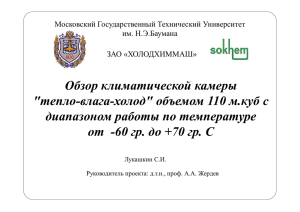
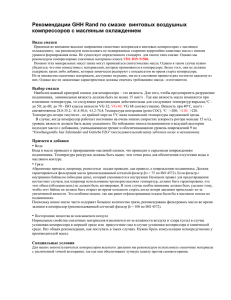
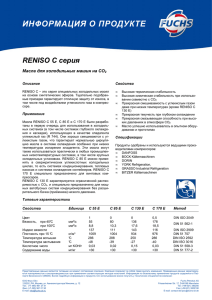
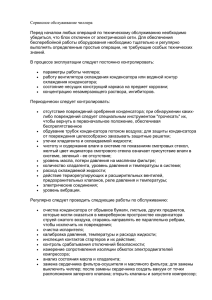
ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ МОЛДОВЫ Digitally signed by Biblioteca UTM Reason: I attest to the accuracy and integrity of this document Факультет инженерии и менеджмента в механике Кафедра промышленного технологического оборудования МОНТАЖ, ЭКСПЛУАТАЦИЯ И РЕМОНТ ХОЛОДИЛЬНОГО ОБОРУДОВАНИЯ Цикл лекций КИШИНЭУ ТУМ 2008 Настоящий цикл лекций предназначен для студентов специальностей «холодильные машины и установки», «системы кондиционирования воздуха», а также может быть полезен для студентов других механических специальностей. Разработчик: конф. унив., доктор Владимир Дмитриев Ответственный редактор: конф. унив., доктор Мирча Берник Рецензент: конф. унив., доктор Редактор: Леонид Иванов Татьяна Младина Bun de tipar 12.06.08 . Formatul hârtiei 60x84 1/16. Hîrtie ofset. Tipar RISO Tirajul 100 ex. Coli de tipar 7,0 Comanda nr.62 UTM, 2004, Chişinău, bd. Ştefan cel Mare, 168. Secţia Redactare şi Editare a UTM 2068, Chişinău, str. Studenţilor, 9/9 © ТУM, 2008 C 1. Монтаж холодильного оборудования 1.1 . Общие положения Монтаж холодильного оборудования – это комплекс работ по его установке,наладке и пуску в эксплуатацию. Монтаж холодильного оборудования включает монтаж компрессоров, аппаратов, вспомогательных механизмов и систем трубопроводов для холодильного агента, хладоносителя, масла, воды и др. Объем монтажных работ зависит от степени агрегатирования оборудования. В соответствии с классификацией холодильных машин, оборудование производительностью до 200 Вт, а также более производительное специальное оборудование (торговые агрегаты, автономные транспортные кондиционеры и т.д.) поставляются в виде агрегата и монтаж сводится к закреплению этой холодильной установки на предназначенном месте и подключению к электросети. Оборудование средней производительности (до 116 кВт), используемое в пищевой промышленности, на предприятиях торговли, в сельском хозяйстве и т.д., поставляется в виде компрессорно-конденсаторных и аппаратных агрегатов, монтаж которых заключается в размещении агрегатов согласно проекту, в специально предназначенных помещениях, после чего монтируются трубопроводы агента, хладоносителя и др. Оборудование производительностью свыше 116 кВт поставляется неагрегатированным или частично агрегатированным. Крупногабаритные машины и аппараты (например, некоторые горизонтальные компрессоры, испарительные конденсаторы, градирни и т.д.) поставляются по узлам. Их монтаж наиболее трудоемок 3 . 1.2. Организация монтажных работ Монтаж холодильного оборудования выполняется в тесном взаимодействии со строительными, санитарно - и электротехническими работами. Строительные подразделения создают фундаменты под оборудование, опорные конструкции, площадки для размещения оборудования, каналы для прокладки трубопроводов в грунте, эстакады для прокладки трубопроводов по территории, железобетонные резервуары, конструкции градирен. Подразделения, ведущие санитарнотехнические работы, прокладывают подземные подводящие трубопроводы для воды и слива отработанных вод в канализацию. Подразделения, ведущие электротехнические работы, обеспечивают монтаж всего комплекса, связанного с электроснабжением и электроосвещением. Устройства по автоматизации выполняются соответствующими специализированными организациями. Монтаж оборудования должен осуществляться на основе разработанного монтажной организацией проекта выполнения работ или схемы производства работ после подготовки необходимого оборудования и материалов. К началу производства монтажных работ должна быть проведена в соответствии со СНиП организационнотехническая подготовка, включающая: -получение монтажной организацией проектно-сметной и технической документации от генподрядчика или заказчика; -разработку, согласование и утверждение в установленном порядке проекта производства монтажных работ (ППМР); -организацию складов, открытых площадок для хранения и укрупнительной сборки технологического оборудования, узлов трубопроводов и металлоконструкций; -сооружение постоянных или временных подъездных путей; 4 -возведение необходимых для производства монтажных работ временных сооружений, производственных и бытовых помещений; -прокладку внешних сетей для подводки к строящемуся объекту электроэнергии, воды, пара и сжатого воздуха, необходимых для производства монтажных работ; -устройство внутреннего и наружного электроосвещения; -проверку строительной готовности объекта; -комплектную поставку оборудования, узлов трубопроводов, материалов в объеме, предусмотренном планом производства работ; -оснащение монтажной организации монтажными механизмами, транспортными средствами, приспособлениями и инструментами в объеме, предусмотренном проектом производства работ; -монтаж эксплуатационного и монтажного подъемнотранспортного оборудования, предназначенного для производства монтажных работ; -выполнение мероприятий по технике безопасности и охране труда. К монтажно-технологической документации относятся: проект производства монтажных работ (ППМР) и технологические карты на изготовление нестандартизированного оборудования. ППМР является частью проекта организации строительства, который содержит общие решения по всему объекту строительства. Его основное назначение – определить очередность совмещенного выполнения монтажных и строительных работ, технологию производства монтажных работ, объемы работ по видам, потребность в монтажном оборудовании, приспособлениях и инструментах. ППМР в общем случае включает: пояснительную записку, содержащую изложение методов монтажа, порядок испытания оборудования и технологических трубопроводов, требования по контролю качества монтажных работ; строительный генплан с нанесенными на нем дорогами 5 для движения транспортных средств в зоне монтажа, временными производственными, складскими и бытовыми помещениями, площадками для сборки оборудования и трубопроводов. Схемы монтажа содержат решения по перемещению оборудования, металлоконструкций и трубопроводов в монтажной зоне, а также по их установке, выверке и закреплению. Передачу оборудования и узлов трубопроводов в монтаж выполняют в соответствии с графиком производства работ, принятым в ППРМ. При передаче оборудования в монтаж проверяют его комплектность, соответствие проекту, техническое состояние по внешнему виду, наличие и полноту технической документации и специального инструмента, поставляемых заводом-изготовителем, и составляют акт. Оборудование, имеющее видимые дефекты, просроченный гарантийный срок хранения, подлежит проверке(ревизии), при которой проверяют работоспособность узлов и деталей. Узлы трубопроводов и охлаждающих батарей при передаче в монтаж проверяют на соответствие чертежам, осматривают, обращая внимание на чистоту, состояние уплотнительных поверхностей фланцев, резьбовых соединений, наличие прокладок в разъемных соединениях. В зданиях и сооружениях (градирня, открытая площадка), сдаваемых под монтаж оборудования и трубопроводов, должны быть выполнены строительные работы, которые предусмотрены ППРМ. Например, в машинном отделении должны быть возведены стены, кровля, выполнены фундаменты под оборудование, черный пол, каналы для трубопроводов, установлены закладные детали в устройствах для крепления трубопроводов. В камерах холодильника должна быть закончена отделка внутренней поверхности теплоизоляционных ограждений, установлены закладные детали (анкерные болты, пластины) для крепления охлаждающих приборов и трубопроводов. 6 При приемке помещений проверяют наличие и правильность нанесения главных осей и высотных отметок (реперов) на строительных конструкциях, выполнения отверстий для прохода трубопроводов в стенах и перекрытиях, установки закладных деталей и прочность заделки закладных деталей. При приемке фундаментов проверяют: соответствие их чертежам (геометрические размеры фундамента, колодцев, отверстий и закладных деталей); взаимное расположение фундаментных болтов и закладных деталей, колодцев и просверленных отверстий под анкерные болты; наличие закладных пластин с отметками главных осей оборудования и реперов; состояние поверхности (недопустимы трещины, сколы); прочность бетона методами разрушающего или неразрушающего контроля. К приемке под монтаж предъявляются одновременно помещения, сооружения, фундаменты и опорные конструкции, необходимые для установки оборудования и технологических трубопроводов, образующих функциональный блок. Приемку фундаментов, зданий и сооружений констатируют актами с указанием результатов проверки и замечаний. Акты приемки, подписанные представителями строительной, монтажной организаций и заказчика, свидетельствуют о готовности объектов к произдводству монтажных работ. 1.2 . Техника безопасности при выполнении монтажных работ. Организация монтажной площадки, участков работ и рабочих мест должна обеспечить безопасность труда работающих на всех этапах выполнения работ. При организации монтажной площадки, размещении участков работ, рабочих мест, проездов для грузоподъемных машин и транспортных средств, проходов для людей устанавливают опасные для людей зоны, в пределах которых 7 постоянно действуют или потенциально могут действовать опасные производственные факторы. Опасные зоны должны быть обозначены знаками безопасности и надрисями установленной формы. К зонам постоянно действующих опасных производственных факторов относятся зоны вблизи от неизолированных токоведущих частей электроустановок; вблизи от неогражденных перепадов по высоте на 1,3 м и более; в местах перемещения машин и оборудования, или их частей и рабочих органов; в местах с содержанием вредных веществ в концентрациях, выше предельно допустимых, или воздействиея шума, уровень которого превышает допустимые по ГОСТ нормы; в местах, над которыми осуществляют перемещение грузов грузоподъемными кранами. К зонам потенциально действующих опасных производственных факторов относят участки территории вблизи строящегося здания, этажи зданий и сооружений, над которыми осуществляют монтаж конструкций или оборудования. Зоны постоянно действующих опасных производственных факторов во избежание доступа посторонних лиц ограждают защитными ограждениями. Производство строительномонтажных работ в этих зонах, как правило, не допускается. Особое внимание должно быть уделено проведению сварочных работ. Рабочие места сварщиков в помещении при сварке открытой дугой для защиты глаз и лица от лучистой энергии, брызг и искр должны быть отделены от смежных рабочих мест и проходов несгораемыми экранами (ширмами, щитами) высотой не менее 1,8 м. При сварке на открытом воздухе такие ограждения следует ставить при одновременной работе нескольких сварщиков вблизи и на участках интенсивного движения людей. Газовые баллоны должны быть предохранены от ударов и действия прямых солнечных лучей, а также удалены от отопительных приборов на расстояние не менее 1 м. 8 Газопроводящие рукава на ниппелях горелок, резаков и редукторов, а также места наращивания рукавов, необходимо закреплять стяжными хомутами. При прокладке или перемещении сварочных проводов необходимо принимать меры против повреждения их изоляции и соприкосновения с водой, маслом, стальными канатами и горячими трубопроводами. Сварочные работы на аппаратах и трубопроводах, заполненных взрывоопасными средами, выполнять категорически запрещается. К демонтажу аппаратов и трубопроводов разрешается приступать только после удаления из них остатков взрывоопасных сред. При испытании технологических трубопроводов на прочность и герметичность запрещается стоять вблизи и против заглушек, ходить по трубопроводам и устранять дефекты трубопроводов и арматуры, находящихся под давлением. Места выброса воздуха из продуваемого и испытуемого трубопровода должны быть надежно ограждены. Доступ лиц в охраняемую зону в период испытания трубопроводов запрещается. Обстукивание сварных швов непосредственно во время испытания трубопроводов и оборудования не допускается. Для электрического освещения строительных площадок и мест производства монтажных работ внутри зданий применяют типовые стационарные инвентарные осветительные установки. Освещение должно быть равномерным на всех уровнях рабочей поверхности. Электрическое освещение строительных площадок и мест производства работ должно питаться от сети переменного тока частотой 50 Гц и постоянного тока для осветительных приборов общего освещения напряжением не более 220В, для ручных переносных светильников- 12 В. Монтажные и ремонтные работы на электрических сетях и электроустановках проводят после полного снятия с них 9 напряжения и при осуществлении мероприятий обеспечению безопасного выполнения работ. 1.3 . Современные методы монтажа конструкций и коммуникаций по оборудования, Методы монтажа технологического оборудования, конструкций и трубопроводов, в зависимости от последовательности производства строительно-монтажных работ, делятся на поточно-совмещенный и последовательный и в зависимости от организации производства – на комплектноблочный, крупноблочный, поточно-узловой и бесподкладочный. Поточно-совмещенный метод является наиболее прогрессивным и экономичным, требующим тщательной инженерно-экономической подготовки. Он способствует сокращению нормативных сроков продолжительности строительства объектов. Строительно-монтажные работы выполняются строго по разработанному графику, согласованному со всеми строительно-монтажными организациями, участвующими в строительстве, а также с заказчиком, который обеспечивает поставку оборудования и материалов в согласованные сроки. Работы выполняются в такой последовательности: устройство фундаментов, железобетонных и металлических площадок для монтажа оборудования, подъем и установка в проектное положение тяжеловесного оборудования и узлов внутрицеховых трубопроводов до монтажа плит междуэтажных перекрытий, устройство домонтажной изоляции аппаратов и сосудов, канализационных систем в полах до устройства гидроизоляции перекрытий и т.п. Недостатком этого метода являются дополнительные затраты на защиту смонтированного оборудования от повреждений в процессе общестроительных и отделочных работ. 10 Последовательный метод применяют при монтаже оборудования, которое по техническим условиям может быть установлено только в построенных зданиях и помещениях, а также при незначительном объеме монтажных работ. Комплектно-блочный метод заключается в максимальном переносе работ с монтажной площадки в условия промышленного производства либо на производственные базы монтажных организаций. В результате этого обеспечивается поставка на стройки агрегатированного оборудования в виде комплектов блочных устройств, включающих опорные и обслуживающие конструкции, обвязочные технологические трубопроводы, элементы электротехнических и автоматизированных систем в пределах группы машин. Крупноблочный метод обеспечивает минимальные сроки монтажа за счет поставки оборудования заводамиизготовителями в виде крупных транспортабельных комплектных блоков либо укрупнительной сборки на монтажной площадке до предоставления фронта работ для установки оборудования и коммуникаций. Поточно-узловой метод используется при монтаже оборудования, поступающего с низкой степенью заводской готовности (подвесные бесконвейерные и конвейерные пути, нории и т.п.) Основным принципом метода является непрерывное и равномерное во времени производство работ, которое обеспечивается следующими организационнотехническими мероприятиями: разделением технологического процесса монтажа на составляющие процессы и операции, созданием производственного ритма, разделением труда между исполнителями, совмещением процессов укрупнительной сборки и монтажа во времени и пространстве. Бесподкладочный метод заключается в монтаже оборудования без применения подкладок путем использования отжимных регулирующих устройств, вмонтированных в основание машин, инвентарных регулируемых подкладок и 11 специального приспособления, установочных гаек специальной конструкции. Успешно применяемый комплекс прогрессивных и экономичных методов монтажа оборудования и коммуникаций составил понятие «скоростной монтаж». Использование скоростного монтажа комплектно поставляемых технологических линий и установок позволило сократить нормативную продолжительность монтажа оборудования на 20-25 %. 1.4 .Монтаж холодильного оборудования 1.5.1.Фундаменты машин и аппаратов Все машины, аппараты, механизмы и трубопроводы крепят к опорным конструкциям, которыми могут служить строительные конструкции (полы, перекрытия, стены, колонны, консольные балки), кронштейны, скобы, подвески, прикрепленные к потолку, виброизолирующие опоры и фундаменты. Непосредственно на строительных конструкциях размещают оборудование небольшой массы при малых удельных нагрузках на грунт и хорошо уравновешенных динамических нагрузках. Так, на стенах и колонах располагают маслоотделители, теплообменники, к стенам и перекрытиям крепят охлаждающие батареи и воздухоохладители, на полу и перекрытиях устанавливают вентиляторы, насосы, емкостное и теплообменное оборудование, а также компрессорнокондесаторные агрегаты небольшой мощности. При установке машин и механизмов с неуравновешенными динамическими нагрузками используют виброизолирующие опоры (рис.1.1), гасящие вибрацию. Гашение вибрации осуществляется путем использования резиновых и пружинных элементов, размещенных между металлическими или железобетонными плитами. Для передачи 12 нагрузки от оборудования большой массы или при повышенной динамической нагрузке на грунт сооружают фундаменты. Рис. 1.1. Примеры конструкций устройств для предотвращения передачи вибрации: а - виброизолирующие опоры; б - эластичные элементы при креплении оборудования; в - виброизолирующие элементы при установке насоса; 1 рама оборудования; 2 - упругие эластичные элементы; 3 - фундаментные болты; 4 - пружина; 5 - упругая вставка на трубопроводе; 6 - эластичная гильза при проходе трубопровода через стену. Для крепления рамы оборудования к фундаменту используют фундаментные болты, заделываемые в массив фундамента или закрепляемые в закладных деталях - анкерных плитах в предназначенных для этих целей колодцах. Фундаментные болты могут заделываться в фундамент или 13 быть съемными. Фундаментные болты по конструкции могут быть: с отгибом заделываемого конца, с конусной головкой, с анкерной плитой, прямые, закрепляемые в гнездах разжатием распорного конуса, раздвижных цанг или с помощью эпоксидных клеев (рис. 1.2). Как правило, фундаментные болты входят в комплект поставки большинства машин. Рис. 1.2. Фундаментные болты: а - глухой с отгибом в массиве фундамента; б - глухой с отгибом в колодце; в - с анкерной плитой и изолирующей трубкой; г - прямой с конусной головкой в просверленной скважине; д - прямой составной с анкерной плитой в массиве фундамента; е - с анкерной плитой и изолирующей трубкой; ж - с анкерной плитой и с Т-образной прямоугольной поворачиваемой головкой; з - прямой на эпоксидном клее; 1 фундаментный болт; 2 - рама; 3 - изолирующая трубка; 4 - анкерная плита; 5 - соединительная муфта. 14 1.5.2. Разметка опорных конструкций, установка и выверка оборудования Перед монтажом оборудования выполняют разметку осей и положения оборудования на строительных конструкциях в соответствии с проектом. Затем оборудование устанавливают на опорных конструкциях. Установкой оборудования называют процесс его перемещения грузоподъемными средствами или такелажной оснасткой от места хранения оборудования на монтажной площадке до места расположения на опорных конструкциях, предусмотренного проектом. Оборудование устанавливают на деревянные брусья, на металлические подкладки, на установочные домкраты или винты или непосредственно на опорные конструкции. После установки оборудование выверяют. Выверкой называют определение положения оборудования относительно осей, опорных конструкций и смежного оборудования по выполненной разметке и приведение его в соответствие с допусками на отклонения, не превышающими требований инструкций по монтажу. Иногда выверку оборудования совмещают с его установкой. При разметке и выверке оборудования используют разнообразный инструмент и приспособления (рис. 1.3). 