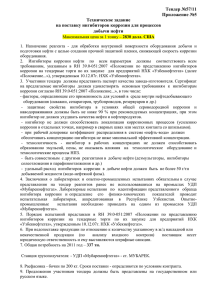
Министерство образования и науки Республики Татарстан Альметьевский государственный нефтяной институт Р.Л. Будкевич Защита оборудования от коррозии Учебное пособие по дисциплине «Защита оборудования от коррозии» для студентов, обучающихся по специальностям 130602.65 « Машины и оборудование нефтяных и газовых промыслов», 130501.65 «Проектирование, сооружение и эксплуатация газонефтепроводов и газонефтехранилищ», очной и очно-заочной форм обучения Альметьевск 2007 Будкевич Р.Л. Защита оборудования от коррозии: Учебное пособие по дисциплине «Защита оборудования от коррозии» для студентов, обучающихся по специальностям 130602.65 « Машины и оборудование нефтяных и газовых промыслов», 130501.65 «Проектирование, сооружение и эксплуатация газонефтепроводов и газонефтехранилищ», очной и очнозаочной форм обучения. – Альметьевск: Альметьевский государственный нефтяной институт, 2007. – 56 с. Печатается по решению учебно-методического совета АГНИ. © Альметьевский государственный нефтяной институт, 2007 2 СОДЕРЖАНИЕ 1. Понятие о коррозии металлов и классификация. 2. Электрохимическая коррозия. 3. Влияние различных факторов на коррозию внутренней поверхности трубопровода нефтяного газа. 4. Влияние механических напряжений на коррозию. 5. Коррозия металлического оборудования и коммуникаций в нефтяной промышленности. 6. Коррозия подземного и наземного оборудования и коммуникаций нефтяных промыслов. Коррозионные свойства системы нефть-газ-вода и влияние ряда факторов на ее коррозионную активность. 7. Коррозия газопромыслового оборудования и газосборной сети нефтепромыслов. Коррозия оборудования коммуникаций в системе сбора и транспорта попутного нефтяного газа. 8. Коррозия оборудования и установок по подготовке нефти, очистке и закачке сточных вод в нефтяные пласты. Подготовка нефти на промыслах, пластовые и сточные воды, их подготовка для закачки в пласт. 9. Коррозия установок по подготовке нефти, сооружений и коммуникаций для очистки и закачки сточных вод. 3 ПОНЯТИЕ О КОРРОЗИИ МЕТАЛЛОВ И КЛАССИФИКАЦИЯ Коррозия металлов — самопроизвольное разрушение металлов вследствие химического или электрохимического взаимодействия их с внешней средой. Коррозионный процесс — гетерогенный (неоднородный), протекает на границе раздела металл — агрессивная среда, имеет сложный механизм. При этом атомы металла окисляются, т.е.J теряют валентные электроны, атомы переходят через границу раздела во внешнюю среду, взаимодействуют с ее компонентами и образуют продукты коррозии. В большинстве случаев коррозия металлов пройм ходит неравномерно по поверхности, имеются участки, на которых возникают локальные поражения. Некоторые продукты коррозии, образуя поверхностные пленки, сообщают металлу коррозионную стойкость. Иногда могут появляться рыхлые продукты коррозии, имеющие слабое сцепление с металлом. Разрушение таких пленок вызывает интенсивную коррозию обнажающегося металла. Коррозия металла снижает механическую прочность и меняет другие свойства его. Коррозионные процессы классифицируют по видам коррозионных разрушений, характеру взаимодействия металла со средой, условиям протекания. Коррозия бывает сплошная, общая и местная. Сплошная коррозия протекает по всей поверхности металла. При местной коррозии поражения локализуются на отдельных участках поверхности. Рис. 1 Характер коррозионных разрушений: I – равномерное; II — неравномерное; III — избирательное; IV — пятна; V — язвы; VI — точками или питтингами; VII — сквозное; VIII — нитевидное; IX — поверхностное; X — межкристаллитное; XI — ножевое; XII — растрескивание Общая коррозия подразделяется на избирательную (рис. 1). Равномерная коррозия протекает с поверхности металла; неравномерная — на металла с неодинаковой скоростью. 4 равномерную, неравномерную и одинаковой скоростью по всей различных участках поверхности При избирательной коррозии разрушаются отдельные компоненты сплава. При коррозии пятнами диаметр коррозионных поражений большой глубины. Для язвенной коррозии характерно глубокое поражение участка поверхности ограниченной площади. Как правило, язва находятся над слоем продуктов коррозии. При точечной (питтинговой) коррозии наблюдаются отдельные точечные поражения поверхности металла, которые имеют малые поперечные размеры при значительной глубине. Сквозная — это местная коррозия, вызывающая разрушение металлического изделия насквозь, в виде свищей. Нитевидная коррозия проявляется под неметаллическими покрытиями и виде нитей. Подповерхностная коррозия начинается с поверхности, пи преимущественно распространяется под поверхностью металла, вызывая его вспучивание и расслоение. При межкристаллитной коррозии разрушение сосредоточено по границам зерен металла или сплава. Этот вид коррозии опасен тем, что происходит потеря прочности и пластичности металла. Ножевая коррозия имеет вид надреза ножом вдоль сварного соединения в сильно агрессивных средах. Коррозионное растрескивание протекает при одновременном воздействии коррозионной среды и растягивающих остаточных или приложенных механических напряжениях. Металлические изделия в определенных условиях подвергаются коррозионно-усталостному разрушению, протекающему при одновременном воздействии на металл коррозионной среды и переменных I механических напряжений. По характеру взаимодействия металла со средой различают химическую и электрохимическую коррозии. Химическая коррозия — разрушение металла при химическом взаимодействии с агрессивной средой, которой служат неэлектролиты - жидкости и сухие газы. Электрохимическая коррозия разрушение металла под воздействием электролита при протекании двух самостоятельных, но взаимосвязанных процессов — анодного и катодного. Анодный процесс — окислительный, проходит с растворением металла; катодный процесс — восстановительный, обусловлен электрохимическим восстановлением компонентов среды. Современная теория коррозии металлов не исключает совместного протекания химической и электрохимической коррозии, так как в электролитах при определенных условиях возможен перенос массы металла по химическому механизму. По условиям протекания коррозионного процесса наиболее часто встречаются следующие виды коррозии: 1) газовая коррозия, протекает при повышенных температурах и полном отсутствии влаги на поверхности; продукт газовой коррозии — окалина обладает при определенных условиях защитными свойствами; 2) атмосферная коррозия, протекает в воздухе; различают три вида атмосферной коррозии: во влажной атмосфере — при относительной влажности воздуха выше 40 %; в мокрой атмосфере - при относительной влажности воздуха, равной 100 %; в сухой атмосфере — при относительной 5 влажности воздуха менее 40 %; атмосферная коррозия — один из наиболее распространенных видов вследствие того, что основная часть металлического оборудования эксплуатируется в атмосферных условиях; 3) жидкостная коррозия - коррозия металлов в жидкой среде; различают коррозию в электролитах (кислоты, щелочи, солевые растворы, морская вода) и в неэлектролитах (нефть, нефтепродукты, органические соединения); 4) подземная коррозия — коррозия металлов, вызываемая в основном действием растворов солей, содержащихся в почвах и грунтах; коррозионная агрессивность почвы и грунтов обусловлена структурой и влажностью почвы, содержанием кислорода и других химических соединений, рН, электропроводностью, наличием микроорганизмов; 5) биокоррозия — коррозия металлов в результате воздействия микроорганизмов или продуктов их жизнедеятельности, в биокоррозии участвуют аэробные и анаэробные бактерии, приводящие к локализации коррозионных поражений; 6) электрокоррозия, возникает под действием внешнего источника тока или блуждающего тока; 7) щелевая коррозия — коррозия металла в узких щелях, зазорах, м резьбовых и фланцевых соединениях металлического оборудования, аксплуатирующегося в электролитах, в местах неплотного контакта металла с изоляционным материалом; 8) контактная коррозия, возникает при контакте разнородных металлов в электролите; 9) коррозия под напряжением, протекает при совместном воздействии на металл агрессивной среды и механических напряжений — постоянных растягивающих (коррозионное растрескивание) и переменных или циклических (коррозионная усталость); 10) коррозионная кавитация — разрушение металла в результате одновременно коррозионного и ударного воздействий. При этом защитные пленки на поверхности металла разрушаются, когда лопаются газовые пузырьки на поверхности раздела жидкости с твердым телом; 11) коррозионная эрозия — разрушение металла вследствие одновременного воздействия агрессивной среды и механического износа; 12) фреттинг-коррозия — локальное коррозионное разрушение металлов при воздействии агрессивной среды в условиях колебательного перемещения двух трущихся поверхностей относительно друг друга; 13) структурная коррозия, обусловлена структурной неоднородностью сплава; при этом происходит ускоренный процесс коррозионного разрушения вследствие повышенной активности какого-либо компонента сплава; 14) термоконтактная коррозия, возникает за счет температурного градиента, обусловленного неравномерным нагреванием поверхности металла. 6 ЭЛЕКТРОХИМИЧЕСКАЯ КОРРОЗИЯ Наиболее часто встречающиеся коррозионные разрушения оборудования нефтяной промышленности вызываются электрохимической коррозией. Механизм и закономерности электрохимической коррозии необходимо знать для целенаправленной разработки и применения противокоррозионной защиты. Электродный потенциал и термодинамическая возможность коррозии Основная причина коррозии металлов — их термодинамическая неустойчивость в обычных условиях. Металлы (за исключением благородных) в естественных условиях находятся в виде окислов, т.е. в земной коре металлы входят в состав химических соединений (руд). Возможность протекания процесса коррозии и стремление металла, к самопроизвольному окислению зависит от степени его термодинамической неустойчивости в конкретных условиях, т.е. от величины изменения термодинамического (изобарно-изотермического) потенциала AG данного процесса. Эта величина - мера превращения потенциальной химической энергии в полезную работу данного химического | процесса (например, в гальванических источниках тока — в электрическую работу). Знак А свидетельствует о том, что от величины G в 1 конечном (окисленном) состоянии отнимается значение ее в начальном состоянии. Если при протекании химической или электрохимической реакции термодинамический потенциал возрастает AG>0, то самопроизвольный процесс невозможен, а если убывает AG < 0, то самопроизвольный процесс возможен. При неизменности термодинамического потенциала (AG = 0) система находится в равновесии. Это означает, что в процессе самопроизвольного окисления металла (коррозии) скорости реакций окисления и восстановления металла равны. Какое число атомов металла за единицу времени окислилось (потеряло валентные электроны и перешло в виде положительно заряженных катионов в электролит), такое же число ионов металла восстановилось из электролита в кристаллическую решетку металла, получив недостающие электроны от электрода (металла). Окисление металла в электролитах называют анодной реакцией ионизации металла, а обратную - катодной реакцией восстановления. Обозначая соответственно их скорости, т.е. скорости потока переноса массы ионов через единицу площади граничной поверхности в единицу времени, iа и iк, получаем в равновесном состоянии iа = iк и отсутствие коррозии (некомпенсированного переноса массы металла в среду). Важно, что в процессах переноса массы и электрических зарядов через границу раздела металл - электролит при равновесном (обратимом) состоянии происходит полный баланс переноса как по массе, так и по зарядам. Следовательно, при этом не изменяются масса электрода и его заряд. Нарушение равновесия в каком-либо одном из двух направлений приведет к 7 окислению или, наоборот, восстановлению металла. При анализе электрохимических процессов на электроде, погруженном в электролит, величина термодинамического потенциала характеризуется однозначно связанной с ней величиной скачка равновесного (обратимого) электрического потенциала на границе металл - электролит Δφо = ΔG/zF где z - валентность иона металла; F - число Фарадея. Это выражение получено из условия равенства работы, произведенной химическими силами (-ΔG) в реакции окисления одного моля металла, работе, производимой электрическими силами при восстановлении одного моля металла (ΔφоzF). Повышение потенциала электрода выше равновесного (обратимого) приведет к сдвигу равновесия в сторону анодной реакции окисления, снижение потенциала ниже равновесного сдвинет в сторону катодной реакции восстановления. Появление электрических сил и скачка электродного потенциала границе металл — электролит вызвано переносом зарядов (катионов) из металла в прилегающую область электролита, которая совместно с оставшимися в электроде избыточными электронами образует обкладки двойного электрического слоя, внутри которого действует электрическое поле, направленное из электролита в электрод и стремящееся возвратить катионы металла из электролита в электрод. По мере накопления катионов в электролите устанавливается динамическое равновесие, характеризуемое величиной плотности тока обмена катионами: iо = iа = iк. Для большинства металлов, погруженных в водные растворы, эта величина находится в пределах от 10-8 до 10-5 А/см2. Если бы при погружении идеального металлического электрода электролит на границе раздела всегда протекал только процесс ионизации — восстановления данного металла, то всегда достигалось бы равновесное (обратимое) состояние, достаточное для сформирования двойного электрического слоя. Однако в большинстве случаев на поверхности реальных электродов одновременно протекают процессы с участием посторонних ионов, что препятствует установлению равновесного состояния и вызывает некомпенсированный перенос массы металла из электрода в электролит, т.е. коррозию. При этом потенциал электрода будет уже неравновесным (необратимым), и что величина будет зависеть не только от обмена электрода с электролитом собственными ионами металла, но и от реакций с участием ионов металла но и от реакций с участием ионов других веществ. При неравновесном состоянии может быть достигнут баланс между электродом и электролитом в обмене электрическими зарядами, но будет нарушен баланс по массе, так как часть восстанавливающихся ионов металла может быть заменена другими ионами и анодный процесс ионизации металла станет превалировать над катодным. Соответствующее значение устанавливающегося необратимого (неравновесного) потенциала называется стационарным потенциалом или потенциалом коррозии металла. Рассмотрим простейший пример растворения металла в водном растворе 8 кислоты, предполагая, что в процессе участвуют два вида ионов электролита — металла и водорода по реакциям катодной Н2О Ме ⇄ Меz+ + Н2О + zе, анодной Н2О Надс ⇄ Н+Н2О + ,е, где Me - атом металла в твердом электроде; е — электрон (в элек- 1 троде); Надс — атом водорода, адсорбированный на электроде; Mez+ —ион металла в электролите; Н+ — ион водорода в электролите. (Стрелка, направленная слева направо, означает анодную реакцию, а наоборот — катодную). Обозначим скорости анодной iMe а и iMe к и катодной iНа и iНк реакций. При отсутствии в электролите ионов водорода протекает только обратимая катодная реакция, и устанавливается равновесие iMe а = iMe к = i0 при отсутствии потери массы металла, а электрод приобретает равновесный (обратимый) потенциал, который зависит от концентрации катионов металла в электролите по уравнению Нернста φ = φ0 + RT lnа Me z zF где R — газовая постоянная; T — абсолютная температура; а Me — активность ионов металла в электролите; φ0 — стандартный электродный потенциал (обратимый потенциал при а Me = 1). Если одновременно протекают катодная и анодная реакции, то равновесие по ионам металла нарушается и устанавливается неравновесный стационарный потенциал электрода, устойчивый во времени, значение которого определяют из условия равенства сумм скоростей анодных и катодных реакций (балансовое уравнение) iMe а + iНа = iMe к + iНк Это условие означает, что при стационарном потенциале достигнут баланс зарядов, т.е. в стационарном состоянии не происходит накопления зарядов в электроде и в электролите, но в то же время может быть нарушен баланс по массе металла. z z Из уравнения сумм скоростей реакций видно, что если iНа < iНк, то имеем iMe а > iMe к и преобладает анодная реакция окисления металла. Следовательно, потеря массы электрода будет происходить в том случае, если анодный процесс реализуется ионами металла, а катодный — ионами водорода или другими ионами и молекулами раствора, которые в таком случае принято называть деполяризаторами. Чем больше разница величин в неравенстве iНа > iНк, тем выше скорость коррозии iкор = iMe а - iMe к. Иными словами, чем выше способность деполяризатора присоединять электроны из электрода, т.е. катодно восстанавливаться, тем интенсивнее коррозия. Термодинамическая эффективность деполяризатора характеризуется 9 величиной равновесного (обратимого) потенциала соответствующий электрохимической реакции окисления — восстановления деполяризатора. Чем более положителен этот потенциал, тем выше способность деполяризатора отбирать электроны у электрода, осуществляя катодную реакцию в коррозионном процессе и вытесняя из нее катионы металла. Балансовое уравнение показывает, что потеря массы электрода происходит в том случае, если установившийся неравновесный стационарный потенциал φстац будет ниже равновесного (обратимого) потенциала φ Ho окислительно-восстановительной реакции деполяризации, чтобы существовало неравенство iНк > iНа, т.