прохождения дымовых труб через
перекрытия и покрытия из горючих материалов.
Разделка – это часть конструкции перекрытия или покрытия,
выполненная из негорючего материала и непосредственно примыкающая к
дымовой трубе.
Наряду с выше указанными мероприятиями и техническими решениями
необходимо соблюдать элементарные требования пожарной безопасности,
связанные с применением открытого огня. Так для отогрева замерзших труб
вместо факелов следует использовать горячую воду, водяной пар или
индукционные горелки.
Твердые горючие отложения в трубопроводах необходимо распаривать
и очищать скребками. В случае невозможности осуществления указанных
операций, трубы демонтируют и выжигание отложений производят в местах
постоянного производства огневых работ или специально выделенных для этих
целей площадках вне цеха.
Использование
горящих
факелов
для
осмотра
технологического
оборудования или определения уровня жидкости в аппаратах недопустимо. Для
этих
целей
на
предприятии
должны
быть
специальные
переносные
светильники, выполненные в соответствие с требованиями Правил устройства
электроустановок и ведомственных Правил пожарной безопасности.
Для того, чтобы в процессе эксплуатации установок огневого действия
исключить возможность воспламенения горючих веществ и материалов
газообразными продуктами горения, необходимо:
1. Следить за состоянием кладки дымовых каналов и боровов. В случае
образования неплотностей и трещин необходимо их заделывать негорючими
77
строительными материалами. На чердаках все дымовые трубы и стены, в
которых проходят дымовые каналы, должны быть побелены.
2. Не допускать прогаров металлических дымовых труб и выхлопных
труб двигателей внутреннего сгорания. Металлические трубы для отвода
продуктов сгорания необходимо изготавливать из жаропрочных сталей марок
Х25Т, Х23Н13, Х23Н18, Х20Н14С2, Х25Н20С2 и др.
3. Не допускать складирования горючих веществ и материалов вблизи
дымовых труб.
4. Предусматривать специальные технические решения в дымогазовых
сушилках горючих веществ и материалов. К таким техническим решениям
относятся:
устройство смесительных камер для разбавления дымовых газов
холодным воздухом;
применение систем контроля за температурой дымовых газов,
подаваемых в сушильную камеру;
использование
систем
автоматического
регулирования
расхода
воздуха и дымовых газов в зависимости от температуры последних на входе в
сушильную камеру;
устройство шиберных заслонок в месте ввода дымовых газов в
сушильную
камеру,
автоматически
закрывающихся
при
достижении
критической температуры внутри сушилки, при прекращении доступа воздуха в
смесительную камеру, а также при остановке вентилятора или конвейера с
высушиваемым материалом.
Основными направлениями защиты от опасного проявления искр топок
и двигателей внутреннего сгорания являются:
1. Предупреждение образования искр при сжигании горючих веществ. На практике это достигается выполнением следующих мероприятий и
технических решений:
обеспечением полного сгорания топлива в установках огневого
действия. Для этого необходимо предусматривать системы автоматического
78
регулирования расхода топлива и воздуха на горение, обеспечивающие их
перемешивание и сжигание в строго определенном соотношении; вести
постоянный контроль за качеством распыла топлива;
очисткой топлива от механических примесей перед подачей к
горелочным устройствам;
применением только тех видов топлива, на которые рассчитана
установка;
контролем за техническим состоянием и исправностью устройств для
сжигания топлива;
предупреждением длительной работы топок и двигателей внутреннего
сгорания в форсированном режиме, с перегрузкой и т.п.
систематической очисткой внутренних поверхностей топок, дымовых
каналов и двигателей внутреннего сгорания от сажи и нагаромасляных
отложений;
устройством дымовых труб такой высоты, чтобы искры догорали и
гасли, не выходя наружу.
2. Применение специальных устройств, обеспечивающих улавливание или гашение искр. К таким устройствам относятся промышленные
искроуловители и искрогасители (см. рис. 4.4), устанавливаемые в системах
удаления продуктов сгорания.
Основной принцип работы искроуловителей заключается в улавливании искр, образующихся при сжигании горючих веществ. В настоящее
время искроуловители различных типов устанавливаются в дымогазовых
сушилках, на дымовых трубах теплогенерирующих установок, на выхлопных
трубах автомобилей, тракторов, тепловозов и других машин и установок,
работающих на органическом топливе.
В
соответствие
подразделяются
на
с
этой
классификацией
гравитационные,
все
инерционные,
электромагнитные.
79
искроуловители
центробежные
и
Устройства, обеспечивающие улавливание и гашение искр
Искроуловители
Гравитационные
Инерционные
Искрогасители
Центробежные
Электростатические
Водяные
Паровые
Рис. 3.2 - Классификация искроуловителей в зависимости от вида сил,
обеспечивающих улавливание в них топочных искр
Основной принцип работы искрогасителей заключается в активном
охлаждении искр, взвешенных в потоке дымовых газов. Для обеспечения таких
условий в искрогасителях предусматривают охлаждающие водяные паровые
завесы. Искры, сталкиваясь с охлаждающей средой, гаснут и остаются в воде
или конденсате. При использовании в искрогасителях водяного пара, искры
охлаждаются менее интенсивно, но при этом свободный кислород в продуктах
горения разбавляется паром, и тление прекращается.
3.2.2 Предупреждение пожаров и взрывов от тепловых проявлений
электрической энергии
Как отмечалось ранее, к основным видам теплового проявления
электрической
электричества,
энергии
относятся
проявления,
искровые
связанные
с
разряды
статического
нарушением
работы
электрооборудования, а также прямые удары молнии и ее вторичные
воздействия.
80
Для
предупреждения
искровых
разрядов
статического
электричества при проведении технологических процессов необходимо создавать такие условия, при которых заряды статического электричества не
образуются вообще или же обеспечивается эффективная нейтрализация уже
возбужденных зарядов. Создание таких условий может быть обеспечено
выполнением следующих мероприятий и технических решений:
1. Надежное заземление технологического оборудования. Заземление
от статического электричества обычно объединяется с защитным заземлением
электрооборудования, с заземлением от вторичных проявлений молнии и
выполняется в виде общего контура. Соединение элементов заземления должно
производиться
сваркой
или
болтами.
Для
обеспечения
достаточной
электропроводности необходимо в местах соединения технологических
коммуникаций между собой или в местах их подсоединения к аппаратам через
неэлектропроводные материалы (резиновые прокладки, брезентовые рукава и
т.п.) предусматривать переходные перемычки из электропроводного материала
(например, стальной проволоки). Технологические аппараты и трубопроводы
должны быть заземлены не менее чем в двух точках. В процессе эксплуатации
технологического
заземлителей
и
оборудования
в
необходимо
установленные
следить
ведомственными
за
состоянием
правилами
сроки
производить замер их сопротивления.
2. Установка релаксационных емкостей на трубопроводах с жидкостями. Релаксационные емкости представляют собой расширенные участки
трубопроводов,
устраиваемые
непосредственно
перед
аппаратом.
Их
предусматривают в том случае, когда по подводящим трубопроводам
перемещаются жидкости с удельным сопротивлением до 1000 ГОмм,
имеющие большую скорость. Проходя через заземленную релаксационную
емкость, поток жидкости теряет скорость, и происходит утечка большей части
зарядов.
81
3. Установка нейтрализаторов, обеспечивающих отвод зарядов из
потока транспортируемого продукта. Наибольшее распространение получили
индукционные игольчатые и струнные нейтрализаторы.
Стенки нейтрализатора выполнены из диэлектрического материала,
через который проходят заземляемые заостренные электроды. Вблизи острия
игл, входящих в поток движущейся жидкости, за счет переносимого этой
жидкостью заряда создается электрическое поле высокой напряженности. При
этом большая часть зарядов отводится через заземляющие устройства.
Существенным недостатком игольчатых нейтрализаторов является то,
что они работают только при больших плотностях зарядов в потоках. При
относительно низкой плотности зарядов (30 - 50 мкКл/м3) нейтрализаторы с
иглами неэффективны. Поэтому в таких случаях используют струнные
нейтрализаторы.
Он представляет собой полый цилиндр с присоединительными
патрубками и фланцами для крепления к трубопроводу. В цилиндрической
части находятся направляющие пластины и кассета 4 с натянутыми вдоль оси
струнами диаметром 0,15 - 0,18 мм. Действие нейтрализатора основано на
снижении удельного объемного электрического сопротивления органических
жидкостей в сильном электрическом поле, создающемся вблизи заземленных
электродов малого радиуса кривизны (струн) при омывании их электрически
заряженной жидкостью. Нейтрализатор предназначен для установки на
трубопроводах диаметром от 20 до 100 мм и рекомендован для широкого
внедрения на предприятиях химической и нефтехимической промышленности.
Индукционные игольчатые и струнные нейтрализаторы могут быть
использованы и для нейтрализации зарядов в потоках мелкодисперсных
продуктов.
4. Увеличение электропроводности веществ и материалов путем
добавления в их состав специальных антистатических присадок (анистатиков)
или путём обработки последними поверхностей диэлектриков. Этот способ
применяется в тех случаях, когда антистатики не оказывают существенного
82
влияния
на
свойства
продукции.
Например,
для
увеличения
электропроводности таких растворителей как бензин БР-1, толуол, уайтспирит,
используемых при производстве клеев, в качестве антистатика применяют
алкилсалицилат хрома; для увеличения электропроводности искусственных
волокон используются такие антистатики, как алкамон ОС-20, стеарокс-6,
синтанокс и др.; для повышения электропроводности ремней, используемых в
ременных передачах, их поверхность обрабатывают специальным составом,
включающим в себя 82% сажи и 18% глицерина или четыреххлористого углерода.
5. Подбор трущихся поверхностей оборудования таким образом,
чтобы они обеспечивали разноименную электризацию обрабатываемого
продукта.
6. Повышение относительной влажности воздуха. На предприятиях
текстильной промышленности относительная влажность должна быть не менее
65 %. При такой влажности воздуха на поверхности волокон образуется
адсорбированная пленка воды и создаются благоприятные условия для резкого
увеличения их электропроводности. В результате этого возникновение
электростатических зарядов сопровождается токами утечки. Для поддержания
повышенной влажности воздуха применяют специальные распылители воды
или водяного пара, системы кондиционирования, производят обрызгивание
пола водой, устанавливают емкости с водой у технологического оборудования.
7. Ионизация воздуха. Для этих целей используются специальные
приборы (ионизаторы), под воздействием которых в воздухе создается большое
число положительных и отрицательных ионов, которые, взаимодействуя с
противоположными зарядами статического электричества, нейтрализуют их.
Наиболее
распространены
три
вида
ионизаторов:
индукционные,
высоковольтные и радиоактивные.
8. Ограничение скорости перемещения жидкостей по трубопроводам. Экспериментально установлено, что количество зарядов, образующихся
при перекачке жидкостей, зависит от скорости потока и диаметра
83
трубопровода. Максимальную скорость потока u, при которой количество
образующихся зарядов не будет представлять опасности, можно определить из
соотношения:
�2� = 0,64,
(3.4)
где d - диаметр трубопровода, м.
При наливе нефтепродуктов в пустые резервуары и цистерны скорость
закачки должна быть не более 1 м/с до уровня 0,5 - 0,6 м над входным
патрубком.
При
дальнейшем
наполнении
нельзя
допускать
бурного
перемешивания жидкости.
9. Предупреждение образования падающей струи жидкости. Для
этого необходимо струю жидкости всегда направлять вдоль стенки аппаратов
и наливные трубы подводить к их нижней части. Если по конструктивным
особенностям аппаратов наливные трубопроводы можно подвести только через
верхнюю часть, то их необходимо доводить как можно ниже до дна.
10. Устранение предметов, плавающих на поверхности жидкости.
На поверхности плавающих предметов могут скапливаться заряды статического электричества и при приближении их к стенкам заземленного
аппарата может произойти разряд. Если в аппаратах применяется поплавковый
измеритель уровня, то он должен быть закреплен на натянутых металлических
струнах, исключающих возможность его приближения к стенкам.
Для предупреждения тепловых проявлений, связанных с эксплуатацией
электрооборудования, необходимо:
1. Обеспечивать правильный выбор электрооборудования в зависимости от класса помещения или класса пожаро- или взрывоопасной зоны.
2. Обеспечивать правильный выбор сечения электропроводников в
зависимости от мощности электропотребителей, которая определяет рабочий
ток в сети.
84
3. Предусматривать установку аппаратов защиты, обеспечивающих
отключение электрических сетей или отдельных электропотребителей при
возникновении аварийных режимов работы (короткие замыкания, перегрузки).
К таким аппаратам защиты относятся автоматические воздушные выключатели
(автоматы), плавкие предохранители, тепловые реле.
4. Систематически производить замер сопротивления изоляции
электросетей и электрических машин в соответствии с графиком плановопредупредительного ремонта.
5. Обеспечивать контроль за качеством соединений электропроводов
с электрическими машинами и между собой для исключения возникновения
больших переходных сопротивлений. Соединение проводников должно
осуществляться скруткой, пайкой, сваркой или прессованием.
6. Уменьшать вихревые токи и
исключать
тем
самым
перегрев якорей генераторов и электродвигателей, сердечников трансформаторов и электромагнитов путем их изготовления не сплошными, а собранными из
отдельных тонких (0,35-0,5 мм) штампованных листов стали, расположенных
по направлению магнитных силовых линий и изолированных друг от друга.
При этом за счет малого поперечного сечения каждого стального листа
уменьшается величина проходящего через него магнитного потока, а
следовательно, уменьшается индуцируемая в нем ЭДС и ток. С этой же целью
рекомендуется применять легированные стали с содержанием до 4 % кремния.
Примесь
кремния
значительно
увеличивает
электрическое
сопротивление стали, а следовательно, уменьшает величину вихревого тока и
его тепловое действие.
7. Соблюдать предусмотренные ПУЭ расстояния от наружных технологических установок с наличием горючих веществ до отдельно стоящих
распределительных устройств, трансформаторных и преобра¬зовательных
подстанций, а также до воздушных линий электропередач и кабельных эстакад.
Защиту производственных и складских зданий, а также наружных
технологических установок от прямых ударов молнии и ее вторичных
85
проявлений необходимо производить в соответствии с Инструкцией по
устройству молниезащиты зданий и сооружений.
3.2.3 Предупреждение пожаров и взрывов от тепловых проявлений
механической энергии
Как отмечалось ранее, опасные в пожарном отношении тепловые
проявления механической энергии могут возникать при поверхностном трении,
при соударении твердых тел, а также при адиабатическом сжатии газов и
прессовании пластмасс.
Поверхностное трение тел и их перегревы могут наблюдаться при
механической обработке материалов, при эксплуатации транспортерных лент,
приводных ремней, подшипников, а также при наматывании волокнистых
материалов на вращающиеся валы.
Для предупреждения воспламенения горючих материалов при их
механической обработке, необходимо:
1. Строго соблюдать установленный режим обработки деталей на
станках (скорость резания, глубина резания и т.п.).
2. Не допускать использования в работе тупого инструмента, резцов
увеличенной ширины, а также станков, не приспособленных для обработки
данного материала.
3. Предусматривать системы локального охлаждения обрабатываемых
изделий и инструмента в процессе обработки. В качестве охлаждающей среды
могут использоваться вода, масла, различные эмульсии, газы и т.п. Систему
охлаждения необходимо блокировать со станком таким образом, чтобы
исключалась возможность пуска последнего, когда система охлаждения
выключена или неисправна.
86
Перегревов транспортерных лент и приводных ремней можно избежать путем выполнения следующих мероприятий и технических решений:
1. Предупреждением перегрузки технологического оборудования в
процессе эксплуатации. Это достигается путем установки специальных
дозирующих устройств, обеспечивающих подачу на транспортеры и в аппараты
с ременными передачами такого количества продукта, при котором будет
исключена возможность проскальзывания лент и ремней на шкивах.
2. Установкой специальных устройств, обеспечивающих хорошее
натяжение транспортерных лент и исключающих возможность их провисания и
пробуксовки относительно валов.
3. Использованием
обеспечивающих
остановку
систем
автоматической
технологического
блокировки,
оборудования
при
возникновении перегрузок, а также подачу звукового и светового сигналов
обслуживающему персоналу.
4. Предупреждением защемлений и заклинивания транспортерных лент
и приводных ремней, а также их перекосов и трения об ограждающие кожухи и
станины.
5. Заменой плоскоременных передач на клиноременные.
Для предупреждения перегрева подшипников в процессе их эксплуатации необходимо:
1. Во всех возможных случаях заменять подшипники скольжения на
подшипники качения.
2. Обеспечивать систематическую смазку подшипников и только теми
сортами масла, которые предусмотрены правилами эксплуатации. При
большом
количестве
подшипников
в
технологическом
оборудовании
целесообразно предусматривать централизованную систему смазки. Такая
система включает в себя емкость, из которой отфильтрованное масло
шестеренчатыми насосами подается в напорные трубопроводы с отверстиями.
Через отверстия масло попадает в ротаметры, которые обеспечивают подачу
определенного количества масла к подшипникам. Пройдя через подшипник,
87
масло стекает в отстойник с фильтрами, очищается, охлаждается и снова
подается в рабочую емкость.
3. Обеспечивать контроль за температурой подшипников. Контроль за
температурой может осуществляться визуально и с помощью систем
автоматики. Визуальный контроль осуществляется путем нанесения на
поверхность подшипников термочувствительных красок, изменяющих свой
цвет при нагревании. При использовании систем автоматики контроль за
температурой
осуществляется
приборами
дистанционного
действия
с
датчиками в виде термопар или термометров сопротивления. Для этого в
корпусе подшипника делают несколько гнезд и закладывают в них
чувствительные
элементы,
а
показывающие,
регистрирующие
или
сигнализирующие приборы монтируют на щите управления.
4. Предусматривать автоматические системы охлаждения подшипников
с применением в качестве хладоагента масел или воды. При этом необходимо
обеспечивать контроль за температурой хладоагента и, в зависимости от ее
величины, регулировать расход.
5. Не допускать перегрузки машин, чрезмерной затяжки подшипников и
перекосов валов.
6. Обеспечивать очистку поверхностей подшипников от различного рода
отложений.
7. Не допускать изоляции подшипника или всей машины невентилируемыми кожухами.
Для того, чтобы не допустить наматывания волокнистых материалов
на вращающиеся валы машин и их воспламенения за счет длительного трения
об ограждающие конструкции, необходимо:
1.
Предупреждать
перегрузку
технологического
оборудования
волокнистыми материалами.
2. Защищать валы от непосредственного соприкосновения с обрабатываемыми волокнистыми материалами. Для этих целей предусматривают
88
установку втулок, свободно насаженных на валах цилиндрических и
конических кожухов, направляющих планок, противонамоточных щитов и т.п.
3. Предусматривать минимальные зазоры между валами и подшипниками. Чем меньше зазор, тем меньше вероятность попадания в него волокон,
их защемления и наматывания.
4. Устанавливать специальные ножи для срезания наматывающихся
волокнистых материалов. Такой способ защиты предусматривают тогда, когда
другие способы неприемлемы или неэффективны.
5. Обеспечивать систематический контроль за валами, на которые
возможно наматывание волокон, и производить их своевременную очистку.
Искры механического происхождения в условиях производства могут
возникать при попадании примесей металла или камней в оборудование с
вращающимися механизмами, при ударах подвижных механизмов машин о
неподвижные, при работе инструментами ударного действия, а также при
использовании металлических набивок на обуви.
Исключение попадания в машины металлических примесей и камней
обеспечивают тщательной очисткой веществ и материалов путем просеивания,
промывки, а также улавливания с помощью магнитных сепараторов и
камнеуловителей.
Магнитные сепараторы представляют собой устройства с постоянными
магнитами
или
с
электромагнитами,
обеспечивающие
улавливание
металлических частичек из потока паро-, газо- или пылевоздушных смесей. Их,
как правило, устанавливают в начале технологической линии перед аппаратами
с вращающимися механизмами.
Эффективность работы магнитных сепараторов зависит, прежде всего,
от
качества
их
обслуживания
в
процессе
эксплуатации.
Поэтому
систематически необходимо проверять их подъемную силу, равномерность
поступления на них продукта, обеспечивать очистку полюсов. Электромагниты
должны непрерывно питаться электрическим током. На случай прекращения
89
подачи
электроэнергии
необходимо
предусматривать
блокировку,
обеспечивающую прекращение подачи транспортируемого продукта.
Магнитные
С электромагнитами
С постоянными магнитами
С
ручной
очисткой
С механической
очисткой
С неподвижными
магнитами
С вращающимися
барабанами
С неподвижной
магнитной
системой
С вращающейся
магнитной
системой
Рис. 3.5 - Классификация магнитных сепараторов
Для предупреждения соударения подвижных механизмов машин об их
неподвижные части и образования вследствие этого искр, необходимо
предусматривать следующие мероприятия и технические решения:
1. Обеспечивать качественную регулировку и балансировку валов. В
процессе работы машин перекосы валов, их деформации, продольные
перемещения и вибрации должны быть исключены.
2. Правильно подбирать подшипники для валов и обеспечивать
систематический контроль за их исправностью. Особое внимание необходимо
обращать на состояние подшипников, устанавливаемых на высокооборотных и
сильно нагруженных валах.
3. Не допускать уменьшения установленной величины зазора между
вращающимися и неподвижными частями машин. Так, для вентиляторов зазор
между вращающимися лопастями и кожухом должен быть не менее 1% от
диаметра колеса.
90
4. Обеспечивать футеровку неподвижных и движущихся частей машин
различными искробезопасными материалами в местах их наиболее вероятного
соприкосновения. Для этих целей могут быть использованы цветные металлы, а
также материалы на основе резины и пластмасс.
5. Обеспечивать надежное крепление всех узлов на ковшевых
транспортерах (нориях). В процессе эксплуатации норий возможность отрыва
ковшей и задевания ими за норийные трубы должна быть исключена. Внутри
нории в местах стыков и соединения норийных труб не должно быть никаких
выступающих частей. Соединение самой транспортерной резинотканевой
ленты необходимо производить только вулканизацией. Запрещается применять
для соединения ленты материалы, склонные к высечению искр.
Для предупреждения опасного проявления искр удара и трения при
проведении
ремонтных
и
очистных
работ
необходимо
применять
искробезопасный инструмент. К искробезопасным относятся инструменты,
выполненные из бронзы, латуни, бериллия, алюминиевого сплава АКМ-5-2,
дюралей с ограниченным содержанием магния (1,2 - 1,8 %) и др. Использование
омедненного инструмента не желательно, так как мягкий слой меди быстро
истирается.
В производственных помещениях, где обращаются горючие газы и
легковоспламеняющиеся жидкости, полы и площадки необходимо изготавливать из материала, не образующего искр, или выстилать резиновыми
ковриками, дорожками и т.п. Тележки и вагонетки должны иметь на колесах
ободы из цветного металла или резины. Обувь, используемая обслуживаемым
персоналом, не должна иметь металлических набивок.
Опасный разогрев веществ может наблюдаться при прессовании
пластмасс и сжатии газов. Для предупреждения сильного разогрева
пластических материалов, их прессование следует производить в два этапа.
Первый этап – подпрессовка, второй этап – основное сжатие.
91
Чтобы предупредить сильный разогрев газов и конструктивных
элементов компрессоров, необходимо при проведении процессов сжатия
предусматривать следующие мероприятия и технические решения:
1. Обеспечивать постепенное сжатие газов в компрессорах. Для этих
целей
предусматривают
применение
специальных
многоступенчатых
компрессоров. Проходя через каждую ступень компрессора, газ сжимается
постепенно и не достигает высоких температур.
2. Устанавливать приборы контроля за величиной давления газа на
всасывающей линии компрессора и на выходе из каждой ступени сжатия.
В процессе эксплуатации компрессора давление во всасывающей линии
не должно понижаться, а после каждой ступени сжатия – повышаться сверх
установленной величины.
3. Устраивать системы охлаждения газов на каждой ступени сжатия.
При
этом
регулирование
расхода
охлаждающей
жидкости
должно
осуществляться автоматически в зависимости от значения температуры
сжимаемого газа на выходе из компрессора.
4. Предусматривать системы автоматической блокировки, отключающие
компрессор в случае увеличения величины давления или температуры газа в
нагнетательной линии, а также при увеличении температуры охлаждающей
жидкости или прекращении подачи последней в холодильник.
5. Предупреждать образование отложений на теплообменных поверхностях
холодильников
и
внутренних
поверхностях
компрессора,
производить систематическую очитку от них. В связи с этим необходимо
правильно устанавливать и выдерживать нормы расхода смазочного материала.
Для очистки сжатого воздуха или горючих газов от масла после каждой
ступени
сжатия
устанавливают
специальные
маслоотделители.
Смазка,
накопившаяся в маслоотделителе, должна регулярно выпускаться, чтобы
исключить возможность ее выброса в цилиндры последних ступеней сжатия.
В предыдущих разделах рассматривались вопросы, связанные с
условиями образования горючей среды при проведении технологических
92
процессов.
Однако
наличие
горючей
среды
внутри
технологического
оборудования, в помещениях или на открытых технологических площадках не
является достаточным условием для возникновения горения. Взрывы и пожары
на производстве могут возникнуть только в том случае, когда имеются
источники теплоты, способные инициировать реакцию между горючим
веществом и окислителем. Если горение возникает вследствие воздействия на
горючую
среду
внутренних
источников
теплоты,
то
говорят
о
самопроизвольном возникновении горения. Если же горение возникает
вследствие контакта горючей среды с внешними источниками теплоты, то
говорят о вынужденном зажигании (воспламенении).
Самопроизвольное
возникновение
горения
является
результатом
протекания экзотермических реакций при взаимодействии горючих веществ с
кислородом воздуха, с водой или влагой воздуха, друг с другом, а также при их
саморазложении.
Причины
самопроизвольного
возникновения горения
Взаимодействие
веществ с
кислородом
воздуха
Взаимодействие
веществ с водой
или влагой
воздуха
Взаимодействие
веществ друг с
другом
Саморазложение
веществ при
нагревании или
механических
воздействиях
Рис. 3.6 - Классификация основных причин самопроизвольного
возникновения горения в условиях производства
Вещества, применение которых может привести к самопроизвольному
возникновению
горения
на
воздухе,
подразделяются
на
две
группы:
самовоспламеняющиеся и самовозгорающиеся.
Первую группу составляют вещества, которые в условиях производства
нагреты выше температуры самовоспламенения. Так, мазут с температурой
93
самовоспламенения
Тсв= 250оС на установках
термического
крекинга
нагревается до температур 450–550оС. Внутри установок горение возникнуть не
может, так как при установившейся работе аппаратов исключается доступ
окислителя. При аварийном же выходе мазута наружу вследствие смешивания
его паров с воздухом и образования паровоздушного облака может произойти
самовоспламенение горючей смеси. Отличительной особенностью процесса
самовоспламенения является то, что горение возникает, минуя стадию тления.
Вторую группу составляют жидкие и твёрдые горючие вещества,
которые при температуре окружающей среды или после незначительного
предварительного
нагрева
склонны
к
самовозгоранию
на
воздухе.
Самовозгорание представляет собой сложный физико-химический процесс
возникновения тления или пламенного горения, происходящий в результате
самонагревания веществ. Явление самовозгорания наблюдается при резком
увеличении скорости экзотермических реакций в объеме вещества, когда
интенсивность тепловыделения превышает интенсивность рассеивания тепла в
окружающую среду.
Тепловое самовозгорание вещества характеризуется тем, что процесс
самонагревания
в
объёме
скопления
инициируется
в
результате
предварительного нагрева извне. Пожары от теплового самовозгорания
наиболее часто происходят в сушильных цехах. С целью удаления влаги из
вещества и материалов, последние подвергаются нагреву в сушилках до
температур 110–180 ºС. Для некоторых веществ такие температуры могут
оказаться достаточными для начала процесса самонагревания с последующим
самовозгоранием.
Длительность процесса самовозгорания зависит от большого числа
различных факторов, которые в сложном взаимодействии друг с другом
определяют скорость протекания
экзотермических
реакций и
условия
аккумуляции тепла. Например, известен случай самовозгорания древесных
опилок, контактировавших в течение года с теплоносителем, имевшим
температуру 110–120 ºС.
94
Необходимо также учитывать, что значительную пожарную опасность
могут представлять сами сварочные установки. При нарушении работы
сварочного оборудования, его наружные поверхности могут нагреваться до
высоких температур. Если сварочное оборудование располагается вблизи
сгораемых
строительных
конструкций
или
рядом
находятся
горючие
материалы, то последние могут воспламениться за счет теплового излучения от
установок или непосредственного контакта.
Следует остановиться на температуре самовоспламенения твердых
горючих материалов, определяемой по методике ВНИИПО.
Исследования в области вынужденного зажигания конденсированных
систем проводились во второй половине прошлого века. Так как вынужденное
зажигание таких систем не всегда сопровождается появлением пламени, то
именовать это явление «воспламенением» стало неразумным и поэтому
появился новый термин «вынужденное зажигание» или просто «зажигание».
Термин «зажигание» достаточно корректно отражает сущность вынужденного
возникновения горения как пламенного, так и беспламенного. Поэтому,
термины «воспламенение» и «возгорание» для обозначения вынужденного
зажигания в настоящее время является устаревшим и из лексикона в области
горения и пожарной безопасности должны быть исключены.
Стандартная температура теплового самовоспламенения в ГОСТе
12.1.004 занимает центральное место. Принимается, что если горючая среда
или горючий материал нагрет до температуры самовоспламенения, то
возникновение горения неизбежно. Безопасной принимается температура на
20%
ниже
температуры
самовоспламенения.
Обоснование
такого
представления о температуре самовоспламенения было дано С.И.Таубкиным.
Рассмотрим их на примере самовозгорания и самовоспламенения хлопка.
С.И. Таубкин рассуждает следующим образом. Пламенное горение
хлопка может возникнуть как в результате поджигания продуктов пиролиза
сторонним источником зажигания, имеющим температуру выше температуры
самовоспламенения паров, выделяющихся при термическом разложении
95
хлопка, так и самопроизвольно. Первая температура по аналогии с
температурой
воспламенения
паров
жидкостей
названа
«температурой
воспламенения», а вторая – “температурой самовоспламенения”. С.И.Таубкин
полагает, что при температуре самовоспламенения имеет место резкое
возрастание скорости тепловыделения, что и приводит к самовоспламенению.
При
стандартном
же
методе
определения,
температуру
самовоспламенения определяют как температуру реакционной камеры, при
которой наблюдается тепловое самовоспламенение испытуемой навески
материала. Согласно теории теплового самовоспламенения температура
самовоспламенения определяется критическими условиями, при которых
скорость тепловыделения становится больше скорости теплоотвода. В этом
случае резкого скачка в саморазогреве испытуемой навески может и не быть.
Безусловно, испытания проводятся при температуре близкой к той, при которой
наблюдается появление пламенного горения. Но, в общем-то, температура
самовоспламенения и температура, при которой появляется пламя, это
различные температуры. Поэтому, если испытывать навеску материала того же
материала, но значительно меньших размеров, то самовоспламенение не
произойдет и не появится пламя. С другой стороны, принимать температуру на
20% ниже стандартной температуры самовоспламенения за безопасную в
пожарном отношении, не обосновано.
С достаточной степенью приближения зависимость температуры
самовоспламенения от линейных размеров скопления самонагревающегося
материала или горючей среды может быть представлена степенной формулой
Fn
Ткр Т ст
V
,
(3.5)
где показатель степени n связан с энергией активации E следующими
соотношениями: n N 0 /(N о 1) ; Nо =E/RTст – число активных центров.
Показатель степени изменяется от 0,02 до 0,06 и вследствие этого при
одних и тех же изменениях поверхности (F), объёма (V) материала температура
96
Ткр может отличаться от температуры Тст на различную величину, значительно
отличающуюся
от
20%.Таким
образом,
стандартная
температура
самовоспламенения не является тем показателем пожарной опасности по
которому можно регламентировать пожарную безопасность. Несомненно, более
надежными
являются
самовоспламенения,
самовоспламенения.
температуры
определяемые
Поэтому,
самовозгорания
по
формулам
использование
и
температуры
тепловой
стандартной
теории
температуры
самовоспламенения в качестве критерия для оценки пожарной опасности не
является достаточным. С одной стороны, если скопление горючей среды в
технологическом
аппарате
меньше
характерного
размера
образца,
используемого при определении критической температуры самовоспламенения
или тления, то такие скопления в технологических установках загораться не
будут, поэтому ограничивать температурный режим технологического процесса
этим показателем не правомерно. Неоправданное ограничение температурного
режима будет необоснованно снижать экономические показатели техпроцесса
(сдерживать температурную интенсификацию и увеличивать энергетические
затраты).
Нельзя признать корректным также оценку пожаровзрывоопасности
термических источников небольших размеров (капель металла, нагретых до
высоких температур кусков металла) по температуре самовоспламенения (или
тления) горючей среды. Согласно ГОСТу пожарная опасность в этом случае
оценивается по температуре самовоспламенения или тления. Безопасной
принимается температура на 20% ниже температур самовоспламенения или
тления.
97
3.2.4 Мероприятия и технические решения, предупреждающие
воспламенение веществ от открытого пламени и высоконагретых
конструктивных элементов оборудования
Для того чтобы предупредить воспламенение веществ от открытого
пламени
и
высоконагретых
конструктивных
элементов
оборудования
применяют следующие мероприятия и технические решения:
1. Установка приборов контроля за
наличием
факела пламени и
устройств автоматического перекрывания трубопроводов при его погасании.
2. Обеспечение надежной герметичности трубопроводов системы
топливоподачи и змеевиков трубчатых печей.
3. Обеспечение правильной регулировки форсунок
и горелок, не
допуская образования продуктов неполного сгорания.
4. Устройство между установками огневого действия и газопароопасными аппаратами защитных экранов в виде стен.
5. Размещение установок огневого действия в безопасном
месте на
территории предприятия.
6. Устройство паровых завес по периметру установок.
7. Защита высоконагретых конструктивных элементов теплоизоляцией.
8. Устройство разделки в местах прохождения дымовых труб через
сгораемые перекрытия и покрытия.
9. Соблюдение требований пожарной безопасности при применении
открытого огня.
3.2.5 Мероприятия и технические решения, предупреждающие
воспламенение веществ газообразными продуктами горения
Для
предупреждения
воспламенение
веществ
от
газообразных
продуктов горения необходимо:
1. Следить за состоянием кладки дымовых каналов и боровов.
98
2. Не допускать прогаров металлических дымовых труб и выхлопных
труб двигателей внутреннего сгорания.
3. Не допускать складирования горючих веществ и материалов вблизи
дымовых труб.
4. Предусматривать специальные технические решения в дымогазовых
сушилках горючих веществ и материалов. К таким техническим решениям
относятся:
устройство смесительных камер для разбавления дымовых газов
холодным воздухом;
применение систем контроля за температурой дымовых газов,
подаваемых в сушильную камеру;
использование
систем
автоматического
регулирования
расхода
воздуха и дымовых газов в зависимости от температуры последних на входе в
сушильную камеру;
устройство шиберных заслонок в месте ввода дымовых газов в
сушильную
камеру,
автоматически
закрывающихся
при
достижении
критической температуры внутри сушилки, при прекращении доступа воздуха в
смесительную камеру, а также при остановке вентилятора или конвейера с
высушиваемым материалом.
3.2.6 Мероприятия и технические решения, предупреждающие
образование искр при сжигании горючих веществ
Для предупреждения образования искр при сжигании горючих веществ
необходимо:
1. Обеспечение полного сгорания топлива в установках огневого
действия (системы автоматического регулирования расхода топлива и воздуха
на горение, обеспечивающие их перемешивание и сжигание в строго
99
определенном соотношении; постоянный контроль за качеством распыла топлива).
2. Очистка топлива от механических примесей перед подачей к
горелочным устройствам.
3. Применение только тех видов топлива, на которые рассчитана
установка.
4. Контроль за техническим состоянием и исправностью устройств для
сжигания топлива.
5. Предупреждение длительной работы топок и двигателей внутреннего
сгорания в форсированном режиме и с перегрузкой.
6. Систематическая очистка внутренних поверхностей топок, дымовых
каналов и двигателей внутреннего сгорания от сажи и нагаромасляных
отложений.
7. Устройство дымовых труб такой высоты, чтобы искры догорали и
гасли, не выходя наружу.
Мероприятия и технические решения, предупреждающие воспламенение
горючих материалов при их механической обработке:
1. Строго соблюдать установленный режим обработки деталей на
станках (скорость резания, глубина резания и т.п.).
2. Не допускать использования в работе тупого инструмента, резцов
увеличенной ширины, а также станков, не приспособленных для обработки
данного материала.
3. Предусматривать системы локального охлаждения обрабатываемых
изделий и инструмента в процессе обработки.
Мероприятия и технические решения, предупреждающие перегрев и
воспламенение транспортерных лент и приводных ремней:
1. Предупреждение перегрузки технологического оборудования в
процессе эксплуатации (исключение возможности проскальзывания лент и
ремней на шкивах)
100
2.
Установка специальных
устройств, обеспечивающих хорошее
натяжение транспортерных лент и исключающих возможность их провисания и
пробуксовки относительно валов.
3.
Использованием
обеспечивающих
остановку
систем
автоматической
технологического
блокировки,
оборудования
при
возникновении перегрузок, а также подачу звукового и светового сигналов
обслуживающему персоналу.
4. Предупреждением защемлений и заклинивания транспортерных лент
и приводных ремней, а также их перекосов и трения об ограждающие кожухи и
станины.
5. Заменой плоскоременных передач на клиноременные.
Мероприятия и технические решения, предупреждающие перегревы
подшипников:
1. Во всех возможных случаях заменять подшипники скольжения на
подшипники качения.
2. Обеспечивать систематическую смазку подшипников и только теми
сортами масла, которые предусмотрены правилами эксплуатации. При
большом
количестве
подшипников
в
технологическом
оборудовании
целесообразно предусматривать централизованную систему смазки.
3. Обеспечивать контроль за температурой подшипников. (нанесения на
поверхность подшипников термочувствительных красок, изменяющих свой
цвет при нагревании, приборами дистанционного действия с датчиками в виде
термопар или термометров сопротивления).
4. Предусматривать автоматические системы охлаждения подшипников
с применением в качестве хладоагента масел или воды.
5. Не допускать перегрузки машин, чрезмерной затяжки подшипников и
перекосов валов.
6. Обеспечивать очистку поверхностей подшипников от различного рода
отложений.
101
7. Не допускать изоляции подшипника или всей машины невентилируемыми кожухами.
Защита от искр механического происхождения.
Исключение попадания в машины металлических примесей и камней
обеспечивают тщательной очисткой веществ и материалов путем просеивания,
промывки, а также улавливания с помощью магнитных сепараторов и
камнеуловителей.
Для предупреждения соударения подвижных механизмов машин об их
неподвижные части и образования вследствие этого искр:
1. Обеспечивать качественную регулировку и балансировку валов.
2. Правильно подбирать подшипники для валов и обеспечивать
систематический контроль за их исправностью.
3. Не допускать уменьшения установленной величины зазора между
вращающимися и неподвижными частями машин.
4. Обеспечивать футеровку неподвижных и движущихся частей машин
различными искробезопасными материалами в местах их наиболее вероятного
соприкосновения.
5. Обеспечивать надежное крепление всех узлов на ковшевых
транспортерах (нориях).
102
4
ПРИЧИНЫ ПЕРЕРАСТАНИЯ ПОЖАРОВ В КРУПНЫЕ
4.1 Причины
и
условия,
способствующие
быстрому
распространению пожаров на промышленных объектах
Техногенные катастрофы – одна из главных угроз ХХI века. Из самых
разрушительных и распространенных таких угроз являются пожары. Поэтому
необходимо знать и иметь научное представление о пожарно-техническом
термине – пожарная безопасность объекта, знать причины и условия быстрого
развития пожара и его перерастания в крупные.
Пожарной безопасностью объекта называют такое состояние объекта,
при котором с регламентируемой вероятностью исключена возможность
возникновения и развития пожара и воздействия на людей опасных факторов
пожара, а также обеспечена защита материальных ценностей. Для определения
соответствия объекта защиты требованиям пожарной безопасности проводят
оценку пожарного риска.
Профилактика пожаров предусматривает не только предупреждение
возникновения пожаров, но и ограничение их развития. Крупных пожаров
происходит сравнительно немного, они составляют всего около 1% от числа
зарегистрированных, но убыток от них достигает 50% от общего убытка.
Убыток от пожара определяется, прежде всего, размерами объёмов и
площадей, которые охватывает пожар. В свою очередь эти размеры
определяются скоростями распространения горения и временем горения.
Линейную скорость распространения горения можно оценить по формуле
UН
n a cP P(T )
TЗ
,
где n – относительный температурный градиент;
а – к-т температуропроводности горючей среды;
cр – теплоёмкость горючей среды;
103
(4.1),
- плотность горючей среды;
Р+(Т) – адиабатическая скорость самонагревания в зоне горения;
- критерий неравномерности нагрева;
- коэффициент теплоотдачи от зоны горения;
Тз – разность температур зажигания (Тз) и окружающей среды (Тн)
С помощью формулы (4.1) можно оценить как линейную скорость
распространения горения в газовоздушной среде, так и тления в пылевидных,
порошкообразных
и
волокнистых
отложениях.
Роль
физических
и
теплофизических параметров горючего вещества в процессе возникновения
горения детально изложена в специальной технической литературе. Очень
наглядно на простом примере демонстрировал профессор Я.С. Киселёв. Он
предлагал взять в качестве горючего материала однопрядный шпагат,
изготовленный из льна или другого текстильного материала. Одна прядь
оставляется исходной, без изменений, вторая скручивается в виде небольшой
верёвки, третью распушают, отделив друг от друга волокна. Все три образца,
уложенные горизонтально (или вертикально) поджигают спичкой. При
кратковременном воздействии пламени спички распушенный образец быстро
вспыхивает и пламя с достаточно большой скоростью распространяется вдоль
волокон. При этом два других образца, если время действия пламени будет
кратковременным, не загорятся. При увеличении времени поджигания сначала
загорится менее плотный однопрядный образец, а затем двухпрядный. Горение
однопрядного и двухпрядного образца будет отличатся от распушенного. Они
будут гореть в режиме тления с небольшим пламенем в зоне тления. Если это
пламя сдуть, то установится устойчивое горение в форме тления с медленным
распространением его вдоль образцов. При этом менее плотный образец будет
тлеть с большей скоростью, чем более плотный, скрученный в виде верёвки.
Таким образом, при одинаковой природе горючего материала и одном и
том же источнике зажигания, образцы загораются по-разному и по-разному
распространяют горение. Объясняется это различиями в коэффициентах
температуропроводности и диффузии. Известно, что коэффициенты
104
температуропроводности газов на три порядка больше, чем порошкообразных и
текстильных
материалов.
Пропорционально
коэффициенту
температуропроводности изменяется и линейная скорость распространения
горения.
По
мере
распушения
шпагата
коэффициент
его
температуропроводности приближается к этому показателю у воздуха и
линейная скорость распространения горения увеличивается от очень маленькой
скорости тления, например, уплотнённого текстиля, до весьма высокой
скорости пламенного горения аэровзвесей пылей. Длина волны горения
парогазовых смесей составляет доли миллиметра, а длина волны тления
различные материалов - около сантиметра. Если учесть также различные
скорости
распространения
горения,
то
становится
понятным,
почему
распушенный шпагат поджигается быстрее уплотнённого. Очевидно, что
мятый, рваный лист бумаги легче и быстрее поджечь, нежели плотную стопку
такой бумаги или книгу.
Скорость распространения горения в газовых средах на три порядка
выше, чем тления. Поэтому за одно и то же время развития пожара в газовых
средах пожар принимает большие размеры, чем при тлении. Однако
недооценка тления часто приводит к тяжёлым последствиям. Это обусловлено
тем, что тление часто распространяется скрытно и распространяется на
большие объёмы и площади, а затем приобретает открытую форму.
Опасность тления определяется не только тем, что оно часто
распространяется
скрытно,
но
и
тем,
что
при
тлении
выделяются
парогазообразные продукты пиролиза, которые горят с взрывом.
Итак, рассмотрим распространение горения в газовых и парогазовых
смесях.
Горение газовых и парогазовых смесей протекает в следующих
режимах:
быстрое энерговыделение в объёме по тепловому механизму, т.е.
самовоспламенение горючей смеси,
105
дефлаграционное распространение волны горения с дозвуковой
скоростью,
детонационное распространение волны горения со сверхзвуковой
скоростью.
Распространение пламени возможно не в любой газовой смеси, а только
в той, в какой состав, давление и температура находятся в определённом
интервале значений. Эти значения называются пределами распространения
пламени (НКПР и ВКПР). По типу распространения пламя газовых смесей
делят на стационарные и нестационарные. Стационарное пламя в пространстве
не изменяет своего положения, а нестационарное пламя перемещается в
пространстве. Стационарное пламя присутствует в газовых горелках, газовых
турбинах и других теплоэнергетических установках различных типов, а
развитие пожаров связано с нестационарными пламёнами. С повышением
начальной температуры скорость распространения пламени возрастает, так как
согласно правилу Вант- Гоффа при повышении температуры на 10 оС скорость
реакции увеличивается в 2-4 раза.
Распространение пламени над поверхностью жидкости.
Механизм распространения пламени над поверхностью горючей
жидкости зависит от температуры жидкости и температуры вспышки этой
жидкости.
Если температура жидкости ниже температуры вспышки (холодная
жидкость), то распространение пламени определяется от прогретого слоя,
которое зависит от поверхностного натяжения и вязкости жидкости.
Интенсивное испарение холодной жидкости начинается только тогда, когда она
как бы «накрыта» наступающим фронтом пламени, который продвигается по
мере образования впереди него зоны с необходимой для распространения
пламени концентрацией паровоздушной смеси. Если же температура жидкости
близка или выше температуры ее вспышки (прогретая жидкость), то
распространение пламени определяется горением в газовой фазе, скорость
распространения горения в этом случае может достигать 2м/с. Известно, что
106
характерное значение скорости распространения пламени над холодной
горючей жидкостью равно 10 см/с, а над прогретой – на порядок больше (12м/с). Скорость распространения пламени по поверхности горючей жидкости
очень чувствительна к скорости и направлению ветра.
Распространение пламени по поверхности твёрдых материалов.
После
загорания
поверхности,
нагреваемой
лучистым
тепловым
потоком, пламя, после некоторой задержки, медленно распространяется по
поверхности. Длительность этой задержки зависит от того, насколько быстро
поверхность прогреется до температуры воспламенения. Распространение
пламени может происходить при тепловых потоках, менее мощных по
сравнению с теми, которые нужны для зажигания от источника воспламенения.
Минимальный тепловой поток, поддерживающий распространение пламени по
древесине, равен 4 кВт/м2. Распространение пламени по поверхности твёрдых
материалов с различной скоростью зависит от свойств самого материала,
механизма горения, температуры окружающей среды и многих других
факторов. Типичные скорости распространения горения над поверхностью
жидкости и по газовой фазе могут составлять при тлении – 0,001-0,01 см/с, по
поверхности жидкости – 1-100 см/с
По газовой фазе – 10-100 см/с (ламинарный режим), 100000 см/с
(детонация). Как видно, самый медленный процесс развития горения – тление.
Пожар по поверхности твёрдых материалов распространяется с меньшей
скоростью, чем по газовым средам. Однако эта скорость достаточно велика.
Пожар по поверхности твёрдых материалов распространяется с меньшей
скоростью, чем по газовым средам. Однако эта скорость достаточно велика. К
тому же она возрастает при распространении горения снизу вверх и по
направлению ветра.
С повышенной скоростью распространяется горение по отложениям в
виде пуха, по сухому травостою, по стерне и по поверхности ворсистых
материалов.
107
Внутри трубопроводов огонь распространяется с большой скоростью в
следующих случаях:
- если внутри трубопроводов, воздуховодов, траншей, туннелей или
лотков находится газо -, паро- или пылевоздушная горючая среда;
- когда трубопроводы с этой горючей средой работают неполным
сечением;
- если в системе городской или заводской канализации на поверхности
воды имеется слой ЛВЖ или ГЖ;
- когда имеются горючие отложения на поверхности труб, каналов и
воздуховодов;
- если в трубопроводах находятся газы, газовые смеси или жидкости,
способные
самовоспламеняться
под
воздействием
температуры
или
давления.
Огонь в таких случаях может распространяться с большой скоростью по
транспортёрам, элеваторам и другим транспортёрным устройствам, а также
через проёмы в стенах и перекрытиях.
Развитию пожаров до крупных размеров способствуют следующие
факторы:
скопление на производственных площадях большого количества
горючих веществ, материалов и отходов;
наличие технологических и строительно-монтажных коммуникаций и
путей, создающих условия для быстрого распространения пожара;
внезапное появление факторов в процессе пожара, ускоряющих его
развитие (аварийный разлив жидкостей, выброс горючих газов, взрыв
технологических аппаратов или пыле-, паро- и газовоздушных смесей);
позднее обнаружение пожара;
отсутствие или неисправность первичных или стационарных средств
пожаротушения;
неправильные действия людей по тушению пожара.
108
Быстрому развитию пожара могут способствовать также природные
факторы: сильный ветер, жаркая сухая погода.
4.2
Основные
направления
противопожарной
защиты
от
распространения пожаров на производстве
Выполнение
рекомендаций,
приведённых
в
предыдущих
темах
позволяет снизить вероятность возникновения пожара на производстве, однако
полностью не исключает
возможности создания пожаровзрывоопасных
ситуаций. Возникновению пожаров и взрывов может способствовать целый ряд
факторов
и,
прежде
всего
–
проектирования
и
предусматривать
мероприятия
«человеческий».
эксплуатации
и
производств
технические
Поэтому
на
стадии
всегда
необходимо
решения,
позволяющие
ограничить распространение пожара за пределы очага и тем самым свести к
минимуму
последствия
от
него.
Основные
направления
защиты
от
распространения пожаров и перерастания их в крупные приведены на рис. 4.1.
109
Снижение
количества
горючих
веществ и
материалов в
технологии
производства
Удаление
горючих
веществ и
материалов из
аппаратов и
помещений
при авариях и
пожарах
Ограничение
растекания
жидкостей по
помещениям
и открытым
технологическим
площадкам
Предупрежден
ие
образования
горючих
отложений и
систематическ
ая очистка от
них
технологическ
их и
инженерных
коммуникаций
Установка
огнепреграждающих
устройств на
технологических и
инженерных
коммуникациях
Направления защиты от распространения
пожаров на производстве
Защита
технологических проемов в
противопожарных стенах
перегородках и
перекрытиях
Применение
систем
автоматического подавления
взрывов
Защита
аппаратов от
разрушения
при взрыве
Нормирование
противопожарных
разрывов
Создание
условий,
обеспечивающих
обнаружение и
локализацию
пожара на
первоначальной
стадии развития
Рис. 4.1 - Основные направления защиты от распространения пожаров
на производстве
4.2.1 Снижение количества горючих веществ и материалов в
технологии производства
Вопрос снижения количества горючих веществ и материалов в
помещениях и на открытых технологических площадках должен решаться как
на стадии проектирования производств, так и при их эксплуатации.
Существуют следующие основные способы решения проблемы (см. рис. 4.2):
1. Снижение количества горючих веществ и материалов при выборе
метода производства. В настоящее время химическая технология настолько
110
развита, что получение какого-либо вещества может быть произведено
различными, совершенно отличающимися друг от друга, методами. В тех
случаях, когда решается вопрос о выборе метода производства, предпочтение
необходимо отдавать тому методу, при котором используется менее
пожаровзрывоопасное сырье и снижается общее количество горючих веществ и
материалов при проведении технологических процессов.
2. Снижение количества горючих веществ и материалов при раз-работке
технологической
схемы.
Это
достигается
следующими
техническими
решениями:
заменой периодически действующих аппаратов и процессов на
непрерывно действующие (при этом не только снижается количество
обращающихся в производстве веществ и материалов, но и уменьшается
площадь, занимаемая аппаратами);
исключением из технологической схемы напорных баков, емкостных
мерников, промежуточных емкостей и подобных аппаратов, которые можно
заменить на автоматические регуляторы давления и расхода, счетчикидозаторы
непрерывного
действия,
автоматические
питатели
и
другие
устройства;
уменьшением объема аппаратов емкостного типа и их количества в
технологической цепочке.
3. Рациональное размещение технологического оборудования. Во всех
случаях, когда это возможно по климатическим условиям и условиям
эксплуатации, технологическое оборудование следует размещать на открытых
технологических площадках. Планировку размещения основных аппаратов в
здании и на открытых площадках необходимо производить с учетом того,
чтобы
технологические
коммуникации
имели
как
можно
меньшую
протяженность. При этом снижается общее количество горючих веществ,
обращающихся в аппаратах и трубопроводах. Размещение технологического
оборудования
необходимо
также
производить
с
учетом
требований
нормативных документов, оговаривающих площади пожарных отсеков и
111
способы размещения пожаровзрывоопасных помещений в плане и по высоте
здания.
Основные направления по снижению количества
горючих веществ и материалов при
проектировании и эксплуатации производств
Снижение
количества
горючих
веществ и
материалов
при выборе
метода
производства
Снижение
количества
горючих
веществ и
материалов при
разработке
технологической схемы
производства
Рациональное
размещение
технологического
оборудования
Замена
горючих
веществ и
материалов на
негорючие
Предупреждение перегрузки
помещений
сырьем, полуфабрикатами,
отходами и
готовыми
изделиями
Рис. 4.2 - Основные направления по снижению количества горючих
веществ и материалов в технологии производства
4. Замена горючих веществ и материалов на негорючие. Это одно из
перспективных направлений, которое не только способствует предотвращению
распространения пожара, но и уменьшает вероятность его возникновения. В
связи с этим при проектировании и эксплуатации технологий необходимо:
заменять
легковоспламеняющиеся
поглотители,
катализаторы,
теплоносители, хладоагенты на негорючие или менее пожароопасные вещества;
например, вместо таких хладоагентов, как аммиак, пропан, изопентан,
целесообразно применять фреоны и специальные рассолы;
предусматривать для мойки и обезжиривания промышленных изделий
вместо органических растворителей пожаробезопасные технические моющие
средства (ТМС); к ним относятся: щелочные и кислотные растворы, органощелочные эмульсии, синтетические моющие средства, а также некоторые
хлорированные
и
фторированные
углеводороды;
выбор
конкретного
пожаробезопасного ТМС можно произвести по специальным каталогам;
112
применять преимущественно водорастворимые лаки, краски, эмали и
пропиточные материалы вместо подобных материалов на основе органических
растворителей;
вводить в состав горючих материалов специальные добавки,
переводящие их в группу трудногорючих или негорючих материалов; так,
горючесть некоторых полимерных материалов (пластмасс, синтетических смол)
можно
снизить
путем
введения
в
их
состав
галоидопроизводных
углеводородов, негорючих наполнителей и т.п.
5. Предупреждение перегрузки производственных помещений сырьем,
полуфабрикатами, отходами и готовыми изделиями. В каждом конкретном
случае в зависимости от производительности технологического оборудования
или сменной потребности необходимо устанавливать предельно допустимую
норму горючей нагрузки в помещениях. Допустимое количество одновременно
находящихся в помещениях сырья, полуфабрикатов, отходов и
готовых
изделий должно быть отражено в цеховых инструкциях.
4.2.2 Удаление горючих веществ и материалов из аппаратов и
помещений при авариях и пожарах
Начавшаяся авария или пожар могут не получить значительного
развития, если своевременно принять меры по эвакуации горючих веществ и
материалов, находящихся в аппаратах или складированных в помещении (см.
рис. 4.3). Для обеспечения таких условий при проектировании технологий
необходимо
предусматривать
системы
аварийного
слива
жидкостей,
стравливания горючих газов и системы пересыпки сыпучих горючих
материалов в безопасное место. В случае хранения горючих веществ и
материалов в переносной таре, баллонах, штабелях следует предусматривать
комплекс мероприятий по их эвакуации и защите от теплового воздействия.
Системы
аварийного
слива
горючих
и
легковоспламеняющихся
жидкостей, а также сжиженных газов представляют собой комплекс
113
технологических
коммуникаций,
соединяющих
аппараты,
подлежащие
опорожнению, с аварийной емкостью. Слив жидкостей из аппаратов может
осуществляться самотеком, под избыточным давлением водяного пара или
инертного газа, а также путем перекачки с помощью насосов.
Мероприятия и технические решения,
обеспечивающие удаление горючих веществ и
материалов из аппаратов и помещений при
авариях и пожарах
Устройство
систем
аварийного слива
жидкостей из
аппаратов
Устройство
систем
аварийного
стравливания
горючих газов и
паров
Устройство
систем
эвакуации
сыпучих
горючих
материалов в
безопасное
Разработка инструкций,
регламентирующих
действия
обслуживающего
персонала по эвакуации
горючих веществ и
материалов в таре
Рис. 4.3 – Основные мероприятия и технические решения,
обеспечивающие удаление горючих веществ и материалов из аппаратов и
помещений при авариях и пожарах
Необходимость устройства систем аварийного слива определяется в
каждом конкретном случае с учетом требований ведомственных норм и правил.
Так, для расходных складов нефтепродуктов аварийный слив должен
предусматриваться из наземных расходных резервуаров (расположенных в
производственных зданиях) единичной или общей вместимостью более 1 м3 для
легковоспламеняющихся
и
5
м3
для
горючих
нефтепродуктов.
Продолжительность слива устанавливается исходя из предела огнестойкости
несущих строительных конструкций, а также несущих конструкций аппаратов
и
трубопроводов.
Учитывая
возможность
деформации
незащищенных
металлических конструкций, допустимую продолжительность аварийного
слива на практике чаще всего принимают не более 15 минут. Этот промежуток
114
времени включает в себя продолжительность операций по приведению системы
слива в действие и продолжительность опорожнения аппаратов.
Основные требования к системам аварийного слива жидкостей из
аппаратов следующие:
1. Аварийные емкости должны быть закрытыми и располагаться за
пределами здания на уровне земли или под землей на расстоянии не менее 1 м
от стен без проемов и не менее 5 м от стен с проемами. Расстояние от
аппаратуры наружных технологических установок до аварийных емкостей, как
правило, не нормируется. Однако, последние необходимо размещать вне
габаритов наружной установки.
2. Объем аварийной емкости должен быть не менее 30 % суммарной
вместимости всех опорожняемых аппаратов и не менее вместимости
наибольшего из них.
3. Каждую аварийную емкость необходимо обеспечивать дыхательной
линией, выведенной в безопасное место (где исключается возможность
появления источников зажигания) и оборудованной огнепреградителем.
4. К системе аварийного слива высоконагретых жидкостей должны быть
подведены трубопроводы водяного пара или инертного газа, обеспечивающие
продувку аварийной емкости и сливных трубопроводов перед началом
опорожнения
технологических
аппаратов.
Такое
техническое
решение
необходимо для предупреждения возможного взрыва образующейся при сливе
паровоздушной смеси.
Ограничение количества горючих веществ и материалов в производстве
снижает вероятность возникновения пожара и перерастание возникшего пожара
в крупный.
Эта
задача
должна
решаться
на
всех
стадиях
разработки,
проектирования и эксплуатации технологического оборудования путём:
использования непрерывных технологических процессов взамен
периодического действия;
115
уменьшения или исключением из технологических линий напорных
баков, промежуточных емкостей и т.д., за счёт автоматического поддержания
напора, расхода, уровня;
рекуперации растворителей и моющих средств;
рациональной
планировкой
и
размещением
технологических
аппаратов, а также размещением технологических аппаратов на закрытых
площадках;
недопущения
размещения
трансформаторных
подстанций
в
производственных корпусах и мазутохранилищ под цехами;
ограничения объёмов и площадей производственных площадей и
складов, ликвидацией, или ограничением до минимума промежуточных
складов;
размещения опасных участков около наружных стен, а опасных
наружных технологических установок за глухими стенами;
замены горючих жидкостей на негорючие;
механизации уборки отходов от рабочих мест и их утилизацией;
химической пассивации отходов (например, обработка раствором
хрома магниевой пыли).
4.2.3 Режим эксплуатации технологического оборудования.
Режим
эксплуатации
технологического
оборудования
должен
быть
оптимальный с экономической, экологической и противопожарной точек зрения.
Не допускается эксплуатация оборудования в явно пожаро-взрывоопасном
режиме. Режим эксплуатации должен быть ритмичным и проходить при
оптимальных параметрах (температуре, давлении, скорости перемещения) и
исключать разгерметизацию технологического оборудования с выходом горючих
жидкостей, газов, пылей.
На рабочих местах у технологических аппаратов, на площадках, в
промежуточных складах и т. д. должно содержаться минимальное количество
116
сырья полуфабрикатов и готовой продукции. В заводских и цеховых
инструкциях о мерах пожарной безопасности должны быть указаны предельно
допустимые количества пожароопасных веществ, материалов и готовых
изделий.
Строгий противопожарный режим поддерживается несением постовой и
дозорной службы, а также периодическими и внезапными проверками объектов
в выходные дни и ночное время.
Уменьшение количества горючих отходов в производстве, их удаление.
Механическая обработка древесины, пластмасс, хлопка, льна и прочих
лубяных культур, размол твёрдых материалов, обмолот колосовых культур и т.
д. сопровождается образованием отходов в виде обрезков, стружек, опилок,
крошки, пыли.
Эта
важная
технологическая
проблема
решается
следующими
способами:
замена обработки резанием - прессованием и точным литьём,
склеиванием;
пропариванием древесины перед лущением;
заменой сильно пылящих процессов менее пылящими, например,
применением влажного помола и влажной шлифовки;
герметизацией пылящего оборудования;
применением транспортёров и аспирационных систем для удаления
обрезков, стружки и пыли;
утилизация отходов, например из древесных отходов производство
ДСП, ДВП, целлюлозы, бумаги, гидролизного спирта;
сжигание отходов в качестве топлива;
сжигание выбросов паров и газов из технологического оборудования
на факельных установках.
Замена горючих веществ на негорючие и трудногорючие.
Развитие
возможного
пожара
может
быть
ограничено
легкогорючих веществ и материалов на негорючие и трудногорючие:
117
заменой
замена бензина и ацетона при обезжиривании деталей на технические
моющие средства;
применение водорастворимых красок вместо красок с органическими
растворителями, применение огнезащитной обмазки;
применение менее опасных клеев (латекса и бустилата вместо
резинового клея);
применение трудногорючих пластмасс и композиций для покрытия
полов и производства детских игрушек;
посадка лиственных не пылящих деревьев, например, мужских особей
тополя вместо женских особей и хвойных пород.
Ограничение
площади
растекания
ЛВЖ
и
ГЖ
при
авариях
технологического оборудования:
устройство обвалования резервуаров с ЛВЖ и ГЖ, группы
резервуаров с ЛВЖ и ГЖ, группы резервуаров и резервуарных парков;
устройство подземных резервуаров (амбаров) с системой каналов и
лотков для сбора ЛВЖ и ГЖ при авариях и пожарах;
устройство систем аварийного слива;
устройство поддонов для сбора ЛВЖ (ГЖ);
устройство бортиков на этажерках, перемычек и порогов с пандусами
в производственных цехах;
совершенствованием
систем
контроля
утечки
ЛВЖ
(ГЖ)
из
резервуаров.
4.2.4 Аварийный слив жидкости
Аварийный
слив
аппарата, оказавшегося
пожароопасной
жидкости
из
технологического
в опасной зоне, является важным фактором,
ограничивающим развитие пожара и способствующим его успешному
тушению.
118
Для аварийного слива могут использоваться специальные устройства,
предназначенные для этих целей, а также технологические аппараты, которые
во время пожара используются для перекачки опасных жидкостей из опасной в
неопасную зону.
Опорожнение
аппаратов
во
время
пожара
является
тонкой
технологической операцией, требующей знаний и опыта. Подсос воздуха при
аварийном сливе или опорожнении перекачкой может привести к взрыву и
последующему более быстрому развитию пожара. Согласно «Общих правил
взрывобезопасности для пожаровзрывоопасных химических, нефтехимических
и нефтеперерабатывающих производств» к системам аварийного слива
предъявляется ряд требований:
аварийная или дренажная емкость должна быть подземного или
полуподземного типа;
размещается вне пределов здания или вне габаритов технологической
этажерки;
вместимость аварийной ёмкости должна быть не менее ёмкости
наибольшего аппарата;
диаметр сливного трубопровода должен быть не менее 50 мм;
сливной
трубопровод
должен
быть
снабжен
гидравлическим
затвором;
на нем не должно быть дополнительных задвижек и вентилей, кроме
основного, перекрывающего основной аппарат;
перед аварийным сливом дренажная ёмкость и сливной трубопровод
должны продуваться инертным газом или перегретым паром;
дренажная ёмкость должна иметь устройство для удаления из неё
сконденсировавшейся воды или других нефтехимических продуктов.
Аварийный слив может осуществляться как самотеком, так и путем
выдавливания жидкости при помощи инертной среды (азота, водяного пара или
СО2). Последний способ предпочтительнее в случаях, когда допустимая
продолжительность аварийного слива не превышает 10-15 мин. Один
119
аварийный или дренажный резервуар может соединяться с несколькими
емкостными аппаратами. В этом случае вместимость его должна быть не менее
30 % суммарного объема всех расходных резервуаров, но не менее емкости
наибольшего из них.
Аварийные
резервуары
выполняются
закрытыми
и
снабжаются
дыхательными трубами, выведенными в безопасное место и защищенными
огнепреградителями.
Поскольку внутри аварийного или дренажного резервуара может
скапливаться водяной конденсат, то слив высоко нагретых жидкостей приведет
к его испарению, что в свою очередь вызовет резкое повышение внутреннего
давления. Поэтому скапливающуюся воду необходимо систематически удалять.
Днище резервуара делают с уклоном, для обеспечения наиболее полного
удаления воды.
Аварийному сливу высоко нагретых жидкостей должна предшествовать
продувка водяным паром или инертным газом внутреннего объема аварийного
резервуара и сливной линии. Продувка необходима для предупреждения
возможности взрыва смеси паров с воздухом при соприкосновении их с высоко
нагретым продуктом.
На группу резервуаров или аппаратов как правило, устанавливается
один резервуар наибольшей вместимости. При этом трубопроводы должны
укладываться с гидравлическим уклоном (i=0,003) в сторону аварийного
резервуара с установкой огнепреградителей, гидравлических затворов с целью
защиты распространения пламени. Огнепреградители особенно насадочного
типа применять нецелесообразно, т.к. они могут забиваться отложениями, и
увеличивают гидравлическое сопротивление системы.
Аварийные задвижки располагают, как правило, вне здания на 1-м
этаже, вблизи выходов. Наиболее удачным считается такое решение аварийного
слива, когда включение аварийных задвижек автоматизировано и сблокировано
с устройствами для аварийной остановки аппаратов или установок. Датчики
систем открывания задвижек устанавливают в зоне возможного горения.
120
Различают следующие схемы аварийного слива:
аварийный слив ГЖ самотеком из аппарата постоянного по высоте
сечения (рис. 4.4)
аварийный слив ГЖ из аппарата при помощи инертной среды (рис.
4.5)
аварийный слив ГЖ из аппарата самотеком (рис. 4.6)
аварийный слив ГЖ из аппарата с подачей водяного пара (рис. 4.7)
Аварийные задвижки располагают вне здания или на первом этаже,
вблизи выходов.
На рис. 4.4 показана принципиальная схема аварийного слива из
вертикального аппарата постоянного сечения. Принцип работы: после
прекращения подачи жидкости в резервуар открыванием задвижки 7
осуществляется продувка аварийной системы инертной средой; после этого
задвижки 5 и 7 закрываются, а открыванием задвижки 6 обеспечивается слив
продукта в аварийную емкость.
121
Рис. 4.4 – Схема аварийного слива жидкости самотеком из аппарата
постоянного по высоте сечения
1 – опоражниваемый аппарат; 2, 5-7 – задвижки; 3 – люк: 4, 10 –
патрубки; 8 – гидравлический затвор: 9 – аварийная емкость; 11 – дыхательная
линия
На рис. 4.5 представлена схема аварийного слива с использованием
инертной среды для увеличения скорости слива. Принцип работы: открывается
задвижка 4 на линии подачи инертной среды в опорожняемую емкость.
Использование инертной среды для увеличения скорости аварийного слива
позволяет параллельно решить и другую задачу пожарной безопасности:
благодаря наличию инертной среды практически устраняется вероятность
взрыва внутри аппарата.
122
Рис. 4.5 – Схема аварийного слива жидкости из аппарата постоянного по
высоте сечения при помощи инертной среды
1 – опоражниваемый аппарат: 2, 4-7 – задвижки; 3 – манометр; 8 –
гидравлический затвор; 9 – аварийная емкость; 10 – приемная горловина; 11 –
дыхательная линия.
На рис. 4.6 показана принципиальная схема системы аварийного слива
из емкостного аппарата переменного по высоте сечения.
Рис. 4.6 – Схема аварийного слива жидкости из окрасочной ванны
самотеком
1 – окрасочная ванна; 2 – переливная труба; 3 – аварийная линия; 4 –
аварийная задвижка: 5 – привод задвижки; 6 – датчик; 7 – связь датчика с
123
приводом задвижки; 8 – аварийная емкость: 9 – сливная линия; 10 –
гидрозатвор: 11 – дыхательная арматура
Рис. 4.7 – Схема аварийного слива из аппарата с подачей в него водяного
пара с автоматизированной задвижкой
1 – опоражняемый аппарат: 2 – наполнительная линия; 3 – расходная
линия; 4 – предохранительный клапан со свечой; 5 – линия аварийного слива; 6
– линия водяного пара; 7 – система блокировки задвижек; 8 – датчик; 9 –
привод аварийной задвижки
На рис. 4.7 показана принципиальная схема системы аварийного слива
из емкостных аппаратов с подачей инертной среды (водяного пара) и с
автоматической задвижкой.
Огнеопасные жидкости вытесняют из змеевиков реакционных аппаратов
и теплообменников при аварийной эвакуации с помощью инертного газа, так
как слив самотеком в этом случае занял бы слишком много времени. Весьма
распространено аварийное выдавливание нефтепродуктов из реакционных
змеевиков трубчатых печей с подачей для эвакуации продукта инертного агента
при высоком давлении.
Принципиальная схема такой установки показана на рис. 4.8. При
верхней и при нижней подаче инертной среды работа системы аварийного
124
слива протекает следующим образом: при помощи задвижки 7 прекращается
подача сырья в печь, перекрывают задвижку 8 на линии выхода продукта из
печи, открывают задвижку 13 на линии аварийного слива и, открыв задвижку
14, продувают сливную линию и аварийную емкость; после этого продувку
прекращают, открывают задвижку 12 или 11 и затем с помощью задвижки 10
или 9 подают инертную среду в змеевик.
Рис. 4.8 – Схема выдавливания нефтепродукта водяным паром из
змеевика трубчатой печи
1 – трубчатая печь; 2 – реакционные змеевик; 3 – контрольная трубка; 4
– обратный клапан; 5 – манометр; 6 – линия отвода конденсата; 7-14 –
задвижки.
125
5
ПОЖАРНАЯ БЕЗОПАСНОСТЬ ПРОЦЕССОВ НАГРЕВА И
ОХЛАЖДЕНИЯ
5.1 Виды теплоносителей и хладагентов, их пожарная опасность
Основные законы теплопередачи.
Под теплообменом понимается перенос энергии в форме теплоты,
происходящий между телами, имеющими различную температуру. Движущей
силой любого процесса теплообмена является разность температур более
нагретого и менее нагретого тел. При наличии этой разности температур
теплота, в соответствии с 2-м законом термодинамики, самопроизвольно
передается от более нагретого тела к менее нагретому. Теплообмен между
телами представляет собой обмен энергией между молекулами, атомами и
свободными электронами. В результате теплообмена интенсивность движения
частиц более нагретого тела снижается, а менее нагретого возрастает.
Теплопередача - наука о процессах распространения теплоты. Законы
теплопередачи лежат в основе тепловых процессов. Тепловыми процессами
называются
технологические
процессы,
скорость
протекания
которых
определяется скоростью подвода и отвода теплоты. К ним относят процессы
нагревания,
охлаждения,
конденсации
паров,
выпаривания.
Эти
технологические процессы имеют большое значение для проведения многих
массообменных процессов (процессы перегонки, сушки, сорбции, экстракции,
кристаллизации и др.), а также химических процессов, протекающих с
подводом и отводом теплоты.
Количество теплоты, передаваемое за единицу времени от одного
вещества другому, называется тепловым потоком и обозначается буквой Q.
Единица измерения теплового потока Ватт (Вт). Общая кинетическая
126
зависимость для процессов теплопередачи, выражающая связь между тепловым
потоком Q и поверхностью теплообмена F, представляет собой основное
уравнение теплопередачи:
� =�∙�∙
�ср,
(5.1)
где K - коэффициент теплопередачи, определяющий среднюю скорость
передачи теплоты вдоль поверхности теплообмена;
F -
поверхность теплообмена;
ΔTср - средняя разность температур между телами.
Из уравнения (5.1) устанавливается размерность и физический смысл
коэффициента теплопередачи:
Q Вт
К = FT м2 К
ср
(5.2)
Таким образом, коэффициент теплопередачи (К) показывает, какой
тепловой поток проходит через поверхность теплообмена (F) при разности
температур между телами (ΔТср).
К основным задачам теории теплообмена относится установление
зависимости между тепловым потоком и распределением температур в средах.
Совокупность значений температуры в различных точках пространства или
тела называется температурным полем. Различают стационарное (постоянное
во времени) и нестационарное (изменяющееся во времени) температурные
поля. В непрерывно действующих аппаратах температуры в различных точках
не
изменяются
во
времени
и
протекающие
процессы
теплообмена
характеризуются стационарным температурным полем. В периодически
действующих аппаратах, где температуры меняются во времени (при
нагревании
или
охлаждении),
протекающие
процессы
характеризуются нестационарным температурным полем.
127
теплообмена
В пространстве или теле можно выделить точки, имеющие одинаковую
температуру. Поверхность, соединяющая точки с одинаковой температурой,
называется изотермической поверхностью.
Различают три принципиально различных элементарных способа
распространения теплоты: теплопроводность, конвекцию и тепловое излучение.
В реальных условиях теплота передается не каким-либо одним из указанных
способов, а комбинированным путем. Например, при теплообмене между
твердой стенкой и газовой средой теплота передается одновременно
конвекцией, излучением и теплопроводностью. Перенос теплоты от стенки к
газообразной или жидкой среде или в обратном направлении называется
теплоотдачей. Еще более сложным является процесс передачи теплоты от более
нагретой жидкости или газа к менее нагретым веществам через разделяющую
их стенку. Этот процесс носит название теплопередачи. В процессе
теплопередачи переносу теплоты конвекцией способствуют теплопроводность
и теплообмен излучением. Однако для конкретных условий преобладающим
обычно является один из видов распространения теплоты.
Ниже будут приведены краткие теоретические сведения об основных
способах передачи теплоты.
Передача теплоты теплопроводностью
Теплопроводность представляет собой перенос теплоты вследствие
беспорядочного
(теплового)
движения
микрочастиц,
непосредственно
соприкасающихся друг с другом. Это движение может быть либо движением
самих молекул (газы, капельные жидкости), либо колебанием атомов (в
кристаллической решетке твердых тел), или диффузией свободных электронов
(в металлах). В твердых телах теплопроводность является обычно основным
видом передачи теплоты.
Основным законом передачи теплоты теплопроводностью является
закон Фурье, согласно которому тепловой поток dQ прямо пропорционален
температурному градиенту dT/dn и площади изотермической поверхности dF:
128
dQ
dTdF
(5.3)
dn
Часто закон Фурье выражают относительно плотности теплового потока
q:
q
dTdT
dFdn
(5.4)
Знак минус, стоящий перед правой частью уравнений (5.3) и (5.4),
указывает на то, что тепловой поток направлен в сторону более низких
температур.
Коэффициент
пропорциональности
λ
является
физическим
параметром, характеризующим способность веществ и материалов проводить
тепло; он называется коэффициентом теплопроводности. Согласно уравнению
(5.3)
[] = [����/ �� ��] = [Втм/Км2 ] = [Вт/мК]
Таким образом, коэффициент теплопроводности λ показывает, какой
тепловой поток проходит через тело на площади изотермической поверхности
1 кв. м при расстоянии между изотермическими поверхностями 1 м и разности
температур между ними 1 К. Коэффициент λ характеризует способность тел
проводить теплоту путем теплопроводности. Его значение зависит от вида
вещества или материала, температуры и влажности тел, а для анизотропных
материалов ― также от направления теплового потока. Наибольший
коэффициент теплопроводности имеют металлы [серебро 418,
медь
395,
золото 300, алюминий 210, сталь 47 (Вт/м∙К) и т.д.]. Коэффициент
теплопроводности строительных материалов находится в пределах 0,23 - 2,9,
теплоизоляционных материалов ― 0,058 - 0,23, жидкостей ― 0,093 - 0,7, газов
― 0,0058 - 0,58 (Вт/м∙К).
Коэффициенты теплопроводности газов возрастают с повышением
температуры и незначительно изменяются с изменением давления. Для
большинства жидкостей значения λ, наоборот, уменьшаются при увеличении
температуры. Исключение составляет вода, коэффициент теплопроводности
которой несколько возрастает с повышением температуры до 130оС и при
129
дальнейшем ее увеличении начинает снижаться. Для большинства металлов
коэффициенты теплопроводности уменьшаются с возрастанием температуры.
Значения λ резко снижаются при наличии в металлах примесей.
Влажные
материалы
имеют
больший
коэффициент
теплопроводности, чем сухие. Это объясняется тем, что во влажных
материалах воздух в порах частично замещается влагой, которая имеет
значительно больший коэффициент теплопроводности, чем воздух. Пористость
тела существенно уменьшает его теплопроводность за счет наличия в порах
воздуха, слабо проводящего тепло, что характерно для большинства газов.
Именно этим обусловлена низкая теплопроводность теплоизоляционных и
многих строительных материалов.
Передача теплоты конвекцией
Конвекцией называется перенос теплоты вследствие движения и
перемешивания объемов жидкости или газа в пространстве. Перенос теплоты
возможен
в
условиях
естественной
естественной (свободной) конвекции
и
вынужденной
конвекции.
При
перемещение жидкости или газа
происходит под действием разности плотностей отдельных их частей при
нагревании. При вынужденной конвекции перемещение происходит за счет
принудительного движения всего объема жидкости (газа), например при
использовании вентиляторов, насосов, мешалок.
Перенос теплоты конвекцией тем интенсивнее, чем более турбулентно
движется вся масса жидкости или газа и чем энергичнее осуществляется
перемешивание отдельных частиц. Таким образом, конвекция связана с
механическим переносом теплоты и сильно зависит от гидродинамических
условий течения жидкости или газа.
Конвекция всегда сопровождается теплопроводностью как между
частицами
жидкости
или
газа,
так
и
между
жидкостью
(газом)
и
поверхностями твердых тел. Такой процесс совместной передачи теплоты
конвекцией и теплопроводностью называется конвективным теплообменом. В
130
практических условиях под таким процессом обычно понимается теплообмен
между поверхностью твердой стенки и омывающими ее жидкостями или
газами. Такой конвективный теплообмен называется теплоотдачей.
Со
сложным
механизмом
конвективного
теплообмена
связаны
трудности расчета процессов теплоотдачи. Точное решение задачи о
количестве теплоты, передаваемой от стенки к среде (или от среды к стенке),
связано с необходимостью, знать температурный градиент у стенки и профиль
изменения
температур
теплоносителя
вдоль
поверхности
теплообмена,
определение которых весьма затруднительно. Поэтому для удобства расчета
теплоотдачи в основу его кладут уравнение относительно простого вида,
известное под названием закона теплоотдачи, или закона охлаждения Ньютона
- Рихмана:
� =
� (�1 – �2)
(5.5)
где α - коэффициент пропорциональности, называемый коэффициентом
теплоотдачи, (Вт/м2 К); F – площадь поверхности через которую происходит
передача теплоты, м2; Т1 – температура нагревающего тела, К; Т2 – температура
нагреваемого тела, К.
Согласно
уравнению
(5.5)
тепловой
поток
при
конвективном
теплообмене пропорционален площади поверхности стенки и разности
температур
жидкости
(газа)
и
стенки.
Коэффициент
теплоотдачи
α
характеризует интенсивность переноса теплоты между поверхностью стенки и
окружающей средой. Он показывает, какой тепловой поток передается от 1 кв.м
поверхности стенки к омывающей ее среде (или от среды к 1 кв.м поверхности
стенки) при разности температур между стенкой и средой 1 К.