15 Рис. 1.3. Инструмент, применяемый при монтажных работах: а - слесарный (брусковый) уровень с микрометрическим винтом регулировки наклона ампулы; б - рамный уровень; в - гидростатический уровень; г - весок отвеса; д - щуп; е - индикатор циферблатного типа; ж нутромер (штихмасс). При проверке вертикальности используют отвесы, горизонтальности- слесарные уровни с ценой деления 0,1 или 0,2 мм на 1м. При проверке уклонов применяют уровни с регулируемым положением ампулы. Для проверки горизонтальности и вертикальности служат рамные уровни. Для измерения линейных размеров применяют металлические линейки с ценой деления 1,0 и 0,5 мм и длиной до 1000 мм, а для измерения больших расстояний пользуются рулетками. Для измерения зазоров используют щупы длиной 50,100 и 200 мм с 16 набором пластин толщиной от 0,003 до 2 мм и погрешностью не более 0,01 мм. Для измерения наружных и внутренних линейных размеров с погрешностью не более 0,05 мм применяют штангенциркули и штангенглубиномеры. При измерении биения вращающихся деталей, деформации деталей при затяжке болтов, при центровке валов и муфт применяют индикаторы со шкалой циферблатного типа с ценой деления 0,01 и 0,002 мм. При проверке разности высот удаленных точек, переносе высотных отметок в смежных помещениях, разметке уклонов прокладываемых трубопроводов используют гидростатические уровни с погрешностью измерения до 1 мм, а с применением гидростатической измерительной головки- не более 0,02 мм. Перед установкой оборудования верхнюю очищенную поверхность фундамента насекают зубилом, стенки колодцев тщательно очищают и промывают водой, намечают места укладки металлических подкладок или установки домкратов и тщательно их выравнивают. Затем на фундамент укладывают балки или катки таким образом, чтобы концы фундаментных болтов не мешали перемещению рамы оборудования и совмещению осей отверстий в раме с осями колодцев, после чего оборудование грузоподъемным краном опускают на балки или катки. В процессе выверки замеряют отклонения положения оборудования от проектной высотной отметки, от горизонтальности или вертикальности, а также отклонения от соосности, параллельности или перпендикулярности его осей с приводом. Оборудование выверяют на соответствие высотной отметке и горизонтальность на плоских или клиновых подкладках (рис. 1.4,а) или бесподкладочным методом. Количество подкладок в пакете должно быть не более пяти, а их уклон- 1: 10 или 1: 20. Подкладки располагают как можно ближе к фундаментным болтам, не перекрывая колодцев. После выверки на горизонтальность ( отклонение не 17 более 0,3 мм на 1 м ) подкладки в пакетах прихватывают друг к другу электросваркой. Бесподкладочный метод предусматривает применение винтовых, клиновых или гидравлических домкратов, установочных (регулировочных) отжимных винтов, установочных (регулировочных) гаек, а при монтаже оборудования с механически обработанными установочными поверхностями – путем установки его на жесткие опоры. Рис. 1.4. Установка и выверка оборудования на подкладках и бесподкладочным методом: а - на клиновых подкладках; б - с помощью инвентарных винтовых домкратов; в - на установочных винтах; г - на установочных гайках; д - на жестких опорах; 1 - рама оборудования; 2 - фундаментный болт; 3 - клиновые подкладки; 4 - установочный домкрат; 5 - установочный винт; 6 - подкладная установочная пластина; 7 - установочная гайка; 8 - тарельчатая шайба; 9 металлическая пластина с жесткой опорой; 10 - стопорная гайка. 18 Домкраты (рис. 1.4,б) для выверки устанавливают в четырех местах рамы. После выверки между рамой и опорной поверхностью домкратов или подкладок не должен проходить щуп толщиной 0,05 мм. Применение установочных винтов (рис. 1.4,в) позволяет совместить процессы установки и выверки оборудования. Перед опусканием оборудования на фундамент винты ввинчивают в раму так, чтобы они выступали за ее опорную поверхность на одинаковую величину (10 – 30 мм). Опустив оборудование краном на фундамент, поочередно регулируют его положение винтами, добиваясь горизонтальности с отклонением не более 0,3 мм на 1 м, если нет более жестких требований в технической документации. После выверки оборудования положение установочных винтов фиксируют стопорными гайками и приступают к подливке фундамента. После подливки и схватывания бетона установочные винты вывинчивают на 1 – 2 оборота перед затяжкой фундаментных болтов. Подобным же образом выверяют оборудование установочными гайками (рис. 1.4,г) с тарельчатыми шайбами или без них в том случае, если фундаментные болты заделаны в массив фундамента. При установке оборудования на жестких опорах ( рис. 1.4,д ) выверку на горизонтальность не проводят, так как установочные пластины опор выверяют при заделке в фундамент. Выверку соосности (центровку) машин проводят различными способами в зависимости от конструкции муфты, а также от быстроходности и мощности машины. За базу при центровке берут машину, и после выверки ее рамы, проверки торцевого и радиального биения вала и полумуфты (рис.1.5,а) стоечными индикаторами прицентровывают электродвигатель. Обычно электродвигатель крепят на раме на салазках, что позволяет перемещать его в горизонтальной плоскости в двух 19 направлениях. В вертикальном положении при выверке соосности электродвигатель перемещают установочными винтами. Допуск на радиальное биение составляет для валов 0,01 – 0,02 мм, втулочных и пальцевых полумуфт – 0,03 – 0,04 мм на 100 мм радиуса. Различают такие виды несоосности, как параллельное смещение осей S и перекос, или излом осей А. Параллельное смещение при одинаковом диаметре полумуфт можно замерить щупом и жесткой линейкой (см. рис. 1.5,а). О перекосе осей судят по изменению торцевого (осевого) зазора, а между полумуфтами -при повороте вала по отношению к диаметру D, где эти замеры проводят (рис. 1.5,б). Рис.1.5. Схемы центровки валов: а - измерение биения вала и полумуфты, параллельного смещения и перекоса осей валов при одинаковых диаметрах полумуфт; б - измерение торцевых и радиальных зазоров приспособлением в виде прикрепляемых к полумуфтам скоб в случае неодинакового размера полумуфт; в - форма таблицы для записи результатов измерения зазоров; 1 - линейка; 2 - индикатор; 3 - стойка индикатора; 4 - щуп; 5 - скобы приспособления; 6 - установочные винты. 20 Если полумуфты имеют сложную конфигурацию или диаметры валов или полумуфт различаются по величине, радиальные и торцевые зазоры замеряют щупом или индикаторами между установочными местами приспособлений. При правильно выполненных ихмерениях радиальные зазоры в вертикальной и горизонтальной плоскостях равны: S1 = S2 , S3 = S4 . Перекос осей рассчитывают по средним значениям зазоров между торцами полумуфт или соответствующим им зазорам на приспособлениях. Измерения ведут в четырех точках в четырех положениях вала, поворачивая оба вала на 90 одновременно в направлении вращения и записывая данные в таблицы (рис. 1.5,в). Зазоры замеряют при затянутых фундаментных болтах. После окончания монтажа и подливки фундамента проводят окончательную центровку и результаты замеров записывают в формуляр машины или в акт сдачи под пусконаладочные работы. Проверку перпендикулярности или параллельности осей валов машин и привода выполняют с помощью струн, линеек, рейсмусов, угольников, индикаторов (рис. 1.6,а, б). 21 Рис. 1.6. Выверка параллельности и перпендикулярности осей, валов и аппаратов: а - проверка параллельности валов шкивов линейкой и с помощью струны и угольника; б - проверка параллельности осей измерением расстояний между ними; в - проверка перпендикулярности осей приспособлением, поворачиваемым на 1800 ; г - проверка перпендикулярности осей по закону Пифагора; д - проверка вертикальности аппарата измерением расстояний от струн отвесов до образующих; 1 - линейные меры (линейки, штихмассы); 2 - шкивы; 3 - струны; 4 - угольники; 5 - валы; 6 - поворотное приспособление; 7 - груз отвеса; 8 - струна отвеса; 9 - вертикальный аппарат. 22 Параллельность осей проверяют измерением расстояний между осями. Расстояния между осями должны быть одинаковыми. Перпендикулярность осей можно проверить по закону Пифагора: отложив на осях, как на катетах, 3 и 4 линейные меры, измеряют гипотенузу, которая должна быть равна 5 линейным мерам (рис. 1.6, в, г). Вертикальность аппаратов, колонн, валов выверяют с помощью отвесов, а также измерением расстояний от них до оборудования ( рис. 1.6, д ). 1.5.3. Монтаж поршневых, ротационных и винтовых компрессоров. В зависимости от типа компрессора и степени заводской готовности проводят те или иные работы: обкатку на холостом ходу, обкатку под нагрузкой и на хладагенте, послемонтажную ревизию для проверки приработки деталей, испытания на плотность, осушку, подключение к системе холодильной установки, заполнение маслом и хладагентом, испытания под нагрузкой на рабочих средах. Все блоккартерные поршневые холодильные компрессоры поставляются в составе агрегатов, включающих компрессор, привод и пульт управления, которые смонтированы на одной раме на заводе – изготовителе. Поэтому агрегат монтируют как единичное оборудование. Агрегат, проверенный на соответствие проекту, комплектность поставки и работоспособность, очищенный от консервационного смазочного материала, в соответствии с технологической схемой монтажа, приведенной в ППМР, устанавливают на предварительно подготовленный фундамент или опорную раму, выверяют, подливают бетон ( если это предусмотрено ППМР ) и закрепляют, Например, поршневые компрессорные агрегаты марок А110-7, А220-7 ( рис. 1.7 ) с железобетонной рамой 4 подливают бетоном. 23 После окончательного закрепления агрегаты соединяют с технологическими трубопроводами, предварительно очищенными от загрязнений, и контролируют соосность валов компрессора и электродвигателя, которая могла измениться под действием присоединенных к компрессору трубопроводов. Рис. 1.7. Размещение поршневого компрессорного агрегата на фундаменте: 1 - бетонный фундамент; 2 - бетонная подливка; 3 - выверочная гайка с конической шайбой; 4 - железобетонная рама; 5 - фундаментный болт. 24 Устанавливают пуско - регулирующие и защитные электрические устройства, контрольно-измерительные приборы и средства автоматизации.Прокладывают кабели и провода электропитания. Компрессорные агрегаты подвергают индивидуальному испытанию – обкатывают вхолостую и под нагрузкой, чтобы проверить правильность сборки узлов, выявить дефектные детали, приработать сопрягаемые поверхности, отрегулировать работу всех узлов и настроить приборы автоматики. К началу испытания агрегатов в компрессорном цехе должны быть закончены все строительные и отделочные работы, опробована работа систем приточно-вытяжной вентиляции, водяного охлаждения, защиты электрооборудования. Обкатку поршневых компрессоров вхолостую проводят при снятых крышках цилиндров и нагнетательных клапанах, закрепленных гильзах и закрытых запорных вентилях компрессора. Обкатка вхолостую состоит из серии кратковременных, постепенно увеличивающихся периодов включения компрессора в работу и стоянок для проверки состояния деталей и регулирования сопряжений, а также заключительного периода непрерывной работы. При обкатке контролируют: температуру масла, давление масла после фильтра тонкой очистки, герметичность сальника. Проверяют плавность вращения валов, прочность крепления защитных ограждений и заземляющего провода,показания контрольноизмерительных приборов, направление вращения валов. В процессе обкатки проверяют работоспособность смазочной, нагревающей и охлаждающей систем, контролируя температуры масла и воды, давления и разности давлений масла, герметичность, нагрев подшипников, уровни шума и вибрации. В заключение составляется акт, после чего агрегаты обкатывают под нагрузкой, если это предусмотрено монтажной документацией. 25 Обкатка под нагрузкой включает чередующиеся периоды работы и стоянки для проверки узлов и систем с поэтапным повышением противодавления на стороне нагнетания и заключительный период непрерывной работы в течение времени, указанного в монтажной документации. В процессе обкатки под нагрузкой проверяют работоспособность тех же узлов и систем, что и при обкатке вхолостую. Выполнение обкатки под нагрузкой также констатируют актом. Монтаж ротационных компрессоров заключается в установке их на фундамент, выверке по уровню, центровке с электродвигателем. Эти операции выполняют аналогично описанным выше. Расстояние между торцами валов компрессора и эдектродвигателя выдерживают согласно сборочному чертежу с допуском ±2 мм. В процессе ревизии ротационного компрессора проверяют состояние и чистоту цилиндра, ротора и сальников. При сборке ротационного компрессора (рис. 1.8) проверяют величину зазоров: радиального между ротором и цилиндром, равного 0,18- 0,20 мм; теплового, равного 0,5-0,6 мм (суммарного осевого зазора между бортами внутренних колец и роликами подшипников при закрепленных наружных крышках); минимальных осевых зазоров между торцами роторов и крышками, равных 0,1 – 0,12 мм (регулируемых толщиной дистанционного кольца и прокладки), а также разности длины ротора и пластины 0,7-1,0 мм. 26 Рис. 1.8 . Ротационный компрессор: 1 - цилиндр; 2 - упорный подшипник; 3 - крышка; 4 - призонные болты или штифты; 5 - опорный подшипник; 6 - ротор с пластинами; 7 прокладка; 8 - дистанционное кольцо. Перед обкаткой ротационного компрессора на холостом ходу маслоотделитель заливают маслом до верхней кромки смотрового стекла. Затем, поворачивая ротор вручную за муфту, убеждаются в свободе вращения и подают воду на охлаждение. Запускают электродвигатель и постепенно открывают всасывающий вентиль. При достижении номинальной частоты вращения вала компрессор останавливают и осматривают. Затем пускают компрессор на 5 и 30 мин, осматривая после каждого пуска, и при удовлетворительных результатах обкатывают в течение 6 часов с проведением регулировки смазки и последующим оформлением акта на проведение испытаний. 27 Все винтовые компрессоры поставляются заводомизготовителем только в виде агрегатов. На раме агрегата закреплен горизонтальный маслоотделитель, на котором, как на несущей конструкции, размещены маслозаполненный винтовой компрессор, электродвигатель, маслоохладители, маслонасос, фильтры грубой и тонкой очистки масла, щит с приборами управления, запорная и регулирующая арматура. Поскольку детали винтового компрессора изготавливают и собирают на заводе с высокой степенью точности, поэтому проведение ревизии в условиях монтажной площадки исключается. При монтаже агрегат устанавливают на фундамент,выверяют, закрепляют четырьмя болтами и подливают бетон. Допускаемое отклонение от горизонтальности 0,2 мм на 1 м. После присоединения трубопроводов к винтовому компрессору и закрепления агрегата на фундаменте проверяют центровку валов компрессора и электродвигателя, а также маслонасоса и его электродвигателя. Допускаемые отклонения от параллельности валов в общей плоскости 0,05 и 0,1 мм соответственно, а допуск на перекос валов составляет, соответственно. 0,02 и 0,1 мм. Центровку корректируют перемещением электродвигателя с последующей затяжкой гаек крепления электродвигателя и постановкой штифтов. Проверяют также осевой зазор между полумуфтами. При А 350-7 щиты регулирования монтаже агрегатов устанавливают вблизи агрегатов на высоте не менее 1000 мм от уровня пола. После монтажа электропусковой аппаратуры проверяют заземление и сопротивление изоляции электрических цепей (не менее 1 Мом для цепей автоматики и не менее 0,5 Мом для силовых цепей). Обкатку винтовых компрессоров проводят после проверки маслосистемы. В маслосборник заливают масло в объеме 200 л (для агрегатов типа А 350). 28 Подготовку к пуску выполняют в зависимости от типа винтового агрегата и схемы его автоматизации. 1.5.4. Монтаж основных аппаратов и вспомогательного оборудования. К основным аппаратам холодильной установки относят аппараты, непосредственно участвующие в тепло- и массообменных процессах: конденсаторы, испарители, переохладители, воздухоохладители и т.п. Ресиверы, маслоотделители, воздухоохладители, насосы, вентиляторы и другое оборудование, входящее в состав холодильной установки, относят к вспомогательному оборудованию. Технология монтажа определяется степенью заводской готовности и особенностями конструкции аппаратов, их массой и проектом установки. Вначале устанавливают основные аппараты, что позволяет приступить к прокладке трубопроводов. Чтобы предотвратить увлажнение теплоизоляции на опорную поверхность аппаратов, работающих при низких температурах, наносят слой гтдроизоляции, укладывают теплоизоляционный слой, а затем вновь слой гидроизоляции. Для создания условий, исключающих образование тепловых мостиков, все металлические детали (пояса крепления) накладывают на аппараты через деревянные антисептированные бруски или прокладки толщиной 100- 250 мм. Большинство теплообменных аппаратов заводы поставляют в готовом к монтажу виде. Так, кожухотрубные кондесаторы, испарители, переохладители поставляют в собранном виде, элементные, оросительные, испарительные и панельные кондесаторы, погружные испарители- сборочными единицами. Ребристотрубные испарители, батареи непосредственного охлаждения и рассольные могут быть изготовлены монтажной организацией на месте из секций оребренных труб. 29 Кожухотрубные теплообменные аппараты, а также емкостное оборудование, монтируют поточно-совмещенным способом. В соответствие с ППМР, их расконсервируют, устанавливают на подготовленный фундамент или выверенную и закрепленную металлоконструкцию, выверяют в плане по высоте и углу наклона к горизонтали ( или к вертикали ) в двух взаимно перпендикулярных направлениях и закрепляют. Аппараты размещают на фундаменте с учетом вида опорных баз и необходимости теплоизоляции в последующем. Так, аппараты, не имеющие опорных лап и не требующие теплоизоляции (рис. 1.9), как правило, опираются корпусом на антисептированные деревянные брусья 3, расположенные на бетонном фундаменте 1, но могут опираться и на металлическую раму. Рис. 1.9. Размещение на фундаменте кожухотрубного конденсатора: 1 - бетонный фундамент; 2 - фундаментный болт; 3 деревянный брус; 4 - металлический хомут. Аппараты, имеющие опорные лапы и не требующие теплоизоляции, выверяют, используя в основном пакеты 30 металлических подкладок, и бетон под опорные лапы не подливают (рис. 1.10). Рис. 1.10. Размещение на фундаменте линейного ресивера: 1 - бетонный фундамент; 2 - металлическая опорная стойка. А аппараты, имеющие значительную массу и большую площадь опорной поверхности (например, вертикальные кожухотрубные и воздушные конденсаторы), выверяют, применяя устройства многоразового использования, и подливают бетон под опоры. Аппараты, подлежащие в последующем оснащению теплоизоляцией, опираются на деревянные (из твердых пород) подкладки 2 высотой не менее толщины теплоизоляции (рис. 1.11). 31 Рис. 1.11. ресивера: Размещение на фундаменте циркуляционного 1 - металлическая опорная конструкция; 2 - деревянная подкладка; 3 - металлическая опорная стойка. После выверки аппараты закрепляют с помощью фундаментных болтов при наличии опорных лап и стоек или посредством металлических хомутов 4 и фундаментных болтов 2, если нет опорных баз (рис. 1.9). После закрепления аппаратов возводят лестницы, площадки для технического обслуживания, если это предусмотрено проектом, устанавливают запорно-регулирующую арматуру и приборы автоматики, затем соединяют с технологическими трубопроводами. Аппараты, поступившие на монтаж в собранном виде и испытанные на заводе-изготовителе, проверке на прочность не подвергают, если они не повреждены, не истек срок гарантийного хранения, не нарушены условия хранения, а также не производилась сварка, пайка или вальцовка их элементов, работающих под давлением. Их осматривают и проверяют на плотность совместно с трубопроводами. Вертикальные кожухотрубные конденсаторы испытывают в горизонтальном положении до 32 установки на фундамент, так как после установки проверить герметичность соединения труб с трубной решеткой затруднительно. Градирни, испарительные и воздушные конденсаторы, оснащенные вентиляторами, испытываются на прочность и герметичность, а также проходят обкатку их механизмы. Например, испарительные конденсаторы ИК-125, воздушные конденсаторы Я10-ФКБ, вентиляторные градирни ГПВ поступают на монтаж в собранном виде и испытанными на заводе-изготовителе. Их индивидуальное испытание состоит из обкатки вентиляторов, а испытание конденсаторов, если необходимо, то и из проверки на прочность и герметичность. Теплообменные аппараты большой производительности, имеющие значительные габаритные размеры, поступают на монтажную площадку в виде нескольких блоков, которые устанавливают, выверяют и закрепляют в заданной последовательности, начиная с базового блока. Хладоновые батареи поступают с завода-изготовителя в готовом к монтажу состоянии, а аммиачные и для хладоносителя изготавливают в мастерских монтажной организации в виде единой батареи на несущем каркасе, если позволяют условия транспортировки, или в виде секций батареи. Изготовленные батареи и их секции испытывают давлением на прочность и герметичность, очищают, окрашивают или оцинковывают, маркируют и доставляют в монтажную зону, где из секций собирают батареи. Батареи с помощью грузоподъемных средств устанавливают на опорные металлоконструкции, выверяют по высоте ( допуск +_ 10 мм ) и углу наклона ( допуск не более 1 мм на 1 м длины ) и закрепляют. Затем соединяют сваркой с системой трубопроводов и подвергают индивидуальному испытанию совместно с трубопроводами. Воздухоохладители поступают на монтаж в собранном виде и испытанные на заводе-изготовителе. В охлаждаемых 33 помещениях их устанавливают следующим образом: постаментные ставят на опорную конструкцию, подвесные крепят к закладным деталям бетонных конструкций ( рис.1.12 ) или тягами к металлическим конструкциям ( рис. 1.13 ). Рис.1.12. Крепление подвесного воздухоохладителя к бетонным несущим конструкциям: 1 - балка воздухоохладителя; 2 - деревянная подкладка; 3 - подвесная балка; 4 - закладная деталь. Рис. 1.13. Крепление подвесного воздухоохладителя металлическим несущим конструкциям: 1 - балка воздухоохладителя; 2 - панель типа сэндвич; теплоизолированная тяга; 4 - несущая балка. 