е. равновесие этой реакции было сдвинуто в сторону катодного восстановления деполяризатора. Значение φстац должно быть выше равновесного (обрати мого) потенциала металла φМео, чтобы соблюдалось неравенство iMe а > iMe к. Поскольку установившийся стационарный потенциал электрода вследствие поляризации принимает значение, промежуточное между φМео и φHo, следует, что условие развития процесса коррозии — неравенство φМео < φHo, а мерой движущей силы процесса служит разность Δφкор = φHo - φМео. Действительно, в такой неравновесной системе, состоящей из двух подсистем, соответствующих реакциям, и 1монение термодинамического потенциала ΔG складывается из двух частей: ΔG = ΔG1 + ΔG2 = -zF(ΔφМео - ΔφHo) = - zFΔφкор Поскольку термодинамическим условием самопроизвольного протекания процесса служит неравенство ΔG < 0, получаем Δφкор > 0, т.е. должно быть φHo > φМео. Условие термодинамической возможности электрохимической коррозии это присутствие в электролите вещества-деполяризатора, равновесный окислительно-восстановительный потенциал которого более положителен, чем у корродирующего металла. Фактические скорости электрохимических реакций зависят от кинематических условий их протекания. Важный фактор — физическая и физико-химическая неоднородность границы раздела металл — электролит и прилегающих областей, приводящая к неоднородному (гетерогенному) распределению на поверхности металла анодных и катодных реакций с образованием областей преимущественного развития анодной или катодной реакции. Эти области могут быть разделеными в течение коррозионного процесса перемещаться на поверхности металла, хотя в принципе возможно и совмещение этих реакций на одной площади. Разделение катодных и анодных процессов с четко выраженными анодами и катодами позволяет определить скорость коррозии с помощью модели коррозионного гальванического элемента (катод—анод). Но при совмещении этих реакций (гомогенный механизм коррозии) такая модель недостаточна и необходимо использовать уравнения электрохимической кинетики. 10 На практике встречается гетерогенная электрохимическая коррозия технических сплавов, поэтому рассмотрим подробнее модель коррозионного гальванического элемента. Коррозионный гальванический элемент При электрохимической коррозии протекают два, процесса — катодный и анодный, которые образуются на различных участках металлической поверхности. При этом катодные и анодные участки пространственно разделены (локализованы). Локализация анодных и катодных участков вызывается неоднородностью: присутствием в металле незначительных примесей, структурных составляющих сплавов; неравномерным распределением собственных ионов металла, ионов водорода, кислорода и др. возле корродирующей поверхности; неравномерным нагревом различных участков поверхности и наложением внешнего электрического поля; неоднородностью поверхности металла, обусловленной дефектами защитных пленок, продуктов коррозии неравномерной деформацией, неравномерностью приложенных внешних нагрузок. В общем случае локализация процессов происходит на участках отличающихся физическими и химическими свойствами. Модель коррозионного элемента показана на рис2. Выделяют три основные стадии коррозионного процесса. 1. Анодный процесс — переход ионов металла в раствор и гидратация с образованием некомпенсированных электронов на анодных участках по реакции Ме + nН2О → Меz+ + nН2О + ze. 2. Процесс электропереноса — перетекание электронов по металлу от анодных участков к катодным и соответствующее перемещение катионов в растворе. 3. Катодный процесс — ассимиляция электронов каким-либо деполяризатором — ионами и молекулами, находящимися в растворе и способными восстанавливаться на катодных участках по реакции D + z e → [D z e ]. 11 Рис. 2. Схема электрохимического коррозионного процесса Если процесс деполяризации происходит за счет восстановления кислорода, то коррозионный процесс идет с кислородной деполяризацией О2 + 2Н2О + 4 e → 4ОН-. Если деполяризатором служат ионы водорода, то процесс идет с водородной деполяризацией Н+ + e → Н, Н + Н → Н2 → Н2↑. Особенности электрохимического процесса коррозии следующие: 1) одновременное протекание катодного и анодного процессов; 2) зависимость скорости коррозии, обусловленной механизмом электрохимических процессов, от электродного потенциала металла; 3) возможность локализации электродных процессов на различных участках поверхности корродирующего металла, где их протекание облегчено; 4) реализация материального эффекта коррозии (растворение металла) на анодных участках при локализации электродных процессов. Контролирующий фактор электрохимической коррозии, определяющий ее скорость, — поляризация электрода — изменение разности потенциалов коррозионного элемента, приводящее к уменьшению силы тока. Поляризация тормозит скорость протекания электрохимической коррозии металлов. Основная причина поляризации — отставание электродных процессов (катодного и анодного) от перетока электронов в металле. Так, если анодный процесс отстает от перетока электронов от анода к катоду, то происходит уменьшение отрицательного заряда на поверхности электрода. Потенциал анода при этом становится положительнее. Катодный процесс отстает от поступления электронов на катод, происходит увеличение отрицательного заряда на поверхности электрода, что приводит соответственно к сдвигу потенциала катода в отрицательную сторону. При графическом изображении зависимости потенциала электрода от плотности тока с помощью поляризационных кривых наглядно видно, что при 12 катодной поляризации происходит рост потенциала, а при анодной — его снижение (рис. 3). Чем круче поляризационная кривая, тем больше величина поляризационного сопротивления и тем труднее протекает коррозионный процесс. При пологих поляризационных кривых происходит малая поляризация и легче протекает коррозионный процесс. Скорость коррозии уменьшается как вследствие поляризации анода, так и катода. Рис. 3. Поляризационные кривые: / —анодная; 2 — катодная В общем случае скорость электрохимического коррозионного процесса можно выразить следующим соотношением: I ko ao R Pk Pa где / — сила коррозионного тока; φко – φао — разность начальных потенциалов катода и анода, являющаяся движущей силой коррозионного процесса, характеризует термодинамическую возможность протекания электрохимической коррозии; R - омическое сопротивлении коррозионного элемента; Рк, Ра- поляризационное сопротивления катодного и анодного процессов соответственно (сопротивление протеканию электродных процессов). Оно имеет смысл для линейной! поляризации (линейной зависимости тока от потенциала). При нелинейной зависимости тока от потенциала используют понятие поляризуемости Р'к = Δφк/Δiк; Р'а = Δφа/Δiа. Эти величины — отношение величины смещения потенциала к плотности или приращению плотности тока. Омическое сопротивление учитывает сопротивление электролита. Снизить скорость коррозии можно при: 1) уменьшении степени термодинамической нестабильности — сближении потенциалов катодного и анодного процессов; 2) увеличении катодной поляризуемости Р, приводящем к торможению катодного процесса; 3) увеличении анодной поляризуемости Р, приводящем к торможению анодного процесса; 4) увеличении омического сопротивления R. 13 Торможение коррозионного процесса по одному из указанных Путей определяет вид контроля. Различают коррозию, протекающую с катодным, анодным или омическим контролем. В практике нефтяной промышленности встречаются в основном процессы с катодным контролем. Электродные процессы, уменьшающие поляризацию на аноде и Катоде, называются процессами деполяризации, а вещества, препятствующие поляризации, — деполяризаторами. На практике встречаются и в основном процессы коррозии с кислородной и водородной деполяризацией. При коррозии с водородной деполяризацией на катоде протекает реакция разряда ионов гидроксония по схеме 2Н3О+ +2 e → 2Н2О + Н + Н → 2Н2О + Н2↑. Катодный процесс водородной деполяризации состоит из: диффузии ионов гидроксония к катоду с последующим их разрядом и образованием водородных атомов, адсорбирующихся на металле; молязации водородных атомов с образованием молекулярного водорода, который, в свою очередь, диффундирует и переносится конвекцией от катодных участков в раствор. Часть адсорбированных атомом водорода диффундирует в металл, вызывая явление водородного охрупчивания. Процессы водородной деполяризации характерны в основном для технологических процессов, протекающих в кислых средах. Коррозия с кислородной деполяризацией — наиболее распространенный процесс, так как по этому механизму корродируют металлы в водных средах, влажной атмосфере, почве. Катодный процесс кислородной деполяризации заключается в ионизации кислорода на катоде. Причем в зависимости от рН среды будут различными конечные продукты ионизации. При рН > 7 ионизация кислорода на катоде протекши по схеме О2 + 4 e + 2Н2О → 4ОН-, при рН < 7 — по схеме О2 + 4 e + 4Н+ → 2Н2О. Катодный процесс коррозии с кислородной деполяризацией имеет последовательные стадии: прохождение кислорода через поверхность раздела воздух—электролит; перенос растворенного молекулярного кислорода в объеме электролита при механическом перемешивании, конвекции и диффузии к катодным участкам поверхности; перенос кислорода в диффузионном слое; ионизация кислорода; диффузия и конвективный перенос ионов ОН= от катодных участков поверхности металла в электролит. Коррозия зависит от нескольких факторов. Скорость электрохимической коррозии металлов существенно зависит от температуры, с ее повышением скорость растет. При нейтральных значениях рН для процесса коррозии с кислородной деполяризацией зависимость скорости коррозии от температуры носит сложный характер. Это связано с тем, что с повышением температуры уменьшается растворимость кислорода. В открытых аэрируемых системах скорость коррозии железа с ростом температуры в пределах от 293 до 353 К 14 возрастает и далее уменьшается вследствие резкого снижения концентрации кислорода. В закрытой системе, когда кислород не может выделяться из раствора скорость коррозии железа непрерывно растет с повышением температуры. В минерализованных средах скорость коррозии стали растет с увеличением скорости движения среды из-за усиления подачи кислорода к металлической поверхности. В пресной воде при скорости движения среды до 0,4 м/с скорость коррозии стали заметно возрастает вследствие облегчения диффузии кислорода к металлической поверхности. С ростом скорости движения насыщенной кислородом среды до 0,8—0,9 м/с скорость коррозии снижается в результате образования пассивной пленки на металле при достаточно обильном noступлении кислорода. При дальнейшем увеличении скорости движения среды происходит разрушение защитной пленки и самого металла в результате коррозионно-эрозионных и кавитационных процессов. Скорость коррозии при этом растет. Давление в значительной степени ускоряет электрохимическую коррозию металлов из-за повышения растворимости деполяризаторов коррозионного процесса (кислород, сероводород и др.) и появления механических напряжений в металле. Поляризация корродирующего металла внешним постоянным током влияет на коррозионное разрушение металлов: при анодном поляризации металла (подключении его к положительному полюсу внешнего источника тока) скорость коррозии увеличивается, при катодной поляризации в большинстве случаев наблюдается защитный эффект, т.е. скорость коррозии металла уменьшается. Скорость коррозии зависит от рН среды, возрастая по мере подкисления среды, если не происходит пассивирования металла. В нейтральных средах скорость коррозии железа слабо зависит от изменения величины рН. При возрастании рН скорость коррозии железа и стали уменьшается. Наличие в среде микроорганизмов и продуктов их жизнедеятельности оказывает существенное влияние на характер коррозионных разрушений металлов. При микробиологической коррозии коррозионные поражения носят локальный характер, скорость коррозии достигает значительных величин. Внутренняя электрохимическая коррозия металлов связана с природой металла, его составом, структурой, состоянием поверхности, напряжениями в металле, а также с термодинамической устойчивостью металла и его местом в периодической системе элементов. Так, металл, нестойкий в одних условиях, в других условиях оказывается стойким. Это обусловлено тем, что протекание термодинамически возможного процесса бывает заторможено образующимися пассивными пленками, труднорастворимыми продуктами коррозии. Термодинамическая устойчивость выше у металлов с более положительным равновесным потенциалом. Для оценки коррозионного процесса необходимо знать кинетику катодного и анодного процессов. Скорость и характер коррозии металлов в электролитах зависят структуры, 15 состояния исходной поверхности металла, различных и воздействия механического фактора. Тщательно отполированная поверхность металла придает ему коррозионную устойчивость в агрессивных средах, так как облегчается образование более совершенных и однородных защитных пленок, в том числе не и пассивных. На процесс коррозии металлов оказывают влияние кристаллическая структура металлов и наличие различных структурных дефектов. Установлено, что скорость коррозии увеличивается при низкой плотности упаковки атомов и кристаллографической плоскости, неупорядоченности атомов кристаллической решетки, дефектах ее структуры. Структурная гетерогенность сплава во многом предопределяет развитие электрохимической коррозии. В отличие от однородных сплавов гетерогенной структуры менее стойки к коррозии. Скорость коррозии уменьшается, если анодная фаза гетерогенной структуры способна пассивироваться. После растворения анодной фазы в поверхностном слое сплав приобретает практически однофазную структуру. Если заметно коррозирует и катодный компонент сплава, то возможно вторичное (контактное, т.е. без тока внешней поляризации) выделение благородного компонента на поверхности сплава в виде несплошного пористого покрытия. Коррозия при этом усиливается. Величина зерна в некоторой степени влияет на скорость коррозии. При утолщении и загрязнении границ его примесями увеличивается микроэлектрохимическая гетерогенность и может начаться процесс межкристаллитной коррозии. Значительное число металлических изделий эксплуатируется в условиях одновременного воздействия коррозионной среды и механических напряжений. Опасность коррозионно-механического воздействия заключается в том, что при значительной скорости общей коррозии происходит полное разрушение металлического изделия. Под влиянием коррозионной среды и деформации металла возможны образование коррозионно-механических трещин, понижение предела коррозионной усталости, разрушение металла вследствие механического воздействия агрессивной среды, коррозионная кавитация и другие процессы. ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ НА КОРРОЗИЮ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА НЕФТЯНОГО ГАЗА При транспорте неподготовленного сероводородсодержащего нефтяного газа внутренняя поверхность газопроводов подвергается интенсивному коррозионному разрушению. В основном коррозионные поражения протекают по нижней образующей трубопроводов, причем скорость коррозии достигает 2—3 мм/год. Коррозионную активность транспортируемому газу придает жидкий конденсат, появление которого в газопроводе сырого нефтяного газа 16 обусловлено двумя причинами: выносом жидкости (нефть и вода) из сепарационных узлов и конденсацией углеводородов газа и водяных паров. Конденсация происходит при снижении температуры газа по трассе газопровода до температуры грунта. Различные формы разрушения газопроводов, вызываемые содержащимися в газе сероводородом и двуокисью углерода в присутствии влаги, можно разделить на следующие виды. Общая коррозия — электрохимическое растворение металла с поверхности, контактирующей с электролитом, проявляющееся в виде каверн, свищей, уменьшения толщины стенок труб с образованием черных продуктов коррозии, отлагающихся на корродирующей поверхности (при достаточно высоких значениях рН электролита) либо растворяющихся в электролите (при низких значениях рН). Все углеродистые и низколегированные трубные стали подвергаются этому виду разрушения при отсутствии защиты. Общую коррозию может вызывать в присутствии влаги как сероводород, так и двуокись углерода. Сероводородное коррозионное растрескивание под напряжением (СКРН) обусловлено проникновением в присутствии H2S в металл атомарного водорода, выделяющегося на поверхности металла и процессе сероводородной общей коррозии, и вызывающее снижение пластических свойств стали, зарождение и быстрое развитие отдельных трещин, располагающихся в плоскости, перпендикулярной к направлению действующих растягивающих напряжений и приводящих к быстрому разрушению труб, работающих под давлением. Этот вид разрушения более характерен для упрочненных малопластичных сталей и практически не поддается контролю в рабочих условиях трубопроводов, имеющих значительную протяженность. В связи с этим растрескивание под напряжением — наиболее опасный вид разрушения, который происходил даже на газопроводах, построенных из труб, обладавших высокими пластическими свойствами в исходном состоянии. Трубы из разных сталей, в зависимости от химического состава стали, технологии изготовления труб и технологии сварочно-монтажных работ при строительстве объекта, имеют различную стойкость к сероводородному растрескиванию под напряжением. В последние годы выделяют вызываемое сероводородом разрушение, возникающее в объеме ненапряженного металла в виде большого количества мелких трещин, расположенных, как правило, в плоскостях, параллельных плоскости листа, из которого изготовлена сварная труба, или параллельных цилиндрической поверхности бесшовной трубы. Ряд таких мелких трещин, соединяясь, может образовывать «ступеньки» или «лестницы». Ступеньки, располагаясь на различном расстоянии от поверхности трубы, могут образовать поперечную трещину, ослабляющую сечение трубы, ее конструктивную прочность. Возникновение таких трещин в ненапряженном металле связывают с наличием в нем раскатанных в процессе изготовления труб несплошностей (сульфидные и другие неметаллические включения, газовые поры и т.д.). 