На коэффициент теплоотдачи влияют разнообразные факторы: скорость
потока жидкости (газа); характер сил, вызывающих ее движение; физические
свойства (плотность, вязкость, теплоемкость, теплопроводность и др.);
геометрические параметры стенки и прежде всего режим течения жидкости
(ламинарный, переходный или турбулентный). Из этой зависимости можно
заключить, что простота уравнения теплоотдачи (5.5) только кажущаяся. При
131
его использовании трудности, связанные с определением количества теплоты,
передаваемого путем конвективного теплообмена, заключаются в расчете
величины α.
Вследствие сложной зависимости коэффициента теплоотдачи от
большого числа факторов невозможно получить расчетное уравнение для α,
пригодное для всех случаев теплоотдачи. Лишь путем обобщения опытных
данных
с
помощью
теории
подобия
можно
получить
обобщенные
(критериальные) уравнения для типовых случаев теплоотдачи, позволяющие
рассчитать α для условий конкретной задачи.
Передача теплоты излучением
Для
многих
отраслей
производства
характерно
использование
различного рода установок, работающих в условиях высоких температур
(плавка и разливка металлов, термическая обработка и горячая прокатка
изделий, работа отопительных котельных и печей и др.). Во всех этих случаях
первенствующее
значение
имеет
теплообмен
излучением.
Уже
при
температурах 600 °С и выше теплообмен между телами происходит
практически лишь за счет излучения, так как доля конвективного тепла при
этом незначительна.
Под тепловым излучением понимается процесс переноса теплоты с
помощью электромагнитных волн. Электромагнитные волны излучаются
телами и, попадая на другие тела, превращаются в тепловую энергию. Такой
процесс превращения теплоты в энергию электромагнитных волн и наоборот,
происходящий между телами, произвольно расположенными в пространстве,
называется лучистым теплообменом.
Длины волн теплового излучения лежат в инфракрасной (невидимой)
части спектра электромагнитных колебаний, который охватывает интервал от
0,8 до 40 мкм. Они отличаются от видимых световых лучей только длиной
волны (длина световых волн 0,4 - 0,8 мкм).
132
Все физические тела взаимодействуют с тепловым излучением,
пропуская, отражая и поглощая тепловую энергию. По способности тел
пропускать, отражать или поглощать тепловую энергию используют понятия
абсолютно прозрачных, абсолютно белых и абсолютно черных тел. Абсолютно
прозрачные тела пропускают всю поступающую энергию теплового излучения,
абсолютно белые полностью отражают, а абсолютно черные полностью
поглощают всю подводимую энергию.
Но в природе реально не существует тел, обладающих идеальными
свойствами. Все реальные тела способны лишь частично пропускать, отражать
и поглощать подводимую в виде электромагнитных колебаний энергию. Такие
тела в физике называют серыми телами. Из реальных тел к абсолютно черному
особенно приближается сажа, которая поглощает 90 - 96 % всех лучей.
Наиболее полно отражают падающие на них лучи твердые тела со светлой
полированной поверхностью. Большинство твердых тел относится к числу
практически непрозрачных, но зато почти все газы (исключая некоторые
многоатомные) являются прозрачными.
По закону Стефана-Больцмана, лучеиспускательная способность серого
тела Е пропорциональна четвертой степени абсолютной температуры его
поверхности Т и коэффициенту лучеиспускания серого тела С:
Е = С (Т/100)4
(5.6)
где: С = Со · ε; Со = 5,67 Вт/(м2 К4 ) - коэффициент лучеиспускания
абсолютно черного тела; Е - относительный коэффициент лучеиспускания, или
степень черноты серого тела (значения ε приводятся в справочной литературе).
Теплопередача
В теплообменных аппаратах чаще всего теплота передается от одной
жидкости к другой через разделяющую их стенку. Такой теплообмен, как
отмечалось ранее, называется теплопередачей. При определении теплового
потока от греющей к нагреваемой среде через разделяющую их стенку
учитывают все три способа передачи теплоты.
133
Теплота от греющей среды к поверхности стенки в общем случае
передается путем конвективного и лучистого теплообмена, поэтому тепловой
поток можно определить по закону Ньютона - Рихмана:
� = � � (Тср – Тст)
(5.7)
где: α – суммарный коэффициент теплоотдачи конвекцией и излучением
от греющей среды к стенке, Вт/(м2 К), F – площадь поверхности теплообмена,
м2; Тср – температура греющей среды, К; Тст – температура поверхности
стенки со стороны греющей среды,К.
Виды теплоносителей и хладагентов, их пожарная опасность.
В тепловых процессах взаимодействует, как минимум, две среды с
различными температурами. Вещества, имеющие более высокую температуру и
используемые для нагревания других веществ, называют теплоносителями.
Вещества,
используемые
для
охлаждения
других
веществ,
называют
охлаждающими агентами (хладагентами).
В качестве прямых источников тепла в различных технологиях
используют главным образом электрическую энергию, пламя и топочные газы,
представляющие собой газообразные продукты сгорания топлива. Вещества,
получающие тепло от этих источников и отдающие его какой-либо нагреваемой
среде, называют промежуточными теплоносителями. К числу наиболее
распространенных промежуточных теплоносителей относятся водяной пар,
горячая вода, высокотемпературные теплоносители, а также горячие продукты
производства (промежуточные вещества, конечные продукты и отходы
производства, отводимые из аппаратов с достаточно высокой температурой).
Нагретый воздух в качестве промежуточного теплоносителя используется
очень редко, так как имеет низкую теплоемкость и требует больших затрат
энергии на нагрев и транспортирование.
Дадим краткую характеристику основным видам теплоносителей и
хладагентов.
134
Топочные газы
Топочные, или дымовые, газы относятся к числу наиболее давно
применяемых нагревательных агентов. Топочные газы не потеряли своего
значения до настоящего времени, так как позволяют осуществлять нагревание
до высоких температур, достигающих 1000-1100 °С. При незначительном
избыточном давлении в теплообменнике (со стороны газов). Наиболее часто
топочные газы используют для нагрева через стенку других нагревательных
агентов – промежуточных теплоносителей.
Наиболее существенными недостатками топочных газов являются:
неравномерность нагрева, обусловленная охлаждением газа в процессе
теплообмена,
трудность
регулирования
температуры
обогрева,
низкие
коэффициенты теплоотдачи от газа к стенке [не более 35-60 Вт/(м2-К)],
возможность загрязнения нагреваемых материалов продуктами неполного
сгорания топлива (при непосредственном обогреве газами). Значительные
перепады температур между топочными газами и нагреваемой средой создают
«жесткие» условия нагревания, которые недопустимы для многих продуктов и
могут вызвать их перегрев.
Из-за относительно низкой удельной теплоемкости топочных газов их
объемные расходы велики и транспортирование требует значительных затрат.
Поэтому топочные газы обычно используют непосредственно на месте их
получения.
Топочные газы получают сжиганием в топках печей твердого, жидкого
и газообразного топлива. Наиболее дешевым и эффективным топливом
являются природные газы, запасы которых в России очень велики. Кроме
того, экономически целесообразно применение в качестве греющих агентов
отходящих газов некоторых химических и других производств. Температура
этих газов достаточно высока и иногда достигает 500 – 600 °С.
Водяной пар
135
Одним из наиболее широко применяемых греющих агентов является
водяной пар. В целях обогрева используют обычно насыщенный водяной пар, а
не перегретый. Это объясняется существенными достоинствами его как
теплоносителя. В результате конденсации насыщенного пара получают
большие количества тепла при относительно небольшом расходе пара, так как
теплота конденсации его составляет приблизительно 2,26·106 Дж/кг при
давлении 9,8·105 Па. Вследствие высоких коэффициентов теплоотдачи от
конденсирующегося пара сопротивление переносу тепла
со стороны пара
мало. Это позволяет проводить процесс нагревания при малой поверхности
теплообмена.
Перегретый пар в теплообменных аппаратах ведет себя как газ:
охлаждается, не конденсируясь, пока не переходит в насыщенное состояние.
Так как удельная теплоемкость водяного пара в среднем равна 1,93 кДж/(кг
К), то при охлаждении одного килограмма пара на 100 °С выделится только
193 кДж. Следовательно, при передаче нагреваемому веществу одного и того
же количества тепла, перегретого водяного пара потребуется значительно
больше, чем насыщенного. Кроме того, коэффициент теплоотдачи от
конденсирующихся паров к теплообменной поверхности во много раз больше
коэффициента
теплоотдачи
от
перегретого
пара
к
стенке.
Так
для
конденсирующегося водяного пара коэффициент теплоотдачи α в среднем
равен 11.63 кВт/(м2-К), а при использовании перегретого водяного пара без его
конденсации α находится в пределах 58-116 Вт/(м2 К). Поэтому при одинаковой
производительности установки с использованием насыщенного пара будут
более компактными и площадь их теплообменной поверхности, будет
значительно меньше.
Важным
достоинством
насыщенного
пара
является
постоянство
температуры его конденсации (при данном давлении), что дает возможность
точно поддерживать температуру нагрева, а так же, в случае необходимости,
регулировать ее, изменяя давление греющего пара.
136
При использовании тепла парового конденсата коэффициент полезного
действия
нагревательных
паровых
устройств
довольно
высок.
Пар
удовлетворяет также другим требованиям, предъявляемым к теплоносителям
(доступность, пожаробезопасность и др.)
Основной недостаток водяного пара – значительное возрастание
давления с повышением температуры. Вследствие этого температуры, до
которых можно производить нагревание насыщенным водяным паром, обычно
не превышают 180-190°С, что соответствует давлению пара 1-1,2 МПа. При
больших давлениях требуется слишком толстостенная и дорогостоящая
теплообменная аппаратура, а также велики расходы на коммуникации и
арматуру.
Более экономична утилизация водяного пара, получаемого после его
использования в паросиловых установках. Химические производства часто
потребляют большие количества не только тепла, но и электроэнергии.
Поэтому целесообразно энергетический пар высокого давления (до 25 Мпа)
направлять первоначально в турбины для выработки электрической энергии, а
затем мятый пар турбин давлением 0,6-0.8 Мпа (иногда до 3 Мпа) использовать
для обогрева химической аппаратуры. Мятый пар турбин является перегретым.
Чтобы избежать увеличения расходов на транспортирование теплоносителя,
перегретый пар турбин увлажняют, смешивая его с горячей водой. При этом
пар дополнительно испаряет некоторое количество воды и направляется в
насыщенном состоянии в теплоиспользующие аппараты.
Горячая вода
Горячая вода в качестве нагревающего агента обладает определенными
недостатками по сравнению с насыщенным водяным паром. Коэффициенты
теплоотдачи от горячей воды, как и от любой другой жидкости, ниже, чем
коэффициенты теплоотдачи от конденсирующегося пара. Кроме того,
температура горячей воды снижается вдоль поверхности теплообмена, что
ухудшает равномерность нагрева и затрудняет его регулирование.
137
Горячую
воду
получают
в
водогрейных
котлах,
обогреваемых
топочными газами, и паровых водонагревателях (бойлерах). Она применяется
обычно для нагрева веществ до температур не более 100 оС. Для температур
выше 100°С в качестве теплоносителя используют воду, находящуюся под
избыточным давлением. Для нагревания водой применяют главным образом
циркуляционные системы. В некоторых случаях для нагрева используют
конденсат водяного пара.
Высокотемпературные теплоносители
В различных технологических процессах химической технологии
(производство химических волокон, пластмасс, фармацевтических материалов
и других продуктов) очень часто требуется нагрев веществ до температуры 250
– 400 °С при обеспечении достаточно точной регулировки и равномерности
нагрева. Нагревание насыщенным водяным паром, в таких случаях, не может
быть применено из-за малой величины рабочей температуры (не более 180 -190
°С), а нагревание топочными газами или электрическим током не может быть
допустимо как по условиям технологии, так и по соображениям пожарной
безопасности. Для того, чтобы нагреть вещества до температур 250-400°С,
используют специальные высокотемпературные теплоносители.
К
ним
относят перегретую воду, минеральные масла, расплавленные соли и металлы,
высокотемпературные органические теплоносители (ВОТ) и некоторые другие
вещества.
Рассматриваемые ниже теплоносители обычно получают тепло от
топочных газов или электрического тока, передают его нагреваемому
материалу и являются, таким образом, промежуточными
теплоносителями.
Они обеспечивают равномерность обогрева и возможность его точной
регулировки.
Перегретая вода. В качестве нагревающего агента перегретая вода
используется при давлениях, достигающих критического (22,1
МПа),
которому соответствует температура 374 °С. Поэтому с помощью перегретой
138
воды возможно нагревание материалов до температур, не превышающих
приблизительно 350 °С. Однако обогрев перегретой водой связан с
применением высоких давлений, что значительно усложняет и удорожает
нагревательную установку и повышает стоимость ее эксплуатации. Поэтому в
настоящее время он вытесняется более экономичными способами нагрева
другими высокотемпературными теплоносителями.
Минеральные масла. Минеральные масла являются одними из
старейших промежуточных теплоносителей', используемых для равномерного
нагревания различных продуктов. В качестве нагревающих агентов применяют
масла, отличающиеся наиболее высокой температурой вспышки – до 310 °С
(цилиндровое, компрессорное, цилиндровое тяжелое). Поэтому верхний предел
нагревания маслами ограничен температурами 250 – 300 °С.
Масла
являются
наиболее
дешевыми
органическими
высокотемпературными теплоносителями, используемыми при необходимости
исключения внезапных перегревов и обеспечения плавного и равномерного
обогрева.
Однако
им
присущи
существенные
недостатки.
Помимо
относительно невысоких предельных температур применения минеральные
масла обладают низкими коэффициентами теплоотдачи, которые снижаются
еще больше при термическом разложении и окислении
масел.
Масла
обладают низкой термической стойкостью (200 – 250°С). В процессе нагрева
масел до рабочей температуры они разлагаются с образованием твердых и
газообразных
веществ.
Твердые
продукты
разложения,
отлагаясь
теплообменной поверхности нагревателя, создают предпосылки
для
на
ее
прогара, а газообразные повышают давление в системе и способствуют
снижению температуры вспышки масла. Из-за разложения масел появляется
необходимость подпитки системы свежими порциями и замены всего
теплоносителя через определенный срок эксплуатации.
Окисление
и
загрязнение
поверхности
теплообмена
продуктами
разложения усиливается в случае работы масел при температурах, близких к
их температуре вспышки, и приводит к значительному ухудшению
139
теплопередачи. Поэтому для получения достаточных тепловых нагрузок
разность температур между маслом и нагреваемым продуктом должна быть не
менее 15 – 20 °С. Вследствие указанных выше недостатков минеральные масла
вытесняются более эффективными высокотемпературными теплоносителями.
Высокотемпературные органические теплоносители и их пары. К
группе высокотемпературных органических теплоносителей (ВОТ) относятся
индивидуальные органические вещества: глицерин, этиленгликоль, некоторые
производные ароматических углеводородов (дифенил, дифениловый эфир,
дифенилметан и др.). Продукты хлорирования дифенила, органические масла; а
также многокомпонентные ВОТ. Указанные жидкости имеют температуру
кипения при нормальном давлении от 250 до 300 °С и позволяют при
сравнительно невысоких рабочих давлениях осуществлять нагрев до 300 – 350
°С.
Наибольшее
промышленное
применение
получила
дифенильная
смесь, состоящая из 26,5% дифенила и 73,5% дифенилового эфира (этот
теплоноситель известен также под названиями Даутерм А, динил и др.).
Дифенильная
смесь
обладает
большей
термической
стойкостью,
чем
составляющие ее компоненты. Дифенильную смесь можно транспортировать
по хорошо изолированным трубопроводам, не опасаясь ее кристаллизации.
Температура кипения дифенильной смеси при атмосферном давлении равна 258
°С. Поэтому в жидком виде она используется для нагрева до температур не
более 250 ° С (при Р = 0,1 МПа). Предельная температура применения жидкой
смеси составляет 280°С при повышении избыточного давления в системе до 80
кПа.
Основным достоинством дифенильной
смеси
как
теплоносителя
является возможность получения высоких температур без применения высоких
давлений. Давление ее насыщенных паров равно лишь 1/30 — 1/60 давления
насыщенных паров воды в пределах температур от 200 до 400°С. Так,
например, при 300 °С давление насыщения водяного пара составляет 8,7 Мпа, а
дифенильной смеси – только 0,2 МПа.
140
По этой причине становится возможным для нагрева дифенильной
смесью до высоких температур использовать вместо змеевика более простые
теплообменные устройства рубашки.
Недостатком
теплоносителей,
дифенильной
является
малая
смеси,
как
теплота
и
других
парообразования.
органических
Однако
у
дифенильной смеси этот недостаток в значительной мере компенсируется
большей, чем у воды, плотностью паров, в результате чего при испарении или
конденсации смеси количество тепла, выделяющееся на единицу объема пара,
оказывается близким к соответствующей величине для воды.
В парообразном состоянии дифенильная смесь применяется
для
нагрева до температур, не превышающих 380 °С (при кратковременном нагреве
— приблизительно до 400 °С). При более высоких температурах происходит
заметное разложение большой плотностью, термической стойкостью, хорошей
теплопроводностью и дифенильной смеси. Она горюча, но практически
взрывобезопасна и оказывает лишь слабое токсическое воздействие на
человеческий организм.
Все применяемые в промышленности ВОТ являются горючими
жидкостями с высокой температурой кипения и высокой температурой
вспышки паров. В условиях эксплуатации ВОТ нагреваются значительно выше
температуры вспышки, но ниже температуры самовоспламенения. Основные
свойства наиболее распространенных высокотемпературных органических
теплоносителей и их показатели пожарной опасности приведены в таблице 5.1.
Таблица 5.1 – Основные свойства ВОТ и их показатели пожарной
опасности
Вид
теплоносителя
Химическая
формула (состав)
ρ,
кг/м3
tкип, оС
141
Показатели пожарной опасности
tвсп,
tсв, НТПР, ВТПР,
оС
оС
оС
оС
Дифениль
ная смесь
(даутерм, динил)
26,5% дифенила
(С6Н5-С6Н5),
73,5% дифенилового эфира
(С6Н5-О-С6Н5)
1010
258
111
599
111
167
Масло
АМТ-300
40% нафтенопарафиновых
углеводородов, 60%
ароматических
углеводородов
960
начало
345
176
330
170
229
Мобильтерм-600
40% нафтенопарафиновых
углеводородов, 60%
ароматических
углеводородов
960
начало
350
185
296
176
207
Дитолилметан
С15Н16
984
293
136
500
107
138
Этиленгликоль
Глицерин
С2Н6О2
С3Н8О3
1116
1260
197
290
111
198
412
400
100
182
124
217
Расплавленные соли. В химической технологии часто необходимо
нагревать продукты до температур, превышающих предельно-допустимые
температуры для ВОТ. В таких случаях для равномерного обогрева используют
жидкие неорганические теплоносители, расплавленные соли и
жидкие
металлы.
Расплавленные соли и их смеси (ТiС14, смеси: А1С1з с А1Вrз, NаNО2 с
КNО3, NаNО2 с KNОз и NаNОз и др.) используют в качестве промежуточных
высокотемпературных теплоносителей для специальных установок и в атомных
реакторах. Они обладают незначительной агрессивностью по отношению к
металлам, наименее токсичны. Максимальная температура нагрева продуктов
ограничивается термической стойкостью солей и не превышает 550 °С.
Из различных неорганических солей и их смесей, применяемых для
нагревания до высоких температур, наибольшее практическое значение имеет
нитрит-нитратная смесь, состоящая из 40% азотисто-кислого натрия NаNО2. 7%
азотнокислого натрия NаNОз и 53% азотнокислого калия КNОз. Эта смесь
применяется для нагрева при атмосферном давлении до температур 500-540
142
°С. Смесь практически не вызывает коррозии углеродистых сталей при
температурах не выше 450 °С. Для изготовления аппаратуры и трубопроводов,
работающих при более высоких температурах, используют хромистые и
хромоникелевые стали. Кроме того, трубопроводы снабжают паровым
обогревом (с помощью паровых труб, проложенных рядом с солевой линией
и заключенных с ней в общий короб тепловой изоляции).
Нитрит нитратная смесь является сильным окисляющим агентом.
Поэтому по соображениям взрывобезопасности не допустим ее контакт при
высоких температурах с веществами органического происхождения, а также
со стружкой и опилками черных и некоторых цветных металлов (алюминий,
магний).
Жидкие металлы. Для нагрева до температур 400-800 °С и выше в
качестве высокотемпературных теплоносителей могут быть эффективно
использованы литий, натрий, калий, свинец, ртуть и другие металлы. Они
используются в жидком и парообразном состоянии. Эти теплоносители
отличаются высокими коэффициентами теплоотдачи.
Большинство
действуют
на
металлических
малоуглеродистые
теплоносителей
и
легированные
практически
стали.
не
Исключение
составляют калий и натрий, которые отличаются чрезвычайно высокой
химической активностью, требуют применения нержавеющих сталей и
воспламеняются со скоростью взрыва.
Легкоплавкие металлы, кроме ртути, натрия, калия и их сплавов,
используются главным образом в качестве промежуточных теплоносителей для
нагревательных
бань.
Однако
иногда
они
находят
применение
в
нагревательных установках с естественной и особенно с принудительной
циркуляцией.
Ртуть
является
единственным
металлическим
теплоносителем,
используемым в парообразном состоянии, причем давление паров ртути очень
низкое (приблизительно 0,2 МПа при 400°С). В промышленности имеются
ртутно-паровые нагревательные установки, работающие при естественной
143
циркуляции
теплоносителя
и
отличающиеся
высоким
коэффициентом
полезного действия.
Однако пары металлических теплоносителей крайне ядовиты. Так,
например, концентрация паров ртути в воздухе производственных помещений
не должна превышать 0,01 мг/м3. Поэтому нагревательные установки с
применением
металлических
теплоносителей
должны
быть
абсолютно
герметичны, а помещения снабжены мощной приточно-вытяжной вентиляцией.
Этот и некоторые другие недостатки (плохая смачиваемость металлов, высокая
стоимость и пр.) ограничивают возможности промышленного использования
теплоносителей этой группы в различных технологиях.
Хладагенты
В качестве хладагентов для охлаждения веществ до обыкновенных
температур (10 – 30°С) наиболее широко используют воду и воздух, которые
являются достаточно доступными и дешевыми. По сравнению с воздухом
вода отличается большой теплоемкостью, более высокими коэффициентами
теплоотдачи и позволяет проводить охлаждение до более низких температур.
Если по местным условиям вода дефицитна или ее транспортирование связано
со значительными расходами, то охлаждение производят оборотной водой
отработанной охлаждающей водой теплообменных устройств. Эту воду
охлаждают путем ее частичного испарения в открытых бассейнах или чаще
всего в градирнях путем смешения с потоком воздуха и снова направляют на
использование в качестве охлаждающего агента.
Когда
температура
охлаждаемой
среды
превышает
температуру
кипения воды при атмосферном давлении, охлаждение проводят при
частичном испарении воды, что позволяет снизить расход воды на охлаждение.
Такое
испарительное
охлаждение
является
по
существу
не
только
теплообменным, но и массообменным процессом. Испарительное охлаждение
осуществляют в оросительных холодильниках. Градирнях и других
144
теплообменных аппаратах, причем образующийся в последних пар иногда
используют в качестве низкотемпературного греющего агента.
Атмосферный воздух, несмотря на относительно низкие коэффициенты
теплоотдачи, находит в последнее время все большее распространение в
качестве охлаждающего агента. Для улучшения теплообмена отвод тепла
воздухом осуществляется при его принудительной циркуляции с помощью
вентиляторов и увеличения поверхности теплообмена со стороны воздуха,
например, путем ее оребрения. Опыт показывает, что при использовании
воздушного охлаждения, например в крупных промышленных конденсаторах
паров, затраты и, следовательно стоимость энергии на принудительную
циркуляцию воздуха могут быть меньше расходов, связанных с водяным
охлаждением, и воздушное охлаждение оказывается экономичнее водяного.
Кроме того, применение воздушного охлаждения позволяет снизить общий
расход воды, что особенно важно при ограниченности местных водяных
ресурсов.
Воздух как охлаждающий агент широко используют в смесительных
теплообменниках градирнях, которые представляют собой полые башни, в
которых сверху распыляется вода, а снизу вверх движется нагнетаемый
вентиляторами воздух.
Для достижения температур более низких, чем можно получить с
помощью воды или воздуха (например, 0°С), при условии, что допустимо
разбавление среды водой, охлаждение проводят путем введения льда или
холодной воды непосредственно в охлаждаемую жидкость.
Для охлаждения до значительно более низких температур, чем 0°С,
применяют холодильные агенты, представляющие собой пары низкокипящих
жидкостей (например, аммиака, фреонов), сжиженные газы (СО2, этан и др.)
или холодильные рассолы. Эти агенты используют в специальных холодильных
установках, где при их испарении тепло отнимается от охлаждаемой среды,
после чего пары сжижаются путем компрессии или абсорбируются и цикл
замыкается. Как видно, некоторые из вышеперечисленных хладагентов
145
являются горючими веществами и представляют определенную пожарную
опасность.
5.2 Классификация и конструктивные особенности теплообменных
аппаратов
Теплообменными аппаратами (теплообменниками) называют аппараты,
предназначенные для передачи тепла от одних веществ к другим. Они широко
применяются во многих технологиях для нагрева и охлаждения различных
веществ.
Теплообменные
конструктивное
аппараты
исполнение,
могут
поэтому
иметь
самое
возникает
разнообразное
необходимость
их
классификации. Теплообменники обычно классифицируют по принципу
действия,
назначению,
конструктивному
оформлению,
виду
веществ,
участвующих в теплообмене, и схеме их течения.
По принципу действия различают теплообменники смесительные и
поверхностные. Смесительными называются теплообменники, в которых
теплообмен
между веществами
происходит при
их непосредственном
соприкосновении и смешении. Поверхностными называются теплообменники,
в которых передача теплоты от одной среды к другой происходит вследствие их
контакта с какой-либо общей твердой поверхностью.
Среди поверхностных теплообменников различают рекуперативные и
регенеративные теплообменные аппараты. Рекуперативными называются
теплообменники, в которых теплообмен между средами происходит через
разделяющую их глухую стенку. При этом обе среды находятся в
теплообменном
аппарате
одновременно.
теплообменные
аппараты,
в
которых
Регенеративными
процесс
передачи
называются
теплоты
от
нагревающей жидкости к нагреваемой происходит периодически. Сначала в
аппарат поступает нагревающая жидкость, передающая теплоту теплообменной
поверхности аппарата, которая как бы аккумулирует эту теплоту; затем в
аппарат поступает нагреваемая жидкость, воспринимающая теплоту от
146
поверхности нагрева. Таким образом, одна и та же поверхность становится то
нагреваемой, то нагревающей. Регенеративные теплообменные аппараты
используются крайне редко, поэтому термин “поверхностные теплообменники”
чаще всего применяется по отношению к рекуперативным теплообменным
аппаратам.
По назначению теплообменники классифицируют в зависимости от их
названия (испарители, конденсаторы, подогреватели, холодильники и т.д.).
По
конструктивному
оформлению
поверхности
теплообмена
теплообменники подразделяют на трубчатые, змеевиковые, пластинчатые,
спиральные, оребренные, рубашечные и др. В зависимости от вида веществ,
участвующих в теплообмене, теплообменники бывают жидкостные, газовые
(воздушные) и газожидкостные. По схеме движения веществ в теплообменных
аппаратах их подразделяют на прямоточные, противоточные, с перекрестным и
смешанным течением (см. рис. 5.1). При параллельном токе, или прямотоке
(рис. 5.1,а), вещества, участвующие в теплообмене, движутся в одном и том же
направлении. При противотоке (рис. 5.1,б) вещества движутся навстречу друг
другу. При перекрестном токе (рис. 5.1,в) вещества движутся взаимно
перпендикулярно друг другу. При смешанном токе одно из веществ,
участвующих в теплообмене, движется в каком-то одном направлении, а другое
– как прямотоком, таки противотоком к нему. При этом различают простой,
или однократный, смешанный ток (рис. 5.1,г) и многократный смешанный ток
(рис. 5.1,д).
Рис. 5.1 – Схемы направления движения жидкостей 1 и 2 при
теплообмене
147
где: а – прямоток; б – противоток; в – перекрестный ток; г –
однократный смешанный ток; д – многократный смешанный ток.
В
технологических
процессах
применяются
теплообменники,
изготовленные из самых различных металлов (углеродистых и легированных
сталей, меди, титана, тантала и др.), а так же из неметаллических материалов,
например, графита, тефлона и др. Выбор материала диктуется, в основном, его
коррозионной
стойкостью
и
теплопроводностью,
причем
конструкция
теплообменного аппарата существенно зависит от свойств выбранного
материала.
Конструкции
теплообменников
должны
отличаться
простотой,
удобством монтажа и ремонта. В ряде случаев конструкция теплообменника
должна
обеспечивать,
возможно
меньшее
загрязнение
поверхности
теплообмена и быть легко доступной для осмотра и очистки.
Кожухотрубчатые теплообменники
Кожухотрубчатые теплообменники относятся к числу наиболее часто
используемых поверхностных теплообменников. Их применяют в тех случаях,
когда
требуется
большая
поверхность
нагрева.
Кожухотрубчатый
теплообменник (рис. 5.2) состоит из металлического кожуха 3 и приваренных к
нему трубных решеток 5. К трубным решеткам крепятся (на прокладках и
болтах) крышки 2. В отверстиях трубных решеток герметично закрепляется
пучок теплообменных трубок 4.
Трубы в решетках обычно равномерно размещают по периметрам
правильных шестиугольников, т.е. по вершинам равносторонних треугольников
(рис. 5.3, а), реже применяют размещение труб по концентрическим
окружностям (рис. 5.3, б). В отдельных случаях, когда необходимо обеспечить
удобную очистку наружной поверхности труб, их размещают по периметрам
прямоугольников (рис. 5.3, в). Все указанные способы размещения труб
преследуют одну цель обеспечить, возможно более компактное размещение
148
необходимой поверхности теплообмена внутри аппарата. В большинстве
случаев наибольшая компактность достигается при размещении труб по
периметрам правильных шестиугольников. Трубы закрепляют в решетках чаще
всего развальцовкой.
Рис. 5.2 – Кожухотрубчатый теплообменник
где: 1 – патрубок; 2 – крышка; 3 – кожух; 4 – теплообменные трубки; 5 –
трубные решетки; 6 – прокладки; 7 – перегородки; 8 – фланцы.
Рис. 5.3 – Способы размещения труб в теплообменниках:
где: а – по периметрам правильных шестиугольников; б – по
концентрическим окружностям; в – по периметрам прямоугольников
(коридорное расположение).
149
В любом кожухотрубчатом теплообменнике имеется два изолированных
объема – трубный и межтрубный. В один из этих объемов подают
теплоноситель, в другой – нагреваемое вещество. Теплоноситель и нагреваемое
вещество обычно направляют противотоком друг к другу. При этом
нагреваемую
среду
направляют
снизу
вверх,
а
теплоноситель
–
в
противоположном направлении. Такое направление движения каждой среды
совпадает с направлением, в котором стремится двигаться среда под влиянием
изменения ее плотности при нагревании или охлаждении. Кроме того, при
указанных направлениях движения сред достигается более равномерное
распределение скоростей и идентичные условия теплообмена по площади
поперечного сечения аппарата. В противном случае, например, при подаче
более холодной (нагреваемой) среды сверху теплообменника, более нагретая
часть жидкости, как более легкая, может скапливаться в верхней части
аппарата, образуя “застойные” зоны.
Кожухотрубчатые
теплообменники
бывают
одноходовыми,
когда
теплоноситель и нагреваемое вещество движутся параллельно по всем трубкам
не меняя направления, и многоходовыми, когда пучок трубок разделен на
несколько секций (последовательных ходов) и нагреваемое вещество проходит
последовательно по всем ходам.
Теплообменник, изображенный на рис. 5.4, а, является одноходовым.
При сравнительно небольших расходах жидкости скорость ее движения в
трубах таких теплообменников низка и, следовательно, коэффициенты
теплоотдачи невелики. Для увеличения последних при данной поверхности
теплообмена можно уменьшить диаметр труб, соответственно увеличив их
высоту (длину). Однако теплообменники небольшого диаметра и значительной
высоты неудобны для монтажа, требуют высоких помещений и повышенного
расхода металла на изготовление деталей, не участвующих непосредственно в
теплообмене (кожух аппарата). Поэтому более рационально увеличивать
скорость теплообмена путем применения многоходовых теплообменников.
150
В многоходовом теплообменнике (рис. 5.4, б) корпус 1, трубные
решетки 2, укрепленные в них трубы 3 и крышки 4 идентичны изображенным
на рис. 5.4, а. С помощью поперечных перегородок 5, установленных в
крышках теплообменника, трубы разделены на секции, или ходы, по которым
последовательно движется жидкость, протекающая в трубном пространстве
теплообменника. Обычно разбивку на ходы производят таким образом, чтобы
во всех секциях находилось примерно одинаковое число труб.
Рис. 5.4 – Кожухотрубчатые одноходовой (а) и многоходовой (б)
теплообменники:
где: 1 – кожух; 2 – трубные решетки; 3 – трубы; 4 – крышки; 5 –
перегородки в крышках; 6 – перегородки в межтрубном пространстве.
Вследствие меньшей площади суммарного поперечного сечения труб,
размещенных в одной секции, по сравнению с поперечным сечением всего
пучка труб скорость жидкости в трубном пространстве многоходового
теплообменника возрастает (по отношению к скорости в одноходовом
теплообменнике) в число раз, равное числу ходов. Так в четырех ходовом
теплообменнике (рис. 5.4, б) скорость в трубах при прочих равных условиях в
четыре раза больше, чем в одноходовом. Для увеличения скорости и удлинения
151
пути движения среды в межтрубном пространстве служат сегментные
перегородки 6. В горизонтальных теплообменниках эти перегородки являются
одновременно промежуточными опорами для пучка труб.
Повышение
интенсивности
теплообменниках
теплообмена
сопровождается
сопротивления
и
усложнением
экономически
целесообразной
их
в
многоходовых
возрастанием
конструкции.
скорости,
гидравлического
Это
диктует
выбор
определяемой
числом
ходов
теплообменника, которое обычно не превышает 5, 6. Многоходовые
теплообменники работают по принципу смешанного тока, что, как известно,
приводит к некоторому снижению движущей силы теплопередачи по
сравнению с чисто противоточным движением участвующих в теплообмене
сред.
В
одноходовых
и
особенно
в
многоходовых
теплообменниках
теплообмен может ухудшаться вследствие выделения растворенных в жидкости
(или
паре)
воздуха
периодического
и
удаления
других
в
неконденсирующихся
верхней
части
кожуха
газов.
Для
их
теплообменников
устанавливают продувочные краники.
Одноходовые
и
многоходовые
теплообменники
могут
быть
вертикальными или горизонтальными. Вертикальные теплообменники более
просты в эксплуатации и занимают меньшую производственную площадь.
Горизонтальные теплообменники изготавливаются обычно многоходовыми и
работают при больших скоростях участвующих в теплообмене сред для того,
чтобы свести к минимуму расслоение жидкостей вследствие разности их
температур и плотностей, а также устранить образование застойных зон. Для
трубного пучка чаще применяют стальные трубы с наружным диаметром 25,
38,
57
мм.
Площадь
теплообменной
поверхности
нормализованных
теплообменников может быть от 5 до 400 и более кв. м, диаметр кожуха от 159
до 2000 мм, длина трубок от 1 до 7000 мм.
Теплообменники “труба в трубе”
152
Теплообменники этой конструкции, называемые теплообменниками
типа “труба в трубе” (ТТ.), состоят из нескольких последовательно
соединенных трубчатых элементов, образованных двумя концентрически
расположенными трубами (рис. 5.5). Одна среда, участвующая в теплообмене,
движется по внутренним трубам 1, а другая – по кольцевому зазору между
внутренними 1 и наружными 2 трубами. Внутренние трубы (обычно диаметром
57 -108 мм) соединяются калачами 3, а наружные трубы, имеющие диаметр 76 159 мм, - патрубками.
Благодаря небольшим поперечным сечениям трубного и межтрубного
пространства в двухтрубчатых теплообменниках даже при небольших расходах
достигаются довольно высокие скорости жидкости, равные обычно 1-1,5 м/с.
Это позволяет получать более высокие коэффициенты теплопередачи и
достигать более высоких тепловых нагрузок на единицу массы аппарата, чем в
кожухотрубчатых теплообменниках. Кроме того, с увеличением скоростей
теплоносителей
уменьшается
возможность
отложения
загрязнений
на
поверхности теплообмена.
Рис. 5.5 – Двухтрубчатый теплообменник
где: 1 – внутренняя труба; 2 – ныружная труба; 3 – калачи; I и II
нагреваемая жидкость и теплоноситель.
153
Вместе
с
тем
кожухотрубчатые, и
эти
требуют
теплообменники
большего
более
громоздки,
расхода металла
чем
на единицу
поверхности теплообмена, которая в аппаратах такого типа образуется только
внутренними трубами.
Двухтрубчатые теплообменники могут эффективно работать при
небольших расходах теплоносителей, а также при высоких давлениях. Если
требуется большая поверхность теплообмена, то эти аппараты выполняют из
нескольких параллельных секций.
Пожарная опасность теплообменных аппаратов
Эксплуатация теплообменных аппаратов связана с определенной
пожарной опасностью, обусловленной, прежде всего, обращением в них
горючих веществ. При нормальной работе теплообменников-подогревателей
весь их объем полностью заполнен теплоносителем и нагреваемым продуктом,
которые
обычно
не
содержат
кислорода
или
других
окислителей.
Следовательно, паро-воздушный объем внутри аппарата отсутствует и
образование горючей среды исключено.
Пожарная опасность при эксплуатации теплообменных аппаратов
возникает, главным образом, в результате образования неплотностей и
повреждений. При этом, в зависимости от характера повреждений и
соотношения давлений, нагреваемый горючий продукт может выходить наружу
или попадать в теплоноситель, либо теплоноситель может попадать в
нагреваемый продукт или выходить из аппарата.
При выходе горючих газов, паров или жидкостей из теплообменных
аппаратов может иметь место загазованность технологического участка с
образованием горючих концентраций. Применительно к жидкостям, горючая
среда будет образовываться, если выполняется условие:
154
�р
�всп ,
(5.88)
где tp - рабочая температура жидкости, оС;
tвсп - температура вспышки паров жидкости, оС.
В
качестве
теплоносителя
в
таких
теплообменных
аппаратах
используется водяной пар. Если водяной пар попадет в мазут, то пламя
форсунок
может
погаснуть,
мазут
начнет
интенсивно
испаряться
с
образованием взрывоопасных концентраций, а так как температура в котлах
значительно превышает температуру самовоспламенения мазута, то может
произойти взрыв.
Теплообменные аппараты с температурой наружной поверхности выше
40 оС защищают теплоизоляцией для предотвращения возможных ожогов
людей и снижения тепловых потерь в окружающую среду. В этом случае
выходящая из аппарата горючая жидкость может пропитать теплоизоляцию и
привести к самовозгоранию последней.
При возникновении повреждения непосредственно в теплообменной
поверхности, через которую происходит теплообмен между веществами,
теплоноситель может попасть в нагреваемый продукт, если его давление
больше, чем давление продукта. Если в качестве теплоносителя используется
водяной пар, горячая или перегретая вода, то нагреваемый продукт будет
обводняться и может стать опасным для последующих технологических
операций. Так, на теплоэлектростанциях в паровых котлах производится
сжигание мазута с целью нагрева воды и превращения ее в пар. Перед тем, как
мазут подается к форсункам, его подогревают для снижения вязкости в
кожухотрубчатых подогревателях.
Но может возникнуть и иная ситуация когда давление нагреваемого
продукта превышает давление теплоносителя. В этом случае при повреждении
теплообменной поверхности продукт попадет в теплоноситель, что сопряжено с
155
опасностью образования горючей среды в системах утилизации теплоносителя
или системах его подогрева.
Итак, мы рассмотрели четыре основных ситуации, которые могут
представлять
пожарную
опасность
при
эксплуатации
теплообменных
аппаратов. Причинами таких ситуаций являются повреждения и не плотности,
которые появляются в теплообменниках главным образом в результате
образования повышенного давления, температурных воздействий, коррозии,
эрозии и вибраций.
Повышенное давление в теплообменных аппаратах может возникнуть в
следующих случаях:
1) при увеличении подачи нагреваемого (охлаждаемого) продукта и
теплоносителя (хладоагента);
2) при увеличении гидравлического сопротивления и образовании
пробок внутри теплообменных трубок и трубопроводах, находящихся за
теплообменными аппаратами;
3) при перегреве жидкостей;
4) при нарушении процесса конденсации в конденсаторах.
Условия работы теплообменных аппаратов таковы, что материал
корпуса и теплообменных элементов постоянно находится под воздействием
неодинаковых температур. Это обусловлено, прежде всего, различными
температурами веществ, участвующих в процессе теплообмена. Значительные
температурные градиенты, возникающие в теплообменных аппаратах, могут
стать причиной появления температурных напряжений, приводящих к
возникновению не плотностей и повреждений.
Величина температурных градиентов в теплообменных аппаратах
зависит от выбора взаимного направления веществ, участвующих в процессе
теплообмена.
На
рис.
5.6
показан
характер
изменения
температур
теплоносителя и нагреваемого вещества вдоль поверхности теплообмена для
прямотока и противотока. Из приведенных графиков видно, что значения
температурных градиентов при прямотоке, гораздо больше, чем при
156
противотоке. Следовательно, теплообменные аппараты, работающие по схеме
прямотока, представляют наибольшую пожарную опасность.
Рис. 5.6 – Изменение температуры теплоносителя и нагреваемого
вещества при прямотоке и противоток:
где: а ─ прямоток; б – противоток; t1н, t1к – начальная и конечная
температуры теплоносителя; t2н, t2к – начальная и конечная температуры
нагреваемого вещества.
Всякое изменение рабочей температуры теплоносителя и нагреваемого
вещества приводит к изменению температуры материала теплообменников, а
следовательно, к изменению размеров отдельных элементов, узлов или
конструкции в целом, обусловленному линейным расширением или сжатием.
Если конструктивное устройство узлов или конструкции в целом не
препятствует свободному изменению их линейных размеров при изменении
температуры, то дополнительных внутренних напряжений в материале не
возникает.
5.3 Особенности
пожарной
опасности
и
основные
противопожарные меры при эксплуатации теплообменных аппаратов
157
В основе расчета любого теплообменного аппарата лежит уравнение
теплового баланса. В общем виде уравнение теплового баланса для
теплообменников непрерывного действия имеет вид:
С�1 ∙ �1 ∙ (�1� − �1�) = ��2 ∙ �2 ∙ (�2� − �2�) ∙ ��,
(5.9)
где Ср1, Ср2 – средние удельные изобарные теплоемкости нагревающего
и нагреваемого вещества в интервалах температур (Т1н – Т1к) и (Т2к – Т2н)
соответственно, Дж/(кг.К); G1, G2 – массовые расходы соответственно
нагревающего и нагреваемого вещества, кг/с; Т1н, Т1к – начальная и конечная
температура нагревающего вещества, К; Т2н, Т2к – начальная и конечная
температура нагреваемого вещества, К; ηп = 0,95-0,98 – коэффициент тепловых
потерь в окружающую среду.
В уравнении
отдаваемый
(5.9) левая часть характеризует тепловой
нагревающим
воспринимаемый
веществом,
нагреваемым
а
веществом
правая
и
поток,
тепловой
частично
поток,
отводимый
в
окружающую среду.
Соблюдение теплового баланса при эксплуатации теплообменных
аппаратов является одним из основных направлений обеспечения их пожарной
безопасности.
При
выполнении
равенства
(5.9)
отклонения
от
норм
технологического режима будут минимальными, а следовательно, уменьшится
вероятность повреждения теплообменных аппаратов.
Для того, чтобы уравнение теплового баланса было соблюдено,
необходимо контролировать и регулировать:
1) расход и температуру теплоносителя (хладагента);
2) расход и температуру нагреваемого (охлаждаемого) вещества.
Как отмечалось выше, пожарная опасность теплообменных аппаратов
связана прежде всего с возникновением неплотностей и повреждений в
отдельных конструктивных элементах.
Защита
теплообменных
аппаратов
от
возникновения
температурных напряжений может быть обеспечена тремя способами:
158
опасных
1) уменьшение разности температур между отдельными элементами
аппарата;
2)
подбор
соответствующих
материалов
при
конструировании
отдельных узлов аппаратов;
3) обеспечение независимых температурных деформаций между
корпусом и теплообменными элементами.
Уменьшение разности температур между отдельными элементами
теплообменного аппарата достигается прежде всего правильным выбором
взаимного направления веществ, участвующих в процессе теплообмена.
Минимальные температурные напряжения возникают в теплообменниках,
работающих по схеме противотоков. Если же по каким-либо причинам не
представляется возможным использовать противоточные теплообменники, то
для снижения температурных градиентов необходимо обеспечивать медленный
разогрев и охлаждение аппаратов при пуске и остановке, предусматривать
одновременный пуск веществ и поддерживать постоянный температурный
режим. Для снижения температурных напряжений в корпусе теплообменных
аппаратов необходимо предусматривать их защиту теплоизоляцией.
Дополнительные температурные напряжения при действии даже
постоянной
по
величине
теплообменников,
предотвратить
температуры
выполненных
такие
из
возникают
различных
дополнительные
в
конструкциях
материалов.
напряжения
Чтобы
необходимо
при
конструировании отдельных узлов аппаратов подбирать материалы с примерно
одинаковыми коэффициентами линейного расширения.
Обеспечение независимых температурных деформаций между корпусом
аппаратов
и
теплообменными
температурных компенсаторов.
компенсаторы
используются
в
элементами
Наиболее
достигается
широко
кожухотрубчатых
использованием
температурные
теплообменниках
при
разности температур между кожухом и пучком труб более 50 оС или длине
трубок более 2 м. Некоторые конструкции кожухотрубчатых теплообменников
с компенсирующими элементами изображены на рис. 5.7 и рис. 5.8.
159
Рис. 5.7 – Кожухотрубчатые теплообменники с температурными
компенсаторами:
где: а - с плавающей головкой; б - с U образными трубами; в - с линзой
на корпусе; 1 - корпус; 2 - плавающая головка; 3 - изогнутые трубки; 4 - линза
На рис. 5.7, а изображен кожухотрубчатый теплообменник типа ТП с
плавающей головкой. Такие теплообменники используются при значительных
перемещениях труб и кожуха. В теплообменниках типа ТП трубная решетка, к
которой крепится плавающая головка 2, является подвижной, что позволяет
всему пучку труб свободно перемещаться независимо от корпуса аппарата.
Этим предотвращаются опасная температурная деформация труб и нарушение
плотности их соединения с трубными решетками. Однако компенсация
температурных удлинений достигается в данном случае за счет усложнения и
утяжеления конструкции теплообменника.
На рис. 5.7, б изображен кожухотрубчатый теплообменник типа ТУ с U
образными трубами. В теплообменниках такого типа сами трубы выполняют
функцию компенсирующих устройств. При этом упрощается и облегчается
конструкция аппарата, имеющего лишь одну неподвижную трубную решетку.
160
Наружная поверхность труб может быть легко очищена при выемке всей
трубчатки из корпуса аппарата. Кроме того, в теплообменниках такой
конструкции, являющихся двух или многоходовыми, достигается довольно
интенсивный теплообмен. Недостатками теплообменников типа ТУ являются
трудность очистки внутренней поверхности труб и сложность размещения
большого числа труб в трубной решетке.
На рис. 5.7, в изображен кожухотрубчатый теплообменник типа ТЛ с
линзовым компенсатором. Теплообменники такого типа применяются для
уменьшения температурных деформаций, обусловленных большой разностью
температур труб и кожуха, значительной длиной труб, а так же различием
материала труб и кожуха. Их конструкция отличается простотой, но применима
при небольших избыточных давлениях в межтрубном пространстве, обычно не
превышающих 0,6 КПа.
В промышленности нашли применение также теплообменники типа ТД
с двойными трубами (рис. 5.8). С одной стороны аппарата размещены две
трубные решетки. В решетке 1 закреплен пучок труб 2 меньшего диаметра,
открытых с обоих концов, а в решетке 3 - трубы 4 большего диаметра с
закрытыми левыми концами, установленные концентрически относительно
труб 2. Среда I движется по кольцевым пространствам между трубами 2 и 4 и
выводится из межтрубного пространства теплообменника по трубам 2. Другая
среда II движется сверху вниз по межтрубному пространству корпуса
теплообменника, омывая трубы 4 снаружи. В теплообменниках такой
конструкции трубы могут удлиняться под действием температуры независимо
от корпуса теплообменника.
Рис. 5.1 – Кожухотрубчатый теплообменник с двойными трубами:
где: 1, 3 - трубная решетка; 2161
- внутренние трубы; 4 – наружные
трубы.
Обеспечение пожарной безопасности при вскрытии теплообменных
аппаратов для очистки и ремонта
Все
теплообменные
аппараты,
находящиеся
в
эксплуатации,
периодически останавливают на осмотр и ремонт. Остановка аппаратов
производится в соответствии с графиком планово-предупредительного ремонта,
утверждаемым
главным
инженером
предприятия.
Остановленные
теплообменные аппараты тщательно осматривают, чистят, выявляют и
устраняют образовавшиеся дефекты.
При вскрытии теплообменных аппаратов могут возникать ситуации,
приводящие к выходу горючих веществ наружу. Такие ситуации возможны в
тех случаях, когда аппараты не освобождены (или не полностью освобождены)
от обращающихся в них веществ перед очисткой или ремонтом. При этом
выходящие из теплообменников горючие жидкости будут разливаться по
площадке (полу), пропитывать теплоизоляцию, загрязнять трубопровод,
арматуру и одновременно испаряться. Пары горючих жидкостей или
выходящие из аппаратов газы в смеси с воздухом могут образовывать
взрывоопасные
концентрации
и
при
наличии
источника
зажигания
воспламеняться.
Чтобы исключить возникновение таких ситуаций теплообменные
аппараты перед проведением очистных и ремонтных работ должны быть
приведены в пожаровзрывобезопасное состояние. Это может быть достигнуто
выполнением следующих мероприятий:
охлаждением аппаратов;
полным удалением горючих веществ из аппаратов перед остановкой
на очистку и ремонт;
продувкой межтрубного и трубного пространства водяным паром;
162
зачисткой от остатков продуктов и грязи перед проведением огневых
работ.
Требования к размещению теплообменных аппаратов
Снизить пожарную опасность при эксплуатации теплообменных
аппаратов можно прежде всего путем рационального их размещения. Во всех
случаях, когда это возможно по климатическим условиям и условиям
эксплуатации, теплообменные аппараты необходимо размещать на открытых
площадках и этажерках.
Кожухотрубчатые теплообменники могут устанавливаться группами,
чаще всего в горизонтальном положении. В зависимости от величины диаметра
теплообменники размещают друг над другом в три яруса (если диаметр до 0,6
м) или в два яруса (если диаметр более 0,6 м). Количество теплообменников в
группе ограничивается обычно шестнадцатью аппаратами. Между группами
теплообменников необходимо предусматривать противопожарные разрывы,
определяемые в каждом конкретном случае расчетом с учетом теплового
излучения, которое может иметь место при возникновении пожара в одной из
групп.
Площадка под теплообменники должна иметь твердое покрытие и уклон
для смывания водой разлившегося продукта. Для ограничения растекания
горючих жидкостей необходимо по периметру площадки предусматривать
сплошной бортик высотой не менее 0,15 м, который размещают на расстоянии
не менее 1 м от аппаратов. На площадке должны быть предусмотрены стоки в
лотки, желоба или канавы с выводом в промышленную канализацию через
гидрозатворы.
За
пределами
бортиков
должны
быть
установлены
приспособления для смыва веществ при разливе.
В процессе осмотра или ремонта теплообменных аппаратов необходимо
заменять
пропитанную
горючими
веществами
теплоизоляцию,
чтобы
исключить возможность распространения по ней пожара. При эксплуатации
аппаратов нельзя допускать утечек продукта и загрязнения площадки
163
горючими веществами. Необходимо следить, чтобы твердое покрытие
площадки под теплообменники, бортики, канализационные стоки, лотки и
приспособления для смыва разлившихся веществ были в исправном состоянии.
С целью тушения возможного пожара группы теплообменников
необходимо со стороны головок оборудовать системами подачи пены или
водяного
пара.
Для
предотвращения
распространения
пожара
по
коммуникациям, соединенным с теплообменными аппаратами, необходимо
предусматривать установку на них огнепреграждающих устройств (сухих
огнепреградителей, гидравлических затворов, пламяотсекателей и т.п.)
164
6
ПОЖАРНАЯ
БЕЗОПАСНОСТЬ
ПРОЦЕССОВ
ТРАНСПОРТИРОВКИ ГОРЮЧИХ ВЕЩЕСТВ И МАТЕРИАЛОВ
6.1 Способы транспортировки легковоспламеняющихся и горючих
жидкостей. Основные меры пожарной безопасности
Актуальность
изучения
данной
темы
заключается
в
том,
что
значительное число пожаров на промышленных и хозяйственных объектах
происходит во время транспортировки ГГ, ГЖ или ЛВЖ. А причинами
возникновения пожаров, как правило, являются не сами транспортные работы,
а недостаточные знания ответственных лиц, в том числе и работников ГПС,
опасных факторов этого вида транспортных работ и особенностей пожарной
опасности используемого технологического оборудования и технологий.
Вопрос серьезный и проблемный.
Об основных причинах этих и подобных пожаров, которые произошли
при транспортировке горючих жидкостей, газов и материалов, свидетельствует
ряд примеров.
ПРИМЕР 1. Авария в Сан-Карлосе (Испания). Июль 1978г. Эта тяжелая
авария произошла в зоне отдыха на испанском побережье Средиземного моря
во время движения автоцистерны, которая везла 24 тонны жидкого пропилена,
по дороге, расположенной в непосредственной близости от зоны отдыха. Из-за
отсутствия предохранительного клапана произошёл разрыв оболочки цистерны,
полипропилен мгновенно превратился в парогазовое облако и, будучи легче
воздуха, оно успело подняться над землёй, произошёл взрыв, инициированный
работающим двигателем автомобиля, с образованием огненного шара., который
усилил поражающее действие взрыва за счёт тепловой радиации "ОШ".
Площадь зоны поражения составила 50000 кв.м, или радиус поражения – 125150 м. В момент аварии в зоне отдыха находилось около 500 человек. От
термобаротравм погибло 215 человек.
165
ПРИМЕР 2. Авария на сахарном заводе в США. 8 февраля 2008 г.
Взрыв сахарной пыли при пневмотранспорте, 100 человек пострадали, 6 –
пропали без вести.
Поэтому в первую очередь необходимо акцентировать внимание на
общие положения правил пожарной безопасности при транспортировании
взрывопожароопасных и пожароопасных веществ и материалов.
Современные производства имеют сложные транспортные системы,
связывающие технологические аппараты, установки, резервуарные парки. В
зависимости от транспортируемых веществ такие системы могут включать
технологические трубопроводы, ёмкости, насосы и насосные станции,
компрессоры и компрессорные станции, транспортёры, бункеры, циклоны и др.
технологические устройства.
Трубопроводы – система труб для перемещения жидкостей и газов,
снабжённая запорной, регулирующей и другой арматурой. Трубопроводы
подразделяют на технологические и магистральные.
К технологическим относятся трубопроводы в пределах промышленных
предприятий. по которым транспортируются жидкое и газообразное сырьё и
готовые продукты, пар, вода, топливо, реагенты и другие вещества,
обеспечивающие
ведение
технологического
процесса
и
эксплуатацию
оборудования, а также межзаводские трубопроводы.
Магистральные
трубопроводы
–
для
нефтегазодобывающих
комплексов, транспортирующих нефть или газ.
Протяжённость
технологических
трубопроводов
на
отдельных
предприятиях может составлять сотни и тысячи километров; протяжённость
магистральных трубопроводов может достигать десятков тысяч километров.
От состояния транспортных средств в значительной степени зависит
нормальная эксплуатация производства в целом. Кроме того, транспортные
средства сами по себе являются пожароопасными. Они могут быть источником
выхода горючих веществ наружу, местом возникновения пожаров путями его
распространения.
166
В промышленности эксплуатируются различные емкости для хранения и
транспортировки нефтепродуктов, химических веществ, сжиженных газов под
давлением. Сосуды и трубопроводы применяются в тепловых и химических
технологических процессах.
Хранимые и транспортируемые жидкости (нефть, дизтопливо, мазут,
бензин, спирты, капролактаны, метанол, аммиак) отличаются по плотности,
огне и взрывоопасности, токсичности, коррозионной активности.
Аварии резервуаров большой емкости чреваты взрывами хранилищ, и
взрывами облаков газопаровоздушных смесей (ГПВС).
Устройства для хранения и транспортировки жидкостей и газов
▼
▼
Трубопроводы
Емкости
Окраска
Сосуды
Резервуары
Газгольдеры
«Красные»
Цистерны
Вертикальные
Мокрые
«Зеленые»
Бочки
Горизонтальные
Сухие
«Желтые»
Баллоны
Шаровые
ТРУБОПРОВОДЫ
—
это
устройства
для
транспортирования
жидкостей и газов. На трубопроводы с транспортируемым веществом наносят
краской
предупредительные
(сигнальные)
цветные
кольца.
Количество
сигнальных колец определяет степень опасности.
Красные:
взрывоопасные,
огнеопасные,
легковоспламеняющиеся
вещества;
Зеленые: безопасные или нейтральные вещества;
Желтые: токсичные или иного вида опасности, например глубокий
вакуум, высокое давление, наличие радиации
ЕМКОСТИ. По определению емкость – это вместилище для жидких и
сыпучих тел. Емкости делят на сосуды, резервуары и газгольдеры.
167
СОСУДЫ. Согласно «Правил устройства и безопасной эксплуатации
сосудов работающих под давлением» под сосудом понимается – герметически
закрытая емкость, используемая для хранения, транспортировки сжатых,
сжиженных и растворенных газов и жидкостей под давлением, а также ведения
тепловых и химических процессов. Сосуды делятся на цистерны, бочки,
баллоны.
ЦИСТЕРНА (от лат. cisterna — водоем, водохранилище), большая
ёмкость, а также вагон или автомобиль с такой емкостью для хранения и
перевозки жидкостей. Вместимость автомобильных цистерн обычно 1,5-5 м3,
железнодорожных цистерн до 140 м3.
БОЧКА.
Деревянное,
обтянутое
обручами,
или
металлическое
цилиндрическое вместилище с двумя днищами и обычно с несколько
выгнутыми боками. Дубовая б. Б. для воды. Б. с цементом. (Старая русская
мера жидкостей, равная сорока вёдрам, около 490 л).
БАЛЛОН [фр. ballon полый шар]. Шарообразный или цилиндрический
сосуд специального назначения для жидкостей или газов. Различают баллоны
малой (0,4... 12 л), средней (20...50 л) и большой (80...500 л) емкости.
Криогенные сосуды предназначены для хранения и транспортировки
различных сжиженных газов: воздуха, кислорода, аргона. их выпускают шести
типоразмеров: 6; 3; 10; 16; 25 и 40 л.
РЕЗЕРВУАР (франц. reservoir, от лат. reservo — сберегаю), вместилище
(наземное или подземное) для хранения жидкостей и газов. Распространены
металлические и железобетонные резервуары, реже — каменные, деревянные,
из полимерных и др. материалов.
В
России
применяются
стальные
вертикальные
цилиндрические
резервуары емкостью от 100 куб.м до 30 тысяч куб.м; шаровые и
горизонтальные резервуары для различных продуктов;
Сжиженные газы под давлением ΔР = 0,25…2,5 МПа хранят в шаровых
резервуарах объемом 600…2000 куб.м.
168
Нефтепродукты, сжиженные газы и другие жидкости под давлением до
2 МПа хранят в горизонтальных цилиндрических резервуарах надземных –
емкостью до 600 м3; и подземных – емкостью до 1000 куб.м.
Особую опасность представляют изотермические резервуары для
хранения сжиженных газов при температурах от минус 33 до минус 160
градусов Цельсия, имеющие диаметр от 15 до 46 м, высоту 20…35 метров,
объем 10…50 тысяч метров кубических, содержащие до 30 тысяч тонн
легковоспламеняющихся, горючих и токсичных жидкостей.
Для хранения больших количеств сжиженных газов используют
стационарные резервуары (объемом до 500 тыс. л), а для их перевозки —
транспортные сосуды (цистерны), имеющие объем до 35 тыс. л.
ГАЗГОЛЬДЕР (англ. gasholder, от gas - газ и holder - держатель) - это
стационарное стальное сооружение для приёма, хранения и выдачи газов в
распределительные газопроводы или установки по их переработке и
применению
Сооружение
для
приемки,
хранения
и
отпуска
газа
в
газопроводную сеть. Газгольдеры предназначены для хранения и выдачи
больших количеств сжатых газов.
Различают газгольдеры переменного (мокрые) и постоянного (сухие)
объёма.
Газгольдер
переменного
объёма
состоит
из
цилиндрического
вертикального резервуара (бассейна), наполненного водой, и колокола
(цилиндрический вертикальный резервуар без нижнего днища). Сверху этот
резервуар снабжён сферической крышей. Через дно бассейна под колокол
подводится газопровод. При заполнении внутреннего пространства газгольдера
газом колокол поднимается, при отборе газа - опускается.
В России функционируют мокрые газгольдеры ёмкостью от 10 до 50
тыс. куб.м, их недостатки: большие расходы металла, увлажнение газа,
переменный режим давления и трудности эксплуатации в зимнее время. Этих
недостатков в значительной степени лишены так называемые сухие, или
поршневые, газгольдеры, которые представляют собой неподвижный корпус с
поршнем. Как и в мокром газгольдере, при наполнении газом поршень
169
поднимается, а при выдаче газа опускается. В России функционируют сухие
газгольдеры ёмкостью до 100 тыс. м3, к их недостаткам относятся сложность
монтажа и трудность обеспечения герметичности между корпусом и поршнем.
Рассмотрим, как происходит транспортировка горючих жидкостей
внутри цеховых помещений.
Транспортировка жидкостей
Горючие
жидкости
транспортируют
самотёком,
передавливанием
газами, жидкостями или перекачкой насосами. Самотёк применяют в основном
на периодически действующих производствах, на сливно- наливных эстакадах,
производственной
канализации
,
аварийных
сливов
ГЖ.
Самотечные
трубопроводы частично заполнены жидкостью, т.е. работают неполным
сечением А-А (рис. 6.1).
Рис. 6.1 – Сечение самотечного трубопровода (А-А и Б-Б)
где: 1 – аппарат с жидкостью; 2 – линия для транспортировки горючих
жидкостей в ёмкость аварийного слива
Если между рабочей температурой (tр) и температурой вспышки паров
(tвсп) транспортируемой жидкости выполняется условие:
�р ≥ �всп − ∆�,
170
(6.1)
то в свободном объёме трубопровода над слоем жидкости образуется горючая
паровоздушная
распространяется
среда.
В
на
всю
таких
длину
условиях
возникший
самотечного
пожар
трубопровода
легко
и
на
технологические установки с которыми он связан. Для защиты самотечных
трубопроводов от распространения пламени в них встраивают гидравлические
затворы в виде изогнутой трубы в приямке и др.
Передавливание жидкостей воздухом, сжатыми газами применяют
для транспортировки на небольшие расстояния.
Для транспортировки передавливанием емкость с жидкостью оборудуют
расходной трубой с забором жидкости из нижней части аппарата. А в верхнюю
часть аппарата вводят трубопровод, связанный с источником сжатого газа или
жидкости под давлением (рис. 6.2).
Рис. 6.2 – Передавливание жидкости газом
где: 1 – аппарат с жидкостью; 2 – наполнительная линия; 3- линия для
передавливания жидкости; 4 – предохранительный клапан; 5 – линия сжатого
газа ; 6 – манометр; 7 – приёмная ёмкость
171
При передавливании жидкости жидкостью паровоздушное пространство
внутри аппарата не образуется. При передавливании воздухом внутри аппарата
возникает пространство и возможно наличие горючей паровоздушной смеси,
если рабочая температура транспортируемой горючей жидкости удовлетворяет
условию (6.1).
В таких случаях для передавливания следует применять негорючие газы
в чистом виде или в смеси с воздухом. Концентрация кислорода должна быть
снижена до величины, при которой возникновение горения становится
невозможным (примерно 5-6% О2).
При передавливании жидкостей возможно повреждение аппарата за счёт
подачи рабочего газа под повышенным давлением. Поэтому необходимо
контролировать и регулировать давление газа в системе , а для сброса
избыточного
давления
на
линии
подачи
рабочего
газа
установить
предохранительный клапан.
Перекачка
насосами
–
наиболее
распространённый
способ
транспортировки горючих жидкостей. На современных производствах для этих
целей используют в основном центробежные насосы.
Безаварийную работу насосов обеспечивает правильный выбор их по
производительности, напору, высоте всасывания, температуре и физическим
свойствам перекачиваемой жидкости. Утечки жидкости из насосов происходит
в местах прохода вала через корпус. Для уплотнения этих мест используют
сальниковые и торцевые уплотнения.
Сальниковые уплотнения даже при правильной эксплуатации со
временем увеличивают пропуск жидкости из-за износа набивки и потери её
эластичности. Торцевое уплотнение представляет собой герметизирующее
устройство , в котором плоские уплотняющие поверхности расположены
перпендикулярно оси вращения , а усилия удерживающие эту поверхность в
контакте , направлены параллельно оси вала.
Устройство торцевого уплотнения показано на рис. 6.3.
172
Рис. 6.3 – Схема торцевого уплотнения
где: 1 – пружина; 2 – устройство передачи крутящего момента; 3, 6 –
уплотняющий элемент; 4 – вращающая втулка; 5 – неподвижная втулка; 7 –
стопор; 8 – вал насоса
Торцовые
уплотнения
обладают
рядом
преимуществ
перед
сальниковыми: малая утечка жидкости, большой срок службы.
Пожарная опасность и меры профилактики при транспортировании
жидкостей насосами.
Рабочие полости насосов при нормальной работе полностью заполнены
жидкостью под давлением и поэтому горючие смеси внутри их не образуются.
Повышенная пожарная опасность возникает в периоды остановки на
плановый или аварийный ремонт. Все виды ремонта предусматривают
частичную или полную разборку насоса, что может привести к выходу из них
горючих жидкостей наружу и возникновению пожара. Для предотвращения
утечки горючей жидкости из насоса наружу необходимо контролировать
герметичность
вращающихся
валов.
Опасность
возникновения
пожара
особенно велика при перекачке горячих продуктов с температурой нагрева до
температуры самовоспламенения и выше (примерно от 250
о
С). Поэтому
"горячие насосы" следует отделять глухой стеной от насосов перекачивающих
другие не нагретые жидкости. Все проемы для трубопроводов, проложенных из
173
одного помещения насосной в другое, должны быть наглухо заделаны. В
насосных перекачивающих продукты с tвсп = 61
о
С и ниже, двигатель
внутреннего сгорания с электродвигателем в нормальном исполнении
допускаются при условии, что они отделены глухой непроницаемой стеной.
Узлы задвижек, расположенных вне зданий, при наличии глухой стены могут
непосредственно примыкать к зданию насосной. В остальных случаях узлы
задвижек следует размещать от здания насосной на расстоянии не менее 3-х
метров. В насосных с категорией пожаровзрывоопасности А и Б следует
предусматривать
атоматические
системы
обнаружения
опасных
концентраций горючих газов и паров в воздухе помещения сигнализаторами и
др. Сигнализаторы необходимо включать в систему управления и систему
автоматической защиты технологического процесса.
В этих случаях по аварийному сигналу может быть предусмотрено
включение аварийной вентиляции, отключение электроэнергии, перекрытие
автоматических задвижек и другие действия.
Насосные помещения и открытые насосные станции должны быть
обеспечены первичными средствами ликвидации аварийных утечек жидкости
(песок, опилки, совки, вёдра) и пожаров ( огнетушители, кошмы ).
В закрытых насосных объёмом до 500м3 можно использовать
стационарные системы пожаротушения, в помещениях объёмом более 500м3 и в
открытых насосных следует применять стационарные системы тушения
пожаров воздушно - механической пеной.
6.2 Оборудование,
используемое
для
транспортировки
газов.
Обеспечение пожарной безопасности в компрессорных станциях
Компрессоры для сжатия и транспортировки газов делят на два класса. К
первому классу относят компрессоры, в которых сжатие происходит за счёт
сокращения газового объёма полости – это поршневые, ротационные,
диафрагменные и винтовые компрессоры. Ко второму классу относят
174
компрессоры, в которых сжатие происходит путём сообщения газу большой
скорости и последующего преобразования кинетической энергии потока в
работу сжатия нагнетаемого газа – это центробежные, осевые и струйные
компрессоры.
Независимо от класса компрессоров их различают по давлению
всасывания и нагнетания, типу приводов. Компрессоры, сжимающие газ или
воздух до 0,2 МПа – называются воздуходувками, до 1,0 МПа – низкого
давления, до 10 МПа – среднего давления, выше 10 МПа – компрессоры
высокого давления. Наибольшее распространение получили поршневые
компрессоры.
Процесс
сжатия
газов
в
любых
компрессорах
сопровождается
повышением давления и температуры газа, нагревом трущихся поверхностей. В
любом компрессоре предусмотрены меры защиты от опасных явлений,
сопровождающих процесс сжатия (герметизация, многоступенчатое сжатие,
сброс избыточного давления, системы охлаждения, смазки и др.). Ограничение
роста
температуры
способствует
многоступенчатое
сжатие,
которое
обеспечивает снижение опасности процесса.
Пожарная опасность компрессоров будет определятся свойствами
сжимаемого газа. Сжиматься могут горючие газы и их смеси, смеси горючего
газа с инертным газом, воздухом, кислородом.
Компрессоры горючих газов.
При сжатии горючих газов опасные горючие концентрации внутри
компрессора не образуются. Горючие концентрации могу возникнуть , если
внутрь компрессора поступит окислитель. Поступление воздуха в компрессор
может произойти при наличии не плотностей на стороне всасывания при
давлении
ниже
атмосферного.
Опасность
разбавления
до
горючих
концентраций реальна лишь для газов с высоким верхним пределом
воспламенения (Н2, С2 Н2).
175
Наибольшая опасность возникает при подсосе концентрированного
окислителя (О2) в процессе сжатия горючих газов. С целью исключения
возможности образования горючей среды внутри компрессоров необходимо
обеспечить полную герметичность на стороне всасывания, контроль и
регулирование состава сжимаемого газа, если в нём должна быть примесь
окислителя. Наиболее
вероятной пожаровзрывоопасностью при сжатии
горючих газов является возможность выхода газа наружу при повреждениях
компрессорного оборудования ввиду опасности выхода сжатого газа в
производственное помещение и образование взрывоопасных концентраций
принимают специальные меры по надёжной герметизации рабочих полостей
компрессоров и трубопроводов, устройству местных отсосов и общеобменной
вентиляции, установке предохранительных клапанов для сброса давления,
устройство автоматических систем обнаружения горючих газов в воздухе
компрессорной станции.
Появление источников воспламенения связано с работой двигателей,
служащих для привода компрессоров, электродвигателей мощностью до 1500
кВт. Такие электродвигатели не всегда имеют взрывозащищённое исполнение.
Чтобы обеспечить безопасность таких элктродвигателей, двигатель закрывают
кожухом, в который подают воздух под давлением. Подачу воздуха блокируют
с пусковой системой электродвигателя. В зданиях компрессорных допускается
установка расходных баков для масла общей ёмкостью не более 3-х суточного
запаса. На крупных компрессорных станциях "масляное хозяйство" должно
быть защищено стационарными пенными установками.
Воздушные компрессоры находят широкое применение во всех
отраслях
промышленности.
Сжатый
воздух
используют
для
привода
пневматического инструмента, прессов, штампов, приборов автоматической
защиты и регулирования. В воздушных компрессорах вероятность образования
горючей среды внутри очень велика, т.к. горючим веществом является
смазочное масло и продукты его разложения. Основная причина взрывов
воздушных компрессоров – образование и самовозгорание нагаромасляных
176
отложений
в
нагнетательных
коммуникациях
и
воздухосборниках.
Образовавшийся нагар постепенно окисляется, повышается его температура,
происходит выделение паров и продуктов разложения, образуется очаг
самовозгорания. Воздуховоды должны исключать наличие глухих отводов и
заглушенных штуцеров, способствующих скоплению масляных отложений.
Очистку от масляных отложений производить раствором каустической соды 1
раз в 6 месяцев. После этого трубопровод промывают водой, т.к. щёлочь
оказывает каталитическое действие на процесс окисления масла и способствует
самовоспламенению после пуска компрессора.
Обеспечение безопасности при транспортировке аммиака.
Объекты жизненно необходимые для обеспечения жизнедеятельности
населения в городах, к которым следует отнести продуктовые базы,
холодильники предприятий мясомолочной промышленности, содержащие в
технологическом цикле значительное количество аммиака. Большинству из
этих объектов для обеспечения функционирования требуется периодическая
доставка аммиака. Несмотря на предпринимаемые меры по обеспечению
безопасности перевозок таких опасных грузов автомобильным транспортом в
пределах городов, всё ещё остаётся высокая вероятность риска аварий
транспорта.
Как
правило,
химически
опасные
вещества
перевозят
автотранспортом в баллонах, бочках или автоцистернах. Наиболее часто их
перевозят в баллонах ёмкостью от 0,016 куб.м до 0,05 куб.м. Ёмкость бочек
варьируется в пределах от 0,1 до 0,8 куб.м. Автоцистерны используются в
основном для перевозки аммиака и хора. Стандартный аммиаковоз имеет
грузоподъёмность 3,2 ; 10 и 16 т.
Пути транспортировки аммиака автомобильным транспортом проходят
по территории населённых пунктов. Поэтому прогнозирование последствий
аварий в процессе перевозки аммиака представляет ряд особенностей. При
оценке поражающего действия на людей в результате аварии следует
177
рассматривать комплексное воздействие на них токсического облака заражения
и возможной ударной волны от воспламенения газопаровоздушной смеси.
Необходимо отметить, что определение глубин химического заражения
и высот подъёма облака следует осуществлять с учётом концентрации смеси
при
соответствующем
времени
экспозиции.
Предлагается
значение
концентрации смеси (φсм) для аммиака определять по формуле:
�см = 4,5 + 30/�,
(6.2)
где τ – время экспозиции (локализации аварии), мин.
Значение низшей теплоты сгорания аммиачной смеси Мдж/кг, по
соотношению:
� = 44�,
(6.3)
где β = 0,42 для аммиака.
6.3 Средства транспортировки твёрдых горючих материалов и
пылей.
Пожарная безопасность транспортёров и систем пневмотранспорта.
Устройства транспортировки твёрдых горючих материалов широко
распространены во всех отраслях промышленности. Перемещают сырьё,
твёрдое топливо и готовую продукцию. Транспортировка твёрдых материалов
широко используется также в сельскохозяйственном производстве: на
элеваторах, мельницах, складах кормов и удобрений.
В
зависимости
от
вида
материала
различают
устройства
для
перемещения сыпучих и штучных грузов. Повышенную пожарную опасность
представляют устройства непрерывной транспортировки сыпучих материалов –
транспортёры, элеваторы, самотечные и пневматические трубы.
Транспортёры бывают ленточные, пластинчатые, скребковые, винтовые,
вибрационные. Наиболее широко применяют ленточные транспортёры.
178
Элеватор служит для вертикальной транспортировки веществ и подъём
его на высоту до 40 м при скорости движения от 0,9 до 1,5 м/с.
Пожарная опасность транспортёров и элеваторов обусловлена наличием
значительного
количества
горючего
материала,
интенсивным
пылеобразованием, возможностью появления источников воспламенения при
трении и ударах движущихся частей, а также возможностью быстрого
распространения огня. На транспортёрах и элеваторах находится значительное
количество равномерно распределённого материала. При нарушении работы
количество материала в каком- либо месте может быстро возрасти. Например,
при разгрузке и отказе разгрузочного устройства или в месте пересыпки с
одного транспортёра на другой, при внезапной остановке последнего.
Количество транспортируемого вещества, мощность и опасность завала можно
оценить исходя из производительности транспортёра, которая для ленточного
транспортёра и элеватора определяется по формуле :
� = � ώ� ,
(6.4)
где G – производительность транспортёра , кг/с;
ω – скорость движения ленты, м/с;
F – площадь сечения материала на ленте, м2;
ρ - плотность материала, кг/м3.
Выделение пыли наиболее интенсивно происходит в местах загрузки,
пересыпания разгрузки, при прохождении ленты через направляющие ролики.
Часть транспортируемого материала переходит в воздух помещения в виде
взвешенной пыли и затем оседает на различных поверхностях. Часть материала
просыпается на пол вблизи транспортёра и элеватора. Для уменьшения
запылённости при транспортировке сыпучих материалов целесообразно
использовать закрытые транспортёры и элеваторы с отсосом запылённого
воздуха из-под укрытий, а также увлажнение материалов, если это допустимо
по технологии. Причинами возникновения источников воспламенения на
транспортёрах и элеваторах могут быть: трение между лентой и барабаном,
179
между лентой и каркасом транспортёра, в подшипниках и роликах. Искры при
соударении
металлических
конструкций,
самовозгорание
залежавшихся
транспортируемых материалов, искровые разряды статического электричества.
Основной причиной пожаров на ленточных транспортёрах нагрев ленты от
трения о ведущий барабан. Температура от трения ленты о барабан при
нормальной работе (без заклинивания ленты) повышается примерно на 20 оС по
сравнению с температурой окружающей среды. Нагрев твёрдых предметов
(кусков угля, металла, дерева), трущихся о ленту, бывает на 40-50 оС выше
температуры окружающей среды. При заклинивании ленты температура на
барабане возрастает до 130
о
С, резиновое покрытие ленты начинает
размягчаться, появляется дым. При 200 оС дымообразование резко возрастает,
происходит сдирание резинового покрытия, горячие куски резины начинают
прилипать по периметру барабана. При возрастании температуры барабана до
300-350 оС лента начинает плавится, возможно её воспламенение.
Защитой от возникновения горения в следствии трения ленты о барабан
являются
–
предотвращение
электродвигателей,
недопустимо
заклинивания
включения
ленты,
блокировка
транспортёров
после
их
автоматического отключения, применение систем , следящих за температурой
барабана, охлаждающих его и прерывающих работу конвейера при аварийной
ситуации.
Нагрев от трения из-за ухудшения работы подшипников, роликов может
быть предотвращён постоянным контролем и качественным техническим
обслуживанием.
Нужно
обеспечить
нормальную
смазку
подшипников,
систематически контролировать температуру нагрева подшипников с помощью
термоиндикаторов (красок или карандашей), изменяющих свой цвет при
достижении определённой температуры.
Любые транспортные коммуникации создают повышенную опасность
быстрого распространения пожара на большой площади. Этому способствует
значительная
протяжённость коммуникаций, непрерывное расположение
горючих материалов, переход коммуникаций через пожарные стены и
180
перегородки. С целью обеспечения условий для ограничения возникшего
пожара
предусматривают
условия
для
перекрывания
и
защиты
технологического проёма, устройство водяных или пенных дренчерных завес в
местах примыкания транспортёра к производственным или складским
помещениям. Рассмотрим перемещение твёрдых дисперсных материалов
пневматическим транспортом.
Пневматический
транспорт
-
это
перемещение
дисперсных
материалов по трубам в потоке газа. Перемещение пневмотранспортом
осуществляют при таких скоростях, при которых частицы материала не
оседают в трубопроводе. Скорость газа составляет 8-35м/с, а концентрация
материалов с воздухом 1-35 кг на 1кг воздуха. Технологическая схема
пневмотранспорта может работать под вакуумом (вакуумная) или под
избыточным давлением (нагнетательная) - показана на рис. 6.4.