34 к 3 - Далее их выверяют по высоте и по углу наклона, закрепляют, соединяют с помощью сварки с системой трубопроводов. Затем подводят кабели электропитания и провода системы управления к электродвигателю вентилятора, электрическим нагревателям системы оттаивания и датчикам системы автоматизации. Индивидуальное испытание воздухоохладителя включает обкатку вентилятора и проверку на прочность и герметичность батарей совместно с трубопроводами. Перед обкаткой проверяют наличие смазочного материала в подшипниках электродвигателя, электрическое сопротивление обмоток электродвигателя и электронагревателей, плавность вращения валов, осевое и радиальное биение лопастей, направление вращения, При обкатке контролируют температуру подшипников, уровня шума и вибрации. Трубопроводы изготавливают в мастерских монтажной организации на основе проектной документации, но с учетом реального расположения оборудования и строительных конструкций. Оси трубопроводов наносят на строительных конструкциях мелом или краской. По осям уточняют места расположения арматуры, компенсаторов, опор и подвесок. По выполненной разметке делают отверстия в строительных конструкциях для анкерных болтов, заливают их бетонным раствором. После затвердевания бетона монтируют кронштейны, опоры и подвески согласно проекту. Варианты крепления трубопроводов показаны на рис. 1.14. 35 Рис. 1.14. Крепление трубопроводов: а - к закладным деталям, заделанным в покрытие; б - к несущей металлической балке; в - к металлической коллоне. 36 Перед прокладкой трубопроводов проверяют прочность крепления закладных деталей и кронштейнов, положение опорных конструкций, комплектность линии трубопроводов. Сборку внутрицеховых трубопроводов начинают, как правило, с оборудования. При этом положение узла трубопровода выверяют по высоте и углу наклона, не допуская передачи нагрузки на оборудование. Затем последовательно присоединяют следующие узлы с помощью сварки в нескольких точках. Собранную линию трубопровода выверяют, закрепляют фланцевые соединения и сваривают монтажные стыки. Затем трубопровод закрепляют окончательно на опорах и подвесках и проверяют уклон, значение которого должно быть не менее 0,005. Причем, уклон аммиачных всасывающих трубопроводов выполняют в направлении циркуляционных, компаундных или защитных ресиверов, а нагнетательных – в направлении конденсатора или маслоотделителя. При сборке следят, чтобы запорная арматура не располагалась маховиком вниз, направление движения среды было под клапан или совпадало с направлением стрелки на корпусе вентиля, не было прогиба труб, соединения трубопроводов не размещались в местах, не доступных для осмотра и ремонта. Аммиачные трубопроводы заземляют в местах, указанных в проекте. После основных трубопроводов прокладывают вспомогательные, например дренажные и аварийные. Полностью смонтированные и очищенные трубопроводы хладагента осматривают, испытывают на прочность, плотность и при необходимости на герметичность. Испытание трубопроводов на прочность и плотность проводят раздельно для сторон высокого и низкого давлений, по отдельным линиям трубопроводов, отсоединенных от компрессорных и насосных агрегатов, теплообменных и емкостных аппаратов и приборов контроля и систем автоматики. Например, расчетное давление максимальное избыточное давление, которое может иметь место во время работы или во время стоянки, - для 37 холодильных установок, работающих на хладагентах с критической температурой свыше 55 0 С (R 12, R 22, R 32, R 125, R 134a, R717), должно быть не ниже давления хладагента в насыщенном состоянии при температуре: 32 C для стороны низкого давления и 43 и 55 0 С для стороны высокого давления при наличии конденсаторов, соответственно, водяного и воздушного охлаждения. Для холодильных установок, работающих на хладагентах с критической температурой 55 0 С и ниже (R 13, R 14, R 170, R 744), установлено одно расчетное давление независимо от стороны давления при температурах насыщения хладагента ниже указанных ранее, при обязательном выполнении технических мероприятий, ограничивающих повышение давления во время стоянки (например, включением в систему расширительного сосуда). Методика проведения испытаний предусматривает подготовительные работы, постепенное повышение давления, применение приборов по обнаружению утечек и т.д. Аппараты и трубопроводы, работающие при давлении ниже атмосферного, можно испытывать на герметичность и под вакуумом после испытания под избыточным давлением. Водяные, рассольные трубопроводы и соответствующие полости теплообменных аппаратов при совместной проверке испытывают гидравлически давлением 0, 6 МПа. Давление создают с помощью насоса или гидравлического пресса. Утечки, обнаруженные во время испытания, устраняют после снижения давления и удаления воды. Систему считают герметичной, если испытательное давление остается постоянным в течение 15 мин. 38 1.5.5. Особенности монтажа торговых холодильных установок. Холодильные установки предприятий торговли и общественного питания включают агрегаты небольшой единичной холодопроизводительности (до 20 кВт) с наиболее высоким уровнем агрегатирования. Основные положения производства монтажных работ и последовательность их выполнения одинаковы для крупных и торговых холодильных установок. Однако оборудование таких установок имеет небольшую массу, они работают на нетоксичных, невзрывоопасных хладагентах и в автоматическом режиме управления, поэтому монтаж оборудования имеет некоторые особенности. Холодильные агрегаты могут быть смонтированы в одном помещении или рассредоточены по подсобным помещениям предприятия. При централизованной системе машинное отделение должно удовлетворять определенным требованиям строительных норм и правил, санитарных норм, правил техники безопасности. Например, в машинном отделении холодильные агрегаты размещают так, чтобы ширина главного прохода от электрощита до выступающих частей агрегатов составляла не менее 1,2 м, а расстояние между выступающими частями оборудования было 1 м и между оборудованием и стеной – 0,8 м. Система вентиляции должна обеспечить трехкратный воздухообмен в течение 1 ч и пятикратный аварийный воздухообмен. Монтаж агрегатов начинают с проверки и установки оборудования на фундамент и опоры. Фундамент может быть выполнен из бетона, металлопроката и деревянных брусьев в зависимости от динамической нагрузки, создаваемой компрессором. Для уменьшения уровней шума и вибрации между опорными частями агрегата и фундамента помещают 39 виброизолирующие опоры, включающие металлические пружины и прокладки из резины и пластмассы. Охлаждающие приборы (батареи и воздухоохладители) размещают на опорах (кронштейнах), установленных на стене или потолке камеры, выверяют и закрепляют. Щиты с арматурой и теплообменниками размещают на стене около агрегата. Трубопроводы прокладывают после закрепления агрегатов, щитов с арматурой и теплообменниками и охлаждающих приборов. С оборудованием и арматурой трубопроводы соединяют посредством штуцерных соединений с конической уплотнительной поверхностью для медных труб и плоской – для стальных. В первом случае соединение герметизируется без прокладочного материала – по поверхности участка медной трубы, отбортованного под углом 450 , а во втором – посредством паронитовой прокладки. Между собой трубы соединяют: медные – пайкой, стальные сваркой. Прокладку трубопроводов начинают обычно со всасывающего трубопровода, от охлаждающих приборов к компрессору. Эквидистантно всасывающему прокладывают жидкостный трубопровод. При отсутствии в системе теплообменника всасывающий и жидкостный трубопроводы плотно прижимают друг к другу хомутами для обеспечения теплообмена. Горизонтальные участки прокладывают с уклоном не менее 0,02 в сторону компрессора для возврата масла. При прокладке всасывающего трубопровода с подъемом по ходу движения хладона перед подъемом делают маслоподъемную петлю (рис. 1.15). Трубопроводы крепят к стене с помощью пластмассовых или деревянных колодок, размещаемых с шагом приблизительно 1,5 м. 40 Рис. 1.15. Маслоподъемная петля и размещение ТРВ с внешним уравновешиванием давления: а - схема функционирования; б - схема включения воздухоохладителей; в - схема включения батарей и теплообменника. ТРВ устанавливают при прокладке жидкостного трубопровода по возможности ближе к охлаждающему прибору или распределителю типа * паук * (рис. 1.15) при его наличии. Термочувствительный патрон ТРВ размещают на всасывающем трубопроводе так, чтобы он воспринимал температуру только пара и особенно в период стоянки компрессора. Для улучшения теплообмена патрон крепится с помощью хомута, а если он находится вне охлаждаемого объема, то и теплоизолируется. Соленоидные вентили устанавливают на горизонтальном участке трубопровода 41 электромагнитной катушкой вверх, а перед вентилем по ходу движения хладагента находится фильтр. Испытание на прочность и герметичность смонтированной установки при ее вместимости по хладагенту не менее 10 кг проводят, как и промышленных хладоновых, в соответствии с требованиями нормативно-технической документации. Введение в систему небольшого количества хладона обеспечивает поиск течей с помощью течеискателей. После устранения неплотностей систему вакуумируют с помощью вакуумного насоса до остаточного давления 0,5-0,05 кПа в зависимости от вида хладагента и типа установки в течение 24 ч и более при температуре не ниже 150С. Герметичность системы задается значением допустимой утечки – не более 0,5 г в год. При невозможности вакуумирования систему продувают горячим (110-1300 С) газом или воздухом в течение 2 ч и более. Холодильную установку заполняют хладагентом сразу же после вакуумирования. Холодильные агрегаты полной заводской готовности заполнены хладоном на заводеизготовителе. 2. Эксплуатация холодильных установок. 2.1.Организация эксплуатации. Главной задачей эксплуатации холодильных установок является обеспечение надежной и безопасной работы оборудования и поддержание заданного температурного и влажностного режима в охлаждаемых камерах холодильников или поддержание заданного температурного режима в технологическом процессе при минимальных затратах на получение холода, т.е. обеспечение работы в оптимальном режиме. В процессе эксплуатации холодильных установок осуществляют их пуск, остановку, наблюдение за состоянием и безопасным функционированием машин и аппаратов, 42 регулирование температурного режима, техническое обслуживание, своевременный осмотр и подготовку к плановопредупредительному ремонту. Постоянному контролю и вниманию должны подвергаться работа приборов контроля, управления и защиты, своевременность их поверки и регулировки, вопросы пополнения хладагента, смазочного масла, хладоносителя, поддержания необходимой концентрации рассола, очистки теплопередающей поверхности аппаратов, своевременного выпуска масла и воздуха из аппаратов, снятия * снеговой шубы * с поверхности батарей, воздухоохладителей и т.д. Эффективность эксплуатации во многом зависит от степени автоматизации холодильной установки, обученности и дисциплинированности обслуживающего персонала, качества ведения суточного журнала, технической отчетности, технического и экономического анализа. В понятие технического обслуживания входит выполнение комплекса работ по наблюдению и уходу за оборудованием в процессе эксплуатации. Общее руководство службой эксплуатации на холодильниках и хладокомбинатах осуществляет главный инженер. Ему непосредственно подчиняется компрессорный цех. На крупных промышленных предприятиях, где холодильный цех или установка являются вспомогательным объектом, они входят в состав службы главного энергетика или главного механика. Эксплуатацию холодильного оборудования непосредственно осуществляют машинисты. По требованиям техники безопасности при эксплуатации аммиачных холодильных установок в помещении компрессорного цеха должно находиться не менее двух человек. Основным документом учета и контроля работы холодильного оборудования является сменный суточный журнал. Ведет его машинист. В суточный журнал записывают все основные параметры, характеризующие режим холодильной установки, а также сведения о всех действиях по 43 регулированию режима, о работе камер термообработки и хранения, замечания по работе оборудования. За смену подсчитывают время работы оборудования в часах, расход воды, электроэнергии и масла. Руководитель холодильной установки ежедневно просматривает суточный журнал, дает распоряжения по ведению режима, задания сменам. Данные из суточных журналов и показания регистрирующих приборов являются источниками информации для составления месячного технического отчета. По записям в суточном журнале и по результатам месячного отчета проводят анализ работы установки. При анализе работы холодильной установки все измеренные за рассматриваемый период расходы относят к единице холодопроизводительности или к единице получаемой конечной продукции. Все технико-экономические показатели должны быть не ниже, чем аналогичные показатели в сравниваемых периодах. При ухудшении показателей проводят анализ работы холодильной установки и устанавливают причины этого. В целях экономии энергоресурсов необходимо эксплуатировать холодильную установку только в оптимальном режиме. Основными технико-экономическими показателями, по которым оценивают работу холодильной установки, являются удельные расходы электроэнергии и воды на 1 кВт выработанного холода или на 1 т продукции. 2.2.Подготовка к пуску установок. и пуск холодильных Порядок пуска холодильной установки зависит от ее технологической схемы и типа компрессора. Пуск проводят в соответствии с требованиями технологического регламента или инструкции по эксплуатации холодильной установки. Существует ряд общих правил и принципов, которыми руководствуются при пуске холодильных установок. 44 Пуск холодильной установки в работу начинают только с разрешения начальника смены. Перед пуском знакомятся с записями в сменном журнале, обращая особое внимание на причины предыдущей остановки, на замечания в журнале по состоянию аппаратов. Если причиной остановки была неисправность, машинист должен убедиться в ее устранении. Машинист проверяет наличие и исправность всех приборов контроля, управления и сигнализации, исправность предохранительных клапанов и разрывных мембран. Должны быть проверены герметичность системы, запасы масла, хладагента, рассола, инструмента, запасных частей, прокладок и др. Если оборудование имеет электропривод, то проверяют прочность крепления защитного ограждения, заземляющего (зануляющего) провода, фундаментных болтов, плавность вращения валов. Подготовленное к пуску оборудование включают, контролируя определенные параметры и добиваясь их установления в заданных пределах. При выключении оборудования выполняют те же операции, что и при пуске, но в обратной последовательности. Компрессорные агрегаты комплектуют на заводеизготовителе и пультом, предназначенным для автоматической сигнализации и управления агрегатом в одном из трех режимов: автоматическом, полуавтоматическом и местном. Последний допустим только при проведении пусконаладочных работ. Поршневой компрессорный агрегат (2А110-7, 2А 220-7) готовят к пуску так: выясняют по суточному журналу причину остановки агрегата, от которой зависят последующие действия. Например, пуск агрегата после технического осмотра, ремонта и аварийного отключения возможен только по письменному разрешению администрации. Исправный агрегат осматривают, проверяя наличие и работоспособность контрольно-измерительных приборов по их внешнему виду и показаниям, а также открыты ли запорные вентили на импульсных трубках. Проверяют затяжку 45 фундаментных болтов, прочность крепления защитного ограждения муфты и заземляющего провода, положение запорных вентилей (в закрытом положении должны быть всасывающий вентиль и вентиль на линии перепуска масла из маслоотделителя в картер компрессора), уровень масла в картере, который должен составлять 3/4 высоты масломерного стекла. Дренируют всасывающий и нагнетательный коллекторы. Проворачивают вручную муфту на 2-3 оборота, проверяя легкость и плавность вращения и подавая смазочный материал в подшипники. Открывают вентиль на линии подачи охлаждающей воды из магистрального трубопровода. Проверяют работоспособность пульта управления агрегатом по наличию соответствующей световой сигнализации. Задают полуавтоматический режим посредством переключателя и нажимают кнопку * Пуск *. В результате включаются электродвигатель, счетчик часов наработки, открывается соленоидный вентиль на линии подачи воды в охлаждающую рубашку компрессора, а через 15-20 с прекращается отжим пластин всасывающих клапанов, т.е. холостой ход. В начальный период контролируют работоспособность масляного насоса по разности давлений масла в сальнике и картере компрессора (допустимая разность давлений 0,2-0,3 МПа), давление и температуру нагнетания. При снижении давления в картере до значения, указанного в инструкции (обычно 0,2-0,3 МПа), начинают медленно открывать всасывающий вентиль, поддерживая это давление. В момент открытия всасывающего вентиля велика вероятность поступления некоторого количества жидкости в компрессор из всасывающего трубопровода. Поступление жидкости проявляется в быстром падении температуры нагнетания, а также в уменьшении температуры всасывания, перегрева всасываемого пара и изменении уровня шума. При указанных явлениях всасывающий вентиль закрывают на некоторое время, а затем вновь открывают. При неоднократном поступлении жидкости, а также отклонении 46 любого из других контролируемых параметров от допустимых значений, изменении характерных для агрегата уровней шума и вибрации, выявлении утечки хладагента и масла, агрегат останавливают, нажимая кнопку * Стоп * на пульте управления, для выяснения причины и устранения отказа. Если нет признаков отказа, то после стабилизации температуры нагнетания открывают вентиль на линии подачи масла из маслоотделителя в картер. Затем контролируют режим работы агрегата и заносят данные в суточный журнал. При остановке агрегата сначала закрывают всасывающий вентиль, контролируя снижение давления в картере по мановакуумметру, нажимают кнопку * Стоп * при снижении давления до значения, близкого к атмосферному. В результате выключаются электродвигатель, счетчик часов наработки компрессора, закрывается соленоидный вентиль на линии подачи воды в охлаждающую рубашку, отжимаются пластины всасывающих клапанов. После остановки вращающихся валов закрывают нагнетательный вентиль, а также вентили на линиях подачи охлаждающей воды и масла из маслоотделителя в картер. Винтовые компрессорные агрегаты (21А280-7, 21АН300-7) готовят к пуску в основном так же, как поршневые. Алгоритм их пуска такой. Включают рубильник электропитания, проверяют работоспособность пульта управления. Задают полуавтоматический режим и нажимают кнопку * Пуск *. В результате включаются масляный насос, затем через 15 с компрессор, если работоспособна смазочная система, счетчик часов наработки компрессора, открывается соленоидный вентиль на линии подачи воды в маслоохладитель, а еще через 15 с начинает закрываться золотник, увеличивая объемную подачу компрессора. В период пуска следят за показаниями контрольноизмерительных приборов. Всасывающий вентиль начинают открывать при снижении давления всасывания до значения, указанного в инструкции, и поддерживают это давление, 47 открывая вентиль. Выключают агрегат в такой последовательности: закрывают всасывающий вентиль и нажимают кнопку * Стоп * на пульте управления при снижении давления всасывания приблизительно до атмосферного. Далее автоматически выключается компрессор, масляный насос, счетчик часов наработки, закрывается соленоидный вентиль на линии подачи воды и открывается золотник, подготавливая агрегат к последующему пуску. После остановки роторов компрессора закрывают нагнетательный вентиль. Подготовка к пуску двухступенчатого компрессорного агрегата включает операции подготовки компрессоров ступеней низкого и высокого давлений, а также промежуточного сосуда. Электродвигатель компрессора ступени низкого давления разгружают путем снижения давления в промежуточном сосуде до давления в испарительной системе. Для этой цели предусмотрена уравнительная линия, связывающая паровое пространство промежуточного сосуда с циркуляционным ресивером (или отделителем жидкости). Кроме того, низкое давление в промежуточном сосуде уменьшает вероятность вскипания жидкого хладагента при пуске агрегата. При низком давлении в промежуточном сосуде возможны варианты алгоритма пуска компрессоров. Так, при одновременном пуске компрессоров давление в промежуточном сосуде повышается по экспоненциальному закону до равновесного значения промежуточного давления, что исключает вскипание жидкого хладагента в промежуточном сосуде. Но нагрузка на систему электроснабжения будет больше, чем при других вариантах пуска. При неодновременном пуске компрессоров давление в промежуточном сосуде снижается, поэтому возможно вскипание хладагента. Но варианту пуска, в котором первым включается компрессор ступени высокого давления, свойственна меньшая вероятность вскипания хладагента при 48 прочих равных условиях. Этот вариант, как правило, и применяют при пуске компрессорных агрегатов большой производительности (21АД300-7-5, F2MS3-2500 ). Например, алгоритм пуска агрегата F2MS3-2500 таков: при нажатии кнопки * Пуск * первым включается винтовой компрессор ступени высокого давления, а через 30 с запускается винтовой компрессор ступени низкого давления при условии, если работает компрессор ступени высокого давления, разгружен электродвигатель компрессора ступени низкого давления, давление в промежуточном сосуде меньше заданного значения, работоспособна смазочная система, и параметры, по которым осуществляется защита компрессора ступени низкого давления, находятся в допустимых пределах. 