17 Атомарный водород, выделяющийся в процессе общей электрохими-ческой коррозии, рекомбинирует в молекулярный и накапливается в несплошностях, имеющих вытянутую форму, развивает значительное местное давление и вызывает зарождение трещин в вершинах несплошностей. Распространение (рост) трещин может происходить по твердым сегрегациям в металле и соседним несплошностям. В соответствии с причиной, вызывающей этот вид разрушения, оно получило наименование ВИР (водородом индуцированное растрескивание), часто этот вид разрушения сопровождается образованием вздутий на внутренней, контактирующей с сероводородсодержащей средой, поверхности труб. Вздутия вызываются давлением молекулярного водорода, скопившегося в подповерхностном слое металла. Для оценки стойкости к сероводородному растрескиванию труб используют наиболее распространенные методы, предлагаемые национальной ассоциацией инженеров-коррозионистов США (NACE): методика ТМ-01-77 по определению порогового напряжения при испытании стойкости к растрескиванию под напряжением за заданное время испытаний и методика Т—1 F — 20 — при испытании на стойкость к индуцированному водородом растрескиванию ненапряженного металла, где параметрами служат процентные показатели: длины трещин, расположенных в поперечном сечении образца по отношению к ширине испытанного образца; толщины трещин (в том числе "ступенек"), расположенных в поперечном сечении образца по отношению к толщине испытанного образца. Скорость специфических коррозионных разрушений, вызываемых сероводородной и углекислотной коррозией, зависит от многих факторов, совместное влияние которых очень сложно и недостаточно изучено. На коррозионное разрушение внутренней поверхности трубопроводов, транспортирующих влажный сероводородсодержащий нефтяной газ, оказывают влияние: парциальное давление сероводорода и двуокиси углерода, температура, степень и характер минерализации водной фазы конденсата, рН водной фазы жидкости, влажность газа, давление среды, механические напряжения в металле труб. Известно, что с повышением парциального давления сероводорода p H S и двуокиси углерода p CO скорость общей коррозии растет. Растрескивание сталей под напряжением и ВИР усиливается с повышением p H S . Поэтому сероводородсодержащие среды можно условно разделить на 3 вида: при p H S < 0,35 КПа сероводородное растрескивание трубных сталей не происходит; при 10 > p H S > 0,35 КПа наблюдается сероводородное растрескивание сравнительно небольшой интенсивности, и такие среды можно характеризовать как среды с низким содержанием сероводорода; при p H S > 10 КПа наблюдается интенсивное сероводородное 2 2 2 2 2 2 18 раетрескивание, и такие среды следует рассматривать как среды с высоким содержанием сероводорода. Содержание в газе двуокиси углерода может усиливать общую коррозию, подкисляя среды, облегчая протекание коррозионных процессов. С повышением парциального давления СО2 скорость коррозии, как правило, растет. Коррозионно-активными считаются влажные среды, где парциальное давление углекислого газа p CO превышает 2 МПа, и, наоборот, неактивными в коррозионном отношении, если p CO ниже 2 · 105 Па. 2 2 ВНИИГазом разработана специальная таблица для прогнозирования процесса углекислотной коррозии с учетом парциального давления yглекислого газа и температуры. При совместном присутствии сероводорода и углекислого газа самая высокая скорость коррозии отмечается при соотношении Н2S : СО2 = 1 : 3. Температура рабочих сред оказывает сложное влияние на различные виды коррозионных разрушений. С повышением температуры (в диапазоне, возможном для условий газопроводов) от 273 до 333— 353 К растет скорость общей коррозии. Данная закономерность объясняется законами электрохимической кинетики и подтверждена экспериментальными данными. Однако сероводородное растрескивание под напряжением имеет максимум интенсивности в диапазоне температур от 293 до 313 К. С повышением и понижением температуры от этого диапазона интенсивность сероводородного растрескивания снижается. При повышении температуры транспортируемого газа выше точки росы его агрессивность уменьшается, так как при этом изменяются условия для конденсации жидкой фазы из газа. С успехом применяется один из технологических способов предотвращения коррозионного разрушения газопроводов - нагрев газа с последующим поддержанием температуры его выше точки росы в процессе транспорта ГЖС. Степень и характер минерализации водной фазы газожидкостного потока могут иметь значительное влияние как на процесс общей коррозии, так и на сероводородное растрескивание. В большинстве случаев повышение степени минерализации приводит к усилению скорости общей коррозии с одновременной локализацией ее (язвенная, точечная коррозия). Значительное увеличение скорости коррозионных процессов может вызывать наличие в воде, поступающей из пласта, органических кислот (уксусная, муравьиная, пропионовая), что более характерно для сред в газопромысловом оборудовании. Особенно опасно присутствие ионов хлора, вызывающих коррозионное растрескивание легированных сталей. Однако иногда возможно и обратное воздействие минерализации на скорость общей коррозии, когда коррозия замедляется вследствие образования на корродирующей поверхности плотного слабопроницаемого нерастворимого в рабочей среде слоя продуктов коррозии, например образование пленки карбонатов при достаточно высоком рН водной фазы. 19 Водная фаза конденсата является слабоминерализованным электролитом с содержанием 50—300 мг/л солей. Для такой среды при наличии сероводорода, углекислого газа и кислорода характерна высокая коррозионная агрессивность, причем коррозионный процесс протекает со смешанной водородно-кислородной деполяризацией. Углеводородная фаза состоит из легкого газобензина с плотностью 0,60,7 кг/м3, содержащего нефть. Эта фаза способствует усилению коррозионного разрушения стали, особенно в присутствии сероводорода. Следует отметить, что углеводородная фаза значительно влияет на десорбцию пленкообразующих нефтерастворимых ингибиторов коррозии, существенно снижая эффект их последствия. Водородный показатель рН водной фазы потока имеет большое влияние на скорость общей коррозии, решающее влияние на сероводородное растрескивание трубных сталей. С понижением рН ниже нейтрального уровня (нейтральным принят уровень рН-7) растет интенсивность всех видов коррозионных разрушений. Влажность газа определяет возможность протекания электрохимических коррозионных процессов. При относительной влажности газа ниже 60% на поверхности труб не образуется пленка электролита, способная обеспечивать протекание существенных коррозионных процессов. При относительной влажности газа более 60% возможна из газа сорбция влаги, достаточной для образования пленки электролита на поверхности труб. Влажность транспортируемого газа оказывает значительное влияние на коррозионное разрушение газопроводов. По данным В.В. Скорчеллетти, для начала коррозионного процесса и проникновения водорода в металл достаточно образования на поверхности корродирующего металла слоя воды толщиной 20—30 молекул. Следует отметить, что тонких пленках электролита процесс коррозии происходит с более высокой скоростью, чем в объеме среды, за счет интенсификации процесса диффузии деполяризаторов коррозионного процесса к поверхности металла. Давление среды влияет двояко: как фактор, определяющий парциальное давление агрессивных компонентов (H2S, CО2) при определенном их содержании в газе, и фактор, определяющий напряжение растяжения при определенных размерах трубопровода (диаметр, толщина стенки). При неизменном содержании СО2 в газе и определенных размерах трубопровода повышение давления в трубопроводе означает увеличение парциальных давлений этих компонентов и рост напряжений растяжения в металле труб, что приводит к возрастанию скорости общей коррозии и интенсивности сероводородного растрескивания. При определенных неизменных парциальных давлениях Н2S и СО2 и удельном напряжении в металле труб повышение общего давления газа практически не влияет на скорость общей коррозии и сероводородное растрескивание. Механические напряжения в металле труб — определяющие факторы возникновения и развития сероводородного растрескивания. С ростом напряжений 20 растяжения возможность сероводородного растрескивания увеличивается. При напряжениях растяжения, достигающих величины предела текучести металла или превышающих эту величину, все углеродистые и низколегированные стали подвержены быстрому сероводородному растрескиванию. Интенсивность общей коррозии также увеличивается с ростом напряжений вследствие механохимической коррозии. Особенно опасно воздействие циклических напряжений, вызывающих коррозионную усталость стали. Цикличность напряжений возникает из-за колебаний давления и температуры газа, а также благодаря сезонным подвижкам грунта. Химический состава стали определяет возможность получения металла с заданной структурой, механическими свойствами, свариваемостью и коррозионной стойкостью при определенной технологии выплавки стали и изготовления труб. Трубы, применяемые для магистральных газопроводов и газосборных сетей, изготавливают из углеродистых или низколегированных сталей, часто с вводом специальных микродобавок элементов (ниобий, ванадий и др.), улучшающих структуру и механические свойства. Подобное легирование мало влияет на стойкость сталей к общей коррозии, которая может быть существенно замедлена только при введении в больших количествах таких легирующих элементов, как хром, никель и др. Однако стойкость сталей к сероводородному растрескиванию зависит от химического состава углеродистых и низколегированных сталей и от технологии изготовления труб. Влияние каждого отдельного легирующего элемента при разном его содержании на стойкость стали к растрескиванию сложно и неоднозначно, зависит от общего химического состава стали и последующей технологии изготовления труб. В общем целесообразен химический состав, обеспечивающий при изготовлении труб получение мелкозернистой равновесной (с минимальными внутренними напряжениями) структуры и необходимых механических свойств. Однозначно отмечается отрицательное влияние на стойкость сталей к растрескиванию серы и фосфора, содержание которых стремятся по возможности снизить Положительно влияют на стойкость к сероводородному растрескиванию легирование трубных сталей небольшим количеством молибдена, ограничение содержания углерода и марганца, а также добавка меди для снижения абсорбции водорода. Механические свойства металла труб во многом определяют стойкость к растрескиванию. Более высокая пластичность стали и невысокая твердость обычно сочетаются с повышенной стойкостью к сероводородному растрескиванию. С повышением твердости и класса прочности стали, как правило, усложняется обеспечение стойкости к pacтрескиванию. Внутренние напряжения в сталях, образующиеся при быстром охлаждении после горячей прокатки, сварки, холодной деформации, повышают их склонность к сероводородному растрескиванию. Структура металла, зависящая от химического состава стали технологии изготовления труб и изделий, в сочетании с химическим составом смеси являются определяющим фактором стойкости к растрескиванию неравновесная с высокими внутренними напряжениями мартенситная структура, получающаяся 21 при закалке. Наиболее стойка к растрескиванию при достаточно высокой прочности мелкозернистая структура, получаемая при закалке с последующим высоким отпуском и представляющая собой отпущенный мартенсит. Структуры углеродистых и низколегированных трубных сталей можно расположить в ряд по возрастанию стойкости к сероводородному растрескиванию (при одинаковом химическом составе): неотпущенный мартенсит; неотпущенный бейнит; феррито-перлитная нормализованная; феррито-перлитная нормализованная и отпущенная; отпущенная мартенситная и бейнитная. При этом необходимо отметить, что отпуск должен осуществляться при температуре несколько ниже температуры фазовых превращений. С дальнейшим понижением температуры отпуска стойкость стали к сероводородному растрескиванию снижается с одновременным повышением прочности и твердости. Транспортируемый по газопроводам влажный сероводородсодержащий нефтяной газ стимулирует возникновение и развитие локальной коррозии за счет функционирования микрогальванопары сульфид железа (катод) —железо (анод). Пленки сульфида железа легко проницаемы для молекул воды и хлор-ионов, что приводит к протеканию локальной коррозии со значительной скоростью. Для исследования локальной коррозии внутренней поверхности газопроводов важно изучить кинетику формирования и разрушения пленок сульфида железа, а также структуру сульфидных пленок и изменения, происходящие в них, в зависимости от состава среды и условий, в которых происходит процесс коррозии. Ниже приведены результаты исследования структуры сульфидной пленки, образующейся в процессе коррозии железа-Армко и стали марки Ст.З в 3%-ном растворе хлорида натрия, содержащего сероводород в диапазоне концентраций 0—1800 мг/л. Для рентгеноструктурных исследований использовали рентгеновский дифрактомер ДРОН-1,5. Рентгеноспектральный микроанализ проводили на приборе "Камека MS-4", а также на электронографе ЭМР-100. Анализ дифрактограмм показал, что во всем диапазоне концентраций сероводорода пленки сульфидов железа представляют собой двухфазную смесь макинавита и канзита. На начальных стадиях образуется макинавит. Измерения роста сульфидных пленок в коррозионной среде показали, что в первые часы скорость роста пленок сульфидов железа высокая, затем она снижается и носит строго линейный характер. Полученная кинетическая зависимость свидетельствует о разных защитных свойствах образующихся в исследуемой системе пленок, что характерно для рыхлой структуры осадка. Это, в свою очередь, указывает на повышенную склонность стали в указанных условиях к интенсивному коррозионному разрушению. Отмечено, что слой сульфида железа, прилегающий к поверхности металла, отличается высокой плотностью. Последующие слои сульфида железа, обладая дефектной структурой, способствуют проникновению агрессивных компонентов среды с последующим отслаиванием пленки сульфида железа от металлической поверхности, что приводит к стимуляции локальных коррозионных процессов. С увеличением минерализации водной среды проницаемость сульфидной пленки возрастает. На железе-Армко сульфидная пленка формировалась неравномерно - на 22 отдельных участках крупнозернистой структуры металла рост ее стал интенсивнее, чем на других. Отслоение пленки в моющем растворе также носило неравномерный характер, что свидетельствует о различной ее адгезии к поверхности металла с неодинаковой кристаллографической ориентацией зерен. Это может привести, в свою очередь, к локализации коррозионных поражений. В процессе окисления пленок сульфидов железа было обнаружено образование двух соединений – Fe3O4 и γ-F2O3H2O. Результаты электронографических исследований свидетельствуют о том, что влажный сульфид сразу окисляется в тонком поверхностном слое. При отсутствии влаги этот процесс идет очень медленно, уменьшения содержания сульфидов за 10 сут практически не наблюдалось. Вместе с тем при наличии влаги разрушение пленки сульфидов в результате окисления происходит быстро. При избытке кислорода (в парах воды) оно практически заканчивается за 2 сут. При окислении в дистиллированной воде содержание сульфидов уменьшается по экспоненте. Процесс заканчивается через 18—20 сут при той же исходной толщине пленок. С этими данными коррелируются результаты изменения содержания окислов железа в процессе окисления на поверхности образцов. Рентгеноспектральным микроанализом установлено наличие элементарной серы в частично окисленной поверхностной пленке сульфидов. Оценку влияния сульфидов железа на скорость локальной коррозии проводили по следующей методике. В стеклянной ячейке на электроде из стали марки Ст.3 в искусственной пластовой воде, содержащей сероводород, формировали пленку сульфида железа. Затем в ячейку помещали электрод со свежезачищенной поверхностью, рабочая поверхность которого была в 10 раз меньше площади электрода, покрытого сульфидной пленкой. Оба электрода замыкали, создавая модель микрогальванопары железо-сульфид железа. Продолжительность опыта зависела от времени установления постоянного электродного потенциала. По потере массы электродов рассчитывали скорости коррозии чистого и сульфидизированного электродов и определяли как отношение этих скоростей коэффициент усиления коррозии γ на чистой поверхности. Эксперименты показали, что в зависимости от условий опытов скорость коррозии электрода с чистой поверхностью увеличивается в 5—20 раз, причем максимальные значения коэффициента γ наблюдаются при работе гальванопары в среде, содержащей кислород. Таким образом, в минерализованной водной фазе жидкого конденсата на стальной поверхности формируется сульфидная пленка с повышенной проницаемостью для коррозионной среды, способствующая локализации коррозионного процесса в результате работы гальванопар сталь — сталь с сульфидной пленкой. При разрушении сульфидной пленки и последующем ее отделении от металлической поверхности оголяется металлическая поверхность. На оголенных участках — анодах — происходит интенсивное питтингообразование. Оголение металлической поверхности газопроводов, транспортирующих сероводородсодержащий сырой нефтяной газ, возможно за счет воздействия продуктов коррозии и песка, обладающих высокой абразивной активностью. Для выяснения механизма локальной коррозии и последующей разработки 23 эффективной технологии противокоррозионной защиты газопроводов важно знать распределение токов коррозии по сечению трубы. Рассмотрим модель газопровода, частично заполненного электропроводящей средой — жидким конденсатом. Предположим, что на внутренней поверхности трубы возникла за счет абразивного воздействия твердых частиц гальваническая неоднородность — анод в виде царапины. Канавочный характер коррозии в трубопроводе позволяет при выборе расчетной схемы ограничиться двумя координатными осями, т.е. считать задачу плоской. Математическая постановка задач расчета электрических полей в электролитах, позволяющая решать задачи электрохимической гетерогенности, рассматривается в работах В.