Рис. 6.4 – Схема пневмотранспорта измельчённых материалов под
давлением
где: 1 – компрессор, 2 – ресивер, 3 – бункер с материалом, 4 –
воздухопровод, 5 – циклон, 6 – фильтр, 7 - выброс чистого воздуха, 8 –
шлюзовой затвор
Пожарная опасность и профилактика. Пыли делятся на взрывоопасные и
пожароопасные по величине НКПР, причём пыли, имеющие величину НКПР
ниже 65 г/м3 относятся к взрывоопасным, более 65г/м3 – к пожароопасным. К
181
особо взрывоопасным относятся пыли с НКПР ниже 15 г/м3. Группа
пожароопасных
пылей
классифицируется
по
величине
температуры
самовоспламенения. К особо пожароопасным относятся пыли с температурой
самовоспламенения ниже 250 оС. Пылевидные материалы могут находится в
состоянии аэрогеля (осевшего слоя) и в состоянии аэрозоля (взвешенного слоя).
Взрывы пыли происходят в ограниченном пространстве и проходят в основном
по дефлаграционному механизму (взрывное горение).
При воспламенении пыли в одной точке с определённой скоростью
распространяется на весь объём смеси. Механизм распространения пламени в
пылевых смесях подобен механизму в газовых смесях. Горение происходит во
фронте пламени. Ширина фронта пламени в пыли несколько шире, чем у
газовых смесей, так как в большинстве случаев горение пыли грубой
дисперсности протекает медленно и несовершенно. Пылевая смесь перед
фронтом пламени нагревается за счёт тепла зоны горения, т.е. тепла,
передаваемого путём теплопроводности и излучения. В зоне прогрева
происходит нагревание пыли, её разложение или испарение и окисление.
Скорость распространения фронта пламени в пыли зависит от
дисперсности пыли и способности при нагревании выделять газообразные
продукты. Чем крупнее пыль, тем меньше скорость восприятия ею тепла, так
как поверхность такой пыли незначительна. При определённой крупности пыли
пламя распространяться в ней не может. Для аэровзвеси, как и для
газопаровоздушной смеси существует область распространения пламени.
Способность аэровзвеси воспламенятся с распространением пламени по
всей массе зависит от температуры источника зажигания, размером нагретой
поверхности. Вода, содержащаяся в пыли, затрудняет её воспламенение и
распространение пламени. Объясняется это тем, что в процессе нагревания
частиц аэровзвеси часть тепла расходуется на испарение воды. Наличие
негорючих частиц твёрдого вещества (зольность пыли) увеличивает расстояние
между горючими частицами, приводит к увеличению теплопотерь в зоне
реакции, что затрудняет распространение фронта пламени на весь объём
182
пылевоздушной смеси. Примесь негорючих паров и газов также снижает
взрывоопасность пыли. Они снижают концентрацию кислорода в смеси, а
скорость химической реакции для такой системы пропорциональна только
концентрации кислорода.
Переход к детонации возможен при турболизации пыли, например в
длинных угольных штольнях, на протяжённых конвейерных линиях, элеваторах
и др.
Особенность пожарной опасности пневмотранспорта заключается в том,
что горючие материалы транспортируются в особо опасном измельчённом
состоянии. Горючая среда образуется внутри пневмотранспортной системы,
если между количеством горючей пыли и воздуха соблюдается условие:
�нкпр ≤ �р ≤ �вкпр,
где
(6.5) ,
φнкпр и φвкпр – нижний и верхний концентрационный предел
распространения пламени пылевидного материала; φр – рабочая концентрация
пыли в воздухе пневматического трубопровода
Верхние концентрационные пределы слишком велики, в условиях
производства практически недостижимы, в справочниках не приводятся, а
транспортировку материалов при концентрациях ниже нижнего предела
осуществлять неэкономично. Условие (6.5) может быть использовано только
при
коэффициентах
безопасности
к
нижнему
и
верхнему
пределам
концентрации.
Когда
возможность
образования
горючей
среды
внутри
пневмотранспортной системы в нормальных условиях работы не может быть
надёжно исключена путём соответствующего выбора соотношения между
весом горючего материала и воздухом, в качестве рабочего агента нужно
применять инертный газ, чаще всего, азот или его смесь с воздухом, и из
экономических соображений обеспечивать рециркуляцию газа после его
очистки.
183
Условия образования горючей среды в производственных помещениях
существенно зависит от режима работы системы пневмотранспорта. При работе
под избыточным давлением транспортируемый измельчённый материал и его
пыль могут через не плотности в трубопроводах проникать в помещение.
Система, работающая под вакуумом, обеспечивает максимальную чистоту
помещения и с точки зрения пожарной безопасности является более
предпочтительной.
Пожарная
профилактика
обеспечивается
прежде
всего
путём
правильного проектирования, монтажа и эксплуатации пневмотранспортной
системы. Вместе с тем ввиду возможности скопления пыли в трубопроводах и
выхода её наружу в производственное помещение зону с пневмотранспортом
горючих измельчённых материалов следует рассматривать как взрывоопасную
и принимать меры к ограничению последствий взрыва.
Специфическими
источниками
воспламенения
в
системах
пневмотранспорта могут быть разряды статического электричества (особенно
при транспортировке по трубам из неметаллических материалов), механические
искры, самовозгорание отложений пыли.
В процессе транспортировки полимерных материалов происходит
интенсивное накопление электростатических зарядов. Серьёзная опасность
возникает, когда наэлектризованный порошок концентрируется в насыпную
массу, так как возрастание объёмной плотности увеличивает опасность разряда.
Опасность разряда уменьшают путём ограничения генерирования зарядов и
усиления их диссипации.
Первичной мерой защиты от разрядов статического электричества
является заземление электропроводящих элементов оборудования. Диссипация
зарядов с порошка может быть достигнута повышением относительной
влажности
и
ионизацией
атмосферы
производственного
помещения
радиоактивными источниками (рис. 6.5).
Пневмотранспортные коммуникации создают благоприятные условия
для быстрого распространения огня на большие расстояния. Развитию пожара
184
способствует наличие твёрдых отложений горючих материалов на стенках
воздуховодов.
С
целью
ограничения
распространения
пожара
по
пневмотранспортным коммуникациям устанавливают пожарные заслонки с
ручным или автоматическим управлением с датчиками обнаружения очагов
возгорания.
Для
распространения
проектирования
пламени
по
надёжной
пожарной
пневмотранспортным
защиты
от
коммуникациям
необходимо знать закономерности горения: скорость распространения пламени,
длительность выгорания отложений, температурный режим пожара и т.п.
Рис. 6.5 – Способы защиты от статического электричества
185
7
ПОЖАРНАЯ
БЕЗОПАСНОСТЬ
ПРОЦЕССОВ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ ВЕЩЕСТВ И МАТЕРИАЛОВ
7.1 Виды
процессов
механической
обработки
веществ
и
материалов. Общая характеристика их пожарной опасности
Механическая
обработка
применяется
в
различных
отраслях
промышленности и сельском хозяйстве: скашивание и измельчение растений;
обмолот колосовых культур и семенных трав; измельчение высушенной сечки
при производстве витаминной травяной муки, размол и рушение зерна и
плодов, механическая подработка зерна (отвеивание и классификация зерна);
прессование сена, соломы; гранулирование пищевых и кормовых продуктов.
Мятье, трепание, расчёсывание, прядение, скручивание и изготовление тканей
из лубяных культур.
Отделяют волокно и пух от семян хлопка, затем готовят пряжу и ткут
ткани из хлопка. Рубят, пилят, режут, долбят, строгают, лущат, фрезеруют,
шлифуют и полируют древесину. Режут, долбят, просверливают, фрезеруют,
обтачивают,
опиливают,
строгают,
прессуют,
формуют,
прокатывают,
каландруют и волочат металлы и пластмассы. Вот далеко не полный перечень
видов механической обработки, которые используют при обработке и
изготовлении продуктов и материалов
растительного
происхождения,
металлов и пластмасс.
Дроблению,
измельчению,
размолу,
рассеиванию,
а
также
последующему прессованию подвергаются угли и получаемые из них
продукты.
Процессы механической обработки связаны с большими затратами
энергии. При этом, лишь незначительная доля энергии идет на совершение
полезного действия. Значительная же её часть расходуется на изменение
внутренней энергии обрабатываемых материалов, продуктов и рабочих
186
органов. В результате этого обрабатываемые материалы, рабочие органы и
окружающая среда нагреваются часто до опасных для возникновения горения
температур.
При механической обработке материалов значительная их доля идет в
отходы, создавая горючую среду. При этом, отходы, как правило, обладают
повышенными
по
сравнению
с
исходными
материалами
пожаро
-
взрывоопасными свойствами.
Пожарная опасность процессов механической обработки веществ и
материалов определяется следующими факторами:
1. Возможностью нагрева обрабатываемого материала до высоких
температур, при которых он может загореться сам или будет являться
источником зажигания (инициатором горения) для окружающей горючей
среды.
2. В процессе резанья, долбления, размола, шлифовки резко возрастает
поверхность материала, контактирующая с кислородом воздуха или другим
окислителем.
3. В процессе механической деструкции материалов происходит разрыв
валентных связей. В результате этого на поверхности материала появляются
ненасыщенные валентные связи с высокой реакционной способностью. Так,
например, графит в естественном состоянии с трудом загорается от мощного
источника зажигания. Если же его размолоть в вакууме (в отсутствии
окислителя), то графитовая пыль становится пирофорным материалом и легко
самовозгорается при контакте с воздухом. Известно также, что чугун и сталь
относятся к негорючим материалам, а стальной и чугунный порошки склонны к
самовозгоранию и их взвешенная пыль взрывоопасна.
4. Механическая обработка сопровождается электризацией. Из курса
физики известно, что при трении стеклянной или эбонитовой палочки о мех
или шелк, они заряжаются.
187
5. При механической обработке существует возможность образования
фрикционных искр при соударении твердых тел, при трении
подвижных
частей и механизмов о неподвижные.
При механической обработке веществ и материалов значительная доля
энергии превращается в теплоту и идет на нагревание обрабатываемых
материалов, рабочих органов машин и механизмов, подшипников и других
узлов трения. С повышением температуры, в соответствии с законом
Аррениуса, увеличивается скорость реакции и пропорционально ей – скорость
тепловыделения.
При
этом
важно
понять,
что
скорость
нагревания
определяется не количеством выделившейся теплоты, а мощностью, с которой
совершается работа.
Как известно, электрические счётчики регистрируют количество
потреблённой энергии, т.е. той энергии, которая прошла по проводам перед
счётчиком.
Однако,
потреблённой
нагрев
энергии,
проводов
а
определяется
мощностью
не
потребляемой
количеством
энергии,
электропроводностью токоведущих жил и условиями прокладки проводов. При
этом, если не будет электрического сопротивления проводов, то не будет и их
нагрева. Точно так же, если не будет механического сопротивления при
обработке материалов и при перемещении рабочих органов друг относительно
друга, то никакого нагрева обрабатываемых материалов и рабочих органов не
будет. Но тогда не будет и полезной работы. Поэтому механическая работа
всегда связана с преодолением механических сопротивлений и, следовательно,
с нагреванием обрабатываемых материалов и рабочих органов. Однако,
скорость нагрева определяется не только потребляемой мощностью на
механическую обработку, но и теплофизикой процесса. Покажем это на
примере обработки детали на токарном станке резанием. Режущая кромка
резца с помощью суппорта вдавливается в обрабатываемый материал с силой,
равной F. Закреплённая в патроне болванка приводится во вращательное
движение. В результате этого резец относительно обрабатываемой поверхности
движется поступательно и за один оборот проходит путь S, равный длине
188
окружности S=2πR. Работа, затраченная на отделение стружки за один оборот,
равна: А=FS. Если за единицу времени совершается n оборотов, то один оборот
совершается за τ=1/n и затраченная мощность будет равна
� = (� ∙ �)/� = �/�.
(7.1)
Практически вся затраченная энергия превращается в теплоту.
При
этом, для упрощения анализа можно принять, что эта энергия разделится на три
равные части и пойдёт на нагрев резца, отделяемой стружки и обрабатываемой
детали. В адиабатических условиях скорость нагревания будет определяться
отношением потребляемой мощности к теплоёмкости
P+ = N/Cп = Q’/Cп ,
(7.2)
где Сп – полная теплоёмкость нагреваемого объекта (стружки, резца,
обрабатываемой детали).
Из формулы (7.2) видно, что при отсутствии теплоотвода при
механической обработке, обрабатываемый материал и рабочие органы
механического агрегата будут нагреваться до неограниченно
высокой
температуры. Этого не происходит только потому, что обрабатываемый
материал и рабочие органы при работе обмениваются теплотой с окружающей
средой, а иногда, во избежание опасного перегрева, охлаждаются искусственно.
С
учётом
теплоотвода,
процесс
нагревания
будет
описываться
уравнением:
��/�� = �+ − �− ,
(7.3)
где P– = По ΔТ , а По – параметр охлаждения, темп охлаждения
Таким образом, в результате теплового превращения механической
энергии происходит нагрев обрабатываемых материалов и рабочих органов.
Вследствие этого с повышением температуры активизируются окислительные
процессы и, как результат, увеличивается скорость тепловыделения, повышая
опасность возникновения горения.
Следует отметить, что скорость тепловыделения не всегда возрастает
монотонно (плавно). При ударах рабочих органов о твердые предметы (камни,
189
стальные предметы) образуются искры с температурой часто превышающей
1000 оС.
Наряду с механическими искрами возможно появление электрических
искр, вызванных разрядами статического электричества. Электризация при
механической обработке может возникать вследствие контакта и механического
перемещения по поверхности оборудования частиц обрабатываемых материалов,
а
также
пьезоэффекта,
обусловленного
сжатием
кусков
и
частиц
обрабатываемого материала при измельчении раздавливанием. Электрические
искры по сравнению с механическими в большинстве случаев обладают
повышенной зажигающей способностью, так как имеют более высокую
температуру.
Таким образом, при механической обработке различных твердых
материалов образуются горючая среда, обладающая высокой реакционной
способностью, и средства, активизирующие окислительные процессы.
Напомним, что зона горения паров и газов составляет доли миллиметра, а
ширина зоны тления – порядка сантиметра. Поэтому, при прочих равных
условиях, температуры зажигания паров и газов на сотни градусов выше, чем
отложений порошков и пыли, вызывающих тление. По этой причине поджечь
скопление пыли значительно проще, чем аэровзвесь.
Если толщина скоплений пыли меньше ширины зоны тления, то с
уменьшением
толщины
отложений
критическая
температура
загорания
повышается. По этой причине температура зажигания одиночной частицы
порошков и пыли много выше, чем скоплений.
Таким образом, c точки зрения самопроизвольного возникновения
горения и вынужденного зажигания, отложения порошков и пыли обладают
повышенной пожарной опасностью по сравнению с аэровзвесями.
Однако,
нельзя не отметить, что взвеси в воздухе порошков и пыли горят со взрывом.
Поэтому их считают более опасными.
Тлеющие
порошки,
пыли
и
различные
отходы
парогазообразные продукты пиролиза, способные в смеси с
выделяют
воздухом
образовывать взрывоопасные смеси. Эти смеси загораются при меньшей
мощности источника воспламенения по сравнении с аэровзвесями. В частности,
190
они поджигаются очагами тления. Особенно большой разрушительной силой
обладают эстафетные взрывы. Как правило, эстафетные взрывы начинаются с
хлопка (слабого взрыва) смесей с воздухом продуктов пиролиза, а затем
перерастают в общеобъёмные взрывы с большой разрушительной силой.
Таким образом, отходы механической обработки, порошкообразная и
пылевидная продукция обладает повышенной пожаро- и взрывоопасностью по
сравнению с исходными материалами и аэровзвесями порошков и пыли.
Условия для возникновения горения при механической обработке и в узле
трения представлены диаграммами на рис. 7.1: а) и b).
На диаграммах по вертикальной оси (ось Y) отложены скорости
нагревания P+ трущихся деталей (или узла трения) при отсутствии теплообмена с
окружающей средой (адиабатические условия) и виртуальные скорости
охлаждения Р– . Горизонтальная ось (ось X) является осью температур.
-
P*/Pa)
P+/Pb)
АР
ААВ
ААВ
АР
-
,
АР
N /cп
Токр
ТР
Тсв T З
Тав
Т окр
T P Тсв Тз Тав
Рис. 7.1 – Условия возникновения горения при тепловом
превращении механической энергии
Графики скоростей нагревания представлены прямыми, параллельными
осям температур. Прямые, проведенные через начало координат под
различными углами – графики охлаждения.
191
Тангенсы углов наклона этих графиков равны параметрам (темпам)
охлаждения.
Вариант (рис. 7.1, а) иллюстрирует условия для возникновения горения,
вызванные
ухудшением
теплоотвода,
например,
прекращением
подачи
водоохлаждающей эмульсии к резцу. Вариант (рис. 7.1, б) отражает аварийную
ситуацию, обусловленную возрастанием силы трения в аварийном режиме,
например, при вытекании смазки из узла трения. Точки Ар на обеих диаграммах
соответствуют установившимся рабочим температурам Тр, а точки Аав
соответствуют предельным температурам Тав, которые могут быть достигнуты в
аварийных режимах работы узлов трения. На диаграммах аварийные
температуры выше температур самовозгорания и зажигания, поэтому в
аварийных режимах, если своевременно не приостановить работу узла трения,
возникновение горения неизбежно.
Таким образом, в процессе механической обработки веществ и
материалов образуются горючая среда в виде самовозгорающихся порошков и
источники зажигания в виде нагретых и наэлектризованных тел, а также
фрикционных
искр.
Специфика
производств
способствует
быстрому
распространению пожара по поверхности пыли в помещениях, по воздуховодам
систем вентиляции и пневмотранспорта, по технологическим транспортерам и
другим коммуникациям. Из анализа пожаров, происшедших на производствах,
связанных с механической обработкой веществ
и
материалов,
можно
выделить основные причины, приводящие к их возникновению:
пробуксовка ремней норий и транспортерных лент на элеваторах;
перегревы подшипников и других узлов трения;
наматывание
на валы волокнистых материалов и их трение о
неподвижные части машин;
трение соломистой массы на валах комбайнов;
искры удара и трения при механическом взаимодействии отдельных
частей технологического оборудования;
192
большие скопления пыли, стружки, промасленных материалов у
рабочих мест.
Все причины пожаров, имеющие место при механической обработке
веществ и материалов, обусловлены превращением механической энергии в
теплоту, которая идет на нагревание взаимодействующих друг с другом тел.
Количественная оценка условий зажигания характеризуется скоростью
нагревания Р+ в адиабатических условиях (при отсутствии теплоотвода) и
скоростью охлаждения Р– . Разность между этими величинами характеризует
скорость изменения температуры во времени (7.3).
Если скорость нагревания превышает скорость охлаждения,
то
возможно зажигание обрабатываемого горючего материала. Если же скорость
нагревания Р+ меньше либо равна скорости охлаждения Р– , то температура в
месте контакта не будет расти со временем и воспламенение обрабатываемого
горючего материала исключено.
В свою очередь скорость нагревания определяется из выражения
Р
где Q' - скорость
!
СТ
или
Р
Nт
СТ
тепловыделения,
К /С
(7.4)
Вт /с.
Для автономного
узла
трения она равна мощности, затрачиваемой на преодоление сил трения Nтр.
Для подшипника Nтр = 2πRnμFн (R - радиус подшипника, м; n - частота
вращения, то есть число оборотов в секунду,
с-1;
µ - коэффициент
трения; Fн - сила нормального давления, Н). При расчетах принимают Nтр
равную 1-10% от мощности двигателя.
Ст - полная теплоемкость нагреваемого материала (Ст=Ср•ρ•V), Дж/К.
При расчете подшипника, как узла трения, принимается его полная
теплоемкость.
Скорость охлаждения определяется из выражения:
Р− = По ∙ ∆Т , [К/с],
(4.6)
где По - параметр охлаждения, с-1, ΔТ - разность температур наиболее
нагретого трущегося элемента и окружающей среды, К.
193
Параметр охлаждения определяется по следующей формуле:
F
П
Cр V
(7.5)
0
где α – коэффициент теплоотдачи в окружающую среду, Вт/м2•К;
Ψ – коэффициент неравномерности нагрева;
F – площадь поверхности охлаждения, м2.
Основной характеристикой, определяющей возможность возникновения
аварийной ситуации, является величина разогрева. Определить ее можно,
приравняв скорость нагревания и скорость охлаждения (то есть приняв
скорость изменения температуры во времени равной нулю). Тогда:
Т
Nт Р
СТ П О
.
(7.6)
При установившемся режиме работы разогрев ΔТ обрабатываемой
детали не должен достигать опасной величины с точки зрения возникновения
пожара и с точки зрения качества продукции. Однако, в процессе работы этот
установившийся режим может нарушаться. Так, например, при обработке
деталей на токарном станке режим резания задается таким образом, чтобы в
зоне резания температура не была пожароопасной и не подвергался разогреву
резец. Это достигается использованием гидравлической системы охлаждения,
заданием скорости резания (вращения обрабатываемой детали), глубиной
резания, шириной резца и его качеством. Наиболее опасная ситуация может
возникнуть при отключении подачи эмульсии на охлаждение резца. В этом
случае коэффициент теплоотдачи уменьшается примерно в 10 раз и
одновременно возрастает коэффициент трения. Вследствие этого в несколько
раз увеличивается разогрев ΔТ. Режим резания становится недопустимым. Он
ведет либо к пожару, либо к перегреву резца, его поломке или браку
продукции. К аналогичным ситуациям может привести работа тупым резцом,
неоправданное увеличение скорости резания и т.п.
194
Но разность температур наиболее нагретого трущегося элемента и
окружающей среды не является единственным параметром, характеризующим
условия зажигания.
Вторым параметром, определяющим возможность зажигания горючего
материала является время аварийной работы. Рассмотрим ту же ситуацию с
прекращением подачи эмульсии к резцу. В момент, когда прекратилась подача
эмульсии к резцу, оператор заметил это и открыл вентиль на резервной линии.
В данном случае аварийный разогрев в месте контакта детали с резцом был
кратковременным.
Так
вот
может
ли
произойти
зажигание
при
кратковременном повышении температуры? Ответить однозначно тяжело. Для
ответа на этот вопрос необходимо знать расчетное время, в течение которого
в условиях аварийного режима работы может произойти зажигание. Оно
определяется по формуле:
�=
Таким
материала,
образом,
1
П0
при
подвергаемого
��
�+
�+−П0(Тз−Т0)
оценке
,
возможности
механической
обработке,
(7.7)
зажигания
за
горючего
основу
берут
следующие условия:
�Тав ≥ �Тз,
(7.8)
�ав ≥ �з.
(7.9)
То есть для возникновения горения необходимо, чтобы:
1) величина аварийного разогрева была больше величины разогрева,
необходимого для воспламенения (зажигания) материала;
2) время
аварийного режима работы было больше индукционного
периода, необходимого для воспламенения (зажигания).
195
7.2 Обеспечение пожарной безопасности при измельчении твёрдых
веществ и материалов
Измельчением называется процесс уменьшения размеров кусков
(зерен) материала путем его разрушения под действием внешних сил. В
технологии процессы измельчения условно подразделяют на дробление
(крупное, среднее и мелкое) и измельчение (тонкое и сверхтонкое). Размеры
исходного и измельченного материала для каждого из видов измельчения
приведены в таблице 7.1.
Дробление материалов обычно осуществляется сухим способом (без
применения воды), измельчение часто проводят мокрым способом (с
использованием воды). При мокром измельчении пылеобразования не
наблюдается и облегчается транспортирование измельченных продуктов.
Процесс измельчения характеризуется степенью измельчения i, т.е.
соотношением максимальных размеров кусков материала до измельчения и
после него.
В зависимости от действия измельчающих механизмов на сырье
различают следующие способы механического измельчения веществ и
материалов (см. рис. 7.2): раздавливание, раскалывание, истирание, удар и
комбинированные способы.
Таблица 7.1 – Классификация процессов измельчения в зависимости от
размеров исходного и измельченного материала
Размер кусков до
Размер кусков после
измельчения, мм
измельчения, мм
Крупное дробление
1500 - 300
300 – 100
Среднее дробление
300 - 100
50 – 10
Мелкое дробление
50 - 10
10 – 2
Тонкое измельчение
10 - 2
2 - 75·10-3
10 - 75·10-3
75·10-3 - 1·10-4
Вид измельчения
Сверхтонкое измельчение
196
Все аппараты, используемые для измельчения веществ и материалов
подразделяют на дробилки и мельницы. Дробилками называют машины,
используемые для крупного, среднего и мелкого дробления материалов.
Мельницами называют машины, используемые для тонкого и сверхтонкого
измельчения.
Рис. 7.2 – Основные способы механического измельчения веществ и
материалов:
где: а - раздавливание; б - раскалывание; в - истирание; г - удар
Щековые дробилки
В
щековой
дробилке
(рис.
7.3)
материал
измельчается
путем
раздавливания в сочетании с раскалыванием и изгибом между неподвижной 1
и подвижной 2 щеками. Подвижная щека 2 приближается (при рабочем ходе)
или отходит (при холостом ходе) от неподвижной щеки 1 при вращении
эксцентрикового вала 3. Во время рабочего хода происходит дробление, а во
время холостого – выгрузка дробленого материала вниз под действием
собственного веса. Щеке 2 движение передается шатуном 4, соединенным с
эксцентриковым валом 3, и двумя шарнирно закрепленными распорными
плитами – передней 5 и задней 6. Тяга 7 и пружина 8 создают в движущейся
системе натяжение и способствуют холостому ходу подвижной щеки. Путем
взаимного перемещения клиньев 9 регулируется ширина выпускного отверстия
и, следовательно, степень измельчения.
Щековая дробилка, описанная выше, является машиной с простым
качанием подвижной щеки. В некоторых конструкциях дробилок подвижная
197
щека не только не приближается к неподвижной и отходит от нее, но во время
рабочего хода еще и движется вниз, в сторону
разгрузки
материала
(совершает сложное движение).
Рис. 7.3 – Схема щековой дробилки с верхним подвесом щеки
где: 1 – неподвижная щека; 2 – подвижная щека; 3 – эксцентриковый
вал; 4 – шатун; 5 – передняя распорная плита; 6 – задняя распорная плита; 7
– тяга; 8 – пружина; 9 – регулировочный клин
При этом происходит не только раздавливание, но и истирание
материала, за счет чего производительность этих дробилок по сравнению с
дробилками друг их типов увеличивается, а расход энергии уменьшается.
Существуют также конструкции дробилок с двумя подвижными щеками,
отличающиеся сравнительно высокой производительностью, меньшим весом
и габаритами, более высоким к.п.д.
Основные достоинства щековых дробилок: простота и надежность
конструкции, широкая область применения (для дробления крупнокусковых
материалов большой твердости существуют, например, дробилки с размерами
загрузочного
отверстия
2135х3150
мм),
компактность
и
легкость
обслуживания.
Периодический характер воздействия дробящего усилия и неполная
уравновешенность движущихся масс вызывают шум и вибрацию при
198
дроблении и относятся к недостаткам дробилок этого типа. Наряду с этим
поломки отдельных деталей (например, распорных плит шатуна), забивание
рабочего пространства материалом при неравномерной его подаче нередко
приводят к перебоям в работе.
Конусные дробилки
Материал в конусных дробилках (рис. 7.4) измельчается раздавливанием
его при сближении поверхностей внутреннего подвижного 1 и наружного
неподвижного 2 конусов. Процессы дробления и разгрузки в конусных
дробилках отличаются от соответствующих процессов в щековых дробилках
непрерывным воздействием на дробимый материал дробящих поверхностей
криволинейной формы.
В конусной дробилке, показанной на рис. 7.4, пологий подвижный
конус 1, закрепленный на вращающемся с помощью эксцентрикового стакана 6
валу 7, расположен внутри неподвижного конуса 2 (обращенного большим
основанием вниз). В момент максимального сближения дробящего конуса с
чашей такой дробилки создается "параллельная зона" длиной l. Ширина этой
зоны определяет размер кусков дробленого продукта.
Рис. 7.4 – Схема конусной дробилки
199
где: 1 – подвижный конус; 2 – неподвижный конус; 3 – коническая
шестерня; 4 – эксцентриковый стакан; 5 – вал
Конусные дробилки по сравнению со щековыми отличаются высокой
производительностью
(вследствие
непрерывного
воздействия
дробящего
усилия на материал), схемы конусных дробилок отличаются уравновешенной
работой (нет необходимости в установке маховика), высокой степенью
измельчения (для пологоконусных дробилок).
Недостатками конусных дробилок (в сопоставлении со щековыми)
являются: более сложная и дорогая конструкция, большая высота, более
сложное обслуживание.
СРЕДНЕЕ И МЕЛКОЕ ДРОБЛЕНИЕ
Для среднего и мелкого дробления используются валковые, ударноцентробежные и описанные выше пологоконусные дробилки. К ударноцентробежным дробилкам относятся молотковые и отражательные дробилки,
а также дезинтеграторы и дисмембраторы. Все выше перечисленные дробилки
чаще всего устанавливаются после аппаратов крупного дробления и служат для
измельчения материала приблизительно от 100 мм (размер наиболее крупных
кусков исходного материала) до 10-12 мм.
Валковые дробилки
Исходный материал поступает в валковую дробилку (рис. 7.5),
затягивается
парой
вращающихся
навстречу
друг
другу
гладких
цилиндрических валков 1, 2 в зазор между ними и дробится в основном путем
раздавливания. Валки размещены на подшипниках в корпусе 3, причем валок
1 вращается в неподвижно установленных подшипниках, а валок 2 – в
скользящих подшипниках, которые удерживаются в заданном положении (в
зависимости от требуемой ширины зазора) с помощью пружины 4. При
попадании в
дробилку
стороннего
предмета чрезмерной
200
твердости
подвижный валок отходит от неподвижного и предмет выпадает из дробилки
(при этом устраняется возможность поломки).
Валки обычно изготавливаются из чугуна и футеруются по внешней
поверхности бандажами из углеродистой или износостойкой марганцовистой
стали. Их окружная скорость составляет 2 - 4,5 м/сек (предельно - не более 7
м/сек). Обычно приводной механизм валковой дробилки состоит из двух
ременных передач – на шкив каждого валка от отдельного двигателя. В
промышленности используется валковые дробилки, отличающиеся по числу
валков (одно-, двух- и четырехвалковые), форме и скорости вращения валков,
виду привода.
Рис. 7.5 – Схема валковой дробилки
где: 1 – валок с неподвижными подшипниками; 2 – валок с подвижными
подшипниками; 3 – корпус дробилки; 4 – пружина
Валковые дробилки компактны и надежны в работе; вследствие
однократного сжатия материал не переизмельчается и содержит мало мелочи.
Эти дробилки наиболее эффективны для измельчения материалов умеренной
твердости (степень измельчения i = 10-15); для твердых материалов i = 3-4.
Диаметр гладких валков должен быть приблизительно в 20 раз больше
диаметра максимального куска дробимого материала. Зубчатые же
валки
могут захватывать куски материала размером 1/2 и даже 2/3 диаметра валков.
201
Молотковые дробилки
Молотковая дробилка (рис. 7.6) состоит из корпуса 1, футерованного
стальными плитами 2. На вращающемся горизонтальном валу 3 насажены
диски 4, между которыми шарнирно подвешены молотки (билы) 5. Материал
дробится под действием ударов быстровращающихся (с окружной скоростью
30-55 м/сек) молотков. Дробление происходит также при ударах кусков
материала, отбрасываемых молотками, о плиты 2. Наконец, материал
дополнительно измельчается путем удара, раздавливания и некоторого
истирания на колосниковой решетке 6 через которую измельченный материал
разгружается, падая вниз. Степень измельчения i = 10 - 15.
Молотки, плиты и решетка изготавливаются из углеродистой стали (с
твердосплавными
наплавками)
или
марганцовистой
стали.
Кроме
однороторных молотковых дробилок применяются двухроторные (с двумя
валами), для которых степень измельчения достигает i = 30 - 40. Выпускаются
также дробилки с жестко закрепленными молотками, а также с несколькими
параллельными рядами молотков (многорядные дробилки).
Рис. 7.6 – Схема молотковой дробилки
202
где: 1 – корпус; 2 – отбойная плита; 3 – вал; 4 – диск; 5 – молотки (билы);
6 – колосниковая решетка
Молотковые дробилки широко применяются для дробления хрупких,
волокнистых и других материалов, а также материалов умеренной тверди и
малой абразивности (уголь, гипс, известняк и др.).
глинистых и
вязких
При
материалов молотковые дробилки
измельчении
работают без
колосниковой решетки, что приводит к некоторому недоизмельчению
материала. Недостатками молотковых дробилок являются значительный износ
молотков и плит, сложность монтажа (балансировки ротора).
Отражательные дробилки
Схема отражательной дробилки показана на рис. 7.7. Принцип ее
действия заключается в следующем. Сырье, подлежащее измельчению,
первоначально поступает на решетку 1, где из общей массы отсеивается
мелочь. Материал, который не просеялся, поступает на ротор 2, вращающийся
с окружной скоростью 12 - 70 м/сек (в зависимости от требуемой степени
измельчения). Лопатками 3 ротора куски материала отбрасываются на
шарнирно подвешенные отражательные щитки 4. Измельчение осуществляется
ударами лопаток 3 и при ударах кусков о щитки 4. Кроме того, отраженные от
щитков куски на большой скорости сталкиваются с кусками материала,
отброшенными
ротором,
при
этом
происходит
дополнительное
самоизмельчение материала. Поэтому отражательные дробилки близки по
принципу действия к мельницам без мелющих тел и могут использоваться для
тонкого измельчения.
203
Рис. 7.7 – Схема отражательной дробилки
где: 1 – решетки; 2 – ротор; 3 – лопатка; 4 – щитки; 5 – цепная завеса
Вследствие различия действующих на куски материала центробежных
инерционных сил, возникающих при вращении ротора, куски большего
размера дробятся уже в пространстве перед первым щитком. Доизмельчение
мелочи происходит в объемах, ограниченных последующими по ходу
материала
отражательными
щитками.
Посредством
цепной
завесы
5
предотвращается вылет кусков материала из загрузочной воронки дробилки.
Благодаря многостадийному измельчению в пространствах между
щитками и ротором в отражательных дробилках получается однородный
продукт, а достигаемая степень измельчения i = 40 - 50.
Дезинтеграторы и дисмембраторы
Дезинтегратор (рис. 7.8) состоит из двух роторов (дисков, корзинок) 4 и
5, которые закреплены на соосных валах 3 и 8. На дисках роторов по
концентрическим окружностям установлены пальцы (штифты) 6, связанные
для большей прочности кольцами. Каждый ряд пальцев одного диска
расположен с небольшим зазором между рядами пальцев другого диска. Для
повышения относительной скорости удара материала о пальцы при его
204
измельчении роторы вращаются в противоположные стороны. Они заключены
в разъемный кожух 1, в нижней части которого предусмотрено отверстие для
разгрузки продукта.
Материал, подлежащий измельчению, поступает через воронку 7 в
центральную часть одного из роторов и, продвигаясь к его периферии через
ряды пальцев, подвергается их многократным ударам. Интенсивность
измельчения при таком движении частиц материала нарастает, так как
уменьшается шаг между ударными, телами (пальцами) и возрастает их
окружная скорость. Степень измельчения материала в дезинтеграторе,
изменяющаяся от 10 до 40, определяется скоростью вращения дисков, их
диаметром, числом, расположением, размерами и формой пальцев. Окружная
скорость пальцев, расположенных на внешней окружности, составляет 22 - 37
м/с.
Рис. 7.8 – Схема дезинтегратора
где: 1 – кожух; 2 – шкив; 3, 8 – валы; 4, 5 – диски; 6 – пальцы (штифты);
7 – загрузочная воронка; 9 – решетка
205
В отличие от дезинтеграторов дисмембраторы имеют один ротор.
Внутренняя стенка корпуса выполняет роль второго (неподвижного) диска,
т.е. является статором. Пальцам дисмембратора, установленным на статоре и
роторе, часто придают форму ножей для измельчения материала срезом и
разрывом. Число оборотов ротора дисмембратора примерно вдвое превышает
число оборотов дисков дезинтегратора и составляет от 3000 до 6000 об/мин,
при этом окружная скорость внешнего концентрического ряда пальцев
достигает 60 – 120 м/с.
ТОНКОЕ ИЗМЕЛЬЧЕНИЕ
Для тонкого измельчения материалов используются барабанные и
кольцевые мельницы. Исходный материал в них загружается размером 10-2 мм
и измельчается до 2-0,075 мм под одновременным действием раздавливающих,
ударных и истирающих усилий.
Барабанные мельницы
Барабанные мельницы – это машины, в которых материал измельчается
внутри вращающегося корпуса (барабана) под воздействием мелющих тел
или самоизмельчением. Мелющими телами чаще всего служат металлические
шары или стержни, а также окатанная галька. В зависимости от вида этих тел
различают
шаровые,
стержневые,
галечные
мельницы,
и
мельницы
самоизмельчения. При вращении барабана мелющие тела увлекаются под
действием центробежной силы и силы трения вместе с сырьем на
определенную высоту, а затем свободно падают и измельчают материал
ударом, раздавливанием и истиранием. Помимо этого материал измельчается
между мелющими телами, а также между этими телами и внутренней
поверхностью мельницы.
Барабанная
мельница
(рис.
7.9)
состоит
из
горизонтального
цилиндрического корпуса (барабана) 1, закрытого торцовыми крышками 2 и 3 с
пустотелыми цапфами, установленными в подшипниках 4. Мельница
206
приводится во вращение через зубчатый венец 5 от шестерни приводного вала.
Барабан и крышки мельницы футерованы стальными плитами 6, поверхность
которых для уменьшения проскальзывания мелющих тел часто выполняется
волнообразной или ступенчатой.
Материал в мельницу подается питателем через загрузочную цапфу 7.
Измельченный материал удаляется через разгрузочную цапфу 8 на другом
конце аппарата.
Измельчение проводится как мокрым (широко применяющимся в
барабанных мельницах), так и сухим способом. При мокром измельчении
суспензия сливается через разгрузочную цапфу. При сухом измельчении
материал движется вдоль оси барабана за счет перепада уровней загрузки и
разгрузки и разгружается через цапфу 8 под действием собственного веса или
выводится воздушным потоком, возникающим при отсасывании воздуха из
барабана вентилятором.
Рис. 7.9 – Схема шаровой мельницы
где: 1 – корпус (барабан); 2, 3 – торцевые крышки; 4 – подшипник; 5 –
зубчатый венец; 6 – плиты; 7 – загрузочная цапфа; 8 – разгрузочная цапфа; 9 –
диафрагма; 10 – лифтеры; 11 – шары
207
СВЕРХТОНКОЕ ИЗМЕЛЬЧЕНИЕ
Сверхтонкое измельчение производят в вибрационных, струйных и
коллоидных
мельницах,
в
которых
частицы
материала
измельчаются
приблизительно от 10 - 0,1 мм до 75·10-3 - 1·10-4 мм. При сверхтонком
измельчении материала разрушение происходит не по поверхности трещин,
пересекающих всю толщу частиц, а главным образом, путем отшелучивания
вследствие поверхностной трещиноватости измельчаемых частиц.
Вибрационные мельницы
Вибрационная мельница (рис. 7.10) представляет собой цилиндрический
или корытообразный корпус 4, примерно на 80% своего объема загруженный
шарами (иногда стержнями). Корпус приводится в колебательное движение
валом 3, снабженным дебалансом (в мельницах инерционного типа) или
эксцентриковым валом в гирационных мельницах.
При вращении неуравновешенной массы вала (вибратора) 3 со
скоростью от 1000 до 3000 об/мин корпус 4 с загруженными в него шарами и
измельчаемым материалом совершает качательное движение по эллиптической
траектории в плоскости, перпендикулярной оси вибратора. Мелющие тела
при этом вращаются вокруг собственных осей, а все содержимое корпуса
приводится в планетарное движение в сторону, обратную направлению
вращения вибратора. Материал интенсивно измельчается под действием частых
соударений
мелющих
тел и
истиранием. Корпус
устанавливается на
пружинящие опоры (рессоры или цилиндрические пружины) 5 и деревянные
подкладки, предотвращающие передачу вибрации основанию мельницы.
По сравнению с шаровыми барабанными мельницами вибрационные
мельницы обладают большими энергонапряженностью и производительностью
(в расчете на единицу объема барабана). Высокая энергонапряженность при
малой внешней поверхности корпуса вибрационной мельницы приводит к
сильному повышению температуры внутри нее. Поэтому вибрационные
208
мельницы
не
применимы
для
измельчения
материалов
с
низкими
температурами размягчения и плавления.
Рис. 7.10 – Схема вибромельницы
где: 1 – электродвигатель; 2 – эластичная муфта; 3 – вал с дебалансом; 4
– корпус; 5 – пружина
Измельчение в вибрационных мельницах имеет ряд существенных
достоинств. Вследствие интенсивного ударно-истирающего воздействия на
материал
весьма
быстро
достигается
высокая
дисперсность
продукта
измельчения. Частицы материала в мельнице вибрируют во взвешенном
состоянии, не слипаются и не
спрессовываются.
Этим
обеспечивается
большая однородность размеров частиц измельченного материала.
Основные мероприятия и технические решения, обеспечивающие
пожаровзрывобезопасность процессов измельчения.
Снижению пожаровзрывоопасности процессов измельчения твердых
веществ и материалов должно предшествовать комплексное решение трех
основных задач:
1. Недопущение образования горючей среды.
2. Предупреждение возникновения источников зажигания.
3. Разработка мероприятий и технических решений, препятствующих
распространению пожара.
209
Для того, чтобы в процессе проведения процессов измельчения не
допустить образования горючей среды внутри технологического оборудования
и в объеме помещений, необходимо предусматривать следующие мероприятия
и технические решения:
1. Внедрять в технологию менее пылящие процессы измельчения
(например, вибрационный помол).
2. Использовать преимущественно "мокрые" методы измельчения.
3. Вводить негорючие газы в аппараты в течение всего периода работы
или в наиболее опасные моменты.
4. Производить измельчение особо опасных материалов совместно с
негорючими веществами (мелом, известью и т.п.).
5. Рассчитывать пневмотранспортные системы таким образом, чтобы в
процессе
их
эксплуатации
исключалась
возможность
осаждения
транспортируемого материала
6. Выполнять
внутренние
поверхности
аппаратов
гладкими,
обеспечивать плавные повороты и переходы, принимать уклон конусной части
аппаратов не менее 60 ºС для исключения скопления осевшей пыли.
7. Проектировать измельчительные устройства таким образом, чтобы
исключалась возможность образования мертвых зон, создающих предпосылки
для образования горючих отложений.
8. Предусматривать на аппаратах и трубопроводах специальные лючки
для очистки внутренних поверхностей от отложений. В аппаратах лючки
рекомендуется предусматривать у мест наибольшего скопления пыли. На
трубопроводах систем пневмотранспорта и аспирационных систем лючки
необходимо устанавливать до и после аппаратов, в местах прохода
трубопроводов через стены и перекрытия, у поворотов и тройников, а также
через каждые 15 м на прямолинейных участках.
9.
Аппараты
и
трубопроводы
необходимо
выполнять
пыленепроницаемыми и обеспечивать их хорошую герметичность. Все крышки
смотровых лючков и окон в аспирируемых машинах должны быть плотно
210
пригнаны к своим гнёздам и туго притянуты
башмаками.
Оставлять
смотровые проемы открытыми запрещается. По периметру прилегания крышки
следует уплотнять прокладками. Стыки и соединения машин
следует
тщательно уплотнять, а заводские прокладки в случае их разрушения следует
восстанавливать.
10. Для предотвращения выхода пыли из машин в производственное
помещение необходимо предусматривать у агрегатов специальные укрытия и
местные отсосы. Отсос запыленного воздуха должен производится не только
из-под
кожухов машин,
помещений,
в
которых
но
и
непосредственно
работают
эти
машины.
из производственных
Запыленный
воздух,
отсасываемый из машин, аппаратов и помещений, необходимо направлять в
систему улавливания пыли.
11. С целью предупреждения отложений пыли в помещениях
необходимо сводить к минимуму число балок, ферм, выступов и других
конструкций с развитой поверхностью. Для облегчения ссыпания пыли угол
наклона конструктивных элементов должен быть больше угла естественного
откоса сухого материала, но не менее 60º к горизонтальной поверхности. В
отапливаемых
помещениях
установка
нагревательных
приборов,
затрудняющих очистку от пыли (ребристые батареи, трубы) запрещаются. Не
допускается также установка нагревательных приборов в нишах.
12. В помещениях должна обеспечиваться систематическая уборка пыли
с полов, стен и других конструкций. При уборке сметать пыль не допускается.
Её необходимо собирать пылесосом или влажными тряпками. Внутренние
поверхности помещений должны быть окрашены в тона, отличные от цвета
пыли.
211
7.3 Особенности
пожарной
опасности
и
основные
противопожарные мероприятия при механической обработке металлов
В
цехах
холодной
обработки
металлов
проводятся
токарные,
строгальные, фрезерные, шлифовальные, зуборезные, долбежные, сверлильные,
сварочные и другие работы с применением соответствующего оборудования,
станков и механизмов. При точении, сверлении и фрезеровании стальных
изделий пыль практически не выделяется, но при осуществлении этих операций
образуется стружка. В процессе механической обработки резанием хрупких
материалов (чугуна, бронзы, латуни и др.) происходит значительное выделение
пыли.
Наиболее интенсивным пылевыделением сопровождаются операции
абразивной обработки металлов. Количество выделяющейся пыли зависит в
основном от твердости обрабатываемого изделия, окружной скорости круга,
а также вида обработки (на кругошлифовальных, плоскошлифовальных,
внутришлифовальных и других станках). При обработки металла абразивными
кругами в воздух помещения выделяется пыль, состоящая на 30-40% из
материала абразивного круга и на 60-70% из материала обрабатываемого
материала. Механическая обработка металлов связана с преодолением
значительных
сил
трения
в
результате
чего
происходит
нагревание
обрабатываемого материала, режущего инструмента и отходов (стружки).
Основными факторами, влияющими на степень разогрева материала при
механической обработки, являются: скорость резания (скорость вращения
обрабатываемой детали);- глубина резания; качество заточки резца; ширина
резца; механические и технологические свойства материалов. При нормальных
режимах резания выделяющаяся теплота не представляет опасности. При
увеличении скорости резания, глубины резания, ухудшении качества заточки
резца, применении более широкого резца происходит увеличение разогрева в
зоне контакта резца с обрабатываемым металлом. При этом теплота
распределяется на три части:
212
1) на нагрев резца;
2) на нагрев детали;
3) на нагрев стружки.
Учитывая, что теплоемкость стружки во много раз меньше, чем
теплоемкость обрабатываемой детали и резца, она в процессе обработки
подвергается наиболее интенсивному разогреву. При обработке магниевых
сплавов может произойти загорание стружки. При обработке стальных изделий
стружка накаляется, приобретает цвета побежалости и может воспламенить
горючие вещества и материалы. Горючими материалами в цехах холодной
обработки металлов являются прежде всего масла, которые применяются:
в системах смазки станков;
в гидроприводах;
для охлаждения и смазки режущего инструмента.
С целью уменьшения изнашивания режущего инструмента и сохранения
структуры обрабатываемых металлов, нагревающихся вследствие трения до
400-500ºС, применяют смазочные охлаждающие жидкости. В качестве таких
жидкостей широко применяются минеральные масла и их эмульсии. Эмульсии
представляют собой 3-10% водные растворы масел и неорганических щелочей.
Применение смазочных охлаждающих жидкостей уменьшает интенсивность
пылеобразования, но при этом в воздух производственного помещения
происходит
обильное
выделение
аэрозолей
масла.
Масляный
туман
конденсационного происхождения в основном состоит из капелек размером
менее 4мкм. Такие капельки могут осаждаться
конструкциях,
оборудовании,
распространения
пожара.
создавая
условия
Механические
цеха
на
для
строительных
возникновения
и
современных
машиностроительных заводов имеют развитые масляные коммуникации,
емкости, фильтры для очистки масла, общее количество которого может
достигать сотен тонн. Металл, поступающий на механическую обработку, для
защиты от коррозии, как правило, покрыт слоем смазки (например, стальные
213
листы или рулонная сталь, поступающие на штамповку). Эта смазка вместе с
отходами попадает на транспортеры, с помощью которых отходы удаляются из
цеха. Транспортеры загрязняются маслом. При этом создаются условия для
возникновения и распространения пожара.
Особенности
пожарной
опасности
процессов
механической
обработки магния, титана и циркония
Пожарная опасность магния и его сплавов объясняется большой
скоростью окисления, которая зависит от степени его измельчения и нагрева. В
компактном виде при нормальной температуре изделия из стандартных
магниевых сплавов практически не представляют пожарной опасности. Они
не воспламеняются даже при кратковременном контакте с открытым пламенем
вследствие высокой теплопроводности магния. Изделия из магния могут
загораться после начала общего или местного
оплавления
и
появления
первых частиц жидкого металла. Температура, при которой начинается горение
компактного магния и его сплавов, различная и зависит от состава сплава.
Чистый магний воспламеняется при температуре, близкой к 650 ºС. Сплавы
магния воспламеняются при более низкой температуре. Магний и его сплавы
горят ослепительно белым пламенем. При горении магния в атмосфере воздуха
температура достигает порядка 2850ºС. В производственных помещениях по
обработке магния и его сплавов выделяется большое количество пыли и
стружки. Мелкая пыль (величиной до 5 мкм) оседает очень медленно,
практически находясь во взвешенном состоянии в воздухе. Воспламенение
взвешенной пыли магния и его сплавов носит характер взрыва. НКПР для пыли
магния и его сплавов составляет 20-25 г/м3. Пыль и стружка магния и его
сплавов при наличии остатков смазочных материалов могут самовозгораться.
Магний и его сплавы хорошо взаимодействуют с водой, особенно в
измельченном виде. При этом выделяется водород и реакция сопровождается
выделением теплоты:
�� + �2� = ��� + �2 + �.
214
(7.10)
Взрывной характер реакции взаимодействия расплавленного магния с
водой
и
воспламенение
увлажненной
пыли
объясняются
мгновенным
разложением воды и быстрым распространением образовавшихся газов
вследствие большой теплоты реакции взаимодействия. Выделяющийся водород
образует с кислородом воздуха гремучую смесь, воспламенение которой
усиливает силу взрыва. Расплавленный магний и его сплавы могут вступать в
реакцию с азотом, образуя нитрид магния:
3�� + �2 = ��3�2 + �.
Повышение
(7.11)
температуры увеличивает скорость
реакции.
Под
воздействием воды нитрид магния разлагается, образует аммиак и окись
магния, выделяя большое количество теплоты:
��3�2 + 3�2� = 3��� + 2��3 + �.
(7.12)
Магниевая пыль энергично взаимодействует с азотом при температуре
400 ºС, поэтому атмосфера азота не может считаться инертной. Расплавленный
магний
горит
в
атмосфере
углекислого
газа
и
окиси
углерода
с
восстановлением углерода. Пыль дисперсного магния воспламеняется в
углекислом газе при температуре 420-440 ºС. При работе с магнием опасность
представляют и
пылеулавливающие
установки
с водяным орошением
(водяными фильтрами). Магниевая пыль скапливается на поверхности воды и
из-за
плохой
вентиляции
фильтров
взрывоопасных
концентраций
взаимодействия
магния
наэлектризованной
с
магниевой
в
них
водорода,
водой.
возможно
образующегося
Возможно
пыли,
возникновение
также
скапливающейся
вследствие
воспламенение
на
стенках
отсасывающих трубопроводов. Электризация пыли может произойти и
вследствие трения при работе шлифовальных станков. Титан при обычных
условиях не опасен, но при повышенных температурах и особенно в виде
тонкой стружки и в порошкообразном состоянии легко соединяется с
кислородом, галогенами, серой и другими элементами. В присутствии масла
может самовозгораться. Взвешенная в воздухе пыль титана взрывоопасна.
Цирконий при
обычной
температуре
не подвергается действию воды,
215
разбавленных кислот и щелочей, но при горении энергично разлагает воду.
На воздухе устойчив вследствие образования защитной окисной пленки.
Взвешенная в воздухе пыль циркония взрывоопасна, а осевшая пыль
пожароопасна.
Для предупреждения возникновения и распространения пожаров при
осуществлении процессов механической обработки металлов необходимо
предусматривать следующие мероприятия и технические решения:
1. Строго соблюдать установленный режим обработки деталей на
станках (скорость резания, глубина резания и т.п.).
2. Не допускать использования в работе тупого инструмента, резцов
увеличенной ширины, а также станков, не приспособленных для обработки
данного материала.
3. Контролировать исправность и эффективность работы систем
охлаждения станков. Вода не только охлаждает материал и инструмент, но и
удаляет с рабочего места пожароопасные отходы (крошку, пыль, стружку и
др.), а
также предотвращает возможность образования на материале
статического электричества. Систему подачи воды блокируют с
пуска
станка,
чтобы
исключить
возможность
пуска
системой
последнего
при
выключенной или неисправной системе подачи воды.
4. Контролировать исправность масляной системы. Выход масла
наружу должен быть исключен. Не допускается разлив масла и загрязнение
рабочих поверхностей станка, а также близлежащего пространства. В случае
утечки масла следует производить тщательную уборку
и
очистку
строительных конструкций и технологического оборудования.
5. В процессе эксплуатации транспортеров необходимо обеспечивать
регулярную их очистку от масляных загрязнений с применением технических
моющих средств. При обработке магния и его сплавов необходимо
дополнительно учитывать и предусматривать следующее:
6. На токарных, фрезерных, строгальных и других станках охлаждение
изделий должно производиться маслом или струей воздуха. Охлаждение водой
216
обрабатываемых изделий из магния или его сплавов не допускается, так как
вода при взаимодействии с магнием разлагается с выделением водорода.
7. Шлифование металлов может производиться сухим и мокрым
способом. При мокром шлифовании рекомендуется применять свободное от
кислот масло с температурой вспышки не ниже 150 ºС. Следует избегать
мокрого шлифования с применением воды. В особо необходимых случаях
система подачи воды должна быть сблокирована с пуском станка. Станок
выключается автоматически в случае прекращения поступления воды в
необходимом количестве.
8. Образующаяся при обработке изделий пыль должна отсасываться с
помощью специальной вентиляционной системы. Воздух перед поступлением
в вентилятор необходимо очищать от взрывоопасной магниевой пыли в
специальных фильтрах.
9. Систематически следует производить уборку помещений от пыли,
протирку оборудования, но не водой. Конструктивные элементы зданий по
обработке магния и его сплавов должны иметь гладкую поверхность. В
помещениях, где возможно выделение мелкой пыли, стены и другие
конструкции необходимо окрашивать масляной краской.
10. Следует стремиться свести к минимуму возможность образования
искр. Для этого кожухи станков, воздуховоды должны выполняться из
металлов, которые при ударе не высекают искр. Элементы
установки для удаления магниевой пыли, особенно
ротор
вытяжной
вентилятора,
должны выполняться из материалов, не высекающих искр.
11. Электрооборудование станков и цеха в целом должно быть только
во взрывозащищенном исполнении.
12. Локализацию горения магниевых сплавов следует осуществлять
сухим песком, порошком окиси магния и графитом. Можно использовать
порошковые составы ПС-1 и ПС-2.
217
8
ПОЖАРНАЯ
БЕЗОПАСНОСТЬ
ПРОЦЕССОВ
РЕКТИФИКАЦИИ И ПЕРЕРАБОТКИ НЕФТИ
8.1 Физическая сущность процесса ректификации
Ископаемая нефть представляет собой сложную смесь низко – и
высокомолекулярных углеводородов и не углеродных компонентов. Нефть в
чистом виде практически нигде не применяется, но переработанная в товарные
нефтепродукты она широко используется в различных отраслях хозяйства,
например, как топливо, смазочные материалы или в качестве сырья для
химической промышленности.
Сырая нефть содержит значительное количество примесей: воду,
растворенные неорганические соли, механическую составляющую. С целью
очистки нефть подвергают обработке на различных установках. При этом
используются традиционные физико-химические приемы разделения смесей.
Процесс разделения смесей на составляющие их жидкости называется
перегонкой.
Наиболее
современным
способом
перегонки
является
ректификация
Ректификация смесей – составная часть почти всех технологических
процессов
нефтехимической,
нефтеперерабатывающей
и
газовой
промышленности. Процессы, лежащие в основе перегонки достаточно сложны,
происходят внутри аппаратов и поэтому невозможен визуальный контроль за
их протеканием. Поэтому, для более глубокого понимания процесса перегонки
необходимо рассмотреть физико-химические закономерности, лежащие в
основе рассматриваемого процесса.
Все смеси независимо от фазового состояния принято делить на
бинарные (состоящие из двух компонентов) и многокомпонентные (состоящие
из трех и более компонентов).
В состав растворов входят взаимно растворяющиеся жидкости,
имеющие различную испаряемость и различные температуры кипения.
218
Компоненты,
кипящие
при
более
низких
температурах,
называются
легкокипящими (легколетучими). Компоненты, кипящие при более высокой
температуре, называют высококипящими (труднолетучими).
Если бы каждая из жидкостей, составляющих раствор, была в чистом
виде, то давление ее насыщенных паров зависело бы только от температуры. Но
если имеется раствор этих же жидкостей, то давление паров над их смесью
зависит не только от температуры, но и от концентрации их в жидкой фазе.
Процессы перегонки идеальных смесей, то есть смесей состоящих из
близких по свойствам компонентов, молекулы которых не взаимодействуют
друг с другом, подчиняются трем основным законам: закону Рауля, закону
Дальтона, закону Коновалова.
Согласно закону Рауля парциальное давление каждого компонента в
паровой фазе равно произведению давлений насыщенного пара этого
компонента и мольной доли компонента, находящегося в жидкости. Так, для
бинарной жидкости, состоящей из низкокипящего компонента (А) и
высококипящего компонента (В) в соответствии с законом Рауля парциальное
давление каждого компонента определяется из соотношения:
РА = РоА· �А,
РВ = Ро ∙ �В = Ро (1 − �А),
В
В
(8.1)
(8.2)
где РА, РВ – парциальное давление соответственно низкокипящего и
высококипящего компонентов, Па.
219
РА°, РВ° – давление насыщенного пара чистого легкокипящего и
высококипящего компонентов, Па.
XА, XВ – мольные доли низкокипящего и высококипящего компонентов в
жидкой фазе.
Согласно закону Дальтона общее давление пара над раствором Робщ
равно сумме парциальных давлений его компонентов:
Робщ = РА + РВ = Ро · �А + Ро (1 − �А).
А
В
(8.3)
Из уравнений для выражений закона Рауля и Дальтона видно, что при
постоянной температуре парциальные давления компонентов РА и РВ, а
также общее давление над смесью находятся в линейной зависимости от
мольной доли низкокипящего компонента. В свою очередь давление пара Робщ
влияет на температуру кипения смеси, то есть последняя является функцией
давления пара. Учитывая это, на практике для определения температуры
кипения смеси заданного состава строят диаграмму состояния Р=ƒ (X).
Рис. 8.1 – Изотермы парциальных давлений компонентов и общего
давления для идеальных растворов (диаграмма Р-Х)
Для построения диаграммы изначально по справочнику или расчетным
путем определяют давление насыщенных паров чистых компонентов РА и РВ
220
при различных температурах t1,t2,t3 и др. Аналитически давление насыщенных
паров можно определить по уравнению Антуана.
Зная давление насыщенных паров чистых компонентов по формулам,
отвечающим закону Рауля определяют их парциальное давление над
жидкостью при различных мольных долях Ха низкокипящего компонента в
растворе. Найденные значения наносятся на диаграмму в виде точек и по ним
строятся прямые, отражающие изменение парциального давления Ра и Рв при
выбранных значениях температур.
Так, на диаграмме рис. 8.1 прямые 0В, 0В1 и 0В2 отражают изменение
парциального давления низкокипящего компонента, а прямые СА, СА1 и СА2
изменение парциального давления высококипящего компонента. Прямые АВ,
А1Б1 и А2В2 характеризуют изменение общего давления паров Робщ над зеркалом
жидкости.
Для того, чтобы определить температуру кипения смеси проводят
горизонтальную прямую МN, соответствующую внешнему давлению. Из точки
на оси абсцисс восстанавливают вертикаль до пересечения с прямой МN в
точке D, через которую проходит изотерма t = const. При этой температуре
общее давление пара смеси равно внешнему давлению, и, следовательно, смесь
состава Ха кипит при температуре t. Аналогично можно определить, что
температура кипения смеси состава Ха равна t1 и т.д.
Парциальное давление РА низкокипящего компонента над смесью при
температуре кипения выражается вертикальным отрезком, полученным при
проведении вертикали из точки, соответствующей смеси состава ХА, до
пересечения с прямой парциальных давлений ОВ в точке Е.
Вместе с тем, в соответствии с законом Дальтона, парциальное давление
РА данного компонента А пропорционально его мольной доле УА в паровой
фазе:
РА = Робщ УА.
221
(8.4)
Учитывая, что по закону Рауля РА = РА XА можно записать выражение
для состава пара УА, равновесного с жидкостью XА, т. е. зависимость между
составами равновесных фаз:
УА =
РА
Робщ
�А .
(8.5)
Закон Коновалова гласит, что пар, находящийся в равновесии с
раствором, всегда содержит в избытке тот компонент, давление которого к
раствору повышает общее давление пара над жидкостью, следовательно,
способствует понижению температуры кипения смеси при данном давлении.
Иначе, пары над смесью содержат больше того компонента, который является
наиболее летучим.
Используя
закон
Коновалова
можно
построить
диаграмму,
позволяющую определить состав жидкой и парообразной фаз в зависимости от
температуры кипения смеси, и наоборот, которая позволяет построить линию
кипения смеси и дает возможность определить температуру кипения при любой
концентрации жидкой фазы. Использую ту же диаграмму можно построить
кривую фазового равновесия, которая будет показывать непосредственную
зависимость между концентрациями низкокипящего компонента в жидкой и
паровой фазах. Следует отметить, что степень обогащения паровой фазы
низкокипящим компонентом при прочих равных условиях зависит от вида
перегонки.
Технологические аспекты перегонки жидкостей.
Существуют два принципиально отличных вида перегонки: простая
перегонка и ректификация.
Простая перегонка – процесс однократного частичного испарения
жидкой смеси и конденсации образующихся при этом паров.
Она применима только для разделения смесей, летучесть компонентов
которой существенно различна. Обычно простую перегонку используют лишь
для предварительного грубого разделения жидких смесей, смол и т.п.
222
Жидкость, полученная в результате конденсации паров при простой перегонке
называется дистиллятом.
Перегонку проводят путем постепенного нагрева и испарения жидкости,
находящейся в перегонном кубе. Образующиеся пары отводят и конденсируют.
При этом процесс может осуществляться как периодически, так и непрерывным
способом. Если простая перегонка проводится периодически, то содержание
низкокипящего компонента в кубовом остатке уменьшается, а дистиллят этим
компонентом
обедняется
и
частично
обогащается
высококипящим
компонентом. Поэтому отбирают несколько фракций дистиллята, причем их
состав отличается. Поэтому такую перегонку называют фракционной.
Для повышения степени разделения смеси перегонку осуществляют
путем дополнительного обогащения дистиллята посредством дефлегмации. В
данном
случае
установка
для
фракционной
перегонки
дополняется
специальными устройством - дефлегматором, который монтируется
при
выходе из перегонного куба. В дефлегматоре пары, поступающие из куба,
частично конденсируются. Этот процесс сопровождается обогащением паровой
фазы низкокипящим компонентом. Но процесс протекает не в полной мере. В
результате частичной конденсации пара образуется жидкость, называемая
флегма, а аппараты, где происходит процесс частичной конденсации –
дефлегматорами. Флегма, обогащенная высококипящим компонентом из
дефлегматора
сливается
в
куб,
а
пары
обогащенные
низкокипящим
компонентом направляются в конденсатор-холодильник, где полностью
конденсируются. Окончание операции контролируется по
температуре
кипения жидкости в кубе. Когда значение температуры кипения достигает
значения
соответствующего
температуре
остатка
процесс
прекращают.
Разделение растворов путем использования частичной конденсации паровой
фазы называют перегонкой с дефлегмацией пара.
При использовании простой перегонки невозможно получить чистые
дистилляты. Значительно более полное разделение смеси на компоненты
достигается путем ректификации.
223
Ректификация – это метод разделения смеси на чистые компоненты,
осуществляемый путем многократного чередования процессов испарения
жидкой фазы и конденсации паров.
Физическая сущность процесса заключается в двустороннем массо- и
теплообмене между неравновесными потоками пара и жидкости при высокой
турбулизации поверхности контактирующих фаз. В результате массообмена
пар
обогащается
низкокипящими,
а
жидкость
-
высококипящими
компонентами. При определенном числе контактов можно получить пары,
состоящие в основном из низкокипящих компонентов и жидкость, состоящую в
основном из высококипящих компонентов.
Процесс ректификации можно проводить, в простейшем случае, в
многоступенчатой установке. В первой ступени такой установки испаряется
исходная смесь. На вторую ступень поступает на испарение жидкость,
оставшаяся после отделения паров первой ступени. В третьей ступени
испаряется жидкость, поступившая из второй ступени (после отбора из
последней паров). Аналогично может быть организован процесс многократной
конденсации, при котором на каждую следующую ступень поступают для
конденсации пары, оставшиеся после отделения от них жидкости (конденсата)
в предыдущей ступени.
При достаточно большом числе ступеней таким путем можно получить
жидкую или паровую фазу с достаточно высокой концентрацией компонента,
которым она обогащается. Однако, выход этой фазы будет достаточно мал по
отношению к ее количеству в исходной смеси. Кроме того, такие установки
громоздки и их эксплуатация сопровождается большими потерями тепла в
окружающую среду.
Значительно более экономичное, полное и четкое разделение смесей на
компоненты достигается путем проведения процессов ректификации в более
компактных аппаратах – ректификационных колоннах.
224
Рис. 8.2 – Ректификационные колонны, их устройство и принцип работы
Работа ректификационных колонн основана на создании двух встречных
потоков – поднимающихся паров и стекающих навстречу им жидкости.
Контакт между ними происходит на горизонтальных тарелках, причем пар,
подходящий к тарелкам, имеет температуру несколько более высокую, чем
жидкость, находящаяся в них. Внутренний объем колонны условно разбивается
на три части – эвапорационной, укрепляющей, исчерпывающей (рис. 8.3). В
первом
объеме
происходит
испарение
подаваемой
жидкости.
Подача
производится в среднюю часть колонны, так как в этой части состав флегмы
примерно равен составу раствора подлежащего ректификации. Подогретая
смесь поступает в питающую тарелку колонны и частично испаряется. Паровая
фаза движется вверх, а неиспарившаяся смешивается с флегмой и стекает вниз.
Часть колонны, расположенная выше ввода начальной смеси называется
укрепляющей, так как в ней паровая фаза укрепляется легкими фракциями.
Часть колонны, находящаяся ниже ввода начальной смеси называется
225
исчерпывающей, так как в ней из стекающей вниз флегмы отгоняются
(исчерпываются) оставшиеся легкие фракции.
Рис. 8.3 – Ректификационная колонна
Для обеспечения нормальной работы ректификационной колонны
необходимо постоянное наличие восходящего потока пара и нисходящего
потока флегмы. Для получения пара в нижней части колонны предусмотрена
система
обогрева.
Процесс
ректификации
может
осуществляться
при
атмосферном давлении, под вакуумом, под избыточным давлением при
пониженной температуре. В основном процесс ректификации осуществляется
при давлении близком к атмосферному. Вакуумной ректификации подвергают
смеси веществ, склонных к термическому распаду или полимеризации при
226
высоких температурах. Низкотемпературная ректификация применяется для
разделения растворов, имеющих низкую температуру кипения.
Рассмотрим принцип действия ректификационной колонны, входящей в
состав ректификационной установки непрерывного действия, предназначенной
для разделения бинарных смесей.
Рассмотрим принцип действия ректификационной колонны, входящей в
состав ректификационной установки непрерывного действия, предназначенной
для разделения бинарных смесей (рис. 8.4).
Рис. 8.4 – Принципиальная схема на основе ректификационной колонны
Ректификационная
колонна
представляет
собой
вертикальный
цилиндрический аппарат со сварным или сборным корпусом 1. Исходная смесь
предварительно нагревается в подогревателе 5 и подается в среднюю часть
колонны. В нижней части колонны обеспечивается подогрев жидкости до
температуры кипения. Образующиеся при этом пары поднимаются вверх по
колонне и создают восходящий поток. В верхней части колонны пары
отбираются и поступают в дефлегматор 3, где происходит их частичная
конденсация. Смесь флегмы (жидкости, полученной в результате частичной
227
конденсации пара) и не сконденсировавшегося пара из дефлегматора подается в
сепаратор 4 на разделение. Пар из сепаратора поступает в конденсаторхолодильник 6 на полную конденсацию и там же происходит охлаждение
дистиллята (ректификата), а флегма направляется обратно в колонну и создает
в ней нисходящий поток.
Таким образом, в ректификационной колонне создаются два встречных
потока – поток поднимающихся вверх паров и поток стекающей навстречу им
жидкости.
Контакт
между
ними
происходит
на
специальных
тепломассообменных устройствах, расположенных по высоте колонны с
определенным шагом. Такие устройства выполняются в виде горизонтальных
тарелок или насадок.
Рис. 8.5 – Принцип действия колпачковой колонны
Сущность теплообменных процессов. В колпачковой колонне каждая
тарелка
имеет
несколько
отверстий
с
невысокими
патрубками
3,
предназначенными для пропускания паров, поднимающихся снизу. На тарелках
колонны всегда имеется слой флегмы. Сверху каждого парового патрубка
монтируется колпачок 2, нижние края которого погружены в жидкость.
228
Колпачки у основания имеют зубчатые прорези для дробления пара на мелкие
струйки. Тем самым увеличивается площадь контакта между парами и
жидкостью. Так как флегма несколько холоднее паров, последние, барботируя
через слой жидкости, охлаждаются и частично конденсируются. В процессе
конденсации паров выделяется некоторое количество теплоты. Кроме того, дно
каждой тарелки обогревается парами нижележащей тарелки. За счет этого
тепла флегма нагревается и кипит. Уровень флегмы на каждой тарелке
поддерживается с помощью переливных труб 3, которые связывают между
собой все тарелки (рис. 8.6).
Рис. 8.6 – Схема сборной колпачковой колонны:
где: 1 – патрубок; 2 – прорези колпачков; 3 – переливные трубки; 4 –
царги; 5 - тарелки
Таким
образом,
на
тарелках
происходит
обогащение
флегмы
высококипящим компонентом (за счет частичной конденсации паров). А
восходящие потоки пара обогащаются низкокипящим компонентом. Поскольку
229
пары
по
мере
продвижения
снизу
вверх
все
больше
обогащаются
низкокипящим компонентом, температура кипения жидкости на тарелках
(снизу вверх) становится все ниже и ниже. При этом флегма, стекающая с
тарелки на тарелку все больше обогащается высококипящим компонентом, и
поэтому на нижних тарелках температура кипения максимальна. В результате
многократного протекания процесса теплообмена пар, отводимый из верхней
части колонны, представляет собой почти чистый низкокипящий компонент, а
остаток в нижней части колонны – чистый высококипящий компонент.
Из вышесказанного следует, что для нормальной работы любой
ректификационной колонны необходимо: чтобы исходный продукт был
предварительно нагрет, непрерывно происходило орошение верхней части
колонны, и подогрев нижней части.
Следует обратить внимание на то, что в промышленности чаще всего
разделяют не бинарные, а многокомпонентные смеси. В этом случае для
разделения
смесей
на
три
и
более
фракций
применяют
несколько
последовательно работающих простых колонн или специальные сложные
колонны, состоящие из нескольких простых.
В идеальном случае на каждой тарелке колонны паровая фаза и флегма
находятся в состоянии фазового равновесия и, следовательно, каждой тарелке
соответствует одна из точек, лежащей на кривой равновесия (рассматривали в
начале лекции). В действительности полное равновесие фаз на тарелках
ректификационной колонны не достигается. Это учитывается путем введения
коэффициента полезного действия.
Для
приближения
к
фазовому
равновесию
действительных
концентраций жидкости и пара разработаны различные конструкции тарелок и
насадок. Тарелки или насадки являются наиболее важным конструктивным
элементом ректификационных колонн. Именно на них происходит процесс
тепломассообмена между восходящим потоком пара и флегмой.
230
Рис. 8.7 – Конструктивные элементы ректификационных колонн
Ректификационные колонны в которых тепломассообменные устройства
выполнены в виде тарелок называют
барботажными, так как пар
барботируется через слой флегмы. Если тепломассообменные устройства
выполнены в виде различных насадок, то колонны называют насадочными.
Барботажные ректификационные колонны могут иметь тарелки со
сливными устройствами или без них. Тарелки со сливными устройствами. К
ним относятся колпачковые, ситчатые и клапанные.
Для разделения растворов используют колпачковые тарелки. Это
связано с тем, что данный тип обеспечивает хороший контакт между паром и
флегмой на тарелках. Смесь паров, поднимаясь, проходит патрубки (рис 3,
методический материал) и, ударяясь о колпачки, барботирует сквозь слой
флегмы на тарелках. Колпачки имеют отверстия или зубчатые прорези для
дробления пара на мелкие струи. Приток и отток жидкости регулируют с
помощью переливных трубок.
231
Ситчатые тарелки, имеют большое количество мелких (от 0,8 до 3мм)
отверстий. Пар, проходит сквозь отверстия тарелки и распределяется в
жидкости в виде мелких струек и пузырьков. Важным требованием является
постоянные скорость движения пара и его давление, достаточное для
преодоления давления слоя жидкости на тарелке и предотвращающее ее
стекание через отверстия.
Ситчатые
тарелки
отличаются
простотой
устройства,
легкостью
монтажа, осмотра и ремонта. Но они чувствительны к наличию примесей,
которые забивают отверстия тарелок и создают условия для образования
повышенных давлений. В случае значительного снижения давления пара вся
жидкость с ситчатых тарелок сливается вниз и для возобновления процесса
приходится запускать колонну вновь. Указанное накладывает существенные
ограничения на использование данного типа тарелок.
Клапанные
тарелки.
Имеют
отверстия
перекрывающиеся
специальными клапанами, которые поднимаются в зависимости от величины
давления пара. При подъеме клапана образуется зазор, через который проходит
пар барботирующийся через слой жидкости. С изменением давления клапан
закрывается под действием силы собственной тяжести. Высота подъема
клапана не превышает 8 мм. Достоинством таких тарелок является
сравнительно
высокая
пропускная
способность
по
пару,
высокая
эффективность в широком интервале нагрузок. Недостаток – повышенное
гидравлическое сопротивление, обусловленное весом клапана.
Тарелки без сливных устройств. Их особенностью является то, что пар
и флегма проходят через одни и те же отверстия или щели. На тарелках
одновременно с взаимодействием флегмы и пара путем барботажа происходит
сток части жидкости на нижерасположенную тарелку. Жидкость
«проваливается». Выделяют дырчатые тарелки, решетчатые, трубчатые,
волнистые.
Насадочные колонны. Тепломассообмен между паром и флегмой
протекает в объеме насадок, выполненных из твердых тел различной формы.
232
Принцип действия колонн. Пар из исчерпывающей части движется вверх по
колонне
навстречу
стекающей
жидкости.
Распределяясь
по
большой
поверхности насадочных тел пар интенсивно контактирует с жидкостью и
теряет
при
этом
часть
высококипящего
компонента
и
обогащается
легкокипящим. Требования к насадкам – большая поверхность в единице
объема, хорошая смачиваемость флегмой и равномерное ее распределение по
всей насадке, малое гидравлическое сопротивление, химическая инертность,
механическая прочность.
8.2 Особенности
пожарной
опасности
ректификационных
установок. Основные противопожарные меры при их проектировании и
эксплуатации
При установившемся режиме работы возможность образования горючих
смесей внутри ректификационных установок практически исключена, так как
весь объем заполнен и образование паровоздушной смеси затруднено. Кроме
того, в ректификационных колоннах флегма находится при температуре
кипения, а это значит, что рабочая температура в колоннах всегда превышает
значение верхнего температурного предела воспламенения, а температура во
всех точках по высоте колонны равна температуре кипения флегмы, поэтому
рабочее давление создают только пары кипящей жидкости. Следовательно,
воздуха в колонне не должно быть и паровоздушная смесь не должна
образовываться.
Опасность образования горючей среды внутри колонн и других
аппаратов ректификационных установок может возникать в периоды их
остановки и пуска в эксплуатацию. Например, в колпачковых и клапанных
колоннах после прекращения их работы на тарелках всегда остается слой
флегмы, соответствующий высоте сливных патрубков, в нижней части колонны
находится большое количество высококипящего остатка. Это все негативные
233
факторы, кроме того горючая смесь может образовываться из-за неполного
удаления из системы воздуха.
Наиболее вероятна возможность самовоспламенения смеси при выходе
из нижней части колонны. В процессе эксплуатации ректификационных колонн
могут возникать неплотности в местах соединения отдельных конструктивных
элементов. Небольшие утечки через образующиеся неплотности в корпусе
часто трудно обнаружить, так как колонна имеет теплоизоляцию. Выходящий
наружу продукт постепенно впитывается, пропитывает теплоизоляцию и
создает все условия для самовозгорания теплоизоляции. В целом все причины
повреждений ректификационных колонн можно классифицировать следующим
образом.
Основные причины повреждений это – механические воздействия,
температурные воздействия и химические воздействия.
К механическим воздействиям относятся повышенное давление,
вибрация, эрозионный износ.
Температурные воздействия – температурные напряжения, воздействия
высоких и низких температур.
Химические воздействия – химическая коррозия, электрохимическая
коррозия.
В целом можно сказать, что пожарная опасность ректификационных
установок определяется пожароопасными свойствами веществ, образующимися
на установке, их количеством, а также режимом работы ректификационных
колонн (давление, температура).
Разберем основные факторы.
Нарушение материального баланса. Может произойти в результате
увеличения подачи начальной смеси и флегмы или в результате уменьшения
отбора из колонны паровой фазы и остатка. При этом будет образовываться
избыточное количество паров легкокипящих компонентов, неизрасходованная
теплота парообразования вызовет повышение температуры в колонне и
повысится давление насыщенных паров. Увеличение подачи исходной смеси и
234
флегмы в колонну может произойти из-за нарушения работы насосов,
неисправностей в системе подачи. Уменьшение отбора – из-за образования на
тарелках и паропроводах твердых продуктов термического разложения нефти и
нефтепродуктов
–
коксообразных
веществ.
Кокс
и
кристаллогидраты
откладываются на колпачках, паровых патрубках и отверстиях тарелок, тем
самым, уменьшая их проходное сечение и увеличивая гидравлическое
сопротивление колонны.
Нарушение теплового баланса - наблюдается при подаче исходной
смеси с более высокой температурой при излишнем нагреве кубового остатка, а
также при увеличении количества теплоты, подводимого с флегмой, наиболее
часто причиной нарушения является уменьшение подачи хладоагента в
холодильник.
Нарушение процесса конденсации паровой фазы, поступающей из
колонны в дефлегматор и конденсатор одновременно приводит к нарушению и
материального и теплового баланса. Это обусловлено уменьшением выхода
паров из колонны, а, следовательно и количества тепла, отводимого из колонны
с паровой фазой. В результате происходит рост температуры, повышается
давление насыщенных паров в колонне. Основные причины – уменьшение или
полное прекращение подачи хладоагента, поступление хладоагента с более
высокой начальной температурой, уменьшение коэффициента теплоотдачи от
пара к хладоагенту при сильном загрязнении теплообменной поверхности.
Для
предупреждения
образования
горючей
среды
внутри
ректификационных колонн должны быть учтены следующие особенности:
Ректификационные колонны должны быть обеспечены системами
автоматического контроля за основными рабочими параметрами и системами
автоматического регулирования;
чтобы в процессе эксплуатации колонн избежать засорения коксом
патрубков
и
отверстий
тарелок,
трубок
теплообменников,
а
также
коммуникаций необходимо преимущественно использовать схемы перегонки
235
нефти с предварительным испарением. При этом твердые соединения и
тяжелые смолы будут отделятся от начальной смеси в колонне-испарителе;
в случае обогрева нижней части ректификационных колонн острым
водяным
паром
приспособления
на
паровых
линиях
необходимо
для
спуска
конденсата
и
предусматривать
оборотные
клапаны,
предупреждающие попадание горючей жидкости из колонны в паропроводы;
ректификационные
колонны
должны
быть
оборудованы
предохранительными клапанами, обеспечивающими стравливание избыточного
количества паров и газов при повышении давления;
чтобы не допустить вибрации колонны необходимо устанавливать на
самостоятельных мощных фундаментах, не связанных с фундаментами других
аппаратов;
для снижения эрозионного износа в месте ввода исходной смеси
необходимо устанавливать специальные рассекатели потока;
для поддержания постоянного температурного режима в колоннах,
уменьшения потерь в окружающую среду, во избежание образования в корпусе
высоких
температурных
напряжений
колонны
необходимо
защищать
теплоизоляцией. Несущие металлические конструкции должны защищаться
специальными огнезащитными покрытиями.