2.3.Регулирование работы холодильных установок и оптимальный режим После пуска и включения в работу всех машин и аппаратов приступают к регулированию работы холодильной установки в целом. В процессе регулирования добиваются максимального вовлечения теплопередающей поверхности испарительной системы в активный процесс теплообмена с кипящим хладагентом, не допуская влажного хода компрессора. Регулирование является ответственным этапом пуска, так как от температурного режима аппаратов зависят все основные показатели работы холодильной установки: холодопроизводительность, расходы электроэнергии и воды, т.е. в конечном итоге экономичность установки. Об окончании пуска и отладки режима свидетельствует достижение номинальных показателей в соответствии с регламентом и оптимальных параметров работы установки для заданного в текущий момент режима охлаждения. При достижении установившегося режима массовый расход хладагента, проходящего через компрессор и испаритель, должен быть равен массовому расходу хладагента, проходящего через 49 регулирующий вентиль. Таким образом, окончание регулирования - это достижение установившегося режима при оптимальных параметрах, т.е. достижение оптимального режима. Оптимальным называют технологический режим холодильной установки, при котором достигается максимальная выработка холода при минимальных затратах электроэнергии и воды, а также при соблюдении безопасных условий работы. Основными параметрами регулирования работы холодильной установки являются: температура кипения хладагента, его конденсации, переохлаждения перед регулирующим вентилем, всасывания и нагнетания. Температура кипения в значительной степени влияет на экономичность холодильной установки. Разницу между температурой воздуха в охлаждаемых помещениях или температурой хладоносителя и температурой кипения хладагента (температурный напор) обычно принимают 7-10К, однако в отдельных случаях экономически обоснованы и другие значения (в К): Охлаждающие батареи и воздухоохладители 8 – 10 Камеры охлаждения фруктов 5 Судовые и бытовые установки 12 – 20 Для испарителей, в которых охлаждается хладоноситель, оптимальными значениями разности между средней температурой хладоносителя и температурой кипения являются для аммиака 3 – 4 К, а для хладона 4 – 5 К. От значения температуры кипения зависят холодопроизводительность установки, потребляемая мощность и ,соответственно, удельный расход электроэнергии. При понижении температуры кипения холодопроизводительность снижается, при повышении – повышается. Так, изменение температуры кипения на 1 К в среднем приводит к изменению холодопроизводительности установки на 2 – 3 %, потребляемой мощности компрессора – на 2 % и удельного расхода электроэнергии – на 2 – 3 %. Температура кипения 50 является самоустанавливающимся параметром, и ее значение зависит от ряда факторов: величины теплового потока от охлаждаемого объекта, чистоты теплопередающей поверхности испарителя, соответствия между производительностью компрессоров и испарителей. По мере снижения температуры кипения увеличивается удельный объем пара, что приводит к уменьшению производительности компрессора, увеличивается разность между температурами хладагента перед регулирующим вентилем (РВ) и кипения, что приводит к увеличению дроссельных потерь. С понижением температуры кипения растет степень сжатия пара в компрессоре, работа сжатия, увеличиваются объемные потери, растет удельный расход электроэнергии. Причины, вызывающие снижение температуры кипения, следующие: недостаточное заполнение испарительной системы хладагентом, наличие в ней масла, неправильная регулировка циркуляции воздуха в испарительных батареях камер, загрязнение наружной поверхности испарителей продуктами коррозии, наличие снеговой шубы на батареях и отложение соли в рассольных испарителях, ухудшение циркуляции воздуха в приборах непосредственного охлаждения и др. Следствием снижения температуры кипения является также увеличение интенсивности образования инея, снижение относительной влажности воздуха и возрастание потерь от усушки неупакованных продуктов. Температура и давление конденсации также являются важными параметрами для регулирования работы холодильной установки и зависят от состояния теплопередающей поверхности, производительности компрессоров и главным образом от температуры и количества охлаждающей среды: воды или воздуха. Нагрев воды в конденсаторах составляет 4 – 8 К при разности между температурами конденсации и воды на выходе 2 – 4 К. Для конденсаторов воздушного охлаждения эти показатели составляют, соответственно, 5 – 6 К и 6 – 9 К. Увеличение температуры конденсации на 1 К 51 приводит к снижению холодопроизводительности на 1 – 2 %, увеличению потребляемой мощности на 1 – 1,5 % и возрастанию удельного расхода электроэнергии на 2 – 2,5 %. Причинами повышения температуры (давления) конденсации является то обстоятельство, что часть теплопередающей поверхности выключена из работы из – за переполнения системы жидким хладагентом, его неравномерного распределения в системе, нарушения циркуляции воды в кожухотрубных конденсаторах, засорения жидкостного фильтра или трубопровода. Среди других причин – это ухудшение теплопередачи (снижение коэффициента теплопередачи) из – за загрязнения наружной поверхности конденсаторов отложениями солей жесткости, пылью или грязью, а внутренней поверхности – отложениями смазки. Способствует повышению давления конденсации недостаток охлаждающей среды (воды или воздуха), накопление неконденсируемых примесей в системе. Температура переохлаждения жидкого хладагента после конденсатора также является важным параметром, определяющим эффективность работы холодильной установки. Осуществляется это переохлаждение в различных переохладителях, регенеративных теплообменниках, промежуточных сосудах. Переохлаждение жидкого хладагента приводит к увеличению холодильного коэффициента вследствие уменьшения потерь при дросселировании. Каждый градус переохлаждения жидкого аммиака перед регулирующим вентилем увеличивает холодильный коэффициент на 0,4 %. Увеличение холодопроизводительности установки из – за переохлаждения происходит без затрат электроэнергии на привод компрессоров. Температуры всасывания и нагнетания также являются важными параметрами для регулирования работы холодильной установки. Оптимальное значение перегрева всасываемого пара ( разности температур всасывания и кипения ) в аммиачных машинах одноступенчатых и высокой ступени 52 компрессоров составляет 5 – 10 К, для низкой ступени - 10 – 20 К, а в хладоновых- не менее 10 К. В малых холодильных машинах с терморегулирующим вентилем (ТРВ) допускается минимальный перегрев пара, необходимый для работы ТРВ непосредственно в испарителе – до 3 – 4 К. Увеличение перегрева сверх номинального значения свидетельствует о недостаточной подаче хладагента в испарительную систему. При этом ухудшается экономичность установки из – за неполного омывания хладагентом испарителей. Уменьшение перегрева свидетельствует об увеличении подачи хладагента в испарительную систему на величину, превышающую количество испаряющегося хладагента, Это может привести к влажному ходу компрессора. Температура нагнетания зависит от температур конденсации, кипения и перегрева на всасывании, а также от технического состояния компрессора. Температура нагнетания не должна превышать требований завода – изготовителя в общем случае: для поршневых аммиачных 1300 С, поршневых хладоновых 1000 С, ротационных 1100 С, винтовых 0 0 аммиачных 105 С, винтовых хладоновых 90 С. 2.4.Техническое обслуживание холодильного оборудования 2.4.1. Техническое обслуживание холодильных компрессоров и агрегатов Задача технического обслуживания компрессора или компрессорного агрегата – обеспечение наиболее экономичного и безопасного режима их работы путем постоянного наблюдения за ними, за показаниями контрольно – измерительных приборов и выполнения операций по уходу, предусмотренных инструкциями. Эксплуатация компрессорного оборудования с отклонениями от расчетного режима без согласования с заводом - изготовителем не 53 допускается. Контроль за работой оборудования осуществляют по регистрирующим контрольно – измерительным приборам на пульте управления. Параметры работы регулярно записывают в суточный журнал. В течение смены машинист периодически обходит обслуживаемые компрессоры и аппараты, проверяя параметры также по приборам, установленным непосредственно на оборудовании, проверяет наощупь или по приборам нагрев основных узлов, температуру масла и охлаждающей воды, герметичность системы смазки и коммуникаций с хладагентами, исправность приборов. На всасывание компрессоров подают только перегретый пар, причем степень сжатия в каждой ступени не должна быть выше расчетной. Температуры не должны превышать установленные заводом – изготовителем и в общем случае не должны быть выше на нагнетании при работе на аммиаке и R22 1300 С, масла 600 С, стенки картера 500 С, воды на выходе 450 С. Температура нагнетания зависит от температур кипения, всасывания и конденсации. Повышение температуры нагнетания может произойти по технологическим причинам или из-за неисправности самого компрессора. Технологическими причинами повышения температуры нагнетания могут быть повышение перегрева всасываемого пара и скопление неконденсирующихся газов в конденсаторе. Повышение перегрева всасываемого пара может быть вызвано недостатком хладагента или плохим состоянием теплоизоляции. Основные неисправности компрессора, которые могут привести к повышению температуры нагнетания: пропуски через поршневое уплотнение (износ цилиндра или поршневых колец, поломка поршневого кольца), неплотности всасывающих или нагнетательных клапанов (потеря упругости пружин, износ уплотнительных поверхностей седел, поломка пластины, нагар смазочного масла), ухудшение охлаждения цилиндров (недостаточное количество воды или ее 54 повышенная температура, отложение солей жесткости на стенках рубашек цилиндров) и нарушение смазки цилиндров. Часть неисправностей, таких как износ цилиндра и поршневых колец, происходят постепенно и в течение суток изменения режима незаметно. Другие (поломка поршневого кольца или пластины клапана) происходят внезапно и выявляются машинистом при обходе машин. Неисправность всасывающего клапана можно заметить по оттаиванию инея на его крышке, нагнетательного – по сильному нагреву нагнетательного трубопровода и головки блока цилиндров блоккартерных компрессоров. Снижение температуры нагнетания может свидетельствовать о влажном ходе компрессора, и поэтому сразу же проверяют температуру всасываемого пара. Изменение характера шума, силы стука и ритма, появление непривычных звуков является сигналом для детального обследования компрессора или его остановки. Применение стетоскопа при определенных навыках позволяет установить место и причину неисправности – поломку поршневых колец или пластин клапана, увеличение зазоров в подшипниках и др. Утечку хладагента определяют с помощью индикаторов и течеискателей. Герметичность предохранительного клапана оценивают по температуре трубки, соединяющей его с полостью всасывания. Теплая трубка свидетельствует о наличии течи. Герметичность сальника проверяют по количеству капель масла, вытекающих в единицу времени. Например, для компрессорных агрегатов 2А110-7, 21А280-7, 2А350-7 норма – не более 1 капли за 2 мин, а для агрегатов FMS3, F2MS3 норма – не более 6 капель за 1 мин (при годовой наработке 5000 ч потеря масла составит 12 дм3). Причины нарушения герметичности сальника: износ уплотнительных колец (графитового, стального, фторопластового, резиновых), ослабление пружин. О состоянии трущихся сопряжений (сальникового уплотнения, подшипников скольжения и 55 качения) можно получить информацию по температуре поверхности корпуса или температуре смазочного масла. При обслуживании ротационных компрессоров следят за температурами всасывания и нагнетания, давлением и количеством подаваемой смазки. Из-за скопления масла в нижней части цилиндра и особенно при пуске возможно появление стуков. Для удаления масла парами аммиака открывают всасывающий вентиль и следят, чтобы жидкий аммиак не попал в полость цилиндра, так как асботекстолит становится хрупким и пластины могут разрушиться. В остановленном компрессоре пластины могут разбухнуть из-за заполнения пор асботекстолита жидким аммиаком. Скорость разбухания прямо пропорциональна давлению и обратно пропорциональна температуре. Во избежание заклинивания пластин между торцами крышек или в пазах в компрессоре поддерживают давление, близкое атмосферному, и остановленный компрессор в течение суток на 1-2ч пускают в работу. При обслуживании винтовых компрессоров следят за давлением и качеством масла, чистотой фильтрующих элементов, давлением и температурой паров хладагента на всасывании и нагнетании. Масло подается в полость сжатия компрессора в количестве, необходимом для отвода теплоты сжатия и уплотнения зазора между винтами и корпусом компрессора, поэтому температура нагнетания ниже, чем при адиабатическом сжатии, и не превышает 1050 С. Вместе со сжатым паром масло попадает в маслоотделитель, откуда насосом через маслоохладитель и фильтр впрыскивается в полость сжатия и подается на уплотнение сальника. Во избежание увеличения вязкости температура масла не должна быть ниже 250С. Поэтому перед пуском винтового компрессора включают маслонасос и нагреватель масла и начинают циркуляцию масла по кольцу маслоотделитель – маслоохладитель – маслоотделитель, пока масло не нагреется. После нагрева масла до 30 – 350 С срабатывает реле и снимает 56 блокировку пуска компрессора, на пульте зажигается лампочка. Затем открывают вентили подачи масла в компрессор и воды в маслоохладитель и пускают компрессор. Холодопроизводительность регулируется автоматически. В зависимости от заданной температуры хладоносителя на выходе из испарителя дается команда на реверсивный двигатель золотника. При останове компрессора золотник автоматически открывается, что облегчает его последующий пуск. 2.4.2. Смазочные материалы компрессоров для холодильных Смазочные материалы, применяемые для смазки компрессоров, могут быть минеральными и синтетическими. Наиболее распространены минеральные масла на основе нефти. Синтетические смазочные материалы имеют основой, например, этиленовые углеводороды, алкил, бензол, полигликоли и другие вещества. Международная классификация смазочных материалов для холодильных компрессоров предусматривает такое их деление в зависимости от условий применения: DRA при t0 > - 400 C; DRB при t0 < - 400 C; DRC при t0 > 00 С и DRD, если материал универсален по температуре использования. Примеры обозначения холодильных масел: ИСО – L – DRA или L – DRA или L – DRA – 46, где L – класс продуктов, D – группа продукта, R – холодильный материал, 46 – класс вязкости по ИСО 3448. Масла должны удовлетворять таким основным требованиям: термическая и химическая стабильность в смеси с хладагентом, инертность по отношению к конструкционным материалам, нетоксичность и экономичность. Универсальных холодильных масел, в одинаковой степени удовлетворяющих противоречивым требованиям, пока не существует. 57 Предпочтение отдается маслу, имеющему в заданных условиях применения лучшие экономические показатели. Свойства смазочного масла улучшают путем введения в него легирующих присадок, различных по функциональному назначению: антиокислительных, антифрикционных, противоизносных и противозадирных, вязкостных, противопенных и др. Смешиванием масел можно получить смазочный материал с желаемыми свойствами. Такой смазочный материал обычно состоит из минерального и небольшой доли синтетического масла. Добавка придает минеральному маслу требуемые растворимость и подвижность в смеси с хладагентом при низкой температуре кипения, Примером компаундных масел являются Zephron 150, SD Refrigerater oil, содержащие добавки алкилбензола. Для повышения вязкости основного масла в него добавляют высоковязкие нехолодильные масла (например, И50 и МС20 в масло ХА30) или синтетические масла (ХС40, КМН) в количестве 10 – 20 %. Конечно, смешиваемые масла должны быть химически совместимы друг с другом и иметь достаточные термическую и химическую стабильность. Не рекомендуется смешивать, например, масла ХФ22с-16 и ХФ2224, ПФГОС-4 и ХС-40, Arctic SHC 226 с другими маслами. Выбор смазочного материала связан с типом компрессора, применяемым хладагентом и условиями использования. Основными требованиями к маслам, предназначенным для аммиачных компрессоров, являются: вязкость не менее 45-50 мм2 /с при температуре 400 С, температура вспышки не ниже 180 – 1900С, высокие противоизносные и противозадирные свойства. Ввиду ограниченной растворимости масел с аммиаком большое его количество теряется вследствие накопления в аппаратах и испарительной системе. По этой причине для аммиачных компрессоров применяют в основном более дешевые минеральные масла (ХА30, Clavus 46). Однако если требуется высокий уровень надежности установки, то для 58 винтовых компрессоров используют синтетические масла (ХС40, Arctic SHC 226). Появились синтетические масла на основе полигликолей (полиальфагликоль,полиалкиленгликоль), растворимые в аммиаке и используемые в компрессорах небольших торговых холодильных установок. В хладоновых холодильных компрессорах применяют большое количество минеральных и синтетических масел вязкостью от 25 до 100 мм2 /с при температуре 400С. Синтетические углеводородные масла (ХС40, Arctic SHC 230) применяют в основном в винтовых компрессорах, поскольку из-за высокой вязкости они позволяют снизить утечки через зазоры, а также количество балластного пара хладагента, растворенного в нем, и тем самым повысить КПД компрессора. Для хладоновых установок с кожухотрубными испарителями предпочтение отдают маслам с повышенной растворимостью перегретого пара, способствующего пенообразованию. В низкотемпературных установках применяют масла с повышенной растворимостью в жидком хладагенте и повышенной растворимостью перегретого пара хладагента при температуре кипения, что позволяет использовать масла с более высокой температурой замерзания, чем температура кипения, например ПФГОС4 с R22, ХФ22с-16 с R22, ХФ12-16 с R12, ХК57 с R22, КМН с R13, 132-244 c R13 и др. Озонобезопасные хладоны (R134a, R32, R125), их бинарные (R507, R410A) и тройные смеси (R404A, R407C) имеют ограниченную растворимость с минеральными и синтетическими маслами. Поэтому для смазки компрессоров, работающих на этих хладагентах и их смесях, применяют новые синтетические масла на основе полиэфиров, растворимые в них. Масла на основе полиолевого эфира рекомендуют применять для компрессоров холодильных установок в зависимости от вязкости по градации ИСО (международная организация по стандартизации). 59 2.4.3. Техническое обслуживание холодильных установок аппаратов К основным работам при техническом обслуживании аппаратов холодильных установок относят оперативные переключения аппаратов, изменение режима по требованию потребителей холода, регулирование для поддержания оптимального режима, оттаивание испарительных систем, очистку теплообменных аппаратов от загрязнений и отложений солей и масла, устранение утечек хладагента и неплотностей трубопроводов, меры по предотвращению коррозии, удаление неконденсирующихся газов и масла из аппаратов и систем, профилактические осмотры и ремонт, а также испытания на прочность и плотность при освидетельствовании сосудов и т.