М. Иванова. В данном случае задача отыскания токов коррозии, распределенных по сечению трубопровода, ставится как краевая на плоскости: на поверхности S = 4 S I 1 I требуется найти решения уравнения Лапласа 2U p 2U p 0, р Є S x 2 y 2 при нелинейных граничных условиях третьего рода на поверхности трубы U ) / (S1 + S3) = φ1, n U (U – R2(p)γ ) / S2 = φ2, n U /S4 = 0, n (U – R1(p)γ где U — потенциал среды в исследуемой точке; R — линейная аппроксимация поляризационного сопротивления, причем R1 — на катоде, R2 — на аноде; γ— поверхностная проводимость коррозионной среды; φ1 — электродный потенциал тела трубы; φ2 — электродный потенциал гальванической неоднородности; п— внешняя нормаль к поверхности. В общем случае будем полагать, что стационарный потенциал распределен по поверхности анода и катода произвольно. Этим может быть задана неоднородность структуры металла и учтено влияние продуктов реакции. Применяя метод интегральных уравнений, решение будем искать, используя понятие потенциала простого слоя и теорему о скачке нормальной производной потенциала простого слоя, что дает возможность построить решение в виде системы интегральных уравнений. Решение системы выполняется численными методами. Для расчета распределения плотности тока по внутренней поверхности трубопровода, частично заполненного электролитом, была разработана программа, реализованная на ЭВМ серии ЕС. Поскольку учтена нелинейность поляризационных характеристик коррозионной пары, в программу для ЭВМ могут быть введены любые реальные поляризационные характеристики. В результате выполнения программы получено множество распределений плотностей тока в зависимости от доли анода, что позволяет проследить развитие 24 коррозионного процесса. В диапазоне концентраций сероводорода 0-300 мг/л с помощью капиллярного микроэлектрода определяли локальные электродные потенциалы стали с сульфидной пленкой и под ней. Зависимость Δφ — [H2S] в указанном интервале концентрации (Н2S) экстремальная с максимумом при концентрации сероводорода 30-100 мг/л. С учетом зависимости Δφ от концентрации H2S по разработанной программе была получена графическая зависимость скорости коррозии, представленной плотностью анодного тока (iв) от доли анода (рис. 4). По вычисленным значениям анодного тока составлен график зависимости скорости коррозионного процесса от концентрации сероводорода (рис. 5). Таким образом, разработан и апробирован алгоритм расчета токов коррозии, связанных с функционированием гальванопары внутри газопровода, транспортирующего неподготовленный сероводородсодержаРис. 4. Зависимость плотности анодного щий нефтяной газ. тока от доли анода в коррозионной паре η: Параметры Е, В Содержание Н2S, мг/л 1 0,01 0 2 0,02 20 Кривые 3 0,03 25 4 0,04 35 5 0,05 50 Учет конкретных эксплуатационных условий (различная природа металла труб, различная агрессивность среды, рабочие режимы и т.п.) может при этом проводиться непосредственно через их влияние на ход поляризационных кривых, по которым определяется количественная взаимосвязь электрохимических параметров (потенциала и силы тока Рне. 5. Зависимость скорости коррозии от содержания Н2S коррозии). При транспорте влажного газа существуют два основных режима течения: дисперсно-кольцевой и расслоенный. В случае дисперсно-кольцевого режима течения для математической модели коррозионного процесса существен лишь внешний слой потока, так как коррозия равномерная. Математически эта задача краевая третьего рода. Предполагается наличие на внутренней поверхности трубопровода несколько в той или иной степени 25 поврежденных и подвергшихся коррозии участков. Учет состояния выделенных участков осуществлен через поляризационные кривые. При решении данной задачи эффективен дифференциально-разностный метод, позволяющий получить численные расчеты распределения плотности тока с высокой степенью точности. Для расчетов составляют программу для ЭВМ ЕС-1022. При расслоенном режиме течения газожидкостной смеси наблюдается локальный вид коррозии, в основном по нижней образующей. В данном случае задача математически значительно усложняется, так как удельная электропроводность среды является функцией σ r,z точнее кусочно-постоянной функцией σ(r,z) = σ(r). Задача выяснения механизма локальной коррозии сводится к расчету силы токов коррозии по сечению трубы. Поляризационные характеристики не линейны р= p(t, v), где t — время; v — скорость потока. Электрохимический потенциал φ = φ(t, v ) . Данные зависимости устанавливаются экспериментально в виде таблично заданных функций. Расчеты на ЭВМ показали значительный рост скорости коррозионного процесса при расслоенном режиме течения газожидкостных смесей. ' Выше не рассматривалась электрохимическая гетерогенность металла вдоль оси трубопровода в зоне кольцевого сварного соединения. Однако в связи с продолжающимся увеличением обводненности нефти и ростом протяженности промысловых трубопроводов ужесточаются требования к качеству и надежности трубопроводов, в частности, к наиболее уязвимому звену трубопроводной системы — стыковым сварным соединениям, с позиций стойкости к эксплуатационным нагрузкам. Неоднородность физико-механического состояния металла различных зон сварного соединения при совместном влиянии коррозионной среды и регулярных или случайных механических нагрузок при эксплуатации проявляется в усилении электрохимической гетерогенности, которая приводит к изменению характера коррозии и возникновению локальных зон разрушения. ВЛИЯНИЕ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ НА КОРРОЗИЮ Влияние механических напряжений на скорость общей коррозии (механохимическая коррозия) Известно, что движущая сила коррозионного растворения металла -это изменение термодинамического (изобарно-изотермического или химического) потенциала металла при его окислении, выражаемое через электродные потенциалы электрохимических реакций. При этом э.д.с. коррозионного элемента тем выше, а следовательно, скорость коррозии больше, чем более отрицательное значение имеет равновесный электродный потенциал анодной реакции окисления металла. Как было показано, появление механических напряжений в кристаллической решетке металла вызывает сдвиг равновесного электродного 26 потенциала в сторону отрицательных значений (механохимический эффект), т.е. понижает его термодинамическую устойчивость и может ускорить коррозию. При этом существует симметричность воздействия напряжений, т.е. изменение локального значения химического потенциала металла в точке определяется абсолютной величиной гидростатической части тензора напряжений независимо от направления механической силы — растягивающей или сжимающей твердое тело (относительно недеформированного состояния). В случае идеального металлического кристалла, подвергнутого действию механических напряжений в области упругой деформации, скорость его растворения (ток коррозии) получается равной i ia exp P V ik ' RT где iа — анодный ток недеформированного металла (прямая полуреакция); iккатодный ток (обратная полуреакция), ΔР —абсолютная величина гидростатической части тензора напряжений; V — молярный объем металла; R — универсальная газовая константа; Т — абсолютная температура. При нагрузке кристалла выше предела упругости в области пластических деформаций появляются дефекты структуры типа дислокаций, вокруг которых кристаллическая решетка получает сильные упругие искажения, и усиливается механохимический эффект. В упрощенном виде (с известным приближением) скорость коррозии в этом случае можно представить PV i ia 1 exp RT 0 где ΔЄ— степень пластической деформации; Є0 — степень деформации, предшествующей началу деформационного упрочнения (близка к величине упругой деформации). Фактическое изменение стационарного потенциала коррозии и тока коррозии при деформации гетерогенного металлического электрода (даже при отсутствии поверхностных пленок какого-либо происхождения) может быть неодинаковым в различных условиях, что зависит от изменения скорости анодных процессов и характера катодных процессов. В частности, чем более эффективны катоды на поверхности металла (т.е. слабее поляризуются), тем меньше изменяется стационарный потенциал и больше растет ток коррозии в результате деформации. Усиление катодного контроля ослабляет влияние деформации на скорость коррозии и увеличивает «разблагораживание» стационарного потенциала. Активация металла при пластической деформации происходит в местах выхода плоскостей скольжения на поверхность, т.е. локально (расстояние между плоскостями скольжения измеряется десятками и сотнями микрометров). Неактивированная поверхность, имеющая значительно большую площадь, может представлять собой весьма эффективный катод. Повышение эффективности катода приводит к усилению коррозии при 27 деформации. Питтинговая (локальная) коррозия особенно благоприятна для зарождения коррозионно-механических трещин. В макроскопическом масштабе при коррозионном растрескивании участки пластически деформируемого металла (вершина трещин) и недеформируемого (остальная поверхность) образуют коррозионные элементы типа гальванопар со сложным распределением токов и потенциалов, испытывающие, кроме того, влияние щелевых условий коррозии. Долговечность труб при коррозионном растрескивании под напряжением Коррозионное растрескивание металлов, подвергнутых действию растягивающих напряжений, характеризуется возникновением и развитием коррозионно-механических трещин, в вершине которых вследствие механохимического эффекта локализуется анодный коррозионный процесс. На стенках трещины при этом могут протекать катодные процессы деполяризации. Скорость растворения металла в вершине трещины немного превосходит скорость растворения гладкой поверхности (общей коррозии), так как в результате концентрации растягивающих напряжений в вершине острого надреза (трещины) происходит избирательная механохимическая коррозия. Степень концентрации напряжений в вершине острого надреза (трещины) можно приближенно оценить σ = σ0 1 l , где σ - фактическое напряжение в концентраторе; σ0 — номинальное напряжение в максимальном сечении растягиваемого элемента металла; l глубина надреза (трещины); ρ - радиус закругления в вершине (острота концентратора). Этим объясняется преимущественное зарождение коррозионных трещин из мест концентрации напряжений на поверхности, контактирующей с коррозионной средой (царапины, резьбовые профили, валики сварных швов и другие неровности). Коррозионное растрескивание происходит не только под действием приложенных извне нагрузок, но и в результате действия остаточных растягивающих напряжений, возникающих как технологическая "наследственность" изготовления оборудования или строительно-монтажных операций, что особенно характерно для сварных соединений трубопроводов. Особо опасны растягивающие напряжения в кольцевых сварных швах труб (сжимающие остаточные напряжения могут оказать благоприятное влияние, частично компенсируя внешние растягивающие напряжения). Поэтому кольцевые сварные стыки газопроводов сероводородсодержащего газа, как правило, подвергаются термической обработке для снижения уровня остаточных растягивающих напряжений. В кислой коррозионной среде и особенно содержащей такие стимуляторы наводороживания металла, как сероводород, катодные процессы водородной 28 деполяризации на стенках трещины приводят к диффузии части адсорбированных атомов водорода внутрь металла и возникновению водородной хрупкости, при которой металл теряет свои пластические свойства и способность сопротивляться развитию хрупких трещин. Положение усугубляется тем, что водород диффундирует в кристаллической решетке в направлении мест с максимальными растягивающими напряжениями, т.е. к вершине трещины, которая охрупчивается прежде всего. В результате действия локальной коррозии и водородного охруп-чивания создаются условия для катастрофически быстрого развития коррозионномеханической трещины при сероводородном коррозионном растрескивании под напряжением (СКРН). Сопротивляемость стали к СКРН зависит от ее химического состава, пластических свойств и степени чистоты по неметаллическим включениям, которые могут служить коллекторами водорода и создавать внутренние концентраторы напряжения, служащие источниками водородных трещин. По современным представлениям, опасность возникновения СКРН увеличивается с ростом прочности стали, и в первую очередь СКРН наблюдается у труб нефтяного сортамента (бурильные, насоснокомпрессорные и обсадные трубы), тогда как водородное растрескивание (ВР) происходит как у высоко-, так и низкопрочных сталей, причем часто наблюдается у низкопрочных сталей, используемых для трубопроводов сероводородсодержащего газа. Однако такое подразделение следует считать условным. При ВР трещины образуются за счет неметаллических включений в стали, особенно вытянутыми молекулами сульфида марганца, и распространяются параллельно поверхности трубы по аномальной структуре с высокой твердостью, обусловленной ликвациями углерода, марганца, фосфора и других элементов. Причем трещины возникают двух типов: прямолинейные трещины (типа расслоений вдоль текстуры проката) и ступенчатые трещины. При СКРН, когда приложено напряжение от давления газа и максимальным для трубы является окружное напряжение (т.е. ось напряжения' — окружность сечения трубы), также возникает растрескивание двух типов: растрескивание, которое зарождается и распространяется перпендикулярно к оси приложения напряжения (т.е. вдоль оси трубы), и растрескивание, которое происходит за счет ступенчатого объединения первичных трещин, имеющих направление, параллельное оси приложения напряжения, т.е. параллельное поверхности. Последнее характерно для газонефтепроводных труб из низкопрочной стали, где, следовательно, при коррозионно-механическом разрушении в натурных условиях трудно однозначно разделить влияние СКРН и ВР, если были приложены напряжения и развивался процесс коррозии. Поэтому если в лабораторных условиях для высокопрочных труб нефтяного сортамента достаточно оценивать стойкость к СКРН, то для газонефтепроводных труб необходимо оценивать как стойкость к СКРН, так и к ВР. Соответственно необходимо подбирать ингибиторы коррозии, 29 обеспечивающие защиту не только от общей коррозии, но и от СКРН и ВР. Лабораторные методы оценки стойкости к СКРН и ВР отличаются тем, что в первом случае образец выдерживается в моделированном электролите под напряжением заданного уровня до появления первых трещин или разрушения с фиксацией необходимого для этого времени, а во втором случае образец выдерживается в электролите заданное время без приложения напряжений и затем анализируют топографию возникших водородных трещин. Небольшие отклонения в условиях испытаний (рН электролита, удельный объем, масштабный фактор и др.) могут привести к существенно различным и труднообъяснимым результатам. Поэтому вполне естественно стремление к унифицированию методик. Наибольшее распространение для оценки стойкости стали к СКРН получила методика NACE ТМ-01-77. Суть ее состоит в том, что образец стали заданных формы и размеров подвергается одноосному растяжению постоянной нагрузкой в электролите состава 5% NaCI + 0,5% CH3COOH, насыщаемом (барботажем), сероводородом при атмосферном давлении и комнатной температуре. Измеряют время до разрушения при заданном уровне напряжений. В качестве базы испытаний принято, время 720 ч, и максимальное напряжение, при котором за это время не произошло разрушения, принимается за условное пороговое напряжение. Однако, поскольку за более длительное время испытаний СКРН может произойти и при напряжении, меньшем порогового, а моделированный электролит не обеспечивает подобия натурным условиям, такие испытания имеют значение лишь относительной оценки стойкости сталей для их сравнения между собой и формулирования технических требований к вновь разрабатываемым трубным сталям. КОРРОЗИЯ МЕТАЛЛИЧЕСКОГО ОБОРУДОВАНИЯ И КОММУНИКАЦИЙ В НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ При добыче нефти из продуктивного пласта на поверхность извлекается газожидкостная смесь большей или меньшей вязкости, состоящая из нефти, газа и воды. Конечная стадия процесса добычи нефти-—разделение этой смеси на три потока: нефть и попутный газ отправляют потребителям, а отделяемую от нефти пластовую воду утилизируют на месте добычи нефти. В процессе разработки нефтяного месторождения, особенно в условиях применения методов поддержания пластового давления и интенсификации добычи нефти (закачка в пласт воды и газа, использование тепловых методов, ПАВ, СО2 и других химических реагентов), могут существенно измениться ,первоначальные свойства добываемой из нефтяных скважин жидкости. Изменяется вязкость и состав нефти и газа, постепенно опресняется добываемая с нефтью вода вследствие закачки в пласт слабоминерализованных пресных вод. В водной фазе извлекаемой жидкости может возрасти содержание ПАВ или двуокиси углерода, закачиваемых в пласт для увеличения нефтеотдачи, а также концентрация других химических реагентов. В добываемой нефти, 30 первоначально не содержащей сероводорода, этот особо агрессивный в отношении коррозии агент может появиться на поздней стадии разработки нефтяных месторождений в результате заражения пласта сульфатвосстанавливающими бактериями. Наконец, при использовании на нефтепромыслах негерметичных систем сбора, транспорта и подготовки нефти и воды в них может попасть также и кислород — второй по агрессивности коррозионный агент. Таким образом, хотя коррозионные свойства добываемой из скважин нефти, газа и воды определяются физико-химическими свойствами этих трех составляющих (и в первую очередь, очевидно, свойствами водной фазы), однако результирующая агрессивность этой сложной смеси во многом зависит от ряда внешних и внутренних факторов, связанных с конкретными условиями разработки и эксплуатации нефтяных месторождений. Прежде чем рассмотреть влияние этих факторов на коррозионную агрессивность системы нефть—вода— газ, необходимо остановиться несколько подробнее на физико-химической характеристике