Пожар на ректификационных установках может быстро принимать
крупные масштабы, так как значительные повреждения или аварии приводят к
выходу наружу большого количества пара и жидкости, нагретой до
температуры кипения. Пар, выходящий из колонны и образующийся при
испарении выходящей наружу горячей флегмы, может привести к образованию
опасной концентрации. Воспламенение горючей смеси паров приводит к
быстрому распространению огня по всему газовому облаку и по поверхности
жидкости. Локализовать пожар будет тем труднее, чем больше горючих
веществ выйдет наружу, чем выше от уровня земли будет находится
поврежденный участок, чем больше аппаратов и установок окажется под
воздействием высокой температуры. Поэтому необходимо еще в период
236
разработки технологической схемы и проектирования ректификационной
установки не только предусмотреть защиту аппаратов от возможных
повреждений, но и обеспечить снижение количеств образующихся в
производстве горючих веществ до предельно допустимой величины с учетом
нормальной эксплуатации, экономики и пожаровзрывобезопасности.
8.3 Принципиальная схема нефтеперерабатывающего завода
Недостаточные знания опасных факторов пожара и особенностей
пожарной опасности используемого технологического оборудования различных
производств ведет к возрастанию материальных и людских потерь, что
подтверждается статистикой пожаров последних лет.
На территории Российской Федерации в среднем за год происходит 168
200 пожаров, прямой ущерб от которых составляет 16 800 млн. рублей. На
пожарах погибает 11 900 человека, 12 500 человек получают травмы.
Наблюдается снижение по количеству пожаров на 6%, по количеству погибших
на 8%, по количество травмированных на 5%,но материальный ущерб
увеличивается в среднем на 15%.
Основную массу нефти составляют углеводороды трех гомологичных
рядов – алканы, циклоалканы и арены. Однако наиболее широко представлены
углеводороды смешанного (гибридного) строения. Алкены и алкадиены, как
правило, в нефти не содержатся, хотя редко, но могут присутствовать.
Сырая нефть содержит большое количество механических примесей,
воду, растворенные неорганические соли. Наличие указанных соединений в
нефти наносит ущерб нефтеперерабатывающей промышленности и повышает
пожарную опасность технологических установок. С целью очистки нефти ее
подвергают предварительной обработке на различных установках.
Принципиальная схема нефтеперерабатывающего завода представлена
на рис. 8.8. Назначение завода – получение из нефти различных видов
237
моторных и котельных топлив, масел, сжиженных углеводородных газов,
кокса, парафина, серы и других продуктов. Для реализации указанных на схеме
процессов на НПЗ имеется целый ряд производств (установок, цехов) и
складов, сырьевой резервуарный парк и склады готовой продукции (твердой,
сжиженной
и
газообразной),
установки
электрообессоливания
(ЭЛОУ),
атмосферной перегонки нефти (АТ) и вакуумной перегонки мазута (ВТ),
термического и каталитического крекинга и риформинга, гидроочистки
дизельного топлива и керосина, газофракционирования и стабилизации
бензина, получения масел и элементарной серы, коксования и получения
битума и другие. Каждая установка состоит из набора аппаратов и машин
различного назначения.
В начале перегонку нефти осуществляют под давлением близким к
атмосферному (Р = 0,11 – 0,12 МПа). При этом из нефти выделяются более
легкие фракции, которые называют светлыми нефтепродуктами – бензин,
лигроин, керосин, дизельные топлива. Остатком после атмосферной перегонки
нефти является мазут. Установки, предназначенные для перегонки нефти до
мазута называются атмосферными трубчатками (АТ). В свою очередь мазут
также подвергается перегонке и из него получают различные масляные
фракции и тяжелый остаток – гудрон. Процесс перегонки мазута до гудрона
осуществляют под вакуумом. Установки по переработке называют вакуумными
трубчатками (ВТ).
На
современных
нефтеперерабатывающих
заводах
сооружаются
установки, которые позволяют производить перегонку нефти сразу до гудрона.
Они состоят из двух взаимосвязанных частей – атмосферной и вакуумной.
Такие установки называют атмосферновакуумные трубчатки (АВТ).
Вторичная
переработка
нефти
предполагает
проведение
ряда
химических процессов, направленных на увеличение количества светлых
нефтепродуктов.
Рассмотрим подробнее вопросы подготовки нефти к переработке и
первичной переработки.
238
Нефть, добытая на нефтепромыслах содержит большое количество
механических примесей, которые засоряют коммуникации технологических
линий, аппараты и емкости. В результате отложения солей и грязи полезный
объем трубопроводов и аппаратов уменьшается. Соли и пески вызывают
сильную эрозию металлических поверхностей, преждевременный износ и
разрушение технологического оборудования.
Рис. 8.8 – Принципиальная схема нефтеперерабатывающего завода
Разделение нефтяной эмульсии с целью удаления воды, соли и грязи
может осуществляться несколькими путями. Основные – отстаивание,
термическая
или
термохимическая
очистка,
электрообезвоживание.
239
электрообессоливание
и
В процессе отстоя за счет гравитационных сил капли воды,
находящейся в эмульсии отделяются от нее. Для ускорения процесса отстоя
повышают температуру эмульсии и добавляют деэмульгаторы (чаще всего
ПАВ).
Процессы
химической
и
термохимической
очистки
нефти
осуществляются на установках ТХУ. С их помощью из нефти выделяются
водонерастворимые соли. Сущность процесса состоит в добавлении к нефти
щелочи или кислоты, дающих водорастворимые соли.
Процессы электрообессоливания и электрообезвоживания являются
наиболее эффективными и на сегоднешний день практически вытеснили все
другие способы.
Рис. 8.9 – Принципиальная схема ЭЛОУ
где: 1, 3, 4, 5 - насосы; 2 - теплообменник; 6 - смесители; 7 термохимический отстойник; 8, 9 - электродегидраторы; 10 - линия подачи
очищенной нефти на установку первичной переработки. I - сырая нефть;
II - деэмульгатор; III – горячая вода; IV - раствор щелочи
Электрообессоливание и обезвоживание осуществляется на установках
ЭЛОУ (рис. 8.9). Эмульсионная нефть сырьевыми насосами 1 подается в
кожухотрубчатый теплообменник 2, где подогревается до температуры 90-110
240
°С с целью снижения вязкости. Чтобы ускорить процесс расслоения нефтяной
эмульсии, в нее добавляют деэмульгаторы, которые, снижая поверхностное
натяжение водяных капель, способствуют их свободному слиянию при
соударении друг с другом. Нефть, кроме того, смешивают с горячей водой, в
которой растворяются соли или щелочи или кислоты для перевода
нерастворимых солей в растворимые. Подача осуществляется насосами 3, 4 и 5,
а смешивание с нефтью в смесителях 6. Полученная смесь поступает в
отстойник 7, где частично отделяется от механических примесей и
растворенных солей. Предварительно очищенная эмульсия выводится из
верхней части отстойника и проходит последовательно электродегидраторы 8 и
9. Это основные аппараты электрообессоливающих и обезвоживающих
установок.
Электродегидраторы и обезвоживающие установки по конструкции
могут быть горизонтальными, шаровыми и вертикальными. Наиболее часто
используются шаровые конструкции.
Шаровой
электродегидратор
(рис.
8.10)
представляет
собой
сферическую емкость диаметром около 10 м, установленную на бетонный
фундамент. Внутри на специальных изоляторах находятся три пары электродов
в виде наборов концентрических колец из полосового алюминия. Расстояние
между электродами 1,5-1,7 метров. Электроды питаются током высокого
напряжения от трансформаторов 3.
Принцип работы электродегидратора заключается в воздействии на
стойкую вводно-нефтяную эмульсию полем переменного электрического поля
высокого напряжения (до 40000В). Эмульсионную нефть вводят снизу по
трубам, снабженным смесителями 6. Под действием электрического поля
глобулы
эмульсии
приобретают
электрический
заряд
и
стремятся
расположиться вдоль силовых линий поля. Это обусловлено сравнительно
высокой электрической проводимостью воды по отношению к нефти.
Элементарные глобулы образуют между электродами водяные нити-цепочки,
что вызывает увеличение проводимости эмульсии и увеличение протекающего
241
через нее тока. Между цепочками глобул возникают силы электрического поля,
ведущие к пробою, разрыву оболочек и слиянию глобул в капли. При
увеличении размеров капель они начинают быстро оседать и, таким путем, из
эмульсии выделяется чистая вода.
Рис. 8.10 – Шаровой электродегидратор
где: 1 – линия подачи эмульсионной нефти; 2 – электроды; 3 –
трансформатор; 4 – проходной изолятор; 5 – изолятор; 6 – распылительная
головка; 7 – линия подачи очищенной нефти на установку первичной
переработки; 8 – корпус электродегидратора; 9 – уровень раздела фаз; 10 –
опора; 11 – фундамент
При вводе эмульсии в электрическое поле, созданное переменным
током, скорость слияния глобул увеличивается в пять раз.
242
Обессоленная
и
обезвоженная
нефть
из
верхней
части
электродегидратора подается по трубопроводу 7 к сырьевым насосам, а
отстоявшаяся вода сбрасывается в промышленную канализацию.
Так как процессы электрообессоливания и электрообезвоживания
обладают
повышенной
рассмотреть
пожарной
особенности
опасностью
пожарной
необходимо
опасности
отдельно
нефтеочистительных
установок.
Факторы пожарной опасности ЭЛОУ.
Она характеризуется:
наличием
большого
количества
нефти,
обращающейся
в
технологическом оборудовании.
возможностью образования горючей среды внутри технологического
оборудования и системах промышленной канализации.
возможностью повреждения корпуса термохимического отстойника и
электродегидратора из-за образования повышенного давления, коррозии и
температурного воздействия.
высокой вероятностью возникновения источников зажигания.
возможностью быстрого распространения пожара.
Разберем подробнее некоторые факторы пожарной опасности.
Горючая среда. В нормальном рабочем режиме образоваться не может,
так как отсутствует паровоздушный объем и рабочая температура превышает
значение верхнего температурного предела воспламенения.
Опасность образования горючей концентрации появляется в аппаратах в
период пуска или остановки. В период пуска основная причина образования
горючей среды – возможность контакта горючих паров с кислородом воздуха,
находящегося в объеме аппарата, а при остановке оборудования основные
причины связаны с поступлением наружного воздуха через открытые люки,
243
снижением температурного режима до достижения значения температуры
вспышки, неполное удаление из аппарата горючих веществ.
Но наибольшую опасность при эксплуатации ЭЛОУ представляет
повреждение технологического оборудования. Поскольку рабочая температура
нефти в аппаратах значительно превышает температуру вспышки, то при
выходе нефти наружу образование горючих концентраций становится
неизбежным. Причины повреждений связаны с образованием повышенного
давления, воздействием высоких температур, коррозионным и эрозионным
износом.
К повышению давления приводит увеличение производительности
насосов,
увеличение
гидравлического
сопротивления
в
трубопроводах,
повышение рабочей температуры эмульсионной нефти, резкое понижение
давления
в
аппаратах,
образование
в
электродегидраторах
мощной
электрической дуги.
Опасные
температурные
воздействия
вызываются
в
основном
длительным действием нормальной рабочей температуры на материал
проходных изоляторов электродегидраторов (бушингов). Поскольку бушинги
наиболее часто изготавливаются из пластмасс, то длительное действие рабочих
температур,
как
правило,
приводит
к
их
постепенному
износу
и
разгерметизации мест уплотнения. Кроме того опасность представляет
возникновение мощной электрической дуги, что в сочетании с высокой
температурой может привести к прогоранию корпуса аппарата.
Коррозия связана с наличием в нефти серы (химическая коррозия) и
воды (электрохимическая коррозия). Наиболее интенсивно коррозионные
процессы протекают в нижней части аппарата.
Наличие в сырой нефти механических примесей вызывает эрозионный
износ. Ударяясь о материал стенки оборудования, частицы разрушают ее
поверхность и, тем самым истончаются стенки.
Источниками зажигания, специфичными для ЭЛОУ являются искры и
электрические дуги, возникающие при пробои изоляторов, короткие
244
замыкания, перегрев трансформаторов, искровые разряды статического
электричества, теплота самовозгорания сернистых соединений железа и др.
Для того, чтобы предупредить образование горючей среды необходимо
при проектировании ЭЛОУ выполнять ряд требований противопожарной
безопасности.
Установки для первичной переработки нефти.
Установки
первичной
переработки
нефти
представляют
собой
совокупность технологического оборудования, предназначенного для нагрева
нефти, ее ректификации, а также конденсации и охлаждения продуктов
переработки. Для отбора светлых нефтепродуктов первичная переработка
производится на атмосферных трубчатых установках (АТ) или на атмосферных
секциях комбинированных установок АВТ.
Схемы атмосферной перегонки могут отличаться. Основные из них
следующие:
однократное испарение в одной ректификационной колонне;
двукратное испарение в двух последовательно расположенных
колоннах;
перегонка с предварительным испарением легких фракций в колонне
предварительного испарения (испарителе), или эвапораторе.
По перечисленным основным схемам построено и находится в
эксплуатации большое число мощных индивидуальных и комбинированных
технологических установок.
Перегонка сырой, не обессоленной нефти по схеме однократного
испарения проводится следующим образом (рис. 8.11). Сырая нефть нагретая
горячими потоками в теплообменнике 2, направляется в электродегидратор 3,
где производится ее очистка от вредных примесей. С электродегидратора
очищенная нефть через теплообменник 4 подается для более высокого нагрева
в трубчатую печь 5. В змеевиках трубчатой печи нефть нагревается до
температуры 330–350 0С и подается в ректификационную колонну 6, где
245
происходит однократное ее испарение и разделение на требуемые фракции.
При большом содержании в нефти растворенного газа и низкокипящих
фракций переработка ее по схеме однократного испарения затруднена. Это
обусловлено прежде всего тем, что внутри технологического оборудования
создается повышенное давление. Кроме того, при этом значительно возрастает
нагрузка на трубчатые печи и ректификационные колонны.
Рис. 8.11 – Принципиальная схема установки АТ с однократным
испарением нефти
где: 1 – сырьевой насос; 2, 4 – теплообменники; 3 – электродегидратор; 5
– трубчатая печь; 6 – ректификационная колонна; I – сырая нефть; II – вода и
соли; III-VII – фракции светлых нефтепродуктов; VIII – мазут; IX – водяной пар
В связи с увеличением масштабов переработки загазованных нефтей
наиболее распространена перегонка нефти по схеме двукратного испарения –
в двух ректификационных колоннах (рис. 8.12).
Предварительно очищенная нефть забирается насосом 1 и после нагрева
за счет тепла горячих потоков в теплообменнике 2 поступает в первую
ректификационную колонну 3 (число тарелок 28). Газы и легкие бензиновые
пары удаляются из верхней части колонны и поступают в конденсаторхолодильник 4. Полуотбензиненная нефть из нижней части колонны насосом 5
246
подается для нагрева в трубчатые печи 6 и из них направляется в основную
ректификационную
колонну
полуотбензиненной
нефти
7
(число
возвращается
тарелок
из
40).
печей
Часть
6
в
нагретой
первую
ректификационную колонну 3 для получения дополнительного количества
теплоты. Колонна 7 оборудована трехсекционной отпарной колонной 8,
использование которой позволяет получить более чистые фракции светлых
нефтепродуктов.
Рис. 8.12 – Принципиальная схема установки АТ с двукратным
испарением нефти:
где: 1 – сырьевой насос; 2 – теплообменник; 3 – первая ректификационная
колонна; 4 – конденсатор-холодильник; 5 – насос полуотбензиненной нефти; 6
– трубчатые печи; 7 – основная ректификационная колонна; 8 – отпарная
колонна; 9 – теплообменники; 10 – холодильники; I – очищенная нефть; II –
легкая фракция; III – флегма; IV –нагретая полуотбензиненная нефть; V – смесь
водяных и бензиновых паров; VI - VIII – фракции светлых нефтепродуктов; IX
– мазут; X – водяной пар; XI – промежуточное циркуляционное орошение
По такой схеме перерабатываются нефти с большим содержанием
легкокипящих бензиновых компонентов и газа. В результате предварительного
247
выделения из нефти попутного газа и части бензиновых компонентов внутри
технологического предупреждается образование повышенного давления и
одновременно снижается нагрузка на трубчатые печи и ректификационные
колонны.
Рис. 8.13 – Принципиальна схема установки АТ с колонной
предварительного испарения
где: 1 – сырьевой насос; 2, 4 – теплообменники; 3 – электродегидратор;
5– испаритель (эвапоратор); 6 – насос; 7 – трубчатая печь; 8 –
ректификационная колонна; I – сырая нефть; II – вода и соли; III – парогазовая
смесь; IV – смесь водяных и бензиновых паров; V – флегма; VI - VIII – фракции
светлых нефтепродуктов; IX – мазут; X – водяной пар
На
некоторых
эксплуатации
испарением
нефтеперерабатывающих
установки
легких
первичной
фракций
в
перегонки
колонне
заводах
с
находятся
в
предварительным
предварительного
испарения
(испарителе), или эвапораторе. Перегонка нефти по схеме предварительного
испарения показана на рис. 8.13. Нефть забирается насосом 1 и прокачивается
через теплообменник 2 в дегидратор 3. После очистки подготовленная нефть
дополнительно нагревается в теплообменнике 4 и поступает в испаритель 5.
Испаритель представляет собой пустотелую цилиндрическую колонну, в
которой отделяются легкие компоненты. Количество продуктов в паровой фазе
зависит от степени предварительного подогрева нефти. Из нижней части
испарителя 5 поток полуотбензиненной нефти прокачивается насосом 6 через
248
трубчатую печь 7 и вводится в ректификационную колонну 8. Легкие фракции,
отделившиеся в испарителе, также подаются в колонну 8 и вместе с более
высококипящими фракциями подвергаются ректификации.
В результате предварительного испарения легких фракций разгружается
трубчатая
печь
и
снижается
давление
в
змеевиках.
Одновременная
ректификация в одной колонне легких и тяжелых фракций позволяет несколько
снизить необходимую температуру нагрева. Кроме того, при этом не требуются
самостоятельные
конденсационные
устройства
для
охлаждения
паров,
выходящих из первой колонны при двухколонной схеме (рис. 8.13); отпадает
необходимость в сложных дополнительных аппаратах, насосах; снижаются
энергетические затраты. Такая схема приемлема для переработки стабильных
нефтей, не содержащих большого количества свободных газов (не более 1-1,5
% от массы нефти).
Рис. 8.14 – Перегонка мазута по схеме однократного испарения
где: 1 – насосы; 2 – трубчатая печь; 3 – вакуумная колонна; 4 –
конденсаторы; 5 – теплообменники; I – мазут; II – водяной пар; III – продукты
разложения в вакуум-систему; IV – флегма; V – холодная нефть; VI - VIII –
вакуумдистилляты; IX – гудрон
Остатком атмосферной перегонки является мазут. В зависимости от
потребности в тех или иных товарных нефтепродуктах мазут может
249
подвергаться либо вторичной переработке на установках крекинга либо
вакуумной перегонке с получением масляных дистиллятов. Перегонка мазута
может быть осуществлена на самостоятельных
установках
вакуумной
перегонки (вакуумных трубчатках) или на вакуумных секциях атмосферновакуумных трубчаток (АВТ). Существуют следующие технологические схемы
перегонки мазута:
однократное испарение в одной вакуумной колонне;
однократное испарение с применением отпарных колонн;
двухкратное испарение в двух последовательно расположенных
вакуумных колоннах;
двухкратное испарение в двух последовательно расположенных
вакуумных колоннах с отпарными секциями.
На рис. 8.14 показана схема перегонки мазута с однократным
испарением в одной вакуумной колонне. Мазут из ректификационной
колонны атмосферной части насосом 1 прокачивается через трубчатую печь 2 и
подается в вакуумную колонну 3. В колонне 3 протекает однократное
испарение мазута, нагретого до 415–420 0С. Перегонка мазута осуществляется с
водяным паром. Боковые погоны – вакуумные дистилляты ─ отбираются с
определенных тарелок насосами 1 и направляются через теплообменники 4 и
холодильники 5 в соответствующие емкости. При получении в вакуумной
колонне однократного испарения двух или трех масляных дистиллятов их
качество
по
фракционному
составу
не
обеспечивается:
происходит
значительное налегание однократного испарения соседних фракций по
температурам кипения. Нередко в мазуте прямой перегонки остается
сравнительно низкокипящая соляровая фракция, выделение которой создает
дополнительную нагрузку для вакуумной колонны.
С целью улучшения погоноразделительной способности вакуумной
секции установок АВТ было предложено дополнительное сооружение
отпарных
колонн.
При
этом
количество
отпарных
колонн
соответствовать числу масляных фракций, отбираемых в виде боковых
250
должно
погонов.
Перегонка мазута по схеме однократного испарения с применением
отпарной колонны показана на рис. 8.15. Нагретый в трубчатой печи 1 до 415–
420 0С мазут направляется в вакуумную колонну 3. Из верхней части колонны
отводится первая боковая фракция ─ тяжелый газойль или соляр. Ниже с
соответствующих тарелок две боковые масляные фракции отводятся в
отпарную колонну 7. Пары из отпарной колонны возвращаются в вакуумную
колонну. Дистиллятные фракции забираются насосами и через теплообменники
6 и холодильники 8 выводятся с установки. В отпарную колонну 7 вводят
перегретый водяной пар.
Рис. 8.15 – Перегонка мазута по схеме однократного испарения с
применением отпарной колонны
где: 1 – трубчатая печь; 2 – теплообменники для циркуляционного
орошения; 3 – вакуумная колонна; 4 – барометрический конденсатор; 5 –
вакуум-насос; 6 – теплообменники для подогрева нефти; 7 – двухсекционная
отпарная колонна; 8 – холодильники; I – мазут; II - водяной пар; III - вода; IV –
газы разложения; V – флегма; VI - VIII – вакуумные дистилляты; IX – гудрон
Дальнейшим
усовершенствованием
вакуумной
перегонки
мазута
явилось применение на установке двух вакуумных колонн (схема двухкратного
испарения). В первой (основной) вакуумной колонне выделяется широкая
вакуумная фракция, а во второй она разделяется на узкие маслянистые фракции
требуемых качеств.
251
Рис. 8.16 – Перегонка мазута по схеме двухкратного испарения (в двух
вакуумных колоннах)
где: 1 – первая вакуумная колонна (основная); 2 – вторая вакуумная
колонна; 3 – насосы; 4 – теплообменники; 5 – трубчатая печь; I – мазут; II –
гудрон; III – верхняя фракция; IV – продукты разложения в вакуумную
систему; V - VII – вакуумные дистилляты; VIII – широкая вакуумная фракция;
IX – водяной пар
На рис. 8.16 приведен один из вариантов перегонки мазута по схеме
двукратного испарения. Горячий мазут при 310 – 315 0С насосом отбирается
из нижней части основной ректификационной колонны атмосферной секции,
нагревается до 410 – 420 0С в трубчатой печи 5 и далее прокачивается в первую
(основную) вакуумную колонну 1. В этой колонне широкая вакуумная фракция
отделяется от тяжелого остатка ─ гудрона. При работе установки по топливной
схеме широкая вакуумная фракция отбирается с 6-ой или 7-ой тарелки первой
вакуумной колонны и используется в качестве сырья для каталитического
крекинга. При работе же установки по масляной схеме широкая вакуумная
фракция
после
дополнительного
подогрева
горячим
гудроном
в
теплообменнике перекачивается в среднюю часть второй вакуумной колонны 2.
Недостающее тепло сообщается в нижнюю часть этой колонны фракцией с
температурой 420 – 490 0С, пропускаемой через печь.
252
Основное преимущество этой схемы – возможность работы установки
по топливной или топливно-масляной схеме. При этом удается получать
масляные дистилляты улучшенного фракционного состава.
Один из недостатков схемы – вторичный подогрев масляных фракций в
радиантной секции печи, который может привести к их термическому
разложению. Кроме того, не удается достичь четкого фракционирования –
наблюдается
значительное
налегание
соседних
масляных
фракций
по
температурам начала и конца кипения. Поэтому потребовалось дальнейшее
усовершенствование технологии переработки мазута.
Рис. 8.17 – Схема перегонки мазута в двух колоннах с отпарными
секциями
где: 1 – трубчатая печь; 2 – первая вакуумная колонна; 3 – вторая
вакуумная колонна; 4 – отпарная колонна; 5 – насосы; 6 –теплообменники; 7 –
холодильники; I – мазут из колонны АТ; II – гудрон; III – водяной пар; IV –
флегма; V – газы разложения; VI - VIII – вакуумные дистилляты;
IX – остаток второй колонны
На рис. 8.17 представлен другой вариант перегонки мазута в двух
колоннах с отпарными секциями. Первая вакуумная колонна 2 служит для
выделения из мазута широкой вакуумной фракции. Во второй вакуумной
колонне 3 эту фракцию подвергают ректификации для получения трех
253
масляных дистиллятов. Из них две фракции отводят в виде боковых погонов, а
третью фракцию выводят с низа колонны. С целью улучшения фракционного
состава масляные дистилляты дополнительно отпаривают в выносной отпарной
колонне 4. Содержащийся в широкой фракции легкий дистиллят, выкипающий
до 350 0С, удаляется с верхних тарелок второй вакуумной колонны. Во все три
колонны подается водяной пар. По числу боковых масляных погонов
вакуумная колонна снабжается тремя циркулирующими промежуточными
орошениями. Тепло циркулирующих промежуточных орошений колонн
используется для подогрева нефти. Масляные дистилляты, получаемые на
установке, удовлетворяют по своему фракционному составу техническим
нормам.
Таким образом, схема перегонки мазута в двух вакуумных колоннах
имеет следующие преимущества: установка может работать по топливной и по
масляной схеме; можно получать более качественные масляные дистилляты
(заданного фракционного состава); более эффективно используется избыточное
тепло
в
двух
вакуумных
колоннах
циркуляционных
орошений.
К
установок
относятся:
пяти
недостаткам
значительный
расход
-
шести
промежуточных
двухколонных
металла
на
вакуумных
изготовление
дополнительной аппаратуры и коммуникаций; некоторые осложнения при
эксплуатации установки; увеличение капиталовложений на строительство и
дополнительную аппаратуру.
8.4 Пожарная
опасность
и
основные
противопожарные
мероприятия при проектировании и эксплуатации установок первичной
перегонки нефти
Пожарная
опасность
установок
первичной
перегонки
нефти
характеризуется следующими факторами:
наличием большого количества нефти и нефтепродуктов, у которых
254
показатели пожарной опасности колеблются в широких пределах. Так, в
некоторых
аппаратах
(ректификационных
колоннах,
трубчатых
печах)
одновременно может находиться от 20 до 30 тон нефти и нефтепродуктов.
Значения температуры вспышки tвсп различных веществ составляют: у нефтей ─
от -35 до +36 0С и выше, бензинов ─ от -36 до -7 0С, лигроинов ─ от -7 до +17
0
С, керосинов ─ от +15 до +60 0С и выше, мазутов ─ от +60 до +120 0С,
минеральных масел ─ от +120 до +220 0С;
возможностью образования горючей среды внутри технологического
оборудования и на открытой технологической площадке;
возможностью повреждения стенок аппаратов и трубопроводов в
процессе эксплуатации;
расположением аппаратуры с нефтепродуктами высоко над уровнем
земли, что при аварии может вызвать разлив и растекание их на значительной
площади;
возможностью
самовоспламенения
веществ
при
выходе
огня
трубчатых
из
ректификационных колонн;
постоянным
наличием
открытого
в
печах,
расположенных в комплексе с аппаратами, являющимися потенциальными
источниками загазованности технологической площадки;
возможностью взрыва в топочном пространстве и боровах трубчатых
печей;
наличием разветвленной системы продуктопроводов и инженерных
коммуникаций, по которым возможно быстрое распространение пожара.
Особенности пожарной опасности трубчатых печей и теплообменных
аппаратов, входящих в состав установок первичной переработки нефти,
подробно рассмотрены в специальной литературе. В настоящем пособии
рассматриваются в основном пожаровзрывоопасные факторы, связанные с
эксплуатацией основных аппаратов установок ─ ректификационных колонн.
255
Причины
образования
горючей
среды
внутри
технологического
оборудования
При установившемся режиме работе установок первичной переработки
нефти возможность образования горючих смесей внутри ректификационных
колонн, в подогревателях, дефлегматорах, сепараторах и холодильникахконденсаторах практически исключена, так как весь их объем полностью
заполнен горючими продуктами (нефтью, дистиллятами и их парами) и,
вследствие этого, паровоздушный объем в аппаратах отсутствует. Кроме того, в
ректификационных колоннах флегма на тарелках находится при температуре
кипения, то есть кипит, а это значит, что рабочая температура ТР в колоннах
всегда превышает значение верхнего температурного предела воспламенения
ТВПВ.
Опасность образования горючей среды внутри колонн и других
аппаратов ректификационных установок может возникать в периоды их
остановки и пуска в эксплуатацию. Так, в колпачковых и клапанных колоннах
после прекращения их работы на тарелках всегда остается слой флегмы,
соответствующий высоте сливных патрубков. Удаление оставшейся флегмы
требует промывки водой и длительного пропаривания. Наряду с этим в нижней
части ректификационных колонн находится большое количество остатка
(высококипящего нефтепродукта).
Неполное освобождение колонны от горючих веществ, неполное
отключение от всех связанных с ней аппаратов и недостаточная продувка
водяным паром могут привести при открывании люков к образованию
взрывоопасных концентраций внутри колонны. В процессе пуска колонны в
эксплуатацию горючая среда может образоваться из-за неполного удаления из
системы воздуха.
В вакуумных колоннах АВТ или ВТ при образовании неплотностей или
повреждений возможен подсос наружного воздуха. В результате этого могут
произойти две различные ситуации, которые в основном зависят от места
повреждения по высоте колонны и от температурного режима. Если Траб > Тcв
256
фракции на соответствующей месту повреждения тарелке, то пары продукта,
смешиваясь с воздухом, воспламенятся и установится диффузионное горение
внутри колонны в виде факела. Если Траб < Тсв нефтепродукта, то
подсасываемый воздух, смешиваясь с парами, будет образовывать горючую
концентрацию. При этом возможен взрыв внутри аппарата.
Причины образования горючей среды на технологических площадках
Горючая среда на технологических площадках, где расположены
установки первичной переработки нефти, может образоваться в случае выхода
нагретых нефтепродуктов из аппаратов и трубопроводов при образовании
неплотностей
и
повреждений.
Последствия
утечек
зависят
от
места
повреждения, от рабочей температуры в аппаратах и от пожаровзрывоопасных
свойств выходящих веществ. Так, если температура выходящего нефтепродукта
не будет превышать значения температуры вспышки ТВПC , то образование
горючей смеси исключено. Если же Траб > ТВПС, то будет иметь место
загазованность
технологического
участка
с
образованием
горючих
концентраций. А если рабочая температура нефтепродукта будет превышать
значение температуры самовоспламенения ТСВ, то его контакт с воздухом
приведет к возникновению пламенного горения.
В ректификационных колоннах рабочая температура по высоте
неодинакова. В нижней части наблюдается максимум температуры, в верхней –
минимум. Исходя из этого, можно сделать вывод о том, что возможность
самовоспламенения смеси наиболее вероятна при выходе веществ из нижней
части колонны. В остальных случаях будет наблюдаться загазованность
территории с образованием горючих концентраций.
Следует отметить, что утечка нефтепродуктов с загазовыванием
территории более опасна, чем горение струи выходящего продукта или
разлившейся жидкости. Это обусловлено тем, что смесь паров с воздухом
может воспламениться от любого источника зажигания, и вследствие этого
огнем мгновенно будет охвачена вся территория и аппараты, расположенные на
257
ней.
В процессе эксплуатации ректификационных колонн неплотности чаще
всего образуются в местах соединения отдельных конструктивных элементов.
Так, наряду с цельносварными ректификационными колоннами, встречаются
колонны, у которых корпус собирается из отдельных колец, называемых
царгами.
Царги
соединяются
между
собой
посредством
фланцев
с
уплотнительными прокладками. Кроме того, ректификационные колонны
имеют значительное количество люков, лазов, смотровых окон, патрубков для
присоединения трубопроводов, контрольных приборов, регулирующих и
защитных устройств. Все эти места опасны тем, что могут быть причиной
утечек продуктов.
Характерные источники зажигания и пути распространения
пожара.
Взрывы и пожары при на участках первичной переработки нефти
неизбежны только в тех случаях, когда одновременно с выходом из аппаратов
нефтепродуктов и образованием горючей среды возможно появление какоголибо источника зажигания. В связи с этим необходимо уметь прогнозировать
возможные ситуации, связанные с появлением источников зажигания, и
назначать профилактические мероприятия по их предупреждению.
Источниками зажигания горючих смесей на участках первичной
переработки нефти могут явиться:
открытый
огонь
и
высоконагретые
конструктивные
элементы
трубчатых печей;
пламя факельных установок, предназначенных для сжигания газовых
выбросов;
искровые разряды статического электричества;
теплота самовозгорания пирофорных отложений;
искры, вылетающие из выхлопных труб автомашин (в том числе и
пожарных автомобилей);
258
тепловые проявления (искры, дуги, перегрев и т.п.), возникающие при
аварийных режимах работы силового и осветительного электрооборудования, а
также
при
несоответствии
эксплуатируемого
электрооборудования
требованиям Правил устройства электроустановок;
искровые разряды молнии;
искры при работе стальным инструментом;
искры и открытое пламя при проведении огневых работ.
Возникший на участке первичной перегонки нефти пожар может
распространиться
паровоздушным
по
поверхности
облакам,
по
разлившихся
пропитанной
нефтепродуктов,
горючими
по
продуктами
теплоизоляции, а также по технологическим трубопроводам и коммуникациям
системы канализации. Локализовать и ликвидировать пожар будет тем труднее,
чем больше горючих веществ выйдет наружу, чем выше от уровня земли будет
находится поврежденный участок, а также чем больше аппаратов и установок
окажется под воздействием высокой температуры пожара.
8.5 Основные противопожарные мероприятия при проектировании
и эксплуатации установок первичной перегонки нефти
Специфические требования пожарной безопасности к трубчатым печам
и теплообменным аппаратам, входящим в состав установок первичной
переработки нефти, в настоящем разделе не рассматриваются, поскольку
приведены
в
специальной
литературе.
В
этом
разделе
в
основном
рассматриваются мероприятия и технические решения, направленные на
обеспечение пожарной безопасности ректификационных колонн.
Для
предупреждения
ректификационных
колонн
образования
и
на
горючей
технологической
среды
площадке
проектировании должны быть учтены следующие особенности:
259
внутри
при
1. Ректификационные колонны должны быть обеспечены системами
автоматического контроля за основными рабочими параметрами и системами
автоматического регулирования. Автоматическому регулированию подлежат:
расход исходной смеси, подаваемой в колонну;
температура в нижней и верхней частях колонны, а также температура
исходной смеси. Автоматическое регулирование температуры верха колонны
должно осуществляться путем изменения количества подаваемой в колонну
флегмы, а регулирование температуры низа колонны и начальной смеси –
путем регулировки подачи теплоносителя в подогреватели;
давление в колонне (должно регулироваться путем изменения
количества отбираемого из сепаратора пара);
уровень жидкости в кубе колонны (должен регулироваться путем
изменения количества отбираемого остатка);
подача хладоагента в дефлегматоры и конденсаторы в зависимости от
давления и температуры подаваемых на конденсацию паров, а также в
зависимости от температуры самого хладоагента на выходе из аппаратов.
Предельно допустимые значения основных рабочих параметров должны
быть указаны в технологических регламентах и инструкциях.
При проектировании установок низкотемпературной ректификации,
необходимо отводные линии оборудовать сепараторами с дренажными
линиями. При этом сепараторы должны быть обеспечены системами контроля
за уровнем уловленной жидкости.
В процессе эксплуатации установок первичной перегонки нефти
необходимо
строго
руководствоваться
требованиями
технологического
регламента и производственных инструкций. Как отмечалось ранее, наиболее
опасными периодами работы установок являются их остановка и пуск в
эксплуатацию. Для предупреждения образования горючей среды в период
остановки ректификационных колонн на очистку или ремонт необходимо
соблюдать следующую последовательность операций. В начале следует
прекратить подачу в колонну сырья и флегмы, прекратить обогрев куба
260
колонны и произвести герметичное отключение всех связанных с ней аппаратов
и трубопроводов. После этого должно производится полное удаление из
колонны горючих веществ.
Колонны с ситчатыми и провальными тарелками сравнительно легко
освобождаются
от
жидкости,
поскольку
в
таких
колоннах
жидкость
самостоятельно стекает вниз и выводится из куба по технологическим
трубопроводам. В колпачковых и клапанных колоннах освобождение от
жидкости затруднено, поскольку на тарелках всегда остается слой флегмы,
соответствующий высоте сливных патрубков. В связи с этим для полного
удаления флегмы необходимо произвести многократную промывку таких
колонн горячей водой с последующей пропаркой водяным паром или
продувкой инертным газом. Окончание продувки определяется путем анализа
отходящих газов на присутствие горючих веществ.
После окончания продувки приступают к открыванию люков на корпусе
колонны. Для того чтобы исключить возможность попадания внутрь колонны
воздуха, люки открывают, продолжая подавать внутрь колонны водяной пар
или инертный газ. Открывание люков должно производиться в строгой
последовательности снизу вверх. При
этом исключается
возможность
интенсивной вентиляции колонны воздухом при одновременном открывании
нижнего и верхнего люков. К ремонтным работам и очистке допускается
приступать только после дополнительного анализа среды внутри колонны на
содержание горючих паров и газов.
Для предупреждения образования горючей среды в период пуска
ректификационной колонны необходимо обеспечить полное удаление из нее
воздуха. При этом также производится продувка колонны водяным паром или
инертным газом. После продувки колонны паром необходимо избавиться от
остатков конденсата, поскольку его наличие в кубе может привести к
значительному повышению давления при достижении в колонне рабочей
температуры.
С целью контроля за состоянием технологического оборудования
261
установок первичной переработки нефти на предприятии должен быть
составлен график планово-предупредительного ремонта, в соответствие с
которым оборудование выводится из эксплуатации для осмотра, очистки,
ремонта и проведения испытаний. В процессе эксплуатации установок
необходимо обеспечивать визуальный контроль за состоянием фланцевых
соединений, арматуры и другими возможными местами утечек. При
обнаружении пропитанной нефтепродуктами изоляции необходимо выяснить
причины утечек и принять меры для их устранения. При необходимости
оборудование
должно
выводиться
из
эксплуатации.
Пропитанная
нефтепродуктами изоляция должна заменяться.
Предупреждение возникновения источников зажигания должно
обеспечиваться выполнением следующих мероприятий и технических решений.
Прежде всего при проектировании установок первичной переработки нефти
необходимо
предусматривать
целый
комплекс решений,
исключающих
возможность воспламенения горючих смесей от открытого пламени и
высоконагретых конструктивных элементов трубчатых печей. К таким
техническим решениям относятся:
размещение трубчатых печей с наветренной стороны по отношению к
аппаратам, из которых возможны выбросы горючих веществ;
устройство противопожарных разрывов между трубчатыми печами и
аппаратами с горючими веществами (по расчету, но не менее нормативных
значений);
устройство между печами и аппаратами защитных экранов в виде
стен, оборудованных по периметру перфорированными трубопроводами для
создания паровой завесы. В качестве защитных экранов могут также выступать
закрытые здания с неопасной технологией;
защита
теплоизоляцией
высоконагретых
наружных
элементов
трубчатых печей, чтобы их температура не превышала 80 % от наименьшей
температуры самовоспламенения веществ, применяемых в соседних аппаратах;
устройство по периметру печей паровых завес, которые обеспечат не
262
только экранирование, но и флегматизацию горючей среды водяным паром.
Для
предупреждения
опасного
проявления
открытого
пламени
факельной системы необходимо предусматривать рациональное размещение
факельных труб в зависимости от рельефа местности (предпочтительнее на
вышележащих
участках
территории
предприятия)
и
направления
господствующих ветров (с учетом возможного разлета искр и максимального
отклонения факела пламени). Высоту факельных труб необходимо определять
расчетом с учетом теплового излучения.
Во
избежание
образования
искровых
разрядов
статического
электричества все аппараты и трубопроводы установок первичной переработки
нефти должны быть надежно заземлены и представлять собой единый
проводник электрического тока. В местах фланцевых соединений необходимо
предусматривать специальные перемычки из металлической проволоки,
обеспечивающие хороший контакт между фланцами, изолированными друг от
друга неэлектропроводными прокладками.
Для предупреждения самовозгорания сернистых соединений железа
прежде всего необходимо не допускать их образования вообще (путем защиты
внутренней поверхности аппаратов изолирующими покрытиями), а в период
остановки оборудования обеспечивать постепенное окисление отложений
путем добавления небольших количеств воздуха к водяному пару, подаваемому
на продувку. После продувки стенки аппаратов необходимо поддерживать во
влажном состоянии пока не будут удалены все остатки пирофоров.
Для предупреждения опасного проявления искр удара и трения при
проведении ремонтных и очистных работ необходимо применять только
искробезопасный инструмент.
Все технологическое оборудование установок первичной переработки
нефти должно быть защищено от прямых ударов молнии и ее вторичных
проявлений. Выбор электрооборудования должен производиться в соответствие
с требованиями Правил устройства электроустановок как для зон класса В-Iг.
На каждом нефтеперерабатывающем заводе приказом должен быть
263
определен порядок въезда автотранспорта. Передвижение по территории
предприятия
автомобилей
без
искрогасителей
на
выхлопных
трубах
недопустимо.
Предупреждение
распространения
пожара
на
участках,
где
расположены установки первичной переработки нефти, может быть достигнуто
выполнением следующих мероприятий и технических решений. На случай
аварии или пожара должна быть предусмотрена возможность аварийного слива
расположенные ниже уровня земли. Трубопроводы аварийного слива должны
быть оборудованы гидрозатворами.
Рис. 8.18 – Принципиальная схема установки пожарной защиты
ректификационных колонн
264
где: 1 – водоисточник; 2 – водопитатель; 3 – система подачи и
распределения воды; 4 – камера контрольно-пускового устройства; 5 –
лафетные стволы на вышках; 6 – стационарная система водоорошения
Для предотвращения разлива легковоспламеняющихся и горючих
жидкостей площадки этажерок необходимо по периметру оборудовать
сплошными бортиками высотой не менее 0,15 м. Такие же бортики необходимо
предусматривать и по периметру наземных площадок, на которых расположены
блоки теплообменников, промежуточные емкости, открытые насосные станции
и т.п.
С целью тушения пожара и защиты аппаратов от опасного воздействия
высоких
температур
на
предприятиях
предусматривают
стационарные
установки пенного или парового пожаротушения, а также установки водяного
охлаждения. Для тушения и охлаждения ректификационных колонн наиболее
целесообразно предусматривать кольца орошения, располагаемые по высоте
колонны на расстоянии 10 м друг от друга. В зависимости от выбранного
огнетушащего вещества эти кольца имеют отверстия для подачи пара, пенные
головки или распылители воды. Все кольца соединяются между собой
посредством питающего трубопровода.
В случае использования для тушения и охлаждения стационарных
лафетных стволов, их размещают так, чтобы каждая точка установки, включая
несущие металлические конструкции, орошалась не менее чем двумя струями
воды. При этом стволы размещают на крышах расположенных поблизости
зданий (насосных станций, вентиляционных камер, подсобных помещений) или
на специальных вышках.
Наряду с устройством стационарных систем тушения и охлаждения все
установки первичной перегонки нефти должны быть обеспечены необходимым
количеством первичных средств пожаротушения.
При возникновении пожара на установке одновременно с действиями по
тушению необходимо принимать меры по прекращению подачи в аппараты
265
горючих веществ, снижению внутреннего давления и подаче внутрь водяного
пара.
Предупреждение возникновения источников зажигания должно
обеспечиваться выполнением следующих мероприятий и технических решений.
Прежде всего при проектировании установок первичной переработки нефти
необходимо
возможность
предусмотреть
воспламенения
целый
комплекс
горючих
смесей
решений,
от
исключающих
открытого
огня
и
высоконагретых конструкций трубчатых печей.
К таким техническим решениям относятся:
размещение трубчатых печей с наветренной стороны по отношению к
аппаратам, из которых возможны выбросы горючих веществ.
устройство противопожарных разрывов между трубчатыми печами и
аппаратами с горючими веществами.
устройство между печами и аппаратами защитных экранов в виде
стен, оборудованных по периметру перфорированными трубопроводами для
создания паровой завесы.
защита
теплоизоляцией
высоконагретых
наружных
элементов
трубчатых печей, чтобы их температура не превышала 80% от наименьшей
температуры самовоспламенения веществ, применяемых в соседних аппаратах.
устройство по периметру печей паровых завес, которые обеспечат не
только экранирование, но и флегматизацию горючей среды водяным паром.
Для
предупреждения
опасного
проявления
открытого
пламени
факельной системы необходимо предусматривать рациональное размещение
факельных труб в зависимости от рельефа местности и направление
господствующих ветров. Высоту факельных труб необходимо определять с
учетом теплового излучения.
Для того, чтобы избежать образование искровых разрядов статического
электричества все аппараты и трубопроводы установок первичной переработки
нефти должны быть надежно заземлены и представлять собой единый
266
проводник электрического тока. В местах фланцевых соединений необходимо
предусматривать специальные перемычки из металлической проволоки,
обеспечивающие хороший контакт между фланцами, изолированными друг от
друга неэлектропроводными прокладками.
Для предупреждения самовозгорания сернистых соединений железа
необходимо вообще не допускать их образования (путем защиты внутренней
поверхности аппаратов изолирующими покрытиями), а в период остановки
оборудования обеспечить постепенное окисление отложений путем добавления
небольших количеств воздуха к водяному пару, подаваемому на продувку.
После продувки стенки аппаратов необходимо поддерживать во влажном
состоянии пока не будут удалены все остатки пирофоров.
Для предупреждения опасного проявления искр удара и трения при
проведении ремонтных работ необходимо применять только искробезопасный
инструмент. Проведение огневых работ на технологическом оборудовании
должно выполняться в строгом соответствии с требованиями Правил пожарной
безопасности в Российской Федерации.
Все технологическое оборудование установок первичной переработки
нефти должно быть защищено от прямых ударов молний и ее вторичных
проявлений.
Выбор
электрооборудования
должен
производиться
в
соответствии с требованиями Правил устройства электроустановок как для зон
класса В-1г.
На каждом нефтеперерабатывающем заводе приказом должен быть
определен порядок въезда автотранспорта. Передвижение по территории
предприятия
автомобилей
без
искрогасителей
на
выхлопных
трубах
недопустимо.
Предупреждение
распространения
пожара
на
участках,
где
расположены установки первичной переработки нефти, может быть достигнуто
выполнением следующих мероприятий и технических решений. На случай
аварии или пожара должна быть предусмотрена возможность аварийного слива
жидкостей из ректификационных колонн и других аппаратов установки.
267
Аварийный слив необходимо предусматривать в специальные емкости,
расположенные ниже уровня земли. Трубопроводы аварийного слива должны
быть оборудованы гидрозатворами.
Для предотвращения разлива легковоспламеняющихся и горючих
жидкостей площадки этажерок
необходимо по периметру оборудовать
сплошными бортиками высотой 0,15 м. Такие же бортики необходимо
предусматривать и по периметру наземных площадок, на которых расположены
блоки теплообменников, промежуточные емкости, открытые насосные станции.
С целью тушения пожара и защиты аппаратов от опасного воздействия высоких
температур
установки
пенного
на
или
предприятиях
парового
предусматривают
пожаротушения,
а
стационарные
также
водяного
охлаждения. Для тушения и охлаждения ректификационных колонн наиболее
целесообразно предусматривать кольца орошения, располагаемые на высоте
колонны на расстоянии 10 м друг от друга. В зависимости от выбранного
огнетушащего вещества эти кольца имеют отверстия для подачи пара, пенные
головки или распылители воды. Все кольца соединяются между собой
посредством трубопровода.
В случае использования для тушения и охлаждения стационарных
лафетных стволов их размещают так, чтобы каждая точка установки, включая
несущие металлические конструкции, орошалась не менее чем двумя струями
воды. При этом стволы размещают на крышах расположенных по близости
зданий или на специальных вышках.
Наряду с устройством стационарных систем тушения и охлаждения все
установки первичной перегонки нефти должны быть обеспечены необходимым
количеством первичных средств пожаротушения.
При возникновении пожара на установках одновременно с действиями по
тушению необходимо принимать меры по прекращению подачи в аппараты
горючих веществ, снижению внутреннего давления и подаче внутрь водяного
пара.
268
9
ПОЖАРНАЯ
БЕЗОПАСНОСТЬ
СОРБЦИОННЫХ
ПРОЦЕССОВ
9.1 Классификация массообменных процессов
Актуальность изучения данной темы заключается в том, что есть случаи
пожаров на промышленных объектах с технологическими установками,
составной частью которых являются сорбционные массообменные аппараты.
Причинами пожаров, как правило, являются возникновение аварийных
ситуаций в связи с недостаточным знанием ответственными лицами, в том
числе и работниками ГПС, пожароопасных факторов этих физико-химических
процессов
и
особенностей
пожарной
опасности
используемого
технологического оборудования и технологий, аппараты которых требуют
постоянного автоматического контроля и визуального осмотра. В случае
необходимости – останова, выяснения причины нарушения технологических
параметров и ремонта.
В химической технологии широко распространены и имеют важное
значение процессы массообмена. Они характеризуется переходом одного или
нескольких веществ из одной фазы в другую. Путем перехода одного или
нескольких компонентов из одной фазы в другую можно разделить как
гетерогенные, так и гомогенные системы (газовые смеси, растворы жидкостей),
причем наиболее часто процессы массообмена используются для разделения
гомогенных систем. В промышленности применяют в основном следующие
процессы массообмена между фазами (газовой и жидкой, газовой и твердой,
твердой и жидкой, жидкой и жидкой).
Сорбция (лат. «sorbeo» - поглащаю, втягиваю) – любой процесс
поглощения одного вещества (сорбтива) другим (сорбентом), независимо от
механизма поглощения. В зависимости от механизма сорбции различают
адсорбцию, абсорбцию, хемосорбцию и капиллярную конденсацию. Обратный
269
процесс – процесс выделения одного вещества из другого называется
десорбцией и используется для регенерации поглощенного вещества из
поглотителя.
Адсорбция – изменение концентрации вещества на границе раздела фаз,
происходящее на любых межфазовых поверхностях. Адсорбироваться могут
любые вещества. Промышленную реализацию имеет процесс поглощения
компонента газа, пара или раствора твердым пористым поглотителем. Процесс
разделения характеризуется переходом вещества из газовой или жидкой фазы в
твердую. Разновидностью адсорбции является ионный обмен.
Абсорбция – поглощения одного вещества другим во всем объёме
сорбента (растворение газов в жидкостях - газвода). Промышленную
реализацию имеет процесс поглощения компонента газа или пара жидким
поглотителем. Разновидностью абсорбции является хемосорбция – поглощение
одного
вещества
другим,
сопровождающееся
химическими
реакциями
(поглощение влаги и кислорода металлами с образованием оксидов и
гидроксидов).
Сушка – удаление влаги из твердых материалов, главным образом путем
ее испарения. В этом процессе влага переходит из твердой фазы в газовую или
паровую.
Кристаллизация – выделение твердой фазы в виде кристаллов из
раствора или расплавов. Кристаллизация осуществляется в результате
перенасыщения или переохлаждения раствора (расплава) и характеризуется
переходом вещества из жидкой фазы в твердую.
Растворение и экстракция – (в системе твердое тело – жидкость).
Растворение
характеризуется
переходом
твердой
фазы
в
жидкую
(растворитель) и представляет собой процесс обратный кристаллизации.
Извлечение на основе избирательной растворимости одного или нескольких
компонентов из твердого пористого материала, называется экстракцией из
твердого или выщелачиванием.
270
Процесс
массообмена
представляет
собой
сложный
процесс,
включающий перенос вещества в пределах одной фазы, перенос через
поверхность раздела фаз и его перенос в пределах другой фазы. Процесс
происходит через границу раздела соприкасающихся фаз. Эта граница может
быть либо подвижной (массопередача в системах газ-жидкость или паржидкость, жидкость-жидкость), либо неподвижной (массопередача с твердой
фазой). Перенос вещества из фазы к границе раздела фаз или в обратном
направлении, т.е. в пределах одной из фаз, называется массопередачей.
Процессы массопередачи (массообмена) можно разделить на две группы:
процессы, в которых участвуют минимум три вещества (абсорбция,
экстракция);
группа процессов, в которых участвуют вещества, находящиеся в двух
фазах, обменивающиеся компонентами, сами непосредственно участвующие в
массопередачи и которые уже невозможно рассматривать как инертные
носители распределяемого вещества (перегонка).
Для массообменных процессов количество переносимого вещества
пропорционально поверхности раздела фаз и движущей силе. Движущая сила
характеризуется степенью отклонения системы от состояния динамического
равновесия, выражаемой наиболее часто разностью химических потенциалов
распределяемого вещества. Диффундирующее в пределах фазы вещество
перемещается от точки с большей концентрацией к точке с меньшей
концентрацией и в расчетах движущую силу процессов массопереноса
выражают приближенно через разность концентраций подобно тому, как в
процессах теплопереноса ее выражают через разность температур.
Процессы массопредачи избирательны в тех случаях, когда поглотитель
извлекает только один компонент исходной смеси и практически не извлекает
остальные ее компоненты. Эти процессы большей частью обратимы. При этом
направление перехода вещества из фазы в фазу определяется концентрациями
распределяемого вещества в фазах и условиями равновесия.
271
Количественный состав фаз выражают: В объемных концентрациях –
принимая за единицу массы 1 кг или за единицу объема 1 моль. Объемная
концентрация это число килограммов данного компонента, приходящееся на
единицу объема фазы. В весовых или мольных долях – отношение массы (или
количества) данного компонента к массе всей фазы.
В относительных концентрациях – в виде отношения массы данного
компонента, являющегося распределяемым веществом, к массе компонентаносителя, количество которого остается постоянным в процессе массопередачи.
Скорость массопередачи связана с механизмом переноса распределяемого
вещества в фазах, между которыми происходит массообмен. Перенос вещества
внутри фазы может происходить только путем молекулярной диффузии, либо
путем конвекции и молекулярной диффузии одновременно. Посредством
одной молекулярной вещество перемещается лишь в неподвижной среде. В
движущейся среде перенос вещества осуществляется как молекулярной
диффузией, так и самой средой в направлении ее движения или отдельными
частицами.
В турбулентном потоке перенос молекулярной диффузией преобладает
только вблизи границы фазы. При турбулентном течении возникают
нерегулярные пульсации скорости под действием которых, наряду с общим
движением потока, происходит перемещение частиц во всех направлениях, в
том числе и в поперечном.
Конвективный перенос вещества осуществляется под действием
турбулентных пульсаций.
Молекулярная диффузия – перенос распределяемого вещества,
обусловленный беспорядочным тепловым движением молекул, атомов, ионов,
коллоидных частиц. Молекулярная диффузия описывается первым законом
Фика. Масса вещества, продиффундировавшего за время τ через элементарную
поверхностьF (нормальную к направлению диффузии), пропорционально
градиенту концентрации этого вещества.
272
Коэффициент
молекулярной
диффузии
D
представляет
собой
физическую константу. Коэффициент показывает, какая масса вещества
диффундирует в единицу времени через единицу поверхности при градиенте
концентрации равном единице и характеризует способность данного вещества
проникать вследствие диффузии в неподвижную среду. Коэффициент является
функцией свойств распределяемого вещества и свойств среды, через которую
оно диффундирует, температуры и давления.
Механизм процессов массопереноса.
Чисто теоретически механизм процесса массопереноса рассчитать
сложно, так как механизм переноса к границе раздела фаз путем турбулизации
и молекулярной диффузии недостаточно изучен в плане гидродинамических
закономерностей турбулентных потоков, особенно вблизи границы раздела
подвижных фаз.
На рис. 9.1 приведена схема, поясняющая процесс массопередачи
между жидкостью и газом или между двумя жидкостями. Фазы движутся с
некоторой скоростью друг к другу и разделены подвижной поверхностью
раздела.
Пусть процесс переноса распределяемого вещества М происходит в
условиях турбулентного потока движения фаз. Примем, что вещество
переходит из фазы Фу, где концентрация вещества М выше равновесной, в фазу
Фx, например в воду. Таким образом осуществляется процесс массоотдачи от
поверхности раздела к основной массе фазы Фx. В результате этих частных
процессов, а также преодоления сопротивления переносу через самую
поверхность раздела фаз происходит процесс массопередачи – переход
вещества из одной фазы в другую. Процесс массопередачи теснейшим образом
связан со структурой турбулентного потока в каждой фазе. Как известно из
гидродинамики, при турбулентном движении потока у твердой стенки
образуется пограничный слой. Аналогично в каждой фазе различают ядро, или
основную массу фазы, и пограничный слой у границы фазы. В ядре вещество
переносится преимущественно турбулентными пульсациями и концентрация
273
распределяемого вещества в ядре практически постоянна. В пограничном слое
происходит постепенное затухание турбулентности. Это выражается все более
резким изменением концентрации по мере приближения к поверхности раздела.
Непосредственно у поверхности раздела перенос резко замедляется, так как его
скорость уже определяется скоростью молекулярной диффузии.
Рис. 9.1 – Схема распределения концентраций в фазах в процессе
массопередачи
Такой характер изменения концентраций объясняется тормозящим
действием сил трения между фазами и сил поверхностного натяжения на
границе жидкой фазы.
Модели
процессов
массопереноса.
Механизм
массоотдачи
характеризуется сочетанием молекулярного и конвективного переноса. Еще
более сложным является процесс массопередачи, включающий в качестве
составляющих процессы массоотдачи по обе стороны границы раздела фаз. В
связи с этим предложен ряд теоретических моделей, представляющих собой
упрощенные схемы массопередачи.
Пленочная модель. Была предложена Льюисом и Уитменом. Она
развивала взгляды Нернста на кинетику растворения твердых тел. Согласно
274
этой модели, в каждой фазе непосредственно к ее границе примыкают
неподвижные или ламинарно движущиеся пленки, в которых перенос
осуществляется только молекулярной диффузией. В пленке сосредоточено все
сопротивление массоотдаче. Поэтому градиенты концентраций возникают
только внутри пограничных пленок. Согласно пленочной модели, количество
вещества q перешедшего в единицу времени через единицу поверхности,
пропорционально разности концентраций в ядре и на границе фазы, если
перенос происходит от ядра к поверхности раздела фаз.
Более точно учитываются условия раздела в модифицированной
пленочной модели, называемой моделью диффузионного пограничного слоя.
Этой модели отвечает схема распределения концентрации в жидкой и
газовой фазах.
Рис. 9.2 – Схема распределения концентраций в жидкой и газовой фазах
Концентрация вещества, постоянная в ядре потока фазы (с0) медленно
снижается в турбулентном приграничном слое, где вначале вещество
переносится преимущественно турбулентными пульсациями. С приближением
к границе фазы и уменьшением масштаба пульсаций на участке толщины слоя,
в так называемом вязком подслое. Однако на большей части толщины δ0
вязкого подслоя турбулентной диффузией переносится большее количество
вещества, чем молекулярной. Лишь в самой глубине вязкого подслоя, внутри
тонкого диффузного подслоя толщиной δ, непосредственно примыкающего к
границе раздела фаз, молекулярный перенос становится преобладающим.
275
9.2 Физическая сущность процесса абсорбции. Основные меры
пожарной безопасности
На промышленных объектах предприятиях приходится осуществлять не
только процессы разделения растворов на составляющие их компоненты, но и
процессы разделения газовых и паровых смесей. Такое разделение чаще всего
осуществляется с использованием сорбционных процессов. В их основе лежит
избирательная способность к поглощению отдельных компонентов смеси.
Сорбционные процессы широко применяются технологиях на химических,
нефтеперерабатывающих
и
газоперерабатывающих
предприятиях,
в
машиностроении, легкой промышленности.
Процесс поглощения паров или газов из газовых или парогазовых
смесей по механизму абсорбции в промышленности чаще всего осуществляют
жидкими поглотителями – абсорбентами.
Газовые смеси, поступающие на поглощение, и вещества, используемые
в качестве поглотителей, весьма часто являются горючими, а сорбционные
установки в этом случае будут пожаровзрывоопасными.
Процесс абсорбции является селективным, т.е. избирательным: каждый
абсорбент обладает способностью селективно поглощать лучше всего лишь
определенные газы и пары и не поглощать вовсе или поглощать незначительно
составляющие газовых смесей. Это свойство абсорбентов дает возможность во
всех случаях подобрать необходимые поглотители и осуществить разделение
гомогенной смеси. Если нужно очистить природный газ, коксовый газ или
другие газовые смеси от сероводорода, который вреден для человека, то
подбирают такую жидкость, которая хорошо растворяла бы сероводород или
давала
химические
этаноламиновые
соединения.
производные,
Таких
поглотителей
мышьяково-содовый
несколько.
раствор,
Это
медно
-
аммиачный.
Движущий слой, обуславливающий растворение газа или пара в
абсорбенте, является разностью концентраций его в растворе и над жидкостью.
276
Если концентрация в газовой фазе компонента, который улавливают, больше,
чем в жидкости, значит идет процесс растворения, т.е. улавливания
компонента. В противном случае поглощенный компонент будет выделяться из
абсорбента.
Рис. 9.3 – Условия процесса абсорбции
Процесс
абсорбции
экзотермичен.
Выделяющееся
тепло
будет
повышать температуру процесса, и условия абсорбции будут ухудшаться. С
повышением давления увеличивается растворимость газов в жидкости, поэтому
условия абсорбции будут улучшаться. Следовательно, процесс абсорбции
целесообразно вести при пониженной температуре и повышенном давлении.
Аппараты, в которых осуществляется процесс поглощения пара или
газа жидкостью называется абсорбером или скруббером. Их устройство мало
отличается от устройства ректификационных колонн.
Процесс обратного извлечения из абсорбента уловленного компонента
осуществляется по-разному. Если при абсорбции получается раствор, то
десорбция осуществляется путем ректификации: если же получается нестойкое
277
соединение, то десорбция. Так, насыщенный раствор моноэтаноламина после
поглощения сероводорода восстанавливается нагреванием, а насыщенный
мышьяково-содовый раствор восстанавливается окислением. Абсорбент после
генерации охлаждается и вновь направляется на улавливание требуемого
компонента. Газовая смесь перед поступлением в абсорберы сжимается
компрессором,
охлаждается
в
водяном
холодильнике
и
проходит
последовательно все абсорберы.
При оценке пожарной опасности процесса, концентрация горючих
веществ в емкостях может быть найдена как отношение суммы их парциальных
давлений к общему давлению в емкости. Концентрационные пределы
воспламенения испаряющихся веществ в смеси с воздухом можно определить
по формуле Ле-Шателье.
Следует учитывать, что при заполнении промежуточных емкостей
насыщенным абсорбентом не исключена возможность образования местных
горючих концентраций в районе выброса паровоздушной смеси наружу через
дыхательные трубы. Для уменьшения этой опасности емкости, в которых
концентрация паров находится в пределах воспламенения и выше верхнего
предела воспламенения следует оборудовать дыхательными клапанами.
Значительная пожарная опасность возникает при понижении уровня
жидкости, находящейся в нижней части абсорберов. В этом случае газовая фаза
может беспрепятственно выходить из абсорберов наружу через промежуточные
емкости, а при отсутствии промежуточных емкостей газовая фаза первого
абсорбера будет поступать в десорбционные колонны.
Повреждение
абсорбционных
аппаратов
может
быть
вызвано
повышением давления в результате увеличения сопротивления слоя насадки в
скрубберах, из-за загрязнения её поверхности отложениями солей и другими
твердыми примесями.
При улавливании или наличии в газовой смеси коррозирующих
примесей, а также при использовании поглотителей в виде водных растворов
кислот и щелочей может иметь место интенсивная коррозия производственного
278
оборудования. Если продукт коррозии обладает пирофорностью, принимают
соответствующие меры осторожности при остановке аппарата: медленно
окисляют их в процессе продувки водяным паром от горючих веществ или
поддерживают стенки аппарата в увлажненном виде, подавая на орошение
небольшое количество воды.
Снижение пожаровзрывоопасности абсорбционных установок может
быть достигнуто изысканием для процесса наиболее пожаровзрывобезопасного
абсорбента. Из применяемых в абсорбционных процессах поглотителей
наиболее пожаровзрывобезопасны N-метилпирролидон и диметилформамид.
Именно эти поглотители используются для улавливания ацетилена при
получении его из природного газа.
9.3 Физическая сущность процесса адсорбции. Основные меры
пожарной безопасности
На практике по механизму адсорбции
осуществляют процесс
поглощения одного или нескольких компонентов из газовой смеси или раствора
как правило на поверхности твердого вещества – адсорбентом. Смесь паров или
газов, направляемую на адсорбцию, называют адсорбтивом вещество, которое
используют как поглотитель, называют адсорбентом. Адсорбируемое вещество
называют
адсорбатом.
Адсорбенты
обладают
селективностью
(избирательностью) и обратимостью. Благодаря этому имеется возможность
улавливать и затем выделять адсорбируемые вещества из растворов или смесей
газов и возвращать их в производство. В этом состоит сущность рекуперации.
Рекуперация используется, в частности, для возврата в производственный цикл
пожаровзрывоопасных и токсичных растворителей.
В качестве адсорбентов используются твердые пористые вещества и
материалы как природные, так и искусственные, обладающие высокой
пористостью. Количество вещества, поглощаемое (сорбируемое) единицей
279
массы (или единицей объема) адсорбента называют активностью. Различают
статическую и динамическую активность. Адсорбционную активность нельзя
отождествлять с активностью поверхности по отношению к кислороду, т.е. с
реакционной способностью. Это различные активности. Часто высокоактивный
сорбент может обладать пониженной склонностью к самовозгоранию.
В промышленности в качестве адсорбентов применяют активные угли,
силикагель, цеолиты и иониты.
Рис. 9.4 – Виды адсорбентов
Активные угли – высокопористые углеродные материалы, получаемые
путем температурной карбонизации дерева, бурого угля, косточек плодов и
других углеродосодержащих материалов и последующего их активирования,
т.е. придания им повышенной пористости. Пористость активных углей
600…1700 м2/г. Основной недостаток активных углей – повышенная
склонность к самовозгоранию. Самовозгорание в адсорберах может приводить
280
к взрывам паровоздушных смесей. Поэтому в адсорбционных установках
активный уголь стремятся заменить негорючим силикагелем.
Силикагель представляет собой микропористое тело, получаемое
прокаливанием геля поликремниевой кислоты. Состоит из SiO2. Удельная
адсорбционная поверхность 400… 770 м2/г. Негорюч, механически прочен.
Основные недостатки силикагеля по сравнению с активным углем – его
меньшая поглотительная активность и высокая гигроскопичность. По мере
увлажнения
силикагель
свои
сорбционные
свойства
к
улавливанию
растворителей теряет. Поэтому нередки случаи, когда в системах рекуперации
адсорберы с силикагелем своего назначения не выполняют.
Цеолиты – (молекулярные сита) – природные минералы или
искусственные соединения (алюмосиликаты). Имеют высокую избирательную
способность. Применяются для осушки и очистки газов и жидкостей.
Иониты:
неорганические
–
природные
и
синтетические
алюмосиликаты, гидроокиси и соли поливалентных металлов; органические –
ионообменные соли. Применяются для умягчения воды, извлечения из
растворов следов металлов, очистки сахарных сиропов, лекарств и т.д.
Движущей силой процесса адсорбции является разность между рабочей
концентрацией поглощаемого вещества в растворе или парогазовой смеси и
концентрацией этого вещества (компонента) в условиях равновесия.
При более глубоком рассмотрении этого процесса просматривается
связь адсорбционных свойств со свободной энергией поверхности сорбента.
При адсорбции молекулы газа или пара удерживаются адсорбционными
силами. Эти силы могут быть ионными, дисперсионными и другими ещё
недостаточно изученными силами Адсорбция молекул на поверхности твердых
материалов сопровождается выделением теплоты. Поэтому о прочности связи
сорбированных молекул с поверхностью можно судить
по
теплотам
адсорбции.
Адсорбционные
силы
по
сравнению
с
химическими
достаточно слабыми, но их действие распространяется на несколько
281
являются
сорбированных
молекулярных
слоёв.
С
повышением
температуры
кинетическая энергия адсорбированных молекул возрастает, и адсорбционные
силы оказываются не в состоянии удерживать сорбированные молекулы на
поверхности адсорбента. Поэтому при повышенных температурах происходит
десорбция,
поверхность
адсорбента
освобождается
от
сорбированного
вещества.
Рис. 9.5 – Факторы адсорбции
На протекание процесса адсорбции оказывают влияние следующие
факторы:
1.
Свойства адсорбента, его статическая и динамическая активность.
При этом под статической активностью понимают количество вещества,
поглощаемое
единицей
массы
или
единицей
объёма
адсорбента
из
неподвижной газовой смеси до установления состояния равновесия. Под
динамической активностью понимают количество вещества, поглощаемое
единицей массы (или объёма) адсорбента при движении через него газовой
смеси до момента “проскока”. Динамическая активность всегда меньше
статической, так как в условиях движения газа не достигается равновесное
состояние в системе газ – твёрдое тело.
2.
Температура газовой смеси. С повышением температуры адсорбция
ухудшается. Поэтому адсорбцию следует проводить при сравнительно низких
температурах.
При повышенных
температурах
извлекают
вещество из адсорбента, т.е. ведут процесс десорбции.
282
поглощённое
3.
адсорбции
Давление газовой смеси. С повышением давления процесс
улучшается.
Поэтому
адсорбцию
следует
проводить
при
повышенном давлении, а десорбцию – при пониженном.
4.
Свойства поглощаемых веществ. Из смеси газов и паров в первую
очередь и в большем количестве поглощается компонент с более высокой
температурой кипения (низком давлении насыщенного пара). Поэтому из
паровоздушных смесей поглощаются пары растворителей, а не кислород и азот
воздуха.
Адсорберы.
Адсорбция осуществляется в специальных аппаратах, называемых
адсорберами (рис. 9.6).
Рис. 9.6 – Вертикальный адсорбер
283
где: 1 – патрубок подачи ПВС; 2 – корпус; 3 – глухое кольцо; 4, 6 –
перфорированные цилиндры; 5 – сорбент; 7 – бункер компенсатор; 8 – крышка;
9 – смотровой люк; 10 – загрузочный люк; 11 – предохранительная мембрана;
12 – газоанализатор; 13 – патрубок отвода воздуха при адсорбции и подачи
водяного пара при десорбции; 14 – разгрузочный люк; 15 – патрубок отвода
пара при десорбции; 16 – патрубок слива конденсата
Адсорберы бывают непрерывного и периодического действия. В
аппаратах непрерывного действия адсорбент находится в виде движущегося
или «кипящего» слоя. В аппаратах периодического действия слой сорбента
обычно находится в неподвижном состоянии.
Принцип работы однокамерного адсорбера непрерывного действия с
«кипящим» слоем заключается в следующем. Адсорбент поступает внутрь
аппарата на решетку сверху, а газ на очистку снизу. Скорость подачи газа
такова, что сорбент как бы кипит, что обеспечивает хороший контакт газа с
поверхностью
сорбента.
Отработавший
сорбент
с
уловленным
его
поверхностью газом или паром выводится из рабочей камеры по трубе вниз, а
газ через циклонное устройство, где очищается от сорбента, через верхний
штуцер выводится из аппарата. Десорбция газов или паров, уловленных
сорбентом, осуществляется в отдельном аппарате. После очистки и охлаждения
регенерированный сорбент возвращается снова в адсорбер.
Адсорберы периодического действия могут быть горизонтального,
вертикального
или
кольцевого
исполнения.
Вертикальный
адсорбер
периодического действия. В корпусе на специальной решетке размещается слой
адсорбента. Загрузка свежего адсорбента осуществляется через загрузочный
люк в крышке адсорбера. Паровоздушная смесь подаётся в аппарат также
сверху через штуцер. Отвод очищенного воздуха осуществляется через
патрубок
Активный уголь выдерживает около 1000 циклов, после чего подлежит
замене. Выгрузка отработавшего угля из аппарата осуществляется через люк.
284
Паровоздушная смесь по специальной линии подаётся в адсорбер, где
проходит через слой адсорбента. Через определенное время уголь насыщается
парами растворителя, и поглощение практически прекращается. Этот момент,
называемый «проскоком», определяется по концентрации паров растворителя в
отходящих из адсорбера газах. Процесс адсорбции прекращают. Отработавший
уголь, насыщенный парами растворителя, подвергают десорбции в этом же
адсорбере.
Продолжительность работы адсорбера до проскока зависит от свойств
сорбента и высоты слоя угля в адсорбере. Согласно эмпирической формуле
Н.А.Шилова длительность процесса поглощения определяется формулой
k H O ,
(9.1)
k – коэффициент защитного действия слоя; H – высота слоя адсорбента в
адсорбере;
О - потеря времени защитного действия слоя в начале работы
адсорбента.
Как видно из формулы, с увеличением высоты слоя адсорбента в
адсорбере
длительность
увеличивается.
Но
это
работы
адсорбера
сопровождается
по
улавливанию
возрастанием
паров
гидравлического
сопротивления слоя и, если адсорбентом является активный уголь, с
увеличением H возрастает опасность самовозгорания угля в адсорбере.
Десорбция (отдув) уловленных паров с поверхности адсорбента
осуществляется водяным паром. Отдув можно осуществлять и нагретым
воздухом, что более экономично, но такой способ отдува обладает повышенной
пожаровзрывоопасностью, поэтому в нашей стране его в настоящее время не
применяют. Отдув, практически везде осуществляют паром. Такой способ
экономически не выгоден, но он менее пожаровзрывоопасен, поэтому он
практически повсеместно вытеснил более экономичный способ отдува
нагретым воздухом.
Пар
для
отдува
адсорбированного
вещества
с
адсорбента,
рассматриваемом случае для десорбции растворителя с поверхности активного
285
в
угля,
подаётся
по
кольцевому
перфорированному
трубопроводу.
При
прохождении водяного пара через уголь пары растворителя с поверхности угля
переходят в водяной пар, и через патрубок паровоздушная смесь отводится в
специальные аппараты, где пары воды и растворителя конденсируются, а затем
производится их разделение
При отдуве адсорбированного вещества с адсорбента, некоторая часть
пара конденсируется, уголь увлажняется и разогревается, в результате чего
становится непригодным для следующего цикла адсорбции. Его следует
высушить и охладить.
Сушку угля осуществляют подогретой паровоздушной смесью. Этот
период работы адсорбера является наиболее пожаровзрывоопасным, так как
повышается температура угля в адсорбере и одновременно не улавливаются
пары растворителя, создавая опасность образования взрывоопасной смеси.
Из вышеизложенного следует, при десорбции растворителя водяным
паром полный цикл работы адсорбера периодического действия включает
следующие четыре операции (фазы): адсорбцию (концентрирование паров
растворителя
на
поверхности
адсорбента),
десорбцию
(отдув
паров
растворителя с поверхности адсорбента водяным паром), сушку сорбента (угля)
и его охлаждение. Следует отметить, что большинство промышленных
установок работает не по четырехфазному, а двухфазному циклу: когда фазы
сушки и охлаждения совмещены с фазой охлаждения. Естественно, что
влажный и разогретый уголь не адсорбирует пары растворителя, поэтому в этот
момент они не улавливаются в адсорбере, а выбрасываются в атмосферу. Этот
период
таит
в себе повышенную
опасность
самовозгорания
угля
последующего взрыва паровоздушной смеси в адсорбционной установке.
286
и
9.4 Обеспечение
пожарной
безопасности
при
эксплуатации
абсорбционных и адсорбционных установок.
Предупреждение самовозгорания активных углей в адсорберах.
Самовозгорание угля в адсорберах является специфической причиной
пожаров и взрывов в рекуперационных установках. В связи с тем, что энергия
активации Е и предэкспонент С, характеризующие процесс самовозгорания
углей, не являются постоянными, для прогноза условий самовозгорания
необходимо
знать
контролирующие
кинетические
параметры:
энергию
активацию Е и предэкспонент С. Контролирующую энергию активации Е
можно вычислить по уравнению дифференциальных энергий активации
E R Tx ln
Ê
min
,
(9.2)
где Е – энергия активации процесса самовозгорания;
R=8,314
Дж/(моль
К)
–
универсальная
константа;
Тх
характеристическая температура распределения; – доля поверхности;
min
–
–
2,0 1011 ; E 22000 Дж / моль -
минимальная доля поверхности, равная
минимальная энергия активации.
Достаточной степенью приближения характеристическую температуру
распределения
самовозгорания
Тх
можно
(тления).
принимать
равной
Критические
стандартной
температуры
температуре
самовозгорания
стандартных навесок (К=30) углей, активированных перегретым паром при
различных температурах, приведены в таблице 9.1.
Таблица 9.1 – Критические температуры самовозгорания стандартных
навесок (К=30) углей, активированных перегретым паром при различных
температурах
Температура активации, ОС
Стандартная температура
самовозгорания, К
450
600
800
1000
442
613
673
730
287
Предэкспонент С можно вычислить через долю поверхности по
уравнению
С = 2,0 1011 , К/с .
Допустим,
что
методом
(9.3)
дифференцированного
окисления
дезактивированы активные центры, составляющие 1% от общей сорбционной
поверхности. Контролирующие энергии активации реакции окисления углей
дезактивированных
паром
при
различных
температурах
а
затем
дезактивированных методом дифференцированного окисления до = 0,01.
Таблица 9.2
Тх, К
442
613
673
730
Е, кДж/моль
92200
119400
128900
138000
С, К/с
2109
2109
2109
2109
Адиабатические скорости самонагревания углей Р+,i и производные
dP+/dT при различных режимах работы адсорбера: сорбция при 250С, отдув
(десорбция при t=900C) – приведены в таблице 9.3. Для сравнения в последней
колонке той же таблицы приведены значения P+,i и dP+/dT для активного
исходного угля, не подвергнутого окислению.
Согласно тепловой теории самовозгорания критическим условиям
соответствует предельное равенство темпов самонагревания ( mc dP dT ) и
охлаждения mох.
Контролирующую
долю
поверхности
можно
изменять
методом
дифференцированного окисления в пределах от 510-11 до 1 . При этом
необходимо учитывать, что окисленные активные центры поверхности будут
сорбировать влагу, поэтому в адсорберах по улавливанию углеводородов из
воздуха эти активные центры можно считать «отравленными». Поэтому. по
мере окисления наиболее активных центров и возрастания контролирующей
доли поверхности качество сорбента будет ухудшаться. Необходимо достичь
288
разумного компромисса: уменьшить пирофорность угля, но сохранить его
сорбционные свойства.
Таблица 9.3 – Адиабатические скорости самонагревания углей Р+,i и
производные dP+/dT при различных режимах работы адсорбера
Е, Дж/моль
92900
119400
128900
138000
22000
С, К/с
2109
2109
2109
2109
10
Р+, при 90 ОС
1.0110-4
1.310-8
5.610-10
2.810-11
6.810-3
Р+, при 25 ОС
3.510-7
6.510-11
2.010-13
5.510-15
1.410-3
dР+/d, при 90 ОС
9.2410-6
1.310-9
6.7210-11
3.6410-12
1.3610-4
dР+/d, при 25 ОС
5.2510-8
9.7510-12
3.410-14
9.3510-16
8.9210-5
Темпы охлаждения угля в адсорбере при нормальной режиме сорбции,
при отдуве сорбента (десорбции), а также после отдува, когда сорбент не
охлажден и через него не продувается воздух (нарушение технологического
режима).
При продувании газа через слой сорбента темп охлаждения вычисляется
по известной формуле:
mф
сг г Vг
см м Н м ,
(9.4)
где: Сг и г – теплоемкость и плотность газа;
См и м – теплоемкость и плотность материала (угля);
Нм - высота слоя угля в адсорбере;
Vг – скорость фильтрации газа через сорбент (уголь).