д. 2.4.3.1. Обслуживание конденсаторов Оно сводится к подаче воды или воздуха в количестве, необходимом для достижения оптимальной температуры конденсации, своевременному выпуску неконденсирующихся газов и очистке теплопередающей поверхности. Обычно при нормальном режиме охлаждения нагрев воздуха в воздушных конденсаторах составляет 5 – 90С, нагрев воды в горизонтальных кожухотрубных конденсаторах 4 – 80С, в вертикальных 2 – 40С, в оросительных 2 – 30С. В отдельных случаях показатели могут отличаться от рекомендуемых. Так, при прямоточном водоснабжении и высокой стоимости воды допускается нагрев воды в конденсаторе до 120 С. Нормы расхода воды на охлаждение конденсаторов в м3 / (кВт. ч) составляют Оросительный 0,07 – 0,10 Кожухотрубный Вертикальный 0,3 – 0,4 Горизонтальный 0,17 – 0,21 Испарительный 0,0021 60 В процессе эксплуатации водооборотных систем со временем уменьшается объем циркулирующей воды из-за ее испарения и увеличивается концентрация солей жесткости, в связи с чем в систему периодически добавляют воду, а также через определенное время ее полностью заменяют. Чистота теплопередающей поверхности и, как следствие, продолжительность безостановочной работы конденсаторов находятся в прямой зависимости от качества подготовки воды в водооборотных системах. Не реже раза в месяц из аммиачных конденсаторов выпускают масло и делают анализ воды после конденсатора на присутствие аммиака. В случае появления следов аммиака в воде анализ проводят 1 – 2 раза в смену или в сутки и по решению руководства холодильной установки останавливают конденсатор для отыскания места утечки и для ремонта. В течение смены контролируют и регистрируют в суточном журнале давление конденсации и температуру воды на входе и выходе. 2.4.3.2. Обслуживание испарителей и воздухоохладителей При работе испарителей, предназначенных для охлаждения хладоносителя, периодически фиксируют температуру и давление кипения, температуру пара, выходящего из испарителя, температуры хладоносителя на входе и выходе. Проверяют уровни хладагента и хладоносителя, герметичность соединений по присутствию хладагента в хладоносителе, концентрацию хладоносителя в растворе. Следует заметить, что при концентрации хладоносителя, превышающей допустимое значение, будет повышенный расход энергии на привод насоса по причине увеличения гидравлического сопротивления циркуляционного контура, так как увеличиваются плотность и вязкость хладоносителя. Периодически в зависимости от условий эксплуатации в хладоноситель вводят ингибитор коррозии, из полости 61 хладагента удаляют масло, предварительно прогрев аппарат, выпускают воздух из закрытых испарителей через воздушные краны на крышках аппарата. Регламентированный технический осмотр, проводимый через три месяца, предусматривает проверку работоспособности контрольно-измерительных приборов, состояния арматуры, протекторов электрохимической защиты от коррозии и мешалок в открытых испарителях и аккумуляторах. От регулирования подачи хладагента и порядка включения и отключения испарителей во многом зависит безопасность работы испарительных систем. Регулирование подачи хладагента проводят таким образом, чтобы предотвратить прорыв паров со стороны высокого давления. Это достигается плавностью операций регулирования, поддержанием необходимого уровня жидкости в линейном ресивере. При подключении к работающей системе отключенных испарителей необходимо предотвратить влажный ход компрессора, который может произойти из-за выброса пара из отепленного испарителя вместе с каплями жидкого хладагента при резком его вскипании после неосторожного или непродуманного открытия запорной арматуры. Для обеспечения эффективного процесса теплопередачи в испарителях холодильных установок с рассольными системами следят за тем, чтобы вся теплопередающая поверхность была погружена в рассол. В испарителях открытого типа уровень рассола должен быть на 100-150 мм выше секций испарителя. При эксплуатации кожухотрубных испарителей следят за своевременным выпуском воздуха. При обслуживании испарительных систем следят за своевременностью оттаивания слоя инея на батареях и воздухоохладителях, проверяют, не замерз ли трубопровод отвода талой воды, следят за работой вентиляторов, плотностью закрытия люков и дверей во избежание потерь охлаждаемого воздуха. 62 Подачу жидкого хладагента в воздухоохладители в установках с безнасосной схемой регулируют по уровню в воздухоохладителе. В установках с насосной схемой регулируют равномерность поступления хладагента во все воздухоохладители в зависимости от скорости их обмерзания. 2.4.3.3.Обслуживание линейного ресиверов, промежуточных сосудов и циркуляционного При обслуживании линейного и циркуляционного ресиверов необходимо следить за поддержанием в них определенного уровня хладагента и за периодическим выпуском масла. Уровень жидкости в линейном ресивере зависит от тепловой нагрузки на испарительную систему. При возрастании тепловой нагрузки в испарительной системе происходит интенсивное парообразование и количество хладагента в линейном ресивере увеличивается. Необходимо предотвратить изменение уровня в линейном ресивере до экстремальных значений, чтобы не допустить ни прорыва пара через регулирующий вентиль, ни переполнения конденсатора. Снижение уровня в линейном ресивере может наблюдаться при недостатке хладагента в системе, а также при ухудшении теплообмена в испарительных системах из-за образования снеговой шубы. Для улучшения теплообмена охлаждающие батареи немедленно размораживают. Поддержание рабочего уровня жидкости в циркуляционном ресивере обеспечивает надежную работу циркуляционных насосов. Из испарительных систем аммиачных установок регулярно удаляют накапливающееся масло. В противном случае испарительная система, охладители и циркуляционный ресивер замасливаются, ухудшается теплообмен, трубопроводы забиваются вязким при низкой температуре маслом, что может привести к срыву работы циркуляционного насоса. При выпуске масла из циркуляционного ресивера останавливают 63 циркуляционный насос, и ресивер прогревают горячими парами хладагента. Обслуживание промежуточных сосудов заключается в обеспечении требуемого охлаждения пара и жидкости и предотвращении попадания влажного пара в цилиндр высокой ступени. Промежуточный сосуд заполняется жидким аммиаком до уровня около 30 % расчетной высоты сосуда. Уровень контролируют визуально и автоматически – дистанционным указателем уровня на пульте управления холодильной установки.. Кроме того, предусматривают световую и звуковую сигнализацию при увеличении уровня, особенно в аммиачных холодильных установках и в установках, где в качестве хладагента используются взрывоопасные и токсичные газы, а также защиту от влажного хода при увеличении уровня жидкости. Температура жидкого аммиака, выходящего из змеевика промсосуда, должна быть на 2 – 30 С выше промежуточной температуры в сосуде. Эта разность температур зависит главным образом от уровня жидкого аммиака в промежуточном сосуде, количества масла в нем и расхода жидкого аммиака через змеевик. Во избежание ухудшения охлаждения змеевика масло из нижней части промежуточного сосуда периодически выпускают. Регламентированный технический осмотр, проводимый ежеквартально, предусматривает проверку состояния контрольно – измерительных приборов и арматуры аппаратов. 2.4.4. Обслуживание градирен, брызгальных бассейнов, вентиляторов, насосов Обслуживание градирен и других водоохлаждающих устройств заключается в равномерном распределении воды по 64 форсункам или лоткам, поддержании температуры воды после охлаждения на минимальном уровне, надзоре за наличием и поступлением масла ко всем точкам насосов и вентиляторов, надзоре за их работой. Наиболее распространенным видом оборудования холодильных установок являются центробежные насосы, используемые для циркуляции хладоносителя, подачи охлаждаемой воды, откачки воды из дренажных колодцев, подачи масла и других целей, а также вентиляторы воздухоохладителей и систем вентиляции. При подготовке центробежных насосов к пуску проверяют смазку в подшипниках, заземление. При пуске рассольных насосов открывают вентиль на крышке насоса для спуска воздуха. Насос пускают при открытой всасывающей и закрытой нагнетательной задвижках. После достижения номинальных частоты вращения вала насоса и давления по манометру постепенно открывают задвижку на нагнетательном трубопроводе до получения требуемой производительности, определяемой по расходомеру. Во избежание перегрузки электродвигателей при пуске насосов наблюдают за показаниями амперметра и манометра. При отключении насоса закрывают задвижку на нагнетательном трубопроводе, насос переводят на холостой ход, выключают электродвигатель, закрывают всасывающую задвижку, а также краны на трубопроводах, подводящих охлаждающую воду или рассол. При эксплуатации центробежных насосов следят за температурой подшипников (чтобы не превышала 60 – 700 С), за свободным вращением колец вместе с валом при кольцевой смазке подшипников, за уровнем масла по маслоуказателю при жидкостной смазке, проверяют набивку и затяжку сальника. Сальниковые насосы в последние годы все более вытесняются насосами с торцевыми уплотнениями и бессальниковыми герметичными насосами типа ХГ. 65 Герметичные насосы типа ХГ устанавливают в непосредственной близости от циркуляционного ресивера. Для устойчивой работы насоса жидкость из циркуляционного ресивера отбирают через вертикальный стояк диаметром 250 мм. При температуре до – 400 С подпор на всасывании должен быть 1,5 м, при – 400 С от 2,5 до 3,5 м столба жидкости. На всасывании устанавливают фильтр, из корпуса которого перед пуском удаляют масло. 2.4.5. Основные операции технического обслуживания 2.4.5.1. Удаление масла из системы холодильной установки Масло, миновавшее маслоотделители, частично оседает в застойных зонах проточных аппаратов, а большая его часть поступает в охлаждающие приборы. Из охлаждающих приборов масло удаляют обычно при их оттаивании сначала в дренажный ресивер, а затем в маслосборник. Аппараты стороны низкого давления – испаритель для охлаждения хладоносителя, промежуточный сосуд, защитный, компаундный и циркуляционный ресиверы, отделитель жидкости – выключают из работы, освобождают от жидкого хладагента и нагревают для того, чтобы масло стало подвижным. На аммиачных холодильных установках масло из аппаратов должно выпускаться только в маслосборник следующим образом (рис. 2.1). 66 Рис.2.1. Схема удаления масла из аппаратов в маслосборник: 1 - аппарат; 2 - маслосборник; 3 - циркуляционный ресивер; 4 - бочка; 1’ - 4’ - запорные вентили. В маслосборнике 2 понижают давление до значения, не превышающего давление в аппарате 1, из которого выпускают масло, открыв вентили 2’ и 4’ на трубопроводе, соединяющем маслосборник 2 с циркуляционным 3 (или защитным) ресивером. После снижения давления в маслосборнике закрывают вентили 2’ и 4’ и выпускают масло из аппарата 1, открыв вентили 1’и 3’. Вентили 1’и3’ закрывают после выравнивания давления, о чем свидетельствует и появление инея на трубопроводе, и открывают вентили 2’ и 4’ на 20 – 30 мин. для удаления хладагента, поступившего вместе с маслом. 67 Затем вентили 2’и 4’ закрывают и наблюдают за давлением в маслосборнике. Если по мере нагревания масла окружающим воздухом или другим источником теплоты давление повышается, что свидетельствует о наличии хладагента, то снова открывают вентили 2’и 4’ для удаления хладагента. Масло, очищенное от хладагента, выпускают из маслосборника 2 под давлением, которое на 0,01 – 0,03 МПа выше атмосферного, в бочку 4, которую возвращают на нефтебазу или в ресивер, предназначенный для временного хранения использованного масла. В хладоновых холодильных установках масло удаляют из испарителей, а при работе на R22 также из аппаратов стороны низкого давления (защитного, циркуляционного ресиверов) и масляного ресивера. Отвод масла из охлаждающих приборов змеевикового типа осуществляется проще, чем из затопленных испарителей. Так, в установках на R12 масло из затопленных испарителей отводится с паром хладагента в виде пены, образующейся при кипении хладагента, по всасывающему трубопроводу в компрессорный агрегат. Количество отведенного масла зависит от уровня хладагента в испарителе и скорости движения в нем пара. В установках на R22 из аппаратов стороны низкого давления или нагнетательного трубопровода насоса при насосной подаче хладагента отводится часть жидкого хладагента, содержащего масло, сначала в теплообменник-выпариватель для испарения жидкого хладагента, а затем во всасывающий трубопровод или масляный ресивер. Масло, поступающее в компрессорный агрегат, должно иметь массовую долю хладагента, близкую к массовой доле его в масле, которое находится в агрегате, чтобы избежать вспенивания и уноса масла в систему. Для уменьшения массового содержания хладагента в масле, отводимом из системы, его нагревают в теплообменнике или в масляном ресивере. 68 На аммиачных холодильных установках некоторые масла, в частности ХА30, могут быть повторно использованы после восстановления (регенерации) свойств путем их очистки от механических загрязнений, воды и продуктов разложения. Смесь регенерированного (в количестве 30-40 % от смеси) и свежего масла применяют для смазки аммиачных поршневых компрессорных агрегатов и тех винтовых, для которых есть указание в техническом паспорте о возможности применения для смазки регенерированного масла. 2.4.2.5.Удаление воздуха из системы холодильной установки Воздух, присутствующий в системе, вызывает повышение температуры и давления конденсации, а также температуры нагнетания, что является причиной снижения холодопроизводительности, роста затрат электроэнергии на привод компрессора и ухудшения условий работы установки в целом. В связи с этим в процессе работы установки необходимо принимать меры для предотвращения попадания воздуха и удалять попавший воздух. Воздух поступает в систему в основном при ее вскрытии для проведения технического обслуживания и ремонта, а также через неплотности соединений и сальников. Присутствие воздуха в системе можно определить по следующим признакам. Появляется разность давлений между давлением в конденсаторе и давлением хладагента в насыщенном состоянии. Увеличивается давление в конденсаторе при повышении уровня жидкости в линейном ресивере при прочих равных условиях, а также температура нагнетания. Воздух удаляют из системы посредством воздухоотделителя, работоспособность которого должна контролироваться и поддерживаться. Так, при техническом обслуживании воздухоотделителя Я10-ЕВО ежедневно проверяют работоспособность приборов автоматики, герметичность соединений, сравнивают давление, измеренное 69 мановакуумметром, со значением давления насыщенного хладагента. Присутствие воздуха в системе хладоносителя характеризуется такими признаками. Насос работает неустойчиво – с разрывами потока жидкости. Стрелка манометра резко колеблется. Охлаждающие батареи покрыты неравномерным слоем инея, или иней отсутствует, так как хладоноситель не поступает в батареи. При остановке насоса повышается уровень хладоносителя в расширительном баке. Воздух из системы хладоносителя выпускают при работе насоса через краны и пробки, находящиеся на крышках испарителей. 2.4.5.3.Удаление влаги и герметизация системы Влага, присутствующая в хладагентах, увеличивает их коррозионную активность, способствует разложению масла на основе полиэфиров при ее доле 0,005 – 0,01 % и омеднению. А не растворенная в хладонах вода замерзает при дросселировании. Кристаллы льда забивают отверстия фильтрующей насадки, что приводит к уменьшению, а иногда и к прекращению подачи хладагента, например, в компрессор или в охлаждающие приборы. В связи с этим на хладоновых установках периодически контролируют присутствие свободной воды в системе с помощью индикатора влажности хладагента, окраска чувствительного элемента которого изменяется в зависимости от концентрации воды в хладоне, или по обмерзанию, например, фильтра ТРВ либо всасывающего фильтра компрессора. При появлении признаков присутствия влаги в системе следует выявить причину попадания влаги, устранить ее и принять меры по удалению влаги из системы. Влага поступает в систему обычно в небольшом количестве вместе с воздухом, хладагентом, маслом. Поэтому систему после вскрытия 70 вакуумируют при давлении не более 150 Па в течение не менее 12 ч с помощью вакуумного насоса при температуре не ниже 150 С, осушают хладагент и масло в процессе заправки ими системы с помощью дополнительных осушительных патронов. Озонобезопасные хладагенты и их масла значительно гигроскопичнее традиционно применяемых. Поэтому требуется более глубокое и продолжительное вакуумирование системы. Возможно, конечно, поступление в систему и большого количества воды через неплотности в конденсаторе и маслоохладителе, охлаждаемых водой. Наличие течей в этих аппаратах периодически проверяют. При появлении признаков наличия влаги в системе подключают фильтр – осушитель, если он не был включен, или заменяют его другим с работоспособным сорбентом. Массу сорбента рассчитывают с учетом массового расхода хладагента, влагоемкости сорбента, времени работы. По мере поглощения влаги поглотительная способность сорбентов уменьшается, поэтому их подвергают регенерации. Регенерированный сорбент до засыпки в корпус фильтра – осушителя просеивают для удаления мелких частиц. Герметичность системы является необходимым условием ее экономичной и безопасной работы, так как уменьшение количества хладагента в системе увеличивает расход энергии. Накопление хладагента (даже не ядовитого и не горючего) в помещении является опасным для обслуживающего персонала, а поступление в атмосферу ухудшает экологию окружающей среды. Требование к уровню герметичности холодильных установок возрастает и в связи с использованием дорогих и гигроскопичных озонобезопасных хладагентов и их смесей. Контроль герметичности и поиск течей проводят с использованием индикаторных веществ (пенообразователя, красителя, химического реагента) и приборов разного назначения (индикатора, газоанализатора, течеискателя). На аммиачных холодильных установках помещения машинного и аппаратного отделений относятся к классу взрывоопасности В1б. Поэтому на автоматизированных холодильных установках 71 обязательна установка сигнализатора утечки и аварийной концентрации аммиака в воздухе (например, СКПА-01). Сигнализатор утечки должен подавать предупредительный сигнал и включать приточно-вытяжную вентиляцию при концентрации аммиака свыше 0,5 г / м3 (0,07 %), а при повышении концентрации более 1,5 г / м3 (0,21 %) он должен выключать электроснабжение всей установки и одновременно включать аварийную вентиляцию и светозвуковую сигнализацию. Места утечки аммиака определяют посредством химических индикаторов (например, кусочков фильтровальной бумаги, пропитанной спиртовым раствором фенолфталеина или спиртово-глицериновым раствором фенолрота), а также переносных приборов, более удобных в работе и имеющих более высокую чувствительность. При поиске течи переносным прибором задают значение его чувствительности, которое должно быть больше фоновой концентрации аммиака в воздухе. Если концентрация аммиака равна заданной, то включается световая и (или) звуковая сигнализация. Присутствие аммиака в охлаждающей воде и хладоносителе определяют с помощью, например, реактива Несслера, химического индикатора по отгонной пробе среды и химического индикатора, если среда нейтральная, т. е. водородный показатель рН=7. Присутствие хладона в помещениях машинного отделения, производственных помещениях, холодильных камерах и теплообменных аппаратах определяют с помощью газоанализаторов и сигнализаторов, датчики которых находятся в местах, в которых утечка хладагента наиболее вероятна. При достижении концентрацией хладона в воздухе порогового значения включается световая и (или) звуковая сигнализация. Места относительно больших утечек хладона могут быть обнаружены по масляным пятнам, по присутствию красителя, если он введен в хладагент, по вспениванию мыльной или полимерной эмульсии, нанесенной на 72 поверхность. Но обычно используют более чувствительные приборы – галогенную лампу и течеискатель. Наиболее совершенными и чувствительными являются электронные течеискатели, имеющие несколько переключаемых диапазонов чувствительности, режим измерения и поиска течи с блокированием фонового загрязнения, а также другие возможности. Для поиска течи значением менее 1 г в год используют гелиевые течеискатели. 2.4.5.4.Пополнение системы хладагентом и хладоносителем При эксплуатации холодильной установки хладагент и хладоноситель различными путями уходят из системы (течи в соединениях и сальниках, при выпуске масла и воздуха, при проведении технического осмотра и ремонта). Поэтому систему периодически пополняют хладагентом и хладоносителем при выявлении необходимости в этом по таким признакам: низкий уровень жидкого хладагента в линейном ресивере при недостатке жидкости в испарительных системах, повышенный перегрев пара, всасываемого в компрессор, несмотря на полное открытие регулирующего вентиля, повышенная температура нагнетания, пониженная температура кипения. Порядок пополнения системы хладагентом такой же, как и при первоначальном заполнении. Признаком, свидетельствующим о необходимости пополнения системы хладоносителем, является низкий открытом испарителе и уровень хладоносителя в расширительном баке в схеме с закрытыми испарителями. Для пополнения системы в баке – концентраторе готовят раствор требуемой концентрации, периодически контролируя показатель рН с помощью химического индикатора (лакмуса, фенолфталеина) или прибора (рН – метра) и плотность раствора посредством ареометра. При необходимости в раствор вводят ингибитор коррозии. Приготовленный хладоноситель через фильтр подают насосом в систему до установления 73 требуемого уровня в открытом испарителе или расширительном баке в схеме с закрытыми испарителями. 