нефтяной фазы этой среды, роль которой в коррозионной активности добываемой жидкости многими исследователями часто недооценивается. Действительно, при обычной температуре нефтяная фаза является практически инертной по отношению к большей части металлов. Однако, как это будет показано далее, коррозионная активность водной фазы в системе нефть—вода—газ может в наибольшей степени быть проявлена лишь при некоторых определенных условиях, которые во многом зависят от физико-химических свойств неполярной фазы среды и влияния ее на характер распределения воды и нефти одна в другой. КОРРОЗИЯ ПОДЗЕМНОГО И НАЗЕМНОГО ОБОРУДОВАНИЯ И КОММУНИКАЦИЙ НЕФТЯНЫХ ПРОМЫСЛОВ. КОРРОЗИОННЫЕ СВОЙСТВА СИСТЕМЫ НЕФТЬ—ГАЗ—ВОДА И ВЛИЯНИЕ РЯДА ФАКТОРОВ НА ЕЕ КОРРОЗИОННУЮ АКТИВНОСТЬ Нефть представляет собой в основном смесь углеводородов различного состава с преобладанием углеводородов метанового и нафтенового рядов. С точки зрения влияния углеводородной фазы на коррозионные свойства системы нефть—вода, наиболее важна характеристика и состав высокомолекулярной части нефти. К высокомолекулярным соединениям нефти, находящимся в тяжелой ее части относят, как известно, вещества с молекулярной массой выше 400, независимо от того, имеют ли они чисто углеводородную природу или в состав их входят гетероатомы (кислород, сера, азот, металлы). Высокомолекулярная часть не подвергнутой переработке сырой нефти представляет собой сложную многокомпонентную, в большинстве случаев коллоидную систему, стойкость которой зависит от химической природы и количественного соотношения основных ее составляющих (углеводороды, смолы, асфальтены). Химический состав и строение этих соединений необычайно раз31 нообразны. Сложную структуру имеет неуглеводородная часть высокомолекулярных соединений нефти, в состав которых наряду с углеродом и водородом входят кислород, сера, азот и металлы. Особый интерес представляют гетероорганические соединения нефти. Многие из них обладают широким спектром физико-химических, коллоиднофизических и технических свойств и широко применяются. Нас, в первую очередь, будут интересовать те из соединений, которые по структуре или свойствам приближаются к типичным ПАВ и способны поэтому проявлять на различных границах фаз особый комплекс объемных, поверхностных и модифицирующих свойств. Сернистые соединения нефти представлены элементарной серой, сероводородом и группой сернистых соединений с невысокой молекулярной массой. Считают, что с повышением •Молекулярной массы сернистых соединений они по строению приближаются к кислородным и азотистым соединениям нефти многие из которых по структуре аналогичны типичным ПАВ ' Азоторганические соединения в нефти классифицируют на соединения основного и нейтрального характера. Азотистые соединения основного характера представляют собою преимущественно третичные соединения ряда пиридина, хинолина и акридина, и в небольшом количестве соединения первичных ароматических аминов. Из азотистых соединений нейтрального характера в нефти обнаружены пиррол, индол, карбазол и их производные порфирины и их полифункциональные соединения с двумя или более гетероатомамй серы, азота и кислорода, нитрилы и амиды кислот. Предполагается, что преобладающими нейтральными азотистыми соединениями в нефтях являются циклические амиды кислот, у которых атом азота связан непосредственно с ароматическими радикалами. Для характеристики физико-химических свойств азотистых соединений следует иметь в виду, что многие из них используются в качестве флотореагентов, ингибиторов коррозии, эффективных бактерицидов и ПАВ. Поэтому следует ожидать, что содержащиеся в нефти азоторганические соединения могут оказать серьезное влияние на коррозионные свойства системы нефть—вода К кислородным соединениям нефти относится преобладающая часть неуглеводородных веществ. Среди них значительное место занимают нефтяные кислоты (карбоновые). Содержание органических кислот в нефтях колеблется от 0,03 до 1,7%. Основная масса нефтяных кислот представлена монокарбоновыми нафтеновыми структурами и имеет циклическое строение Полинафтеновые и алифатические кислоты присутствуют в нефти в небольшом количестве. Из алифатических кислот выделены пальмитиновая, стеариновая, миристиновая, арахиновая и др. Нафтеновые кислоты при наличии длинной боковой цепи с числом углеродных атомов в молекуле выше 14 близки по своим свойствам к жирным кислотам с прямой цепью [96] Щелочные соли нафтеновых кислот — сильные эмульгаторы и пено32 образователи. Амиды нафтеновых кислот являются активными ПАВ и обладают флотационными, диспергирующими, ингибирующими свойствами. Нефтяные смолы относятся к группе смолисто-асфальтеновых веществ нефти Они представляют собой смесь многочисленных и разнообразных кислородсодержащих соединений нефти, включающих серу и азот, и по своим свойствам и структуре занимают промежуточное положение между высокомолекулярными полициклическими углеводородами и асфальтенами располагаясь блике к асфальтенам Нефтяные смолы присутствуют в нефти в виде раствора или коллоидной системы или выделяются из нефти в виде второй жидкой фазы. Из асфальто-смолистых веществ большой интерес представляют асфальтены — наиболее высокомолекулярные соединения из всех выделенных компонентов нефтей. В зависимости от природы нефти, ее свойств и концентрации асфальтенов они могут находиться в нефтях в виде истинных или коллоидных растворов. В коллоидной системе асфальтены являются дисперсной фазой и оказывают большое влияние на стойкость нефтяных эмульсий как стабилизаторы, активно адсорбируются на жидких и твердых поверхностях раздела, изменяя молекулярную природу последних. Близость асфальтенов к типичным ПАВ подтверждается их способностью при определенной критической концентрации образовывать в растворах особые ассоциации, возможно, агломераты мицеллярного характера. Физико-химические свойства асфальтенов и их роль при разработке, добыче и подготовке нефти в настоящее время интенсивно изучается. Очевидно, асфальтены, обладая широким спектром объемных и поверхностных свойств, обусловленных в первую очередь их коллоидно-физическими свойствами в жидких растворах, способны оказывать глубокое и разнообразное влияние на распределение в нефти различных гетерогенных фаз (воды, парафина, газа, твердых частиц и т. д ). Характер и степень коррозионного воздействия добываемой из скважин жидкости на подземное и наземное оборудование промыслов зависят не только от природы нефти и ее физико-химических свойств, но йот условий залегания нефти в залежи, от способа разработки и эксплуатации нефтяных месторождений, от применяемой техники и технологии добычи, сбора и транспорта нефти на промыслах, а также от периода разработки, в котором находится эксплуатируемое месторождение. В связи с этим различают следующие четыре основные стадии разработки месторождений. На первой стадии осваивают нефтяное месторождение Эта стадия характеризуется ростом добычи нефти при малой ее обводненности и выходом на максимальный проектный уровень добычи. Вторая стадия — поддержание более или менее стабильного уровня добычи с неуклонным нарастанием обводненности скважин и постепенным переходом их с фонтанной добычи на механизированную. На третьей стадии значительно снижается объем добытой нефти. Резко прогрессирует обводнение продукции, часть скважин по этой причине выводится из действующего фонда. Четвертая стадия (завершающая) — 33 это разработка истощенных нефтяных пластов. Эта стадия характеризуется низкими дебитами нефти и высокой обводненностью добываемой продукции. Третья и четвертая стадия составляют так называемый поздний период разработки нефтяных месторождений. Например, если основные месторождения Баку давно уже находятся в четвертой стадии разработки, то большая часть месторождений Урала и Поволжья (Татария, Башкирия, Куйбышевская область и вступили в третью стадию, а ряд месторождений этих Районов, такие, как Ишимбайское,— давно вступили в четвертую (последнюю) стадию разработки. По мере извлечения нефти из залежи запасы ее постепенно истощаются. Изменяются условия залегания нефти (падение пластовой энергии, увеличение обводненности пласта) и ее свойства (нефть дегазируется и становится более вязкой, поябляется свободный газ). В результате снижается конечная неФт^отдача залежи, затрудняется отбор оставшейся в пласте нефти. Для повышения нефтеотдачи истощенных пластов исподъ-зуют вторичные методы добычи: площадное нагнетание воды и газа в нефтяную залежь, форсированный отбор жидкости, При, менение вакуум-процесса (снижение давления на забое сква-жин), термические методы воздействия на пласт (закачка пара и горячей воды, создание очагов горения для генерации тепла), нагнетание химических реагентов (ПАВ, углекислого газа и т. д.). Применение методов поддержания пластового давления и вторичных методов извлечения нефти оказывает большое влияние не только на технику и технологию добычи нефти, но и на коррозионные свойства извлекаемой из скважины жидкости. Нефтяная скважина — основное и наиболее дорогостоящее сооружение на нефтепромыслах. Независимо от того, каким способом (фонтанным или механизированным) извлекается нефть из продуктивного пласта, в скважину на всю ее глубину (от нескольких сотен метров до нескольких километров) спускают колонну обсадных труб диаметром 141, 168 или 203 мм. Внешней своей стороной обсадная колонна (через цементное Кольцо) соприкасается с различными подземными породами и насыпающими их агрессивными флюидами. С забоя скважины нефть поднимают на дневную поверхность, как правило, по насосно-компрессорным трубам. Кольцевое пространство, образуемое внутренней стороной обсадной и внешней стороной насосно-компрессорной колонны, заполняется в зависимости от пластового давления на определенную высоту нефтью (динамический уровень). Исходя из способа эксплуатации и конструкции нефтяных скважин рассмотрим, где и какому виду коррозионного разрушения подвергается подземное оборудование скважин. Наиболее простую конструкцию имеет фонтанная. Если в скважине добывают не содержащую сероводород нефть, то коррозия подземного металлического оборудования проявляется в ней незначительно. Лишь при наличии в добываемой продукции сероводорода и сильной обводненности нефти, общая коррозия труб проявляется в первую Очередь в кольцевом 34 пространстве скважин. Возможен и коррозионный эрозионный износ внутренней поверхности насосно-компрессорных труб под действием поднимающегося из пласта потока нефти. Однако в этом случае металл разрушается лишь при достаточно высокой обводненности нефти и наличии в ее потоке песка. В фонтанных скважинах, у которых межтрубное (кольцевое) пространство изолировано специальным пакером для улучшения условий подъема нефти из скважин, область коррозионного воздействия сероводородсодержащей газовой среды на обсадную и насосно-компрессорную колонны в случае негерметичности пакера значительно расширяется. Рис. 6 Схема подъема газово-донефтяной смеси в скважинах: а — при фонтанном способе эксплуатации, б — при обустройстве фонтанной скважины пакером, в — при газлифтном способе эксплуатации; г — при обустройстве газлифтной скважины пакером; / — продуктивный пласт, 2 — насосно-компрессор-ная колонна; 3 — вышележащий пласт; 4 — обсадная труба, 5 — уровень нефти, 6 — пакер Компрессорная эксплуатация нефтяных скважин связана с подачей извне некоторого количества энергии — сжатого газа или воздуха. Этот способ (в виде газлифта и эрлифта) используется для продления искусственного фонтанирования скважин. При компрессорном способе в скважину спускают одну или две колонны насосно-компрессорных труб (одноили двухрядный лифт). Сжатый воздух подают к башмаку (низу) обсадной колонны по кольцевой (между двумя рядами труб или между обсадной и компрессорной колонной) или по центральной системе. При подаче в компрессорную скважину в качестве рабочего агента нефтяного или другого углеводородного газа без агрессивных примесей распределение и характер коррозии в компрессорной скважине почти не будут отличаться от коррозии оборудования в фонтанных скважинах. Если же в скважину подают агрессивный газ или сжатый воздух, возможны серьезные осложнения в отношении коррозии (см. рис. 6). При подаче сжатого воздуха, содержащего влагу и кислород, коррозия развивается в кольцевом (межтрубном) пространстве скважины в присутствии кислорода воздуха и в условиях непрерывной конденсации влаги на металлической поверхности. 35 Происходит интенсивный процесс накопления продуктов коррозии, называемых железистыми сальниками. Они затрудняют, а иногда приводят к полному прекращению подачи воздуха в скважину. С этой проблемой столкнулись впервые на нефтепромыслах Баку, где этот способ эксплуатации широко применялся. Если вместо воздуха подают углеводородный газ с примесью сероводорода и влаги, это приводит к аналогичным, если не более серьезным последствиям в отношении коррозии. Кроме кольцевой части скважин сильной коррозии в компрессорных скважинах подвергается внутренняя поверхность насосно-компрессорных труб, по которым движется аэрированная жидкость. В отношении проявления коррозии опасно применение сжатого воздуха для добычи сероводородсодержащей нефти или применение сероводородсодержащего газа для добычи неагрессивной нефти. Глубиннонасосный способ эксплуатации нефтяных скважин применяется в том случае, когда пластовая энергия недостаточна для подъема жидкости из пласта и обеспечения первоначальной производительности скважины. Для подъема нефти из скважин используют поршневые насосы с приводом через колонну штанг от установленного на поверхности станка-качалки, погружные электроцентробежные насосы (ЭЦН), а также гидропоршневые и винтовые насосы. Глубиннонасосный способ с применением штанговых насосов получил среди других механизированных способов наибольшее распространение При добыче слабоагрессивной и сильно обводненной нефти значительное число ремонтов скважины приходится на штанговую колонну, которая работает в условиях потока высоковязкой жидкости и больших циклических нагрузок. Большое число поломок штанг в этих условиях можно объяснить коррозионно-усталостным разрушением металла под воздействием агрессивной среды и значительных знакопеременных нагрузок. Остальное металлическое оборудование, если межтрубное пространство скважины достаточно герметично, заметных коррозионных повреждений в глубиннонасосных скважинах не имеет. Когда из скважин добывают сероводородсодержащую нефть, возможно проявление различных видов коррозионного разрушения. Так, глубиннонасосные штанги подвергаются общей коррозии, коррозионно-механическому износу в условиях знакопеременных нагрузок, коррозии при трении колонны штанг о поверхность насосно-компрессорных труб (фреттинг-коррозия), наводороживанию под влиянием сероводорода. Штанговые насосы подвергаются фреттинг-коррозии при трении плунжера в цилиндре насоса, наводороживанию в условиях циклических ударных нагрузок (работа клапана насоса). Насоснокомпрессорные трубы подвергаются коррозии с внутренней и внешней сторон, иногда колонны наводороживаются и обрываются. Обсадная и насосно-компрессорная колонна в затрубном пространстве подвергаются общей коррозии под действием находящейся там нефти, коррозии в газовоздушной среде при непрерывной конденсации жидкой фазы. Опасный характер приобретает разрушение труб при попадании сюда кислорода 36 воздуха через негерметичное устье скважины. Аналогичный характер и распределение коррозии наблюдается в скважинах с глубиннонасосной эксплуатацией, имеющих очень низкий динамический уровень. Такие скважины, находящиеся на конечной стадии добычи нефти, работают, как правило, периодически. Для достижения более полной утилизации попутного газа в затрубном пространстве создают вакуум. Здесь весьма серьезным коррозионным повреждениям подвергаются обсадные и насосно-компрессорные трубы, поскольку на металлическую поверхность воздействует попеременно то агрессивная газовая среда, то попадающий в верхнюю часть скважин воздух Попеременному воздействию обводненной нефти и агрессивной газовоздушной среды подвергаются глубиннонасосные штанги. В последние годы на нефтепромыслах страны вместо громоздких и металлоемких штанговых установок широкое распространение получили бесштанговые погружные электроцентробежные насосы (ЭЦН), которые позволяют непрерывно извлекать из скважины газожидкостной поток нефти. По распределению и характеру коррозии эти скважины аналогичны фонтанным. Специфической (эрозионной и фреттинг) коррозии могут подвергаться отдельные узлы электропогружных насосов. Хотя ЭЦН имеют длительный межремонтный период эксплуатации и выпускают их в коррозионностойком исполнении, выход погружных насосов из строя возможен при применении в них отдельных деталей в обычном исполнении, а также при нарушении ряда других технических условий их эксплуатации. Практика эксплуатации подземного и наземного оборудования нефтяных скважин свидетельствует о сложной зависимости между коррозионной активностью добываемой из скважин жидкости и фактически наблюдаемой коррозией оборудования. Часто потенциально агрессивная система нефть— вода—газ из-за действия одного или нескольких неучтенных факторов может оказаться неагрессивной, и наоборот, слабоагрессивная среда при изменении условий добычи нефти и, следовательно, преимущественном проявлении других факторов может быть весьма коррозионно-активной. На скорость и распределение коррозии подземного и наземного оборудования скважин оказывают влияние следующие факторы: тип скважины и способ добычи нефти; производительность и режим движения в скважине газожидкостной смеси; давление на забое и устье скважины и распределение температуры по ее стволу; уровень жидкости и состав газовоздушной среды в кольцевом (затрубном) пространстве скважины; состав и свойства добываемой нефти; состав и свойства извлекаемой вместе с нефтью пластовой воды; состав и свойства попутного нефтяного газа и содержание в нем коррозионно-активных примесей (сероводорода, СО 2 и др.); соотношение нефти и воды в добываемой продукции и характер