Для непродуваемого (неподвижного) слоя угля темп охлаждения mох
вычисляется по формуле
П0
F
cp V
,
где: – критерий неравномерности самонагрева;
289
(9.5)
– коэффициент теплоотдачи, Вт/(м2К);
F – внешняя поверхность, м2;
V – объем угля в адсорбере, м3.
Критерий неравномерности нагрева вычисляется по известному
соотношению
R x
,
R x n
(9.6)
где Rх – определяющий размер (в нашем случае Rх=0,5 Н);
n – относительный градиент (n2);
- Коэффициент теплопроводности угля.
При расчете принимаем:
Св = 1005 Дж/(кгК); СУ = 1390 Дж/(кгК); = 10 Вт/(м2К);
в=1,3 кг/м3; у=500 кг/м3; =0,1 Вт/(мК); =1,5 м; Vг=0,3 м/с, n=2
Подставляя эти значения в расчетные формулы (4) и (5), получим:
mф = 5,7610-4, 1/с
и
mох = 10-6, 1/с
Сравнивая темпы охлаждения с темпами самонагревания, занесенными в
таблице 9.3, можно сделать следующие выводы:
1.
Темпы
самонагревания
исходного
угля,
характеризующегося
кинетическими параметрами реакция окисления: Еmin = 22 кДж/моль и С=10К/с,
больше темпов охлаждения (mф и mох), как при 90, так и 25 0С.
Следовательно, применение такого угля в качестве сорбента неизбежно
приведет к самовозгоранию.
2. Активированный перегретым паром уголь при температуре, равной
450 0С, и затем дезактивированный окислением (Е=92200 Дж/моль, =0,01)
менее опасен по сравнению с исходным. При фильтрации газа через слой угля
со скоростью 0,1…0,3 м/с опасности самовозгорания нет. Однако, если после
отдува уголь не охладить, то при 900С, по прекращении продува слоя сорбента
290
воздухом, уголь может самовозгореться, так как в этих условиях темп
охлаждения mох меньше темпа самонагревания dP+/dT (9,2410-610-6).
3. Уголь, активированный паром при 6000С и затем частично
дезактивированный (дезактивирована активная доля составляющая 0,01 от
общей поверхности) при тех же режимах сорбции и десорбции опасности
самовозгорания не представляет. Из сравнения темпов самонагревания и
охлаждения видно, что у этого угля после дезактивации высокоактивных
центров, составляющих 0,01 долю поверхности, темп самонагревания при
t=900С на несколько порядков меньше темпов охлаждения mф и mох (1,310-9
10-6 5,7610-4).
4. Угли, активированные паром при еще более высоких температурах, а
затем частично дезактивированные окислением, становятся практически не
склонными к самовозгоранию.
Таким образом, зная закономерность распределения активных центров
по уровням энергии, методом дифференцированного окисления, можно
оптимизировать, свойства активных углей: понизить их пирофорность до
безопасного предела, но сохранить сорбционные свойства.
Возможные пути распространения пожара и меры профилактики
В случае, когда возгорание паровоздушной смеси произойдёт в
производственном помещении, пламя будет распространяться по воздуховодам
на рекуперационную установку по направлению воздушного потока. При
наличии ответвлений огонь может распространяться и навстречу потокам
паровоздушной смеси на соседние аппараты и помещения.
Во втором случае, когда возгорание произойдет на рекуперационной
станции, огонь будет распространяться от адсорбционной установки к
производственному
помещению
против
потока
паровоздушной
смеси.
Распространение пламени против потока паровоздушной смеси, возможно в
том случае, когда скорость распространения пламени больше скорости
паровоздушного потока. Учитывая, что нормальная скорость распространения
291
пламени по паровоздушным смесям порядка 0,5 м/с, скорость движения
паровоздушной смеси устанавливают 10…12 м/с.
Во избежание распространения пламени по воздуховодам, их защищают
огнепреградителями. Наиболее распространенными в этих установках являются
«гравийные»
огнепреградители.
Схема
«гравийного»
огнепреградителя
представляется на рис. 9.7.
Рис. 9.7 – Гравийный огнепреградитель.
где: 1 – сетчатые цилиндры; 2 – кожух; 3 - гравий; 4 – бункер с гравием;
5 – вышибные мембраны
Защите огнепреградителями подлежат все воздуховоды при выходе их
из производственных помещений, а также магистральный воздуховод перед
вводом его на рекуперационную станцию.
Учитывая, что в длинных воздуховодах горение может переходить в
детонацию, во избежание разрушения воздуховодов при взрыве их надо
защищать
мембранными
предохранительными
клапанами.
Мембраны
устанавливают на поворотах линий и на торцах гравийных огнепреградителей.
Кроме того, предусматривается:
устройство задвижек на рабочих местах и воздуховодах для
отключения линий в случае пожаров;
устройство кнопок дистанционной остановки соответствующих
вентиляторов при возникновении пожара и угрозе его распространения;
292
ограничение количества растворителей на рабочем месте сменным
запасом и хранением основных запасов в складском помещении, размещенном
в здании не ниже второй степени огнестойкости;
недопущение хранения запаса угля на рекуперационной станции;
подключение адсорберов к противопожарному водопроводу для
тушения пожара угля (тушение угля паром не эффективно).
Применение
мощных
воздуходувок
для
транспортирования
паровоздушных смесей со скоростью 10…12 м/c чревато появлением побочных
факторов, усугубляющих пожарную опасность рекуперационных установок.
Возможно засасывание в воздуховоды гравия для огнепреградителей, болтов и
гаек. При ударе этих предметов о лопасти вентилятора возможно высекание
искр мощностью, достаточной для зажигания паровоздушных смесей.
Возможен перегрев и быстрый износ подшипников и валов вентиляторов.
Поэтому
перед
вентиляторами
предусматривается
установка
масляных
фильтров с соответствующим контролем за их состоянием. Необходим также
строгий контроль за температурой и смазкой подшипников вентиляторов,
состоянием валов и роторов вентиляторов.
Сложная противопожарная обстановка возникает в момент прекращения
отсоса паров растворителей от рабочих мест. На случай выхода из строя
основного
вентилятора
Электродвигатели
в
работу
вентиляторов
должен
должны
иметь
включаться
резервное
резервный.
питание
от
независимых источников. На случай аварийной ситуации должен быть
предусмотрен выброс паровоздушной смеси из цеха через аварийный стояк в
атмосферу, минуя рекуперационную установку. Естественно, что за состоянием
горючести паровоздушной среды в цехе, где применяется растворитель, и на
рекуперационной установке должен с помощью автоматизированной системы
осуществляться непрерывный контроль за концентрацией паров в воздухе с
автоматическим
включением
вентилятора
аварийный стояк в атмосферу.
293
для
выброса
воздуха
через
10
ПОЖАРНАЯ
БЕЗОПАСНОСТЬ
ХИМИЧЕСКИХ
ПРОЦЕССОВ
10.1 Общие сведения о химических процессах
Химические процессы – это процессы, протекающие с изменением
химического состава веществ и их превращением. Они описываются законами
химической кинетики.
Все химические процессы на практике можно классифицировать по
следующим признакам:
По типу механизма химического превращения :
а) простые обратимые (или двусторонние) – реакции, способные
протекать как в прямом, так и в обратном направлении;
б) простые необратимые (или односторонние) – протекают только в
одном направлении;
Простые процессы не осложнены побочными реакциями.
в) сложные процессы состоят из нескольких элементарных реакций ,
сюда можно отнести одновременное хлорирование бензола и толуола;
последовательные,
например,
сначала
получают
глицерин,
потом
нитроглицерин, последовательно-параллельные для них характерно наличие
общего реагента, параллельно взаимодействующего как с исходным веществом,
так и с промежуточным продуктом. Например, путем проведения реакций
гидрирования из ацетилена получают этилен, а из него этан. При этом водород
взаимодействует как с ацетиленом, так и с этиленом;
г) автокаталитические (или цепные) – это реакции, протекающие с
участием радикалов. По цепному механизму протекает большинство процессов
горения, галогенирования, полимеризации, крекинга. Любой цепной процесс
состоит из трех последовательных элементарных стадий: зарождение цепи
(образование активного центра), развитие цепи и обрыв цепи.
294
По тепловому эффекту реакции все химические процессы разделяют
на экзотермические и эндотермические.
Экзотермическими называют химические процессы, которые протекают
с выделением теплоты.
К экзотермическим относятся процессы хлорирования, гидрирования,
гидрохлорирования, полимеризации, поликонденсации и некоторые другие
процессы. Такие процессы применяются для получения сырьевых продуктов и
полуфабрикатов при производстве синтетических смол, пластмасс, химических
волокон, синтетических каучуков, спиртов, растворителей и других веществ.
Эндотермическими
называются
химические
процессы,
которые
протекают с поглощением теплоты. Такие процессы требуют нагрева
реакционной среды для обеспечения нормального протекания химической
реакции.
К
эндотермическим
относятся
процессы
крекинга,
пиролиза
углеводородного сырья, процессы дегидрирования и некоторые другие. Они
применяются при производстве масел, моторных топлив, ароматических
углеводородов, а также различных мономеров.
По
агрегатному
состоянию
реагентов
химические
процессы
классифицируют на гомогенные и гетерогенные.
Гомогенными называют процессы, в которых реагирующие вещества
находятся в одном и том же фазовом состоянии:
ГАЗ – ГАЗ – такие реакции протекают при высокой температуре и
больших скоростях. В качестве примера можно принести процессы горения
горючих газов, пиролиз газообразных углеводородов.
ЖИДКОСТЬ – ЖИДКОСТЬ. Такие реакции происходят между хорошо
смешивающимися жидкостями, например нейтрализация водных растворов
кислот щелочами.
ТВЕРДОЕ ТЕЛО – ТВЕРДОЕ ТЕЛО. Такие реакции распространены в
основном в промышленности строительных материалов и металлургии,
например процесс спекания руд.
295
Гетерогенными называют процессы, в которых реагирующие вещества
находятся в различных фазовых состояниях (реакции протекают на границе
раздела двух фаз):
- ГАЗ – ЖИДКОСТЬ (например, окисление растворов кислородом
воздуха);
- ГАЗ – ТВЕРДОЕ ТЕЛО например, обжиг серного колчедана или синтез
аммиака. При этом в качестве твердой фазы выступает катализатор;
- ЖИДКОСТЬ – ТВЕРДОЕ ТЕЛО (например, полимеризация в
суспензиях);
- ЖИДКОСТЬ – ЖИДКОСТЬ – реакции протекают между двумя
несмешивающимися жидкостями (например, нитрирование и сульфатирование
органических соединений, полимеризация в эмульсиях).
По наличию катализаторов (рис. 10.1) все химические процессы
классифицируют на каталитические и некаталитические. Каталитические
процессы
составляют
основу
большинства
химических
производств.
Катализаторы используются для ускорения реакций, позволяют менять
диапазон температур и давлений, а также относительный состав продуктов
реакции.
296
теплоноситель (хладоагент)
РЕАКТОР
Очистка и разделение
компонентов
Предварительный
катализатор
Смешение
Сырье
Рис. 10.1 – Блок- схема химического реактора
10.2 Назначение и классификация химических реакторов
Реакторами называют аппараты, предназначенные для проведения
химических реакций. В промышленности используется достаточно большое
количество реакторов различных типов, имеющих существенные различия.
Поэтому существует классификация химических реакторов по способу
организации процесса, по гидродинамическому режиму (режиму движения
реакционной среды), по тепловому режиму, по фазовому состоянию исходных
реагентов, по конструктивному исполнению.
По
способу
подразделяются
на
организации
реакторы
процесса
все
периодического
химические
действия,
реакторы
непрерывного
действия и полунепрерывного (комбинированного) действия.
В реакторах периодического действия исходные вещества (реагенты)
загружают через определенные промежутки времени, протекает химическая
297
реакция, продукты реакции выгружают и в реактор загружают новые порции
сырья. Таким образом, в реакторах периодического действия все его стадии
(загрузка, реакция и разгрузка) протекают в одном аппарате, но в разное время.
Общая продолжительность процесса складывается из времени реакции и
времени, необходимого для осуществления вспомогательных операций:
загрузки, разогрева, охлаждения, выгрузки и др. Реакторы периодического
действия используют в основном в тех случаях, когда время протекания
химической реакции достаточно велико по продолжительности. Эффективность
применения реакторов периодического действия оценивают по отношению
продолжительности этапа химических превращений к продолжительности
всего цикла.
Р
(10.1)
ВСП Р ,
Реакторы периодического действия применяют также на производствах
небольшого масштаба и производствах с разнообразным ассортиментом
продукции (при изготовлении красителей, ингредиентов, лекарств и т.п.).
В
реакторах
непрерывного
действия
поступление
исходных
реагентов, сама химическая реакция и выгрузка продуктов производятся
одновременно и непрерывно, но разобщены в пространстве, то есть
осуществляются в различных частях одного аппарата. Такие реакторы
используются в основном на крупных производствах с выпуском большого
количества продукции. Реакторы непрерывного действия имеют существенные
преимущества по сравнению с реакторами периодического действия:
нет перерывов в выпуске конечных продуктов реакции;
создаются
более благоприятные
условия
для
автоматического
регулирования основных параметров;
устойчивость режимов проведения процессов;
компактность оборудования;
более полное использование тепла при отсутствии перерывов в работе
аппарата.
298
Для реакторов непрерывного действия вместо продолжительности
реакции используют такую характеристику, как время контакта веществ в
реакторе, которое определяется соотношением объема реактора к объемному
расходу исходных продуктов.
VР
QV
,
(10.2)
В реакторах полунепрерывного (комбинированного) действия один
из исходных реагентов загружается непрерывно, а другой – периодически.
Иногда реагенты поступают в реактор периодически, а продукты реакции
выгружаются непрерывно. Реакторы полунепрерывного действия используются
тогда, когда возникает необходимость регулирования скорости процесса путем
изменения скорости подачи реагентов.
Наибольшую
пожарную
опасность
представляют
реакторы
периодического действия, поскольку при периодической загрузке и выгрузке
веществ создаются благоприятные условия для образования горючей среды, как
в самих реакторах, так и в помещениях или на открытых технологических
площадках, где они установлены. Это обусловлено контактом горючих веществ
с воздухом. Наиболее безопасны реакторы непрерывного действия.
По гидродинамическому режиму (режиму движения реакционной
среды, или виду перемешивания) различают реакторы идеального смешения и
реакторы идеального вытеснения.
Реакторы идеального (полного) смешения – это аппараты, в которых
потоки реагентов мгновенно и равномерно перемешиваются во всем
реакционном
реакционного
объеме.
объема
В
результате
перемешивания
выравниваются
параметры,
во
всех
точках
характеризующие
протекающий процесс (концентрация, температура и т.п). К аппаратам
идеального смешения относятся реакторы с мешалками.
Реакторы идеального (полного) вытеснения – это аппараты,
в
которых движение реагентов носит поршневой характер, то есть каждый
предыдущий объем, проходящий через аппарат, не смешивается с
299
последующим, а вытесняется им. Идеальный режим работы таких реакторов
характеризуется тем, что элементы объема реакционной среды проходят через
реактор за одинаковое время и претерпевают одинаковую последовательность
изменений основных параметров (температуры, давления, концентрации). При
этом состав реакционной смеси изменяется постепенно, по длине (или высоте)
реактора вследствие протекания химической реакции. К аппаратам идеального
вытеснения относятся змеевиковые, трубчатые и другие реакторы.
По
тепловому
режиму
различают
реакторы
адиабатического,
изотермического, политропического типа и реакторы с программированным
тепловым режимом.
Для каждого химического процесса устанавливается оптимальная
температура,
при
которой
обеспечивается
наибольший
выход
высококачественного продукта и высокий уровень пожарной безопасности.
Как известно, протекание химических реакций возможно лишь в
определенном
интервале
температур,
которые
определяются
энергией
активации вещества.
Энергия активации – это избыточная энергия, которой должны
обладать молекулы для того, чтобы их столкновение могло привести к
образованию нового вещества. Молекулы, обладающие такой энергией,
называются активными. Чем меньше энергия активации реагирующих веществ,
тем больше скорость химической реакции.
С другой стороны, скорость химической реакции в прямой пропорции
зависит от температуры реагирующих компонентов. Поэтому на практике
технологический процесс стремятся вести при максимально возможной
температуре. На практике поддержание оптимальной температуры достигается
правильным выбором химических реакторов по температурному режиму.
Адиабатическими
называют
реакторы,
в
которых
отсутствует
теплообмен с окружающей средой. Такие реакторы используются в основном в
тех случаях, когда при проведении химических процессов не требуется подвод
300
или отвод тепла из зоны реакции (например, при проведении процесса
дегидрирования олефиновых углеводородов).
Температурный
режим
процесса
в
таких
реакторах
полностью
определяется тепловым эффектом самой реакции. То есть все тепло,
выделяемое (или поглощаемое) в реакторе аккумулируется реакционной
смесью. Для создания адиабатического режима реакторы такого типа
оборудуются теплоизоляцией. В адиабатических реакторах имеет место
наибольший перепад температур реагирующих веществ на входе и выходе из
аппаратов . Для осуществления реакций с большим тепловым эффектом,
применяют реакторы с теплообменными устройствами, которые позволяют
отводить избыток теплоты, или наоборот подводить недостающее количество
теплоты. Если скорость отвода (или подвода) тепла из зоны реакции
обеспечивается пропорционально его выделению (или поглощению), то
процесс будет протекать при постоянной температуре
Реакторы,
температуре
в
во
которых
всех
точках
процесс
протекает
реакционного
при
постоянной
объема,
называются
изотермическими. В промышленных условиях изотермический режим
труднодостижим, так как по всему реакционному объему практически
невозможно
обеспечить
неравномерной
скорости
постоянство
химических
температуры
реакций
во
в
основном
времени.
из-за
Поэтому
изотермический режим и реакторы изотермического типа в промышленных
условиях являются идеальными.
Подавляющее большинство реакторов на практике работает по
политропическому режиму, протекающему с теплообменом. Скорость подвода
(или отвода) тепла в них не пропорциональна количеству выделяемого или
поглощаемого тепла.
В реакторах с программированным тепловым режимом теплообмен
осуществляется в соответствие с заданной программой изменения температуры
по высоте реактора или в определенных точках реакционного объема (в
определенные промежутки времени). По фазовому состоянию исходных
301
реагентов реакторы классифицируют на гомогенные и гетерогенные.
Гомогенными называют реакторы, в которых реагенты находятся в одном и том
же фазовом состоянии (например, только жидкая фаза).
Гетерогенными называют реакторы, в которых реагирующие вещества
находятся в различных фазовых состояниях:
газ-жидкость (например, окисление растворов кислородом воздуха);
газ-твердое тело (например, обжиг серного колчедана или синтез
аммиака, при этом в качестве твердой фазы выступает катализатор);
жидкость-твердое тело (например, полимеризация в суспензиях).
По конструктивному исполнению реакторы классифицируют на пять
основных типов: камерные, трубчатые, колонные, емкостные и змеевиковые.
Камерные реакторы представляют собой толстостенные
аппараты
чаще адиабатического типа с насадкой катализатора или без нее. Они
применяются,
как
правило,
для
проведения
процессов
с
небольшим
тепловыделением. Основным преимуществом таких реакторов является
простота конструкции. Однако в таких реакторах имеются условия для местных
перегревов реакционной массы из-за неравномерности температурного поля по
высоте насадки реактора и его сечению. Это вызывает быстрое осмоление
катализатора в местах перегрева с последующим его спеканием и ростом
давления в реакторе.
Трубчатые
реакторы
по
своей
конструкции
подобны
кожухотрубчатым теплообменникам. Катализатор в них размещается в трубках
или в межтрубном пространстве. При размещении катализатора в трубках
внутрь этих трубок подаются реагенты, а в межтрубное пространство подается
теплоноситель или хладагент. Такая конструкция позволяет достаточно
эффективно регулировать температурный режим при проведении химической
реакции. Однако при эксплуатации трубчатых реакторов также может
происходить с течением времени осмоление и ококсование катализатора в
трубках. Это может привести к образованию повышенного давления в реакторе.
302
Наряду с этим возникают трудности при замене катализатора (удаление его из
трубок малого диаметра).
Колонные реакторы представляют собой вертикальные аппараты
большой длины. Они могут быть с неподвижным слоем катализатора,
располагаемым в виде насадок различных типов по высоте ректора, и с
движущимся катализатором (пылевидным или гранулированным). Теплообмен
в реакторах колонного типа осуществляют через теплообменные поверхности,
располагаемые внутри аппаратов, или через специальную рубашку, которая
представляет собой пространство между внутренней и наружной стенкой
аппарата. Реакторы колонного типа отличаются высокой производительностью
и используются, как правило, в непрерывных процессах. Недостатком
колонных реакторов является сложность конструкции и обслуживания.
Емкостные реакторы представляют собой аппараты емкостного типа
с мешалками и теплообменными устройствами. Они находят широкое
применение для проведения как периодических, так и непрерывных процессов.
При этом для проведения непрерывных процессов устраивают каскад из
емкостных реакторов, которые соединяют между собой последовательно.
Теплообменные устройства в емкостных реакторах могут быть выполнены как
в виде рубашек, так и в виде внутренних змеевиков и спиралей. Поверхность
теплообмена в таких реакторах небольшая. Поэтому в таких реакторах
существует опасность роста температуры и давления при увеличении скорости
химической реакции.
Змеевиковые реакторы применяются для проведения процессов,
протекающих с большой скоростью и требующих очень быстрого отвода или
подвода тепла при высоких значениях давления и температуры. Они состоят из
участков
труб,
соединенных
между
собой
специальными
двойниками
(ретурбендами), имеют развитую поверхность теплообмена и могут быть
применены как для проведения экзотермических реакций (полимеризация
этилена методом высокого давления), так и эндотермических процессов
303
(термический крекинг). Недостатком таких реакторов является возможность
образования отложений и повышения давления, а также возможность прогара.
10.3 Пожарная опасность и противопожарная защита химических
реакторов
В течение 5 минут преподаватель доводит до обучаемых пожарную
опасность химических реакторов.
Пожарная опасность химических реакторов определяется следующими
факторами :
1) Пожаровзрывоопасными свойствами обращающихся веществ и
количеством последних.
2) Характером реакционной среды и применяемых катализаторов (или
инициаторов).
3)
Основными
режимными параметрами
процесса
(температура,
давление, объемная или массовая скорости процесса, концентрация веществ).
4) Типом и конструктивными особенностями реактора. Все эти данные
содержатся в пояснительной записке к технологической части проекта и в
технологическом регламенте. При проведении химических процессов в
производстве может обращаться большое количество горючих веществ. Так,
наряду с тем, что сами реагенты могут характеризоваться значительной
пожаровзрывоопасностью,
в
некоторых
процессах
пожарная
нагрузка
увеличивается применением горючих теплоносителей и хладагентов. К
горючим теплоносителям, например, относятся минеральные масла (АМТ-300,
мобильтерм-600),
высокотемпературные
органические
теплоносители
(дифенильная смесь, глицерин, этиленгликоль). В качестве хладагентов широко
применяют горючие газы в сжиженном состоянии (этан, пропилен, аммиак).
В большинстве случаев химические процессы протекают в присутствии
катализаторов. Применяемые в реакторах катализаторы весьма разнообразны
304
по агрегатному состоянию и составу. Это могут быть металлы, соли, кислоты,
щелочи,
металлоорганические
диазосоединения
и
др.
соединения,
Некоторые
перекиси,
катализаторы
гидроперекиси,
являются
весьма
пожаровзрывоопасными веществами. Так, металлоорганические соединения
обладают большой химической активностью, способны самовоспламеняться на
воздухе, а при контакте с водой и некоторыми другими веществами реагируют
с взрывом. Для увеличения поверхности контакта катализатора с веществом его
наносят на пористую основу-носитель, обладающую развитой поверхностью.
При этом катализаторы, приготовленные на основе активированного угля,
весьма пожароопасны, так как склонны к самовозгоранию. Перекиси и
гидроперекиси, применяемые в качестве катализаторов или инициаторов,
являются нестойкими веществами, разлагающимися с взрывом при нагреве до
сравнительно невысоких температур.
Возможность образования горючей среды в реакторах наиболее
вероятна в периоды неустановившейся их работы. К таким периодам относятся
периоды
пуска
и
остановки
реакторов.
Наибольшей
опасностью
характеризуются реакторы периодического действия, поскольку они наиболее
часто останавливаются для загрузки и выгрузки веществ, замены отработанного
катализатора. При этом создаются благоприятные условия для контакта
горючих веществ с окислителем (воздухом), что при определенных условиях
может привести к образованию горючей среды внутри как в самих реакторов,
так и в помещениях, где они установлены. Для того чтобы исключить
возможность образования горючей среды в периоды пуска реакторов
необходимо обеспечивать их тщательную продувку от кислорода воздуха перед
подачей горючих веществ. Для этих целей чаще всего используются инертные
газы и водяной пар. Окончание продувки аппаратов определяется анализом
выбрасываемой смеси на присутствие кислорода. Для предупреждения
образования горючей среды при остановке реакторов необходимо обеспечивать
полный слив огнеопасных жидкостей и стравливание горючих газов. Для
обеспечения полного слива жидкостей сливной трубопровод необходимо
305
присоединять к самой нижней точке аппарата. Чтобы облегчить условия
опорожнения аппаратов рекомендуется предусматривать конические или
сферические днища, а также некоторый уклон горизонтально расположенных
аппаратов и трубопроводов. Если конструкция аппарата не обеспечивает
полный слив жидкости, то применяют способы промывки аппарата водой. Вода
постепенно вымывает огнеопасную жидкость, замещая ее в аппарате; Для
предупреждения
максимально
выхода
веществ
герметизировать
наружу
загрузочные
из
и
реакторов
необходимо
разгрузочные
устройства
аппаратов. Для этого используются специальные уплотнительные прокладки,
выполняемые из материалов, стойких к воздействию окружающей среды.
Загрузку и разгрузку аппаратов лучше производить не открытым способом, а
через специальные загрузочные и разгрузочные трубы. У периодически
действующих реакторов необходимо предусматривать системы местных
отсосов горючих газов, паров и пылей у мест их сосредоточенного выхода из
аппаратов (открываемые крышки, люки для взятия проб и т.п.). При этом
концентрация горючих веществ в воздухе непосредственно у мест отсоса и в
воздуховодах не должна превышать 50% от НКПР. В реакторах, используемых
для осуществления химических реакций между органическими веществами и
окислителями (например, при хлорировании или окислении углеводородов),
горючая среда может образоваться при нарушении соотношения горючего
вещества и окислителя. Чтобы избежать таких ситуаций, необходимо реакторы
оборудовать надежными регуляторами, обеспечивающими постоянное и
безопасное соотношение исходных веществ. При проведении некоторых
каталитических
процессов
возникает
необходимость
регенерации
(восстановления) катализатора вследствие того, что на его поверхности
образуется
кокс
или
смолистые
отложения,
снижающие
активность.
Регенерация осуществляется путем подачи в реактор горячего воздуха и
выжигания
отложений.
При
периодическом
чередовании
процессов
контактирования веществ в реакторе и регенерации катализатора также
создаются благоприятные условия для образования горючей среды. Чтобы
306
избежать этого, необходимо перед регенерацией осуществлять продувку
ректоров от горючих паров и газов, а после регенерации от воздуха. Для
реакторов, работающих под вакуумом, горючая среда может образоваться
вследствие подсоса воздуха через неплотности. Поэтому такие реакторы
должны быть надежно герметизированы. Образование горючей среды в
помещениях. В объеме помещений горючая среда может образоваться
вследствие утечек горючих веществ из самих реакторов и из технологических
коммуникаций, с которыми они связаны. Утечки могут происходить через
прокладки, швы, разъемные соединения. Значительное количество реакторов
имеют мешалки у которых валы проходят через корпус аппаратов. Зазоры
между валами и корпусом аппаратов чаще всего герметизируются посредством
сальниковых
уплотнений.
Создать
надежную
герметичность
сальников
достаточно трудно, в процессе работы оборудования они изнашиваются,
поэтому эксплуатация аппаратов с наличием сальниковых уплотнений всегда
связана с утечками паров, газов или жидкостей.
Для предупреждения утечек горючих веществ необходимо:
- соединение коммуникаций между собой и с реакторами осуществлять
преимущественно
необходимо
сваркой.
При
устанавливать
использовании
износоустойчивые
фланцевых
прокладочные
соединений
материалы
(фибру, резину, асбест, поронит и т.п.). В процессе эксплуатации необходимо
осуществлять систематический контроль за герметичностью соединений;
вместо сальниковых уплотнений необходимо преимущественно использовать
торцевые уплотнения, обеспечивающие необходимую герметичность. Если нет
возможности использования торцевых уплотнений, то у мест установки
сальников следует предусматривать местные отсосы; все оборудование должно
в
установленные
герметичность.
инструкциями
Наибольшую
сроки
опасность
подвергаться
при
испытаниям
эксплуатации
на
реакторов
представляют аварийные ситуации, связанные с их повреждением. Наиболее
характерными для реакторов причинами повреждений являются образование
повышенного давления, коррозия и эрозия. Повышенное давление в реакторах
307
может возникнуть главным образом из-за нарушения материального и
теплового балансов. К нарушению материального баланса могут привести
следующие причины. Неравнозначная замена или нарушение нормального
режима работы устройств, обеспечивающих подачу горючих веществ в
реакторы непрерывного действия (насосы, компрессоры). Обычно насосы и
компрессоры подбираются с таким расчетом, чтобы обеспечивалась подача
определенного объема веществ, успешно преодолевалось сопротивление при
движении среды и создавалось необходимое давление в реакторах. Если же
будет установлено оборудование с большей производительностью, то в реактор
будет поступать непредусмотренное нормами технологического режима
количество горючих веществ и давление в нем может превысить допустимые
значения. Учитывая это необходимо:
- использовать только те насосы и компрессоры, которые удовлетворяют
условиям работы реакторов;
- на линии за насосом или компрессором следует устанавливать
манометры для контроля величины давления;
-
устанавливать
автоматические
счетчики-дозаторы
количества
поступающих в аппараты веществ;
- предусматривать автоматические регуляторы, которые при повышении
давления в системе уменьшают число оборотов валов насосов, вентиляторов
или снижают число ходов поршня компрессоров, а при уменьшении давления
автоматически увеличивают их производительность;
-
предусматривать
системы
автоматической
блокировки,
обеспечивающие прекращение подачи продукта насосами, компрессорами и
т.п. при достижении опасной величины давления в аппаратах. Увеличение
сопротивления в технологических коммуникациях, по которым из реакторов
непрерывного действия отводятся горючие вещества. При этом в реакторах
будет накапливаться избыточное количество веществ, что неизбежно приведет
к образованию повышенного давления. Сопротивление в технологических
линиях может увеличиваться при образовании в них отложений или неполном
308
открытии задвижек и вентилей. Авария технологического оборудования
становится неизбежной, когда все проходное сечение забивается отложениями
(возникает пробка) или перекрывается задвижкой. Чтобы избежать образования
в
технологических
линиях
различного
рода
отложений
необходимо:-
производить предварительную очистку веществ от взвешенных твердых частиц
и солей. Очистка жидкостей от взвешенных твердых частиц производится
путем отстаивания и фильтрации, очистка от солей - химическим способом
(путем введения щелочей, кислот) или токами высокого напряжения на
электрообессоливающих
установках
(ЭЛОУ);
-
для
предупреждения
образования полимерных отложений: добавлять в продукт ингибиторы,
тормозящие процесс полимеризации (древесные смолы, гидрохинон и т.п.);
контролировать
застойные
зоны;
и
регулировать
применять
рабочую
для
температуру;
изготовления
ликвидировать
аппаратов
материалы,
тормозящие процесс полимеризации; для исключения образования ледяных и
кристаллогидратных пробок: производить предварительную осушку исходных
веществ от влаги (хлористым алюминием и кальцием, силикагелем и т.п.);
вводить (если это допустимо по условиям технологии) специальные вещества,
растворяющие кристаллогидраты (например, метиловый и этиловый спирты).
- учитывая, что указанные выше мероприятия не могут полностью
исключить опасность образования отложений и пробок, а лишь снижают в той
или
иной
мере
интенсивность
их
образования,
рекомендуется
через
определенные периоды времени производить очистку оборудования от
отложений.
- предусматривать по возможности вместо насосов и компрессоров
объемного действия центробежные аппараты, которые при увеличении
сопротивления в линии способны работать "на себя". Если нет возможности
такой замены, то на насосах и компрессорах объемного действия необходимо
устанавливать обводные линии с перепускными клапанами. Закоксование,
осмоление или спекание катализатора также могут стать причиной нарушения
материального баланса и повышения давления в реакторах вследствие
309
увеличения гидравлического сопротивления прохождению реакционной смеси.
В связи с этим необходимо устанавливать приборы контроля за давлением в
реакторе
и
периодически
предупреждения
спекания
производить
катализатора
замену
необходимо
катализатора.
при
Для
установлении
оптимального температурного режима учитывать температуру, при которой
возможно спекание катализатора, и в процессе эксплуатации реактора не
допускать повышения температуры. В любом реакторе вытеснения скорость
жидкости или газа у стенки реактора всегда будет меньше, чем в центральной
части. Поэтому реакция у стенок протекает глубже, и в некоторых случаях до
образования побочных продуктов, отлагающихся на стенках. Например, при
термическом крекинге нефтепродукты могут разлагаться до образования кокса
на внутренней поверхности реактора змеевикового типа. Наличие отложений не
только способствует повышению давления, но и может стать причиной прогара.
Нарушению материального баланса и повышению давления может
способствовать образование побочных продуктов реакции. Исходные продукты
могут реагировать между собой по различным схемам, поэтому, кроме главного
продукта, возможно
образование побочных. Побочные реакции могут
возникать за счет примесей, поэтому при составлении материального баланса
необходимо
учитывать
возможные
побочные
реакции
и
продукты,
оказывающие влияние на режим работы реакторов. Материальный баланс
составляют обычно из расчета исходных реагентов и получения побочных
веществ на единицу основного продукта. Переполнение реакторов является
частным случаем нарушения в них материального баланса. В реакторах
периодического действия ни одно из веществ не вводят и не выводят во время
реакции. В случае переполнения таких реакторов повышенное давление может
возникнуть за счет перемешивания, вспенивания или вскипания веществ.
Поэтому в реакторах всегда необходимо иметь свободное пространство для
пено- и парообразования, а также образования воронки при перемешивании.
Реакторы необходимо оборудовать системами контроля за уровнем продуктов в
реакторе,
системами
автоматического
регулирования
310
уровня,
а
также
системами сигнализации, оповещающими обслуживающий персонал об
отклонениях.
Нарушение
режима
работы
устройств,
обеспечивающих
подачу
веществ в
реакторы
Увеличение сопротивления в
отводящих
линиях
реакторов
Закоксование,
осмоление
или
спекание
катализатора
Образование
отложжений
на
внутренних
поверхностях
реакторов
вытеснения
Образование
побочных
продуктов
реакции
Переполнение
реакторов
Нарушение материального баланса
Причины образования повышенного
давления в реакторах
Нарушение теплового баланса
Нарушение режима
охлаждения или
обогрева реакторов
Нарушение скорости
химических реакций
Рис. 10.2 – Причины образования повышенного давления в реакторах
Нарушению материального баланса и повышению давления может
способствовать образование побочных продуктов реакции. Исходные продукты
могут реагировать между собой по различным схемам, поэтому, кроме главного
продукта, возможно образование побочных. Побочные реакции могут
возникать за счет примесей, поэтому при составлении материального баланса
необходимо
учитывать
возможные
побочные
реакции
и
продукты,
оказывающие влияние на режим работы реакторов. Материальный баланс
составляют обычно из расчета исходных реагентов и получения побочных
311
веществ на единицу основного продукта. Переполнение реакторов является
частным случаем нарушения в них материального баланса. В реакторах
периодического действия ни одно из веществ не вводят и не выводят во время
реакции. В случае переполнения таких реакторов повышенное давление может
возникнуть за счет перемешивания, вспенивания или вскипания веществ.
Поэтому в реакторах всегда необходимо иметь свободное пространство для
пено- и парообразования, а также образования воронки при перемешивании.
Реакторы необходимо оборудовать системами контроля за уровнем продуктов в
реакторе,
системами
автоматического
регулирования
уровня,
а
также
системами сигнализации, оповещающими обслуживающий персонал об
отклонениях.
Причинами нарушения теплового баланса могут стать:
1. Нарушение режима обогрева или охлаждения реакторов. При
нарушении режима обогрева или охлаждения аппаратов с газами и жидкостями
температура в них может значительно повышаться. Повышение температуры в
аппаратах будет способствовать объемному расширению веществ, увеличению
упругости паров и газов и тем самым возрастанию внутреннего давления.
Особенно опасны в этом отношении аппараты, полностью заполненные
жидкостями или сжиженными газами, то есть без оставления парового
пространства. Так как жидкости практически не сжимаются, то нагревание их
даже до невысоких температур может вызвать очень большие внутренние
давления, приводящие к повреждениям и разрыву стенок. Нарушение режима
теплообмена
может
происходить
при
загрязнении
теплообменных
поверхностей и при изменении количества подаваемых теплоносителей или
хладагентов. Для предупреждения таких ситуаций необходимо:
обеспечивать систематическую очистку теплообменных поверхностей
от отложений;
осуществлять контроль за расходом и составом топлива, сжигаемого с
целью
нагрева
горючих
веществ
в
аппаратах
теплоносителей, подаваемых в другие аппараты;
312
или
промежуточных
обеспечивать
правильную
регулировку
систем
электрообогрева
аппаратов с горючими веществами, установок для нагрева промежуточных
теплоносителей электрическим током и контроль за основными параметрами
(величиной тока, напряжения, сопротивления, мощности);
устанавливать приборы контроля за температурой и расходом
теплоносителей и хладагентов;
предусматривать системы автоматического регулирования количества
и температуры подаваемого в аппарат теплоносителя (или хладагента) в
зависимости от температуры нагреваемого (или охлаждаемого) вещества в
реакторе.
применять системы световой и звуковой сигнализации о повышении
температуры теплоносителя, хладагента и нагреваемого (или охлаждаемого)
вещества до опасных значений.
2. Нарушение скорости химических реакций. Ситуации, связанные с
нарушением скорости химических реакций, могут происходить главным
образом в результате нарушения соотношения компонентов, подаваемых в зону
реакции. Наибольшую пожарную опасность при нарушении соотношения
компонентов
представляют
экзотермические
процессы.
Неправильное
проведение таких процессов может привести к увеличению тепловыделения в
зоне реакции и образованию побочных парогазообразных продуктов. Это в
свою очередь будет способствовать появлению в аппарате избыточного
давления.
При
проведении
эндотермических
химических
процессов
повышенное давление в аппаратах может образоваться при снижении скорости
реакции, повышенном обогреве аппаратов, а также при
одновременном
эффекте того и другого. Для ускорения протекания химических реакций
используют катализаторы. Под их влиянием происходит снижение энергии
активации. Увеличение количества подаваемого катализатора также может
привести к значительному увеличению скорости химической реакции и
повышению давления. При возрастании рабочей температуры и давления
скорость реакции может достигнуть очень высоких значений, при которых
313
возможно воспламенение и взрыв реакционной смеси. Зависимость скорости
реакции от температуры и энергии активации описывается уравнением
Аррениуса. Для предотвращения увеличения скорости реакции необходимо:
предусматривать системы автоматического регулирования расхода
или соотношения подаваемых в зону реакции компонентов, в том числе
катализаторов и инициаторов;
предусматривать системы автоматического контроля и регулирования
расхода и температуры хладагента, подаваемого для отвода избыточной
теплоты экзотермической реакции;
предусматривать системы автоматического регулирования рабочей
температуры и давления в реакторах;
предусматривать специальные устройства для отвода из аппаратов
побочных парогазообразных продуктов реакции, способствующих повышению
в них давления.
Несмотря на все перечисленные выше меры защиты от повышения
давления в реакторах, однозначно сказать, что этого не произойдет, нельзя. На
ход протекания аварийной ситуации может влиять достаточно большое
количество факторов.
Коррозия. Для защиты от коррозии необходимо:
использовать
для
изготовления
реакторов
коррозионностойкие
материалы (высоколегированные стали, свинец);
предусматривать изоляцию металла от агрессивной среды защитными
покрытиями (эмалью, лаками, графитовыми плитками, метлахской плиткой).
Эрозии наиболее подвержены реакторы с движущимися твердыми
катализаторами. Значительная опасность повреждения аппаратов за счет эрозии
может возникать при наличии в реагентах механических примесей. Особенно
интенсивно процессы эрозии протекают в местах изменения направления
движения потока. Для защиты от эрозии необходимо:
314
изготавливать
реакторы
из
эрозионностойких
материалов
или
защищать их ими. Наиболее стойкими по отношению к эрозии являются
молибденовые стали;
производить
химико-термическую
обработку
материалов
для
уменьшения шероховатости поверхности, повышения поверхностной твердости
и износоустойчивости;
предусматривать плавные повороты и переходы для снижения
турбулентности потоков;
применять в конструкциях аппаратов отражатели и рассекатели
компактных струй для исключения прямых ударов последних о стенки
технологического оборудования;
производить предварительную очистку веществ от твердых примесей
перед подачей в реакторы.
Для предупреждения образования горючей среды в объеме помещений,
необходимо устанавливать газоанализаторы. Концентрация горючих газов и
паров в помещении не должна превышать 10% от НКПР. При достижении этой
величины должна автоматически включаться аварийная вентиляция.
Источники зажигания. Источниками зажигания горючих смесей при
проведении химических процессов могут стать:
теплота реакции (это характерно для экзотермических реакций).
высоконагретые конструктивные элементы установок. Это, прежде
всего, касается установок, где осуществляется огневой нагрев веществ или
нагрев электрическим током.
искровые
разряды
статического
электричества.
Статическое
электричество может накапливаться при транспортировке, измельчении,
перемешивании веществ, являющихся диэлектриками. Для предупреждения
опасного
проявления
искровых
разрядов
статического
электричества
необходимо заземлять аппараты и трубопроводы, исключать возможность
образования падающей струи, устанавливать релаксационные емкости на
315
трубопроводах
с
жидкостями,
применять
струнные
и
игольчатые
нейтрализаторы.
теплота самовозгорания отложений. Самовозгорание отложений
может происходить в момент вывода технологического оборудования из
эксплуатации, когда в объем аппаратов поступает воздух и начинается процесс
окисления отложений. Для предупреждения самовозгорания отложений
необходимо прежде всего не допускать их образования вообще. Например,
защита от образования сульфидов железа может быть обеспечена путем
нанесения на внутреннюю поверхность аппаратов изолирующих покрытий. В
период остановки оборудования необходимо обеспечивать постепенное
окисление отложений путем добавления небольших количеств воздуха к
водяному пару, подаваемому на продувку. Систематически необходимо
производить очистку оборудования от отложений.
тепловые проявления (искры, дуги, перегрев и т.п.), возникающие при
аварийных режимах работы силового, осветительного электрооборудования,
сетей автоматического контроля, а также при несоответствии эксплуатируемого
электрооборудования требованиям Правил устройства электроустановок.
искры и открытое пламя при проведении огневых работ;
искры механического происхождения при ремонте или производстве
очистных работ.
Причины и пути распространения пожара. Пожар в помещении, где
эксплуатируются реакторы, может распространиться главным образом по
поверхности разлившейся жидкости, через дыхательную арматуру аппаратов,
по технологическим трубопроводам, по системам вентиляции и канализации.
Для предупреждения быстрого распространения пожара и снижения
негативных последствий от него необходимо:
предусматривать
системы
аварийного
слива
веществ
или
стравливания газов из аппаратов;
под аппаратами устраивать бортики, а в дверных проемах пороги с
пандусами высотой не менее 0,15 м для предупреждения растекания жидкости;
316
не допускать образования горючих отложений в технологических и
инженерных коммуникациях;
оборудовать
технологические
огнепреградителями
коммуникации,
дыхательные
соединяющие
линии
между собой
и
несколько
аппаратов;
устанавливать
огнезадерживающие
клапана
в
местах
прохода
воздуховодов через противопожарные преграды;
оборудовать коммуникации системы канализации гидрозатворами;
реакторы,
в
которых
существует
опасность
взрыва,
следует
оборудовать взрывными предохранительными клапанами;
в помещениях необходимо устраивать системы автоматического
пожаротушения, выбор которых зависит от свойств обращающихся веществ.
10.4 Классификация химических процессов в зависимости от
теплового режима
Все химические процессы в зависимости от теплового эффекта реакции
подразделяются на две большие группы: экзотермические процессы и
эндотермические процессы (рис. 10.3).
Экзотермические и эндотермические реакции являются обратимыми.
Ими можно управлять.
Проведение всех химических процессов построено на принципе ЛеШателье:
Если
на
систему,
находящуюся
в
химическом
равновесии,
оказывается какое-либо воздействие (давление, температура и т.п.), то
равновесие будет сдвигаться в таком направлении, что оказанное
воздействие будет ослаблено.
317
Руководствуясь этим принципом, можно легко установить, какие
необходимо
создавать
внешние
условия
для
того,
чтобы
протекали
необходимые реакции.
Рис. 10.3 – Классификация процессов по тепловому эффекту
Так, если при проведении экзотермических процессов производить
нагревание веществ, то равновесие будет смещено в сторону исходных
компонентов, а не продуктов реакции:
А + В = С + В + �.
(10.3)
Поэтому для того, чтобы экзотермические процессы протекали
нормально, необходимо, наоборот, обеспечивать отвод тепла. Для этих целей
используются хладоагенты.
При проведении эндотермических процессов реакции будут протекать
нормально, если реакционная смесь будет подогреваться. Для этих целей может
быть применен огневой обогрев, электроподогрев, высокотемпературные
теплоносители, водяной пар.
Принцип Ле-Шателье используется также для установления режима
давления при проведении химических процессов. При повышении давления
(сжатии) в соответствии с принципом Ле-Шателье равновесие реакции
318
смещается в направлении образования веществ, занимающих меньший объем, и
наоборот, понижение давления способствует процессу, сопровождающемуся
увеличением объема.
10.5 Основные виды экзотермических процессов. Особенности
пожарной опасности и основные противопожарные мероприятия при их
проведении
Процессы гидрирования (гидрогенизации).
Гидрированием
(гидрогенизацией)
называется
процесс
непосредственного присоединения водорода к различным веществам. Реакция
гидрирования в общем виде может быть представлена уравнением:
А + Н2 = В + �.
(10.4)
Реакции гидрирования протекают с уменьшением объема, поэтому их
проводят при повышенном давлении (от 0,5 до 40 МПа). Для увеличения
выхода конечного продукта процесс проводят в избытке водорода (рис. 10.4).
Рис.
10.4
–
Принципиальная
технологическая
гидрирования:
319
схема
процесса
где: 1 – исходное сырье; 2 – испарение; 3 – смешение с водородом; 4 –
реактор; 5 – выделение водорода из реакционной смеси; 6 – разделение
продуктов гидрирования; 7 – побочные продукты; 8 – продукты гидрирования;
9 – избыточный водород; 10 – циркуляционный водород
Все процессы гидрирования являются каталитическими. В качестве
катализаторов используют металлы (Fe, Ca, Ni), а также оксиды и сульфиды
металлов. Активность катализаторов повышается при нагреве, поэтому,
несмотря на экзотермичность процессов, реакции ведут при повышенных
температурах (от 100 до 400 0С) в зависимости от активности катализатора и
реакционной способности реагентов.
Процессы гидрирования широко используются в промышленности для
получения
растворителей,
синтетических
смол,
поверхностно-активных
веществ, моторных топлив, технических смазок и т.п. При этом в качестве
исходного сырья применяются ароматические углеводороды, альдегиды,
кетоны, нитросоединения, синтетические жирные кислоты и др.
Примеры:
1) Из бензола гидрированием получают циклогексан:
С6Н6 + 3Н2 = С6Н12 + Q
Из циклогексана впоследствии получают циклогексанон С6Н10О,
являющийся широко применяемым растворителем.
2) Из ацетилена гидрированием получают этилен:
С2Н2 + Н2 = С2Н4 + Q.
3) Гидрогенизацией окиси углерода получают спирты:
СО + Н2 = НСОН (метанол)
СО + 2Н2 = СН3ОН (этанол)
4) Гидрогенизацией угля получают бензин, дизельное топливо, фенолы,
смазочные масла.
Для каждого процесса гидрирования устанавливают оптимальное время
контакта реагирующих веществ с катализатором, обеспечивающее высокий
320
выход целевого продукта. Для разных процессов время контакта изменяется от
долей минуты до нескольких часов.
Для проведения процессов гидрирования используются в основном
реакторы трубчатого и колонного типа с неподвижным слоем катализатора.
Катализатор размещается в специальной катализаторной коробке.
В зависимости от температуры и давления процессы гидрирования
могут
проводиться
в
жидкой
или
парогазовой
фазах.
Жидкофазное
гидрирование применяется для веществ с высокой температурой кипения
(жиры, карбоновые кислоты). Газофазное гидрирование применяется для
веществ с низкой температурой кипения. Гидрирование в парогазовой фазе
проводят путем пропускания смеси водорода с парами исходного вещества
через неподвижный катализатор (рис. 10.4).
В соответствие со схемой исходное сырье изначально подогревается и
испаряется в испарителе 2. Полученные пары смешиваются с водородом в
аппарате 3 и направляются в реактор гидрирования (трубчатого или колонного
типа). Образующиеся продукты гидрирования и избыток водорода подают в
конденсатор 5 для разделения. Продукты реакции конденсируются и переходят
в жидкую фазу, а водород отделяется и подается в линию циркуляции для
повторного смешивания с сырьем. В случае избытка водорода его частично
подают в факельную систему для сжигания. В аппарате 6 из жидкой фазы
отделяют
побочные
вещества
и
получают
необходимые
продукты
гидрирования. Как видно из схемы и описания, процесс гидрирования является
непрерывным.
Пожарная
опасность
процессов
гидрирования
характеризуется
следующими факторами:
1. Наличием большого количества горючих веществ. Во всех
процессах гидрирования обращается водород. При проведении процессов
гидрирования обращается большое количество легковоспламеняющихся и
горючих жидкостей, которые используются в качестве сырья и получаются в
качестве продуктов гидрирования. Для подогрева исходного сырья используют
321
высокотемпературные
органические
теплоносители,
являющиеся
также
горючими веществами.
2. Возможностью образования горючей среды внутри реакторов, в
испарителях, смесителях и других аппаратах в периоды пуска и остановки. При
нормальном (установившемся) режиме горючая среда внутри аппаратов не
образуется, поскольку их объем полностью заполнен горючими веществами и
доступ окислителя исключен.
3. Возможностью выхода водорода, горючих жидкостей и их паров в
объем
помещения
при
появлении
неплотностей
и
повреждений
технологического оборудования. При этом если вещества нагреты до высоких
температур, то при смешивании с воздухом, возможно, их самовоспламенение.
Наиболее часто повреждения технологического оборудования установок
гидрирования
происходят
из-за
образования
повышенных
давлений,
температурных напряжений и протекания процессов коррозии.
Характерными причинами повышения давления являются:
а)
Нарушение
температурного
режима.
Для
поддержания
температурного режима в нормальных пределах необходимо:
предусматривать системы автоматического контроля и регулирования
температуры в испарителях и реакторах;
устраивать
системы
автоматического
регулирования
состава
парогазовой смеси;
устанавливать приборы контроля за температурой и расходом
теплоносителей и хладоагентов;
обеспечивать систематическую очистку теплообменных поверхностей
от отложений, ухудшающих теплоотвод;
применять системы световой и звуковой сигнализации о повышении
до опасных значений температуры исходных продуктов и реакционной смеси.
б) Увеличение сопротивления насадки катализатора.
в)
Попадание
жидкого
неиспарившегося
газофазного гидрирования.
322
продукта
в
реакторы
Для защиты от повышения давления реакторы необходимо оборудовать
предохранительными избыточными клапанами.
Температурные напряжения в металле могут возникать в реакторах
трубчатого типа при значительном перепаде температур между трубками и
кожухом, а также между реакционной средой и хладоагентом. Для
предупреждения повреждений необходимо такие реакторы оборудовать
температурными компенсаторами.
Специфичной причиной повреждения реакторов гидрирования является
водородная коррозия, а также сероводородная коррозия (за счет наличия
примесей сероводорода и других сернистых соединений). Коррозию стенок
аппаратов могут также вызывать гидрируемые вещества, например, карбоновые
кислоты.
Для
предотвращения
повреждений,
вызванных
коррозией,
необходимо использовать для изготовления реакторов коррозионностойкие
материалы (высоколегированные стали, свинец) или изолировать металл от
агрессивной среды защитными покрытиями (эмалью, лаками, графитовыми
плитками, метлахской плиткой).
Для контроля за состоянием воздушной среды в помещениях
реакторного цеха необходимо устанавливать газоанализаторы, сблокированные
с приводом аварийной вентиляции, аварийным сбросом газа в факельную
систему, перекрытием аварийных задвижек и пуском негорючего газа в
реакторы.
4. Возможностью возникновения потенциально-пожароопасных
тепловых
источников.
Специфическими
для
процессов
гидрирования
источниками зажигания являются:
теплота химической реакции;
искровые разряды статического электричества. Заряды статического
электричества накапливаются при движении продуктов в трубах, аппаратах и
при выходе парогазовой смеси под большим давлением наружу через малые
отверстия;
323
теплота самовозгорания сульфидов железа. Сульфиды железа,
образующиеся на стенках реакторов, самовозгораются при доступе воздуха
(например, при замене катализатора). Для предупреждения этого замену
катализатора следует производить под защитой азота;
тепловые проявления (искры, дуги, перегрев и т.п.), возникающие при
аварийных режимах работы силового, осветительного электрооборудования,
сетей автоматического контроля, а также при несоответствии эксплуатируемого
электрооборудования требованиям Правил устройства электроустановок;
искры и открытое пламя при проведении огневых работ;
искры механического происхождения при ремонте или производстве
очистных работ.
5. Возможностью быстрого распространения пожара. Применительно
к процессам гидрирования можно отметить, что распространение пожара может
произойти при обратном проскоке пламени из факельной системы внутрь
основных
аппаратов.
Для
того,
чтобы
этого
избежать,
необходимо
коммуникации факельной системы оборудовать огнепреградителями.
Аварии в реакторах гидрирования и соединенных с ними трубопроводах
обычно сопровождаются выходом в помещение большого количества водорода
и быстрым нарастанием его концентрации до взрывоопасных пределов.
Поэтому цеха гидрирования относят к категориям А по взрывопожарной и
пожарной
опасности
и
оборудуют
автоматическими
установками
пожаротушения.
Процессы хлорирования и гидрохлорирования.
Процессы хлорирования и гидрохлорирования проводятся с целью
введения атомов хлора в органические соединения. Введением хлора в
органические соединения получают растворители, ядохимикаты, мономеры
(используемые
для
производства
пластмасс,
химических
волокон,
синтетических каучуков и других полимерных материалов), а также
промежуточные продукты органического синтеза (рис. 10.5).
324
Рис.
10.5
–
Принципиальная
технологическая
схема
процесса
газофазного хлорирования
где: 1 – подача хлора; 2 – подача исходного сырья; 3 – испарение и
очистка сырья; 4 – смеситель; 5 – подогреватель; 6 – реактор; 7 – холодильник;
8 – очистка от хлористого водорода; 9 – осушка; 10 – конденсация; 11 – вывод
побочных продуктов; 12 – ректификация; 13 – хлорированные продукты; 14 –
возврат избытка сырья в реактор
Примеры:
1) Хлорированием этилена получают дихлорэтан, являющийся широко
распространенным растворителем:
СН2 = СН2 + Сl2 – ClCH2-CH2Cl + Q.
2)
Гидрохлорированием
ацетилена
получают
хлористый
винил
(винилхлорид), являющийся сырьем для получения различных полимерных
материалов, широко применяемых в промышленности:
СН = СН + НСl – CH2 = CHCl + Q.
Условия осуществления процессов хлорирования (гидрохлорирования) в
промышленности весьма разнообразны. Они могут осуществляться как в
325
жидкой, так и в паровой фазах; в присутствии катализаторов или инициаторов,
а также без них; при обычных и повышенных давлениях и температурах.
Для
проведения
процессов
хлорирования
и
гидрохлорирования
используются в основном реакторы трубчатого или камерного типа. В качестве
катализаторов чаще всего используются галогениды различных металлов
(FеСl3, АlСl3), в качестве инициаторов – перекись бензоила и др.
Аналогично
осуществляется
газофазное
гидрохлорирование.
В
соответствие со схемой сырье изначально подогревается, испаряется и
очищается от примесей. В смесителе 4 пары смешиваются с хлором.
Полученная смесь подогревается в подогревателе и подается в реактор.
Газофазные процессы хлорирования и гидрохлорирования могут проводиться
при температурах 200 – 550 0С. Так, пентан хлорируют при 250 – 275 0С, метан
– при 500 – 550 0С. Газофазное гидрохлорирование некоторых углеводородов
(например, ацетилена) осуществляют при 200 0С и ниже.
После проведения реакции парогазовую смесь подают в абсорбер, где
осуществляется очистка от хлористого водорода. В качестве абсорбента
используется вода. После очистки смесь подвергают осушке от паров воды и
путем конденсации отделяют жидкую фазу от газообразных продуктов. Смесь
газообразных продуктов, при наличии в них значительного количества
непрореагировавших сырьевых веществ, направляют снова в реактор, а избыток
смеси отводят на утилизацию или сбрасывают в атмосферу.
Из жидкой фазы путем ректификации получают целевые хлорированные
продукты.
Пожарная опасность процессов хлорирования и гидрохлорирования
характеризуется следующими факторами:
1. Пожаровзрывоопасными свойствами обращающихся веществ и
их наличием в больших количествах.
В
качестве
исходных
продуктов
при
проведении
процессов
хлорирования и гидрохлорирования используют горючие углеводородные газы
(метан, этан, этилен, пропилен, ацетилен и др.), легковоспламеняющиеся и
326
горючие жидкости (винилацетилен, бензол, фенол, толуол и др.). Конечные и
промежуточные
продукты
легковоспламеняющимися
в
большинстве
или
горючими
случаев
являются
жидкостями
также
(дихлорэтан,
хлорбензол, хлоропрен, дихлорэтилен и др.) и сжиженными газами (хлористый
винил, хлористый метил и др.), обладающими, как правило, большой
токсичностью.
Некоторые газофазные процессы требуют подогрева до 200 – 500 0С.
Для этой цели используют высокотемпературные органические теплоносители
(горючие жидкости).
2.
Возможностью
образования
горючей
среды
внутри
технологического оборудования в периоды пуска, остановки, а также
непосредственно при проведении реакции. При проведении процессов
хлорирования пары органических жидкостей и углеводородные газы образуют
с хлором взрывоопасные смеси. Поэтому для процессов хлорирования
необходимо
предусматривать
надежную
систему
автоматического
регулирования соотношения исходных реагентов и хлора.
При гидрохлорировании также возникает опасность образования в
реакторах взрывоопасных смесей, если в хлористом водороде содержится хлор.
Поэтому к содержанию свободного хлора в хлористом водороде должны
предъявляться жесткие требования.
Следует иметь в виду, что при прекращении или уменьшении подачи
хлористого водорода и хлора для реагирования может наблюдаться взрывное
разложение
некоторых
углеводородов
(ацетилена,
этилена
и
др.)
на
поверхности разогретого твердого катализатора. Поэтому подачу хлора и
хлористого водорода в реактор следует осуществлять при постоянном
давлении. При падении давления на вводе хлористого водорода и хлора,
должна автоматически прекращаться подача органического реагента, а для
защиты реактора следует внутрь подавать инертный газ.
3. Возможностью образования горючих смесей в объеме помещений.
327
Такие
ситуации
возможны
при
повреждении
технологического
оборудования. Для процессов хлорирования и гидрохлорирования характерны
те же причины повреждения технологического оборудования, что и для
процессов гидрирования (повышенные давления, температурные напряжения,
коррозия). Отметим некоторые особенности, характерные для процессов
хлорирования и гидрохлорирования.
Причины образования повышенного давления:
а) Наиболее опасно для процессов хлорирования и гидрохлорирования
нарушение температурного режима. Для поддержания температурного режима
в нормальных пределах необходимо:
предусматривать системы автоматического контроля и регулирования
температуры в испарителях и реакторах;
устраивать
системы
автоматического
регулирования
состава
парогазовой смеси;
устанавливать приборы контроля за температурой и расходом
теплоносителей и хладоагентов;
обеспечивать систематическую очистку теплообменных поверхностей
от отложений, ухудшающих теплоотвод;
применять системы световой и звуковой сигнализации о повышении
до опасных значений температуры исходных продуктов и реакционной смеси.
б) Разложение веществ. При хлорировании в газовой фазе могут
наблюдаться реакции разложения продуктов хлорирования из-за нарушения
температурного режима:
С2Н5Сl = С2Н4 + НСl + 64,8 кДж/моль;
СН3СНСl2 = СН2 = СНСl + НСl + 46 кДж/моль.
Как видно из уравнений реакции, образование газообразных продуктов и
паров может также быть причиной повышения давления в реакторе.
в) Увеличение гидравлического сопротивления насадки катализатора.
Засорение насадки может быть:
328
при термическом разложении углеводородов с образованием сажи и
смолистых продуктов, загрязняющих поверхность катализатора. Сажу и
смолистые вещества необходимо периодически выжигать.
при протекании побочных реакций полимеризации вследствие
высоких температур. Продукты полимеризации отлагаются на поверхности
твердого катализатора и также способствуют увеличению гидравлического
сопротивления насадки.
при наличии механических примесей в хлоре.
г)
Попадание
жидкого
неиспарившегося
продукта
в
реакторы
газофазного хлорирования и гидрохлорирования.
Для защиты от повышения давления реакторы необходимо оборудовать
предохранительными избыточными клапанами.
Для
процессов
хлорирования
и
гидрохлорирования
характерны
повреждения оборудования из-за коррозии, вызываемой действием хлора,
влажного хлористого водорода и соляной кислоты. Хлориды металлов,
применяемые
в
качестве
катализаторов,
во
влажной
среде
могут
гидролизоваться с образованием хлористого водорода, вызывающего коррозию
аппаратов и трубопроводов. Для сушки реакционных газов и выделения из них
хлористого водорода используются серная и соляная кислоты, обладающие
сильными коррозирующими свойствами.
Чтобы избежать коррозии, исходные реагенты должны предварительно
осушаться. Оборудование необходимо защищать от коррозии эмалью, свинцом
или керамическими материалами. При транспортировке хлора следует
применять стальные цельнотянутые трубы и стальную арматуру. На участках
технологической схемы, где транспортируется влажный хлористый водород и
горячая соляная кислота, необходимо использовать фаолитовые трубопроводы.
Для контроля за состоянием воздушной среды в помещениях
реакторного цеха необходимо устанавливать газоанализаторы, сблокированные
с приводом аварийной вентиляции, аварийным сбросом газа в факельную
329
систему, перекрытием аварийных задвижек и пуском негорючего газа в
реакторы.
4. Источники зажигания и пути распространения пожара в основном
те же, которые характерны для процессов гидрирования. Исходя из
возможности
взрыва,
реакторы
необходимо
оборудовать
мембранными
взрывными клапанами.
Процессы полимеризации и поликонденсации.
Процессы полимеризации и поликонденсации имеют важное значение в
промышленности органического синтеза. При их проведении получают
высокомолекулярные
вещества
–
полимеры
–
которые
впоследствии
используются для получения пластмасс, химических волокон, синтетических
каучуков,
лакокрасочной
продукции,
различных
клеев
и
других
синтетическихматериалов.
Полимеризацией
называется
реакция
получения
макромолекул,
протекающая за счет разрыва кратных связей мономера, без выделения
побочных продуктов.
Пример:
nCH2 = CH2 → (─CH2─CH2─)n + Q
Исходными
веществами
для
реакций
полимеризации
являются
ненасыщенные соединения, имеющие двойные или тройные связи (этилен,
ацетилен, стирол, винилхлорид, бутадиен и их производные) а также вещества,
имеющие подвижные атомы, которые легко замешаются атомами других
веществ. Возможность получения полимера обусловливается
разрывом
двойной связи, в результате чего молекула мономера реагирует с другими
молекулами.
Процесс полимеризации проводят с использованием инициаторов или
катализаторов. В присутствии инициаторов процесс протекает по радикальному
330
механизму (через образование свободных радикалов), при использовании
катализаторов ── по ионному механизму (через образование ионов).
Поликонденсацией называется процесс образования полимеров, при
котором взаимодействие молекул мономеров сопровождается выделением
побочных
низкомолекулярных
соединений
(воды,
спирта,
хлористого
водорода). Например, лавсан получают при поликонденсации терефталевой
кислоты и этиленгликоля:
nHOOC-C6H4-COOH + n HO-CH2-CH2-OH →
→ (─OC-C6H4-CO-O-CH2-CH2-O─)n + 2n H2O + Q
Исходными веществами для реакций поликонденсации являются
вещества,
содержащие
реакционноспособные
(функциональные)
группы
(гидроксильные, карбоксильные аминогруппы и др.). Эти реакции, как правило,
проводятся в присутствии инициаторов или катализаторов.
По химической сущности процессы полимеризации и поликонденсации
отличаются друг от друга, однако условия их проведения одинаковы.
Существуют три основных способа проведения процессов полимеризации
(поликонденсации): блочный, эмульсионный и в растворе (рис. 10.6).
Рис. 10.6 – Классификация способов полимеризации
Блочная полимеризация (рис. 10.7) перетекает в массе чистого
мономера. Для проведения процесса требуются сравнительно невысокие
температуры (от 200 до 370 0С). С целью зарождения цепи процесс, как
правило, проводят в присутствии инициатора.
331
Рис.
10.7
–
Принципиальная
технологическая
схема
блочной
полимеризации
где: 1 – подача исходного мономера; 2 – смеситель; 3 – подача
инициатора; 4 – полимеризатор; 5 – выдавливание ленты или жилки полимера;
6 – грануляция; 7 – готовый полимер; 8 – добавки (стабилизатор, краситель)
Блочный способ полимеризации используется в тех случаях, когда
нужно получить полимер, не загрязненный примесями. В частности, таким
способом
получают
полистирол,
полиэтилен
высокого
давления,
поликапролактам и др. Для осуществления блочной полимеризации при
использовании непрерывных процессов применяют реакторы колонного типа и
змеевиковые с обеспечением позонного температурного режима.
Эмульсионная полимеризация (рис. 10.8) осуществляется в водной
среде или в среде углеводородного растворителя, не способного растворять
полимеризуемый мономер. Жидкий мономер распределяется в воде в виде
мельчайших капелек, образуя эмульсию. Чтобы капельки мономера не
сливались одна с другой, в воду добавляют различные эмульгаторы и эмульсию
энергично перемешивают. В качестве эмульгаторов используют различные
мыла, желатины, высшие спирты. Добавляемый эмульгатор обеспечивает
лучшее диспергирование мономера, что обусловливает высокую скорость
332
процесса. Кроме этого, эмульгатор снижает поверхностное натяжение на
границе мономер─вода. Эмульсии содержат от 30 до 60 % мономера.
Рис. 10.8 – Технологическая схема эмульсионной полимеризации:
где: 1 – подача исходного мономера; 2 – приготовление эмульсии; 3 –
добавки (эмульгатор, стабилизатор); 4 – полимеризатор; 5 – подача инициатора
(катализатора); 6 – дегазация латекса; 7 – отогнанный мономер; 8 – коагуляция
(при образовании латекса); 9 – фильтрация (при образовании суспензии); 10 –
промывка полимера; 11 – центрифугование; 12 – сушка; 13 – грануляция; 14 –
гранулы полимера; 15 – порошок полимера
Эмульсионной полимеризацией получают поливинилхлорид (латексная
полимеризация), полиэтилен низкого давления (суспензионная полимеризация),
полистирол (латексный и суспензионный) и др. Реакторы-полимеризаторы для
промышленного проведения латексной и суспензионной полимеризации чаще
применяются емкостного типа, но могут быть и колонного типа.
Недостатки эмульсионной полимеризации – загрязнение полимера
эмульгаторами, которые ухудшают свойства получаемого продукта.
333
Полимеризация в растворе
проводится в среде растворителя,
растворяющего мономер и полимер или только мономер. В первом случае
продукт полимеризации представляет собой раствор полимера в виде лака,
поэтому этот способ часто используют в лакокрасочной промышленности. Если
полимер не растворяется, то по мере образования он выделяется из раствора в
твердом виде (получается суспензия). Осадок полимера отделяют от
растворителя фильтрацией, промывкой и сушкой.
При полимеризации в растворах получают более однородные полимеры
(по сравнению с другими способами), но с меньшим молекулярным весом, так
как цепи под действием молекул растворителя быстро обрываются.
Общая
характеристика
пожарной
опасности
процессов
полимеризации и поликонденсации:
1. Пожарная опасность процессов полимеризации и поликонденсации
связана, прежде всего, с тем, что в качестве мономеров используются
легковоспламеняющиеся и горючие жидкости (стирол, хлоропрен, изопрен,
изопентан), горючие газы (этилен, пропилен), в том числе и сжиженные
(бутадиен, хлористый винил), горючие твердые вещества (капролактам, фенол,
диметилтерефталат) и др.
Инициаторами
перекиси
и
процессов
гидроперекиси
полимеризации
(перекись
являются
бензоила,
органические
перекись
водорода,
гидроперекись изопропилбензола, персульфаты). В качестве катализаторов
используют металлоорганические соединения (три- и диэтилалюминийхлорид,
триизобутилалюминий)
–
вещества,
обладающие
большой
химической
активностью, самовоспламеняющиеся на воздухе, при контакте с водой и
веществами, содержащими группу ОН. Катализаторами бывают и щелочные
металлы (Nа, Li), самовоспламеняющиеся при контакте с водой.
Для
нагрева
в
некоторых
случаях
используют
органические
теплоносители.
2. Процессы полимеризации очень чувствительны к повышенным
температурам. Повышение температурного режима в результате увеличения
334
скорости химической реакции полимеризации приводит к росту давления и
авариям. Следовательно, при работе реакторов необходимо поддержание
постоянного температурного режима.
3. При проведении процессов полимеризации и поликонденсации
технологические коммуникации могут засоряться полимерными отложениями,
что
зачастую
приводит
к
значительному
повышению
давления
в
полимеризаторе.
Коммуникации,
продолжительное
время
соприкасающиеся
с
мономером, а также поверхность предохранительных клапанов и вентилей
ручного стравливания с целью защиты от отложений полимеров необходимо
смазывать ингибитором процесса полимеризации.
4. Повышенное давление в реакторах может наблюдаться при
нарушении нормального отвода побочного продукта, образующегося в
процессе поликонденсации.
5.
При
катализаторов
полимеризации
нарушение
в
присутствии
температурного
металлоорганических
режима
и
давления
может
наблюдаться в случае попадания в реактор влаги или кислорода. Поэтому
исходные
вещества
и
азот
предварительно
осушаются.
Кроме
того,
осуществляют контроль за содержанием свободного кислорода в сырье и азоте,
которое не должно превышать норму, установленную технологическим
регламентом.
6.
Внутренняя
поверхность реакторов и
соединенных
с
ними
трубопроводов может подвергаться химической коррозии.
7. Использование мешалок связано с возможность выхода горючих
веществ наружу через неплотности. Поэтому возникает необходимость
обеспечения надежной герметичности мест выхода из аппаратов валов мешалок
и устройства местных отсосов.
8.
В
периоды
вывода
установок
самовозгорание отложений термополимеров.
335
из
эксплуатации
возможно
9.
Применяемые
в
процессах
полимеризации
углеводородные
растворители и многие мономеры являются хорошими диэлектриками, при
движении которых образуется статическое электричество. Это вызывает
необходимость тщательного заземления аппаратов и трубопроводов.
10. Источники зажигания могут возникнуть при неисправности и
несоответствии электроприводов к мешалкам, а также электроподогревателей
реакционной среды.
Получение полиэтилена методом высокого давления.
Полиэтилен
высокого
давления
получают
полимеризацией
газообразного этилена в присутствии инициатора (кислорода) при давлении 200
МПа и более и температуре около 200
о
С. Технологический процесс
производства полиэтилена методом высокого давления состоит из следующих
стадий (рис. 10.9):
смешивание этилена с кислородом;
сжатие исходной смеси;
полимеризация;
разделение продуктов реакции;
обработка полимера.
Полимеризацию этилена осуществляют в трубчатых реакторах блочным
методом в массе чистого мономера (этилена) в присутствии небольшой дозы
кислорода
(до
0,02%).
Образующийся
полиэтилен
в
смеси
непрореагировавшим этиленом и продуктами побочных реакций
с
после
реактора поступает в сепаратор 5 высокого давления (около 30 МПа), а затем
низкого (около 0,3 МПа) давления 6. В сепараторах производится отделение
газообразного этилена от расплавленного полимера. Чистый полимер подают в
шнекоприемное устройство, из которого его выдавливают под слой воды в виде
ленты и подают на грануляцию. Этилен после очистки от механических
примесей (смоло- и коксообразных частиц) и побочных газообразных
336
продуктов вновь возвращают на полимеризацию. Общий коэффициент
использования этилена составляет около 95%.
Рис. 10.9 – Принципиальная технологическая схема производства
полиэтилена методом высокого давления:
где: 1 – смеситель; 2 – компрессор; 3 – реактор; 4 – ретурбенд; 5 –
сепаратор высокого давления; 6 – сепаратор низкого давления; 7 – циклонный
отделитель; 8 – щелочной скруббер; 9 – охлаждающая ванна
Пожарная опасность и основные меры безопасности:
1. Пожарная опасность характеризуется, прежде всего, свойствами
сырья – этилена, и готового продукта – полиэтилена.
2.
При
нарушении
соотношения
"этилен-кислород"
внутри
технологического оборудования может образоваться горючая среда. Чтобы
избежать таких ситуаций, необходимо установку оборудовать надежными
регуляторами, обеспечивающими постоянное и безопасное соотношение
исходных веществ.
3. В объеме помещений горючая среда может образоваться вследствие
утечек этилена из самих реакторов и из технологических коммуникаций, с
которыми они связаны. Утечки могут происходить через прокладки, швы,
337
разъемные соединения. Для предупреждения утечек необходимо соединение
коммуникаций между собой и с реакторами осуществлять преимущественно
сваркой. Особое внимание должно быть уделено качеству сборки двойников
(ретурбендов). Перед пуском в эксплуатацию и в установленные регламентом
сроки необходимо производить испытания на герметичность.
4. Повышенное давление может возникнуть главным образом из-за
образования отложений и нарушения температурного режима.
Реакторы
следует
оборудовать
предохранительными
клапанами,
обеспечивающими стравливание избыточного давления.
Для предупреждения опасного повышения давления в сепараторах
технологические линии, связывающие сепараторы между собой и с реактором,
оборудовать редукционными клапанами.
5. Температурные напряжения в металле могут возникать в реакторах
трубчатого типа при значительном перепаде температур между трубками и
кожухом, а также между реакционной средой и хладоагентом. Для
предупреждения повреждений необходимо такие реакторы оборудовать
температурными компенсаторами.
6.
Пожарная
опасность
увеличивается
за
счет
применения
абсорбционных установок.
7. Для контроля за состоянием воздушной среды в помещениях
необходимо устанавливать газоанализаторы, сблокированные с приводом
аварийной вентиляции, аварийным сбросом газа в факельную систему,
перекрытием аварийных задвижек и пуском негорючего газа в реакторы.
8. При выгрузке гранулированного полиэтилена возможен выход пыли в
объем помещения. Чтобы не допустить этого, необходимо у места выгрузки
устраивать местные отсосы.
9. Специфическими источниками зажигания являются:
теплота химической реакции;
искровые разряды статического электричества. Заряды статического
электричества накапливаются при движении продуктов в трубах, аппаратах и
338
при выходе парогазовой смеси под большим давлением наружу через малые
отверстия.
теплота самовозгорания полимерных отложений.
тепловые проявления (искры, дуги, перегрев и т.п.), возникающие при
аварийных режимах работы силового, осветительного электрооборудования,
сетей автоматического контроля, а также при несоответствии эксплуатируемого
электрооборудования требованиям Правил устройства электроустановок.
искры и открытое пламя при проведении огневых работ.
искры механического происхождения при ремонте или производстве
очистных работ.
10. Пожар может быстро распространиться главным образом по
поверхности
разлившегося
полимера,
по
отложениям
пыли,
по
технологическим трубопроводам, по системам вентиляции и канализации.
Для предупреждения быстрого распространения пожара и снижения
негативных последствий от него необходимо:
предусматривать
системы
аварийного
слива
веществ
или
стравливания газов из аппаратов;
под аппаратами устраивать бортики, а в дверных проемах – пороги с
пандусами высотой не менее 0,15 м для предупреждения растекания жидкости;
не допускать образования горючих отложений в технологических и
инженерных коммуникациях;
оборудовать огнепреградителями технологические коммуникации
между компрессорной и реакторным отделением;
устанавливать
огнезадерживающие
клапана
в
местах
прохода
воздуховодов через противопожарные преграды;
оборудовать коммуникации системы канализации гидрозатворами;
реакторы следует оборудовать взрывными предохранительными
клапанами с использованием отрывных мембран;
в помещениях необходимо устраивать системы автоматического
пожаротушения.
339
Получение полиэтилена методом низкого давления.
Полиэтилен низкого давления получают суспензионной полимеризацией
газообразного этилена в присутствии катализаторного комплекса при давлении
до 0,3 МПа и температуре до 80 0С. Технологический процесс производства
полиэтилена методом низкого давления состоит из следующих стадий (рис.
10.10):
приготовление раствора катализаторного комплекса;
полимеризация этилена;
выделение полиэтилена из суспензии;
сушка полимера.
Катализаторный
комплекс,
определяющий
скорость
процесса
полимеризации, состоит из алюминийорганического соединения (например,
диэтилалюминийхлорида Al(C2H5)2Cl) и четыреххлористого титана ─ TiCl4,
являющегося катализатором. Катализаторный комплекс применяется в виде
слабого (до 0,2 %) раствора. В качестве растворителя используются
углеводородные жидкости, чаще смесь бензина и циклогексана в соотношении
2,5:1.
В
соответствие
диэтилалюминийхлорида
с
технологической
и
схемой
четыреххлористого
5%-ные
титана
растворы
поступают
соответственно в мерники 2 и 5 цеха полимеризации, а из них ── в смесительразбавитель 1, где дополнительно разбавляются до 0,2%. В смеситель подается
необходимое количество бензина по линии 3 и циклогексана по линии 4.
Смеситель-разбавитель имеет мешалку и рубашку для подогрева раствора до 50
0
С. Готовый катализаторный комплекс насосом 25 закачивается по линии 24 в
нижнюю часть полимеризатора 8.
Для
проведения
процесса
полимеризации
используют
реакторы
непрерывного действия емкостного типа, которые на 2/3 своей высоты
заполнены раствором катализаторного комплекса. Все время в аппарате
поддерживается постоянный уровень жидкости. Газообразный этилен после
340
химической очистки и осушки от влаги подается под слой жидкости по линии
7. Пройдя через раствор катализатора, часть газа полимеризуется, образуя
мелкие твердые частички полимера, которые стремятся оседать вниз. Это
обусловлено тем, что полиэтилен в бензине и циклогексане не растворяется.
Рис. 10.10 – Принципиальная технологическая схема получения
полиэтилена методом низкого давления
где:
1
–
смеситель-разбавитель;
2
–
мерник
5%-ного
диэтилалюминийхлорида; 3 – линия подачи бензина; 4 – линия подачи
циклогексана; 5 – мерник 5%-ного черыреххлористого титана (сокатализатора);
6 – линия свежего этилена; 7 – линия подачи этилена в полимеризатор; 8 –
полимеризатор; 9 – линия циркуляционного газа; 10 – циклонные отделители;
11 – холодильник-конденсатор; 12 – линия отвода избыточного газа; 13 –
сепаратор; 14 – циркуляционные насосы; 15 – линия отвода газа на очистку; 16
– сепаратор; 17 – линия отвода растворителя; 18 – линия подачи суспензии; 19 –
конечный сборник суспензии; 20 – насос для перекачки суспензии; 21 –
первичный сборник суспензии; 22 – холодильник-конденсатор; 23 – линия
отвода суспензии из полимеризатора; 24 – линия подачи катализаторного
комплекса; 25 – насос подачи катализатора
341
Реакция полимеризации сопровождается выделением тепла, избыток
которого отводят за счет охлаждения циркулирующего (не вступившего в
реакцию) газа. Не вступивший в реакцию этилен, нагретый и насыщенный
парами
растворителя,
циркуляционную
сеть,
отводится из
состоящую
верхней
из
части
циклонных
полимеризатора
отделителей
в
10,
холодильника-конденсатора 11, сепаратора 13 и насосов 14.