2.4.5.5.Защита элементов коррозии холодильной установки в от Элементы холодильной установки, соприкасающиеся с загрязненным атмосферным воздухом, хладоносителем, водой, грунтом, подвержены разрушающему действию различных видов коррозии, которая сокращает срок их службы, а в теплообменных аппаратах продукты коррозии, отлагаясь на теплопередающей поверхности, увеличивают термическое сопротивление. Скорость коррозии, измеряемая обычно толщиной разрушенного материала (мм) или массой, отнесенной к единице площади поверхности (г/м2), за год, зависит от вида материала, состава среды и внешних условий (температуры, давления, скорости движения). Например, скорость атмосферной коррозии возрастает с увеличением влажности атмосферы, скорость электрохимической коррозии увеличивается в кислой среде, при повышении температуры и скорости движения среды. Для защиты от коррозии элементов холодильной установки применяют различные способы: изолируют металл от коррозионной среды, покрывая его поверхность слоем коррозионно-стойкого материала, снижают коррозионную активность среды, используют ингибитор (вещество, замедляющее скорость коррозии), изменяют коррозионный потенциал металла. Защиту металла от коррозии путем нанесения слоя грунтовки, краски, лака и эмали применяют наиболее широко. Лакокрасочное покрытие выполняет защитную функцию, если слой непрерывен. Правда, в последнее время появились защитные лакокрасочные покрытия, наполненные порошком цинка, которые защищают металл и при нарушении 74 непрерывности их слоя (силиконоцинковые, эпоксидноцинковые). Современные технологии позволяют покрывать поверхность металла слоем синтетической пластмассы различной толщины. Такое покрытие прочнее и долговечней лакокрасочного, и оно вытесняет лакокрасочное. Выпускают испарители, теплопередающая поверхность которых, контактирующая с хладоносителем, покрыта тонким слоем пластмассы. Поверхность трубной решетки и крышки маслоохладителей винтовых компрессорных агрегатов со стороны охлаждающей воды покрывают слоем эпоксидной смолы. Защитное покрытие из металла является наиболее прочным и эффективным. Например, поверхность охлаждающих приборов, воздушных и испарительных конденсаторов оцинковывают, иногда поверхность теплопередающих труб воздухоохладителей и конденсаторов плакируют сплавом алюминия. Коррозионная активность среды может быть снижена путем поддержания целесообразного значения водородного показателя (рН = 7…12 для углеродистой стали, рН= 7 для алюминия), уменьшения концентрации кислорода и водорода, ионов тяжелых металлов, галогенов и др., уменьшения влажности воздуха, предотвращения конденсации пара на поверхности, понижения температуры, давления и скорости движения. Для уменьшения содержания кислорода в средах , соприкасающихся с атмосферным воздухом, используют специальные полимерные материалы – редокситы , которые активно связывают растворенный кислород, удаляя его из водной среды. Процесс удаления сводится к фильтрованию воды через колонку, заполненную зернистым редокситом. Ингибиторы коррозии – вещества, введение которых в агрессивную среду снижает скорость коррозии металлических материалов. Одни ингибиторы имеют электрохимическую природу, другие способствуют образованию на металле пленок и переводят металл в пассивное состояние. Ингибиторы применяют главным образом в системах охлаждения с 75 постоянным или малообновляемым количеством агрессивной среды, например, для защиты от коррозии теплопередающей поверхности аппаратов, трубопроводов со стороны воды, хладоносителя, циркулирующих по замкнутому контуру. В холодильной технике применяют ингибиторы главным образом неорганического происхождения. Так, для защиты черных металлов в пресную воду системы оборотного водоснабжения вводят жидкое стекло, бихромат натрия и каустическую соду. Например, на 1 м3 свежей воды добавляют 90 г бихромата натрия и 26 г каустической соды. Для защиты черных металлов и цинка в рассолах используют в основном хромат и бихромат натрия. Первый эффективнее, но последний дешевле и доступнее. В хладоновых установках в хладагент добавляют борный ангидрид в количестве 0,01 – 1%, а в смазочное масло вводят пиколиновую кислоту в количестве 0,05 – 1% и перекись дибензоила в количестве 0,1%. Поскольку защитное действие ингибитора уменьшается в процессе работы, то его необходимо периодически добавлять в раствор. Защиту металла изменением его стационарного потенциала называют электрохимической. Есть две разновидности такой защиты – катодная и анодная. На холодильных установках применяют в основном катодную защиту посредством анодного протектора. Для защиты объектов из углеродистой и низколегированной стали используют протекторы из алюминиевых ( марки АП1, АП3) и цинковых (марки ЦП1, ЦП3) сплавов. А для защиты объектов из сплавов на основе меди и никеля применяют протекторы из стали (марки Ст0, Ст3). Так как протекторы имеют ограниченный радиус защитного действия, то на защищаемом объекте крепится несколько протекторов. Размещают их на крышке и трубной доске кожухотрубных испарителей и маслоохладителей, на панельных батареях открытых испарителей и аккумуляторов холода, на поверхности трубопроводов с учетом их ограниченного защитного действия. Нужно обращать 76 внимание, чтобы место крепления протектора было бы хорошо зачищено и обезжирено. Протектор, разрушенный более чем на 40% от первоначальной массы, заменяют. 2.4.5.6. Методы очистки аппаратов теплопередающей поверхности Теплопередающая поверхность аппаратов, охлаждаемых водой, со временем покрывается накипью, а иногда и органическими отложениями. В результате увеличиваются термическое и гидравлическое сопротивления, а в итоге уменьшается передаваемый тепловой поток. Например, при толщине слоя накипи 1 мм на поверхности труб испарительного конденсатора его производительность снижается на 10 %, а при толщине слоя 2 мм – на 20 %. Следовательно, теплопередающая поверхность должна периодически очищаться от отложений. Теплопередающую поверхность аппаратов очищают от накипи химическим или механическим методами. При химической очистке используют вещества (кислоту, щелочь, соль), вступающие в химическую реакцию с минеральными отложениями. В результате образуются водорастворимые соединения или нерастворимые, но выпадающие в виде рыхлого осадка, легко удаляемого из аппарата. Выбор вида химически активного вещества зависит от преобладающего химического состава накипи. Например, карбонатные накипи растворяют 4 – 10 –процентным раствором ингибированной соляной кислоты, как наиболее доступной и дешевой. Силикатные и сульфатные накипи удаляют 5 – 20-процентным раствором каустической соды или 5-процентным раствором тринатрийфосфата. Для очистки используют и менее активные органические кислоты (например, 70-процентный водный раствор муравьиной, уксусной, пропионовой и масляной), растворяющие накипь за больший промежуток времени. 77 Схема удаления накипи химическим методом с поверхности труб кожухотрубного конденсатора показана на рис. 2.2,а. Рис. 2.2. Схема удаления накипи химическим способом: а - с насосной подачей; б - с безнасосной подачей; 1 - бак со щелочью; 2 - бак с кислотой; 3 - кислотостойкий насос; 4 – конденсатор. Предварительно конденсатор 4 выключают из работы, из него удаляют хладагент, масло, воду. Затем снимают контрольно-измерительные приборы и арматуру из цветных металлов, отключают от системы, глушат отверстия, оставляя одно в верхней части крышки для выхода газа, образующегося в результате химических реакций. К водяным патрубкам конденсатора присоединяют систему химической очистки. Приготовленный раствор с требуемой массовой долей, допустим, кислоты, из бака 2 насосом 3 подается в конденсатор 4 и сливается в бак 2. Удаление накипи из аппарата контролируют по изменению массовой доли кислоты в 78 растворе и количеству шлама, поступающего в бак. Очистку аппарата заканчивают, если массовая доля кислоты в циркулирующем растворе перестает изменяться. Затем в конденсатор подают 2 – 5- процентный раствор щелочи, например, NaOH, из бака 1 для нейтрализации кислоты и промывают водой, контролируя показатель рН выходящей воды с помощью индикатора. Удаление накипи можно проводить и более простыми техническими средствами (рис. 2.2,б). В полость подготовленного аппарата, подлежащего очистке, заливают раствор и выдерживают сутки – двое. Раствор периодически перемешивают в полости, подавая сжатый воздух через открытый верхний патрубок аппарата. Если накипь удаляют щелочью, органическими кислотами и солями, то после окончания процесса аппарат промывают водой. Отработанные после химической очистки растворы и вода после промывки содержат вещества, сброс которых в канализацию и природные водоемы не допускается без очистки. Химический способ очистки аппаратов от накипи универсален и эффективен, но требует специального оборудования, защитных средств (резиновые сапоги, фартук, маска с фильтром) и систему очистки отработанного раствора и воды после промывки. Поэтому в ряде случаев при небольшом объеме работ, хорошем доступе к очищаемой поверхности целесообразным является механический способ, при котором поверхность очищают от накипи с помощью проволочных щеток, распушенных стальных тросов, фрезой, приводимых в движение посредством электро- или пневмопривода. При механическом способе поверхность очищается неравномерно и разрушается поверхностный слой очищаемого материала. Разновидностью механического способа является тепловой метод, суть которого состоит в том, что очищаемую поверхность нагревают, а затем быстро охлаждают, например, орошая водой. Слой накипи растрескивается вследствие различия значений линейного расширения металла и накипи и 79 смывается потоком подаваемой воды. Этот метод чаще применяют для очистки труб испарительного конденсатора, так как расположение труб в виде плотного пучка не позволяет очищать их механическим воздействием и затрудняет очистку химическим способом, а вероятность появления течи вследствие теплового расширения труб меньше, чем у кожухотрубных. 2.4.5.7.Техническое установок обслуживание малых холодильных Малые холодильные установки предприятий торговли и общественного питания работают автоматически, поэтому не требуют постоянного присутствия обслуживающего персонала. Ежедневное наблюдение за функционированием холодильной установки (например, уровнями шума и вибрации, наличием масляных пятен) и некоторые операции технического обслуживания (содержание в чистоте поверхности оборудования, очистка воздушного конденсатора, оттаивание охлаждающих приборов) выполняет представитель владельца. Он же вызывает специалиста-механика при отказах холодильной установки. Технические осмотры проводятся периодически в соответствии с графиком раз в один-три месяца в зависимости от особенностей установки персоналом специализированного предприятия, с которым владелец предприятия заключает договор. При техническом осмотре выполняют следующее. Визуально контролируют состояние: теплоизоляционных ограждающих конструкций камер, шкафов, прилавков и витрин, холодильного оборудования, приборов автоматики, электрического оборудования. Проверяют прочность крепления оборудования на фундаменте и проводов заземления (зануления), силу натяжения ремней клиноременной передачи, герметичность оборудования и трубопроводов, наличие влаги в системе с помощью индикатора влажности. 80 Измеряют параметры режима работы установки: температуру воздуха в охлаждаемом объеме с помощью термометра в моменты включения и выключения агрегата; давление (температуру) кипения хладагента с помощью мановакуумметра, давление (температуру) конденсации с помощью манометра в моменты включения и выключения агрегата; температуру воды на входе и выходе из конденсатора; время, в течение которого агрегат работает и стоит. Проверяют настройку ТРВ по давлению кипения и наличию инея на поверхности всасывающего трубопровода и охлаждающих приборов. Определяют наличие воздуха в системе, герметичность соединений, герметичность всасывающего и нагнетательного клапанов, поршневых колец, искрение и нагрев электропусковой аппаратуры. Анализируют режим работы холодильной установки: точность поддержания температуры воздуха в охлаждаемом объеме, разность температур (давлений) конденсации и кипения, перегрев на всасывании, нагрев воды в конденсаторе, коэффициент рабочего времени холодильного агрегата. Выявляют отклонения от заданного режима работы и дефекты оборудования. Проводят работы по поддержанию работоспособного состояния холодильной установки: подстраивают приборы автоматики (реле температуры, реле давления, ТРВ, водорегулирующий вентиль); устраняют утечки хладагента (не более 0,5 г в год); пополняют хладагентом систему; хладагент осушают и очищают от загрязнений с помощью фильтра – осушителя, очищают от загрязнений систему водяного охлаждения и оттаивания; подтягивают приводные клиновые ремни агрегатов; регулируют зазор между вентилятором и диффузором конденсатора и воздухоохладителя; заменяют дефектные детали. Выполненные работы указывают в журнале технического обслуживания, а факт осмотра подтверждают актом. 81 3.Ремонт холодильных установок 3.1.Основные положения ремонта Техническое обслуживание обеспечивает работоспособное состояние холодильной установки в течение некоторого промежутка времени. Неизбежно наступает предельное состояние и возникает необходимость в более глубоких по характеру восстановления утраченной работоспособности целенаправленных действиях. Комплекс операций, связанных с восстановлением работоспособности объекта и его технического ресурса либо ресурса его составных частей, называется ремонтом. В состав этих операций входят замена или восстановление изношенных деталей, сборочных единиц и сборочных комплексов, регулировка и наладка оборудования с доведением его параметров до соответствия требованиям технической документации. Ремонты классифицируют: по степени восстановления ресурса на текущий, средний и капитальный; по планированию на плановый и неплановый; по регламентации выполнения на регламентированный и по техническому состоянию. Текущий ремонт предназначен для обеспечения и восстановления работоспособности объекта путем воссоздания или замены наименее долговечных частей. Средний ремонт предназначен для восстановления исправности и увеличения ресурса объекта путем восстановления или замены уже более долговечных частей. Капитальный ремонт предназначен для восстановления исправности, полного (или близкого к полному) ресурса путем воссоздания или замены любых его частей, включая базовые. Ремонт называют плановым, если он проводится в соответствии с требованиями нормативно – технической документации (НТД), и неплановым, если он выполняется без предварительного назначения для устранения отказа. 82 Регламентированный ремонт – это плановый ремонт, выполняемый с периодичностью и в объеме, установленными в НТД, независимо от технического состояния объекта в момент начала ремонта. Достоинством регламентированного ремонта является то, что известны виды ремонта, периодичность их проведения, содержание и объем операций каждого вида ремонта. Это позволяет подготовиться к ремонту и провести его с минимальными затратами. Ремонт по техническому состоянию – плановый ремонт, при котором контроль технического состояния выполняют с периодичностью и в объеме, установленными в НТД, а объем и момент начала ремонта определяют фактическим состоянием объекта. Ремонт по техническому состоянию в отличие от регламентированного содержит только указания по объему диагностирования. Объем же собственно ремонтных операций полностью зависит от результата диагностирования. Автоматизированная система эксплуатации с мониторингом фактического состояния объекта обеспечивает непрерывное наблюдение и измерение с применением соответствующих оценочных процедур, решение задач об оптимальном расходовании ресурсов за счет управления работой устаовки, оптимизацию системы технического обслуживания и ремонта. Эта система позволяет непрерывно отслеживать фактическое состояние каждого объекта установки, оперативно диагностировать детали, узлы объекта, прогнозировать остаточный ресурс, осуществлять на этой основе техническое обслуживание и ремонт по техническому состоянию. 3.2.Износ оборудования и его предупреждение В процессе работы или просто с течением времени детали машин и аппаратов вследствие физического материального износа перестают удовлетворять требованиям технической документации на оборудование. Материальный износ происходит под воздействием механических, тепловых и 83 химических факторов. Износ проявляется в пластической деформации, изменении формы и геометрических размеров деталей, изменении шероховатости поверхности, структуры материала, прочностных характеристик и т. д. В результате износа изменяются зазоры, могут появиться задиры, трещины, увеличиваются шум и вибрация при работе. В конечном итоге износ приводит к потере исправности или работоспособности. Основными видами износа являются механический и коррозионный. Механический износ происходит под воздействием сил трения, ударного действия частиц газа, пара, жидкости и различного рода нагрузок. Механический износ подразделяют на износ от сил трения, абразивный, эрозионный, усталостный, кавитационный, износ от силовых и тепловых нагрузок. Износ от сил трения зависит от продолжительности контакта трущихся поверхностей, материала деталей (износ деталей из одноименных материалов больше, чем из разноименных), качества обработки поверхностей трения, скорости перемещения тел относительно друг друга, давления, рода и режима смазки и других факторов. Абразивный износ происходит под ударами частиц песка, окалины и металла. Основной мерой по предупреждению абразивного износа является тщательная очистка системы холодильной установки перед сдачей в эксплуатацию. Абразивный износ при использовании неметаллических материалов может проявляться в том, что окалина или металлические частицы от износа деталей внедряются в мягкую поверхность пластмассы и превращают ее в подобие наждачного полотна. Так, при попадании окалины на графитофторопластовое кольцо сальникового уплотнения штока резко возрастает износ штока. Эрозионный износ детали происходит под действием движущихся с большой скоростью частиц газа, пара или жидкости. Эрозионному износу подвержены седла и клапаны компрессоров, запорной и регулирующей арматуры и др. 84 Усталостный износ происходит вследствие приложения знакопеременных нагрузок. Усталостное разрушение поверхности проявляется в виде разрастающихся микротрещин. Роторы, коленчатые валы, шатунные болты, пружины, пластины клапанов, зубчатые колеса – вот примерный перечень деталей, наиболее подверженных усталостному износу. Усталостный износ появляется в местах концентрации напряжений, которыми могут быть острые кромки, неоднородности поковок и т.п. Для предотвращения усталостного износа при конструировании деталей стараются избежать резких переходов от одного диаметра к другому, подвергают детали термической обработке и обработке поверхности металла различными методами пластической деформации. Кавитационный износ происходит при возникновении гидравлических ударов на поверхности детали из – за нарушения непрерывности потока жидкости при образовании воздушных или паровых пузырей. Кавитационный износ характерен для рабочих колес центробежных насосов. Износ от воздействия силовых нагрузок (изгиб, кручение, удар) проявляется в пластической деформации деталей. Валы, роторы, шпоночные и шлицевые соединения, пальцы муфт и другие детали под воздействием нагрузок могут изменять форму рабочих поверхностей. При нагрузках выше расчетных из – за некачественной сборки или в результате ударных нагрузок такие детали соединений, как шпонки, могут быть не только деформированы, но и срезаны, болты удлиняются, профиль резьбы искажается. Износ при тепловом воздействии проявляется также в пластической деформации и связан с ползучестью металла. Для углеродистых сталей ползучесть проявляется при температуре более 3750 С, для легированных – более 4200 С. Коррозионный износ заключается в превращении металла в окисленное состояние. В результате окисления металлы теряют электроны и образуются оксиды, гидрооксиды или соли. По 85 механизму взаимодействия металлов со средой различают химическую и электрохимическую коррозию. Суть происходящих процессов, а также меры по защите оборудования от коррозии описаны в разделе 2.4.5.5. Непременное требование предупреждения преждевременного износа – соблюдение правил эксплуатации оборудования. Для снижения износа прибегают к повышению качества материала деталей, твердости поверхностей трения, подбору хорошо сочетающихся материалов для сопряженных деталей, повышению чистоты обработки трущихся деталей, улучшению режима и качества смазки деталей трущихся пар. Износ деталей машин – неизбежный естественный процесс, поэтому изменение размеров и свойств деталей в процессе эксплуатации при соблюдении правил сборки и обслуживания оборудования называют нормальным износом. Износ, при котором дальнейшая эксплуатация недопустима, называют предельным. Эксплуатация оборудования при повышенных нагрузках, нарушении правил эксплуатации, некачественная сборка или ремонт могут привести к аварийному износу. При аварийном износе изменение размеров и свойств деталей выходит за границы предельного состояния (рис. 3.1). 