распределения этих фаз друг в друге; 37 образование защитных пленок на металлической поверхности из органического и неорганического материала (парафин, смолы, сульфид железа, карбонаты кальция, магния и железа), наличие абразивных частиц в потоке жидкости (песок, сульфид железа, кристаллы солей, глина и др.); проявление жизнедеятельности бактерий Прежде чем рассмотреть характер влияния каждого из указанных факторов на коррозионную активность системы, следует классифицировать все добываемые в стране нефти на две основные группы: содержащие и не содержащие сероводород Очевидно, при прочих равных условиях потенциально агрессивными в первую очередь будут сероводородсодержащие нефти. В нефтях, где сероводород отсутствует, коррозионная активность, хотя и может изменяться в довольно широких пределах, все же не достигает той степени агрессивности, которая характерна для сероводородсодержащих нефтей. Принятый при разработке и эксплуатации месторождений способ добычи нефти и используемые для этого типы скважин (фонтанные, газлифтные или глубиннонасосные) оказывают глубокое и разнообразное влияние на структуру газожидкостного потока и, следовательно, коррозионную активность добываемой из этих скважин смеси В фонтанных скважинах, где нефть добывается, как правило, безводной или относительно малообводненной, распределение дисперсных фаз (нефти, воды и газа) друг в друге подчиняется ряду определенных закономерностей, характерных именно для этих скважин. Например, благодаря различной относительной скорости движения нефти, воды и газа по отношению друг к другу в нижней части фонтанирующей скважины обводненность нефти водой больше, чем в верхней. В газлифтиых скважинах структура потока и агрессивность извлекаемой из пласта жидкости в значительной степени зависит от состава и свойств сжатого газа или воздуха, подаваемого для подъема нефти В глубиннонасосных скважинах поток жидкости в зависимости от применяемого насоса (штангового или ЭЦН) может иметь циклический или равномерный характер, что определяет различную степень распределения и устойчивость дисперсных фаз в добываемой смеси. Применение периодического или одновременно-раздельного способов эксплуатации, с одной 1тороны, определяет выбор типа и конструкции скважины, а с другой — различную структуру и агрессивность извлекаемой из продуктивного пласта жидкости В значительно большей степени структура и режим движения газожидкостной смеси в скважине зависят от ее производительности и газоводонасыщенности потока. В связи с этим различают структуры трех типов: эмульсионная (пенная)—характеризуется более или менее равномерным распределением мелких пузырьков газа в жидкости, четочная — для нее характерно движение укрупненных пузырей газа сквозь поднимающуюся по стволу скважины жидкость; стержневая — здесь основная масса газа движется по центру трубы 38 сплошным потоком (стержнем), а поднимаемая из скважины жидкость прилегает к стенкам труб в виде тонкого слоя Наряду с указанными структурами существуют и другие, промежуточные. В реальных условиях при движении газожидкостной смеси могут существовать одновременно все три структуры, которые последовательно распределяются по стволу скважины Газожидкостной поток с эмульсионной (пенной) структурой характерен, как правило, для высокодебитных (фонтанных) скважин, а с четочной структурой — для малодебитных скважин со сравнительно невысокими газовыми факторами. Изменение давления и температуры по стволу скважины сопровождается изменением структуры и физико-химических свойств газожидкостпого потока. Известно, что по мере снижения давления поднимающейся по стволу скважины жидкости из нее выделяется газ и понижается температура смеси Понижение температуры жидкости способствует образованию и выпадению внутри подъемных труб (НКТ) парафинистых отложений, что изменяет условия контакта металлической поверхности с потоком жидкости (т е коррозию труб) Понижение температуры внешней поверхности подъемных труб приводит к конденсации на этих трубах двухфазной жидкости, выпадающей из газовоз душной среды, которая заполняет кольцевое пространство скважины. Если эта среда содержит агрессивные примеси (сероводород, СО2 или кислород), то насосно-компрессорные трубы подвергаются сильной коррозии Аналогичное явление можно наблюдать и на внутренней поверхности обсадных труб Правда, здесь изменение температуры уже связано с влиянием окружающих обсадную колонну подземных пластов. И, наконец, на развитие коррозии насосно-компрессорных и обсадных труб в кольцевом пространстве скважин большое влияние оказывает уровень скапливающейся здесь нефти, а также состав и свойства выделяющегося из нее газа. Большая или меньшая высота нефти в скважине, площадь контакта агрессивной среды с металлической поверхностью обсадных и насосно-компрессорных труб определяют ту или иную степень коррозионного разрушения подземного оборудования скважины. С темпами накопления и удаления газа из межтрубного пространства скважины связаны периодические прорывы газа к башмаку (низу) фонтанных труб, что сопровождается резким понижением забойного давления и, следовательно, нарушением равномерности движения потока жидкости в скважине. Если в добываемой продукции имеются абразивные примеси (песок, кристаллы солей), то пульсирующая работа скважины может вызвать эрозионный износ или образование пробок в подъемных трубах. Состав и свойства добываемой из скважин нефти оказывают сильное влияние на агрессивность газожидкостной смеси. При этом, как было указано ранее, дело заключается не столько в агрессивном воздействии на металлическую поверхность самой нефти, сколько в совокупном влиянии неполярной фазы и содержащихся в ней поверхностно-активных веществ на коррозионные свойства водонефтяной смеси в целом. Пластовые воды нефтяных месторождений представляют собой 39 высококонцентрированные растворы солей (преимущественно хлористого натрия и кальция) и обладают нейтральным рН. Если в них отсутствуют сероводород, СС>2 или кислород, пластовые воды оказывают, как правило, слабое коррозионное воздействие на металлическое оборудование скважин. При наличии сероводорода или попадании в воду кислорода из различных источников их коррозионная активность резко возрастает. В зависимости от содержания в пластовых водах коррозионно-активных агентов процесс коррозии металлов в этих электролитах протекает с водородной или кислородной деполяризацией. Вопрос о коррозионной активности пластовых вод, извлекаемых вместе с нефтью, следует рассматривать исходя из того, являются они в системе нефть— вода диспергируемой фазой или дисперсионной средой. Из многих факторов, оказывающих влияние на коррозионную активность системы нефть—вода, важнейшим является соотношение воды и нефти. Ряд исследователей считает, что агрессивность добываемой нефти постепенно растет с повышением содержания в ней воды. Имеются данные, что одному и тому же соотношению воды и нефти соответствует различная коррозионная активность системы. До сих пор не установлено, какое соотношение воды и нефти отвечает максимально возможной агрессивности системы и существует ли критическое соотношение между водой и нефтью, после которого коррозионная активность продукции скважины начинает резко возрастать. Вопрос о коррозионном поведении газожидкостной смеси, которая содержит в качестве отдельной фазы минерализованную воду, представляет большой теоретический и практический интерес, поскольку на нефтепромыслах чаще всего приходится встречаться с движением трехфазных смесей (нефть, вода, газ). Как уже указывалось, эта многокомпонентная система поднимается по скважине и транспортируется по нефтесборным коллекторам в виде эмульсионной структуры, характеризующейся, как и всякая эмульсия, дисперсностью, устойчивостью во времени и скоростью коалесценции (расслоения фаз). С точки зрения коррозии, нас в первую очередь интересуют физико-химические свойства нефтяных эмульсий, возникающих при совместном движении в скважине воды и нефти. Нефтяные эмульсии принадлежат к группе так называемых лиофобных дисперсных систем, характеризующихся относительно небольшой степенью дисперсности, поэтому они термодинамически агрегативно неустойчивы во времени. В лротивоположность им лиофильные эмульсии характеризуются высокой степенью дисперсности и являются поэтому термодинамически устойчивыми равновесными системами. По характеру распределения несмешивающихся фаз нефтяные эмульсии относятся к эмульсиям обратного типа В/М: полярная фаза (вода) распределена в неполярной среде (нефти). Эмульсии типа В/М легко смешиваются с неполярной средой (нефтью), избирательно смачивают гидрофобную поверхность и не обладают заметной электропроводностью. По содержанию дисперсной фазы в дисперсионной среде водонефтяные эмульсии принадлежат к концентрированным полидисперсным эмульсиям, в которых соотношение фаз может колебаться от 1% воды до 1% нефти. 40 Один из важных показателей водонефтяных эмульсий — их агрегативная устойчивость, которая определяется временем, необходимым для разделения системы на две несмешивающиеся фазы. Устойчивость водонефтяных эмульсий колеблется в широких пределах и в зависимости от их свойств составляет период от нескольких секунд до нескольких лет. Наиболее важными факторами устойчивости нефтяных эмульсий являются: концентрация в системе эмульгаторов, стабилизирующих капельки воды в нефти, образование на границе раздела фаз адсорбционно-сольватных слоев и улучшение их структурно-механических свойств. Согласно имеющимся представлениям, стабилизация водонефтяных эмульсий осуществляется за счет сильно-поверхностно-активных веществ (нефтяных и жирных кислот, низших смол), слабо-поверхностно-активных веществ (асфальтенов, асфальтогеновых кислот, высших смол), твердых веществ минерального и органического характера (парафины и церезины, твердые смолистые частицы и др.). Исследования состава природных эмульгаторов показали, что они состоят в основном из асфальтенов, смол, парафинов и церезинов, порфиринов, углистых частиц, металл- и крем-нийорганических соединений. Принято считать, что стабилизаторами нефтяных эмульсий типа В/М являются органические вещества, находящиеся в нефти в коллоиднодеспергированном состоянии. В последнее время особая роль в качестве природных стабилизаторов нефтяных эмульсий для большинства нефтей Поволжья, Урала и Западной Сибири отводится асфальтенам и смолам. Исследованиями установлено, что стабилизация водонефтяных эмульсий осуществляется асфальтенами в определенней степени коллоидной дисперсности определяемой содержанием в нефтях ароматических соединений и группы веществ, называемых дефлокулянтами асфальтено 5- К ним относятся нафтеновые и асфальтогеновые кислоты, порфириновые комплексы металлов, а также полярные, малополяпные и биполярные компоненты нефтей. Для высокопарафинистых нефтей основными стабилизаторами нефтяных эмульсий являются микрокристаллы парафина и церезина. Таким образом становится ясной определяющая роль поверхностноактивных соединении, входящих в состав высокомолекулярной части н^Ф™' в образовании и стабилизации водонефтяных эмульсий, # также в формировании фязико-химических и коррозионных свойств системы нефть— вода—газ. С ростом содержания в нефти воды и при сохранении постоянной степени дисперсности эмульсии число капелек воды в ней резко возрастает. Например, в 1 л 1%-ной эмульсии число глобул воды может достигнуть порядка триллиона, а общая площадь поверхности раздела составить десятки квадратных метров. Очевидно, для стабилизации такой разбитой границы раздела необходимо иметь в нефти достаточное количество стабилизаторов. Если принять, что содержание стабилизаторов эмульсии в высокомолекулярной части нефти является величиной постоянной для данной нефти, то, очевидно, с ростом водонефтяного отношения относительная концентрация стабилизаторов в системе будет уменьшаться. 41 Можно себе представить такое положение, когда концентрация эмулыаторов в системе будет недостаточной для стабилизации всей содержащейся в нефти воды. В этом случае водонефтяная эмульсия становится неустойчивой и разделяется на две несмешивающиеся жидкости, выделяя пластовую воду в качестве отдельной фазы. Следует еще иметь в 0иду, что стабилизаторы водо-нефтяных эмульсии являются типичными поверхностно-активными величинами и могут поэтому адсорбироваться из нефти не только на жидких, но и на твердых границах раздела, например: в кристаллах парафина, частичках глины и песка, металлической поверхности труб. Таким образом, выделение из газожидкостной смеси водной фазы обусловлено в основном снижением агрегатной устойчивости водо-нефтяных эмульсий за счет увеличения содержания в них воды и недостатка стабилизаторов для сохранения устойчивости этих змульсий. Что же касается конкретных величин водонефтяного отношения, при которых становится возможным определение водной фазы из систем, это зависит от множества лякторов кинетического и физико-химического порядка, связанных со свойствами и составом нефти и воды, условиями их подъема на Дневную поверхность и т. д. Изучение условии обпязования и устойчивости эмульсий на том и.ц, ИНом нефтяном месторождении может оказаться полезным для суждения о том, при каких водо-нефтяных отношениях данная система станет неустойчивой, какова будет потенциальная агрессивность добываемой из скважин нефти. Величина водо-нефтяного отношения для данного месторождения, при которой система нефть—вода становится неустойчивой, может быть использована в качестве специфического параметра для характеристики и прогнозирования коррозии на нефтепромыслах. Расслоение водонефтяных эмульсий с увеличением содержания в них воды и появление воды в качестве отдельной фазы изменяет условия смачивания металлической поверхности двумя несмешивающимися жидкостями. Становится реальной возможность изменения избирательного смачивания металлической поверхности из гидрофобной в гидрофильную и образование на металле водных прослоек той или иной толщины Появление пленок воды на металлической поверхности — это начало развития коррозии металла в системе нефть—вода. По мере роста содержания воды в нефти, выделения из нее водной фазы и, как следствие всего этого, сдвига избирательного смачивания металлической поверхности в гидрофильную сторону замедляется (иногда совершенно прекращаемся) процесс парафинизации нефтепромысловых коммуникации. Таким образом, снижение устойчивости водо-нефтяных эмульсий н выделение воды из системы приводит, с точки зрения коррозии, ко многим отрицательным явлениям, в том числе к предотвращению отложения на металлической поверхности Парафина, который играет роль своеобразной механической защиты металла от агрессивного действия среды. Известно, что с ростом объема закачиваемых в пласт пресных вод происходит опреснение пластовых вод. Это приводит к изменению состава и 42 свойств извлекаемых с нефтью вод и к нарушению их химического равновесия. В этих условиях возможно выпадение на металлической поверхности труб неорганических осадков. В их состав входят в основном карбонат кальция, сульфат кальция и (или) сульфат бария, а также органические примеси из нефти. Казалось бы, что выпадение осадков из пласто-зых вод и накопление их на поверхности труб является благоприятным фактором для коррозии. Однако отложение осадков в трубах носит неконтролируемый характер, «ни с большим трудом удаляются с металлической поверхности Борьба с отложением осадков внутри подземного оборудования скважин является серьезной и еще не решенной проблемой в нефтяной промышленности. Влияние на агрессивности газожидкостного потока таких факторов, как присутствие в нефти абразивных частиц (песок, кристаллы солей, продукты коррозии), а также бактерий, способных генерировать в среду сероводород, повидимому, не требует здесь особых пояснений. Эти вопросы будут подробно рассмотрены при обсуждении коррозии металлов в пластовых (сточных) водах. КОРРОЗИЯ ГАЗОПРОМЫСЛОВОГО ОБОРУДОВАНИЯ И ГАЗОСБОРНОЙ СЕТИ НЕФТЕПРОМЫСЛОВ. КОРРОЗИЯ ОБОРУДОВАНИЯ И КОММУНИКАЦИЙ В СИСТЕМЕ СБОРА И ТРАНСПОРТА ПОПУТНОГО НЕФТЯНОГО ГАЗА Углеводородный газ, находящийся в нефтяной залежи и растворенный в нефти, называется попутным. Нефтяной газ представляет собой смесь предельных углеводородов, в которых содержатся метан, этан, пропан и бутан, причем метан обычно преобладает. В попутных газах присутствуют и более тяжелые углеводороды: пентан, гексан и гептан. В этом и состоит основное отличие нефтяных газов от природных, представленных самостоятельными залежами. Нефтяные газы, как и природные, содержат в большем или меньшем количестве различные примеси. К ним относятся сероводород, углекислый газ, влага, азот и кислород, попадающий иногда в газ вместе с воздухом. Естественно, в такой сложной по составу коррозионной среде процесс разрушения металла протекает весьма своеобразно, а степень разрушения внутренней поверхности газопроводов и газопромыслового оборудования зависит от многих факторов. Основными агрессивными агентами в газе являются сероводород и СО2, активность которых проявляется только при наличии влаги в газе и образовании пленки воды на поверхности металла. Появление сероводорода в газе обусловлено биогенными и геологическими факторами, характерными для самого нефтяного или газового месторождения и условий его залегания. Насыщение газа влагой связано с влиянием подошвенных аллювиальных вод залежи, а также захватом этой воды газом при выделении его из обводненной нефти, поэтому влага в газе чаще всего содержит соли и при 43 конденсации оказывается минерализованной. Особую агрессивность в этих условиях представляет газ, в который из разных источников попадает воздух. Сепарация попутного газа из нефти и его дальнейший транспорт производится, как правило, по герметизированной системе. Поэтому попадание в него воздуха в этой части — крайне редкое явление. Если попутный газ «е содержит сероводорода, его можно считать неагрессивным даже при наличии в нем паров воды. Однако на многих месторождениях страны имеются залежи, из которых добывают сероводородсодержащую нефть. Отделяемые от