В циклонных отделителях 10 от газа отделяются капли растворителей и
частички полимера. Растворитель, содержащий полимер, из нижней части
циклонных отделителей насосами вновь подается в полимеризатор. Этилен и
пары растворителей отводятся из верхней части циклонных отделителей и
поступают в холодильник-конденсатор 11, где охлаждаются водой до 40 0С.
При этом пары растворителей конденсируются. Охлажденный газ в смеси с
конденсатом
из
холодильника
подается
в
циклонный
сепаратор
13,
освобождается от конденсата и по линии 9 подается на смешение со свежим
газом, поступающим в цех по линии 6. Смесь свежего и охлажденного этилена,
циркулирующего по линии 7, подается в полимеризатор. Таким образом,
температура в полимеризаторе регулируется изменением количества и
температуры циркулирующего газа.
Образующийся в полимеризаторе 8 полимер в виде взвеси твердых
частиц в растворе (в соотношении 1:10) отводится из нижней части аппарата по
линиям 23 в сборник 21, где за счет снижения давления примерно до 0,01 МПа
происходит выделение этилена, растворенного в жидкой фазе. Выделившийся
этилен в смеси с парами растворителя подается в холодильник-конденсатор 22.
В холодильнике пары конденсируются. Смесь этилена и
конденсата
разделяется в сепараторе 16. Газ из сепаратора по линии 15 подается в цех
очистки, а жидкая фаза по линии 17 поступает в сборники растворителя.
Суспензия, освобожденная от газа, из сборника 21 насосом подается в
конечный сборник 19 и из него по линии 18 поступает на дальнейшую
обработку. Полимер путем фильтрации освобождается от растворителя,
промывается метиловым спиртом и высушивается. Готовая продукция в виде
342
мелкого порошка насыпается в мешки. Перед расфасовкой полиэтилен может
подвергаться грануляции.
Пожарная опасность и основные меры безопасности:
1. Пожарная опасность процесса определяется наличием большого
количества этилена, катализаторного комплекса, растворителей и полиэтилена.
2. Горючая среда внутри технологического оборудования может
образоваться
главным
предотвращения
образом
образования
в
периоды
горючей
среды
пуска
и
внутри
остановки.
Для
технологического
оборудования процесс ведут под защитой азота.
3. Утечки горючих веществ из аппаратов возможны через дыхательные
линии, в местах прохода валов мешалок через корпуса, через сальниковые
уплотнения насосов, а также через прокладки, швы, разъемные соединения.
Для предотвращения утечек горючих веществ в объем помещений
необходимо:
дыхательные линии аппаратов выводить за пределы помещений на
высоту не менее 2 м от конька крыши;
в местах прохода валов через корпус аппаратов и насосов
предусматривать вместо сальниковых уплотнений – торцевые. В случае
невозможности устройства торцевых уплотнений в этих местах следует
предусматривать местные отсосы;
соединение коммуникаций между собой и с аппаратами следует
осуществлять преимущественно сваркой;
перед пуском в эксплуатацию и в установленные регламентом сроки
необходимо производить испытания на герметичность.
4.
Характерными
причинами
повреждения
аппаратов
являются
образование повышенного давления и коррозия материала стенок аппаратов.
5. Коррозия технологического оборудования может быть вызвана
образованием
соляной
кислоты
при
взаимодействии
катализаторного
комплекса с влагой. Предупреждение коррозии должно обеспечиваться путем
осушки этилена и азота от влаги, а также антикоррозионным покрытием
343
внутренних поверхностей реакторов и изготовлением трубопроводов из
легированных сталей.
6. Для контроля за состоянием воздушной среды в помещениях
необходимо устанавливать газоанализаторы, сблокированные с приводом
аварийной вентиляции, аварийным сбросом газа в факельную систему,
перекрытием аварийных задвижек и пуском негорючего газа в реакторы.
7. При сушке полиэтилена от органических растворителей в сушилках
могут образовываться взрывоопасные паро- и пылевоздушные концентрации.
Концентрация паров растворителей в сушильной камере может возрастать в
следующих случаях:
при увеличении интенсивности испарения из-за перегрузки камеры
материалом;
при повышении температуры в сушилке;
при
уменьшении
кратности
воздухообмена
или
остановке
отсасывающего вентилятора. Уменьшение кратности воздухообмена может
наблюдаться при снижении производительности вентилятора или увеличении
сопротивления в коммуникациях (засорение фильтров, подогревателей,
решеток и т.п.).
Образование пылевоздушных горючих смесей возможно как при уносе
большого количества пыли, так и при взвихрении порошкообразного
полиэтилена и осевшей пыли. Для образца порошкообразного полиэтилена
дисперсностью 160 мкм нижний концентрационный предел воспламенения
составляет 41 г/м3. Такая пыль является взрывоопасной.
При нарушении режима сушки возможно разложение полиэтилена с
образованием горючих газов.
Для
предупреждения
образования
горючей
среды
в
сушилках
необходимо предусматривать следующие мероприятия и технические решения:
сушилки должны быть спроектированы и рассчитаны таким образом,
чтобы концентрация паров растворителей в процессе сушки не превышала 20 %
от НКПР;
344
для контроля за концентрацией паров растворителей в сушилках
необходимо предусматривать установку стационарных газоанализаторов;
целесообразно
предусматривать
резервирование
вытяжных
вентагрегатов: в случае остановки одного вентагрегата должен автоматически
включаться другой;
для
каждой
сушилки
необходимо
устанавливать
предельно
допустимую норму загрузки материалом;
процессе
сушки
необходимо
поддерживать
установленный
температурный режим, исключая возможность повышения температуры даже
на незначительную величину;
в установленные инструкциями сроки необходимо производить
очитку фильтров, подогревателей, решеток, чтобы не допускать уменьшения
кратности воздухообмена;
скорость движения сушильного агента должна быть такой, чтобы
исключалась возможность уноса и взвихрения порошкообразного полиэтилена;
сушилки конструктивны должны быть выполнены таким образом,
чтобы в них исключалась возможность осаждения горючей пыли;
отработанный сушильный агент перед выбросом в атмосферу должен
подвергаться очистке в циклонах или рукавных фильтрах.
8. При выгрузке порошкообразного полиэтилена из сушилок и
расфасовке его в мешки возможен выход пыли в объем помещения. Чтобы не
допустить этого, необходимо у места выгрузки устраивать местные отсосы.
9. Специфическими источниками зажигания являются:
теплота химической реакции;
искровые разряды статического электричества. Заряды статического
электричества накапливаются при движении продуктов в трубах, аппаратах,
при перемешивании и при выходе парогазовой смеси под большим давлением
наружу через малые отверстия.
теплота самовозгорания полимерных отложений.
345
тепловые проявления (искры, дуги, перегрев и т.п.), возникающие при
аварийных режимах работы силового, осветительного электрооборудования,
сетей автоматического контроля, а также при несоответствии эксплуатируемого
электрооборудования требованиям Правил устройства электроустановок.
искры и открытое пламя при проведении огневых работ.
искры механического происхождения при ремонте или производстве
очистных работ.
10. Пожар может быстро распространиться главным образом по
поверхности
разлившегося
полимера,
по
отложениям
пыли,
по
технологическим трубопроводам, по системам вентиляции и канализации.
Для предупреждения быстрого распространения пожара и снижения
негативных последствий от него необходимо:
предусматривать
системы
аварийного
слива
веществ
или
стравливания газов из аппаратов;
под аппаратами устраивать бортики, а в дверных проемах ── пороги с
пандусами высотой не менее 0,15 м для предупреждения растекания жидкости;
не допускать образования горючих отложений в технологических и
инженерных коммуникациях;
оборудовать огнепреградителями дыхательные линии емкостных
аппаратов, а также коммуникации, связывающие компрессорную станцию
этилена с реакторным отделением;
устанавливать
огнезадерживающие
клапана
в
местах
прохода
воздуховодов через противопожарные преграды;
оборудовать коммуникации системы канализации гидрозатворами;
реакторы следует оборудовать взрывными предохранительными
клапанами;
в помещениях необходимо устраивать системы автоматического
пожаротушения.
346
10.6 Основные виды эндотермических процессов и их пожарная
опасность
Эндотермические химические процессы.
Эндотермические процессы широко распространены при осуществлении
вторичной переработки нефти на нефтеперерабатывающих заводах.
Вторичная
переработка
нефти
предполагает
проведение
ряда
химических процессов, направленных на увеличение количества светлых
нефтепродуктов, улучшение свойств продуктов первичной переработки, а
также получение новых химических веществ. К основным процессам
вторичной переработки нефти относятся крекинг, риформинг и гидроочистка.
Ввиду того, что выход бензина при перегонке нефтей составляет обычно
лишь 15 - 25 % от веса нефти, количество его, полученное таким путем, не
может покрыть громадной потребности в нем авиации и автотранспорта.
Количество получаемого из нефти бензина увеличивают, подвергая часть менее
необходимых нефтепродуктов (мазут, газойль, соляровое масло, полугудрон и
др.) крекингу.
Крекингом
углеводородов
с
называется
целью
процесс
получения
расщепления
более
легких
тяжелых
молекул
нефтепродуктов
с
улучшенными свойствами. В зависимости от условий проведения процесса
различают крекинг термический и каталитический. При 1термическом крекинге
расщепление молекул тяжелого сырья производят под воздействием высокой
температуры (450 – 550 0С) и при повышенном давлении (5 - 7 МПа). При
каталитическом крекинге расщепление молекул происходит в присутствии
катализатора при низком рабочем давлении (Рраб = 0,15 - 0,2 МПа). Проведение
процессов термического и каталитического крекинга позволяет повысить
общий выход бензина из нефти в несколько раз и довести его до 40-50%.
Термический крекинг.
На установках термического крекинга расщепление (крекирование)
углеводородов достигается путем создания высокой температуры до 450-550 0С
347
и давления до 5-7 МПа. Высокая температура ослабляет внутримолекулярные
связи и вызывает расщепление молекул. Высокое давление препятствует
чрезмерному развитию процесса крекинга (рис. 10.11).
Рис. 10.11 – Принципиальная схема установки термического крекинга
где: 1 – печь легкого крекинга; 2 – печь тяжелого крекинга; 3 –
реакционная камера; 4 – линия отбора крекинг-остатка; 5 – испаритель; 6 –
линия подачи сырья; 7 – теплообменник; 8 – первая ректификационная
колонна; 9 – вторая ректификационная колонна; 10 – дефлегматор; 11 –
линия отбора крекинг-газа; 12 – газосепаратор; 13 – линия отбора
нестабильного бензина; 14 – линия отбора дизельного топлива; 15 –
холодильник
Важнейшую
роль
в
установках
термического
крекинга
играют
трубчатые печи-реакторы, в которых непосредственно и происходит реакция
расщепления молекул с образованием новых соединений. Например, октан
С8Н18 расщепляется на бутан С4Н10 (предельный углеводород) и бутилен С4Н8
(непредельный
углеводород).
Две
или
три
молекулы
непредельных
углеводородов, соединяясь, образуют более сложную молекулу. Благодаря
образованию изомеров, обладающих повышенной термической стойкостью,
при крекинг-процессе не только увеличивается выход бензина из нефти, но и
348
повышается октановое число, характеризующее антидетонационные свойства
бензина.
Одна из главных особенностей печей-реакторов – необходимость иметь
такой объем реакционной зоны трубчатого змеевика, в котором исходное сырье
могло бы разлагаться до необходимой глубины, и реакция расщепления
проходила бы до конца. С учетом этого змеевики должны иметь достаточно
большую длину. Для сокращения длины змеевика на практике за реактором
устанавливают специальную выносную реакционную камеру, в которой
происходит
углубление
процесса
крекинга
за
счет
дополнительного
выдерживания продуктов разложения. Конструктивно реакционная камера
представляет собой цилиндрическую пустотелую колонну диаметром 2 - 3
метра и высотой 10 - 15 м, рассчитанную на давление 2 - 3 МПа. Исследования
показали, что при наличии на установке термического крекинга печи и
реакционной камеры в последней образуется до 20 – 30 % бензина.
Наряду с реакционными аппаратами в состав установок термического
крекинга входят испарители (эвапораторы), ректификационные колонны и
газосепараторы. Испарители предназначены для подготовки сырья к крекингу,
а ректификационные колонны и газосепараторы ─ для разделения полученной
в трубчатых печах сложной смеси углеводородов на фракции (бензины,
дизельное топливо, тяжелые остатки, крекинг-газ).
Пожарная
опасность
установок
термического
крекинга
характеризуется следующими факторами:
наличием
большого
количества
нефтепродуктов
в
змеевиках
трубчатых печей, в испарителях и ректификационных колоннах;
высокой
рабочей
температурой
в
печах-реакторах,
которая
значительно превышает температуру самовоспламенения всех обращающихся
нефтепродуктов;
возможностью образования горючей среды внутри технологического
оборудования и на открытой технологической площадке;
349
высокой вероятностью возникновения прогаров в змеевиках печейреакторов;
возможностью взрыва в топочном пространстве и боровах печейреакторов.
Эрозия труб змеевика происходит, как правило, под действием
находящихся в потоке продукта взвешенных твердых частичек. Эрозионный
износ усиливается при увеличении плотности вещества движущегося потока,
скорости движения ударяющихся о стенку частиц, возрастании температуры и
повышении шероховатости поверхности. Процессы эрозии протекают особенно
интенсивно в местах изменения направления движения потока. Следует
отметить, что уносимые потоком продукта куски кокса не только вызывают
эрозию трубопроводов, но и засоряют аппараты, расположенные за печами.
Повышенная
опасность
печей
крекинга
обусловлена
также
возможностью взрыва в топочном пространстве и в боровах. Взрыв в
топочном пространстве может произойти в период пуска печи, если не
обеспечена предварительная продувка топочного пространства или нарушена
последовательность операций при розжиге, а также в случае обрыва факела
пламени. Взрывы в боровах происходят главным образом из-за неполного
сгорания топлива и обогащения дымовых газов продуктами неполного
сгорания (окисью углерода СО, водородом Н2 и другими горючими
веществами).
Опасность образования горючей среды снаружи печей-реакторов
возникает при выходе нагреваемого в змеевиках продукта через двойники.
Выход продукта наружу через двойники наблюдается при неплотном
прилегании пробки к корпусу двойника, выбросе пробки, нарушении
герметичности соединения труб с корпусом двойника и при повреждениях
корпуса.
Предупреждение пожаров и взрывов при эксплуатации печей крекинга
должно, прежде всего, обеспечиваться путем применения технических
решений, позволяющих осуществлять контроль за всеми режимными
350
параметрами процесса, обеспечивать их автоматическое регулирование, а также
оповещать обслуживающий персонал о возникновении аварийных ситуаций. К
числу основных технических решений, которые должны быть предусмотрены
при проектировании печей крекинга, относятся:
установка приборов контроля за величиной давления и температуры
продукта на входе в змеевик и выходе из него, а также систем звуковой и
световой
сигнализации,
оповещающих
обслуживающий
персонал
об
отклонениях режимных параметров;
устройство
систем
автоматического
регулирования
расхода
и
температуры продукта. Автоматическое регулирование подачи нефтепродукта
для крекирования должно производиться в зависимости от давления на входе в
змеевик и выходе из него. Автоматическое регулирование температуры нагрева
продукта в змеевиках следует осуществлять путем изменения количества
сжигаемого топлива;
правильный выбор материала теплообменных труб змеевиков. Для
изготовления труб змеевиков необходимо использовать жаропрочные стали
марок Х25Т, Х23Н13, Х23Н18, Х20Н14С2, Х25Н20С2 и др.;
устройство систем блокировки, обеспечивающих перекрывание линий
топливоподачи при обрыве факела пламени;
обеспечение системами автоматического регулирования подачи
топлива и воздуха на горение, которые создают условия для их перемешивания
и сжигания в строго определенном соотношении;
установка газоанализаторов для контроля за полнотой сжигания
топлива. Процесс горения считается нормальным, если в топочных газах
имеется максимальное содержание двуокиси углерода и отсутствуют оксид
углерода и водород.
Каталитический крекинг (рис. 10.12)
На установках каталитического крекинга расщепление и изменение
структуры молекул тяжелых углеводородов осуществляется под действием
351
катализаторов. Наибольшее распространение для этих целей получили
алюмосиликатные катализаторы, имеющие развитую внутреннюю поверхность
и сохраняющие активность при высоких температурах. В состав этих
катализаторов входит 70 - 80 % SiO2, 10-20 % Al2O3 и окислы других металлов.
Пары нефтепродуктов поступают в реактор колонного типа и адсорбируются на
поверхности катализатора. За счет этого увеличивается время пребывания
тяжелых углеводородов в зоне высоких температур (450 - 500 0С) и происходит
их более глубокое расщепление.
Рис. 10.12 – Принципиальная схема установки каталитического крекинга
с шариковым катализатором:
352
1 – линия подачи сырья; 2 – трубчатая печь; 3 – линия подачи водяного
пара; 4 – отпарная зона; 5 – реакционная зона; 6 – линия отвода продуктов
крекинга на ректификацию; 7 – реактор; 8 – линия подачи азота или водяного
пара; 9 – линия подпитки реактора свежим катализатором; 10 –
пневмоподъемники; 11 – сепараторы воздуха; 12 – регенератор; 13 – дымовая
труба; 14 – топки высокого давления; 15 – линия подачи воздуха; 16 – дозаторы
Поскольку крекинг сопровождается увеличением объема реагирующих
веществ, для обеспечения высокой степени превращения сырья в продукты
реакции процесс осуществляют при давлении, близком к атмосферному (0,150,2 МПа). При этом низкое давление в значительной степени способствует
смещению равновесия в сторону образования продуктов реакции. Понижение
давления достигается путем введения в объем реактора водяного пара,
обеспечивающего снижение парциального давления исходных продуктов.
Водяной пар, применяемый в качестве разбавителя, является также и
теплоносителем.
В процессе каталитического крекинга наряду с протеканием реакций
распада, полимеризации и изомеризации, происходит передача водорода от
молекул,
адсорбированных
катализатором,
молекулам
непредельных
углеводородов. Адсорбированные на поверхности катализатора молекулы,
отдавая водород, приобретают все более непредельный характер. Некоторые
молекулы совсем теряют водород и превращаются в коксообразное отложение,
обволакивающее всю поверхность катализатора. Наряду с этим поверхность
катализатора загрязняется смолообразными веществами. Все это приводит к
дезактивации катализатора и резкому снижению скорости крекинга. Для
восстановления активности катализатора на практике производят медленное
выжигание кокса в потоке горячего воздуха при температуре 550 - 700 0С.
Регенерация катализатора осуществляется в специальных аппаратах ─
регенераторах которые, как правило, монтируются рядом с реактором.
353
В отличие от термического крекинга, при каталитическом крекинге
протекает меньше побочных реакций, нефтепродукты почти не содержат
непредельных
углеводородов,
и
содержание
в
них
ароматических
углеводородов значительно выше. В связи с этим выход бензина на установках
каталитического крекинга достигает 30 - 35 %.
Современные промышленные установки каталитического крекинга
бывают
двух
основных
типов:
с
движущимся
слоем
шарикового
(крупногранулированного) катализатора и с "кипящим" (псевдоожиженным)
слоем пылевидного катализатора (рис. 10.13).
Рис. 10.13 – Принципиальная схема установки каталитического крекинга
с "кипящим" слоем пылевидного катализатора
где: 1, 2 – насосы; 3 – теплообменник; 4 – стояк с регенерированным
катализатором; 5 – реактор; 6, 9 – циклоны; 7 – ректификационная колонна; 8 –
регенератор
Блоки подогрева сырья в теплообменниках и трубчатых печах до
реактора и блоки ректификации продуктов крекинга после реактора почти
одинаковы для всех установок каталитического крекинга и сходны с
354
аналогичными блоками на установках первичной переработки нефти. Основу
установок каталитического крекинга составляют реакторные блоки, в которых
происходит циркуляция катализатора между реактором и регенератором при
помощи
системы
пневмотранспорта.
В
установках
каталитического
крекинга с "кипящим" слоем катализатора применяется мелкозернистый
катализатор с диаметром частиц менее 0,5 мм.
Пожарная
опасность
установок
каталитического
крекинга
характеризуется следующими факторами:
наличием в аппаратах и трубопроводах большого количества
нефтепродуктов,
нагретых
до
температур,
значительно
превышающих
температуры их самовоспламенения;
возможностью образования горючей среды и взрыва смеси паров
нефтепродуктов с воздухом внутри реакторов и регенераторов;
возможностью повреждения стенок аппаратов и трубопроводов
вследствие образования повышенного давления, температурных воздействий, а
также значительного коррозионного и эрозионного износа;
возможностью самовоспламенения веществ при выходе из аппаратов;
наличием разветвленной системы технологических коммуникаций, по
которым возможно быстрое распространение пожара в пределах самой
установки, а также на аппараты соседних установок.
Причинами
нарушения
динамического
равновесия
в
системе
"реактор-регенератор" могут стать:
увеличенная подача исходного сырья;
нарушение нормального отвода продуктов крекинга из реактора. Это
может произойти из-за засорения технологической линии, нарушения процесса
ректификации,
остановки
компрессора,
отводящего
крекинг-газ
из
газосепаратора после ректификационной колонны, и т.п.;
уменьшение или полное прекращение подачи водяного пара в
отпарную зону реактора;
355
уменьшение количества обращающегося в системе катализатора и
понижение вследствие этого его уровня в аппаратах. Это может произойти в
результате большого выноса катализатора вместе с дымовыми газами, а также
при
нарушении
нормальной
работы
электрофильтров
и
циклонных
сепараторов;
образование пробок в линиях, по которым транспортируется
катализатор. В зависимости от того, в какой линии образовалась пробка,
возможно попадание воздуха в реактор или горючих паров и газов в
регенератор.
На
установках
с
шариковым
катализатором
возможен
прорыв
продуктов крекинга из зоны реакции в бункер и циклонный сепаратор. При
этом появляется опасность выхода крекинг-газа наружу через сепаратор с
последующим его самовоспламенением на воздухе.
Горючая среда в регенераторах может образоваться из-за неполного
сгорания кокса на поверхности катализатора и выделении вследствие этого
значительного количества окиси углерода СО. Причинами неполного сгорания
кокса могут стать недостаточная подача горячего воздуха в регенератор или
сильное загрязнение поверхности катализатора горючими отложениями.
Избыток кокса на катализаторе, поступающем в регенератор, может быть
вызван недостаточной подачей или полным прекращением подачи пара на
отпаривание катализатора от углеводородов; увеличением температуры в
реакционной зоне реактора; уменьшением скорости движения катализатора;
низкой температурой в зоне регенерации катализатора.
Повышенное давление внутри регенератора может возникнуть из-за
попадания в его объем охлажденной воды через поврежденные змеевики
встроенных холодильников. При этом резкое увеличение давления будет
обусловлено мгновенным вскипанием воды при попадании в зону высоких
температур (550 - 700 0С). Повышение давления в регенераторе может привести
к его повреждению, а также может стать причиной перехода воздуха в реактор.
356
Повреждения в системе "реактор - регенератор" могут произойти в
результате температурных воздействий на аппараты установок. Высокие
рабочие температуры в аппаратах (в реакторе 450 ─ 500 0С, в регенераторе 550 700 0С), а также возможность резкого подъема температуры при нарушении
технологического регламента способствуют образованию высоких внутренних
напряжений
в
конструктивных
элементах,
деформации
аппаратов
и
транспортных линий. Наибольшее влияние температурные деформации
оказывают на состояние внутренней облицовки аппаратов, а также на
находящееся внутри их оборудование (решетки, циклоны, распределительные
устройства и т.д.).
Нарушение нормальной работы системы "реактор - регенератор" может
быть вызвано коррозионным и эрозионным износом материала стенок
аппаратов и транспортных линий.
Предупреждение пожаров и взрывов на установках каталитического
крекинга должно обеспечиваться следующими проектными решениями:
устройством систем автоматического контроля и регулирования
количества сырья и водяного пара, подаваемых в реакционную зону реактора;
установкой приборов контроля за величиной давления в реакторе и
регенераторе, а также систем световой и звуковой сигнализации, оповещающих
обслуживающий персонал об отклонениях;
установкой приборов контроля за температурой в аппаратах, а также
систем автоматического регулирования температурного режима;
устройством
систем
автоматического
регулирования
уровня
катализатора в реакторе и регенераторе, обеспечивающих подпитку системы
свежим катализатором в случае понижения его уровня в аппаратах;
устройством
систем
автоматической
защиты,
обеспечивающих
введение азота или водяного пара в бункерную часть реактора при прорыве
паров нефтепродуктов;
устройством систем автоматического регулирования количества
воздуха, подаваемого в регенератор для выжигания кокса;
357
установкой приборов контроля за содержанием окиси углерода в
дымовых газах. При обнаружении опасных концентраций СО в регенератор
должен автоматически подаваться азот.
Риформинг и гидроочистка.
Установки
риформинга
на
нефтеперерабатывающих
заводах
используются для получения из нефтепродуктов значительного количества
ароматических углеводородов, а также производства бензинов с высоким
октановым
числом.
В
основе
процесса
риформинга
лежат
реакции
дегидрирования, например:
Н2С ── СН2
НС ── СН
Pt
СН2 ──── НС
Н2С
СН + 3Н2 ── Q
Н2С ── СН2
НС ── СН
Циклогексан
Бензол
и дегидроциклизации
например:
(дегидрирование,
Н2С ── СН2
совмещенное
циклизацией),
НС ── СН
Pt
СН2 ── CН3 → НС
Н2С
с
С ── СН3 + 4Н2 ─ Q
Н2С ── СН
НС == СН
н-Гептан
Толуол
358
Реакции
протекают
в
присутствии
платинового
или
алюмокобальтмолибденового катализатора. Поскольку риформинг является
процессом эндотермическим его ведут при температуре 480 - 520 0С, сдвигая
тем самым равновесие химических реакций в сторону увеличения выхода
целевых продуктов. Сравнительно высокое давление (1,7-5МПа) препятствует
разложению углеводородных молекул и уменьшает побочные процессы
коксообразования.
Давление
создают
подачей
на
установку
водородсодержащего газа, который одновременно способствует насыщению
непредельных побочных продуктов. Расход водорода составляет 1200 - 1500 м3
на 1 м3 сырья.
Установка гидроочистки по своему аппаратному оформлению очень
близка к установкам каталитического риформинга (рис. 10.14).
Рис. 10.14 – Принципиальная схема установки каталитического
риформинга
359
где: 1 – смеситель; 2 – теплообменник; 3 – холодильник; 4 –
многозонная печь; 5 – реактор; 6 – сепаратор; 7 – абсорберы очистки и осушки
водородсодержащего газа; 8 – компрессор; I – сырье; II – водородсодержащий
газ; III – сырьевая смесь; IV – загрязненный водородсодержащий газ; V –
моноэтаноламин; VI – диэтиленгликоль; VII – гидрогенизат
Их назначение – очистка нефтепродуктов от сернистых, кислородных и
азотистых
соединений.
В
присутствии
алюмокобальт
молибденового
катализатора и водородсодержащего газа (до 90 % водорода), при температуре
350-420 0С и давлении 4-5 МПа в реакторах происходят реакции гидрирования
сернистых соединений с отщеплением серы и образованием сероводорода.
Кислородные соединения образуют воду, азотистые – аммиак. На установке
гидроочистки, как правило, применяется однозонная трубчатая печь и не более
двух
последовательно
подогрева.
Блок
расположенных
ректификации
на
реакторов
установке
без
промежуточного
отсутствует.
Процесс
заканчивается стабилизацией и защелачиванием гидрогенизата.
Пожарная
опасность
установок каталитического риформинга и
гидроочистки характеризуется следующими факторами:
наличием на установках большого количества нефтепродуктов и
водородсодержащего газа, нагретых до высоких температур;
возможностью образования горючей среды внутри сепараторов,
аппаратов очистки и осушки газов, а также внутри технологического
оборудования блока стабилизации и ректификации;
возможностью
взрыва
смеси
паров
нефтепродуктов
и
водородсодержащего газа с воздухом;
возможностью образования горючей среды в компрессорных станциях
и на открытых технологических площадках при выходе веществ наружу
вследствие возникновения неплотностей и повреждений;
360
постоянным
наличием
открытого
огня
в
трубчатых
печах,
расположенных в комплексе с реакторами, в которых обращаются горючие
вещества;
возможностью взрыва в топочном пространстве и боровах трубчатых
печей;
возможностью быстрого распространения пожара по технологическим
коммуникациям,
поверхности
разлившейся
жидкости,
а
также
по
парогазовоздушным облакам.
В периоды пуска и остановки горючие концентрации в аппаратах
могут образовываться в том случае, если не произведена продувка внутреннего
объема инертным газом. При этом как при пуске, так и при остановке будет
наблюдаться смешивание горючих паров с воздухом. В реакторах, ввиду
высокой рабочей температуры, при смешивании паров нефтепродуктов с
воздухом возможен взрыв.
Реакторы периодически выводятся из режима контактирования в режим
регенерации. Регенерация катализатора, также как и на установках
каталитического крекинга, осуществляется путем выжигания кокса в потоке
горячего воздуха. Если перед регенерацией и после нее не произвести продувку
внутреннего объема реактора инертным газом, то внутри аппарата также может
произойти взрыв.
Повышенная пожарная опасность работы оборудования в процессах
каталитического риформинга и гидроочистки характеризуется тем, что в
результате длительного воздействия водорода при повышенных температурах и
давлениях может произойти водородная коррозия металла. Водородная
коррозия представляет особый вид разрушения металлов, поскольку она не
обнаруживается при обычном визуальном осмотре. Для выявления водородной
коррозии необходима вырезка из аппаратов образцов с последующим
исследованием структуры и механических свойств металла. Проникая в сталь,
водород может вызвать ее обезуглероживание, снижение пластичности и
361
прочности. Интенсивность водородной коррозии зависит от состава стали,
температуры и парциального давления водорода.
Предупреждение пожаров и взрывов на установках каталитического
риформинга и гидроочистки должно обеспечиваться следующими проектными
решениями:
устройством систем автоматического контроля и регулирования
количества сырья и водородсодержащего газа, подаваемых на установку;
устройством систем автоматического контроля и регулирования
температуры в печах и реакторах;
установкой приборов контроля за величиной давления в аппаратах, а
также
систем
световой
и
звуковой
сигнализации,
оповещающих
обслуживающий персонал об отклонениях;
устройством в реакторах огнеупорной торкет-бетонной футеровки
толщиной не менее 150 мм, обеспечивающей защиту металла от воздействия
высоких температур, водородной коррозии и уменьшающей теплопотери в
окружающую среду;
установкой на наружных стенках реакторов поверхностных термопар,
обеспечивающих контроль за степенью нагрева корпуса аппарата. При
достижении на наружной стенке температуры 260 0С должен автоматически
подаваться световой и звуковой сигнал обслуживающему персоналу;
установкой приборов контроля за содержанием окиси углерода в
дымовых газах и систем автоматического регулирования подачи воздуха для
выжигания кокса;
устройством
систем
автоматического
регулирования
уровня
гидрогенизата в сепараторах;
устройством
на
сырьевой
линии
обратного
клапана,
предупреждающего возможность прорыва в нее водородсодержащего газа
через узел смешения;
применением систем автоматической сигнализации, показывающей
положение задвижек ("открыто" или "закрыто") при работе реактора.
362
11
ПОЖАРНАЯ БЕЗОПАСНОСТЬ ПРОЦЕССА ОКРАСКИ
11.1 Классификация лакокрасочных материалов и их состав
Под окраской в широком смысле понимается процесс нанесения
лакокрасочных материалов на подготовленную поверхность какого-либо
изделия. Процессы окраски в настоящее время используются в технологиях
практически всех отраслей промышленности. Окраска изделий производится
прежде всего с целью их защиты от негативного воздействия окружающей
среды, а также с целью декоративной отделки изделий.
Лакокрасочные покрытия на сегодняшний день являются основным
средством защиты металлических изделий от коррозии. Ими защищают около
80%
всех
изделий,
машиностроительными
выпускаемых
заводами.
металлообрабатывающими
Деревянные
изделия
и
покрывают
лакокрасочными материалами с целью их защиты от гниения. Некоторые
лакокрасочные
материалы
используют
для
защиты
технологического
оборудования от теплового воздействия окружающей среды. Так, одним из
требований к резервуарам является их окраска в светлые тона, чтобы снизить
воздействие
солнечной
радиации,
не
допустить
повышения
рабочей
температуры и тем самым сократить потери хранимого в резервуаре продукта.
Есть специальные лакокрасочные материалы, с помощью которых
создают электроизоляционные, химически стойкие и термостойкие покрытия. В
последнее время широко применяются огнезащитные покрытия, которые
уменьшают горючесть материалов, повышают огнестойкость строительных
конструкций и препятствуют распространению горения. Существуют также
лакокрасочные материалы, использование которых позволяет создавать
термочувствительные покрытия, способные изменять цвет при повышении или
понижении температуры. При использовании таких лакокрасочных материалов
можно контролировать температуру поверхностей оборудования, особенно там,
363
где применять обычные средства измерения температуры невозможно,
например, на поверхности движущихся валов, подшипников. В этом случае
отпадает необходимость в установке большого количества термопар для
регистрации
температурных
полей
--
достаточно
нанести
кистью
термочувствительную эмаль и по изменению цвета судить о температуре в
данном месте конструкции.
Пожарная опасность процесса окраски зависит от целого ряда факторов:
от вида и состава лакокрасочных материалов, от способа нанесения
лакокрасочных материалов на поверхность, от конструктивных собенностей
окрасочных установок, условий проведения технологического процесса и т.п. В
связи с этим инженер пожарной безопасности при оценке пожарной опасности
конкретного окрасочного оборудования и разработке мер безопасности должен
учитывать все эти факторы.
Лакокрасочные материалы представляют собой многокомпонентные
составы, способные при нанесении тонким слоем на поверхность изделий
высыхать с образованием пленки, удерживаемой силами адгезии.
Признаки классификации лакокрасочных материалов.
Лакокрасочные материалы классифицируют по следующим признакам:
по назначению;
по областям применения;
по типу пленкообразующего вещества;
по консистенции.
Классификация ЛКМ по назначению
По назначению лакокрасочные материалы разделяются на
грунтовки;
шпатлевки;
эмали;
краски;
364
лаки.
Классификация ЛКМ по области применения
В зависимости от области применения лакокрасочные материалы
подразделяются на:
атмосферостойкие;
ограниченно атмосферостойкие;
консервационные;
водостойкие;
специальные;
маслобензостойкие;
химически стойкие;
термостойкие;
электроизоляционные и электропроводные.
Классификация ЛКМ по типу пленкообразующего веществ
В
зависимости
от
химического
состава
пленкообразующего
лакокрасочные материалы подразделяют на:
акриловые (АК);
алкидные (пентафталевые ПФ и глифталевые ГФ);
битумные (БТ);
канифольные (КФ);
каучуковые (КЧ);
кремнийорганические (КО);
перхлорвиниловые и поливинилхлоридные (ХВ);
поливинилацетальные (ВЛ);
полиуретановые (УР);
сополимерно-винилхлоридные (ХС);
эпоксидные (ЭП);
365
эпоксиэфирные (ЭФ).
Классификация ЛКМ по консистенции
По консистенции лакокрасочные материалы разделяют на
жидкотекучие;
тиксотропные;
нерастворимые;
порошковые.
Свойство материалов - уменьшать свою вязкость при механическом
воздействии называется тиксотропностью.
Исходными продуктами для получения лакокрасочных материалов
являются: пленкообразователи, растворители, пластификаторы, пигменты,
наполнители, сиккативы, отвердители и другие добавки. Ниже приводится
краткая характеристика и назначение основных компонентов лакокрасочных
материалов.
Пленкообразователями называют вещества, способные создавать на
поверхности
изделий
тонкую
и
плотную
защитную
пленку.
Пленкообразователи составляют основу всех лакокрасочных материалов, так
как сообщают им способность к образованию пленки и в значительной мере
определяют ее основные свойства (адгезию, механическую прочность и
стойкость к физическим и химическим воздействиям внешней среды).
Образующиеся пленки, как правило, прозрачны и бесцветны, но могут быть
окрашены в желтый или коричневый цвет. Исключение составляют пленки
битумов, отличающиеся непрозрачностью и черным цветом. По химической
природе
большинство
веществам.
Из
пленкообразователей
неорганических
соединений
относится
некоторое
к
органическим
применение
в
лакокрасочной промышленности находит жидкое стекло (силикат натрия).
Используемые в лакокрасочной промышленности пленкообразователи могут
представлять собой жидкие, высоковязкие или твердые вещества. Для
366
нанесения на поверхность обычно используют растворы пленкообразующих в
органических растворителях, водные растворы или дисперсии, а также сухие
порошки, подвергаемые оплавлению после их нанесения. В зависимости от
своего
происхождения
синтетические.
К
различают
пленкообразователи
основным
природные
видам
и
природных
пленкообразователей относятся растительные масла, смолы, битумы, олифы и
эфиры целлюлозы.
Масла, получаемые из семян и плодов растений, представляют собой
триглицериды преимущественно неразветвленных одноосновных жирных
кислот В состав триглицеридов могут входить остатки одинаковых или
различных жирных кислот. Последние содержат обычно 18 (реже 16) атомов
углерода и различаются по степени насыщенности и по положению двойных
связей (изолированные или опряженные), что сильно влияет на способность
масла к аутоокислительному отверждению (высыханию).
Масла, используемые в качестве пленкообразователей, в зависимости от
способности к высыханию подразделяются на три группы:
высыхающие, к которым относятся льняное, конопляное, перилловое
(из семян растения периллы), тунговое (из семян тунгового дерева) и некоторые
другие масла;
полувысыхающие
(кедровое,
маковое,
ореховое,
подсолнечное,
бобовое, кукурузное);
невысыхающие,
которые
высыхают
только
при
добавлении
сиккативов (оливковое, касторовое, кокосовое и хлопковое масла) свойства
масел, в частности их способность к высыханию, зависят прежде всего от их
химического состава, способа получения и степени очистки. Способность масел
к высыханию определяется соотношением входящих в состав триглицеридов
остатков насыщенных и ненасыщенных жирных кислот; степенью их
насыщенности,
характеризуемой
йодным
числом;
а
также
наличием
сопряженных двойных связей, способствующих более быстрому высыханию,
чем несопряженные (изолированные) связи.
367
В процессе хранения масла склонны к прогорканию, вследствие их
окисления кислородом воздуха с образованием альдегидов и других продуктов
окисления. Окисление масла может привести к его самовозгоранию.
Природные
смолы
представляют
собой
стекловидные
вещества
различной степени прозрачности и окраски (от бесцветных до темнокоричневых). К числу наиболее распространенных природных смол относятся
копалы, канифоль, янтарь, шеллак, мастикс.
По
растворимости
все
смолы
разделяют
на
две
группы:
маслорастворимые (копалы, янтарь, даммара) и спирторастворимые (шеллак,
сандарак, копал манила мягкий и др.).
Битумы представляют собой смолообразные вещества черного цвета,
состоящие из смеси асфальтитов, углеводородных смол, а также продуктов их
окисления и полимеризации. К природным битумам относятся ископаемые
продукты -- асфальтиты, асфальты, различные асфальтовые породы, которые в
свою очередь подразделяются на виды в зависимости от места добычи. Наряду
с природными битумами существуют искусственные битумы, среди которых
наибольшее распространение получили нефтяные битумы и в
степени
сланцевые
битумы.
Наибольший
интерес
для
меньшей
лакокрасочной
промышленности представляют окисленные битумы, так как они обладают
повышенной температурой размягчения. На основе битумов изготавливают
битумные лаки и эмали, различные мастики.
Олифы – это жидкие пленкообразующие, представляющие собой
продукты переработки растительных масел или жирных алкидных смол с
добавками сиккативов для ускорения высыхания. В зависимости от состава
различают три группы олиф: масляные, алкидные и прочие.
В отличие от натуральных олиф комбинированные олифы содержат 30%
растворителя (уайт-спирита).
Алкидные олифы представляют собой растворы алкидных смол,
модифицированных маслами. Они подразделяются в зависимости от типа
исходной смолы на глифталевые, пентафталевые и ксифталевые.
368
Глифталевые и пентафталевые олифы выпускают в виде 50%-ных растворов, а
ксифталевые в виде 70%- и 50%-ных растворов в уайт-спирите.
К прочим олифам относятся так называемые искусственные олифы, в
том
числе
безмасляные
олифы
на
основе
продуктов
полимеризации
углеводородов нефти и сланцев, рыбьих жиров, полидиенов и др. Эти олифы
(лаколь, нафтеноль, карбиноль, кумарово-полидиеновая и др.) не получили
распространения в лакокрасочной промышленности вследствие низкого
качества образуемых покрытий.
Олифы в основном предназначаются для изготовления густотертых и
готовых к употреблению масляных и алкидных красок, а также для разбавления
этих красок и доведения их перед применением до рабочей вязкости.
Некоторое применение олифы имеют для пропитки и грунтования деревянных
поверхностей перед окраской.
Эфиры
целлюлозы
представляют
собой
твердые
аморфные
пленкообразующие, способные образовывать при температуре 18 - 22°С из
растворов в органических растворителях прочные лакокрасочные покрытия.
Все
эфиры
целлюлозы
подразделяются
на
простые
и
сложные.
К
простым эфирам целлюлозы относятся этилцеллюлоза, бензилцеллюлоза,
метилцеллюлоза, карбоксиметилцеллюлоза. К сложным эфирам целлюлозы
относятся нитрат целлюлозы, ацетат целлюлозы и смешанные эфиры
ацетобутират и ацетопропионат целлюлозы.
Покрытия на основе эфиров целлюлозы
обладают
высокой
прочностью, которая обусловлена большой молекулярной массой эфиров
целлюлозы, а также сравнительно высокой температурой размягчения.
В лакокрасочной промышленности наиболее широко применяется
нитрат целлюлозы, выпускаемый под названием "лаковый коллоксилин". По
внешнему
виду
лаковый
коллоксилин
твердое
белое
волокнистое
(хлопьевидное) вещество без запаха. Лучшим растворителем коллоксилина
является ацетон. Широкое применение коллоксилина обусловлено его
способностью образовывать быстровысыхающие при комнатной температуре
369
покрытия с хорошими физико-механическими и декоративными свойствами,
водостойкостью
и
глянцем.
Основными
недостаткамими
лакового
коллоксилина являются горючесть, низкая термостойкость и недостаточно
высокая светостойкость.
Синтетические пленкообразователи в настоящее время находят
наибольшее
применение
в
лакокрасочной
промышленности,
так
как
обеспечивают получение покрытий более высокого качества и с более
стабильными
характеристиками
пленкообразователями.
по
Синтетические
сравнению
с
пленкообразователи
другими
могут
быть
получены в результате реакций поликонденсации и полимеризации.
Поликонденсационные
продукты
двух
и
более
пленкообразующие
ди-
или
представляют
полифункциональных
собой
соединений.
Поликонденсация сопровождается обычно выделением низкомолекулярных
побочных продуктов (воды, спирта и т.п.). К числу поликонденсационных
пленкообразователей
относят
алкидные,
аминоформальдегидные,
фенолоальдегидные, эпоксидные и кремнийорганические смолы, полиуретаны,
полиэфиры линейного строения.
Полимеризационные
пленкообразующие,
используемые
в
лакокрасочной промышленности, представляют собой продукты аддитивной
гомо- или сополимеризации мономеров с реакционноспособными двойными
углеродуглеродными
применяемым
для
пленкообразующим
связями
олефинового
изготовления
относятся
лаков
и
виниловые
типа.
красок
К
наиболее
широко
полимеризационным
полимеры,
полиакрилаты,
фторопласты, эластомеры и другие пленкообразующие.
Растворители,
используются
для
вводимые
растворения
в
состав
лакокрасочных
пленкообразователя
и
материалов,
разведения
лакокрасочных материалов до консистенции, обеспечивающей возможность их
нанесения на окрашиваемую поверхность тонким слоем. После нанесения
лакокрасочного материала растворитель испаряется, а растворенные в нем
вещества образуют на поверхности изделия плотную блестящую пленку.
370
Растворители применяют также для обезжиривания подлежащих
окраске поверхностей перед нанесением лакокрасочного материала, а также для
удаления старых лакокрасочных покрытий.
Разбавителями
растворению
называют
вещества,
пленкообразующего,
но
которые
способны
не
способны
снижать
к
вязкость
лакокрасочного материала и доводить его до рабочей консистенции. По своим
физико-химическим
свойствам
разбавители
ничем
не
отличаются
от
растворителей. Так толуол и ксилол являются активными растворителями для
многих синтетических полимеров, но по отношению к нитрату целлюлозы они
являются разбавителями.
По химической природе растворители и разбавители разделяют на
следующие
группы:
алифатические
и
нафтеновые
углеводороды,
ароматические углеводороды, терпеновые углеводороды, хлорированные
углеводороды, нитропарафины, спирты, кетоны, эфиры.
Пластификаторами называют нелетучие или слаболетучие жидкие
(реже твердые) вещества, вводимые в лакокрасочные материалы для придания
покрытиям необходимой степени эластичности. Пластификаторы оказывают
значительное влияние на свето-, атмосферо-, морозостойкость лакокрасочных
покрытий, а также их адгезию.
В зависимости от химического состава все пластификаторы
подразделяют на три группы:
сложные эфиры (фталаты, фосфаты и т.п.);
углеводороды и их производные;
растительные масла и продукты их модификации (обычно путем
эпоксидирования).
По способности к растворению пластификаторы разделяют на две
группы:
желатинирующие, способные растворять пленкообразующие вещества
(эфиры фталевой и фосфорной кислот);
371
нежелатинирующие, не способные растворять пленкообразователи
(совол, касторовое масло, кастероль и некоторые другие малополярные
соединения и смеси).
Подавляющее большинство используемых в качестве пластификаторов
соединений относятся к группе желатинирующих.
Лакокрасочная
промышленность
применяет
в
качестве
пластификаторов в основном сложные эфиры, а также касторовое
масло,
совол, хлорпарафин и некоторые другие материалы. Из сложных эфиров
наибольший практический интерес представляют эфиры фталевой кислоты
(фтолаты),
фосфорной
кислоты
(фосфаты)
и
себациновой
кислоты
(себацинаты).
Пигменты представляют собой окрашенные в различные цвета
порошкообразные
вещества,
диспергируемые
в
воде,
органических
растворителях и пленкообразующих веществах. Назначение пигментов придать
лакокрасочным
покрытиям
цвет,
а
также
повысить
прочностные
и
антикоррозионные свойства покрытия.
По химическому составу все пигменты делятся на неорганические и
органические. Большинство пигментов (около 80% от общего количества)
представляют собой неорганические соединения – оксиды, гидроксиды, соли
металлов, имеющие кристаллическое строение.
Органические пигменты относятся к соединениям ароматического ряда.
Современная классификация предусматривает следующие классы органических
пигментов:
азопигменты
и
азолаки;
фталоцианиновые
пигменты;
полициклические пигменты; трифенилметановые пигменты и лаки основ;
пигменты разных классов.
В последние годы органические пигменты находят все более широкое
применение для пигментирования лакокрасочных материалов.
Они используются в масляных красках, различных синтетических
эмалях, водоэмульсионных красках, спиртовых лаках, клеевых красках. В ряде
случаев органические пигменты вытесняют неорганические.
372
Наполнители
представляют собой белые или
слабоокрашенные
неорганические порошкообразные вещества, добавляемые в лакокрасочные
материалы с целью улучшения физико-химических и технических свойств
покрытий (твердость, прочность, теплопроводность, теплостойкость, стойкость
к действию агрессивных сред и т.п.). Наряду с этим наполнители оказывают
существенное влияние на распределение пигмента в пленкообразующем и на
структурообразование лакокрасочных систем. В водных красках некоторые
наполнители после улетучивания воды имеют достаточную укрывистость и
могут играть роль пигментов. Они значительно дешевле большинства
пигментов и часто добавляются в лакокрасочные материалы для снижения их
стоимости. Наполнители с небольшой плотностью (2600 - 2900 кг/м3) менее
склонны к образованию плотных, трудноразмешиваемых осадков в красках
при их длительном хранении. Они быстрее, чем пигменты, диспергируются в
пленкообразующих веществах и вызывают меньшийизнос технологического
оборудования.
Наиболее широкое применение в лакокрасочной промышленности
находят следующие наполнители:
1. Сульфаты: природный сульфат бария (барит), бланфикс (искусственно
осажденный сульфат бария), сульфат кальция.
2. Силикатные наполнители: тальк (природный силикат магния), асбест,
каолин (гидратированный силикат аллюминия), слюда (алюмосиликат калия),
силикат кальция.
3. Кремнеземы: кристаллический кварц, аморфный диатомитовый
кремнезем, кизельгур, аэросил.
4. Карбонаты: кальцит (карбонат кальция), магнезит (карбонат магния),
доломит (карбонат магния и кальция), витерит (карбонат бария).
Наполнители применяют в лакокрасочной промышленности для
изготовления грунтовок, шпатлевок, порозаполнителей, а также термостойких,
огнезащитных, звукопоглощающих, водоэмульсионных и других красок.
Сиккативы и отвердители. Сиккативы представляют собой соли органических
373
кислот, добавляемые в масляные лаки, краски и эмали для ускорения процесса
их сушки. Кроме того, сиккативы выполняют функции поверхностноактивных веществ, улучшая смачивание частиц пигментов и стабильность их
дисперсий.
В зависимости от состава и назначения все лакокрасочные материалы
подразделяются на лаки, эмали, краски, грунтовки и шпатлевки
Классификация ЛКМ
ЛАКИ
–
это
растворы
природных
или
синтетических
плёнкообразователей + органические растворители.
ЭМАЛИ – смесь лака + пигмент.
КРАСКИ – плёнкообразователь + растворитель + пигмент.
ПОРОШКОВЫЕ КРАСКИ –
композиции пигментов и полимеров,
плавящиеся без разложения (полиэтилен, поливинилхлорид и др.).
ГРУНТОВКА – краска или эмаль, обладающая высокими адгезионными
свойствами (пассивирующие, фосфатирующие, протекторные).
ШПАТЛЕВКИ –
краски или эмали с большим количеством
наполнителей и пигментов (для выравнивания поверхности).
11.2 Физико-химическая
сущность
процесса
формирования
лакокрасочных покрытий
Лакокрасочные материалы могут наноситься на поверхность изделий в
трех различных состояниях:
в виде составов, содержащих летучие компоненты (органические
растворители или воду);
в виде составов, не содержащих летучие компоненты. Эти составы
изготавливаются на основе жидких мономеров (многоатомных спиртов,
циклических эфиров, аминокислот и др.), полимеров и наносятся на
поверхность в состоянии расплавов;
374
в виде порошковых составов.
Более 90 % промышленных лакокрасочных материалов содержат
растворители. При нанесении таких материалов на поверхность изделий
процесс формирования лакокрасочных покрытий протекает в две стадии (рис.
11.1).
Рис. 11.1 – Стадии испарения растворителя при формировании
лакокрасочного покрытия
I стадия - испарение растворителя. На начальном этапе испарение
растворителя происходит с поверхности лакокрасочного материала. При этом в
лакокрасочном материале возникает градиент концентраций, приводящий к
переносу молекул растворителя из глубинных слоев к поверхности. Таким
образом, массоперенос является движущей силой процесса испарения
растворителя. Скорость испарения на начальном этапе зависит только от
давления паров растворителя, температуры и влажности. Спустя некоторое
время с момента нанесения лакокрасочного материала происходит его
загустевание
сопротивление
и
молекулам
загустевшего
растворителя
слоя.
Диффузия
поверхности пленки при этом затрудняется.
375
приходится
молекул
преодолевать
растворителя
к
Испарение остатков растворителя протекает еще медленнее, поскольку
его молекулы удерживаются вследствие взаимодействия с молекулами
пленкообразующего.
Большое влияние на скорость испарения растворителей оказывает
концентрация их паров над поверхностью окрашенного изделия.
Подобно
тому, как медленно высыхает белье во влажную погоду, также медленно
испаряется растворитель, если его молекулы, перешедшие в газообразное
состояние, находятся над поверхностью пленки. Наличие паров влаги в воздухе
также замедляет процесс испарения растворителей. Поэтому для ускорения
сушки необходимо своевременно удалять продукты испарения с помощью
вытяжной вентиляции.
II стадия - пленкообразование. После того, как большая часть
растворителя из лакокрасочного материала улетучится, начинается стадия
пленкообразования. Процесс формирования пленки зависит прежде всего от
вида
пленкообразователя,
используемого
влакокрасочном
материале.
Большинство материалов, выпускаемых лакокрасочной промышленностью,
содержат пленкообразователи, которые имеют две и более кратные связи или
функциональные группы (эпоксидные, фенолоформальдегидные, полиамидные,
кремний органические смолы и др.). Пленкообразование для таких материалов
происходит в результате протекания химических реакций полимеризации,
поликонденсации или окисления, сопровождающихся выделением теплоты.
Для
строения
пленкообразователей,
(эфиры
фторопласты,
целлюлозы,
хлорированный
имеющих
макромолекулы
перхлорвиниловая
каучук
и
др.)
смола,
линейного
полиакрилаты,
формирование
покрытия
осуществляется только за счет испарения растворителя.
Следует отметить, что наряду с пленкообразованием на второй стадии
происходит дальнейшее удаление из покрытия так называемого "остаточного"
растворителя,
содержание
которого
составляет
обычно
5-10%
от
первоначального количества. Чем сложнее строение пленкообразующих
веществ (разветвленность и длина молекулярной цепи), тем медленнее
376
протекает вторая стадия и тем больше растворителя остается в покрытии.
Остаточная концентрация растворителя влияет на структуру покрытия, его
эксплуатационные свойства, а в случае пожара и на скорость распространения
пламени по поверхности покрытия. При нанесении на изделия лакокрасочных
материалов в состоянии расплавов , пленкообразование происходит минуя
стадию испарения растворителя.
Процесс формирования пленки из порошковых красок протекает
несколько иначе. Порошок, нанесенный на поверхность, нагревают до заданной
температуры,
которая
определяется
природой
пленкообразователя
и
отвердителя и находится в пределах от 130 до 200 оС.
Краска расплавляется и прилипает к окрашиваемой поверхности. Для
красок
на
основе
термопластичных
полимеров
(полиэтилена,
поливинилхлорида, поливинилбутираля) процесс формирования покрытия на
этом заканчивается. При использовании же красок на основе термореактивных
полимеров (эпоксидных, акриловых, фенольных) для получения покрытия
должна
произойти
химическая
реакция,
например
поликонденсация
эпоксидной смолы с отвердителем. На этой стадии иногда
требуется
нагревание течение 20 - 30 минут.
Следовательно, наносить порошковые краски можно только на те
изделия, которые могут быть подвергнуты высокотемпературной сушке.
Получаемые при нанесении различных лакокрасочных материалов покрытия
могут быть обратимыми и необратимыми. Обратимыми называют покрытия,
которые
могут
Необратимыми
растворяться
называют
покрытия,
в
органических
которые
плохо,
растворителях.
или
совсем
не
растворяются в органических растворителях. Методы окрашивания.
Метод окрашивания - это способ нанесения лакокрасочного материала
на окрашиваемую поверхность. Нанесение лакокрасочного материала может
производиться:
способом пневматического распыления;
способом безвоздушного (гидравлического) распыления;
377
способом распыления в электрическом поле высокого напряжения;
способом окунания;
валковым способом;
способом струйного облива;
способом налива;
способом электроосаждения;
способом нанесения порошковых полимерных материалов.
Рис. 11.2 – Установка пневматического распыления
Способ пневматического распыления получил наиболее широкое
применение
для
окраски
промышленных
изделий.
Более
70%
всех
лакокрасочных материалов, применяемых в машиностроении, наносят этим
способом.
Состав установки пневматического распыления (рис. 11.2):
• красконагнетательный бак (1);
• масловодоотделитель (2);
378
• коаскораспылитель (3);
• шланги подачи воздуха (4);
• шланг подачи лакокрасочного материала (5);
• редуктор (6).
Для
пневматического
распыления
лакокрасочных
материалов
используют распылительные головки, состоящие из материального сопла и
воздушной головки. Лакокрасочный материал подводится к отверстию
материального сопла, а сжатый воздух поступает в кольцевой зазор,
образованный отверстием воздушной головки и наконечником материального
сопла. При распылении сжатый воздух вытекает из кольцевого зазора головки
с большой скоростью (до 450 м/с), смешивается с жидким лакокрасочным
материалом и раздробляет его на множество мельчайших капель. Для
пневматического
распыления
лакокрасочных
материалов
давление сжатого воздуха 0,2 - 0,6 МПа при вязкости
используется
лакокрасочного
материала 17 - 60 с. При этом диаметр капель в факеле колеблется от 6 до 80
мкм.
Дисперсность распыла зависит от относительной скорости воздушной
струи (давления сжатого воздуха, подаваемого на распыление), отношения
расхода воздуха к расходу распыляемого лакокрасочного материала (удельного
расхода воздуха), физических свойств лакокрасочного материала (вязкости,
плотности,
поверхностного
натяжения)
и
геометрических
размеров
распылительной головки.
При окраске изделий способом безвоздушного распыления (рис. 11.3)
дробление лакокрасочного материала происходит без участия сжатого воздуха.
Термин "безвоздушное распыление" - условный, под ним подразумевается
распыление
лакокрасочного
материала
под
воздействием
высокого
гидравлического давления (до 25 МПа). Сущность метода заключается в
превращении потенциальной энергии лакокрасочного материала, находящегося
под давлением, в кинетическую энергию за счет резкого снижения давления
при выходе материала из сопла распылителя.
379
Рис. 11.3 – Способ безвоздушного (гидравлического) распыления
Обладая кинетической энергией, капли лакокрасочного материала
движутся в направлении окрашиваемой поверхности, увлекая за собой часть
окружающего воздуха. Преодолевая сопротивление воздуха, капли тормозятся
и мягко настилаются на поверхность, образуя лакокрасочное покрытие
определенной толщины.
Способ безвоздушного распыления применяется, как правило, для
окраски крупногабаритных изделий, которые не представляется возможным
поместить
в
окрасочные
камеры.
Основным
требованием,
которое
предъявляется к установкам безвоздушного распыления, является создание
постоянного давления на лакокрасочный материал, обеспечивающего подачу
материала (расход через сопло) в требуемом количестве.
Для более мелкого распыления лакокрасочных материалов повышенной
вязкости
и
получения
покрытия
высокого
качества
в
установках
безвоздушного распыления может быть использован подогрев материалов до
температуры, близкой к температуре кипения растворителей. Благодаря этому
легколетучая часть растворителей при выходе лакокрасочного материала из
сопла почти мгновенно испаряется, что сопровождается огромным
380
расширением объема (в 1500-1800 раз) и дополнительно способствует лучшему
измельчению материала.
Окраска изделий в электрическом
поле (рис. 11.4) высокого
напряжения (электроокраска, электрораспыление) основана на распылении
лакокрасочного материала с одновременным сообщением образующимся
аэрозольным частицам электрического заряда, благодаря которому они
равномерно осаждаются на противоположно заряженном изделии.
Наибольшее
распространение
получили
два
способа
зарядки
распыляемого материала: ионная (индукционная) зарядка и зарядка в поле
коронного разряда (контактная).
Рис. 11.4 – Способ распыления в электрическом поле высокого
напряжения
Окраска
окунанием
(рис. 11.5) является наиболее простым и
производительным методом, с успехом применяемым как в механизированном,
так и в немеханизированном производстве. Сущность метода заключается в
том,
что
окрашиваемые
изделия
погружают
в
ванну,
заполненную
лакокрасочным материалом, затем извлекают из нее и выдерживают
381
определенный промежуток времени над ванной или лотком для стока избытка
лакокрасочного материала с поверхности.
Рис. 11.5 – Способ окунания
При окраске струйным обливом (рис. 11.6) лакокрасочный материал
наносят на поверхность изделий ламинарными струями, подаваемыми из
системы сопел. Для получения более равномерного покрытия изделия с
нанесенным лакокрасочным материалом, также как и при окраске методом
окунания, выдерживают в парах растворителя. При этом предотвращается
возможность преждевременного схватывания лакокрасочного материала и
создаются благоприятные условия для его стекания.
Рис. 11.6 – Окраска струйным обливом
382
Окраска способом налива (рис. 11.7) заключается в том, что
лакокрасочный материал пропускается через желобообразную наливную
головку и наносится в виде широкой плоской струи на поверхность изделий,
которые перемещаются транспортером в горизонтальной плоскости. Толщина
покрытия при этом регулируется путем изменения ширины щели наливной
головки. Метод налива является в настоящее время основным методом
нанесения лакокрасочных материалов на деревообрабатывающих заводах и
мебельных фабриках.
Рис. 11.7 – Окраска способом налива
где: 1 – деталь; 2 – транспортер; 3 – коллектор; 4 – лоток; 5 – окрасочный слой;
6 – экран; 7 – короб с донной щелью; 8 – сливная плотина; 9
– перегородка с фильтром
Сущность способа окраски валками (рис. 11.8) заключается в подаче
определенного количества лакокрасочного материала, распределении его
между валками и переносе некоторой его части на поверхность движущегося
изделия. Для окраски изделий этим методом используются специальные
валковые машины.
383
Рис. 11.8 – Окраска валковым способом
где: 1 – транспортер; 2 – дверное полотно; 3 – бачок с краской; 4 – струя
краски; 5 – валики; 6 – конвекционная сушильная камера; 7 – возвратнопоступательный механизм
Валковая машина, как правило, состоит из двух или трех окрасочных и
одного опорного валков. У трехвалковых машин имеется наносящий,
регулирующий и питающий валки, у двухвалковых машин функции питающего
и регулирующего валков совмещены. Регулирующий, питающий и опорный
валки изготавливают из стали с последующим хромированием поверхности.
Питающий валок иногда выполняют с винтовой нарезкой для увеличения
захвата лакокрасочного материала. Наносящий валок обтягивается резиной или
другим эластичным материалом, стойким к действию растворителей и
механическим
повреждениям.
Эластичное
покрытие
наносящего
валка
способствует компенсации разной толщины поверхности окрашиваемого
изделия.
Окраска способом электроосаждения (рис. 11.9) – это один из
наиболее распространенных промышленных способов нанесения
384
водоразбавляемых лакокрасочных материалов на основе водорастворимых
пленкообразователей.
Рис. 11.9 – Способ электроосаждения
Процесс образования покрытия при электроосаждении заключается в
осаждении
пленкообразующего
окрашиваемое
изделие
с
материала
помощью
из
постоянного
водного
раствора
электрического
на
тока.
Окрашиваемое изделие служит электродом и связано с одним из полюсов
источника
постоянного
тока;
противоположным
электродом
является
металлический корпус ванны или специально опущенные в нее металлические
пластины. В зависимости от того, где происходит нанесение материала на
аноде или на катоде, процесс электроосаждения может быть анодным или
катодным.
Так
как
при
катодном
электроосаждении
необходима
кислотостойкая аппаратура, а это связано со значительными дополнительными
затратами, в промышленности применяется главным образом анодное
электроосаждение.
За последние годы в мировой практике для получения покрытий начали
385
широко применяться порошковые полимерные материалы. Несмотря на ряд
еще нерешенных проблем, связанных с технологией и техникой нанесения
таких материалов, получаемые этим методом покрытия постепенно играют все
большую роль среди других видов покрытий. Возможность получать покрытия
из порошковых полимерных материалов позволяет:
1) исключить применение органических растворителей (и жидкостей
вообще) и благодаря этому улучшить санитарно-гигиенические условия труда,
снизить затраты на вентиляцию;
2) сократить технологический цикл окрашивания путем замены
многослойных покрытий однослойными необходимой толщины (от 50 до 500
мкм и выше) вследствие большой скорости пленкообразования из расплавов;
3) устранить невозвратимые потери лакокрасочных материалов в
процессе нанесения;
4)
получить
ряд
качественно
новых
покрытий
с повышенной
химической стойкостью и улучшенными физико-механическими свойствами.
Основными способами нанесения порошковых полимерных материалов
являются: нанесение во взвешенном слое, нанесение в электрическом поле и
газопламенное напыление.
При порошковой окраски для формирования покрытия из порошковой
краски используют (рис. 11.10):
конвективную теплопередачу тепла от нагретого воздуха к изделию с
порошковым слоем (камера полимеризации). Оплавление порошковой краски
происходит с внешней стороны, что затрудняет выход газов из слоя. Данный
способ обладает большой универсальностью и не зависит от формы изделия, но
имеет повышенные энергетические затраты;
инфракрасный нагрев изделия с порошковым слоем. Оплавление
порошковой краски происходит с внутренней стороны, что облегчает выход
газов из слоя. Способ обладает низкими энергетическими затратами, но
пригоден для изделий простой конфигурации.
386
Рис. 11.10 – Формирование покрытия из порошковой краски
Основными способами нанесения порошковых полимерных материалов
являются: нанесение во взвешенном слое, нанесение в электрическом поле и
газопламенное напыление (рис. 11.11).
Электростатический
способ
порошковой
окраски
-
частицы
заряжаются ионами в поле коронного разряда, создаваемом высоковольтными
электродами распылителя, что обеспечивает эффективную зарядку любых
типов порошковых красок.
Трибостатический способ - за счет трения порошковой краски о
трибоэлектризующие конструкции пистолета распылителя. В конструкции
распылителей при этом отсутствуют высоковольтные элементы, но зарядка при
этом более чувствительна к степени осушки воздуха от влаги и к типам
применяемых порошковых красок.
При осаждении порошковых красок на изделие, частицы проходят две
зоны. Первая зона - это основной промежуток между распылителем и изделием.
Здесь частицы порошка движутся в основном за счет потока воздуха по
387
направлению к окрашиваемому участку поверхности изделия. Вторая зона - это
узкий слой у поверхности изделия, где частицы порошка движутся в потоке
воздуха, обтекающем изделие. Осаждение заряженных частиц порошка на
поверхность изделия происходит под действием электрического поля. При
образовании на поверхности изделия сплошного слоя порошка в нем начинают
происходить процессы, препятствующие дальнейшему осаждению частиц на
поверхность изделия. Таким образом, существует предельная толщина
получаемого порошкового слоя, зависящая от величины заряда частиц в слое.
Чем больше заряд, тем меньше предельная толщина слоя порошка.
При нанесении порошковой краски на изделия сложной формы есть ряд
особенностей в выборе режимов работы распылительного оборудования.
Процесс нанесения порошкового слоя на изделия осуществляется в установках
нанесения покрытий, состоящих из камер напыления порошковых красок
(окрасочных камер) и систем рекуперации порошковой краски.
Рис. 11.11 – Электростатический способ нанесения порошковой краски
388
11.3 Особенности
пожарной
опасности
и
основные
противопожарные мероприятия при проведении процессов окраски
Пожарная опасность процессов окраски характеризуется:
пожаровзрывоопасными свойствами применяемых лакокрасочных
материалов и их наличием в больших количествах;
возможностью образования горючей среды внутри технологического
оборудования и в производственных помещениях;
высокой вероятностью появления источников зажигания;
возможностью быстрого распространения пожара в окрасочных
цехах.
Пожаровзрывоопасные
значительной
степени
свойства
определяются
лакокрасочных
свойствами
материалов
растворителей
в
и
разбавителей, содержание которых в лакокрасочных материалах может
составлять 80% и более. В большинстве случаев растворители и разбавители
представляют собой легковоспламеняющиеся жидкости с низкими значениями
НКПР (от 1 до 2,6 %) и широкими температурными диапазонами
воспламенения (от –36 до +6О оС).
Как правило, испаряясь, эти вещества образуют сравнительно плотные
пары, которые тяжелее воздуха.
НКПР – нижний концентрационный предел распространения пламени
(предел воспламенения).
НКПР – это такая объемная (массовая) доля горючего вещества в смеси
с окислительной средой (выраженная в % или мг/мЗ), ниже которой смесь
становится неспособной к распространению пламени, т.е. это минимальное
содержание горючего вещества в горючей смеси (вещество - окислитель), при
котором возможно распространение пламени на любое расстояние от
источника зажигания.
389
Наиболее пожароопасные способы нанесения ЛКМ
Горючая среда (рис. 11.12) может образовываться при всех способах
окраски:
в самих окрасочных камерах,
в помещениях,
в емкостях с лакокрасочными материалами,
в вентиляционных воздуховодах.
Среди всех способов окраски наибольшую пожарную опасность
представляют способы окраски изделий путем распыления лакокрасочного
материала:
пневматическое распыление
гидравлическое распыление
электрорэспыление.
При этих способах создаются наиболее благоприятные условия для
образования
горючей
среды
вследствие
того,
что
при
распылении
лакокрасочного материала происходит интенсивное испарение растворителей и
образуется "красочный туман".
С учетом этого при оценке возможности образования горючей среды
необходимо знать:
пожаровзрывоопасные свойства лакокрасочных материалов;
расход лакокрасочных материалов;
количество «красочного тумана», находящегося в объеме окрасочной
камеры.
390
Рис. 11.12 – Места образования горючей среды при окраске
11.3.1
Пожарная опасность при окраске способом налива,
окунания и струйного облива
При окраске изделий способом налива, окунания и струйного облива
«красочный туман» не образуется (рис. 11.13), однако взрывоопасные
концентрации также могут иметь место.
Это обусловлено, прежде всего, повышенным содержанием паров
растворителей внутри окрасочных камер и паровых тоннелей. Так, испарение
растворителей происходит
с поверхности лакокрасочных материалов, находящихся в ваннах
окунания (1);
с поверхности окрашиваемых изделий (2);
с наклонных поверхностей (3), по которым происходит обильное
стекание избытков лакокрасочных материалов обратно в ванну или в приемную
емкость.
391
Рис. 11.13 – Места образования пожароопасных концентраций паров
растворителей при различных способах окраски
11.3.2
Пожарная опасность при окраске способом нанесения
порошковых полимерных материалов
При окраске изделий путем нанесения порошковых полимерных
материалов внутри оборудования и в объеме помещений могут образовываться
горючие пылевоздушные смеси (рис. 11.14).
Порошковые полимерные материалы, как правило, относятся к группе
горючих.
Следствие высокой дисперсности (от 2 до 160 мкм) их следует
рассматривать как пыли.
Для
оценки
возможности
образования
горючей
среды
внутри
технологического оборудования с пылевидными материалами на практике
используют значение нижнего концентрационного предела распространения
пламени.
392
Верхние концентрационные пределы для пылей настолько велики, что
практического значения для оценки пожарной опасности не имеют.
Кроме того, пылевоздушные смеси склонны к расслоению, поэтому в
оборудовании даже при
очень высоких
концентрациях
всегда могут
образовываться локальные зоны с концентрацией ниже ВКПР.
Рис. 11.14 – Образование горючих пылевоздушных концентраций
внутри оборудования и в объеме помещений при порошковой окраске
Потенциальными тепловыми условиями (рис. 11.15) для возникновения
горения паро- и пылевоздушных смесей в окрасочных цехах могут стать:
1. Теплота самовозгорания отложений лакокрасочных материалов,
образующихся:
в окрасочных камерах;
в воздуховодах вытяжной вентиляции;
в вентиляторах.
Отходы лакокрасочных материалов отлагаются на стенках оборудования
в виде губчатой массы, имеющей большую активную поверхность.
393
Опыты показали, что при нагреве отходов нитролака до 50
о
С
происходит резкое повышение температуры в образце (свыше 300 оС):
с бурным разложением отходов;
с обугливанием отходов,
обильным выделением газообразных продуктов.
Добавка к нитро лакам незначительного количества растительных масел
повышает их склонность к самовозгоранию.
Следует отметить, что наряду с самовозгоранием отложений внутри
оборудования, возможно также самовозгорание промасленных обтирочных
материалов и отходов нитрокрасок при их хранении;
2. Теплота химических реакций при использовании лакокрасочных
материалов с отвердителями, пластификаторами и другими реактивами,
ускоряющими процесс отверждения и высыхания краски в тонком слое.
Значительное
пленкообразования,
тепловыделение
когда
может
протекают
наблюдаться
процессы
на
стадии
полимеризации,
поликонденсации и окисления;
3.
Искровые разряды статического электричества, возникающие
вследствие распыления и перемещения по трубам лакокрасочных материалов, а
также при работе транспортеров, искры удара и трения, теплота трения,
высоконагретые поверхности, топочные искры, открытое пламя, искры и
открытое пламя при проведении огневых работ.
394
Рис. 11.15 – Потенциальные тепловые условия возникновения горения
паро- и пылевоздушных смесей
11.3.3
Пути распространения пожара в окрасочных цехах
Распространение пожара в окрасочных цехах может происходить (рис.
11.16):
по поверхности разлитых лакокрасочных материалов и растворителей;
по
отложениям
лакокрасочных
материалов
на
внутренних
поверхностях окрасочных камер, воздуховодов, оборудования и конструкций;
по воздуховодам вытяжной, рециркуляционной и приточной систем
вентиляции;
по конвейерам, загрязненным отходами лакокрасочных материалов;
по
поверхности
горючих
изделий, а
также
окрашенных негорючих изделий.
через дверные, оконные и технологические проемы.
395
по
поверхности
Установлено, что пленка лакокрасочных покрытий из масляных красок и
эмалей
становится
легковозгораемой
уже
при
толщине
0,1
мм.
Нитроцеллюлозные лакокрасочные покрытия становятся горючими при гораздо
меньшей толщине (40 – 50 мкм).
Скорость распространения пламени по пленке нитроцеллюлозного лака
составляет 0,5 м/с.
Рис. 11.16 – Пути распространения пожара в окрасочных цехах
11.3.4
Предотвращение образования горючей среды
При проведении процессов окраски необходимо избегать применения
неорганических растворителей для разведения лакокрасочных материалов.
Преимущество должно отдаваться:
водоразбавляемым материалам;
порошковым краскам;
396
лакокрасочным системам, полимеризуемым непосредственно на
защищаемой поверхности.
Во всех случаях, где это возможно, следует ограничивать применение в
лакокрасочных материалах (не более 15%):
толуола;
ксилола.
Запрещается применять в качестве растворителей и разбавителей для
лакокрасочных материалов:
бензол;
метанол;
пиробензол.
Все процессы окрашивания следует производить на специальных
постах, в установках или камерах, оборудованных местной вытяжной
вентиляцией.
Рис. 11.17 – Предотвращение образования горючей среды
397
Предотвращение распространения пожара
11.3.5
Распространение пожара можно предотвратить:
1. Количество лакокрасочных материалов в цеховых кладовых не
должно превышать сменной потребности.
2. Для предупреждения растекания лакокрасочных материалов и
растворителей под аппаратами необходимо предусматривать сплошные
бортики из негорючих материалов или поддоны высотой не менее 0,15 м. В
дверных проемах производственных помещений необходимо предусматривать
пороги с пандусами высотой также не менее 0,15 м для предотвращения
растекания жидкости из помещений наружу или в смежные помещения.
3. Дыхательные линии емкостей с лакокрасочными материалами, в том
числе
и
аварийных
емкостей,
должны
оборудоваться
сухими
огнепреградителями.
4.
Конструктивные
элементы
окрасочных
камер
должны
изготавливаться из негорючих материалов.
5. Технологические проемы необходимо оборудовать устройствами,
предотвращающими
возможность
распространения
через
них
пожара
(водяными завесами, шиберами и т.п.).
6. Воздуховоды в местах пересечения противопожарных преград
должны оборудоваться огнезадерживающими клапанами.
7. У выходных дверей из цеха и у пультов управления необходимо
предусматривать кнопки аварийной остановки конвейеров.
8.
Все
окрасочные
камеры
должны
в
обязательном
оборудоваться автоматическими установками тушения пожара.
398
порядке
Рис. 11.18 – Способы ограничения распространенияпожара
11.3.6
Требования пожарной безопасности при окраске способом
пневматического распыления
При окраске способом пневматического распыления предъявляются
следующие требования пожарной безопасности:
1. При проведении процесса окраски способом пневматического
распыления с целью уменьшения образования "красочного тумана" необходимо
преимущественно
использовать
бестуманные
распылители
в
которых
лакокрасочный материал обжимается струей воздуха.
2.
Вентиляционные
агрегаты
окрасочных
камер
должны
быть
сблокированы с устройствами, подающими лакокрасочный материал или
сжатый воздух к краскораспылителю, таким образом, чтобы при прекращении
работы вентиляции краскоподача автоматически отключалась и конвейер
останавливался.
399
3. Важное значение имеет скорость движения воздуха через рабочие
проемы окрасочных кабин в сторону вентилятора. Она должна быть больше,
чем скорость диффузии паров растворителей в сторону цеха. Ванны
гидрофильтров окрасочных камер необходимо очищать не реже одного раза в
неделю от осевшей краски и не реже одного раза в смену от краски, плавающей
на поверхности воды.
Рис. 11.19 – Требования пожарной безопасности при пневматическом
распылении ЛКМ
11.3.7
Требования пожарной безопасности при проведении
процесса окраски способом безвоздушного распыления
При окраске способом безвоздушного распыления предъявляются
следующие требования пожарной безопасности:
1. Окраску изделий способом безвоздушного распыления следует
производить в окрасочных цехах с оборудованием рабочих постов и камер
местной вытяжной вентиляцией.
2. При этом воздухообмен в камерах и очистка отсасываемого воздуха
организовываются также, как и при окраске изделий способом пневматического
распыления.
400
3. Установки для окраски способом безвоздушного распыления с
подогревом и без подогрева должны изготавливаться во взрывозащищенном
исполнении.
4. Электронагреватель установки с подогревом запрещается включать в
работу до полного заполнения гидросистемы установки.
5. В процессе работы следует контролировать и регулировать давление в
системе установки с подогревом (давление не должно превышать 10 МПа).
11.3.8
Требования пожарной безопасности при проведении
процесса окраски способом электроосаждения
При окраске способом электроосаждения предъявляются следующие
требования пожарной безопасности:
1. Окрашивание изделий в электрическом поле высокого напряжения
следует проводить в специальной электроокрасочной камере, оборудованной
вытяжной механической вентиляцией.
2. В случае особых требований к качеству лакокрасочных покрытий
отсос воздуха необходимо возмещать подачей в камеру очищенного воздуха.
3. Для предупреждения искрообразования между окрашиваемой деталью
и распылителем в электрической схеме установки необходимо предусматривать
специальные искропредупреждающие устройства.
401
Рис. 11.20 – Требования пожарной безопасности при электроосаждении
ЛКМ
11.3.9
Требования пожарной безопасности при проведении
процесса окраски способом окунания
При окраске способом окунания предъявляются следующие требования
пожарной безопасности:
1. При окраске изделий способом окунания ванны емкостью до 0,5 м3
необходимо оборудовать бортовыми отсосами и крышками, обеспечивающими
закрывание ванн на период перерыва в работе. Крышки должны быть
выполнены из металла, не склонного к высечению искр, и обеспечивать
плотное прилегание к ванне.
2. Ванны емкостью более 0,5 м3 (как с ручным окунанием, так и
конвейерные) должны иметь специальное укрытие, оборудованное вытяжной
вентиляцией.
3. Объем удаляемого воздуха должен быть достаточен для разбавления
выделяющихся паров растворителей до концентрации, не превышающей 20%
от НКПР.
402
4.
При
конвейерном
окунании
вытяжную
вентиляцию
следует
блокировать с конвейером таким образом, чтобы в случае отключения
вентиляции конвейер автоматически останавливался.
Рис. 11.21 – Требования пожарной безопасности при окраске окунанием
11.3.10
Требования пожарной безопасности при проведении
процесса окраски способом струйного облива
При окраске способом струйного облива предъявляются следующие
требования пожарной безопасности:
1. Все установки струйного облива оборудуются рециркуляционной
системой вентиляции с частичным выбросом воздуха в атмосферу.
2. Производительность рециркуляционной системы следует принимать
из расчета приблизительно двадцати кратно го воздухообмена в час.
403
Рис. 11.22 – Требования пожарной безопасности при струйном обливе
11.3.11
процесса
Требования пожарной безопасности при проведении
окраски
способом
нанесения
порошковых
полимерных
материалов
При окраске способом нанесения порошковых полимерных материалов
предъявляются следующие требования пожарной безопасности:
1. Окрашивание изделий порошковыми материалами методом пневмо
электростатического
распыления
должно
производиться
в
камерах,
оборудованных вытяжной вентиляцией.