86 Рис. 3.1. Изменение износа Q, интенсивности отказов Z (a), первоначального зазора в сопряжении пары трения за период расчетного ресурса детали (б) и изменение шероховатости G деталей за период приработки (в). 87 Различают также катастрофический износ, при котором начинается или происходит разрушение детали в случае превышения расчетного срока эксплуатации или нагрузки на оборудование. Износ под действием сил трения является наиболее распространенным видом механического износа, в подавляющем количестве случаев определяющим износ всей машины. В зависимости от интенсивности износа во времени всю продолжительность ее существования от первого пуска на обкатку до списания можно разделить на три области (рис. 3.1,а): область приработки, область нормального износа и область катастрофического износа. Область приработки характеризуется повышенным износом деталей, увеличением зазоров в сопряжениях (рис.3.1,б) и значительным количеством отказов. По мере завершения холостой обкатки и обкатки на рабочих средах интенсивность износа и количество отказов уменьшается. После приработки в процессе эксплуатации износ и зазоры в сопряжениях увеличиваются незначительно. Тем не менее, в конце расчетного срока эксплуатации увеличение зазоров и износ деталей приближаются к предельным и количество отказов увеличивается. После достижения предельного срока службы, соответствующего предельному износу, интенсивность износа и отказов возрастают. 3.3.Планирование и организация ремонта оборудования Система организации технического обслуживания и ремонта оборудования на основе метода планово – предупредительного ремонта это совокупность организационных и технических мероприятий для обеспечения безопасной и безотказной его работы. В систему планово - предупредительного ремонта (ППР) входят техническое обслуживание (ТО) и плановые ремонты: 88 текущий или профилактический осмотр О, текущий Т, малый М, средний С и капитальный К. Техническое обслуживание проводят между очередными плановыми ремонтами главным образом в течение смены и силами сменного персонала. В объем технического обслуживания входят эксплуатационный уход (обтирка, чистка, наружный осмотр, смазка, выявление неисправностей, фиксация всех неисправностей в журнале) и технический уход (устранение мелких неисправностей). Текущий (профилактический) осмотр проводят в плановом порядке. При этом вскрывают подшипники, клапаны, цилиндры, определяют износ основных деталей, выполняют все работы технического ухода. Текущий ремонт - это вид ремонта, при котором восстанавливается работоспособность отдельных сборочных единиц и принудительно заменяются наименее долговечные детали со сроком службы не более года. Средний ремонт выполняют с частичной разборкой машины и заменой или восстановлением изношенных деталей с более длительным сроком службы. Капитальный ремонт выполняют для полного восстановления работоспособности оборудования с доведением его характеристик до соответствия техническим условиям на новое или отремонтированное оборудование. При капитальном ремонте машину полностью разбирают и меняют или восстанавливают работоспособность деталей с большим сроком службы, включая базовые. В объем каждого очередного ремонта входит и объем предыдущего. Например, объем среднего ремонта включает все работы текущего. В капитальный ремонт могут быть включены работы по модернизации машины, а также по автоматизации и механизации установок. 89 3.4.Способы и методы ремонта При организации ремонта различают централизованный, децентрализованный и смешанный способы ремонта. При централизованном способе ремонтные работы выполняют силами ремонтно-механического цеха предприятия или подрядной организации. Этот способ применяют при большом количестве однотипного оборудования небольшой массы, удобного для демонтажа и перевозки. Централизованный способ позволяет повысить производительность труда путем предметной специализации, когда определенные виды оборудования ремонтируют на специально оснащенном участке, либо за счет профессиональной специализации рабочих. При децентрализованном способе ремонтные работы выполняют силами цехового персонала. Этот способ применяют при большой разнотипности оборудования. В этом случае ремонтно-механический цех изготавливает только запасные части и выполняет отдельные виды работ, которые не могут быть выполнены рабочими производственного цеха. В большинстве случаев применяют смешанный способ, при котором капитальный ремонт выполняют централизованно, а текущие осмотры и ремонты - децентрализовано. В зависимости от вида, типа и количества оборудования, его размеров и массы, квалификации и оснащенности ремонтников, применяют различные методы ремонта. Индивидуальный метод применяют для ремонта оборудования, имеющегося на предприятии в небольших количествах. Метод требует высокой квалификации ремонтников, продолжительного простоя в ремонте и затрудняет использование механизации процесса ремонта. Узловой метод применяют для ремонта однотипного оборудования, имеющегося на предприятии в большом количестве. При узловом методе неисправные детали и сборочные единицы заменяют, а снятые восстанавливают и 90 хранят как запасные. Узловой метод широко применяют при ремонте холодильных установок средней и малой производительности. Последовательно-узловой метод применяют для ремонта оборудования, имеющего конструктивно обособленные сборочные единицы. Агрегатный метод используют при централизованном способе ремонта, когда не требуется больших затрат на демонтаж и перевозку оборудования до ремонтной базы. При использовании специализированных ремонтных заводов для капитального ремонта холодильных агрегатов экономически целесообразно перевозить оборудование на расстояние не более 300-500 км. Поточный метод применяют только при ремонте холодильных агрегатов в производственных комбинатах на конвейере или поточной линии. Поточный метод позволяет повысить производительность и качество ремонта, снизить себестоимость работ. 3.5.Основы технологии ремонта оборудования 3.5.1. Схема типового технологического процесса ремонта Технологический процесс ремонта разрабатывают для каждого ремонтируемого объекта с учетом его особенностей. Схема обобщенного технологического процесса ремонта основного холодильного оборудования включает: оценку технического состояния, отключение от системы, сдачу в ремонт, очистку и мойку, дефектацию, восстановление работоспособного состояния, сборку, испытание и сдачу в эксплуатацию. Перед остановкой на ремонт уточняют техническое состояние объекта по значениям контролируемых параметров и внешним признакам функционирования. Работоспособность приборов автоматики, установленных на объекте, проверяют на 91 срабатывание во время функционирования объекта. Обнаруженные дефекты заносят в дефектную ведомость. Перед вскрытием объект освобождают от рабочей среды (хладагента, масла, хладоносителя, воды) и продувают сжатым воздухом. С объекта снимают предохранительный клапан, контрольно-измерительные приборы, протекторы электрохимической защиты, а на патрубки ставят заглушки. От магистральных трубопроводов объект отключают посредством заглушек с прокладками, устанавливаемыми между фланцами трубопроводов и запорными вентилями. После этого объект с необходимой ремонтной документацией, комплектом запасных частей и вспомогательных материалов передают в ремонт. В соответствии с ремонтной документацией объект разбирают на сборочные единицы и детали, причем объем (глубина) разборки зависит от вида ремонта. Технологические операции очистки и мойки деталей проводят неоднократно в процессе ремонта, так как они создают необходимые условия для выполнения других работ. В процессе дефектации выявляется техническое состояние деталей и узлов, а также производится их рассортировка. Этап восстановления деталей и узлов предполагает воссоздание деталей и узлов путем изготовления новых деталей, регулирования узлов и выполнения других ремонтных операций. Операция сборки состоит в последовательном соединении в соответствии с ремонтной документацией деталей и сборочных единиц, а также в проверке взаимного положения деталей и регулировании функционально связанных узлов. Испытание объекта позволяет в общем случае выявить дефекты сборки, ввести в работоспособное состояние функциональные узлы, проверить герметичность и прочность объекта или его узлов. После этого объект в исправном состоянии, с восстановленным техническим ресурсом сдается в эксплуатацию, что подтверждается актом. 92 3.5.2. Методы очистки и дефектации деталей и узлов Поверхность деталей обычно загрязнена, например, маслом, продуктами его разложения, твердыми частицами, продуктами коррозии, органическими и минеральными отложениями. Загрязнения удаляют путем механической чистки и промывки 5 - 10 - процентным раствором соляной кислоты, содержащим ингибитор. Очищенную деталь промывают 2 - процентным раствором щелочи, например NaOH, а затем водой. Масло и продукты его разложения удаляют растворителями (бензином, керосином, уайт-спиритом, четыреххлористым углеродом) или водными щелочными моющими растворами. Бензин и четыреххлористый углерод должны находиться в ваннах с крышками, в помещениях, оборудованных вытяжной вентиляцией. Керосин вызывает коррозию стальных и чугунных деталей. Моющие растворы на основе каустической соды применяют для обезжиривания стальных и чугунных деталей. Каустическая сода разрушает алюминий и его сплавы. Обезжиренные детали промывают водой и сушат, обдувая сжатым воздухом. Детали хладонового оборудования из черного и цветного металла очищают только растворителями. Дефектацию проводят обычно в два этапа: сначала визуально для выявления видимых дефектов (царапин, трещин, деформаций), а затем с помощью инструментов находят износ и скрытые дефекты (трещины, раковины). Износ деталей определяют по изменению номинальных (первоначальных) размеров и форм, зазоров между деталями, состояния рабочей поверхности. Изменение размеров определяют в результате измерений деталей по ведущим (наиболее изнашивающимся) плоскостям и сечениям. Отклонения формы детали в виде цилиндра характеризуются двумя видами отклонений профиля - в поперечном и продольном сечениях. Отклонения в поперечном сечении цилиндра характеризуются отклонениями от округлости, в частности овальностью, а отклонения профиля 93 продольного сечения цилиндра представляются как конусообразность, бочкообразность. Скрытые дефекты находят с помощью различных методов дефектоскопии (неразрушающего контроля), например, капиллярным, ультразвуковым. Капиллярный метод основан на том, что жирорастворяющая жидкость, иногда с добавкой красителя, проникает в невидимые трещины, а затем поглощается сорбентом, нанесенным на очищенную от пинетрата поверхность проверяемой детали, и проявляется контрастным цветом в виде фигуры, воспроизводящей периметр трещины. Простейший вариант этого метода, называемый керосиновой пробой, реализуется так. Проверяемую деталь очищают, сушат, обдувая сжатым воздухом, промывают керосином и протирают. Затем покрывают водным раствором мела. Мел поглощает керосин, находящийся в трещине, и после высыхания влаги на белом фоне проступают желтого цвета линии, копирующие контуры трещины. Добавка в керосин жирорастворимого красителя несколько увеличивает разрешающую способность методов вследствие большей контрасности следа трещины. Капиллярный метод широко распространен, так как имеет приемлемую разрешающую способность выявлять дефекты и прост в реализации. Ультразвуковой метод позволяет выявить дефекты, находящиеся в толще материала и меньшего размера. Но он требует сложных технических средств. В результате дефектации выявляют детали и узлы работоспособные, неработоспособные, но подлежащие восстановлению, неработоспособные, требующие замены. 94 3.5.3. Методы восстановления работоспособного состояния деталей Большая часть отказов холодильных установок связана с нарушением работоспособности компрессоров, насосов, вентиляторов, т.е. объектов, для которых характерны отказы, вызванные износом. Ремонт изношенных деталей выполняют путем восстановления их номинальных размеров или изменения их до новых (ремонтных) размеров. Выбор метода восстановления зависит от технических возможностей предприятия и экономической целесообразности. Номинальные размеры деталей восстанавливают наплавкой, напылением, гальваническим покрытием, а также постановкой добавочной детали. Наплавку применяют для наращивания размеров деталей различной формы слоем от 0,25 мм и более, а также для повышения износостойкости. Наплавку выполняют практически без прогрева детали. После нее требуется чистовая обработка слоя (шлифование, полирование). Например, диаметр шеек коленчатых валов восстанавливают электродуговой широкослойной наплавкой колеблющимся электродом из алюминиевого чугуна, обеспечивающего высокую износостойкость. Напыление (металлизация) состоит в нанесении на поверхность детали слоя расплавленного металла струей сжатого газа. Так, плазменное напыление по технологическим возможностям превосходит другие способы нанесения слоя, так как оно позволяет получать покрытия от 0,02 мм и выше. Напыление применяют для восстановления не очень нагруженных деталей цилиндрической формы (втулки, цапфы). После напыления материала требуется чистовая обработка поверхности. Для восстановления деталей часто применяют электролитическое хромирование и осталивание (железнение). Хромирование применяют для наращивания небольшого слоя 95 (до 0,3 мм) на поверхности нагруженных деталей (шейки вала, поршневого пальца, кольца подшипника), когда требуются высокие твердость и износостойкость. Осталивание позволяет наращивать металл на изношенную поверхность стальных и чугунных деталей толщиной до 8 мм и более. Этот метод используют для создания подслоя при хромировании. Добавочную деталь изготавливают для того, чтобы заменить изношенную часть вала или отверстия. В зависимости от нагрузки на эту деталь ее запрессовывают, приваривают или приклеивают. Восстановление работоспособности детали путем получения ремонтного размера состоит в том, что в результате соответствующей механической обработки размеры детали изменяют до заранее установленных значений. А деталь, сопрягаемая с ней, должна быть заменена или изготовлена под ремонтный размер. Обычно ремонтируется более дорогая деталь (вал), а более дешевая (втулка) изготавливается заранее. Для серийно выпускаемого оборудования ремонтный размер деталей известен, что позволяет сопрягать их с другими деталями, изготовленными специализированными предприятиями и входящими в комплект поставки запасных частей. Например, у поршневых компрессоров П110-7, П220-7 предусмотрено только сопряжение шейка вала - вкладыш шатуна с двумя ремонтными размерами, а у компрессоров 6W925R предусмотрены четыре сопряжения с четырьмя ремонтными размерами. 3.6.Ремонт компрессорных агрегатов. Перед остановкой компрессорного агрегата проверяют техническое состояние компрессора, аппаратов, арматуры и приборов автоматики, входящих в его состав. Обнаруженные дефекты заносят в дефектную ведомость. Агрегат останавливают, отключают от системы трубопроводов запорными вентилями, освобождают от хладагента, масла и 96 воды. Содержание основных операций, выполняемых при ремонте аммиачных поршневых и винтовых агрегатов,следующее. При текущем ремонте дополнительно к операциям технического осмотра выполняют следующее. Демонтируют шатунно-поршневую группу, муфты, сальник, электродвигатель, запорные вентили и мановакуумметры. Разбирают, очищают и проводят дефектацию деталей шатуннопоршневой группы, сальника, муфты, вентилей, электродвигателя. Проверяют состояние шатунных шеек коленчатого вала и коренных подшипников. Проводят дефектоскопию шатунных болтов. Заменяют пластины и пружины всасывающего и нагнетательного клапанов, эспандеры компрессионных и маслосъемных колец, прокладки предохранительного клапана, уплотнительные кольца, неподвижное и подвижное кольца сальника. Мановакуумметры направляют на поверку, т.е. в измерительную лабораторию для проверки работоспособности. Собирают узлы и проверяют: момент затяжки шатунных болтов (160Н м), зазор между вкладышем и шатунной шейкой (0,10-0,19 мм), линейное мертвое пространство (зазор между днищем поршня и седлом нагнетательного клапана) по оттиску свинцовой пластины (0,8-1,4 мм), высоту подъема пластины всасывающего клапана (0,9-1,3 мм), соосность валов по полумуфтам. Агрегат собирают, заправляют маслом, проверяют на герметичность, обкатывают вхолостую в течение 1 ч и сдают в эксплуатацию по акту. При среднем ремонте дополнительно к операциям текущего ремонта выполняют следующее. Демонтируют масляный насос и его приводные шестерни, обратный клапан.Затем разбирают узлы, промывают и проводят дефектацию деталей. Заменяют вкладыши, пальцы и втулки шатунов, пружины и подвижные кольца сальника, компрессионные и маслосъемные кольца, шатунные болты, упругий элемент эластичной муфты. Испытывают маслоотделитель на прочность, собирают узлы и 97 проверяют зазор между промежуточной шестернью и шестернью масляного насоса (0,15-0,35 мм), натяг буферных пружин (9-12 мм). Агрегат собирают, заправляют маслом, проверяют на герметичность, обкатывают вхолостую в течение 1 ч, вакуумируют, заправляют хладагентом, окрашивают и сдают в эксплуатацию. При капитальном ремонте дополнительно к операциям среднего ремонта выполняют следующее. Демонтируют электродвигатель, коленчатый вал. Промывают и проводят дефектацию коленчатого вала, посадочных мест блок-картера. Проводят гидравлическое испытание блок-картера на прочность при давлении 3,5 МПа в течение 5 мин. Течи и потение недопускаются. Заменяют гильзы, поршни, роликовые подшипники, масляный насос. Агрегат собирают, заправляют маслом, проверяют на герметичность, обкатывают вхолостую в течение 1 ч, вакуумируют, заправляют хладагентом. Затем обкатывают в течение 12 ч при разности давлений нагнетания и всасывания 0,9 МПа и отношении этих давлений, равном шести. Далее окрашивают и сдают в эксплуатацию по акту. 3.6.1.Основные дефекты деталей и узлов поршневых компрессорных агрегатов (2А110-7, 2А220-7) В процессе эксплуатации блок-картер подвергается действию переменных напряжений, приводящих к возникновению трещин, а посадочные места подшипников и гильз изнашиваются. Обнаруженные трещины заваривают или заделывают синтетической смолой. При небольшом износе посадочных мест размер восстанавливают посредством синтетической смолы. Зеркало гильз цилиндра изнашивается и может иметь риски, натиры и наволакивание материала. Изнашивание протекает неравномерно: по высоте вследствие возвратнопоступательного движения поршня и максимального давления поршневых колец на зеркало гильзы в верхней мертвой точке, 98 по сечению из-за вращения шатуна в одной плоскости, при этом появляется овальность поперечного сечения. Установлено, что износ гильзы больше в средней ее части в 1,4 и в верхней в 2,2 раза, чем в нижней, а в плоскости вращения шатуна - в 1,5 - 2 раза, чем в перпендикулярной к ней плоскости. Гильзы, имеющие небольшие риски (не более 0,1 мм), натиры, наволакивание металла и допустимый износ, восстанавливают, устраняя эти повреждения мелкозернистой шлифовальной бумагой. Гильзы заменяют, если они имеют глубокие риски и натиры, а также если эллиптичность внутреннего диаметра превышает предельно допустимые значения. Рабочие поверхности поршня изнашиваются и могут иметь риски, натиры и забоины. Если повреждение поверхности то его устраняют мелкозернистой незначительное, шлифовальной бумагой. Поверхность поршня, как и гильзы, изнашиваются также неравномерно: в плоскости вращения шатунов в 1,5 раза больше, чем в перпендикулярной, а в верхней и средней частях больше, чем в нижней. Но скорость изнашивания невелика - приблизительно в 10 раз меньше, чем гильз и шатунных шеек. Кроме поверхности поршня изнашивается отверстия для поршневых пальцев в бобышках и канавки для поршневых колец. Скорость изнашивания отверстий в бобышках приблизительно в 1,5 раза больше в плоскости действия максимальной нагрузки, чем в перпендикулярной плоскости. Скорость изнашивания пластмассовых поршневых колец невелика (5- 8 мкм за 1000 ч наработки). Но если в течение длительного периода времени имеет место повышенная температура нагнетания, то кольца теряют упругость и становятся хрупкими. Их работоспособность проверяют путем разводки замка на 100 150 мм. Поршни заменяют, если диаметры тронковой части поршня и их эллипсность превышают предельно допустимые значения. 