такой нефти попутные газы весьма коррозионноагрессивны. Очевидно, с точки зрения коррозии и защиты, изучение агрессивного действия таких попутных газов представляет наибольший интерес. Применяемые на нефтепромыслах системы сбора и транспорта нефтяного газа относительно просты. Попутный газ после частичной сепарации из нефти под собственным давлением поступает на газокомпрессорные станции, а оттуда — на районный газобензиновый завод (ГБЗ). Если на промыслах собирают и транспортируют газонасыщенную нефть, то сепарируют ее на центральных пунктах сбора. Здесь же газ собирают, при необходимости частично обрабатывают (отделяют жидкие углеводороды) и направляют на ГБЗ. На нефтепромыслах, находящихся в поздней стадии разработки (например, Ишимбайское месторождение), газ сепарируют на забое скважин с помощью вакуума. Для сбора и транспорта попутного газа на нефтепромыслах используют газопроводы трех типов; сборные коллекторы диаметром 100 мм, напорные газопроводы диаметром 150— 300 мм и магистральные напорные газопроводы диаметром 300—700 мм, предназначенные для подачи попутного газа непосредственно потребителям. Основными факторами, оказывающими влияние на скорость разрушения внутренней поверхности газопроводов являются: концентрация в газе сероводорода, СО2 и кислорода, парциальное давление сероводорода и СО2 в газе, степень насыщения газа влагой, температура, общее давление и скорость движения газа. Характер и распределение коррозии в газопроводе зависят также от рельефа местности, по которой он пролегает. В результате совместного влияния указанных факторов на внутренней поверхности газопровода развивается общая коррозия металла. Характерной особенностью протекания сероводородной коррозии во влажном газе является то, что часть выделяющихся при этом атомов водорода не соединяется в молекулы и проникает в металл (явление водородной хрупкости или наводораживания). В газопроводах, транспортирующих под высокими давлениями (50—60 кгс/см2) газ с примесью влаги и сероводорода, водородная хрупкость стали проявляется обычно значительно раньше общей коррозии. Концентрация сероводорода в газе оказывает существенное влияние на возникновение и степень коррозии внутренней поверхности газопровода. Считают, что в полностью насыщенном влагой газе содержание сероводорода 44 0,005 г/м3 является нижним пределом, при котором коррозия металла еще невелика. Имеется, по-видимому, и верхний предел содержания сероводорода в газе, выше которого рост концентрации сероводорода не оказывает влияния на скорость коррозии. Однако решающим фактором все же является парциальное давление сероводорода в газе. Например, степень коррозионных повреждений металла при давлении 65 кгс/см2 и содержании сероводорода 0,1 г/м3 эквивалентны степени коррозионных повреждений того же металла при нормальном давлении и содержании сероводорода 6,5 г/м3. При изменении общего давления транспортируемого газа скорость коррозии в присутствии сероводорода, СО2, кислорода и влаги, как правило, растет пропорционально увеличению давления. Это объясняют тем, что с ростом давления повышается концентрация агрессивных агентов в единице объема, что приводит к увеличению их массы, действующей на единицу поверхности металла. Весьма своеобразно влияние влажности и температуры на процесс сероводородной коррозии в газопроводе. Газ с примесью сероводорода при отсутствии влаги не оказывает практически влияния на металл. Утверждают, что природный газ с относительной влажностью 60—80% и с высокой концентрацией сероводорода (свыше 10%) не вызывает практически коррозии, поскольку образующаяся на поверхности сульфидная пленка является до некоторой степени защитной. В процессе развития коррозии эта пленка меняет свою структуру и из защитной превращается в стимулятор коррозии. Поэтому при относительно большом содержании влаги в газе и длительной экспозиции металла со средой сульфидная пленка постепенно утолщается с образованием объемистых продуктов сульфида железа. Сульфид, как известно, имеет рыхлую структуру с развитой системой капилляров и хорошо смачивается водой, так как его поверхность обладает гидрофильными свойствами. В результате этого водяной пар, не достигший давления насыщения по отношению к плоской поверхности, может оказаться пересыщенным к жидкой фазе, находящейся в капиллярах. Влага из газа будет конденсироваться в порах и капиллярах, заполняя их электролитом. По имеющимся данным, для начала протекания коррозионного процесса достаточно образования на поверхности металла слоя воды толщиной всего 20—30 молекул. Очевидно, такой слой воды на корродирующей поверхности в присутствии сульфида может возникнуть даже тогда, когда система металл— сульфид соприкасается с газом, упругость паров влаги в котором ниже упругости насыщенного пара. Коррозия в тонких слоях электролита, развиваясь в условиях высокой концентрации сероводорода, приведет к постепенному разрушению металла и к образованию все большей по объему массы сульфида, имеющей, по данным ряда исследователей, иную структуру и другие свойства в отношении стимулирования коррозии. Если рассматривать влияние температуры по отношению к самому коррозионному процессу, то, поскольку он подчиняется закономерностям электрохимической кинетики, с ростом температуры скорость коррозии увеличивается, а с понижением — уменьшается. Однако, если принять во 45 внимание наличие влаги в газе, то коррозионная активность газовой среды в конечном счете зависит от перепада температур, поскольку при понижении температуры создаются условия для пересыщения газа влагой и конденсации ее на поверхности металла. С повышением же температуры транспортируемого газа его относительная влажность уменьшается, условия для конденсации воды ухудшаются, интенсивность коррозии снижается. Заметное влияние на коррозию внутренней поверхности газопроводов оказывает скорость движения газа. При относительно малой скорости основное действие газа связано с переносом по трассе газопровода продуктов коррозии и накоплением их в местах сварных швов и концевых участках газопровода. С повышением скорости движения газ, способствуя уносу конденсирующейся жидкости и распределению ее по всей поверхности, может привести к образованию на поверхности металла тонких слоев влаги, в которой скорость коррозии, как известно, резко повышается. При весьма высоких скоростях движения газа (15—20 м/с), по-видимому, возможен разрыв таких пленок, удаление их с поверхности металла вместе с продуктами коррозии. Вероятно, этим можно объяснить положительный эффект, полученный в отношении уменьшения коррозионных повреждений внутренней поверхности газосборных трубопроводов (шлейфов), которое было достигнуто на ряде газовых месторождений при использовании труб малых диаметров и увеличении скорости транспортируемого газа. Влияние углекислого газа на коррозию металла в сероводородсодержащих газах изучено недостаточно. Считают, что при равном процентном отношении его с другими агрессивными компонентами это влияние несоизмеримо мало по сравнению с действием сероводорода. Углеводороды (жидкий конденсат) непосредственного влияния на коррозионное разрушение металла не оказывают, хотя их присутствие в выпадающей из газа жидкости придает ей специфические свойства. Таким образом, внутри газопроводов, по которым транспортируют сероводородсодержащие газы, мы сталкиваемся со своеобразной коррозией, происходящей как в пленке жидкости различной толщины, так и в условиях непрерывно конденсирующейся из газа жидкости. Последняя, стекая по наклонной поверхности труб к пониженным местам газопровода, накапливается здесь и приводит к еще одной форме общей коррозии — коррозии в объеме электролита. Многолетний опыт эксплуатации газосборных сетей нефтепромыслов, по которым транспортируют сероводородсодержащие газы показал, что в наибольшей степени подвергаются разрушению именно пониженные места на трассе газопровода, т. е. те участки, где накапливается выпадающая из газа жидкость. Особенно интересен в этом отношении опыт эксплуатации газосборных сетей Ишимбайских месторождений. Наблюдения показали, что газосборные вакуумные коллекторы быстрее всего выходят из строя на тех участках, где скапливается выпадающий из газа конденсат. Продолжительность их эксплуатации составляет от 2 до 4 лет. Напорные коллекторы находятся в эксплуатации до выхода из строя в сред46 нем 6—10 лет. Однако на тех участках, где наблюдается постоянное скопление конденсата, срок их службы снижается до 3—6 мес. Интенсивной коррозии подвергается 203-мм дюкер, проходящий через р. Белую. Здесь постоянно, особенно в зимнее время, наблюдается обильное скопление конденсата. Газопровод выходит из строя, как правило, каждые 8—12 мес. Характерным для промысловых газопроводов является отложение в них продуктов коррозии и элементарной серы, которая выделяется в результате окисления сероводорода поступающим в газ кислородом воздуха. Сечение труб при этом настолько снижается, что наступает полная их закупорка. При анализе данных, характеризующих продолжительность эксплуатации отдельных участков этого газопровода и профиль его трассы, было установлено, что в месте интенсивного выпадения и скопления конденсата срок службы труб колеблется в пределах 7—13 мес. Ближе к компрессорной станции, на возвышенном месте, срок службы труб составляет 2—3 года. По мере подъема трассы газопровода и удаления от мест скопления конденсата срок службы труб увеличивается, снижаясь лишь в некоторых местах (овраг и переход через небольшую речку). На возвышенных местах трассы и вдали от компрессорной станции, где скопление конденсата практически отсутствует, трубы находились в эксплуатации без ремонта 11 лет. Как показали исследования, отобранный из газопровода конденсат состоит из двух фаз — водной и углеводородной. В пробах водной части конденсата содержится до 1300 мг/л растворенного сероводорода, а также заметное количество солей, что подтвердилось наблюдениями за изменением содержания ионов кальция, магния, сульфата в пробах, отобранных по трассе газопровода. Характерным для газопроводов Ишимбайских месторождений является сравнительно большое содержание в выпадающем из газа конденсате ионов сульфата и двухвалентного железа. Накопление последних в растворе, особенно в присутствии сероводорода, очевидно, связано с пониженной кислотностью среды, поскольку при рН ниже 4 ионы железа не выпадают в осадок. Появление ионов сульфата железа в водной среде связано с коррозионными и окислительными процессами, происходящими в среде газа, содержащего пары влаги, сероводород и кислород воздуха. Кроме заметной минерализации конденсат обладает низким рН, он колеблется в пределах 2—3. Такая сравнительно высокая концентрация водородных ионов, по-видимому, связана с появлением в растворе ионов сульфата. Что касается влияния углекислого газа на устанавливающуюся величину рН конденсата, то, учитывая его парциальное давление в транспортируемом по газопроводу газе, оно будет небольшим. Роль сероводорода в установлении величины рН в данном случае также незначительна, так как уже при рН ниже 4 сероводородная кислота практически не диссоциирована на ионы. 47 Согласно общепринятым представлениям, наиболее интенсивное разрушение металла следует ожидать в водной части конденсата. Однако это предположение опыт не подтвердил. Особенно четкая взаимосвязь между агрессивным действием сероводородсодержашего газа, выпадающей из него жидкости и профилем трассы газопровода отмечена на магистральном 305-мм стальном газопроводе Введеновка—Салават. По нему транспортируют под давлением 2—3 кгс/см2 сероводородсодержащий попутный газ с Введеновского нефтяного месторождения. Длина газопровода — 23,7 км, он проходит по относительно слабопересеченной местности. Введен в эксплуатацию в 1969 г Первая авария (появление сквозного отверстия) произошла через 9 лет, вторая — через год. Аварии приходятся на пониженные места. При замене труб на 11-м участке газопровода было выяснено, что разрушения сосредоточены только в их нижней части, где найдено скопление осадка сульфида железа. Аналогичное положение по коррозии наблюдается при сборе и транспорте под небольшим давлением сероводородсодержащего газа на Арланских нефтепромыслах Башкирии, где газопровод диаметром 350 мм и длиной около 50 км вышел из строя в пониженных местах трассы. Не меньший ущерб приносит коррозия магистральному газопроводу «Каменный Лог—Пермь» (диаметр 700 мм и длина 73 км). По этому газопроводу транспортируют сероводородсодержащий газ (3% H2S) с Ольховского нефтяного месторождения Пермской области. Газопровод выходит из строя, главным образом, на пониженных участках трассы, где скапливается жидкий конденсат. Приведенные данные свидетельствуют о том, что двухфазный конденсат в присутствии сероводорода более коррозионно-активен, чем водный или углеводородный в отдельности. Причина этого явления на первый взгляд не ясна, так как не вытекает непосредственно из физикохимических свойств образующихся внутри газопровода агрессивных сред. Чтобы разобраться в этом, рассмотрим характер и особенности сероводородной коррозии металла в средах, действующих на стенки газопроводных труб. КОРРОЗИЯ ОБОРУДОВАНИЯ И УСТАНОВОК ПО ПОДГОТОВКЕ НЕФТИ, ОЧИСТКЕ И ЗАКАЧКЕ СТОЧНЫХ ВОД В НЕФТЯНЫЕ ПЛАСТЫ. ПОДГОТОВКА НЕФТИ НА ПРОМЫСЛАХ. ПЛАСТОВЫЕ И СТОЧНЫЕ ВОДЫ, ИХ ПОДГОТОВКА ДЛЯ ЗАКАЧКИ В ПЛАСТ Подготовка нефти состоит из процессов обезвоживания, обес-соливания и, если требуют конкретные условия, стабилизации В результате этого получают два целевых продукта: товарную нефть и попутный газ, которые направляют потребителям. Вместе с тем от нефти отделяется балласт — пластовая вода (сильно минерализованный рассол), которая, смешиваясь с 48 промывными, техническими и ливневыми водами установок по подготовке нефти, становится сточной водой. Чтобы утилизировать эту воду в районе добычи нефти (закачка в поглощающие или нагнетательные скважины), ее подвергают специальной подготовке и очистке. Для закачки в пласт широко применяют пресные (речные) воды. Если учесть, что общая потребность в закачиваемой в пласт воде значительно превышает объем получаемых на промыслах сточных вод, то с их утилизацией открывается возможность большой экономии пресных вод, что является важной составной частью охраны природных ресурсов нашей страны. Использование сточных вод в системе заводнения ставит перед нефтяниками много сложных проблем, которые практически отсутствуют при применении пресных вод. Во-первых — необходимость обеспечения достаточно хороших фильтрационных свойств сточных вод при закачке их в продуктивные пласты, сложенные, как правило, из плотных и слабопроницаемых для воды пород. Во-вторых — коррозия оборудования и коммуникаций в системе заводнения. Она приводит к преждевременному выходу оборудования из строя, аварийным утечкам сточных вод и отравлению окружающей среды, к загрязнению перекачиваемых вод продуктами коррозии и, следовательно, ухудшению их фильтрационных показателей. Эффективное решение указанных проблем может быть обеспечено в основном использованием рациональной технологии подготовки нефти и воды на промыслах. Поскольку физико-химические, технологические и коррозионные свойства подготовленных к закачке сточных вод в значительной степени зависят от принятой технологии подготовки нефти и воды, их целесообразно рассматривать совместно, тем более что процессы подготовки нефти и воды на промыслах сейчас, как правило, территориально объединены в единый комплекс. В настоящее время на нефтепромыслах страны для подготовки нефти наибольшее распространение получили термохимические и электрические методы. При сильной обводненности нефти для более полного использования отработанного деэмульгатора нефть предварительно отстаивают и частично удаляют из нее воду, что облегчает последующую работу обезвоживающих установок. На многих нефтепромыслах для сброса максимально возможного количества воды из нефти на участке сбора (в нефтяных коллекторах и групповых установках) вводят в нее некоторое количество реагентадеэмульгатора. Технологический процесс обезвоживания нефти схематически выглядит следующим образом. Нефть, собранная на промысле, поступает в сырьевые резервуары или резервуар предварительного отстоя. В нем для лучшего разделения эмульгированной в нефти воды в нижней его части поддерживают слой подогретой воды, содержащей остаточное количество деэмульгатора из установок по подготовке нефти. Отделившуюся при отстое 49 воду из нефти постоянно сбрасывают в канализацию, а частично обезвоженную нефть направляют для подогрева в теплообмен ники. По пути в нефть вводят требуемое количество деэмульгатора (обычно он дозируется на всю нефтеводяную смесь из расчета 40—120 г/т). Для обезвоживания и обессоливания нефть подогревают до +40 - +60°С. Если для подготовки нефти требуется более высокая температура, ее подогревают в паровых теплообменниках или трубчатых огневых печах. Затем нефть подают в отстойники, представляющие собою герметичные емкости (горизонтальные, вертикальные или сферические), объемом до 600 м3, где от нефти отделяется основная масса пластовой воды. Для обессоливания (удаление из нефти остаточного количества солей) в обезвоженную нефть добавляют пресную воду. Образующаяся при этом нестойкая эмульсия растворяет оставшиеся в нефти соли. Для разрушения этой эмульсии нефть направляют на отстой в дегидраторы; в электрическом поле промышленной частоты ускоряется процесс слияния капелек эмульсии и достигается глубокое обезвоживание и обессоливание нефти (содержание солей в нефти не должно превышать 50 мг/л). Первоначальные свойства промысловых сточных вод зависят от технологии подготовки нефти, вида применяемого деэмульгатора, физикохимических свойств пластовой воды. Последующее изменение их свойств, вызванное заметным нарушением химического равновесия, выпадением осадков солей и возрастанием коррозионной активности, во многом определяется принятой технологией подготовки и очистки сточных вод. На нефтепромыслах применяют различные методы очистки сточных вод, включающие механическое (гравитационное) отстаивание, фильтрацию (физико-химическое отстаивание с применением флокулянтов и коагулянтов), флотацию природным газом или воздухом, а также диспергирование нефти и взвешенных частиц в сточной воде до коллоидных размеров, позволяющих им беспрепятственно проходить через призабойную зону нагнетательных скважин. Поиски наиболее эффективных методов и технологических схем подготовки нефти и воды продолжаются. Основная задача в отношении пластовых вод — отделить эти воды до установок по подготовке нефти, собрать их по закрытой системе без нарушения физико-химического равновесия, транспортировать и закачивать их в пласт без специальной очистки. Предложены различные варианты технологических процессов и принципиально новые технологические схемы установок. В том числе совмещенные технологические схемы Подготовки нефти и воды, в которых обработка нефти и сточной воды осуществляется по полностью закрытой системе с учетом противокоррозионной обработки и возможности смешения с пластовыми водами пресных вод. В зависимости от состава и соотношения солей различают четыре типа пластовых вод: сульфатно-натриевые, гидрокарбонатно-натриевые, хлоридномагниевые и хлоридно-кальциевые. Из них наибольшее распространение и нашей стране получили пластовые воды хлоридно-кальциевого типа. Так, 50 на нефтяных месторождениях Урала и Поволжья (Татария, Баш кирия, Удмуртия, Куйбышевская, Пермская, Оренбургская, Саратовская и Волгоградская области) с нефтью извлекаются пластовые воды хлоркальциевого типд. Пластовые воды нефтяных месторождений Западной Сибири относятся к гидрокарбонатно-натриевому типу. Для пластовых вод нефтяных месторождений характерна повышенная минерализация В их состав входят: хлориды натрия, кальция или гидрокарбоната натрия, незначительное количество сульфатов, ионы иода, брома, аммония, низшие нафтеновые кислоты, часто содержится Сероводород и другие растворенные газы. С точки зрения коррозионной агрессивности, пластовые воды, как и нефть, должны быть разделены: на две основные категории: содержащие сероводород и не содержащие его. Большая По мере разработки месторождения при закачке в пласт кислородсодержащих пресных вод постепенно снижается минерализация пластовых вод. При этом в пластовых условиях нарушается химическое равновесие и, как следствие этого, часть солей выпадает в осадок. Поэтому на дневную поверхность поступает химически стабильная вода, не содержащая кислорода. При глубоком разбавлении пресной водой минерализованные воды становятся нестабильными и способны при извлечении вместе с нефтью выделять осадки карбонатов, гипса и сульфата бария. И все же, несмотря на такое большое разбавление, присутствие кислорода в них до сих пор не было обнаружено. Коррозионная агрессивность основной массы пластовых вод изменяется главным образом в процессе подготовки нефти и очистки пластовых вод от нежелательных примесей. Благодаря этому сточные воды становятся весьма агрессивными и способны за короткий срок вывести из строя разнообразное металлическое оборудование и трубопроводы в системе заводнения. КОРРОЗИЯ УСТАНОВОК ПО ПОДГОТОВКЕ НЕФТИ, СООРУЖЕНИЙ И КОММУНИКАЦИЙ ДЛЯ ОЧИСТКИ И ЗАКАЧКИ СТОЧНЫХ ВОД По условиям эксплуатации и характеру действия агрессивной среды оборудование, используемое в системе подготовки нефти и утилизации сточных вод, можно условно разделить следующим образом: теплообменники всех типов; емкости для отстоя нефти и воды (резервуары для предварительного отстоя обводненной нефти, отстойники, дегидраторы, резервуары для сбора и отстоя сточной воды, фильтры); насосы для перекачки сточных вод; трубопроводная сеть; подземное оборудование нагнетательных скважин. Рассмотрим характер и особенности коррозии каждого из этих объектов в отдельности. Коррозия теплообменников В соответствии с технологической схемой подготовки сырой нефти перед 51 деэмульсацией ее подогревают сначала до 30—40°С товарной нефтью, выходящей из установок, а затем до +60 — +70°С в паровых теплообменниках или огневых печах. Для подогрева сырой нефти используют теплообменники двух типов: кожухотрубные и «труба в трубе». Теплообмен между сырой и нагретой нефтью осуществляется по принципу противотока. Наиболее уязвимой в отношении коррозии частью подогревателей являются трубные пучки. Срок их службы составляет 1,5—3 года, что зависит в основном от типа применяемого реагента—деэмульгатора. Как показывают наблюдения, особенно интенсивно развивается коррозия трубок в местах их развальцовки на трубных досках. Здесь, по-видимому, кроме агрессивного воздействия самой среды, сказываются еще и механические напряжения, возникающие вследствие больших перепадов тепла между сырой и товарной нефтью. В паровых кожухотрубных теплообменниках теплоносителем является острый пар, который подается под давлением 10 кгс/см2 с температурой +180° С. Отдав тепло, пар конденсируется на поверхности трубного пучка, а конденсат стекает по трубкам в нижнюю часть аппарата и выводится наружу. Наиболее интенсивно разрушается поверхность трубок, которая обращена к подаваемому внутрь теплообменника пару. Характер коррозии язвенный, что и предопределяет быстрый выход трубок из строя за 1—2 года. Основная причина выхода из строя пароподогревателей заключается в агрессивных свойствах пара, а точнее — сконденсировавшейся из него воды. Агрессивность пара обусловлена недостаточной химической подготовкой жесткой воды, из которой его получают. Заметной коррозии подвергаются теплообменники «труба в трубе». Однако из-за более толстых стенок труб их разрушения переносятся на более поздний срок по сравнению с кожухотрубными теплообменниками. Серьезной коррозии подвергаются трубы в огневых печах типа ПБ-12, которые широко используются на нефтепромыслах Урала и Поволжья. Особенно быстро сокращается срок их службы, когда в этих печах подогревают недостаточно обезвоженные, обессоленные и сероводородсодержащие нефти. Коррозия емкостей для отстоя нефти и воды К емкостям, которые используются для отделения воды из нефти, относятся резервуары для предварительного отстоя воды из сильно обводненной нефти, отстойники и дегидраторы технологических установок по подготовке нефти. Характерная особенность протекания процесса коррозии в этой среде заключается в том, что она идет в слабоперемешиваемой жидкости в условиях двухфазной системы нефть—вода. Влиянием газовой фазы в этом случае можно пренебречь. Основным аппаратом деэмульгирующих установок является отстойник, который представлен чаще всего горизонтальными емкостями объемом 80 и 115 м3. Степень коррозии внутренней поверхности отстойника зависит от агрессивности обрабатываемой нефти или ее смесей, конструкционного металла, из которого изготовлен аппарат, а также от того, с какой из трех зон (нефть, эмульсионный слой нефти и воды, пластовая вода) соприкасаются его стенки. 52 Отстойники, в которых обрабатываются не содержащие сероводород нефти (например, девонские), коррозии практически не подвергаются, и срок их службы достаточно продолжителен (15—20 лет). Иное дело, когда в отстойниках обезвоживается сероводородсодержащая нефть или смесь ее с девонской. Тогда скорость коррозии внутренней поверхности отстойника резко возрастает и достигает 5—6 мм/год. Причина коррозии таких отстойников связана с взаимодействием сероводорода с содержащимися в девонских нефтях ионами железа, выпадением осадка сульфида железа на металлической поверхности и образованием многочисленных гальванических пар, которые в условиях отстоя горячей минерализованной воды вызывают быстрое утоньшение стенок аппарата. В дегидраторах, в качестве которых используют шаровые емкости объемом 600 м3, под действием электрического поля отстаивается промывная вода и обессоливается нефть. Заметной коррозии здесь подвергается днище и нижний пояс аппарата. Глубина коррозионных повреждений при обессоливании смеси девонской нефти и пресной воды достигает 0,5—1,0 мм/год. Если обрабатываемая смесь содержит сероводород, скорость локальной коррозии может возрасти на порядок. Особенно сильно корродирует металл около сварных швов, выполненных вручную. Коррозии также подвержена металлическая подвеска, к которой крепятся электроды высокого напряжения. По-видимому, разрушающее действие на металлические подвески оказывает переменный электрический ток высокого напряжения, который, складываясь периодически в анодном направлении, стимулирует коррозию металла подвески. Верхняя часть дегидратора, соприкасающаяся с обессоленной и обезвоженной нефтью, коррозионных разрушений не имеет. Условия коррозии резервуаров для предварительного отстоя воды из нефти в сущности аналогичны условиям коррозии отстойников. Коррозия в емкостях по сбору сточной воды, фильтрационных установках и других подобных аппаратах несколько отличается от условий коррозии отстойников и дегидраторов, главным образом тем, что здесь имеет место свободный доступ кислорода в сточную воду. Однако при наличии на воде слоя плавающей нефти проникновение кислорода в сточную воду может быть затруднено, если слой нефти при перемешивании среды сохраняет свою целостность и, следовательно, непроницаемость для воздуха. При свободном доступе в сточные воды кислорода (например, в фильтрах) скорость коррозии в девонской воде достигает 0,6 г/(м2-ч), а в сероводородсодержащей угленосной воде—1,1 г(м2-ч). Коррозия насосов под действием сточных вод На промыслах страны для перекачки сточных вод используются центробежные насосы различных типов: для закачки в пласт—насосы 5МС-7Х10 и 6МС-7ХЮ, для перекачки сточных вод в установки на кустовые станции — главным образом насосы АЯП-ЗООХ350 и 6НДВ. Межремонтный период работы этих насосов при перекачке сточных вод резко сокращается. Если при работе на пресных водах они 53 эксплуатируются 7500—10000 ч, то в сточных водах — от 750 до 2500 ч. Как показывают наблюдения, наиболее быстро у насосов выходят из строя рабочие колеса, направляющие аппараты, детали разгрузочного устройства. Анализ разрушения рабочих колес показал, что у них наиболее подвержены повреждению периферийные зоны, где скорость потока жидкости достигает 58 м/с. В боковых стенках колес из-за коррозии появляются сквозные отверстия. Рваные края повреждений свидетельствуют о выкрашивании металла под действием быстротекущей жидкости. Коррозия разгрузочного устройства вызывает появление канавок близ ступиц колес (фреттинг-коррозия), что ведет к смещению вала и неизбежной аварии. Анализ многочисленных случаев выхода из строя насосов позволяет выделить две группы причин, объясняющих их низкую работоспособность. Первая — связана с изменением некоторых технологических условий по эксплуатации насосов, вторая, главная причина — обусловлена агрессивными свойствами перекачиваемой среды. К первой группе причин следует отнести изменение режима пуска и остановки насосов, например, после внезапного отключения электроэнергии. Это ведет к резкому изменению гидравлической характеристики потока жидкости, усугубляющей агрессивное действие сточной воды. Одной из причин быстрого выхода насоса из строя может быть отсутствие балансировки рабочих колес, монтируемых на валу насоса. Из-за сильного износа деталей узла разгрузки рабочие колеса быстро повреждаются уплотнительными кольцами при смещении вала. Уменьшение давления жидкости на входе насосов может привести к быстрому выходу их из строя. Определяющим фактором пониженной работоспособности насосов являются свойства и состав перекачиваемых сточных вод. Агрессивность этих вод обусловлена комплексным влиянием различных факторов, роль которых подробно рассмотрена ранее. Необходимо лишь подчеркнуть, что присутствие в сточных водах кислорода и сероводорода, низкий рН и высокие скорости движения среды, вызывают не только общую, но и местную (локальную) коррозию конструкционных материалов в насосах. Все, что было сказано о коррозии насосов в сточных водах при повышенных скоростях, относится и к арматуре насосных агрегатов: подводящим и отводящим трубопроводам, задвижкам и т. д. Всю весьма разветвленную и металлоемкую сеть трубопроводов в системе подготовки нефти, сбора, очистки и закачки сточных вод в пласт можно разделить на четыре группы: первая группа — трубопроводы внутренней канализационной сети установок по подготовке нефти; вторая группа — трубопроводы напорной канализации, по которым перекачивают на кустовые станции или поглощающие скважины подготовленные для закачки в пласт сточные воды; третья группа — трубопроводы высокого давления, по которым сточную воду подают от кустовых станций к нагнетательным скважинам; 54 четвертая группа — насосно-компрессорные и обсадные трубы в нагнетательных и поглощающих скважинах, через которые сточные воды закачиваются непосредственно в продуктивный пласт. Такое деление обусловлено различным характером гидравлических потоков жидкости в трубопроводах, а также свойствами агрессивных сред. Скорость коррозии металла в сточных водах этой сети, не содержащих сероводород, незначительна и не превышает 0,1 г/(м2-ч). В трубопроводах напорной канализации отмечается значительное число аварий из-за коррозии. Разрушение металла наблюдается главным образом в сварных швах и в меньшей степени в самой трубе. Общий срок службы водоводов напорной канализации при перекачке по ним агрессивных сточных вод составляет 3—5 лет. Быстро выходят из строя водоводы напорной канализации при транспорте по ним сероводородсодержащих сточных вод, если сюда по какимлибо причинам попадает атмосферный воздух. Наибольшее число повреждений трубопроводов и аварийных утечек сточной воды наблюдается на водоводах высокого давления, по которым распределяется вода с кустовых насосных станций к нагнетательным скважинам Срок службы разводящих водоводов определяется главным образом стойкостью и надежностью сварных швов, которые выходят из строя из-за коррозии значительно быстрее, чем на других трубопроводах. Это связано с воздействием высокого давления перекачиваемой воды. Как показывают многочисленные обследования, сварные соединения выходят из строя из-за внутренних дефектов: непровары, пустоты и шлаковые включения, нарушения соосности свариваемых труб и т. д. Транспортируемая вода, содержащая при этом остаточное количество деэмульгаторов, легко попадает в мельчайшие щели и способствует образованию и активному функционированию большого количества гальванических макропар, корродирующих по механизму дифференциальной аэрации или щелевой коррозии. Поэтому в сварном шве очень быстро появляется свищ, который, разрастаясь, приводит в конечном счете к аварийной утечке воды из водовода и необходимости его остановки и ремонта. Поскольку участки водоводов имеют различную длину и их вводят в эксплуатацию в разные сроки, для оценки аварийности этих трубопроводов в сопоставимых условиях используют приведенную величину, называемую удельной частотой порывов. Она определяется числом порывов, приходящихся на единицу длины трубопровода за единицу времени (км X число месяцев эксплуатации). Сопоставление данных по частоте порывов водоводов при перекачке сточных вод на промыслах Башкирии и Татарии и других нефтедобывающих районах показало, что на 1 км водоводов приходится в среднем от 1,5 до 2 порыва в год. Это свидетельствует о том, что проблема защиты от коррозии высоконапорной сети водоводов, по которым перекачивают агрессивные сточные воды, является для всех нефтепромыслов страны одной из наиболее актуальных и неотложных. Коррозия насосно-компрессорных труб и обсадных колонн нагнетательных скважин Насосно-компрессорные трубы и обсадную колонну в нагнетательной скважине можно рассматривать как концевую часть всей трубопроводной сети 55 заводнения. Специфика коррозии в этом случае связана с конструкцией и назначением каждой из этих колонн в процессе закачки воды в пласт. В начальном периоде разработки нефтяного месторождения, когда количество сточных вод еще мало, в нагнетательные скважины закачивают пресную воду. Для увеличения приемистости инжекционных скважин в них насоснокомпрессорные трубы не спускают, а закачку воды ведут по обсадной колонне. Однако с переходом на закачку сточных вод от этого приходится отказаться, так как возникает опасность разрушения обсадных колонн скважин. В результате наблюдений за коррозией обсадных колонн, куда закачивали сточную воду, было выявлено значительное число повреждений их внутренней поверхности. В этих условиях значение насосно-компрессорных труб, которые принимают на себя агрессивное действие среды, защищая обсадную колонну, резко возрастает. Насосно-компрессорная колонна должна быть герметичной и не пропускать сточную воду в межтрубное пространство скважины. В противном случае закачка сточной воды пойдет одновременно по двум колоннам, а коррозия обсадных труб вызовет угрозу целостности всей скважины. То обстоятельство, что герметичность насосно-компрессорных труб и их коррозию во времени можно контролировать, а вышедшие из строя трубы могут быть заменены, несколько облегчает проблему защиты обсадной колонны нагнетательной скважины. При недостаточно организованном контроле за коррозией насосно-компрессорных труб они теряют герметичность, а агрессивная вода проникает к обсадной колонне. Иногда насосно-компрессорные трубы при перекачке по ним сероводородсодержащей воды выходят из строя за несколько лет. Однако, как правило, такие разрушения насосно-компрессорных труб в нагнетательных скважинах довольно редки. Чаще всего срок их службы более длителен (5—10 лет), что объясняется различными условиями коррозии металла в этих трубах и наземных водоводах. Такая разница в скорости коррозии вызвана снижением содержания кислорода в транспортируемой от пунктов подготовки нефти до нагнетательных скважин сточной воде, что понижает ее агрессивность. Однако проблема защиты от коррозии подземного оборудования нагнетательных скважин до сих пор является актуальной. Подписано в печать 21.12.2007 г. Формат 60×84/16 Печать RISO 3,5 уч.-изд.л. 3,3 ус.печ.л. Тираж 50 экз. Заказ № 130 ТИПОГРАФИЯ АЛЬМЕТЬЕВСКОГО ГОСУДАРСТВЕННОГО НЕФТЯНОГО ИНСТИТУТА 423452, Татарстан, г. Альметьевск, ул. Ленина, 2 56