2. Скорость воздуха в проемах камеры при ручном нанесении следует
принимать не менее 0,5 м/с, при автоматизированном – 0,8 м/с.
3. Чтобы не допустить самовозгорания порошкового материала, который
может скапливаться в камерах нанесения, рекуперации и воздуховодах, в
каждом
конкретном
случае
следует
определять
условия
возможного
самовозгорания, зависящие от температуры среды в аппарате, вида порошковой
композиции, температуры самовозгорания и других факторов.
404
4. Пневмотранспортные системы необходимо рассчитывать таким
образом, чтобы в процессе их эксплуатации исключалась возможность
осаждения транспортируемого материала.
5. Внутренние поверхности камер распыления, воздуховодов и
оборудования систем рекуперации следует выполнять гладкими, обеспечивать
плавные повороты и переходы, принимать уклон конусной части аппаратов не
менее 60Q, для исключения скопления осевшей пыли.
6. На аппаратах и трубопроводах необходимо предусматривать
специальные лючки для очистки внутренних поверхностей от отложений. В
аппаратах лючки рекомендуется предусматривать у мест наибольшего
скопления
пыли.
На
трубопроводах
систем
пневмотранспорта
лючки
необходимо устанавливать до и после аппаратов, в местах прохода
трубопроводов через стены и перекрытия, у поворотов и тройников.
7. Аппараты и трубопроводы необходимо выполнять пыленепроницаемь
ми и обеспечивать их хорошую герметичность. Все крышки смотровых лючков
и окон должны быть плотно пригнаны к своим гнездам и туго притянуты
башмаками. Оставлять смотровые проемы открытыми запрещается. По
периметру прилегания крышки следует уплотнять прокладками.
Рис. 11.23 – Безопасность при окраске способом нанесения порошковых
полимерных материалов
405
12
ПОЖАРНАЯ БЕЗОПАСНОСТЬ ПРОЦЕССА СУШКИ
12.1 Физическая сущность процесса сушки
В различных отраслях промышленности, сельском хозяйстве и быту
нередко возникает необходимость удаления влаги из твердых зернистых,
порошкообразных, волокнистых и других веществ и материалов. Удаление
влаги из материалов позволяет удешевить их транспортировку, придать им
необходимые свойства (например, повысить механическую прочность твердых
материалов, уменьшить слеживаемость удобрений, улучшить растворимость
красителей), а также уменьшить коррозию аппаратуры и трубопроводов при
хранении и последующей обработке этих материалов.
Сушка – процесс удаления любой жидкости из различных материалов и
веществ.
Сушка является одним из распространённых технологических процессов
в промышленных и агропромышленных производствах (рис. 12.1).
В результате удаления влаги, обезвоженные материалы и продукты
уменьшаются в весе, повышается их механическая прочность и стойкость к
воздействию окружающей среды, вследствие чего увеличивается длительность
хранения пищевых и кормовых продуктов, время эксплуатации конструкций и
сооружений, выполненных из древесины и подверженных гниению различных
материалов.
Однако сам процесс сушки представляет повышенную пожарную
опасность и высушенные продукты и материалы, как правило, также
пожароопасны. Поэтому для обеспечения пожарной безопасности при
эксплуатации сушильных установок требуется знание физической сущности
процесса сушки, причин и условий возникновения и развития пожаров при
сушке и хранении высушенных материалов.
406
Рис. 12.1 – Факторы улучшения процесса сушки
Под сушкой понимают процесс удаления любой жидкости из различных
веществ, материалов, продуктов и изделий. Наиболее распространенным
является удаление из высушиваемых материалов воды. Удаление влаги из
материалов и продуктов может осуществляться механическим, физикохимическим и тепловым способами (рис. 12.2).
Рис. 12.2 – Способы удаления жидкости из материалов при сушке
Механические
способы
(рис.
12.3)
(прессование,
фильтрование,
центрифугирование, отжим и отсасывание) применяют в тех случаях, когда не
требуется полное удаление влаги.
407
Рис. 12.3 – Механические способы удаления влаги
Физико-химический (рис. 12.4) (поглощение влаги химическими
реагентами и гигроскопическими веществами) – применяют главным образом
при осушке газов.
Рис. 12.4 – Физико-химический способ удаления влаги
408
Рис. 12.5 – Тепловой способ удаления влаги из материала
Термический КПД сушильных установок можно оценить по формуле
T TO /T TH ,
(12.1)
где Т – температура входящего воздуха, ТО – температура выходящего из
сушилки воздуха, ТН – температура наружного воздуха.
Сушка
является
сложным
тепломассообменным
процессом,
интенсивность которого определяется скоростью диффузии влаги из глубины
высушиваемого материала и отвода её в окружающую среду.
Основные
положения
по
кинетике
сушки
впервые
были
сформулированы русскими учёными С.П. Коссовичем и А.П.Лебедевым.
Большой вклад в развитие теории, технологии и техники сушки внесли
советские
учёные
А.В.Лыков,
П.Д.
Лебедев,
М.Ю.
Лурье,
Г.А.Кук,
П.Г.Романков, Л.Н.Плановский, А.С.Гинзбург, Н.Е.Федоров, А.А.Долинский,
М.В.Лыков и другие.
Сушка – один из наиболее распространенных технологических
процессов. Нет такой отрасли промышленности или сельского хозяйства, где
409
бы этот процесс не применялся. Важно отметить и то, что процесс сушки
энергоёмкий. По оценкам многих специалистов на сушку затрачивается более
12 % тепловой энергии, получаемой при сжигании органического топлива.
Естественно, что вопросы экономичности и интенсификации тепловой сушки
всегда находились в центре внимания специалистов по прцессам и аппаратам
тепловой сушки. Поскольку интенсификация процессов термической сушки
сопровождается повышением пожаровзрывоопасности, то этими вопросами
занимались как специалисты по сушке, так и по пожарной безопасности.
По способу подвода тепловой энергии (рис. 12.6) к высушиваемому
материалу различают следующие виды сушилок: конвективные (рис. 12.7)
(подвод теплоты и отвод паров жидкости осуществляется конвективными
потоками газообразного сушильного агента); кондуктивные или контактные
(теплота передается в основном теплопроводностью от нагретой поверхности);
радиационные (теплота от нагревателя к высушиваемому материалу передается
тепловым излучением); сублимационные (материал нагревается в поле высокой
частоты) и комбинированные.
Сублимация (возгонка, от лат. sublimo- возношу), переход веществава
из твердого состояния непосредственно (без плавления) в газообразное.
Сублимация подчиняется общим законам испарения. Обратный процесс конденсация
вещества
из
газообразного
состояния,
минуя
жидкое,
непосредственно в твердое состояние - называется десублимацией.
При производстве пищевых, кормовых, химических продуктов, при
сушке
окрашенных
распространение
изделий
получили
и
древесных
конвективные
материалов
сушилки.
наибольшее
Предпочтение
конвективным сушилкам отдается потому, что они позволяют получать
продукты
повышенного
качества,
полностью
механизировать
и
автоматизировать процесс сушки.
Механизм и кинетика сушки определяются в основном формой связи
влаги с материалом и режимом сушки.
410
В основу классификации форм связи влаги с материалом положена
схема П.А. Ребиндера (рис. 12.8).
Рис. 12.6 – Способы подвода тепла
Рис. 12.7 – Виды сушилок
411
Рис. 12.8 – Формы связи влаги с материалом
Согласно
этой
схеме
различают
физико-механическую,
физико-
химическую и химическую связь. При физико-механической связи влага и
твёрдый материал могут находиться в произвольных (неопределенных)
соотношениях. Для физико-химической связи характерно более определенное
соотношение, хотя и не строгое соотношение, которое свойственно химической
связи.
При
сушке
удаляется
влага,
связанная
с
материалом
физико-
механически и физико-химически. Химически связанная влага не удаляется, так
как этот процесс сопровождается необратимыми изменениями, ухудшающими
качество продукта.
Влагу, связанную с материалом слабыми силами, называют свободной.
Она испаряется практически так же, как и влага со свободной поверхности
жидкости. Парциальное давление пара Рр на поверхности жидкости равно
парциальному давлению насыщенного пара (Рр = Рs). Для влаги, связанной с
материалом физико-химическими (например, адсорбционными) силами, Рр<
Рs. В процессе сушки влага перемещается из внутренних слоев к поверхности
412
материала. Затем путем диффузии она проникает через пограничный слой и
конвективными потоками рассеивается в окружающей среде. При большом
влагосодержании внутри материала влага перемещается в виде жидкости. По
мере уменьшения – в виде смеси жидкости с паром и, наконец, при малом
содержании – в виде пара.
Процесс
сушки
характеризуется
изменением
влагосодержания
и
температуры высушиваемого материала. В общем случае кинетическая кривая
сушки состоит из нескольких участков, соответствующих периодам сушки (рис.
12.9).
Рис. 12.9 – Кинетические кривые процесса сушки материалов
В начальный момент времени материал нагревается (отрезок АВ).
Скорость
сушки
возрастает.
Температура
поверхности
повышается до температуры мокрого термометра Тм
т.
материала
Тм
При этом скорость
сушки достигает максимальной величины. Далее следует период постоянной
скорости сушки, соответствующий участку ВС. Периодом прогрева обычно
пренебрегают и период постоянной скорости сушки называют первым
периодом сушки. Этот период продолжается до точки, соответствующей
критическому влагосодержанию (точка C). Затем скорость сушки уменьшается.
413
Влагосодержание материала асимптотически приближается к равновесному, и
температура
поверхности
материала
приближается
к
температуре
окружающего сушильного агента. На этом процесс сушки прекращают и
высушенный материал охлаждают. Если этого не сделать, то высушенный
материал, склонный к самовозгоранию, начнет саморазогреваться, что может
привести к пожару или взрыву.
12.2 Интенсивность сушки
Важнейшим технико-экономическим показателем процесса сушки
является интенсивность сушки Js , которая характеризует количество влаги,
испаряемой с единицы поверхности в единицу времени. Количество
испаренной влаги Gвл связано с интенсивностью сушки соотношением:
��вл = �� ∙ � ∙ �� ,
(12.2)
где dGвл – количество испаренной влаги, кг;
Js – интенсивность испарения , кг/(м2 с);
F – поверхность испарения, м2;
- продолжительность сушки, с.
В первом периоде (периоде постоянной скорости сушки) интенсивность
испарения может быть определена по формуле Дальтона :
J s c (cп сср ) ,
(12.3)
где c - коэффициент массообмена, м/с; сп и сср – концентрация паров
жидкости на поверхности и в сушильном агенте (в окружающей среде), кг/м3.
Интенсивность
испарения
параметрами теплоносителя
в
этом
случае
и не зависитот
414
определяется
только
свойств высушиваемого
материала. Скорость сушки зависит от интенсивности сушки Js и площади
поверхности высушиваемого материала F.
В соответствии с законом сохранения энергии, в первом периоде сушки
интенсивность сушки определяется мощностью (плотностью) теплового потока
энергии, поступающего к поверхности высушиваемого материала. В период
падающей скорости сушки интенсивность испарения меньше, поэтому часть
тепловой энергии не уносится парами испаряющейся жидкости, а идет на
нагревание высушиваемого материала. Скорость сушки в этом периоде
определяется не скоростью отвода паров с поверхности в окружающую среду, а
внутренней диффузией влаги. Перенос же влаги с поверхности материала в
окружающую
среду
в
этом
случае
играет
вспомогательную
роль.
Интенсивность переноса влаги внутри материала определяется процессами
влагопроводности (переносом влаги под действием градиента влажности),
термовлагопроводности
(перемещение
влаги
под
влиянием
градиента
температуры) и молярным переносом пара под влиянием градиента давления
пара.
Уравнение переноса влаги внутри материала:
J s Dвн o
dw
c
Dвн
dP
dT
K p o
,
dx
dx
(12.4)
dx
где Js – плотность потока влаги внутри материала, кг/(м2с);
ρ0 – плотность абсолютного сухого материала, кг/м3;
δ – термоградиентный коэффициент, 1/К;
Кр – коэффициент воздухо- или влагонепроницаемости;
��� �� ��
��
;
��
;
��
– частные производные, характеризующие градиенты
влажности, температуры и давления пара влажного материала.
При тепловой конвективной сушке второй член уравнения (18.4)
препятствует перемещению влаги из внутренних слоев к поверхности. Это
ведет к пересушиванию поверхностного слоя и перегреву, что сопровождается
ухудшением свойств высушиваемых материалов (появляются трещины,
415
ухудшается питательная ценность, растворимость пищевых продуктов и т. д.).
В этот период создаётся реальная опасность загорания высушиваемого
материала. Если высушиваемый материал не вывести из зоны высоких
температур, то, взаимодействуя с кислородом воздуха, он начнет окисляться и
при определенных условиях может загореться. При этом загорание может
произойти как в режиме самовозгорания, так и в режиме зажигания.
Характерным примером зажигания влажного материала может служить
начальная стадия горения клубней картофеля при выпечке их на костре или в
горящих углях. Пожары, вызванные зажиганием, могут иметь место при
терморадиационной сушке и при выпечке хлебобулочных изделий, обжарке и т.
д. Аналогичное явление наблюдается и при конвективной сушке, когда в
качестве сушильного агента применяют продукты сгорания, например, при
сушке травы при производстве витаминной травяной муки.
12.3 Технологические режимы сушки. Взаимосвязь параметров
процесса сушки с пожарной опасностью
Самовозгорание – наиболее распространенная причина пожаров и
взрывов при тепловой сушке.
Пожары и взрывы, вызванные самовозгоранием при сушке, описаны в
работах А.Я.Корольченко, М.Г.Годжелло, С.И.Таубкина, М.Г.Булынко и
Е.Е.Петровского, С.А.Бережного и В.К.Рыжова, Л.В.Новиковой и других
авторов. Имеются также некоторые сведения о пожарах и взрывах в сушильных
установках, происшедших на зарубежных предприятиях. Это послужило
основанием
для
экспериментального
разработки
теории
исследования
самовозгорания,
и
новых
совершенствования
методов
моделей,
описывающих условия зажигания.
Для того чтобы перейти к анализу пожаровзрывоопасности процессов
сушки, необходимо рассмотреть основные типы сушильных установок.
Как уже было отмечено, сушка является энергоемкой и дорогостоящей
технологией. Поэтому вопросы по снижению затрат на сушку и по ускорению
416
процессов сушки всегда находились в центре внимания производственников и
разработчиков процессов и аппаратов тепловой сушки. К настоящему времени
определились три основных направления по интенсификации и снижению
энергетических затрат:
повышение температуры сушильного агента:
снижение температуры отработавшего сушильного агента;
увеличение
площади
контакта
высушиваемого
материала
с
сушильным агентом.
Влияние этих способов интенсификации на пожаровзрывоопасность
процессов
сушки
различное.
Наибольшую
опасность
представляет
температурная интенсификация. Теория и практика показали, что прямой
зависимости горючести в сушильных установках от температуры сушильного
агента нет. Пожары и взрывы возникают в основном из-за побочных факторов.
Для предупреждения пожаров необходимо знать условия возникновения
загораний и принимать своевременные меры по устранению этих условий.
Загорания, ведущие к горению и взрыву, могут возникать в двух
режимах:
в режиме самовозгорания;
в режиме зажигания (рис. 12.10).
Самовозгорание – наиболее распространенная причина пожаров и
взрывов при тепловой сушке.
Независимо от режима, загорания возникают только при определенных
условиях, когда скорость тепловыделения в наиболее нагретом элементе
становится больше скорости теплоотдачи. Осевшие порошки представляют
собой рыхлую структуру, в которой окислительные процессы протекают в
кинетическом режиме, а сами порошки обладают низкой теплопроводностью.
Эти два свойства создают благоприятные условия для возникновения
загораний. При самозагорании пищевых и кормовых продуктов процесс
417
самонагревания сопровождается их термическим разложением с выделением
паров и газов, в смеси с воздухом, образующих взрывоопасные смеси.
По склонности к самовозгоранию сухие молочные продукты наиболее
активные из всех кормовых и пищевых продуктов. Близкими свойствами
обладает сухая техническая кровь животных и кероген – экстракт органических
веществ, извлекаемый из угольных сланцев.
Рис. 12.10 – Условия самовозгорания
Температура компенсации у сухого молока около 190 0С.
Более активно самовозгорается торф и менее активно - травяная мука. За
мукой следуют целлюлозные материалы (опилки, хлопок, целлюлоза, затем
измельченные злаки и бобовые культуры).
Конечный результат наших предложений таков: технико- экономические
показатели существенно возросли при одновременном резком сокращением
пожаров и взрывов. Теория и практика показали, что прямой зависимости
горючести в сушильных установках от температуры сушильного агента нет.
Пожары и взрывы возникают в основном из-за побочных факторов. Для
418
предупреждения пожаров надо знать условия возникновения загораний и
принимать своевременные меры по устранению этих условий.
Как мы уже неоднократно рассматривали, загорания, ведущие к горению
и взрыву, могут возникать в двух режимах: в режиме самовозгорания и в
режиме зажигания. Независимо от режима, загорания возникают только при
определенных условиях, когда скорость тепловыделения в наиболее нагретом
элементе становится больше скорости теплоотдачи. Осевшие порошки
представляют собой рыхлую структуру, в которой окислительные процессы
протекают в кинетическом режиме, а сами порошки обладают низкой
теплопроводностью. Эти два свойства создают благоприятные условия для
возникновения
продуктов
загораний.
процесс
При
самовозгорании
самовозгорания
пищевых
сопровождается
их
и
кормовых
термическим
разложением с выделением паров и газов, в смеси с воздухом, образующих
взрывоопасные смеси.
419
13
МОНИТОРИНГ
БЕЗОПАСНОСТИ
ЭКСПЛУАТАЦИИ
ТЕХНОЛОГИЧЕСКИХ УСТАНОВОК. МЕТОДЫ НЕРАЗРУШАЮЩЕГО
КОНТРОЛЯ
БЕЗОПАСНОСТИ
ЭКСПЛУАТАЦИИ
ТЕХНОЛОГИЧЕСКИХ УСТАНОВОК
Одним из действенных резервов повышения пожарной безопасности
технологических установок, качества и надежности продукции и других
отраслей является неразрушающий контроль. Своевременное обнаружение
дефектов
в
ответственных
конструкциях
обеспечивает
безопасную
эксплуатацию технологического оборудования, положительно влияет на их
надежность, это, в свою очередь, снижает расходы, связанные с отказами и
авариям, не говоря уже о сохранении человеческих жизней. К настоящему
времени накоплен значительный опыт проведения неразрушающего контроля,
однако возможности его применения далеко не исчерпаны.
13.1 Системы обеспечения мониторинга безопасности эксплуатации
технологических установок (технологии неразрушающего контроля)
Основной причиной наступления аварии на предприятиях, связанных с
обращением
взрывопожароопасных
веществ
и
материалов,
является
разгерметизация оборудования или трубопроводов. В соответствии со
статистическими сведениями, наибольшую вероятность наступления аварии
показывает основное технологическое оборудование – печи, колонны,
компрессоры и технологические трубопроводы этого производства (рис. 13.1).
420
Рис. 13.1– Ранжирование технологического оборудования по
вероятности наступления аварийного инцидента
Неразрушающий контроль – это контроль состояния элементов
оборудования и продукции без нарушения их целостности.
Применение методов неразрушающего контроля обеспечивает:
выявление скрытых (внутренних) дефектов производства;
определение причин отказов и характера отказов при испытаниях и
эксплуатации;
повышение достоверности и надежности контроля при техническом
обслуживании;
возможность контроля качества в динамическом режиме, в том числе
при ускоренных испытаниях.
Наиболее распространенные приборы неразрушающего контроля это:
дефектоскопы – приборы для обнаружения внутренних дефектов в
изделиях;
структуроскопы – приборы, использующие корреляцию между
электрическими, магнитными и акустическими свойствами материала и его
физико-химическими свойствами;
толщиномеры – приборы для определения толщины изделий,
покрытий и т.д.;
421
приборы для контроля физико-химических свойств веществ;
влагомеры – приборы для определения влаги в материалах.
Существуют следующие методы контроля:
магнитный;
электрический;
вихретоковый;
радиоволновый;
тепловой;
оптический;
радиационный;
акустический;
проникающими веществами.
Магнитный вид неразрушающего контроля основан на анализе
взаимодействия магнитного поля с контролируемым объектом. Применяют для
контроля объектов из ферромагнитных материалов.
Электрический
регистрации
вид
параметров
контролируемым
неразрушающего
электрического
объектом.
Первичными
поля,
контроля
основан
взаимодействующего
информативными
на
с
параметрами
являются: электрическая емкость или потенциал.
Вихретоковый вид неразрушающего контроля основан на анализе
взаимодействия электромагнитного поля вихретокового преобразователя с
электромагнитным полем вихревых токов, наводимых в контролируемом
объекте. Он применяется только для контроля изделий из электропроводящих
материалов.
Радиоволновый
вид
неразрушающего
контроля
основан
на
регистрации изменений параметров электромагнитных волн радиодиапазона,
взаимодействующих с контролируемым объектом. Обычно применяют СВЧволны и контролируют изделия из материалов, в которых радиоволны не очень
422
сильно
затухают:
диэлектрики,
магнитодиэлектрики
(ферриты),
полупроводники, тонкостенные металлические объекты.
Тепловой вид неразрушающего контроля основан на регистрации
изменений тепловых или температурных полей контролируемых объектов,
вызванных дефектами. Он применяется для контроля любых объектов из
любых материалов.
По характеру взаимодействия поля с объектом контроля различают
методы:
пассивный или собственного излучения;
активный.
Измеряемым информативным параметром является температура или
тепловой поток.
Оптический вид неразрушающего контроля основан на регистрации
параметров оптического излучения, взаимодействующего с контролируемым
объектом. Первичными информативными параметрами служат амплитуда,
фазачастотный спектр, время прохождения света через объект контроля и др.
Радиационный вид неразрушающего контроля основан на регистрации
и анализе проникающего ионизирующего излучения после взаимодействия с
контролируемым объектом. В зависимости от природы ионизирующего
излучения вид контроля подразделяют на подвиды:
рентгеновский,
гамма-,
бета-,
нейтронный методы контроля.
Информативный параметр здесь – плотность потока излучения.
Акустический вид неразрушающего контроля основан на регистрации
параметров упругих волн, возбуждаемых и возникающих в контролируемом
объекте. Этот вид контроля применим ко всем материалам, достаточно хорошо
проводящим акустические волны: металлы, пластмассы, бетон, керамика и др.
423
Чаще всего используют упругие волны ультразвукового диапазона (с частотой
колебаний выше 20кГц).
Неразрушающий контроль проникающими веществами основан на
проникновении пробных веществ в полости дефектов контролируемого
объекта. Его делят на методы капиллярные и течеискания. Капиллярные
методы основаны на капиллярном проникновении в полость дефектов объекта
контроля индикаторной жидкости, хорошо смачивающей материал объекта.
Методы течеискания используют для выявления только сквозных дефектов.
Общие показатели средств и методов неразрушающего контроля:
чувствительность;
надежность;
стабильность;
транспортабельность;
погрешность;
виброустойчивость.
13.2 Методы и способы неразрушающего контроля безопасности
эксплуатации технологических установок (на примере акустического
контроля)
Основные теоретические сведения.
Виды ультразвуковых волн и их характеристики. Акустические
колебания с частотой 20 кГц и выше, которые не улавливаются человеческим
ухом, относятся к ультразвуковым (УЗ) волнам. В зависимости от направления
колебания частиц различают несколько типов волн (рис. 13.2).
Если частицы среды колеблются вдоль направления распространения
волны, то такие волны называются продольными (волны растяжения – сжатия).
Если
частицы
среды
колеблются
перпендикулярно
направлению
распространения волны, то такие волны называются поперечными (волнами
424
сдвига). Вдоль поверхности твердого тела распространяются поверхностные
(рэлеевские) и головные (продольные, подповерхностные, ползущие) волны.
Рис. 13.2 – Частотная ось акустических колебаний
Ультразвуковые колебания распространяются в виде волн, основные
параметры незатухающей звуковой волны: длина волны (λ) и период (Т)
полного колебания. Количество полных колебаний в единицу времени
называется частотой (f) и измеряется в Герцах (1 Гц - одно полное колебание в
секунду, частота равна 1 Гц; 1000 колебаний в секунду – 1 кГц и т.д.). Время
завершения полного колебания называется период (Т) и измеряется в секундах.
Отношение между частотой и периодом в непрерывной волне:
� = 1 / �.
(13.1)
Скорость ультразвука для упругого материала при данной температуре и
внутренних напряжениях является его константой. Отношение между
скоростью звука, частотой, длиной волны и периодом колебаний:
� = � × �,
(13.2)
� = � / �.
(13.3)
Скорость упругих УЗ-волн обозначается следующим образом: для
продольных – сL; поперечных cS; поверхностных – cR. Обычно сL > сS > сR.
Скорость поперечной волны cS в металлах составляет приблизительно
0,55 от скорости продольной волны cL.
425
Классификация методов ультразвукового контроля.
Методы ультразвукового контроля делятся на две основные 2 группы –
активные и пассивные методы (см. таблицу 13.1).
Таблица 13.1 – Классификация ультразвуковых методов
Пассивные
Активные
Методы
Описание
Методы
прохождения выявляют глубинные дефекты типа нарушения
(теневые методы)
сплошности, расслоения.
выявляют
дефекты
типа
нарушения
сплошности, определяет их координаты,
Методы отражения
размеры, ориентацию путём прозвучивания
(эхо-методы)
изделия и приёма отраженного от дефекта эхосигнала.
предназначены для контроля клеевых, сварных
и паяных соединений, имеющих тонкую
Импедансные методы
обшивку, приклеенную или припаянную к
элементам жёсткости.
Методы
свободных применяются для обнаружения глубинных
колебаний
дефектов.
применяются в основном для измерения
Методы
вынужденных толщины изделия и для обнаружения зоны
колебаний (резонансные)
коррозионного поражения, расслоений в
тонких местах из металлов.
обнаруживает
и
регистрирует
только
развивающиеся трещины или способные к
Акустико-эмиссионный
развитию под действием механической
метод
нагрузки (квалифицирует дефекты по степени
их опасности во время эксплуатации).
применяется в основном для контроля
Вибро-диагностический
машинного
оборудования,
имеющего
метод
вращающиеся либо подвижные детали
Области применения методов.
Наиболее распространенным является эхо-метод; с его помощью
осуществляют
контроль
поковок,
отливок,
сварных
соединений,
неметаллических материалов. Эхо-метод используют также для измерения
размеров изделий - измеряют время прихода донного сигнала и, зная скорость
ультразвука
в
материале изделия, определяют толщину изделия
при
одностороннем доступе.
Зеркально-теневой метод используют вместо или в дополнение к эхометоду для выявления дефектов, дающих слабое отражение УЗ-волн в
направлении раздельно совмещенного преобразователя. Дефекты (например,
426
вертикальные трещины), ориентированные перпендикулярно поверхности, по
которой перемещают преобразователь (поверхность ввода), дают очень слабый
рассеянный сигнал и плохо выявляются эхо-методом.
Эхо-зеркальный метод также применяют для выявления дефектов,
ориентированных перпендикулярно поверхности ввода. Обладает высокой
чувствительностью, если преобразователи оптимально расположены и в зоне
дефектов большой участок ровной поверхности.
а)
б)
в)
Рис. 13.3 – Иллюстрации ультразвуковых методов
где: И – излучатель ультразвука, П-приемник, Д – дефект;
а) эхо-метод; б) теневой; в) зеркально-теневой
Эхо-теневой метод применяется при контроле сварных соединений. При
автоматическом контроле сварных соединений преобразователи располагают
по обе стороны от шва и принимают как отраженные, так и прошедшие
сигналы.
Теневой и эхо-сквозной методы используют только при двустороннем
доступе к изделию, для автоматического контроля изделий простой формы
(листов и т.д.).
427
Теневой
метод
применим
для
дефектоскопии
многослойных
конструкций, изделий из слоистых пластиков, применяют вместо эхо-метода
для контроля бетона, серого чугуна, огнеупорного кирпича и других
крупнозернистых сталей, где контроль другими методами затруднен.
Преобразователи. Ультразвуковой пьезоэлектрический преобразователь
(ПЭП) предназначен для генерирования и регистрации высокочастотных
ультразвуковых колебаний. Его основными элементами являются: активный
элемент (пьезоэлемент), демпфер и протектор.
Активный элемент (пьезоэлемент), изготавливаемый из пьезо- или
сегнетоэлектрических материалов, преобразовывает электрическую энергию,
подаваемую на него в виде электрического импульса возбуждения от
генератора, в энергию ультразвуковых колебаний (обратный пьезоэффект). Он
также
обеспечивает
обратное
преобразование
энергии
ультразвуковых
колебаний в электрическую (прямой пьезоэффект).
Протектор
–
предохраняет
пьезопластину
от
механических
повреждений; демпфер – из материала с большим поглощением ультразвука
(эпоксидная смола с наполнителем), поэтому основная часть энергии
излучается в направлении прозвучивания и это способствует получению
коротких зондирующих импульсов. Корпус выполнен из стали.
Преобразователи подразделяются на два основных типа:
прямые (рис. 13.3, а), излучающие в изделие продольную волну
перпендикулярно поверхности ввода;
наклонные (рис. 13.3, б), которые вводят в металл поперечную волну
под углом к поверхности ввода.
Основным элементом преобразователя является пьезоэлемент в виде
диска или прямоугольной пластины толщиной, равной половине длины волны
излучаемых ультразвуковых колебаний.
428
а)
б)
Рис. 13.4 –Ультразвуковые преобразователи
Прямые и наклонные ПЭП работают в основном по совмещенной схеме,
т.е. являются излучателем и приемником ультразвуковых колебаний.
Определение размеров дефектов ультразвуковым методом. Поиск
дефектов определение их размеров проводится путем сканирования, т.е.
перемещения преобразователя по поверхности изделия. Преобразователь
перемещают с определенной скоростью (скоростью сканирования), которая при
ручном контроле не должна превышать 150 мм/с. Расстояние между линиями
сканирования называется шагом сканирования, который не должен быть
больше половины диаметра или ширины преобразователя D.
В процессе сканирования необходимо следить за наличием контактной
смазки и сохранением акустического контакта за счет постоянного усилия
прижатия преобразователя к поверхности изделия.
При обнаружении дефектов определяются следующие характеристики:
координаты несплошности (рис. 13.4);
максимальная амплитуда эхо-сигнала;
максимальная эквивалентная площадь;
условная протяженность или высота (рис. 13.5).
429
Рис. 13.5 – Схема измерения условных координат дефекта
Размеры определяются по эхо-сигналу от границ дефектов в крайних
положениях преобразователя. За крайние положения преобразователя при
определении условной протяженности дефекта L принимаются положения, в
которых амплитуда эхо-сигнала снижается от максимального значения
(положение 2) до уровня фиксации (положения 1). При определении условной
высоты дефекта параметр h определяется как h = h2 – h1.
а)
б)
Рис. 13.6 – Измерение условных размеров дефекта
где: а) протяженность; б) высота
Кроме того, существующие теоретические методики расчета размеров
дефектов позволяют сравнить полученные измеренные данные с размерами
эталонного отражателя в специализированном стандартном образце, который
имеет известные заданные геометрические размеры, в том числе эталонного
отражателя - бокового цилиндрического отверстия. Эти размеры позволяют
определить, какую форму имеет дефект, округлую или плоскую.
430
14
ОСНОВЫ КАТЕГОРИРОВАНИЯ ПОМЕЩЕНИЙ, ЗДАНИЙ И
НАРУЖНЫХ
ТЕХНОЛОГИЧЕСКИХ
УСТАНОВОК
ПО
ВЗРЫВОПОЖАРНОЙ И ПОЖАРНОЙ ОПАСНОСТИ
14.1 Значение системы категорирования помещений, зданий и
наружных технологических установок при решении вопросов пожарной
безопасности на промышленных объектах
В ходе изучения технологии производства и предварительного анализа
её пожарной опасности выясняются наиболее неблагоприятные ситуации,
которые могут возникнуть в каждом из производственных или складских
помещений или у наружных технологических установок. Характер и
последствия таких ситуаций зависят от большого количества факторов (от вида
обращающихся веществ и материалов, их количества, свойств, от условий
проведения технологических процессов и т.п.). Соответственно уровень
пожарной опасности объектов будет отличаться. И всегда стоит вопрос, а какие
же технические решения и в каком объёме необходимо предусматривать для
обеспечения пожарной безопасности. Очевидно, что при недостаточном
количестве средств защиты высока вероятность взрыва или пожара на
предприятии, а избыток средств защиты влечёт за собой неоправданные
экономические затраты.
В связи с этим возникла необходимость классификации помещений,
зданий и наружных технологических установок, то есть объединения их в
отдельные категории по взрывопожарной и пожарной опасности. И уже в
зависимости от категории нормативные документы предусматривают тот
необходимый объём технических решений, который обеспечит в должной
степени пожарную безопасность как отдельно взятых помещений, установок,
так и производства в целом.
431
Так на сегодняшний день в зависимости от категории предъявляются
требования к объёмно-планировочным и конструктивным решениям зданий,
путям
эвакуации,
дымоудаления
определяется
и
необходимость
противовзрывной
защиты,
в
применении
систем
систем
автоматического
пожаротушения, устанавливаются расходы воды на противопожарные нужды,
предъявляются требования к противопожарным разрывам между зданиями и
целый ряд других требований.
Таким образом, система категорирования позволяет, прежде всего,
определить
уровень
пожарной
опасности
помещений,
зданий
и
технологических установок, и наряду с этим даёт возможность установить
оптимальное соотношение между безопасностью производства и размером
капитальных и эксплуатационных затрат.
Категория помещений, зданий и наружных установок изначально
устанавливается в технологической части проекта. Однако на практике
часто
бывает
так,
что
в
процессе
эксплуатации
производства
в
технологическую схему вносят некоторые изменения и дополнения (замена
аппаратов, увеличение их количества). Это приводит к тому, что помещение,
которое ранее относилось к одной категории, после внесения изменений может
перейти в более высокую категорию. И соответственно, такое помещение
должно оборудоваться дополнительными средствами защиты. А это в свою
очередь влечёт за собой какие-то финансовые затраты. Зная это, руководители
стараются уйти от пересчётов на категорийность. Вместе с тем, они не
учитывают, что при этом, прежде всего, создаётся угроза для жизни людей,
работающих на предприятии, а в случае пожара или взрыва предприятие может
понести значительные убытки. Такие же ситуации могут встречаться и на
стадии проектирования, когда категория умышленно занижается.
Поэтому
здесь
контроль
возлагается
на
Государственную
противопожарную службу. И те сотрудники, которые занимаются пожарнопрофилактической
работой,
должны
владеть
методиками
определения
категорий помещений и зданий. Те же, кто связан с оперативной работой,
432
должны учитывать этот показатель при тушении пожаров. Так, на дверях,
ведущих
в
помещения
производственного
и
складского
назначения,
вывешивается табличка с указанием категории и класса зоны по ПУЭ (см. рис.
14.1). Зная категорию, уже можно предположить какие вещества обращаются в
помещении, существует ли возможность взрыва, имеются ли там системы
автоматического пожаротушения, какой предел огнестойкости у ограждающих
конструкций и т.д.
Рис. 14.1 - Табличка с указанием категории помещения и класса зоны по
ПУЭ
14.2 Категорирование помещений по взрывопожарной и пожарной
опасности
Все помещения производственного и складского назначения по
взрывопожарной и пожарной опасности подразделяются на:
взрывопожароопасные помещения, относящиеся к категориям А и Б;
пожароопасные помещения, относящиеся к категориям В1, В2, В3 и В4;
433
помещения, относящиеся к категориям Г и Д.
При категорировании помещений по взрывопожарной и пожарной
опасности учитывается (см. таблицу 14.1) :
1. Агрегатное состояние обращающихся веществ и материалов.
2. Взрывопожароопасные свойства горючих веществ и материалов
(температура вспышки жидкостей; возможность веществ взрываться или гореть
при взаимодействии с водой, кислородом воздуха или друг с другом).
3. Количество взрывопожароопасных веществ, выраженное в избыточном
давлении взрыва Р или величине удельной пожарной нагрузки g.
4. Особенность технологии (сжигание веществ, плавление и т.п.).
Исходя из выше указанных положений, необходимо последовательно
проверять принадлежность помещения к категориям по взрывопожарной и
пожарной опасности, считая от высшей (А) до низшей (Д).
Определение категории каждого производственного или складского
помещения рекомендуется проводить в следующей последовательности:
Обосновать выбор расчетного варианта аварийной ситуации. В качестве
расчетного следует выбирать наиболее неблагоприятный вариант аварии или
период нормальной работы аппаратов, при котором во взрыве будет
участвовать наибольшее количество веществ и материалов, наиболее опасных в
отношении последствий взрыва.
Собрать необходимые данные для расчета избыточного давления взрыва
Р, а именно:
а) определить размеры помещения и его свободный объем. Свободный
объем помещения определяется как разность между объемом помещения и
объемом, занимаемым технологическим оборудованием. Если свободный
объем помещения определить невозможно, то его допускается принимать
равным 80% геометрического объема помещения;
б) определить климатические условия в помещении и условия,
способствующие
накоплению
горючих
веществ
(температура
кратность воздухообмена аварийной вентиляции; интенсивность
434
воздуха;
пылеотложения на доступных и труднодоступных поверхностях, а также
площадь последних и т.п.);
Таблица 14.1 - Категории помещений по взрывопожарной и пожарной
опасности
Категория
помещения
А
повышенная
взрывопожароопасность
Характеристика веществ и материалов, находящихся
(обращающихся) в помещении
Горючие газы, легковоспламеняющиеся жидкости с температурой
вспышки не более 28 °С в таком количестве, что могут образовывать
взрывоопасные парогазовоздушные смеси, при воспламенении
которых развивается расчетное избыточное давление взрыва в
помещении, превышающее 5 кПа, и (или) вещества и материалы,
способные взрываться и гореть при взаимодействии с водой,
кислородом воздуха или друг с другом, в таком количестве, что
расчетное избыточное давление взрыва в помещении превышает 5
кПа
Горючие пыли или волокна, легковоспламеняющиеся жидкости с
Б
взрывопожаро- температурой вспышки более 28 °С, горючие жидкости в таком
количестве, что могут образовывать взрывоопасные пылевоздушные
опасность
или паровоздушные смеси, при воспламенении которых развивается
расчетное избыточное давление взрыва в помещении, превышающее
5 кПа
Горючие и трудногорючие жидкости, твердые горючие и
В1-В4
трудногорючие вещества и материалы (в том числе пыли и волокна),
пожаровещества и материалы, способные при взаимодействии с водой,
опасность
кислородом воздуха или друг с другом только гореть, при условии,
что помещения, в которых они находятся (обращаются), не относятся
к категории А или Б
Негорючие вещества и материалы в горячем, раскаленном или
Г
расплавленном
состоянии,
процесс
обработки
которых
умеренная
пожароопасность сопровождается выделением лучистого тепла, искр и пламени, и
(или) горючие газы, жидкости и твердые вещества, которые
сжигаются или утилизируются в качестве топлива
Негорючие вещества и материалы в холодном состоянии
Д
пониженная
пожароопасность
в) выписать или определить расчетом основные физико-химические
показатели
и
показатели
пожаровзрывоопасности
обращающихся
в
технологическом блоке веществ (максимальное давление взрыва, стехиометрическую концентрацию, плотность, молекулярную массу, теплоту
сгорания, давление насыщенных паров и др.);
435
г) определить основные характеристики технологического блока (объем
аппарата, степень заполнения или массу пыли в аппарате, рабочую
температуру, производительность насоса или компрессора, длину и диаметр
отводящего
и
подводящего
трубопровода,
площадь
свежеокрашенных
поверхностей, продолжительность одного цикла пылевыделения и т.п.).
Провести расчет избыточного давления взрыва.
Для индивидуальных горючих веществ (газов и паров ЛВЖ и ГЖ),
состоящих из атомов С, Н, О, N, Cl, Br, I, F, избыточное давление взрыва Р
определяется по формуле:
P P
max
Po
m Z
100 1
,
Vсв Г .П . ССТ К Н
(14.1)
где Рmax – максимальное давление взрыва, определяемое по справочным
данным. При отсутствии данных допускается принимать Рmax равным 900 кПа;
Ро – начальное давление, кПа (допускается принимать равным 101,3
кПа);
m – масса горючего газа или паров легковоспламеняющихся и горючих
жидкостей, кг;
Z – коэффициент участия горючего во взрыве (допускается принимать
по таблице 19.2);
Vсв – свободный объем помещения, м3;
г.п. – плотность газа или пара при расчетной температуре tр, кг/м3,
вычисляемая по формуле:
Г .П .
M
V O 1 0.00367 t P
,
(14.2)
где М – молярная масса газа или пара, кг/кмоль;
Vо – молярный объем, равный 22,4 м3/кмоль;
tр – расчетная температура, равная максимально возможной температуре
воздуха в помещении, °С;
Сст – стехиометрическая концентрация горючего вещества в воздухе, %
(объемных), вычисляемая по формуле
436
Сст
где
nc
100
,
1 4.76
nH nX nO
2
4
-
(14.3)
стехиометрический
коэффициент
кислорода в реакции горения;
nc, nн, nо, nх - число атомов С, Н,О и галоидов в молекуле горючего;
КН - коэффициент, учитывающий негерметичность помещения и
неадиабатичность процесса горения (допускается принимать равным 3).
Для смесей горючих веществ и пылей расчет избыточного давления
взрыва производится по формуле:
1
m QН PO Z
,
VСВ В СР Т О К Н
P
(14.4)
где m - масса пыли или смеси горючих веществ, вышедших в
помещение в результате аварии, кг;
Qн - теплота сгорания горючих веществ, определяемая по справочной
литературе или расчетом, Дж/кг. Для веществ неизвестного строения, но
известного состава (в том числе пылей и волокон), она может быть определена
по формуле Д.И. Менделеева:
�� = 339,4� + 1257� − 108,9(� + � − �) − 25,1(9� + �), (14.5)
где С, Н, О, N, S и W – соответственно содержание в веществе углерода,
водорода, кислорода, азота, серы, и влаги, % (массовых).
Для смесей газов и паров низшая теплота сгорания может быть найдена
как сумма произведений теплоты горения каждого горючего компонента на его
объемную долю в смеси :
n
QН
QН i
i1
i
,
(14.6)
100
где (Q н)i - низшая теплота горения i-го компонента горючей смеси,
Дж/кг;
i - содержание i-го горючего компонента в смеси, %;
437
n - число горючих компонентов в смеси.
Для нефтепродуктов низшая теплота сгорания может быть рассчитана
по формуле Басса:
�� = 50460 − 8,545 ∙ �ж,
(14.7)
где ж - плотность жидкости, кг/м3;
Z - коэффициент участия горючего вещества во взрыве. Для смесей
горючих газов и паров жидкостей его можно определить по таблице 14.2. Для
взвешенной пыли коэффициент Z рассчитывается по формуле:
� = 0,5 ∙ �,
(14.8)
где F – массовая доля частиц пыли размером менее критического, с
превышением которого аэровзвесь становится взрывобезопасной, то есть не
способной распространять пламя. При отсутствии данных допускается для
пылей принимать Z = 0,5.
в - плотность воздуха до взрыва при начальной температуре, кг/м3;
Ср - теплоемкость воздуха, Дж/(кг К). Допускается принимать Ср = 1010
Дж/(кг. К).
То - начальная температура воздуха, К.
Таблица 14.2 – Значения коэффициента Z для различных видов горючего
Вид горючего вещества
Водород
Горючие газы (кроме водорода)
ЛВЖ и ГЖ, нагретые до температуры вспышки и выше
ЛВЖ и ГЖ, нагретые ниже температуры вспышки, при наличии
возможности образования аэрозоля
ЛВЖ и ГЖ, нагретые ниже температуры вспышки, при отсутствии
возможности образования аэрозоля
Значения Z
1
0,5
0,3
0,3
0
Расчетное избыточное давление взрыва Р для веществ и материалов,
способных взрываться и гореть при взаимодействии с водой, кислородом
воздуха или друг с другом, необходимо также определять по выше указанной
формуле (14.4). Однако при этом следует учитывать некоторые особенности.
Величина Qн в формуле (14.4) принимается равной энергии, выделяющейся при
438
взаимодействии веществ с учетом их сгорания до конечных соединений.
Коэффициент участия горючих веществ во взрыве следует принимать равным
Z=1. Если величину избыточного давления взрыва Р определить не
представляется возможным, то допускается принимать ее превышающей 5 кПа.
Основная трудность при расчете избыточного давления взрыва по
формулам (14.1) и (14.4) состоит в определении массы горючих газов, паров
жидкостей и пылей, которые могут выйти в помещение в случае аварии на
одном из технологических блоков.
Количество газов, которые могут поступить в помещение и образовать
газовоздушные
смеси,
необходимо
определять
исходя
из
следующих
предпосылок:
а) происходит расчётная авария одного аппарата, при которой имеет
место самый неблагоприятный вариант, то есть в помещение поступает
наибольшее количество газов, наиболее опасных в отношении последствий
взрыва;
б) всё содержимое аппарата поступает в помещение;
в) одновременно происходит утечка веществ из подводящих и
отводящих
трубопроводов в течении
времени, необходимого
для
их
отключения.
Расчётное время отключения трубопроводов принимается равным:
времени срабатывания системы автоматики, задействованной для
отключения трубопроводов, но только в том случае, если вероятность отказа
системы не превышает 0,000001 в год или обеспечено резервирование её
элементов. Расчетное время отключения при этом принимают по паспортным
данным установки;
120 с, если вероятность отказа системы автоматики превышает
0,000001 в год и не обеспечено резервирование её элементов;
300 с в случае ручного отключения задвижек.
439
Под «временем срабатывания» и «временем отключения» следует
понимать промежуток времени от начала поступления горючего вещества из
трубопровода до полного прекращения его поступления в помещение.
Количество жидкостей, которые при поступлении в помещение могут
испаряться и образовывать паровоздушные смеси, необходимо определять
исходя из следующих предпосылок:
а) происходит расчётная авария одного аппарата, при которой в
помещение поступает наибольшее количество легковоспламеняющихся или
горючих жидкостей, наиболее опасных в отношении последствий взрыва;
б) всё содержимое аппарата поступает в помещение;
в) одновременно происходит утечка жидкости из подводящих и
отводящих
трубопроводов в течении
времени, необходимого
для их
отключения. Расчетное время отключения принимается также как и в случае с
газами.
г) происходит испарение с поверхности разлившейся жидкости.
Площадь испарения при отсутствии справочных данных определяется исходя
из расчета, что 1 л смесей и растворов, содержащих 70% и менее (по массе)
растворителей, разливается на площади 0,5 м2, а остальных жидкостей – на 1м2
пола помещения. При определении площади разлива необходимо учитывать
наличие приямков, бортиков и
подобных
устройств, препятствующих
растеканию жидкости.
д) происходит испарение жидкостей из ёмкостей, эксплуатируемых с
открытым зеркалом (то есть из аппаратов с открытой поверхностью испарения);
е) происходит испарение со свежеокрашенных поверхностей;
ж) длительность испарения жидкости принимается равной времени её
полного испарения, но не более 3600 сек.
Количество
пылей,
которые
могут
поступать
в
помещение
и
образовывать пылевоздушные смеси, необходимо определять исходя из
следующих предпосылок:
440
а)
расчетной
аварии
предшествовало
пыленакопление
в
производственном помещении, происходящее в условиях нормального режима
работы
(например,
вследствие
пылевыделения
из
негерметичного
производственного оборудования);
б) в момент расчетной аварии произошла плановая (ремонтные работы)
или внезапная разгерметизация одного из технологических аппаратов, за
которой последовал аварийный выброс в помещение всей находящейся в
аппарате пыли.
Массу газов, паров и пылей, которые в смеси с воздухом могут
образовывать взрывоопасные смеси определяют по следующей методике.
Если
в
производственном
помещении
обращаются
гибридные
взрывоопасные смеси, содержащие горючие газы (пары) и пыли, то расчетное
избыточное давление взрыва в таком помещении необходимо определять по
формуле:
∆� = ∆�1 + ∆�2,
(14.9)
где Р1 - избыточное давление взрыва для газа или пара, вычисленное
по формуле (14.1) или (14.4), кПа;
Р2 - избыточное давление взрыва, вычисленное для горючей пыли по
формуле (14.4), кПа.
Зная величину расчётного избыточного давления взрыва, которое может
возникнуть в производственном или складском помещении при возникновении
аварийной ситуации, необходимо определить принадлежность помещения к
взрывопожароопасным категориям.
Принадлежность помещения к взрывопожароопасным категориям А и Б
определяется в зависимости от агрегатного состояния обращающихся горючих
веществ, их взрывопожароопасных свойств, избыточного давления взрыва и
особенностей технологии.
Если помещение не может быть отнесено к взрывопожароопасной
категории, то необходимо проверить его принадлежность к пожароопасной
категории.
441
Определение пожароопасной категории помещения.
Все пожароопасные помещения могут относиться к категориям В1, В2,
В3 и В4. Определение пожароопасной категории помещения осуществляется
путем сравнения максимального значения удельной временной пожарной
нагрузки на любом из участков с величиной удельной пожарной нагрузки,
приведенной в таблице 14.3.
Максимальное значение удельной временной пожарной нагрузки g
определяется по формуле:
g
Q
,
S
(14.10)
где Q - пожарная нагрузка в пределах пожароопасного участка, МДж;
S - площадь размещения пожарной нагрузки, м2 (но не менее 10 м2).
Пожарная нагрузка Q в формуле (14.10) включает в себя различные
сочетания (смесь) горючих и трудногорючих жидкостей, твердых горючих и
трудногорючих
веществ
и
материалов,
находящихся
в
пределах
пожароопасного участка. Она определяется по формуле:
Q G Q р
n
i нi
i1
,
(14.11)
где Gi - количество i-того материала пожарной нагрузки, кг;
Qрнi-
низшая теплота сгорания i-того материала пожарной нагрузки,
МДжкг1 .
Таблица 14.3 - Условия определения пожароопасных категорий
помещений
Категории
Удельная пожарная
нагрузка на участке,
МДж/м2
В1
не более 2200
В2
1401 - 2200
Примечание
Способ размещения пожарной нагрузки не
нормируется
1. Способ размещения пожарной нагрузки
не нормируется.
2. Необходимо
проверить
условие
принадлежности к категории В1 (условие
442
Удельная пожарная
нагрузка на участке,
МДж/м2
Категории
В3
181 - 1400
В4
1 - 180
Значения
Qнiр
Примечание
14.12).
1. Способ размещения пожарной нагрузки
не нормируется.
2. Необходимо
проверить
условие
принадлежности к категории В2 (условие
14.12).
1. Пожарная
нагрузка
должна
размещаться на любом участке пола
помещения площадью не более 10 м2.
2. Между участками должны быть
соблюдены предельные расстояния.
в формуле (14.11) определяются из справочной
литературы или по формулам (14.5), (14.6) и (14.7).
Вычислив значение максимальной удельной временной пожарной
нагрузки на любом из участков по формуле (14.11), его сравнивают со
значениями,
приведенными
в
таблице 14.3
и
определяют
категорию
помещения.
Если расчет удельной пожарной нагрузки g показал, что помещение
относится к категории В2 или В3, то для подтверждения принадлежности
помещения к этим категориям необходимо проверить условие:
� ≥ 0,64��2,
(14.12)
где Н - минимальное расстояние от поверхности пожарной нагрузки до
нижнего пояса ферм перекрытия или покрытия, м.
В том случае, если условие (14.12) соблюдается, то помещения следует
относить к более высоким категориям, то есть к категориям В1 и В2
соответственно.
В пожароопасных помещениях категорий В1, В2, В3 и В4 допускается
наличие
нескольких
участков
с
различной
пожарной
нагрузкой,
не
превышающей значений, приведенных в таблице 14.3. Но при этом в
помещениях категории В4 между этими участками должны быть соблюдены
противопожарные разрывы, в пределах которых исключается (или снижается)
443
вероятность распространения пожара от одного участка к другому. Чтобы
установить требуемые противопожарные разрывы необходимо знать предельно
допустимое расстояние lпр между участками.
Для
пожарной
нагрузки,
состоящей
из
твердых
горючих
и
трудногорючих материалов предельное расстояние определяется в зависимости
от величины критической плотности qкр лучистых потоков. Значения qкр для
некоторых твердых горючих и трудногорючих материалов приведены
в
таблице 14.4. Чем меньше величина qкр, тем опаснее материал. Поэтому при
определении
предельного
расстояния
между
участками,
значение
qкр
принимается по материалу с минимальным значением qкр на одном из двух
участков.
Таблица 14.4 Значения qкр некоторых материалов пожарной нагрузки
qкр, кВт·м-2
13,9
8,3
13,2
9,8
7,5
15,4
15,3
17,4
14,8
35,0
17,4
7,0
Материал
Древесина (сосна влажностью 12%)
Древесно-стружечные плиты (плотностью 417 кг·м-3)
Торф брикетный
Торф кусковой
Хлопок-волокно
Слоистый пластик
Стеклопластик
Пергамин
Резина
Уголь
Рулонная кровля
Сено, солома (при минимальной влажности до 8%)
Для тех пожароопасных помещений, у которых минимальное расстояние
Н от поверхности пожарной нагрузки до нижнего пояса ферм перекрытия или
покрытия превышает или равно 11 м, предельное расстояние lпр в зависимости
от критической плотности qкр лучистого потока необходимо определять по
таблице 14.5.
Таблица 14.5 - Рекомендуемые значения предельных расстояний (lпр) в
зависимости от велечины критической плотности падающих лучистых потоков
(qкр)
qкр, кВт/м-2
lпр , м
5
12
10
8
15
6
20
5
444
25
4
30
3,8
40
3,2
50
2,8
Если значение Н менее 11 м, то предельное расстояние между участками
определяется по формуле:
′
�пр
= �пр + (11 − �),
(14.13)
В том случае, если пожарная нагрузка на участках представлена
материалами для которых неизвестны величины qкр, значения предельных
расстояний необходимо принимать lпр ≥ 12 м.
Для пожарной нагрузки, состоящей из легковоспламеняющихся или
горючих жидкостей, предельное расстояние между участками необходимо
определять по формулам:
�пр ≥ 15 м при � ≥ 11 м,
(14.14)
�пр ≥ 26 − � при � < 11 м,
(14.15)
Противопожарные разрывы между участками в
пожароопасных
помещениях категории В4 должны быть более предельных расстояний lпр,
определенных по таблице 19.5 или расчетным путем.
Если помещение не может быть отнесено ни к взрывопожароопасной, ни
к
пожароопасной
категории,
то
тогда
необходимо
установить
его
принадлежность к категориям Г и Д.
Определение принадлежности помещения к категориям Г и Д.
При определении принадлежности помещения к категориям Г и Д
необходимо учитывать условия проведения технологических процессов,
указанные в таблице 14.1.
14.3 Категорирование зданий по взрывопожарной и пожарной
опасности
Определив
категорию
каждого
помещения,
находящегося
в
производственном или складском здании, приступают к следующему этапу –
определяют категорию всего здания в целом.
445
Категории
зданий
по
взрывопожарной
и
пожарной
опасности
определяются, исходя из доли и суммированной площади помещений той или
иной категории опасности в этом здании (см. таблицу 14.6).
Таблица 14.6 - Условия определения категорий зданий по
взрывопожарной и пожарной опасности
Категория
здания
А
Б
В
Г
Д
Условия принадлежности здания к той
или иной категории
Условия, при которых возможно
понижение категории
1. FA ≤ 25%FЗД
2. FA ≤ 1000 м2
3. Наличие АУПТ в
помещениях
категории А.
1. Здание не относится к категории А.
1. (FA + FБ) ≤ 25%FЗД
(F
+
F
)
>
5%F
2. (FA + FБ) ≤ 1000 м2
2.
A
Б
ЗД
3. Наличие АУПТ в
помещениях
3. (FA + FБ) > 200 м2
категории А и Б.
1.
Здание не относится к категориям А 1. (FA + FБ + FВ) ≤ 25%FЗД
и Б.
2. (FA + FБ + FВ) ≤ 3500 м2
(FA + FБ + FВ) > 5%FЗД
3. Наличие АУПТ в помещениях
2.
FВ > 10%FЗД (при отсутствии категории А, Б и В.
3.
помещений категории А и Б)
1.
Здание не относятся к категориям А, 1. (FA + FБ + FВ + FГ) ≤ 25%FЗД
Б и В.
2. (FA + FБ + FВ + FГ) ≤ 5000 м2
(FA + FБ + FВ + FГ) > 5%FЗД
3. Наличие АУПТ в помещениях
2.
категории А, Б и В.
Здание не относится к категориям А, Б, В
иГ
1. FA > 5%FЗД
2. FA > 200 м2
*FA, FБ, FВ, FГ – суммарные площади помещений, относящихся
соответственно к категориям А, Б, В и Г.
FЗД – суммарная площадь всех помещений в здании.
Здание относится к категории А, если в нем суммированная площадь
помещений категории А превышает 5% площади всех помещений или 200 м2.
Здание не относится к категории А, если суммированная площадь
помещений категории А в здании не превышает 25% суммированной площади
всех размещенных в нем помещений (но не более 1000 м2) и эти помещения
оснащаются установками автоматического пожаротушения.
Здание относится к категории Б, если одновременно выполнены
следующие условия: здание не относится к категории А и суммированная
446
площадь помещений категорий А и Б превышает 5% суммированной площади
всех помещений или 200 м2.
Здание не относится к категории Б, если суммированная площадь
помещений категорий А и Б в здании не превышает 25% суммированной
площади всех размещенных в нем помещений (но не более 1000 м2) и эти
помещения оснащаются установками автоматического пожаротушения.
Здание относится к категории В, если одновременно выполнены
следующие условия: здание не относится к категории А или Б и суммированная
площадь помещений категорий А, Б, В1, В2 и В3 превышает 5% (10%, если в
здании отсутствуют помещения категорий А и Б) суммированной площади всех
помещений.
Здание не относится к категории В, если суммированная площадь
помещений категорий А, Б, В1, В2 и В3 в здании не превышает 25%
суммированной площади всех размещенных в нем помещений (но не более
3500 м2) и эти помещения оснащаются установками автоматического
пожаротушения.
Здание относится к категории Г, если одновременно выполнены
следующие условия: здание не относится к категории А, Б или В и
суммированная площадь помещений категорий А, Б, В1, В2, В3 и Г превышает
5% суммированной площади всех помещений.
Здание не относится к категории Г, если суммированная площадь
помещений категорий А, Б, В1, В2, В3 и Г в здании не превышает 25%
суммированной площади всех размещенных в нем помещений (но не более
5000 м2) и помещения категорий А, Б, В1, В2 и В3 оснащаются установками
автоматического пожаротушения.
Здание относится к категории Д, если оно не относится к категории А, Б,
В или Г.
447
14.4 Критерии, положенные в основу категорирования наружных
установок по пожарной опасности
Под наружной технологической установкой понимается комплекс
аппаратов и технологического оборудования с несущими и ограждающими
конструкциями, которые единым блоком располагаются вне зданий. По
пожарной
опасности
все
наружные
технологические
установки
классифицируются на пять категорий: АН, БН, ВН, ГН и ДН. Категории
пожарной опасности наружных технологических установок определяются,
исходя из вида находящихся в установках горючих веществ и материалов, их
количества и пожароопасных свойств, а также особенностей технологических
процессов.
В основу классификации наружных установок по пожарной опасности
положены два метода – вероятностный и детерминированный.
14.4.1
Вероятностный
метод
классификации
наружных
установок по пожарной опасности
Вероятностный метод учитывает вероятность возникновения той или
иной аварийной ситуации на рассматриваемой технологической установке, а
также вероятность поражения человека избыточным давлением и тепловым
излучением при реализации этой аварийной ситуации.
При использовании вероятностного метода для определения категорий
наружных установок по пожарной опасности одним из основных критериев
является величина пожарного риска P(a) (год-1).
Пожарный риск Р(a) (год-1) в определенной точке территории (а), на
расстоянии 30 м от наружной установки, определяют с помощью соотношения:
448
,
(14.16)
где J- число сценариев развития аварий, возможных на наружной
установке;
- условная вероятность поражения человека в определенной точке
территории в результате реализации j-того сценария развития аварии,
отвечающего определенному инициирующему аварию событию;
QJ - частота реализации в течение года j-того сценария развития аварии,
год-1.
Сценарии развития пожароопасных аварийных ситуаций и аварий
рассматриваются на основе построения логического дерева событий. Число
возможных сценариев развития аварий определяется по результатам анализа
возможных на наружной установке аварийных ситуаций и аварий.
Условную вероятность Qdj (a) поражения человека при реализации j-того
сценария развития аварии, как правило, вычисляют по значениям пробитфункции Pr. Взаимосвязь величины Pr и условной вероятности поражения
устанавливается в таблице 14.7, между реперными точками которой возможна
линейная интерполяция.
Условную вероятность поражения человека избыточным давлением при
сгорании газо-, паро-, пылевоздушных смесей на расстоянии r от эпицентра
определяют в следующей последовательности:
- вычисляют избыточное давление P и импульс i по методам,
приведенным ниже;
- исходя из значений P и i, вычисляют величину пробит-функции Pr по
формулам:
�� = 5 − 0,26 ln(�),
8,4
17500
V P
(14.17)
9,3
290
i
где P - избыточное давление, Па;
449
,
(14.18)
i - импульс волны давления, Па x с.
Таблица 14.7 - Значения условной вероятности поражения человека в
зависимости от величины пробит-функции Pr
Условная
вероятность
поражения, %
Величина пробит-функции Pr
0
1
2
3
4
5
6
7
8
9
0
-
2,67
2,95
3,12
3,25
3,36
3,45
3,52
3,59
3,66
10
3,72
3,77
3,82
3,87
3,92
3,96
4,01
4,05
4,08
4,12
20
4,16
4,19
4,23
4,26
4,29
4,33
4,36
4,39
4,42
4,45
30
4,48
4,50
4,53
4,56
4,59
4,61
4,64
4,67
4,69
4,72
40
4,75
4,77
4,80
4,82
4,85
4,87
4,90
4,92
4,95
4,97
50
5,00
5,03
5,05
5,08
5,10
5,13
5,15
5,18
5,20
5,23
60
5,25
5,28
5,31
5,33
5,36
5,39
5,41
5,44
5,47
5,50
70
5,52
5,55
5,58
5,61
5,64
5,67
5,71
5,74
5,77
5,81
80
5,84
5,88
5,92
5,95
5,99
6,04
6,08
6,13
6,18
6,23
90
6,28
6,34
6,41
6,48
6,55
6,64
6,75
6,88
7,05
7,33
-
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
99
7,33
7,37
7,41
7,46
7,51
7,58
7,65
7,75
7,88
8,09
С помощью таблицы 14.7 определяют условную вероятность поражения
человека. Например, при значении Pr = 2,95 значение Qdj (a) 2% 0, 02 , а при Pr
= 8,09 значение Qdj (a) 99, 9% 0, 999 .
Условную вероятность поражения человека тепловым излучением при
пожаре пролива горючей жидкости, пожаре твердого материала или "огненном
шаре" определяют в следующей последовательности:
а) рассчитывают величину Pr по формуле
�� = −12,8 + 2,56 ln(��1,33 ),
где t - эффективное время экспозиции, с;
q - интенсивность теплового излучения, кВт м2 .
Величину t находят:
450
(14.19)
1) для пожаров проливов горючих жидкостей и пожаров твердых
материалов:
� = �0 + �,
(14.20)
�
где t0 - характерное время обнаружения пожара, с (допускается
принимать t = 5 с);
x - расстояние от места расположения человека до зоны, где
интенсивность теплового излучения не превышает 4 кВт·м-2, м;
1
u - скорость движения человека, м·с-1 (допускается принимать u 5 мс
);
2) для воздействия "огненного шара" величина t принимается по
формуле:
0,303
t s 0,92m
,
(14.21)
где m - масса горючего вещества, кг.
б) с помощью таблицы 14.7 определяют условную вероятность
поражения человека тепловым излучением.
В случае, если радиус очага пожара при пожаре пролива, пожаре
твердых материалов или реализации "огненного шара" больше или равен 30 м,
условная вероятность поражения человека принимается равной 100%.
Условную вероятность поражения человека при струйном горении
вычисляют следующим образом:
- длину факела Lф , м, при струйном горении горючих газов
рассчитывают по формуле:
Lф KG0,4
,
(14.22)
где K - коэффициент, который при истечении сжатых газов принимается
равным 12,5; при истечении паровой фазы СУГ или СПГ - 13,5; при истечении
жидкой фазы СУГ или СПГ - 15;
1
G - расход горючего газа, кг с .
451
- в случае, если Lф ≥ 30 м, условная вероятность поражения принимается
равной 6%;
- в случае, если Lф < 30 м, условная вероятность поражения принимается
равной 0.
Условную вероятность поражения человека в результате воздействия
высокотемпературных продуктов сгорания газо- или паровоздушной смеси при
реализации пожара-вспышки вычисляют следующим образом:
- определяют радиус воздействия высокотемпературных продуктов
сгорания газо- или паровоздушной смеси в открытом пространстве RF , м,
рассчитывают по формуле:
RF 1, 2RНКПР ,
(14.23)
где RНКПР - горизонтальный размер зоны, ограничивающей область
концентраций, превышающих СНКПР.
- в случае, если RF ≥ 30 м , условная вероятность поражения
принимается равной 100%;
- в случае, если RF < 30 м , условная вероятность поражения
принимается равной 0.
Условную
вероятность поражения
человека
от совместного
независимого воздействия несколькими опасными факторами в результате
реализации j-того сценария развития аварии определяют по соотношению:
,
где h - число рассматриваемых опасных факторов пожара;
Qk - вероятность реализации k -того опасного фактора пожара;
452
(14.24)
- условная вероятность поражения k-тым опасным фактором
пожара.
Частоты реализации сценариев развития аварий определяют по
статистическим данным и (или) на основе методик, изложенных в нормативных
документах. Допускается использовать расчетные данные по надежности
технологического
оборудования,
соответствующие
специфике
наружной
установки.
При использовании вероятностного метода категории наружных
технологических
установок
соответствие
требованиями
с
по
пожарной
таблицы
опасности
14.8.
При
принимаются
этом
в
необходимо
последовательно проверять принадлежность наружной установки к указанным
категориям, считая от высшей (АН) до низшей (ДН).
Таблица 14.8 - Категории наружных установок по пожарной опасности
Категория
наружной
установки
Критерии отнесения наружной установки к той или иной
категории по пожарной опасности
Установка относится к категории АН, если в ней присутствуют
(хранятся, перерабатываются, транспортируются) горючие газы,
ЛВЖ с температурой вспышки не более 28 °С, вещества и (или)
АН
материалы, способные гореть при взаимодействии с водой,
повышенная
взрывопожаро- кислородом воздуха и (или) друг с другом (при условии, что
величина пожарного риска при возможном сгорании указанных
опасность
веществ с образованием волн давления превышает одну миллионную
в год на расстоянии 30 м от наружной установки)
Установка относится к категории БН, если в ней присутствуют
(хранятся, перерабатываются, транспортируются) горючие пыли и
(или) волокна, ЛВЖ с температурой вспышки более 28 °С, ГЖ (при
БН
взрывопожаро- условии, что величина пожарного риска при возможном сгорании
пыле- и (или) паровоздушных смесей с образованием волн давления
опасность
превышает одну миллионную в год на расстоянии 30 м от наружной
установки)
Установка относится к категории ВН, если в ней присутствуют
(хранятся, перерабатываются, транспортируются) горючие и (или)
трудногорючие жидкости, твердые горючие и (или) трудногорючие
вещества и (или) материалы (в том числе пыли и (или) волокна),
ВН
пожароопасность вещества и (или) материалы, способные при взаимодействии с водой,
кислородом воздуха и (или) друг с другом гореть, и если не
реализуются критерии, позволяющие отнести установку к категории
АН или БН (при условии, что величина пожарного риска при
453
возможном сгорании указанных веществ и (или) материалов
превышает одну миллионную в год на расстоянии 30 м от наружной
установки)
Установка относится к категории ГН, если в ней присутствуют
(хранятся,
перерабатываются,
транспортируются)
негорючие
вещества и (или) материалы в горячем, раскаленном и (или)
ГН
расплавленном
состоянии,
процесс
обработки
которых
умеренная
пожароопасность сопровождается выделением лучистого тепла, искр и (или) пламени,
а также горючие газы, жидкости и (или) твердые вещества, которые
сжигаются или утилизируются в качестве топлива
Установка относится к категории ДН, если в ней присутствуют
(хранятся, перерабатываются, транспортируются) в основном
ДН
негорючие вещества и (или) материалы в холодном состоянии и если
пониженная
пожароопасность по перечисленным выше критериям она не относится к категории
АН, БН, ВН или ГН
14.4.2
Детерминированный метод классификации наружных
установок по пожарной опасности
Детерминированный метод классификации наружных установок по
пожарной
опасности,
в
отличие
от
вероятностного,
более
прост
в
аналитическом оформлении, поскольку не требует предварительного сбора
статистических данных и вероятностных расчетов, которые могут вызывать
определенные затруднения. Этот метод основан на количественной оценке
потенциально возможного выделения энергии при аварийной разгерметизации
технологического оборудования.
Детерминированный метод положен в основу классификации всех
производственных и складских помещений по взрывопожарной и пожарной
опасности, поэтому
большинство
положений,
которые
используются
при категорировании наружных установок, схожи с теми, которые были
рассмотрены ранее.
Однако, есть некоторые особенности, на которые следует обращать
внимание. Если из-за отсутствия данных представляется невозможным оценить
величину пожарного риска, допускается использование вместо нее следующих
критериев.
454
Для категорий АН и БН:
горизонтальный размер зоны, ограничивающей газопаровоздушные
смеси с концентрацией горючего выше нижнего концентрационного предела
распространения пламени (НКПР) по ГОСТ 12.1.044, превышает 30 м (данный
критерий применяется только для горючих газов и паров) и (или) расчетное
избыточное давление при сгорании газо-, паро- или пылевоздушной смеси на
расстоянии 30 м от наружной установки превышает 5 кПа.
Для категории ВН:
интенсивность теплового излучения от очага пожара веществ и (или)
материалов, указанных для категории ВН, на расстоянии 30 м от наружной
установки превышает 4 кВт·м.
При этом, как и в случае с вероятностным методом, необходимо
последовательно проверять принадлежность наружной установки к указанным
категориям, считая от высшей (АН) до низшей (ДН).
14.5 Методика определения категорий наружных установок по
детерминированному методу
Определение категорий наружных установок по детерминированному
методу рекомендуется производить в следующей последовательности:
1. Обосновать выбор расчетного варианта аварийной ситуации. В
качестве расчетного следует выбирать наиболее неблагоприятный вариант
аварии или период нормальной работы аппаратов, при котором в образовании
горючих
газо-,
паро-
или
пылевоздушных
смесей
будет
участвовать
наибольшее количество веществ и материалов, наиболее опасных в отношении
последствий сгорания указанных смесей.
2. Определить основные характеристики технологического блока
(объем аппарата, степень заполнения или массу пыли в аппарате, рабочую
455
температуру, производительность насоса или компрессора, длину и диаметр
отводящего
и
подводящего
трубопровода,
площадь
свежеокрашенных
поверхностей и т.п.).
3. Произвести расчет массы газов, паров или пылей, которые могут
поступить в окружающее пространство при расчетной аварии.
Произвести
4.
расчет
горизонтальных
размеров
зон,
ограничивающих газо- и паровоздушные смеси с концентрацией горючего
выше НКПР.
В
случае
пространство,
аварийного
поступления
горизонтальные
размеры
горючих
зон,
газов
в
ограничивающие
открытое
область
концентраций, превышающих НКПР, определяют по формуле:
RНКПР 7,8
0,333
Г СНКПР
где
mГ
,
(14.25)
mг - масса поступивших в открытое пространство горючих газов
при аварийной ситуации, кг;
г - плотность газа при расчетной температуре и атмосферном
давлении, кг/м3;
Cнкпр- нижний концентрационный предел распространения пламени
горючих газов, % (об.).
Для паров ненагретых легковоспламеняющихся жидкостей горизонтальные
размеры
зоны,
ограничивающей
область
концентраций,
превышающих НКПР, определяют по формуле:
3,1501
R
НКПР
P
m
К
Р
С
Н
НКПР
где
К
0 ,813
0 , 333
П
П
,
(14.26)
Н
- коэффициент, принимаемый равным К = Т/3600 (Т -
продолжительность поступления паров ЛВЖ в открытое пространство, с);
Рн - давление насыщенных паров ЛВЖ при расчетной температуре, кПа;
456
Cнкпр - нижний концентрационный предел распространения пламени
паров ЛВЖ, %(об.);
mп - масса паров ЛВЖ в кг, поступивших в открытое пространство за
время полного испарения, но не более 3600 с;
п - плотность паров ЛВЖ при расчетной температуре и атмосферном
давлении, кг/м3.
В формулах (14.25) и (14.26) плотность газов и паров ЛВЖ необходимо
определять по следующей формуле:
Г
М
V o 1 0.00367t
,
(14.27)
p
где М - молярная масса газа или пара, кг/кмоль;
Vо - молярный объем, равный 22,4 м3/кмоль;
tр - расчетная температура, оС. В качестве расчетной температуры
необходимо принимать максимально возможную температуру воздуха в
соответствующей
климатической
зоне
или
максимально
возможную
температуру воздуха по технологическому регламенту с учетом возможного ее
повышения при аварийной ситуации. Если по каким-либо причинам tр
определить не удается, то допускается принимать ее равной 61оС.
За начало отсчета горизонтального размера зоны принимают внешние
габаритные размеры аппаратов, установок, трубопроводов и т.п. Во всех
случаях значение Rнкпр должно быть не менее 0,3 м.
5. Произвести расчет избыточного давления,
которое может
возникнуть на расстоянии 30 м от установки при сгорании горючих смесей.
Зная величины Rнкпр и Р, можно приступать к следующему этапу.
6. Определить принадлежность наружной установки к категории
АН или БН. Принадлежность наружной установки к категории АН или БН
определяется по таблице 2 в зависимости от агрегатного состояния
обращающихся горючих веществ, их пожароопасных свойств, величин Rнкпр и
457
Р, а также особенностей технологии. Если установка не может быть отнесена
к указанным категориям, то необходимо проверить её принадлежность к
категории ВН.
7. Определить величину интенсивности теплового излучения на
расстоянии 30 м от установки.
8. Определить принадлежность наружной установки к категории
ВН Принадлежность наружной установки к категории ВН определяется по
таблице 14.8 в зависимости от агрегатного состояния обращающихся горючих
веществ, их пожароопасных свойств, а также интенсивности теплового
излучения q. Если установка не может быть отнесена к категории ВН, то тогда
необходимо установить её принадлежность к категориям ГН и ДН.
9.
Определить
принадлежность
наружной
технологической
установки к категориям ГН и ДН. При определении принадлежности
наружной установки к категориям ГН и ДН необходимо учитывать условия
проведения технологических процессов, указанные в таблице 14.8.
14.6 Методика расчета избыточного давления при сгорании газо-,
паро- и пылевоздушных смесей в открытом пространстве
Величину избыточного давления Р, развиваемого при сгорании газо-,
паро- и пылевоздушных смесей, необходимо определять по следующей
формуле:
0,33
0,66
5m
Р Р 0,8mПР 3mПР
ПР ,
о
r 3
r
r2
где
(14.28)
Ро - атмосферное давление, кПа (допускается принимать равным
101 кПа);
mпр - приведенная масса газа, пара или горючей пыли, кг;
458
r
-
расстояние
от
геометрического
центра
газо-,
паро-
или
пылевоздушного облака до отметки 30 м, у которой определяется избыточное
давление. Величина r определяется с учетом направления господствующих
ветров. Для пылевоздушных смесей допускается отсчитывать величину r от
геометрического центра технологической установки.
В формуле (14.28) приведенная масса газа, пара или пыли определяется
из следующего соотношения:
mПР
QСГ
m Z ,
Q
o
(14.29)
где Qсг - удельная теплота сгорания газа, пара или пыли, Дж/кг;
m - масса горючих газов, паров или пылей, поступивших в окружающее
пространство в результате аварии, кг;
Qо - константа, равная для газов, паров и пылей 4,52 106, Дж/кг;
Z - коэффициент участия горючих веществ в горении, который
допускается принимать равным 0,1. Для пылей в отдельных обоснованных
случаях величина Z может быть снижена, но не менее чем до 0,02.
14.7 Методика расчета интенсивности теплового излучения
Интенсивность теплового излучения необходимо рассчитывать для двух
случаев пожара (или для того из них, который может быть реализован в данной
технологической установке):
I. Пожар проливов ЛВЖ, ГЖ или горение твердых горючих материалов
(включая горение пыли).
II. "Огненный шар" - крупномасштабное диффузионное горение,
реализуемое при разрыве резервуара с горючей жидкостью или газом под
давлением с воспламенением содержимого резервуара.
459
Если возможна реализация обоих случаев, то при оценке значений
критерия пожарной опасности учитывается наибольшая из двух величин
интенсивности теплового излучения.
Рассмотрим некоторые особенности расчета интенсивности теплового
излучения для I и II случаев.
14.7.1
Расчет интенсивности теплового излучения при горении
твердых горючих материалов, а также пролитых ЛВЖ и ГЖ
Интенсивность теплового излучения q, кВт/м2, при горении твердых
горючих материалов и пролитых жидкостей необходимо определять по
следующей формуле:
� = �� ∙ �� ∙ �,
(14.30)
где Ef - среднеповерхностная плотность теплового излучения пламени,
кВт/м2;
Fq - угловой коэффициент облученности;
- коэффициент пропускания атмосферы.
Значение Ef принимается на основе имеющихся экспериментальных
данных. Для некоторых жидких углеводородных топлив значения Ef в
зависимости от эффективного диаметра очага d (или диаметра пролива)
приведены в таблице 14.9.
Если среднеповерхностную плотность теплового излучения пламени
определить не представляется возможным, то допускается принимать величину
Ef равной:
для сжиженных углеводородных газов 100 кВт/м2;
для нефтепродуктов и твердых материалов 40 кВт/м2.
460
Таблица 14.9 - Среднеповерхностная плотность теплового излучения
пламени для некоторых жидких углеводородов в зависимости от диаметра
очага
Топливо
d = 10 м
Еf , кВт/м2
d = 30 м
d = 20 м
d = 40 м
d = 50 м
Сжиженный природный
220
180
150
130
120
газ (метан)
Сжиженный
63
50
43
40
углеводород-ный
газ 80
пропан-бутан
Бензин
60
47
35
28
25
Дизельное топливо
40
32
25
21
18
Нефть
25
19
15
12
10
Примечание. Для диаметров очагов менее 10 м или более 50 м следует принимать величину
Ef такой же, как для очагов диаметром 10 м и 50 м соответственно.
При этом эффективный диаметр очага определяется по следующей
формуле:
d
4 F
(14.31)
,
где F - площадь пролива, м2.
Угловой коэффициент облученности Fq в формуле (19.30) определяется
из следующего выражения:
Fq FV 2 F H
2
,
(14.32)
где FV и FH - факторы облученности для вертикальной и горизонтальной
площадок соответственно.
Для определения величин FV и FH необходимо знать высоту пламени и
некоторые другие вспомогательные параметры.
Высоту пламени при горении твердых горючих материалов и пролитых
жидкостей определяют по формуле:
0,61
H 42 d m U
,
В g d
где d - эффективный диаметр очага, м;
461
(14.33)
Um - удельная массовая скорость выгорания топлива, кг/(м2 с). Для
некоторых жидких углеводородных топлив величина Um приведена в таблице
18.10;
в - плотность окружающего воздуха, кг/м3;
g - ускорение свободного падения (g = 9,81 м/с2).
Таблица 14.10 - Удельная массовая скорость выгорания для некоторых
жидких углеводородных топлив
Сжиженный
Сжиженный
углеводородный
природный
Бензин
газ
газ (метан)
пропан-бутан
Вид топлива
Значение массовой
скорости выгорания
Um, кг/(м2 с)
0,08
0,1
0,06
Дизельное
топливо
Нефть
0,04
0,04
Вспомогательные параметры определяют из следующих выражений:
A
h
2H
,
d
(14.34)
S
2r
,
d
(14.35)
h2 S 2 1
2S
1 S 2
B
,
(14.36)
,
(14.37)
2 S
где r - расстояние от геометрического центра пролива или размещения
твердых горючих материалов до облучаемого объекта (то есть до отметки 30 м),
считая от установки, м.