99 Поршневые пальцы подвергаются знакопеременным ударным нагрузкам, что увеличивает скорость изнашивания их рабочих поверхностей, которые могут иметь также риски, выкрашивания цементированного слоя. Пальцы, имеющие в сопряжениях с втулкой, бобышкой износ, превышающий допустимое значение, сверхдопустимую эллипсность, глубокие риски и выкрашивания, заменяют. Коленчатый вал подвержен действию переменных нагрузок, вызывающих кручение и изгиб. От усталости материала в местах концентрации напряжений (галтелях, отверстиях, шпоночных пазах) могут появиться трещины, которые приводят вал к разрушению. Изнашиваются шейки вала, возможен износ и в неподвижных сопряжениях - под кольцами подшипников качения, ступицей шкива и зубчатого колеса. Коленчатый вал, имеющий трещины любого размера и расположения, заменяют. Небольшие риски и задиры на шейках зачищают, а шейки шлифуют и полируют. Если погрешность формы шеек превышает допустимый предел, то их протачивают и шлифуют до ближайшего ремонтного размера с последующим полированием поверхности. При уменьшении диаметра шейки ниже предельно допустимого возможен ремонт путем восстановления номинального диаметра шейки. Изношенные части вала в неподвижных сопряжениях восстанавливают до номинального размера, например, путем электролитического хромирования и последующей обработки. Работа шатунов характеризуется знакопеременными нагрузками. Поэтому в теле шатуна возможно появление трещин и его изгиб, а посадочные места под втулку верхней и под вкладыш нижней головок изнашиваются. При наличии трещины, значительном изгибе, который не удается выправить, сверхдопустимом износе рабочих поверхностей, шатун заменяют. Втулки верхней головки шатуна изнашиваются в месте сопряжения с пальцем, могут иметь риски, задиры и износ в сопряжении с головкой шатуна. При наличии глубоких 100 рисок, проворачивании втулки в головке шатуна, достижении предельных значений диаметра и эллипсности, втулку заменяют. Вкладыши нижней головки шатуна могут иметь риски, забоины, наволакивание антифрикционного сплава и износ. Мелкие риски и забоины, а также наволакивание сплава устраняют шабрением. Вкладыши, имеющие глубокие риски, забоины и сверхдопустимый износ, заменяют, причем попарно - с учетом маркировки. Шатунные болты испытывают значительные знакопеременные нагрузки, поэтому возможны деформация (удлинение, изгиб и скручивание стержня), усталостные трещины, срыв резьбы. Шатунные болты, у которых выявлены трещины, удлинение (свыше 0,003 от номинальной длины), срыв резьбы, глубокие риски, перекос опорных поверхностей головки и гайки, подлежат замене - комплектно болт и гайка. Клапаны работают в условиях ударной нагрузки, поэтому их пластины могут иметь трещины, коробление и износ, пружины могут деформироваться, а седла изнашиваться. Пластины, имеющие трещины, коробление, выработку более 0,01 мм в виде уплотнительного пояска, глубокие (более 0,1 мм) риски, заменяют. При износе седла его шлифуют и притирают. Старение сальников характеризуется тем, что рабочие поверхности стального и графитового колец изнашиваются, крошатся, на них появляются риски, кольца коробятся, а у резиновых колец и пружин уменьшается упругость.Неглубокие риски удаляют с поверхности подвижных графитовых, неподвижных стальных колец притиркой по чугунной плите. Графитовые кольца, имеющие крошение, коробление и толщину, меньше допустимого значения, заменяют. Стальные кольца заменяют при наличии сколов и трещин. Пружины, потерявшие упругость, заменяют комплектно. Шестеренчатый масляный насос имеет дефекты, в основном связанные с износом цапф валов, шпонки шпоночных пазов, корпуса насоса и его крышки. Валы и шпонки заменяют при сверхдопустимом износе. Крышку, имеющую значительный 101 износ, шлифуют и притирают на плите. Изношенные посадочные места корпуса восстанавливают синтетической смолой. Деформированные уплотнительные кольца заменяют. Техническое состояние пружинного предохранительного клапана контролируют визуально и тарируют (настраивают) один раз в год, а также после каждого срабатывания. При проверке обращают внимание на состояние фторопластовых и резиновых прокладок, которые заменяют при появлении деформированных участков и надрывов. Собранный клапан тарируют на начало открытия его запорного органа при заданном давлении и проверяют его герметичность при испытательном давлении. Подшипники качения подвержены усталостному разрушению и износу. Визуально проверяют чистоту поверхности беговых дорожек, шарики (роликов) и посадочных поверхностей колец, сопоставляя с образцами поверхностной чистоты. Подшипники заменяют, если беговые дорожки и шарикр (ролики) имеют риски, пятна коррозии, сколы, цвета побежалости, а сепаратор деформирован и касается внутреннего кольца. 3.7.Ремонт винтовых компрессорных агрегатов При их текущем ремонте дополнительно к объему операций, выполняемых при техническом осмотре, выполняют следующее. Демонтируют муфту, сальник, масляный насос, электродвигатель, мановакуумметры. Разбирают, очищают и проводят дефектацию деталей демонтированных узлов. Мановакуумметры направляют на поверку в измерительную лабораторию. Заменяют резиновые уплотнительные кольца сальников компрессора и масляного насоса. Собирают узлы и агрегат, проверяют соосность валов компрессора и масляного насоса с электродвигателями. Устанавливают проверенные и опломбированные мановакуумметры и манометры. Агрегат заправляют маслом, 102 проверяют на герметичность, вакуумируют, заполняют хладагентом, готовят к пуску и сдают в эксплуатацию по письменному распоряжению администрации цеха. При среднем ремонте помимо объема работ текущего ремонта выполняют следующее. Демонтируют обратные клапаны и запорные вентили компрессорного агрегата, компрессор. Разбирают, очищают и проводят дефектацию деталей демонтированных узлов и комплектов. Компрессор разбирают, снимая при этом полумуфту, сальник, узел подшипника передачи винт - гайка, крышку компрессора, узел золотника, камеру всасывания. После этого проводят дефектацию снятых узлов. Визуально контролируют подшипники, золотниковую камеру, внутреннюю поверхность блока роторов, поверхность роторов и др. Заменяют уплотнительные кольца масляного насоса, втулки с манометрами и пальцы муфты компрессора, подшипники электродвигателей компрессора и масляного насоса, соленоидный вентиль и запорные вентили смазочной и охлаждающей систем. Испытывают на прочность и герметичность маслоотделитель и межтрубное пространство маслоохладителя. Собирают узлы, комплекты и проверяют, например, при сборке компрессора зазор между корпусом и крышкой сальника, а также герметичность обратных клапанов давлением воздуха 0,6 МПа. Агрегат собирают, заправляют маслом, проверяют его на герметичность, вакуумируют, заправляют хладагентом и сдают в эксплуатацию по акту. Капитальный ремонт включает дополнительно к операциям среднего ремонта следующее. Демонтируют компрессор, смазочную систему, маслоохладитель. Разбирают, очищают и проводят дефектацию демонтированных комплектов. Так, компрессор разбирают, удаляя узел упорных подшипников роторов, узел разгрузочных поршней, роторы из блока, камеру всасывания. Осматривают привалочные плоскости и посадочные места крышки компрессора, внутренние полости 103 блока роторов, поверхность разгрузочных поршней. Измеряют опорные шейки роторов в двух взаимно перпендикулярных плоскостях, промывают керосином и продувают воздухом фильтры, трубы, арматуру смазочной системы. Очищают полости маслоохладителя со стороны воды от накипи химическим методом, а со стороны масла - горячим щелочным раствором. Заменяют узлы и детали, например масляный насос, запорные вентили компрессора, опорные подшипники, упорные шарикоподшипники и т.д. Собранный компрессор, маслоохладитель, смазочную систему проверяют на герметичность. Агрегат собирают, окрашивают, заправляют маслом и очищают смазочную систему, прокачивая масло специальным насосом через дополнительные фильтрующие вставки. Затем компрессор обкатывают вхолостую в течение 2 ч, контролируя давление масла (не менее 0,2 МПа) и его температуру (не менее 150C). . После обкатки масло заменяют, а фильтры очищают. Затем агрегат вакуумируют, заполняют хладагентом и обкатывают в течение 3 ч при постоянном давлении всасывания и давлениях нагнетания 1,15; 1,35; 1,55 МПа, сменяемых через час и изменяемых путем прикрытия нагнетательного вентиля. Исправный агрегат сдают по акту в эксплуатацию. 3.7.1.Основные дефекты деталей компрессорных агрегатов (2А350-7) и узлов винтовых Корпус компрессора имеет вертикальный разъем на стороне всасывания и состоит из камеры (блока) всасывания, блока роторов с крышкой на стороне нагнетания. Проверка состояния корпуса заключается в осмотре привалочных плоскостей блоков и уплотнительных резиновых колец, в выявлении трещин, задиров и выработки на внутренней поверхности блоков. Подшипники скольжения втулочного типа с баббитовой заливкой находятся в блоках всасывания и роторов. Баббитовая 104 заливка изнашивается, может иметь риски и крошения. При наличии выкрошиваний баббита, рисок глубиной и шириной свыше 0,3 мм подшипник заменяют. Износ подшипников определяют по среднему значению зазора, который рассчитывают по результатам измерений в трех сечениях, в двух взаимно перпендикулярных плоскостях диаметров подшипников и шеек роторов. Значение его не должно превышать допустимое (0,14 мм). Роторы установлены в подшипниках скольжения и зафиксированы в блоке роторов радиально-упорными подшипниками. При дефектации роторов осматривают поверхности шеек, мест посадки разгрузочного поршня, радиально-упорного подшипника, колец сальника, шпоночного паза и резьбы, а также определяют износ шеек по диаметру и искажению геометрической формы. Мелкие риски и острые кромки удаляют шлифованием мелкозернистой наждачной бумагой. При наличии незначительной деформации поправляют шпоночную канавку и зачищают резьбу. Ротор подлежит ремонту, если кольцевые риски на опорных шейках имеют длину более трети окружности, в количестве более трех, а также глубину и ширину свыше 0,3 мм каждая. При этом средний диаметр шейки в любом сечении и эллипсность (или конусность) шейки больше предельно допустимых значений. Техническое состояние разгрузочных поршней роторов и втулки поршня проверяют путем осмотра наружной поверхности поршня и внутренней поверхности втулки, а также измерения диаметров поршня, втулки и расточки в блоке роторов для ведущего ротора в двух взаимно перпендикулярных плоскостях. Радиальные зазоры между разгрузочными поршнями ведущего ротора и расточкой в блоке, разгрузочным поршнем ведомого ротора и втулкой, рассчитанные как половина разности средних диаметров, не должны превышать: 0,267 мм для ведущего и 0,258 мм для ведомого ротора. При больших зазорах поршни и втулку заменяют. 105 Золотник и шпонка золотника могут иметь задиры, заусенцы, остаточную деформацию. Задиры и заусенцы устраняют шлифованием мелкозернистой наждачной бумагой. Ширину шпонки и шпоночного паза измеряют в трех равноудаленных точках с точностью не менее 0,005 мм и рассчитывают зазор как разность средних значений ширины паза и ширины шпонки. Зазор не должен превышать предельно допустимое значение (0,055 мм). 3.8.Ремонт насосов, теплообменных и емкостных аппаратов Технологический процесс ремонта насосов и аппаратов близок по структуре к обобщенному процессу. Герметичные горизонтальные центробежные насосы во взрывозащищенном исполнении (модель ЦГ) имеют высокий уровень долговечности, поэтому их работоспособное состояние поддерживается проведением технического осмотра (раз в три месяца) и восстанавливается выполнением только текущего ремонта (раз в год). При текущем ремонте дополнительно к операциям технического осмотра выполняют разборку насоса, демонтируя корпус, рабочее колесо, подшипники, ротор, заднюю крышку. После этого приступают к дефектации деталей. Визуально контролируют состояние деталей насоса, включая поверхности гильз ротора и статора. Измеряют износ фторопластовых опорных пят, графитовых втулок и вкладышей. При этом толщина пяты должна быть не менее 2,5 мм, радиальный зазор в подшипнике - не более 0,35 мм. После сборки насоса проверяют ширину щелей разъемов, обеспечивающих взрывозащищенность. Собранный насос испытывают на прочность пробным давлением в течение 5 мин. и сдают в эксплуатацию по акту. Теплообменные и емкостные аппараты подвержены действию коррозии, переменного давления, напряжения в материале. Вентиляторы и мешалки теплообменных аппаратов изнашиваются, их теплопередающая поверхность может 106 покрываться минеральными и органическими отложениями, ухудшающими теплообмен. Текущий ремонт аппарата включает операции технического осмотра, а кроме того: вскрытие корпуса, очистку внутренних полостей аппарата, дефектацию протектора электрохимической защиты, запорной арматуры и предохранительного клапана, замену прокладок, сальниковой набивки. Средний ремонт дополнительно к операциям текущего ремонта предусматривает: очистку теплопередающей поверхности от накипи, коррозии и пыли, проверку на герметичность межтрубного пространства кожухотрубных аппаратов, демонтаж открытых испарителей для очистки бака, испытания секций теплопередающих панелей (труб) и дефектацию мешалки, замену теплоизоляционной конструкции аппаратов и трубопроводов, прилегающих к аппарату. Капитальный ремонт кроме операций среднего ремонта предусматривает в основном замены: теплопередающих труб, заглушенных ранее из-за появления в них течи или потерявших вследствие коррозии половину номинальной толщины стенки, запорной арматуры и предохранительных клапанов. Механизмы, входящие в состав теплообменных аппаратов, также требуют восстановительных работ. Характерными для аппаратов дефектами являются: износ сопряжений механизмов, коррозионное разрушение материала, пластическая деформация материала, усталостное разрушение стенок корпусных деталей и труб, ослабление затяжки крепежных деталей, увлажнение теплоизоляции и разрушение теплоизоляционной ограждающей конструкции. Корпусные детали (обечайка, трубная решетка, патрубок) могут иметь трещины, каверны точечной коррозии, риски на рабочей поверхности разъема. Небольшие трещины, свищи и глубокие каверны от точечной коррозии заваривают, неглубокие каверны заделывают эпоксидной смолой. Теплопередающие трубки могут иметь точечную и равномерную потерю материала вследствие коррозии, свищи из-за точечной 107 коррозии и трещины. Толщину стенки труб контролируют с помощью радиоактивного, ультразвукового или электромагнитного толщиномера. При уменьшении толщины стенки в два раза ее заменяют. Небольшие трещины и свищи заваривают или запаивают твердым припоем. Течи в местах соединения труб с трубной решеткой устраняют подвальцовыванием или сваркой. Течи в отдельных трубах кожухотрубных аппаратов устраняют путем их глушения установки с двух сторон конических металлических пробок с резьбой. Допускается глушение до 15 % трубок аппарата. Защитные покрытия, например эпоксидное на стальной трубной решетке маслоохладителя, частично разрушенное при замене трубок, восстанавливают после проверки их на герметичность. Увлажненные и поврежденные теплоизоляционные ограждающие конструкции заменяют. Состояние технологических трубопроводов проверяют периодически, но не реже одного раза в 4 года, в зависимости от условий эксплуатации. Время проведения приурочивают к плановому ремонту оборудования. Проверка предусматривает: наружный и внутренний осмотр, измерение толщины стенки труб в местах, подверженных коррозии, проверку сварных швов методом неразрушающего контроля, проверку разъемных соединений. Проверяют арматуру, подвески, опоры и другие элементы, имеющиеся на участке, тепловую изоляцию, антикоррозионную защиту и т.п. Для трубопроводов свойственны те же дефекты, что и для аппаратов. Участки труборповода со следами точечной коррозии или с толщиной стенки, состоявляющей половину от номинальной, вырезают и заменяют новыми. Небольшие трещины (длиной до 50 мм) и отдельные свищи устраняют сваркой или пайкой. Техническое состояние запорной и регулирующей арматуры проверяют на наличие трещин в корпусе, деформаций штока и резьбы, рисок и забоин на поверхностях седла и конуса шпинделя, рисок и деформаций уплотнительного баббитового пояска, деформаций и надрывов резиновых и фторопластовых 108 колец. Небольшие риски и забоины удаляют в результате притирки с помощью абразивной пасты или шлифованием с последующей притиркой. При более глубоких повреждениях баббитовый пояс перезаливают, а затем подгоняют шабрением. Поврежденные резиновые и фторопластовые кольца заменяют. Шток, деформацию которого устранить не удается, заменяют. При сборке сальниковой арматуры заменяют прокладки и сальниковую набивку. Вентили после ремонта испытывают давлением на герметичность. 3.9.Ремонт малых холодильных установок Холодильное и торговое холодильное оборудование малых холодильных установок поддерживают в работоспособном состоянии и восстанавливают их работоспособность на основе системы ППР, включающей технический осмотр и ремонты. Технический осмотр и ремонты проводит персонал специализированного предприятия. Осмотр и текущий ремонт оборудования выполняют на месте его эксплуатации, средний и капитальный ремонты - на специализированном предприятии. При текущем ремонте кроме операций технического осмотра выполняют следующее. Демонтируют электродвигатель сальникового компрессора или вентилятора воздушного конденсатора бессальникового либо герметичного компрессора. Теплопередающую поверхность конденсатора промывают. Подшипники очищают и заменяют смазочный материал электродвигателя. У сальникового компрессора заменяют приводные ремни, если они растянулись или расслоились. Проверяют работоспособность электропусковой аппаратуры, очищая контакты от нагара, регулируя сопряжения и заменяя дефектные детали. Проверяют герметичность дверей охлаждаемых секций торгового холодильного оборудования, регулируя запорные устройства и заменяя дефектные детали. При отказах, которые невозможно устранить на месте эксплуатации, объект демонтируют и направляют для ремонта 109 на специализированное предприятие. Объект принимают в ремонтном цехе и выдают владельцу восстановленный аналогичный агрегат из обменного фонда. Отказавший объект проходит полный технологический цикл ремонтных операций на специализированных участках предприятия. При среднем ремонте компрессорного агрегата (или машины) производят следующее. Агрегат (машину) демонтируют на блоки, которые разбирают, промывают, очищают для дефектации узлов и деталей. Заменяют прокладки, пластины и пружины клапанов, а также другие детали (поршневой палец, втулку верхней головки шатуна, сальник, шатунные болты и т.д.), имеющие дефекты. Восстанавливают при необходимости блок-картер, цилиндры, коленчатый вал, клапанную доску, а также запорные вентили, конденсатор, ресивер, испаритель, теплообменник. При капитальном ремонте компрессорного агрегата кроме операций среднего ремонта входит следующее. Заменяют гильзы цилиндров, поршни, клапанные плиты в сборе или их детали, сальник в сборе или его детали, подшипники. Восстанавливают блок-картер, коленчатый вал, конденсатор, ресивер, испаритель, теплообменник. Собранный компрессор обкатывают вохолстую и под нагрузкой на стенде. Восстановленные арматура, теплообменные и емкостные аппараты испытывают давлением на прочность и герметичность. Собранный компрессорный агрегат обкатывают под нагрузкой на хладагенте, проверяют на герметичность, настраивают приборы автоматической защиты. Работоспособный агрегат окрашивают и направляют на склад обменного фонда. 110 Список литературы 1. Курылев Е.С., Герасимов Н.А. Холодильные установки. - Л., Машиностроение, 1980. 2. Курылев Е.С., Оносовский В.В., Румянцев Ю.Д. Холодильные установки.Санкт-Петербург, Политехника, 2002. 3. Невейкин В.Ф. Монтаж, эксплуатация и ремонт холодильных установок. - М., Агропромиздат, 1989. 4. Правила устройства и безопасной эксплуатации аммиачных холодильных установок. - М., НПО *Агрохолодпром*, 1991. 5. Холодильные компрессоры / Быков А.В., Бежанишвили Э.М., Калнинь И.М. и др., под редакцией Быкова А.В. - М., Колос, 1992. 111 Содержание 1. Монтаж холодильного оборудования………….……….3 1.1. Общие положения………………………………………..3 1.2. Организация монтажных работ………………………...4 1.3. Техника безопасности при выполнении монтажных работ……………………………………………………….7 1.4. Современные методы монтажа оборудования, конструкций и коммуникаций…………………….. ..10 1.5. Монтаж холодильного оборудования…………………12 2. Эксплуатация холодильных установок………………..42 2.1. Организация эксплуатации…………………………….42 2.2. Подготовка к пуску и пуск холодильных установок 44 2.3. Регулирование работы холодильных установок и оптимальный режим…………………………………49 2.4. Техническое обслуживание холодильного оборудования………………………………………….. ...53 3. Ремонт холодильных установок………………………..82 3.1. Основные положения ремонта………………………...82 3.2. Износ оборудования и его предупреждение…………..83 3.3. Планирование и организация ремонта оборудования...88 3.4. Способы и методы ремонта…………………………...90 3.5. Основы технологии ремонта оборудования…………...91 3.6. Ремонт компрессорных агрегатов……………………..96 3.7.Ремонт винтовых компрессорных агрегатов………….102 3.8. Ремонт насосов, теплообменных и емкостных аппаратов……………………………………………. 106 3.9. Ремонт малых холодильных установок……………..109 112 ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ МОЛДОВЫ МОНТАЖ, ЭКСПЛУАТАЦИЯ И РЕМОНТ ХОЛОДИЛЬНОГО ОБОРУДОВАНИЯ Цикл лекций КИШИНЭУ 2008 113