Зная величины h, S, A и B факторы облученности для вертикальной и
горизонтальной площадок определяют по формулам:
(A 1)(S 1)
S 1
11
A
h h
arctg arctg
, (14.38)
arctg
S
S
S 1
(A
1)(S
1)
A 2 1
S 2 1
( A 1 / S)
1 (B 1 / S)
(B
1)(S
1)
(
A
1)(S
1)
,
(14.39)
arctg
arctg
FН
2
(B
1)(S
1)
(
A
1)(S
1)
B 2 1
A 1
FV
462
Коэффициент пропускания атмосферы в формуле (19.30) определяется
из следующего выражения:
e710
14.7.2
r0,5d
4
.
(14.40)
Расчет интенсивности теплового излучения для случая
пожара типа "огненный шар"
Интенсивность теплового излучения q, кВт/м2, при реализации пожара
типа "огненный шар", так же как и для расчета интенсивности теплового
излучения при горении твердых горючих материалов определяется по формуле
14.30.
Однако есть некоторые различия в определении величин Ef, Fq и .
Среднеповерхностную плотность теплового излучения пламени Ef
определяют на основе имеющихся экспериментальных данных. При отсутствии
таковых допускается принимать значение Ef равным 450 кВт/м2.
Значение Fq необходимо определять по формуле:
F
q
где
H / DS 0,5
4 H / D S 0,5 r / D S
2
,
(14.41)
2 1,5
DS - эффективный диаметр огненного шара, определяемый по
формуле:
D S 5,33m0,327 ,
(14.42)
где m - масса горючего вещества, кг;
Н - высота центра "огненного шара", м. Ее определяют в ходе
специальных исследований. При расчетах допускается принимать величину Н
равной DS/2.
463
r - расстояние от облучаемого объекта до точки на поверхности земли
непосредственно под центром "огненного шара", м.
Коэффициент пропускания атмосферы в формуле (19.43) необходимо
определять из следующего выражения:
e
7104(
464
r2 H 2
DS
)
2
.
(14.43)
15
ОПРЕДЕЛЕНИЕ
ПОЖАРНЫХ
РИСКОВ
НА
ПРОМЫШЛЕННОМ ОБЪЕКТЕ
15.1 Основные положения, заложенные в методику определения
пожарного риска на промышленном объекте
Оценка пожарного риска необходима:
для обоснования обеспечения допустимых значений пожарного риска,
установленных федеральным законодательством, в следующих случаях:
объекты, для которых федеральными законами о технических
регламентах и/или нормативными документами по пожарной безопасности не
установлены требования пожарной безопасности;
объекты, для которых не в полном объеме выполнены требования
нормативных документов по пожарной безопасности;
для принятия решений по разработке дополнительных мер по
снижению пожарной опасности объекта в случае превышения одними или
несколькими
расчетными
значениями
пожарных
рисков
нормативных
значений, установленных федеральным законодательством;
при разработке проектной документации на объекты капитального
строительства
и
проведении
государственной
экспертизы
проектной
документации.
Основные понятия
Пожарный риск - мера возможности реализации пожарной опасности
объекта защиты и ее последствий для людей и материальных ценностей.
Индивидуальный пожарный риск - пожарный риск, который может
привести к гибели человека в результате воздействия опасных факторов
пожара.
Социальный пожарный риск - степень опасности, ведущей к гибели
группы людей в результате воздействия опасных факторов пожара.
465
Допустимый пожарный риск - пожарный риск, уровень которого
допустим и обоснован исходя из социально-экономических условий.
15.2 Нормативные
значения
пожарного
риска
для
производственных объектов
Нормативные
значения
пожарного
риска
для
производственных
объектов следующие:
1. Величина индивидуального пожарного риска в зданиях, сооружениях
и на территориях производственных объектов не должна превышать одну
миллионную в год.
2. Риск гибели людей в результате воздействия опасных факторов
пожара должен определяться с учетом функционирования систем обеспечения
пожарной безопасности зданий и сооружений.
3. Для производственных объектов, на которых обеспечение величины
индивидуального пожарного риска одной миллионной в год невозможно в
связи
со
спецификой
допускается
увеличение
функционирования
индивидуального
технологических
пожарного
процессов,
риска
до
одной
десятитысячной в год. При этом должны быть предусмотрены меры по
обучению персонала действиям при пожаре и по социальной защите
работников, компенсирующие их работу в условиях повышенного риска.
4.
Величина
индивидуального
пожарного
риска
в
результате
воздействия опасных факторов пожара на производственном объекте для
людей, находящихся в жилой зоне, общественно-деловой зоне или зоне
рекреационного назначения вблизи объекта, не должна превышать одну
стомиллионную в год.
4.1.
Для
находящихся
в
производственных
жилой
зоне,
объектов,
на
которых
общественно-деловой
для
зоне
рекреационного назначения вблизи объекта, обеспечение величины
466
или
людей,
зоне
индивидуального пожарного риска одной стомиллионной в год и (или)
величины социального пожарного риска одной десятимиллионной в год
невозможно в связи со спецификой функционирования технологических
процессов, допускается увеличение индивидуального пожарного риска до
одной миллионной в год и (или) социального пожарного риска до одной
стотысячной в год соответственно. При этом должны быть предусмотрены
средства оповещения людей, находящихся в жилой зоне, общественно-деловой
зоне или зоне рекреационного назначения, о пожаре на производственном
объекте, а также дополнительные инженерно-технические и организационные
мероприятия по обеспечению их пожарной безопасности и социальной защите.
5. Величина социального пожарного риска воздействия опасных
факторов пожара на производственном объекте для людей, находящихся в
жилой зоне, общественно-деловой зоне или зоне рекреационного назначения
вблизи объекта, не должна превышать одну десятимиллионную в год.
15.3 Оценка пожарного риска на производственном объекте
При
оценке
пожарного
риска
на
производственном
объекте
предъявляются следующие требования:
1. Для определения частоты реализации пожароопасных ситуаций на
производственном объекте используется информация:
1) об отказе оборудования, используемого на производственном
объекте;
2) о параметрах надежности используемого на производственном
объекте оборудования;
3) об ошибочных действиях персонала производственного объекта;
4) о гидрометеорологической обстановке в районе размещения
производственного объекта;
467
5) о географических особенностях местности в районе размещения
производственного объекта.
2. Оценка опасных факторов пожара, взрыва для различных сценариев
их развития осуществляется на основе сопоставления информации о
моделировании
динамики
опасных
факторов
пожара
на
территории
производственного объекта и прилегающей к нему территории и информации о
критических для жизни и здоровья людей значениях опасных факторов
анализируемых пожара, взрыва.
3. Оценка последствий воздействия опасных факторов пожара, взрыва
на людей для различных сценариев развития пожароопасных ситуаций
предусматривает определение числа людей, попавших в зону поражения
опасными факторами пожара, взрыва.
Методика определения расчетных величин пожарного риска на
производственных объектах и в зданиях, сооружениях и строениях различных
классов функциональной пожарной опасности утверждена распорядительными
актами МЧС России.
15.4 Последовательность
оценки
пожарного
риска
на
производственном объекте
Оценка пожарного риска на производственном объекте должна
предусматривать:
1) анализ пожарной опасности производственного объекта;
2)
определение
частоты
реализации
пожароопасных
аварийных
ситуаций на производственном объекте;
3) построение полей опасных факторов пожара для различных сценариев
его развития;
4) оценку последствий воздействия опасных факторов пожара на людей
для различных сценариев его развития;
468
5) вычисление пожарного риска.
Анализ пожарной опасности производственных объектов должен
предусматривать:
1) анализ пожарной опасности технологической среды и параметров
технологических процессов на производственном объекте;
2) определение перечня пожароопасных аварийных ситуаций и
параметров для каждого технологического процесса;
3) определение перечня причин, возникновение которых позволяет
характеризовать ситуацию как пожароопасную, для каждого технологического
процесса;
4) построение сценариев возникновения и развития пожаров, повлекших
за собой гибель людей.
15.5 Вычисление величин пожарного риска на объекте
Величина потенциального пожарного риска Р(а) (год–1) (потенциальный
риск) в определенной точке (а) на территории объекта и в селитебной зоне
вблизи объекта определяется по формуле
�(�) = ∑��=1 ��� ∙ ��
(15.1)
где J – число сценариев развития пожароопасных ситуаций (пожаров,
ветвей логического дерева событий);
Qdj – условная вероятность поражения человека в определенной точке
территории (а) в результате реализации j-го сценария развития пожароопасных
ситуаций, отвечающего определенному инициирующему аварию событию;
Qj – частота реализации в течение года j-го сценария развития
пожароопасных ситуаций, год–1.
469
Условные
вероятности
поражения
человека
Qdj(a)
определяются
критериями поражения людей опасными факторами пожара, взрыва (например,
значениями пробит-функций).
В качестве вероятностного критерия поражения людей и/или зданий и
сооружений используется понятие пробит-функции (probit-function). В общем
случае пробит-функция Рr описывается выражением
�� = � + � ∙ ���
(15.2)
где а, b – константы, зависящие от степени поражения и вида объекта;
S – интенсивность воздействующего фактора.
При расчёте риска рассматриваются различные метеорологические
условия с типичными направлениями ветров и ожидаемой частотой их
возникновения.
Величина потенциального риска определяется посредством наложения
зон поражения опасными факторами с учётом частоты реализации каждого
сценария
развития
аварии
на
карту
местности
с
привязкой
их
к
соответствующему инициирующему аварию событию (элементу оборудования,
технологической установке) и зонам поражения.
Условная вероятность поражения человека Qdj от совместного
независимого воздействия нескольких опасных факторов в результате
реализации j-го сценария развития пожароопасных ситуаций определяется по
формуле:
��� (�) = ∏ℎ
�=1
[1 − �� ∙ ���� (�)]
где h – число рассматриваемых опасных факторов;
Qk – вероятность реализации k-гo опасного фактора;
Qdjk(a) – условная вероятность поражения k-м опасным фактором.
470
(15.3)
15.6 Индивидуальный пожарный риск в зданиях и на территории
объекта
Индивидуальный пожарный риск (далее – индивидуальный риск) для
работников объекта оценивается частотой поражения определенного работника
объекта опасными факторами пожара, взрыва в течение года.
Области, на которые разбита территория объекта, нумеруются i = 1,…,i.
Работники объекта нумеруются m = 1, …, m.
Номер работника т однозначно определяет наименование должности
работника, его категорию и другие особенности его профессиональной
деятельности, необходимые для оценки пожарной безопасности. Допускается
проводить расчет индивидуального риска для работника объекта, относя его к
одной категории наиболее опасной профессии.
Величина индивидуального риска Rm (год-1) для работника m объекта
при его нахождении на территории объекта определяется по формуле:
,
(15.4)
где Р(i) - величина потенциального риска в i-ой области территории
объекта, год-1;
qim - вероятность присутствия работника m в i-ой области территории
объекта.
Величина индивидуального риска Rm (год–1) для работника т при его
нахождении в здании объекта, обусловленная опасностью пожаров в здании,
определяется по формуле:
,
(15.5)
где Pi – величина потенциального риска в i-м помещении здания год–1;
qim – вероятность присутствия работника т в i-м помещении;
N – число помещений в здании, сооружении и строении.
471
Индивидуальный риск работника т объекта определяется как сумма
величин индивидуального риска при нахождении работника на территории и в
зданиях объекта.
Вероятность qim определяется исходя из доли времени нахождения
рассматриваемого человека в определенной области территории и/или в i-м
помещении здания в течение года на основе решений по организации
эксплуатации и технического обслуживания оборудования и зданий объекта
Индивидуальный и социальный пожарный риск в селитебной зоне
вблизи объекта.
Для
людей,
индивидуальный
находящихся
пожарный
в
селитебной
риск
принимается
зоне
вблизи
равным
объекта,
величинам
потенциального риска в этой зоне, определенным по формуле (15.1).
Для объекта социальный пожарный риск (далее – социальный риск)
принимается равным частоте возникновения событий, ведущих к гибели 10 и
более человек.
Для людей, находящихся в селитебной зоне вблизи объекта, социальный
риск S (год–1) определяется по формуле
,
(15.6)
где L – число сценариев развития пожароопасных ситуаций (пожаров),
для которых выполняется условие Ni ≥ 10;
Ni – среднее число погибших в селитебной зоне вблизи объекта людей в
результате воздействия опасных факторов пожара, взрыва при реализации j-го
сценария.
Величина Ni определяется по формуле:
,
472
(15.7)
где I – количество областей, на которые разделена территория,
прилегающая к объекту (i – номер области);
Qdij – условная вероятность поражения человека, находящегося в i-й
области, опасными факторами при реализации j-го сценария;
ni – среднее число людей, находящихся в i-й области.
15.7 Методика определения частоты реализации пожароопасной
ситуации
Построение логического дерева событий позволяет определить
развитие возможных пожароопасных ситуаций и пожаров, возникающих
вследствие реализации инициирующих пожароопасную ситуацию событий.
Анализ дерева событий представляет собой «осмысливаемый вперед» процесс,
то есть процесс, при котором исследование развития пожароопасной ситуации
начинается с исходного события с рассмотрением цепи последующих событий,
приводящих к возникновению пожара.
Сценарий возникновения и развития пожароопасной ситуации (пожара)
на логическом дереве отражается в виде последовательности событий от
исходного до конечного события (далее - ветвь дерева событий).
Для выявления пожароопасных ситуаций осуществляется деление
технологического оборудования (технологических систем) на участки. Деление
выполняется исходя из возможности раздельной герметизации этих участков
при возникновении аварии. Рассматриваются пожароопасные ситуации как на
основном,
так
и
вспомогательном
технологическом
оборудовании.
Учитывается также возможность возникновения пожара в сооружениях
различного назначения, расположенных на территории объекта.
Для каждого участка, технологической установки, здания объекта
выделяются
группы
пожароопасных
ситуаций,
которым
одинаковые модели возникновения и развития пожара.
473
соответствуют
Например,
при
анализе пожароопасных
ситуаций,
связанных
с
разгерметизацией технологического оборудования, рассматриваются утечки
при различных диаметрах истечения (в том числе максимальные – при полном
разрушении оборудования или подводящих/отводящих трубопроводов).
Полностью
проанализировать
все
многообразие
пожароопасных
аварийных ситуаций на достаточно крупном объекте в ряде случаев может не
представляться возможным. При этом предполагается рассмотрение широкого
перечня пожароопасных аварийных ситуаций, которые имели место в практике
эксплуатации рассматриваемых объектов. Поэтому при проведении расчетов
пожарного риска должен быть разработан перечень пожароопасных аварийных
ситуаций. Основными методами являются объединение пожароопасных
аварийных ситуаций в группы типовых пожароопасных аварийных ситуаций и
исключение ситуаций с незначительным риском.
При построении логического дерева событий используются:
условная вероятность реализации различных ветвей логического
дерева событий и перехода пожароопасной ситуации или пожара на ту или
иную стадию развития;
вероятность эффективного срабатывания соответствующих средств
предотвращения или локализации пожароопасной ситуации или пожара;
вероятность
поражения
расположенного
в
зоне
пожара
технологического оборудования и зданий объекта в результате воздействия на
них опасных факторов пожара, взрыва.
При построении логических деревьев событий учитываются
следующие положения:
выбирается пожароопасная ситуация, которая может повлечь за собой
возникновение аварии с пожаром с дальнейшим его развитием;
развитие пожароопасной ситуации и пожара должно рассматриваться
постадийно с учетом места ее возникновения на объекте оценки риска, уровня
потенциальной опасности каждой стадии и возможности ее локализации и
ликвидации;
474
переход
с
рассматриваемой
стадии
на
новую
определяется
возможностью либо локализации пожароопасной ситуации или пожара на
рассматриваемой стадии, либо развития пожара, связанного с вовлечением
расположенных рядом технологического оборудования, помещений, зданий и
т.п. в результате влияния на них опасных факторов пожара, возникших на
рассматриваемой стадии. Условные вероятности переходов пожароопасной
ситуации или пожара со стадии на стадию одной ветви или с ветви на ветвь
определяются, исходя из свойств вовлеченных в пожароопасную ситуацию или
пожар горючих веществ, условной вероятности реализации различных
метеорологических условий, наличия и условной вероятности эффективного
срабатывания систем противоаварийной и противопожарной защиты, величин
зон поражения опасными факторами пожара, объемно-планировочных решений
и конструктивных особенностей оборудования и зданий производственного
объекта;
переход со стадии на стадию, как правило, отображается в виде
соединяющих линий со стрелками, указывающими направления развития
пожароопасной ситуации и последующего пожара. При этом соединения
стадий должны отражать вероятностный характер события с выполнением
условия «или» или «да», «нет»;
для
опасности,
каждой
стадии
характеризующийся
рекомендуется
возможностью
устанавливать
перехода
уровень
ее
пожароопасной
ситуации или пожара на соседние с пожароопасным участки объекта;
при повторении одним из путей части другого пути развития для
упрощения
построения
логического
дерева
событий
иногда
вводят
обозначение, представляющее собой соответствующую линию со стрелкой и
надпись «на стадию (код последующей стадии)».
Рассмотрим подробно процедуру построения логических деревьев
событий.
При
анализе
логических
деревьев
следующими положениями:
475
событий
руководствуются
возможностью
предотвращения
дальнейшего
развития
пожароопасной ситуации и пожара зависит от количества стадий и времени их
протекания (то есть от длины пути развития пожароопасной ситуации и
пожара). Это обусловливается большей вероятностью успешной ликвидации
пожароопасной ситуации и пожара, связанной с увеличением времени на
локализацию пожароопасной ситуации и пожара и количеством стадий, на
которых эта локализация возможна;
наличием у стадии разветвлений по принципу "или", одно из которых
приходит на стадию локализации пожароопасной ситуации или пожара
(например, тушение очага пожара, своевременное обнаружение утечки и
ликвидация пролива, перекрытие запорной арматуры и т.п.), свидетельствует о
возможности предотвращения дальнейшего развития пожароопасной ситуации
и пожара по этому пути.
На рис. 15.1 показан пример построения логического дерева событий
при разгерметизации резервуара с бензином.
Пожар пролива с
тепловым
воздействием на
людей С1
Разгерметизация
резервуара
Истечение из
резервуара
без
мгновенного
воспламенен
ия
Воспламенение
пролива и
тепловое
воздействие на
людей С2
Дефлаграционно
е горение с
образованием
волн давления С3
Рассеяние
горючего
облака
Рис. 15.1 – Логическое дерево событий при разгерметизации резервуара
Определение
частоты
реализации
(инициирующего события)
476
пожароопасных
ситуаций
Для определения частоты реализации пожароопасных ситуаций на
объекте используется информация:
а) об отказах оборудования, используемого на объекте;
б) о параметрах надежности используемого на объекте оборудования;
в) об ошибочных действиях работника объекта;
г) о гидрометеорологической обстановке в районе размещения объекта;
д) о географических особенностях местности в районе размещения
объекта.
Для определения частоты реализации пожароопасных ситуаций могут
использоваться статистические данные по аварийности или расчетные данные
по надежности технологического оборудования, соответствующие специфике
рассматриваемого объекта.
Информация о частотах реализации пожароопасных ситуаций (в том
числе возникших в результате ошибок работника), необходимая для оценки
риска, может быть получена непосредственно из данных о функционировании
исследуемого объекта или из данных о функционировании других подобных
объектов.
Значение частоты реализации отдельной стадии дерева событий или
сценария
определяется
путем
умножения
частоты
возникновения
инициирующего события на условную вероятность развития по конкретному
сценарию.
При определении условных вероятностей реализации различных
сценариев должны приниматься во внимание свойства поступающих в
окружающее пространство горючих веществ, условные вероятности реализации
различных метеорологических условий (температура окружающей среды,
скорость и направление ветра и т.д.), наличие и условные вероятности
эффективного срабатывания систем противоаварийной и противопожарной
защиты и т.д.
477
После построения логического дерева событий и оценки вероятности
возникновения инициирующего события переходят к определению величины
потенциального пожарного риска.
Таким образом, после построения логического дерева событий и оценки
вероятности возникновения инициирующего события переходят к определению
величины условной вероятности поражения человека в определенной точке
территории. Для этого необходимо оценить величину опасных факторов
пожара.
15.8 Методика построения полей опасных факторов пожара
При построении полей опасных факторов пожара для различных
сценариев его развития учитываются:
тепловое излучение при факельном горении, пожарах проливов
горючих веществ на поверхность и огненных шарах;
избыточное давление и импульс волны давления при сгорании
газопаровоздушной смеси в открытом пространстве;
избыточное давление и импульс волны давления при разрыве сосуда
(резервуара) в результате воздействия на него очага пожара;
избыточное давление при сгорании газопаровоздушной смеси в
помещении;
концентрация
токсичных
компонентов
продуктов
горения
в
помещении;
снижение концентрации кислорода в воздухе помещения;
задымление атмосферы помещения;
среднеобъемная температура в помещении;
осколки,
образующиеся
при
взрывном
разрушении
элементов
технологического оборудования;
расширяющиеся продукты сгорания при реализации пожара-вспышки.
478
Оценка величин указанных факторов проводится на основе анализа
физических явлений, протекающих при пожароопасных ситуациях, пожарах,
взрывах. При этом рассматриваются следующие процессы, возникающие при
реализации пожароопасных ситуаций и пожаров или являющиеся их
последствиями:
истечение жидкости из отверстия;
истечение газа из отверстия;
двухфазное истечение из отверстия;
растекание жидкости при разрушении оборудования;
выброс газа при разрушении оборудования;
формирование зон загазованности;
сгорание газопаровоздушной смеси в открытом пространстве;
разрушение сосуда с перегретой легковоспламеняющейся жидкостью,
горючей жидкостью или сжиженным горючим газом;
тепловое излучение от пожара пролива или огненного шара;
реализация пожара-вспышки;
образование
и
разлет
осколков
при
разрушении
элементов
технологического оборудования;
испарение жидкости из пролива;
образование газопаровоздушного облака (газы и пары тяжелее
воздуха);
сгорание газопаровоздушной смеси в технологическом оборудовании
или помещении;
пожар в помещении;
факельное горение струи жидкости и/или газа;
тепловое излучение горящего оборудования;
вскипание и выброс горящей жидкости при пожаре в резервуаре.
Также при необходимости рассматриваются иные процессы, которые
могут иметь место при возникновении пожароопасных ситуаций и пожаров.
479
Основными структурными элементами алгоритма расчетов являются:
определение ожидаемого режима сгорания облака;
расчет максимального избыточного давления и импульса фазы сжатия
воздушных волн давления для различных режимов;
определение дополнительных характеристик взрывной нагрузки;
оценка поражающего воздействия.
Исходными данными для расчета параметров волн давления при
сгорании облака являются:
вид горючего вещества, содержащегося в облаке;
концентрация горючего вещества в смеси Сг,
стехиометрическая концентрация горючего вещества с воздухом Сст,
масса
горючего
вещества,
содержащегося
в
облаке
Мт,
с
концентрацией между нижним и верхним концентрационным пределом
распространения пламени. Допускается величину Мт принимать равной массе
горючего вещества, содержащегося в облаке, с учетом коэффициента Z участия
горючего вещества во взрыве. При отсутствии данных коэффициент Z может
быть принят равным 0,1;
удельная теплота сгорания горючего вещества Еуд,
скорость звука в воздухе С0 (обычно принимается равной 340 м/с);
информация
о
степени
загроможденности
окружающего
пространства;
эффективный энергозапас горючей смеси Е, который определяется по
формуле:
Мт ∙ ЕУД, Сг ≤ Сст
Сст
Е={
Мт ∙ ЕУД ∙ С , Сг > Сст
г
480
(15.8)
15.9 Классификация горючих веществ по степени чувствительности
Вещества, способные к образованию горючих смесей с воздухом, по
степени
своей
чувствительности
к
возбуждению
взрывных
процессов
разделены на четыре класса (таблица 15.1):
класс 1 - особо чувствительные вещества (размер детонационной ячейки
менее 2 см);
класс 2 - чувствительные вещества (размер детонационной ячейки лежит
в пределах от 2 до 10 см);
класс 3 - средне чувствительные вещества (размер детонационной
ячейки лежит в пределах от 10 до 40 см);
класс 4 - слабо чувствительные вещества (размер детонационной ячейки
больше 40 см).
Таблица 15.1 – Классификация веществ по степени чувствительности
Класс 1
Ацетилен
Винилацетилен
Водород
Гидразин
Изопропилнитрат
Метилацетилен
Нитрометан
Окись пропилена
Окись этилена
Этилнитрат
Класс 2
Акрилонитрил
Акролеин
Бутан
Бутилен
Бутадиен
1,3-Пентадиен
Пропан
Пропилен
Сероуглерод
Этан
Этилен
Эфиры:
диметиловый
дивиниловый
метилбутиловый
Широкая фракция
легких
углеводородов
Класс 3
Ацетальдегид
Ацетон
Бензин
Винилацетат
Винилхлорид
Гексан
Изооктан
Метиламин
Метилацетат
Метилбутилкетон
Метилпропилкетон
Метилэтилкетон
Октан
Пиридин
Сероводород
Спирты:
этиловый
пропиловый
метиловый
амиловый
изобутиловый
481
Класс 4
Бензол
Декан
Дихлорбензол
Додекан
Метан
Метилбензол
Метилмеркаптан
Метилхлорид
Окись углерода
Этиленбензол
Класс 1
Класс 2
Класс 3
изопропиловый
Класс 4
Циклогексан
Этилформиат
Этилхлорид
При
оценке
учитываться
масштабов
различие
поражения
химических
волнами
соединений
по
давления
теплоте
должно
сгорания,
используемой для расчета полного запаса энерговыделения. Для типичных
углеводородов принимается в расчет значение удельной теплоты сгорания
EУД0=44 МДж/кг. Для иных горючих веществ в расчетах используется удельное
энерговыделение ЕУД=βЕУД0. Здесь β - корректировочный параметр. Для условно
выделенных классов горючих веществ величины параметра представлены в
таблице 15.2.
Таблица 15.2 - Величины параметра β
Классы горючих веществ
Класс 1
Ацетилен
Метилацетилен
Винилацетилен
Окись этилена
Водород
Гидразин
Изопропилнитрат
β
1,1
1,05
1,03
0,62
2,73
0,44
0,41
Нитрометан
Этилнитрат
0,25
0,30
Класс 2
Этилен
Диэтилэфир
Дивинилэфир
Окись пропилена
Акролеин
Сероуглерод
Бутан
Бутилен
Бутадиен
1,07
0,77
0,77
0,7
0,62
0,32
1
1
1
Классы горючих веществ
Класс 3
Кумол
Метиламин
Спирты:
Метиловый
Этиловый
Пропиловый
Амиловый
Циклогексан
Ацетальальдегид
Винилацетат
Бензин
Гексан
Изооктан
Пиридин
Циклопропан
Этиламин
β
0,84
0,7
0,45
0,61
0,69
0,79
1
0,56
0,51
1
1
1
0,77
1
0,8
Класс 4
Метан
Трихлорэтан
482
1,14
0,15
Классы горючих веществ
1,3-Пентадиен
Этан
Диметилэфир
Диизопропиловый эфир
ШФЛУ
Пропилен
Пропан
β
1
1
0,66
0,82
1
1
1
Класс 3
Винилхлорид
Сероводород
Ацетон
15.10
0,42
0,34
0,65
Классы горючих веществ
Метилхлорид
Бензол
Декан
Додекан
β
0,12
1
1
1
Метилбензол
Метилмеркаптан
Окись углерода
Дихлорэтан
Дихлорбензол
Трихлорэтан
1
0,53
0,23
0,24
0,42
0,14
Классификация режимов сгорания облака
Для оценки воздействия сгорания облака возможные режимы сгорания
разделяются на шесть классов по диапазонам скоростей их распространения
следующим образом:
класс 1 - детонация или горение со скоростью фронта пламени 500 м/с и
более;
класс 2 - дефлаграция, скорость фронта пламени 300-500 м/с;
класс 3 - дефлаграция, скорость фронта пламени 200 - 300 м/с;
класс 4 - дефлаграция, скорость фронта пламени 150 - 200 м/с;
класс 5 - дефлаграция, скорость фронта пламени определяется по
формуле:
� = �1 ∙ �1/6
(15.9)
где: k1 - константа, равная 43;
М - масса горючего вещества, содержащегося в облаке, кг;
класс 6 - дефлаграция, скорость фронта пламени определяется по
формуле:
� = �2 ∙ �1/6
483
(15.10)
где: k2 - константа, равная 26;
М - масса горючего вещества, содержащегося в облаке, кг.
Параметры воздушных волн давления (избыточное давление и импульс
фазы сжатия) в зависимости от расстояния от центра облака рассчитываются
исходя из ожидаемого режима сгорания облака.
Класс 1 режима сгорания облака
Рассчитывается соответствующее безразмерное расстояние по формуле:
�
�� = �/( ) 1/3
��
(15.11)
R – расстояние от центра облака;
P0- атмосферное давление, Па;
Е – эффективный энергозапас смеси, Дж.
Величины безразмерного давления
Pх и импульс фазы сжатия Ix
определяются по формулам (для газопаровоздушных смесей):
���� = −1,124 − 1,66 ∙ (ln(��)) + 0,26 ∙ (ln(��)) 2
���� = −3,4217 − 0,898 ∙ (ln(��)) − 0,0096 ∙ (ln(��)) 2
(15.12)
(15.13)
При Rx > 0,2. Иначе принимается Pх = 18, а в формулу (15.7)
подставляется величина Rx =0,14.
Размерные величины избыточного давления и импульса фазы сжатия
определяются по формулам:
∆� = �� ∙ �0∆� = �� ∙ �0
(15.14)
1
� = � �∙ �0 ∙ � /�
+
2/3
3
0
(15.15)
Классы 2-6 режима сгорания облака
Рассчитывается безразмерное расстояние от центра облака по формуле
(20.6).
484
Рассчитываются величины безразмерного давления и импульса фазы
сжатия по формулам:
�2
� =( )∙(
�1
�−1
�02
0,83
)∙(
�
� = � ∙ (1 − 0,4 ∙ �) ∙ (
где:
σ
-
газопаровоздушных
�
�0
степень
смесей
∙(
0,14
��
0,06
0,01
��
� �2
�1
�=
−
+
),
(15.16)
��2
−
0,0025
),
(15.17)
��3
�−1
�
),
(15.18)
расширения
допускается
продуктов
принимается
сгорания
равным
7,
(для
для
пылевоздушных смесей 4);
u - видимая скорость фронта пламени, м/с.
В случае дефлаграции пылевоздушного облака величина эффективного
энергозапаса умножается на коэффициент (ϭ-1)/ϭ.
Формулы (15.11), (15.12) справедливы для значений Rx больших
величины Rкр1 =0,34, в случае, если Rx < Rкр1 , в формулы (15.11), (15.12) вместо
Rx подставляется величина Rкр1 .
Размерные величины избыточного давления и импульса фазы
сжатия определяются по формулам (15.9), (15.10). При этом в формулы (15.9),
(15.10) вместо Px и Ix подставляются величины Px1 и Ix1 .
15.11
Критерии поражения человека
На объектах наиболее опасными поражающими факторами пожара
являются волна давления и расширяющиеся продукты сгорания при различных
режимах сгорания газо-, паро- или пылевоздушного облака, а также тепловое
излучение пожаров.
485
15.11.1
Критерии поражения волной давления
Критерии поражения человека волной давления приведены в таблице
15.3.
Таблица 15.3 – Критерии поражения человека волной давления
Степень поражения
Избыточное давление, кПа
Полное разрушение зданий
100
50 % разрушение зданий
50
Средние повреждения зданий
28
Умеренные повреждения зданий
12
Нижний порог повреждения человека волной
давления
5
15.11.2
Критерии поражения тепловым излучением
При анализе воздействия теплового излучения следует различать случаи
импульсного и длительного воздействия. В первом случае критерием
поражения является доза излучения (например, воздействие огненного шара),
во втором - критическая интенсивность теплового излучения (например,
воздействие пожара пролива).
Условная
непосредственного
вероятность
воздействия
поражения
пламени
человека,
попавшего
пожара пролива или
в
зону
факела,
принимается равной 1.
Для пожара-вспышки следует принимать, что условная вероятность
поражения человека, попавшего в зону воздействия высокотемпературными
486
продуктами сгорания газопаровоздушного облака, равна 1, за пределами этой
зоны условная вероятность поражения человека принимается равной 0.
Таблица 15.4 – Критерии поражения тепловым излучением
Степень поражения
Без негативных последствий
длительного времени
Интенсивность излучения, кВт/м2
в
течение
1,4
Безопасно для человека в брезентовой одежде
4,2
Непереносимая боль через 20-30 с
Ожог 1 степени через 15-20 с
Ожог 2 степени через 30-40 с
7,0
Непереносимая боль через 3-5 с
Ожог 1 степени через 6-8 с
Ожог 2 степени через 12-16 с
10,5
487
ПРИЛОЖЕНИЕ 1
Перечень показателей, необходимых для оценки пожарной опасности
веществ и материалов в зависимости от их агрегатного состояния
Показатель пожарной опасности
Пыли
Вещества и материалы в
различном агрегатном состоянии
газообразные жидкие твердые
Безопасный
экспериментальный
максимальный зазор, миллиметр
Выделение токсичных продуктов горения с
единицы массы горючего, килограмм на
килограмм
Группа воспламеняемости
Группа горючести
Группа распространения пламени
Коэффициент дымообразования, квадратный
метр на килограмм
Излучающая способность пламени
Индекс пожаровзрывоопасности, паскаль на
метр в секунду
Индекс распространения пламени
Кислородный индекс, объемные проценты
Концентрационные пределы распространения
пламени (воспламенения) в газах и парах,
объемные проценты, пылях, килограмм на
кубический метр
Концентрационный предел диффузионного
горения газовых смесей в воздухе, объемные
проценты
Критическая
поверхностная
плотность
теплового потока, ватт на квадратный метр
Линейная скорость распространения пламени,
метр в секунду
Максимальная скорость распространения
пламени
вдоль
поверхности
горючей
жидкости, метр в секунду
Максимальное давление взрыва, паскаль
Минимальная
флегматизирующая
концентрация газообразного флегматизатора,
объемные проценты
Минимальная энергия зажигания, джоуль
Минимальное взрывоопасное содержание
кислорода, объемные проценты
Низшая
рабочая
теплота
сгорания,
килоджоуль на килограмм
488
+
+
-
+
-
+
+
-
+
-
+
-
+
+
+
+
-
-
+
+
-
+
+
+
+
-
-
-
+
-
-
+
+
-
+
+
-
+
+
+
-
-
-
+
+
-
-
-
+
-
-
+
-
-
+
+
-
+
+
+
-
+
+
+
-
+
+
+
-
+
+
+
+
-
Показатель пожарной опасности
Вещества и материалы в
Пыли
различном агрегатном состоянии
газообразные жидкие твердые
Нормальная
скорость
распространения
пламени, метр в секунду
Показатель токсичности продуктов горения,
грамм на кубический метр
Потребление кислорода на единицу массы
горючего, килограмм на килограмм
Предельная скорость срыва диффузионного
факела, метр в секунду
Скорость нарастания давления взрыва,
мегапаскаль в секунду
Способность гореть при взаимодействии с
водой, кислородом воздуха и другими
веществами
Способность
к
воспламенению
при
адиабатическом сжатии
Способность к самовозгоранию
Способность к экзотермическому разложению
Температура воспламенения, градус Цельсия
Температура вспышки, градус Цельсия
Температура самовоспламенения, градус
Цельсия
Температура тления, градус Цельсия
Температурные пределы распространения
пламени (воспламенения), градус Цельсия
Удельная массовая скорость выгорания,
килограмм в секунду на квадратный метр
Удельная теплота сгорания, джоуль на
килограмм
+
+
-
-
+
+
+
+
-
+
+
-
+
+
-
-
+
+
-
+
+
+
+
+
+
+
-
-
+
-
+
+
+
+
+
+
-
+
+
+
-
+
+
+
+
-
-
+
+
-
+
-
-
-
+
+
-
+
+
+
+
Примечания: 1. Знак "+" обозначает, что показатель необходимо
применять.
2. Знак "-" обозначает, что показатель не применяется.
489
ЛИТЕРАТУРА
1.
ГОСТ 12.1.004–91. Система стандартов безопасности труда.
Пожарная безопасность. Общие требования.
2.
ГОСТ
12.1.044
–
89.
Пожаровзрывоопасность
веществ
и
материалов. Номенклатура показателей и методы их определения.
3.
ГОСТ 18353-79. Контроль неразрушающий. Классификация видов и
методов
4.
ГОСТ Р 12.3.047–2012. Система стандартов безопасности труда.
Пожарная безопасность технологических процессов. Общие требования.
Методы контроля.
5.
ГОСТ Р 53321-2009. Аппараты теплогенерирующие, работающие на
различных видах топлива. Требования пожарной безопасности.
6.
ГОСТ Р 53323-2009. Огнепреградители и искрогасители. Общие
требования. Методы испытаний
7.
ГОСТ Р 53324–2009. Система стандартов безопасности труда.
Ограждения резервуаров. Требования пожарной безопасности.
8.
Киселев Я.С., Хорошилов О.А., Демехин Ф.В. Физические модели
горения в системе пожарной безопасности: Монография. - СПб.: СанктПетербургский университет ГПС МЧС России, 2009. - 277 с.
9.
Малинин
В.Р.,
пожаровзрывоопасности
Петербургский
Хорошилов
технологий:
О.А.
Учебное
университет
МВД
Методика
пособие.-
анализа
СПб.:
России,
Санкт2000.
http://elib.igps.ru/?44&type=searchResult&fqB9&fts=false&order=asc&fields=ALS
FR-62bbe42e-aab6-417f-a518-3d8d491613c8
10. Малинин
В.Р.,
Хорошилов
О.А.
Обеспечение
пожарной
безопасности при нагреве и охлаждении горючих веществ: Учебное пособие. —
СПб.: Санкт-Петербургский университет МВД России, 1999.
http://elib.igps.ru/?60&type=searchResult&fqB2&fts=false&order=asc&fields=ALS
FR-62bbe42e-aab6-417f-a518-3d8d491613c8
490
11. Малинин
технологических
В.Р.,
процессов
Хорошилов
О.А.
Пожарная
нефтеперерабатывающих
безопасность
заводов:
Учебное
пособие. — СПб.: Санкт-Петербургский университет МВД России, 1999.
http://elib.igps.ru/?8&type=card&cid=ALSFR-2b890354-9919-48dd-bc871a67a0ea231b
12. Методика определения расчетных величин пожарного риска на
производственных объектах, утвержденная приказом МЧС РФ от 10 июля 2009
г. № 404 «Об утверждении методики определения расчетных величин
пожарного
риска
на
производственных
объектах»
с
изменениями
и
дополнениями от 14 декабря 2010 г.
13. Микеев А.К. Пожар. Экономические, экологические проблемы. –
М.: Пожнаука, 1994. – 385 с. 25. Микеев А.К. Противопожарная защита АЭС,
1990. – 432 с.
14. Огнепреграждающие устройства для защиты технологического
оборудования и коммуникаций от распространения пожара : учебнометодическое пособие / В. Р. Малинин, О. А. Хорошилов ; МВД России. - СПб.
: СПб ВПТШ МВД РФ, 1997. - 104 с.
15. Основы технологии процессов и аппаратов пожаровзрывоопасных
производств : учеб. пособие / С. А. Горячев, А. Н. Обухов, В. В. Рубцов, С. А.
Швырков; под общ. ред. С. А. Горячева. – М. : Академия ГПС МЧС России,
2002. – 293 с.
16. Пелех М.Т., Бушнев Г.В., Симонова М.А. Пожарная безопасность
технологических процессов. Категорирование помещений, зданий и наружных
технологических установок по взрывопожарной и пожарной опасности:
Учебное пособие. – СПб.: Санкт-Петербургский университет ГПС МЧС России,
2012.
http://elib.igps.ru/?14&type=card&cid=ALSFR-4bf23b58-b496-4be2-9881-
1ba88d3113de
17. Пожарная безопасность технологических процессов (бакалавр) :
учебник / С. А. Горячев, С. А. Швырков, А. П. Петров и др.; под общ. ред. С. А.
Горячева. – М. :Академия ГПС МЧС России, 2014. – 315 с.
491
18. Пожарная безопасность технологических процессов (специалист) :
учебник / С. А. Швырков, С. А. Горячев, В. П. Сучков и др.; под общ. ред. С. А.
Швыркова. – М. : Академия ГПС МЧС России, 2012. – 388 с.
19. Пожарная безопасность технологических процессов. Учебник / С.А.
Горячев, С.В. Молчанов, В.П. Назаров и др.; Под общ. ред. В.П. Назарова и
В.В. Рубцова; гриф МЧС России – М.: Академия ГПС МЧС России, 2007.- 221
с.
20. Пожарная безопасность типовых технологических процессов (часть
2). / Пелех М.Т., Бушнев Г.В., Симонова М.А., Кадочникова Е.Н. Учебное
пособие/ под редакцией начальника Санкт-Петербургского университета ГПС
МЧС России Чижикова Э.Н. //СПб, Санкт-Петербургский университет ГПС
МЧС
России,
2015.
8,75/2,0
п.л.
(гриф
УМО)
http://elib.igps.ru/?16&type=card&cid=ALSFR-447d2252-15b4-454c-a2aed51fe217f6cb
21. Пожарная безопасность типовых технологических процессов (часть
3). / Пелех М.Т., Башаричев А.В., Иванов А.В., Бушнев Г.В., Симонова М.А.,
Кадочникова Е.Н., Савельев Д.В., Гремин Ю.В. Учебное пособие/ под
редакцией начальника Санкт-Петербургского университета ГПС МЧС России
Чижикова Э.Н. //СПб, Санкт-Петербургский университет ГПС МЧС России,
2015. 8,75/2,0 п.л. (гриф УМО). http://elib.igps.ru/?38&type=card&cid=ALSFR54c941df-5e2a-43bd-827c-7e99101efc01
22. Пожаровзрывоопасность веществ и материалов и средства их
тушения. Справ. изд.: в 2 кн.; кн. 1/ А. Н. Баратов, А. Я. Корольченко, Г. Н.
Кравчук и др. – М. : Химия, 1990. – 496 с.; кн. 2 / А. Н. Баратов, А. Я.
Корольченко, Г. Н. Кравчук и др. – М. : Химия, 1990. – 384 с.
23.
Пожаровзрывоопасность веществ и материалов и средства их
тушения. Справочник в двух частях. Корольченко А. Я., Корольченко Д. А. ,
Пожнаука, 2004 . – 713 и 744 стр.
492
24. Пособие по применению «Методики определения расчетных
величин пожарного риска в зданиях, сооружениях и строениях различных
классов функциональной пожарной опасности». М.: ВНИИПО, 2012.
25. Пособие по применению СП 12.13130.2009 "Определение категорий
помещений, зданий и наружных установок по взрывопожарной и пожарной
опасности" М., ВНИИПО, 2014.
26. Правила противопожарного режима в Российской Федерации,
утвержденные постановлением Правительства Российской Федерации от 25
апреля 2012 г. № 390 «О противопожарном режиме» с изменениями и
дополнениями от 17 февраля 2014 г. и 23 июня 2014 г.
27. Приказ МЧС России от 10 июля 2009 года № 404. Об утверждении
методики
определения
расчетных
величин
пожарного
риска
на
производственных объектах.
28. Приказ МЧС России от 30 июня 2009 года № 382. Об утверждении
методики определения расчетных величин пожарного риска в зданиях,
сооружениях и строениях различных классов функциональной пожарной
опасности.
29. Расчет основных показателей пожаровзрывоопасности веществ и
материалов: руководство. – М.: ВНИИПО, 2002. – 77 с.
30. Рафа П.И. Пожарная безопасность при огневых работах. – М.:
Стройиздат, 1984. http://elib.igps.ru/?62&type=searchResult&fq85&fts=
=false&order=asc&fields=ALSFR-62bbe42e-aab6-417f-a518-3d8d491613c8
31. Сборник задач по курсу «Пожарная безопасность технологических
процессов» : учеб. пособие / С. А. Горячев, В. С. Клубань, Л. Т. Панасевич, А.
П. Петров; под общ. ред. Л. Т. Панасевич. – М. : Академия ГПС МЧС России,
2014. – 172 с.
32. СП
4.13130.2013.
Системы
противопожарной
защиты.
СП
13.13130.2009 «Атомные станции. Требования пожарной безопасности».
33. СП 10.13130.2009 "Системы противопожарной защиты. Внутренний
противопожарный водопровод. Требования пожарной безопасности.
493
34. СП 12.13130.2009. Определение категорий помещений, зданий и
наружных
установок
по
взрывопожарной
и
пожарной
опасности
(утвержденный приказом МЧС РФ от 25 марта 2009 г. № 182, с изменениями,
внесенными приказом МЧС РФ от 9 декабря 2010 г. № 643 «Об утверждении
изменения № 1 к Своду правил СП 12.13130.2009 «Определение категорий
помещений, зданий и наружных установок по взрывопожарной и пожарной
опасности»).
35. Ограничение
распространения
пожара
на
объектах
защиты.
Требования к объемно-планировочным и конструктивным решениям
36. Федеральный закон от 21 июля 1997 г. N 116-ФЗ "О промышленной
безопасности опасных производственных объектов"
37. Федеральный закон Российской Федерации от 21 декабря 1994 г. №
69-ФЗ «О пожарной безопасности» (с изменениями и дополнениями).
38. Федеральный закон Российской Федерации от 22 июля 2008 г. №
123-ФЗ «Технический регламент о требованиях пожарной безопасности» с
изменениями, внесенными Федеральными законами от 10 июля 2012 г. № 117ФЗ и 23 июня 2014 г. № 160-ФЗ «О внесении изменений в Федеральный закон
«Технический регламент о требованиях пожарной безопасности».
39. Федеральный закон Российской Федерации от 27 декабря 2002 г. №
184-ФЗ «О техническом регулировании» (с изменениями и дополнениями).
40. Хорошилов О.А., Мельник А.К. Пожарная безопасность процессов
окраски: Учебное пособие. - СПб.: Санкт-Петербургский университет МВД
России, 2002. – 117 с.
41. Хорошилов О.А., Пелех М.Т., Бушнев Г.В., Иванов А.В. Пожарная
безопасность технологических процессов: Учебное пособие/ под общей
редакцией В.С. Артамонова – СПб.: Санкт-Петербургский университет ГПС
МЧС России, 2012. http://elib.igps.ru/?12&type=card&cid=ALSFR-6b06cb3c-ee534fc1-b5d9-500c2d2386b9.
494
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Авария - разрушение сооружения и/или технических устройств,
применяемых на опасном производственном объекте, с выбросом опасных
веществ;
аварийная ситуация - ситуация, характеризующаяся вероятностью
возникновения аварии с возможностью дальнейшего ее развития;
аварийная разгерметизация - неконтролируемое нарушение целостности
и/или герметичности элементов оборудования технологической системы,
приводящее к выбросу горючих сред с возможностью возникновения пожара;
анализ опасности - выявление нежелательных событий, влекущих за
собой реализацию опасности, анализ механизма возникновения таких событий
и масштаба их величины, способного оказать поражающее действие;
безопасность - состояние защищенности прав граждан, природных
объектов, окружающей среды и материальных ценностей от последствий
несчастных случаев, аварий и катастроф на промышленных объектах;
большое дыхание – вытеснение паров наружу или подсос воздуха внутрь
аппаратов при изменении уровня жидкости в них; взрыв - быстрое химическое
превращение среды, сопровождающееся выделением энергии и образованием
сжатых газов;
взрыв - быстрое химическое превращение среды, сопровождающееся
выделением энергии и образованием сжатых газов.
взрыв
паровоздушного
облака
-
процесс
сгорания
горючей
паровоздушной смеси в открытом пространстве с образованием волн давления;
взрыв паровоздушной смеси в ограниченном объеме (резервуаре или
производственном
помещении)
-
процесс
сгорания
образовавшейся
в
ограниченном объеме горючей паровоздушной смеси с повышением давления в
этом объеме;
взрыв резервуара с перегретой жидкостью при воздействии на него
очага пожара - процесс разрушения резервуара при нагреве от очага пожара
495
находящейся
в
резервуаре
жидкости
до
температуры,
превышающей
нормальную температуру кипения, с дальнейшим взрывообразным вскипанием
жидкости. Процесс сопровождается образованием волн давления, и, если
жидкость горючая, «огненным шаром»;
взрывоопасная смесь - смесь воздуха или окислителя с горючими
газами, парами легковоспламеняющихся жидкостей, горючими пылями или
волокнами, которая при определенной концентрации и возникновении
источника инициирования взрыва способна взорваться;
взрывопожароопасность объекта защиты - состояние объекта защиты,
характеризуемое возможностью возникновения взрыва и развития пожара или
возникновения пожара и последующего взрыва;
время отключения (время срабатывания) - промежуток времени от
начала
возможного
поступления
горючего
вещества
из
трубопровода
(перфорация, разрыв, изменение номинального давления и т. п.) до полного
прекращения поступления газа или жидкости в помещение;
гидромеханические процессы – процессы, связанные с обработкой
неоднородных систем, состоящих из двух и больше фаз, а также с
перемещением и хранением жидкостей, сыпучих и пылевидных материалов,
сжатием и хранением газов (отстаивание, центрифугирование, фильтрация,
перемешивание, транспортировка, компримированиеи др.);
горючая нагрузка - горючие вещества и материалы, расположенные в
помещении или на открытых площадках;
горючая среда - среда, способная воспламеняться при воздействии
источника зажигания;
границы наружной установки – условная линия, проходящая на
расстоянии 2 м от прямых линий, соединяющих максимально выступающие
части
аппаратов,
постаментов,
колонн
этажерок,
ограждающих
стен
(отбортовок, обвалований);
группа резервуаров - два и более резервуара, предназначенные для
хранения горючих, легковоспламеняющихся жидкостей, сжиженных
496
углеводородных газов, размещенные на территории, ограниченной по
периметру ограждением;
декларация пожарной безопасности - форма оценки соответствия,
содержащая информацию о мерах пожарной безопасности, направленных на
обеспечение на объекте защиты нормативного значения пожарного риска;
допустимый пожарный риск - пожарный риск, уровень которого
допустим и обоснован исходя из социально-экономических условий;
индивидуальный пожарный риск - пожарный риск, который может
привести к гибели человека в результате воздействия опасных факторов
пожара;
инициирующее событие - первое по времени возникновения (не
предусмотренное
технологическим
регламентом
предприятия)
событие,
приводящее к возникновению аварии;
источник
зажигания
-
средство
энергетического
воздействия,
инициирующее возникновение горения;
кавитация – (от лат. cavita – пустота) – процесс парообразования и
последующей
конденсации
пузырьков
воздуха
в
потоке
жидкости,
сопровождающийся гидравлическими ударами, образование в жидкости
полостей, заполненных паром самой жидкости, в которой возникает давление;
категория
пожарной
(взрывопожарной)
опасности
объекта
-
классификационная характеристика пожарной (взрывопожарной) опасности
здания (или частей здания между противопожарными стенами— пожарных
отсеков), сооружения, строения, помещения, наружной установки;
коррозия – (от лат. сorrosio – разъедание) – разрушение металла под
воздействием соприкасающейся с ним среды; логическое дерево событий графическое отражение общего характера развития возможных аварийных
ситуаций и аварий с отражением причинно-следственной взаимосвязи событий
в зависимости от специфики опасности объекта оценки риска с учетом влияния
на них имеющихся защитных мероприятий;
497
малое дыхание – вытеснение паров наружу или подсос воздуха внутрь
аппаратов, вызываемые изменениями температуры газового пространства под
влиянием изменения температуры внешней среды;
массообменные процессы – процессы, связанные с переходом вещества
из одной фазы в другую за счет диффузии (ректификация, экстракция,
абсорбция, адсорбция, сушка и др.);
механические воздействия – воздействия, которые возникают в
результате превышения расчетных нагрузок на оборудование при сохранении
его расчетной прочности механические процессы – процессы, связанные с
обработкой и перемещением твердых кусковых и зернистых материалов
(измельчение,
рассев,
дозирование,
транспортировка,
прессование,
фрезерование и др.);
наружная установка - комплекс аппаратов и технологического
оборудования, расположенных вне зданий и сооружений;
номинальный объем резервуара - условная округленная величина
объема, принятая для идентификации требований нормативных документов для
различных конструкций резервуаров при расчетах номенклатуры объемов
резервуаров, вместимости складов, компоновки резервуарных парков, а также
для выбора установок и средств пожаротушения;
обвалование - выполненное из грунта ограждение, предназначенное для
ограничения площади разлива жидкости;
нормативные документы по пожарной безопасности - национальные
стандарты, своды правил, содержащие требования пожарной безопасности, а
также иные документы, содержащие требования пожарной безопасности;
ограждающая стена - выполненное из строительных материалов
ограждение, предназначенное для ограничения площади разлива жидкости;
ограждающая стена с волноотражающим козырьком - выполненное из
строительных материалов ограждение, рассчитанное на гидродинамическое
воздействие и полное удержание волны жидкости, образующейся при
разрушении наземного вертикального резервуара;
498
ограждение - естественный барьер, образованный рельефом местности,
или искусственное сооружение, ограничивающее участок территории, в
пределах
которого
размещается
легковоспламеняющимися
и
емкостное
горючими
оборудование
жидкостями,
с
сжиженными
углеводородными газами, предназначенное для предотвращения растекания
жидкости за пределы этого участка;
объект защиты - продукция, в том числе имущество граждан или
юридических лиц, государственное или муниципальное имущество (включая
объекты, расположенные на территориях поселений, а также здания,
сооружения,
транспортные
средства,
технологические
установки,
оборудование, агрегаты, изделия и иное имущество), к которой установлены
или должны быть установлены требования пожарной безопасности для
предотвращения пожара и защиты людей при пожаре;
огненный шар - крупномасштабное диффузионное горение, реализуемое
при разрыве резервуара с горючей жидкостью или газом под давлением с
воспламенением содержимого резервуара;
окислители - вещества и материалы, обладающие способностью
вступать в реакцию с горючими веществами, вызывая их горение, а также
увеличивать его интенсивность;
опасность - потенциальная возможность возникновения процессов или
явлений, способных вызвать поражение людей, наносить материальный ущерб
и разрушительно воздействовать на окружающую атмосферу;
опасный параметр - параметр, который при достижении критических
значений
способен
создавать
опасность
для
рассматриваемого
рода
деятельности;
опасные факторы пожара - факторы пожара, воздействие которых
может привести к травме, отравлению или гибели человека и (или) к
материальному ущербу;
оценка пожарного риска - процесс, используемый для определения
частоты и степени тяжести последствий реализации опасных факторов пожара
499
для здоровья человека. Оценка пожарного риска включает анализ частот аварий
и анализ их последствий;
очаг пожара - место первоначального возникновения пожара;
подземный резервуар (заглубленный в грунт или обсыпанный грунтом
резервуар) - резервуар, в котором наивысший уровень жидкости ниже не менее
чем на 0,2 м низшей планировочной отметки прилегающей площадки (в
пределах 3 м от стенки резервуара);
пожар - неконтролируемое горение, причиняющее материальный
ущерб, вред жизни и здоровью граждан, интересам общества и государства;
пожар в помещении - процесс диффузионного горения твердых, жидких
и газообразных горючих веществ, находящихся в помещении, вызывающий
прогрев строительных конструкций и технологического оборудования с
возможной потерей ими несущей способности;
пожар-вспышка - сгорание облака предварительно перемешанной
газопаровоздушной смеси без возникновения волн давления, опасных для
людей и окружающих объектов;
пожарная
безопасность
-
состояние
защищенности
личности,
имущества, общества и государства от пожаров;
пожарная безопасность объекта защиты - состояние объекта защиты,
характеризуемое возможностью предотвращения возникновения и развития
пожара, а также воздействия на людей и имущество опасных факторов пожара;
пожарная опасность веществ и материалов - состояние веществ и
материалов, характеризуемое возможностью возникновения горения или
взрыва веществ и материалов;
пожарная опасность объекта защиты - состояние объекта защиты,
характеризуемое возможностью возникновения и развития пожара, а также
воздействия на людей и имущество опасных факторов пожара;
пожарная нагрузка - количество теплоты, которое может выделиться в
помещение при пожаре;
500
пожарный риск - мера возможности реализации пожарной опасности
объекта защиты и ее последствий для людей и материальных ценностей;
пожаровзрывоопасность веществ и материалов - способность веществ и
материалов к образованию горючей (пожароопасной или взрывоопасной)
среды,
характеризуемая
их
физико-химическими
свойствами
и
(или)
поведением в условиях пожара;
пожаровзрывоопасность веществ и материалов - способность веществ
и материалов к образованию горючей (пожароопасной или взрывоопасной)
среды,
характеризуемая
их
физико-химическими
свойствами
и
(или)
поведением в условиях пожара;
пожароопасная (взрывоопасная) зона - часть замкнутого или открытого
пространства, в пределах которого постоянно или периодически обращаются
горючие вещества и в котором они могут находиться при нормальном режиме
технологического процесса или его нарушении (аварии);
пожароопасная ситуация - ситуация, характеризующаяся вероятностью
возникновения пожара с возможностью дальнейшего его развития;
пожароопасный технологический процесс - технологический процесс,
проводимый при наличии в технологическом оборудовании материальных
сред, способных вызвать пожар при отклонении от заданных параметров
процесса или состояния оборудования;
потенциальный пожарный риск - частота реализации опасных факторов
пожара в рассматриваемой точке территории;
показатель
пожарной
опасности
-
величина,
количественно
характеризующая какое-либо свойство пожарной опасности;
предел
огнестойкости
конструкции
(заполнения
проемов
противопожарных преград) - промежуток времени от начала огневого
воздействия в условиях стандартных испытаний до наступления одного из
нормированных
для
данной
конструкции
противопожарных преград) предельных состояний;
501
(заполнения
проемов
проектная авария - авария, для предотвращения которой в проекте
промышленного объекта предусмотрены системы обеспечения безопасности,
гарантирующие обеспечение заданного уровня безопасности;
производственные
объекты
объекты
-
промышленного
и
сельскохозяйственного назначения, в том числе склады, объекты инженерной и
транспортной инфраструктуры (железнодорожного, автомобильного, речного,
морского, воздушного и трубопроводного транспорта), объекты связи;
промышленное предприятие - имущественный комплекс, используемый
для
осуществления
предпринимательской
деятельности.
В
состав
промышленного предприятия входят все виды имущества, предназначенного
для его деятельности, включая земельные участки, здания, сооружения,
оборудование, инвентарь, сырье, продукцию;
разгерметизация
как
способ
взрывозащиты
-
наиболее
распространенный способ пожаро-, взрывозащиты замкнутого оборудования и
помещений,
заключающийся
в
оснащении
их
предохранительными
мембранами и (или) другими разгерметизирующими устройствами с такой
площадью сбросного сечения, которая достаточна для предотвращения
разрушения оборудования или помещения от роста избыточного давления при
сгорании горючих смесей;
размер зоны - протяженность ограниченной каким-либо образом части
пространства;
резервуарный парк - группа (группы) резервуаров, предназначенных для
хранения ЛВЖ, ГЖ, СУГ и размещенных на территории, ограниченной по
периметру ограждением (обвалованием) при наземных резервуарах и дорогами
или противопожарными проездами - при подземных (заглубленных в грунт или
обсыпанных грунтом) резервуарах;
сжиженный углеводородный газ (СУГ) - продукты переработки
попутного
нефтяного
газа
и
газов
нефтеперерабатывающих
заводов,
являющиеся углеводородами, которые при нормальных условиях находятся в
502
газообразном состоянии, а при относительно небольшом повышении давления
(без снижения температуры) переходят в жидкое состояние;
система
мероприятий
предотвращения
и
технических
пожара
-
средств,
комплекс
организационных
исключающих
возможность
возникновения пожара на объекте защиты;
система
противодымной
защиты
мероприятий, объемно-планировочных
-
комплекс
решений,
организационных
инженерных систем и
технических средств, направленных на предотвращение или ограничение
опасности задымления зданий и сооружений при пожаре, а также воздействия
опасных факторов пожара на людей и материальные ценности;
система противопожарной защиты - комплекс организационных
мероприятий и технических средств, направленных на защиту людей и
имущества
от
воздействия
опасных
факторов
пожара
и
(или)
ограничениепоследствий воздействия опасных факторов пожара на объект
защиты (продукцию);
социальный пожарный риск - степень опасности, ведущей к гибели
группы людей в результате воздействия опасных факторов пожара;
станция
насосная
продуктовая
-
группа
насосных
агрегатов,
установленных в здании, под навесом или на открытой площадке и
предназначенных для перекачивания ЛВЖ, ГЖ, СУГ;
сценарий аварии - модель последовательности событий с определенной
зоной воздействия опасных факторов пожара на людей, здания, сооружения и
технологическое оборудование;
сценарий развития пожара - модель последовательности событий с
определенной зоной воздействия опасных факторов на людей, здания,
сооружения и технологические процессы;
тепловые процессы – процессы, связанные с передачей тепла от одной
среды к другой (нагрев, охлаждение, испарение, конденсация, плавление,
кристаллизация и др.);
503
технологический объект – часть технологической системы, содержащая
объединенную территориально и связанную технологическими потоками
группу аппаратов;
технологический
процесс
–
часть
производственного
процесса,
связанная с действиями, направленными на изменение свойств и (или)
состояния обращающихся в процессе веществ и изделий;
технологическая
система
–
совокупность
взаимосвязанных
технологическими потоками и действующих как одно целое аппаратов
(агрегатов), в которых осуществляется определенная последовательность
технологических операций;
технологическая среда - вещества и материалы, обращающиеся в
технологической аппаратуре (технологической системе);
технологическая установка – производственный комплекс зданий,
сооружений
и
оборудования,
размещенных
на
отдельной
площадке
предприятия и предназначенный для проведения технологического процесса
нефтеперерабатывающего производства;
товарно-сырьевой склад – технологическая система, предназначенная
для приема, хранения и отгрузки готовой продукции и сырья производств и
размещаемая, как правило, в зоне товарно-сырьевых складов предприятия или
на товарно-сырьевой базе. Возможно разграничение территории на товарный и
сырьевой склады;
трубопровод
промышленного
технологический
предприятия,
по
–
трубопровод
которому
в
транспортируется
пределах
сырье,
полуфабрикаты и готовые продукты, пар, вода, топливо, реагенты и другие
вещества,
обеспечивающие
эксплуатацию
оборудования,
ведение
а
технологического
также
межзаводские
процесса
и
трубопроводы,
находящиеся на балансе предприятия;
удельная пожарная нагрузка - количество теплоты, которое может
выделиться в помещение при пожаре, отнесенное к площади размещения
находящихся в помещении горючих и трудногорючих веществ и материалов;
504
устойчивость объекта защиты при пожаре - свойство объекта защиты
сохранять конструктивную целостность и (или) функциональное назначение
при воздействии опасных факторов пожара и вторичных проявлений опасных
факторов пожара;
химические
процессы
–
процессы,
связанные
с
химическими
превращениями участвующих в производстве веществ с получением новых
соединений (крекинг, пиролиз, риформинг, алкилирование, изомеризация,
полимеризация, дегидрирование и др.);
цех – производственный комплекс зданий, сооружений и оборудования,
размещенных на отдельной площадке предприятия и предназначенный для
проведения технологического процесса нефтехимического производства;
частота реализации сценария аварии - частота возникновения и
развития данного возможного сценария аварии в определенный период
времени;
эстакада
специальных
сливоналивная
железнодорожных
железнодорожная
путей,
–
оборудованное
сооружение
у
сливоналивными
устройствами, обеспечивающее выполнение операций по сливу и наливу ЛВЖ,
ГЖ, СУГ из железнодорожных цистерн;
эрозия – механический износ материала движущейся средой.
505
ИНФОРМАЦИОННАЯ СПРАВКА
Старейшее учебное заведение пожарно-технического профиля России образовано
18 октября 1906 г., когда на основании решения Городской Думы Санкт-Петербурга были
открыты Курсы пожарных техников. Наряду с подготовкой пожарных специалистов,
учебному заведению вменялось в обязанность заниматься обобщением и систематизацией
пожарно-технических знаний, оформлением их в отдельные учебные дисциплины.
Именно здесь были созданы первые отечественные учебники, по которым обучались все
пожарные специалисты страны.
Учебным заведением за вековую историю подготовлено более 30 тыс.
специалистов, которых всегда отличали не только высокие профессиональные знания, но
и беспредельная преданность профессии пожарного и верность присяге. Свидетельство
тому – целый ряд сотрудников и выпускников вуза, награжденных высшими наградами
страны, среди них: кавалеры Георгиевских крестов, четыре Героя Советского Союза и
Герой России. Далеко не случаен тот факт, что среди руководящего состава пожарной
охраны страны всегда было много выпускников учебного заведения.
Сегодня Федеральное Государственное бюджетное образовательное учреждение
высшего
образования
«Санкт-Петербургский
университет
Государственной
противопожарной службы Министерства Российской Федерации по делам гражданской
обороны, чрезвычайным ситуациям и ликвидации последствий стихийных бедствий» –
современный научно-образовательный комплекс, интегрированный в мировое научнообразовательное пространство. Университет по очной, заочной и заочной с применением
дистанционных технологий формам обучения осуществляет обучение по программам
среднего, высшего профессионального образования, а также подготовку специалистов
высшей квалификации: докторантов, адъюнктов, аспирантов, переподготовку и
повышение квалификации специалистов более 30 категорий сотрудников МЧС России. В
целом в университете – 91 направление образовательных программ.
Начальник университета – генерал-лейтенант внутренней службы Чижиков Эдуард
Николаевич.
Основным направлением деятельности университета является подготовка
специалистов в рамках специальности «Пожарная безопасность», вместе с тем
организована подготовка и по другим специальностям, востребованным в системе МЧС
России. Это специалисты в области системного анализа и управления, высшей
математики, законодательного обеспечения и правового регулирования деятельности
МЧС России, психологии риска и чрезвычайных ситуаций, бюджетного учета и аудита в
подразделениях МЧС России, пожарно-технической экспертизы и дознания.
Инновационными программами подготовки стало обучение специалистов по
специализациям «Руководство проведением спасательных операций особого риска» и
«Проведение чрезвычайных гуманитарных операций» со знанием иностранных языков, а
также подготовка специалистов для военизированных горноспасательных частей по
специальностям «Горное дело» и «Технологическая безопасность и горноспасательное
дело».
Широта научных интересов, высокий профессионализм, большой опыт научнопедагогической деятельности, владение современными методами научных исследований
позволяют коллективу университета преумножать научный и научно-педагогический
потенциал вуза, обеспечивать непрерывность и преемственность образовательного
процесса. Сегодня в университете свои знания и огромный опыт передают 1 членкорреспондент РАН, 5 заслуженных деятелей науки Российской Федерации,
13 заслуженных работников высшей школы Российской Федерации, 2 заслуженных
юриста Российской Федерации, заслуженные изобретатели Российской Федерации и
СССР. Подготовку специалистов высокой квалификации в настоящее время
в университете осуществляют 4 лауреата Премии Правительства Российской Федерации в
области науки и техники, 42 доктора наук, 228 кандидатов наук, 63 профессора, 155
доцентов, 20 академиков отраслевых академий, 11 членов-корреспондентов отраслевых
академий, 6 старших научных сотрудников, 8 почетных работников высшего
профессионального образования Российской Федерации, 1 почетный работник науки и
техники Российской Федерации, 2 почетных радиста Российской Федерации и 2 почетных
работника общего образования Российской Федерации.
В состав университета входят:
– Институт безопасности жизнедеятельности;
– Институт заочного и дистанционного обучения;
– Институт культуры;
– Институт профессиональной подготовки;
– Институт развития;
– Научно-исследовательский
институт
перспективных
исследований
и инновационных технологий в области безопасности жизнедеятельности;
– Дальневосточная пожарно-спасательная академия – филиал университета;
– три факультета: факультет инженерно-технический, факультет экономики
и права, факультет подготовки кадров высшей квалификации.
Университет имеет представительства в городах: Выборг (Ленинградская область),
Петрозаводск, Стрежевой (Томская область), Хабаровск, Сыктывкар, Бургас (Республика
Болгария), Алматы (Республика Казахстан), Бар (Республика Черногория), Баку
(Азербайджан), Ниш (Сербия), Севастополь, Пятигорск.
В университете по 31 направлению подготовки обучается более 7000 человек.
Ежегодный выпуск составляет более 1550 специалистов.
В университете действует один диссертационный совет по защите диссертаций на
соискание ученой степени доктора и кандидата наук по техническим наукам.
В целях совершенствования научной деятельности в университете создано 12
научно-исследовательских лабораторий.
Ежегодно в университете проводятся международные научно-практические
конференции, семинары и «круглые столы» по широкому спектру теоретических и
научно-прикладных проблем, в том числе по развитию системы предупреждения,
ликвидации и снижения последствий чрезвычайных ситуаций природного и техногенного
характера,
совершенствованию
организации
взаимодействия
различных
административных структур в условиях экстремальных ситуаций и др.
Среди них: Всероссийская научно-практическая конференция «Сервис
безопасности в России: опыт, проблемы и перспективы», Международная научнопрактическая конференция «Подготовка кадров в системе предупреждения и ликвидации
последствий чрезвычайных ситуаций», Форум МЧС России и общественных организаций
«Общество за безопасность», Всероссийская научно-практическая конференция «Арктика
– территория безопасности. Развитие системы обеспечения комплексной безопасности
Арктической зоны Российской Федерации».
На базе университета совместные научные конференции и совещания проводили
Правительство Ленинградской области, Федеральная служба Российской Федерации по
контролю оборота наркотических средств и психотропных веществ, Научно-технический
совет МЧС России, Северо-Западный региональный центр МЧС России, Международная
ассоциация пожарных и спасательных служб (CTIF), Законодательное собрание
Ленинградской области.
Университет ежегодно принимает участие в выставках, организованных МЧС
России и другими ведомствами. Традиционно большим интересом пользуется стенд
университета на ежегодном Международном салоне «Комплексная безопасность»,
Международном форуме «Охрана и безопасность» SFITEX.
Санкт-Петербургский университет ГПС МЧС России на протяжении нескольких
лет сотрудничает с Государственным Эрмитажем в области инновационных проектов по
пожарной безопасности объектов культурного наследия.
507
При обучении специалистов в вузе широко используется передовой отечественный
и зарубежный опыт. Университет поддерживает тесные связи с образовательными,
научно-исследовательскими учреждениями и структурными подразделениями пожарноспасательного профиля Азербайджана, Белоруссии, Болгарии, Великобритании,
Германии, Казахстана, Канады, Китая, Кореи, Сербии, Черногории, Словакии, США,
Украины, Финляндии, Франции, Эстонии и других государств.
Вуз является членом Международной ассоциации пожарных и спасательных служб
(CTIF), объединяющей более 50 стран мира.
В рамках международной деятельности университет активно сотрудничает
с международными организациями в области обеспечения безопасности.
В сотрудничестве с Международной организацией гражданской обороны (МОГО)
Санкт-Петербургским университетом ГПС МЧС России были организованы и проведены
семинары для иностранных специалистов (из Молдовы, Нигерии, Армении, Судана,
Иордании, Бахрейна, Азербайджана, Монголии и других стран) по экспертизе пожаров и
по обеспечению безопасности на нефтяных объектах, по проектированию систем
пожаротушения. Кроме того, сотрудники университета принимали участие в
конференциях и семинарах, проводимых МОГО на территории других стран. В настоящее
время разработаны пять программ по техносферной безопасности на английском языке
для представителей Международной организации гражданской обороны.
Одним из ключевых направлений работы университета является участие в научном
проекте Совета государств Балтийского моря (СГБМ). Университет принимал участие в
проекте 14.3, а именно в направлении С – «Макрорегиональные сценарии рисков, анализ
опасностей и пробелов в законодательстве» в качестве полноценного партнера. В
настоящее время идет работа по созданию нового совместного проекта в рамках СГБМ.
Большая работа ведется по привлечению к обучению иностранных граждан.
Открыты представительства в пяти иностранных государствах (Болгария, Черногория,
Казахстан, Азербайджан, Сербия).
В настоящее время в университете обучаются более 200 граждан из 8 иностранных
государств.
Заключены соглашения о сотрудничестве более чем с 20 иностранными учебными
заведениями, в том числе Высшей технической школой профессионального обучения г.
Нови Сад и университетом г. Ниш (Сербия), Академией пожарной охраны г. Гамбурга
(ФРГ), Колледжем пожарно-спасательной службы г. Куопио (Финляндия), Кокшетауским
техническим институтом МЧС Республики Казахстан и многими другими. Организовано
обучение представителей университета в Гарвардском университете по программам
подготовки руководителей в области безопасности.
В университете на основании межправительственных соглашений проводится
обучение сотрудников МЧС Кыргызской Республики и Республики Казахстан.
За годы существования университет подготовил более 1000 специалистов
для пожарной охраны Афганистана, Болгарии, Венгрии, Вьетнама, Гвинеи-Бисау, Кореи,
Кубы, Монголии, Йемена и других зарубежных стран.
Организовано обучение по программе дополнительного профессионального
образования «Переводчик в сфере профессиональной коммуникации» студентов,
курсантов, адъюнктов и сотрудников.
Издается
ежемесячный
информационно-аналитический
сборник
Центра
международной деятельности и информационной политики, аналитические обзоры по
пожарно-спасательной тематике. Переведен на английский язык и постоянно обновляется
сайт университета.
Компьютерный парк университета составляет более 1400 единиц, объединенных в
локальную сеть. Компьютерные классы позволяют курсантам работать в международной
компьютерной сети Интернет. С помощью сети Интернет обеспечивается выход на
российские и международные информационные сайты, что позволяет значительно
расширить возможности учебного, учебно-методического и научно-методического
508
процесса. Необходимая нормативно-правовая информация находится в базе данных
компьютерных классов, обеспеченных полной версией программ «КонсультантПлюс»,
«Гарант», «Законодательство России», «Пожарная безопасность». Для информационного
обеспечения образовательной деятельности в университете функционирует единая
локальная сеть.
Нарастающая сложность и комплексность современных задач заметно повышают
требования к организации образовательного процесса. Сегодня университет реализует
программы обучения с применением технологий дистанционного обучения.
Библиотека университета соответствует всем современным требованиям. Фонд
библиотеки университета составляет более 359 тыс. экземпляров литературы по всем
отраслям знаний. Фонды библиотеки имеют информационное обеспечение и объединены
в единую локальную сеть. Все процессы автоматизированы. Установлена библиотечная
программа «Ирбис». В библиотеке осуществляется электронная книговыдача. Это дает
возможность в кратчайшие сроки довести книгу до пользователя.
Читальные залы (общий и профессорский) библиотеки оснащены компьютерами с
выходом в Интернет, Интранет, НЦУКС и локальную сеть университета. Создана
и функционирует Электронная библиотека, она интегрирована с электронным каталогом.
В Электронную библиотеку оцифровано 2/3 учебного и научного фонда.
К электронной библиотеке подключены: учебные центры, а также Дальневосточный
филиал и библиотека учебно-спасательного центра «Вытегра». Имеется доступ
к крупнейшим библиотекам нашей страны и мира (Президентская библиотека
им. Б.Н. Ельцина, Российская национальная библиотека, Российская государственная
библиотека, Библиотека академии наук, Библиотека Конгресса). Заключен договоры с
ЭБС IPRbooks и ЭБС «Лань» на пользование и просмотр учебной и научной литературы в
электронном виде.
В фонде библиотеки насчитывается более 150 экземпляров редких и ценных
изданий. Библиотека располагает богатым фондом периодических изданий, их число
составляет 8 121 экземпляр. На 2017 г., в соответствии с требованиями ГОС, выписано 80
наименований журналов и газет. Все поступающие периодические издания
расписываются библиографом для электронных каталога и картотеки. Издания
периодической печати активно используются читателями в учебной и научноисследовательской деятельности. Также выписываются 3 иностранных журнала.
На базе библиотеки создана профессорская библиотека и профессорский клуб вуза.
Полиграфический центр университета оснащен современным типографским
оборудованием для полноцветной печати, позволяющим обеспечивать не только заказы на
печатную продукцию университета, но и план издательской деятельности Министерства.
Университет издает 7 научных журналов, публикуются материалы ряда Международных
и Всероссийских научных конференций, сборники научных трудов профессорскопреподавательского состава университета. Издания университета соответствуют
требованиям законодательства Российской Федерации и включены в электронную базу
Научной электронной библиотеки для определения Российского индекса научного
цитирования, а также имеют международный индекс. Научно-аналитический журнал
«Проблемы управления рисками в техносфере» и электронный «Научно-аналитический
журнал «Вестник Санкт-Петербургского университета ГПС МЧС России» включены в
утвержденный решением Высшей аттестационной комиссии «Перечень рецензируемых
научных журналов, в которых должны быть опубликованы основные научные результаты
диссертаций на соискание ученой степени кандидата наук, на соискание ученой степени
доктора наук».
Все слушатели и курсанты университета проходят обучение по программам
первоначальной подготовки спасателей и пожарных. Обучение проходит на базе Учебноспасательного центра «Вытегра» – филиала Северо-Западного регионального ПСО МЧС
России; Центра подготовки спасателей Байкальского поисково-спасательного отряда МЧС
России, расположенного в населенном пункте Никола вблизи озера Байкал; 40-го
509
Российского центра подготовки спасателей; 179-го Спасательного центра в г. Ногинске;
Центра подготовки спасателей «Красная Поляна» Южного регионального ПСО МЧС
России.
На базе Санкт-Петербургского университета Государственной противопожарной
службы МЧС России 1 июля 2013 г. был создан Центр по обучению кадетов.
Основные цели деятельности центра – интеллектуальное, культурное, физическое и
духовно-нравственное развитие кадет, их адаптация к жизни в обществе, создание основы
для подготовки несовершеннолетних граждан к служению Отечеству на поприще
государственной гражданской, военной, правоохранительной и муниципальной службы.
Центр осуществляет подготовку кадет по общеобразовательным программам
среднего общего образования с учётом дополнительных образовательных программ.
В университете большое внимание уделяется спорту. Команды, состоящие
из преподавателей, курсантов и слушателей, – постоянные участники различных
спортивных турниров, проводимых как в России, так и за рубежом. Слушатели
и курсанты университета являются членами сборных команд МЧС России по различным
видам спорта.
Деятельность команды университета по пожарно-прикладному спорту (ППС):
участие в чемпионатах России среди вузов (зимний и летний), в зональных соревнованиях
и чемпионате России, а также проведение бесед и консультаций, оказание практической
помощи юным пожарным кадетам и спасателям при проведении тренировок по ППС.
В университете создан спортивный клуб «Невские львы», в состав которого входят
команды по пожарно-прикладному и аварийно-спасательному спорту, хоккею,
американскому футболу, волейболу, баскетболу, силовым единоборствам и др. В составе
сборных команд университета – чемпионы и призеры мировых первенств
и международных турниров.
Курсанты и слушатели имеют прекрасные возможности для повышения своего
культурного уровня, развития творческих способностей в созданном в университете
института культуры. Учащиеся университета принимают активное участие в играх КВН
среди команд структурных подразделений МЧС России, ежегодных профессиональнотворческих конкурсах «Мисс МЧС России», «Лучший клуб», «Лучший музей», конкурсе
музыкального творчества пожарных и спасателей «Мелодии Чутких Сердец».
В Санкт-Петербургском университете Государственной противопожарной службы
МЧС России созданы все условия для подготовки высококвалифицированных
специалистов как для Государственной противопожарной службы, так и в целом для МЧС
России.
510
Под общей редакцией
Чижикова Эдуарда Николаевича
Пелех Михаил Теодозиевич,
кандидат технических наук, доцент;
Симонова Марина Александровна,
кандидат технических наук, доцент
АКТУАЛЬНЫЕ ВОПРОСЫ ПОЖАРНОЙ БЕЗОПАСНОСТИ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ПРОИЗВОДСТВ
УЧЕБНОЕ ПОСОБИЕ
Служебное издание
Печатается в авторской редакции
Формат 60×84 1/16
Подписано в печать 29.04.2019
Зак. № 19
Печать цифровая
Объем 31,8 п.л.
Тираж 100 экз.
Отпечатано в Санкт-Петербургском университете ГПС МЧС России
196105, Санкт-Петербург, Московский проспект, д. 149
511